Embed Size (px)
Citation preview

数控系统MOTECR
数 控
系
统
数控系统概述Control-mind
Control-mind 数控系统(CNC)基于PC的自动化新技术,采用PCI总线运动控制卡、常见现场总线模块(或直连)连接驱动产品和Control-mind CNC控制软件构成了高度开放的、完整的、相互兼容的通用控制系统,不仅为各种机床提供理想的数控系统,还为其他机械设备提供开放式自动化系统和完整的解决方案。Control-mind CNC功能异常强大,详见下页说明。
数控系统主要特点
数控系统主要功能
10-1
Motec交流伺服 Motec单轴低压伺服 Motec双轴低压伺服 Motec步进

数控系统 MOTECR
多轴
数控
系统
1.在Windows下实时运行的控制系统软件,适用于铣、镗、雕铣、加工中心、关节机器人、电加工和其它多种自动化设备。
2.识别国际标准DIN66025 G代码,不仅包含了常见的数控系统代码,还有样条曲线,螺旋线和渐开线插补 等功能。
3.控制轴数和通道数几乎没有限制,暂时设计为最多8通道64轴。
4.采用脉冲或模拟量控制伺服,可以接收每路4M的编码器位置反馈信号,构成全闭环,进行纳米级控制。
5.控制系统使用高级PID算法进行位置和速度控制,P、I、D可以独立设定,并可进行自动增益调整。
6.控制系统可以进行反向间隙补偿,丝杠分段补偿,3D刀具补偿等精密控制。
7.控制系统具有RTCP功能,还有最多5轴联动刀尖轨迹编程、电子齿轮、电子凸轮和通用软PLC等功能。 8.能在Windows下以100μs的插补周期控制8个伺服轴的运动,能以微秒级捕捉到输入端口信号。
9.具有预读功能,预读段数为149段,采用预加速/减速来保证切削矢量速度恒定或平稳过度。每秒中可以执行5000个G代码或运 动命令。
10.自带类似BASIC和C语言的MTASC高级运动控制语言,二次开发能力强,可适用各种专用自动化控制设 备。
11.自动测量旋转轴与直线轴之间的夹角,自动补偿。(选项)
12.可以读取AutoCAD生成的DXF文件。(选项)
13.可以通过CANbus、Profibus、 USB、 EtherCAT等总线方式控制运动轴。(选项)
数控系统主要特点数控系统主要特点Control-mind
数控系统主要功能数控系统主要功能
使用最新一代软数控技术,具有高度开放性与高度扩展性,方便为客户定制解决方案,适应几乎
所有运动控制行业。
10-2
Control-mind

数控系统MOTECR
数 控
系
统
基本数控界面:
PCI控制卡:
倾斜轴控制:倾斜轴控制:
程序指令能将正规平面(X0-Y0),自动转换成倾斜加工面(X1-Y0),然而自动控制刀具轴方向与倾斜
加工面垂直。而加工时,由机械坐标定义工件坐标再转换至倾斜面坐标,三者坐标系可由程序G码切换。
1.刀具回转型
2.平台回转型
3.混合型
自动测量功能:
刀具中心点控制(RTCP):
10-3

数控系统 MOTECR
多轴
数控
系统
倾斜轴控制:
应用范围广,具有车、铣、镗、磨等功能。每通道都可组成五轴联动加工,适应不同坐标类型。
1.刀具回转型.刀具回转型
旋转轴坐标运动全部集中于刀具侧,加工都由刀具旋转和摆动功能的主轴
头来完成。
2.平台回转型.平台回转型
旋转轴坐标运动全部集中于工件侧,加工都由刀具旋转和摆动功能的
工作台来完成。
3.混合型.混合型
此结构体的机台产品很多,应用也最广且最普遍。旋转轴坐标运动各
自分布于工作台与刀具侧。
自动测量功能:自动测量功能:
通过实际探针测量,自动计算出旋转轴轴心与直线轴的夹角,自动进行补充,修正实际坐标系。
刀具中心点控制(RTCP):刀具中心点控制(RTCP):
刀具中心点编程是依据物体表面的坐标值(
X,Y,Z,)及进刀方向(B,C)来编程。编程方法与机床
无关,这样程序就可以在不同机床执行。运动时系
统自动把物体表面刀尖方位(X,Y,Z,B,C)分解成各
个轴的运动量,同时要保证运动高速,精确,平稳
,低噪声。
旋转中心
机械位置
编程路径
10-4

