Embed Size (px)
Citation preview

DISEÑO Y CONSTRUCCION DE UNA MAQUINA SELLADORA
AUTOMATICA PARA POLIETILENO
JUAN CARLOS TOBQN O. ,/
LUIS ORLANDO VARGAS S.
CALI
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION DE INGENIERIAS
PROGRAMA DE MECANICA
1.990

DISEÑO Y CONSTRUCCION DE UNA MAQUINA SELLADORA
AUTOMATICA PARA POLIETILENO
JUAN CARLOS TOBON O.
LUIS ORLANDO VARGAS S.
Trabajo de grado presentado como requisito parcial para optar al título como Inge niero Mecánico.
Director: Ing. JAIME SANCHEZ
128 391 -=--=~~!.~::':.!''- ':-".--"" .. :---~.~.~", • .;,... ...
Uni'lltrsi/t,' '\:/:.:'.;':' .;, ·:,·,i.:oI--.• : ..• 1'
D!!"!I;,'" f! :~~
CALI
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE DIVISION DE INGENIERIAS
PROGRAMA DE MECANICA
1.990

Cali, Octubre 16 de 1.990
NOTA DE ACEPTACION
Aprobado por el Comit6 de Trabajo de grado en cumpli miento de los requisitos exigidos por la Corporaci6n Universitaria Aut6nom. de Occidente para optar al titulo de Ingeniero MecAnico.
Presidente del Jurado
Jurado
Jurado

AGRADECIMIENTOS
A Mis padres y hermanos
A Francy
A la Universidad Aut6noma
Al Ingeniero JAIME SANCHEZ, director del proyecto.
A quienes me apoyaron en la ejecuci6n de este proyecto.
LUIS OlLA ... "IC'. S.
iii

AGRADECIMIENTOS
A mis padres y hermana
A mis abuelos
A la Universidad Aut6noaa
Al Ingeniero JAIME SANCHEZ, director del proyecto
A todas las personas que de una u otra foraa cola boraron en la cu1minaci6n de este proyecto.
JUAI CAlLOS TOBOI O.
iv

TABLA DE CONTENIDO
INTRODUCCION
l. DESCRIPCION DEL PROCESO DE FABRICACION DE LA BOLSA Y FUNCIONAMIENTO DE LA
Pág.
1
MAQUINA 3
1.1. EJE PORTAR ROLLO 6
1.2. RODILLOS TENSORES Y FRENO DEL ROLLO 6
1.3. ALAMBRES GUIA 8
1.4. ACCIONAMIENTO DE LA CUCHILLA DE SE LLADO 11
1.5. ACCIONAMIENTO DEL RODILLO DE DES PRENDIMIENTO 12
1.6. ACCIONAMIENTO DE LOS RODILLOS ALI MENTADORES y MECANISMO DE NO RE TROCESO 15
2. DISEÑO DEL SISTEMA DE TRANSMISION DEL DISPOSITIVO DE SELLADO 20
2.1. DETERMINACION DE LA RELACION DE TRANS MISION, DIAMETRO A LAS POLEAS Y NUMERO DE DIENTES DE LOS ENGRANAJES A UTILIZAR 22
2.2. DIMENSIONAMIENTO DE LOS ELEMENTOS DE TRANSMISION DEL DISPOSITIVO DE SELLADO 26
2.2.1. Selección del Tipo de Correas y el Número de Correas a Usar. 26
v

2.2.1.1. Cálculo de la Potencia que puede Transmitir la Correa
2.2.1.2. Factor de Relación de Diámetros
2.2.1.3. Determinación de la Distancia Mini ma entre Centros (C)
2.2.1.4. Duración de Vida
2.2.1.5. Dimensiones de las Poleas
2.2.2. Cálculo y Dimensionamiento de los Engranajes Cilíndricos Rectos
2.2.3. Cálculo por Resistencia a la Rotura
26
32
32
35
39
41
42
2.2.3.1. Determinación del Factor de Forma y 42
2.2.4. Cálculo de la Velocidad Lineal (V)
2.2.5. Cálculo por Resistencia al Picado o desgaste
2.2.5.1. Dimensiones de los Engranajes
2.2.6. Cálculo y Dimensionamiento de los Engranajes de Cadena y Selección del Tipo de caden~
2.2.6.1. Selección del Tipo de Cadena
3.
4.
5.
6.
6.1.
7.
7.1.
DISEÑO DEL MECANISMO DE ALIMENTACION DEL POLIETILENO A LA CUCHILLA DE SELLADO Y REGULADOR DEL TAMAÑO DE LA BOLSA
BANDA TRANSPORTADORA
MECANISMO DE DESPRENDIMIENTO
CUCHILLA DE SELLADO
CARACTERISTICAS MECANICAS DEL POLIE TILENO
CALCULO Y DISEÑO DE EJES Y ARBOLES
CALCULO Y DISEÑO DE EJES
vi
44
50
52
55
55
60
63
67
69
69
71
71

7.2. CALCULO Y DISENo POR RESISTENCIA 72
7.3. CALCULO DE LAS REACCIONES 74
7.3.1. Cálculo de los Momentos Flectores 74
7.4. CALCULO Y DISENo PARA REGIDEZ EN FLEXION 76
7.5. CALCULO Y DISENo DE ARBOLES 77
7.5.1. Cálculo y Diseño por Resistencia 78
7.5.2. Cálculo y Diseño de Arboles por Rigidez en Torsión 81
8. SELECCION DEL MOTOR 83
8.1. BANDA TRANSPORTADORA 102
9. DIAGRAMA ELECTRICO 104
10. REGISTRO DE PROCESOS DE FABRICA CrON 107
11. CONCLUSrON 113
BIBLIOGRAFrA
ANEXOS
vii
115
116

ANEXO 1.
ANEXO 2.
. ANEXO 3.
ANEXO 4.
ANEXO 5.
ANEXO 6.
ANEXO 7.
ANEXO 8.
ANEXO 9.
LISTADO DE ANEXOS
Diámetro m1n1mo de la polea menor para motores eléctricos
Número mínimo de dientes evitar la engranajes
del piñon para penetración en los cilíndricos rectos •
Area de la sección transversal de la correa y resistencia admisible.
Cosntantes X. Y. el cálculo de las en V, corrientes.
Z, para correas
Longitudes normalizadas de las correas en v. Factor de corrección por longitud KL.
Factor de servicio para trans misiones por correas planas y trapeciales para 12 horas de servicio contínuo.
Constantes para calcular el valor de las cargas centrí fugas y en flexión en las correas en V, existentes corrientes.
Dimensiones de las poleas en V.
viii
.Pág.
117
118
118
118
119
120
122
124
125

ANEXO 10. Fac tor de forma de Lewis, para engranaj es cilíndricos rectos he1icoida1es y cónicos
ANEXO 11. Aceros de cementación según el servicio y métodos de cementación
ANEXO 12. Resistencia admisible en fatiga para vida infinita carga repetida para materiales de engranaj es según la AGMA, para engranaj es cilíndricos rectos, he1icoida1es y cónicos
ANEXO 13. Durezas recomendas para piñon y rueda, según J. We11ewer.
ANEXO 14. Factores de servicio para engranaj es y reductores de velocidad según la AGMA.
ANEXO 15. Factor de la carga Km cilíndricos la AGMA.
distribución de para engranajes rectos según
ANEXO 16. Factor de fatiga superficial K y límite superficial de fatiga S.
ANEXO 17. Propiedades y normalizadas de de rodillos ASA.
dimensiones las cadenas
ANEXO 18. Carga admisible y factor de seguridad para cadenas lentas.
ANEXO 19. Fac tores de seguridad para el diseño de ejes y árboles para máquinas de elevación y transporte (Puente-grúas, grúas y similares).
ANEXO 20. Deformaciones por flexión para de ejes y árboles.
ix
admisibles el diseño
126
128
129
131
132
133
134
136
137
138
139

ANEXO 21. Momentos de inercia y módulos resistentes, axiales y polares de varias secciones. 140
ANEXO 22. Fotografías 142
ANEXO 23. Planos 149
x

LISTADO DE FIGURAS
FIGURA 1 Esquema del Sistema de trans misión de movimiento de una máquina selladora automá tica para polietileno. 7
FIGURA 2 Esquema del entrelazado del tubular de polietileno. 9
FIGURA 3 Alambres Guía 10
FIGURA 4 Mecanismo centrado de corre dera 11
FIGURA 5 Mecanismo de manivela y oscilador. 13
FIGURA 6 Mecanismo regulador del tamaño. 16
FIGURA 7 Mecanismo de embrague de rueda libre de rodillos 18
FIGURA 8 Esquema del Sistema de trans mis10n del dispositivo de sellado. 27
FIGURA 9 Selección del tipo de Correa 29
FIGURA 10 Duración de vida de las correas. 38
FIGURA 11 Dimensionamiento de las poleas. 40
FIGURA 12 Mecanismo de alimentación del polietileno. 60
xi

FIGURA 13 Banda transportadora 63
FIGURA 14 Movimiento de la Banda Trans portadora. 65
FIGURA 15 Esquema del mecanismo de desprendimiento. 68
FIGURA 16 Diagrama de fatiga 72
FIGURA 17 Diagrama de Momentos 73
FIGURA 18 Cargas sobre el eje porta rrollo 76
FIGURA 19 Carga sobre el eje de la polea 78
FIGURA 20 Eje No. 1 85
FIGURA 21 Eje No. 2 87
FIGURA 22 Eje No. 3 90
FIGURA 23 Eje No. 4 93
FIGURA 24 Eje No. 5 94
FIGURA 25 Eje No. 6 96
FIGURA 26 Ej e No. 7 97
FIGURA 27 Ej e No. 8 98
FIGURA 28 Eje No. 9 99
FIGURA 29 Diagrama Eléctrico 105
xii

TABLA 1.
TABLA 2.
TABLA 3.
TABLA 4.
TABLA 5.
TABLA 6.
TABLA 7.
LISTADO DE TABLAS
Area de la sección transversal de la correa y resistencia admisible.
Constantes X, el cálculo de en V corrientes.
Y, las
Z., para correas
Factor de relación de diáme tros.
Constantes para calcular el valor de las cargas centrí fugas y en flexión de las correas en V corrientes.
Tabulación de resultados de Fd vs Fad para los diferen tes tipos de cadena.
Características del po1ieti1eno.
Coeficiente dad Z.
xiii
de
mecánicas
confiabi1i
Pág.
30
31
32
35
57
70
75

RESUNEN
La Finalidad del proyecto es diseñar y construir una
máquina selladora automática para polietileno, la cual
será accionada por un motor eléctrico de 1/2 HP con
transmisión de movimiento por intermedio de poleas y
engranajes.
El mecanismo de sellado será por intermedio de fusión
del polietileno, siendo regulable para los diferentes
tipos de calibres.
La máquina
bolsas por
pulgadas y
tendrá la capacidad de producir de 60 a 110
minu to con tamaños que osc i lan en t re 6 x 8
15 x 22 pulgadas que son las dimensiones
comerciales que se utilizan, aunque será ajustable para
cualquier tamaño deseado que no supere las 15" de ancho
y las 22" de largo.

INTRODUCCION
El mercado de empaques plásticos cada vez es más amplia
hasta desplazar en un alto grado los empaques de papel
y cart6n. Raz6n por la cual hemos decidido diseftar y
construir una máquina selladora de empaques de palie
ti1eno.
La mayorla de los microempresarios de la ciudad utilizan
para la fabricaci6n de bolsas plásticas m!quinas de accio
namiento manual. Nuestro prop6sito es sin embargo, fabri
car una máquina automática que nos garantizará una mejor
calidad en el producto, una mayor producción y un costo
de fabricaci6n más bajo.
Esta máquina se hará ajustable para fabricar diversos
tamaños de bolsas hasta un ancho máximo de 380 mm y una
longitud máxima de 550 mm.
El
se
principal o bj eti va es que a
genere una microempresa de
de polietileno sin impresi6n.
partir de este proyecto
fabricación de empaques

2
El proyecto va encaminado a conquistar el mercado de
los pequeños y medianos negocios consumidores de bolsas,
que no esten interesados en asumir los costos publici
tarios que genere la impresi6n.
El prop6si to de con.struir una mAq uina au tomA tica es mej o
rar la eficiencia en la producci6n de bolsas sin impre
si6n, que actualmente la mayor parte es fabricada con
mAquinas manuales.
Fabricando de 60 a 110 bolsas por minuto, los costos
iniciales serAn altos, pero los costos de producci6n
serán bajos.
Una máquina automática nos garantizará un sellado uni
forme pues la cuchilla de sellado tendrá constante la
temperatura y el tiempo seleccionados para el sellado,
10 que no se puede garantizar con una máquina de accio
namiento manual.
Cuando el ancho de la bolsa 10 permita podrAn ser proce
sados dos 6 tres rollos a la vez; doblando o triplican
do la velocidad de producci6n.
Con la adaptaci6n de' un.os sencillos accesorios serA po
sib1e obtener diferentes clases de bolsas.

1. DESCRIPCION DEL PROCESO DE FABRICACION DE LA BOLSA Y FUNCIONAMIENTO DE LA MAQUINA
Las bolsas deben fabricarse a partir de rollos de po1ie
ti1eno en forma de tubular que pued~n ser suministra
dos de diferentes calibres y tamaños y que se seleccio
nar§n de acuerdo a la medida de la bolsa que se desee
fabricar.
Una vez seleccionado el rollo se monta sobre un ej e don
de permanecer§ mientras es desenrollado.
Después de que el rollo se encuentre en el ej e de sopor
te ser§ desenrollado manualmente y entrelazado, a través
de una serie de rodillos fabricados en tuberia montada
sobre rodamientos que harán las veces de tensores para
eyi tar que la tira de polietileno se enrede en la m§q ui
na y permanezca tensa en las operaciones de corte y
sellado.
Luego de pasar el polietileno por los rodillos tensores
se hace pasar entre dos rodillos de caucho, que hacien
do contacto entre si, tirar§n el polietileno y harfin

4
que sea desarrollado J a la ~ez lo conducirln hacia
la cuchilla de sellado.
El rodillo de caucho conductor es accionado por
un mecanismo de barra y de engranaj es que har! que los
rodillos tiren la cantidad de polietileno necesario
de acuerdo al ancho de la bolsa que se desee fabricar
(el largo de la bolsa depende del ancho del rollo
de polietileno que se utilice). Este ancho es posible
regularlo por medio de la barra que serA de longitud
variable aj ustable al ancho de la bolsa que se desee
fabricar.
Una vez los rodillos hallan tirado la cantidad de
polietileno necesaria se detendran para permitir que
la cuchilla de sellado caiga sobre la tira de polieti
leno y una las dos pellculas.
Los rodillos de caucho pueden detenerse gracias a
un trinquete que no permite que giren en sentido contra
rio mientras. el engranaj e que los acciona 10 hace.
Antes de entrar el tubular de polietileno a los
rodillos de caucho que 10 tiran se hace pasar por
un costado del tubular una cuchilla que 10 abrir! y
formar! 10 que ser! la boca de la bolsa.
l.

5
Una yez los rodillos de arrastre entreguen el polieti
leno a la zona de sellado estos se detendran y una cu
chilla calentada por una resistencia tubular y regulada
por un re6stato caerA sobre el tubular de polietileno
y harA que las dos pellculas se unan entre si.
Inmediatamente después de que la bolsa es sellada un
rodillo de espuma caerA sobre la bolsa y por contacto
con la banda transportadora tirarA de la bolsa y harA
que se desprenda del rollo de polietileno depositAndola
en una banda transportadora que la llevarA hasta
un dep6sito del producto terminado.
Cada vez que el rollo de espuma desprenda una bolsa
este activará un contador para poder determinar cual
es el número de bolsas fabricadas.
Como ya anotamos el tamaño de la
mente regulable y aunque el largo
del ancho del rollo de polietileno.
una medida especifica no comercial,
un rollo un poco más ancho y adoptar
bolsa es per fecta
de esta depende
Si el largo tiene
puede colocarse
una cuchilla que
10 corte a la longitud deseada mientras es desenrollado;
el ancho cualquiera que sea podrá ser regulado por
el mecanismo de palanca.
En el proceso descrito anteriormente se fabricarAn

6
bolsas de sellado lateral, si desea fabricar bolsas
con selládo de fondo deberá adicionarse al dispositivo
de sellado un dispositivo de corte y si se desean
bolsas de amplia capacidad (con pliegues) también
puede adicionarse un dispositivo para tal fin.
Todos los movimientos de la máquina serán derivados
del que entregue un motor de 1/2 H. P. Y se harán simul
táneamente de manera sincronizada. Ver figura No. 1.
Para lograr el funcionamiento sincronizado de los dife
rentes elementos que componen la máquina empleamos va
rias clases de mecanismos y dispositivos los cuales
describimos a continuación.
1.1. EJE PORTARROLLO
El soporte del rollo de po1ietileno lo constituye un
eje al que se le montaron dos topes fijados con torni
llos prisioneros para evitar que el rollo de polietileno
tenga la posibilidad de desplazarse lateralmente. Estos
topes son deslizantes para hacerlos ajustables a los
diversos anchos de los rollos.
1.2. RODILLOS TENSORES Y FRENO DEL ROLLO
Antes de entrar el tubular de polieti1eno a los rodillos
alimentadores la película debe permanecer tensa para

....
<luIa:eras
Engranajes de n7 / Cailena
nI ~_. Poleas -.......... n2
n9 /
N12 s
&nIa 'l'ranspart.OOora_
Nll ~
v .., ~
~ j§ .~ ~
~
~
N3 Trinquete
N9 - --- - ---- - ---- -
FIGJRA 1. Esquam del sistam de transnisión de IOOvimiento de una nÉquina se1.1a:lora autamtica para polietileoo.
NS
-Fngranajes re:tos
N4 Barra
'-1

8
que la cuchilla que le hace el corte lateral a lo que
se constituirá en la boca de la bolsa haga un corte
rectilíneo de otra manera si la película no permanece
tensa la boca de la bolsa queda irregular y defectuosa.
Para hacer que la película permanezca tensa se entrelaza
el tubular de polietileno por entre varios rodillos
como los muestra la figura 2 . Después de varios ensa-
yos llegamos a la conclusión que esta era la mej or dis
posición. Además de los rodillos tensores para que
el rollo no se desenrolle por la inercia al ser tirado
se le colocó un freno que consiste en bolsillo en tela
que se hace pasar por encima del rollo donde se deposi
ta el peso adecuado para que frene el rollo y evite
que se destensione.
1.3. ALAMBRES GUIA
Una Vez los rodillos alimentadores hallan tirado la
longitud necesaria de tubular de polietileno lo conducen
hacia la cuchilla de sellado.
Para que la película
miento rectilíneo y
de
no
polietileno mantenga su movi
se enrede en los rodillos se
mantiene guiada por medio de alambres montados en un
ángulo estructural y atraviesan el rodillo alimentador
inferior el cual es ranurado para que no exista posibi
lidad de que el polietileno se enrede. Ver figura No. 3

'=
'" ¡ VI ñ,: O'
.-::;, ~~.
" ~ ~ ¡.
: --. i
.,>
'::: ~-5 ;z
,-; 1 1 I I
Rodillos a1.:im:ntadores 1
I I 11 I il ' L ______ ------iI.J.-----f I I :1
1 I I .r I I I 1I r I I~.N 1 ... L ___ _
FIGURA 2. ESQUEMA DEL ENTRELAZADO~ DEL TUBULADOR DE POLIETILENO
Thbu1ar de polietileno
Freno
'"

J>
Q.úas Superi ores
0.rlrilla de SelJado
ro- ~
- - -~ r ¡,..,
,... ... - -1-
A
A
f-- - i--
""'" ¡.. ~ ~
,... "" 1-
",--1-!-.-I-1.-1-1--1-L..-.-
¡,..
.... 1-
10
Guias Superiores
1-- i- r---..... ..
.... -
I--I-L....--1-,--
1
ROOill Superi
o A1:iJrentador or
-Poliet lleno
Rodill o Alillentador Inferior
CORTE A - A
FIGURA 3. ALAMBRES GUIA
Como muestra la figura 3 también adicionamos guías
en alambre en la parte superior para evitar que el po-
lietileno se desvie hacia arriba y se pueda enredar.

