Embed Size (px)
Citation preview

DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA SCADA PARA EL
CONTROL DE NIVEL DEL TANQUE DE MEZCLA DE LA PLANTA
DE PROCESOS ANÁLOGOS (PPA), DE LA UDFJDC
ESPITIA BERNAL FERNEY DAVID
ORDOÑEZ BELTRÁN JEYSON ALBERTO
Tesis de Ingeniería en Control
Director:
Ing. Jorge Eduardo Porras Bohada
Universidad Distrital Francisco José de Caldas
Facultad Tecnológica
Programa de Ingeniería en Control
Bogotá, Agosto de 2015
ESPITIA BERNAL FERNEY DAVID
ORDOÑEZ BELTRÁN JEYSON ALBERTO
DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA SCADA PARA EL
CONTROL DE NIVEL DEL TANQUE DE MEZCLA DE LA PLANTA
DE PROCESOS ANÁLOGOS (PPA), DE LA UDFJDC
Tesis presentada al Programa de Ingeniería en Control de la universidad
Distrital “Francisco José de Caldas” Facultad Tecnológica, para obtener el
título de Ingeniero en Control
Programa:
Ingeniería en Control
Director:
Ing. Jorge Eduardo Porras Bohada
Bogotá, Agosto de 2015

Dedicatoria
Para nuestra familia, amigos y profesores
que nos apoyaron a lo largo de nuestra
carrera e hicieron que creciera la fuerza
para luchar y poder lograr este gran
objetivo en nuestras vidas.

Agradecimientos
A Dios, nuestra familia y amigos
que nos ayudaron con cada uno
de nuestros propósitos para poder
cumplirlos y finalmente realizar
nuestro proyecto final de ingeniería.
6
Resumen
El laboratorio de industrial de la Universidad Distrital Francisco José de Caldas
Facultad Tecnológica, ubicado en la localidad de Ciudad Bolívar (Bogotá-Colombia),
cuenta con equipos de automatización que no estaban siendo utilizados en un
proyecto real ni en aplicaciones útiles para la universidad ni para el laboratorio.
En el trascurso de la carrera de Ingeniería en Control y el desarrollo de las
asignaturas entre ellas “instrumentación de procesos” se desarrollaron prototipos de
máquinas industriales que fueran capaces de simular procesos de automatización
y control. Estos prototipos se encontraban en desarrollo para lo cual fue necesario
formalizar la terminación del prototipo industrial el cual fue desarrollado con el
presente proyecto de grado. Dentro de los procesos industriales se deben reconocer
e interpretar datos de variables físicas (Nivel, Presión, Temperatura, Flujo, PH) para
poder actuar de una manera que se mejoren los procesos y se optimice el consumo
de energía.
En este proyecto se realizó una identificación del sistema por métodos analíticos y
experimentales para lo cual fue necesario el uso del software MATLAB, una
herramienta útil para graficar y minimizar tiempos en los cálculos matemáticos
necesarios para encontrar el modelo y el comportamiento del sistema.
Seguido a esto se realizó el diseño del controlador PID en tiempo discreto por medio
del lugar de las raíces para luego ser implementado en el PLC Allen Bradley con
ayuda del software RSLogix 5000 y su respectiva HMI para la correcta visualización
y control del proceso en tiempo real por parte del usuario.
En este trabajo de grado es posible visualizar un sistema que es capaz de
controlarse de manera automática mediante el desarrollo e implementación de un
sistema SCADA que permite realizar acciones de visualización y control de la
variable de nivel a través de una pantalla HMI de Allen Bradley.
Palabras clave: Diseño de control, Control automático, control de nivel,
sistemas SCADA, sistemas de lazo cerrado, control digital, MATLAB.
7
Abstract
Industrial laboratory of University Francisco José de Caldas Faculty of Technology,
located in the town of Ciudad Bolivar (Bogota-Colombia), has automation equipment
were not being used in a real project or useful applications for college or Laboratory.
In the course of Engineering in Control and development of subjects including
"implementation process" industrial prototype machines that were able to simulate
automation and control processes were developed. These prototypes were in
development for which it was necessary to formalize the termination of the industrial
prototype which was developed with this project grade. Within the industrial
processes must recognize and interpret data of physical variables (level, pressure,
temperature, flow, PH) to act in a way that will improve processes and optimize
energy consumption.
In this project, a system identification was performed by experimental methods and
simulated for which it was necessary to use MATLAB software, useful for plotting
and minimize time on mathematical calculations required to find the model and
system performance tools.
Following this the tuning of the PID controller implemented from Allen Bradley PLC
with the aid of RSLogix 5000 and the respective HMI for the proper display of the
process in real time by the user is performed.
In this paper grade it is possible to visualize a system that is capable of automatically
controlled through the development and implementation of a SCADA system that
allows visualization and control actions variable level, through a screen HMI Allen
Bradley.
Keywords: Control design, Automatic control, level control, SCADA systems,
close loop systems, digital control, MATLAB.
8
Tabla de Contenido
Resumen ................................................................................................................. 6
Abstract ................................................................................................................... 7
Tabla de Contenido ................................................................................................. 8
Lista de Figuras ..................................................................................................... 10
Lista de Tablas ...................................................................................................... 12
1. Introducción .................................................................................................... 13
1.1. Planteamiento del problema ........................................................................ 14
1.2. Objetivos...................................................................................................... 15
1.2.1. Objetivo General ...................................................................................... 15
1.2.2. Objetivos Específicos ............................................................................... 15
2. Marco de Referencia....................................................................................... 16
2.1. Antecedentes............................................................................................... 16
3. Metodología .................................................................................................... 17
3.1. Marco Teórico .............................................................................................. 17
3.1.1. Sensor de nivel ultrasónico ...................................................................... 17
3.1.2. Sistemas de control .................................................................................. 18
3.1.2.1. Sistemas no lineales ............................................................................ 18
3.1.2.2. Modelamiento de los sistemas ............................................................. 19
3.1.2.3. Método de obtención de modelos ......................................................... 19
3.1.2.4. Identificación de los sistemas .............................................................. 19
3.1.2.5. Tipos de modelos paramétricos ............................................................ 20
3.1.3. Controladores PID ................................................................................... 22
3.1.3.1. Estructura .............................................................................................. 22
3.1.3.2. PID: acción de control proporcional-integral-derivativa ......................... 23
3.1.4. Modelamiento de sistema tanque cilíndrico Horizontal ........................... 23
3.1.4.1. Capacitancia ......................................................................................... 23
3.1.4.2. Resistencia ........................................................................................... 28
3.1.4.3. Fuentes ................................................................................................. 29
3.2. Descripción general de la planta PPA. ........................................................ 31
9
3.3. Caracterización del sensor ......................................................................... 32
3.3.1. Descripción del Sensor ultrasónico .......................................................... 37
3.3.2. Instalación y calibración del sensor ultrasónico........................................ 38
3.4. Modelamiento .............................................................................................. 40
3.4.1. Modelamiento del sensor ......................................................................... 40
3.4.2. Modelamiento del tanque cilíndrico horizontal.......................................... 43
3.4.2.1. Experimento - Descarga del tanque cilíndrico - .................................... 48
3.4.3. Modelamiento bomba ............................................................................... 53
3.5. Curvas de reacción de proceso e Identificación .......................................... 58
3.5.1. Respuesta transitoria de la planta ............................................................ 64
3.5.2. Diseño por lugar geométrico de las raíces ............................................... 66
3.5.3. Respuesta transitoria del (sistema de control) ......................................... 71
3.6. Sincronización del PID RSLogix 5000 ......................................................... 72
3.7. Arquitectura del sistema SCADA ................................................................. 74
Creación de la Red ................................................................................................ 76
3.7.1. Configuración del ordenador .................................................................... 76
3.7.2. Configuración de RSLinx Classic ............................................................. 77
3.7.3. Configuración de la HMI ........................................................................... 78
3.7.4. Configuración del variador ....................................................................... 78
3.7.5. Configuración del módulo análogo ........................................................... 80
3.8. Códigos realizados en RSLogix5000 ........................................................... 81
3.8.1. Lectura de los datos del sensor................................................................ 81
3.9. Diseño de Interfaz Gráfica de Usuario ......................................................... 85
3.9.1. Factory Talk View ..................................................................................... 86
4. Conclusiones .................................................................................................. 88
5. Recomendaciones .......................................................................................... 90
6. Referencias ..................................................................................................... 91
7. ANEXOS ......................................................................................................... 93
7.1. Anexo 1. Distribución del panel eléctrico y de control de la PPA................. 93
7.2. Anexo 2. Pantallas de la HMI ...................................................................... 94
7.3. Manual de prácticas .................................................................................. 104
10
Lista de Figuras
Fig. 1 Sensor Pepperl Fuchs UB500-18GM75-I-V15. 17 Fig. 2 Diagramas de bloques de las estructuras de la tabla 1. 22 Fig. 3 Diagrama en bloques de un sistema controlado con un PID. 23 Fig. 4 Presión Vs. Volumen del líquido para un recipiente con sección transversal
variable. 24 Fig. 5 Presión-versus-volumen del líquido para un recipiente con A constante. 25 Fig. 6 Recipiente cilíndrico. 27 Fig. 7 Capacitancia del recipiente cilíndrico horizontal. 27 Fig. 8 Símbolo de una válvula hidráulica. 28 Fig. 9 (a) flujo-versus-diferencia de presión dada por (19). (b) interpretación
geométrica de la resistencia hidráulica. 28 Fig. 10 Representación simbólica de una bomba. 30
Fig. 11 Curvas típicas de una bomba centrifuga donde ∆𝒑 = 𝒑𝟐 − 𝒑𝟏. (a)Por tres diferentes velocidades de la bomba (𝝎𝟏 < 𝝎𝟐 < 𝝎𝟑). (b)Mostrado la
aproximación lineal. 30 Fig. 12 Diagrama P&ID de la planta PPA. 32 Fig. 13 Sensor ultrasónico UB500-18GM75-I-V15. 38 Fig. 14 Conector 5 pines V15-G-2M-PVC. 38 Fig. 15 Instalación del sensor. 38 Fig. 16 Diagrama de conexión del sensor. 39 Fig. 17 Respuesta en corriente del sensor en el punto máximo. 40 Fig. 18 Respuesta en corriente del sensor en el punto mínimo. 40 Fig. 19 Diagrama de bloques del sensor ultrasónico. 40 Fig. 20 Gráfica de datos Altura vs. Corriente. 42 Fig. 21 Diagrama de bloques en simulink del modelo del sensor ultrasónico. 43 Fig. 22 Dimensión del tanque cilíndrico, vista frontal y lateral respectivamente. 44 Fig. 23 Diagrama de bloques del modelo del tanque cilíndrico. 45 Fig. 24 Modelo hidráulico tanque con una entrada y una salida. 46 Fig. 25 Diagrama de bloques del modelo del tanque cilíndrico. 47 Fig. 26 Sistema hidráulico del tanque cilíndrico horizontal de la planta PPA. 47 Fig. 27 Vista frontal del tanque cilíndrico. 48 Fig. 28 Gráfica descarga del tanque - Nivel vs. Tiempo. 49 Fig. 29 Gráfica de Caudal Vs. Nivel. 50 Fig. 30 Gráfica de comparación de datos entre reales y simulados. 51 Fig. 31 Gráfica de nivel vs. Caudal de salida. 51 Fig. 32 Modelo lineal relacionada entre altura y caudal. 52 Fig. 33 Modelamiento de la válvula. 52 Fig. 34 Diagrama de bloques del modelo final del tanque cilíndrico. 53 Fig. 35 Bloque para leer la variable de frecuencia en RSLogix 5000. 53 Fig. 36 Diagrama de bloques del sistema actuador. 54 Fig. 37 Modelo dinámico simple para una bomba. 54 Fig. 38 Bloque utilizado para el modelo de la bomba en simulink. 55
11
Fig. 39 Rampa de aceleración y desaceleración generado por el variador de velocidad. 56
Fig. 40 Datos de tiempo de la rampa de aceleración y desaceleración programada en RSLogix 5000. 56
Fig. 41 Gráfica de respuesta de un sistema de primer orden. 57 Fig. 42 Diagrama de bloques del modelo de la bomba con retardo. 58 Fig. 43 Diagrama de bloques del modelo completo del sistema de tanque de
mezcla de la PPA. 58 Fig. 44 Gráfica de la simulación en lazo abierto. 59 Fig. 45 Gráfica de comparación de datos de simulación y datos reales. 60 Fig. 46 Gráfica de los datos tomados para diferentes puntos de operación. 60 Fig. 47 Diferentes modelos generados con IDENT. 61 Fig. 48 Señal cuadrada generada alrededor del punto de operación. 62 Fig. 49 Gráfica de la Señal pseudoaleatoria en punto de operación 24.5 cm. 63 Fig. 50 Datos exportados del modelo BJ 33332 en Matlab. 64 Fig. 51 Respuesta al paso del sistema de tanque de mezcla. 65 Fig. 52 Gráfica el tiempo de levantamiento de la planta en lazo abierto. 65 Fig. 53 Configuraciones de controladores en sisotool de Matlab. 68 Fig. 54 Lugar de las raíces de la planta controlada en lazo cerrado. 69 Fig. 55 Diagrama de bloques en simulink de la planta con controlador en lazo
cerrado. 71 Fig. 56 Respuesta en simulación del controlador PID. 72 Fig. 57 Configuración de PV y CV del bloque PID en RSLogix5000. 72 Fig. 58 Respuesta del controlador aplicado a la planta para los SetPoint A) 10, B)
15, C) 20, D) 25, E)30 y F)35. 73 Fig. 59 Diagrama de bloques general de un sistema SCADA. 75 Fig. 60 Arquitectura sistema SCADA tanque cilíndrico planta PPA. 76 Fig. 61 Pantalla inicial de RSLinx para configurar la IP de la red. 77 Fig. 62 Red creada en RSLinx. 78 Fig. 63 Configuración de la IP para la HMI. 78 Fig. 64 Selección de la MAC del módulo de comunicación del Variador de
Velocidad. 79 Fig. 65 Configuración final del variador de velocidad agregado al programa
principal. 80 Fig. 66 Programación en Ladder para las subrutinas del sensor. 82 Fig. 67 Programación en texto estructurado para las subrutinas del sensor. 82 Fig. 68 Rutinas creadas en el programa principal. 82 Fig. 69 Salto a subrutinas por medio de lenguaje Ladder. 83 Fig. 70 Alarmas creadas con programación SFC. 83 Fig. 71 Bloque PID agregado al programa principal programado en Ladder. 85 Fig. 72 Pantallas del sistema SCADA de la PPA. 87

12
Lista de Tablas
Tabla 1. Diferentes estructuras de modelos paramétricos. 21 Tabla 2 Datos tomados para la caracterización del sensor. 34 Tabla 3 Datos de caracterización del sensor. 37 Tabla 4 Datos tomados con el sensor ultrasónico. 41 Tabla 5 Datos técnicos del sensor ultrasónico. 42 Tabla 6 Datos Nivel vs. Volumen. 49 Tabla 7 Caudal calculado. 50 Tabla 8 Datos Variador vs. Caudal. 54 Tabla 9 Porcentajes de aproximación en los diferentes puntos de operación. 61 Tabla 10. Porcentajes de aproximación identificados con señal cuadrada. 63 Tabla 11. Respuesta de la planta en lazo abierto 65 Tabla 12. Modelos de controlador PID con los que se puede diseñar en un PLC
Allen Bradley. 66 Tabla 13. Valores para el PID de Kp, Ki, Kd y T. 71 Tabla 14. Comparativa de la planta en lazo abierto y lazo cerrado. 71 Tabla 15 Respuesta transitoria del sistema de control. 74 Tabla 16. Orden de las IPs en la red Ethernet. 76 Tabla 17. Tabla lógica de los estados de alarma para el tanque de suministro. 84 Tabla 18. Colores de estado utilizados para la programación de la HMI. 86
13
1. Introducción
Debido a la necesidad de la industria mundial de implementar sistemas
automatizados que sean capaces de reemplazar el ser humano sobre todo en
procesos donde éste se encuentre expuesto a grandes riesgos, es necesario para
el desarrollo de la ingeniería en control tener la capacidad de reconocer, modificar
y aplicar conceptos de instrumentación, automatización y control.
En el desarrollo de la carrera Ingeniería en Control de la Universidad Distrital
Francisco José de Caldas se ha logrado realizar grandes proyectos con los
conocimientos adquiridos en las asignaturas de semestres finales, durante estos
semestres se desarrolló en un principio la planta de procesos análogos (PPA) como
una manera de poder evidenciar de manera práctica las metodologías aprendidas
en los cursos.
Teniendo la PPA como modelo básico se busca mejorar de alguna manera esta
planta en donde se pueda dejar un legado para estudiantes que vienen en proceso
de formación y donde puedan tener una introducción a lo que se ve realmente a
nivel industrial sin dejar a un lado que esta planta realmente es un prototipo a
pequeña escala de un proceso industrial.
Se requiere realizar la programación de la interfaz gráfica en una HMI que se ejecuta
desde un PLC (Allen Bradley) que permita a los usuarios finales simular procesos
de supervisión y control de una planta de nivel que puede tener diferentes
comportamientos de acuerdo a la configuración dada.
Con la introducción a la planta de sensores, PLC’s, HMI’s y software de tipo
industrial los cuales son ampliamente utilizados en grandes empresas que
implementan sistemas automatizados se busca lograr desarrollar un prototipo de
planta donde se pueda no solamente evidenciar las metodologías aprendidas en el
transcurso de la carrera sino también investigar y aplicar estas para mejorar los
sistemas que hoy en día existen a nivel industrial.

14
1.1. Planteamiento del problema
La planta de procesos análogos PPA ubicada en la sala altamente automatizada de
la Universidad Distrital Francisco José de Caldas Facultad Tecnológica, no cuenta
con ningún tipo de sensor ni controlador ya que no se ha realizado el modelamiento
de ninguno de los tanques para poder implementar de manera adecuada la
instrumentación y el algoritmo que permita controlar la variable de nivel en el tanque
de mezcla.
Al tener esta problemática es imposible que los estudiantes puedan obtener los
datos reales del proceso para poder realizar simulaciones, cálculos matemáticos y
prácticas de laboratorio especialmente enfocadas al control de nivel del tanque de
mezcla de la planta (PPA), de manera que les permita desarrollar habilidades y
capacidades en el área de control y automatización de procesos reales.
Luego existen problemáticas que requieren de una ardua investigación ya que el
tanque a modelar es de comportamiento no lineal y al no contar con diferentes
sensores para facilitar la obtención de datos que sean de utilidad para el
modelamiento del sistema hace que el trabajo matemático a realizar requiera la
utilización de estadísticas, especialmente promedios para lograr obtener datos
finales.
También es necesario generar una interfaz gráfica amigable con el usuario final ya
que generalmente quien se encuentre con el proceso deberá empezar con una
etapa de entendimiento del sistema y respuestas a preguntas que parecen ser
obvias pero que finalmente requieren bastante información para ser resueltas,
enfocándose especialmente en los comportamientos nos esperados del llenado del
tanque ya que tiene una capacitancia variable.
15
1.2. Objetivos
1.2.1. Objetivo General
Diseñar e implementar un sistema SCADA para el control de nivel del tanque de
mezcla de la planta PPA por medio de un controlador PID y una interfaz HMI.
1.2.2. Objetivos Específicos
Realizar el montaje e instalación del sensor de nivel en el tanque de mezcla.
Identificar y modelar el comportamiento del tanque de mezcla.
Diseñar e implementar los parámetros para el bloque PID del PLC Allen Bradley que
cumpla con los criterios del modelamiento.
Implementar el sistema de supervisión mediante una interfaz HMI Allen Bradley.
Realizar cinco prácticas de laboratorio demostrando el funcionamiento del sistema
implementado.
16
2. Marco de Referencia
2.1. Antecedentes
La planta de procesos análogos PPA es una planta ha sido desarrollada por
estudiantes para estudiantes con el fin de ayudar a mejorar los laboratorios de las
diferentes carreras de la facultad tecnológica. Es una planta que requiere de
mejoramiento en cuanto a instrumentación para el aprovechamiento de prácticas de
automatización y control.
En el comercio se encuentra plantas de procesos análogos y analíticos como es el
caso de Amatrol una empresa que proporciona sistemas educativos de control de
procesos para que los estudiantes se familiaricen con las necesidades de la
industria moderna, en una de sus plantas didácticas se encuentra el sistema de
control del proceso de nivel y flujo la cual cuenta con instrumentación normalmente
usada en la industria, permitiendo al estudiante adquirir conocimientos en
instrumentación y control de procesos en ambientes industriales.
De la tesis “Implementación de un sistema SCADA para la mezcla de dos sustancias
en una industria química” se adoptó el método con el que logran que un usuario
cualquiera de la industria sea capaz de manejar una interfaz de visualización del
proceso y en donde también involucran comunicaciones de campo, adquisición de
datos de los sensores, programación de PLC y bases de datos para las variables
del OPC. [1]
Con base en la tesis “Implementación de un sistema SCADA para el control y
monitoreo de 7 ascensores y 8 escaleras eléctricas instaladas en el terminal
terrestre de Guayaquil” se infiere en el desarrollo que logran al instalar un sistema
de control y monitoreo de siete ascensores y ocho escaleras eléctricas con sus
respectivas pantallas de visualización en una PC ya que la tecnología que se utilizó
fue un módulo micrologix 1100 de Allen Bradley y en el cual a través del software
FactoryTalkSiteEdition se desarrollaron varias pantallas para visualizar el
funcionamiento de los ascensores y escaleras eléctricas implementando una red de
módulos micrologix 1100 para la transmisión de información. [2]
Su desarrollo permitió facilitar el proceso de monitoreo de la estación terrestre de
Guayaquil desde un punto remoto para así garantizar un proceso seguro y óptimo
de control al sistema.
17
3. Metodología
3.1. Marco Teórico
3.1.1. Sensor de nivel ultrasónico
Su funcionamiento se basa en emitir cíclicamente un impulso acústico de alta
frecuencia y corta duración. Este impulso se propaga a la velocidad del sonido por
el aire. Al encontrar un objeto, es reflejado y vuelve como eco al sensor ultrasónico.
Este último calcula internamente la distancia hacia el objeto, basado en el tiempo
transcurrido entre la emisión de la señal acústica y la recepción de la señal de eco.
Como la distancia hacia el objeto es medida por medio del tiempo de recorrido del
sonido, y no por una medición de la intensidad, los sensores ultrasónicos son
insensibles hacia el ruido de fondo.
Prácticamente todos los materiales que reflejan el sonido son detectados,
independientemente de su color. Aún materiales transparentes o láminas delgadas
no presentan problemas para los sensores ultrasónicos.
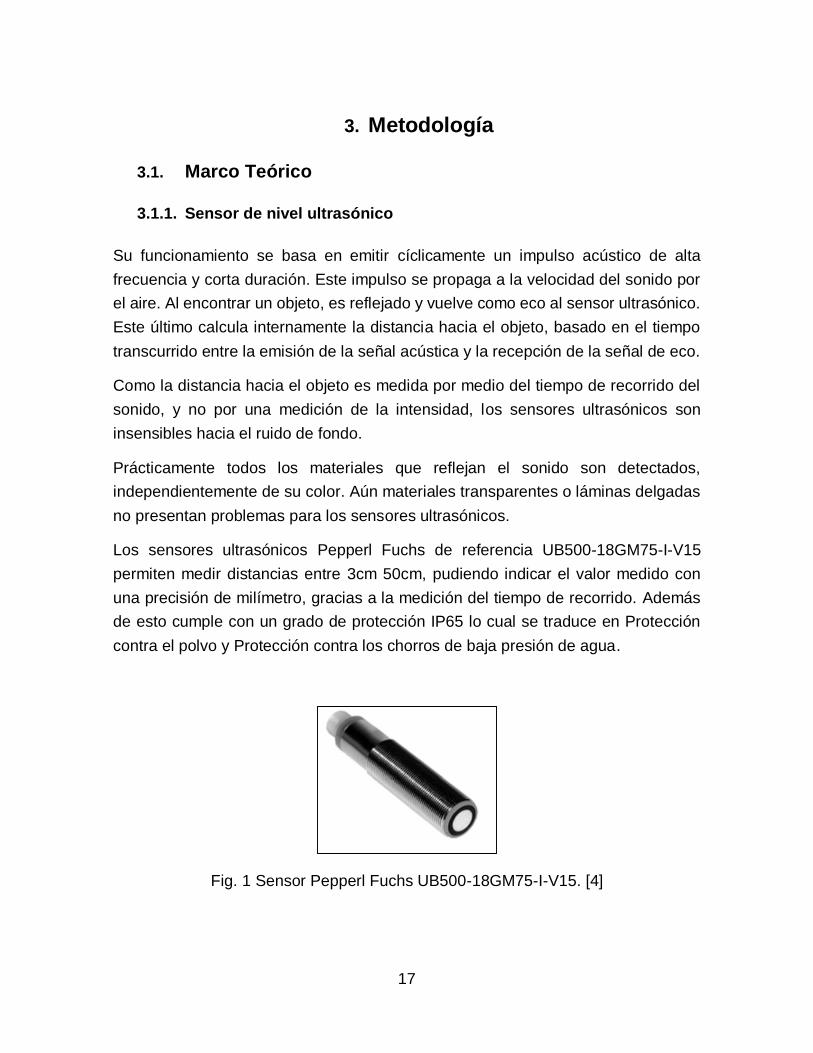
Los sensores ultrasónicos Pepperl Fuchs de referencia UB500-18GM75-I-V15
permiten medir distancias entre 3cm 50cm, pudiendo indicar el valor medido con
una precisión de milímetro, gracias a la medición del tiempo de recorrido. Además
de esto cumple con un grado de protección IP65 lo cual se traduce en Protección
contra el polvo y Protección contra los chorros de baja presión de agua.
Fig. 1 Sensor Pepperl Fuchs UB500-18GM75-I-V15. [4]
18
3.1.2. Sistemas de control
3.1.2.1. Sistemas no lineales [3]
Un sistema es no lineal si no se aplica el principio de superposición. Por tanto, para
un sistema no lineal la respuesta a dos entradas no puede calcularse tratando cada
entrada a la vez y sumando los resultados. Aunque muchas relaciones físicas se
representan a menudo mediante ecuaciones lineales, en la mayor parte de los casos
las relaciones reales no son verdaderamente lineales. De hecho, un estudio
cuidadoso de los sistemas físicos revela que incluso los llamados «sistemas
lineales» sólo lo son en rangos de operación limitados. En la práctica, muchos
sistemas electromecánicos, hidráulicos, neumáticos, etc., involucran relaciones no
lineales entre las variables. Por ejemplo, la salida de un componente puede
saturarse para señales de entrada grandes. Puede haber una zona muerta que
afecte a las señales pequeñas. (La zona muerta de un componente es un rango
pequeño de variaciones de entrada a las cuales el componente es insensible.)
Puede ocurrir una no linealidad de la ley cuadrática en algunos componentes. Por
ejemplo, los amortiguadores que se utilizan en los sistemas físicos pueden ser
lineales para operaciones a baja velocidad, pero pueden volverse no lineales a altas
velocidades, y la fuerza de amortiguamiento puede hacerse proporcional al
cuadrado de la velocidad de operación.
Linealización de sistemas no lineales. En la ingeniería de control, una operación
normal del sistema puede ocurrir alrededor de un punto de equilibrio, y las señales
pueden considerarse señales pequeñas alrededor del equilibrio. (Debe señalarse
que hay muchas excepciones a tal caso.) Sin embargo, si el sistema opera alrededor
de un punto de equilibrio y si las señales involucradas son pequeñas, es posible
aproximar el sistema no lineal mediante un sistema lineal. Este sistema lineal es
equivalente al sistema no lineal, considerado dentro de un rango de operación
limitado. Tal modelo linealizado (lineal e invariante con el tiempo) es muy importante
en la ingeniería de control.
19
3.1.2.2. Modelamiento de los sistemas [5]
Un sistema representa una unidad donde se hacen tratamientos físicos o químicos
de materiales que puede ser contrastada con un modelo que representa una
descripción matemática del sistema real. La disposición de varios sistemas unidos
entre sí por flujos comunes de materiales y/o información constituye un proceso.
El estudio de un proceso, mediante la manipulación de su representación
matemática o de su modelo físico, constituye una simulación. Los estudios clásicos
de un proceso en estado estacionario se complementan con un análisis dinámico,
lo que exige un conocimiento de los criterios de estabilidad y de los métodos de
operación para evaluar exitosamente el funcionamiento del proceso.
3.1.2.3. Método de obtención de modelos
Existen dos métodos principales para obtener el modelo de un sistema:
Modelado Teórico: Se trata de un método analítico, en el que se recurre a
leyes básicas de la física para describir el comportamiento dinámico de un
fenómeno o proceso.
Identificación del sistema: se trata de un método experimental que permite
obtener el modelo de un sistema a partir de datos reales recogidos de la
planta bajo estudio.
El modelado teórico tiene un campo de aplicación restringido a procesos muy
sencillos de modelar, o a aplicaciones en que no se requiera gran exactitud en el
modelo obtenido. En muchos casos, además, la estructura del modelo obtenido a
partir del conocimiento físico de la planta posee un conjunto de parámetros
desconocidos y que sólo se pueden determinar experimentando sobre el sistema
real. De ahí la necesidad de recurrir a los métodos de identificación de sistemas.
3.1.2.4. Identificación de los sistemas [6]
Se entiende por identificación de sistemas a la obtención de forma experimental de
un modelo que reproduzca con suficiente exactitud, para los fines deseados, las
características dinámicas del proceso objeto de estudio.
En términos generales, el proceso de identificación comprende los siguientes pasos:

20
Obtención de datos de entrada - salida.
Tratamiento previo de los datos registrados.
Elección de la estructura del modelo.
Obtención de los parámetros del modelo.
Validación del modelo.
Dependiendo de la causa estimada, deberá repetirse el proceso de identificación
desde el punto correspondiente. Por tanto, el proceso de identificación es un
proceso iterativo.
3.1.2.5. Tipos de modelos paramétricos
Generalmente los modelos paramétricos se describen en el dominio discreto, puesto
que los datos que sirven de base para la identificación se obtienen por muestreo.
En el caso de que se requiera un modelo continuo, siempre es posible realizar una
transformación del dominio discreto al continuo.
La expresión más general de un modelo discreto es del tipo (1):
s(t) = h(t) + w(t) ( 1 )
Donde w (t) es el término que modela la salida debida a las perturbaciones, h (t) la
salida debida a la entrada, y s (t) la salida medible del sistema. Cada uno de estos
términos puede desarrollarse de la siguiente forma:
h(t) = G(q−1 , θ) × u(t) ( 2 )
w(t) = H(q−1 , θ ) × e(t) ( 3 )
s(t) = A(q−1 , θ ) × y(t) ( 4 )
Donde 𝑞−1 es el operador retardo, q representa un vector de parámetros, 𝑢(𝑡) y 𝑒(𝑡)
son la entrada al sistema y el ruido de entrada al mismo respectivamente 𝑒 𝑦(𝑡) es
la salida de interés del sistema (que puede no coincidir con la salida medible). Tanto
𝐺(𝑞−1 , 𝜃) como 𝐻(𝑞−1 , 𝜃) son cocientes de polinomios del tipo:
𝐺(𝑞−1, 𝜃) = 𝐵(𝑞−1)
𝐹(𝑞−1)=
𝑏1 ∙ 𝑞−𝑛𝑘 + 𝑏2 ∙ 𝑞−𝑛𝑘−1 + ⋯ + 𝑏𝑛𝑏 ∙ 𝑞−𝑛𝑘−𝑛𝑏+1
1 + 𝑓1 ∙ 𝑞−1 + ⋯ + 𝑓𝑛𝑓 ∙ 𝑞−𝑛𝑓
21
𝐻(𝑞−1, 𝜃) =𝐶(𝑞−1)
𝐷(𝑞−1)=
1 + 𝑐1 ∙ 𝑞−1 + ⋯ + 𝑐𝑛𝑐 ∙ 𝑞−𝑛𝑐
1 + 𝑑1 ∙ 𝑞−1 + ⋯ + 𝑑𝑛𝑑 ∙ 𝑞−𝑛𝑑
( 5 )
Y 𝐴(𝑞−1, 𝜃) un polinomio del tipo:
𝐴(𝑞−1, 𝜃) = 1 + 𝑎1 ∙ 𝑞−1 + ⋯ + 𝑎𝑛𝑎 ∙ 𝑞−𝑛𝑎 ( 6 )
El vector de parámetros 𝜃 contiene los coeficientes 𝑎𝑖 , 𝑏𝑖 , 𝑐𝑖 , 𝑑𝑖 y 𝑓𝑖 de las funciones
de transferencia anteriores. La estructura genérica de estos modelos es por tanto:
𝐴(𝑞−1) ∙ 𝑦(𝑡) = 𝐺(𝑞−1 , 𝜃) ∙ 𝑢(𝑡) + 𝐻(𝑞−1, 𝜃) ∙ 𝑒(𝑡) =𝐵(𝑞−1)
𝐹(𝑞−1)∙ 𝑢(𝑡) +
𝐶(𝑞−1)
𝐷(𝑞−1)∙ 𝑒(𝑡)
( 7 )
Para elegir la estructura de este tipo de modelos hay que determinar el orden de
cada uno de los polinomios anteriores, es decir na, nb, nc, nd, nf y el retardo entre
la entrada y la salida nk. Una vez elegidos estos valores, sólo queda determinar el
vector de coeficientes 𝜃 (𝑎𝑖, 𝑏𝑖 , 𝑐𝑖 , 𝑑𝑖 y 𝑓𝑖 ) que hacen que el modelo se ajuste a los
datos de entrada - salida del sistema real.
En muchos casos, alguno de los polinomios anteriores no se incluye en la
descripción del modelo, dando lugar a los siguientes casos particulares, entre otros:
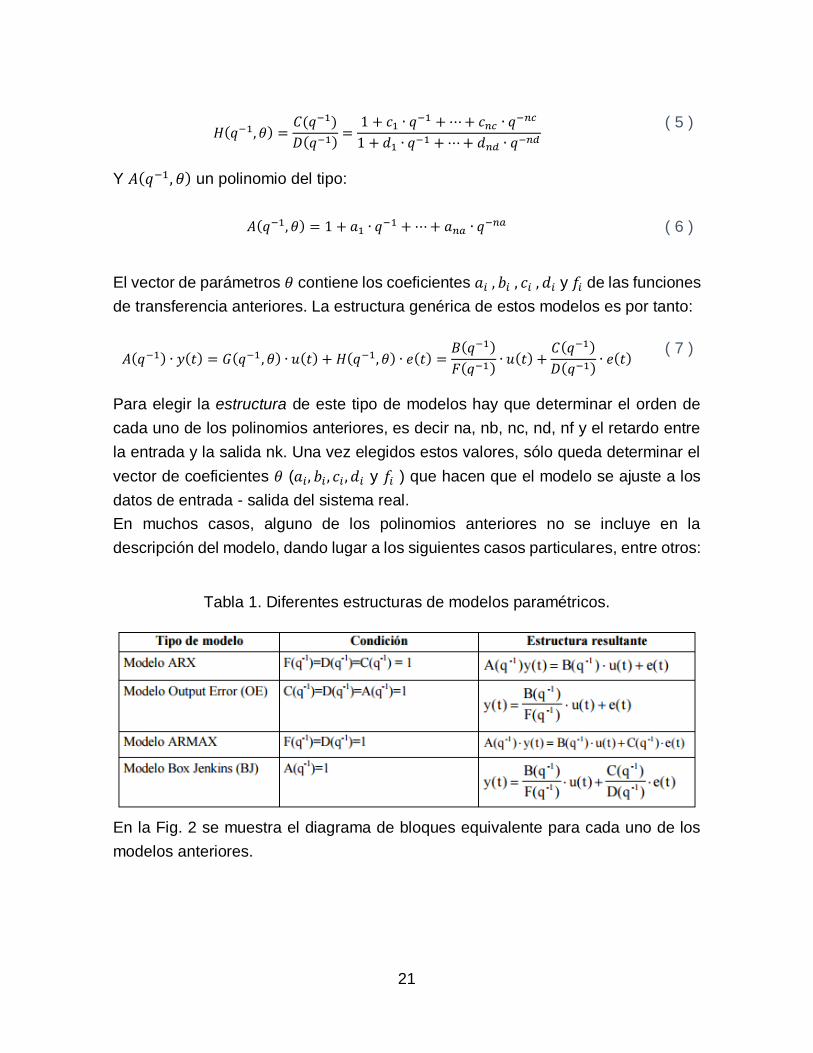
Tabla 1. Diferentes estructuras de modelos paramétricos.
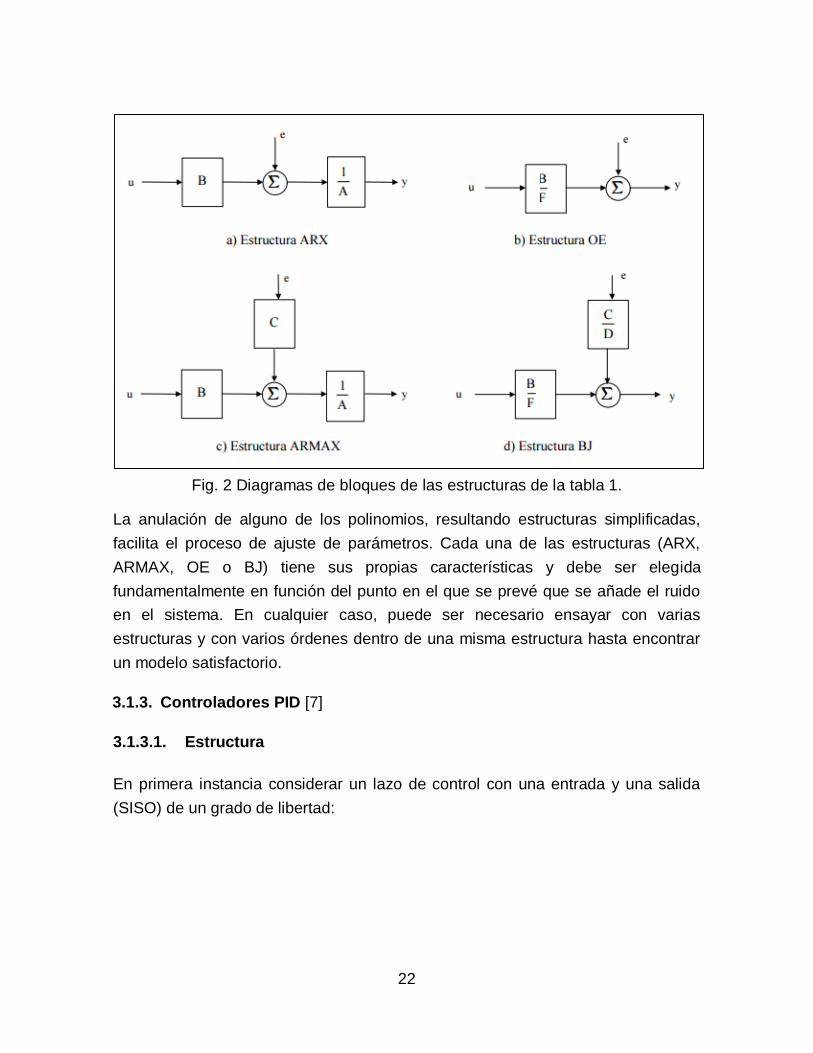
En la Fig. 2 se muestra el diagrama de bloques equivalente para cada uno de los
modelos anteriores.
22
Fig. 2 Diagramas de bloques de las estructuras de la tabla 1.
La anulación de alguno de los polinomios, resultando estructuras simplificadas,
facilita el proceso de ajuste de parámetros. Cada una de las estructuras (ARX,
ARMAX, OE o BJ) tiene sus propias características y debe ser elegida
fundamentalmente en función del punto en el que se prevé que se añade el ruido
en el sistema. En cualquier caso, puede ser necesario ensayar con varias
estructuras y con varios órdenes dentro de una misma estructura hasta encontrar
un modelo satisfactorio.
3.1.3. Controladores PID [7]
3.1.3.1. Estructura
En primera instancia considerar un lazo de control con una entrada y una salida
(SISO) de un grado de libertad:
23
Fig. 3 Diagrama en bloques de un sistema controlado con un PID. [7]
Los miembros de la familia de controladores PID, incluyen tres acciones:
proporcional (P), integral (I) y derivativa (D). Estos controladores son los
denominados P, I, PI, PD y PID.
3.1.3.2. PID: acción de control proporcional-integral-derivativa
Esta acción combinada reúne las ventajas de cada una de las tres acciones de
control individuales. La ecuación de un controlador con esta acción combinada se
obtiene mediante:
𝑢(𝑡) = 𝐾𝑝𝑒(𝑡) +𝐾𝑝
𝑇𝑖
∫ 𝑒(𝜏)𝑑𝜏 + 𝐾𝑝𝑇𝑑 𝑡
0
𝑑𝑒(𝑡)
𝑑(𝑡)
( 8 )
Y su función transferencia resulta:
𝐶𝑃𝐼𝐷(𝑠) = 𝐾𝑝 (1 +1
𝑇𝑖𝑠+ 𝑇𝑑𝑠)
( 9 )
3.1.4. Modelamiento de sistema tanque cilíndrico Horizontal [8]
3.1.4.1. Capacitancia
Cuando un líquido es almacenado en un recipiente abierto, existe una relación
algebraica entre el volumen del líquido y la presión en la base del recipiente. Si el
área de sección transversal del recipiente está dada por la función A (h), donde h
es la altura del nivel del líquido sobre la base inferior del recipiente, entonces el
volumen del líquido v es la integral del área desde la base del recipiente hasta la
altura del nivel del líquido.
𝑣 = ∫ 𝐴(𝜆)𝑑𝜆ℎ
0
( 10 )
Donde 𝜆 es una variable de integración. Por un líquido de densidad 𝜌 expresada en
kilogramos por metro cúbico, la presión absoluta y la altura del líquido están
relacionadas por:

24
𝑝 = 𝜌𝑔ℎ + 𝑝𝑎 ( 11 )
Donde 𝑔 es la constante gravitacional (9.807 𝑚/𝑠2) y donde 𝑝𝑎 es la presión
atmosférica, la cual está tomada como 1.013 x 105𝑁/𝑚2.
En las ecuaciones (10) y (11) implican que para un recipiente geométrico, densidad
del líquido, y presión atmosférica, existe una relación algebraica entre la presión 𝑝
y el volumen del líquido 𝑣. Una típica curva característica que describe esta relación
es mostrada en la figura 4.
Fig. 4 Presión Vs. Volumen del líquido para un recipiente con sección transversal
variable. [8]
Si la tangente a la curva de presión-versus-volumen es trazada en algún punto,
como se muestra en la figura 4 (b), entonces el recíproco de la pendiente se define
para ser la capacitancia hidráulica, denotada por C (h). Como se indica por la h en
paréntesis, la capacitancia depende del punto en la curva a ser considerado y la
altura del líquido h. Ahora:
𝐶(ℎ) =1
𝑑𝑝𝑑𝑣
=𝑑𝑣
𝑑𝑝
Y, de la regla de la cadena de diferenciación,
𝐶(ℎ) =𝑑𝑣
𝑑ℎ
𝑑ℎ
𝑑𝑝

25
Se puede ver que 𝑑𝑣/𝑑ℎ = 𝐴(ℎ) de (10) y 𝑑ℎ/𝑑𝑝 = 1/𝜌𝑔 de (11) Así para un
depósito de forma arbitraria, que tiene unidades de 𝑚4 ∙ 𝑠2/𝑘𝑔 o, equivalentemente
𝑚5/𝑁.
𝐶(ℎ) =𝐴(ℎ)
𝜌𝑔
( 12 )
Para un recipiente con área transversal constante A, (10) se reduce a 𝑣 = 𝐴ℎ. Se
puede sustituir la altura ℎ = 𝑣/𝐴 en (17) para obtener la presión en términos del
volumen:
𝑝 =𝜌𝑔
𝐴𝑣 + 𝑝𝑎 ( 13 )
La ecuación (13) muestra una gráfica lineal de presión-versus-volumen, como es
mostrado en la figura 5. La pendiente de la línea es el reciproco de la capacitancia
C, donde
𝐶 =𝐴
𝜌𝑔
( 84 )
Fig. 5 Presión-versus-volumen del líquido para un recipiente con A constante. [8]
El volumen del líquido en un depósito a cualquier momento es la integral de la rata
de flujo neta en el depósito más el volumen inicial. De donde se puede escribir
𝑣(𝑡) = 𝑣(0) + ∫ [𝜔𝑖𝑛(𝜆)𝑡
0
− 𝜔𝑜𝑢𝑡(𝜆)]𝑑𝜆
Que puede diferenciarse para obtener la forma alternativa

