Embed Size (px)
Citation preview
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 1/53
Đồ án CN2 Đề tài: Mô phỏng phân xưởng xử lý khí (Gas – Plant)
MỤC LỤC
DANH MỤC HÌNH ẢNH...................................................................................................iiCHƯƠNG 1..........................................................................................................................4TỔNG QUAN CHUNG.......................................................................................................4
1.1. Tổng quan về phân xưởng xử lý khí của nhà máy lọc dầu Dung Quất............................41.1.1. Giới thiệu chung về đề tài........................................................................................41.1.2. Các tiêu chuẩn của sản phẩm...................................................................................5
1.2. Tổng quan về nhà máy lọc dầu Dung Quất......................................................................81.2.1 Các công nghệ của nhà máy lọc dầu Dung Quất: ....................................................81.2.2. Nguyên liệu vào và sản phẩm của nhà máy lọc dầu Dung Quất:.............................9
CHƯƠNG 2........................................................................................................................10GIỚI THIỆU VỀ PHẦN MỀM HYSYS............................................................................10
2.1. Quá trình mô phỏng hệ thống........................................................................................102.1.1. Giới thiệu chung.....................................................................................................102.1.2 Các đặc điểm của quá trình mô phỏng....................................................................11
2.1.3 Các phần mềm mô phỏng trong công nghệ lọc hóa dầu.........................................122.1.4. Ứng dụng của phần mềm Hysys............................................................................12
2.2 Chương trình Hysys........................................................................................................132.2.1 Tính năng và phạm vi sử dụng................................................................................132.2.2 Các cụm thiết bị trong Hysys..................................................................................142.2.3. Sử dụng chương trình Hysys..................................................................................15
2.3. Phương pháp lựa chọn mô hình nhiệt động...................................................................162.3.1. Cơ sở lựa chọn.......................................................................................................162.3.2. Các ứng dụng cụ thể...............................................................................................17
CHƯƠNG 3........................................................................................................................19MÔ PHỎNG PHÂN XƯỞNG XỬ LÝ KHÍ BẰNG PHẦN MỀM HYSYS.....................19
3.1. Khai thác số liệu trong phân xưởng xử lý khí của nhà máy lọc dầu Dung Quất...........193.2. Thiết lập sơ đồ công nghệ phân xưởng xử lý khí của nhà máy lọc dầu Dung Quất......20
3.2.1. Sơ đồ công nghệ phân xưởng xử lý khí của nhà máy lọc dầu Dung Quất.............20Wet gas compressor và HP condenser.............................................................................21Primary absorber..............................................................................................................21Stripper.............................................................................................................................22Secondary absorber..........................................................................................................22Fuel gas absorber.............................................................................................................23Debutanizer......................................................................................................................23LPG amine absorber.........................................................................................................24
3.3. Mô phỏng phân xưởng xử lý khí dựa trên số liệu thực tế đã được cung cấp.................243.3.1. Xây dựng sơ đồ mô phỏng cho phân xưởng..........................................................243.3.2. Các bước tiến hành trong quá trình mô phỏng.......................................................333.3.3. Thiết lập các thông số và điều kiện vận hành của thiết bị trong phân xưởng mô
phỏng.................................................................................................................................373.4. So sánh đánh giá kết quả số liệu mô phỏng với số liệu thực tế.....................................48
KẾT LUẬN........................................................................................................................50
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang i SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh

7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 2/53
Đồ án CN2 Đề tài: Mô phỏng phân xưởng xử lý khí (Gas – Plant)
DANH MỤC HÌNH ẢNH
Hình 1.1: Các phân xưởng của nhà máy lọc dầu..................................................................4Hình 3.1: Sơ đồ mô phỏng của phân xưởng xử lý khí (Gas Plant)....................................25Hinh 3.2: Sơ đồ mô phỏng cho cụm 1................................................................................27
Hình 3.3: Sơ đồ mô phỏng cho cụm 2................................................................................29Hình 3.4: Sơ đồ mô phỏng cho cụm 3................................................................................31
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang ii SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 3/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
LỜI MỞ ĐẦU
Việt Nam là một quốc gia sở hữu nhiều nguồn tài nguyên trong đó có nguồn tài
nguyên dầu mỏ. Vì vậy chúng ta đang từng bước xây dựng và phát triển ngành côngnghiệp chế biến dầu khí. Cùng với tốc độ tăng trưởng của ngành công nghiệp khai thác
dầu thô hiện nay và sự quan tâm của nhà nước thì ngành công nghiệp Lọc Hoá dầu của
nước ta hiện nay và trong tương lai sẽ phát triển mạnh mẽ, điều đó được minh chứng
bằng quyết định của Đảng và nhà nước cũng như tổng công ty Dầu Khí Việt Nam đã
xây dựng xong nhà máy lọc dầu số 1 Dung Quất, và trong tương lai sẽ có các nhà máy
số 2 tại Nghi Sơn Thanh Hoá, nhà máy số 3 tại Vũng Tàu…
Ngày nay trên thế giới hầu hết các quốc gia kể cả các quốc gia không có dầu
mỏ cũng đều xây dựng cho mình một ngành công nghiệp Lọc-Hoá dầu nhằm ổn định
và phát triển nền kinh tế. Ngành công nghiệp này có tầm quan trọng đặc biệt trong nền
kinh tế quốc dân và trong quốc phòng. Do đó việc nghiên cứu phát triển và tìm ra các
giải pháp tối ưu cho sự hoạt động của các nhà máy cũng như vấn đề định hình thiết kế
bước đầu trong việc thiết lập nhà máy mới là một trong những vấn đề chiến lược cho
sự phát triển của ngành công nghiệp Lọc-Hóa dầu. Song song với nó là sự phát triểnvượt bậc của ngành công nghệ thông tin đã góp phần không nhỏ cho sự ra đời của các
phần mềm mô phỏng dùng trong lĩnh vực công nghệ hóa học nói chung và ngành công
nghiệp Lọc-Hóa dầu nói riêng.
Trước đây, để kiểm tra một quá trình cũng như tìm ra các yếu tố ảnh hưởng trực
tiếp lên quá trình đó thì cần phải tiến hành thí nghiệm và lấy số liệu thực nghiệm trong
một thời gian dài mới có thể đạt được kết quả mong muốn. Nhưng từ khi các phần
mềm mô phỏng ra đời ta có thể tìm ra các yếu tố ảnh hưởng đến quá trình cũng như
kiểm tra lại tính xác thực của các yếu tố này một cách nhanh chóng. Hơn nữa, trước
đây để lên kế hoạch cho một dự án đòi hỏi nhiều thời gian và khả năng thực hiện dự án
đó là khó có thể biết trước được. Nhưng khi các phần mềm mô phỏng ra đời, thì công
việc trở nên đơn giản đi rất nhiều. Chúng ta có thể xây dựng được nhiều dự án khác
nhau và tìm được phương án tối ưu một cách nhanh chóng, cho kết quả chính xác và
đạt hiệu quả cao nhất.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 1 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 4/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Ngoài ra, các phần mềm này còn được ứng dụng trực tiếp vào quá trình hoạt
động của nhà máy. Ta có thể khảo sát sự biến thiên của các thông số làm việc và chế độ
hoạt động của nhà máy khi có những sự thay đổi ở bất kỳ một đơn vị hoạt động nào đó.
Bên cạnh đó, các phần mềm mô phỏng còn giúp cho việc giảm thiểu những tainạn và rủi ro có thể xảy đến với con người, làm giảm chi phí đầu tư ban đầu và tăng
năng suất của nhà máy.
Một trong số đó chính là phần mềm mô phỏng Hysys. Hysys là phần mềm
chuyên dụng để tính toán và mô phỏng công nghệ được dùng cho chế biến dầu và khí,
trong đó các quá trình xử lý và chế biến khí được sử dụng nhiều nhất. Hysys là sản
phẩm của công ty Hyprotech- Canada thuộc công ty AEA Technologie Engineering
Sofware- Hyprotech Ltd. Là phần mềm có khả năng tính toán đa dạng, cho kết quả có
độ chính xác cao, đồng thời cung cấp nhiều thuật toán sử dụng, trợ giúp trong quá
trình tính toán công nghệ, khảo sát các thông số trong quá trình thiết kế nhà máy chế
biến khí. Ngoài thư viện có sẵn, Hysys cho phép người sử dụng tạo các thư viện riêng
rất thuận tiện cho việc sử dụng. Ngoài ra Hysys còn có khả năng tự động tính toán các
thông số còn lại nếu thiết lập đủ thông tin. Đây chính là điểm mạnh của Hysys giúp
người sử dụng tránh sai sót và đồng thời có thể sử dụng những dữ liệu ban đầu khác
nhau.
Tiến hành quá trình mô phỏng một phân xưởng thực tế, tính toán công nghệ và
các thông số đặc trưng của một số thiết bị chính trong phân xưởng, kiểm tra so sánh
với số liệu thực tế của nhà máy. Đó chính là nội dung được trình bày trong đồ án “ Mô
phỏng phân xưởng xử lý khí (Gas – Plant) của nhà máy lọc dầu Dung Quất bằng
phần mềm Hysys” nhằm xây dựng một sơ đồ mô phỏng quá trình xử lý khí dựa trên
sơ đồ công nghệ thực tế.Đề tài này có phần thuyết minh bao gồm các chương sau:
- Chương 1: Tổng Quan Chung
+ Tổng quan về phân xưởng “Gas – Plant” của nhà máy lọc dầu Dung Quất.
+ Tổng quan về nhà máy lọc dầu Dung Quất
- Chương 2: Giới thiệu về phần mềm Hysys
+ Giới thiệu mô phỏng hệ thống.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 2 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 5/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
+ Chương trình mô phỏng Hysys.
+ Phương pháp lựa chọn mô hình nhiệt động.
- Chương 3: Mô phỏng phân xưởng “Gas – Plant” của nhà máy lọc dầu Dung Quất
+ Khai thác số liệu trong phân xưởng của nhà máy lọc dầu Dung Quất.+ Thiết lập sơ đồ công nghệ cho phân xưởng của nhà máy lọc dầu Dung Quất.
+ Mô phỏng phân xưởng “Gas – Plant” của nhà máy lọc dầu Dung Quất.
+ Tính toán công nghệ và các thông số đặc trưng của các thiết bị chính
trong phân xưởng
+ So sánh đánh giá kết quả số liệu.
- Kết luận
- Tài liệu tham khảo
- Phục lục
Do thời gian thực hiện có hạn, đồng thời kiến thức cũng như kinh nghiệm sử
dụng phần mềm còn hạn chế và bản thân hiểu biết chưa sâu sắc nên còn những thiếu
sót trong đồ án là điều không thể tránh khỏi. Em rất mong nhận được sự đóng góp ý
kiến từ thầy cô.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 3 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 6/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
CHƯƠNG 1
TỔNG QUAN CHUNG
1.1. Tổng quan về phân xưởng xử lý khí của nhà máy lọc dầu Dung Quất.
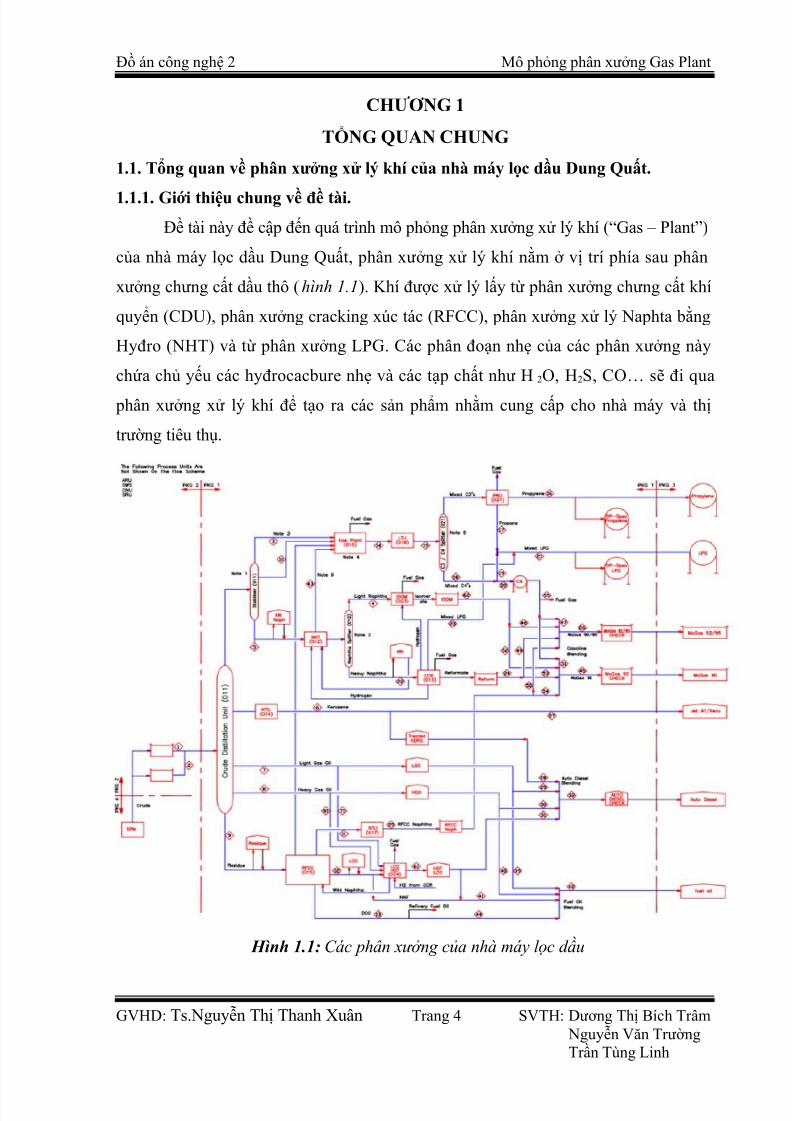
1.1.1. Giới thiệu chung về đề tài.Đề tài này đề cập đến quá trình mô phỏng phân xưởng xử lý khí (“Gas – Plant”)
của nhà máy lọc dầu Dung Quất, phân xưởng xử lý khí nằm ở vị trí phía sau phân
xưởng chưng cất dầu thô (hình 1.1). Khí được xử lý lấy từ phân xưởng chưng cất khí
quyển (CDU), phân xưởng cracking xúc tác (RFCC), phân xưởng xử lý Naphta bằng
Hyđro (NHT) và từ phân xưởng LPG. Các phân đoạn nhẹ của các phân xưởng này
chứa chủ yếu các hyđrocacbure nhẹ và các tạp chất như H 2O, H2S, CO… sẽ đi qua
phân xưởng xử lý khí để tạo ra các sản phẩm nhằm cung cấp cho nhà máy và thị
trường tiêu thụ.
Hình 1.1: Các phân xưởng của nhà máy lọc dầu
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 4 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 7/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Sản phẩm của chúng bao gồm các phân đoạn như sau:
- Phân đoạn C1, C2 dùng để làm nhiên liệu cho toàn bộ nhà máy, sản
phẩm này được gọi là Fuel Gas.
- Phân đoạn khí hóa lỏng chủ yếu là propan và butan thu hồi dưới dạnglỏng. Sản phẩm này được gọi là LPG (Liquefied Petroleum Gas)
- Phân đoạn xăng nhẹ chứa chủ yếu là C5+, dùng làm như một sản phẩm
thương mại.
1.1.2. Các tiêu chuẩn của sản phẩm.
Tiêu chuẩn của Fuel Gas: là khí đã tách Bupro và Naphta nhẹ. Khí có
thành phần chủ yếu là CH4 và C2H6 ngoài ra còn lẫn các hydrocacbon nặng và các
khí SOx, NOx, CO. Các khí này sẽ cho qua phân xưởng DeSOx để tránh gây ăn mòn
khi dùng cho nhà máy và tránh gây ô nhiễm môi trường khi thải ra ngoài. Vì vậy ta
có tiêu chuẩn về Fuel Gas như sau:
o NOx: 1000 mg/Nm3 max
o SOx : 500 mg/Nm3 max
o Bụi chất xúc tác: 50 mg/Nm3 max
o CO: 300 mg/Nm3
maxo H2S: 50 ppm wt max
- Khí hóa lỏng – LPG (Liquefied Petroleum Gas): là khí có
thành phần chủ yếu là Propane và Butane được nén lại cho tới khí hóa lỏng ở một
nhiệt độ nhất định để tồn chứa, vận chuyển. Khí hóa lỏng được chia làm 2 phần:
o Phần dùng để sản xuất Propylen.
o Phần dùng làm sản phẩm thương phẩm.
Tiêu chuẩn của LPG để sản xuất Propylen:
- Tỷ trọng : 0,565
- Hàm lượng Mercaptans: 7,1 wt ppm
- Hàm lượng COS : 5 wt ppm
- Total Sulfur : 332 wt ppm
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 5 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 8/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
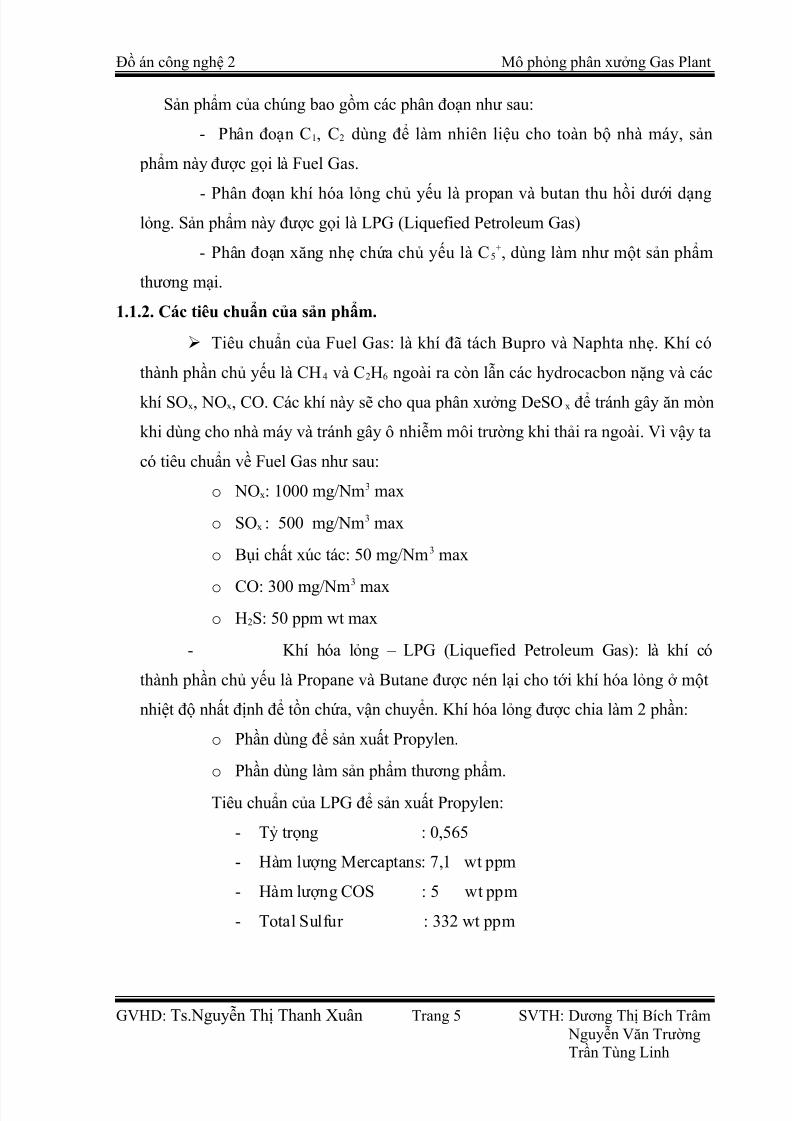
Bảng1.1: Tiêu chuẩn của khí hóa lỏng LPG thương phẩm.
