Embed Size (px)
Citation preview
数控加工导论
孙磊
2017/3/6

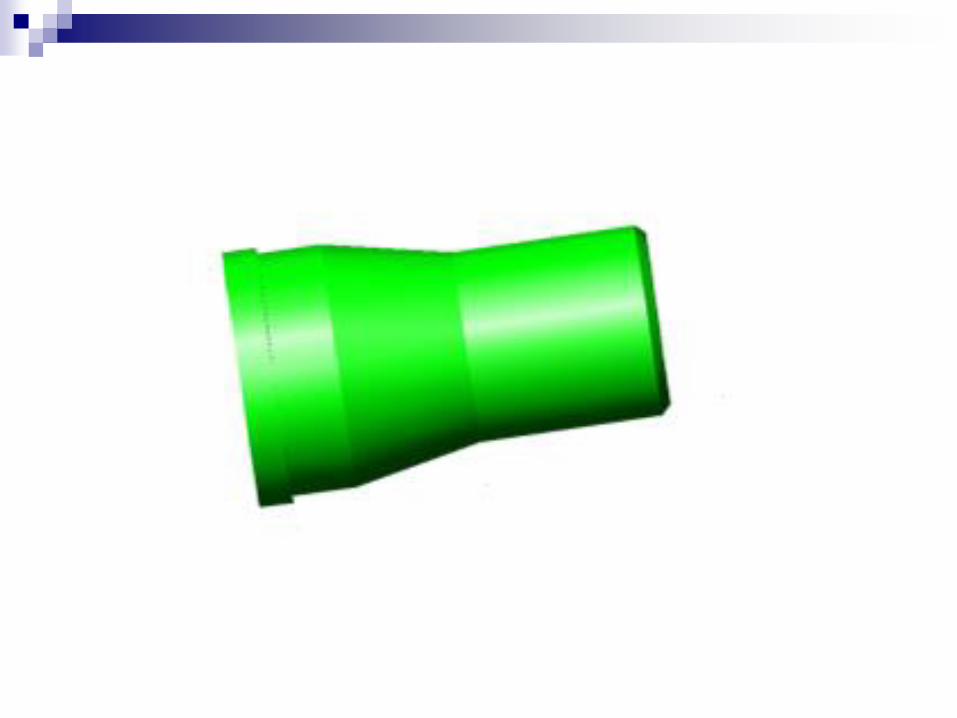
给你3小时,你能加工出这个产品吗?

http://etc.zju.edu.cn/ (主站)
自学网站-中心官网
通知、课前作业
精雕项目自学:http://etc.zju.edu.cn/cnc/
注:特种加工作业是线切割课前作业为便于成绩录入,工程训练报告“组别”栏请规范填写:
周X上(下)午_第n组
课前及课后作业

自学网站-开放课程平台
http://www.icourses.cn/coursestatic/course_4279.html
精品开放课程使用指南20150914.pptx
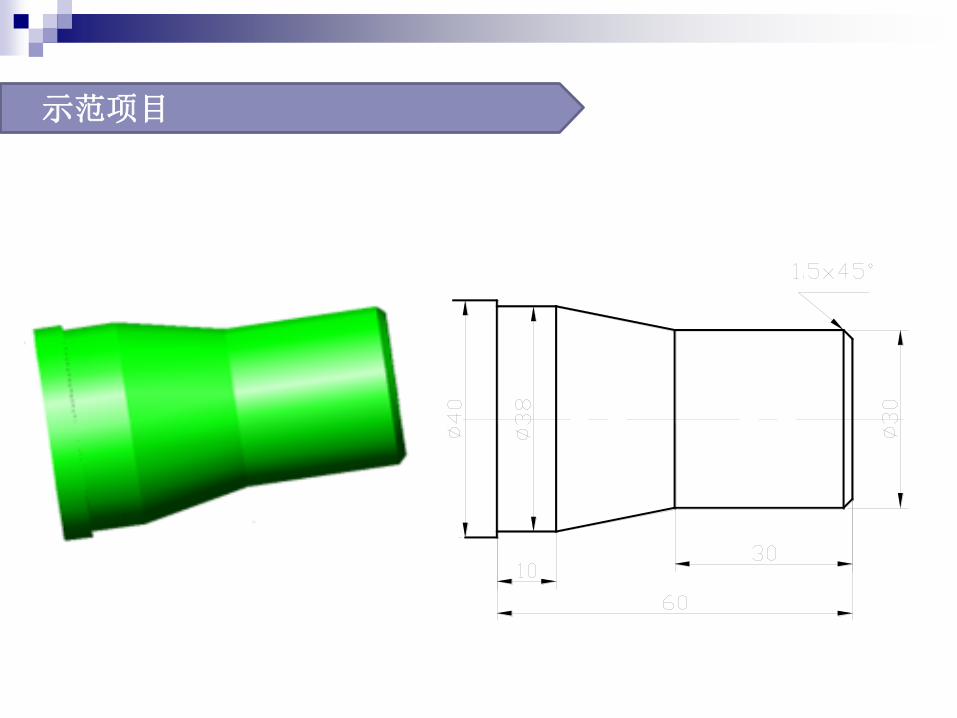
示范项目
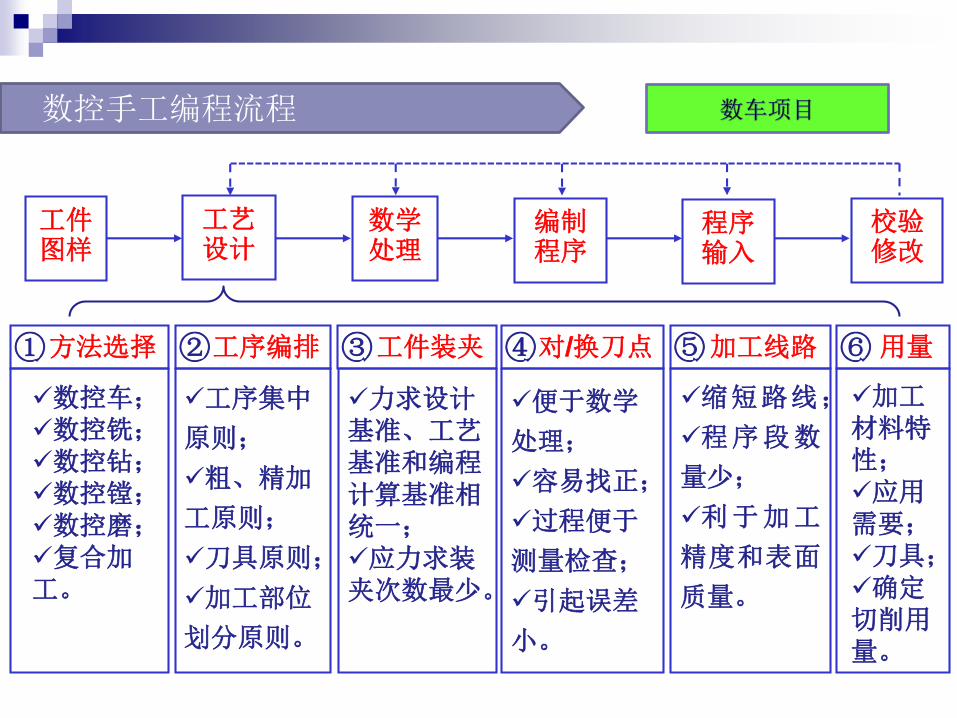
工件图样
工艺设计
数学处理
编制程序
程序输入
校验修改
⑥ 用量
加工材料特性;应用需要;刀具;确定切削用量。
⑤加工线路
缩短路线;
程序段数
量少;
利于加工
精度和表面
质量。
①方法选择
数控车;数控铣;数控钻;数控镗;数控磨;复合加工。
②工序编排
工序集中
原则;
粗、精加