26
�̇� = 𝜔𝑖𝑛(𝑡) − 𝜔𝑜𝑢𝑡(𝑡) ( 95 )
Para obtener las expresiones para la derivada del tiempo de la presión p y la altura
del líquido h que es válido para los depósitos con área transversal, se puede utilizar
la regla de la cadena de diferenciación para escribir
𝑑𝑣
𝑑𝑡=
𝑑𝑣
𝑑ℎ
𝑑ℎ
𝑑𝑡
Donde 𝑑𝑣/𝑑𝑡 esta dada por (15) y donde 𝑑𝑣/𝑑ℎ = 𝐴(ℎ). Asi la rata de cambio de
altura del líquido depende del porcentaje del flujo neto de acuerdo a:
ℎ̇ =1
𝐴(ℎ)[𝜔𝑖𝑛(𝑡) − 𝜔𝑜𝑢𝑡(𝑡)]
( 16 )
Alternativamente, se puede escribir el 𝑑𝑣/𝑑𝑡 como
𝑑𝑣
𝑑𝑡=
𝑑𝑣
𝑑𝑝
𝑑𝑝
𝑑𝑡
Donde 𝑑𝑣/𝑑𝑝 = 𝐶(ℎ). Del porcentaje de cambio de la presión a la base del
recipiente es
�̇� =1
𝐶(ℎ)[𝜔𝑖𝑛(𝑡) − 𝜔𝑜𝑢𝑡(𝑡)]
( 17 )
Donde 𝐶(ℎ) esta dado por (12)
Porque cualquiera de las variables v, h y p puede usarse como una medida de la
cantidad de líquido en un recipiente, generalmente se selecciona uno de ellos como
una variable de estado. Entonces (15), (16) o (17) podría ser la ecuación variable
de estado correspondiente cuando 𝜔𝑖𝑛 y 𝜔𝑜𝑢𝑡 se expresan por lo que se refiere a
las variables de entrada y salida.
Si el área transversal del recipiente es variable, entonces el coeficiente 𝐴(ℎ) en (16)
será una función de h y el modelo del sistema será no lineal.
Para desarrollar a un modelo linealizado, se debe encontrar el punto de operación,
se deben definir las variables incrementales, y se deben retener los primeros dos
términos de la serie de Taylor. Igualmente, el término 𝐶(ℎ) en (17) causará que la
ecuación diferencial sea no lineal porque la capacitancia varía con h que a su vez
es una función de la presión.
27
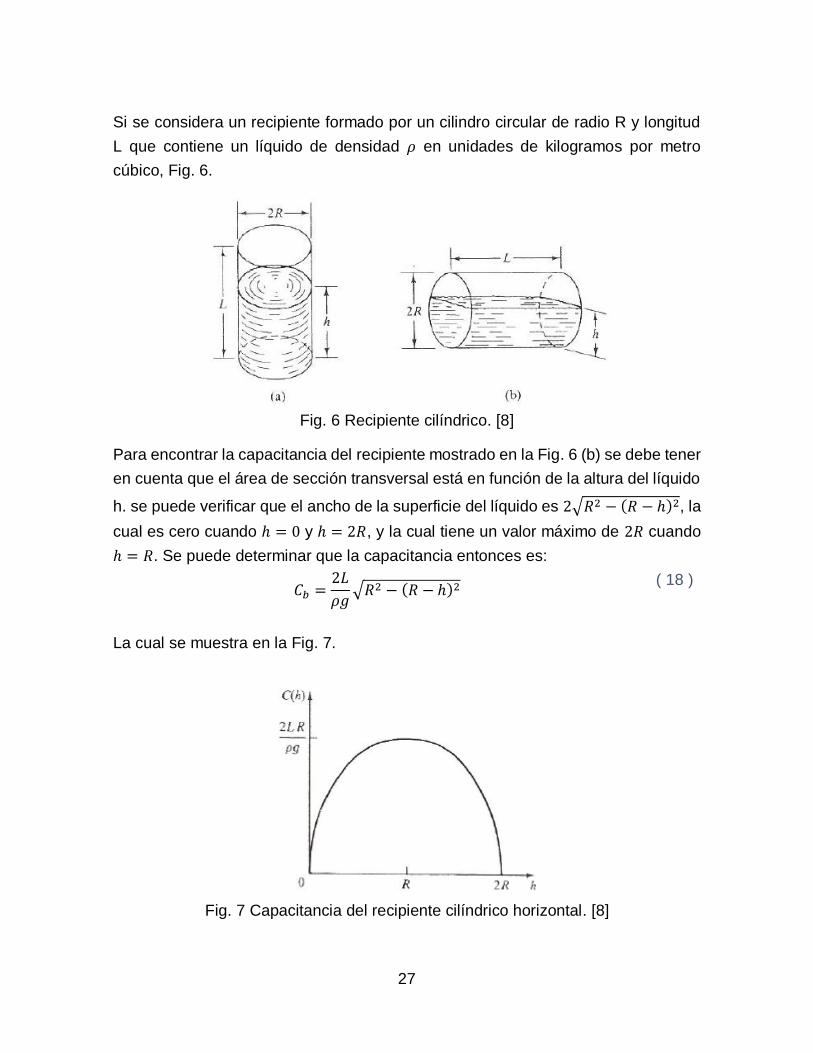
Si se considera un recipiente formado por un cilindro circular de radio R y longitud
L que contiene un líquido de densidad 𝜌 en unidades de kilogramos por metro
cúbico, Fig. 6.
Fig. 6 Recipiente cilíndrico. [8]
Para encontrar la capacitancia del recipiente mostrado en la Fig. 6 (b) se debe tener
en cuenta que el área de sección transversal está en función de la altura del líquido
h. se puede verificar que el ancho de la superficie del líquido es 2√𝑅2 − (𝑅 − ℎ)2, la
cual es cero cuando ℎ = 0 y ℎ = 2𝑅, y la cual tiene un valor máximo de 2𝑅 cuando
ℎ = 𝑅. Se puede determinar que la capacitancia entonces es:
𝐶𝑏 =2𝐿
𝜌𝑔√𝑅2 − (𝑅 − ℎ)2
( 18 )
La cual se muestra en la Fig. 7.
Fig. 7 Capacitancia del recipiente cilíndrico horizontal. [8]
28
3.1.4.2. Resistencia
Cuando un fluido líquido atraviesa una tubería, hay una caída en la presión del
líquido debido a la longitud del ducto. Hay una pérdida de presión igualmente si el
fluido liquido atraviesa una válvula o un orificio. El cambio en la presión es asociada
con la dispersión de energía encontrada en los fluidos líquidos y normalmente
obedece a una no linealidad, entre la relación algebraica del porcentaje de flujo 𝜔
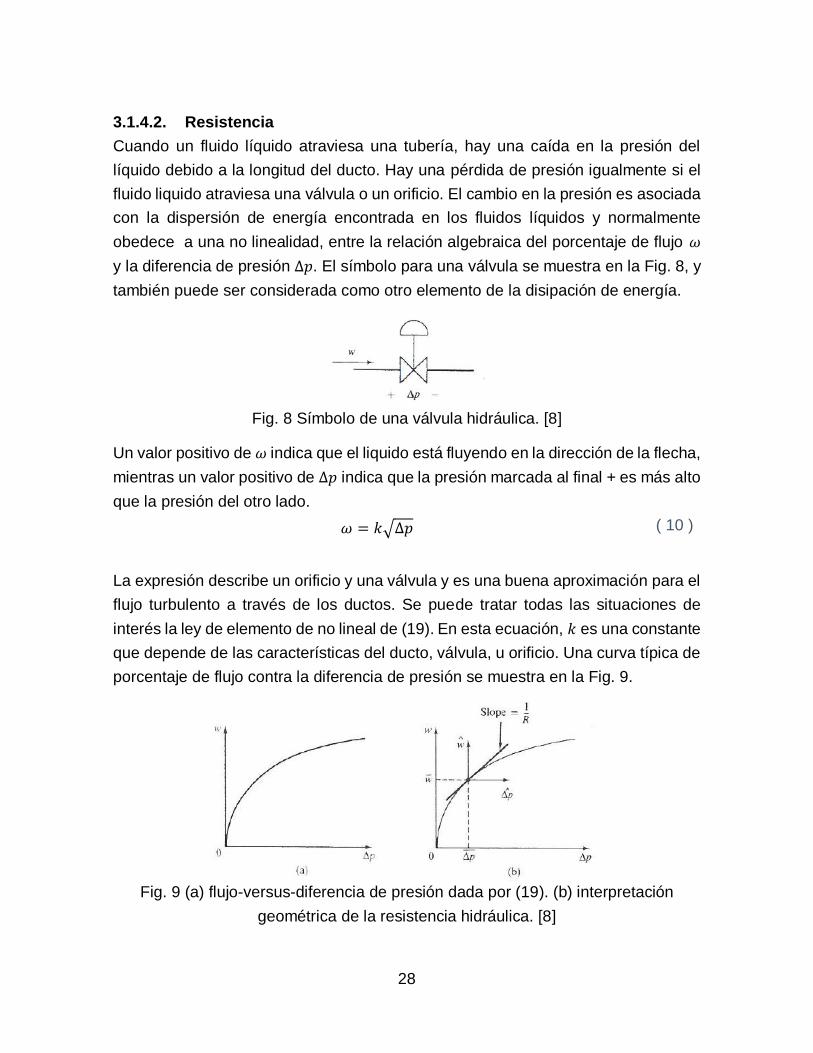
y la diferencia de presión ∆𝑝. El símbolo para una válvula se muestra en la Fig. 8, y
también puede ser considerada como otro elemento de la disipación de energía.
Fig. 8 Símbolo de una válvula hidráulica. [8]
Un valor positivo de 𝜔 indica que el liquido está fluyendo en la dirección de la flecha,
mientras un valor positivo de ∆𝑝 indica que la presión marcada al final + es más alto
que la presión del otro lado.
𝜔 = 𝑘√∆𝑝 ( 10 )
La expresión describe un orificio y una válvula y es una buena aproximación para el
flujo turbulento a través de los ductos. Se puede tratar todas las situaciones de
interés la ley de elemento de no lineal de (19). En esta ecuación, 𝑘 es una constante
que depende de las características del ducto, válvula, u orificio. Una curva típica de
porcentaje de flujo contra la diferencia de presión se muestra en la Fig. 9.
Fig. 9 (a) flujo-versus-diferencia de presión dada por (19). (b) interpretación
geométrica de la resistencia hidráulica. [8]