Các thông số Propan Butan
Áp suất hơi ở 15 oC, Bar
20
o
C, Bar 50 oC, Bar
6,5
919,6
0,8
2,757
Áp suất ở 760 mmHg, oC -42 ÷ -45 -0,5 ÷ 2
Nhiệt bốc cháy, oC 520 500
Tỷ trọng so với không khí
Khối lượng riêng của khí
(760mmHg, 15,6 oC), Kg/m3
1,83 2.46
Nhiệt dung riêng, Btu/lb oF
KJ/Kg oCKcal/Kg/ oC
0,6
2,5120,58
0,57
2,3860,55
Áp suất hơi bảo hòa ở 15,6 oC, KJ/Kg 358,2 372,2 Nhiệt trị toàn phần, KCal/Kg 12000 11800
Nhiệt trị tối thiểu, Kcal/Kg 11100 10900
Tỷ lệ thể tích khí/lỏng 275 235
Lượng không khí cần đốt cháy 1m3 khí, m3 25 33
Khối lượng riêng của chất lỏng ở 15,6 oC, Kg/lit 0,5÷0,51 0,57÷0,58
Nhiệt cháy với không khí, oC 1967 1973 Nhiệt cháy với Oxy, oC 2900 2904
Thể tích riêng ở 15,6 oC, lit/ Kg 1.957÷2.019 1.723÷1.760
- Naphta nhẹ: là hỗn hợp của các hyđrocacbon lỏng dễ bay hơi. Các
hyđrocacbon này có phân tử lượng lớn hơn Butane, thành phần chủ yếu là C5+. Để
đảm bảo đặc tính kỹ thuật vận chuyển tàng trữ và chế biến, Naphta nhẹ phải được
ổn định theo các tiêu chuẩn thương mại.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 6 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 9/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
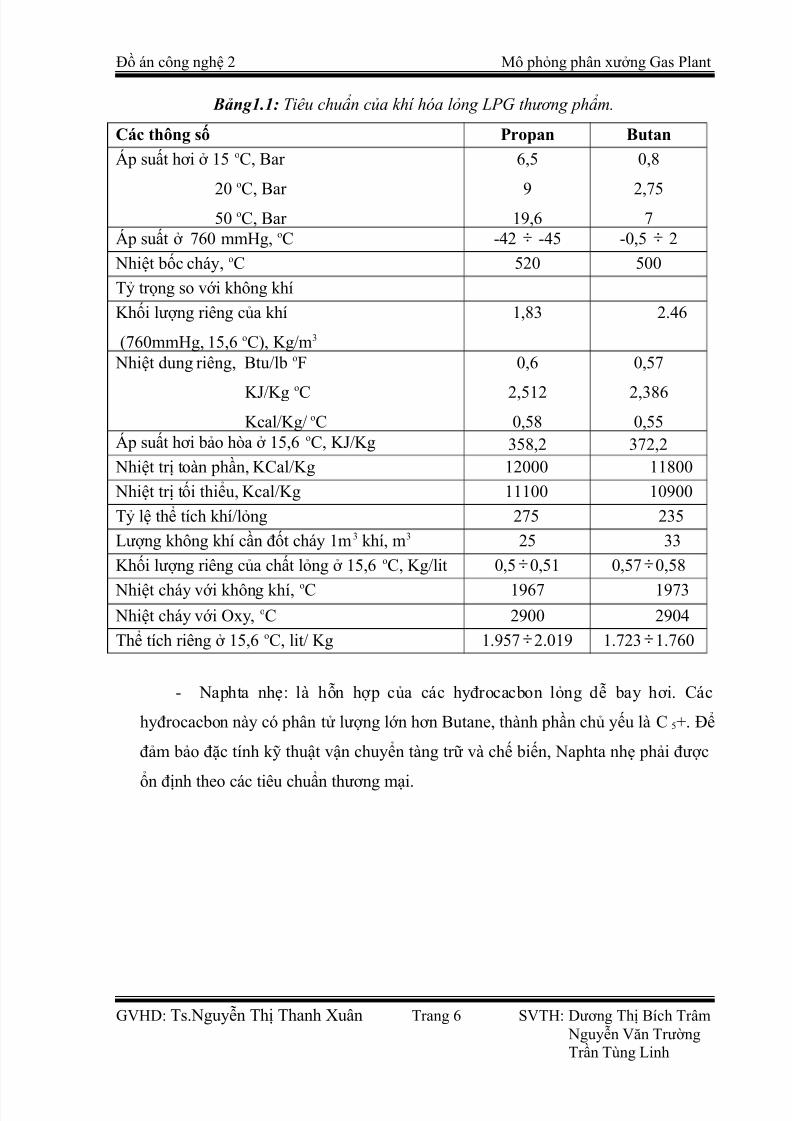
Bảng 1.2: Tiêu chuẩn của Naphta nhẹ.
Từ các yêu cầu tiêu chuẩn kỹ thuật của từng sản phẩm mà các phân đoạn nhẹ
của nhà máy lọc dầu Dung Quất cần phải đưa qua phân xưởng xử lý khí (“Gas Plant”)
để tách các phân đoạn nhẹ thành các sản phẩm có giá trị kinh tế, sử dụng làm nhiên
liệu cho nhà máy và sản xuất Propylen.
Trong chế độ công nghệ của nhà máy được thiết kế vận hành theo hai chế độ:
chế độ tối đa cho xăng và chế độ tối đa cho Diezel. Trong đề tài phân xưởng xử lý khí
của nhà máy lọc dầu Dung Quất thì em làm về chế độ tối đa cho xăng với nguồn
nguyên liệu là dầu Bạch Hổ.
Đây là đồ án công nghệ 2 mô phỏng lại phân xưởng “Gas Plant” bằng phần
mềm mô phỏng Hysys, do đó sự hiểu biết và thông thạo về phần mềm mô phỏng Hysys
là rất quan trọng cho việc hoàn thành tốt đồ án này.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 7 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
Thông số Tiêu chuẩnHàm lượng Sulphur (wt ppm) 10RON Clear 91,8
MON Clear 79,6TVP (g/cm2) 363RVP (Kpa) 34Tỷ trọng 0,732
Đường cong chưng cất
ASTM D – 86
IP
5
1030
50
70
90
95
EP
39
49
5470
87
113
159
175
197
Hàm lượng Olefin (wt %) 35
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 10/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
1.2. Tổng quan về nhà máy lọc dầu Dung Quất
Nhà máy lọc dầu Dung Quất thuộc khu kinh tế Dung Quất, là nhà máy lọc dầu
đầu tiên của Việt Nam, được xây dựng trên địa bàn xã Bình Thuận và Bình Trị, huyện
Bình Sơn, tỉnh Quảng Ngãi. Đây là một trong những dự án kinh tế lớn, trọng điểmquốc gia của Việt Nam.
Nhà máy chiếm diện tích khoảng 338 ha mặt đất và 471 ha mặt biển. Công suất
chế biến của nhà máy lọc dầu Dung Quất là 6,5 triệu tấn/năm (tương đương 148.000
thùng/ngày) dự kiến đáp ứng khoảng 30% nhu cầu tiêu thụ xăng dầu ở Việt Nam.
Nhà máy được xây dựng với tổng mức đầu tư là hơn 3 tỉ USD với tên dự án là
Nhà máy lọc dầu số 1 Dung Quất của chủ đầu tư là Tổng công ty dầu khí Việt Nam.
Nhà máy lọc dầu Dung Quất là một tổ hợp phức tạp với hàng chục phân xưởng
như: chưng cất dầu thô ở áp suất khí quyển (CDU: Crude Distillation Unit) (hình 1.2), xử lý
Naphtha bằng hyđro (NHT: Naphtha Hydrotreater), xử lý LPG (LTU), thu hồi propylene
(PRU: Propylene Recovery Unit), xử lý Kerosene (KTU: Kerosene Treating Unit), xử lý
Naphtha từ RFCC (NTU: Naphtha Treating Unit), xử lý nước chua (SWS: Sour Water
Stripper), tái sinh Amine (ARU: Amine Regeneration Unit), trung hoà kiềm (CNU: Caustis
Neutralisation Unit) thu hồi lưu huỳnh (SRU: Sulphur Recovery Unit), Isomer hoá (ISOM),
xử lý LCO bằng hydro (LCO - HDT)...
Ngoài ra còn có các công trình phục vụ như: hệ thống cấp điện, khu bể chứa
dầu thô và sản phẩm chiếm khoảng 85,83 ha; tuyến ống dẫn dầu thô và sản phẩm, cấp
và xả nước biển chiếm khoảng 94,46 ha, bến cảng xây dựng, khu xuất sản phẩm…
1.2.1 Các công nghệ của nhà máy lọc dầu Dung Quất:
Sử dụng các công nghệ hiện đại, mua bản quyền công nghệ từ các công ty rất
nổi tiếng về công nghệ như UOP (Mỹ), MERICHEM (Mỹ) và IFP (Pháp), trong nhàmáy lọc dầu như:
Phân xưởng cracking xúc tác tầng sôi nguyên liệu cặn (RFCC), sử dụng công
nghệ R2R của IFP (Pháp)
Công nghệ thiết bị tiếp xúc dưới dạng màng film xảy ra trên sợi kim loại được
sử dụng trong các phân xưởng như: phân xưởng xử lý Kerosen (KTU), phân xưởng xử
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 8 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 11/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
lý xăng Naphta của RFCC (NTU), phân xưởng xử lý LPG (LTU) và phân xưởng trung
hòa kiềm (CNU) nhằm mục đích xử lý H2S và Mercaptan có mùi khó chịu và ăn mòn
thiết bị (KTU, LTU, NTU) và trung hòa kiềm (CNU).
Cụm phân xưởng xử lý bằng hydro nguyên liệu và phân xưởng Reforming xúctác liên tục (NHT-CCR): phân xưởng CCR này nhằm nâng cao chỉ số octan (RON)
của xăng nặng đi ra từ quá trình chưng cất khí quyển dầu thô (CDU), làm nhiên liệu để
phối trộn xăng thương phẩm. Mặt khác phân xưởng này cung cấp một lượng H2 dùng
để cung cấp cho các phân xưởng xử lý bằng H2 của nhà máy như NHT (xử lý nguyên
liệu cho phân xưởng Reforming xúc tác liên tục (CCR)). Ưu điểm của công nghệ UOP
đối với phân xưởng CCR là tăng hiệu suất thu sản phẩm, khả năng tái sinh xúc tác cao
và yêu cầu về bảo dưỡng thấp.
1.2.2. Nguyên liệu vào và sản phẩm của nhà máy lọc dầu Dung Quất:
Nguyên liệu của nhà máy được thiết kế để vận hành cho 2 loại nguyên liệu:
- Dầu Bạch Hổ: 6,5 triệu tấn/năm.
- Dầu hỗn hợp: 5,5 triệu tấn/năm dầu Bạch Hổ + 1 triệu tấn/năm
dầu Dubai.
Nhà máy được thiết kế để sản xuất ra các sản phẩm sau:
- Khí hóa lỏng LPG (cho thị trường nội địa)
- Propylen
- Xăng 90/92/95
- Nhiên liệu phản lực Jet A1
- Diezel ô tô
- Dầu đốt (FO)
Các phân đoạn nhẹ như khí, LPG, xăng nhẹ… thu được từ các phân xưởngkhác nhau như phân xưởng RFCC, phân xưởng xử lý Naphta bằng Hyđro (NHT), phân
xưởng chưng cất dầu thô (CDU)… tất cả các phân đoạn nhẹ này đều được đưa đến
phân xưởng xử lý khí (“Gas Plant”) nhằm đảm bảo các tính chất cũng như tiêu chuẩn
của từng sản phẩm thương mại.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 9 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 12/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
CHƯƠNG 2
GIỚI THIỆU VỀ PHẦN MỀM HYSYS
2.1. Quá trình mô phỏng hệ thống
2.1.1. Giới thiệu chungTrong xã hội phát triển ngày nay, nhu cầu về năng lượng là một nhu cầu không
thể thiếu trong đời sống sinh hoạt cũng như trong các hoạt động công nghiệp nói
chung. Một trong những nguồn cung cấp năng lượng rất quan trọng là dầu khí − ngành
công nghiệp đóng góp không nhỏ vào nguồn thu nhập của các quốc gia. Bởi vậy các
quốc gia, kể cả các nước không có nguồn dầu khí đã và đang xây dựng cho mình một
nền công nghiệp lọc dầu hiện đại, đáp ứng nhu cầu tiêu dùng năng lượng không những
ở trong nước mà còn cung cấp cho các nước khác. Việc thu hồi tối đa những sản phẩm
có hiệu quả kinh tế cao luôn là vấn đề được các nhà dầu khí quan tâm.
Để không ngừng cải thiện năng suất cũng như chất lượng sản phẩm, các công
trình nghiên cứu và các dự án thiết kế luôn được tiến hành. Và trên hết nhờ sự phát
triển vượt bậc của ngành Công nghệ thông tin, với những máy tính tốc độ cao, các hệ
điều hành siêu việt đã góp phần to lớn cho sự ra đời của các phần mềm mô phỏng.
Mô phỏng là một công cụ cho phép người kỹ sư tiến hành công việc một cáchhiệu quả hơn khi thiết kế một quá trình mới hoặc phân tích, nghiên cứu các yếu tố ảnh
hưởng đến một quá trình đang hoạt động trong thực tế.
Tốc độ của công cụ mô phỏng cho phép khảo sát nhiều trường hợp hơn trong
cùng thời gian với độ chính xác cao hơn nếu so với tính toán bằng tay. Hơn nữa, chúng
ta có thể tự động hóa quá trình tính toán các sơ đồ công nghệ để tránh việc phải thực
hiện các phép tính lặp không có cơ sở hoặc mò mẫm. Ví dụ, chúng ta có thể sử dụng
một mô hình mẫu để nghiên cứu sự vận hành của một phân xưởng khi thay đổi nguồn
nguyên liệu hoặc các điều kiện vận hành của các thiết bị ảnh hưởng đến hiệu suất thu
và chất lượng sản phẩm như thế nào. Điều này sẽ đơn giản, nhanh chóng và tiết kiệm
hơn nhiều so với thử nghiệm trên phân xưởng thực tế. Vì rằng cơ sở tính toán các công
cụ mô phỏng thường dựa trên các bộ cơ sở dữ liệu chuẩn hóa, nên một khi đã xây
dựng một mô hình hợp lý thì bất kỳ một kỹ sư nào cũng có thể sử dụng nó để tính toán
và cho các kết quả chính xác.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 10 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 13/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Ngoài ra, các phần mềm này còn được ứng dụng trực tiếp vào quá trình hoạt
động của nhà máy. Ta có thể khảo sát sự biến thiên của các thông số làm việc và chế độ
hoạt động của nhà máy khi có những sự thay đổi ở bất kỳ một đơn vị hoạt động nào đó.
Bên cạnh đó, các phần mềm mô phỏng còn giúp cho việc giảm thiểu những tainạn và rủi ro có thể xảy đến với con người, làm giảm chi phí đầu tư ban đầu và tăng
năng suất của nhà máy.
2.1.2 Các đặc điểm của quá trình mô phỏng
Các từ khóa thường dùng trong thiết kế mô phỏng:
• Simulation, process simulation: mô phỏng, quá trình mô phỏng.
• Dynamic simulation: mô phỏng động.
• Simulator: thiết kế mô phỏng.
• Equation of state (EOS): phương trình trạng thái.
• Steady-state simulation : mô phỏng trạng thái bền vững
• To proceed by trial and error: Tiến hành bắng cách mò mẫm.
• Model: mô hình.
• Modelling: mô hình hóa. - Chương trình mô phỏng luôn có các thành phần sau:
- Thư viện dữ liệu và thuật toán liên quan đến việc truy cập và tính toán các tính
chất hóa lý của các cấu tử và hệ cấu tử.
- Các công cụ mô phỏng cho các quá trình có thể có trong hệ thống công nghệ
hóa học như bơm, máy nén, truyền nhiệt, chưng cất... Phần này chứa các mô hình toán
và thuật toán phục vụ cho quá trình tính toán các thông số công nghệ của một quá trình
được mô phỏng.
Các công cụ mô phỏng cho các quá trình điều khiển trong một quy trình công
nghệ hóa học.
Chương trình điều hành chung toàn bộ hoạt động của các công cụ mô phỏng và
ngân hàng dữ liệu.
Chương trình xử lý thông tin: lưu trữ, xuất, nhập, in... dữ liệu và kết quả tính
toán được từ quá trình mô phỏng.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 11 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 14/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
2.1.3 Các phần mềm mô phỏng trong công nghệ lọc hóa dầu
Trong công nghệ hóa học người ta sử dụng rất nhiều phần mềm mô phỏng:
a. PRO/II ( SIMSCI- Mỹ ): sử dụng trong công nghiệp lọc hóa dầu.
b. HYSYS ( HYPROTECH - Canada): sử dụng trong công nghiệp chế biếnkhí
c. ASPEN PLUS (ASPENTECH - Mỹ)
d. DESIGN II (CHEMSHARE - Mỹ ): sử dụng trong công nghiệp hóa học
nói chung.
e. PROSIM: Sử dụng trong công nghiệp hóa học.
Các phần mềm này đều có khả năng tính toán cho các quá trình lọc hóa dầu, tuy
nhiên mỗi phần mềm có ưu điểm vượt trội cho một quá trình nào đó. Đa số các phần mềm
chạy trên hệ điều hành DOS, chỉ có PRO/II và HYSYS chạy trên môi trường Windows.
Việc sử dụng phần mềm mô phỏng để tính toán công nghệ các quá trình lọc hóa
dầu ở nước ta còn nhiều hạn chế do thiếu kinh nghiệm thực tế và kiến thức về các
phần mềm.
Trong đồ án này ta chọn phần mềm Hysys để mô phỏng phân xưởng “Gas
Plant”.
2.1.4. Ứng dụng của phần mềm Hysys
Phần mềm Hysys được sử dụng nhằm:
Thiết kế và bảo vệ hệ thống phân tách một cách hiệu quả nhất ( Concept)
Giảm thấp vốn đầu tư và chi phí vận hành, chọn lựa cách bảo quản, các
đặc tính và phân loại thiết bị, trang bị và sửa chữa các thiết bị để cải tiến
quá trình hoạt động và điều khiển nhà máy (Process)
Sử dụng công cụ mô phỏng để đưa ra các điều kiện thuận lợi, đánh giá
hoạt động của nhà máy hiện hành, trang bị các thiết bị để đạt độ tin cậy về
hoạt động, an toàn, lợi nhuận cao nhất. Cải tiến các thiết bị có sẵn và mở
rộng quy mô nhà máy hiện hành (Plant)
Những quy trình hướng dẫn hoạt động giúp người vận hành nắm bắt về
công nghệ, mức độ an toàn trong nhà máy, làm theo những quy tắc hướng
dẫn về an toàn và vận hành để tăng lợi nhuận (OTS)
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 12 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 15/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Tối ưu hiệu quả nhà máy, chuyển đổi mô hình sản xuất, sử dụng công
nghệ có sẵn và tăng lợi nhuận trong hoạt động bằng cách cho phép những
thay đổi về công nghệ và sản phẩm (RTO+)
Những dữ liệu thu được từ mô phỏng là công cụ cơ bản để dựa vào nó màcó những thông tin sác thực nhằm quyết định về vốn đầu tư và xây dựng
một cách có hiệu quả nhất (Economix)
Mô phỏng là một công cụ cho phép người kỹ sư tiến hành công việc một cách
hiểu quả hơn khi thiết kế một quá trình mới hoặc phân tích, nghiên cứu các yếu tố ảnh
hưởng.Tốc độ của mô phỏng cho phép khảo sát nhiều trường hợp hơn trong cùng thời
gian với độ chính xác cao hơn tính toán bằng tay.
Có thể tự động hóa quy trình tính toán các sơ đồ công nghệ để tránh việc thực
hiện các phép tính lặp không có cơ sở hoặc mò mẫm.