工原则;
刀具原则;
加工部位
划分原则。
③工件装夹
力求设计基准、工艺基准和编程计算基准相统一;应力求装夹次数最少。
④对/换刀点
便于数学
处理;
容易找正;
过程便于
测量检查;
引起误差
小。
数控手工编程流程
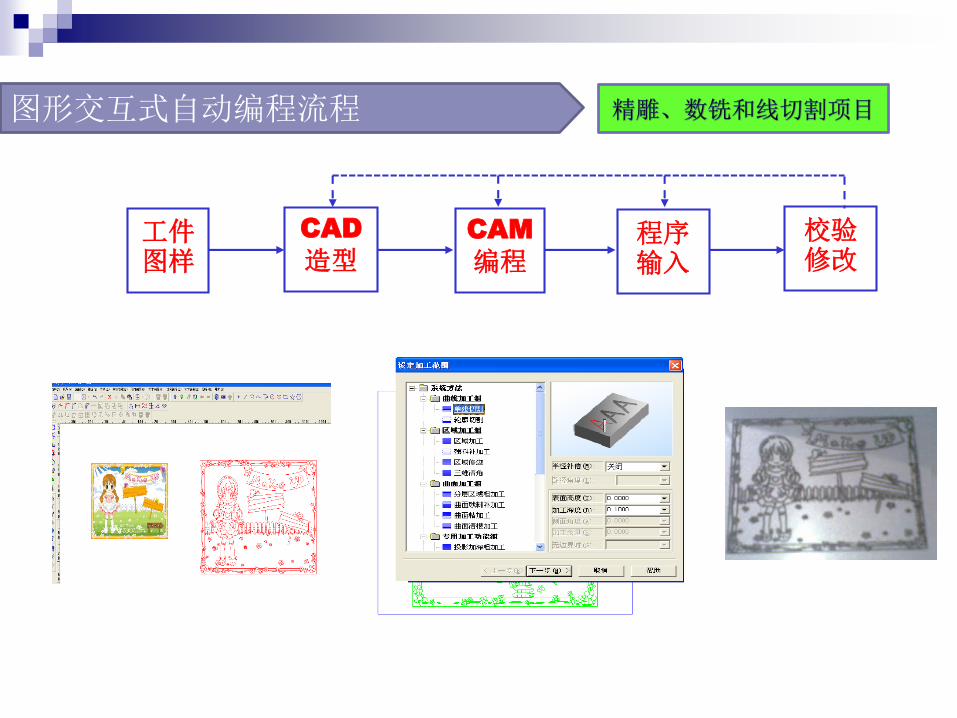
图形交互式自动编程流程
工件图样
CAD
造型CAM
编程程序输入
校验修改
1•工艺设计
2•程序编制
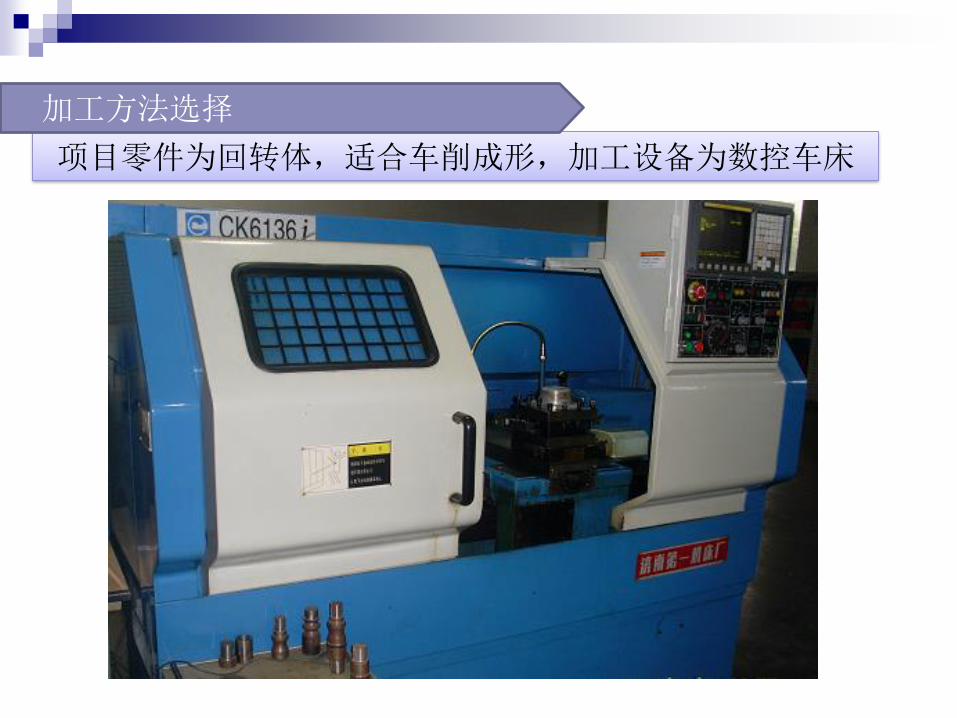
项目零件为回转体,适合车削成形,加工设备为数控车床
加工方法选择
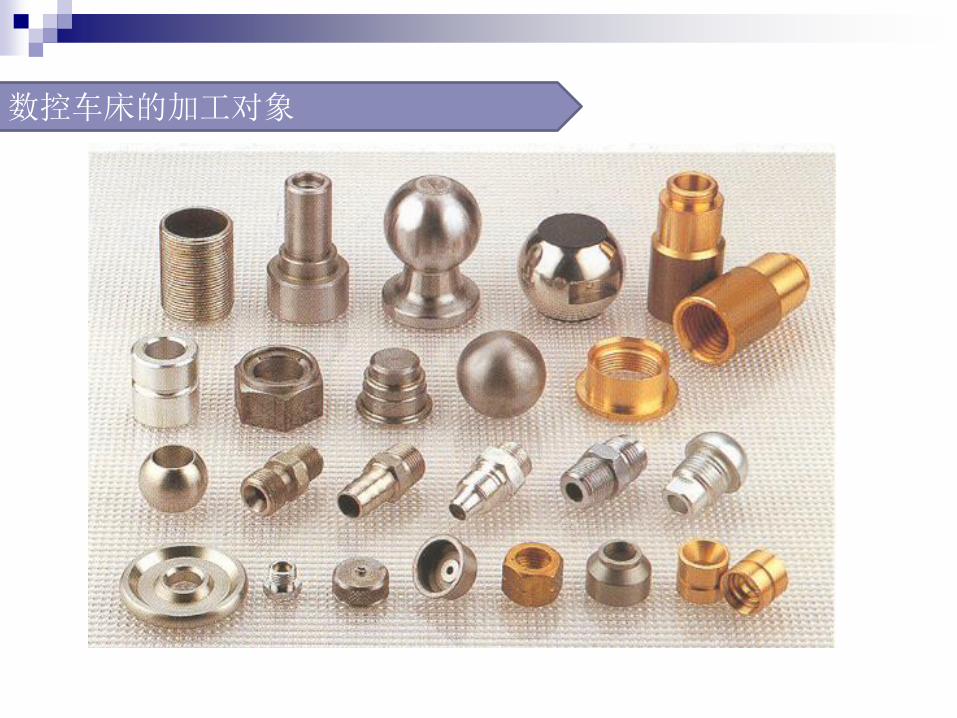
数控车床的加工对象
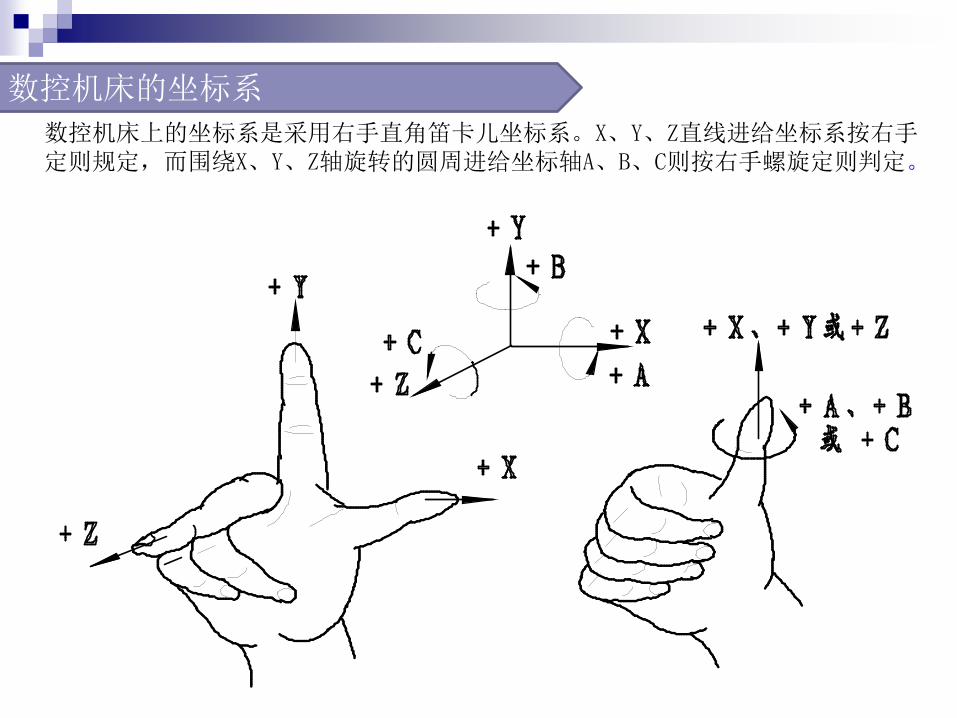
数控机床上的坐标系是采用右手直角笛卡儿坐标系。X、Y、Z直线进给坐标系按右手定则规定,而围绕X、Y、Z轴旋转的圆周进给坐标轴A、B、C则按右手螺旋定则判定。
数控机床的坐标系
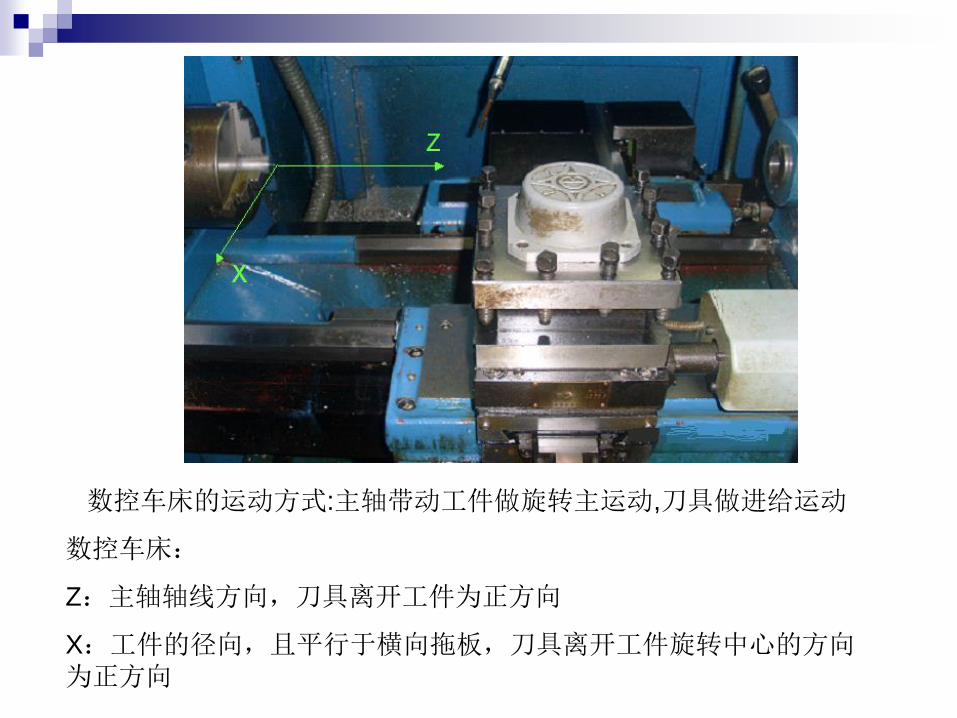
数控车床的运动方式:主轴带动工件做旋转主运动,刀具做进给运动
数控车床:
Z:主轴轴线方向,刀具离开工件为正方向
X:工件的径向,且平行于横向拖板,刀具离开工件旋转中心的方向为正方向