29
Ya que (19) es una relación no lineal, se debe linealizar sobre un punto de operación
para desarrollar un modelo lineal de un sistema hidráulico. Si se traza la tangente a
la curva de 𝜔 contra ∆𝑝 en el punto de operación, el reciproco de su pendiente se
define como la resistencia hidráulica R. la figura 9 (b) ilustra la interpretación
geométrica de la resistencia que tiene unidades de 𝑛𝑒𝑤𝑡𝑜𝑛 − 𝑠𝑒𝑔𝑢𝑛𝑑𝑜𝑠 𝑝𝑜𝑟 𝑚𝑒𝑡𝑟𝑜5.
Extendiendo (19) en una serie de Taylor sobre el punto de operación se tiene
𝜔 = �̅� +𝑑𝜔
𝑑∆𝑝|
∆𝑝̅̅ ̅̅
(∆𝑝 − ∆𝑝̅̅̅̅ ) + ⋯
Se puede expresar la resistencia R en términos de cualquiera de los dos ∆𝑝̅̅̅̅ o �̅�
llevando a cabo la diferenciación requerida que usa (19) Específicamente
1
𝑅=
𝑑
𝑑 ∆𝑃(𝑘∆𝑝
12)|
∆𝑝=
𝑘
2√∆𝑝̅̅̅̅
Realizando la sustitución y simplificaciónse obtiene una ecuación alternativa para la
resistencia hidráulica como
𝑅 =2�̅�
𝑘2
( 11 )
Ya que los líquidos típicamente fluyen a través de redes compuestas por válvulas,
ductos y orificios se deben combinar a menudo varias relaciones de (19) en una
sola expresión equivalente. Desde que se usa el modelo linealizado en muchos de
los análisis de los sistemas hidráulicos, es importante desarrollar las reglas para
combinar las resistencias de elementos linealizados que aparecen en las
configuraciones serie y paralelo.
3.1.4.3. Fuentes
En la mayoría de sistemas hidráulicos, la fuente de energía es una bomba que
deriva su poder de un motor eléctrico. Aquí se considera la bomba centrifuga
manejada a una velocidad constante que se usa ampliamente en los procesos
químicos. La representación simbólica de una bomba se muestra en la Fig. 10 se
muestran las relaciones de entrada-salida para una bomba centrifuga manejada a
tres diferentes velocidades constantes mostradas en la Fig. 11 (a) las curvas de la
bomba ∆𝑝 contra 𝜔 son
30
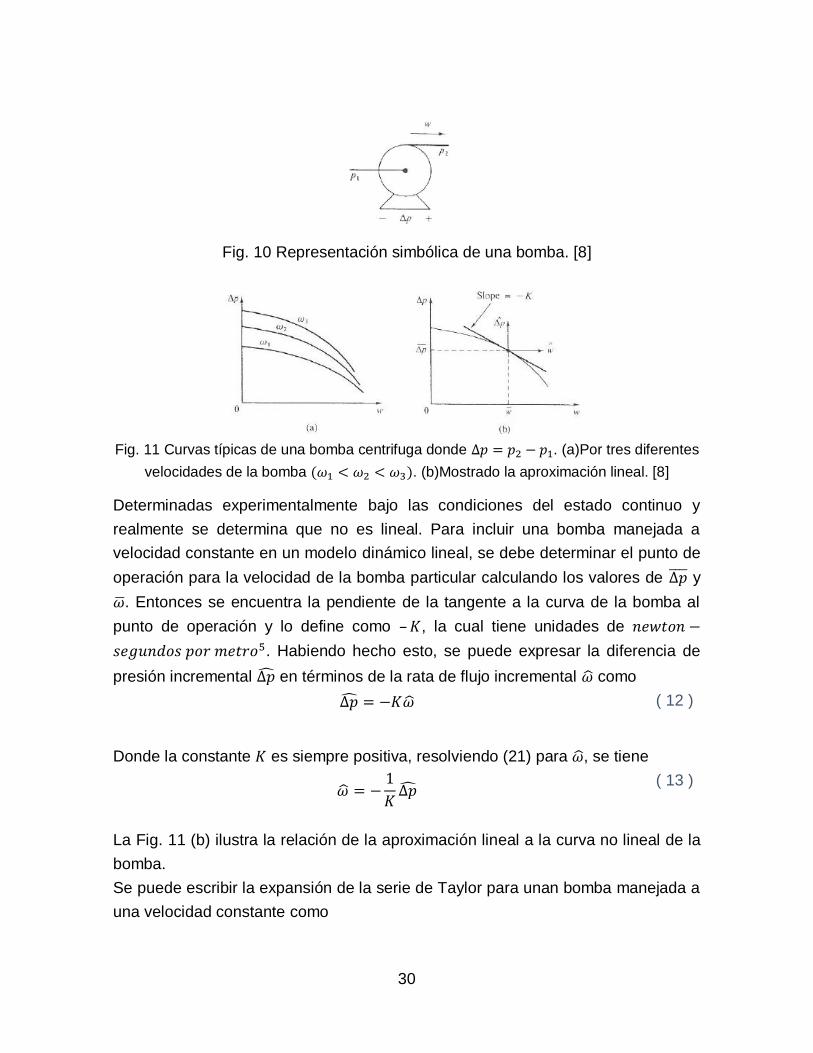
Fig. 10 Representación simbólica de una bomba. [8]
Fig. 11 Curvas típicas de una bomba centrifuga donde ∆𝑝 = 𝑝2 − 𝑝1. (a)Por tres diferentes
velocidades de la bomba (𝜔1 < 𝜔2 < 𝜔3). (b)Mostrado la aproximación lineal. [8]
Determinadas experimentalmente bajo las condiciones del estado continuo y
realmente se determina que no es lineal. Para incluir una bomba manejada a
velocidad constante en un modelo dinámico lineal, se debe determinar el punto de
operación para la velocidad de la bomba particular calculando los valores de ∆𝑝̅̅̅̅ y
�̅�. Entonces se encuentra la pendiente de la tangente a la curva de la bomba al
punto de operación y lo define como – 𝐾, la cual tiene unidades de 𝑛𝑒𝑤𝑡𝑜𝑛 −
𝑠𝑒𝑔𝑢𝑛𝑑𝑜𝑠 𝑝𝑜𝑟 𝑚𝑒𝑡𝑟𝑜5. Habiendo hecho esto, se puede expresar la diferencia de
presión incremental ∆�̂� en términos de la rata de flujo incremental �̂� como
∆�̂� = −𝐾�̂� ( 12 )
Donde la constante 𝐾 es siempre positiva, resolviendo (21) para �̂�, se tiene
�̂� = −1
𝐾∆�̂�
( 13 )
La Fig. 11 (b) ilustra la relación de la aproximación lineal a la curva no lineal de la
bomba.
Se puede escribir la expansión de la serie de Taylor para unan bomba manejada a
una velocidad constante como
31
𝜔 = �̅� +𝑑𝜔
𝑑 ∆𝑝|
∆𝑝̅̅ ̅̅
(∆𝑝 − ∆𝑝̅̅̅̅ ) + ⋯
Donde el coeficiente (𝑑𝜔/𝑑 ∆𝑝)|∆𝑝̅̅ ̅̅ es la pendiente de la tangente a la curva de 𝜔
contra ∆𝑝, medido en el punto de operación, y tiene el valor de −1/𝐾. El segundo
término de orden superior en la expansión y usando las variables incrementales �̂�
versus ∆�̂�, se obtiene la relación lineal (22).
3.2. Descripción general de la planta PPA.
La Planta PPA está compuesta por tres tanques de distintos tamaños y formas, el
tanque TK-101 de forma cilíndrica y los tanques TK-102 y TK-103 de forma cubica.
Se encuentran interconectados por ductos que permiten por medio de una bomba y
un motor trifásico hacer circular líquido de manera que en los tanques TK-102 y TK-
103 se tengan dos líquidos con características contrarias es decir Frio-Caliente,
Acido-Base, etc. de manera que se pueda realizar la mezcla hacía el tanque TK-
101 y por medio de sensores y todo tipo de instrumentación industrial poder realizar
ya sean sistemas de control o sistemas analíticos.
En el panel de control y circuito eléctrico se tiene un conjunto de equipos cableados
y conectados a borneras de conexión ya sean de salida o entrada para facilitar al
usuario el uso de esta planta. Dentro de los equipos se tienen: Variador de velocidad
PowerFlex40, PLC L23EQB1B, Switch Ethernet STRATIX 2000, Módulo Análogo
Compact I/O IF4, Fuente DC IDEC 30W, Guarda Motor, todo del provedor fabricante
Rockwell Automation – Allen Bradley. Ver Anexo1.
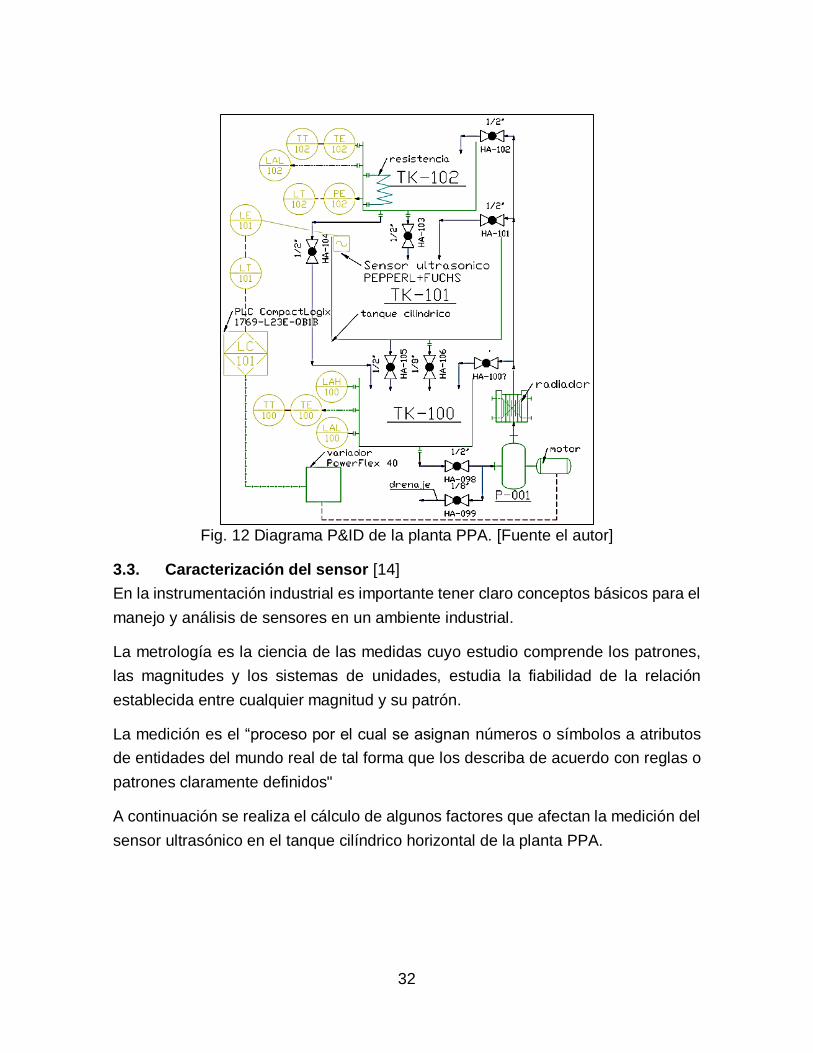
El tanque al cual se le realizará el sistema SCADA con su respectivo modelamiento,
identificación y control es el tanque de mezcla TK-101. En la Fig. 12 se puede ver
el diagrama de instrumentación y tubería de la panta PPA.
32
Fig. 12 Diagrama P&ID de la planta PPA. [Fuente el autor]
3.3. Caracterización del sensor [14]
En la instrumentación industrial es importante tener claro conceptos básicos para el
manejo y análisis de sensores en un ambiente industrial.
La metrología es la ciencia de las medidas cuyo estudio comprende los patrones,
las magnitudes y los sistemas de unidades, estudia la fiabilidad de la relación
establecida entre cualquier magnitud y su patrón.
La medición es el “proceso por el cual se asignan números o símbolos a atributos
de entidades del mundo real de tal forma que los describa de acuerdo con reglas o
patrones claramente definidos"
A continuación se realiza el cálculo de algunos factores que afectan la medición del
sensor ultrasónico en el tanque cilíndrico horizontal de la planta PPA.
33
Rango
Conjunto de valores de la variable medida que están comprendidos dentro de los
limites superior e inferior de la capacidad de medida.
El rango del sensor en cm es de 3 a 37.5cm.
Zona muerta
Es el campo de valores de la variable que no hace variar la indicación o señal de
salida del instrumento, es decir que no produce respuesta para el caso del sensor
utilizado es la zona de 0 a 3 cm.
Span
Span o alcance es la diferencia algebraica entre los valores superior e inferior del
campo de medición del instrumento
𝑆𝑝𝑎𝑚 = 𝑚𝑎𝑥 − 𝑚𝑖𝑛 ( 14 )
𝑆𝑝𝑎𝑚 = 37.5 − 3 = 34.5 Desviación dada por el fabricante
𝜎 = 1% = 0.01
Histéresis
Resultado más alto de la diferencia que se observa en la señal de salida del
instrumento para el mismo valor del campo de medida cuando la variable recorre la
escala en los dos sentidos ascendente y descendente.
ℎ = ±|𝑥𝑎𝑠𝑐 − 𝑥𝑑𝑒𝑠𝑐| ( 15 )
ℎ = ±|9.67[𝑚𝐴] − 9.43[𝑚𝐴]|
ℎ = ±0.24%
Sensibilidad
Es la razón de cambio entre el incremento de la lectura y el incremento de la variable
que lo ocasiona, después de haberse alcanzado el estado de reposo sin
oscilaciones en el tanque.
34
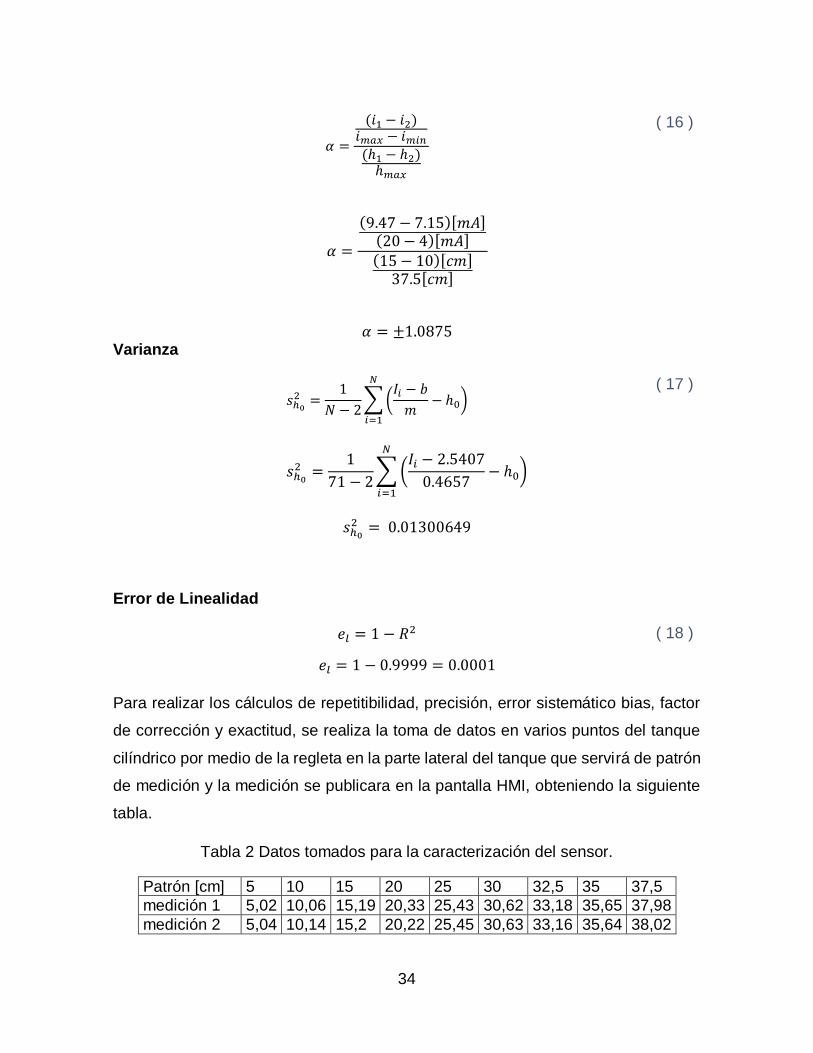
𝛼 =
(𝑖1 − 𝑖2)𝑖𝑚𝑎𝑥 − 𝑖𝑚𝑖𝑛
(ℎ1 − ℎ2)ℎ𝑚𝑎𝑥
( 16 )
𝛼 =
(9.47 − 7.15)[𝑚𝐴](20 − 4)[𝑚𝐴](15 − 10)[𝑐𝑚]
37.5[𝑐𝑚]
𝛼 = ±1.0875 Varianza
𝑠ℎ0
2 =1
𝑁 − 2∑ (
𝐼𝑖 − 𝑏
𝑚− ℎ0)
𝑁
𝑖=1
( 17 )
𝑠ℎ0
2 =1
71 − 2∑ (
𝐼𝑖 − 2.5407
0.4657− ℎ0)
𝑁
𝑖=1
𝑠ℎ0
2 = 0.01300649
Error de Linealidad
𝑒𝑙 = 1 − 𝑅2 ( 18 )
𝑒𝑙 = 1 − 0.9999 = 0.0001 Para realizar los cálculos de repetitibilidad, precisión, error sistemático bias, factor
de corrección y exactitud, se realiza la toma de datos en varios puntos del tanque
cilíndrico por medio de la regleta en la parte lateral del tanque que servirá de patrón
de medición y la medición se publicara en la pantalla HMI, obteniendo la siguiente
tabla.
Tabla 2 Datos tomados para la caracterización del sensor.
Patrón [cm] 5 10 15 20 25 30 32,5 35 37,5
medición 1 5,02 10,06 15,19 20,33 25,43 30,62 33,18 35,65 37,98
medición 2 5,04 10,14 15,2 20,22 25,45 30,63 33,16 35,64 38,02
35
medición 3 5,05 10,1 15,12 20,44 25,32 30,64 33,17 35,63 37,99
medición 4 5,03 10,15 15,18 20,35 25,46 30,61 33,12 35,64 38,03
medición 5 5,06 10,13 15,16 20,36 25,4 30,58 33,18 35,62 38,02
medición 6 5,01 10,12 15,12 20,35 25,39 30,55 33,17 35,63 37,99
medición 7 5,06 10,11 15,06 20,22 25,4 30,57 33,19 35,62 37,96
medición 8 5,02 9,89 15,1 20,27 25,41 30,54 33,16 35,61 37,93
medición 9 5,04 10,12 15,2 20,19 25,4 30,55 33,2 35,62 37,95
medición 10 5,03 10,11 15,13 20,2 25,39 30,56 33,19 35,6 38,04
Repetitibilidad
Es la capacidad de reproducción de la señal de salida del instrumento al medir
repetidamente valores idénticos de la variable en las mismas condiciones de
servicio y en el mismo sentido de variación.
𝑟𝑒𝑝𝑒𝑡𝑖𝑡𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = √∑(𝑥𝑖 − 𝑥)2
𝑁
( 19 )
𝑟𝑒𝑝𝑒𝑡𝑖𝑡𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = √20.2329
100
𝑟𝑒𝑝𝑒𝑡𝑖𝑡𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = ± 0.44980996
Precisión
𝑠2 =1
𝑛 − 1∑(𝑥𝑖 − �̅�)2
𝑛
𝑖=1
( 20 )
𝑠 = √(1
𝑛 − 1∑(𝑥𝑖 − �̅�)2
𝑛
𝑖=1
)
( 21 )
Donde
�̅� =1
𝑛∑ 𝑥𝑖
𝑛
𝑖=1
( 22 )
Se calcula el promedio para los patrones seleccionados
36
�̅� =1
10∑ 𝑥𝑖
10
𝑖=1
𝑠2 =1
𝑛 − 1∑(𝑥𝑖 − �̅�)2
𝑛
𝑖=1
=1
100 − 1∗ 1.30489
𝑠2 = 0.01318071
𝑠 = ±0.11480726%
Error Sistemático
Error que se produce en una dirección, de modo igual en todas las mediciones y
provoca un desplazamiento (Bias) de la medida del sensor.
𝐵 =�̅� − 𝑥𝑡
𝑥𝑡∗ 100%
( 23 )
Error sistemático para 20 cm
𝐵 =20.293 − 20
20∗ 100% = ±1.465%
Media aritmética error sistemático
�̅� =1
10∑ 𝐵𝑖
10
𝑖=1
= ±2.715726374%
Factor de corrección
𝐹𝐵 =1
1 +𝐵
100
( 24 )
Factor de corrección para 20 cm
𝐹𝐵 =1
1 +1.465100
= 0.98556152
Media aritmética Factor de corrección
𝐹𝐵̅̅ ̅ =
1
10∑ 𝐹𝐵𝑖
10
𝑖=1
= 0.974837238
37
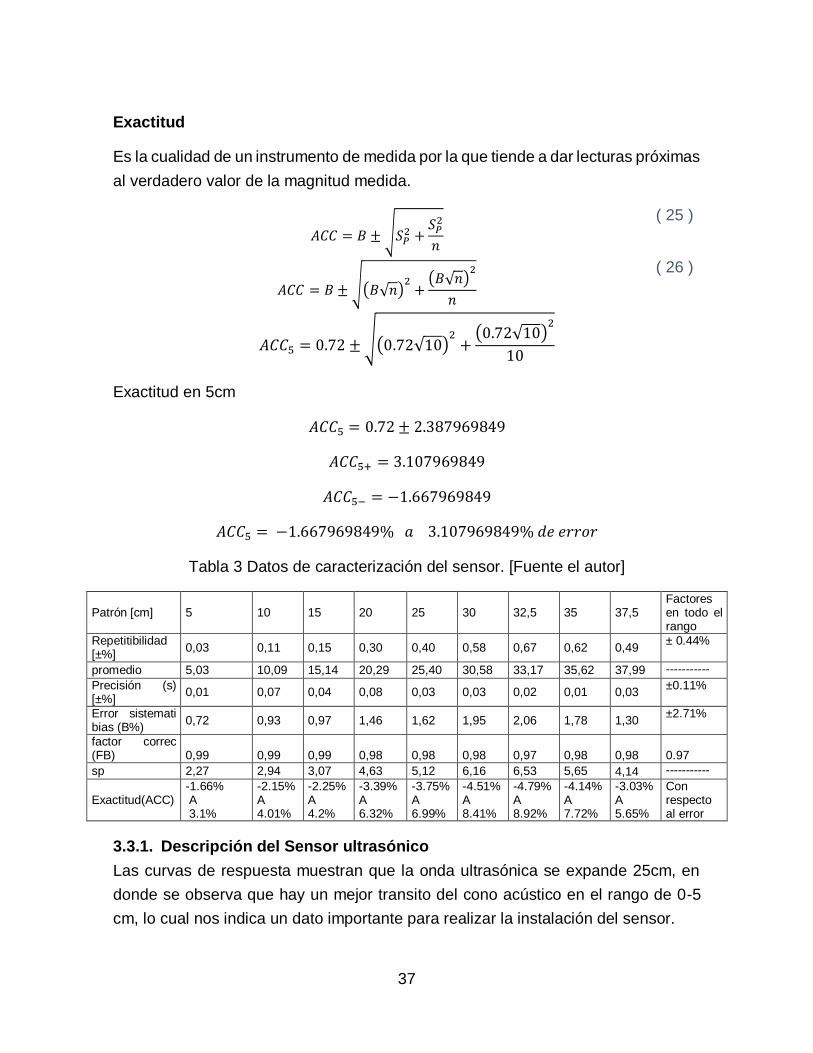
Exactitud
Es la cualidad de un instrumento de medida por la que tiende a dar lecturas próximas
al verdadero valor de la magnitud medida.
𝐴𝐶𝐶 = 𝐵 ± √𝑆𝑃2 +
𝑆𝑃2
𝑛
( 25 )
𝐴𝐶𝐶 = 𝐵 ± √(𝐵√𝑛)2
+(𝐵√𝑛)
2
𝑛
( 26 )
𝐴𝐶𝐶5 = 0.72 ± √(0.72√10)2
+(0.72√10)
2
10
Exactitud en 5cm
𝐴𝐶𝐶5 = 0.72 ± 2.387969849
𝐴𝐶𝐶5+ = 3.107969849
𝐴𝐶𝐶5− = −1.667969849
𝐴𝐶𝐶5 = −1.667969849% 𝑎 3.107969849% 𝑑𝑒 𝑒𝑟𝑟𝑜𝑟
Tabla 3 Datos de caracterización del sensor. [Fuente el autor]
Patrón [cm] 5 10 15 20 25 30 32,5 35 37,5 Factores en todo el rango
Repetitibilidad [±%]
0,03 0,11 0,15 0,30 0,40 0,58 0,67 0,62 0,49 ± 0.44%
promedio 5,03 10,09 15,14 20,29 25,40 30,58 33,17 35,62 37,99 -----------
Precisión (s) [±%]
0,01 0,07 0,04 0,08 0,03 0,03 0,02 0,01 0,03 ±0.11%
Error sistemati bias (B%)
0,72 0,93 0,97 1,46 1,62 1,95 2,06 1,78 1,30 ±2.71%
factor correc (FB) 0,99 0,99 0,99 0,98 0,98 0,98 0,97 0,98 0,98
0.97
sp 2,27 2,94 3,07 4,63 5,12 6,16 6,53 5,65 4,14 -----------
Exactitud(ACC) -1.66% A 3.1%
-2.15% A 4.01%
-2.25% A 4.2%
-3.39% A 6.32%
-3.75% A 6.99%
-4.51% A 8.41%
-4.79% A 8.92%
-4.14% A 7.72%
-3.03% A 5.65%
Con respecto al error
3.3.1. Descripción del Sensor ultrasónico
Las curvas de respuesta muestran que la onda ultrasónica se expande 25cm, en
donde se observa que hay un mejor transito del cono acústico en el rango de 0-5
cm, lo cual nos indica un dato importante para realizar la instalación del sensor.
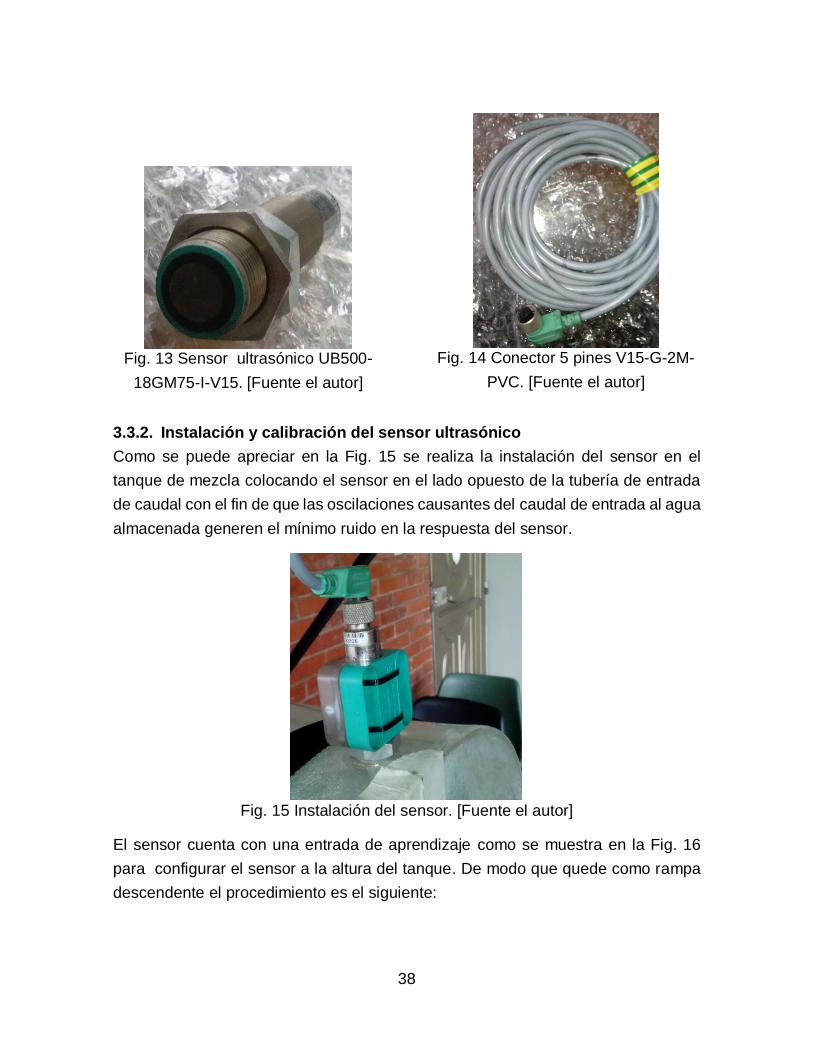
38
Fig. 13 Sensor ultrasónico UB500-
18GM75-I-V15. [Fuente el autor]
Fig. 14 Conector 5 pines V15-G-2M-
PVC. [Fuente el autor]
3.3.2. Instalación y calibración del sensor ultrasónico
Como se puede apreciar en la Fig. 15 se realiza la instalación del sensor en el
tanque de mezcla colocando el sensor en el lado opuesto de la tubería de entrada
de caudal con el fin de que las oscilaciones causantes del caudal de entrada al agua
almacenada generen el mínimo ruido en la respuesta del sensor.
Fig. 15 Instalación del sensor. [Fuente el autor]
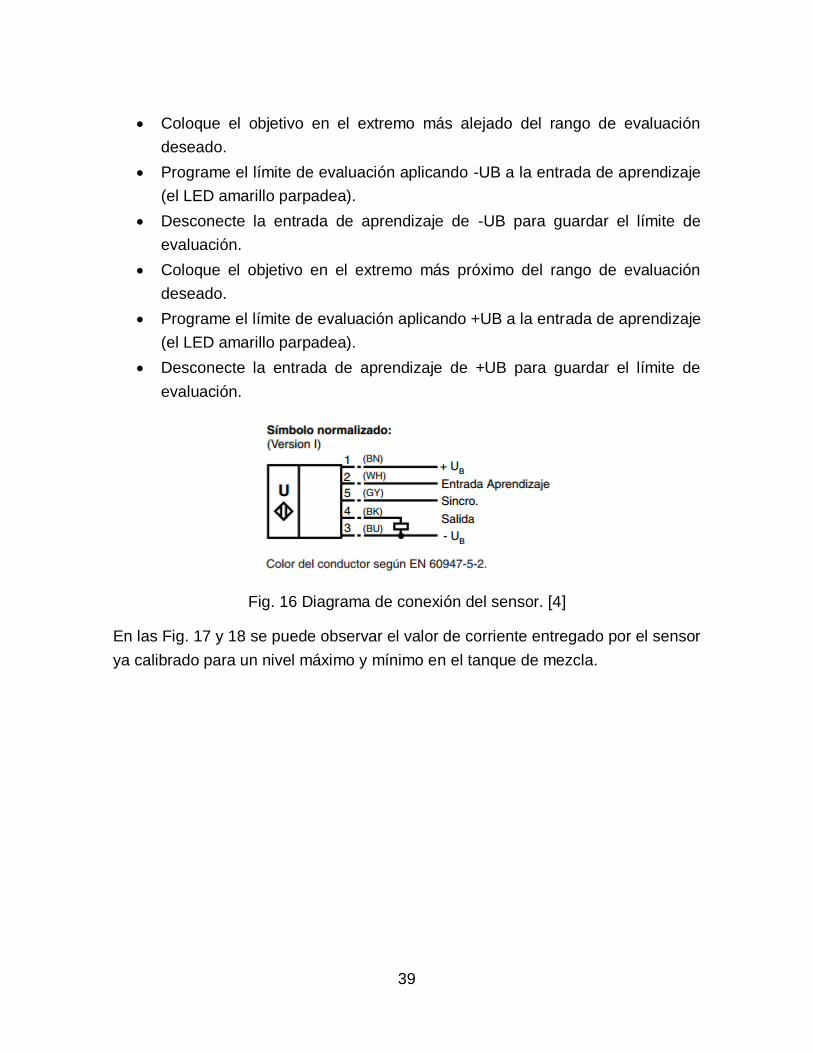
El sensor cuenta con una entrada de aprendizaje como se muestra en la Fig. 16
para configurar el sensor a la altura del tanque. De modo que quede como rampa
descendente el procedimiento es el siguiente:
39
Coloque el objetivo en el extremo más alejado del rango de evaluación
deseado.
Programe el límite de evaluación aplicando -UB a la entrada de aprendizaje
(el LED amarillo parpadea).
Desconecte la entrada de aprendizaje de -UB para guardar el límite de
evaluación.
Coloque el objetivo en el extremo más próximo del rango de evaluación
deseado.
Programe el límite de evaluación aplicando +UB a la entrada de aprendizaje
(el LED amarillo parpadea).
Desconecte la entrada de aprendizaje de +UB para guardar el límite de
evaluación.
Fig. 16 Diagrama de conexión del sensor. [4]
En las Fig. 17 y 18 se puede observar el valor de corriente entregado por el sensor
ya calibrado para un nivel máximo y mínimo en el tanque de mezcla.
40
Fig. 17 Respuesta en corriente del
sensor en el punto máximo. [Fuente
el autor]
Fig. 18 Respuesta en corriente del
sensor en el punto mínimo. [Fuente el
autor]
3.4. Modelamiento
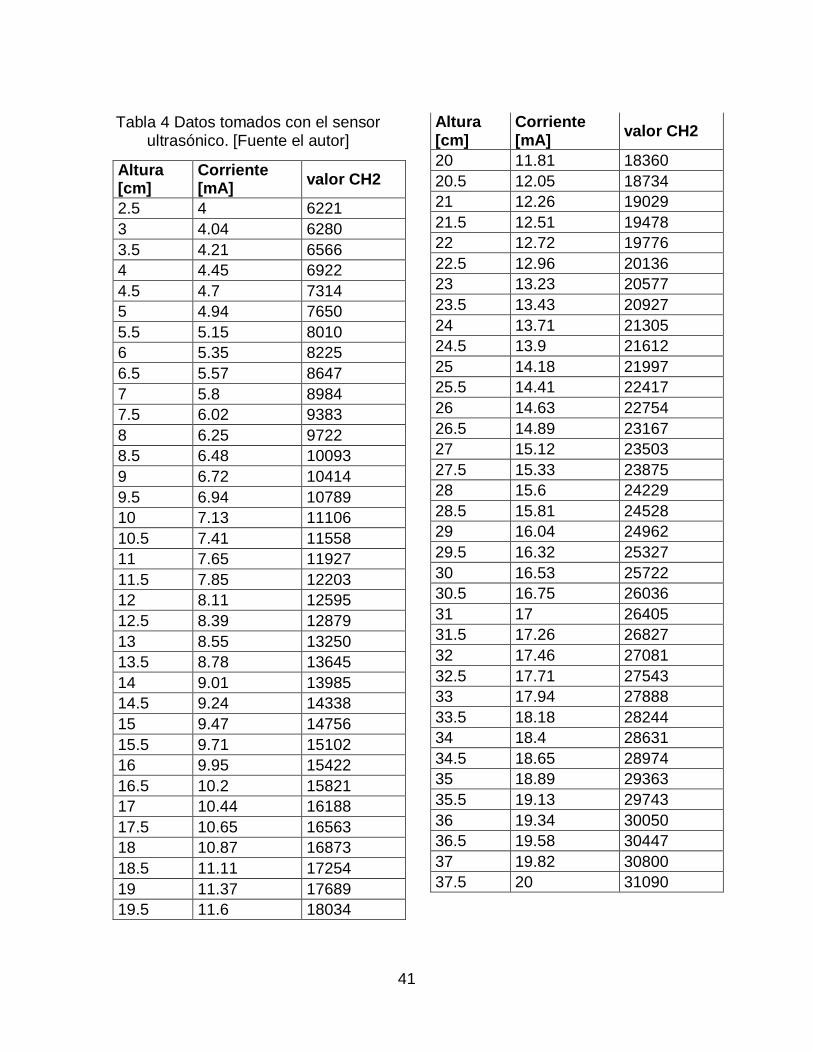
3.4.1. Modelamiento del sensor
El sensor ultrasónico es un transductor de altura a corriente siendo altura la entrada
del sensor y la salida corriente de modo que como se puede apreciar en la Fig. 19
se representa el diagrama de bloques del sensor.
Fig. 19 Diagrama de bloques del sensor ultrasónico. [Fuente el autor]
Para realizar el modelamiento del sensor se conecta el multímetro en la salida del
sensor y tomando datos de nivel cada [5mm] tanto de manera ascendente como
descendente y repite el proceso 3 veces, luego de esto se promedian los datos. En
la tabla 4 se observan los datos de altura, corriente y valor CH2 que es el dato que
toma el modulo análogo del PLC y representa la variación del sensor.
41
Tabla 4 Datos tomados con el sensor ultrasónico. [Fuente el autor]
Altura [cm]
Corriente [mA]
valor CH2
2.5 4 6221
3 4.04 6280
3.5 4.21 6566
4 4.45 6922
4.5 4.7 7314
5 4.94 7650
5.5 5.15 8010
6 5.35 8225
6.5 5.57 8647
7 5.8 8984
7.5 6.02 9383
8 6.25 9722
8.5 6.48 10093
9 6.72 10414
9.5 6.94 10789
10 7.13 11106
10.5 7.41 11558
11 7.65 11927
11.5 7.85 12203
12 8.11 12595
12.5 8.39 12879
13 8.55 13250
13.5 8.78 13645
14 9.01 13985
14.5 9.24 14338
15 9.47 14756
15.5 9.71 15102
16 9.95 15422
16.5 10.2 15821
17 10.44 16188
17.5 10.65 16563
18 10.87 16873
18.5 11.11 17254
19 11.37 17689
19.5 11.6 18034
Altura [cm]
Corriente [mA]
valor CH2
20 11.81 18360
20.5 12.05 18734
21 12.26 19029
21.5 12.51 19478
22 12.72 19776
22.5 12.96 20136
23 13.23 20577
23.5 13.43 20927
24 13.71 21305
24.5 13.9 21612
25 14.18 21997
25.5 14.41 22417
26 14.63 22754
26.5 14.89 23167
27 15.12 23503
27.5 15.33 23875
28 15.6 24229
28.5 15.81 24528
29 16.04 24962
29.5 16.32 25327
30 16.53 25722
30.5 16.75 26036
31 17 26405
31.5 17.26 26827
32 17.46 27081
32.5 17.71 27543
33 17.94 27888
33.5 18.18 28244
34 18.4 28631
34.5 18.65 28974
35 18.89 29363
35.5 19.13 29743
36 19.34 30050
36.5 19.58 30447
37 19.82 30800
37.5 20 31090
42
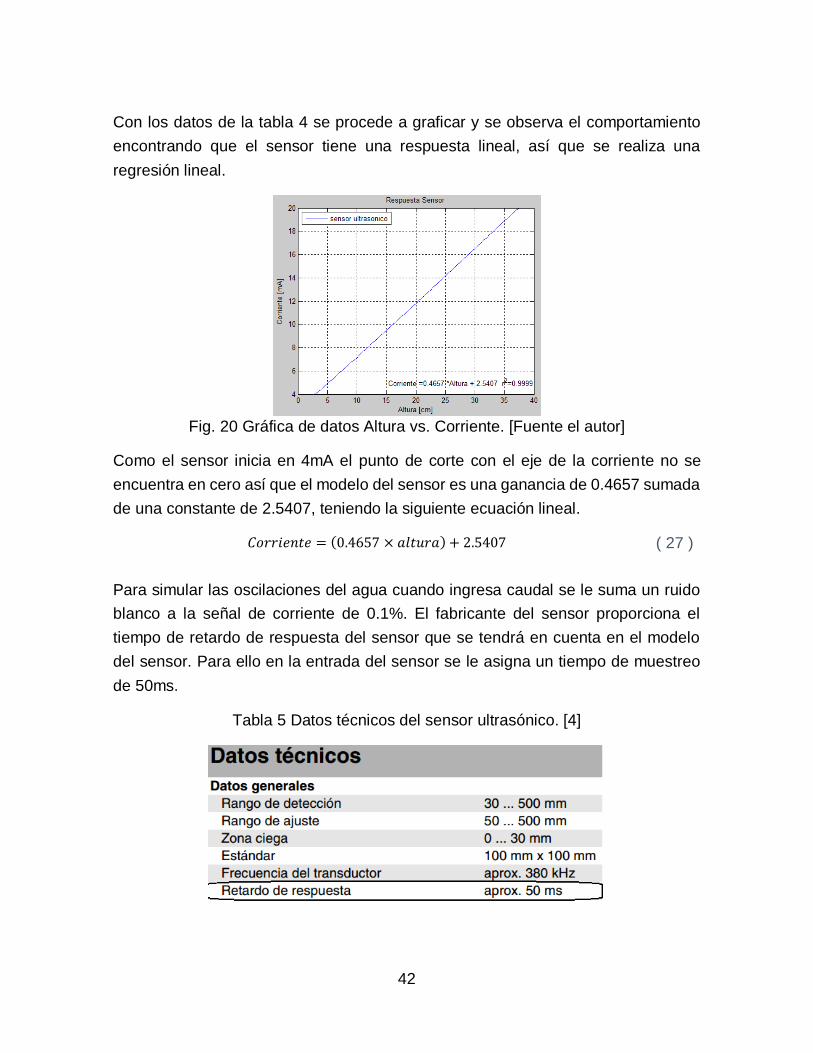
Con los datos de la tabla 4 se procede a graficar y se observa el comportamiento
encontrando que el sensor tiene una respuesta lineal, así que se realiza una
regresión lineal.
Fig. 20 Gráfica de datos Altura vs. Corriente. [Fuente el autor]
Como el sensor inicia en 4mA el punto de corte con el eje de la corriente no se
encuentra en cero así que el modelo del sensor es una ganancia de 0.4657 sumada
de una constante de 2.5407, teniendo la siguiente ecuación lineal.
𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 = (0.4657 × 𝑎𝑙𝑡𝑢𝑟𝑎) + 2.5407 ( 27 )
Para simular las oscilaciones del agua cuando ingresa caudal se le suma un ruido
blanco a la señal de corriente de 0.1%. El fabricante del sensor proporciona el
tiempo de retardo de respuesta del sensor que se tendrá en cuenta en el modelo
del sensor. Para ello en la entrada del sensor se le asigna un tiempo de muestreo
de 50ms.
Tabla 5 Datos técnicos del sensor ultrasónico. [4]
43
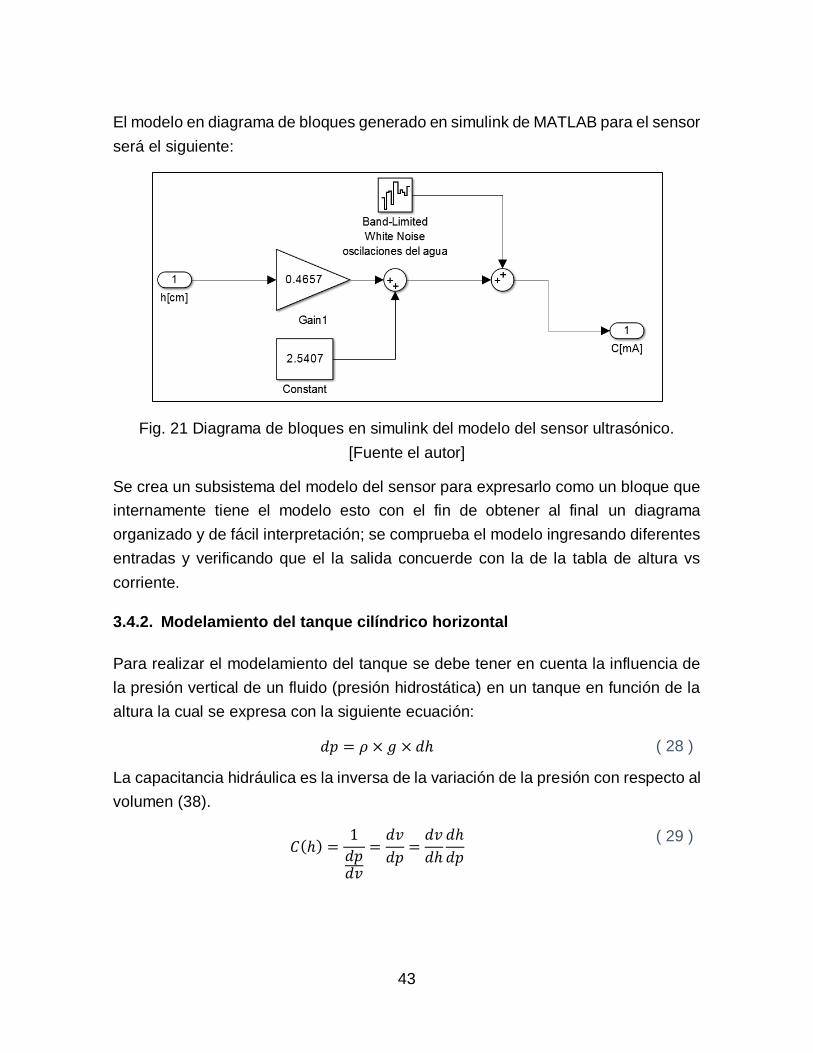
El modelo en diagrama de bloques generado en simulink de MATLAB para el sensor
será el siguiente:
Fig. 21 Diagrama de bloques en simulink del modelo del sensor ultrasónico.
[Fuente el autor]
Se crea un subsistema del modelo del sensor para expresarlo como un bloque que
internamente tiene el modelo esto con el fin de obtener al final un diagrama
organizado y de fácil interpretación; se comprueba el modelo ingresando diferentes
entradas y verificando que el la salida concuerde con la de la tabla de altura vs
corriente.
3.4.2. Modelamiento del tanque cilíndrico horizontal
Para realizar el modelamiento del tanque se debe tener en cuenta la influencia de
la presión vertical de un fluido (presión hidrostática) en un tanque en función de la
altura la cual se expresa con la siguiente ecuación:
𝑑𝑝 = 𝜌 × 𝑔 × 𝑑ℎ ( 28 )
La capacitancia hidráulica es la inversa de la variación de la presión con respecto al
volumen (38).
𝐶(ℎ) =1
𝑑𝑝𝑑𝑣
=𝑑𝑣
𝑑𝑝=
𝑑𝑣
𝑑ℎ
𝑑ℎ
𝑑𝑝
( 29 )
44
Teniendo en cuenta que el volumen para el tanque cilíndrico horizontal se puede
expresar como el diferencial del área por el diferencial de altura se tiene que:
𝑑𝐴 =𝑑𝑣
𝑑ℎ
( 30 )
Reemplazando (39) en (38) se tiene que:
𝐶(ℎ) = 𝑑𝐴 ×𝑑ℎ
𝑑𝑝
( 31 )
Reemplazando (38) en (40) se obtiene
𝐶(ℎ) = 𝑑𝐴 ×𝑑ℎ
𝜌 ∙ 𝑔 ∙ 𝑑ℎ=
𝑑𝐴
𝜌 ∙ 𝑔
( 32 )
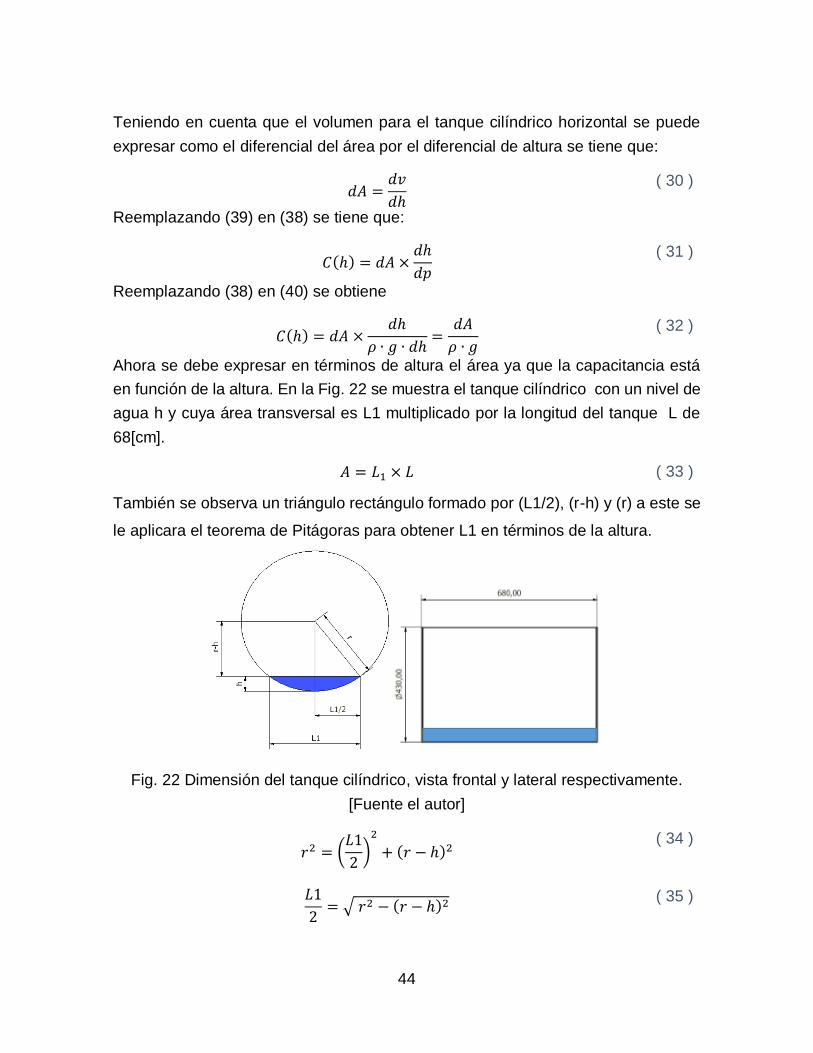
Ahora se debe expresar en términos de altura el área ya que la capacitancia está
en función de la altura. En la Fig. 22 se muestra el tanque cilíndrico con un nivel de
agua h y cuya área transversal es L1 multiplicado por la longitud del tanque L de
68[cm].
𝐴 = 𝐿1 × 𝐿 ( 33 )
También se observa un triángulo rectángulo formado por (L1/2), (r-h) y (r) a este se
le aplicara el teorema de Pitágoras para obtener L1 en términos de la altura.
Fig. 22 Dimensión del tanque cilíndrico, vista frontal y lateral respectivamente.
[Fuente el autor]
𝑟2 = (𝐿1
2)
2
+ (𝑟 − ℎ)2 ( 34 )
𝐿1
2= √ 𝑟2 − (𝑟 − ℎ)2
( 35 )
45
𝐿1 = 2 × (√ 𝑟2 − (𝑟 − ℎ)2) ( 36 )
Reemplazando (45) en (42)
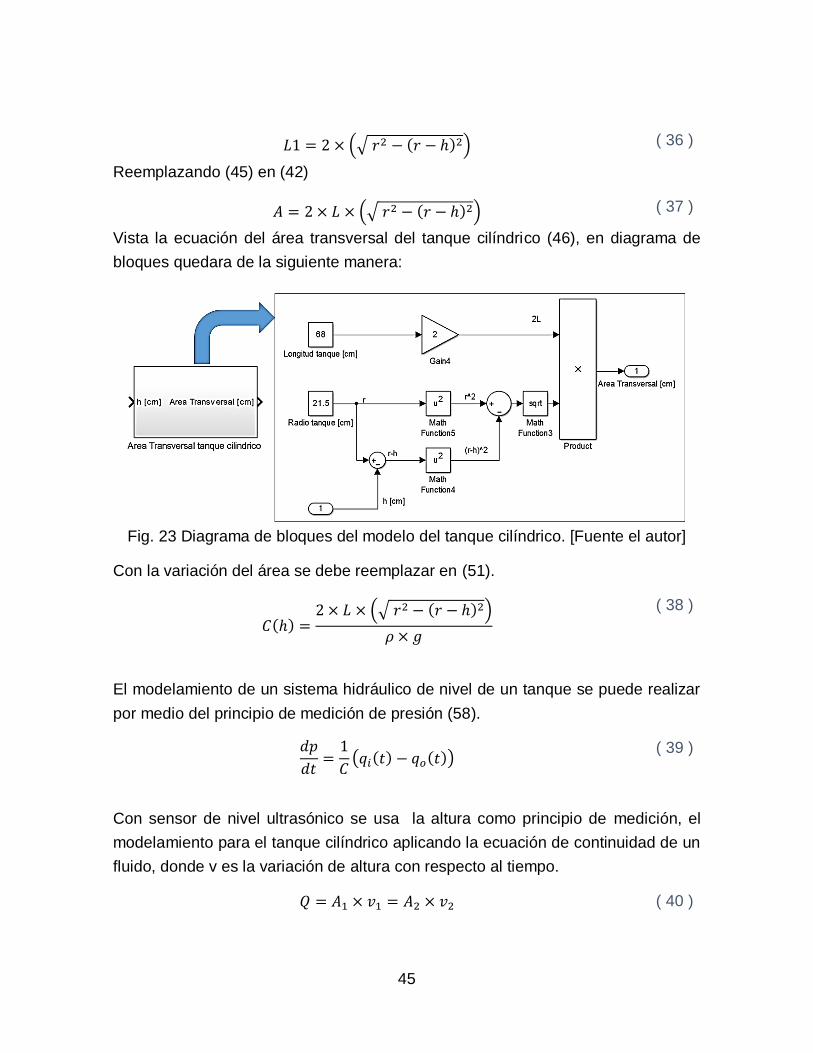
𝐴 = 2 × 𝐿 × (√ 𝑟2 − (𝑟 − ℎ)2) ( 37 )
Vista la ecuación del área transversal del tanque cilíndrico (46), en diagrama de
bloques quedara de la siguiente manera:
Fig. 23 Diagrama de bloques del modelo del tanque cilíndrico. [Fuente el autor]
Con la variación del área se debe reemplazar en (51).
𝐶(ℎ) =2 × 𝐿 × (√ 𝑟2 − (𝑟 − ℎ)2)
𝜌 × 𝑔
( 38 )
El modelamiento de un sistema hidráulico de nivel de un tanque se puede realizar
por medio del principio de medición de presión (58).
𝑑𝑝
𝑑𝑡=
1
𝐶(𝑞𝑖(𝑡) − 𝑞𝑜(𝑡))
( 39 )
Con sensor de nivel ultrasónico se usa la altura como principio de medición, el
modelamiento para el tanque cilíndrico aplicando la ecuación de continuidad de un
fluido, donde v es la variación de altura con respecto al tiempo.
𝑄 = 𝐴1 × 𝑣1 = 𝐴2 × 𝑣2 ( 40 )
46
𝑄 = 𝐴 ×𝑑ℎ
𝑑𝑡
( 41 )
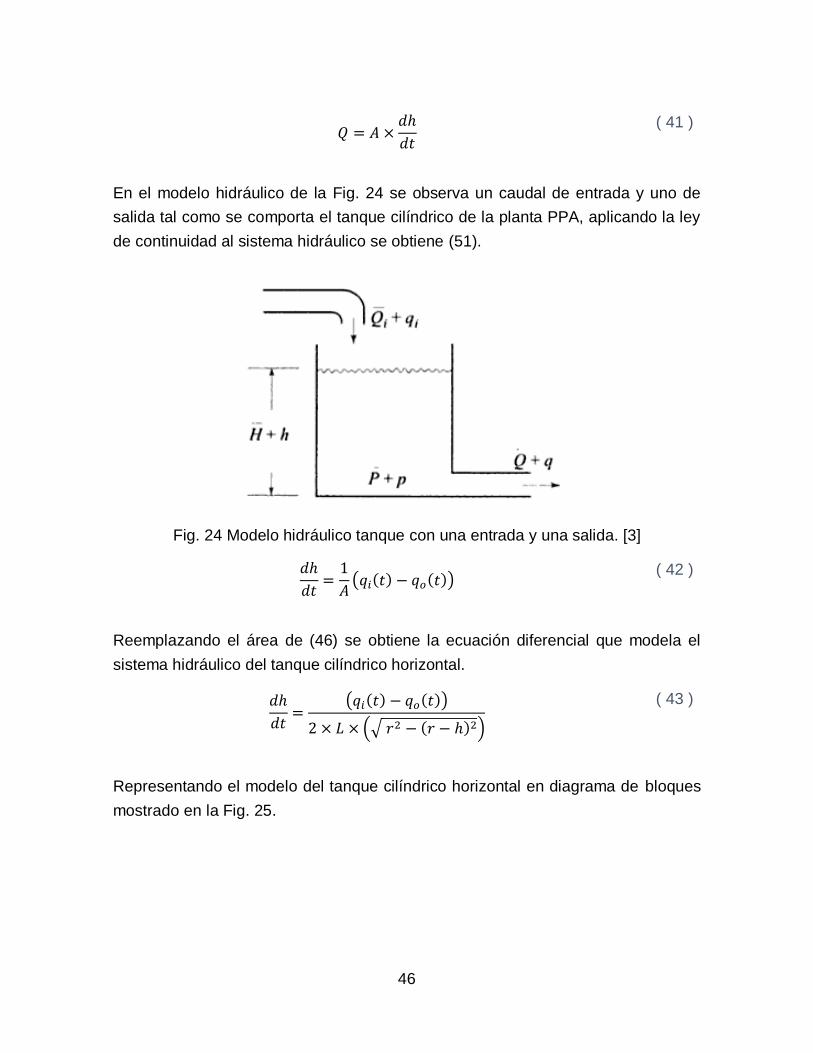
En el modelo hidráulico de la Fig. 24 se observa un caudal de entrada y uno de
salida tal como se comporta el tanque cilíndrico de la planta PPA, aplicando la ley
de continuidad al sistema hidráulico se obtiene (51).
Fig. 24 Modelo hidráulico tanque con una entrada y una salida. [3]
𝑑ℎ
𝑑𝑡=
1
𝐴(𝑞𝑖(𝑡) − 𝑞𝑜(𝑡))
( 42 )
Reemplazando el área de (46) se obtiene la ecuación diferencial que modela el
sistema hidráulico del tanque cilíndrico horizontal.
𝑑ℎ
𝑑𝑡=
(𝑞𝑖(𝑡) − 𝑞𝑜(𝑡))
2 × 𝐿 × (√ 𝑟2 − (𝑟 − ℎ)2)
( 43 )
Representando el modelo del tanque cilíndrico horizontal en diagrama de bloques
mostrado en la Fig. 25.
47
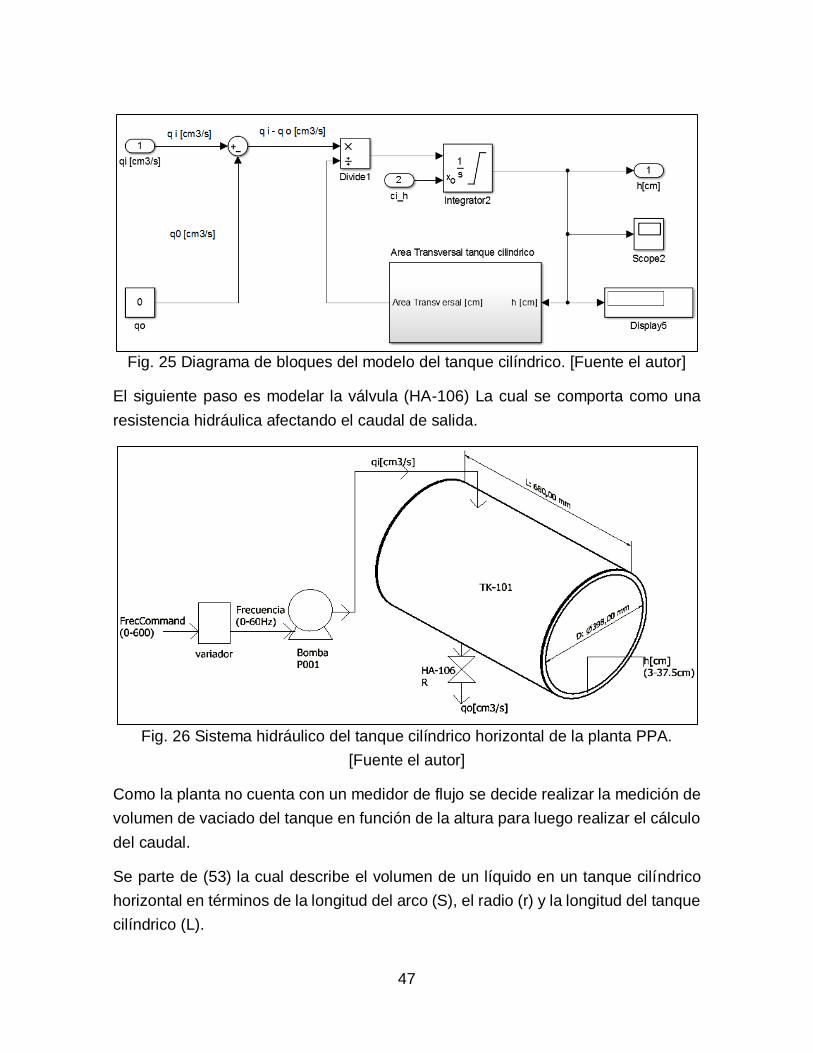
Fig. 25 Diagrama de bloques del modelo del tanque cilíndrico. [Fuente el autor]
El siguiente paso es modelar la válvula (HA-106) La cual se comporta como una
resistencia hidráulica afectando el caudal de salida.
Fig. 26 Sistema hidráulico del tanque cilíndrico horizontal de la planta PPA.