2.2 Chương trình Hysys.
2.2.1 Tính năng và phạm vi sử dụng
Hysys là sản phẩm của công ty Hyprotech- Canada thuộc công ty AEA
Technologie Engineering Sofware- Hyprotech Ltd. Là phần mềm có khả năng tính
toán đa dạng, cho kết quả có độ chính xác cao, đồng thời cung cấp nhiều thuật toán sửdụng, trợ giúp trong quá trình tính toán công nghệ, khảo sát các thông số trong quá
trình thiết kế nhà máy chế biến khí. Ngoài thư viện có sẵn, Hysys cho phép người sử
dụng tạo các thư viện riêng rất thuận tiện cho việc sử dụng. Ngoài ra Hysys còn có khả
năng tự động tính toán các thông số còn lại nếu thiết lập đủ thông tin. Đây chính là
điểm mạnh của Hysys giúp người sử dụng tránh sai sót và đồng thời có thể sử dụng
những dữ liệu ban đầu khác nhau.
Hysys là phần mềm chuyên dụng để tính toán và mô phỏng công nghệ đượcdùng cho chế biến dầu và khí, trong đó các quá trình xử lý và chế biến khí được sử
dụng nhiều nhất. Là phần mềm chạy trên môi trường Windows nên rất dễ dàng giao
tiếp giữa chương trình và người sử dụng.
Phần mềm này đựoc sử dụng nhằm hai mục đích:
- Thiết kế phân xưởng mới.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 13 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 16/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
- Mô phỏng một phân xưởng đã được xây dựng trong thực tế để nghiên
cứu các yếu tố ảnh hưởng đến việc vận hành của nó như: thay đổi nguồn
nguyên liệu, điều kiện vận hành hay tiêu chuẩn kỹ thuật của sản phẩm…
Việc nhập dữ liệu vào chương trình được tiến hành rất đơn giản vì trình tự côngviệc được hướng dẫn cụ thể thông qua sự hiển thị màu trên màn hình. Chương trình
mô phỏng được chạy với số lần lặp xác định.
Kết quả chạy HYSYS có thể xuất qua các chương trình khác như Word, Excel,
Autocad...
o HYSYS được ứng dụng để:
- Thiết kế quy trình mới
- Nghiên cứu việc chuyển đổi chế độ hoạt động của nhà máy
- Hiện đại hóa các nhà máy hiện có
- Giải quyết sự cố trong quá trình vận hành của nhà máy
- Tối ưu hóa, cải thiện sản lượng và lợi nhuận
2.2.2 Các cụm thiết bị trong Hysys
Trong thư viện Hysys có lưu sẵn một số thiết bị dùng để tạo ra các sơ đồ công
nghệ trong các ngành công nghiệp lọc hóa dầu, công nghiệp hóa chất. Mỗi thiết bịđược xác định bởi chức năng nhiệt động học, lượng vật chất, năng lượng trao đổi và
các tham số nội tại (hệ số truyền nhiệt, độ giảm áp...). Các thiết bị liên hệ với nhau
bằng các dòng chảy liên kết, chính các dòng chảy vào và ra khỏi thiết bị này sẽ xác
định trạng thái làm việc của thiết bị. Các thiết bị sẽ tự động cập nhật thông tin mới có
liên quan đến chúng và tự cập nhật cho các dòng chảy nối với chúng.
Các thiết bị chính trong chương trình PRO/II:
- Thiết bị trao đổi nhiệt (Heat Exchanger)
- Thiết bị làm nguội, đun nóng (Cooler, Heater)
- Bộ trộn (Mixer)
- Van (Valve)
- Cột (Column): dùng trong các quá trình chưng cất, hấp thụ, trích ly...
- Thiết bị chia dòng (Splitter): chia dòng chảy thành nhiều dòng theo tỷ lệ tùy ý.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 14 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 17/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
- Bình tách (Seperator): gồm có thiết bị tách 2 pha, thiết bị tách 3 pha và
thiết bị tách chất rắn ra khỏi dòng lỏng hoặc hơi
- Thiết bị phản ứng (Reactor)
- Thiết bị nén, giãn nở (Compressor, Expander)
- Bơm (Pump)
- Thiết bị cân bằng (Balance): cân bằng năng lượng hay cân bằng vật chất
cho hệ.
- Thiết bị điều khiển (Controller)
- Thiết bị hồi lưu (Recycle)…
2.2.3. Sử dụng chương trình HysysCác bước xây dựng một sơ đồ công nghệ trong chương trình Hysys:
Bước 1: Chuẩn bị sơ đồ công nghệ mong muốn
Chuẩn bị sẵn sơ đồ công nghệ và các thông số đầu vào, đầu ra cần thiết (tên
dòng, lưu lượng, nhiệt độ, áp suất...) của các dòng chảy cũng như các thông số vận
hành của thiết bị.
Bước 2: Chọn hệ thống đơn vị đo
Hệ đơn vị mặc nhiên được cài đặt trong chương trình là hệ đơn vị Anh, ta có
thể thay đổi và chọn hệ thống đơn vị khác như METRIC, hay SI, thông thường ta
hay chọn đơn vị METRIC.
Bước 3: Xác định các cấu tử
Có thể xác định trực tiếp bằng cách gõ tên của các cấu tử hoặc chọn từ danh
mục có sẵn trong thư viện của chương trình.
Bước 4: Xác định phương trình nhiệt động thích hợpCó thể chọn phương pháp nhiệt động từ danh mục các phương pháp thông dụng
nhất trong thư viện. Việc chọn hệ thống phù hợp là bước quan trọng trong chương
trình mô phỏng.
Bước 5: Xây dựng PFD
Vẽ chu trình (Process Flow Diagram - PFD) bằng cách chọn và định vị các thiết
bị (unit operation) trên cửa sổ chính. Vẽ các dòng vào ra cho từng thiết bị.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 15 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 18/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Bước 6: Lựa chọn các dòng nguyên liệu và sản phẩm
Xác định thành phần, trạng thái nhiệt của các dòng.
Bước 7: Cung cấp dữ liệu cho dòng nhập liệu và các dòng hồi lưu
Dữ liệu của dòng nhập liệu và dữ liệu giả định của các dòng hồi lưu cần cungcấp gồm: lưu lượng, thành phần, điều kiện nhiệt động...
Bước 8: Cung cấp các điều kiện của quá trình
Cung cấp đầy đủ các dữ liệu cần thiết cho mỗi thiết bị trong sơ đồ công nghệ.
Bước 9: Chạy và xem kết quả
Trước khi tiến hành chạy chương trình, phải kiểm tra để đảm bảo rằng không
xuất hiện màu vàng trên đường viền của các thiết bị hay màu xanh các dòng chảy. Nếu
tất cả đường viền là màu xanh nước biển, xanh dương (hay đen) có nghĩa là đã cung
cấp đủ thông tin để chạy chương trình. Có thể xem kết quả bằng nhiều cách: đồ thị,
báo cáo xuất...
2.3. Phương pháp lựa chọn mô hình nhiệt động
2.3.1. Cơ sở lựa chọn
• Lựa chọn mô hình nhiệt động thích hợp cho một ứng dụng cụ thể là một bước rất
quan trọng, nó ảnh hưởng trực tiếp tới độ chính xác của kết quả mô phỏng.• Mỗi phương pháp nhiệt động cho phép tính các thông số sau:
- Hằng số cân bằng pha K: thể hiện sự phân bố cấu tử giữa các pha ở điều kiện
cân bằng.
- Enthapie của các pha lỏng và pha hơi: xác định năng lượng cần thiết để
chuyển một hệ từ trạng thái nhiệt động này sang trạng thái khác.
- Enthapie của các pha lỏng và pha hơi: nhằm phục vụ việc tính toán các máy
nén, thiết bị giản nở và năng lượng tự do tối thiểu ở các thiết bị phản ứng.
- Tỉ trọng của pha lỏng và pha hơi: để tính toán quá trình truyền nhiệt, trở lực
và xác định kích thước tháp chưng cất.
• Để lựa chọn mô hình nhiệt động thích hợp, nên dựa vào các yếu tố sau:
- Bản chất của các đặc trưng nhiệt động của hệ như sau: Hằng số cân bằng lỏng
– hơi (VLE: Vapor Liquid Equilibrium) của các quá trình chưng cất, cô đặc hoặc bốc
hơi, quá trình trích ly…GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 16 SVTH: Dương Thị Bích Trâm
Nguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 19/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
- Thành phần của hỗn hợp
- Phạm vi nhiệt độ và áp suất
- Tính sẵn có của các thông số hoạt động của các thiết bị
2.3.2. Các ứng dụng cụ thể Các quá trình lọc dầu và chế biến khí:
• Hệ thống áp suất thấp (tháp chưng cất áp suất khí quyển và chân không):
Trong nguyên liệu của các hệ thống này nói chung có khoảng gần 3% thể tích phần
nhẹ nên có thể chọn mô hình BK10 hoặc GS và các biến thể của nó. Khi hàm lượng
phần nhẹ lớn (nhất là thành phần C1) nên chọn EOS: SRK, PR.
• Hệ thống áp suất cao (tháp chưng phân đoạn sản phẩm của phân xưởng
cracking, cốc hóa...): Trong hệ thống này, hàm lượng phần nhẹ nói chung lớn hơn. Các
mô hình nên chọn: GS, SRK, PR.
• Các quá trình chế biến khí thiên nhiên: trong thành phần thường có chứa N2,
khí acide (CO2, H2S) và các hydrocarbon nhẹ:
- Với loại khí chứa ít hơn 5% N2, CO2, H2S và không có cấu tử phân cực nào
khác nên chọn SRK, PR hoặc Benedict - Webb - Rubin - Starling (BWRS).
- Với loại khí chứa nhiều hơn 5% N2, CO2, H2S nhưng không có cấu tử phâncực nào khác nên chọn SRK, PR và người sử dụng nên đưa vào các thông số tương tác
để thu được kết quả tốt hơn.
- Với hệ thống xử lý khí thiên nhiên có lẫn nước làm việc ở áp suất cao (trong
trường hợp này độ hoà tan của hydrocarbon trong nước sẽ tăng lên) nên chọn các biến
thể của các phương trình trạng thái như: SRKM, PRM hay SRKS, SRKKD (Kabadi -
Danner Modification to SRK).
- Khi khí thiên nhiên chứa các cấu tử phân cực như méthanol nên chọn SRKM,
PRM hay SRKS.
Các quá trình hóa dầu:
• Quá trình xử lý hydrocarbon nhẹ:
- Ở áp suất thấp: SRK, PR.
- Ở áp suất cao: SRKKD.
• Xử lý hydrocarbon thơm:GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 17 SVTH: Dương Thị Bích Trâm
Nguyễn Văn TrườngTrần Tùng Linh

7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 20/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
- P < 2 bars: IDEAL.
- P > 2 bars: GS, SRK, PR.
• Xử lý hỗn hợp hydrocarbon thơm và hydrocarbon khác: NRTL,
UNIQUAC, UNIFAC• Xử lý hỗn hợp khí có dùng amine : Amine Pkgs
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 18 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 21/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
CHƯƠNG 3
MÔ PHỎNG PHÂN XƯỞNG XỬ LÝ KHÍ BẰNG PHẦN MỀM HYSYS
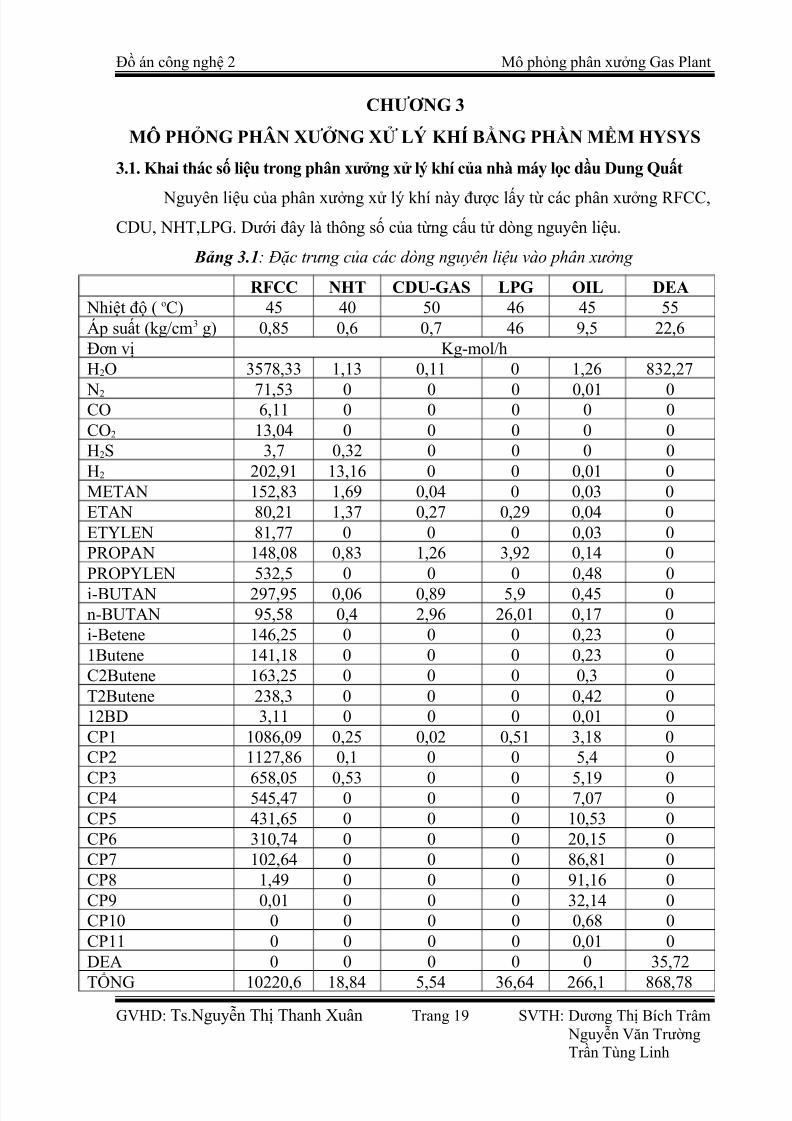
3.1. Khai thác số liệu trong phân xưởng xử lý khí của nhà máy lọc dầu Dung Quất
Nguyên liệu của phân xưởng xử lý khí này được lấy từ các phân xưởng RFCC,CDU, NHT,LPG. Dưới đây là thông số của từng cấu tử dòng nguyên liệu.
Bảng 3.1: Đặc trưng của các dòng nguyên liệu vào phân xưởng
RFCC NHT CDU-GAS LPG OIL DEA Nhiệt độ ( oC) 45 40 50 46 45 55Áp suất (kg/cm3 g) 0,85 0,6 0,7 46 9,5 22,6Đơn vị Kg-mol/hH2O 3578,33 1,13 0,11 0 1,26 832,27
N2 71,53 0 0 0 0,01 0CO 6,11 0 0 0 0 0CO2 13,04 0 0 0 0 0H2S 3,7 0,32 0 0 0 0H2 202,91 13,16 0 0 0,01 0METAN 152,83 1,69 0,04 0 0,03 0ETAN 80,21 1,37 0,27 0,29 0,04 0ETYLEN 81,77 0 0 0 0,03 0PROPAN 148,08 0,83 1,26 3,92 0,14 0PROPYLEN 532,5 0 0 0 0,48 0
i-BUTAN 297,95 0,06 0,89 5,9 0,45 0n-BUTAN 95,58 0,4 2,96 26,01 0,17 0i-Betene 146,25 0 0 0 0,23 01Butene 141,18 0 0 0 0,23 0C2Butene 163,25 0 0 0 0,3 0T2Butene 238,3 0 0 0 0,42 012BD 3,11 0 0 0 0,01 0CP1 1086,09 0,25 0,02 0,51 3,18 0CP2 1127,86 0,1 0 0 5,4 0
CP3 658,05 0,53 0 0 5,19 0CP4 545,47 0 0 0 7,07 0CP5 431,65 0 0 0 10,53 0CP6 310,74 0 0 0 20,15 0CP7 102,64 0 0 0 86,81 0CP8 1,49 0 0 0 91,16 0CP9 0,01 0 0 0 32,14 0CP10 0 0 0 0 0,68 0CP11 0 0 0 0 0,01 0DEA 0 0 0 0 0 35,72
TỔNG 10220,6 18,84 5,54 36,64 266,1 868,78GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 19 SVTH: Dương Thị Bích Trâm
Nguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 22/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
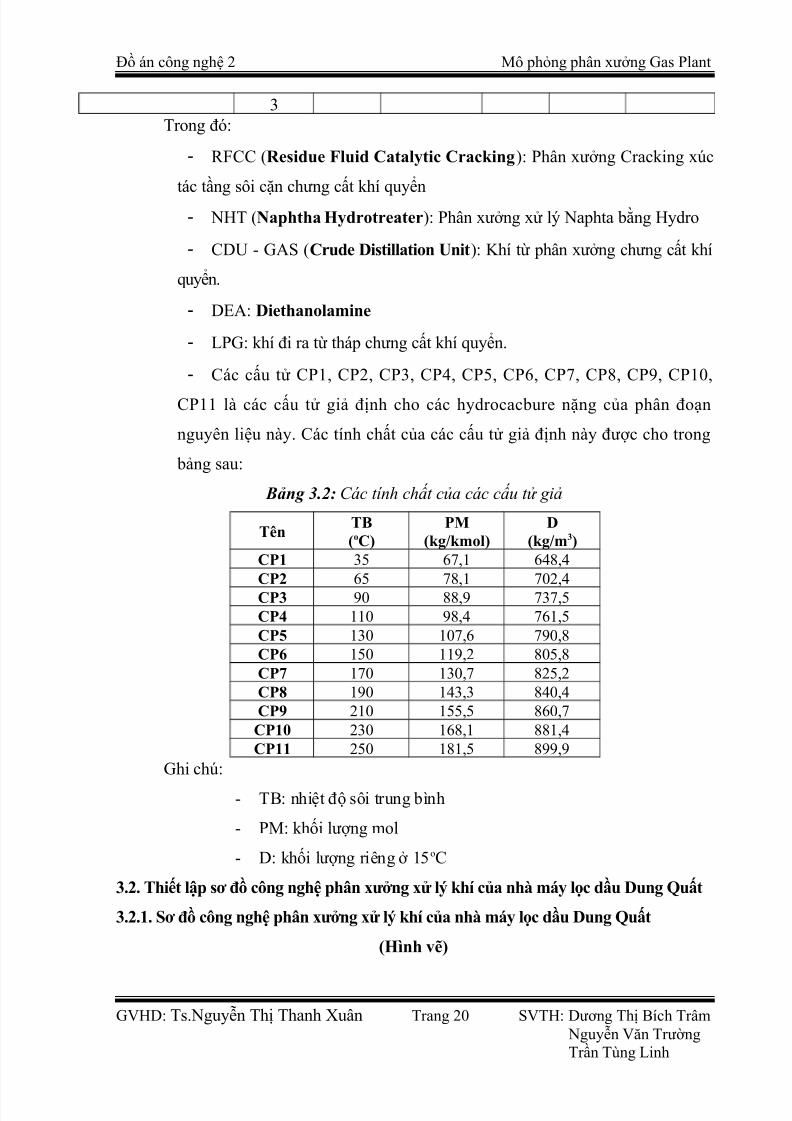
3Trong đó:
- RFCC (Residue Fluid Catalytic Cracking): Phân xưởng Cracking xúc
tác tầng sôi cặn chưng cất khí quyển
- NHT (Naphtha Hydrotreater): Phân xưởng xử lý Naphta bằng Hydro
- CDU - GAS (Crude Distillation Unit): Khí từ phân xưởng chưng cất khí
quyển.
- DEA: Diethanolamine
- LPG: khí đi ra từ tháp chưng cất khí quyển.