11
1.4. ACCIONAMIENTO DE LA CUCHILLA DE SELLADO.
La cuchilla de sellado debe tener un movimiento recti-
lineo alternativo para lograr que selle y se retire
para que el po1ieti1eno impulsado por los rodillos de
caucho avance la longitud deseada y se produzca un nuevo
sellado.
Para lograr este movimiento se utilizó un m~canismo \
centrado de corredera y manivela como 10 muestra la
figura 4.
I ,
,,,,.-- .... a..
/
/' r 2 I
-J,. __ -1
\ \ \ I , /
..... ./ ' .... - --,.
FIGURA 4. MECANISMO CENTRADO DE CORREDERA.
Tiene una carrera B1 B2 , igual al doble del radio de
la manivela, r 2 • Como se muestra, se encuentran las
posiciones extremas Bl y B2 , llamadas también posiciones
límite de la corredera trazando arcos de círculo con
centro en O2 y cuyo radio sea, respectivamente r 3

12
En general, el mecanismo centrado de corredera y manive
la debe tener r 3 más grande que r 2 •
En nuestra máquina el centro de rotación 02A, se encuen
tra ubicado coincidiendo con el centro de rotación del
,eje No. 4 de donde tomamos el movimiento para accionar
este mecanismo.
Seleccionamos una longitud de 40 mm para la manivela
02A, este valor es arbitrario pués el tiempo entre golpe
y golpe es regulado por el número de revoluciones del
eje No. 4, ver esquema del sistema de transmisión de
movimiento de una máquina selladora automática para
po1ieti1eno con este valor obtenemos una carrera de
80 mm para la cuchilla.
Para la barra AB acondicionamos un tensor que nos permi
tirá graduar la carrera de la cuchilla haciendola regu
lable para los diferentes calibres de po1ieti1eno.
La cuchilla B se deslizará sobre una guía en la estructu
ra apoyada en rodamientos.
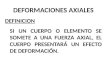
1. 5. ACCIONAMIENTO DEL RODILLO DE DESPRENDIMIENTO
El rodillo de desprendimiento debe tener un movimiento
alternativo pero a diferencia de la cuchilla debido
a la geometría de la máquina no puede ser rectilíneo

13
sino oscilatorio que lo llevará sobre la bolsa ya se
lIada y haciendole presión contra la banda transportado
ra desprender la bolsa y depositarla sobre la banda
transportadora.
Para conseguir este movimiento se utilizó un mecanismo
de manivela y oscilador como 10 muestra la figura 5.
~-/
( /' ,/
) .. /' ft¿
, '-- .....
FIGURA 5. MECANISMO DE MANIVELA Y OSCILADOR
Las posiciones límite del oscilador 04Al' es un mecanis
mo de manivela y oscilador, están identificados como
los puntos B3 y B4 en la figura No. 5. Nótese que
estas posiciones se encuentran de la misma manera que
para el eslabonamiento de corredera y manivela.

14
Observese también que la manivela y el acoplador quedan
en una sola recta en cada posición extrema.
En nuestra máquina el centro de rotación 03 de la manive
la 02Al se encuentra ubicado coincidiendo con el centro
de rotación del eje No. 8 de donde tomamos el movimiento
para accionar este mecanismo.
En nuestro caso no tenemos un valor del ángulo 0 determi
nado 10 que realmente nos interesa es que el rodillo
caiga simultaneamente con la cuchilla de sellado sin
importar cuanto oscile el rodillo, pero al dimensionar
el mecanismo debemos tener en cuenta que las longitudes
de los elementos satisfagan las siguientes condiciones:
< y
+ < +
Para nuestro proyecto seleccionamos los siguientes valo
res de acuerdo a lo anotado y a la geometría de la má
quina.

15
°3A1 = 30 mm
A1 B3 = 215 mm
°4B3 = 315 mm
0304 = 225 mm
Tenemos que:
y
30 + 215 < 225 + 315
245 < 540
Lo que comprueba que los valores seleccionados son corree
tos.
1. 6. ACCIONAMIENTO DE LOS RODILLOS ALIMENTADORES Y MECANISMO DE NO RETROCESO
Para la fabricación de las bolsas necesitabamos un meca
nismo que nos cubriera las siguientes necesidades:
1. Que fuera regulable para que nos permitiera la fabri
cae ión de cualquier tamaño de bolsas dentro de dos
valores límites.

16
2. Que alimentara el polietileno a la cuchilla de sella
do y
3. Que esta alimentación fuera intermitente para que
la cuchilla sellara cuando el po1ieti1eno se encuen
tre detenido.
Para llenar los anteriores requerimientos se diseñó
el mecanismo que muestra la figura 6.
extensible
La alimentación del po1ieti1eno a la cuchilla desellado
se consigue haciendo pasar el po1ietileno por entre

17
dos rodillos de caucho que por contacto tiran del polie
tileno desenrrollándolo.
La cantidad de polietileno
tamaño de la bolsa y para
que debe tirar depende del
fabricar bolsas de menor o
mayor tamaño debemos variar el número de revoluciones
del rodillo de caucho motriz lo que conseguimos cambian
do el diámetro de uno de los dos elementos de transmi
sión. Para lograr este cambio de diámetro acondiciona
mos una barra extensible al piñon motriz y de acuerdo
a la longitud que la fijemos hará que los rodillos de
caucho giren a un número determinado de revoluciones
que determinará la longitud de polietileno desenrollado.
La longitud a la que debe extenderse la barra para fabri
car la bolsa de mayor tamaño será explicado en el capítu
lo No. 4.
Si se observa detenidamente la figura se notará que
hay un momento en donde el piñon acoplado al rodillo
de caucho cambia de sentido de giro lo que haría que
el polieti1eno tirado fuera devuelto, entonces se hizo
necesario acoplar un sistema de embrague que hiciera
que el rodillo se detuviera cuando el piñon cambiaba
de sentido de giro. Este mecanismo a la vez que no

18
deja devolver el po1ieti1eno hace que la alimentación
se detenga momento en el cual se aprovecha para hacer
que la cuchilla de sellado caiga sobre el po1ieti1eno
y selle la bolsa.
Para conseguir este movimiento se recurrió a un mecanis
mo llamado embrague de rueda libre de rodillos como
10 ilustra la figura 7.
Rodillos
Cuerpo
Rueda en Estrella
Rodillos
Canastilla
FIGURA 7. MECANISMO DE EMBRAGUE DE RUEDA LIBRE DE RODILLOS.
El piñon unido al cuerpo y este a través de un pin circu
lar que hace de resorte a la canastilla al girar en

19
el sentido de las manecillas del reloj hace que los
rodillos al llegar al vértice de la rueda estrella se
expandan y haciendo de elementos intermedios para la
transmisión de movimiento entre el cuerpo y la rueda
estrella que unida y rigidamente con el árbol hace que
el rodillo de caucho unido a él, gire.
Cuando el piñon gira en sentido contrario los rodillos
vuelven a su posición original sobre la cara plana de
la rueda estrella produciendose una separación entre
el cuerpo y los rodillos desapa~eciendo y así la transmi
sión entre el cuerpo y la rueda estrella haciendo que
el piñon gire loco ~in arrastrar el eje.
r~".=-. -:-----c=-~ __ ,:-~~ 1 Ur:JV",~lt5{!¡"t !~I.f1:·~: '~';~;:: , .. , ~,i-((I\i\'.Iofi
! n ~ ;'.::1 1; ..',
I __ -=:.....::...:;.-..;....:;,..,.;~ _~ ... , ~_. ~ .. ~ ........ ..-........,.

2. DISERo DEL SISTEMA DE TRANSMISION DEL DisPOSITIVO DE SELLADO
Este dispositivo es el que activarA la cuchilla
de sellado, la cual recibe el movimiento desde el
motor a travis de poleas, engranaj es ci1indricos y de
cadena conjugados de tal manera que la cuchilla d~ el
número de golpes deseado.
Para la rea1izaci6n de nuestro proyecto selecciona
remos un sistema de transmisi6n que nos entregue ochen
ta bolsas por minuto. Eso significa que este mismo
número de veces la cuchilla de sellado cae sobre el
po1ieti1eno formando la bolsa.
Conocemos tambii~ que usaremos un motor de 1/2 H.P.
con 1725 RPM suponiendo que trabaj a con un rendimiento
del 85%. Estimado, luego se comprobará.
ESQUEMA DEL SISTEMA DE TRANSMISION DEL DISPOSITIVO DE
SELLADO
j

t1>tor PI
P2
i1
NS
N 6
N 3
L
nI
~
n 4=OOrpn
FmJRA 8 Fs¡UBIB del. Sistena de 'liansIds1ál del. dispositivo de sellado
21
~

2.1. DETERMINACION DE LA RELACION DE DIAMETRO A LAS POLEAS Y NUMERO DE LOS ENGRANAJES A UTILIZAR
Relaci6n total de transmisi6n = i =~1 n 4
22
TRANSMISION, DE DIENTES
i = 1470 = 18,4 donde, 80
n1= Número de RPM del eje 1
n4= Número de RPM del eje 4
Para una mayor comodidad en el diseño del mecanismo
de alimentaci6n del polieti1eno a la cuchilla de sellado
realizaremos la reducci6n sólo en dos etapas lo que
nos permitirá hacer una reducci6n menos drástica a la
hora de diseñar el mecanismo de a1imentaci6n.
n 2 = Número de RPM del eje 2
n3 = Número de RPM del eje 3
i = i 1 x i 2
Aunque los valores de i 1 e i 2 se pueden tomar arbitraria
riamente, se prefieren que sean casi iguales de ser

23
Esto es posible.
= = ~ = ~18,4 = 4,29
Luego i 1 =
Donde D1
= diámetro de la polea menor
D2 = diámetro de la polea mayor
El diámetro de la polea menor (D 1 ) depende de la poten
cia del motor y el número de revoluciones de trabajo.
Del Anexo 1 (tabla 12.11 diseño de elementos de
máquina (DEM) tenemos que para un motor de 1/2" H.P.
y 1470 RPM el diámetro mínimo de la polea menor para
motor"es eléctricos debe ser 2,25 pulg (57,15 mm) para
no trabajar con el límite menor seleccionamos D1
= 3 pulg
(76,2 mm).
Entonces
D 2 = i x D 1 = 4, 29 x 3 pul g = 1 2 , 8 7 pul g ( 3 2 6 , 9 mm)
Seleccionamos D2= 13 pulg (330,2 mm)

Recalculamos i1~ DI
330,2 76,2
24
- 4,33
= 339,5
La segunda fase de la reducción se hace con engranajes
cilindricos rectos.
Para la determinación del número de dientes se escoge
el ángulo de presión 0 = 20 o, dientes rectos de al tura
completa para los cuales el . . m1n1mo número
para que no haya interferencia es 17
2 (Tabla 8.1 (DEM.) ).
, segun
Si N3= 17
Luego . n 2 N4 i 1= 4,29 12= __ = como i 2 = n3 N3
N4 = Número de dientes del engranaje
N3 = Número de dientes del engranaje
de dientes
el anexo No.
4
3
N4 = i 2 x N3 = 4,29 x 17 = 72,93 dientes
Como N debe ser número entero buscamos la relación de
de números enteros más aproximada a la relación de
transmisión.

i 2 - 4,2895
73 17
80 18
85 20
100 23
120 28
- 4.2941
- 4.44
• 4.25
- 4.34
- 4.2857
25
Escogemos la relación 120 para no diseñar con el 28
minimo número de dientes quedando la relación.
-79.14 RPM
En el último paso de la transmisión no hay reducción y debe
ser realizado con engranaje de cadena.

26 El mínimo número de dientes para un piñon de .cadena
depende de la velocidad lineal de los dientes.
A muy baj as velocidades se puede usar piñones con baj o
número de dientes algo así como 11 dientes. Son velo
cidades muy baj as V -= O a SO pies/mn ( 164 mt/min).
Para no usar el mínimo número de dientes selecciona
mos engranajes de cadena de 14 dientes.
2.2.
Entonces -= -= 14 dientes
DIMENSIONAMIENTO DE LOS ELEMENTOS DE TRANSMISION DEL DISPOSITIVO DEL SELLADO
2.2.1 •. Selección del Tipo de Correas y el Número de
Correas a Usar. Escogemos una correa trapecial o en
V por ser la de uso más corriente para determinar el
tipo de correa (A, B, etc) debemos determinar la poten
cia de diseño a transmitir.
2.2.1.1. Cálculo de la potencia que puede transmitir
la correa.
HPn = Potencia nominal transmitida por la correa.
HPt = Potencia teórica que puede transmitir la co
rrea cuando la carga centrífuga es nula,

HPe
HPb
HPn =
Hpr =
Ka = KL =
Siendo
m =
a =
e =
v =
F = 1
es decir, sin pérdidas por carga
Pérdidas de potencia por carga
Pérdidas de potencia al doblarse la
la polea.
HPt HPe HPb
27
centrifuga
centrifuga
corre sobre
HPn Ka Kl Potencia corregida por ángulo
y longitud.
Factor de corrección por ángulo
Factor de corrección por longitud
HPt =
33000 e me
Coeficiente de rozamiento entre la correa y
la polea.
Angulo abrazado en la polea menor por la correa
en radianes.
Base de los logaritmos naturales
Velocidad de la correa
Tensión admisible en el ramal tens o la potencia.

28
de diseño es HPD - rs HP
Fs - Factor de ser~icio Anexo 7.
Fs - 1.2 + 0.2 + 0.1 - 1,5 para uso de mAs de
16 horas y al medio ambiente.
Aunque aún no conocemos la potencia del motor la asumi
mos de 1/2 H.P. que por las caracterlsticas de la
mAquina y por ser el mas comercial y econ6mico creemos
es el adecuado a utilizar.
HPD - 1.5 x -i- - 0,75 (0,56 KILOWATTS).
Según la figura 9 para designar el tipo de correa
teniendo la potencia de diseño (HPD) en el eje de las
ordenadas y con el número de re~oluciones de la polea
menor en el eje de las abcisas definimos que la
correa es del tipo A.
HPn - 0,75 y n 1 • 1470 Rpm

RPM
10000
5000
4000
2000
1000
800
600
400
200
A / I
V B / v /' I / /
/ / e J'" V /., V / o :L
1 V / v 1/ I E
V V V V I L
2 4 6 810 20 40 60 80 100 200
FlíDA 9 Selecd61 del T:ipo de Correa
I I
29
400
HPD
',1 Uni'M¡:;idttl ".¡!le"Oc":;:! d~ ('){(j~it., ;! e.-·::'I H;l'.,_",'·.:~D I

V Fl (eem - 1 ) 30
33000 m •
e
A - Area de la secci6n transversal de la correa
s - resistencia admisible.
De la tabla 1 tenemos que para una correa tipo A
A - 0,125 pulg ( 3,175 mm)
s - 768
96
lb
Pu12
lb
0,541 [g
( 211,2 [g)
TABLA 1
Area de la secci6n transversal de la correa y resis
tencia admisible.
TIPO
A
B
C
D
E
SECCION A Pu1 2
0,125
0,213
0,372
0,755
1,093
S
1b/pu1 2
768
798
847
894
903
De Diseño de Elementos de Máquinas,
lng. Jorge Caicedo, Pago 1020
96
170
315
675
987
Tomo 11,

v -
v -
~ x 3 pula x 1470 Rpm
12 Ppla ie
31
12
-
x, Y, Z son constantes para el cAlculo de la poten
cia nominal y se dan en la tabla 2.
TABLA 2
Constantes X, Y, Z para el cAlculo de las correas en
V corrientes
Secci6n de la X Y Z Correa
A 2,684 5,326 0,136
B 4,734 13,962 0,0234
C 8,792 38,819 0,0416
D 18,788 137,70 0,0848
E 27,478 263,04 0,1222
Kd - Factor de relaci6n de diAmetr~de la tabla 3 tenemos con;
-Kd - 1,14
13 3 - 4,33

32
2.2.1.2. Factor de Re1aci6n de DiimetrOl
TABLA 3
Id i Id
1,000 - 1,019 1,000 1,223 - 1,274 1,080
1,020 - l,03~ 1,001 1,275 - 1,340 1,090
1.033 - 1,055 1,020 1,341 - 1,492 1,100
1,056 - 1,081 ~1 t 030 1.430 - 1,562 1,110
1,082 - 1,109 1,040 1 ,563 - 1,18+ 1,120
1,110 - l,14.i 1,050 1,815 - 2,948 1,130
l,14.a - 1,178 1,060 2 1 948-1 mis !,..ill 1,179 1,222 1,070
HPn - ( 2,864 (103 /1154,54)0,09 - (5,326/1,14 x 3) -(0,136 x 1154,542 /106 ) ) x 1154/103
HPn - 1!256
2.2.1.3. Determinaci6n de la Distancia Mlnima entre
Centros. (C)
C > D 2 - i 1 D 1 - 4, 33 x 3 pul g - 13 pul g (33 O , 2 mm).
6
C > ( D2 + 3 DI ) -
2
13 + 3 x d
2 - 12,5 pu1g (317.5 mm)
Escogido C - 13 pu1g (330,2 mm).

33
Para calcular la lonaitud de la correa (L) teneaos que
L - 2C + 1f (D2 + D1 )/2 + (D -2. D )2/
1 AC
L - 2 z 13 + 1T(13 + 3 )/2 + (13 - 3 )2/ d z 13 15-\ ~ , t I~
L - 53,06 pula (1347,7 aa)
La lonaitud interna (Li) ser':
Li - L - 11 L - 1 ,3 por ser una correa tipo A
Li - 53,06 - 1,3 - 51,76 pulg (1314,7 a.)
Se escoge una correa tipo A de 55 pulg (1397 mm) que
es una longitud interna nor.alizada mayor mis cerca
na al dato obtenido. Ver Anexo 5.
Recalculando la distancia entre centros tenemos que:
L - Li + AL - 55 + 1,3 - 56,3 pulg (1430 •• )
C - ( B +
donde
B - 4L - 6,28 (D2 ; DI)

34
B - 4 • 56,3 6,28 (13 - 3 ) - 162,4 pulg (4125mm)
e - ( 162,4 + ~(162,4)2 - 32(13 - 3 )2 ) /16
e - 19,66 pulg (499,4 mm)
Factor de correcci6n por lngulo
- 13 - 3 - 0,51 con este valor en la 19,66
tabla 6 Se
obtiene Ke - 0,93 para ambas poleas ranuradas
de el anexo ND 6 se obtiene el factor de corree
ci6n por longitud KL - 0,96 para
Li - 55
La potencia corregida serA:
HPr - Ke x KL x Hpn
HPr - 0,93 x 0,96 x 1,256 • 1,12
El número de correas (m) serA:
m -
m -
HPD HPr
0,75 1,12 - 0,67

35
Lo que nos indica que debemos usar 8010 una correa.
2.2.1.4. Duraci6n de Vida. La duraci6n de las correas
depende del valor de las cargas pico, de la velocidad
de la correa y de su longitud. Las correas mis veloces
recorren un n6mero mayor de veces el ciclo de carga
que las lentas en la unidad de tiempo, por lo tanto,
las correas cortas J rlpidas tienen una dura~i6n de
vida menor que las largas J lentas.
Fc - Kc (V/l000)2
Fc - carga centrifuga
Kc - constantes para el cllculo de la carga centrifuga
V - Velocidad de la correa
De la tabla 4 tenemos Kc - 0,561 para correas tipo
A.
TABLA 4
Constantes para calcular el valor de las cargas centri
fugas J en flexi6n de las correas en V corrientes.
TIPO Kc Kb
A 0,561 157
B 0,0965 406
C 1,716 1,112
D 3,498 3,873
E 5,041 7,332
De Diseño de Elementos de Máquinas, Tomo 11, Ing. Jorge Caicedo Pago 1019

36
Fc - 0,561 ( 1154,54/1000)2
Fc - 0,75 lb (1,65 (g)
Fb " --1
-
carga de
Ilenor.
carga de
mayor.
f1exi6n al
f1exi6n al
pasar por la polea
pasar por la polea
lb - constante para el cAlculo de las cargas en f1exi6n
-..
-
del anexo 8
lb - 157 para correa tipo A
157 3
157 13
- 52,33
- 12,08
lb ( 26,57 Ig)
lb ( 306,83 Ig)
I + 33000 HPD fe 1 fe l e / V (e - 1 )
Carga en el ramal tenso.
Siendo 'f .. n coeficiente de razonamiento para
Seu oC 2
poleas trapeciales o en V
Coeficiente de rozamiento. De la tabla 12.1
(D.E.M.) n - 0,35 para correa de caucho
y lona y polea de fundici6n gris en un medio
medio seco.