[Fuente el autor]
Como la planta no cuenta con un medidor de flujo se decide realizar la medición de
volumen de vaciado del tanque en función de la altura para luego realizar el cálculo
del caudal.
Se parte de (53) la cual describe el volumen de un líquido en un tanque cilíndrico
horizontal en términos de la longitud del arco (S), el radio (r) y la longitud del tanque
cilíndrico (L).
48
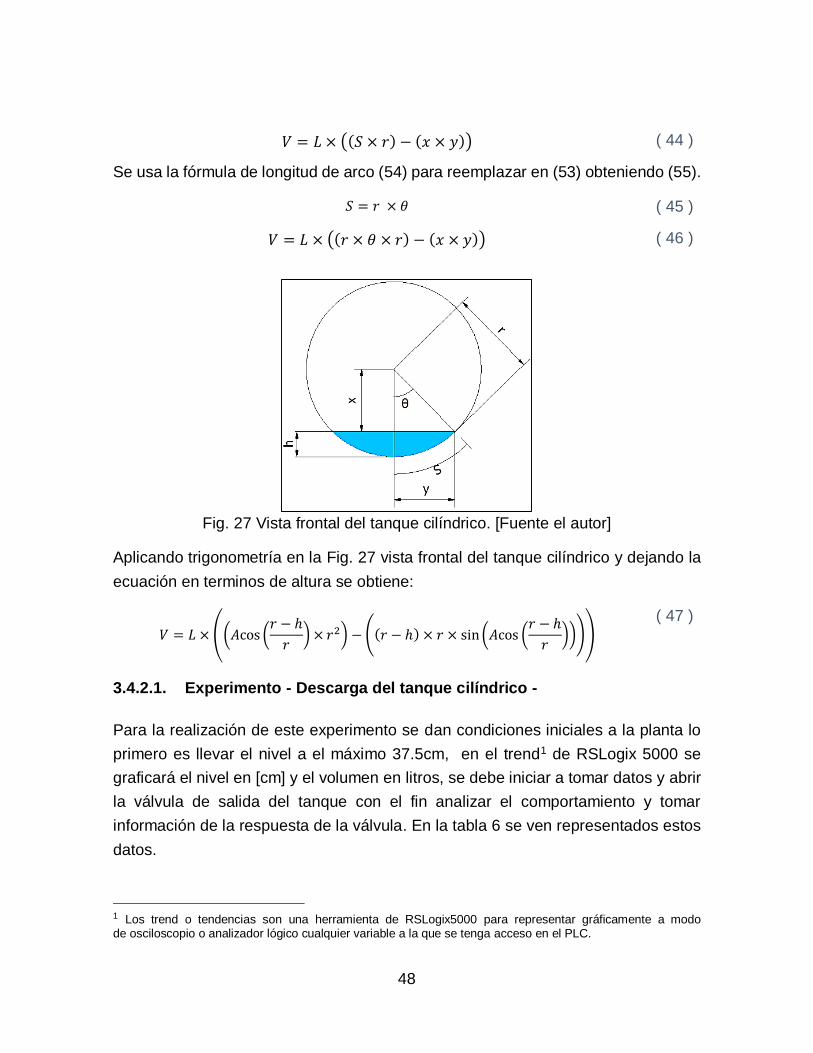
𝑉 = 𝐿 × ((𝑆 × 𝑟) − (𝑥 × 𝑦)) ( 44 )
Se usa la fórmula de longitud de arco (54) para reemplazar en (53) obteniendo (55).
𝑆 = 𝑟 × 𝜃 ( 45 )
𝑉 = 𝐿 × ((𝑟 × 𝜃 × 𝑟) − (𝑥 × 𝑦)) ( 46 )
Fig. 27 Vista frontal del tanque cilíndrico. [Fuente el autor]
Aplicando trigonometría en la Fig. 27 vista frontal del tanque cilíndrico y dejando la
ecuación en terminos de altura se obtiene:
𝑉 = 𝐿 × ((𝐴cos (𝑟 − ℎ
𝑟) × 𝑟2) − ((𝑟 − ℎ) × 𝑟 × sin (𝐴cos (
𝑟 − ℎ
𝑟))))
( 47 )
3.4.2.1. Experimento - Descarga del tanque cilíndrico -
Para la realización de este experimento se dan condiciones iniciales a la planta lo
primero es llevar el nivel a el máximo 37.5cm, en el trend1 de RSLogix 5000 se
graficará el nivel en [cm] y el volumen en litros, se debe iniciar a tomar datos y abrir
la válvula de salida del tanque con el fin analizar el comportamiento y tomar
información de la respuesta de la válvula. En la tabla 6 se ven representados estos
datos.
1 Los trend o tendencias son una herramienta de RSLogix5000 para representar gráficamente a modo de osciloscopio o analizador lógico cualquier variable a la que se tenga acceso en el PLC.
49
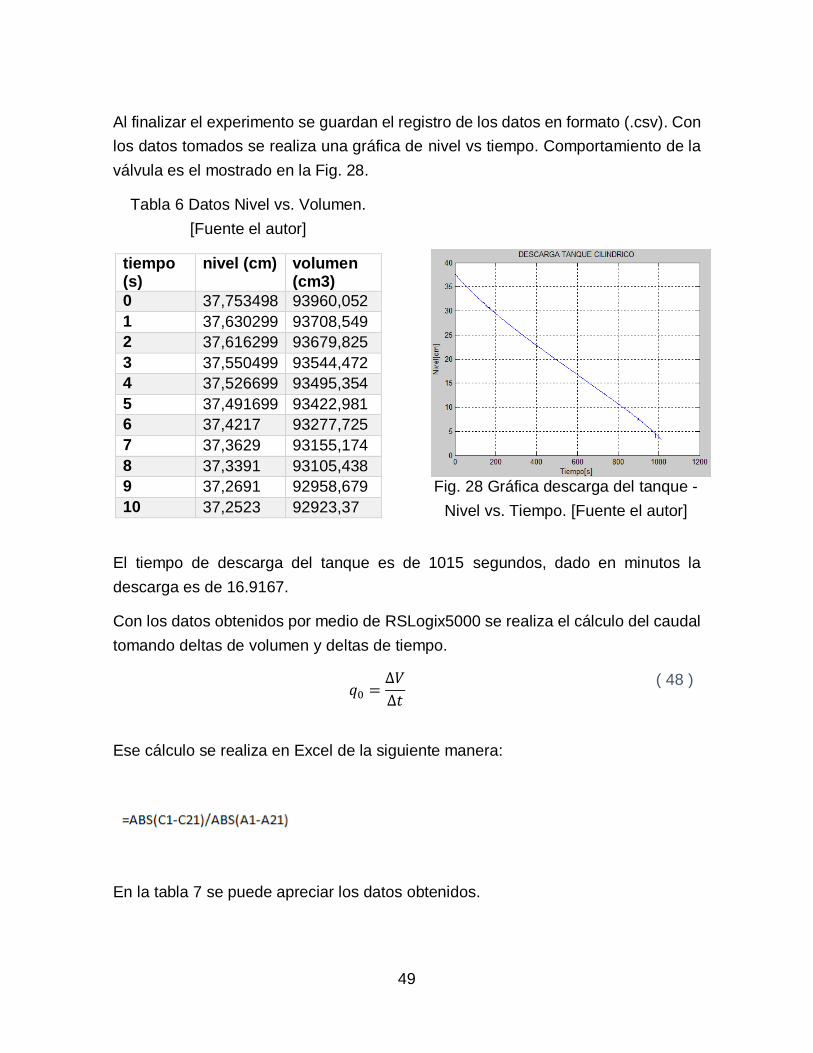
Al finalizar el experimento se guardan el registro de los datos en formato (.csv). Con
los datos tomados se realiza una gráfica de nivel vs tiempo. Comportamiento de la
válvula es el mostrado en la Fig. 28.
Tabla 6 Datos Nivel vs. Volumen.
[Fuente el autor]
tiempo (s)
nivel (cm) volumen (cm3)
0 37,753498 93960,052
1 37,630299 93708,549
2 37,616299 93679,825
3 37,550499 93544,472
4 37,526699 93495,354
5 37,491699 93422,981
6 37,4217 93277,725
7 37,3629 93155,174
8 37,3391 93105,438
9 37,2691 92958,679
10 37,2523 92923,37
Fig. 28 Gráfica descarga del tanque -
Nivel vs. Tiempo. [Fuente el autor]
El tiempo de descarga del tanque es de 1015 segundos, dado en minutos la
descarga es de 16.9167.
Con los datos obtenidos por medio de RSLogix5000 se realiza el cálculo del caudal
tomando deltas de volumen y deltas de tiempo.
𝑞0 =∆𝑉
∆𝑡
( 48 )
Ese cálculo se realiza en Excel de la siguiente manera:
En la tabla 7 se puede apreciar los datos obtenidos.
50
Tabla 7 Caudal calculado. [Fuente el autor]
tiempo (s)
nivel (cm) volumen (cm3)
caudal out (cm3/s)
0 37,753498 93960,052 98,6042
1 37,630299 93708,549 98,6042
2 37,616299 93679,825 102,96785
3 37,550499 93544,472 101,8654
4 37,526699 93495,354 101,25045
5 37,491699 93422,981 103,31955
6 37,4217 93277,725 102,84155
7 37,3629 93155,174 101,66435
8 37,3391 93105,438 107,7129
9 37,2691 92958,679 99,13175
10 37,2523 92923,37 107,02625
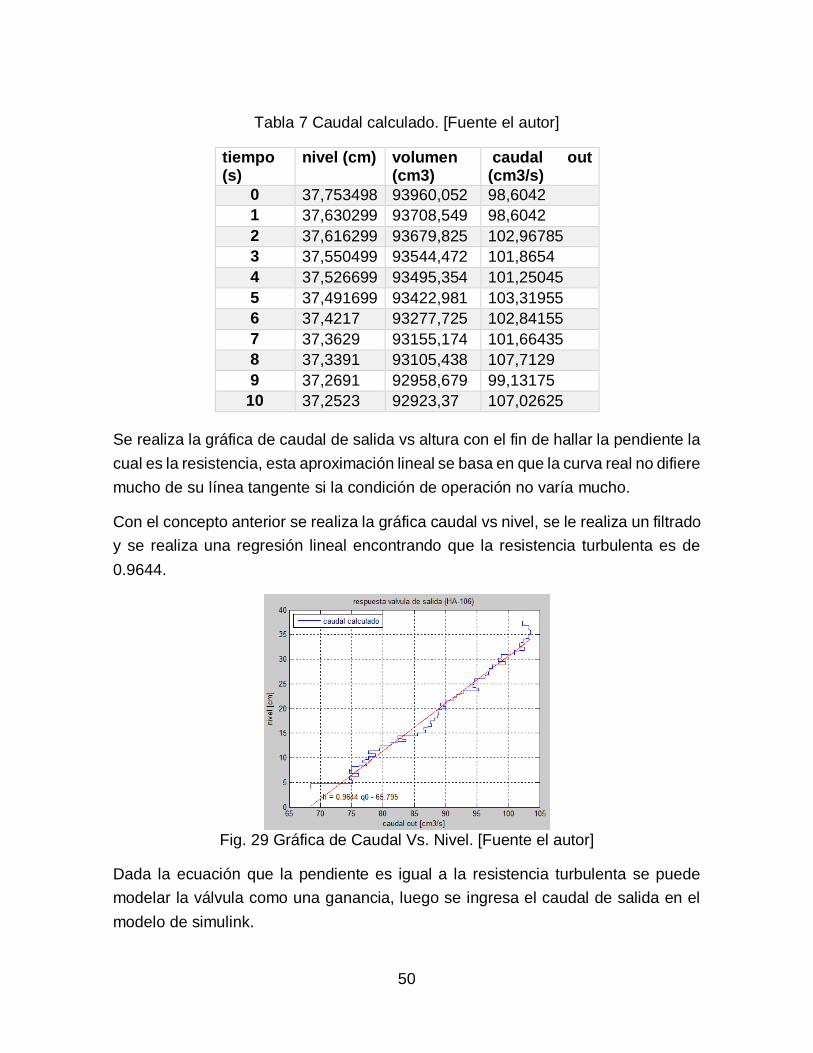
Se realiza la gráfica de caudal de salida vs altura con el fin de hallar la pendiente la
cual es la resistencia, esta aproximación lineal se basa en que la curva real no difiere
mucho de su línea tangente si la condición de operación no varía mucho.
Con el concepto anterior se realiza la gráfica caudal vs nivel, se le realiza un filtrado
y se realiza una regresión lineal encontrando que la resistencia turbulenta es de
0.9644.
Fig. 29 Gráfica de Caudal Vs. Nivel. [Fuente el autor]
Dada la ecuación que la pendiente es igual a la resistencia turbulenta se puede
modelar la válvula como una ganancia, luego se ingresa el caudal de salida en el
modelo de simulink.
51
𝑄 =2𝐻
𝑅𝑡=
2𝐻
0.9644
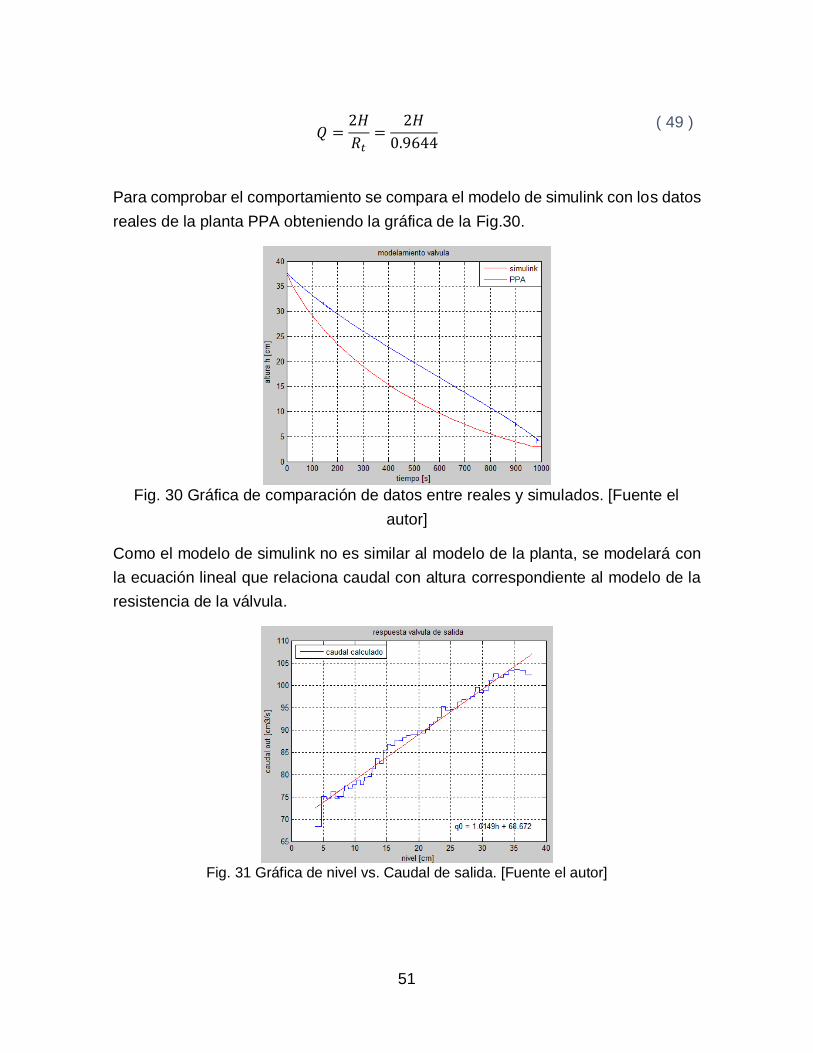
( 49 )
Para comprobar el comportamiento se compara el modelo de simulink con los datos
reales de la planta PPA obteniendo la gráfica de la Fig.30.
Fig. 30 Gráfica de comparación de datos entre reales y simulados. [Fuente el
autor]
Como el modelo de simulink no es similar al modelo de la planta, se modelará con
la ecuación lineal que relaciona caudal con altura correspondiente al modelo de la
resistencia de la válvula.
Fig. 31 Gráfica de nivel vs. Caudal de salida. [Fuente el autor]
52
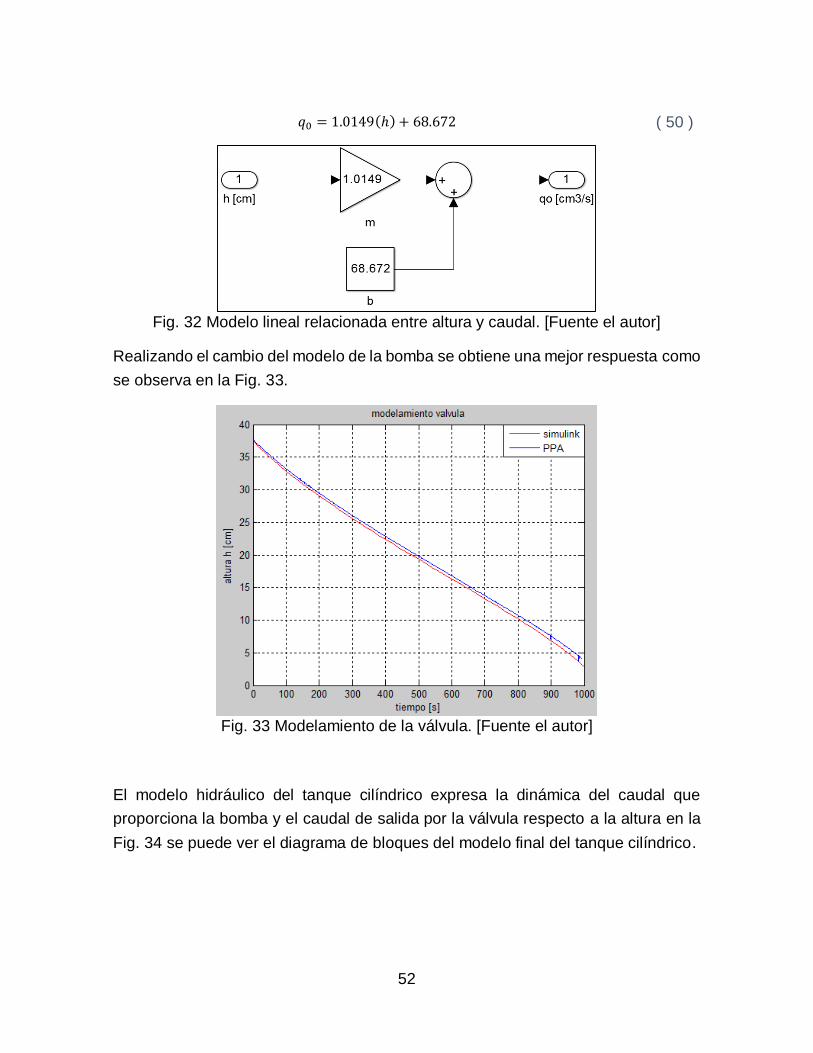
𝑞0 = 1.0149(ℎ) + 68.672 ( 50 )
Fig. 32 Modelo lineal relacionada entre altura y caudal. [Fuente el autor]
Realizando el cambio del modelo de la bomba se obtiene una mejor respuesta como
se observa en la Fig. 33.
Fig. 33 Modelamiento de la válvula. [Fuente el autor]
El modelo hidráulico del tanque cilíndrico expresa la dinámica del caudal que
proporciona la bomba y el caudal de salida por la válvula respecto a la altura en la
Fig. 34 se puede ver el diagrama de bloques del modelo final del tanque cilíndrico.
53
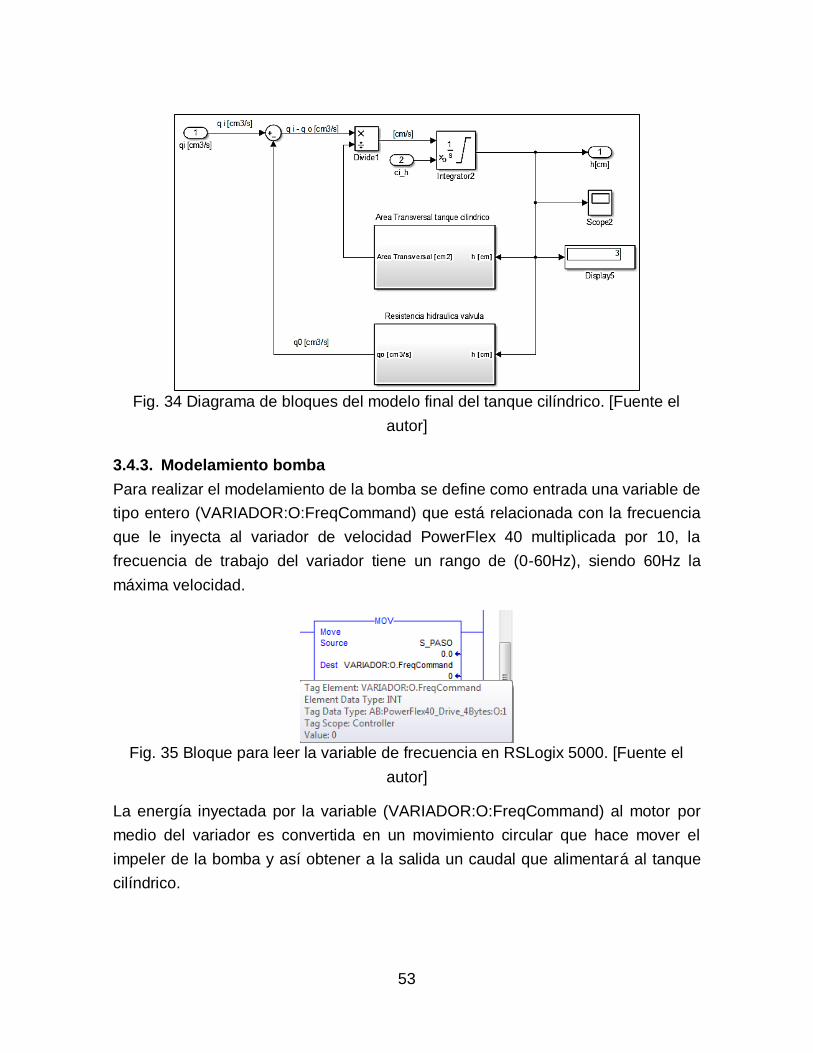
Fig. 34 Diagrama de bloques del modelo final del tanque cilíndrico. [Fuente el
autor]
3.4.3. Modelamiento bomba
Para realizar el modelamiento de la bomba se define como entrada una variable de
tipo entero (VARIADOR:O:FreqCommand) que está relacionada con la frecuencia
que le inyecta al variador de velocidad PowerFlex 40 multiplicada por 10, la
frecuencia de trabajo del variador tiene un rango de (0-60Hz), siendo 60Hz la
máxima velocidad.
Fig. 35 Bloque para leer la variable de frecuencia en RSLogix 5000. [Fuente el
autor]
La energía inyectada por la variable (VARIADOR:O:FreqCommand) al motor por
medio del variador es convertida en un movimiento circular que hace mover el
impeler de la bomba y así obtener a la salida un caudal que alimentará al tanque
cilíndrico.
54
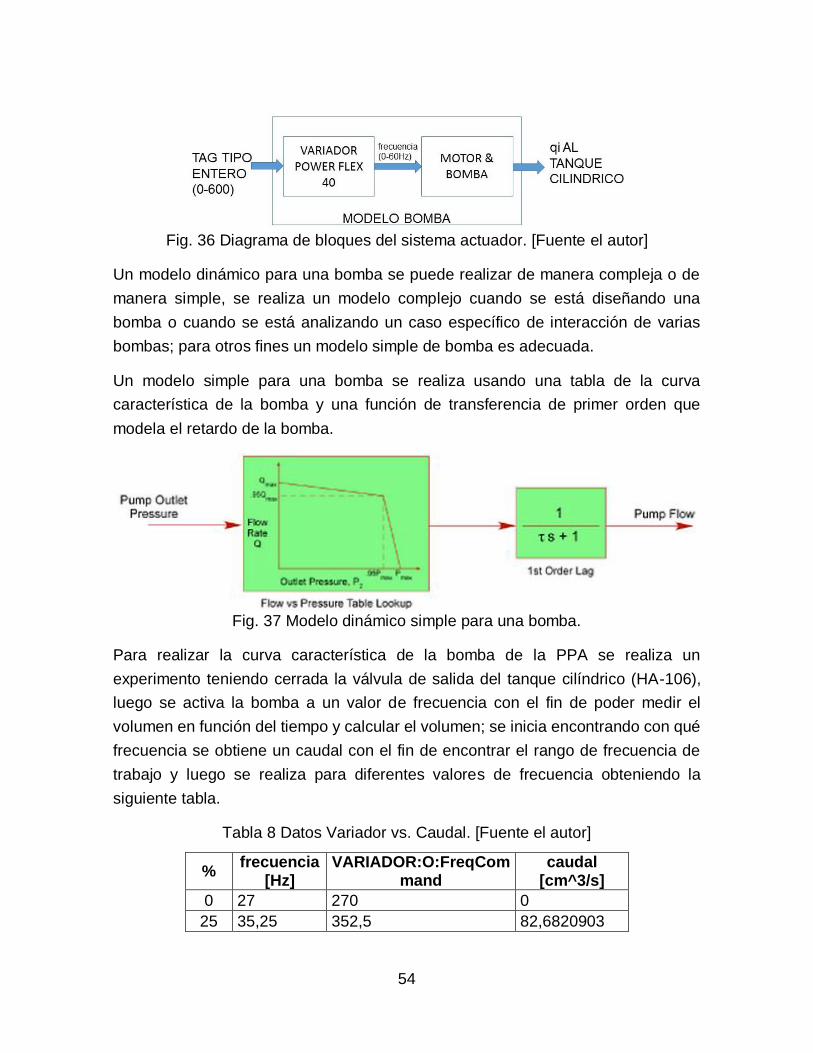
Fig. 36 Diagrama de bloques del sistema actuador. [Fuente el autor]
Un modelo dinámico para una bomba se puede realizar de manera compleja o de
manera simple, se realiza un modelo complejo cuando se está diseñando una
bomba o cuando se está analizando un caso específico de interacción de varias
bombas; para otros fines un modelo simple de bomba es adecuada.
Un modelo simple para una bomba se realiza usando una tabla de la curva
característica de la bomba y una función de transferencia de primer orden que
modela el retardo de la bomba.
Fig. 37 Modelo dinámico simple para una bomba.
Para realizar la curva característica de la bomba de la PPA se realiza un
experimento teniendo cerrada la válvula de salida del tanque cilíndrico (HA-106),
luego se activa la bomba a un valor de frecuencia con el fin de poder medir el
volumen en función del tiempo y calcular el volumen; se inicia encontrando con qué
frecuencia se obtiene un caudal con el fin de encontrar el rango de frecuencia de
trabajo y luego se realiza para diferentes valores de frecuencia obteniendo la
siguiente tabla.
Tabla 8 Datos Variador vs. Caudal. [Fuente el autor]
% frecuencia
[Hz] VARIADOR:O:FreqCom
mand caudal
[cm^3/s]
0 27 270 0
25 35,25 352,5 82,6820903
55
30 36,9 369 129,45648
35 38,55 385,5 132,131715
40 40,2 402 146,105068
45 41,85 418,5 163,980844
50 43,5 435 169,067571
55 45,15 451,5 171,297617
60 46,8 468 190,221667
65 48,45 484,5 213,184312
70 50,1 501 215,066141
75 51,75 517,5 226,105537
80 53,4 534 234,389255
85 55,05 550,5 243,916717
90 56,7 567 248,108382
95 58,35 583,5 267,687869
100 60 600 280
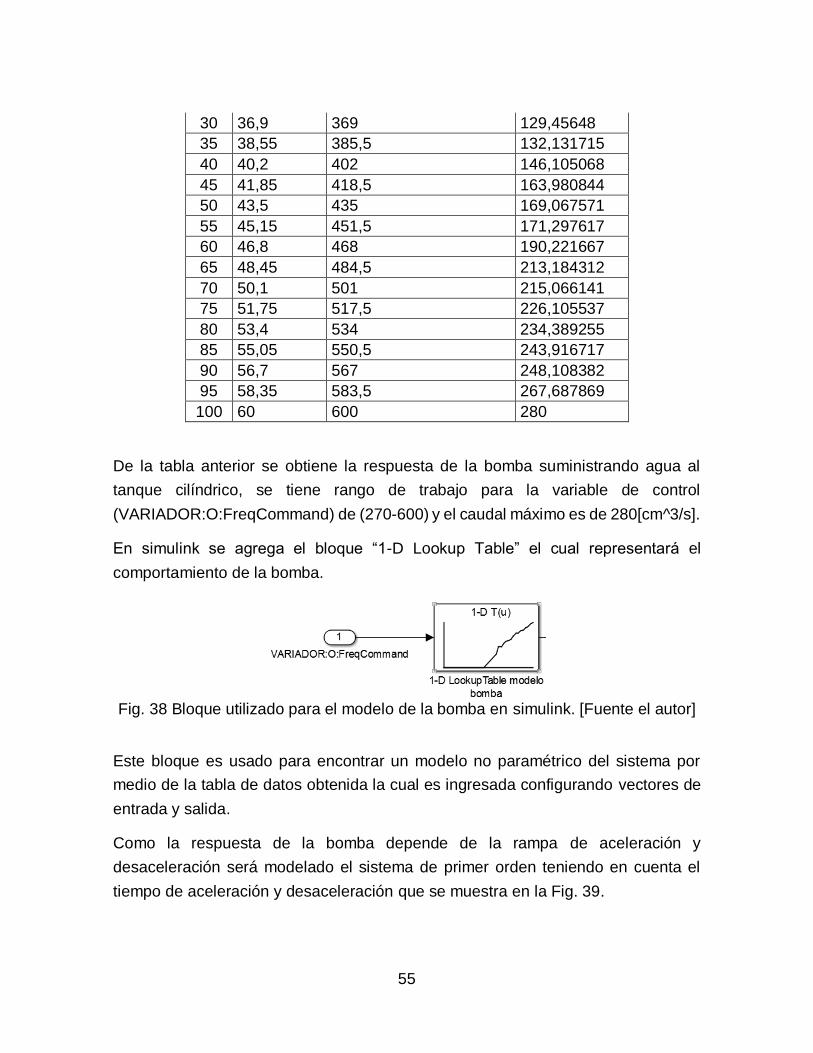
De la tabla anterior se obtiene la respuesta de la bomba suministrando agua al
tanque cilíndrico, se tiene rango de trabajo para la variable de control
(VARIADOR:O:FreqCommand) de (270-600) y el caudal máximo es de 280[cm^3/s].
En simulink se agrega el bloque “1-D Lookup Table” el cual representará el
comportamiento de la bomba.
Fig. 38 Bloque utilizado para el modelo de la bomba en simulink. [Fuente el autor]
Este bloque es usado para encontrar un modelo no paramétrico del sistema por
medio de la tabla de datos obtenida la cual es ingresada configurando vectores de
entrada y salida.
Como la respuesta de la bomba depende de la rampa de aceleración y
desaceleración será modelado el sistema de primer orden teniendo en cuenta el
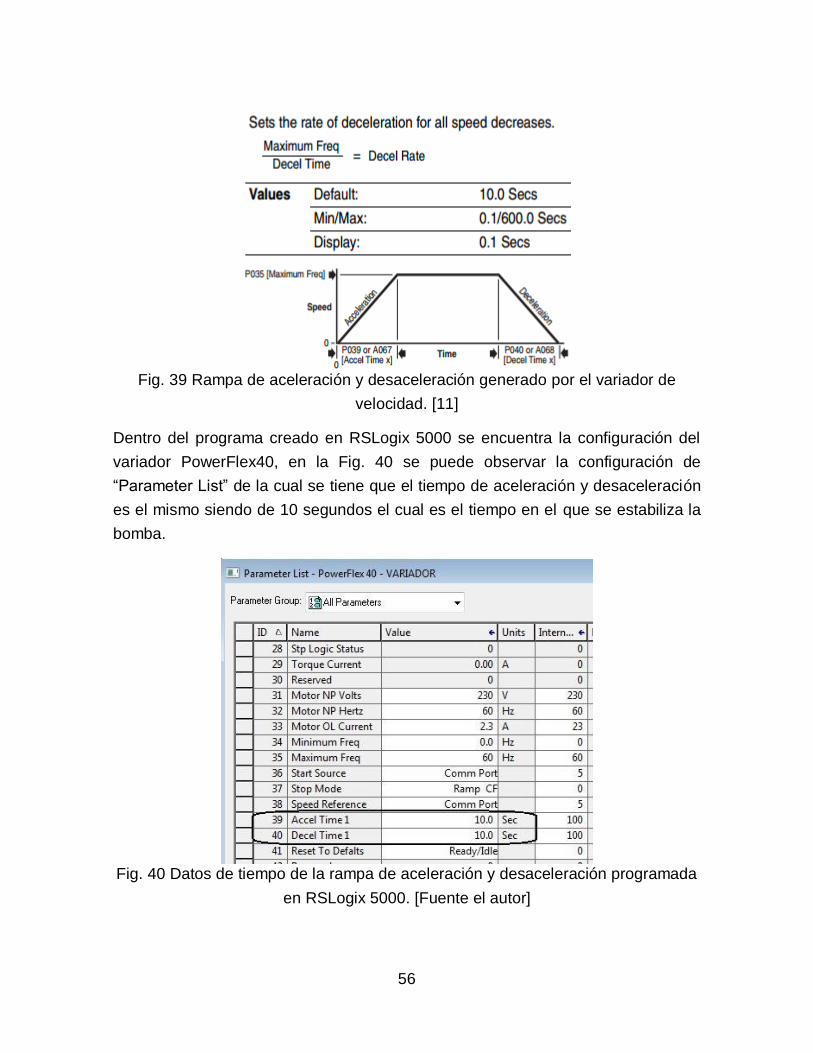
tiempo de aceleración y desaceleración que se muestra en la Fig. 39.
56
Fig. 39 Rampa de aceleración y desaceleración generado por el variador de
velocidad. [11]
Dentro del programa creado en RSLogix 5000 se encuentra la configuración del
variador PowerFlex40, en la Fig. 40 se puede observar la configuración de
“Parameter List” de la cual se tiene que el tiempo de aceleración y desaceleración
es el mismo siendo de 10 segundos el cual es el tiempo en el que se estabiliza la
bomba.
Fig. 40 Datos de tiempo de la rampa de aceleración y desaceleración programada
en RSLogix 5000. [Fuente el autor]
57
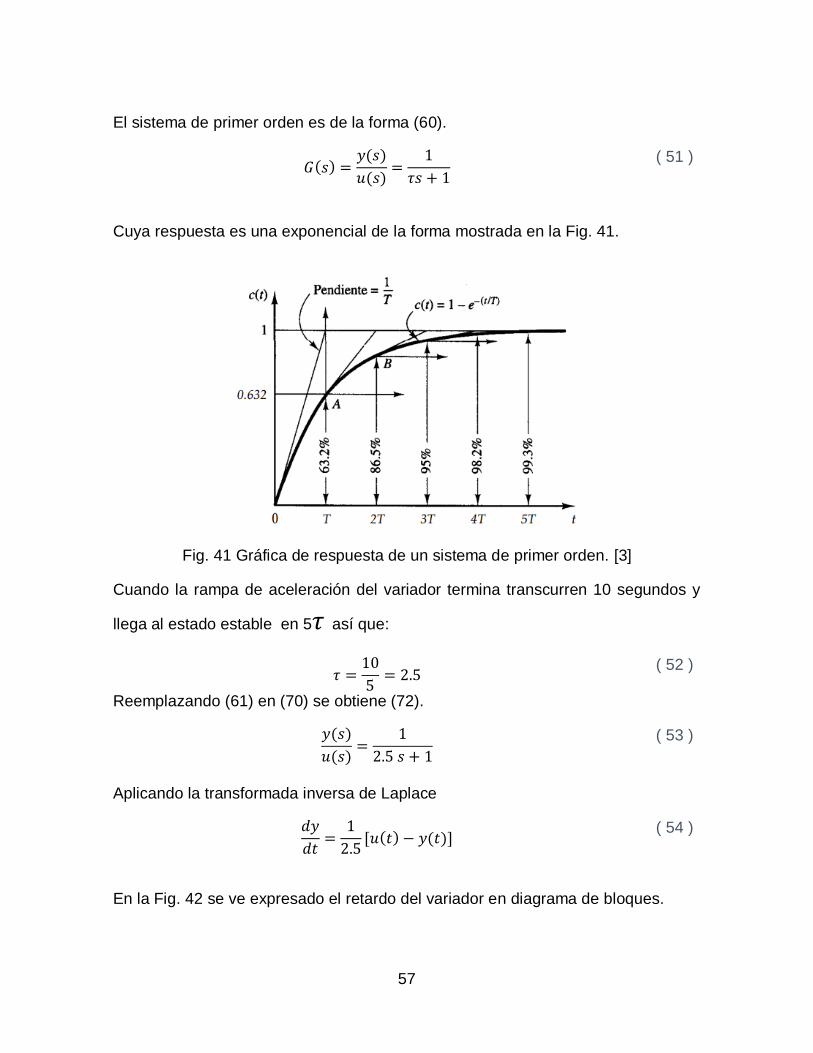
El sistema de primer orden es de la forma (60).
𝐺(𝑠) =𝑦(𝑠)
𝑢(𝑠)=
1
𝜏𝑠 + 1
( 51 )
Cuya respuesta es una exponencial de la forma mostrada en la Fig. 41.
Fig. 41 Gráfica de respuesta de un sistema de primer orden. [3]
Cuando la rampa de aceleración del variador termina transcurren 10 segundos y
llega al estado estable en 5𝜏 así que:
𝜏 =10
5= 2.5
( 52 )
Reemplazando (61) en (70) se obtiene (72).
𝑦(𝑠)
𝑢(𝑠)=
1
2.5 𝑠 + 1
( 53 )
Aplicando la transformada inversa de Laplace
𝑑𝑦
𝑑𝑡=
1
2.5[𝑢(𝑡) − 𝑦(𝑡)]
( 54 )
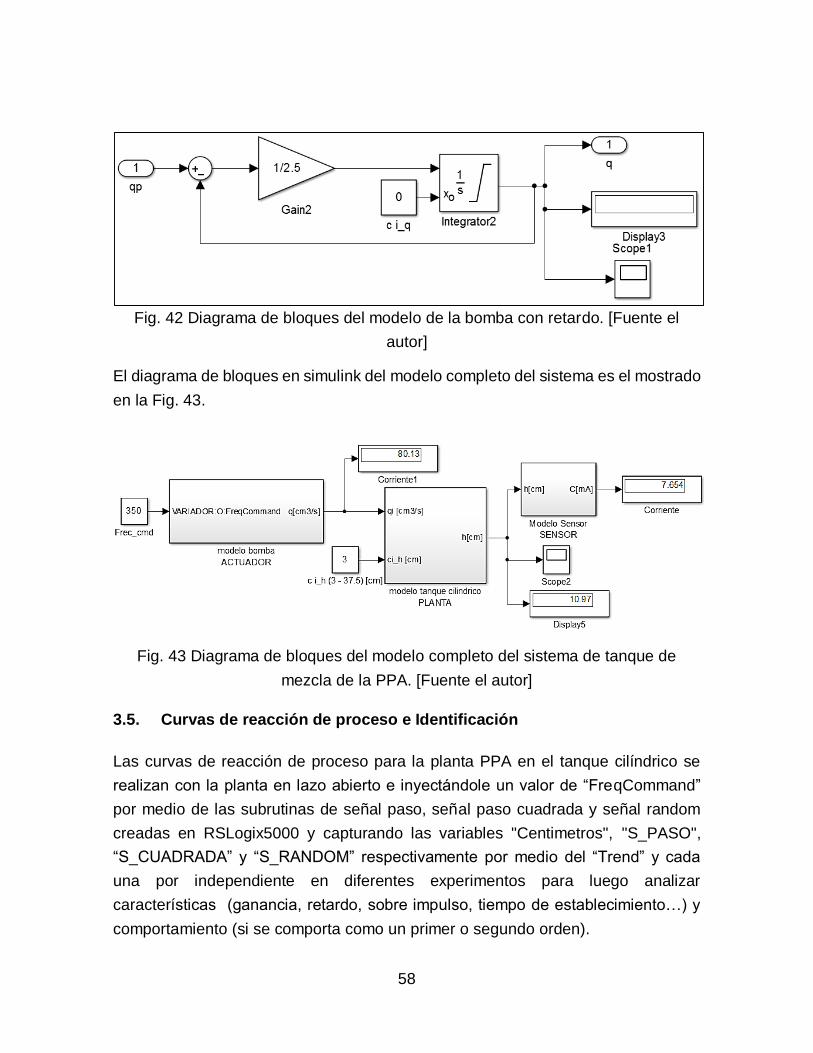
En la Fig. 42 se ve expresado el retardo del variador en diagrama de bloques.
58
Fig. 42 Diagrama de bloques del modelo de la bomba con retardo. [Fuente el
autor]
El diagrama de bloques en simulink del modelo completo del sistema es el mostrado
en la Fig. 43.
Fig. 43 Diagrama de bloques del modelo completo del sistema de tanque de
mezcla de la PPA. [Fuente el autor]
3.5. Curvas de reacción de proceso e Identificación
Las curvas de reacción de proceso para la planta PPA en el tanque cilíndrico se
realizan con la planta en lazo abierto e inyectándole un valor de “FreqCommand”
por medio de las subrutinas de señal paso, señal paso cuadrada y señal random
creadas en RSLogix5000 y capturando las variables "Centimetros", "S_PASO",
“S_CUADRADA” y “S_RANDOM” respectivamente por medio del “Trend” y cada
una por independiente en diferentes experimentos para luego analizar
características (ganancia, retardo, sobre impulso, tiempo de establecimiento…) y
comportamiento (si se comporta como un primer o segundo orden).
59
Para verificar el modelo analítico del tanque cilíndrico (PPA-TK-101) en lazo abierto
se realiza un experimento llevando la planta (PPA-TK-101) a un punto de operación,
esto se realiza a prueba y error debido que al inyectarle la máxima energía
(VARIADOR:O:FreqCommand = 600) el sistema no se estabiliza, esto indica que
existe una ganancia alta, así que se decide en tomar valores de “FreqCommand”
pequeños para encontrar los puntos de operación e ir aumentando la señal de
entrada.
Se encuentra un punto de operación en VARIADOR:O:FreqCommand = 350 el cual
se estabiliza en 2 horas equivalente a 7200 segundos en simulink de MATLAB se
cuadra dicho tiempo y luego se ejecuta.
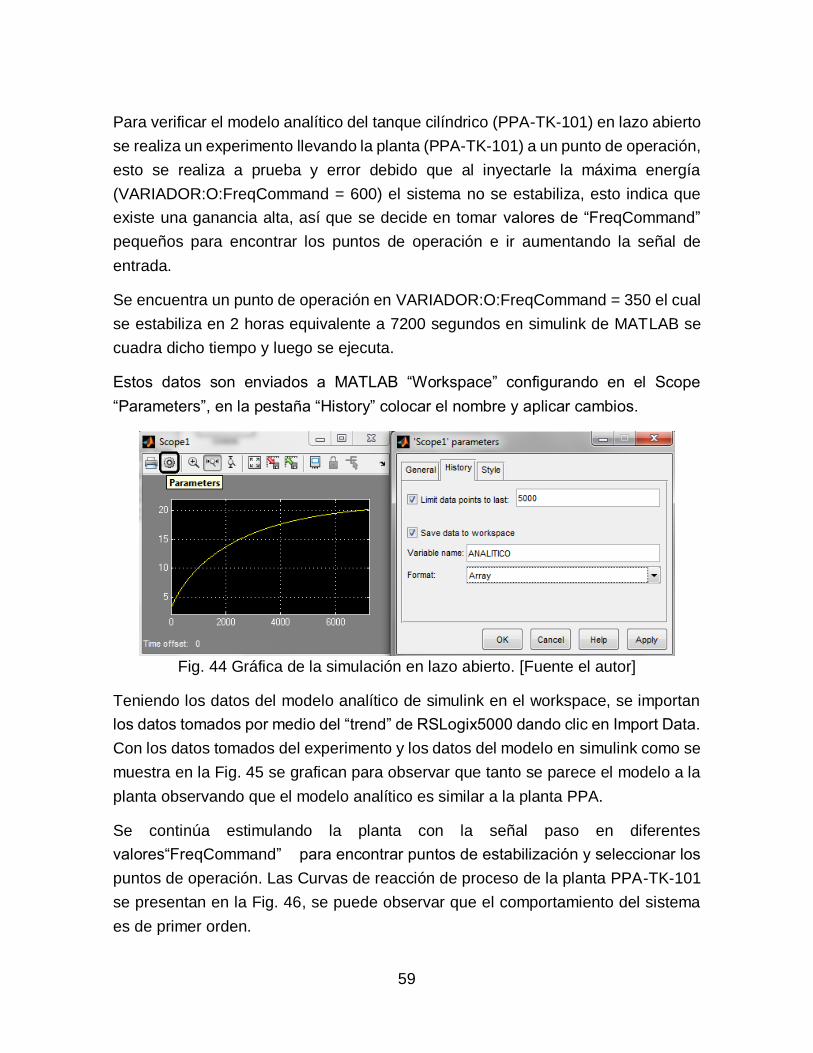
Estos datos son enviados a MATLAB “Workspace” configurando en el Scope
“Parameters”, en la pestaña “History” colocar el nombre y aplicar cambios.
Fig. 44 Gráfica de la simulación en lazo abierto. [Fuente el autor]
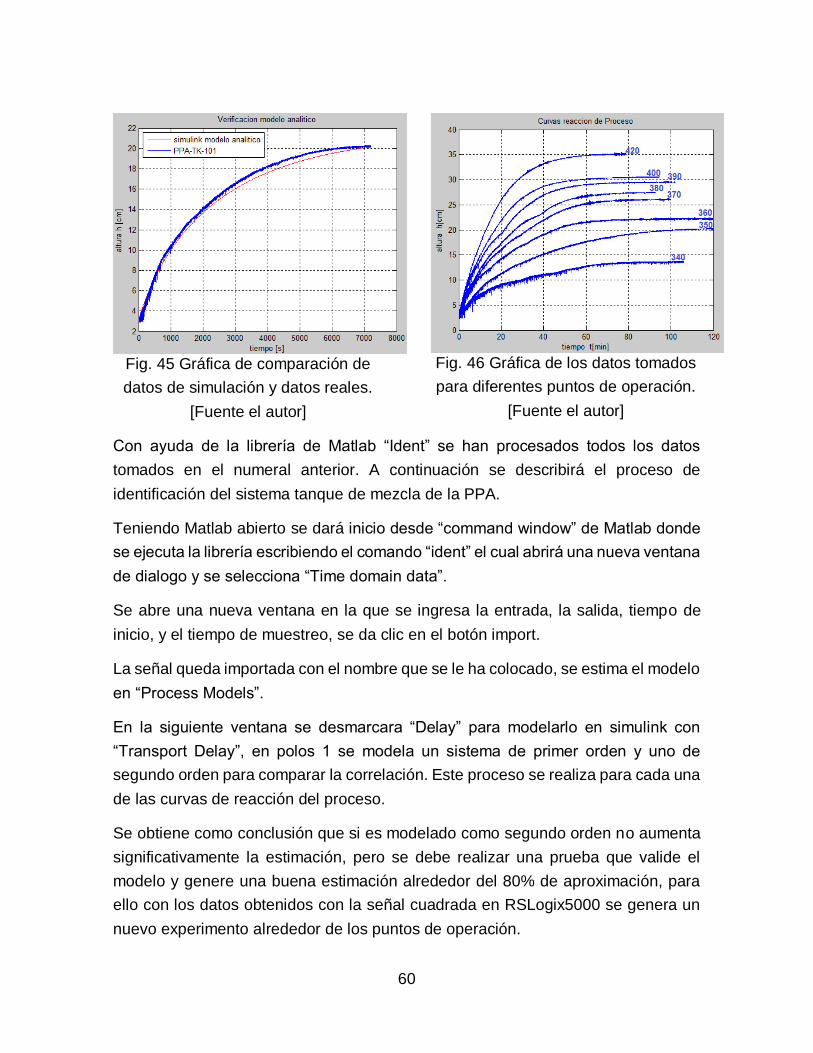
Teniendo los datos del modelo analítico de simulink en el workspace, se importan
los datos tomados por medio del “trend” de RSLogix5000 dando clic en Import Data.
Con los datos tomados del experimento y los datos del modelo en simulink como se
muestra en la Fig. 45 se grafican para observar que tanto se parece el modelo a la
planta observando que el modelo analítico es similar a la planta PPA.
Se continúa estimulando la planta con la señal paso en diferentes
valores“FreqCommand” para encontrar puntos de estabilización y seleccionar los
puntos de operación. Las Curvas de reacción de proceso de la planta PPA-TK-101
se presentan en la Fig. 46, se puede observar que el comportamiento del sistema
es de primer orden.
60
Fig. 45 Gráfica de comparación de
datos de simulación y datos reales.
[Fuente el autor]
Fig. 46 Gráfica de los datos tomados
para diferentes puntos de operación.
[Fuente el autor]
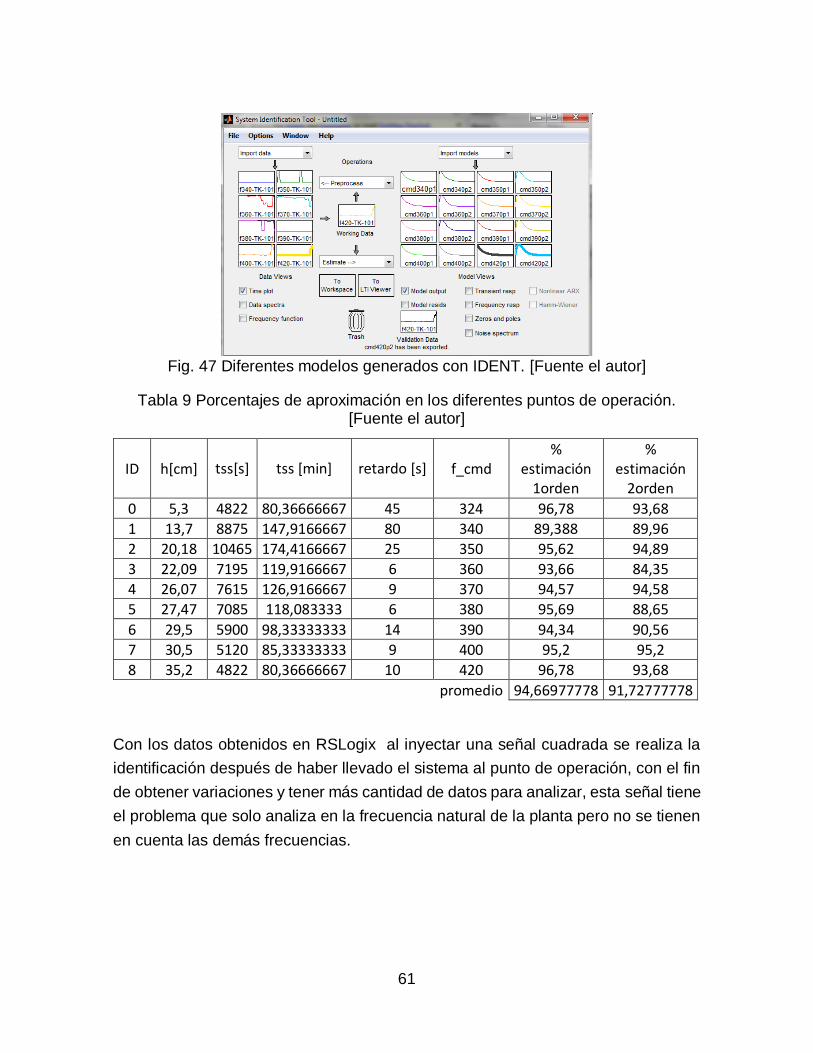
Con ayuda de la librería de Matlab “Ident” se han procesados todos los datos
tomados en el numeral anterior. A continuación se describirá el proceso de
identificación del sistema tanque de mezcla de la PPA.
Teniendo Matlab abierto se dará inicio desde “command window” de Matlab donde
se ejecuta la librería escribiendo el comando “ident” el cual abrirá una nueva ventana
de dialogo y se selecciona “Time domain data”.
Se abre una nueva ventana en la que se ingresa la entrada, la salida, tiempo de
inicio, y el tiempo de muestreo, se da clic en el botón import.
La señal queda importada con el nombre que se le ha colocado, se estima el modelo
en “Process Models”.
En la siguiente ventana se desmarcara “Delay” para modelarlo en simulink con
“Transport Delay”, en polos 1 se modela un sistema de primer orden y uno de
segundo orden para comparar la correlación. Este proceso se realiza para cada una
de las curvas de reacción del proceso.
Se obtiene como conclusión que si es modelado como segundo orden no aumenta
significativamente la estimación, pero se debe realizar una prueba que valide el
modelo y genere una buena estimación alrededor del 80% de aproximación, para
ello con los datos obtenidos con la señal cuadrada en RSLogix5000 se genera un
nuevo experimento alrededor de los puntos de operación.
61
Fig. 47 Diferentes modelos generados con IDENT. [Fuente el autor]
Tabla 9 Porcentajes de aproximación en los diferentes puntos de operación. [Fuente el autor]
ID h[cm]
tss[s]
tss [min]
retardo [s]
f_cmd %
estimación 1orden
% estimación
2orden
0 5,3 4822 80,36666667 45 324 96,78 93,68
1 13,7 8875 147,9166667 80 340 89,388 89,96
2 20,18 10465 174,4166667 25 350 95,62 94,89
3 22,09 7195 119,9166667 6 360 93,66 84,35
4 26,07 7615 126,9166667 9 370 94,57 94,58
5 27,47 7085 118,083333 6 380 95,69 88,65
6 29,5 5900 98,33333333 14 390 94,34 90,56
7 30,5 5120 85,33333333 9 400 95,2 95,2
8 35,2 4822 80,36666667 10 420 96,78 93,68
promedio 94,66977778 91,72777778
Con los datos obtenidos en RSLogix al inyectar una señal cuadrada se realiza la
identificación después de haber llevado el sistema al punto de operación, con el fin
de obtener variaciones y tener más cantidad de datos para analizar, esta señal tiene
el problema que solo analiza en la frecuencia natural de la planta pero no se tienen
en cuenta las demás frecuencias.
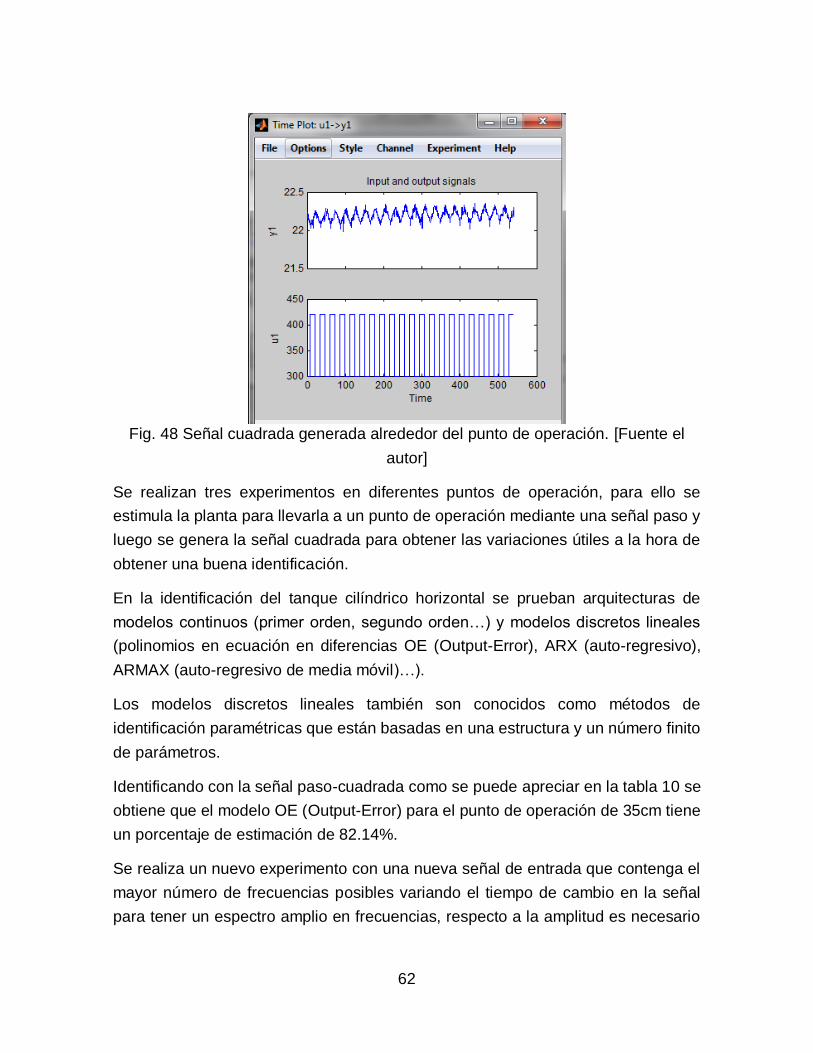
62
Fig. 48 Señal cuadrada generada alrededor del punto de operación. [Fuente el
autor]
Se realizan tres experimentos en diferentes puntos de operación, para ello se
estimula la planta para llevarla a un punto de operación mediante una señal paso y
luego se genera la señal cuadrada para obtener las variaciones útiles a la hora de
obtener una buena identificación.
En la identificación del tanque cilíndrico horizontal se prueban arquitecturas de
modelos continuos (primer orden, segundo orden…) y modelos discretos lineales
(polinomios en ecuación en diferencias OE (Output-Error), ARX (auto-regresivo),
ARMAX (auto-regresivo de media móvil)…).
Los modelos discretos lineales también son conocidos como métodos de
identificación paramétricas que están basadas en una estructura y un número finito
de parámetros.
Identificando con la señal paso-cuadrada como se puede apreciar en la tabla 10 se
obtiene que el modelo OE (Output-Error) para el punto de operación de 35cm tiene
un porcentaje de estimación de 82.14%.
Se realiza un nuevo experimento con una nueva señal de entrada que contenga el
mayor número de frecuencias posibles variando el tiempo de cambio en la señal
para tener un espectro amplio en frecuencias, respecto a la amplitud es necesario
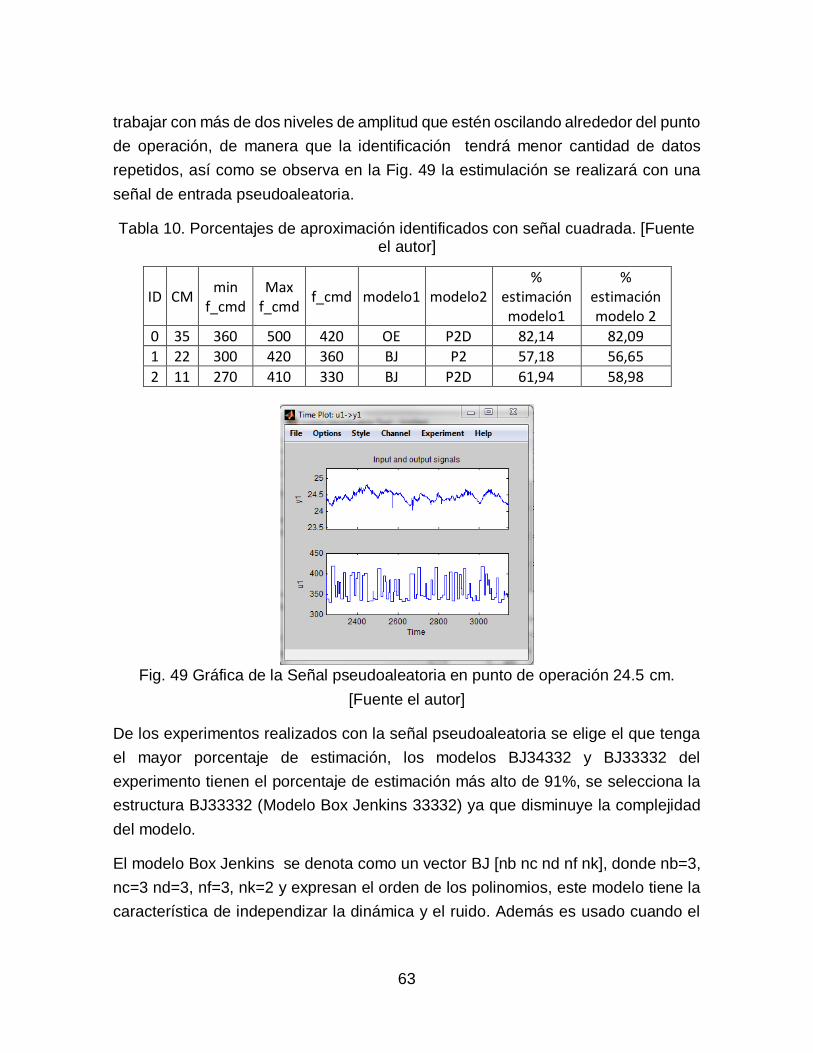
63
trabajar con más de dos niveles de amplitud que estén oscilando alrededor del punto
de operación, de manera que la identificación tendrá menor cantidad de datos
repetidos, así como se observa en la Fig. 49 la estimulación se realizará con una
señal de entrada pseudoaleatoria.
Tabla 10. Porcentajes de aproximación identificados con señal cuadrada. [Fuente el autor]
ID CM min
f_cmd Max
f_cmd f_cmd modelo1 modelo2
% estimación modelo1
% estimación modelo 2
0 35 360 500 420 OE P2D 82,14 82,09
1 22 300 420 360 BJ P2 57,18 56,65
2 11 270 410 330 BJ P2D 61,94 58,98
Fig. 49 Gráfica de la Señal pseudoaleatoria en punto de operación 24.5 cm.
[Fuente el autor]
De los experimentos realizados con la señal pseudoaleatoria se elige el que tenga
el mayor porcentaje de estimación, los modelos BJ34332 y BJ33332 del
experimento tienen el porcentaje de estimación más alto de 91%, se selecciona la
estructura BJ33332 (Modelo Box Jenkins 33332) ya que disminuye la complejidad
del modelo.
El modelo Box Jenkins se denota como un vector BJ [nb nc nd nf nk], donde nb=3,
nc=3 nd=3, nf=3, nk=2 y expresan el orden de los polinomios, este modelo tiene la
característica de independizar la dinámica y el ruido. Además es usado cuando el
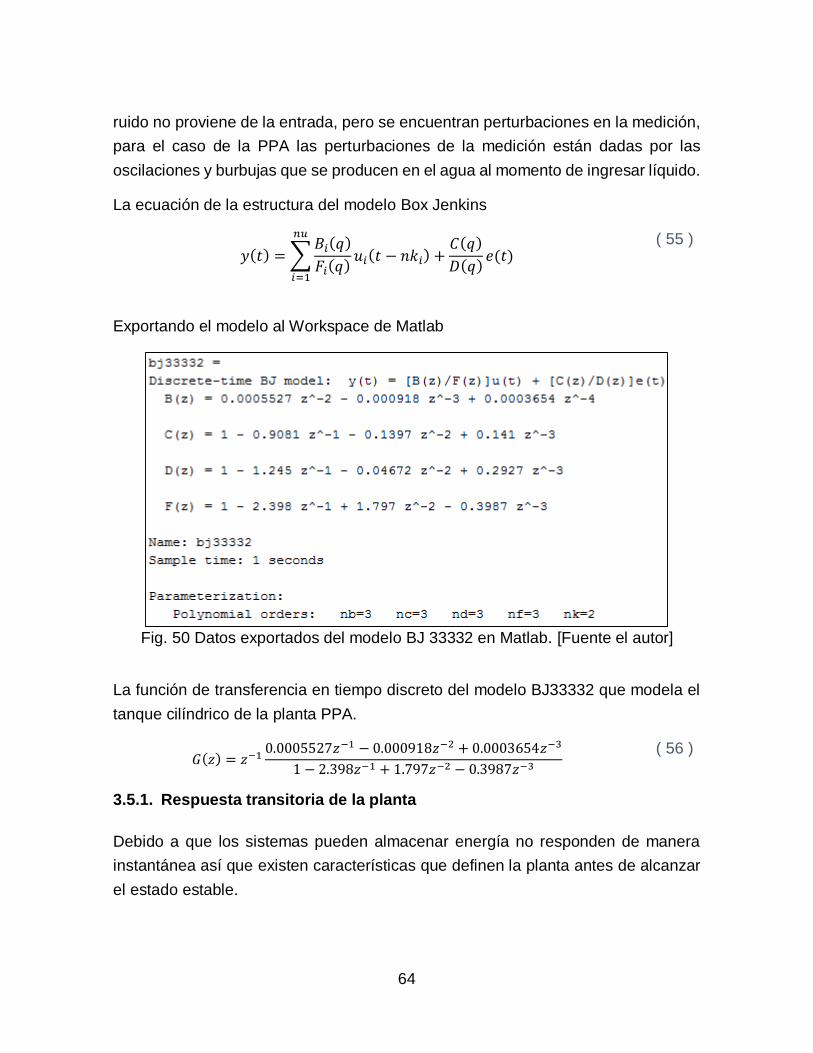
64
ruido no proviene de la entrada, pero se encuentran perturbaciones en la medición,
para el caso de la PPA las perturbaciones de la medición están dadas por las
oscilaciones y burbujas que se producen en el agua al momento de ingresar líquido.
La ecuación de la estructura del modelo Box Jenkins
𝑦(𝑡) = ∑𝐵𝑖(𝑞)
𝐹𝑖(𝑞)
𝑛𝑢
𝑖=1
𝑢𝑖(𝑡 − 𝑛𝑘𝑖) +𝐶(𝑞)
𝐷(𝑞)𝑒(𝑡)
( 55 )
Exportando el modelo al Workspace de Matlab
Fig. 50 Datos exportados del modelo BJ 33332 en Matlab. [Fuente el autor]
La función de transferencia en tiempo discreto del modelo BJ33332 que modela el
tanque cilíndrico de la planta PPA.
𝐺(𝑧) = 𝑧−10.0005527𝑧−1 − 0.000918𝑧−2 + 0.0003654𝑧−3
1 − 2.398𝑧−1 + 1.797𝑧−2 − 0.3987𝑧−3
( 56 )
3.5.1. Respuesta transitoria de la planta
Debido a que los sistemas pueden almacenar energía no responden de manera
instantánea así que existen características que definen la planta antes de alcanzar
el estado estable.
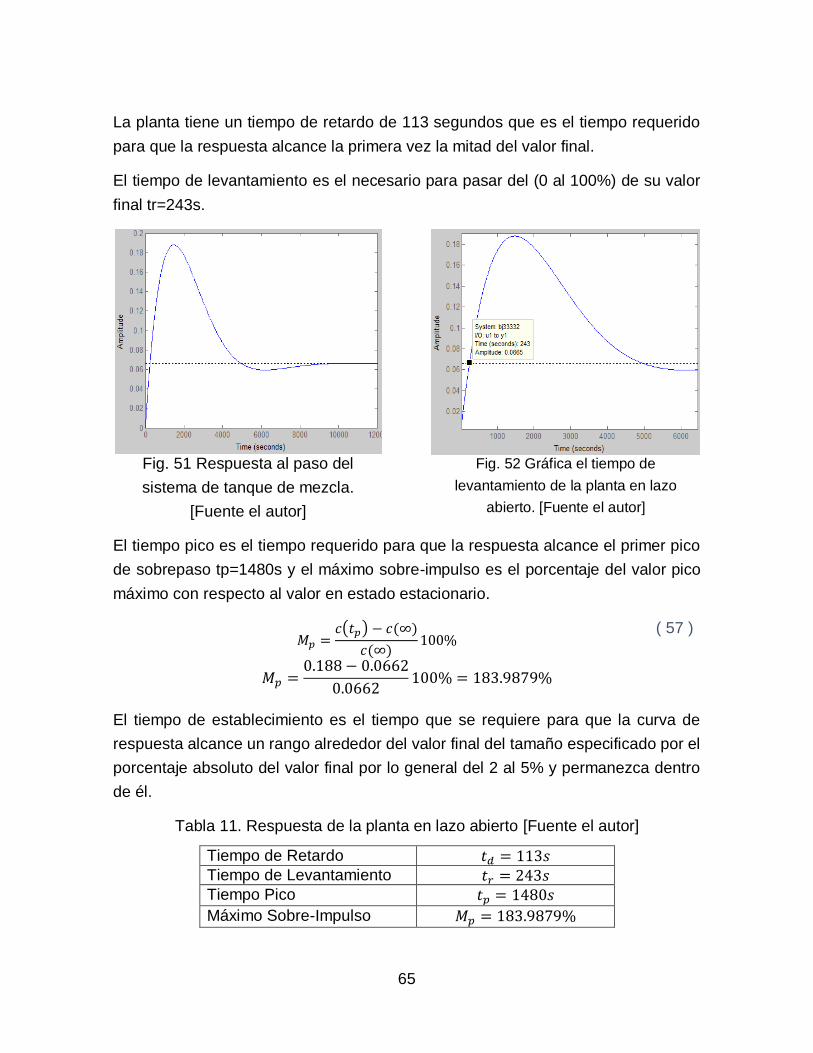
65
La planta tiene un tiempo de retardo de 113 segundos que es el tiempo requerido
para que la respuesta alcance la primera vez la mitad del valor final.
El tiempo de levantamiento es el necesario para pasar del (0 al 100%) de su valor
final tr=243s.
Fig. 51 Respuesta al paso del
sistema de tanque de mezcla.
[Fuente el autor]
Fig. 52 Gráfica el tiempo de
levantamiento de la planta en lazo
abierto. [Fuente el autor]
El tiempo pico es el tiempo requerido para que la respuesta alcance el primer pico
de sobrepaso tp=1480s y el máximo sobre-impulso es el porcentaje del valor pico
máximo con respecto al valor en estado estacionario.
𝑀𝑝 =𝑐(𝑡𝑝) − 𝑐(∞)
𝑐(∞)100%
( 57 )
𝑀𝑝 =0.188 − 0.0662
0.0662100% = 183.9879%
El tiempo de establecimiento es el tiempo que se requiere para que la curva de
respuesta alcance un rango alrededor del valor final del tamaño especificado por el
porcentaje absoluto del valor final por lo general del 2 al 5% y permanezca dentro
de él.
Tabla 11. Respuesta de la planta en lazo abierto [Fuente el autor]
Tiempo de Retardo 𝑡𝑑 = 113𝑠
Tiempo de Levantamiento 𝑡𝑟 = 243𝑠
Tiempo Pico 𝑡𝑝 = 1480𝑠
Máximo Sobre-Impulso 𝑀𝑝 = 183.9879%