- Các cấu tử CP1, CP2, CP3, CP4, CP5, CP6, CP7, CP8, CP9, CP10,
CP11 là các cấu tử giả định cho các hydrocacbure nặng của phân đoạn
nguyên liệu này. Các tính chất của các cấu tử giả định này được cho trong
bảng sau:
Bảng 3.2: Các tính chất của các cấu tử giả
TênTB(oC)
PM(kg/kmol)
D(kg/m3)
CP1 35 67,1 648,4CP2 65 78,1 702,4CP3 90 88,9 737,5CP4 110 98,4 761,5CP5 130 107,6 790,8CP6 150 119,2 805,8CP7 170 130,7 825,2CP8 190 143,3 840,4CP9 210 155,5 860,7
CP10 230 168,1 881,4CP11 250 181,5 899,9
Ghi chú:
- TB: nhiệt độ sôi trung bình
- PM: khối lượng mol
- D: khối lượng riêng ở 15oC
3.2. Thiết lập sơ đồ công nghệ phân xưởng xử lý khí của nhà máy lọc dầu Dung Quất
3.2.1. Sơ đồ công nghệ phân xưởng xử lý khí của nhà máy lọc dầu Dung Quất
(Hình vẽ)
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 20 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 23/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
- Thuyết minh sơ đồ công nghệ
Wet gas compressor và HP condenser
Wet gas từ cụm Fractionation đưa tới Knock-out drum D1551 của cấp máy nén
thứ nhất, tại đây HC lỏng cuốn theo và ngưng tụ được tách ra. Khí từ bình D-1551
được nén bởi cấp thứ nhất của máy nén C-1551 và sau đó được làm lạnh tại intercooler
E- 1551 và trim cooler E-1552A/B. Nước chua từ cụm Fractionation được đưa tới đầu
vào của E-1551 để làm giảm tối thiểu ăn mòn. Hơi được làm lạnh và lỏng ngưng tụ từ
E-1552 được tách tại D-1552 (Interstage drum)Hơi từ D-1552 được nén trong cấp thứ hai của máy nén C-1551.
Pha lỏng trong D-1552, hydrocacbon và nước, được bơm bởi P-1551A/B và trộn với
dòng hơi từ đầu ra của máy nén. Một phần dòng hỗn hợp này được ngưng tụ tại HP air
condenser E-1553.
Stripper condenser và Bình tách cao áp.
Dòng ra của E-1553, dòng lỏng từ đáy của Primary absorber và hơi của đỉnhstripper được kết hợp lại trước khi vào Stripper Condensers E-1554A/B. Dòng LPG từ
CDU cũng được đưa vào E-1554A/B. Dòng ra từ E-1554A/B được tách thành pha
nước, hydrocacbon lỏng và pha hơi trong bình tách cao áp D-1553. Phần nước chua
đưa tới phân xưởng xử lý nước chua SWS (Sour Water Stripper).
Pha lỏng hydrocacbon được bơm bởi P-1553A/B và sau đó trao đổi nhiệt với
dòng HVN pumparound rồi nạp vào đỉnh của Stripper T-1552.Pha hơi từ D-1553 được
nạp vào đáy của Primary Absorber T-1551 bên dưới đĩa cuối cùng.
Primary absorber
Primary absorber T-1551 thu hồi hầu hết C3 và C4 từ phần hơi của D-1553.
Phần lỏng ở đỉnh của cụm Fractionation được nạp vào đĩa trên cùng của T-1551.
Trong trường hợp vận hành Bạch Hổ Max Gasoline, một dòng Gasoline sẽ được tuần
hoàn từ đáy của Debutanizer về đỉnh T-1551 để đạt được sự thu hồi C3 và C4 theo yêu
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 21 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 24/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
cầu.Dòng sản phẩm đáy của absorber được đưa đến E-1554 với lưu lượng được điều
khiển bằng bộ điều khiển mức LIC
Stripper
Stripper tách H2S và C2 và các cấu tử nhẹ hơn từ hỗn hợp LPG và Gasoline từ D-
1553 nạp vào đỉnh Stripper. Nhiệt độ của dòng nguyên liệu cho stripper được điều
khiển bởi TIC-723 bằng cách điều khiển lưu lượng của dòng HVN pumparound tới E-
1555. Nhiệt của Reboiler được cung cấp bởi hai reboiler nối tiếp nhau. Reboiler thứ
nhất E-1556 được gia nhiệt bởi dòng đáy của Debutanizer. Reboiler thứ 2, E-1557,
được gia nhiệt bởi dòng LCO pumparound từ cụm Fractionation.
Lưu lượng dòng hơi từ đỉnh của stripper sẽ điều khiển lượng nhiệt cung cấp choE-1557 thông qua bộ điều khiển FIC-709. Lưu lượng dòng hơi, hay nói cách khác
công suất của reboiler được thiết lập để đáp ứng tiêu chuẩn thành phần C 2 trong sản
phẩm đỉnh của Debutanizer.
Hơi từ đỉnh của stripper được ngưng tụ tại E-1554. Dòng lỏng ở đáy đưa đến
tháp Debutanizer T-1554 bằng bộ điều khiển FIC-714 với set point nhận từ bộ điều
khiển mức LIC-712.
Secondary absorber
Secondary absorber T-1553 thu hồi các phân đoạn nhẹ của gasoline từ dòng khí
đỉnh của primary absorber T-1551. Dòng lean oil là dòng heavy naphtha từ cụm
Fractionation
Dòng lean oil được làm lạnh bằng cách trao đổi nhiệt với dòng đáy của
secondary absorber T-1553 tại E-1563 và sau đó tiếp tục được làm lạnh bởi dòng
cooling water qua thiết bị trao đổi nhiệt lean oil cooler E-1564. Dòng lỏng sau khi làm
lạnh đưa đến lean oil coalescer D-1556 để loại nước bị cuốn theo trước khi được nạp
vào đỉnh của T-1553 bằng bộ điều khiển FIC-718. Dòng sản phẩm đáy, rich oil, được
điều khiển bằng bộ LIC-720, và sau đó được gia nhiệt bằng dòng lean oil tại E-1563,
và rồi hồi lưu trở lại Main Fractionator ở cụm Fractionation.
Khí ở đỉnh T-1553 được làm lạnh bằng dòng cooling water tại Fuel Gas Cooler
E-1565 và đưa đến bình Fuel Gas Absorber K.O D-1557.GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 22 SVTH: Dương Thị Bích Trâm
Nguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 25/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Fuel gas absorber
Fuel gas absorber T-1555 loại H2S và CO2 từ phần khí đỉnh của secondary
absorber bằng cách cho tiếp xúc với DEA
Lượng nhỏ lỏng xuất hiện sau khi qua E-1565 được tách trong bình D-1557. Chất
lỏng tách ra được tại D-1557 được đưa đến đầu vào của E-1563 bằng bộ điều khiển
mức LIC-726. Khí đỉnh được đưa đến đáy của T-1555 và dòng lean amine được nạp
vào đỉnh của T-1555. Nhiệt độ của dòng lean amine được điều khiển và duy trì bằng
bộ điều khiển TDIC-746 dựa trên chênh lệch nhiệt độ của dòng lean amine và dòng
gas vào T-1555, mục đích là để trách ngưng tụ hydrocacbon.
Phần khí đỉnh được đưa tới bình D-1559 trước khi đưa đến hệ thống fuel gas.Dòng rich amine đưa đến phân xưởng thu hồi amine bằng bộ điều khiển mức LIC-730.
Lượng amine tích tụ trong bình D-1559 được đưa đến phân xưởng thu hồi amine bằng
bộ điều khiển mức LIC-733. Áp suất trong hệ thống hay áp suất đỉnh của T-1553 được
điều khiển bởi PIC-733 bằng cách xả FG từ D-1559 ra hệ thống FG
Debutanizer
Debutanizer tách LPG từ gasoline.Phần lỏng ở đáy của stripper được đưa tới đĩa 22 của Debutanizer T-1554. Hơi ở đỉnh
được ngưng tụ hoàn toàn trong condenser E-1561A/B. Áp suất trong T-1554 được
điều khiển bởi PIC-745 bằng cách by-pass một phần hơi đỉnh qua thiết bị trao đổi nhiệt
E-1561A/B đến bình reflux drum D-1554. Lỏng ngưng tụ được bơm khỏi D-1554
bằng P-1556A/B. Một phần chất lỏng được hồi lưu lại tháp bằng bộ điều khiển FIC-
721 được reset bởi TIC-754 trên đĩa thứ 8 ở phần đỉnh của tháp. Dòng hồi lưu này
kiểm soát tiêu chuẩn thành phần C5 trong sản phẩm đỉnh. Phần còn lại của chất lỏng
đỉnh, sản phẩm LPG, được đưa tới LPG amine absorber T-1556 sau khi làm lạnh tại E-
1562, lưu lượng được điều khiển bởi bộ FIC-723 reset bằng LIC-742.
Tháp được gia nhiệt lại bằng reboiler E-1560A/B. Nhiệt cung cấp cho reboiler lấy từ
dòng pumparound HCO trong cụm Fractionation. Công suất của reboiler được thiết lập
để đảm bảo thành phần C4 trong gasoline đạt yêu cầu (Dòng HCO PA đến E-1560A/B
được điều khiển bằng FIC-722).GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 23 SVTH: Dương Thị Bích Trâm
Nguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 26/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Gasoline từ đáy tháp trước tiên được làm lạnh tại stripper reboiler E-1556 và sau đó tại
air cooler E-1558 và cuối cùng tại E-1559. Một phần gasoline được bơm bởi P-
1554A/B đến primary absorber như là dòng lean oil bổ sung khi có yêu cầu. Phần sản
phẩm gasoline còn lại đưa đến phân xưởng xử lý gasoline (gasoline treating unit), vớilưu lượng được điều khiển bởi bộ FIC-715, reset bởi bộ điều khiển mức LIC-736.
Trong trường hợp Maximum Gasoline, dòng heavy naphtha từ cụm Fractionation sẽ
được trộn chung với dòng này.
LPG amine absorber
LPG amine absorber T-1556 loại H2S trong sản phẩm LPG bằng cách cho tiếp
xúc với DEA.T-1556 là một tháp đệm. LPG được nạp vào ở đáy và đi lên xuyên quaamine. Mức của mặt phân tách LPG-amine ở bên trên lớp đệm trên cùng được điều
khiển bởi LIC-746 và được duy trì bằng cách điều khiển dòng rich amine ra khỏi đáy
absorber. Dòng LPG lỏng ở đỉnh được đưa đến LPG amine Coalescer D-1555, tại đây
amine cuốn theo sẽ bị tách ra. Dòng amine từ boot của D-1555 được đưa đến dòng rich
amine bằng bộ điều khiển mức LIC-749. Dòng LPG từ bình D-1555 được đưa đến
phân xưởng xử lý LPG (LPG treating unit).
3.3. Mô phỏng phân xưởng xử lý khí dựa trên số liệu thực tế đã được cung cấp
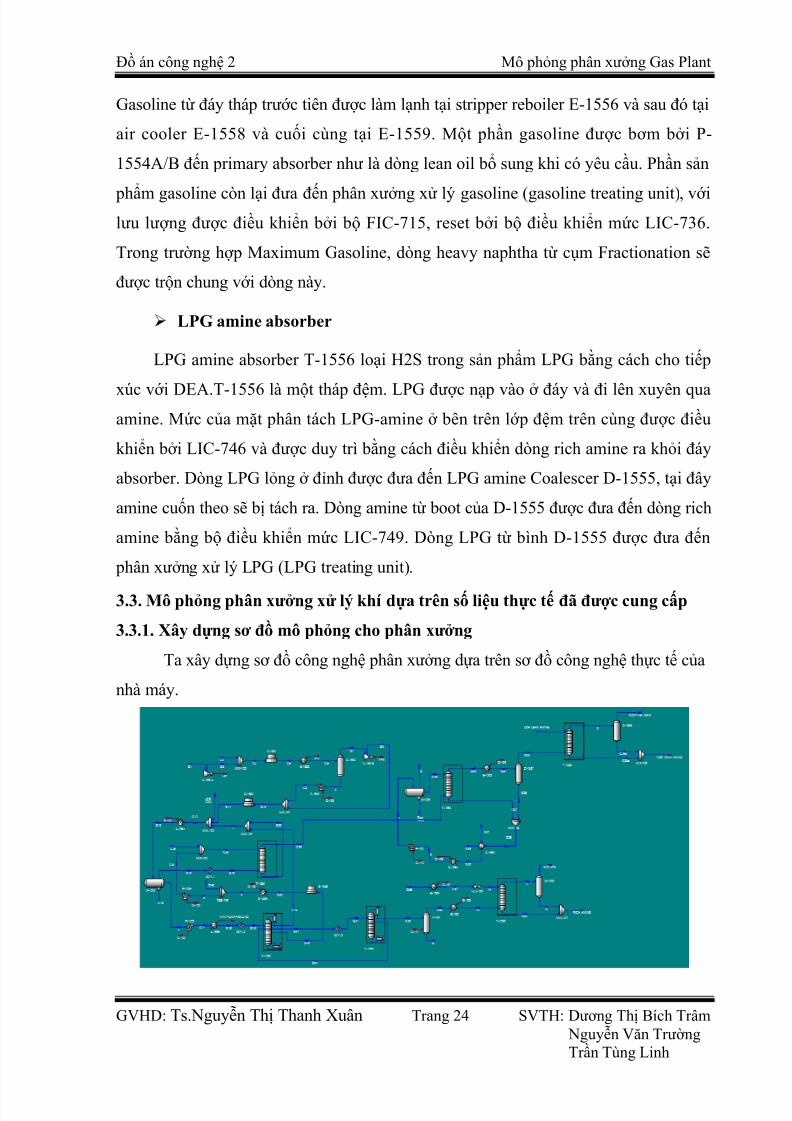
3.3.1. Xây dựng sơ đồ mô phỏng cho phân xưởng
Ta xây dựng sơ đồ công nghệ phân xưởng dựa trên sơ đồ công nghệ thực tế của
nhà máy.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 24 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 27/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
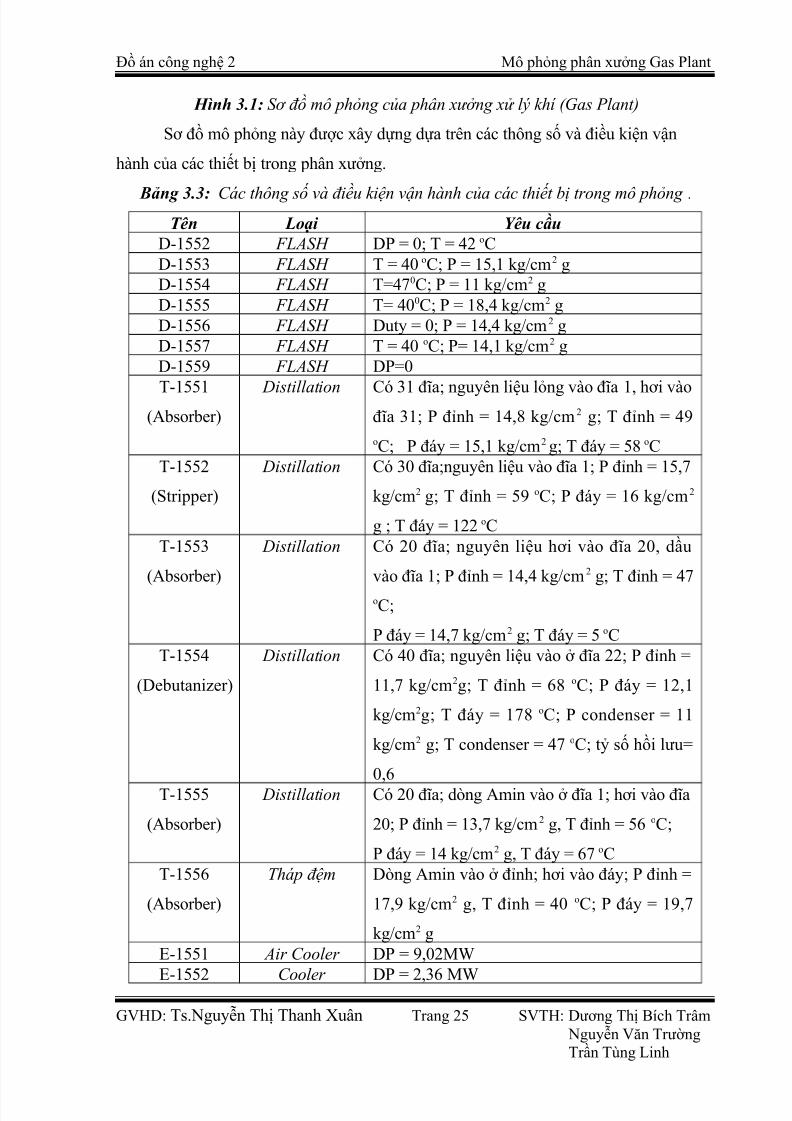
Hình 3.1: Sơ đồ mô phỏng của phân xưởng xử lý khí (Gas Plant)
Sơ đồ mô phỏng này được xây dựng dựa trên các thông số và điều kiện vận
hành của các thiết bị trong phân xưởng.