FANUC数控车床加工视频演示
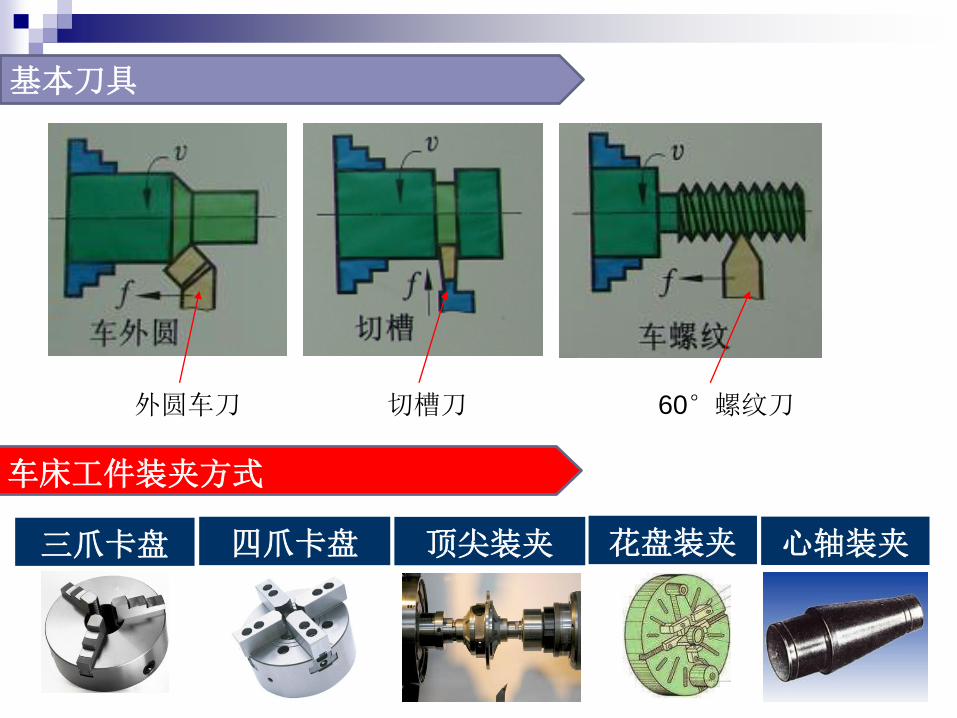
外圆车刀 60°螺纹刀切槽刀
基本刀具
三爪卡盘 四爪卡盘 顶尖装夹 花盘装夹 心轴装夹
车床工件装夹方式
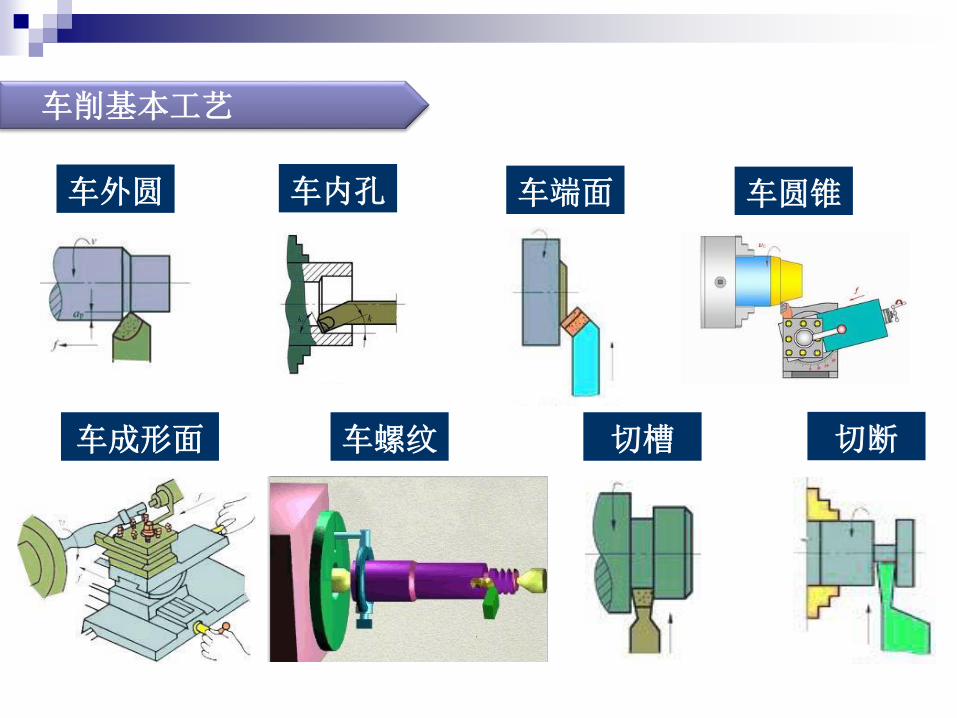
车削基本工艺
车外圆 车内孔 车端面 车圆锥
车成形面 车螺纹 切槽 切断
1•工艺设计
2•程序编制
编程指令简介
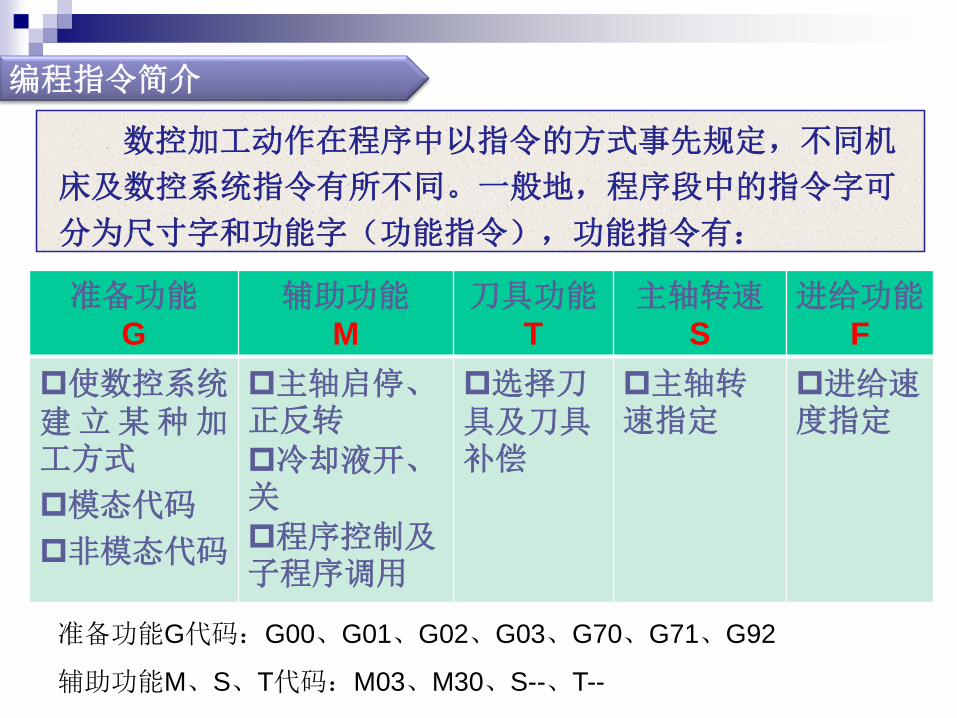
数控加工动作在程序中以指令的方式事先规定,不同机
床及数控系统指令有所不同。一般地,程序段中的指令字可
分为尺寸字和功能字(功能指令),功能指令有:
准备功能G
辅助功能M
刀具功能T
主轴转速S
进给功能F
使数控系统建立某种加工方式
模态代码
非模态代码
主轴启停、正反转冷却液开、关程序控制及子程序调用
选择刀具及刀具补偿
主轴转速指定
进给速度指定
准备功能G代码:G00、G01、G02、G03、G70、G71、G92
辅助功能M、S、T代码:M03、M30、S--、T--
1.G00 -快速点定位指令
G00使刀具以点位控制方式从其所在点
以最快速度移动到坐标系的另一点。注意:
刀具的实际运动轨迹并非直线.