66
Tiempo de Establecimiento 𝑡𝑠 = 8110𝑠 = 2.25ℎ
Polos 0.9994 + 0.0007𝑖 0.9994 − 0.0007𝑖
0.3992
Ceros 0.998
0.3312
Al crear el lazo cerrado el sistema pasa de ser estable a inestable ya que la magnitud
de los polos es mayor a 1 (afuera del circulo unitario).
3.5.2. Diseño por lugar geométrico de las raíces
Teniendo la planta en lazo cerrado se realiza el diseño por medio del lugar
geométrico de las raíces para ello se debe conocer como es la arquitectura del PID
en tiempo discreto del bloque PID RSLogix5000. Se elige la opción de ganancias
independientes y derivada del error.
Tabla 12. Modelos de controlador PID con los que se puede diseñar en un PLC Allen Bradley. [13]
𝐶𝑉 = 𝑘𝑝𝐸 + 𝑘𝑖 ∫ 𝐸𝑑𝑡𝑡
0
+ 𝑘𝑑
𝑑𝐸
𝑑𝑡+ 𝐵𝐼𝐴𝑆
( 58 )
Como se puede observar el PID es un bloque que no depende del error sistemático
(BIAS), así que solo basta con ingresar la constante al bloque (Output Bias %).

67
Teniendo claro el concepto anterior se plantea la ecuación sin el factor de corrección
para encontrar la función de transferencia del controlador PID.
𝐶𝑉 = 𝑘𝑝𝐸 + 𝑘𝑖 ∫ 𝐸𝑑𝑡𝑡
0
+ 𝑘𝑑
𝑑𝐸
𝑑𝑡
( 59 )
𝐶𝑉(𝑡) = 𝑘 (𝐸(𝑡) +1
𝑇𝑖∫ 𝐸(𝑡)𝑑𝑡
𝑡
0
+ 𝑇𝑑
𝑑𝐸(𝑡)
𝑑𝑡)
( 60 )
Se discretiza la ecuación (69) aproximando el termino integral mediante la sumatoria
trapezoidal y el termino derivativo mediante la diferencia de puntos y se obtiene.
𝐶𝑉(𝑘𝑇) = 𝑘 (𝐸(𝑘𝑇) +𝑇
𝑇𝑖
∑𝐸((ℎ − 1)𝑇) + 𝐸(ℎ𝑇)
2
𝑘
ℎ=1
+𝑇𝑑
𝑇(𝐸(𝑘𝑇) − 𝐸((𝑘 − 1)𝑇)))
( 61 )
Entonces la transformada z de la variable de control de (70) es:
𝐶𝑉(𝑧) = 𝑘 (𝐸(𝑧) +𝑇
𝑇𝑖
1 − 𝑧−1
2(1 − 𝑧−1)𝐸(𝑧) +
𝑇𝑑
𝑇𝐸(𝑧)(1 − 𝑧−1))
Se factoriza la entrada de error y se expresa como función de transferencia en
dominio de z
𝐶𝑃𝐼𝐷(𝑍) = 𝑘𝑝 + 𝑘𝑖
𝑧
(𝑧 − 1)+
𝑘𝑑(𝑧 − 1)
𝑧
Expresando la ecuación con el tiempo de muestreo que genera un desfase Z de una
muestra.
𝐶𝑃𝐼𝐷(𝑍) = 𝑘𝑝 + 𝑘𝑖
𝑇
(𝑧 − 1)+
𝑘𝑑(𝑧 − 1)
𝑇
( 62 )
Por medio de del comando de Matlab sisotool se realiza el diseño del controlador
(compensador) para sistemas de una entrada una salida (SISO) con diferentes
métodos como lugar de las raíces, diagrama de Bode, técnicas Nichols y Nyquist.
De allí se puede elegir una gran variedad de arquitecturas como se muestra a
continuación:
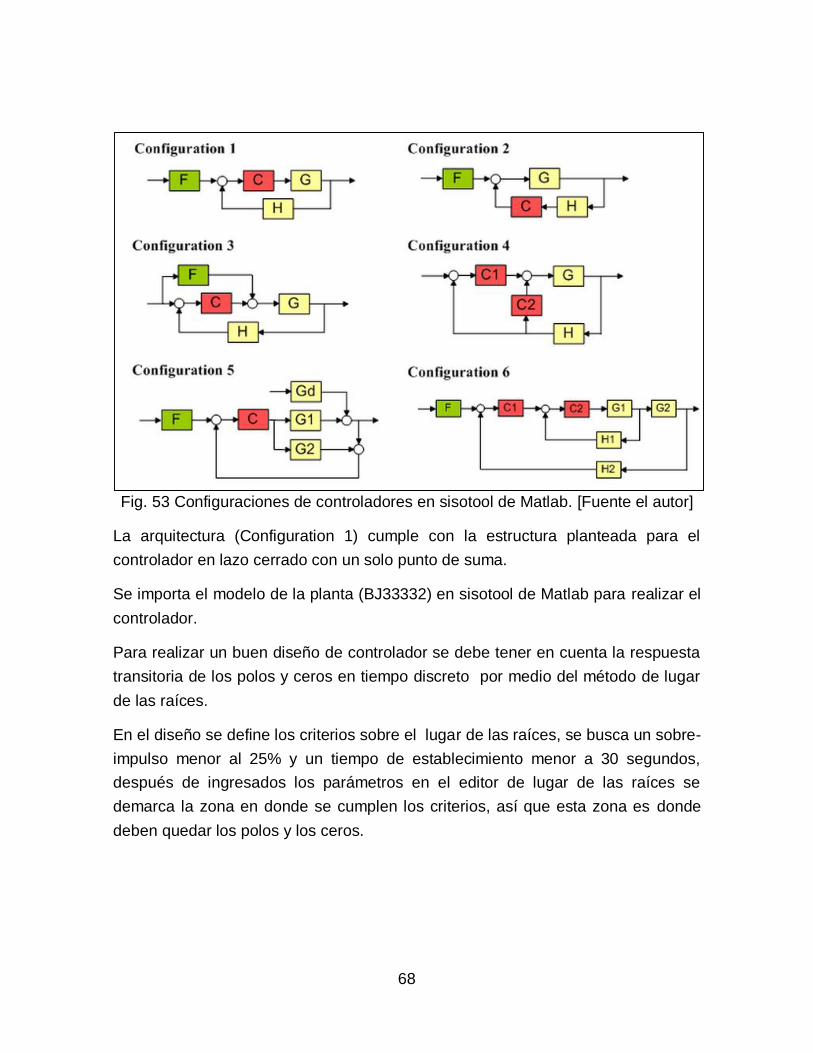
68
Fig. 53 Configuraciones de controladores en sisotool de Matlab. [Fuente el autor]
La arquitectura (Configuration 1) cumple con la estructura planteada para el
controlador en lazo cerrado con un solo punto de suma.
Se importa el modelo de la planta (BJ33332) en sisotool de Matlab para realizar el
controlador.
Para realizar un buen diseño de controlador se debe tener en cuenta la respuesta
transitoria de los polos y ceros en tiempo discreto por medio del método de lugar
de las raíces.
En el diseño se define los criterios sobre el lugar de las raíces, se busca un sobre-
impulso menor al 25% y un tiempo de establecimiento menor a 30 segundos,
después de ingresados los parámetros en el editor de lugar de las raíces se
demarca la zona en donde se cumplen los criterios, así que esta zona es donde
deben quedar los polos y los ceros.
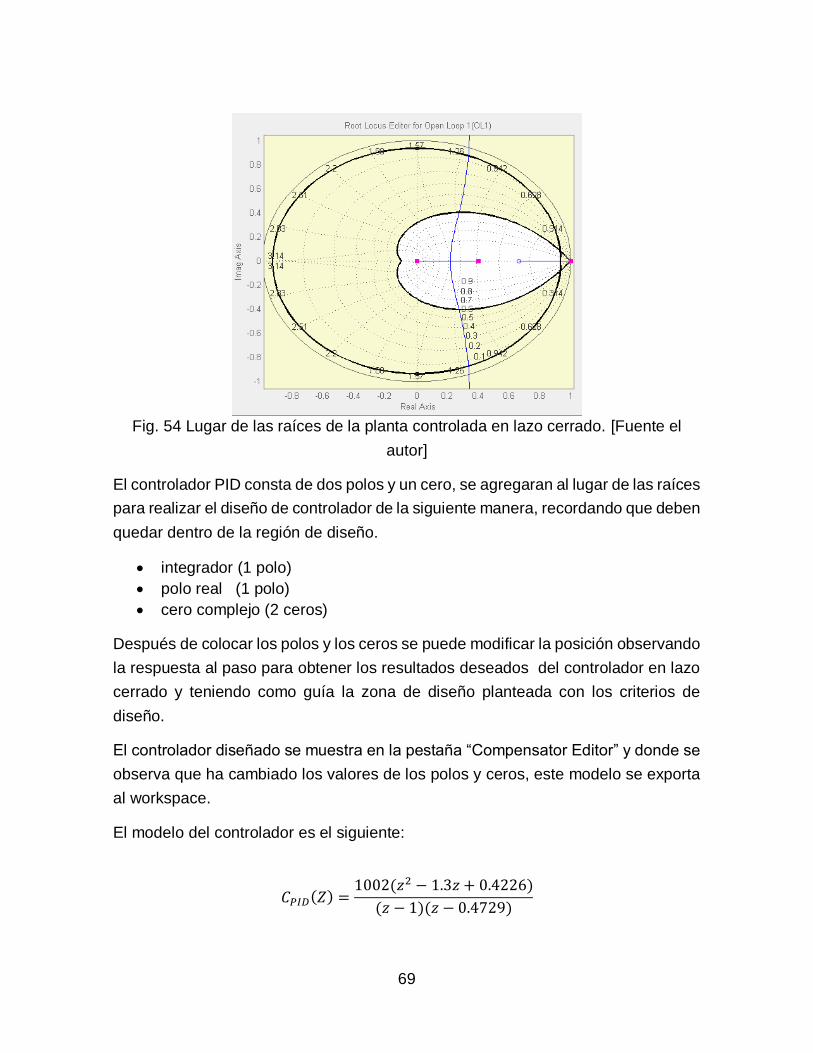
69
Fig. 54 Lugar de las raíces de la planta controlada en lazo cerrado. [Fuente el
autor]
El controlador PID consta de dos polos y un cero, se agregaran al lugar de las raíces
para realizar el diseño de controlador de la siguiente manera, recordando que deben
quedar dentro de la región de diseño.
integrador (1 polo)
polo real (1 polo)
cero complejo (2 ceros)
Después de colocar los polos y los ceros se puede modificar la posición observando
la respuesta al paso para obtener los resultados deseados del controlador en lazo
cerrado y teniendo como guía la zona de diseño planteada con los criterios de
diseño.
El controlador diseñado se muestra en la pestaña “Compensator Editor” y donde se
observa que ha cambiado los valores de los polos y ceros, este modelo se exporta
al workspace.
El modelo del controlador es el siguiente:
𝐶𝑃𝐼𝐷(𝑍) =1002(𝑧2 − 1.3𝑧 + 0.4226)
(𝑧 − 1)(𝑧 − 0.4729)
70
𝐶𝑃𝐼𝐷 (𝑍) =1002𝑧2 − 1302.6𝑧 + 423.44
𝑧2 − 1.4729𝑧 + 0.4729
( 63 )
Se iguala (71) y (72) con el fin de encontrar el valor de las constantes Kp, Ki, Kd y
T.
𝑘𝑝 + 𝑘𝑖
𝑇
(𝑧 − 1)+
𝑘𝑑(𝑧 − 1)
𝑇=
1002𝑧2 − 1302.6𝑧 + 423.44
𝑧2 − 1.4729𝑧 + 0.4729
( 64 )
Al igualar las ecuaciones y multiplicando los términos se tiene un sistema de
ecuaciones lineales de cinco ecuaciones y cuatro incógnitas.
Para 𝑧4
𝑘𝑑 = 1.9(1002 − 𝑘𝑝) ( 65 )
Para 𝑧3
𝑘𝑝(𝑇 − 6.59851 + 1.9𝑘𝑖) + 1.9𝑘𝑖 + 𝑘𝑑(0.5271) = 1002𝑇 − 3807.6 ( 66 )
Para 𝑧2
𝑘𝑝(8.39553 − 2.4729𝑇) + 𝑘𝑖(𝑇 − 4.69851) + 𝑘𝑑(4.4187)
= 7658.216 − 2304.6𝑇
( 67 )
Para 𝑧1
𝑘𝑝(1.9458𝑇 − 4.59553) + 𝑘𝑖(3.69702 − 1.4729𝑇) − 𝑘𝑑(1.9558)
= 1726.04𝑇 − 4084.012
( 68 )
Para 𝑧0
423.44(1.9 − 𝑇) = 𝑘𝑝(0.89851 − 0.4729𝑇) + 𝑘𝑖(0.4729𝑇 − 0.89851) ( 69 )
Solucionando el sistema de ecuaciones se obtienen los valores de kp, ki, kd y T
mostrados en la tabla 13.
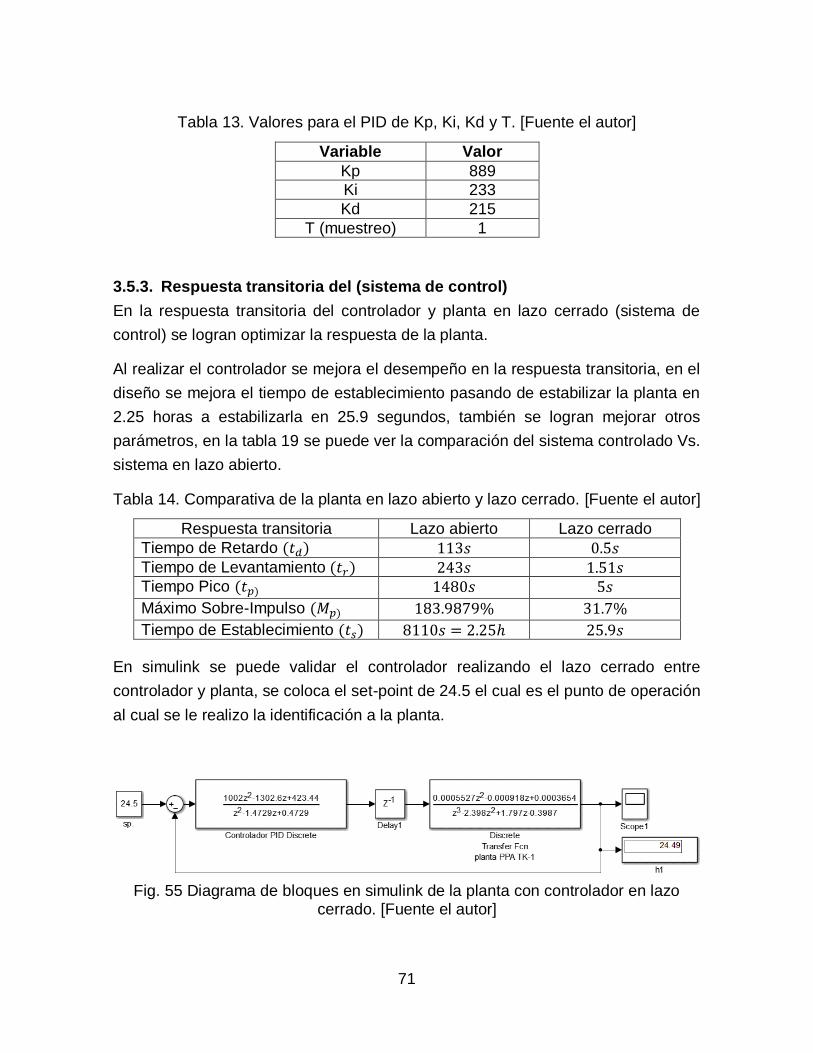
71
Tabla 13. Valores para el PID de Kp, Ki, Kd y T. [Fuente el autor]
Variable Valor
Kp 889
Ki 233
Kd 215
T (muestreo) 1
3.5.3. Respuesta transitoria del (sistema de control)
En la respuesta transitoria del controlador y planta en lazo cerrado (sistema de
control) se logran optimizar la respuesta de la planta.
Al realizar el controlador se mejora el desempeño en la respuesta transitoria, en el
diseño se mejora el tiempo de establecimiento pasando de estabilizar la planta en
2.25 horas a estabilizarla en 25.9 segundos, también se logran mejorar otros
parámetros, en la tabla 19 se puede ver la comparación del sistema controlado Vs.
sistema en lazo abierto.
Tabla 14. Comparativa de la planta en lazo abierto y lazo cerrado. [Fuente el autor]
Respuesta transitoria Lazo abierto Lazo cerrado
Tiempo de Retardo (𝑡𝑑) 113𝑠 0.5𝑠
Tiempo de Levantamiento (𝑡𝑟) 243𝑠 1.51𝑠
Tiempo Pico (𝑡𝑝) 1480𝑠 5𝑠
Máximo Sobre-Impulso (𝑀𝑝) 183.9879% 31.7%
Tiempo de Establecimiento (𝑡𝑠) 8110𝑠 = 2.25ℎ 25.9𝑠
En simulink se puede validar el controlador realizando el lazo cerrado entre
controlador y planta, se coloca el set-point de 24.5 el cual es el punto de operación
al cual se le realizo la identificación a la planta.
Fig. 55 Diagrama de bloques en simulink de la planta con controlador en lazo
cerrado. [Fuente el autor]
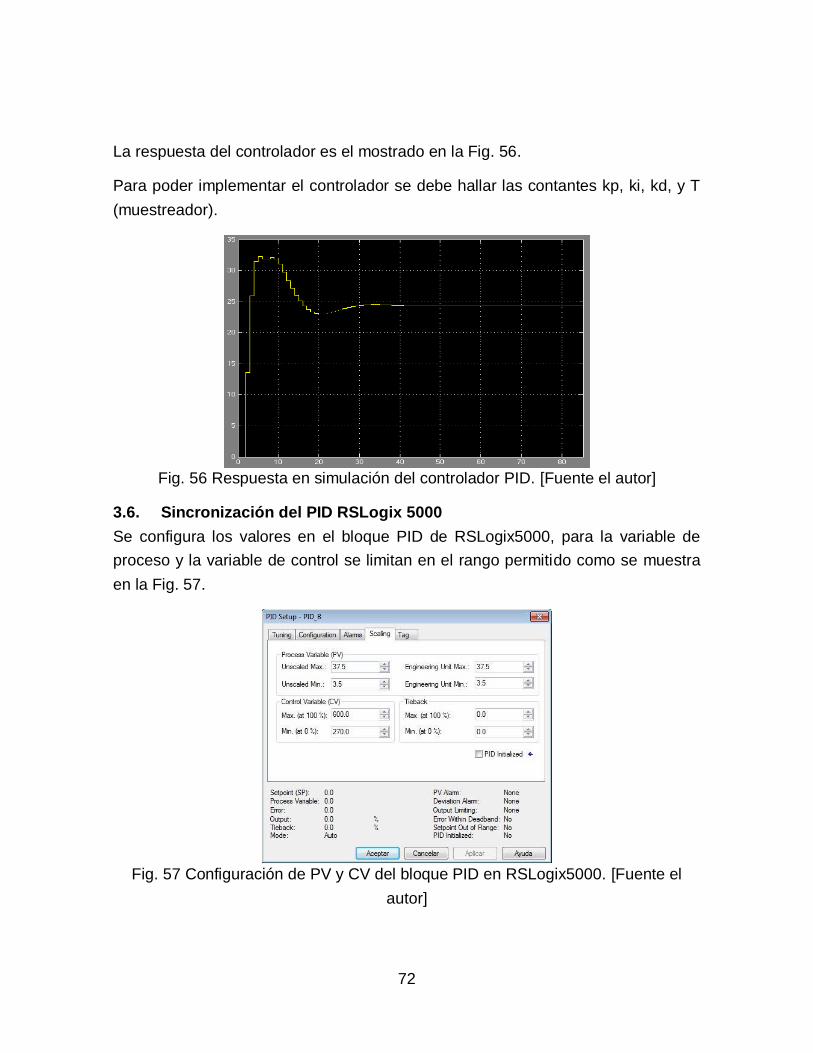
72
La respuesta del controlador es el mostrado en la Fig. 56.
Para poder implementar el controlador se debe hallar las contantes kp, ki, kd, y T
(muestreador).
Fig. 56 Respuesta en simulación del controlador PID. [Fuente el autor]
3.6. Sincronización del PID RSLogix 5000
Se configura los valores en el bloque PID de RSLogix5000, para la variable de
proceso y la variable de control se limitan en el rango permitido como se muestra
en la Fig. 57.
Fig. 57 Configuración de PV y CV del bloque PID en RSLogix5000. [Fuente el
autor]
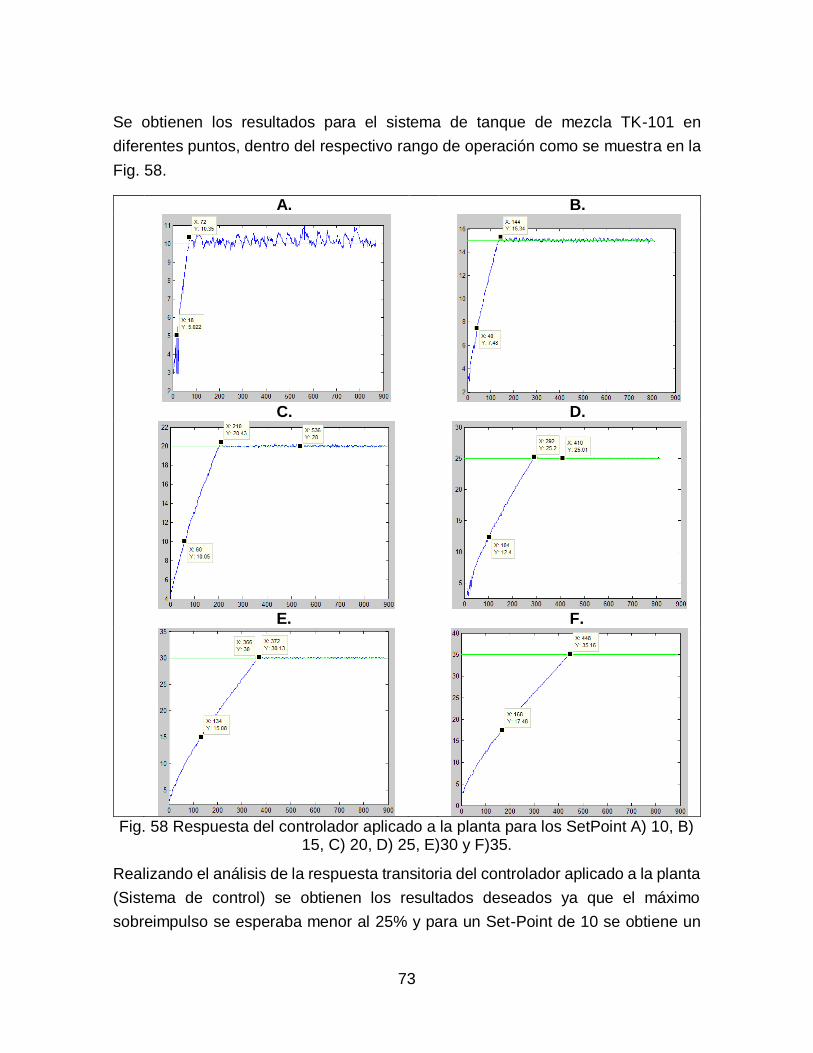
73
Se obtienen los resultados para el sistema de tanque de mezcla TK-101 en
diferentes puntos, dentro del respectivo rango de operación como se muestra en la
Fig. 58.
A. B.
C.
D.
E.
F.
Fig. 58 Respuesta del controlador aplicado a la planta para los SetPoint A) 10, B)
15, C) 20, D) 25, E)30 y F)35.
Realizando el análisis de la respuesta transitoria del controlador aplicado a la planta
(Sistema de control) se obtienen los resultados deseados ya que el máximo
sobreimpulso se esperaba menor al 25% y para un Set-Point de 10 se obtiene un
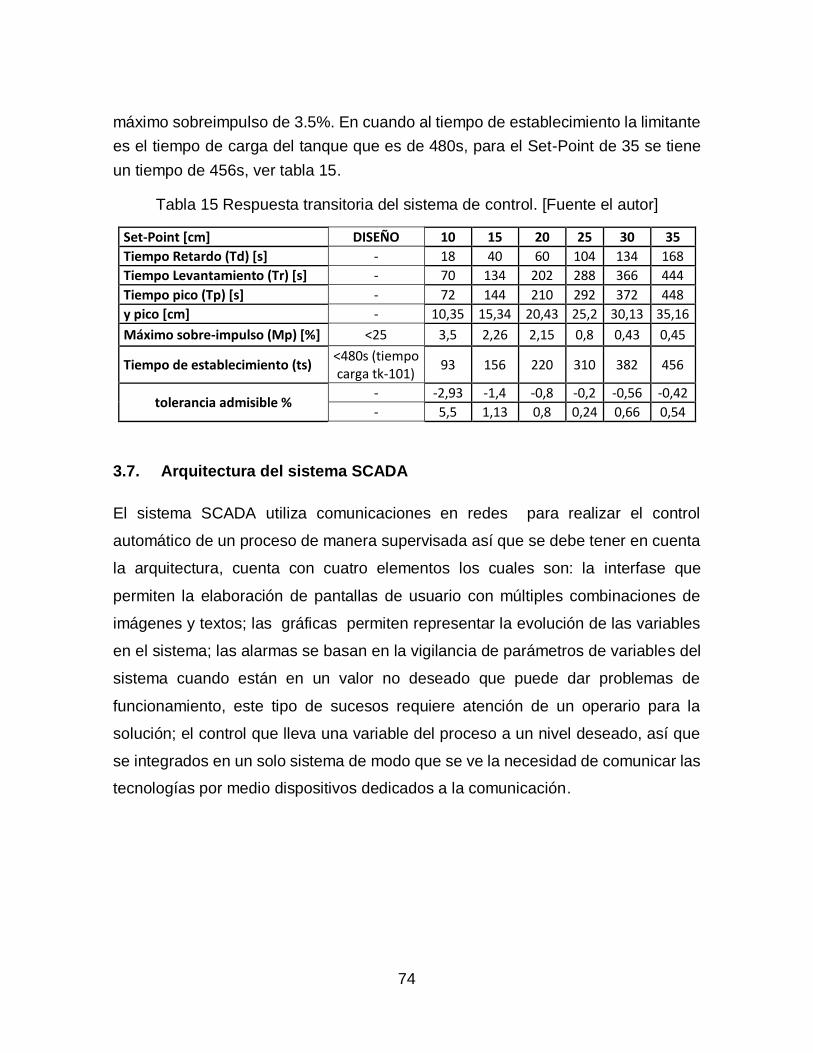
74
máximo sobreimpulso de 3.5%. En cuando al tiempo de establecimiento la limitante
es el tiempo de carga del tanque que es de 480s, para el Set-Point de 35 se tiene
un tiempo de 456s, ver tabla 15.
Tabla 15 Respuesta transitoria del sistema de control. [Fuente el autor]
Set-Point [cm] DISEÑO 10 15 20 25 30 35
Tiempo Retardo (Td) [s] - 18 40 60 104 134 168
Tiempo Levantamiento (Tr) [s] - 70 134 202 288 366 444
Tiempo pico (Tp) [s] - 72 144 210 292 372 448
y pico [cm] - 10,35 15,34 20,43 25,2 30,13 35,16
Máximo sobre-impulso (Mp) [%] <25 3,5 2,26 2,15 0,8 0,43 0,45
Tiempo de establecimiento (ts) <480s (tiempo carga tk-101)
93 156 220 310 382 456
tolerancia admisible % - -2,93 -1,4 -0,8 -0,2 -0,56 -0,42
- 5,5 1,13 0,8 0,24 0,66 0,54
3.7. Arquitectura del sistema SCADA
El sistema SCADA utiliza comunicaciones en redes para realizar el control
automático de un proceso de manera supervisada así que se debe tener en cuenta
la arquitectura, cuenta con cuatro elementos los cuales son: la interfase que
permiten la elaboración de pantallas de usuario con múltiples combinaciones de
imágenes y textos; las gráficas permiten representar la evolución de las variables
en el sistema; las alarmas se basan en la vigilancia de parámetros de variables del
sistema cuando están en un valor no deseado que puede dar problemas de
funcionamiento, este tipo de sucesos requiere atención de un operario para la
solución; el control que lleva una variable del proceso a un nivel deseado, así que
se integrados en un solo sistema de modo que se ve la necesidad de comunicar las
tecnologías por medio dispositivos dedicados a la comunicación.
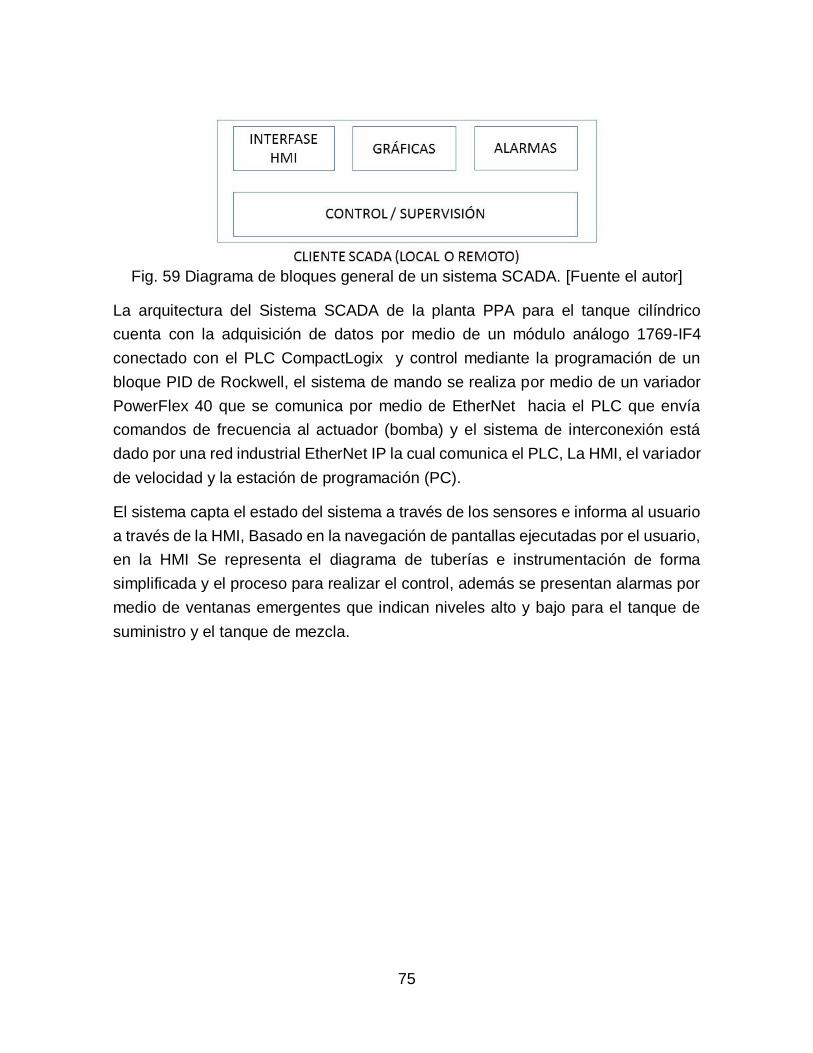
75
Fig. 59 Diagrama de bloques general de un sistema SCADA. [Fuente el autor]
La arquitectura del Sistema SCADA de la planta PPA para el tanque cilíndrico
cuenta con la adquisición de datos por medio de un módulo análogo 1769-IF4
conectado con el PLC CompactLogix y control mediante la programación de un
bloque PID de Rockwell, el sistema de mando se realiza por medio de un variador
PowerFlex 40 que se comunica por medio de EtherNet hacia el PLC que envía
comandos de frecuencia al actuador (bomba) y el sistema de interconexión está
dado por una red industrial EtherNet IP la cual comunica el PLC, La HMI, el variador
de velocidad y la estación de programación (PC).
El sistema capta el estado del sistema a través de los sensores e informa al usuario
a través de la HMI, Basado en la navegación de pantallas ejecutadas por el usuario,
en la HMI Se representa el diagrama de tuberías e instrumentación de forma
simplificada y el proceso para realizar el control, además se presentan alarmas por
medio de ventanas emergentes que indican niveles alto y bajo para el tanque de
suministro y el tanque de mezcla.
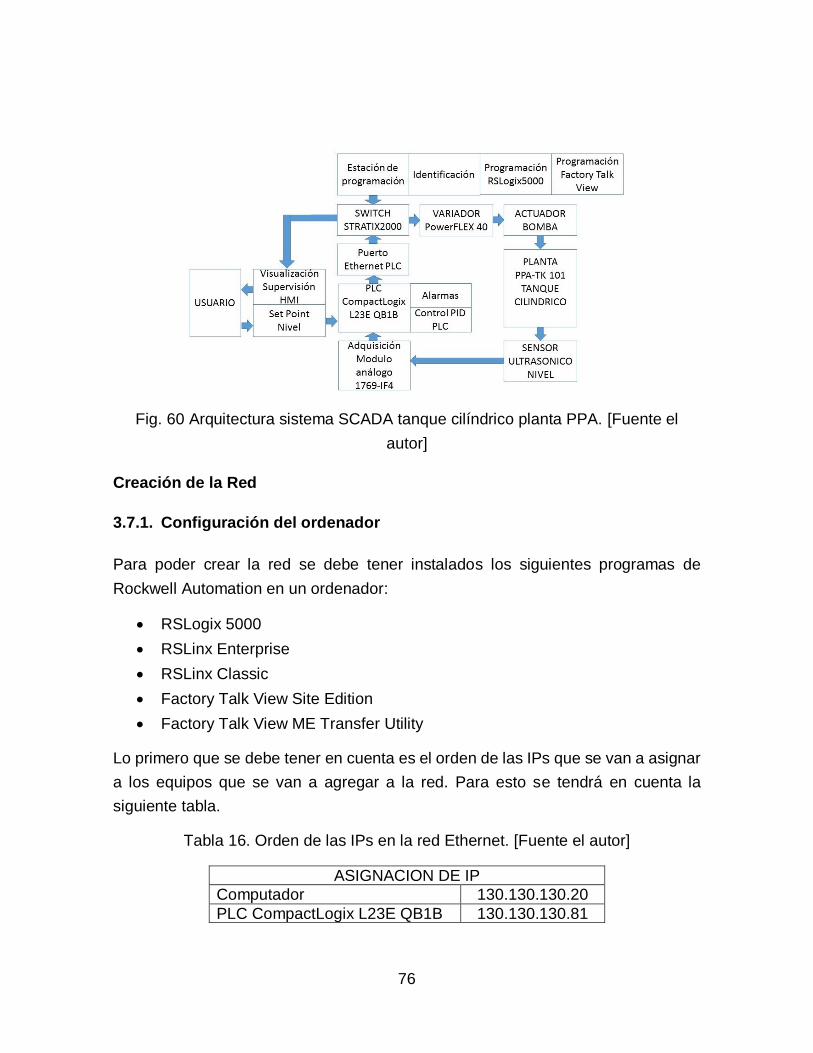
76
Fig. 60 Arquitectura sistema SCADA tanque cilíndrico planta PPA. [Fuente el
autor]
Creación de la Red
3.7.1. Configuración del ordenador
Para poder crear la red se debe tener instalados los siguientes programas de
Rockwell Automation en un ordenador:
RSLogix 5000
RSLinx Enterprise
RSLinx Classic
Factory Talk View Site Edition
Factory Talk View ME Transfer Utility
Lo primero que se debe tener en cuenta es el orden de las IPs que se van a asignar
a los equipos que se van a agregar a la red. Para esto se tendrá en cuenta la
siguiente tabla.
Tabla 16. Orden de las IPs en la red Ethernet. [Fuente el autor]
ASIGNACION DE IP
Computador 130.130.130.20
PLC CompactLogix L23E QB1B 130.130.130.81
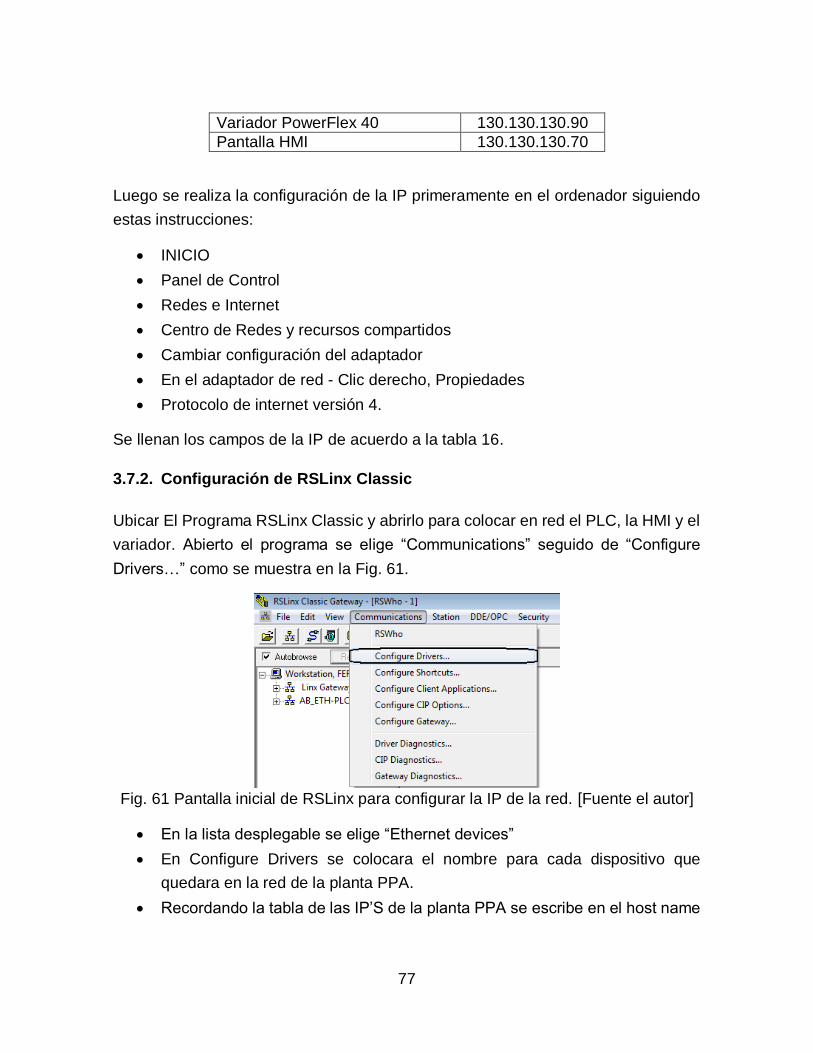
77
Variador PowerFlex 40 130.130.130.90
Pantalla HMI 130.130.130.70
Luego se realiza la configuración de la IP primeramente en el ordenador siguiendo
estas instrucciones:
INICIO
Panel de Control
Redes e Internet
Centro de Redes y recursos compartidos
Cambiar configuración del adaptador
En el adaptador de red - Clic derecho, Propiedades
Protocolo de internet versión 4.
Se llenan los campos de la IP de acuerdo a la tabla 16.
3.7.2. Configuración de RSLinx Classic
Ubicar El Programa RSLinx Classic y abrirlo para colocar en red el PLC, la HMI y el
variador. Abierto el programa se elige “Communications” seguido de “Configure
Drivers…” como se muestra en la Fig. 61.
Fig. 61 Pantalla inicial de RSLinx para configurar la IP de la red. [Fuente el autor]
En la lista desplegable se elige “Ethernet devices”
En Configure Drivers se colocara el nombre para cada dispositivo que
quedara en la red de la planta PPA.
Recordando la tabla de las IP’S de la planta PPA se escribe en el host name
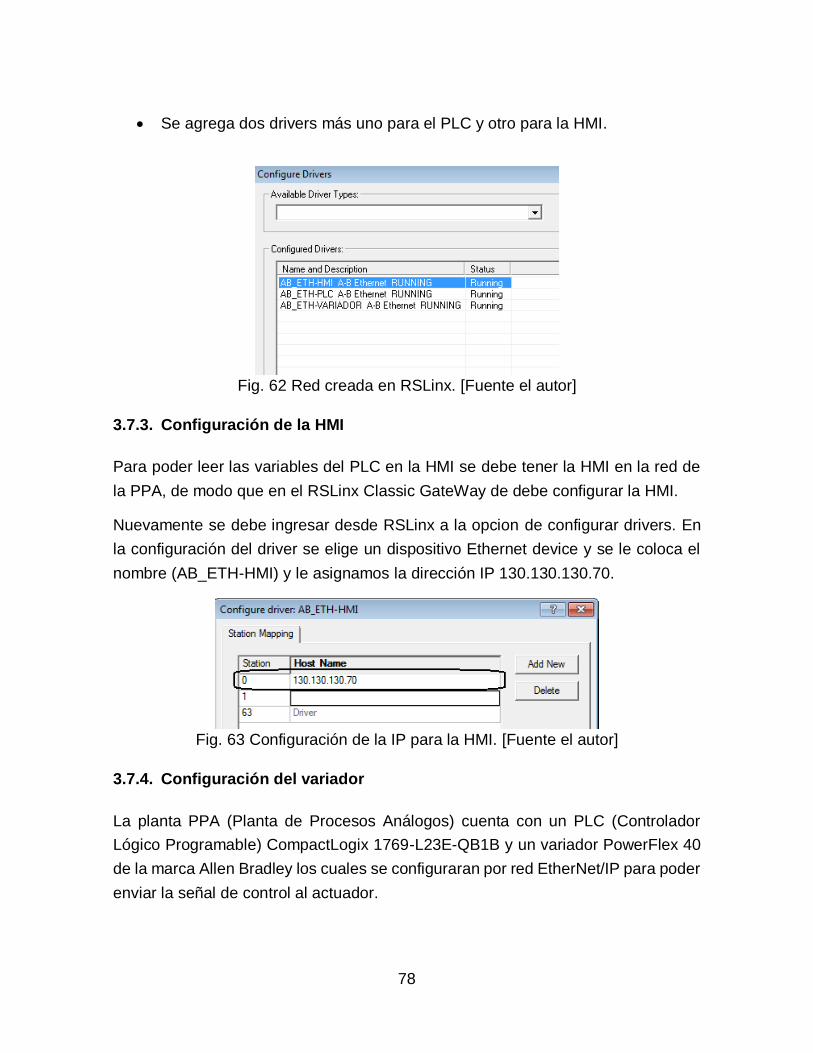
78
Se agrega dos drivers más uno para el PLC y otro para la HMI.
Fig. 62 Red creada en RSLinx. [Fuente el autor]
3.7.3. Configuración de la HMI
Para poder leer las variables del PLC en la HMI se debe tener la HMI en la red de
la PPA, de modo que en el RSLinx Classic GateWay de debe configurar la HMI.
Nuevamente se debe ingresar desde RSLinx a la opcion de configurar drivers. En
la configuración del driver se elige un dispositivo Ethernet device y se le coloca el
nombre (AB_ETH-HMI) y le asignamos la dirección IP 130.130.130.70.
Fig. 63 Configuración de la IP para la HMI. [Fuente el autor]
3.7.4. Configuración del variador
La planta PPA (Planta de Procesos Análogos) cuenta con un PLC (Controlador
Lógico Programable) CompactLogix 1769-L23E-QB1B y un variador PowerFlex 40
de la marca Allen Bradley los cuales se configuraran por red EtherNet/IP para poder
enviar la señal de control al actuador.
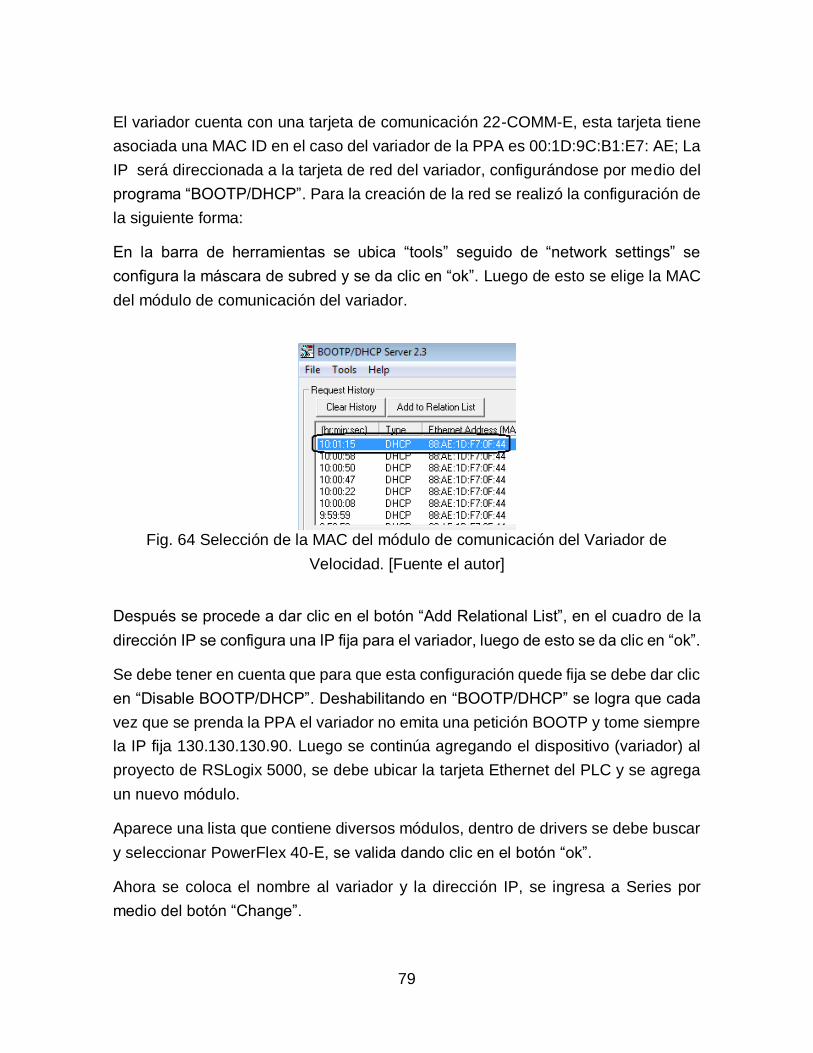
79
El variador cuenta con una tarjeta de comunicación 22-COMM-E, esta tarjeta tiene
asociada una MAC ID en el caso del variador de la PPA es 00:1D:9C:B1:E7: AE; La
IP será direccionada a la tarjeta de red del variador, configurándose por medio del
programa “BOOTP/DHCP”. Para la creación de la red se realizó la configuración de
la siguiente forma:
En la barra de herramientas se ubica “tools” seguido de “network settings” se
configura la máscara de subred y se da clic en “ok”. Luego de esto se elige la MAC
del módulo de comunicación del variador.
Fig. 64 Selección de la MAC del módulo de comunicación del Variador de
Velocidad. [Fuente el autor]
Después se procede a dar clic en el botón “Add Relational List”, en el cuadro de la
dirección IP se configura una IP fija para el variador, luego de esto se da clic en “ok”.
Se debe tener en cuenta que para que esta configuración quede fija se debe dar clic
en “Disable BOOTP/DHCP”. Deshabilitando en “BOOTP/DHCP” se logra que cada
vez que se prenda la PPA el variador no emita una petición BOOTP y tome siempre
la IP fija 130.130.130.90. Luego se continúa agregando el dispositivo (variador) al
proyecto de RSLogix 5000, se debe ubicar la tarjeta Ethernet del PLC y se agrega
un nuevo módulo.
Aparece una lista que contiene diversos módulos, dentro de drivers se debe buscar
y seleccionar PowerFlex 40-E, se valida dando clic en el botón “ok”.
Ahora se coloca el nombre al variador y la dirección IP, se ingresa a Series por
medio del botón “Change”.
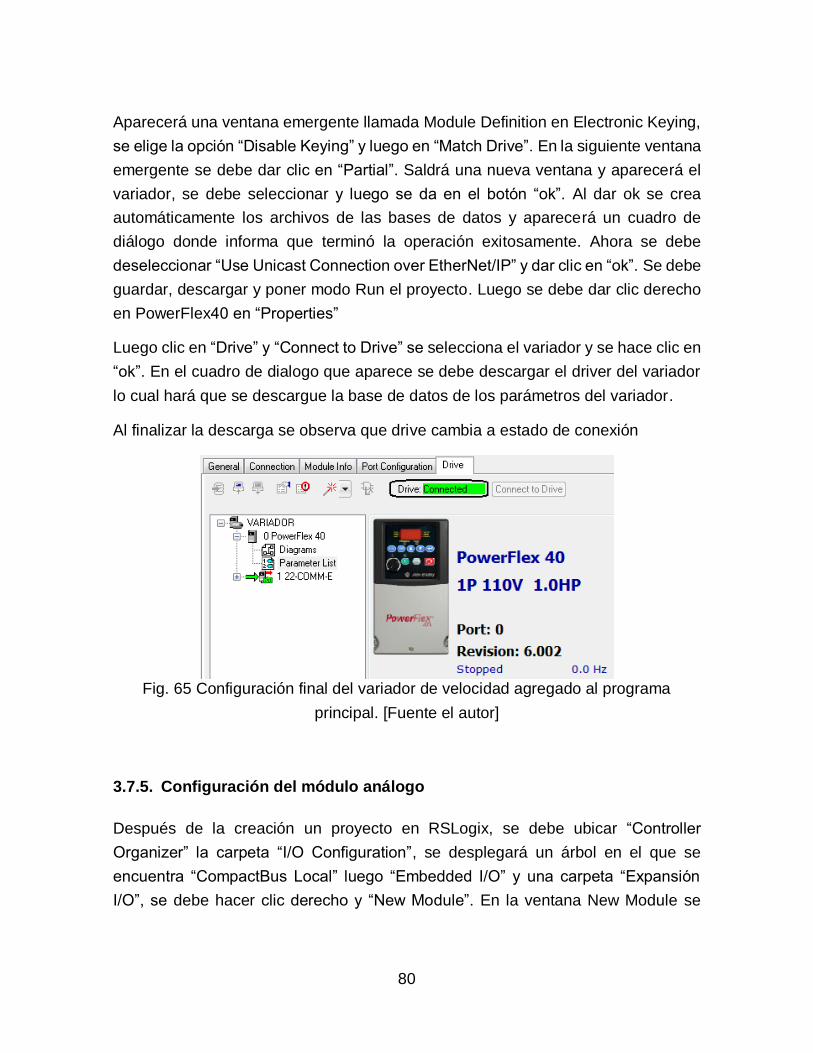
80
Aparecerá una ventana emergente llamada Module Definition en Electronic Keying,
se elige la opción “Disable Keying” y luego en “Match Drive”. En la siguiente ventana
emergente se debe dar clic en “Partial”. Saldrá una nueva ventana y aparecerá el
variador, se debe seleccionar y luego se da en el botón “ok”. Al dar ok se crea
automáticamente los archivos de las bases de datos y aparecerá un cuadro de
diálogo donde informa que terminó la operación exitosamente. Ahora se debe
deseleccionar “Use Unicast Connection over EtherNet/IP” y dar clic en “ok”. Se debe
guardar, descargar y poner modo Run el proyecto. Luego se debe dar clic derecho
en PowerFlex40 en “Properties”
Luego clic en “Drive” y “Connect to Drive” se selecciona el variador y se hace clic en
“ok”. En el cuadro de dialogo que aparece se debe descargar el driver del variador
lo cual hará que se descargue la base de datos de los parámetros del variador.
Al finalizar la descarga se observa que drive cambia a estado de conexión
Fig. 65 Configuración final del variador de velocidad agregado al programa
principal. [Fuente el autor]
3.7.5. Configuración del módulo análogo
Después de la creación un proyecto en RSLogix, se debe ubicar “Controller
Organizer” la carpeta “I/O Configuration”, se desplegará un árbol en el que se
encuentra “CompactBus Local” luego “Embedded I/O” y una carpeta “Expansión
I/O”, se debe hacer clic derecho y “New Module”. En la ventana New Module se
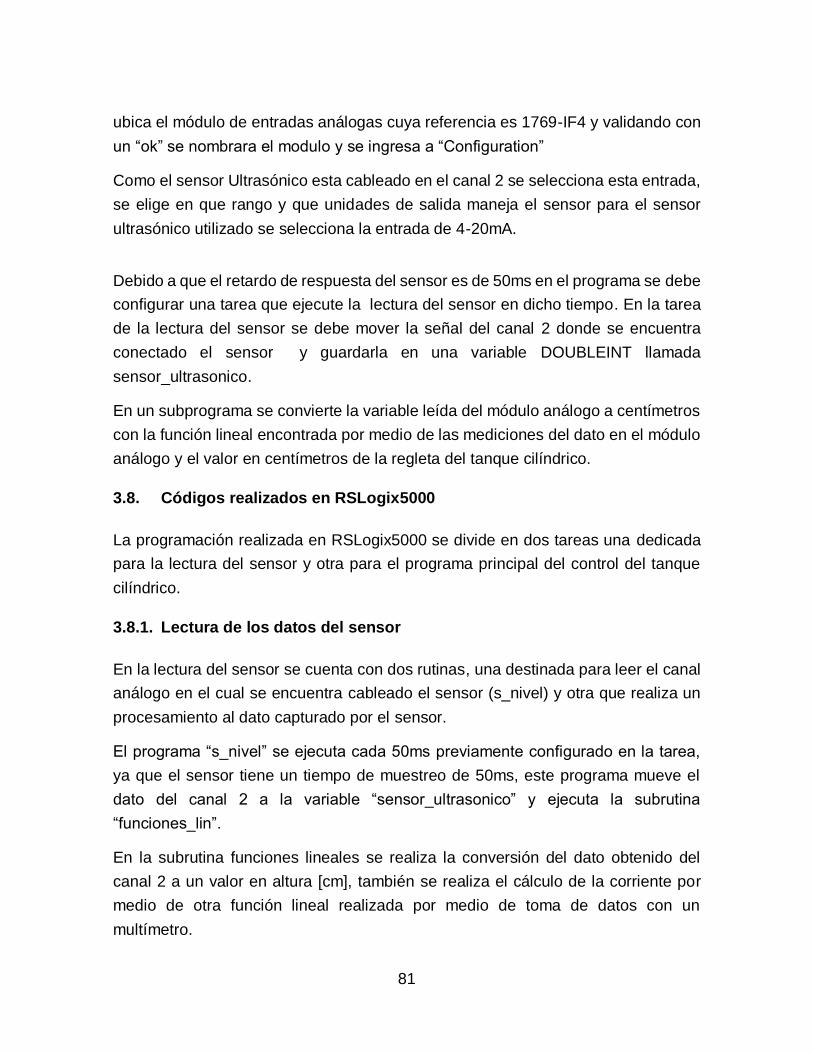
81
ubica el módulo de entradas análogas cuya referencia es 1769-IF4 y validando con
un “ok” se nombrara el modulo y se ingresa a “Configuration”
Como el sensor Ultrasónico esta cableado en el canal 2 se selecciona esta entrada,
se elige en que rango y que unidades de salida maneja el sensor para el sensor
ultrasónico utilizado se selecciona la entrada de 4-20mA.
Debido a que el retardo de respuesta del sensor es de 50ms en el programa se debe
configurar una tarea que ejecute la lectura del sensor en dicho tiempo. En la tarea
de la lectura del sensor se debe mover la señal del canal 2 donde se encuentra
conectado el sensor y guardarla en una variable DOUBLEINT llamada
sensor_ultrasonico.
En un subprograma se convierte la variable leída del módulo análogo a centímetros
con la función lineal encontrada por medio de las mediciones del dato en el módulo
análogo y el valor en centímetros de la regleta del tanque cilíndrico.
3.8. Códigos realizados en RSLogix5000
La programación realizada en RSLogix5000 se divide en dos tareas una dedicada
para la lectura del sensor y otra para el programa principal del control del tanque
cilíndrico.
3.8.1. Lectura de los datos del sensor
En la lectura del sensor se cuenta con dos rutinas, una destinada para leer el canal
análogo en el cual se encuentra cableado el sensor (s_nivel) y otra que realiza un
procesamiento al dato capturado por el sensor.
El programa “s_nivel” se ejecuta cada 50ms previamente configurado en la tarea,
ya que el sensor tiene un tiempo de muestreo de 50ms, este programa mueve el
dato del canal 2 a la variable “sensor_ultrasonico” y ejecuta la subrutina
“funciones_lin”.
En la subrutina funciones lineales se realiza la conversión del dato obtenido del
canal 2 a un valor en altura [cm], también se realiza el cálculo de la corriente por
medio de otra función lineal realizada por medio de toma de datos con un
multímetro.
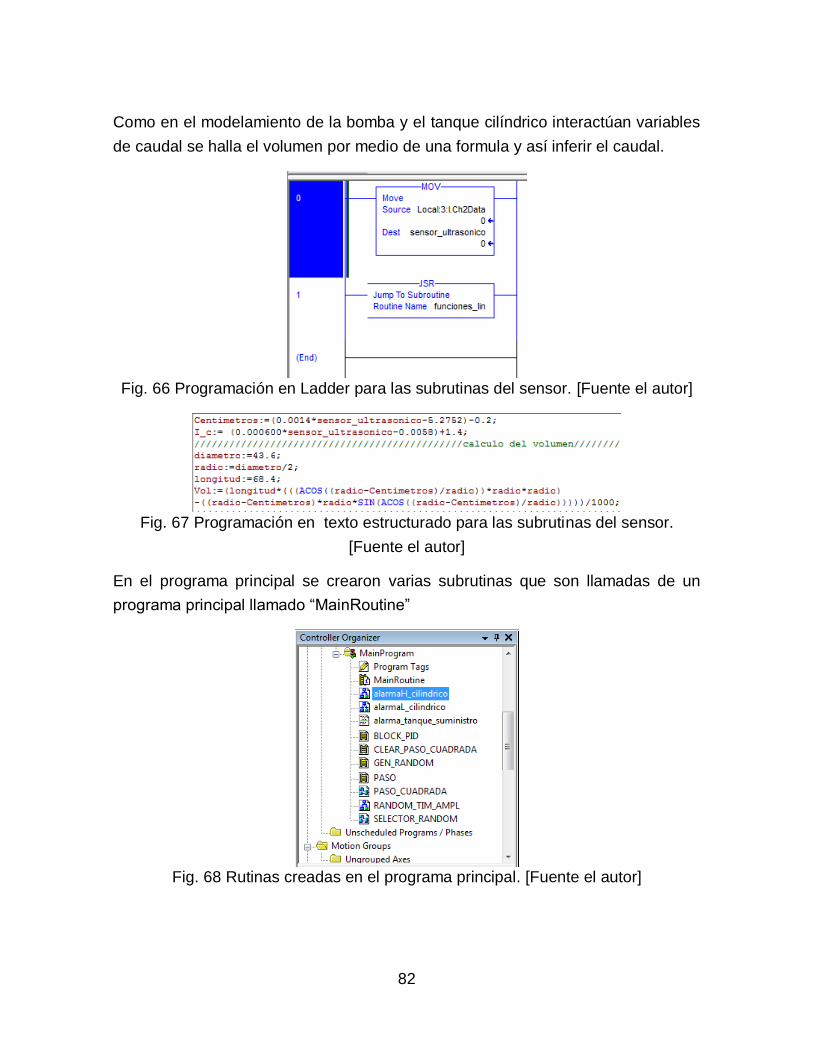
82
Como en el modelamiento de la bomba y el tanque cilíndrico interactúan variables
de caudal se halla el volumen por medio de una formula y así inferir el caudal.
Fig. 66 Programación en Ladder para las subrutinas del sensor. [Fuente el autor]
Fig. 67 Programación en texto estructurado para las subrutinas del sensor.
[Fuente el autor]
En el programa principal se crearon varias subrutinas que son llamadas de un
programa principal llamado “MainRoutine”
Fig. 68 Rutinas creadas en el programa principal. [Fuente el autor]
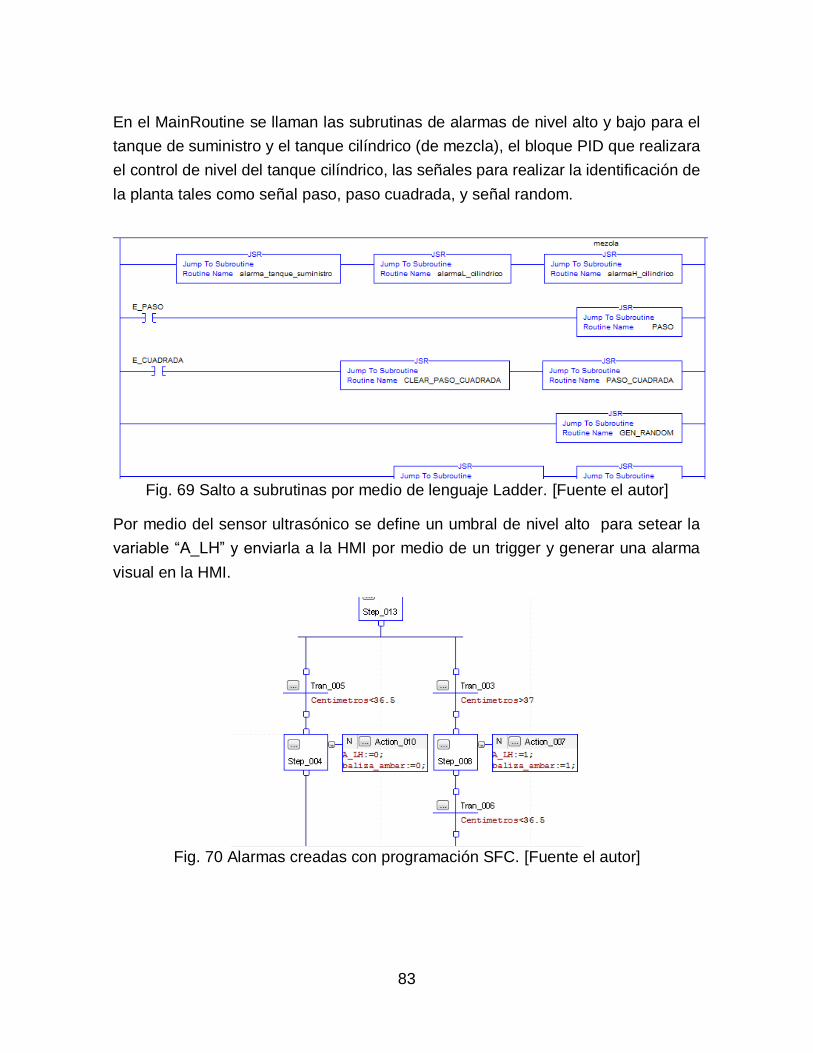
83
En el MainRoutine se llaman las subrutinas de alarmas de nivel alto y bajo para el
tanque de suministro y el tanque cilíndrico (de mezcla), el bloque PID que realizara
el control de nivel del tanque cilíndrico, las señales para realizar la identificación de
la planta tales como señal paso, paso cuadrada, y señal random.
Fig. 69 Salto a subrutinas por medio de lenguaje Ladder. [Fuente el autor]
Por medio del sensor ultrasónico se define un umbral de nivel alto para setear la
variable “A_LH” y enviarla a la HMI por medio de un trigger y generar una alarma
visual en la HMI.
Fig. 70 Alarmas creadas con programación SFC. [Fuente el autor]
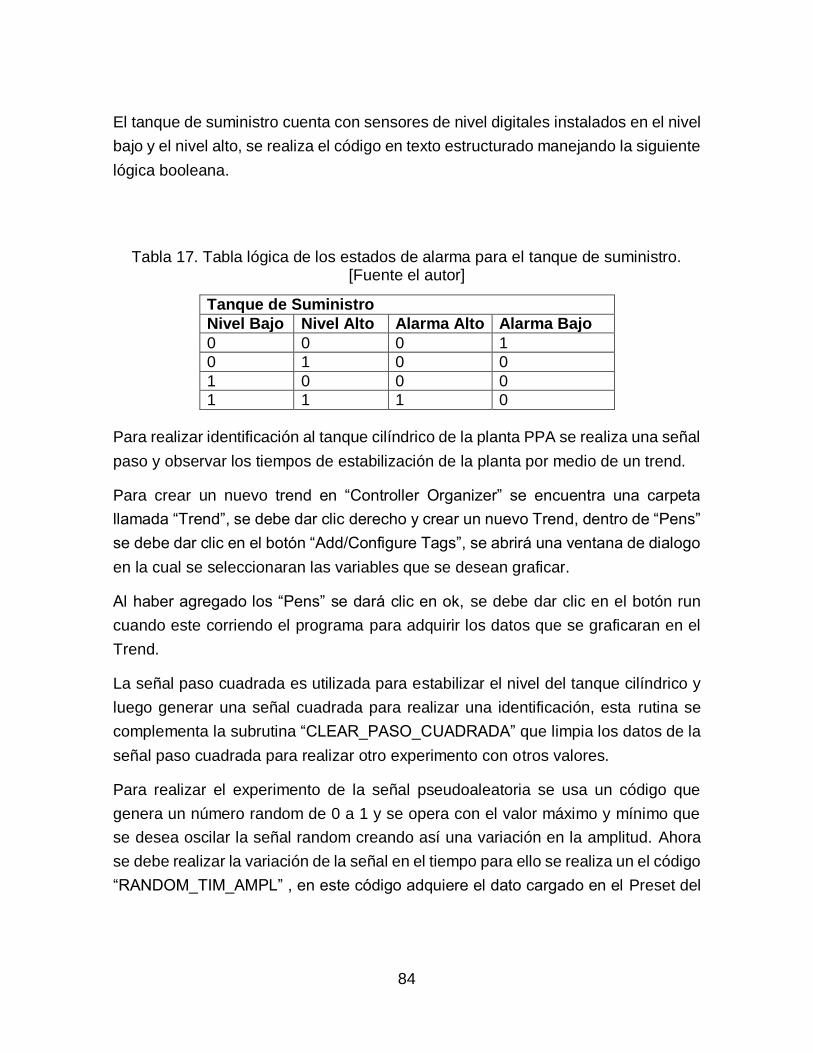
84
El tanque de suministro cuenta con sensores de nivel digitales instalados en el nivel
bajo y el nivel alto, se realiza el código en texto estructurado manejando la siguiente
lógica booleana.
Tabla 17. Tabla lógica de los estados de alarma para el tanque de suministro. [Fuente el autor]
Tanque de Suministro
Nivel Bajo Nivel Alto Alarma Alto Alarma Bajo
0 0 0 1
0 1 0 0
1 0 0 0
1 1 1 0
Para realizar identificación al tanque cilíndrico de la planta PPA se realiza una señal
paso y observar los tiempos de estabilización de la planta por medio de un trend.
Para crear un nuevo trend en “Controller Organizer” se encuentra una carpeta
llamada “Trend”, se debe dar clic derecho y crear un nuevo Trend, dentro de “Pens”
se debe dar clic en el botón “Add/Configure Tags”, se abrirá una ventana de dialogo
en la cual se seleccionaran las variables que se desean graficar.
Al haber agregado los “Pens” se dará clic en ok, se debe dar clic en el botón run
cuando este corriendo el programa para adquirir los datos que se graficaran en el
Trend.
La señal paso cuadrada es utilizada para estabilizar el nivel del tanque cilíndrico y
luego generar una señal cuadrada para realizar una identificación, esta rutina se
complementa la subrutina “CLEAR_PASO_CUADRADA” que limpia los datos de la
señal paso cuadrada para realizar otro experimento con otros valores.
Para realizar el experimento de la señal pseudoaleatoria se usa un código que
genera un número random de 0 a 1 y se opera con el valor máximo y mínimo que
se desea oscilar la señal random creando así una variación en la amplitud. Ahora
se debe realizar la variación de la señal en el tiempo para ello se realiza un el código
“RANDOM_TIM_AMPL” , en este código adquiere el dato cargado en el Preset del
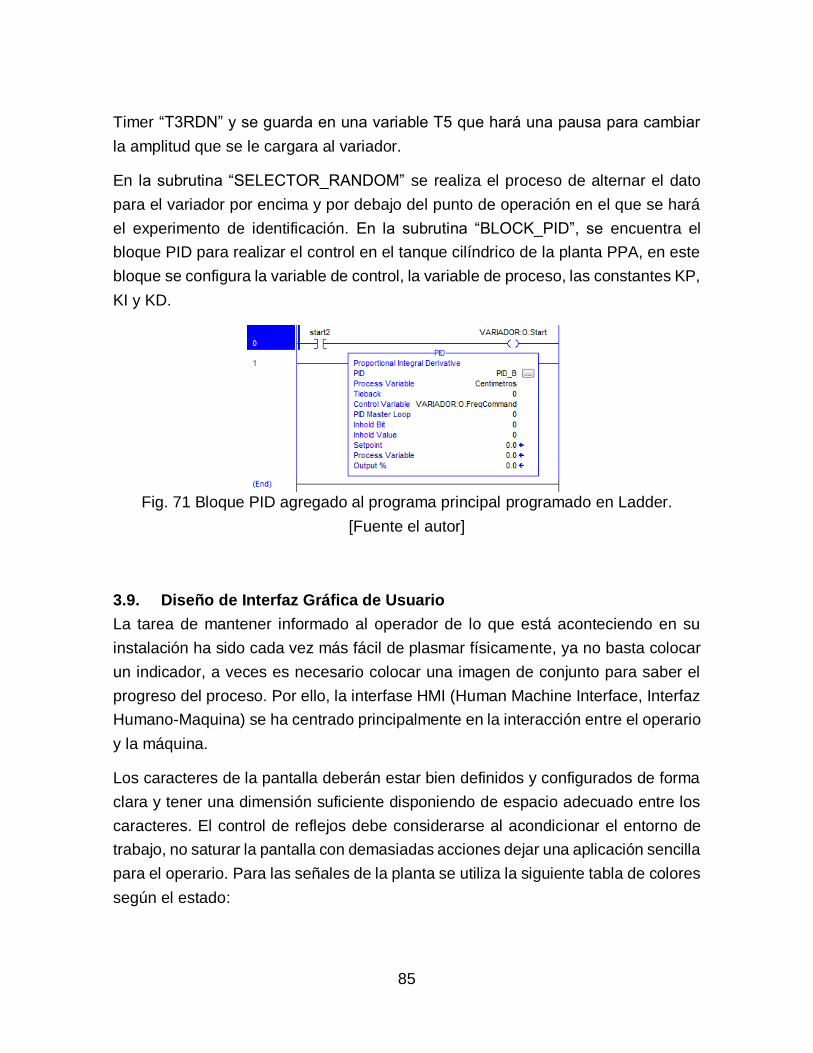
85
Timer “T3RDN” y se guarda en una variable T5 que hará una pausa para cambiar
la amplitud que se le cargara al variador.
En la subrutina “SELECTOR_RANDOM” se realiza el proceso de alternar el dato
para el variador por encima y por debajo del punto de operación en el que se hará
el experimento de identificación. En la subrutina “BLOCK_PID”, se encuentra el
bloque PID para realizar el control en el tanque cilíndrico de la planta PPA, en este
bloque se configura la variable de control, la variable de proceso, las constantes KP,
KI y KD.
Fig. 71 Bloque PID agregado al programa principal programado en Ladder.
[Fuente el autor]
3.9. Diseño de Interfaz Gráfica de Usuario
La tarea de mantener informado al operador de lo que está aconteciendo en su
instalación ha sido cada vez más fácil de plasmar físicamente, ya no basta colocar
un indicador, a veces es necesario colocar una imagen de conjunto para saber el
progreso del proceso. Por ello, la interfase HMI (Human Machine Interface, Interfaz
Humano-Maquina) se ha centrado principalmente en la interacción entre el operario
y la máquina.
Los caracteres de la pantalla deberán estar bien definidos y configurados de forma
clara y tener una dimensión suficiente disponiendo de espacio adecuado entre los
caracteres. El control de reflejos debe considerarse al acondicionar el entorno de
trabajo, no saturar la pantalla con demasiadas acciones dejar una aplicación sencilla
para el operario. Para las señales de la planta se utiliza la siguiente tabla de colores
según el estado:

86
Tabla 18. Colores de estado utilizados para la programación de la HMI. [Fuente el autor]
La norma ISO 9241 trata del diseño ergonómico de programas para equipos con
pantallas de visualización de datos, la aplicación debe estar adaptada a la tarea,
debe informar el progreso de manera comprensible, debe ser clara y sencilla de
utilizar, debe tener aspecto coherente ya que estamos acostumbrados a leer de
arriba abajo y de izquierda a derecha.
Los colores son de complemento informativo, las pantallas de una misma categoría
deben tener el mismo color de fondo, los caracteres de la pantalla deben estar bien
definidos y libres de malas interpretaciones.
3.9.1. Factory Talk View
Factory Talk View (FTV) es el software de Rockwell para diseñar aplicaciones en
pantallas HMI, tiene la ventaja de crear compatibilidad directa con dispositivos
Ethernet lo cual hace más simple la conexión.
Se crea un archivo nuevo en FTV luego el programa se abrirá y se dará doble clic
en “Project Settings” con el fin de tener la ventana del diseño al tamaño de la HMI.
Para la HMI que se utilizó en esta aplicación se debe configurar el tamaño de
ventana 400/600 (320x240).
Ahora ya se puede empezar a crear pantallas para la HMI, el MAIN se encontrara
la pantalla principal en donde se crea la interfaz para la planta PPA. En “Symbol
Factory” se encuentran imágenes de elementos que se usan en una industria en
cuanto a instrumentación, tanques y cajas de texto para crear la pantalla de
supervisión de la Planta PPA.
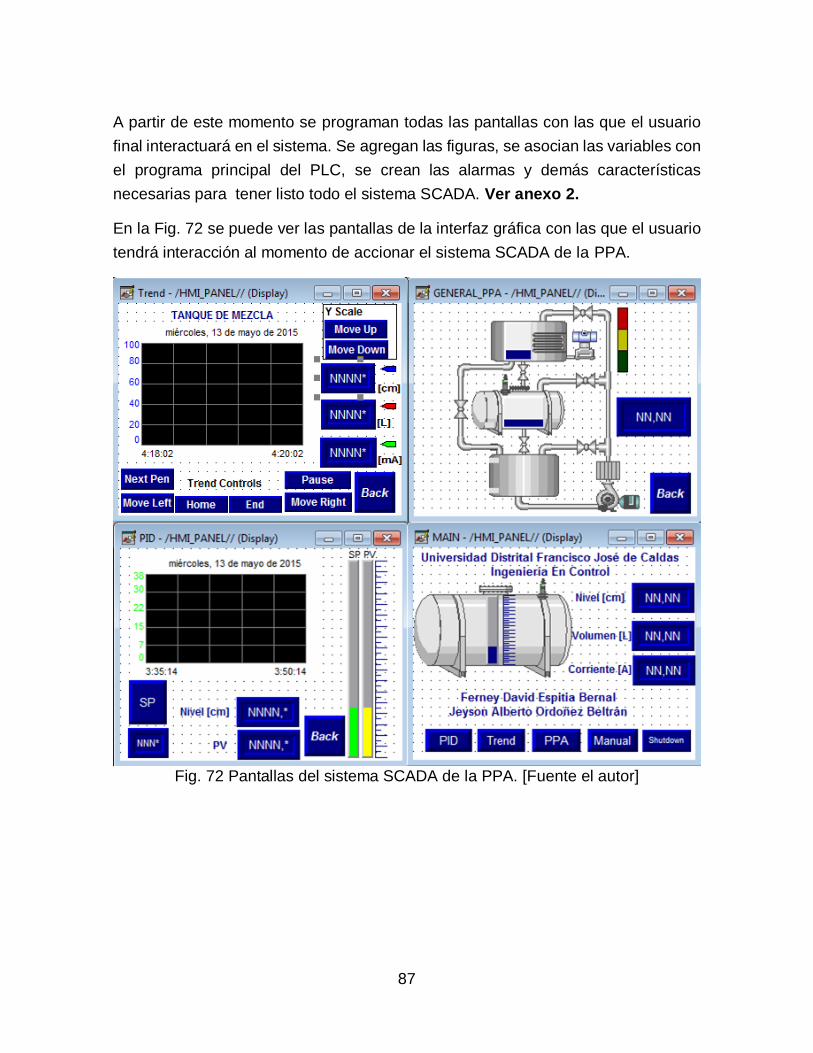
87
A partir de este momento se programan todas las pantallas con las que el usuario
final interactuará en el sistema. Se agregan las figuras, se asocian las variables con
el programa principal del PLC, se crean las alarmas y demás características
necesarias para tener listo todo el sistema SCADA. Ver anexo 2.
En la Fig. 72 se puede ver las pantallas de la interfaz gráfica con las que el usuario
tendrá interacción al momento de accionar el sistema SCADA de la PPA.
Fig. 72 Pantallas del sistema SCADA de la PPA. [Fuente el autor]
88
4. Conclusiones
Los sensores ultrasónicos permiten ser adaptados con gran facilidad en un tanque
de almacenamiento o procesamiento de líquidos, debido a que su tamaño y método
de medición hace que sea fácil de instalar, no requiere una amplia intervención de
modo que las paradas del proceso son pocas lo cual favorece una producción
continua.
A partir de un sensor que analice una determinada variable se puede deducir otras
variables aplicando ecuaciones físicas que relacionen las variables; con el sensor
ultrasónico de nivel se dedujo el caudal de salida por medio del cálculo del volumen
en función del tiempo.
El variador de velocidad PowerFlex40 gracias a las comunicaciones industriales
permite ahorrar costos en cableado y menor desgaste del equipo puesto que los
parámetros no son configurados con interruptores ni botones como en otros equipos
ya que se envían los comandos start, stop, valor de velocidad y configuración de los
parámetros de la rampa por medio de Ethernet IP de no ser así se tendrían múltiples
señales eléctricas de entrada o múltiples botones de configuración.
Cuando se realiza el modelo analítico de la planta se logra ahorrar tiempo ya que
se puede simular los experimentos, encontrando cuales no son necesarios y que
tiempo demora cada experimento además a la hora de realizar un experimento en
la planta se tendrá unas pautas de que realizar dependiendo la disponibilidad de
tiempo para trabajar en la planta y así realizar una mejor planificación de las tareas
del proyecto.
Al realizar un controlador PID en tiempo discreto con el bloque PID de RSLogix 5000
se tiene la ventaja que no hay descalibración de las constantes por desgaste en los
componentes comparado con un PID análogo.
El Sistema SCADA es un nivel de la pirámide de automatización el cual se aplicó
en la planta PPA, donde el usuario manipula la planta desde la HMI con botones
que realizan diversas acciones para enviar datos del nivel SCADA al nivel de control
y este a su vez al nivel de campo donde interactúa la bomba logrando que la planta
sea de fácil manipulación porque el usuario recibe información de la planta de
manera constante y así ira aprendiendo el proceso de la planta en una forma
89
sencilla. También se encuentra que la comunicación industrial Ethernet IP para
desplazarse en los niveles de la pirámide de automatización del nivel de campo al
nivel de SCADA de forma bidireccional es muy estable comparada con
comunicaciones OPC las cuales presentan retardos en la llegada de datos.
90
5. Recomendaciones
Una de las más importantes y primordiales para procesos futuros es: instalar
sensores de caudal a la entrada y salida del tanque cilíndrico horizontal para mejorar
la aproximación de la identificación; también es recomendable instalar sensores de
presión en el tanque de suministro y en el tanque cilíndrico horizontal, para tener en
cuenta todas las variables que afectan el sistema y poder obtener un mejor modelo
de la planta.
Para mejorar el controlador se debe realizar un control PID en varios puntos de
operación e implementar un controlador difuso que gobierne la asignación de las
constantes de los controladores PID dependiendo en la zona que se encuentre
(controlador en cascada fuzzy-PID).
Para futuros proyectos con la PPA se debe diseñar e implementar un modelo MIMO
(control múltiple entrada múltiple salida) para controlar toda la planta PPA,
convirtiendo la planta PPA en un proceso batch.
Diseñar una base de datos en Factory Talk View SE y Microsoft SQL Server, en
donde se podrá almacenar alarmas y eventos que ocurran en la planta PPA,
también guardar los datos de todos los sensores en un caso de alarma critica.
91
6. Referencias
[1] H. De la Rosa Galván, Implementación de un sistema SCADA para la mezcla de dos sustancias en una industria química, México: Instituto Politecnico Nacional, 2004.
[2] J. Rodriguez Mejía y F. Robles Altamirano, «Implementación de un sistema SCADA para el control y monitoreo de 7 ascensores y 8 escaleras eléctricas instaladas en el terminal terrestre de Guayaquil,» Universidad Politécnica Saleciana, Guayaquil, 2011.
[3] K. Ogata, Ingeniería de control moderna, Madrid: Pearson Education, 2010.
[4] Pepperl Fuchs, «Sensor ultrasónico UB500-18GM75-I-V15,» 2012.
[5] L. Ljung, Modeling of Dynamic Systems, New Jersey: Prentice-Hall, 1994.
[6] L. Ljung, SYSTEM IDENTIFICATION: Theory for the user, University of Linköping Sweden: Prentice-Hall, 1987.
[7] Mazzone, Virginia, «Controladores PID,» Universidad Nacional de Quilmes, 2002.
[8] C. M. Close y D. K. Frederick, Modeling And Analysis of Dynamic Systems, United States of America: Houghton Mifflin Company, 1995.
[9] J. Roldán Viloria, Neumática, Hidráulica y Electricidad Aplicada, Madrid: Thompson Paraninfo, 1993.
[10] Rockwell Automation, «PanelView Plus 6 Specifications,» 2010.
[11] Rockwell Automation, «Rockwell Automation - Listen, Think, Solve,» 15 Junio 2015. [En línea]. Available: http://www.rockwellautomation.com/global/products-technologies/integrated-architecture/ethernet-ip.page.
[12] Rockwell Automation, «Variador de CA de frecuencia ajustable PowerFlex 40,» 2010.
[13] Rockwell Automation, «User Manual 1769 CompactLogix Packaged Controllers,» 2009.
[14] A. Creus Sole, Instrumentación Industrial, España: Marcombo Ediciones Técnicas, 2005.
92
[15] A. Morales Sanchez, Ponencia Instrumentación básica de procesos industriales, EEUU: ISA, 2007.
[16] W. Stout, «Aerospace Hydraulic Systems,» DesingAerospace LLC, EEUU, 2014.
[17] A. Rodriguez Penin, SISTEMAS SCADA, Segunda Edición, Marcombo, 2007.
[18] L. Fernández Sanz, Teoría de la medición, 1998.
[19] J. Roldán Viloria, Neumática, Hidráulica y Electricidad Aplicada, Madrid: Thompson Paraninfo, 1993.
[20] D. S. Benitez Mejía, «Diseño y contrucción de un sistema de control de nivel de líquidos,» Universidad Politécnica Nacional, Quito, 1994.
[21] O. E. Blanco, M. J. Inciarte y J. A. Mora, «Desarrollo de un sistema SCADA para una columna de destilación Benceno-Tolueno,» 4TO CONGRESO IBEROAMERICANO DE ESTUDIANTES DE INGENIERÍA ELÉCTRICA (IV CIBELEC 2010), p. 11, 2010.
[22] O. Katsuhiko, Discrete Time Control Systems, Madrid: Pearson Education, 2010.
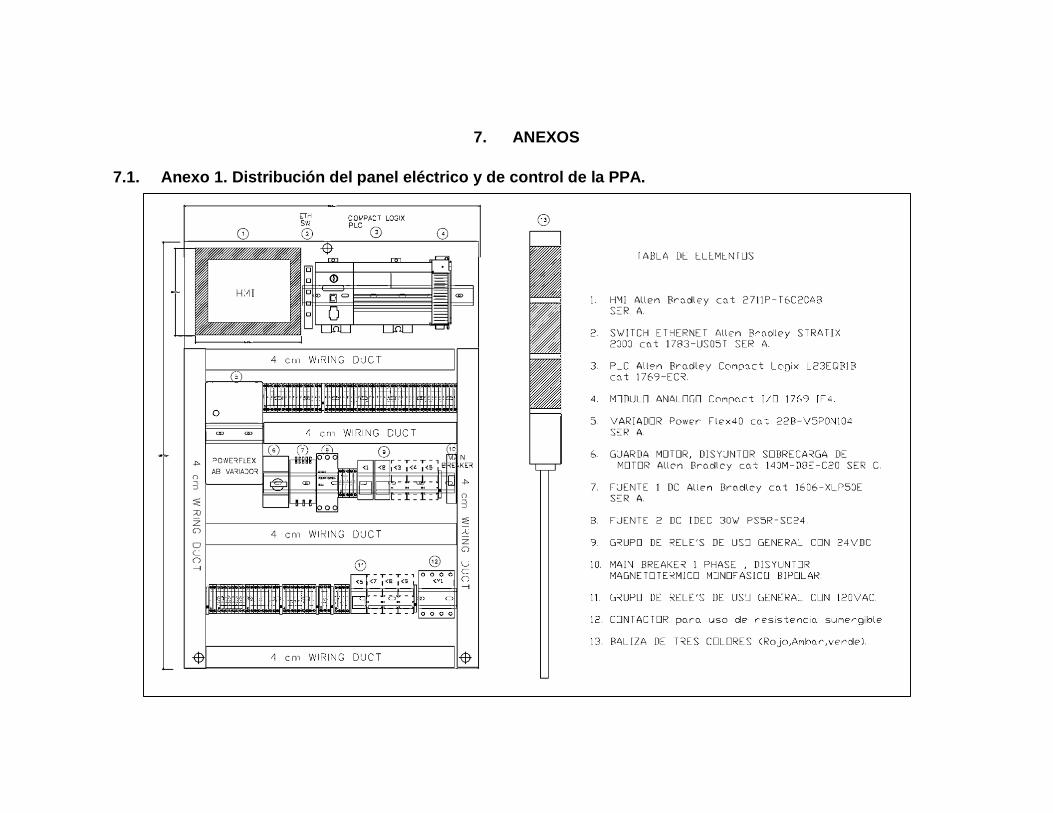
7. ANEXOS
7.1. Anexo 1. Distribución del panel eléctrico y de control de la PPA.