Bảng 3.3: Các thông số và điều kiện vận hành của các thiết bị trong mô phỏng .Tên Loại Yêu cầu
D-1552 FLASH DP = 0; T = 42 oCD-1553 FLASH T = 40 oC; P = 15,1 kg/cm2 gD-1554 FLASH T=470C; P = 11 kg/cm2 gD-1555 FLASH T= 400C; P = 18,4 kg/cm2 gD-1556 FLASH Duty = 0; P = 14,4 kg/cm2 gD-1557 FLASH T = 40 oC; P= 14,1 kg/cm2 gD-1559 FLASH DP=0
T-1551(Absorber)
Distillation Có 31 đĩa; nguyên liệu lỏng vào đĩa 1, hơi vàođĩa 31; P đỉnh = 14,8 kg/cm2 g; T đỉnh = 49oC; P đáy = 15,1 kg/cm2 g; T đáy = 58 oC
T-1552
(Stripper)
Distillation Có 30 đĩa;nguyên liệu vào đĩa 1; P đỉnh = 15,7
kg/cm2 g; T đỉnh = 59 oC; P đáy = 16 kg/cm2
g ; T đáy = 122 oCT-1553
(Absorber)
Distillation Có 20 đĩa; nguyên liệu hơi vào đĩa 20, dầu
vào đĩa 1; P đỉnh = 14,4 kg/cm2 g; T đỉnh = 47oC;
P đáy = 14,7 kg/cm2 g; T đáy = 5 oCT-1554
(Debutanizer)
Distillation Có 40 đĩa; nguyên liệu vào ở đĩa 22; P đỉnh =
11,7 kg/cm2g; T đỉnh = 68 oC; P đáy = 12,1
kg/cm2g; T đáy = 178 oC; P condenser = 11
kg/cm2 g; T condenser = 47 oC; tỷ số hồi lưu=
0,6T-1555
(Absorber)
Distillation Có 20 đĩa; dòng Amin vào ở đĩa 1; hơi vào đĩa
20; P đỉnh = 13,7 kg/cm2 g, T đỉnh = 56 oC;
P đáy = 14 kg/cm2 g, T đáy = 67 oCT-1556
(Absorber)
Tháp đệm Dòng Amin vào ở đỉnh; hơi vào đáy; P đỉnh =
17,9 kg/cm2 g, T đỉnh = 40 oC; P đáy = 19,7
kg/cm2 gE-1551 Air Cooler DP = 9,02MW
E-1552 Cooler DP = 2,36 MWGVHD: Ts.Nguyễn Thị Thanh Xuân Trang 25 SVTH: Dương Thị Bích Trâm
Nguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 28/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
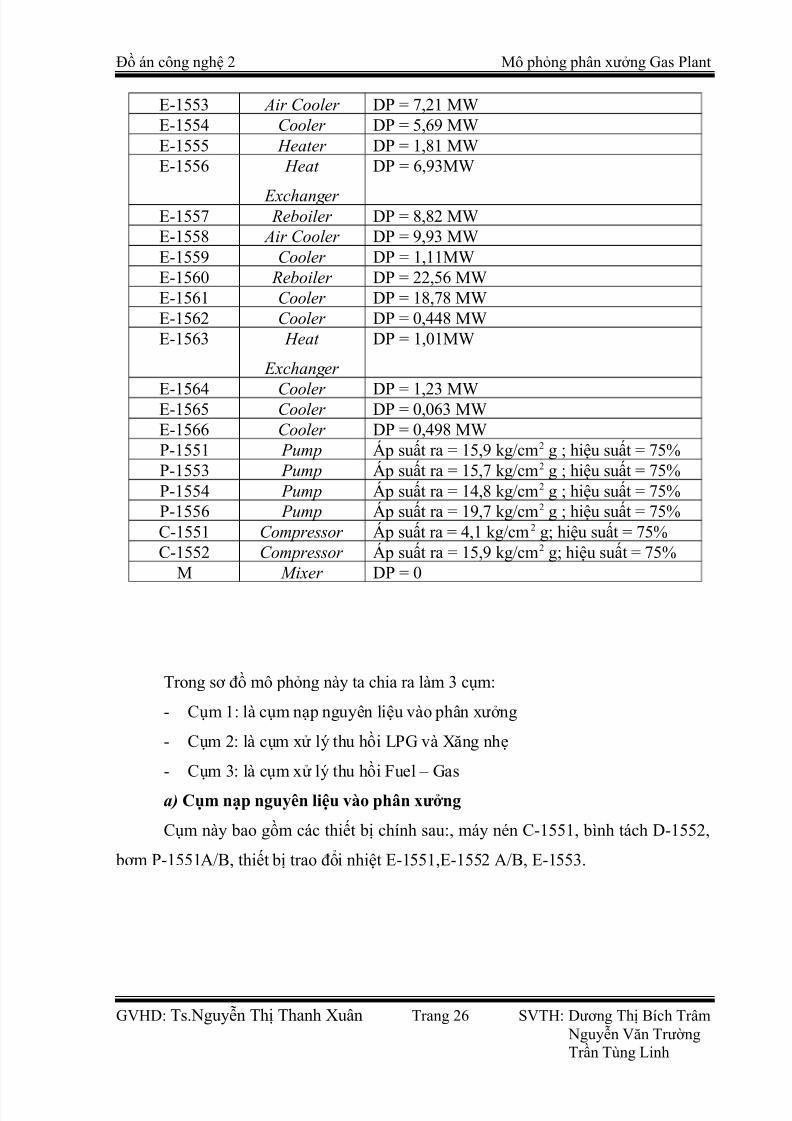
E-1553 Air Cooler DP = 7,21 MWE-1554 Cooler DP = 5,69 MWE-1555 Heater DP = 1,81 MWE-1556 Heat
Exchanger
DP = 6,93MW
E-1557 Reboiler DP = 8,82 MWE-1558 Air Cooler DP = 9,93 MWE-1559 Cooler DP = 1,11MWE-1560 Reboiler DP = 22,56 MWE-1561 Cooler DP = 18,78 MWE-1562 Cooler DP = 0,448 MWE-1563 Heat
Exchanger
DP = 1,01MW
E-1564 Cooler DP = 1,23 MWE-1565 Cooler DP = 0,063 MWE-1566 Cooler DP = 0,498 MWP-1551 Pump Áp suất ra = 15,9 kg/cm2 g ; hiệu suất = 75%P-1553 Pump Áp suất ra = 15,7 kg/cm2 g ; hiệu suất = 75%P-1554 Pump Áp suất ra = 14,8 kg/cm2 g ; hiệu suất = 75%P-1556 Pump Áp suất ra = 19,7 kg/cm2 g ; hiệu suất = 75%C-1551 Compressor Áp suất ra = 4,1 kg/cm2 g; hiệu suất = 75%C-1552 Compressor Áp suất ra = 15,9 kg/cm2 g; hiệu suất = 75%
M Mixer DP = 0
Trong sơ đồ mô phỏng này ta chia ra làm 3 cụm:
- Cụm 1: là cụm nạp nguyên liệu vào phân xưởng
- Cụm 2: là cụm xử lý thu hồi LPG và Xăng nhẹ
- Cụm 3: là cụm xử lý thu hồi Fuel – Gas
a) Cụm nạp nguyên liệu vào phân xưởng
Cụm này bao gồm các thiết bị chính sau:, máy nén C-1551, bình tách D-1552,
bơm P-1551A/B, thiết bị trao đổi nhiệt E-1551,E-1552 A/B, E-1553.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 26 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 29/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
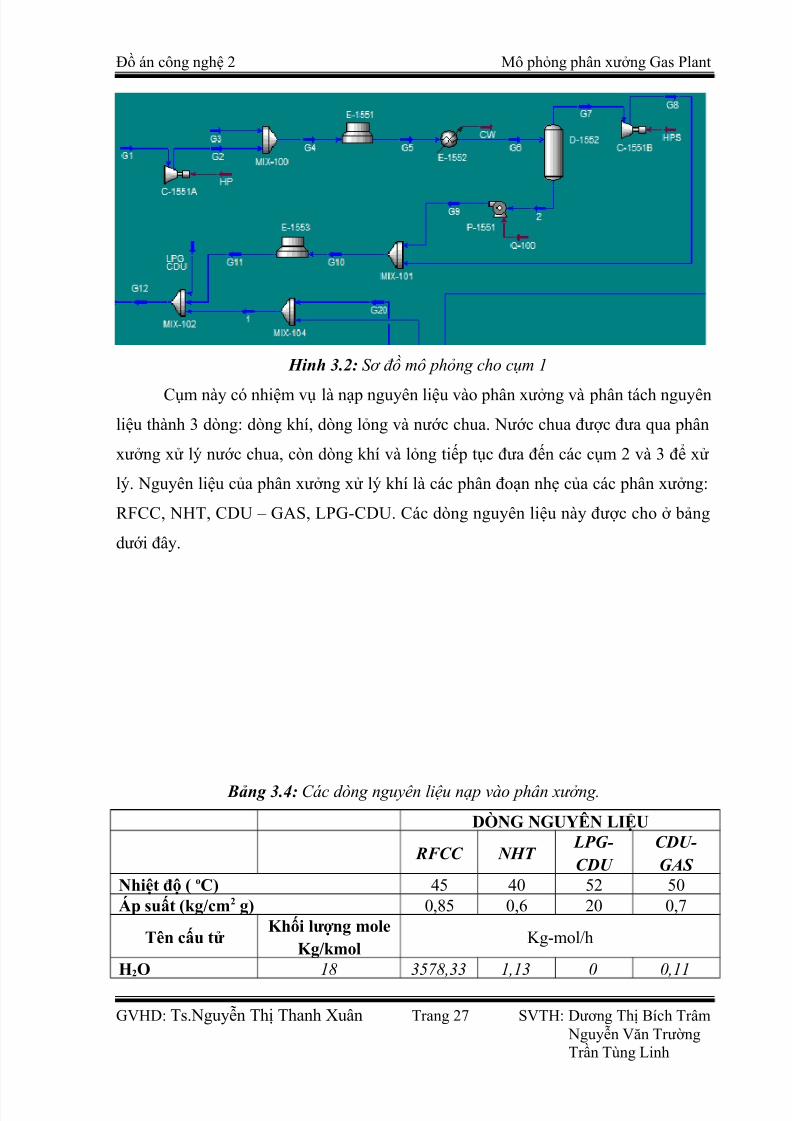
Hinh 3.2: Sơ đồ mô phỏng cho cụm 1
Cụm này có nhiệm vụ là nạp nguyên liệu vào phân xưởng và phân tách nguyênliệu thành 3 dòng: dòng khí, dòng lỏng và nước chua. Nước chua được đưa qua phân
xưởng xử lý nước chua, còn dòng khí và lỏng tiếp tục đưa đến các cụm 2 và 3 để xử
lý. Nguyên liệu của phân xưởng xử lý khí là các phân đoạn nhẹ của các phân xưởng:
RFCC, NHT, CDU – GAS, LPG-CDU. Các dòng nguyên liệu này được cho ở bảng
dưới đây.
Bảng 3.4: Các dòng nguyên liệu nạp vào phân xưởng.
DÒNG NGUYÊN LIỆU
RFCC NHT LPG-CDU
CDU-GAS
Nhiệt độ ( oC) 45 40 52 50Áp suất (kg/cm2 g) 0,85 0,6 20 0,7
Tên cấu tử Khối lượng mole
Kg/kmolKg-mol/h
H2O 18 3578,33 1,13 0 0,11
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 27 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 30/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
N2 28 71,53 0 0 0CO 28 6,11 0 0 0CO2 44 13,04 0 0 0H2S 34,1 3,7 0,32 0 0H2 2 202,91 13,16 0 0METAN 16 152,83 1,69 0 0,04ETAN 30,1 80,21 1,37 0,29 0,27 ETYLEN 28,1 81,77 0 0 0
PROPAN 44,1 148,08 0,83 3,92 1,26
PROPYLEN 42,1 532,5 0 0 0
i-BUTAN 58,1 297,95 0,06 5,9 0,89
n-BUTAN 58,1 95,58 0,4 26,01 2,96
i-Betene 56,1 146,25 0 0 0
1Butene 56,1 141,18 0 0 0
C2Butene 56,1 163,25 0 0 0
T2Butene 56,1 238,3 0 0 0
12BD 54,1 3,11 0 0 0
CP1 67,1 1086,09 0,25 0,51 0,02
CP2 78,1 1127,86 0,1 0 0
CP3 88,9 658,05 0,53 0 0
CP4 107,6 545,47 0 0 0
CP5 119,2 431,65 0 0 0
CP6 130,7 310,74 0 0 0
CP7 143,3 102,64 0 0 0
CP8 155,5 1,49 0 0 0
CP9 168,1 0,01 0 0 0
CP10 181,5 0 0 0 0
CP11 195,9 0 0 0 0
DEA 105,1 0 0 0 0
TỔNG 10220,6 18,84 36,64 5,54
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 28 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 31/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
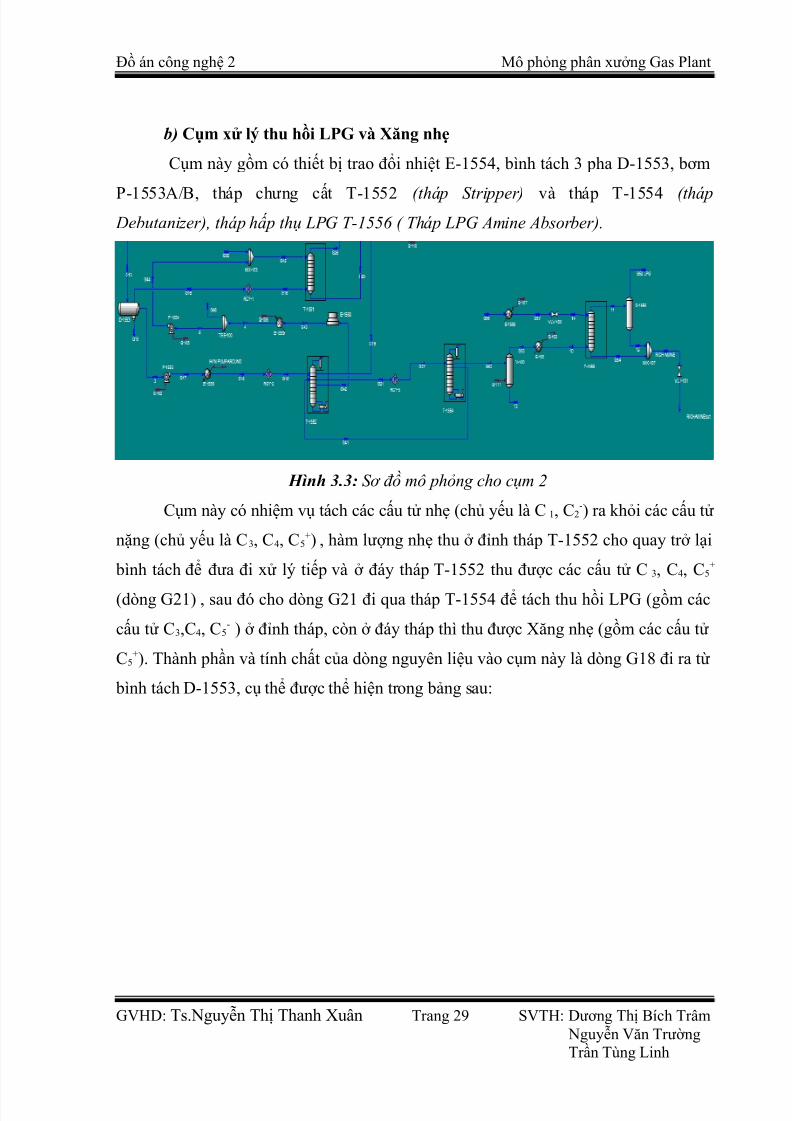
b) Cụm xử lý thu hồi LPG và Xăng nhẹ
Cụm này gồm có thiết bị trao đổi nhiệt E-1554, bình tách 3 pha D-1553, bơm
P-1553A/B, tháp chưng cất T-1552 (tháp Stripper) và tháp T-1554 (tháp Debutanizer), tháp hấp thụ LPG T-1556 ( Tháp LPG Amine Absorber).
Hình 3.3: Sơ đồ mô phỏng cho cụm 2
Cụm này có nhiệm vụ tách các cấu tử nhẹ (chủ yếu là C 1, C2-) ra khỏi các cấu tử
nặng (chủ yếu là C3, C4, C5+) , hàm lượng nhẹ thu ở đỉnh tháp T-1552 cho quay trở lại
bình tách để đưa đi xử lý tiếp và ở đáy tháp T-1552 thu được các cấu tử C3, C4, C5+
(dòng G21) , sau đó cho dòng G21 đi qua tháp T-1554 để tách thu hồi LPG (gồm các
cấu tử C3,C4, C5- ) ở đỉnh tháp, còn ở đáy tháp thì thu được Xăng nhẹ (gồm các cấu tử
C5+). Thành phần và tính chất của dòng nguyên liệu vào cụm này là dòng G18 đi ra từ
bình tách D-1553, cụ thể được thể hiện trong bảng sau:
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 29 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 32/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
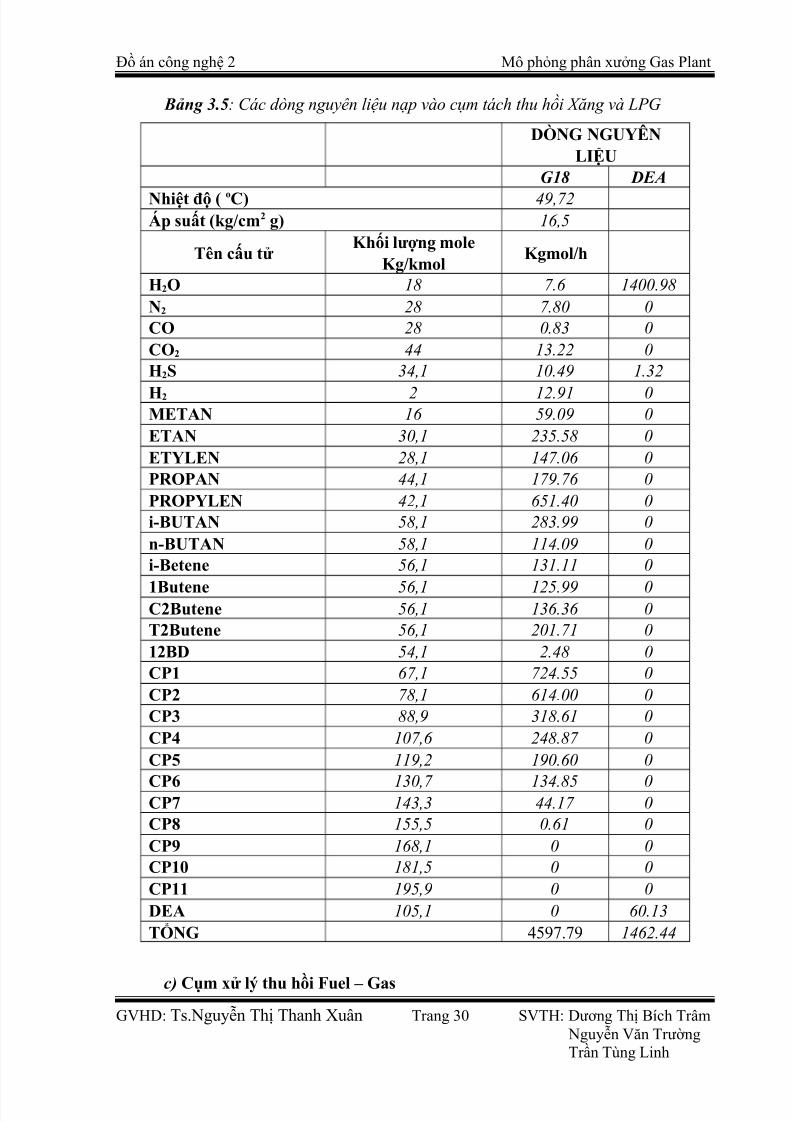
Bảng 3.5: Các dòng nguyên liệu nạp vào cụm tách thu hồi Xăng và LPG
DÒNG NGUYÊNLIỆU
G18 DEA
Nhiệt độ ( oC) 49,72Áp suất (kg/cm2 g) 16,5
Tên cấu tử Khối lượng mole
Kg/kmolKgmol/h
H2O 18 7.6 1400.98N2 28 7.80 0CO 28 0.83 0CO2 44 13.22 0H2S 34,1 10.49 1.32
H2 2 12.91 0METAN 16 59.09 0ETAN 30,1 235.58 0ETYLEN 28,1 147.06 0PROPAN 44,1 179.76 0PROPYLEN 42,1 651.40 0i-BUTAN 58,1 283.99 0n-BUTAN 58,1 114.09 0i-Betene 56,1 131.11 0
1Butene 56,1 125.99 0C2Butene 56,1 136.36 0T2Butene 56,1 201.71 012BD 54,1 2.48 0CP1 67,1 724.55 0CP2 78,1 614.00 0CP3 88,9 318.61 0CP4 107,6 248.87 0CP5 119,2 190.60 0
CP6 130,7 134.85 0CP7 143,3 44.17 0CP8 155,5 0.61 0CP9 168,1 0 0CP10 181,5 0 0CP11 195,9 0 0DEA 105,1 0 60.13TỔNG 4597.79 1462.44
c) Cụm xử lý thu hồi Fuel – GasGVHD: Ts.Nguyễn Thị Thanh Xuân Trang 30 SVTH: Dương Thị Bích Trâm
Nguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 33/53
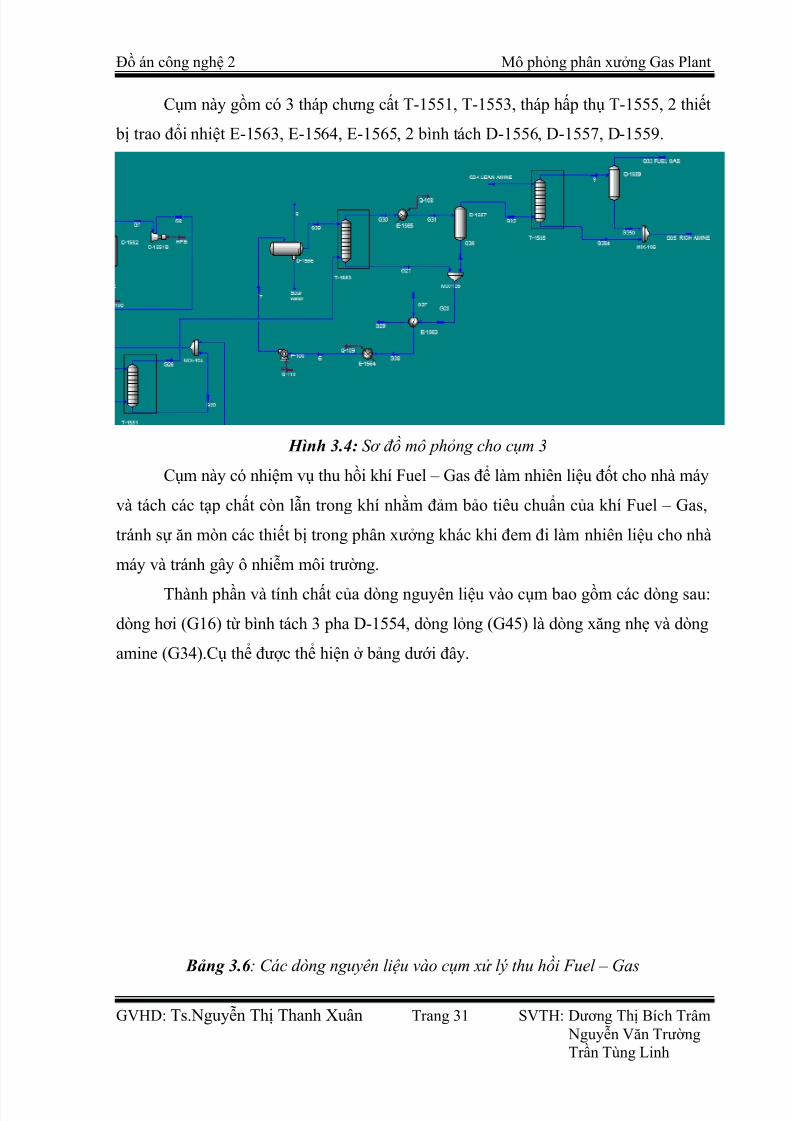
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Cụm này gồm có 3 tháp chưng cất T-1551, T-1553, tháp hấp thụ T-1555, 2 thiết
bị trao đổi nhiệt E-1563, E-1564, E-1565, 2 bình tách D-1556, D-1557, D-1559.