书写格式: G00 X___Y__Z___
G01直线插补程序段控制各轴以指定的进给速率沿直线方向
从现在位置移动到指令位置。G01是模态代码
书写方式:G01 X__Y__Z__F__
2.G01 —直线插补
目标点坐标
目标点坐标 进给速度
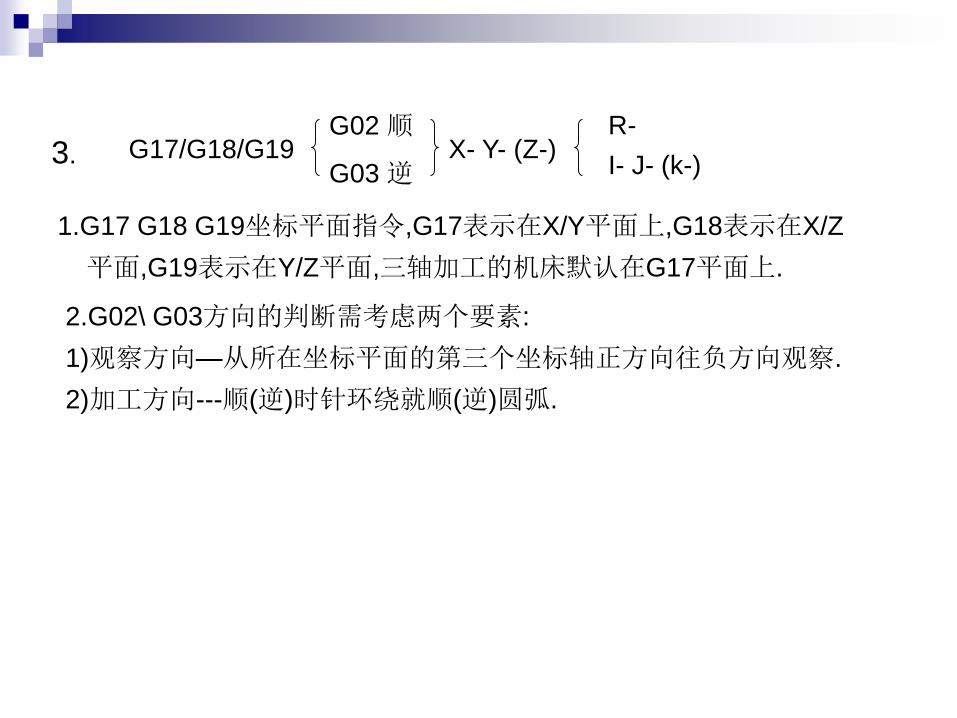
G02 顺
G03 逆X- Y- (Z-) G17/G18/G193.
R-
I- J- (k-)
1.G17 G18 G19坐标平面指令,G17表示在X/Y平面上,G18表示在X/Z
平面,G19表示在Y/Z平面,三轴加工的机床默认在G17平面上.
2.G02\ G03方向的判断需考虑两个要素:
1)观察方向—从所在坐标平面的第三个坐标轴正方向往负方向观察.
2)加工方向---顺(逆)时针环绕就顺(逆)圆弧.
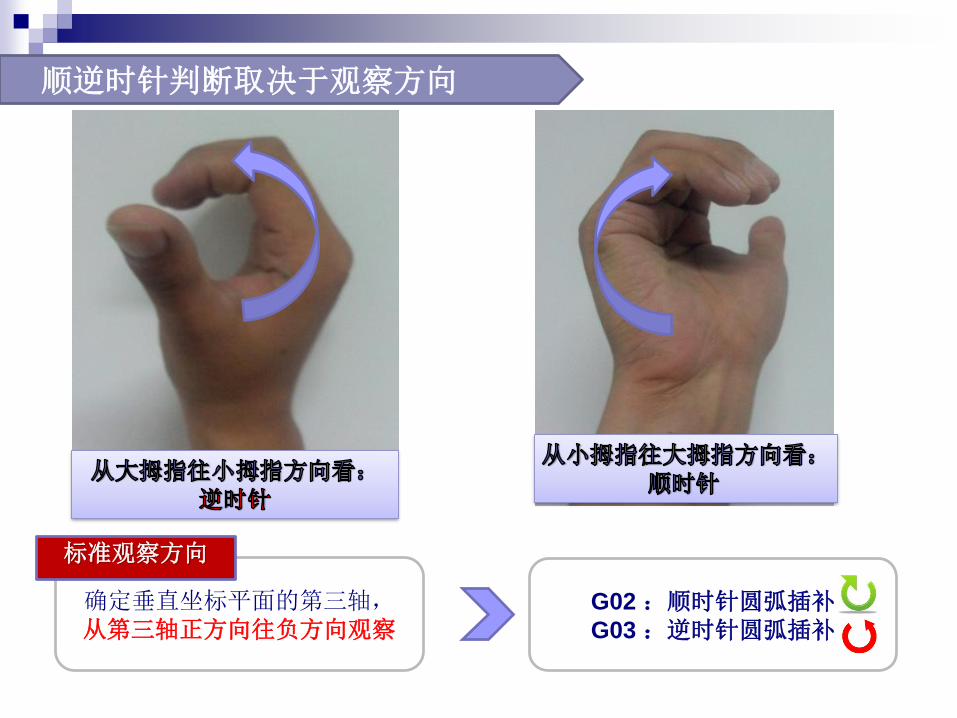
确定垂直坐标平面的第三轴,从第三轴正方向往负方向观察
顺逆时针判断取决于观察方向
标准观察方向
G02 :顺时针圆弧插补G03 :逆时针圆弧插补
练一练:从A到B用G02还是G03?
1.根据右手直角坐标系确定已知坐标平面的第三轴及正方向2.从标准观察方向看,加工方向顺时针为G02顺时针圆弧插补3.加工方向逆时针为G03逆时针圆弧插补
判断步骤
3.R- 圆弧半径.R≤180°取“+”,R>180°取“-”.
4.I- J- k-表示圆弧中心.从圆弧起始点到圆心分别在X、Y、Z轴方向的矢量成分,矢量方向指向圆心,当矢量方向和坐标方向相反时取“-”,相同时取“+”.