94
7.2. Anexo 2. Pantallas de la HMI
Para poder visualizar el proceso de la planta PPA se generaron varias pantallas con
las que el usuario podrá navegar en ellas para poder monitorear el proceso desde
la pantalla HMI.
Las pantallas que se trabajan en el SCADA de la planta PPA para el tanque cilíndrico
son las siguientes: ALARM, GENERAL_PPA, MANUAL, Trend, MAIN, PID.
ALARM
En gráficos, “Displays” se crea de manera automática la pantalla de alarmas
Dando doble clic en ALARM se abrirá la pantalla de alarmas

95
En esta pantalla se puede configurar las alarmas que se crean importantes para la
planta PPA, para el tanque cilíndrico se definirá un nivel bajo en 3.5cm y un nivel
alto en 37cm por medio del sensor ultrasónico, el tanque de suministro cuenta con
dos sensores digitales uno para nivel alto y el otro para nivel bajo, estas cuatro
variables serán monitoreadas por medio de alarmas visuales que serán mostradas
en la pantalla de alarmas para ello se debe configurar las alarmas en el “Explorer”
se debe elegir “Alarms” seguido de “Alarm Setup”
Después de esto se abrirá una ventana emergente de configuración
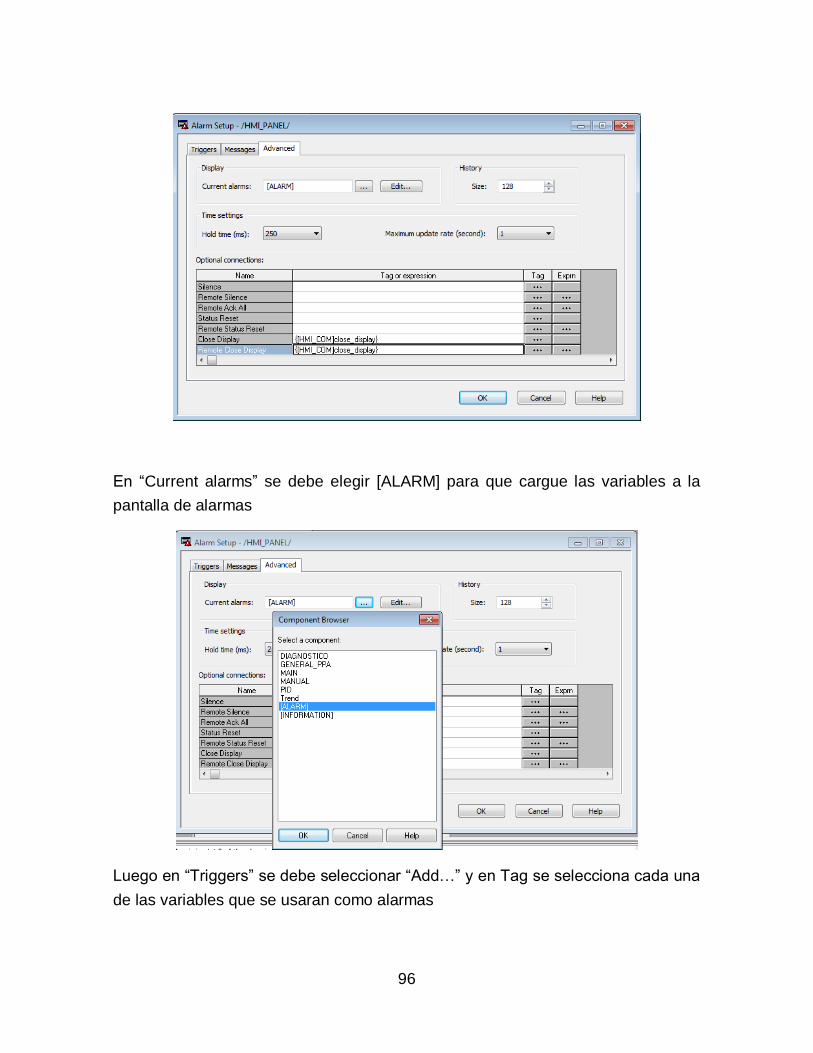
96
En “Current alarms” se debe elegir [ALARM] para que cargue las variables a la
pantalla de alarmas
Luego en “Triggers” se debe seleccionar “Add…” y en Tag se selecciona cada una
de las variables que se usaran como alarmas
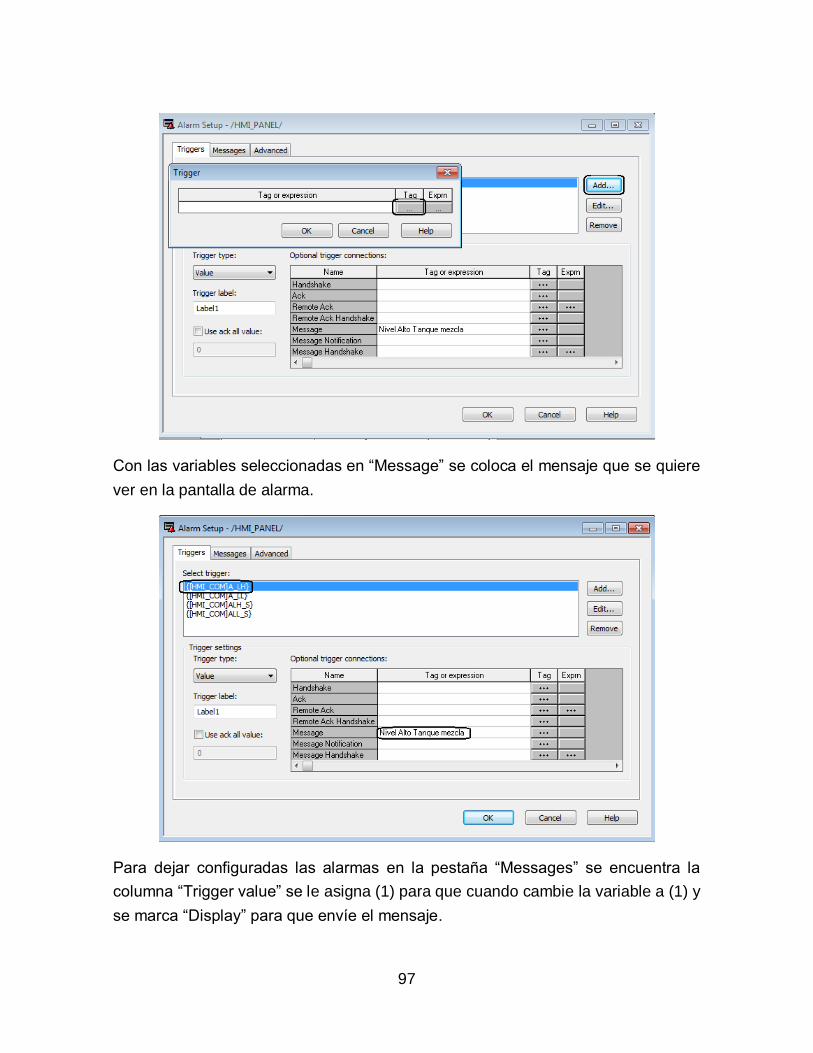
97
Con las variables seleccionadas en “Message” se coloca el mensaje que se quiere
ver en la pantalla de alarma.
Para dejar configuradas las alarmas en la pestaña “Messages” se encuentra la
columna “Trigger value” se le asigna (1) para que cuando cambie la variable a (1) y
se marca “Display” para que envíe el mensaje.
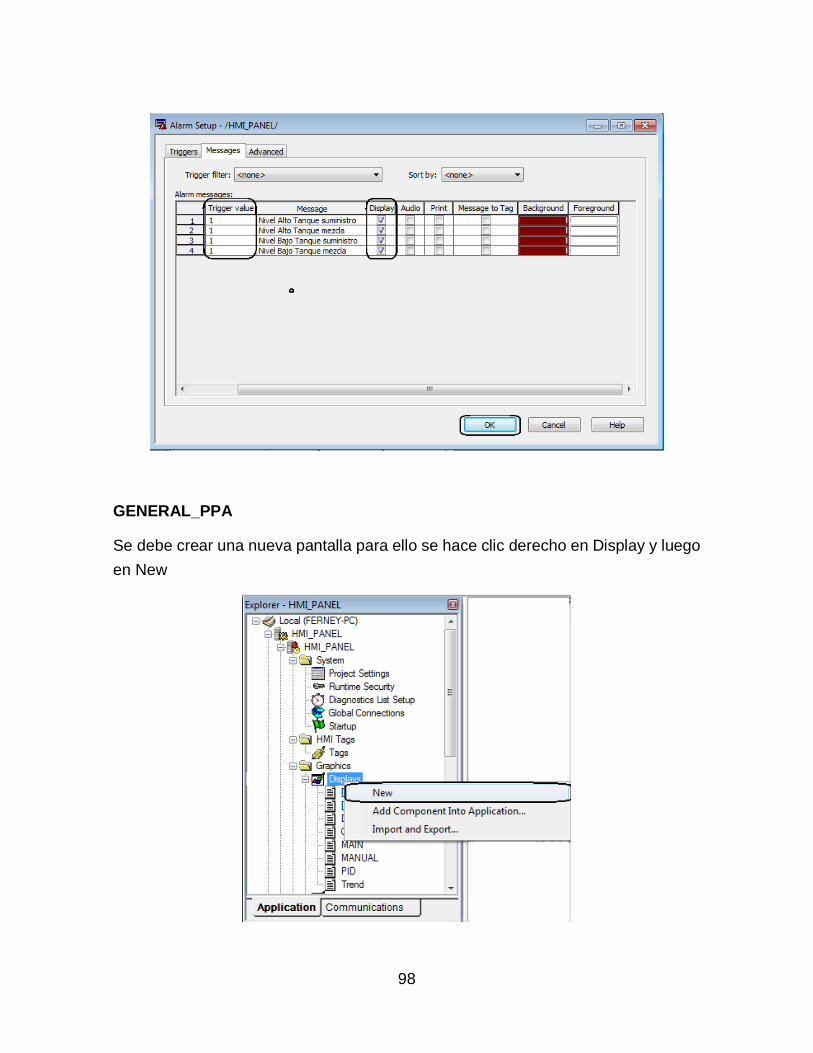
98
GENERAL_PPA
Se debe crear una nueva pantalla para ello se hace clic derecho en Display y luego
en New

99
Aparece una pantalla en blanco en la cual se creara el esquema general de la planta
PPA. El esquema general de la planta PPA quedara de la siguiente manera con
indicadores de nivel y el diagrama de tuberías tomando como base el diagrama
P&ID, para poder navegar entre pantallas se debe tener un botón de retorno a la
pantalla principal.
MANUAL
La pantalla manual es usada para que el usuario haga un previo reconocimiento de
la planta PPA y asocie la interfaz de la HMI con el proceso real, en esta pantalla el
usuario podrá habilitar el ventilador del radiador o encender la resistencia del tanque
caliente si hay agua suficiente en el tanque.
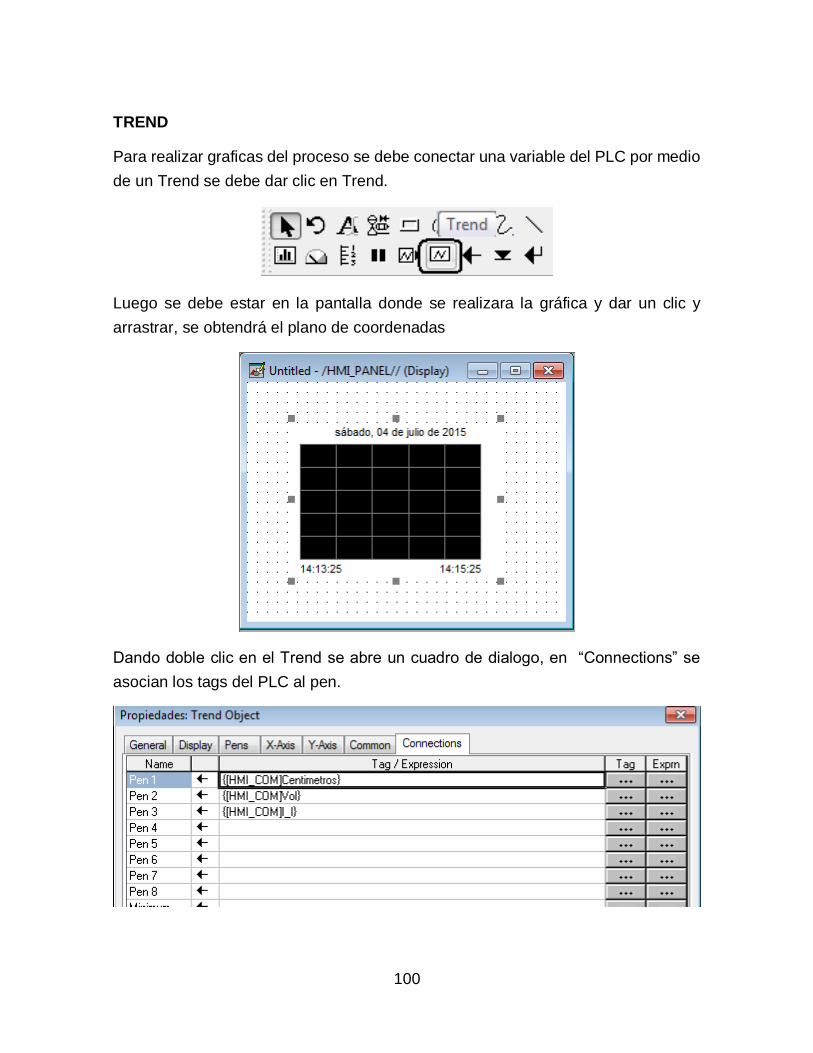
100
TREND
Para realizar graficas del proceso se debe conectar una variable del PLC por medio
de un Trend se debe dar clic en Trend.
Luego se debe estar en la pantalla donde se realizara la gráfica y dar un clic y
arrastrar, se obtendrá el plano de coordenadas
Dando doble clic en el Trend se abre un cuadro de dialogo, en “Connections” se
asocian los tags del PLC al pen.
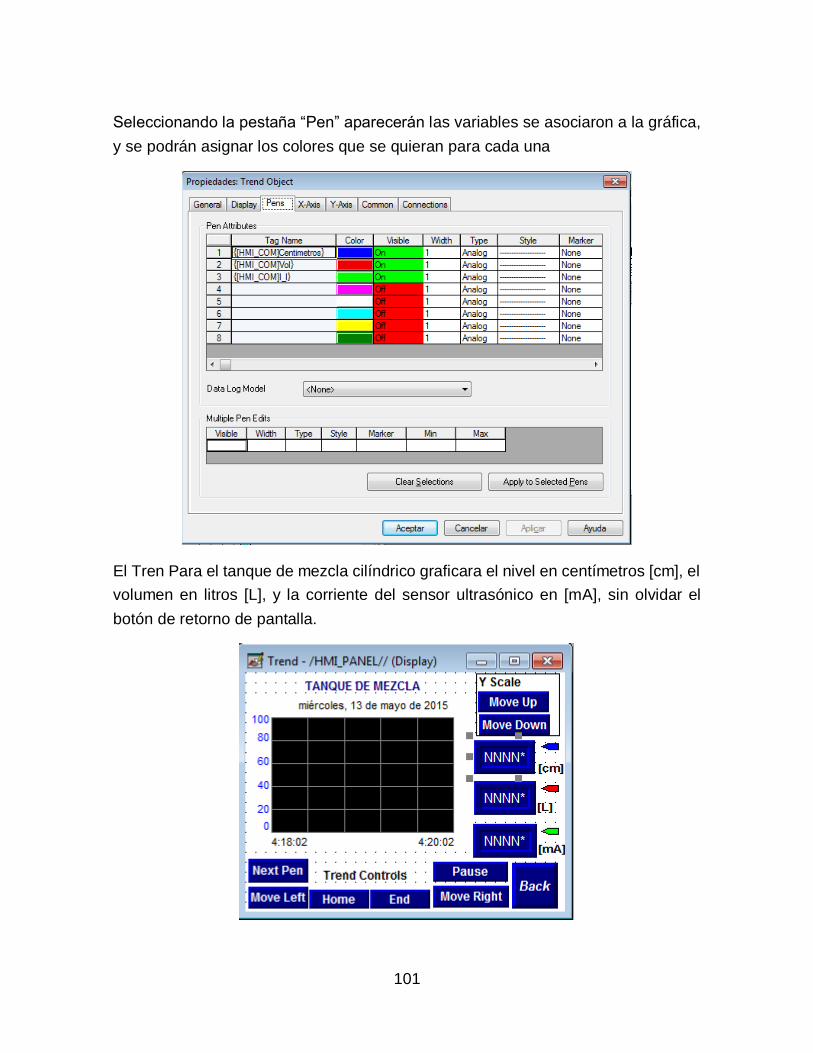
101
Seleccionando la pestaña “Pen” aparecerán las variables se asociaron a la gráfica,
y se podrán asignar los colores que se quieran para cada una
El Tren Para el tanque de mezcla cilíndrico graficara el nivel en centímetros [cm], el
volumen en litros [L], y la corriente del sensor ultrasónico en [mA], sin olvidar el
botón de retorno de pantalla.
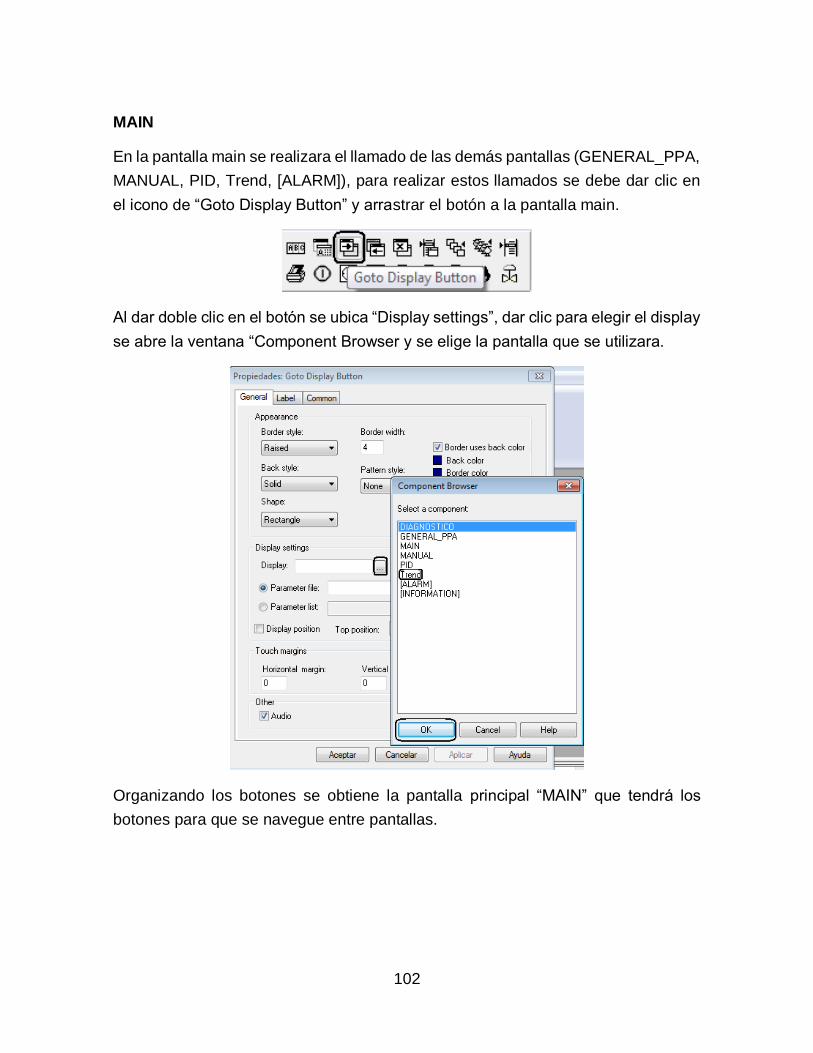
102
MAIN
En la pantalla main se realizara el llamado de las demás pantallas (GENERAL_PPA,
MANUAL, PID, Trend, [ALARM]), para realizar estos llamados se debe dar clic en
el icono de “Goto Display Button” y arrastrar el botón a la pantalla main.
Al dar doble clic en el botón se ubica “Display settings”, dar clic para elegir el display
se abre la ventana “Component Browser y se elige la pantalla que se utilizara.
Organizando los botones se obtiene la pantalla principal “MAIN” que tendrá los
botones para que se navegue entre pantallas.
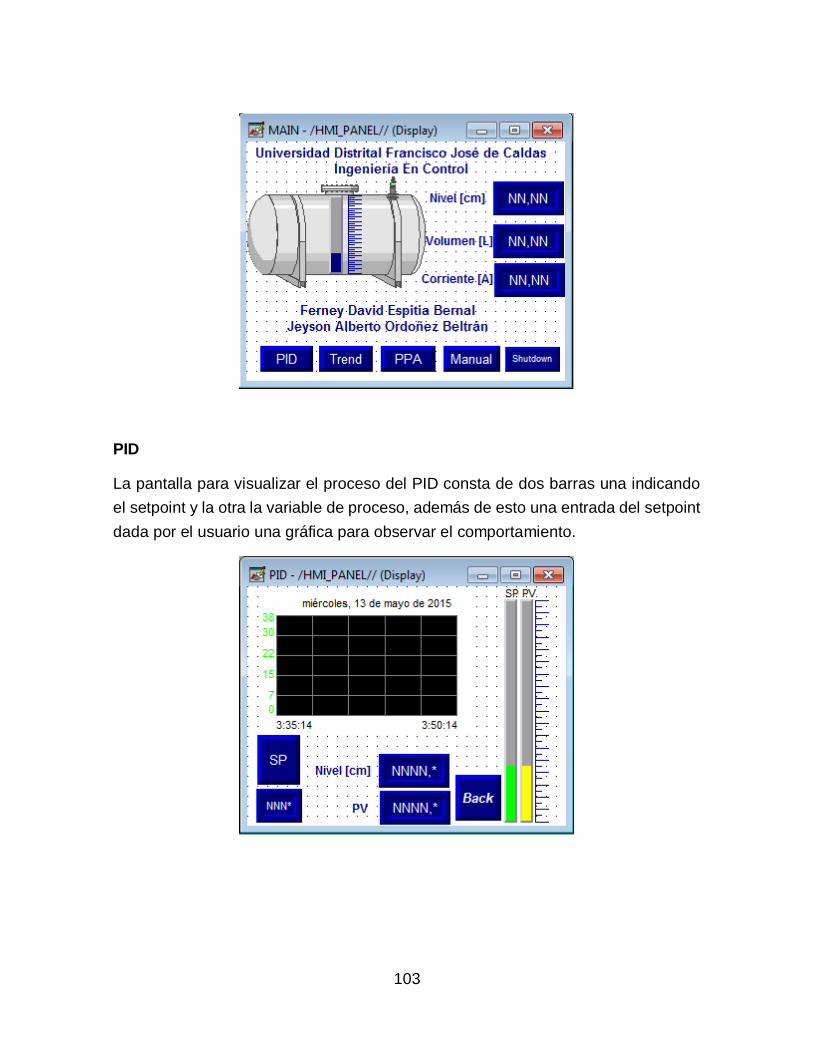
103
PID
La pantalla para visualizar el proceso del PID consta de dos barras una indicando
el setpoint y la otra la variable de proceso, además de esto una entrada del setpoint
dada por el usuario una gráfica para observar el comportamiento.
104
7.3. Manual de prácticas
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA EN CONTROL
PRACTICA 1: Reconocimiento de la planta PPA
Objetivos:
Reconocer el diagrama de procesos y tubería de la planta PPA.
Reconocer los elementos de una planta de control de nivel.
Interactuar con la planta PPA.
Programar en RSLogix 5000 enlazar una variable a la HMI.
Materiales utilizados:
Planta PPA.
1. Por medio del diagrama P&ID y la planta PPA realizar una tabla en la que se
describan los elementos de la planta PPA, sea detallado en la descripción
dando características, dimensiones y funciones de cada elemento.
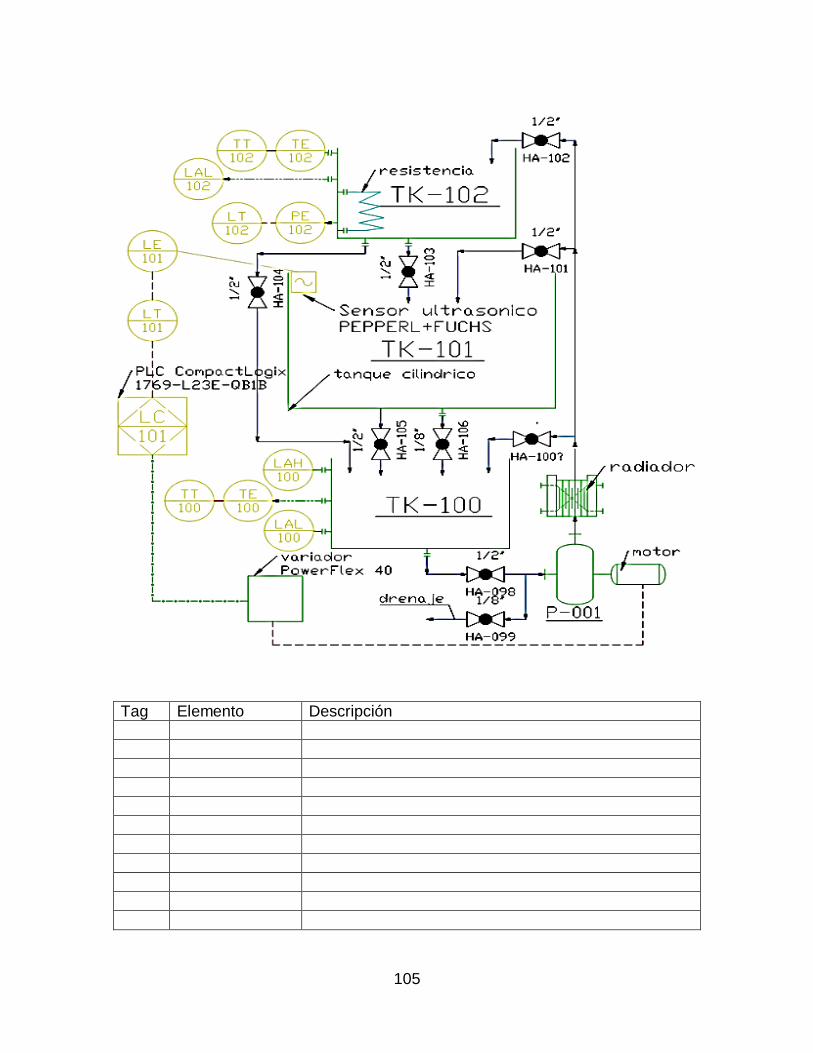
105
Tag Elemento Descripción
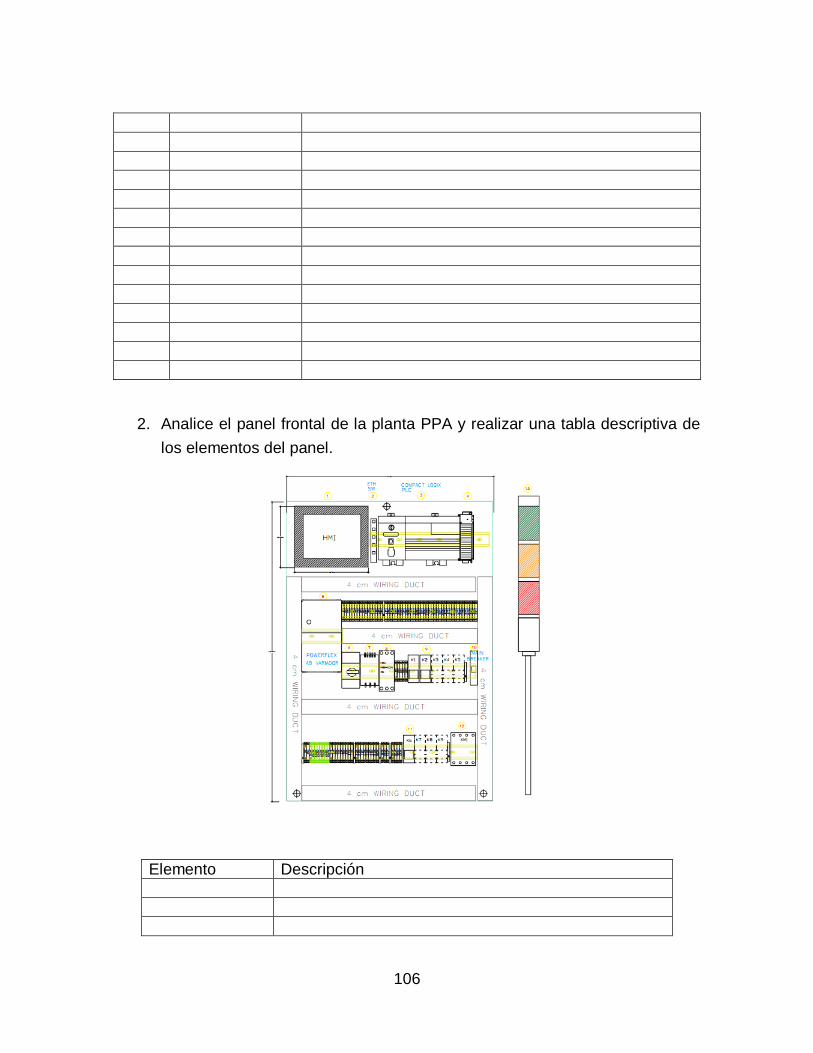
106
2. Analice el panel frontal de la planta PPA y realizar una tabla descriptiva de
los elementos del panel.
Elemento Descripción
107
3. Con la previa identificación de los elementos de la planta PPA, realice el
siguiente procedimiento
a) Verifique que los tanques contengan la suficiente cantidad de agua para
su funcionamiento.
b) Conecte el cable de alimentación de planta PPA a la red eléctrica de
120VAC-60Hz.
c) Encienda el disyuntor principal para habilitar el paso de energía a la
planta.
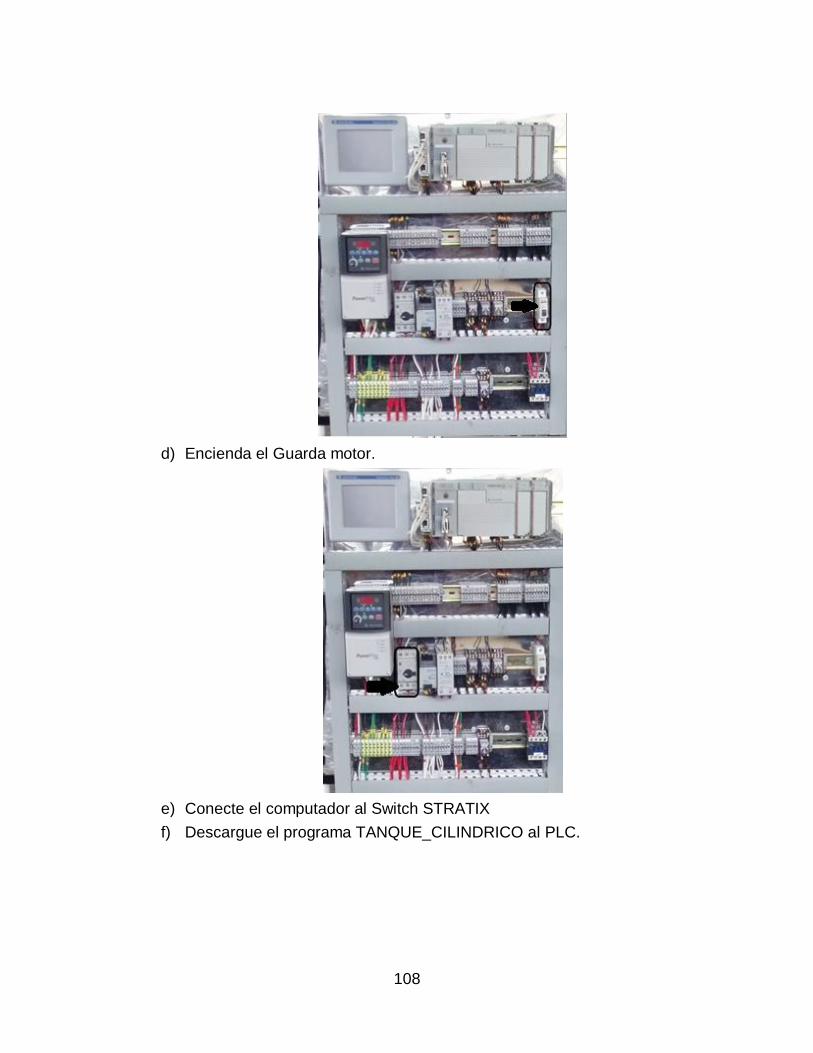
108
d) Encienda el Guarda motor.
e) Conecte el computador al Switch STRATIX
f) Descargue el programa TANQUE_CILINDRICO al PLC.
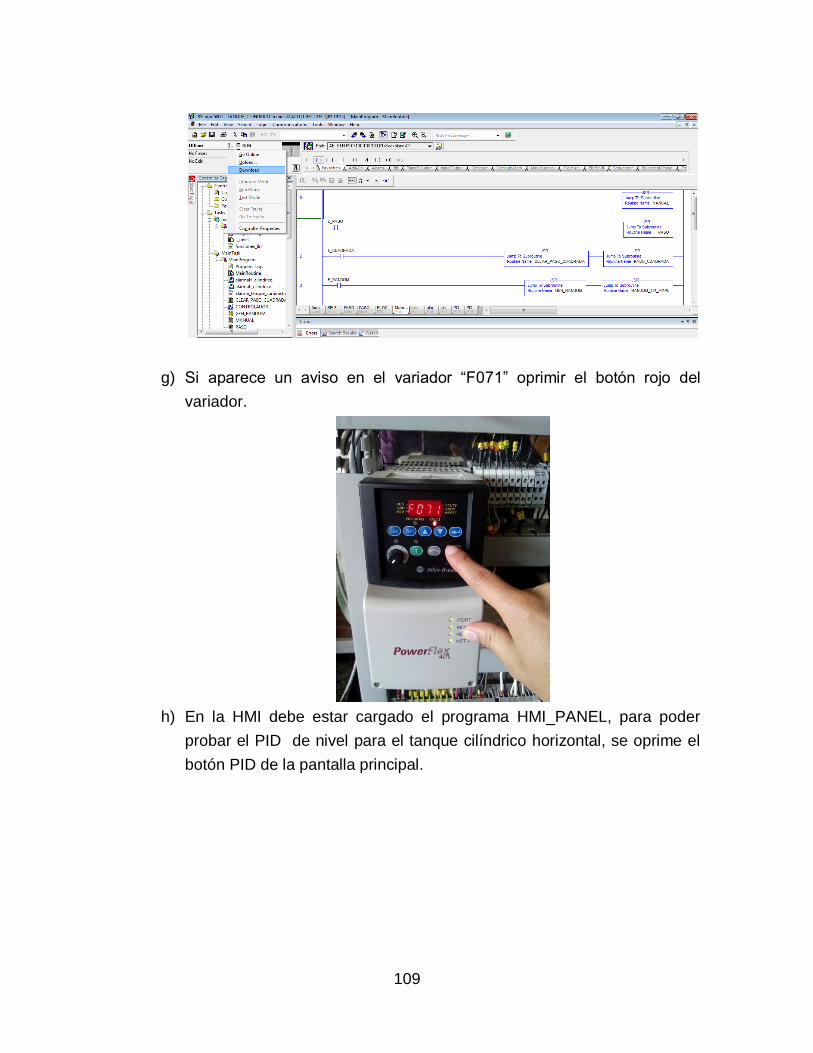
109
g) Si aparece un aviso en el variador “F071” oprimir el botón rojo del
variador.
h) En la HMI debe estar cargado el programa HMI_PANEL, para poder
probar el PID de nivel para el tanque cilíndrico horizontal, se oprime el
botón PID de la pantalla principal.
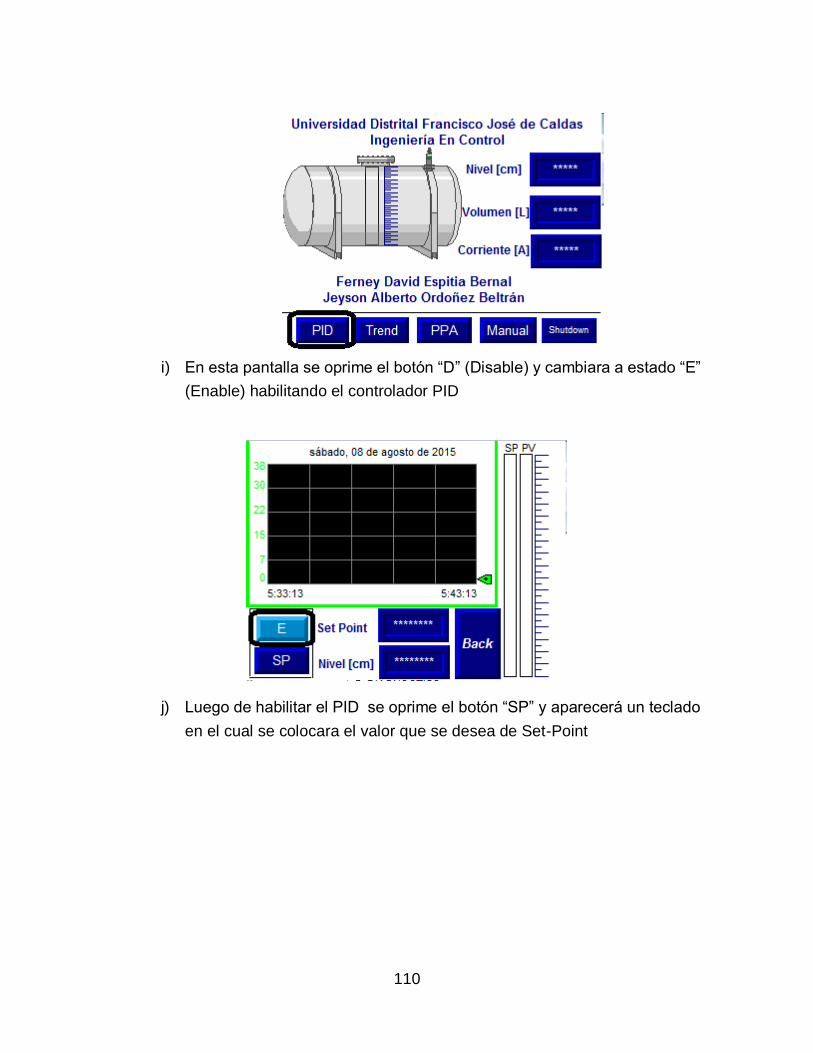
110
i) En esta pantalla se oprime el botón “D” (Disable) y cambiara a estado “E”
(Enable) habilitando el controlador PID
j) Luego de habilitar el PID se oprime el botón “SP” y aparecerá un teclado
en el cual se colocara el valor que se desea de Set-Point
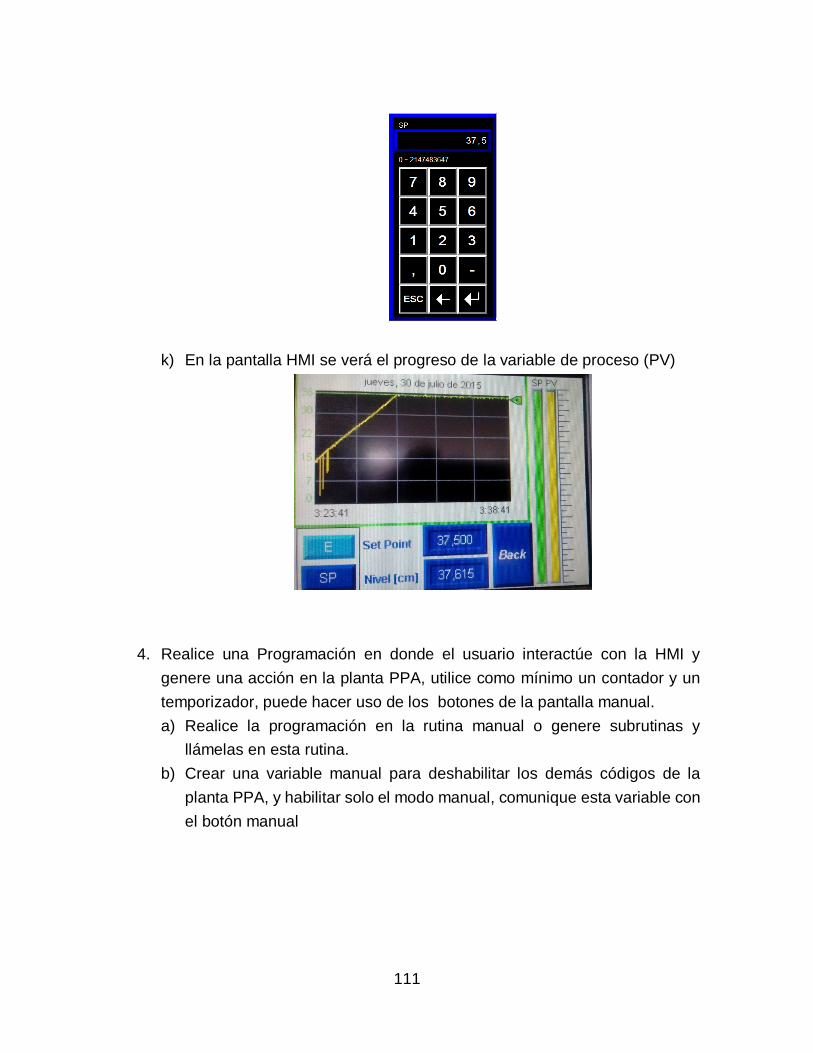
111
k) En la pantalla HMI se verá el progreso de la variable de proceso (PV)
4. Realice una Programación en donde el usuario interactúe con la HMI y
genere una acción en la planta PPA, utilice como mínimo un contador y un
temporizador, puede hacer uso de los botones de la pantalla manual.
a) Realice la programación en la rutina manual o genere subrutinas y
llámelas en esta rutina.
b) Crear una variable manual para deshabilitar los demás códigos de la
planta PPA, y habilitar solo el modo manual, comunique esta variable con
el botón manual
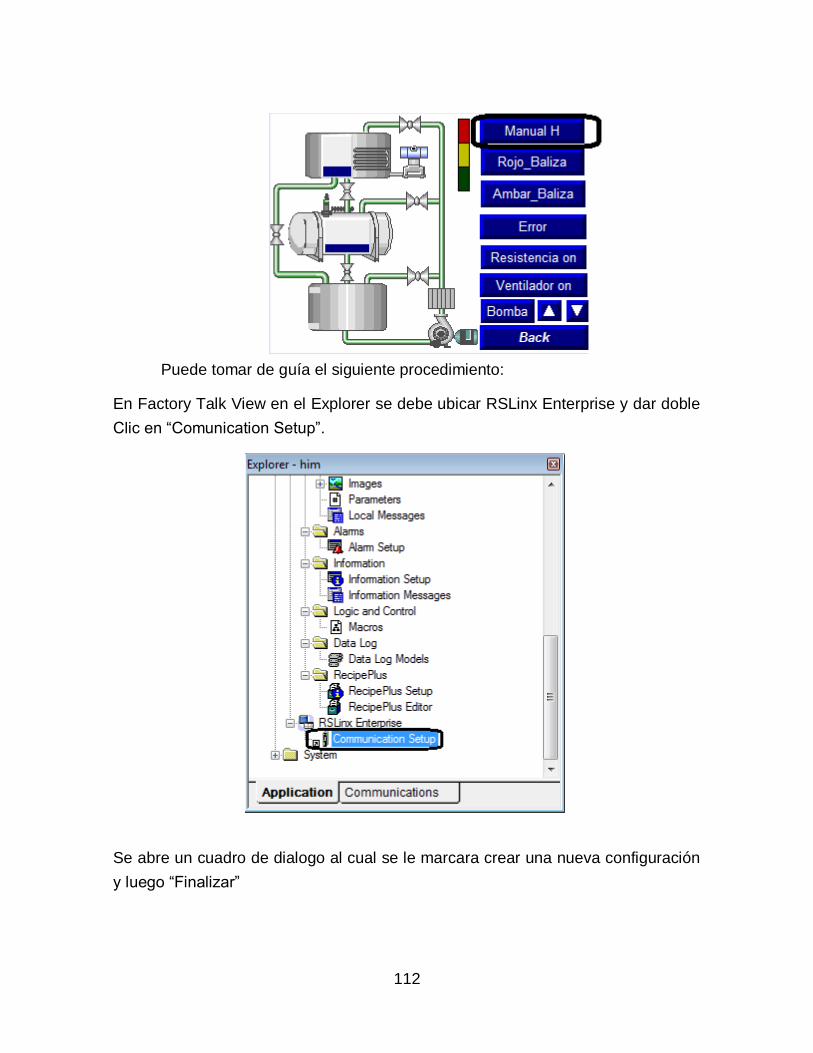
112
Puede tomar de guía el siguiente procedimiento:
En Factory Talk View en el Explorer se debe ubicar RSLinx Enterprise y dar doble
Clic en “Comunication Setup”.
Se abre un cuadro de dialogo al cual se le marcara crear una nueva configuración
y luego “Finalizar”
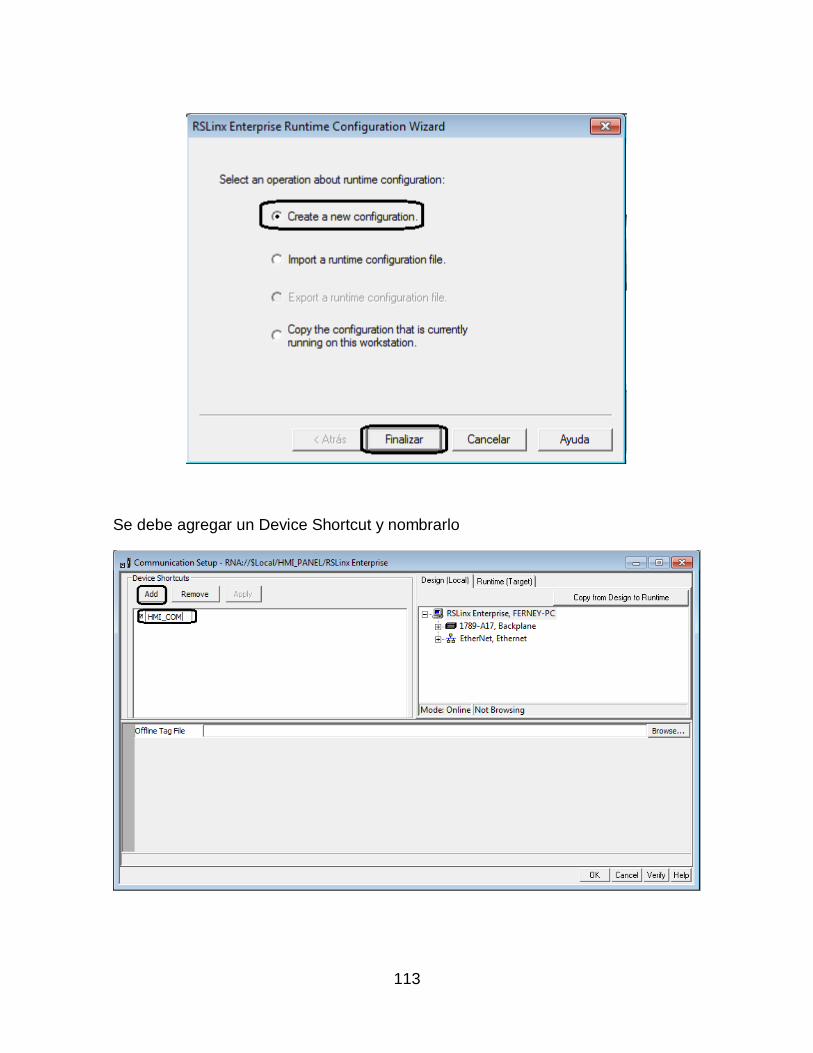
113
Se debe agregar un Device Shortcut y nombrarlo
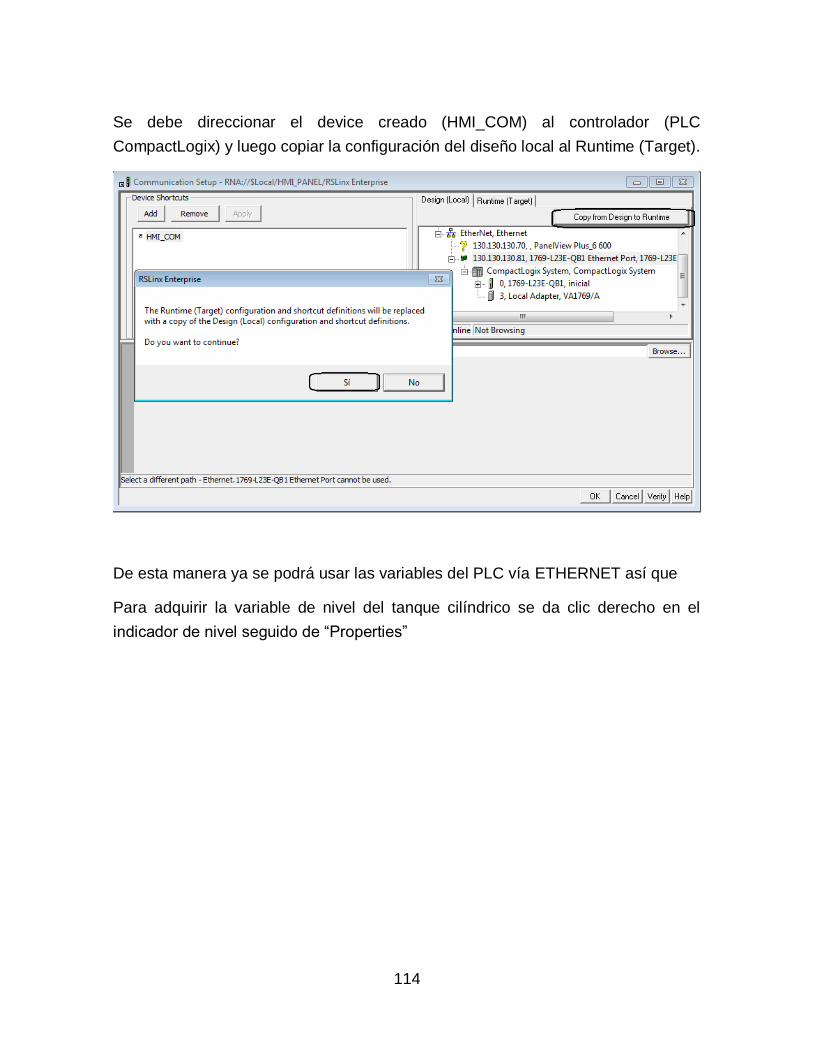
114
Se debe direccionar el device creado (HMI_COM) al controlador (PLC
CompactLogix) y luego copiar la configuración del diseño local al Runtime (Target).
De esta manera ya se podrá usar las variables del PLC vía ETHERNET así que
Para adquirir la variable de nivel del tanque cilíndrico se da clic derecho en el
indicador de nivel seguido de “Properties”
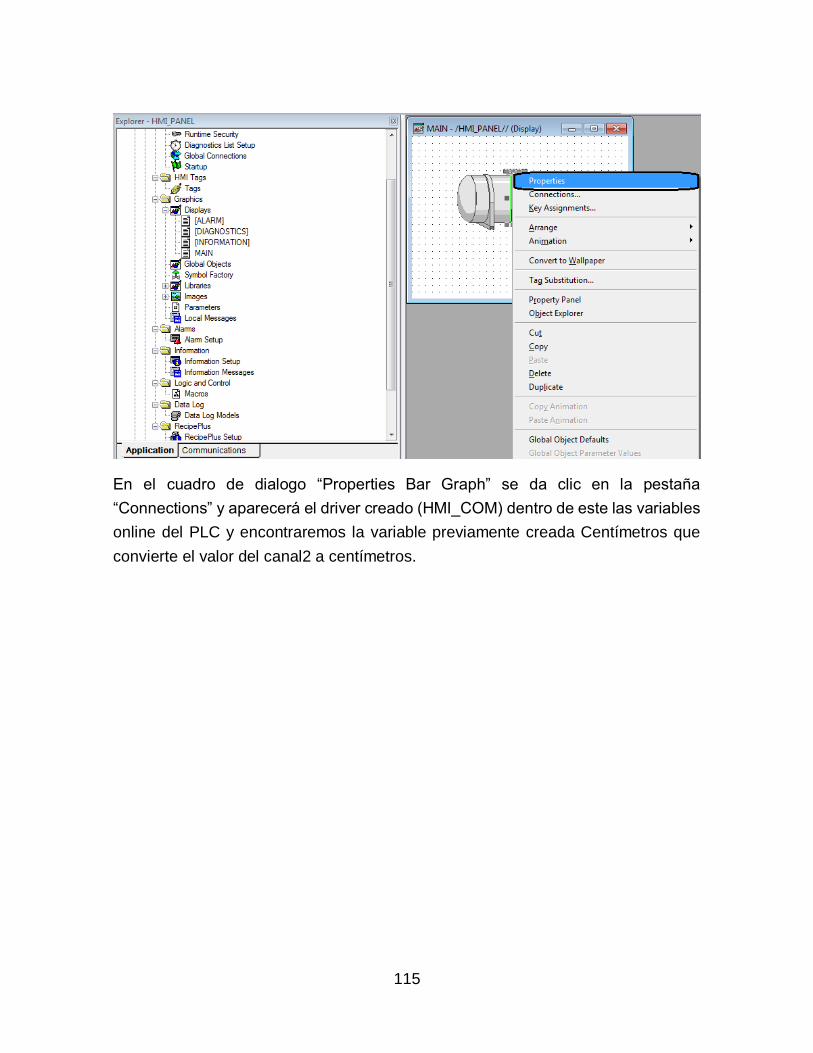
115
En el cuadro de dialogo “Properties Bar Graph” se da clic en la pestaña
“Connections” y aparecerá el driver creado (HMI_COM) dentro de este las variables
online del PLC y encontraremos la variable previamente creada Centímetros que
convierte el valor del canal2 a centímetros.
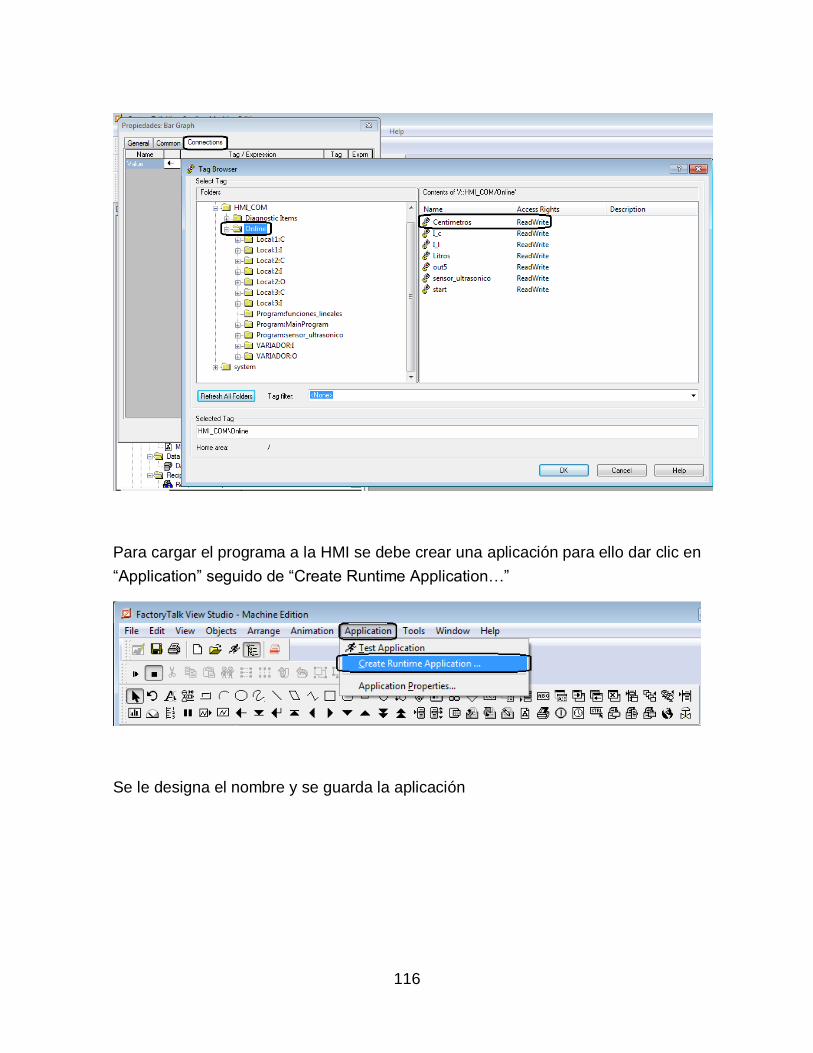
116
Para cargar el programa a la HMI se debe crear una aplicación para ello dar clic en
“Application” seguido de “Create Runtime Application…”
Se le designa el nombre y se guarda la aplicación
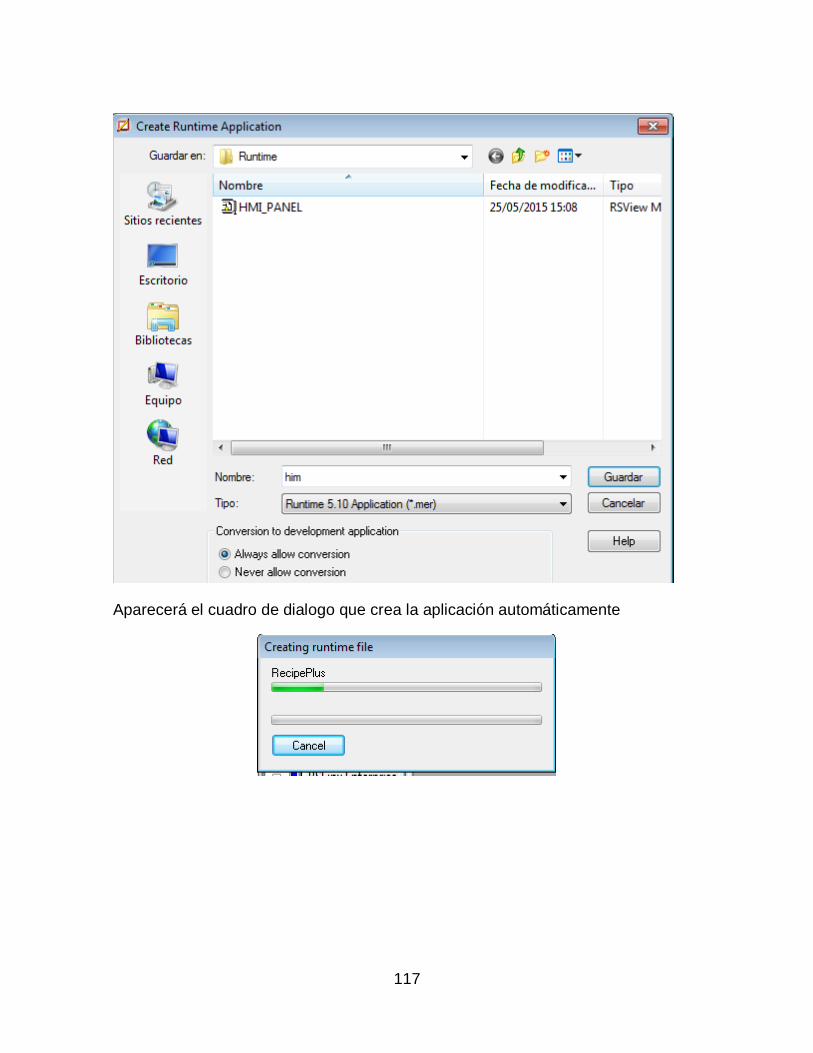
117
Aparecerá el cuadro de dialogo que crea la aplicación automáticamente
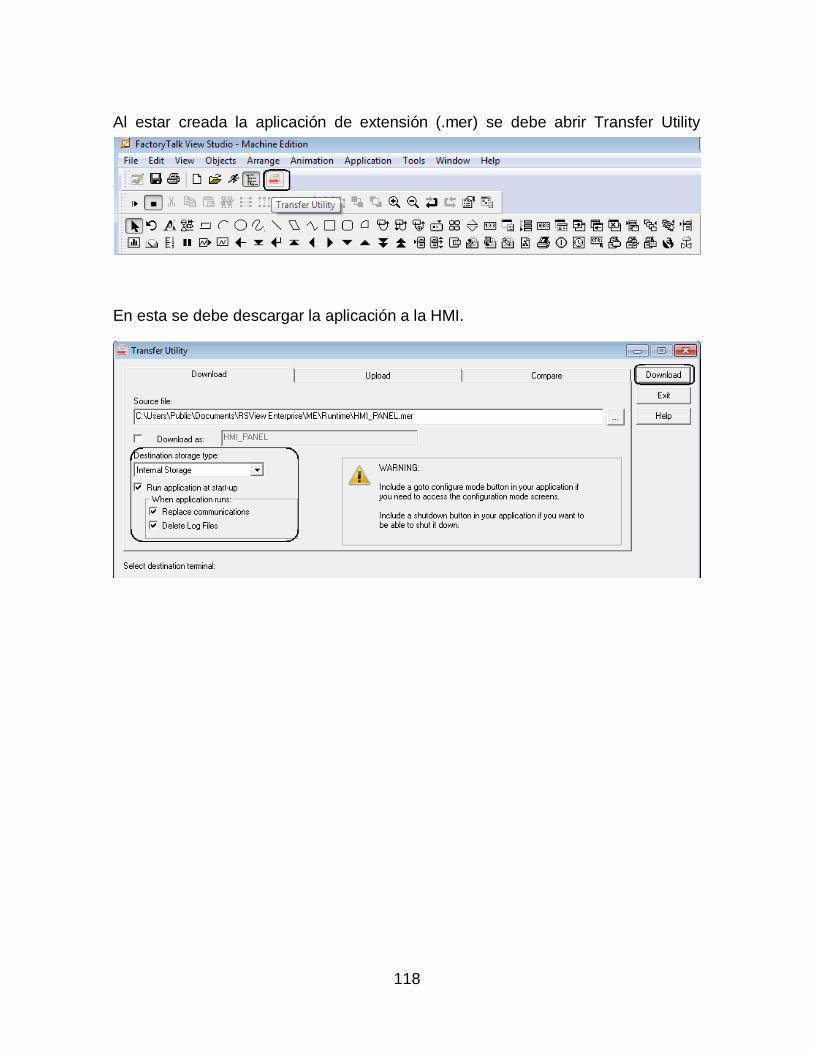
118
Al estar creada la aplicación de extensión (.mer) se debe abrir Transfer Utility
En esta se debe descargar la aplicación a la HMI.
119
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA EN CONTROL
PRACTICA 2: CARACTERÍSTICAS ESTÁTICAS EN LA MEDICIÓN
Objetivos:
Afianzar los conceptos de las características estáticas en una medición.
Entender la importancia de la instrumentación industrial en la medición de
características en un sistema real.
Materiales utilizados:
Pinza amperimétrica.
Planta PPA.
1. Defina los siguientes conceptos:
1.1. Instrumentación industrial.
1.2. Metrología.
1.3. Error de linealidad.
1.4. Rango.
1.5. Zona muerta.
1.6. Span.
1.7. Histéresis.
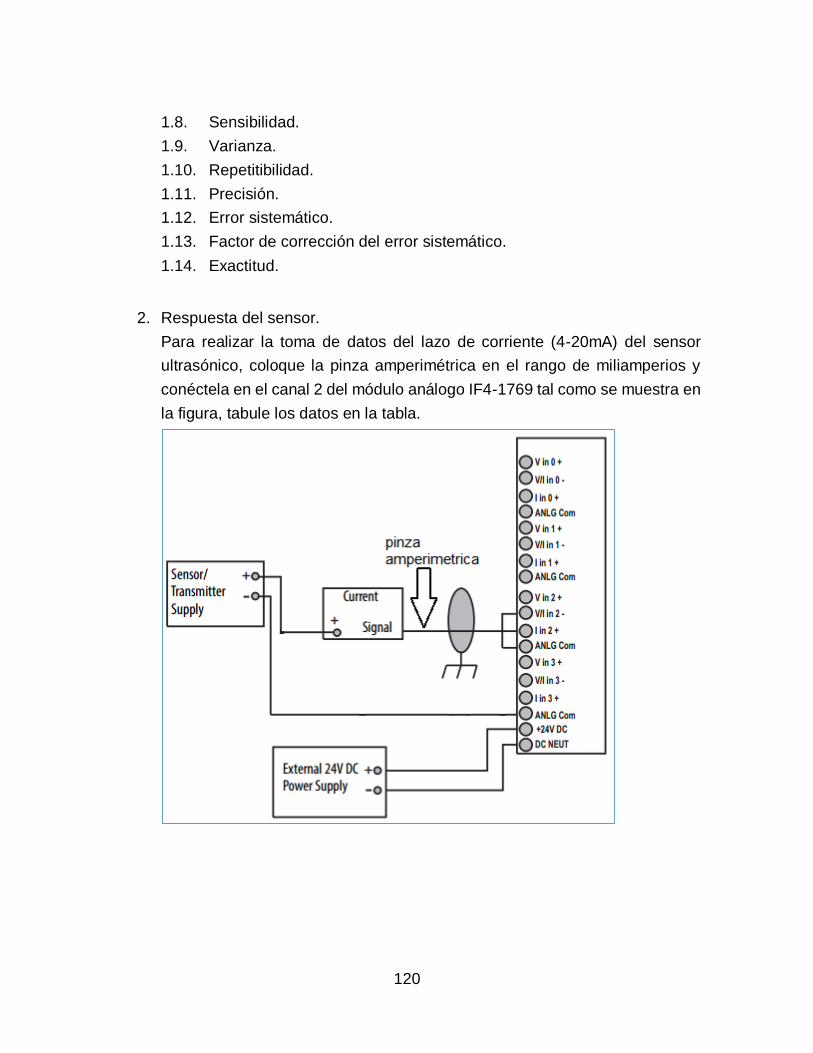
120
1.8. Sensibilidad.
1.9. Varianza.
1.10. Repetitibilidad.
1.11. Precisión.
1.12. Error sistemático.
1.13. Factor de corrección del error sistemático.
1.14. Exactitud.
2. Respuesta del sensor.
Para realizar la toma de datos del lazo de corriente (4-20mA) del sensor
ultrasónico, coloque la pinza amperimétrica en el rango de miliamperios y
conéctela en el canal 2 del módulo análogo IF4-1769 tal como se muestra en
la figura, tabule los datos en la tabla.
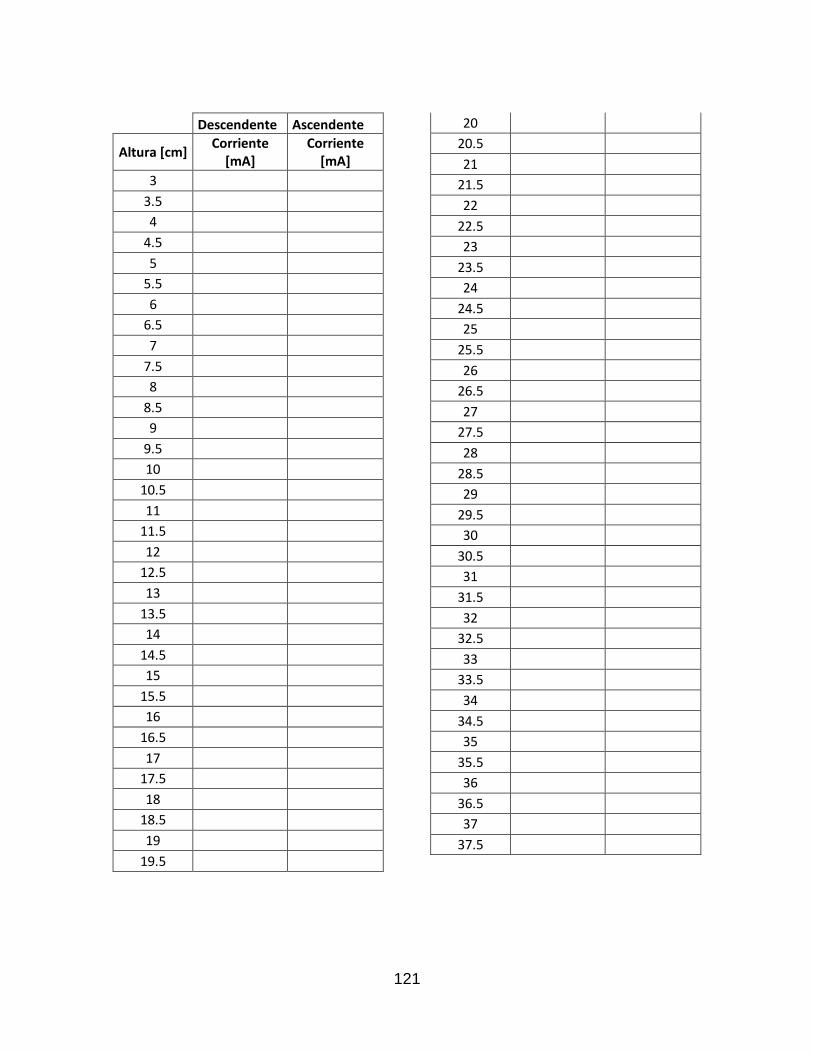
121
Descendente Ascendente
Altura [cm] Corriente
[mA] Corriente
[mA]
3
3.5
4
4.5
5
5.5
6
6.5
7
7.5
8
8.5
9
9.5
10
10.5
11
11.5
12
12.5
13
13.5
14
14.5
15
15.5
16
16.5
17
17.5
18
18.5
19
19.5
20
20.5
21
21.5
22
22.5
23
23.5
24
24.5
25
25.5
26
26.5
27
27.5
28
28.5
29
29.5
30
30.5
31
31.5
32
32.5
33
33.5
34
34.5
35
35.5
36
36.5
37
37.5