Hình 3.4: Sơ đồ mô phỏng cho cụm 3
Cụm này có nhiệm vụ thu hồi khí Fuel – Gas để làm nhiên liệu đốt cho nhà máy
và tách các tạp chất còn lẫn trong khí nhằm đảm bảo tiêu chuẩn của khí Fuel – Gas,
tránh sự ăn mòn các thiết bị trong phân xưởng khác khi đem đi làm nhiên liệu cho nhà
máy và tránh gây ô nhiễm môi trường.
Thành phần và tính chất của dòng nguyên liệu vào cụm bao gồm các dòng sau:
dòng hơi (G16) từ bình tách 3 pha D-1554, dòng lỏng (G45) là dòng xăng nhẹ và dòng
amine (G34).Cụ thể được thể hiện ở bảng dưới đây.
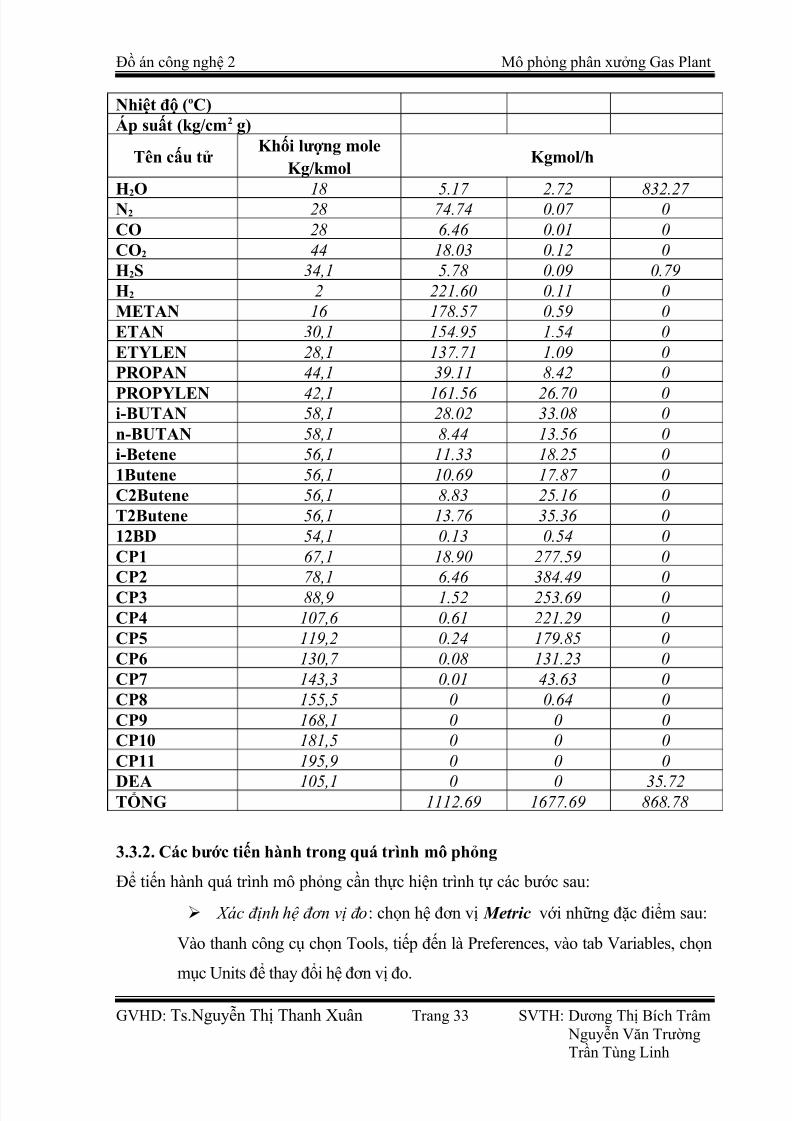
Bảng 3.6 : Các dòng nguyên liệu vào cụm xử lý thu hồi Fuel – Gas
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 31 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh

7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 34/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Tên dòng G16 G45 DEA
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 32 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 35/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Nhiệt độ (oC)Áp suất (kg/cm2 g)
Tên cấu tử Khối lượng mole
Kg/kmolKgmol/h
H2O 18 5.17 2.72 832.27 N2 28 74.74 0.07 0CO 28 6.46 0.01 0CO2 44 18.03 0.12 0H2S 34,1 5.78 0.09 0.79H2 2 221.60 0.11 0METAN 16 178.57 0.59 0ETAN 30,1 154.95 1.54 0ETYLEN 28,1 137.71 1.09 0PROPAN 44,1 39.11 8.42 0
PROPYLEN 42,1 161.56 26.70 0i-BUTAN 58,1 28.02 33.08 0n-BUTAN 58,1 8.44 13.56 0i-Betene 56,1 11.33 18.25 01Butene 56,1 10.69 17.87 0C2Butene 56,1 8.83 25.16 0T2Butene 56,1 13.76 35.36 012BD 54,1 0.13 0.54 0CP1 67,1 18.90 277.59 0CP2 78,1 6.46 384.49 0CP3 88,9 1.52 253.69 0CP4 107,6 0.61 221.29 0CP5 119,2 0.24 179.85 0CP6 130,7 0.08 131.23 0CP7 143,3 0.01 43.63 0CP8 155,5 0 0.64 0CP9 168,1 0 0 0CP10 181,5 0 0 0CP11 195,9 0 0 0
DEA 105,1 0 0 35.72TỔNG 1112.69 1677.69 868.78
3.3.2. Các bước tiến hành trong quá trình mô phỏng
Để tiến hành quá trình mô phỏng cần thực hiện trình tự các bước sau:
Xác định hệ đơn vị đo: chọn hệ đơn vị Metric với những đặc điểm sau:
Vào thanh công cụ chọn Tools, tiếp đến là Preferences, vào tab Variables, chọn
mục Units để thay đổi hệ đơn vị đo.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 33 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 36/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
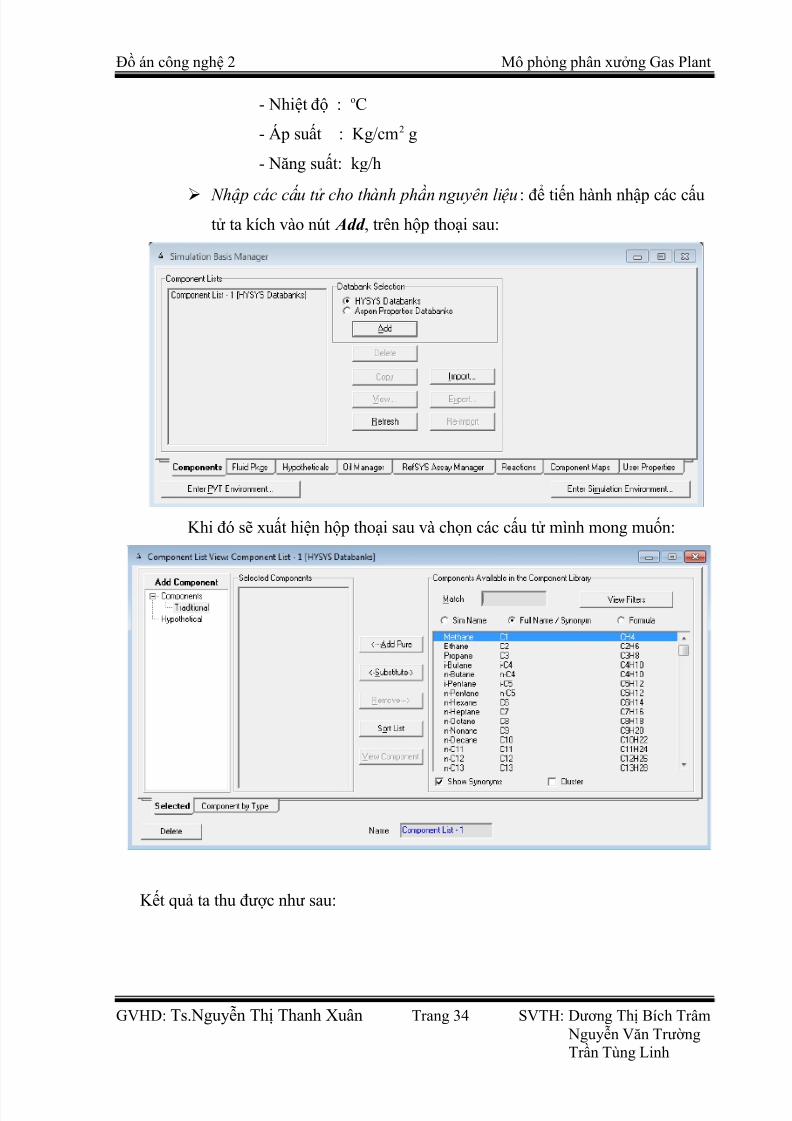
- Nhiệt độ : oC
- Áp suất : Kg/cm2 g
- Năng suất: kg/h
Nhập các cấu tử cho thành phần nguyên liệu: để tiến hành nhập các cấutử ta kích vào nút Add , trên hộp thoại sau:
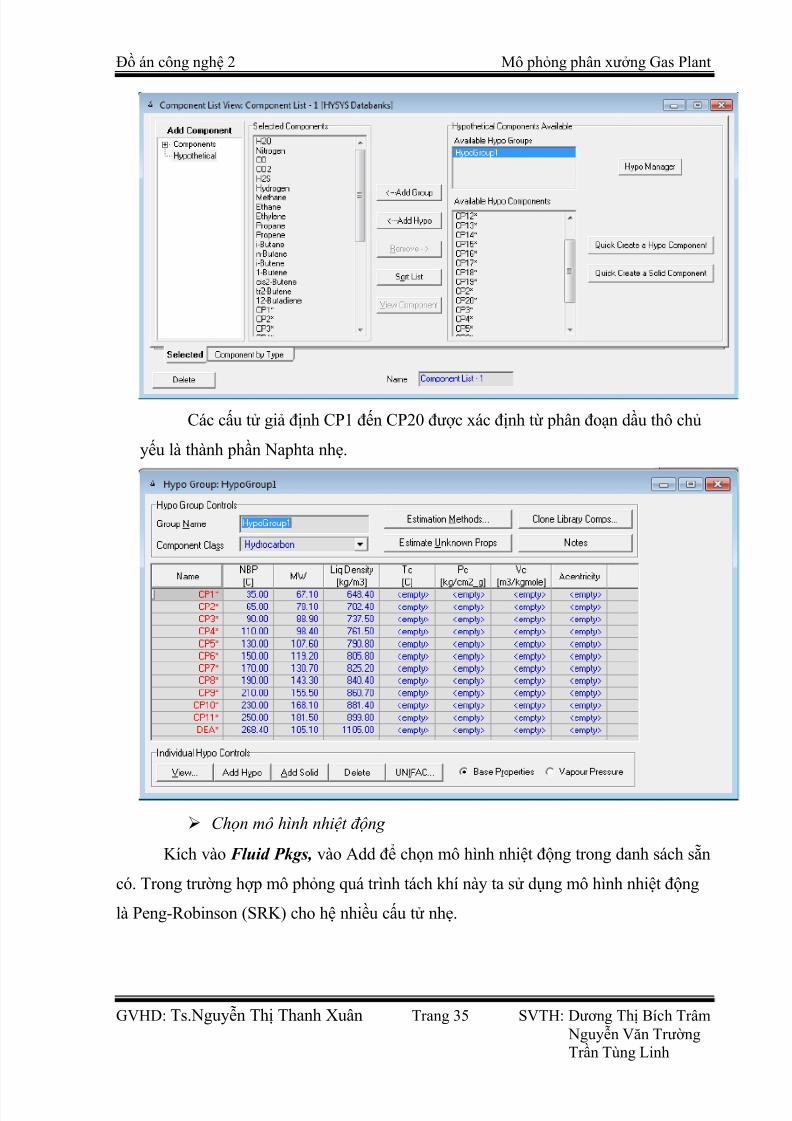
Khi đó sẽ xuất hiện hộp thoại sau và chọn các cấu tử mình mong muốn:
Kết quả ta thu được như sau:
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 34 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 37/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Các cấu tử giả định CP1 đến CP20 được xác định từ phân đoạn dầu thô chủ
yếu là thành phần Naphta nhẹ.
Chọn mô hình nhiệt động
Kích vào Fluid Pkgs, vào Add để chọn mô hình nhiệt động trong danh sách sẵn
có. Trong trường hợp mô phỏng quá trình tách khí này ta sử dụng mô hình nhiệt động
là Peng-Robinson (SRK) cho hệ nhiều cấu tử nhẹ.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 35 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 38/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
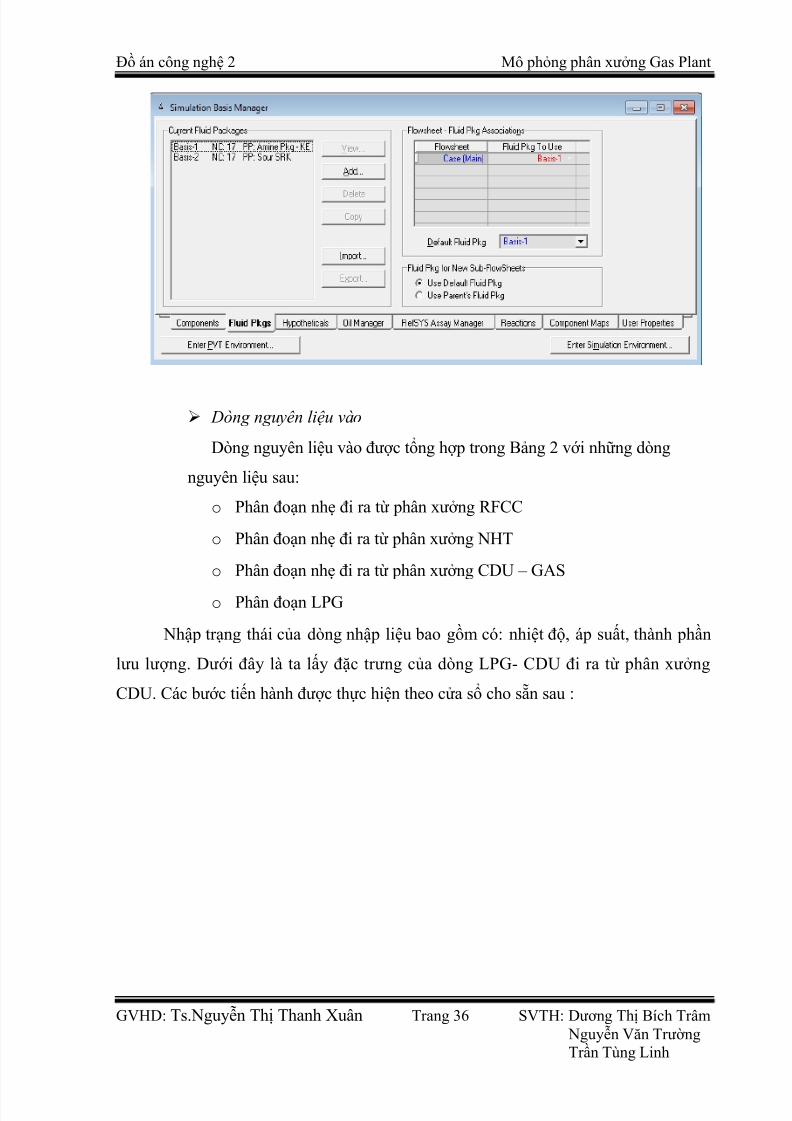
Dòng nguyên liệu vào
Dòng nguyên liệu vào được tổng hợp trong Bảng 2 với những dòng
nguyên liệu sau:
o Phân đoạn nhẹ đi ra từ phân xưởng RFCC
o Phân đoạn nhẹ đi ra từ phân xưởng NHT
o Phân đoạn nhẹ đi ra từ phân xưởng CDU – GAS
o Phân đoạn LPG
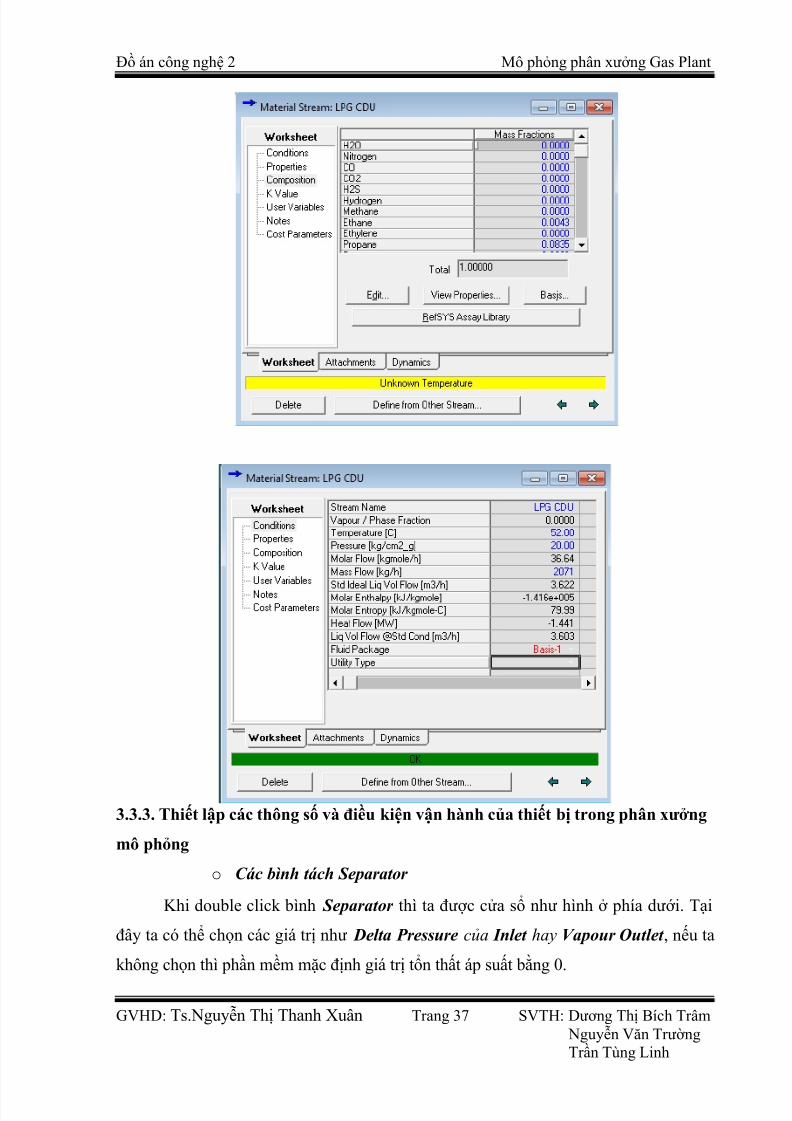
Nhập trạng thái của dòng nhập liệu bao gồm có: nhiệt độ, áp suất, thành phần
lưu lượng. Dưới đây là ta lấy đặc trưng của dòng LPG- CDU đi ra từ phân xưởng
CDU. Các bước tiến hành được thực hiện theo cửa sổ cho sẵn sau :
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 36 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 39/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
3.3.3. Thiết lập các thông số và điều kiện vận hành của thiết bị trong phân xưởng
mô phỏng
o Các bình tách Separator
Khi double click bình Separator thì ta được cửa sổ như hình ở phía dưới. Tại
đây ta có thể chọn các giá trị như Delta Pressure của Inlet hay Vapour Outlet , nếu ta
không chọn thì phần mềm mặc định giá trị tổn thất áp suất bằng 0.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 37 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 40/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
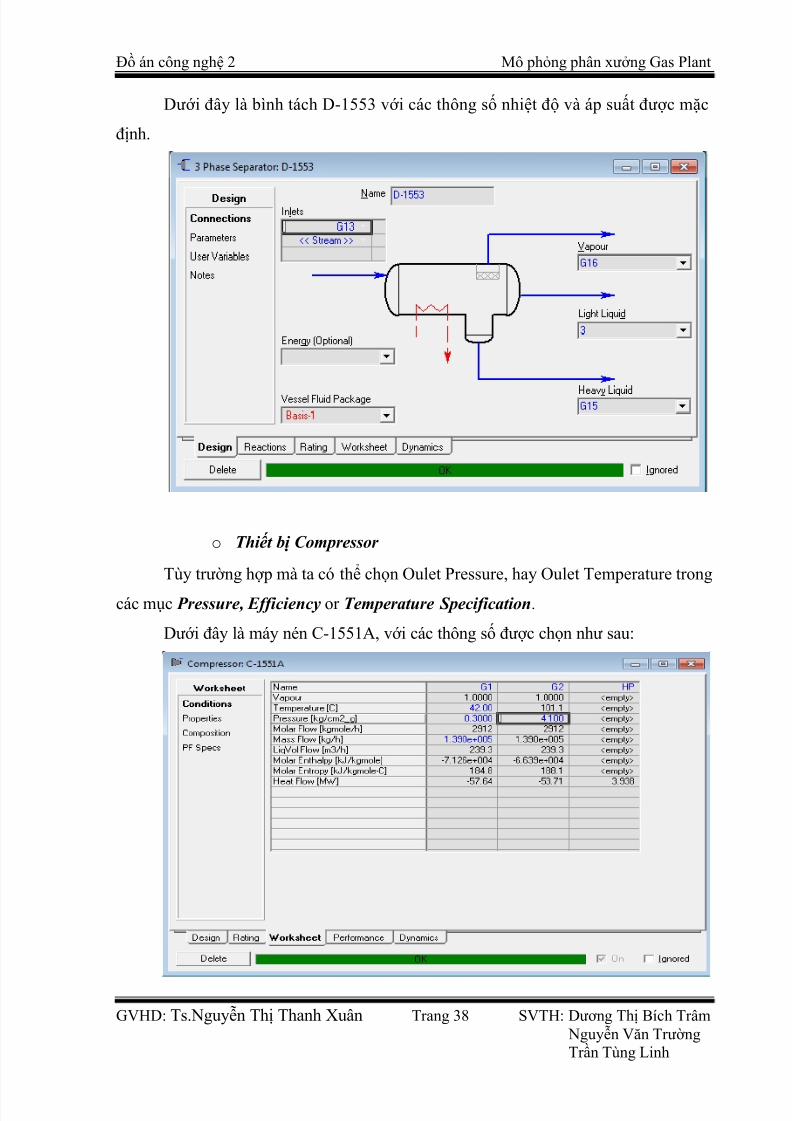
Dưới đây là bình tách D-1553 với các thông số nhiệt độ và áp suất được mặc
định.