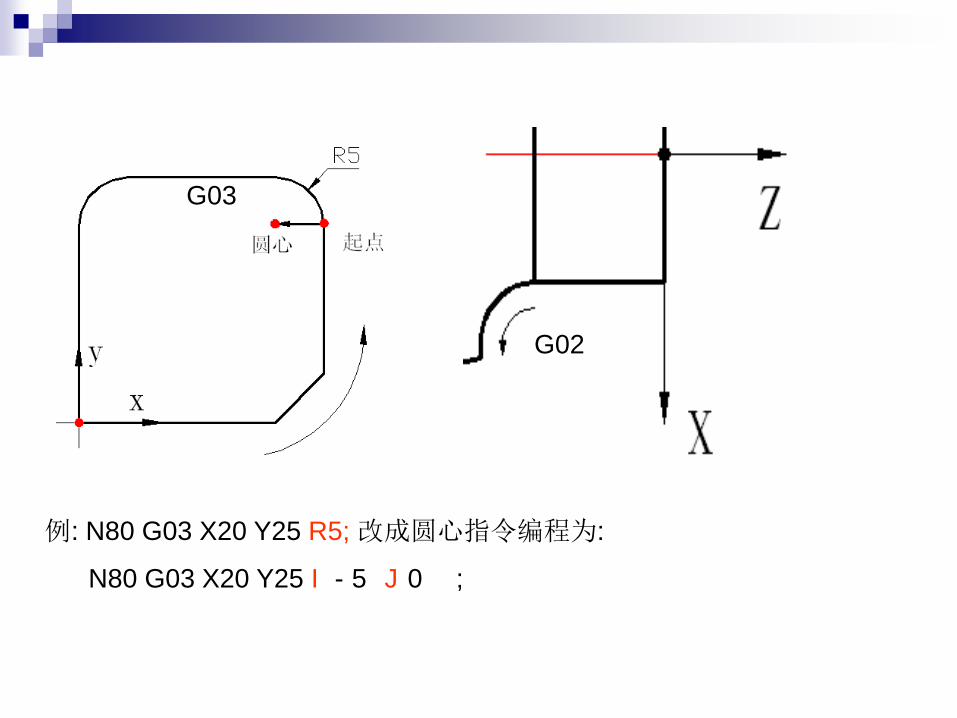
例: N80 G03 X20 Y25 R5; 改成圆心指令编程为:
N80 G03 X20 Y25 I J ;
G02
G03
5 0-
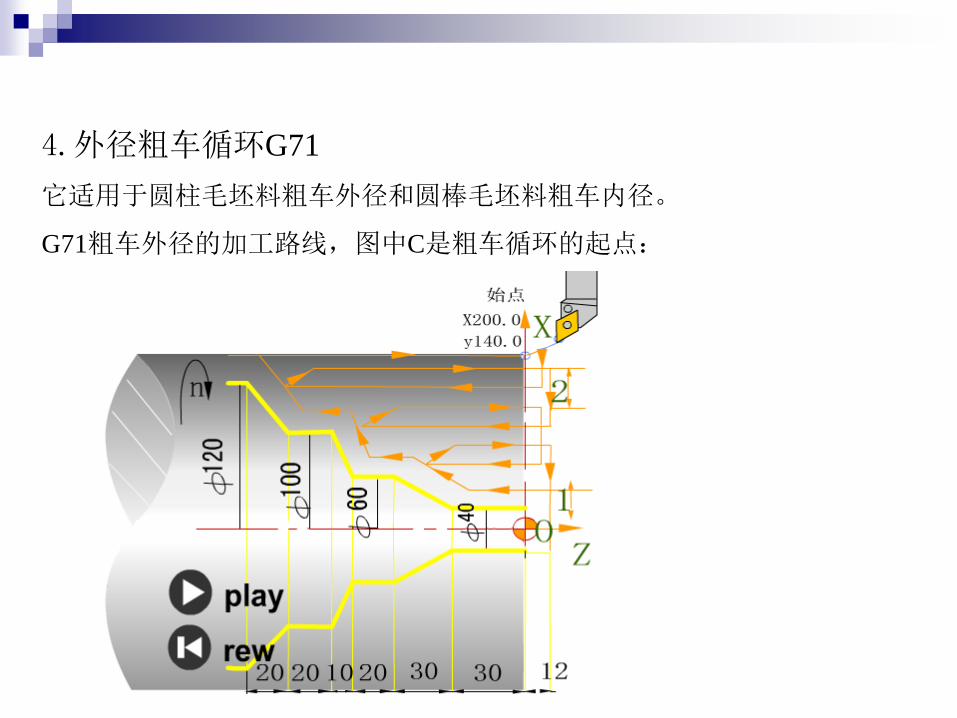
4.外径粗车循环G71
它适用于圆柱毛坯料粗车外径和圆棒毛坯料粗车内径。
G71粗车外径的加工路线,图中C是粗车循环的起点:
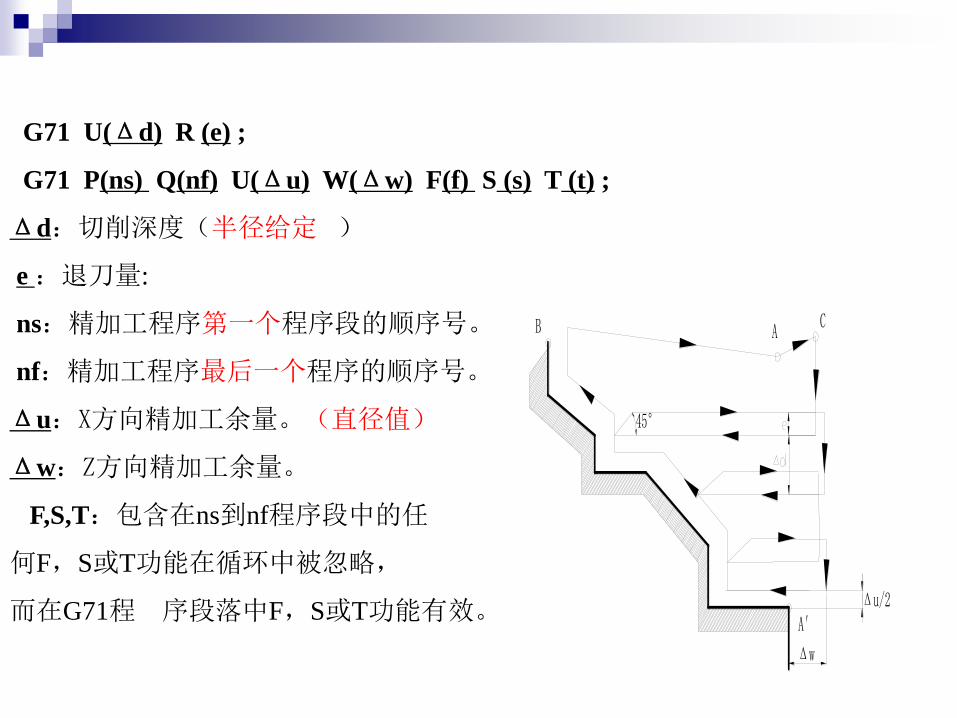
G71 U(Δd) R (e) ;
G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S (s) T (t) ;
Δd:切削深度(半径给定 )
e :退刀量:
ns:精加工程序第一个程序段的顺序号。
nf:精加工程序最后一个程序的顺序号。
Δu:X方向精加工余量。(直径值)
Δw:Z方向精加工余量。
F,S,T:包含在ns到nf程序段中的任
何F,S或T功能在循环中被忽略,
而在G71程 序段落中F,S或T功能有效。
ACB
A′
Δw
Δu/2
45°
5.精车循环(G70)
当用G71、G72、G73粗车工件后,用G70来指定精车循环,切除粗加工中留下的余量。
其指令为
G70 P(ns) Q(nf)
ns:精加工程序第一个程序段的顺序号。
nf:精加工程序最后一个程序的顺序号。
在精车循环G70状态下,ns至nf程序中指定F、S、T的有效;当ns至nf程序中不指定F、S、T的时,粗车循环中指定F、S、T的有效
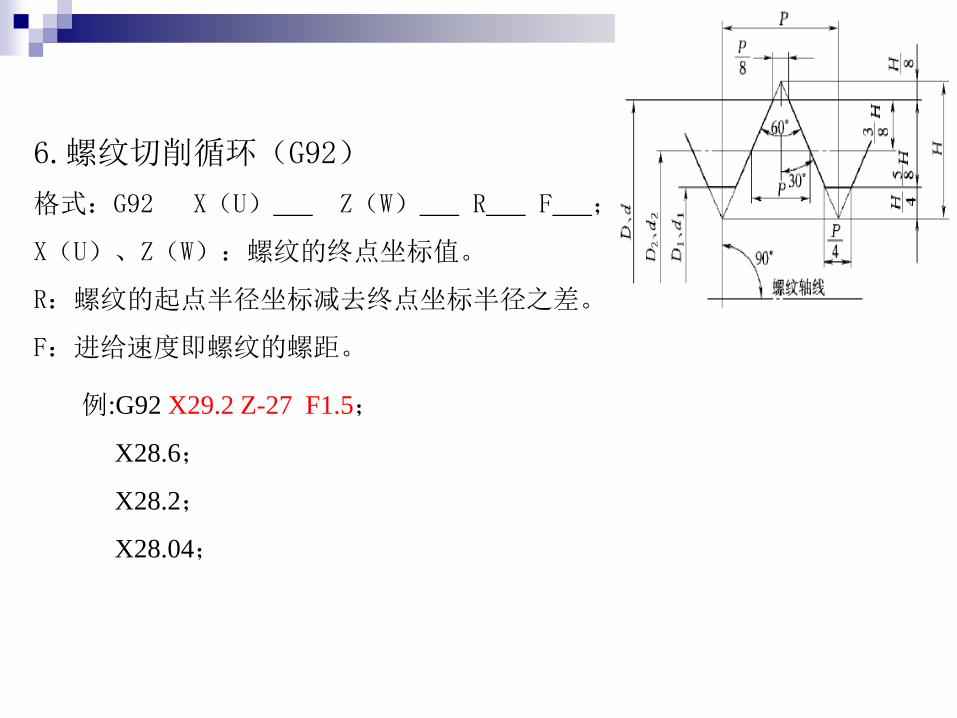
6.螺纹切削循环(G92)
格式:G92 X(U) Z(W) R F ;
X(U)、Z(W):螺纹的终点坐标值。
R:螺纹的起点半径坐标减去终点坐标半径之差。