37
~ - Angulo de la ranura de la polea de el ane
xo 9. ~- 34° para una polea del tipo A
de 3 pulgadas de dilmetro.
~1 - Angulo menor.
f _ 0,35 34
sen 2
abrazado por la
- 1,2
correa sobre la polea
"2 - Angulo abrazado por la correa sobre la polea mayor
el - lf- (D -2 DI ) /e
e - 11' - ( 13 3 ) /
9 2- 11'+ ( D2 - DI ) /e
e 2 - 11' + ( 13 - 3 ) /
K -Fe - °1 75 -'tr 1T
Fl - 0,24 + 33000 x 0,75t.
( el, 2 x 2,63 - 1 )
F1 - 22,63 lb (49,8 Kg)
19,66 - 2,63 radianes
19,66 - 3,65 radianes
0,24 lb (0,528 Kg)
1,2 x 2 t 63 / 1154,54
La correa al pasar por la polea menor con la carga
pico FP1 experimenta un deterioro o pérdida de vida
l/NI Y del mismo modo al pasar por la polea grande
con la carga FP2 la pérdida es 1/N2 , por tanto la pérdida

total de vida en ciclos es:
N
NI
N2
1 N •
es la duraci6n de
duraci6n de vida
polea menor.
luraci6n de vida
polea mayor.
1 1 . -+ NI H2 donde;
la vida en ciclos
en ciclos pasando
en ciclos pasando
FP1 • 0,75 + 22,63 + 53,22 • 75,71
38
de la correa
solo sobre la
solo sobre la
1b(166,6 Ig)
FP2· 0,75 + 22,63 + 12,08 • 35,46
de la figura 10
lb (78,01 Ig)
F 1000 P
Carga 800
Pico 600
200
100
lOe. 2><108 4 6 8 109
F:ICDA 10 ~ de Vida de ]a; Correas
o
C
8
A
4 6 8 \0 N (CICLOS)
10

1 N
•
• 1
N • 74 x 107
+ 1 • -9 1,35 x 10
39
..
La duraci6n en horas serA Lh • N/60.n siendo n Rpm la
velocidad de giro de la correa pero V - nL/12 6
n - 12V/L - 12 x 1154,54 / 53,06
n .. 261,1 Rpm entonces:
Lh = 74 x 10 7 60 x 26171 47 ,234 horas
en dias
Ld .. Lh 24
en años
La -Ld 365
..
-
47234 24
5,4
• 1968 di as
años .. 5 años y 5 meses
2.2.1.5. Dimensiones de las Poleas
-===~-=-~--~.,...~ -,-- --------~ Un!l/ttrsird.:;-t1 ";:ih~.,!;;'·'1J "~" 0(!'¡~;:~"
-

r f
. 40
1
FIGURA 11. Dimensionamiento de las poleas
De el anexo 9 tenemos que para correa tipo A:
• 35 0
b - 0,494 pulg • 12,5 mm
H • 0,490 pulg • 12,4 mm
a • 0,125 pulg • 3,2 mm
s • 0,375 pulg • 9,5 mm
r - 1 B2 pulg • 0,8 mm
f - (m - 1 ) S - 2s
m • nfimero de correas - 1
s - paso axial - O
F - 2 x 0,375 - 0,75 pulg - 19,05 mm
DI - 3 pulg (76,2 mm) D2 - 13 pulg (330,2 mm)

- 3 + 2 x 0,125
- 3,25 pulg (82,55 mm) D0 2
- D0 1 - 2 H
- 3,25 - 2 x 0,49
- 2,27 pulg (57,7 mm) Dr 2
2.2.2. Cálculo y Dimensionamiento
41
- 13 + 2 x 0,125
- 13,25'pulg (336, 55 min).
- - 2 H
- 13,25 - 2 x 0,49
- 12,27 pulg (311,6 mm)
de los Engranajes
Cilindricos Rectos. En la segunda fase de la reduc
ci6n de velocidad utilizaremos engranajes de dientes
cilindricos de dientes rectos recomendados para trans
mitir potencia y movimiento entre árboles paralelos,
son engranaj es sencillos fáciles de producir y de baj o
costo.
El cálculo o diseño de los dientes de un engranaje
consiste en determinar analíticamente o mediante f6rmula
el paso diametral o el m6dulo con base en las propie
dad es mecánicas de un material y a partir de las con
diciones de carga y de velocidad existentes en el meca
nismo. El paso diametral o el m6dulo son los valores
o las medidas fundamentales a partir de las cuales
se determinan las demás medidas del engranaje.

42
El m6todo consiste en calcular el paso o m6dulo . por resistencia a la rotura para luego hacer un
cAlculo de control o comprobaci6n de los dientes
por resistencia al picado.
2.2.3. CAlculo por" Resistencia a la Rotura. Formula
para el cAlculo del paso diametral por resistencia
a la rotura propuesta por Wilfred Lewis (modificada).
-
P - donde,
P - Paso diametral
s - Resistencia admisible estAtica
y = Factor de forma de Lewis
Factor real de concentraci6n de esfuerzos en la
raiz del diente.
WD - Carga dinámica de diseño
F - Ancho del diente
2.2.3.1. Determinaci6n del Factor de Forma Y
Diseñaremos los engranajes con un ángulo de presi6n
y dientes de altura completa.
Conocemos que el númer" de dientes de los engranajes
debe ser:

43
• 28 dientes
N4 • 120 dientes
De el anexo 10 con el número de dientes, el in
gulo de presi6n y suponiendo la posici6n de la
carga critica en el extremo del diente y dientes con
altura comple~a tenemost
• 0,352
• 0,371
Se puede considerar que el servicio de trabaj o es mode
rado para el cual el anexo 11 recomienda el uso
de acero 8620 cementado con 55 Rc de dureza.
Estos engranaj es se diseñan con una d uraci6n de vida
mlnima de 5 años, con 10 que la duraci6n de vida en
ciclos CN) es~
// N = 5 x 365 x 24 x 60 x 1470 - 38,632 x 108 ciclos
10 que corresponde a vida infinita.
De el anexo 12 la resistencia admisible para acero

44
con 55 Rc vida infinita J caraa repetida.
Según
s - 55000 a 650000
2 (38,75Ig/mm a
2 1b/pulg
el anexo 13. Las relaci6n de durezas reco
mendada es igual para ambos elementos (piñ6n J rueda)
esto es.
- - 570 BHN - 55 Rc
2.2.4. CAlculo de la Velocidad Lineal (V). Para de
terminar la velocidad lineal se requiere conocer el
diAmetro primitivo del piñ6n o de la rueda pero es
tos en el estado actual del proyecto son desconoci
dos, se puede suponer arbitrariamente el diAmetro del
piñ6n de acuerdo a la potencia que va a transmitir
Suponemos - 2 pulg (50.8 mm)
con lo que la velocidad del piñ6n queda
V + (í/ x 2 x 339,5 )/12 • 177,76 pies (0,9 -ll) min seg

(
45
Determinaci6n de la carga dinlmica de dise60s (WD)
Por no existir cargas pico "1 de arranque la carga dinl
mica de diseño se determina a partir de la carga tan
gencial o de r6gimen (Wt).
- 33000 x HP / V
W~- 33000 x 0,5 / 177.76 - 92.8 lb (42,2 Kg)
El factor dinlmico (FD) para dientes producidos por
fresado con fresa de forma o fresa madre sin esmerilar
para una velocidad de aplicaci6n menor a 1000 pies/min
( 5 08 --!..L) , seg
del anexo
F - 1,25 s
14
900 + V 900
900 + 177.76 900 - 1,2
el factor de servicio (F S ).
para 24 horas de servicio continuo
El factor de distribuci6n de carga (Km) por el ane
xo 15 para D3 - 2 pulg (50,8 mm) supuesto "1 montaje
del tipo b es Km - 1.6

entonces
WD - 1,25 x 1,2 x 1,6 x 92,8 - 222,72
El factor real de concentraci6n I{f - I
el extremo.
46
lb (101.24 I{g)
para carga en
Como el piñ6n y la rueda son del mismo material el
piñ6n es el elemento mAs débil por rotura entonces
calculamos el paso diametral (P) con los datos obte
nidos para el piñ6n.
P =
Para efectos de cA1cu10s se puede suponer que:
F - DI 6 F - 10fP
entonces;
P -
para engranajes medianos
o con peso normal.

47
p _ 55000 x 0,352 x 2 1 x 222,72 • - 173,85 pulg (4415,8 mm)
-"J r
p _ 15 x 55000 x 0,352 1 x 222,72 - 36,1 pulg ( 916,94mm)
Se escoge el menor de los dos, esto es P - 36 con este
paso se obtiene los siguientes valores.
N3 ... -- ... P
F" 10 p-
120 36
10 ---36
28 36
... 0,77 pulg (19,56 mm)
... 3,33 pulg (84,6 mm)
- 0,278 pulg (7,06 mm)
Como el paso diametral (P) q~e se acaba de calcular
se hizo con base en un valor supuesto para el diáme
tro del piñon ... 2 pulg (50,8 mm) obteniéndose
un D3 .. 0,,77 pulg (19,56 mm) se debe repetir el cálculo
hasta obtener un valor del paso diametral para el cual
los valores D3 y F sean reales y no supuestos 10 cual

48
ocurre cuando el paso diametral (P) calculado por
las dos ecuaciones son casi iguales.
Por 10 tanto recalculando se tiene:
v .. 1f x 0,77 x 33.9,5 12
.. 68,44
W .. t
Km ..
33000 x 0,5 68,44
1,6 para
900 + 68,44 900
.. 241,09
F ...
... 1,08
Wn ... 1,25 x 1,08 x 1,6 x 241,09
Reemplazando se obtiene:
0,278
...
pies min
pulg
520,75
P .. 55000 x 0,352 x 0,278 520,75 = 10,34
P ... ,1 15 x 55000 x 0,352 ~ 520,75 = 23,6
(0,347 mt/seg)
(7,06 mm)
Se escoge el menor de las dos y se normaliza esto es
P ... 10
.. 28 ---ro .. 2,8

F -
v -
W -t
10 --p - 10
10 - 1
Tf l[ 2,8 l[ 339,5 12 - 248,87
33000 l[ 0,5 248,87 .- 66,23
49
pies (1,26 mt/seg) min
Km" 1,6 para F" 1
WD ..
P ...
P -
900 + 248,87 900
.. 1,28
1,25 x 1,28 x 1,6 x 66,23
55000 x 0 1 352 x 1 .. 114,18 169,55
~ 15 x 55000 x 0 1 352 -169,55
.. 169,55
41,4
Seleccionamos el paso normalizado P .. 20
tenemos:
F .. 10 P
28 20
.. 10 20
.. 1,4 pulg (35,56 mm)
.. 0,5 pulg (12,7 mm)
entonces
v .. 11' x 1 1 4 x 339,5 12 - 124,43 pies/min (0,63 mt)

Km -
33000 x 0,5 124,43
1,6 para
900 + 124,43 900
50
- 132,6 lb (60,3 (8)
F - 0,5
- 1,14
WD - 1,25 x 1,14 x 1,6 x 132,6 .. 302,33 lb(II,9 Kg)
P ..
P ..
55000 x 0,352 x 0,5 302,33
.1 15 x 55000 x 0,352 'i 302,33
.. 32,02
.. 31,0
El paso diametral definitivo es p .. 20
D3" 1.4 pulg (35,56 mm) di!metro primitivo
D4" 6 pulg (152,4 mm)
F = 0.5 pulg (12,7 mm)
v .. 124,43 pies/min (0,632 mt/seg)
Wt - 132,6 lbf (60,27 (gf)
FD " 1,14
WD - 302,33 lbf (137,42 Kgf)
2.2.5. C6lculo por Resistencia al Picado o Desgaste.
En el diseño de engranaj es es practica común calcular

51
el paso diametral por resistencia a la rotura
para luego hacer un cAlculo de control o comprobaci6n
de los dientes por picado.
donde,
W - Carga tangencial admisible que por picado puede v
ser transmitida por los engranajes sin fallar.
D3 - Di!metro primitivo del piñon
F - ancho de los engranajes
Q - Factor de re1aci6n de transmisi6n
K - factor de fatiga superficial
Q -
Q -2 x 4,28 4,28 + 1
K del anexo
= BHN4 - 570
donde i 2 - 4,28
- 1,62
16 tenemos que para
s - 400 BHN - 10000 (limite de fatiga superficial
S - 400 x 570 - 10000 - 218.000 1b/pu12

entonces [- 720
W - 1,4 x 0,5 x 1,62 x 720 ..,
W.., - 816,48 lb (371 [g)
816,48 lb - 246,03
(371,12 [g) > (9,68 [g)
que los engranajes no
factor de seguridad FS •
FS • 816,48 302,33
por
1: 2,7
52
lb 10 que indica
picado, siendo el
2.2.5.1. Dimensiones de los Engranaj es. Para nuestro
proyecto debemos fabricar nuestros piñones con un paso
diametral de 16 porque en el taller donde se nos fa
bric6 los engranajes no existla la frase diametral
pith 20.
entonces
ENGRANAJE
Diametral pithe (P) • 16 (M6dulo 1-587)
Número de dientes (N 3)· 28

Diametro exterior (O) -
Diametro exterior -Diametro exterior -Diametro primitivo (D) -
Diametro primitivo ..
Diametro primitivo ..
N + 2 P
28 + 2 16
1.875"
28 16
1.75"
Altura total del diente (W) .. 2.157 P
2.157 .. 16
53
(47,6 mm)
(44,45 mm)
.. 0,135" (3,4 mm)
Altura de la cabeza del diente (8)
Espesor del diente (T) -
Espesor del diente -
1,5708 P
1.5708 16
..
..
1 -p
1 16
.. 0,0625 (1.6 mm)

54
Espesor del diente - 0,098 (2,5 mm)
ENGRANAJE NII 4
Diametral pitch (P) - 16 (m6dulo - 1,587)
Número de dientes (N 4 ) - 120
Diametro exterior (O) N + Z .. P
Diametro exterior (O) 120 + 2 - 16
Diametro exterior (O) .. 7,625" (193,7 mm)
Diametro primitivo (D) N .. P
Diametro primitivo (D) 120 .. 16
Diametro primitivo (D) - 7,5" (190.5 mm)
altura total del diente (W) - 2 1 157 P
Altura total del diente (W) - 0,135" (3,4 mm)
altura de la cabeza del diente (S) 1 - P
altura de la cabeza del diente - 0,0625" (1,6mm)
Espesor del diente (T) -1 1 5708
P
- 0,098 (2,5 mm)
Distancia entre centr~s (e) ..

-
-
28 + 120 2 x 16
4,625"
55
(117,5 mm)
Cálculo y Dimensionamiento de los Engranajes
de Cadena y Selecci6n del Tipo de Cadena. Para la úl
tima fase de transmisi6n de movimiento en el mecanismo
de sellado hemos seleccionado engranajes de cadena de
14 dientes. .. 14 dientes) de acuerdo al
análisis hecho anteriormente.
2.2.6.1. Selecci6n del Tipo de Cadena. Las cadenas
lentas se calculan por carga estática con base en la
resistencia última. La carga en las cadenas en gene
ral varia entre un valor mlnimo F2 = O en el ramal flojo
a un valor máximo F1 en el ramal tens~
Esta variaci6n de la carga, además de las cargas diná
micas o, de aceleraci6n determinan que las cadenas esten
sometidas a fatiga. Sin embargo, cuando las cadenas,
son lentas el ciclo de carga se repite relativamente
poco durante la vida de la cadena, además de que las
cargas de aceleraci6n son también bajas por 10 que
la falla en fatiga no tiene oportunidad de presentarse.
En cambio estas cadenas tienden a fallar por rotura

56
estltica de los eslabones cuando la carga en el ramal
tenso Fl sobrepasa un cierto valor.
Fd - carga de diseño
F s e factor de servicio - 1 para carga uniforme
F1 e 33000 HP/V carga en el ramal tenso
HP = potenia transmitida
v = velocidad tangencial del piñon, o de traslaci6n
v -
de la cadena.
-v •
p -sen ( 180 )
N5
rr x 4,5 P x 79,14 12
p 180
sen (14 )
v e 93,23 p pres/min (0,47 p mt/seg)
- 4,5 p

57
F1 -33000 lt 0 1 5 - 177/p 93,23 p
Fd - 1 lt 177/p
Fd - 177/p
Fad - .LL carga admisible F.S.
,
Fu - resistencia 6ltima promedio. Anexo 17
F.S. - Factor de seguridad. Anexo 18
Fad debe ser ~ Fd
TABLA 5 Tabulando los resultados para los diferentes tipos
de cadena tenemos:
CADENA PASO VELOC CARGA F.S. RESIST Fad ASA p V-93,23p Fd-177/p T.13.4 ULTIMA Fu/FS
Pulg pies/ .... Anexo 17
25 0,25 23,3 708 6 875 145,8
30 0,375 35,0 472 6 2100 350,0
40 0,5 46,6 354 6 3700 616,6
Como podemos observar se debe usar una cadena ASA
40 de paso - 0,5 pulg ( 12,7 mm) porque solo en esta
cadena Fd ¿ Fad
Tambi~n se habrla podido optar por usar dos cadenas

58
ASA 30.

3. DISEÑO DEL MECANISMO DE ALIMENTACION DEL POLIETILENO A LA CUCHILLA DE SELLADO
Y REGULADOR DEL TAMAÑO DE LA BOLSA
(Ver esquema adjunto).
Este mecanismo tira el polietileno a través de dos ro
dillos de caucho que hacen contacto entre si y que giran
en un solo sentido de modo alternativo. El giro de
estos rodillos es regulado a través de un mecanismo
de barra variable que se ajusta de acuerdo al tamaño
de la bolsa que se desee fabricar: para evi tar que los
rodillos giren en sentido contrario al necesario, se
acopla a estos un mecanismo que llamaremos trinquete.
Determinaremos cuál debe ser la longi tud mAxima de la
palanca desde su sentido de rotación.
Las bolsas que fabricaremos serAn de sellado lateral,
por 10 tanto este mecanismo regularA el ancho de la
.bolsa.
La bolsa mAs ancha que se proyecta fabricar serA de

60
0tt.Ita:eras N4
lI3 -O HHl I I LJ
N3
I
I ROOillo de c:auc:OO
HJ-[HJ r1l4 -1H Embrague
VISTA SJPflUCR
Re sClTte te'lsor
WJvIN----1 -----
8: ---- Mecani~mo de
. - -- - -- N3 ('T ::rra variable
-- _/ ----Rodillo conductor - ____ _
Rod ill o conducido
VISTA I.A'lEW..
FIaJRA 12. M:!c:anisrn de alÍJJBltacioo. del polietileno

61
15 pulgadas (382 mm). Como la frecuencia de golpea
de sellado es de 79.14 Rpm los rodillos de ben arras
trar 15 pulgadas (318 mm) cada 0.76 segundos.
Velocidad mAxima del polietileno:
V _ 15 pulg - 19.74 pulg/seg 0.76 seg
El diAmetro de los rodillos de caucho 10 selecciona
remos arbitrariamente de 3 pulg. (76.2 mm).
El número de revoluciones (n ) del rodillo de arrastre s
debe ser:
V -~ x Drodill0 x n s
n s
n -s
- 19.74
V Drodillo
- 125,67 RPM
- ~09 rev / seg

62
con los lIisllos parllletros utilizados anteriorllente para
la selecci6n de los piñones de cadena. Escogemos un
engranaj e de 14 dientes paso 0.5 pulg ( 12,7 1111) para
acoplarlo al rodillo de arrastre.
"5 - 14 dientes
El ej e del mecanismo de barra gira a n3 - 79,14 Rpm
y el eje del rodillo de arrastre debe girar a 125,67
Rpm cuando se est~ fabricando la bolsa mas ancha.
Como el mecanismo de barra por cada media vuelta ha
de cambiar el sentido de giro del rodillo de arrastre
tenemos que obtener las 125,67 Rpm en la mi tad de las
revoluciones del mecanismo de barra.
entonces n 1 3
79,14 2
... 39,57 Rpm
i .. ~- 39,57 - 0,315 ns 125,67
Tenemos que la longitud de la barra desde su centro
de rotaci6n debe ser D1s -2-
D .. E ... °2 5 .. 2,25 pulg (57,15 mm) 5 180 180
sen i5 sen--¡¡
de donde D15 - ~ i
D - 02 ,21 - 7,14 pulh ( 181,36 mm)
15 ,~\u
D1s - 3,57 pulg (90,6 mm)

4. BANDA TRANSPORTADORA
Ver Figura 13
N13
.1- I-----~-f_---f_->-- j n7
FIrnRA 13. Panda transportadora
Para el diseño de esta banda transportadora solo nos
ocuparemos de la yelocidad que 6sta debe aantener, pues
la carga que lleya es de un peso insignificante 'J el

64
ancho est6 dad o por e 1 tamaño m6x imo del a bolsa que
se desee sacar.
La velocidad de entrada de las bolsas a la banda trans
portadora, es la misma con la que salen de los rodi
llos de arrastre; .pero como ~ste varia de acuerdo al
tamaño de la bolsa, (entre m6s ancha más rápido viaja).
Entonces, haremos los cálculos de acuerdo a la bolsa
de mayor tamaño que se proyecta fabricar.
La bolsa de mayor tamaño será de 15 pulgadas (381 mm)
de ancho por 22 pulgadas (559 mm) de largo.
Para sellar
ancho, el
Para evitar
cada minuto 80 bolsas
polietileno debe viajar
po si bIes congestiones y
de 15 pulgadas de
a 20 pulg/seg.
para facilitar la
acción del mecanismo de desprendimiento haremos que
la banda transporte más rápido la bolsa.
El mecanismo de desprendimiento en un rodillo de espu
ma que entre en contacto con la bolsa y la banda trans
portadora inmediatamente después de que la bolsa es
sellada. Al estar la bolsa entra la banda y el rodi
110 de espuma es tirada cuando el polietileno aún está
caliente, haciendo que se separe del resto del rollo
por esta razón la banda que es el elemento motriz de
este sistema de desprendimiento debe ir a mayor veloci

65
dad que la bolsa en el sellado.
Seleccionamos una velocidad de 40 pulg/seg. Si montamos
la banda sobre rodillos de 1 1/2" 0 tenemos que:
v - 40 x 60 seg - 509,3 RPM
1T'x 1,5 1 min
El movimiento para esta banda debe ser tomado de eje
n 2 que gira a 339,5 RPM.
Entonces al eje motriz de la banda transportadora debe
ir acoplado un engranaje de cadena de un nfimero de dien
tes tal que nos entregue 509,3 RPM.
n 7 - 5 O 9 , 3 R Ptl
FlGIRA 14. ~ de la Bao;Ia 'l'nmsportaJora
i =~ = 339,5
n 7 509,3
n 2 11: 339,5 RPM
= 0.67
Escogemos N 13 11: 14 d ien tes; paso 1/2 pulg. para veloci
dad baja y de acuerdo al mlnimo nfimero de dientes que
se deben usar como fue explicado anteriormente.