122
2.1. Grafique la respuesta del sensor.
2.2. Calcule el error de linealidad.
2.3. Calcule el valor de histéresis.
2.4. Calcule la sensibilidad del sensor.
2.5. Calcule la varianza del sensor.
3. Lleve el nivel del tanque cilíndrico horizontal a valores de
(5,10,15,20,25,30,35), en la parte lateral del tanque se encuentra una regleta
que indicara el nivel, compare el dato que se muestra en la HMI con el valor
de la regleta (patrón), llene la tabla con el dato visualizado en la HMI.
Patrón [cm] 5 10 15 20 25 30 35
medición 1
medición 2
medición 3
medición 4
medición 5
medición 6
medición 7
medición 8
medición 9
medición 10
4. Realice los siguientes cálculos para los datos tomados en (5, 10, 15, 20,
23,30) y para el comportamiento de todo el rango.
4.1. Repetibilidad.
4.2. Precisión.
4.3. Error sistemático.
4.4. Factor de corrección.
4.5. Exactitud.
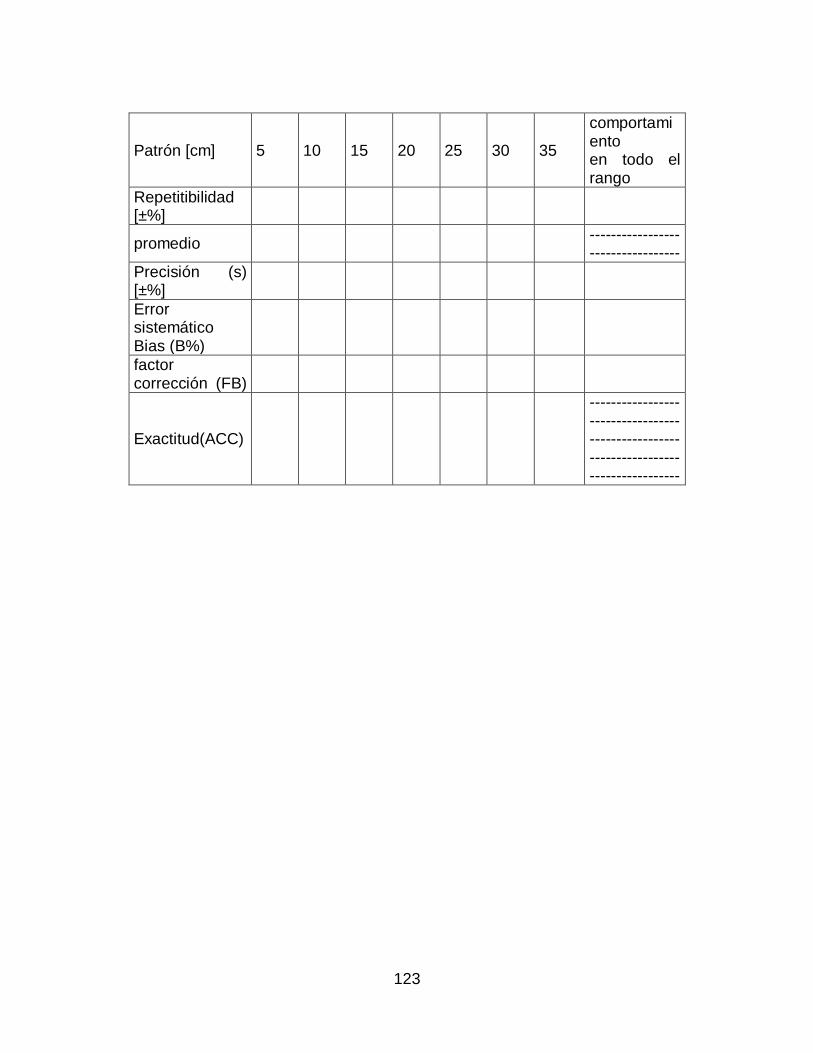
123
Patrón [cm] 5 10 15 20 25 30 35
comportamiento en todo el rango
Repetitibilidad [±%]
promedio ----------------------------------
Precisión (s) [±%]
Error sistemático Bias (B%)
factor corrección (FB)
Exactitud(ACC)
-------------------------------------------------------------------------------------
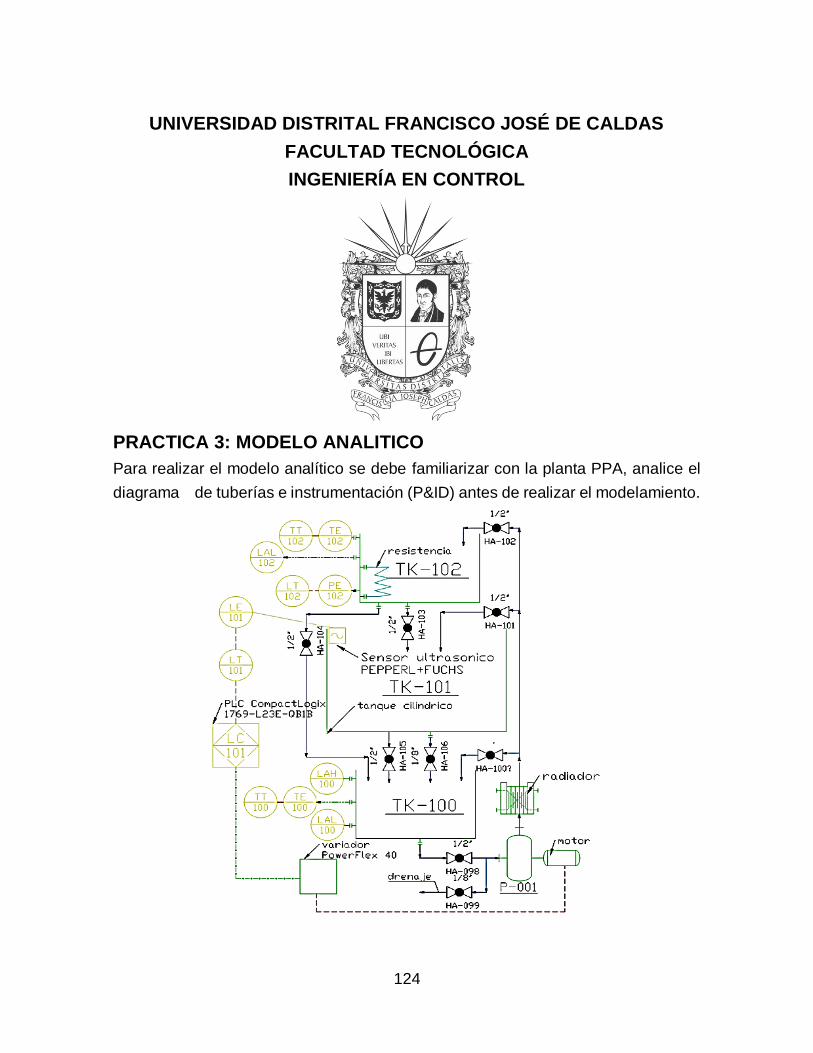
124
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA EN CONTROL
PRACTICA 3: MODELO ANALITICO
Para realizar el modelo analítico se debe familiarizar con la planta PPA, analice el
diagrama de tuberías e instrumentación (P&ID) antes de realizar el modelamiento.

125
Compare el diagrama P&ID con la planta de procesos análogos (PPA), se
recomienda verificar e identificar los elementos (checklist). Después de analizar toda
la planta nos centraremos en el funcionamiento de la planta PPA interactuando con
el tanque cilíndrico, a continuación se muestra el esquema general que se modelara
matemáticamente.
Objetivos:
Realizar el reconocimiento de la planta PPA.
Analizar un sistema hidráulico y realizar el modelo analítico.
Hallar el modelo analítico de la planta PPA para el tanque cilíndrico.
Materiales utilizados:
Planta PPA.
Cinta métrica.
1. Defina los siguientes conceptos.
1.1. Sistema dinámico.
1.2. Sistema dinámico hidráulico.
2. Realice el modelo del sensor.
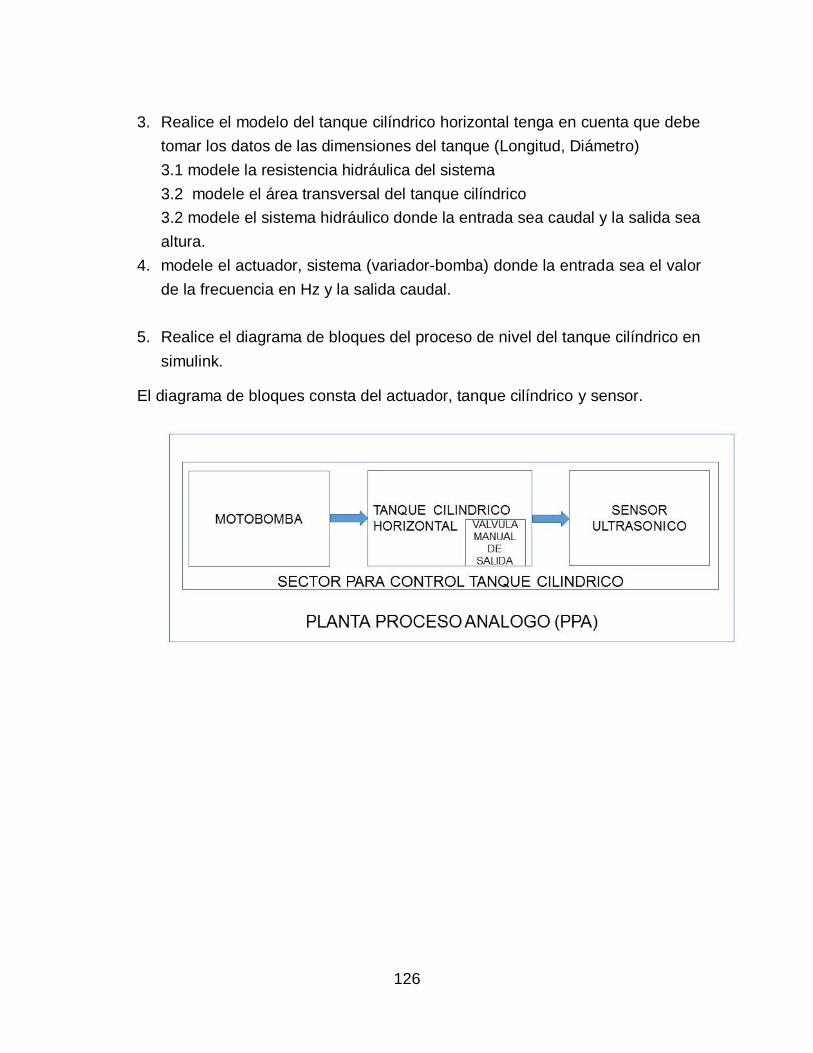
126
3. Realice el modelo del tanque cilíndrico horizontal tenga en cuenta que debe
tomar los datos de las dimensiones del tanque (Longitud, Diámetro)
3.1 modele la resistencia hidráulica del sistema
3.2 modele el área transversal del tanque cilíndrico
3.2 modele el sistema hidráulico donde la entrada sea caudal y la salida sea
altura.
4. modele el actuador, sistema (variador-bomba) donde la entrada sea el valor
de la frecuencia en Hz y la salida caudal.
5. Realice el diagrama de bloques del proceso de nivel del tanque cilíndrico en
simulink.
El diagrama de bloques consta del actuador, tanque cilíndrico y sensor.
127
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA EN CONTROL
PRACTICA 4: Identificación de la planta
Objetivos:
Identificar una planta real por medio de un programa realizado en
RSLogix5000 para un PLC Allen Bradley.
Hacer uso del Toolbox System Identification de Matlab.
Materiales utilizados:
Planta PPA
Software Matlab
1. Estimule la planta con la señal paso de (340, 360 y 420), lleve el tanque
cilíndrico a condiciones iniciales nivel 3 cm, dejando la válvula de salida del
tanque cilíndrico (HA-106) abierto. grafique la curva de reacción de proceso.
a) coloque la señal de entrada en la variable SP_PASO
ej.: SP_PASO=340
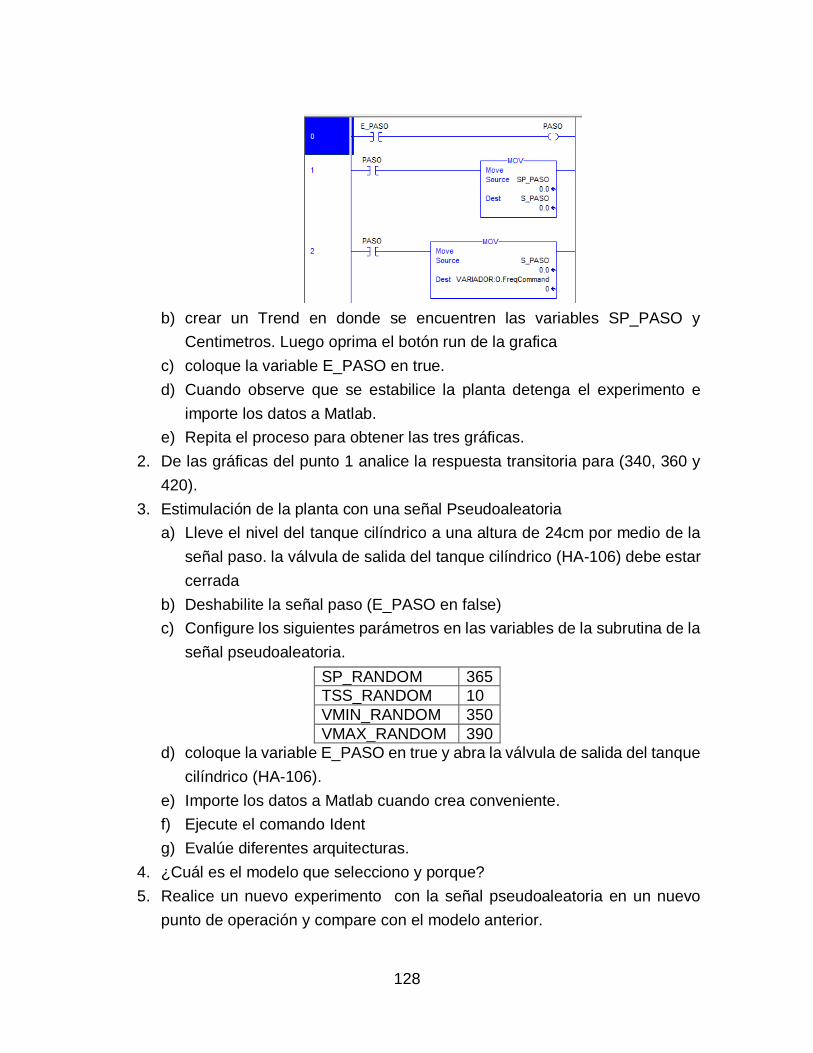
128
b) crear un Trend en donde se encuentren las variables SP_PASO y
Centimetros. Luego oprima el botón run de la grafica
c) coloque la variable E_PASO en true.
d) Cuando observe que se estabilice la planta detenga el experimento e
importe los datos a Matlab.
e) Repita el proceso para obtener las tres gráficas.
2. De las gráficas del punto 1 analice la respuesta transitoria para (340, 360 y
420).
3. Estimulación de la planta con una señal Pseudoaleatoria
a) Lleve el nivel del tanque cilíndrico a una altura de 24cm por medio de la
señal paso. la válvula de salida del tanque cilíndrico (HA-106) debe estar
cerrada
b) Deshabilite la señal paso (E_PASO en false)
c) Configure los siguientes parámetros en las variables de la subrutina de la
señal pseudoaleatoria.
SP_RANDOM 365
TSS_RANDOM 10
VMIN_RANDOM 350
VMAX_RANDOM 390
d) coloque la variable E_PASO en true y abra la válvula de salida del tanque
cilíndrico (HA-106).
e) Importe los datos a Matlab cuando crea conveniente.
f) Ejecute el comando Ident
g) Evalúe diferentes arquitecturas.
4. ¿Cuál es el modelo que selecciono y porque?
5. Realice un nuevo experimento con la señal pseudoaleatoria en un nuevo
punto de operación y compare con el modelo anterior.
129
130
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA EN CONTROL
PRACTICA 5: diseño y ejecución del PID
Objetivos:
Diseñar e implementar un controlador PID.
Nota: realice el diseño en tiempo discreto
Materiales utilizados:
Planta PPA.
1. ¿Cuántos polos y cuantos ceros tiene un PID en tiempo discreto?
2. Con el modelo seleccionado en el laboratorio 4 diseñe un controlador PID
a) Cargue el modelo de la planta a SISOTOOL
b) Defina las condiciones de diseño en Matlab
c) Cargue el controlador al programa ingrese las constantes en el PID
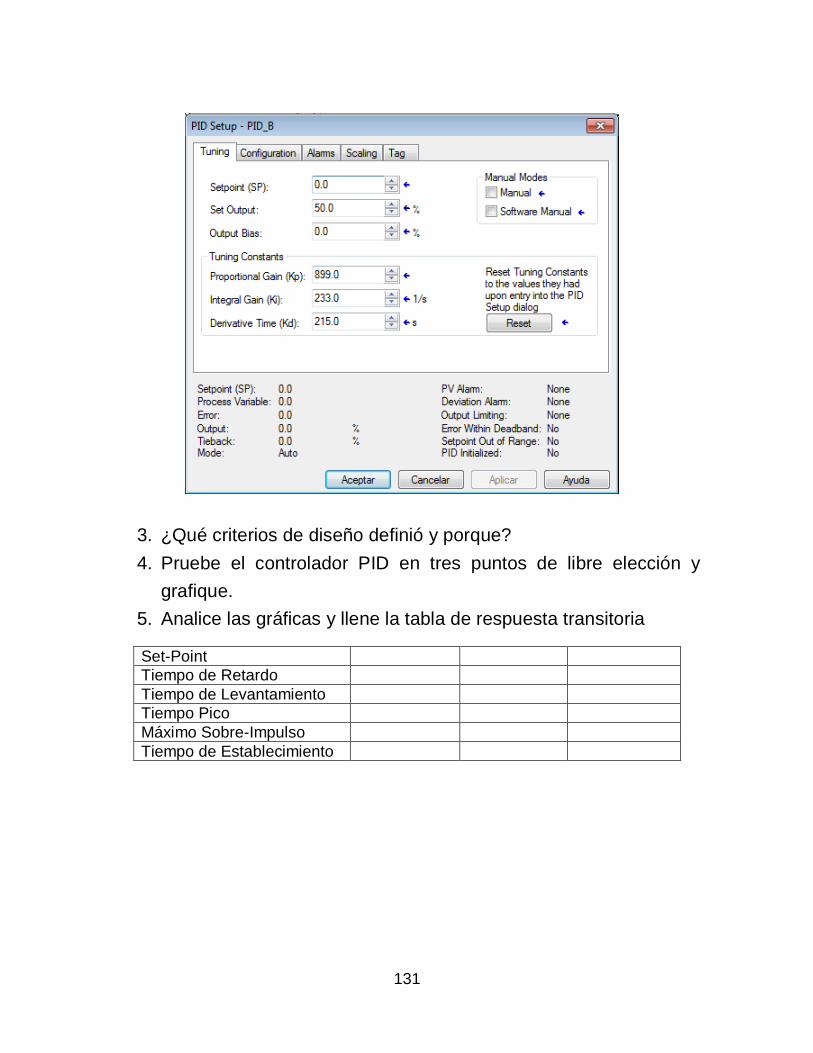
131
3. ¿Qué criterios de diseño definió y porque?
4. Pruebe el controlador PID en tres puntos de libre elección y
grafique.
5. Analice las gráficas y llene la tabla de respuesta transitoria
Set-Point
Tiempo de Retardo
Tiempo de Levantamiento
Tiempo Pico
Máximo Sobre-Impulso
Tiempo de Establecimiento