F:进给速度即螺纹的螺距。
例:G92 X29.2 Z-27 F1.5;
X28.6;
X28.2;
X28.04;
数
次
削
切
及
量
刀
吃
背
9次
8次 0.15
0.2
0.3
1.624
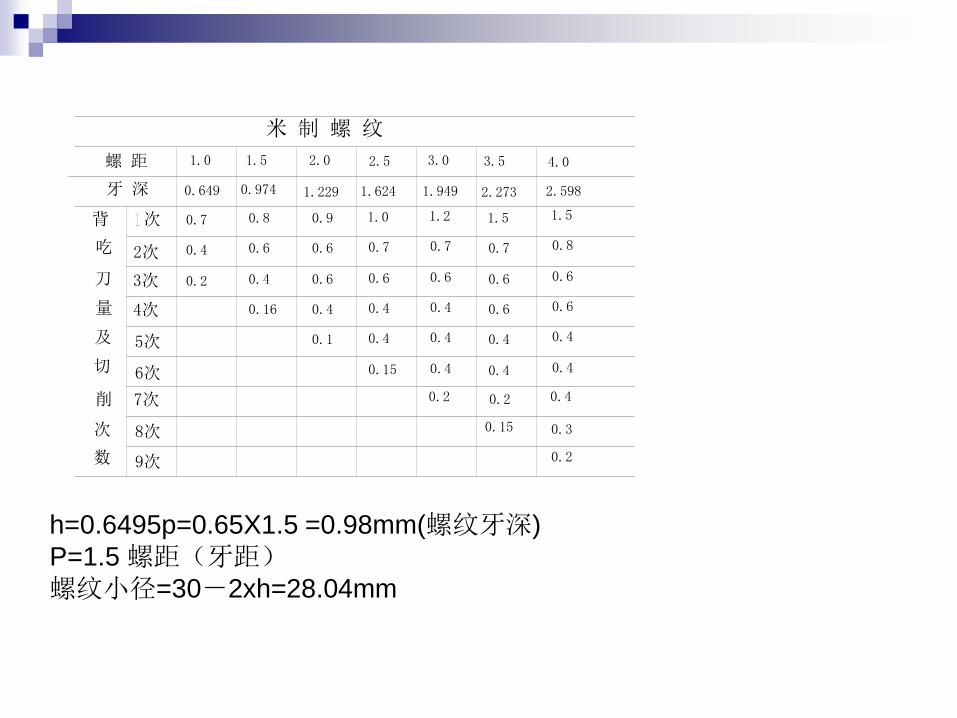
米 制 螺 纹
6次
7次
5次
3次
4次
2次
0.2
0.4
0.1
0.4
0.16
0.6
0.6
0.4
0.6
牙 深
次
螺 距
0.649
0.7
1.0
0.974
0.8
1.5
1.229
0.9
2.0
0.2
0.4
0.4
0.6
0.6
0.7
0.15
0.4
0.4
0.2
0.4
0.6
0.4
0.7
0.6
0.4
0.7
0.4
0.4
0.4
0.6
0.6
0.8
3.5
2.273
1.5
1.949
1.0
2.5
1.2
3.0 4.0
2.598
1.5
h=0.6495p=0.65X1.5 =0.98mm(螺纹牙深)
P=1.5 螺距(牙距)螺纹小径=30-2xh=28.04mm
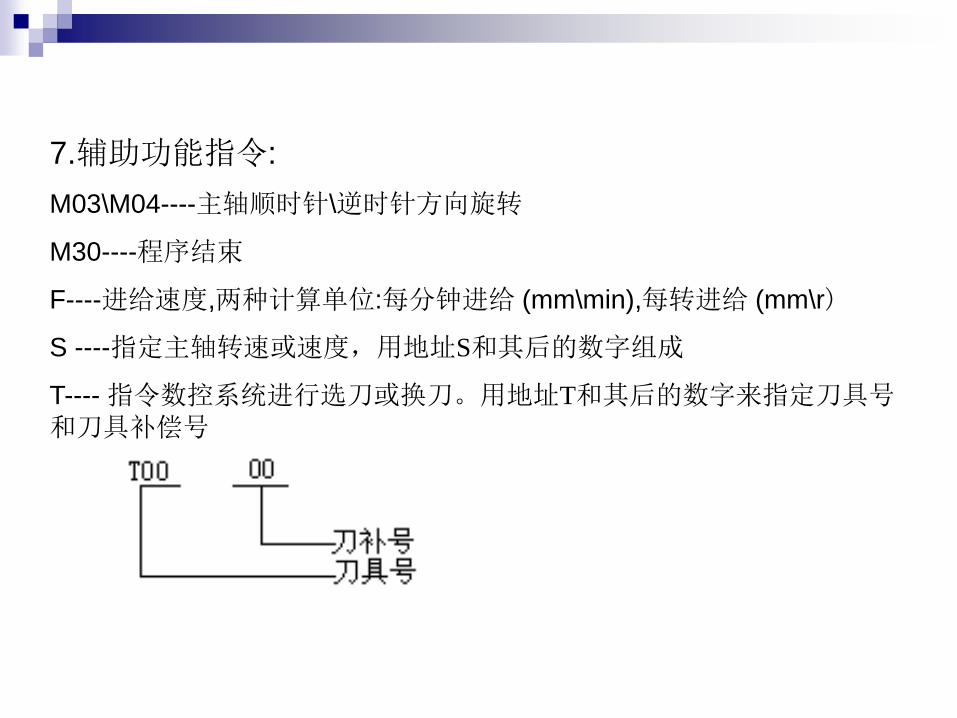
7.辅助功能指令:
M03\M04----主轴顺时针\逆时针方向旋转
M30----程序结束
F----进给速度,两种计算单位:每分钟进给 (mm\min),每转进给 (mm\r)
S ----指定主轴转速或速度,用地址S和其后的数字组成
T---- 指令数控系统进行选刀或换刀。用地址T和其后的数字来指定刀具号和刀具补偿号
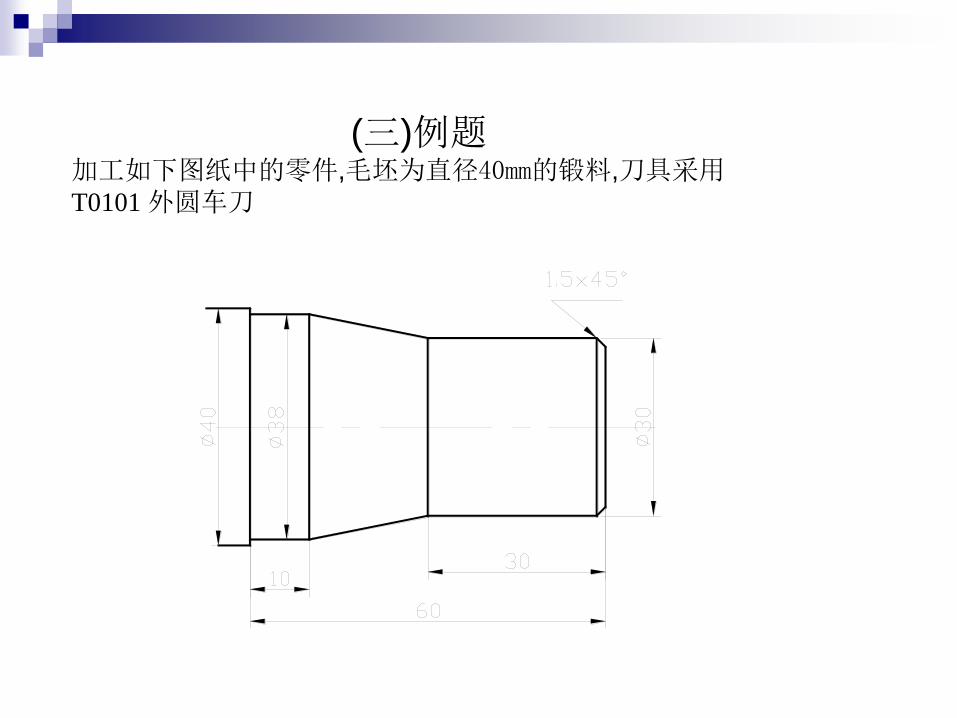
(三)例题加工如下图纸中的零件,毛坯为直径40mm的锻料,刀具采用T0101 外圆车刀
3.确定工序:
2.建立工件坐标系:
分析:
右端面中心为坐标圆点
1)车外圆
1.以毛坯左端面为装夹基准编程顺序为从右端面到左端沿轮廓依次编程