66
1 -= N13
N12
N12 -= N13
1
14 = 20.89 0.67
Escogemos N12 = 22 dientes
Recalculando el número de revoluciones del eje motriz
de la banda será:
i recalculado
n7 rec =
= N13
== 14
== N12 22
i n 2 rec ==
n7 rec
n 2 n7 rec :,----i rec
339.5 == 533,8 RPM 0.636
La velocidad de la banda será:
v = n 7 x 1T x D
0.636
v = 533,8 x 1T x 1.5 x 1 min/60 seg
V = 42 pu1g/seg (1.067 m/seg)

Como ya
la bolsa
da, debe
sellado.
5. MECANISMO DE DESPRENDIMIENTO
explicamos es el que se encarga de separar
del rollo de polietileno. despu~s de sella
actuar sincronizado con el dispositivo de
Consiste en un rodillo de espuma que haciendo contac
to, con la banda de transporte tira de la bolsa que
pasa por entre ellos.
Este rodillo de espuma es accionado por sistema de
palancas que es movido por un engranaje de cadena
que recibe el movimiento del eje que acciona el dis
positivo de sellado.
Instalando dos engranajes con el mismo número de dien
tes obtenemos que estos mecanismos trabajen sincro
nizados.
Seleccionamos engranajes de 14 dientes, paso l/2 ft•
(Ver figura 15)

68
Cootador Rodillo de es¡um
funda transportOOora
Piñcn de cadena
FIQRA 15. Fs¡uem del ~ de ~
Asociado al. mecaú.slo de despnnlimlsnto se acopla Wl c:mtadar para t;ota11mr la cantidad de bolsas fabricadas.

6. CUCHILLA DE SELLADO
La cuchilla de sellado es accionada por un mecanis
mo excentrico, el cual es movido por un eje al cual
va acoplado un engranaje de cadena de 14 dientes
(Ver capitulo 4).
Calentada por medio de una resistencia variable regu
lada de acuerdo al calibre del polietileno que se
est~ utilizando.
La temperatura a la que debe ser calentada la cuchi
lla de sellado es de 121°C para el polietileno de
alta densidad y 90°C para el polietileno de baja
densidad.
6.1. CARACTERISTICAS MECANICAS DEL POLIETILENO
(Ver TABLA 6)
El material seleccionado para la cuchilla es de 16
mina ASTM A36, por su bajo costo y su buena conductividad t~rmica.
:--.:-:-.-:-.~. -_ .
• - -- --------- .• - .:;..........;-..,;¡;. ...;.,.-"- .. ....-........-

TABLA 6. Caracter1sticas Mec§nicas del Polietileno
CONCEPTO POLIETILENO DE ALTA DENSIDAD
Propiedades principales Resistencia a productos qu1-micas, resistencia mecánica bajo costo.
Usos principales Pe11culas blanqueadoras, bo tellas, tubos, bolsas.
Densidad g/cc 0,94 - 0,96
Resistencia a la tracción, lb/pulg 2 3.100 - 5.500
2 -5 M6dulo de tracción, lb/pulg x 10 0,4 - 1.5
Temperatura de fusi6n oC 121
Temperatura de moldes oC 149 - 426
Resistencia diel~ctrica, Volts/mil 440 - 600
Constante diel~ctrica, 1000 Hz 2,3 - 2,35
Factor de disipaci6n, 1000 Hz ~k!nos de 0,0002
Absorci6n de agua en 24 horas, % Menos de 0,01
POLIETILENO DE BAJA DENSIDAD
Propiedades el~ctricas, flexi-i
bilidad, bajo costo
Pe11cula, recipientes, forro de alambres.
0,91 - 0,93 I
1.000 - 2.300
0,17 - 0,35
83 - 100
135 - 372
420 - 700
2,25 - 2,35
Menos de 0,0005
Menos de 0,015 --------_. __ . __ .~ --
" o

7. CALCULO Y DISEÑO DE EJES Y ARBOLES
En nuestro caso los ejes y árboles son de secci6n
constante y escogimos el material recomendado por los
catálogos que entrega
el más adecuado para
SIDELPA como acero 1020 que es
nuestras condiciones de t ra baj o.
Los criterios que vamos a tener en cuenta para el
cálculo y diseño de ejes y árboles son la resisten
cia estática o en fatiga, la rigidez en f1exi6n y la
velocidad critica en flexión y torsi6n.
7.1. CALCULO Y DISERo DE EJES
Haciendo una pequeña introducción diremos que los
ejes son elementos de máquinas sometidos a flexión
solamente y en nuestro caso el eje a calcular va a
trabajar fijo. El diseño consiste en calcular el diá
metro por resistencia y por rigidez en flexión para
luego escoger el mayor de los dos calculados.

72
7.2. CALCULO Y DISEÑO POR RESISTENCIA
0.9 Su 1/FS= 6ne!Sy + ~EE/Sy ¡ma N ... Ny
Sy
Carga estática poco uso
Ny
Figura 16. Diagram de Fatiga
Sf.
1/FS=1" ne!Sy +6 EE/Sf. ¡ma Ny < N < 106
ciclos
Fatiga vida finita, uso frocuente Fatiga vida infinita
uso penmnente
Para nuestro diseño el eje tendrá uso permanente
y según el gráfico S N para el diseño de ejes
y árboles tendremos:

73
1 • Q""me + Kfm x crae Sy Sn Fs
De donde:
Fs Factor de seguridad
Sy Limite de fluencia del material
Sn Limite de fatiga del material
Kfm: Factor real de concentraci6n de esfuerzos por fle xi6n.
(fme y <rae - Esfuerzos
Eje Portarrollo de Polietileno
,.. 15" 1
~ ~ ~ I l J 32.875"
¿ 1 fl)lhs
fR¡¡ DlAGW1A lE CAIG\S
t' RA
F/2 DlAGW1A lE F.SFlJFR'lIE CXRrANIE3
IF/2
Figura 1 7 . Diagrama de Momentos

74
Viga simplemente apoyada en A y B de secci6n constante
sometida a f1exi6n.
El material a usar es acero 1020 con las siguientes
caracterlsticas:
Composici6n C Qulmica 0,20
Si 0,35
Sy = 48.000 PSI = 3.382 Kg/mm 2
Su = 68.000 PSI = 4.791 Kg/mm 2
Mn P 0,65 0,003
G = 12 x 106 PSI. 8,45 x 105 Kg/mm 2
7.3. CALCULO DE LAS REACCIONES
S 0,003
RA = RB Fa =--= L
80 lbs x 16,4375 = 40 lbs (18,13 Kg) 32,85
7. 3.1. Cálculo de los ~10mentos Flectores
FL M =H =--= 'A B 4
Cfme
80 lbs x 32,875 = 657,5 1b.pg 4
M =--= Z
657,5 lbs. pg Z
ora = ~ = 657,5 lbs. pg Z Z
Z Momento resistente axial de inercia de la sección transversal del Arbolo

75
1 : Momento axial de inercia del 6rbol
C : Distancia de la fibra del 6rbol ms alej ada del ej e neutro.
_...;1~_ _ cr me CE
Fs Sy I(fm x crae
Sn
ICfm - 1 para material ductil
srr - 0,5 Su - 0.5 x 68.000 lbs/pg' - 34.000 lbs/pg'
TABLA 7 Tabla Coeficiente de Confiabilidad Z
Confiabilidad
o
50%
90%
95%
99%
99.9%
99.99%
100.0%
I(s : Factor de seguridad funcional
Confiabilidad 99.9%
Z - 3.1
Ks = 1 - ZD
De donde: D = 8% para acero
Ks = 1 - 3.1 x 0.08 = 0.752
Z
o
1.3
1.6
2.3
3.1
3.7
3.799
Sn - Ks S~ - 0.752 x 34.000 lb/pg2 = 25.568

76
Fs Factor de seguridad - 2. O para trabaj o normal.
1 657,5 lbs. ~g + 20 - Z.x 48.000 lb pgl
) .. ~
1 x 657,5 lbs. pg Z x 25.568
0.5 -3,941 x 10-2 pg
Z
Z - 7,882 x 10-2 .. 11" di
32
d' - 0,8029 pulg'
d .. 0,929 pulg. Se escogi6 un di6metro normalizado
de .. 1"
7.4. CALCULO Y DISEÑO PARA RIGIDEZ EN FLEXION
Se debe diseñar los ejes por rigidez en flexi6n debido
a que la falta de rigidez produce un m.l funcionamiento
del eje y de los elementos ensamblados en ~1.
En nuestro caso se trata de un eje simplemente apoyado
en los extremos A,B con carga en el centro.
1 ¡ l t 1 FIGURA 18.
d= FL' Carga en el eje portarrollo
Segfin anexo 21 de diseño de m6qu1nas Tomo l.
elementos de 48 FI

77
dad max Seg(in Anex o 20 de diseño de elementos de
mAquina tomo 11
Para Arboles de transmisi6n y de mAquina sin engranajes
sobre rodamientos
dad •
Despejando:
0,01 x 12 h
r1gidos o
-
0,00365 -
d - 0,82 pg
cojinetes deslizantes
<: ~ ':O,.~ .~
- 3,65 x 10-3 pg
j,
o
De los dos diimetros calculados tomamos el diámetro
(~) mayor y escogemos el diimetro normalizado que se
encuentra mis cerca.
1" ~ 25,4 mm
7.5. CALCULO Y DISEÑO DE ARBOLES

78
Los Arboles se calcularAn por resistencia, rigidez en
flexi6n y torsi6n.
Vamos a calcular el 0 del Arbol No.11 para nuestro diseño
y el cual puede encontrarse en el trabajo mAs critico.
7..5.1. CAlculo y Diseño por Resistencia
(~'l
31.5"
37"
FIGURA 19. Cargas en el eje de la polea mayor
1 = ~ + Kft ~ Fs Zy Zn
Fs : Factor de seguridad
Para árboles en fatiga con vida infinita N > 106
Zm y Za : Esfuerzos medio y alterno en torsi6n
~y = limite de f1uencia del material del árbol
Kft = Factor de concentraci6n en torsi6n
tm 11: Tm
~= Ta
w 1(
Tm Torsor medio
Ta Torsor alterno

79
W M6du10 resistente axial de la secci6n transversal
Para carga repetida:
Tm - Ta - T/2
Torsor ~ 63900 x 1/2 HP ~ 92,78 lb x pg 33,;"5 RPM
Tm = Ta = T/2 = 92,78 = 46,39 1b.pg 2
'lim = Fs Tm \.J
'té! = Fs Ta W
Fs = Factor de servicio = 1.0
lID = ~a = 1.0 x 46,39 = 46,39 lb.pg
W W
Sn = 0.5 Su Ka Kt Ks Kc Kt Kv
Ka Factor de acabado superficial = 0,89
Kt = Factor de Tamaño = 0,85
Ks = Factor de Confiabilidad = 0,752 para 99.9% confiabi lidad.
Kc = Factor de reducción por concentración = 1
Kt = Factor de temperatura = 1
Kv = Factor de efectos varios = 1
Sn = 0,5 x 68.000 (0.89) x 0.85 x 0.752
Sn = 19.342,912 PSI

80
Kft • 1 el 6rbo1 es un tubo de secci6n uniforme.
tn • (0,5 6 0,577) Sn según la teor1a del m6ximo esfuer
zo cortante o de la m6xima energia de distorci6n respec
tivamente.
~n = 0,577 x 19.342,192 = 11.160,44 PSI
ty = (0,577) x Sy = 0,577 x 48.000 = 27.696 PSI
Fs = Factor de seguridad = 3.0
1 tm ta = --yy + Kft -zn Fs
1 = 46,39 1b.pg + 1 x 46,39 1b.pg 3 Wx27.696 PSI Wx11.160,44PSI
W = J/C = 2J/d
2 x fl' d4
W = d x 32 11' d 3
= --16
-2 0,333 = 5,8316 x 10 === t.1 = 8 8216 10-2 3 1'1 , • pg
d3 = 0,45
d = 0,766 pg
d normalizado = 1"
w
3 8,8216 x 10- 2 = ~d
16

81
7. ". 2. CAlculo y Diseño de Arboles por Rigidez en Tor
si6n. La fal ta de rigidez en torsi6n es la causa de
algunos problemas de mal funcionamiento como vibracio
nes, mal engrane, recalentamiento, sobrecargas, des
gaste. • TD·L
e - GJ radianes ~ admisible
eo - 180 Tn L/1l'GJ grados
e = deformaci6n del 6rbol radianes
L Longitud del 6rbol
J -11' d 4 Arbol redon 32
G ~1ódulo elástico transversal o resistente del 6rbol
Tn : Torsor de diseño
GJ K - ---- para sección constante L
K Constante el6stica K en torsi6n.
Factor de servicio = 1,25
Tn = 1,25 x 92,78 lb.pg = 115,975 lb.pg
180 TD•L 1 x L -G e o .. ad 12
1 x 37"
12
ffd4 = 180 x 115,975 x 37 =
32 1l'x 12 x 106 x 3,0833
= 3.08

82
4 4 d - 0,272 pg
d - 0,722 pg
d normalizado - 1

8. SELECCION DEL MOTOR
Para poder seleccionar el motor, primero debemos cono
cer la potencia que consume la máquina.
Conocemos que la potencia es el cambio del trabajo en
la unidad de tiempo. Y el trabajo hecho sobre una parti
cula es igual al cambio que experimenta la energia
cinetica de la partícula, esto es,
donde
u
T. 1.
...
...
...
energla cinetica
Trabajo final
Trabajo inicial
Sabemos que Ti ... O antes de arrancar la máquina.
La validez del principio del tra baj o y la energla cine
tica puede extenderse para que incluya cuerpos y

84
sistemas de cuerpos.
El trabajo total de todas las fuerzas que act6an sobre
un sistema de cuerpos es igual a la suma de los cam
bios de la energia cinetica de todos los cuerpos, esta
6ltima cantidad es igual al cambio que experimenta
la energia cinetica del cuerpo.
El trabajo de las fuerzas externas sobre el sistema
es igual al cambio que experimenta la energia cinética
del sistema de cuerpos rigidos. Luego el principio
de trabajo y la energia cinética aplicado a un sistema
de cuerpos rigidos se expresa como:
Uext = .t\ T = Tf - Ti
La ecuaci6n generalizada adopta las formas especiales
siguientes
indicado:
donde,
dependiendo del
traslación = -t-
rotaci6n - 1 2
movimiento especifico

85
m - masa
Vf - .elocidad final
V -i Velocidad inicial
1 - Momento de inercia
W -f Velocidad angular final
W -i Velocidad angular inicial
Para conocer el trabajo total del sistema hallaremos
el trabaj o realizado por cada grupo de elementos mon
tados en los ejes, para 10 cual enumeramos cada uno
de los ejes.
(Ver esquema del sistema de transmisi6n de movimiento
de una máquina selladora automática para polietileno).
Ej e N° 1
llitor
- 1 2
Polea 1
76.2 nm (3 ¡clg.)

86
El momento de inercia según el eje longitudinal de un
1 cilindro es 1 • --2- m r 2 donde:
m - masa del cilindro y r - radio del cilindro,
para un cilindro homogéneo, el momento de inercia por
unidad longitud según el eje longitudinal es
=
de
1 2 d
4 1t r , donde d - densidad del
material (7850 Kg/m' para el acero) •
.. -.:. .... -Para un engranaj e o un ej e cilíndrico de acero esta
relación se simplifica a 4 1 = 770,7 x DI
.. donde D, es el
diámetro del eje o engranaje considerado. Cuando se
calcula el momento de inercia de un engranaje se le
trata como un cuerpo macizo, esta supocisión se hace
por razones de seguridad.
1 = 770,7 x D4 x L1
L = longitud del cilindro
1 1 = 770,7 x Di x L1 momento inercia polea 1
DI = 0,0762 mts (3 pulg)
L1 = ancho de la polea F = 0,01905 .. ~+

11 - 770,7 x (0,0762)4 x 0,01905
W f1 - 1470 Rev
min 1 min x 60 seg
Julio. seg 2
x .--;;;.2 _tr~...;:.;R;.;:;a.;:.d_ _ 154 Rev
2
1 -4 - 2 x 4,95 x 10 Juli~ seg 2 x ( 154 Rad seg
Tf1 - 5,87 Julio
Ej e NQ 2
Polea 2
N N12=22
~ :?F28
~ 8 I~ 940 nm ~
FIGn 21. &le No. 2
87
Rad seg

88
Wf 2 _ (339,5 Rpm x 1 min 2 60 seg
2 1l' red )2 _ 1263,8 Red~ Rey seg
sen
. D2 - 0,3302 mts
L2 - 0,01905 mts
12 e 770,7 X 0,3302 4 X 0,01905
12 = 0,1745 Julio seg 2
p (paso) Le = (la 2,5 ) 0
0,0127 mts 180 sen 22
e 0,09 mts
L12 e 0,09 mts
4 112 = 770,7 X 0,09 X 0,09
Julio. Seg2

D3 - 0,0476 mts
• L3 - 0,0127 mts
13 - 770,7 x 0,0476 x 0,0127
-5 2 13 - 5,024 x 10 Julio. seg
1eje 2 = 770,7 x Deje 2 x Leje 2
D. 2 - 0,0254 mts ,eJe
Leje 2 = 0,94 mts
1eje 2 = 770,7 x 0,0254 4 x 0,94
-4 2 1eje 2 - 3,015 x 10 Julio. seg
89
T = _1_ x 1263,8 x (0,1745 + 4,55 x 10-3 + 5,02 x 10- 5 f2 2
Uni'lersid~',,< ,~.<.'"
r 'o:" ~.