o Thiết bị Compressor
Tùy trường hợp mà ta có thể chọn Oulet Pressure, hay Oulet Temperature trong
các mục Pressure, Efficiency or Temperature Specification.
Dưới đây là máy nén C-1551A, với các thông số được chọn như sau:
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 38 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 41/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
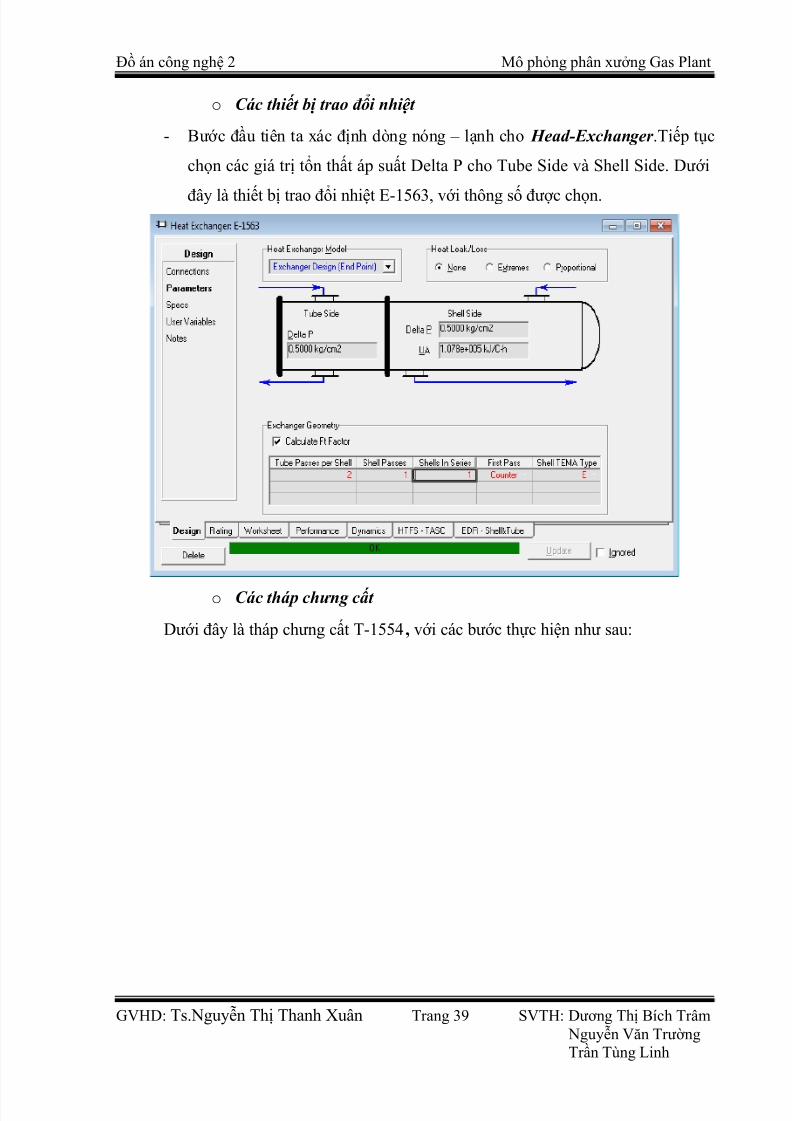
o Các thiết bị trao đổi nhiệt
- Bước đầu tiên ta xác định dòng nóng – lạnh cho Head-Exchanger .Tiếp tục
chọn các giá trị tổn thất áp suất Delta P cho Tube Side và Shell Side. Dưới
đây là thiết bị trao đổi nhiệt E-1563, với thông số được chọn.
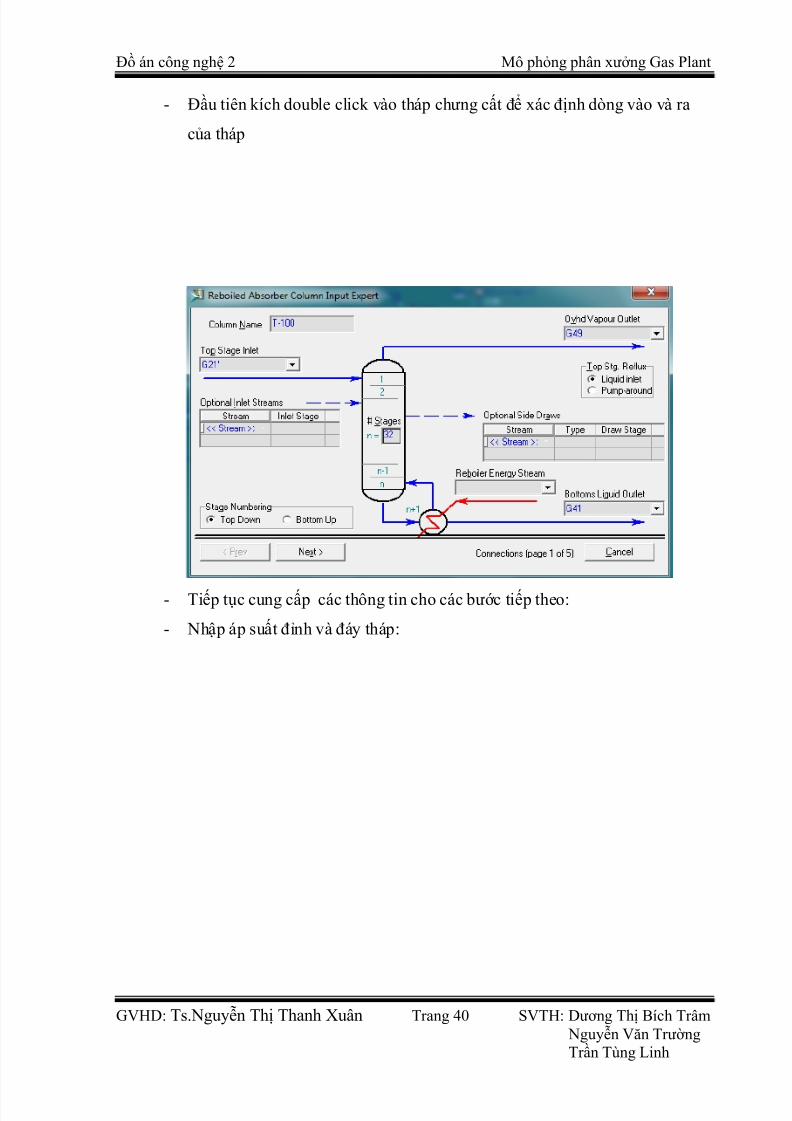
o Các tháp chưng cất
Dưới đây là tháp chưng cất T-1554, với các bước thực hiện như sau:
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 39 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 42/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
- Đầu tiên kích double click vào tháp chưng cất để xác định dòng vào và ra
của tháp
- Tiếp tục cung cấp các thông tin cho các bước tiếp theo:
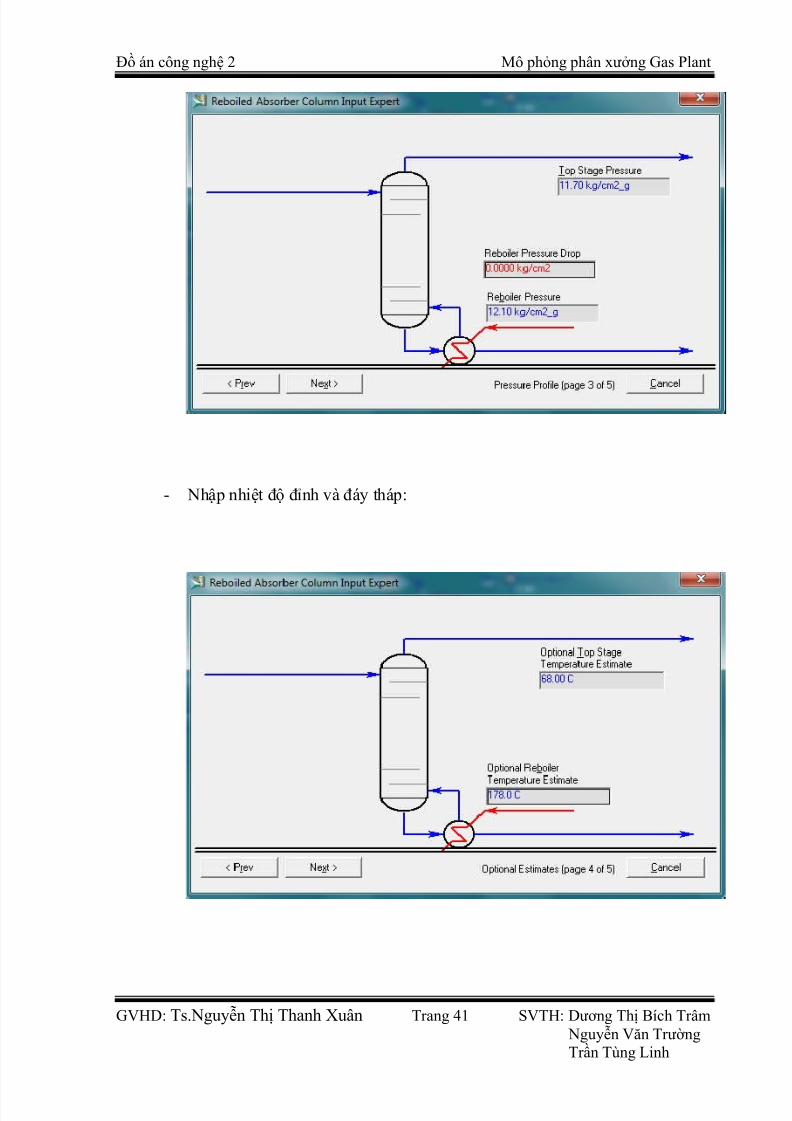
- Nhập áp suất đỉnh và đáy tháp:
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 40 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 43/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
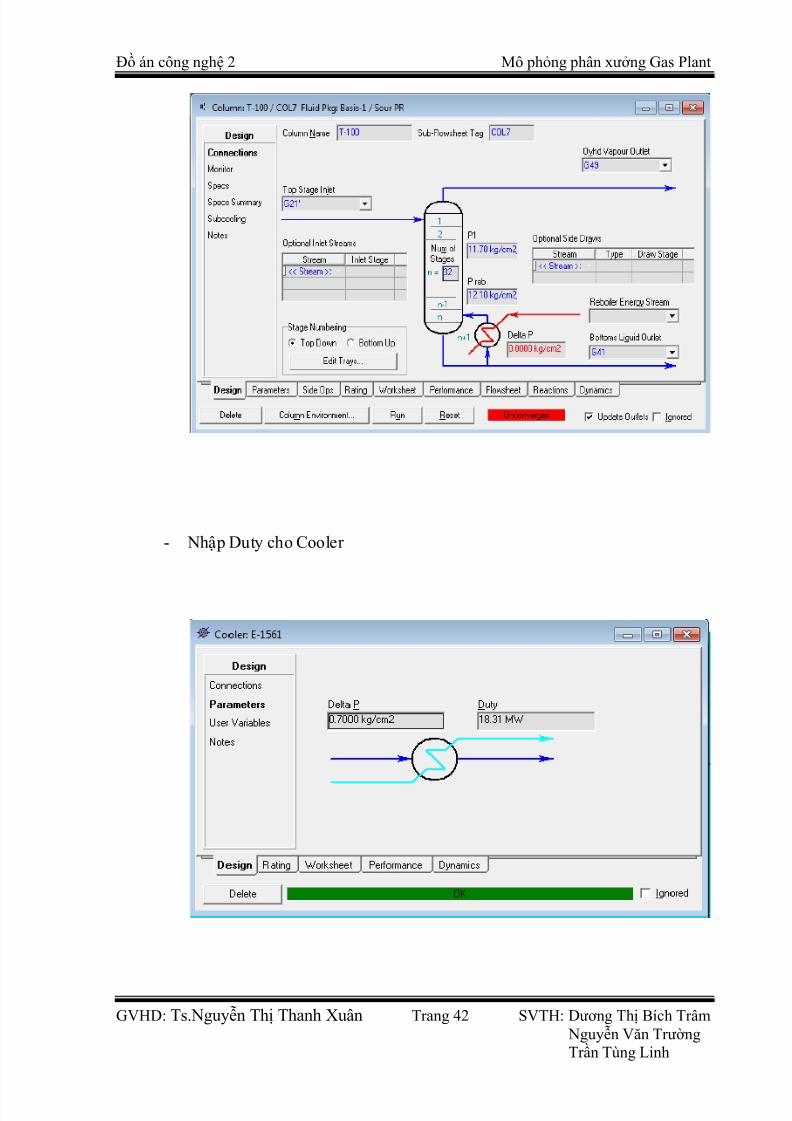
- Nhập nhiệt độ đỉnh và đáy tháp:
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 41 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 44/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
- Nhập Duty cho Cooler
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 42 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 45/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
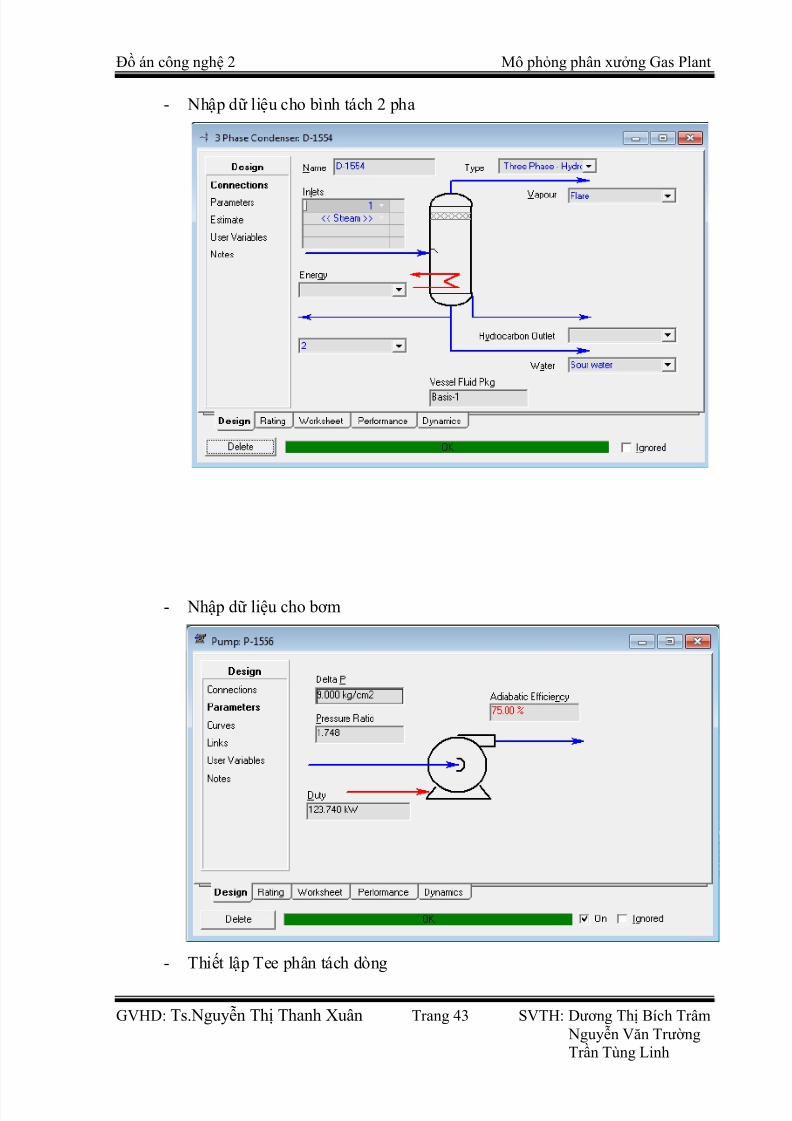
- Nhập dữ liệu cho bình tách 2 pha
- Nhập dữ liệu cho bơm
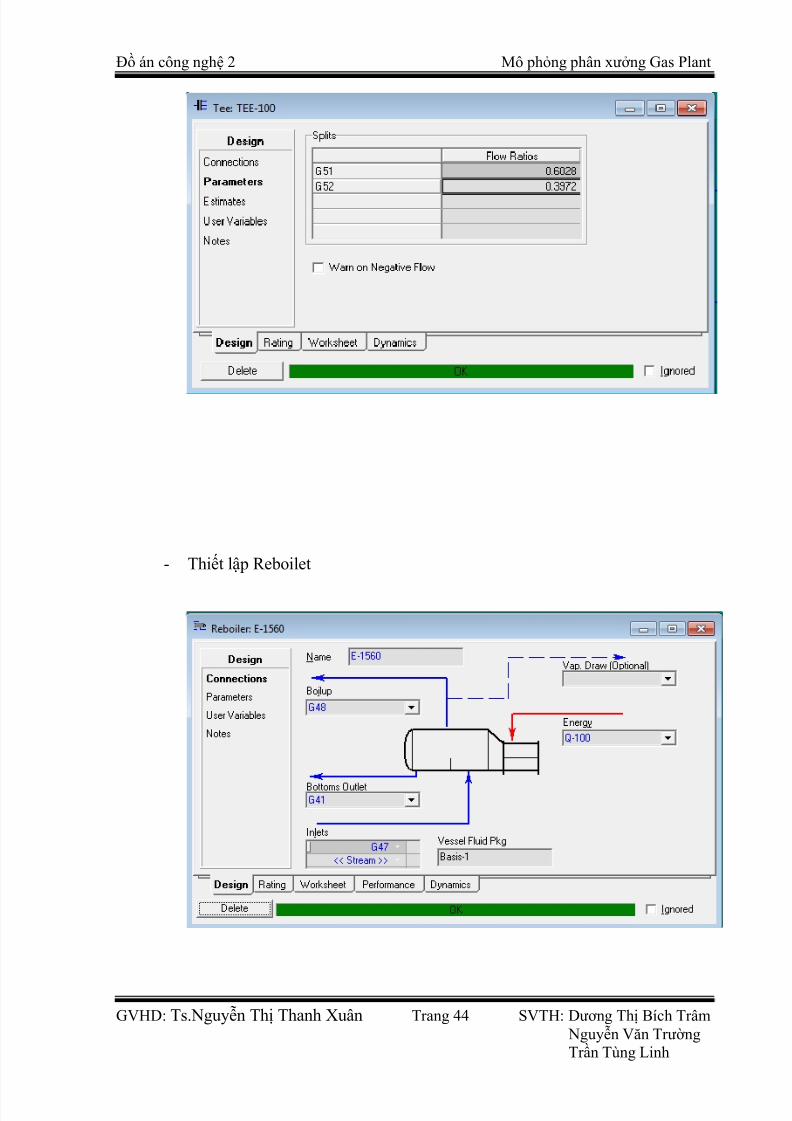
- Thiết lập Tee phân tách dòng
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 43 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 46/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
- Thiết lập Reboilet
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 44 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 47/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
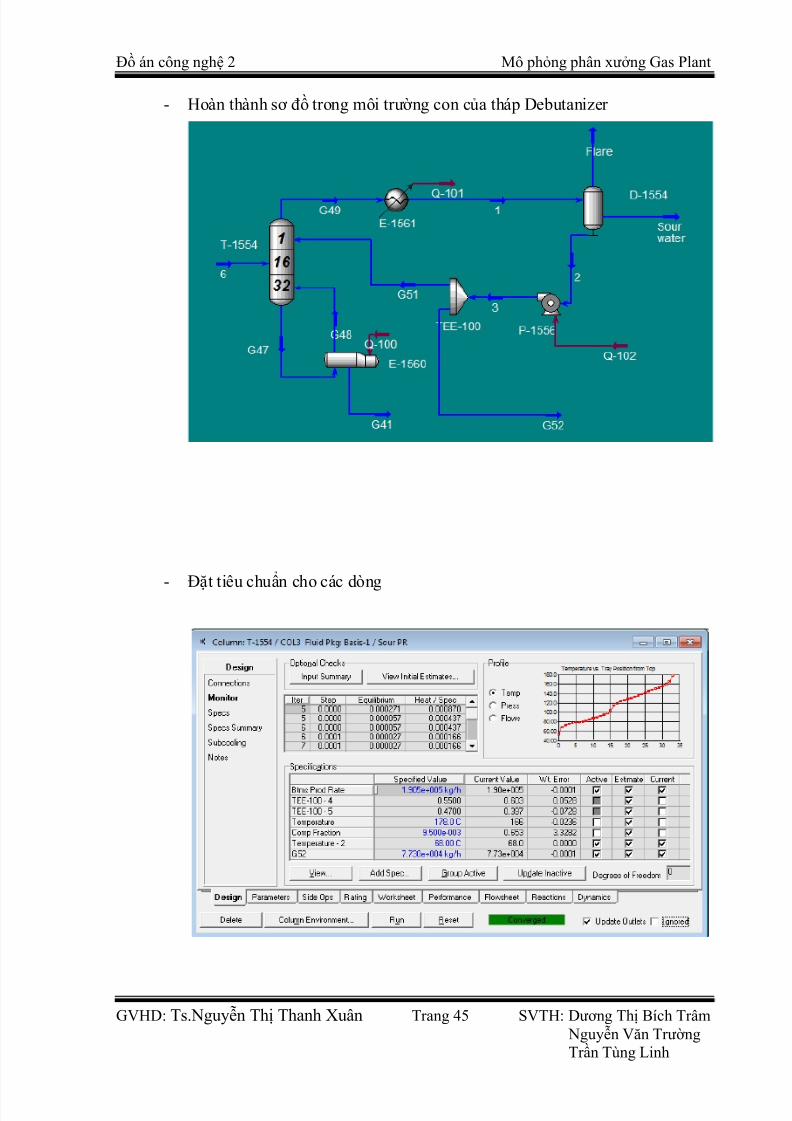
- Hoàn thành sơ đồ trong môi trường con của tháp Debutanizer
- Đặt tiêu chuẩn cho các dòng
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 45 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 48/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
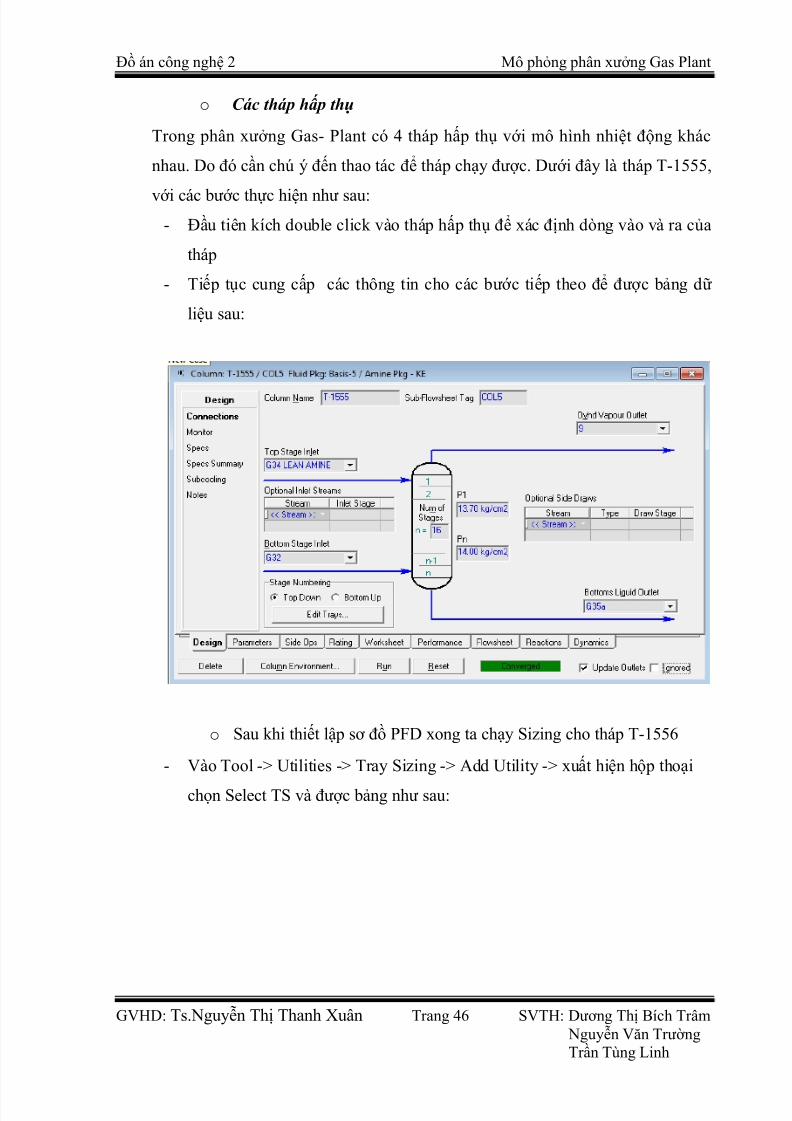
o Các tháp hấp thụ
Trong phân xưởng Gas- Plant có 4 tháp hấp thụ với mô hình nhiệt động khác
nhau. Do đó cần chú ý đến thao tác để tháp chạy được. Dưới đây là tháp T-1555,
với các bước thực hiện như sau:- Đầu tiên kích double click vào tháp hấp thụ để xác định dòng vào và ra của
tháp
- Tiếp tục cung cấp các thông tin cho các bước tiếp theo để được bảng dữ
liệu sau:
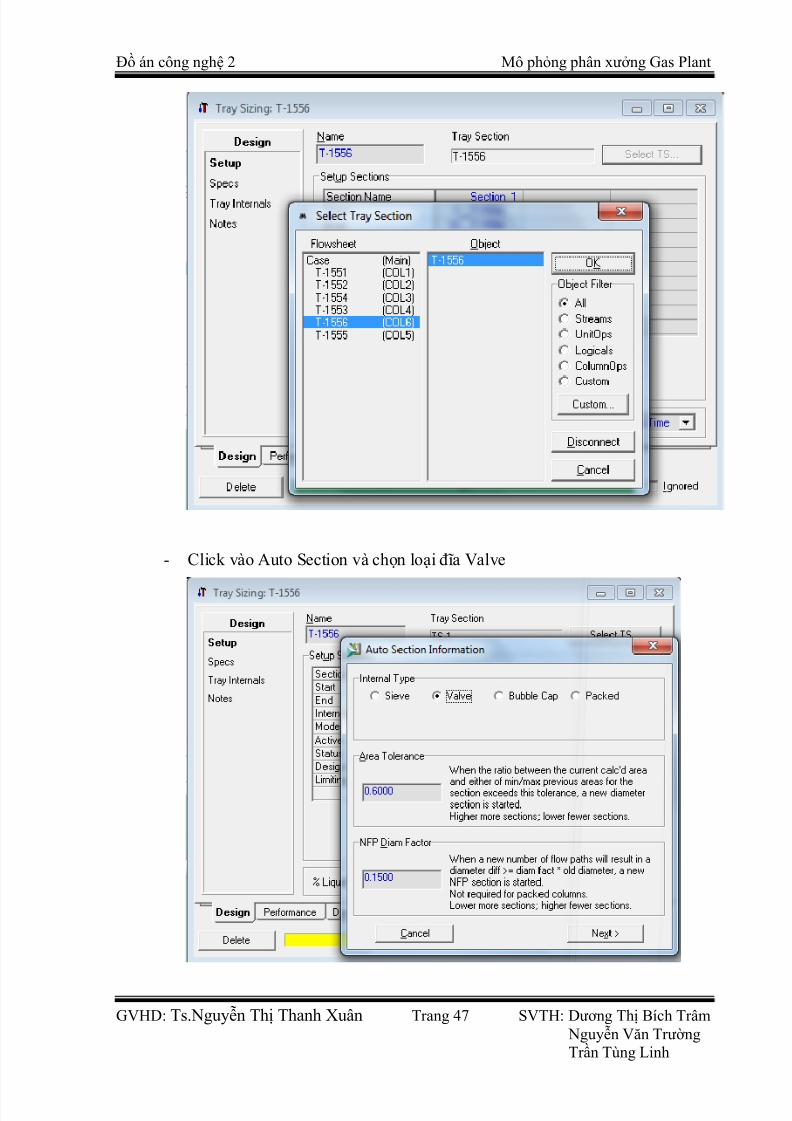
o Sau khi thiết lập sơ đồ PFD xong ta chạy Sizing cho tháp T-1556
- Vào Tool -> Utilities -> Tray Sizing -> Add Utility -> xuất hiện hộp thoại
chọn Select TS và được bảng như sau:
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 46 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 49/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
- Click vào Auto Section và chọn loại đĩa Valve