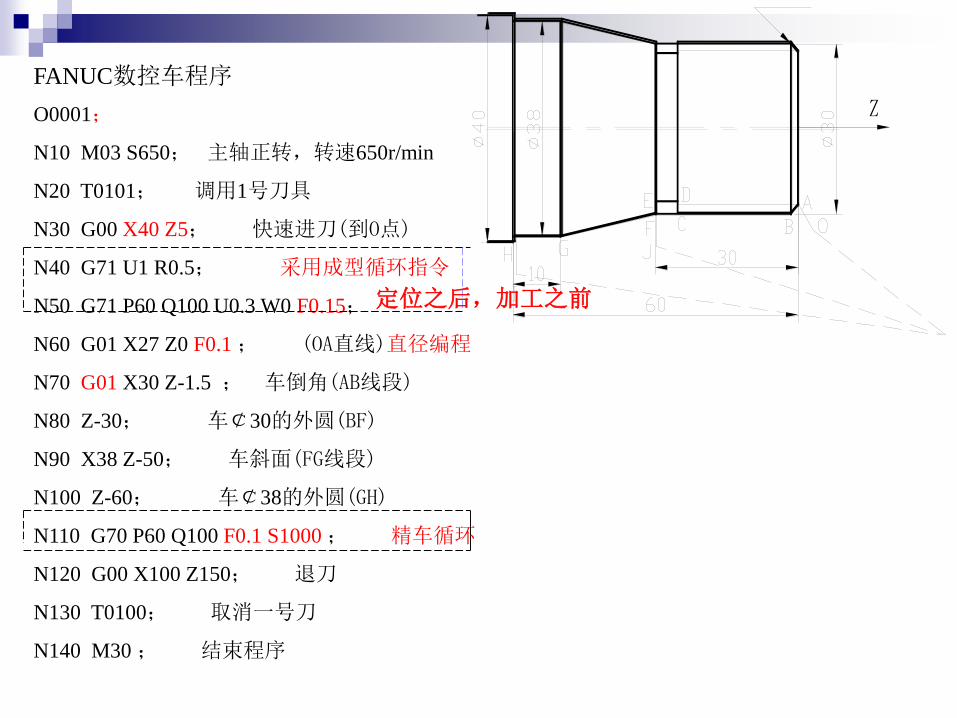
O0001;
N10 M03 S650; 主轴正转,转速650r/min
N20 T0101; 调用1号刀具
N30 G00 X40 Z5; 快速进刀(到O点)
N40 G71 U1 R0.5; 采用成型循环指令
N50 G71 P60 Q100 U0.3 W0 F0.15;
N60 G01 X27 Z0 F0.1 ; (OA直线)直径编程
N70 G01 X30 Z-1.5 ; 车倒角(AB线段)
N80 Z-30; 车¢30的外圆(BF)
N90 X38 Z-50; 车斜面(FG线段)
N100 Z-60; 车¢38的外圆(GH)
N110 G70 P60 Q100 F0.1 S1000 ; 精车循环
N120 G00 X100 Z150; 退刀
N130 T0100; 取消一号刀
N140 M30 ; 结束程序
Z
分号后是注释。
定位之后,加工之前
FANUC数控车程序

i5新机床和FANUC老机床的区别
沈阳i5 北京FANUC 0i

i5新机床和FANUC老机床的区别-系统界面
沈阳i5 北京FANUC 0i
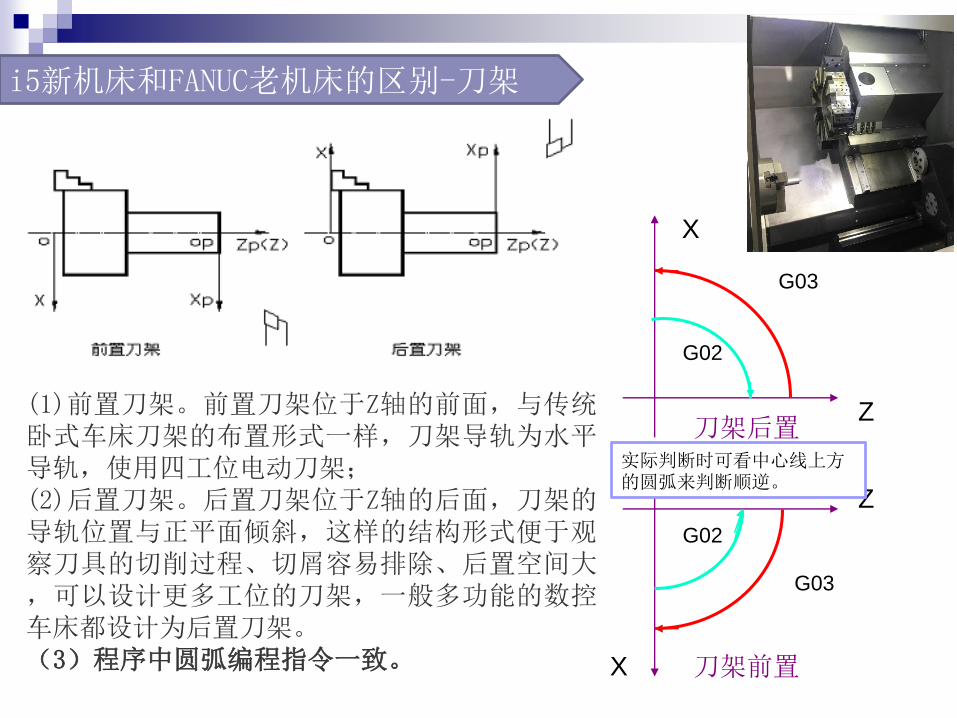
i5新机床和FANUC老机床的区别-刀架
(1)前置刀架。前置刀架位于Z轴的前面,与传统卧式车床刀架的布置形式一样,刀架导轨为水平导轨,使用四工位电动刀架;(2)后置刀架。后置刀架位于Z轴的后面,刀架的导轨位置与正平面倾斜,这样的结构形式便于观察刀具的切削过程、切屑容易排除、后置空间大,可以设计更多工位的刀架,一般多功能的数控车床都设计为后置刀架。(3)程序中圆弧编程指令一致。
Z
X
G03
G02
刀架后置
Z
X
G03
G02
刀架前置
实际判断时可看中心线上方的圆弧来判断顺逆。
ACB
A′
Δw
Δu/2
45°