Ej e N" 3
N4= 120
~ ~
F1GlRA 22. E;je No. 3
Tf2 - 113,4 Julio
Ns=14
850 mn ~
p
sen
.. 0,0127 mts 180 sen
-2 DS - S,7 x 10
LS .. O,OS7 mts
14
IS .. 770,7 x (S,7 x 10- 2)4 x O,OS7
90
~= 79.14 rpm

Wf 3 '"' (79,14
-4 15 - 4,64 x 10
D4 - 0,1937 mts
L4 '"' 0,0127 mts
4 14 '"' 770,7 x 0,1937 x 0,0127
-2 140= 1,377 x 10
D . 3 '"' 0,0254 mts eJe
L3 '"' 0,85 mts
91
-4 2 1 . 3 =2,72 x 10 Julio. seg eJe
Rev x
min
1 min
60 seg x
2 tr rad
Rev
) 2 = 68, 7 rad2 seg

92
x 68, 7 x -4 -2 x lO + 1,377 x 10 +2,72 x
Tf3 "" 0,5 Julio
Eje No. 4
1 16Wf4 2 1 1 2
T f4=-2- +7 1 7Wf4 +- 1 . 4Wf4 2 eje
16 = 1 7= 770,7 D 4 x L6 x 6
D6 P
=
Sen~ N6
D6 0,0127 mts = S 180 en--
14
D6 = 0,057 mts
L6 0,88 mts =
16 = 770,7 x 0,057 4 x 0,88
16 4,64 10-4 Julio 2 = x x seg
Wf4 2 (79,14 1 min 2 Rad)2 = x x
60 seg Rev
Wf4 = 68,55 Rad
Seg 2
= 770,07 x D 4 x L4 eje4