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 47 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 50/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
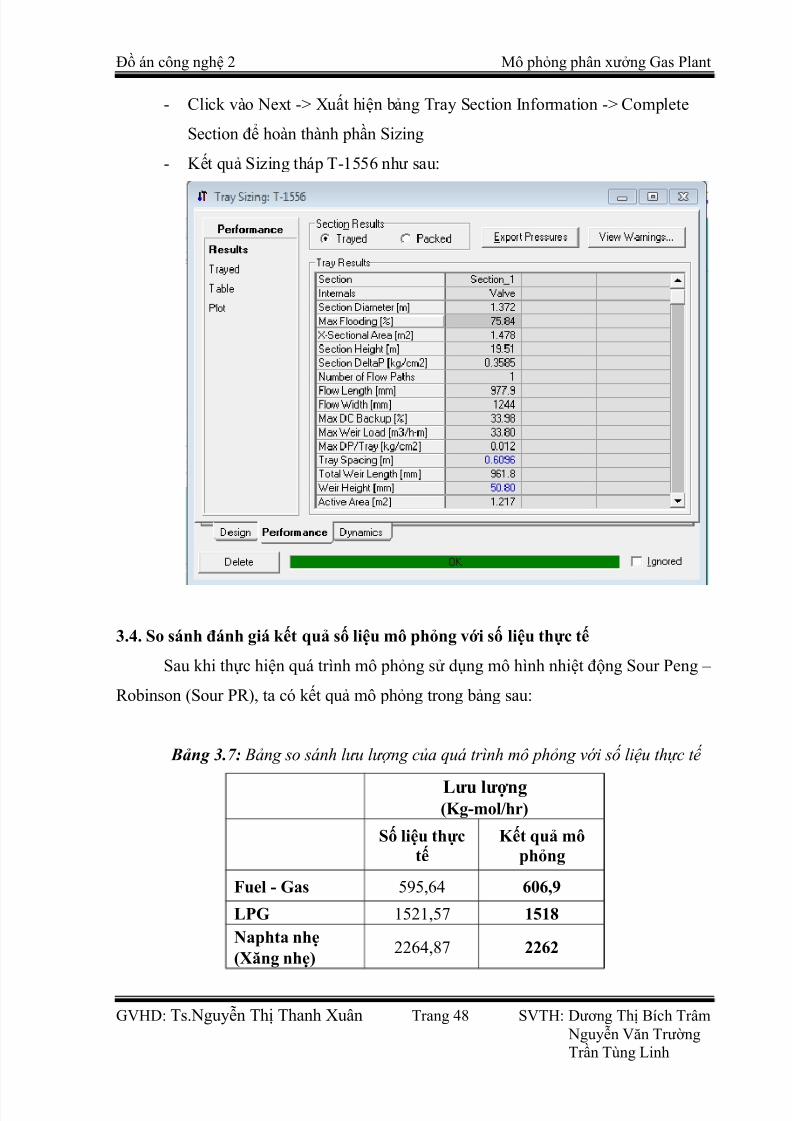
- Click vào Next -> Xuất hiện bảng Tray Section Information -> Complete
Section để hoàn thành phần Sizing
- Kết quả Sizing tháp T-1556 như sau:
3.4. So sánh đánh giá kết quả số liệu mô phỏng với số liệu thực tế
Sau khi thực hiện quá trình mô phỏng sử dụng mô hình nhiệt động Sour Peng –
Robinson (Sour PR), ta có kết quả mô phỏng trong bảng sau:
Bảng 3.7: Bảng so sánh lưu lượng của quá trình mô phỏng với số liệu thực tế
Lưu lượng(Kg-mol/hr)
Số liệu thựctế
Kết quả môphỏng
Fuel - Gas 595,64 606,9
LPG 1521,57 1518Naphta nhẹ(Xăng nhẹ)
2264,87 2262
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 48 SVTH: Dương Thị Bích Trâm
Nguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 51/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
Kết quả tính toán theo mô phỏng có sự chênh lệch so với số liệu thực tế. Tuy
nhiên ta thấy rằng các sai số này đều có thể chấp nhận được, bởi các sai số hoặc
không lớn lắm (vì có thể chiếm % khối lượng nhỏ, nhưng dòng đó lưu lượng lớn nên
không quan trọng). Sự chênh lệch này do các điều kiện tiêu chuẩn tại các tháp chưngcất chưa được tối ưu và do việc tính toán trên các cấu tử giả là nguyên nhân chủ yếu
gây ra sự sai khác nói trên.
Dòng LPG sau khi ra khỏi tháp đạt tiêu chuẩn theo tiêu chuẩn của LPG ra phân
xưởng. LPG tiếp tục đưa qua phân xưởng xử lý LPG để thu hồi Propylen là nguồn
nguyên liệu để sản xuất các mặt hàng nhựa dân dụng, công nghiệp ôtô…, còn dòng
Xăng nhẹ được đưa đi xử lý tiếp hoặc đêm đi phối trộn để tạo ra sản phẩm Xăng cung
cấp cho thị trường tiêu thụ.
Khí Fuel – Gas ra khỏi tháp đảm bảo tiêu chuẩn của nhà máy về hàm lượng
H2S, CO… Kết quả mô phỏng cho tính chất cũng gần với tiêu chuẩn của phân xưởng
nên cũng đảm bảo được khí Fuel – Gas đem đi làm nhiên liệu đốt cho nhà máy để
tránh ăn mòn thiết bị và làm ô nhiễm môi trường khi thải ra ngoài. Còn dung dịch Rich
– Amine đem đi qua phân xưởng xử lý Amine để tái sinh Amine.
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 49 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh
7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 52/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant
KẾT LUẬN
----- -----
Sau một thời gian tìm hiểu và vận dụng những kiến thức đã học, với đề tài là
“ Mô phỏng phân xưởng xử lý khí ‘Gas – Plant’ của nhà máy lọc dầu Dung Quất ”
đến nay về cơ bản đã giải quyết được các nhiệm vụ sau:
+ Xây dựng hoàn tất sơ đồ mô phỏng "Gas Plant" của nhà máy lọc dầu Dung
Quất trên cơ sở số liệu được cung cấp (nguyên liệu, sản phẩm, thiết bị,…)
+ Các sản phẩm thu được theo sơ đồ mô phỏng đều thỏa mãn các chỉ tiêu kỹ
thuật yêu cầu theo thực tế
Mặc dù tính chính xác của đồ án không cao do các hạn chế về thời gian và khối
lượng công việc, tuy vậy đồ án này vẫn có ý nghĩa thiết thực trong việc tìm hiểu cách
thức mô phỏng một phân xưởng xử lý khí trong nhà máy lọc dầu
Để có thể hoàn thiện hơn đồ án này cần thiết phải tối ưu hóa được quá trình phân
tách dựa vào công cụ mô phỏng và tính toán lại bài toán kinh tế theo tất cả số liệu thực
có thể tham khảo khi nhà máy Dung Quất đã vận hành
GVHD: Ts.Nguyễn Thị Thanh Xuân Trang 50 SVTH: Dương Thị Bích TrâmNguyễn Văn TrườngTrần Tùng Linh

7/27/2019 DoanCN2 In
http://slidepdf.com/reader/full/doancn2-in 53/53
Đồ án công nghệ 2 Mô phỏng phân xưởng Gas Plant


























![“IN-JUSTICIA [IN]FINITA](https://img.pdfslide.tips/doc/110x75/618a7b3483e3fd1c4e02a527/in-justicia-infinita.jpg)