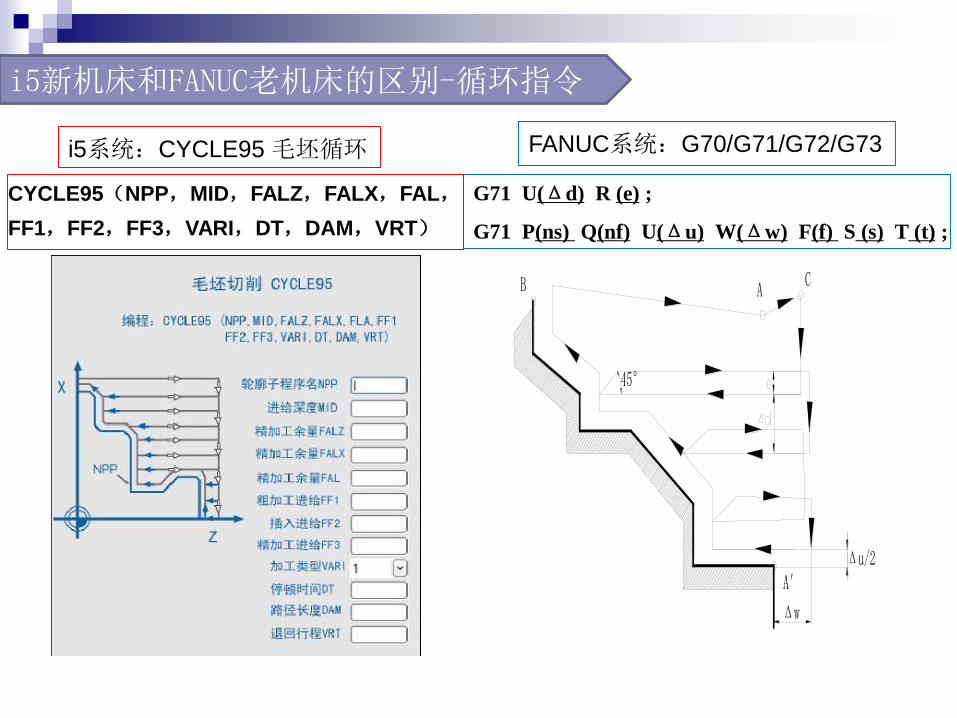
i5新机床和FANUC老机床的区别-循环指令
i5系统:CYCLE95 毛坯循环 FANUC系统:G70/G71/G72/G73
G71 U(Δd) R (e) ;
G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S (s) T (t) ;
CYCLE95(NPP,MID,FALZ,FALX,FAL,
FF1,FF2,FF3,VARI,DT,DAM,VRT)

i5新机床和FANUC老机床的区别-循环指令
CYCLE95-参数
参数
NPP
MID
FALZ
FALX
FAL
FF1
FF2
FF3
VARI
DT
DAM
VRT
含义
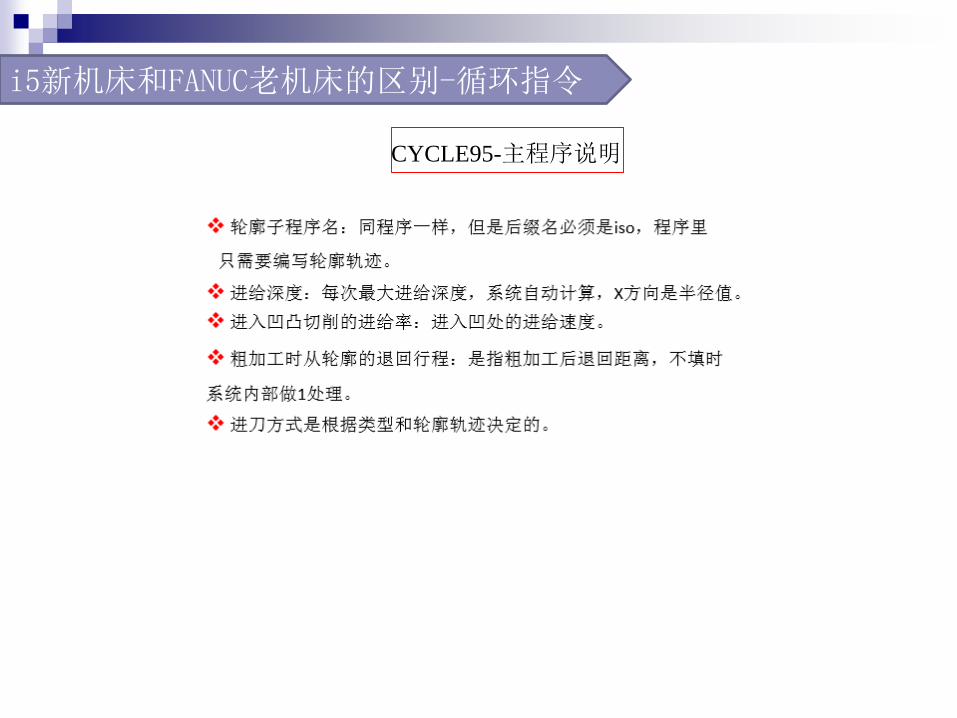
轮廓子程序名
进给深度(无符号输入,按半径输入)
在纵向轴的精加工余量(无符号输入)
在横向轴的精加工余量(无符号输入,按半径输入)
沿轮廓的精加工余量(无符号输入)
粗加工进给率
进入凹凸切削的进给率
精加工进给率
加工类型,范围值:1~12
粗加工时用于断屑的停顿时间
粗加工时用于断屑的间隔长度
粗加工时从轮廓的退回行程,增量(无符号输入)
i5新机床和FANUC老机床的区别-循环指令
CYCLE95-主程序说明

i5新机床和FANUC老机床的区别-循环指令
CYCLE95-加工类型
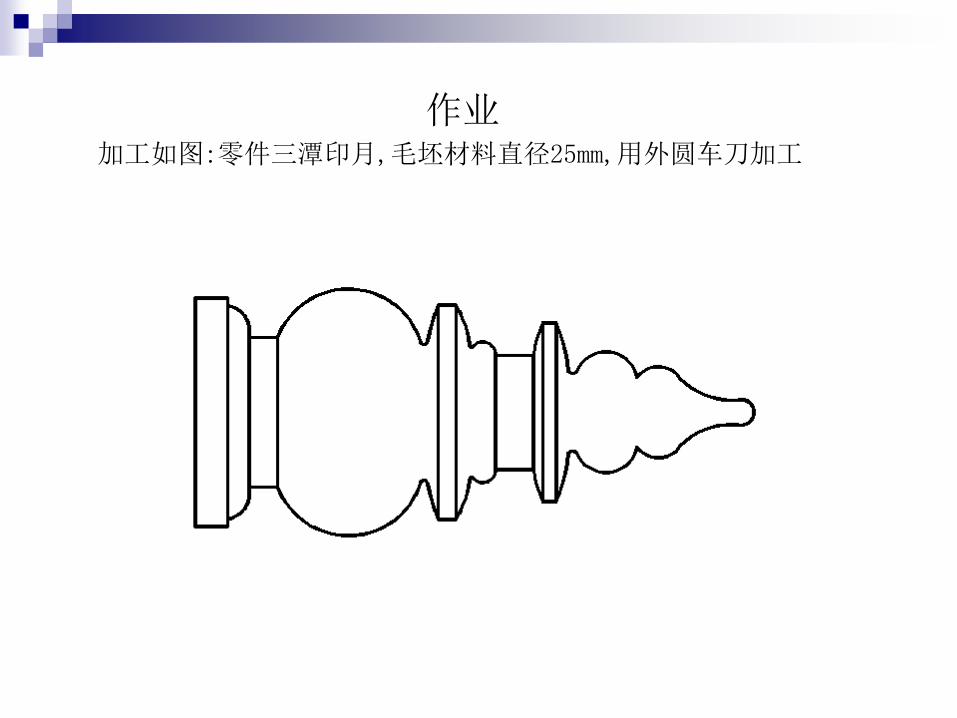
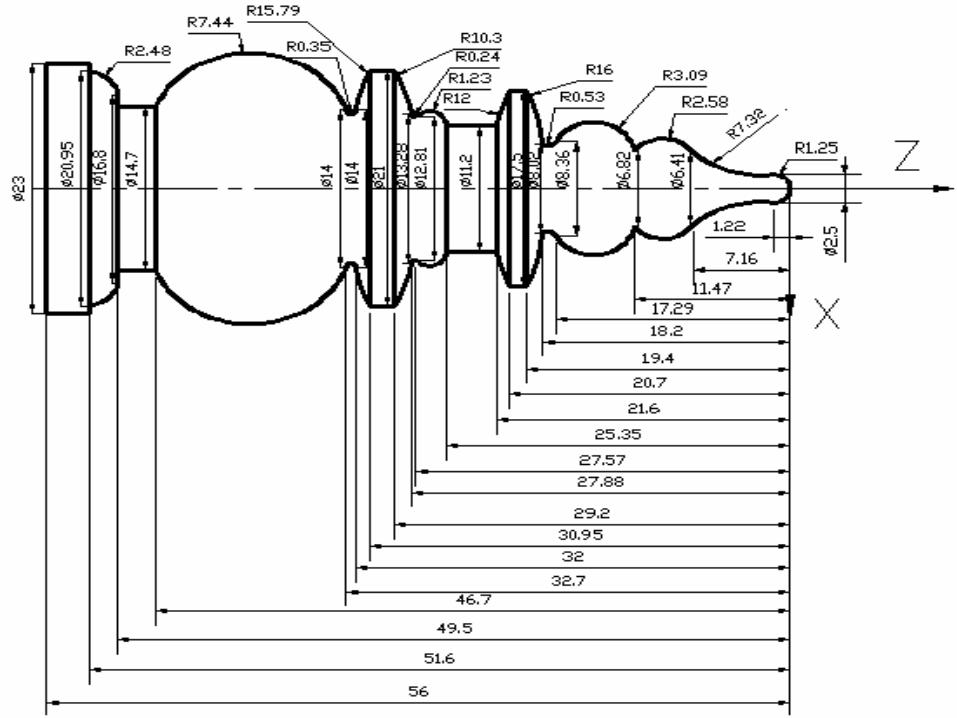
作业加工如图:零件三潭印月,毛坯材料直径25mm,用外圆车刀加工

微信公众号:工程训练 微信号:MobilETC
[0] 帮助[1] 自学网站地址[2] 课前及课后作业[3] 工程训练报告要求…
有疑问找小T。
微信 扫一扫
自学网站-移动学习平台