Deje4 - 0,0254
L4 - 0,88 ata
I eje4 - 770,7 x 0,0254 4 x 0,88 - 2,83 x 10-4
1 -- x 2
1 2"" 68.55 x (2 x 4.64 x 10-4 + 2,823 x 10-4 )
Tf4 - 0.0415 Julio
~14 N6=14
~~~=====I~I==::=:=:J
800 nm
FlrnRA 23. E;je No. 4
93

Eje N R 5
~=14 Rodillo de c::aoclD
~ •
lOO) mn
F.ICaA. 24. FiJe No. 5
Tf5
.. 1 19 Wf5
2 .. 1 2 I 10 Wf5 + 2 2
1 I eje5 Wf5 +-2
-4 19 .. 16 - 4,64 x 10
1 2
94
N -=22
ns=125,67 r¡:m
Irodillo Wf5
JUlio 2 seg
2
-3 110 .. 112 .. 4,55 x 10 Julio
IRodillo 1
-- d 2
densidad del caucho (d) .. 74,8
IRodillo .. 1 2
d .. 1200,7
1200 !.s. x 11' x
lb . 3 p1e
-.!.L 3
m
x 2Kg x 2,2 lb
1 pie 3
(O,3048mt)3
(0,0381 mt)4 x LRodillo

-3 IRodillo - 3,97 x 10 Kg. m x 0,66 mt
IRodillo - 2,62 x 10-3 ~-
1 . 5 - 770,7 x D . 54 x L j 5 eJ e eJ e • e e
Leje 5 .. 1 rnt
Deje 5 = 0,0254 rnts
4 .. 770,7 x (0,0254) x 1
1 .. 3,2 10 -4 ej e 5 x
Wf5 2 (125,67 Rev = x min
2 2 Wf5 .. 13,16 Rad/seg
1
2
Julio.
1 min 60 seg
seg
x 2
2
11' rad 1 Rev
95
)2
1 2
x 13,16 x (4,64 x 10-4 + 4,55 x 10- 3 + 2,62
Tf5 - 0,052 Julio

1 2
96
Ej e NO 6 y Ej e NO 10
Rodillo se1laio Nl1=12
I l ffi ~125.67 r¡m
l ./ J fi{) nm
fn) nm
Figura 25. Eje No. 6
2 Wf 6 (1 11 + 1Rodillo sellado
Wf6 - Wf5 - 13,16 Rod/seg.
p
sen 180 N11
0,0127 mts
sen
D11 .. 0,05 mts
180 12
L11 0,05

1
97
111 - 770,7 x (0,05 m)4 x 0,05
1 -4 11 - 2,4 x 10 Julio
-3 2 Rodillo sellado - IRodillo - 2,62 x 10 Julio seg
I eje 6 - 770,7 4
x (Deje 6 x Leje6
I eje 6 - 770,7 x (0,0254 m)4 x 0,8
I. 6 = 2,57 x 10-4 eJe Julio 2 seg
1 Tf6 - -r- x (13,16 Rad )2 x (2,d x 10-4 + 2,62 x 10-3+
seg
Tf6 .. 0,02
Tf10 .. 0,02
-4 2,57 x 10 )
Julio
Julio
Ej e NO 7
J 38,1 nm {3
n-¡='5E,3 rpn
FIGJRA 26. ~e No. 7

1 = --2
Rev 1 min - 509,3 m-in x x 60 seg
2 11' Rad Rev
Wf7 - 53,33
-4 4,64 x 10
Rad seg
Julio x 2 seg
I eje 7 - 770,7 x (0,0381 m)4 x 0,85
- 1,38 x 10 -3 Julio
x (53,33 Rad )2 seg
x (4,64 x 10-4 + 1,38 x 10-3 )
Tf7 - 2,62 Julio x
Ej e ND 8
595 nm
2 seg
Ng= 14
ns=n4 = 79.14 rpn
F".lIDA 27. F;1e No. 8

1 - - 2
-4 18 - 1 13 - 4,64 x 10
Rad seg
Julio
4 l eje 7 • 770,7 x Deje 7 x L7
leje
7 - 770,7 x (0,0254 m)4 x 0,596 mt
1 1 9 v 10-4 . 7 1: , ....
eJ e
1 Tf8 1: ~ x (68,55 rad seg
Tf8 = 1,54 Julio
Ej e ND 9
1" 0
~
Figura Eje No. 9
99
flcj= 764 rpn
.-'.·r;·.;~:.úi4ot :;.
J

.. 764
= 80 Rad seg
1 eje9
1 -eje9
1 -eje9
0,0381 0,0254
x 509,3 Rpm
..
=
.. 764 Rey min
Rey 1 min min x 60 seg
1 -r
770,7 x D ej e9
x
4
770,7 x (0,0254 m)
2,57 x 10-4 Julio
4
2 11 rad Rey
x L9
x 0,8
2 seg
100
1 = 2 (80 rad ) 2
seg x
-4 2,57 x 10 Julio
= 0,83 Julio

siendo
=
p -U t -
U.e energia cin~tica
t - tiempo - 0,75 seg.
Tf - trabajo final
T. = trabajo inicial .. ° 1.
- ! Tf de cada elemento
101
Tf - 5,87 + 113,4 + 0,5 + 0,0415 + 0,052 +0,02 + 2,62 +
1,54 + + 0,83 + 0,02 + 0,57
v
p =
=
=
v --t
125,46 Julio
125,46 Julio
.. 125,46 Julio 0,75 seg
P - 167,28 WATT

8.1. BANDA TRANSPORTADORA
donde,
m -v ...
1 --2
masa de la banda
m V 2 f
velocidad lineal de la banda
102
Estimado un peso de 1 Kg para la banda transporta
dora. Tenemos:
m ... 1 Kg
v ... 1,067
1 - - x 1 Kg
2
TfB = 0,57
mt /seg
x (1,067 --!!!.L.)2 seg
Julio
Conociendo cada uno de los trabaj os desarrollados por
los elementos motrices de la máquina y conocimiento
además que este incremento de energia final debe
desarrollarse en 0,75 segundos que es el tiempo que
demora en fabricar la primera bolsa. Podemos calcular
la potencia (P) que consume la máquina.

P - 168, 28 WATT x 1 HoPo 746 WATT
P - 0,22 HoP
103
Asumiendo un 20%, más de consumo por pérdidas por
fricción y/o pérdidas no consideradas tenemos que
la potencia necesaria es de:
P - 0,27 HoP
Lo que confirma que el motor asumido inicialmente
es el adecuado pues no solo está por encima de 10
requerido sino que además motores por debajo de 0,5
H o P no son muy comerciales y son de mayor costo.

9. DIAGRAMA ELECTRICO
(Ver figura NQ 21)
El circuito e1é c tr ico está formado por los sigui en tes
elementos:
Un motor monofásico de 1/2 H.P de potencia 1725
Rpm 60 Hz y 110 220 voltios
Un interruptor que activa y desactiva el motor.
Una cuchilla cortacircuitos que conecta y desco
necta la resistencia que calienta la cuchilla
de sellado.
Un reósta to que regula la temperat ura de acuerdo
a los diferentes calibres de po1ieti1eno que se
vayan a sellar.
El circui to está d ispues to de tal manera que la

105
1/2 HP
I
----~
FI<lIRA 29. Di.agmIB Eléctrico

106
la cuchilla cortacircuito y el interruptor del
.otor act(ien de .anera independiente es decir se
puede calentar la cuchilla de sellado sin activar
la mAquina y viceversa.
La resistencia es del
(8 mm /)) en forma de
tipo
"U"
tubular de 5/16 pulg
que rodea la cuchilla
de sellado adecuado para este tipo de aplica~o
nes.

10 REGISTRO ~E LOS PROCESOS DE FABRICACION
Uno de los aspectos m6s importantes en la fabricaci6n,
es el registro de procesos donde se registra la secuen
cia 16gica regida por un orden dictado por las ope
raciones.
En el registro de procesos de fabricaci6n
se la siguiente informaci6n la forma de
pasos, incluyendo la manera de proceder
a controlar durante cada operaci6n.
debe incluir
realizar los
los aspectos
A continuaci6n detallamos la hOja de proceso de las prin
cipa1es piezas que componen la m6quina.
donde,
Vc, velocidad de corte en m/min
n, número de revoluciones por minuto
a, profundidad de corte en mm
Ng, número de pasadas
s, avance en mm/rev

108
Y, ayance de la mesa em mm/.in

UNIVERSIDAD AUTONOMA DE
OCCIDENTE
HOJA 1 DE 1
109
NOMBRE DE LA PIEZA: PINON DIENTES RECTOS Z - 28 MATERIAL 8620 -~~: 127 x 47. NQ P~O 1CUIT. 1
TRABAJO A REALIZAR HTA Vc n a No S U T
H
L Ppreparar mAquina y HTA 1 Montar pieza y HTA • 2 Refrentar para dar longitud a
12,7 mm ') . Perforar con b'roca de centro
~g 4 Perforar con broca 0 24 pasan ¡te
7
13
8~ H
~ ~
~ !
~ilindrar interior 0 25,4 ~ontar sobre un árbol para ci ~indrado exterior y fresado !posterior.
~ilindrar a O 47,6 x 12,7 de ~ong. aacer chaflan Preparar máqUina y HTA
1 ~ontar pieza, HTA y dispositi ~o para divisi6n
2 ~lcular divisi6n y efectuar !comprobaci6n I fresar dientes profundidad 3,4 I Eliminar rebabas
~pacar pieza en caja de acero ~ recubrirla con carb6n.
~elevar tensiones a 650°C, en ,'1
~riar en horno hasta 350°C
~friar en horno hasta 350°C I
~ementar a 910°C, y luego en !triar en aceite
¡
I ,
P20 58 425 1.5
HSS 15 300
HSS 15 300
P20 37 200 0.6
P20 75 180 2
P20 75 180
HSS
).2 ).1
2 O.l1Cl ).2
2
2
1
5
M ).1
M 0.3 ~.3
~.2
).5
p.7 p.1 P.5
1
3
0.3
0.5
2
1II
~I ~,>_l ______ ~. ___ . _________ ~. _._-'----__ --=-__ --'-, ____ -_--'1 __ -2-~_~

110
lIlIA lE MAmaAL ; 86a> !1'tDJJ:W) 12.7 x 193.7 PKXED Nn 'A.AV"I ! C.ANI' 1
T
HI'A Ve n a No S U lOA
2
3
4
5
6
7
1 ~ pieza y HfA
2 Refrentar ¡ma dar l.mgi.bXl a 12,1mn I
Perforar cm broca de centro N" 4
Perforar cm broca O 24 pasante
Ci.liJdrar interior a O 25,4
lbltar sobre \Bl árbol ¡m'8 cil.:iImado exterior Y fiesEdo posterior
Ci.liIKirar a O 193,7 x 12,7 de lmgit I
1 l' PtepaIaI Dá¡uina y JIfA I 1 ltntar pieza y dispositivo para divi I
2
3
1
siOO '
2 CIilaOar di<risilin y efectlJar ~ I cilin.
Fresar dientes proñni:idOO 3,4
! BIprar pieza en aua de acero y recu ¡ bri.r1a cm carbón ¡ Relevar tensicnes a (dfC !
P.!) 58 425 1.5
lES 15 :ro
lES 15
Fa) 37 al) 0.6
P.!) 75 100
Fa) 75 100
2
I I I
I 1 ! I
3 ' Enfriar en 00r00 hasta moc
1411ea-a91~. y~_m~ I
2 0.11
M
M
2
5 0.2
1
1-
0.2
0.1
0.2
0.1
0.3
0.2
0.5
0.7
0.1
0.5
1
8
0.3
0.5
2
! I I ; I I ._--' ~-~------_.- --_._- __ . __ . _____ --' -------'_----''----_~I ____ ---...::...-_~--~----

111
HlJA1lEl lnI'Al'Ii' lE LA PIEZA, F..1FS
1
1
Pre¡maI Díqu:lna Y Hl'A
1 lbltar pieza Y Hl'A .
HlJA lE M«XE>
2 Refrentar para dar lalgitudes
3 Eliminar filos
Pre¡mar aá¡uina y HI'A
1 lbttar pieza y HI'A
2 Hacer perloradmes :iIXJjcadas
3 El.im1nar relllOOs
1 i
ENtBDAL t9.'lmAL: loa> No lUt()
1m V.AtrllFS lE Ve n
P2( 00 ltOO
lB: 10 m
----1 M'DIIltD: (DWL
1 CANI': WII 1
a Ncl ~ U DA
0.2
0.1
0.7, : 0.1] 0.1
0.1
0.2
0.1
~ 0.3
0.2
. I ¡ I
J~lJ. __________ . ____ .~' __ -,-1 _~ __ ~--'----L_--L----=.:._
I

112
llUA 1 lE 1 rom; lE LA PmlA· nnmJA 00'VFl&lW> Al1DDIA lE lE saJ.AIX)
MA" I1'XfAI: FL. A-36 . I
LJ oo:::nBaE No PLAlll ~: 1
VAUmS lE CJmNI'ACI[ti T 'mABaU) A REALIZAR
lID Ve i! He ~ n IW n
1 Plepar;m Diiqu:lna y HI'A •
1 ltntar pieza y HI'A
2 Nivelar pieza •. > .-3 Fresar filo a 00° lES 3) 3 IIJ 45 3 4 'L:iner eliminando fila3 y/o relBl&; 0.2

11. CONCLUSION
Durante el desarrollo de este proyecto se nos propor
cionaron conocimientos profundos para determinar grados
de confiabi1idad que lograron una mayor exactitud y
en la construcci6n una verdad representativa.
Los conceptos aprendidos constituyen importantes es1a
bones, que conectados, constituyen conocimientos avan
zados en la formaci6n como Ingenieros Mecánicos.
Al efectuar el diseño y la construcci6n nos
satisfacci6n de iniciar un proyecto desde
b1e hasta verlo hecho una realidad.
aport6 la
10 intangi
Al llegar a construir 10 que nosotros mismos hemos
plasmado en el papel nos 11ev6 a hacernos una autoeva
1uaci6n de nuestros conceptos y fundamentos.

114
Se diseñó una máquina fácil de adaptarle accesorios para
desarrollar diferentes tipos de sellado en la bolsa,
como por ej emplo el sellar bolsas con precorte, que con
siste en un corte interrumpido de la bolsa sin que se
desprenda del rollo de polietileno, para posteriormente
volver a enrollarla."
Cuando el usuario desee utilizar esta bolsa solamente
hará una ligera presión sobre el rollo y tirará de la
bolsa. Este tipo de bolsa es muy utilizado actualmente
en supermercados.
Otro tipo de bolsa que se puede desarrolar es una bolsa
con pliegues
llos ubicados
laterales, que consiste en instalar 2 rodi
en la
a formar el pliegue
cuchilla de sellado.
parte
de la
lateral
bolsa
de
antes
la bolsa ayudando
de pasar por la
Como estas se pueden desarrolar otras posibilidades que
dependerán de las necesidades y la creatividad del usuario.
Como desarollo futuro podemos anotar que a partir de
este diseño se puede desarrollar una máquina empacadora
pues el principio es el mismo solo quedaría por resolver
la manera de como empacar el producto antes de efectuar
el sellado.

ARTOBOLEUSKI, Tomo l. 1976.
BIBLIOGRAFIA
1.1. Mecanismos en la Mecanismos de Palancas.
Técnica Moderna. Ed. Mir. Rusia.
BEER Y Tomo 1982.
JOHNSTON. Mecánica Vec toria1 para Ingenieros. 1. Estática. Ed. 3 11 • Mc Graw Hi11. México.
CAICEDO C, Tomo l.
Jorge A. Diseño de Elementos de Máquinas. Ca1i, Colombia. 1983.
CAICEDO C, Jorge A. Diseño de Elementos de Máquinas. Tomo 11, Ca1i, Colombia. 1983.
HIGDON, STILES, DAVIS, EVCES, WEESE. Tomo 11. Dinámica Vectorial. DOSSAT S.A. Madrid, España. 1982.
Ingeniería Mecánica 1 1 Impresión. Ed.
MARKS, 11.
Lionel S. 2 1 • Ed.
Manual del Ingeniero Mecánico. Tomo Mc Graw Hill. México. 1985.
MARKS, Lione! S. y SHIGLEY, de máquinas y mecanismos. Graw Hill. México. 1982.
J oseph Edward. Teoría Ed. 1ª Y 2 1 • Mc.
1985.

A • E lOS

""
ANEXO 1. Diámetro minimo de la polea menor para motores eléctricos (12.9).
HP del r.p.m. del motor motor
575 695 870 1160 1750
1/2 2.5 2.5 2.5 3/4 3 2.5 2.5 2.5
1 3 3 2.5 2.5_ 2.25 1 1/2 3 3 3 3- 3
2 3.75 3 3 2.5 2.5 3 4.5 3.75 3 3 2.5 5 4.5 4.5 3.75 3 3
7 1/2 5.25 4.5 4.5 3.75 3 10 6 5.25 4.5 4.5 3.75 15 6.75 6 5.25 4.5 3.5 20 8.25 6.75 6 5.25 4.50 25 9 8.25 6.75 6 4.5 30 10 9 6.75 6.75 5.25 40 10 10 8.25 6.75 6 50 11 10 9 8.25 6.75 60 12 11 10 9 7.5 75 14 13 10 10 9
100 18 15 13 13 10 125 20 18 15 13 11
"
De Diseño de Elementos de Máquinas Tomo 11. Ing. Jorge Caicedo. Pag 1011
3450
2.5 2.5 2.5 2.5
3 3
3.75 4.50 4.5
......
...... -...J

118
ANEXO 2. Número minimo de dientes del piñón para evi tar la penetración en los engranaj es ci1indricos
rectos
ANGULO DE PRESION a..ASE DE DIENTE NUMERO MINIMO DE DIEN (1) 'rnS DEL PIÑON
14 1/20 Altura completa 32
20 0 Al tura completa 17
200 Recortados (cortos) 24
25 0 Altura completa 12
Recortados (cortos) 9
ANEXO 3. Area de la Sección transversal de la correa y resistencia
admisible
TIPO SECCION S 1b/pg 2 F1 Lb A pg2
A 0.125 768 96
B 0.213 798 170
C 0.372 847 315
D 0.755 894 675
E 1.093 903 987
ANEXO 4. Constantes x, y, z, para el cálculo de las correas en V corrientes
Sección de X Y Z la correa
A 2.684 5.326 0.0136
B 4.737 13.962 0.0234
C 8.792 38.819 0.0416
D 18.788 137.70 0.0848
E 27.478 263.04 0.1222
De Diseño de Elementos de Máquinas Tomo 11, Ing. Jorge Caicedo, Pags. 760-1020

119
ANEXO 5 Lon~itudes normalizadas de las correas en V.
Correas Livianas Tipo
3L
4L
51
Correas Corrientes
A
B
C
Longitudes de la circunferencia exterior en ¡u1gadas
Iesde 15 hasta 61 pg. con incrementos de una pulgada.
Iesde 18 hasta 80 pg. con incrementos de una pulgada. Iesde 80 pg. hasta 100 pg con incremento de 2 pg.
Iesde 24 hasta 78 pg. con incrementos de una pulgada y desde 78 hasta 100 pg. con incrementos de 2 pg.
Longitud de la circunferencia interior en pulgadas
26, 33, 35, 38, 42, 46, 51, SS, 60, 68, 75, 80, 85, 90, 96, 105, 112, 120, 128.
35, 38, 42, 46, 51, SS, 60, 68, 75, 80, 85,90,96,105,112,120,128,144,158, 173, 180, 195, 210, 240, 270, 300.
51, 60, 68, 75, 81, 85, 90, 95, 105, 112, 128, 144, 158, 173, 180, 195, 210, 240, 270, 300, 330, 360, 390, 420.
De Diseño de Elementos de Máquinas Tomo 11, Ing. Jorge Caicedo, Pago 1017
n-...... '['

ANEXO 6. Factor de correcci6n por longitud KL
longitud Secci6n de la correa Nominal A B
26 0.81 31 0.84 35 0.87 0.81 38 0.88 0.83 42 0.90 0.85 46 0.92 0.87 51 0.94 0.89 SS 0.96 0.90 60 0.98 0.92 68 1.00 0.95 75 1.02 0.97 80 1.04 81 0.98 85 1.05 0.99 90 1.06 1.00 96 1.08 97 1.02
105 1.10 1.04 112 1.11 1.05 120 1.13 1.07 128 1.14 1.08 144 1.11 158 1.13 173 1.15 180 1.16 195 1.18 210 1.19 240 1.22 270 1.25 300 1.27
- -
e D
0.80
0.82 0.85 0.87
0.89 0.90 0.91 0.92
0.94 0.95 0.97 0.86 0.98 0.87 1.00 0.90 1.02 0.92 1.04 0.93 1.05 0.94 1.07 0.96 1.08 0.96 1.11 1.00 1.14 1.03 1.16 1.05
E
0.91 0.92 0.94 0.96 0.99 1.01
..... N o

Continuación ANEXO 6 . lDngitud Sección de la correa Nominal A B C D
330 1.17 1.07 360 1.21 1.09 390 1.23 1.11 420 1.24 1.12 480 1.16 540 1.18 600 1.20 660 1.23
De Diseño de Elementos de Máquinas Tomo 11, Ing. Jorge Caicedo, Pag.1021
E
1.03 1.05 1.07 1.09 1.12 1.14 1.17 1.19
I ¡
1-' N 1-'

122 ¿ 0an8ruqma tD:) anb ~ , UIll..lB t9.ITI o ~~ ap "[Oq.IV N 8 ::; "IO(I1~A
, ] N
I 8 SOlBII o S<>.Iptl'ITP f: iS
o o
~ 'w'd°.l OOl
~ ~ ap oft:qap .100 ~o SO.I{XJ1TP t¡
§ ~ °m'd°.l OOl o "d ap e.t.rpU3 .100 ~o so.x¡xrnp t¡
"~
~
~ N
~ pmoduoo opeue~ .-1
~ c9 u
~ !Id tJ;lPeApaJ> tia o~ ] 6i "S
" eS >.
~ I 'al .lope:lpOOro OOJ ~ 8
I ..81i1 epp.:md ase] ap Á ~1S"[I1daa .... -
~ ~ '~ 8 <r.¡tv .lOS.IO,L
Ñ ~ " "El "[QllDN.lOS.lO,L ~
(/)
j I a:¡uezru oruue Á opeueAap m .lO:¡()'d N o
.-1
o:¡tv .lOO.lO,L N-::t O,.....,. ° ,
H .-1 .-1
eS
~ • .lOpes
00 mdIm uoo anbue.I.Iy °"{QUIOO .IOS.IO,L , °
.-1 .-1
"~ ~"~ o
"~ ¿af! °aaun ON o o
t1I U(J.) anblltUIV 0"[BllIOO .lOS.IO,L .-1 .-1
~
~ ~ I I ~ • ~"S " ~ un ~ z <

Cmt::imac1ál ANEXO 7
LAIRlIJ.}RAS Y ~
~ 1.2 1.4 1.4 1.4 l.:.!>
1leBBireadores 1.2 1.4 1.4 1.4 2.0 ~ de arte 1.2 1.4 1.4 2.0 hImadora 1.5 1.3 Me1Jcladora Gnmd.l
MtQJINA PANA IIRIA
~adnras 1.2 1.2 1.0
~
C'srt:I1fugm 1.2 1.2 1.4 1.4 t 1.2 1.2 Rotat:l. vos 1.2 1.2 1.4 1.4 1.2 1.2 1.2 1.2 3 c:J.l.:lndras o ms 1.2 1.2 1.4 1.4 1.2 1 '0 2 c:1l.1rdros 1.4 1.4 1.5 1.5 1.2
~
M.anta1 1.4 1.6 1 1.4 1.6 EerxJa (mineral, carbtil, arem) 1.2 1.4 1.2 1.4 lbmo 1.0 1.1 1.0 1.2 Tomillo 1.6 1.8 1.6 1.8
~&1 1.4 1.6 i:í 1.6
1.4 1.6 1.6 Aleta 1.6 1.8 1.6 1.8 ....
N
Elevadores 1.4 1.6 1.4 1.6 w
De Elementos de Máquinas Tomo 11, Ing. Jorge Caicedo, Pag.l022

/NEXO 8.
Tipo
A
B
C
D
E
124
Constantes para calcular el valor de las cargas centrifugas y en flexi6n en las correas en V corrientes. (12.13).
K \ c
0.561 157
0.965 406
1.716 1.112 -
3.498 3.873
5.041 7.332
De Diseño de Elementos de Máquinas Tomo 11, lng. Jorge Caicedo, Pago 1019

----------- -- --- - - -- - - -- .- - - - - - - - -- ---- -,
Secciál D.iáret. Primitivo Angulo Ilnensiae; nomalj 7MAs en TlIll ~q
delaco MlniIID l-1argen ranura b H a S rrea recaIBXlmo pg a ¡g. -IQ,31 -IQ,31
pg. + 0°20' pg. ¡g. ¡g.
A 3.0 2.6/5.4 34° 0.494 0.49) 0.125 5/8 5/4 3f3O 0.504
B 5.4 4.6/7.0 34° 0.637 0.500 0.175 3/4 7.0 38° 0.650
C 9.0 7/7.CE 34° 0.879 0.700 O.:ln 1 8/12 36° 0.887
12 ~ 0.895
D 13.0 12/12.g:) 34° 1.259 1.0:1) 0.3)) 1 7/16 13/17 36° 1.271
17 ~ 1.283
E 21.0 18" .24" 36° 1.527 1.:ro 0.400 1 3/4 24" ~ 1.542
Poleas angostas
~ 2.65 3.5 36° 0.35 0.35 0.025 13/32 - 3.5/5 3f3O -+0.005 -+0.01
6.01/12 4(f -{).OO 12 4'J!
5V 7.10 10 3f3O O.fal) 0.ffX) o.cm 11/16 10/16 tU
16 4'J! 16 3f3O 1.00 1.00 0.100 11/8
8V 16/22.3 tU 22.4 4'J!
,
De Diseño de Elementos de Máquinas Tomo 11, Ing. Jorge Caicedo, Pago 1016
I
s
¡g.
3/8
1/2 I !
11/16 I
I I
7/8 ! I
I I
11/8 I
I
11/32 I I
-+0.004 I -{).cm I
1/2 -+0.125 -{).cm I
3/4 i
-+0.250 I -{).cm !
!
~
N V1

ANEXO --- - ---- -- --- --triDero de Disltes 14 l/-ZO
N CoJpl.etas
10 0.176 11 0.192 12 0.210 13 0.223 14 0.236 15 0.245 16 0.255 17 0.264 18 0.270 19 0.277 a> 0.283 21 0.2tJJ 22 0.292 23 0.296 24 o.:m 25 0.3)5 26 o.n 27 0.311 28 0.314 29 0.316 3) 0.318 31 o.m 32 0.322 33 0.324 34 0.327 35 0.327 36 0.329 '51 o.m 38 0.333
---- ........ _- -11-- -- ------. ---- .. ~----.,. .. .. -------....-""'~ ,S """ ... ~""v~.
Cama en el F.zt:IaID Qu:p.a en la Hnee media 2ff 1fY' 25° 141/-ZO 2ff
CoJpl.etas Cbrtos C'.aIpleta; ~ Qmp1etos
o.n 0.261 0.252 0.355 0.415 0.226 0.2tJJ 0.258 0.317 0.443 0.245 0.311 0.270 0.P3 0.l,68 0.264 0.324 0.286 0.415 0.4ro 0.276 0.339 0.298 0.1a> O.~ 0.2EJJ 0.349 0.311 0.4lt6 0.512 0.295 0.300 0.324 0.459 0.522 O.:m 0.368 0.336 0.471 0.534 o.n 0.317 0.349 0.481 0.544 0.314 0.386 0.365 0.400 0.553 o.m 0.393 0.373 0.496 0.559 0.326 0.P3 O.~ 0.3)2 0.559 0.33.:> 0.404 0.403 0.:03 0.565 0.333 0.l¡(B 0.409 0.515 0.572 0.337 0.411 0.412 0.522 0.500 0.340 0.416 0.415 0.528 0.584 0.344 0.421 0.418 0.534 0.588 0.348 0.426 0.421 0.537 0.592 0.352 0.43:> 0.428 0.540 0.599 0.355 0.434 0.400 0.547 0.686 0.358 0.437 0.434 O.~ 0.611 0.361 0.4/i) 0.437 0.553 0.617 0.364 0.443 0.443 0.554 0.623 0.367 0.445 0.446 0.556 0.628 0.321 0.447 0.450 0.559 0.633 0.379 0.lt49 0.454 0.563 0.639 0.377 0.451 O.ta> 0.565 0.645 0.300 0.454 0.463 0.568 0.650 0.384 0.455 0.1e69 0.510 0.655
.... N 0'\

- - -- --. .. ----- -- .. --- -- ----- r--- -0---- - -- -- ----- _._---- -- ---- - --- ..J.._ ----- -- .. -----lfiDero de Carga en el Fmem Carga en la l!nea media
~ Dlaltes 14 In; u al' 15° 14 1/20 '}ff
N Qm¡üetos r.(ll'1Üetos Cm1:os Q:mp:let:.m Qm¡üetos Q:mp1et:as
~ 0.355 0.386 0.457 0~478 0.574 0.659 IIJ 0.336 0.389 0.459 0.485 0.579 0.668 43 0.3:Jl o:m 0.lttJ7 O.LOO 0.588 0.678 45 0.340 O.PJ 0.468 0.496 0.596 0.694 :n 0.3'46 0.«:8 0.474 0.3)2 0.003 0.704 55 0.352 0.415 0.48) 0.5(E 0.007 0.713 00 0.355 0.421 0.484 0.510 0.610 0.721 65 0.358 0.415 0.$ 0.516 0.613 0.728 70 0.300 0.429 0.493 0.521 0.615 0.735 75 0.361 0.433 0.496 0.531 0.619 o:rn 00 0.363 0.436 0.4CFJ 0.538 0.622 0.747 00 0.366 0.t.42 0.503 0.5:n 0.635 0.755
100 0.368 0.4lI6 o.n 0.568 0.640 0.778 150 0.375 0.458 0.518 - 0.63) 0.M1
De Diseño de Elementos de Máquinas Tomo 11, lng. Jorge Caicedo, Pago 764
j
j
!
!
.... N -..J

ANEXO 11. A, - - de Ce i6 ún el Servició y M~todos de C -- i6n. (8.2)
Servicio Acero AISI ~todo de Dureza Dureza del Núcleo Cementaci6n R Minimo c
Liviano 1015, 1010, 1022, Caja, gas, baño Según se especi- Según se especifique. 1117. de sales. fique.
Moderado 8620, 4620 6 equi- Caja, gas o sales. 55 20 valente.
Pesado 1820 6 4320, 2320 Caja, gas o sales. 55/58 28 ó equivalentes
Extrapesado E331, E9310, E2320 Caja, gas o sales. 58/60 32 o equivalentes.
- -
De Diseño de Elementos de Máquinas Tomo 11, 1ng. Jorge Caicedo, Pago 761
.... N 00

<:::. :>
~ ii iA ,; ¿:-~¡i
:;¡ ::.tli , , ~ I>
.; ::: "
'O
.!:
l c·
~~
..... ...- ........ 2.r l
ANEXO 12. Resistencia admisible en fatiga para vida infinita carga repetida, para materiales de engrana jes según la AGMA, para engranajes cillndricos rectos, helicoidales y cónicos. Para engra
.- . --~- --- - --- ------- --- ------~- - - ---- -- - --- -- --- ---- -- --
&terial 1rataDiento '.mrmlco Imem Cll.fBIricos, ainicos rectos, heli- lb/pg'
co:ida1es lb/pg'
FtJNIJICIIW lE IIIEmI) OOS
nfA al 5.(0) 2.700 nfA 175 8.500 4.600 nfA itO al) 13.(0) 7.0CIJ JafA :.o 225 15.(0) 8.0c0
FtJNIJICIIW tDlJUR
ASlM ro-qo...18 Revenida , 15.(0) 8.0c0 ASlM 8}-55-(l) Revenida al.oo) 11.0c0 ASlM 100-70-03 Norm11mcJa 26.(0) 14.0c0 ASlMl~ Teup1ada Y revarlda :D.oo) 18.500
JalO) HIN
kso NomaJ1mcJo litO 19. 3D 23.500 11.0c0
Ia!!ro Teup1ado Y reYeDido ~ lID 25.(0) :D.OCO 14.00>
kero Teuplado Y reYeDido :m 35.3D 1t6.!ro 19.0c0
Ia!!ro TEIq)].ado Y reft!IJ:ldo 4:.0 lt4.500 59.500 25.0c0
kero Ceueata:lo en ceja B 55.(0) 65.cm 27.500 I c kero O,'ed¡do en ceja (filc 60.(0) 7O.cm :D.OCO
Ia!ro lbIured.do pclI' :iDiuc. o l.laIa SltRc 45.(0) 55.cm
total. tipo A(x)
¡...o
N \O

ANEXO 12. Resistencia admisible en fatiga para vida infinita carga repetida, para materiales de engrana jes según la AGMA, para engranajes cil1ndricos rectos, helicoidales y cónicos. Para engra jes intermedio con carga reversible en flexión tomar el 70% de los valores de la Tabla.
leso
leso AISI
41«)
lRHE)
&terlal
1kmce al a]nninio
JGfA
2f(10 a 12%) de estaño
'Ihrtaai.ento T"emd.co
Ehdurec:ido par :lIXiuc. o ll.aIB, total tipo A(x)
parc.ial tipo B.
Nitrul'alo (xx)
Dureza I Cll1rxlr:lccs, rectes, heli
coida1es lb/pg2
SltRc 22.CXD
.53tc 37 .(XX)
DBJN
s 4OOl) u
Su9OlX}
De Diseño de Elementos de Máquinas Tomo 11, lng. Jorge Caicedo, Pago 772
Cbti.cas lb/pg2
13.00>
~.<XX>
t;) o

Al'il!AU D. JlJrezaS ret'IIIStda«Jas para piiim J rueda, según J. Well.ewer (8.3)
P.lñ6n lHf 210
Rueda lEN 18>
14. Fac:tmes de sen1c:lo para
Lfqu:i.dos pura!1
Lfqu:i.dos y gjljdos
Lfqu:i.dos de densidad Variable
AGl'I'AIXms
~ Cent:ñfugcs I&ulo Paletas
C'HMIlRIAS
tiiqu:ioas para bot:el.las Mmnitas, ~o CClldnuo CaldenIs, ~o cmt:fnuo M:K:erakns, 'I'rab:úo cmt:fnuo PASC11la de al.:iment:ac:lá Arnn¡ue frecuente
245
210
265 295 310 325 340 375 :R) 415 53l Be e
325 255 270 2B5 D) l'3.5 3SO 375 53l Be e - ---- '--- --------
'es y_ ~JCt<res de w10ddades se8ún la .eGfA (8.5)_ (8.11).
U CM
CM
U CM U
U U U U
Ot
'IRANSRmAD. CAlG\Jll) ~
timdr:U (M.antal) Fnsaaii1e BmxIa
Aletas Ibmo Tomillo
Cartlill.o
u U U U
U U U
'IRANSRmAD. f{) lIaRlMHN1E ~ 'mARU) ltSAOO
MnIr1l Fncanhle 1mB Cal\jil.&t a.Jera Aletas }bHl1ov1vo
Ibmo Rec:1pm:09 TomUlD Vibrat:ariaI
CM CM CM CM CM (}f
De Diseño de Elementos de Máquinas Tomo 11, lng. Jorge Caicedo, Pag. 773
«Re I
(iR . e
...w ...-
./

ANEXO 14. FactOI:es de senid.oJlIII-ª
/Ql'AIXmS
~ FUVAlDAS-'fARKB
P.Ir'.AIlEAS lE CARA \UC..AOCRES lE VJale)
~lECARlU)
CIARIF.ICAImS
CIASIFICAIXmS
es y redlttares de veloºda("'s~ la.AíM\ (8.5) (8.11).
'IRANSRllI'AD. CAlQOCS tJNIRJHmllE
U GmAS
CM El.evac::lál pr:lJx:i.pU U
CF 'lrasladm pJeDte
(}t 'lrasJad'" carrito
U
CM
De Diseño de Elementos de Máquinas Tomo 11, lng. Jorge Caicedo, Pago 765
-W N

ANEXO 15. Factor de distribuci6n de la carga [ para engranajes cil1ndricos rectos según la AGMA. m
CLASE DE MONTAJE
a) Montajes muy exactos: cojinetes con holguras pequeñas, deformaciones de los 6rboles y la caja pequeñas, engranajes de precisión, todos los elementos muy r1gidos.
b) Montaj es menos r1gidos y exactos, engranajes corrientes o comerciales, con contacto en todo el flenco de los dientes.
c) Montajes poco r1gidos, grandes tole rancias de lubricación, engranajes talla dos con poca precisión, el contacto entre los dientes no ocurre en todo el ancho de los dientes.
Hasta 2 pg De 2 a 6 pg.
1.3 1.4
1.6 1.7
M6s de 2 para todos
De 6 a 9 pg. I Mis de 16 pg.
1.5 1.8
1.8 2.0
De Diseño de Elementos de MáqUinas Tomo 11, Ing. Jorge Caicedo, Pago 770
...... (.oJ (.oJ

1\1'11:.t\U .lo. l'actor' ae tat1g¡a ;Al lC y limite superf1d.al de ~ s. M!terial de la ~ ~del HiN1 Limite Sup.
rueda piim Fatiga S. lb/pgl
Jatro m kero 1:n :n.m> Ia!ro m k:ero ~ OO.m> Ia!ro m k:ero m 7O.m> N:.ero 200 kero ~ 7O.m> N:.ero 200 kero m OO.m> Ia!ro 200 kero :ro ro.m> Ia!ro 23> kero m ro.m> Ia!ro 23> Jaro :ro 100.m> Ia!ro 23> Jaro :m 110.m> Ia!ro :ro kero :ro 110.m> Ia!ro :m k:ero 3:n 1al.m> kero :ro k:ero lI:1J m.m> kero 33) kero :m 1:l>.m> kero :m kero lI:1J 1l¡().m> kero :m kero 4:n 1:n.m> N:ero lIOO kero lIOO m.m> N:ero lIOO kero 4:n 100.m> kero lI:1J kero :ro 170.m> kero 43> kero 4:n 170.m> kero 4:0 k:ero :ro 100.m> N:ero 4:0 kero s;n 1ro.m> N:ero :ro Jaro :ro 1ro.m> Ñ:I!!l:o :.00 kero s;n 2OO.cm N:ero :.00 kero fíX) 210.m> N:.ero ~ kero s;n 210.cm kero ~ kst:o fíX) m.cm kero ~ Jaro 63) m.m> kero fíX) Jcsro fíX) m.m> Jcero fa) Acero 63) 2AO.m> kero fa) k:sto 700 23>.cm
Factor de fatiga 141/,r 'lI:r
:l> 41 43 58 58 79 79 ~ 76 1m 96 131 96 131
119 162 144 196 144 196 171 233 196 270 196 270 233 318 268 366 268 366 3)5 417 344 470 344 410 38() 52B 4:J) 500 4:J) 500 4n 651 526 718 526 718 5T7 788 631 861 631 861 fHl 938 745 1018
Super:fid.al "}50
51 72 ~ ~
100 162 162 :.ro 242 242 2B8 333 333 ~ 453 453 515 582 582 652 TJD TJD 005 fJ!I1 fJ!I1 974
1004 1004 11:11 1258
.VJ .¡::..

ANEXO 16. F8ctar de fatUa ~ 1 Y l.fml.te ~ de fat:l8! s. tBt.edal de la ~ M:Iterial del HIN¡ Liml.te Sup. Factcr de fat:la¡a ~:idalI·
rueda p1iioo Fatiga S. 14 1/2° '1D0 ?jo
lb/pg2 .
Ia!ro 650 Jaro 650 B>.ero 745 1018 1258 Ia!ro 6:b Jaro 700 :lOO.ero fD) 1100 rm Ia!ro 650 Jaro 7'!IJ 270.ero f!I:R 1187 11KJ7 Ia!ro 700 Icero 700 270.ero f!I:R 1187 11KJ7 Ia!ro l'!IJ F\ol:l.d1n 100 '!IJ.ero 44 00 74 N:s:o :ro F\nIidiin 100 7O.ero 87 119 147 N:s:o 2'!IJ F\niic::Uin 100 cx>.ero 144 196 242 N:s:o l'!IJ Bralce Fos. 100 '!IJ.ero IKJ 61 77 Ia!ro :ro Brax:e Fos. 100 7O.ero 73 100 123 N:s:o 2'!IJ Brax:e Fos. 100 cx>.ero 135 184 228 F\nI:1.c:lál 100 F\nIidiin 100 cx>.ero 193 264 '5l.7 ' F\ntfdáJ 100 Bralce Fos. 100 83.ero 170 234 288
-- '-------- -- ----- - -- ---~ I
'ffPara la c.aIix1JJac:1.é acao=a:ero el Umite superf:idal de fatiga se ca1niJa a partir de la dureza pra!Edio (1IlN - lBl + 9 2)/2 Y para el ac.er'O""fl.n cm la ciun!za del acero lEN + 9 1-
De Diseño de Elementos de Máquinas Tomo 11, Ing. Jorge Caicedo, Pago 774
'Z11ó 9 ,,)"J.bZ\b/ ¡ / p ~"
..... w V1

fil 'U:JlJ 1./. .. y OlDJ51SJmES IDlII!Ill7SW1AA De .laS CIIDBlIIS De l~ A:lI\., \ J..J.J.UJ
CaJena IÚDel'O Paso p, pg. llI.á!Etro de l.a9 Ancho de l.a9 Jli.áaetro del Fspesr del. Ve1oc:idad 1&. rodillos H, 1'8. rotUles E. 1'8. pagwJor d, 1'8. eslablin e 118. Umite en
p:lss/mln. (X)
25 1/4 0.13) 1/8 0.CJ.m O.ero 35 3/8 O.a> 3/16 0.141 O.ero 28l)
41 1/2 o.n 1/4 0.141 O.(ffi zm ti) 1/2 5/16 5/16 0.1:6 0.<XíJ zm :D 5/8 O.ta> 3/8 o.m 0.(8) 2(Xl)
00 3/4 15/32 1/2 0.234 0.004 uro 00 1 5/6 5/8 0.310 0.125 t.:ro
100 11/4 3/4 3/4 0.375 0.1:6 1D)
la> 11/2 7/8 7/8 0.1Jl 0.187 ID> 1ti) 1 3/4 1 1 0.5D 0.219 1100 100 2 11/8 1 1/4 0.562 0.250 100) m 21/2 1 1/16 11/2 0.781 0.312 g:o 'lNJ 3 11/8 11/8 0.937 0.375 8X)
(X) UJbr1cac:ili1 en leño de aceite.
De Diseño de Elementos de Máquinas Tomo 11, lng. Jorge Caicedo, Pag. 1060
Resis. 6ltiJIB pum:dlo lb.
F
875 2100 200> 3700 6100 s:ro
145D 24OCO 34aD lmJ) 5EDl)
~ 13llD
-(,¡.) 0\

137
~ 18. Carga admisible y factor de seguridad para cadenas lentas (13.6) •
Velocidad de tras1aci6n Factor de Seguridad Carga admisible lb. de la cadena pies/minuto. F Fad s
25 5 Fu/5 25 a 50 6 F /6 u 50 a 100(x) 7 Fu/7
100 a 150 8 Fu/8 150 a 200 9 Fu/9
200 a 250 10 FIlO u (x) Según el. catAlogo 1bdge D70 se deben cxnd.derar lentas las caIerBs cm V 100 pies/mino
De Diseño de Elementos de Máquinas, Tomo 11, Ing. Jorge Caicedo, Pago 1061

138
AN EX O 19. Factores de Seguridad para el Diseño de Ejes y Arboles para Máquinas de Elevación y Transporte, (Puente-gruas, gruas y similares).
PESADO
3.6
3.8
4.2
4.45
1.50
FACTORES DE SEGURIDAD PARA EJERS Clases de Trabajo
NORMAL
2.9
3.0
3.3
3.5
1.25
LIGERO
2.65
2.75
2.95
3.00
1
APLICACION
Eje de polea o tambor sobre Cojinetes
Ej e de poleas o tambor sobre rodamientos.
Eje de rueda dentado sobre cojinetes.
Eje de rueda dentada sobre rodamientos.
\
Factor de Servicio Tabla 8.11
FACTORES DE SEGURIDAD PARA ARBOLES
PESADO SEMIPESA NORMAL LIVIANO
3.25 3 2.5
2 1.5 1.25
6.5 4.5 3.15
FS Factor de choque o de servicio Ver Tabla 8.11
FS Factor de seguridad si no hay choques
2
1
2
FS1 Factor de seguridad incluido el factor de choques o servicio
De Diseño de Elementos de Máquinas, Tomo 11, Ing. Jorge Caicedo, Pago 1171

139
ANEXO 20. Deformaciones Admisibles por Flexi6n para el Diseño de Ejes y Arboles
CONDICION
Arboles de transmisi6n sin engrana jes sobre rodamientos rigidos o coji netes deslizantes (14.17) (14.18)
"< 0,01 pg/pie entre apoyos.
de longitud
Arboles de transmisi6n y de máquina con engranajes sobre rodamientos (14.17) (14.18)
< 0.006 pu/pie de .longitud entre apoyos.
Arboles de máquinas herramientas y < 0.002 pg/pie de longitud similares sobre rodamientos (14.18) entre apoyos.
Arboles de máquinas sobre cojinetes deslizantes (14.17) 1) ~ O,OOIS/b. pg
Arboles de máquinas con engranajes 2) < O,OOS/F pg Comerciales o Clase 2 (14.17) Myatt
Arboles de máquinas con engranajes Clase 2, cojinetes deslizantes (14.19)
Arboles de máquinas con engranajes de presi6n (14.17)
Arboles con engranajes c6nicos (14.18) (14.20)
Arboles con engranajes cilindricos rectos Clase 2 (14.18)
Engranajes cilindricos rectos (14.18) (14.21)
3) ;: 0,0002 D pg
"< O,ool/F pg
"< 0,003 pg.
4) "< 0,005 pg.
5) ~ 0,005 pg/pg
1) b Distancia entre la secci6n para la cual se determina la deformación y el apoyo más separado o distante.
2) F Ancho del engranaje 3) D Diámetro primitivo del piñón 4) Es la deformaci6n relativa de un engranaj e con respecto al
otro. 5) Pendiente del árbol en la secci6n de engranaje o punto medio
de los engranajes. De Diseño de M'quinas, Tomo 11, Ing. Jorge Caicedo,
Pag. 1173 ·':':un~iw:"lS;"i""'dl\''''''.~''''''~.;.=,''''''''''''''''"_''''''''''' '"'": __ """. "";'::.~~~~=J~\

ANEXO 21. Momentos de inercia y módulos resistentes. Axiales y polares, de varias secciones
SEcción FLEXION
1 z
d4/64 d3/32
d
~ (d4 - d 4)/64
o (d4 - d 4)/32d
o
bh3/64 bh2/32
~
1:P
J
é/32
(d4 - d 4)/32 o
bh(h2 + b2/64)
TORSION
w
d3/16
(d4 - d 4)/16d o
b2h/16 h b
.....
.¡::.. o

')
ANEXO 21. Momentos y deformaciones de flexión en vigas (Continuación).
Tipo de Carga
l L
f .t B ~A ~-TJ-ft
YAB
L F= \.JL ,
~iHH1];~r' YAB
1/2 I 1/2
~D~d YAB
Reacciones, momentos y deformaciones
MAB - FX; M = FL
YAB = F(X3 - 3L2X + 2L3)/, 6EI fórmula de la elástica
dí = FL3/3EI, en B para X = O, deformación máxima Viga en voladizo con carga concentrada en el extremo.
MAB = WX2/2; M = WL2/2 = FL/2
Y = W(X4 - 4L3X + 3L4)/24EI = F(X4 - 4L3X + 3L4)/24EIL
dr = wt4/8EI = FL3/8EI, en B para X = O
Viga en voladizo con carga uniformemente distribuida, donde
W - F/L
RA = RC = F/2; MAB - FX/2, MBC - F(L - X)/2
M = FL/4, en el centro o en B.
YAB
= F(3L3X - 4X3)/48EI; = FL3/48EI, en B para X = L/2
Viga simplemente apoyada en los extremos A,C con carga en el centro.
De Diseño de Elementos de Máquinas Tomo 1, 1ng. Jorge Caicedo, Pago 190
...... ~ ......

ANEXO 22
FOTOGRAFIAS

142 Para una mejor ilustración adicionamos fotografías a
las cuales nos referiremos indicando la posición en que
fué tomada en referencia al sentido de movimiento del
tubular de polietileno en la máquina.
Vista anterior derecha
Vista anterior izquierda

143
Vista posterior derecha
Vista posterior izquierda

144
Vista inferior

145
Mecanismo de regulación del tamaño de la bolsa
Mecanismo de accionamiento de la cuchilla de sellado

146
Mecanismo de desprendimiento
Banda transportadora

147
Rodillos de alimentaci6n
Cuchilla de sellado

148
Apertura de la boca de la bolsa
Dispositivo para fabricar dos bolsas a partir del mismo rollo

ANEXO 23 PLANOS

a • • . ..-~... .
I 93 '-
, ----.-
~-419 -{
,
i I 93 -1 ¡..-
tt~ 1--1 1-- ~ri - - + .- <])-- - (J) .. -.. - , .-
, I / , ".
t CB -
13: 1
---' 1--
r
o 7/IS"
/ tJ 3/16"(3x) ~
L L r== , , I 1 1, I ---T- F I Ir /< $1
6) - --$---(i)---<!l- - ~- - --0 -----@----(!)---t')- - --t!)-- -Gl-- -€l- ---~=__=~~_=_:-_-~ --:_=1_=..:.-r-- --~- --i ="t:~::E~~;:~~~~~~~--=~~ ___ -...--= ~~-~ . _~~3_ I _+ l_
- 11'5 3/16" (Iex) 590
838
NOTAS: LAMI'lA DE I DE ESPESOR X 97x 660 DE LONG.( DESARROLLO) ES: 1 = PUAS: ALAMBRE CE 01/16'~163 DE ~ONG.(DE~ARRa..LO)SON:le
-ANGULO ESTRUCTURAL DE I'x I'~ l/e' -USAR TORNILLOS PARA LAMINA DE. 3/e" -NC. SCIII: 21 - FARA U B I CACION DE ESTE PLANO. VER PLANO NC! 5
-¡
¡
--1
o 7/16;;
L~I_MIN;q'fi]1 CIJ i "._, /'-1 1 - l' 1,
'1 ,. ; __ ~"; I
JdpUAS
r..: ¡::J' 90 .
CORPORAOON UNIVERSITARIA AUTONO~/lA DE OCCIDENTE
IDIBUJO: I ALEXANDER GUZMAN I DESCRIPCION MAOUINA AUTOMATICA SELLADORA DE
REVISO: ORLANDO VARGAS POLlETILENO
APROBO: JUf\N CARLOS TOBON ASIGNATURA
FECHA : 900917 ESCALA: 1: 5 PROYECTO DE GRADO PLANO N-
4

'17 eN ornslo
130 svnd Vl NOO svaV3'III1V NV03no A 81 I\K)Sc~OTwWOIZ 30 SV.fld SVl:V10N
)
1 , I
1 I , , I I 1 I ,
I I I ,
, , I I
I '
J I 1
- --~
1 I 1, , I ,1 r~0·~N01·WW
JJ I I I " 1: OIZ ~19I/I~>SWid I '1 1 , I
I 1 1 ,- I 1 ~---..... I en I
~±-r±± + - - - --+U1 - ~ --1 -~ ~=-=----=---=--=:t:.=.::±::::l ...,¡ L --t-- - ----, I f-
en IIJl~18/P'1I11-:I7 11 ,: 1, I : I I
I 1, ,
'1 I '1 I l' -- -- - -1 I I I : l ' , e
~-""'II ' ,1 e) 9Z 11 ' 1" ~
1 I 1 I "
)
, 1 I li : I 1>
L_ J::::::t:11
I:. :::1.J.'-: _"-"_-_..J..._
1 -=-~,=--=--=-..L._' -_ -_ ....J.;L -_ ....l._I=~!~l.J: ~l::::±:! ~ Z171 ----~ -1 111 ..
(vóN ONV1d ~3I\)~8XIl8/1~IIXllll
(XZ) ,,9VL !Il" r~--~II--------- l \ I 1 / (X"l"",x,;zX,,~/1 "lI I ¡¡¡
UJ o « a:: o o « ..J ..J UJ (/)
« (J
~ ~ g =>0 .c::( z
UJ « ..J z ¡:: :; UJ o~
~ á>
• z °10 z e E
UJ o
Z 10 o ., en -g ..
e (/) ..1
9 ~ ~ = (J r--

o \63
0\52
A2 / V
q7
DATOS DE CORTE-RUEDA MODULO ( M) I 1,590
120
~ 194,0
ALTURA-DIENTE 3.446
ADEMDUN \,590
DEDENDUM 1,856
GRUESO-DIENTE 2498 PASO 4,996
FRESA(NUMERO) 7
~ 870
/ 5 NERVIOS EQUIESPACIADOS I h ~~-~--.- tr~-~
", I
"" 1 I ",-: 094 i '\ 1 I
\ ~II " I~I 101
~I -1
~I 1
01
I ~I
I
~I ~I 91
1 ~I I I
CORTE AI-A2 -7\
2
01 11
---¡
81
~
¡¡Ji' 'il' '!i~ ~'~'
I •
37
~2
""1
I
I
llc- o 311611-24UNC-2B x 8 LONG. (5x)
CORTE 81-82
53 NOTA: DIMENOONES EN mm 4 TORI'EADO
ACABADO GENERAL -V .L 0.1 = vw 03/8
2 RUEDA DENTADA
EJE
ITEM DESCRIPCION MATERIAL
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIBU.lO' DIEGO DIAZ DESCRIPeIOH' MAQUINA AUTOMATICA SELLADORA DE
REVISO- ORLANDO VARGAS POLlETlLENO
APROIO - JUAN CARLOS TOSON ASIGNACION'
'ECHA - 900918 ESCALA' 1: 2 PROYECTO DE GRADO
PLANO NI 6

... • .. • • 11
o 3/16"x900_ NC - - - -----
95
o 1/4" x 6 LON. -=- I/~NC x900(2x) 1_._47 ___ J .."..,-:t+.:nr---..........I'"...--------¡ ~ i. ¡t I ti ...
~~. . 1~f "
3X450'¡;-I
--~.-._-/.' __ o ,W, _ 1I \ ... 1 ~
--
¡ I I
l---~~----__t BROCA 01/4" x6 LONG. x 900(2)() La! I
-~
l----
---------_.------
910
NOTA: MATERIAL: ACERO CALIBRADO SAE-1020, 0 1" --DlMENCIONES SIN UNIDADES, EN m.m.
I I
--------i
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
lIU.lO: ALEXANDER GUZMAN DESCRIPCION~MAQUINA AUTOMATICA SELLADORA DE
REVISO: ORLANDO VARGAS POLlOTlLENO
APROIO: CARLOS TOBON ASIGNATURA
ESCALA: 1:2 PROYECTO DE GRADO
PLANO N-
7 .j

• .. ....
[K I 970
71 .. 1
137
1
16 I 87
r-.~ (j 111
I
31C4~ ¡-.-.lo...
~V ~
-(t~t-.---
I 11
I i
~ -~(J! ~ ~ w. ,.;.,. ~ - ,;
-
\" 1 ~ ~ -- ¡ : '1 /i , -~ /
I~, I I / ~-~/
¡ 22 4---- o 1/4'x5 LOt«;. I
I
2 AGUJEROS A 90° 03A611-24UNC-2B ::.:.=/
x LONG.C3x) I I
1010.07 lA 1
NOTA: DIMENOONES EN m.m. 4 TORNEADO ACABADO GENERAL VI.l 0.1 = VW MAQUINAR LAS PIEZAS DESPUES DE HABER SOLDADO.
2 PIN'ON
1 E.E ACERO CAL. SAE-I020
DATOS DE CORTE-PIÑON ITEM DESCRIPC ION MATERIAL MODULO 1.590
CORPORACION UNIVERSITARIA AUTONOMA N~ DE DIENTES 120
DIAM. PRIMITIVOCd= 44524
DE OCCIDENTE DIAM EXTERIOR 47700 AL TUR A-DIENTE 3,446
A DENDU M 1.590 DIBUJO ALEXANDER GUZMAN DESCRIPCION MAQUINA AUTOMATICA SELLADORA DE
DEDENDUM 1.856 REVISO ORLANDO VARGAS POLlETILENO GRUESO-DIENTE 2.498 PASO 4,996 APROBO JUAN CARLOS TOBON ASIGNATURA PLANO N-FRESACNUMERO) 7 FECHA 9009\8 1 ESCALA: 1 :2 PROYECTO DE GRADO 8

• • • .. •
03/16-NC (4x>X90P
,1 " 3X45
0
ld2lI,) I ! f-- ~ "1,, It==~+-I ___ _ n ~ _ ----- _ ~- -~------- _ , I
11 . - '!¡l' I IJ I l.
I ¡
L-~~---~ I
~
[ ~
h-- 100 ------ -- -----
910 ~-------------
~: MATERIAL: ACERO CALIBRADO SAE - 1020, (j 111
DIMENCIONES SIN UNIDAD~EN m.m.
0111
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIBUJO: ALEXANDER GUZMAN DESCRIPCION MAQUINA AUTOMATICA SELLADORA DE
REVISO: ORLANDO VARGAS POLlETILENO
APROBO: JUAN CARLOS TOBON ASIGNATURA PLANO N-
FECHA: 900918 IESCALA~ 1:2 PROYECTO DE GRADO 10

- ... - . ~
3X45
0
X(2_
JS
+tIl'__ ~ _ _ __________ -----------J 01" - I _ ~ ~_ ~ __ + ~ " JI l' '. ~
11 I ¡2AGUJEROS A 900 rJ 3/1611
A I B /-NCx8LONG.(3x)
I i
I C ¡
~---------: ~___ _____________ L_ __ ____ __ _ _ ______ __ ~
36 36 70 845 II I ACERO CALIBRADO. SAE - 1020
36 36 - 845 9 I ACERO CALIBRADO. SAE - 1020
A B C L PLA.Na CANTID. MATERIAL EJES
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIBU.aO: DIEGO DiAl DESCRIPCION MAQUINA AUTOMATICA SELLADORA DE
REVISO: ORLANDO VARGAS POLlETILENO
APROaO : JUAN CARLOS TOBON ASIGNATURA PLANO N-
FECHA: 900918 1 ESCALA: 1: 2 PROYECTO DE GRADO II

·-
3
2
_a
Al 1" I I
~-I f'¡ I I I
~lITl IR
L
..
? .L
NOTA: DIMENCIONES INDICADAS EN m.m.
ít I I
CORTE AI-A2
3 I PASADOR. ACERO CALIBRADO SAE-102~
2 1 BUJE. ACERO NEGRO SAE -1010
112. 1/2"x25x300 LONG. ASTM-A36
ITEM DESCRIPCION y MATERIAL
•
14
13
12
PLANO NI
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIBUJO ALEXANDER GUZMAN DESCRIPCION MAQUINA AUTOMATlCA SELLADORA DE
REVISO ORLANDO VARGAS POLlETILENO
A PROBO JUAN CARLOS TOBO N ASIGNATURA
FECHA 900919 ESCALA 1: 2 PROYECTO DE GRADO
PLANO N-
12

.. ~ ..,. .,.
12
I'-."'~ .---
=- - 1---- 1---"61
-f---- -----'------
o 14,287 :8:8'6
NOTA: DIMENOONES EN m .m. MATERIAL: ACERO NEGRC)SAE-IOIO
CORPORACION UNIVERSITARIA AUTO NOMA DE OCCIDENTE
DIBUJO ALEXANDER GUZMAN DESCRIPCION MAQUINA AUTOMATICA SELLADORA DE
REVISO ORLANDO VARGAS POLlETlLENO
APROao JUAN CARLOS TOBON ASIGNATURA PL-.NO N·
FECHA 900919 T ESCALA 1: I PROYECTO DE GRADO 13

.. • ., .. •
42
4 TORNEADO ~x450{2X) \/ ..L 11
r-=-~~
o 14,287!?; 011
NOTA: DIMENCIONES EN mm. Y MICRAS DE m.m. MATERIAL: ACERO CALIBRADO SAE-1020) 09/16
11•
CORPORACICN UNIVERSITARIA AUTOf\JOMA DE OCCIDENTE
DIBUJO ~ IALEXANDER GUZMAN I DESCRIPClo. MAQUINA AUTOMATICA SELLADORA DE
REVISO: ORLANDO VARGAS POLlETILENO
APR080: JUAN CARLOS T080N ASIINATURA PLANO N-
'ECHA: 900919 ESCALA: 1:1 PROYECTO DE GRADO 14

•
o lO
t
,. -
~~-- ~~- .79- ~ I
~
n 1 r-~61 t
----~~ ¡ ; ~~-T
: I : I
------¡
~I -~~~~ ~ ! I I
1 l -,---- --~----
-L..- -~---t - ------------ - - +--- --+-__ - -1-- 1 __ --1 ____ _
I i !
_____ .J
f-- - - - --'--1 -----l
I r
1
T
38
-(O
.::::::: It)
'Q
r
I ' 1
-~---t-~-~
, ~ -¡¡~~~~4-~-L I
55
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIBUJO ALEXANDER GUZMAN DESCRIPCION MAQUINA AUTOMATICA SELLADORA DE
REVISO ORLANDO VARGAS POLlETlLENO
A PROBO CARLOS TOBON ASIGNATURA
ESCALA 1:1 PROYECTO DE GRADO
PLANO N-
1!5

• --
f----- 1010 ------------------ ----------I I
, 75 _1 r---IAI r~4
75
tí 1" I 0318" (5x) 1--, , 3x45°(2x)
I I 11 ! r I :---t+---n _ !! V _ r =rl U ¡¡ 'f L ---f-i'
$-
I /1 ! 1: +0.023
I I ~21 0 14,287 +0.012 I
I I 143 33(PASO) I I
~ 5 AGUJEROS E:IESPACIADOS A-~~=---~ J 01"
NOTA: DI~NCIONES EN m.m.
= MATERIAL: PALANQUILLA DE 1"
ACABADO GENERAL: 4 TORNEADO V'.J... = Wl
CORTE AI-A2 MAQUINAR EL EJE, DESPUES DE SOLDAR ANGULO PORTARODILLOS<VER PLANO N2 19)
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIBUJO: ALEXANDER GUZMAN DESCRIPCION: MAQUINA AUTOMATICA SELLADORA DE
REVISO: ORLANDO VARGAS POLlET lLENO
APROBO: CARLOS TOBON ASIGNATURAa
ESCALA I 1: 2 PROYECTO DE GRADO
PLANO Na
16

ft ... - --
n4 1 r -------.------67~ ________ · ________ 1 535.5 _1
r-- 392
~ Al I 248.5
~.., I 105 I r
i I I '1 ' i
r -+- +- -~ ~- +- J 1--'-- 1 I 1 ~. r I
A!. i ~ 0318 11(5x)
~ Jt ESC-I-5
~V~l/
I ~ ~ ~ !:!QI8.: D1MENCIONES SIN UNIDADES,EN m.m.
~_. ""V--~I l/ ~ I vIAt/
v~v , v V 2 R..1/8"x6.7x784DELONG(SON:21 ASTM-A36
I + 1 I ~1/8'x30x784DELONG(SON:21 ASTM-A36
~ l'JEa. DESCRIPOON MATERIAL
CO:!~,,~I-A2 CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIBUJO' ALEXANDER GUZMAN DESCRIPCION: MAQUINA AUTOMATICA SELLADORA DE
REVISO I ORLANDO VARGAS POL IETILENO
APROBO: JUAN CARLOS TOBON ASIGNATURA' PLANO N-
FECHA: 900923 I ESCALA I PROYECTO DE GRADO 17

4: _á
1/4" 665 <?$~ 1r r .... ·-----------------1
30°1 {-[u ]
NOTA: MATERIAl' ~ 1/4': ASTM - A36 - DMENCIONES EN m.m ES:I REDONDEAR CANTOS Y ANGULOS A I DE RADIO.
CORPORACION UNIVERSITARIA AUTONOMA DE OCCICENTE
IDIBUJO: rLEXANDER GUZMAN I DESCRIPCION I MAQUINA AUTOMATICA SELLADORA DE
REVISO: ORLANDO VARGAS POLlETILENO
APROBO: TOBON ASIGNATURA:
ESCALA I 1:5 PROYECTO DE GRADO PLANO Nt
18

.. I~
G<\ ti \
r..1..1 0.1 IAl 0
.. ...
-~---- ~~-~ ~- _u_ ]010_ __~n -- -1 118
-:
C:=~ _2r;<l_ - 1 (4) I I (j) I 1 li '-s7 I@ r Ir I I I I / -- I I I -- ..
I ~I j ----~-- . --------l . - ______________ _
t"3
173 ----rl~~~~-~~: ~~~------ _n 3 2
10111112
12 ARANDELA DE PRESION <15116" COMEROAL
11 ARANDELA <1 3/a" COMERCIAL
NOTA:DIMENCIONES SIN UNIDADES,EN m.m. 10 TOR. CAB. HEX. <15/16"-NCx45LONG.
9 GRAPA DE 1/81~ 10x40(SON: 10) ca-1ERCIAL
8 ANG. PORTAESLABCW DE II/i~1 I/2Yc 1/81~120 7 ESLABON(ROOILLOS) COMERCIAL 6 ANGULO DE !"Xi·x ~I\c 40 LONG.
5 LAMM CAL. 16. DE l60x 784 LONG.<DESARR. ,
4 TORMLLO CAB. HEX. <15AEfx 85 LONG!SON:5) I COMERCIAL
3 I CUCHILLA SELLADORA la 2 I TUBULAR 17
I EJE PRINCIPAL 16
ITEM I DESCRIPCION PLANO N-
CORPORACION UNIVERSITARIA DE OCCIDENTE
AUTO NOMA
DIBUJO: ALEXANDER GUZMAN I DESCRIPCION' MAQUINA AUTOMATICA SELLADORA DE
1 POUETILENO REVISO I ORLANDO VARGAS
APROBO' JUAN CARLOS TOBON ASIGNATURA • PLANO N-
I ESCALA' PROYECTO DE GRAOO
19 FEOiAI 901023 1 :5

.. .Á. ..
r B ---i A
I 0 r I 2 -2~O(2x)
gJ 9,525 tS·015
1tj JXI ~ I
.J, II J
.1 -
I - - 11 - -L
-
~3Ia'~ 2'OJNC .44 LONG. ~ N
01" -
3 TUBO EN LAMINA CAL IBRE 20 2 RODAMIENTO "SKF~ Ointerior= 3/8" 1 ESPARRAGO gJ 3/e"-24UNC-2A x ISU LG.
ITE" OESCRIPCION(MATERIAL)
MATERIALES DE RODILLOS
NOTASDlrvENOONES SIN UNIDADES, EN m.m. 704 790 4
-LOS RODILLOS DE B=855,SON RODILLOS SUPERIORES 704 855 4 -LOS ROOLLOS DE B= 799,3 SON INFERIORES Y I ES A B CAN TIDAD(ROO.) SUPERIOR.(VER DIBUJO N21}
RODILLOS
CORPORACON UNIVERSITARIA AUTO NOMA DE OCCIDENTE
DIBUJO: ALEXANDER GUZMAN DESCRIPCIONI MAQUINA AUTOMATICA SELLADORA DE
REVISO' ORLANDO VARGAS PO L IETILENO
APROBOI JUAN CARLOS TOBON ASIGNATURA' PLANO NIt
FECHA I 99/024 I ESCALA I 1: I PROYECTO DE GRADO 20

~.
9/IS" (0 EJE)
o 14,5{6 INTERIOR BUJE)
• ..
870
AGJJERO PARA EJE 07/32". 5 PROF. ROSCA PARA BUJE 0a/IS'~24UNC-2B
011/2"
-_.
loe
S8
I~"
~ ¡I il
..
-+-+-~
-;7 ~ Í? x450(2x)
~tli' ~ AGUJEROS A 90~ 0 alls'• 5 PROF. (4x)
NOTA: DIMENCIONES SIN UNIDADES,EN m.m. CORTE TORNEADO ClLlNDRlCO
~J. - ACABADO PARA SUPERFICIES MAQUIiADAS = ty =
-PARA B.. MONTAJE(DlBUJO N2 1),SOLDAR PRIMERO EL BUJE A LA ESTRUCTURA.
2 I EJE (rj I 1/2") ACERO CALIBRADO SAE-1020
I BUJE (011/2") ACERO NEGRO SAE -1010
ITE M I DESCRIPCION MATERIAL
CORPORACION UNIVERSITARIA AUTONOMA DE OCC I DE NTE
IDIBUJO' I ALEXANDER GUZMAN I DESCRIPCIONz MAQUINA AUTOMATICA SELLADORA DE
REVISO z ORLANDO VARGAS POLI ETILENO
APROBOz TOBON ASIGNATURA'
ESCALA' 1:5 PROYECTO DE GRADO
PLANO Na
21

4--
= "S
•
L
C C
LADO DERECHO I 2 AGU.EROS A 90~ 0 3/161~ 8 PROF (5x) B
f2--¡ ~
" . I ± l ID r --41J--- -----{!}; - I I CD é - $ 11
. ~I I I I H I . U.3X~Ol2X)
NOTAS -DIMENCIONES EN m.m
== -EL EJE CORRESPONDIENTE AL PLANO N2 24,LLEVA LA DISTANCIA"C"(Y LAS CORRESPaIIDIENTES PERFORACIONES) SOLO AL LADO DERECHO.
16 67 I~ 900 I 24 I ACERO CALIBRADO SAE-1020, 0111
16 84 154 650 I 23 I ACERO CALIBRADO SAE - 1020,01"
A 8 C L IPLANOtl CANT. I MATERIAL EJES
CORPORACIO\J UNIVERSITARIA AU TONOMA DE OCC I DE NTE
DIBUJO' ALEXANDER GUZMAN DESCRIPCION: MAQUINA AUTOMATICA SELLADORA DE
REVISO' ORLANDO VARGAS
APROBO: JUAN CARLOS TOBON ASIGNATURA:
FECHA: 901024 ESCALA:
POLIETILENO.
PROYECTO DE GRADO
PLANO ~ 22

• •
f- 855 _1
52
47
52
47 o 31e" -16UNC x47 LONG.
---+-----.~r-I---- ¡ I L2XJ ,07/1s'
NOTA: DIMENCIONES SIN UNIDADES,EN m.m. MATERIAL: HIERRO LISO, 07/16'~
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIBUJO: ALEXANDER GUZMAN DESCRIPCIONI MAQUINA AUTOMATICA SELLADORA DE
REVISO ORLANDO VARGAS
APROBOI CARLOS TOBON ASIGNATURA:
ESCALAI 1:2
POLlETlLENO
PROYECTO DE GRADO
PLANO NI
25

..... ... _ ... , 1_ 15 -1
4 ~. -f0Z1
~~CW 0' 5/IS"-18 UNC x 28
4 BUJE , ACERO NEGRO SAE-IOIO
PIEZA N2 DESCRIPCION , MATERIAL
TUER . HE X. 5¡\S'~ laUNC -2B PLANO Ntl 29
ESCALA: 1:2
2 EJE VARILLA LISA DE HIERRO.G 51'lslI TUERCA GRADO-2
PIEZA N2 DESCRIPCION , MATERIAL
PLANO Ntl 27
25
1" }X450l2Xl
~ ESCALA: 1: 1
~ 0'5/IS"-18UNCx2A
If=-~--
~C+~ B~'6"(2Xl I
46 11P.1/41~ASTM-A3S SO 31
3S IIlIÁ~ ASTM-A3S 30 50
PLANO N2 8 DESCRIPCION A
3 'EJE ROSCADO 'HIERBO LISO. 0' 5/1 Sil PLATINAS
PIEZA N2, IESCRIPCION' MATERIAL PLANO NI 28 NOTA: DIMENCIONES SIN UN IDADES J EN m.m.
CORPORACION UNIVERSITARIA AUTONOMA DE OCCI DENTE
DIBUJO' I ALEXANDER GUZMAN I DESCRIPCIONI MAQUINA AUlOMATICA SELLADORA DE
REVISO' ORLANDO VARGAS POLlETILENO
APROBO' JUAN CARLOS TOSON ASIGNATURA I PLANO NR
FECHA' 901024 ESCALAI __ PROYECTO DE GRADO 26

I I
~ ~,~ -+- -~-
~ ~
t~ ~~~ ~- 5
~ {l" ~, . ':=---® ,..
~ • 6
ir¿·- - - ::- li I ::: ..... I '" 1: ...... ¿ 6 ,- I 46
~:EN LA PIEZA N2 5" INCLUIR TUERCA PARA TORNILLO DE MAQUINA DE (6 l/S' - 4ONC.
6 roRo MAQUINA ~1/S·:"40NCCAB.RED. COMERCIAÚSCN2 6 PLATINA 31(&W:2)
5 PLATINA 3()(SON:2) 5 TOR.MMUINA,01/S-40~.CAB.R COftEROAL.(g)N:2 4 E. 1' .. · .. 14 x62 LONG. ASTM"';'A36 (ES:TT 4 ~ 1/4" DE 14x47 LONG. ASTM-A36 CE'S:()
3 BUJE 29(Es:IT 3 BUJE 290$:1)
2 EJE ROSCADO 2S(ES:1) 2 EJE ROSCADO 28(ES:()
I PRENSA 27lES:IT I PRENSA 27lESI)
PIEZA N~ DESCRIPCION PLANO NY PIEZA N~ DESCRI PCION PLANO N~
PORTACUCHILLA N Il I PORTAOJCHILLA Na 2
NOTA:EN LA PIEZA N2 6,INCLUIR TUER--CA PARA TORNILLO DE MAQUINA CORPORACION UNIVERSITARIA AUTONOMA
DE 0VS'!..40 UNC DE OCCIDENTE -DIMENOONES SIN UNIDAD, EN m.m.
DIBUJO' ALEXANDER GUZMAN DESCRI PCIONI MAQUINA AUTOMATICA SELLADORA DE
REVISO' O RLANDO VARGAS POLlETILENO
APROBO' JUAN CARLOS TOBON ASIGNATURA' PLANO NI
FECHA' 901026 ESCALA' 1:2 PROYECTO DE GRADO 32

_A -"" -- -
826
= I .Qp .1~~(2x)
I I
NOTA: MATERIAL: ACERO CALIBRADO SAE -10201 0 111 -
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIBUJO: ALEXANDER GUZMAN DESCRIPCION' MAQUINA AUTOMATICA SELLADORA DE
REVISO' ORLANDO VARGAS POLlETILENO
I APROBO: IJUAN ~RLOS TOBON IASlGNATURA'
FECHA' 901026 ESCALA' 1'5 PROYECTO DE GRADO
PLANO N-
33

.. -,
() 3/ISII
NC
¡_30_ I ·-~i~
=N -W
" " --t------
1 ~~~
NOTA·. DIMENCIONES EN mm. MATERIAL: ACERO NEGRO SAE - 1010
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIBUJO ALEXANDER GUZMAN DESCRIPCION MAQUINA AUTOMATICA SELLADORA DE
REVISO ORLANDO VARGAS POLlETILENO
~
APRoao I JUAN CARLOS TOBON ASIGNATURA
FECHA 901027 1 ESCALA 1: 2 PROYECTO DE GRADO
PLANO N· 34

0511611 2
20 _.-H-.-
)Vg
I 10 -rc..--.--L
~~ ~'~20UNC-2B(2.1
NOTA:MAQUINAR LAS PIEZAS DESPUES DE 9)L..DAR. -DIMENCIONES SIN UNIDAD, EN m.m.
_ ACABADO GENERAL: ~ TALADRADO
2 112. 3/161! DE 14 x 40
IBU.E.011/211
ITEM I DESCRIPC ION
ASTM-A36
ACERO NEGRO SAE -1010
MATERIAL
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIBUJO: IALEXANDER GUZMAN I OESCRIPCION' MAQUINA AUTOMATICA SELLADORA DE
POUETILENO REVISO' ORLANDO VARGAS
APROBO' JUAN CARLOS TOBON ASIGNA TURA ' PLANO Na
FECHA' 901027 ESCALA' 1:2 PROYECTO DE GRADO 35

f)
I
iFk
If)
m
Jt. 1/4'XI''x 730LG. (2x)
1 I l· I ,1 ;\ I 1 I
1212
o ,... C\I
'¡~ l' .;1
J \ ¡
;1
t 1/4·x 1 B 217 LONG .(4x)
1\ '..1
~
LL~ _____ --------------------_:~~>U ± ! I ~I '1
J t 1;
1250 i ,.
NOTA: TODAS LAS DIMENSIONES EN m.m. ANGULO ESTRUCTURAL A USAR:L I II2·x I 1/2·xl/8·
SOLDADURA GENERAL A USAR: A 'ilIL'..
i"
J
i
.1 ,.

~.-
m ______ Jl.if1LJ -r
t 11
\
¡.' ~-" -~~_......~ __ .r_'_ ... _
1t.1/4"x I"x 655 LG.(2xl
2x)
402
~
(DI ,.,,: (D
~3ta"(2XJ ~---- . I~ --~--T--~-.;..- <_~ __ "~_L __ ~
o ,.... (\J
l'
031S"(4x) r
I j 1
81
,.,,1 1
j
lOi o! 101
#--
CffiPffiACIC1\I UNIVERSITARIA DE OCCIDENTE
AUTONOMA
DlIWO' ALEXANDER GUZMAN DlSCIII PCION , MAQUINA AUTOMATlCA SELLADORA DE
MYIIO ' ORLANDO VARGAS POLETILENO.
APROaO' JUAN CARLOS TOBON A"NATURA' PLANO, IIIICHA. 900917 IDCAU' 1:5 PROYECTO DE GRADO 3
---~---------- - -- .-
I

(,
\'"
_________ ~ _ ___ILl'_ -J t------- ,
ex> rt') CX), gl
rr~ I i 1" t 1I I I
~I ~ ~
32"(4x}
x} '-.0J.3/32"(4x}
"',013132"x 80 LONG.
,
1 I
1
1
LL, J_-n = 11 •• ,-a.. -/32~4x}
-
I-------~:
L _210 ___
OORTE; AI- A.(UBICACION,AIUoIE1t01 PAM CHUllAC.) I 146
ISCALA' ,'.o l----------l SE NECESITAN 12 CHUMACERAS SY 505 M ~ ~
11 PLATINAS EOUIESPACIADAS DE---¡ 3/I6"x 1/2·x48mm LeN:;. l:QIA: VAN EOUIESPAClADAS CON RESPEd
TO A EL ANCHO DE LA ESTRUCTU\ RA~ ENTRE f.s = 68) \
198 \ . [-----------,----l
~ 13132"12Xl -~
~, . ~. 10 ~ N
"'-, '-210 t----- \ I
BROCA 13/32"(2X)TOR.I/8·"""r-~·I05-=1 !'
13 105 H I I
~ ~
-.. ------ ---::!'~
I ,.
I
CX) O
Llll2"xl 1/2"xV8" /60 t1~~---LJ I r:~:-_",~=~~~~~7:jJ. ~~1l' R>DAMIENTO SKF 0 EXT I ~4 NOTA: VAN ESPACIADOS DEL BORDE DE
LA ESTRUCTURA (CON RESPECTO A EL ANCHO) 32
-
160.
188 •
302
t> 13/3212 X} ALARGADOS
\.. 100. • L---------------- __ m 5~~ _____ n __
I
I
r!J13/32"(¡
I
... 1. __25.!....
PERFORACIONES DE ENSAMBLE DEL CUERPO IV 2 CON DrSTANC ~-----------
t6º8(~0~c;utTlJ-º __ QE
NOTA: - TODAS LAS MEDIDAS ESTAN DADAS EN m.m. Y EL ANGULO ESTRUCT·UR~ L I ~~. X I ~~ X !le" A EXCEPCION DE LOS INDICADOS.
- PLATINA GENERAL A USAR: 1/4"
-SOLDADURA ~ENERAL A USAR; .'

976 ~~- ---~-~~ ._-~
r/J 7/16" (2 Xl
30 L ," X ," x ~16·
VER PLANO NA 5 Y 4
422
e. 1/4" 25 -,
2
236
~ It)
- - - - - - - - - - - - - - - -'T
1: D=.1212 ~._--
420
LA ~S~_GT~.8At~
te
t. A USAR
80
270
135
II II
J -1
r-__ ---1
BROCA 13/32"
r/J 13/32"(4 X)
J CORPORACIGJ UNIVERSITARIA
DE OCCIDENTE
~:+AI I
AUTONOMA
DIIWOI ALEXANDER GUZMAN DIICIIPCION' MAQUINA AUTOMATICA SEL.:LAOORA DE
REVIIO' ORLANDO VARGAS POUETlLENO,
APII080a JUAN CARlOS ~ ASIGNATURA' PLANO'" PICHA' 900917 IElCAU' 1:5
PROYECTO DE GRADO 2 ~