数控系统MOTECR
数 控
系
统
3D切削补偿切削补偿:
在五轴加工NC程序中,刀具长度补偿功能仍然有效,而刀具半径补偿却会失效。因旋转轴运动时,刀
具半径随着摆动角度而变化,其过去做法常以CAM软件计算刀具轨迹,造成整个加工过程效率不佳,因而
3D切削补偿就可弥补此缺陷,并且更换不同刀具而不需更改程序。
多通道控制多通道控制:
通道数表示的是一台数控系统可以处理的加工联动坐标系的数量。多通道系统中在同一台机床可控制
多个坐标系,进行加工实现车铣复合或者复合车铣镗钻磨等控制,也可控制多台机床。每个通道都可单独
控制,单独显示,操作灵活方便。
零件与刀具补偿处整体刀具补偿处局部
MtascMtasc语言优点语言优点:
此语言属于高级语言类似C与Basic,与G代码相比更灵活,功能更强大,适合设备生产厂家进行二次开发。
Control-mind CNC
X1
Y1 Z1
X2
Z2
复合车铣
铣床
加工中心
通 道
1
通 道 2
通 道 3 通
道 4
例程1:
例程2:
1.可任意定义各种长度、多种类型的变量和数组;
2.具有许多常见的数学函数;
10-5
数控系统 MOTECR
多轴
数控
系统
3D切削补偿
多通道控制:
Mtasc语言优点:
3.具有多种循环语句与多种条件语句;
4.允许有任意层扩展和嵌套;
5.调用子程序和调用其它语言的子程序;
6.极其方便的I/O口操作;
7.在程序的输入和编辑过程中可以执行任意一行或几行程序,可方便地验证程序及数据的合理性。
8.大量运动控制专用语句。
例程1:例程1:
IF (k == 1) /* 如果k = 1,就执行下面{}里的命令,否则不执行 */
{
X 22;MF; /* X轴快速运动到22 */
Z zdn; ML; /* Z轴快速运动到zdn */
... /* 其它命令 */
}
X 80;ML; /* X轴快速运动到80 */
IF (a == b){PRINT "yes!";} /* 如果a=b,就打印yes!,否则执行{}后面的命令 */
例程2:例程2:
local “_o11” “_o12” “_i11”“i”;/*定义变量*/
i=1;/*变量初始化*/
_o11 = IoDscr "P4C1" 0x0014L 1 1L 1;/*定义描述_o11*/
_o12 = IoDscr "P4C1" 0x0014L 1 2L 1;
_i11 = IoDscr "P4C1" 0x0014L 1 1L 1;
OUT _o11 0; /* 输出口11置低电平,*/
OUT _o12 1; /* 输出口12置高电平,*/
wait 1; /* 等待1秒; */
i = 0;
WHILE "(i = i + 1) <= 8888"/* 循环8888次,*/
{
wait 0.5; /* 等待0.5秒; */
IF (0 == IN _i11) /* 如果输入口11是高电平执行下面命令,*/
{
OUT _o12 0; /* 输出口12置低电平,*/
wait 0.1; /* 等待0.1秒;*/
i = 8888; /* 循环结束*/
print "反转结束"; /*打印反转结束*/
}
}
wait 0.1; /* 等待0.1秒;*/
10-6

数控系统MOTECR
数 控
系
统
1.通用数控机床,如:雕铣机、车床、铣床、磨床、切割机、包装机等。
3. 机器人领域,如:六轴关节机器人、托盘关节机器人、搬运机器人,点焊机器人等。
4. 教学与试验仪器,医疗设备,专用设备等。
2.复杂加工机床,如:五轴激光加工、五轴叶片铣、曲轴磨、超精密加工中心、大型龙门加工中心、等
离子五轴可变坡口切割、旋压机床等。
数控系统应用领域数控系统应用领域 数控系统型号说明
数控系统功能详细列表
10-7
Control-mind

数控系统 MOTECR
多轴
数控
系统
数控系统应用领域 数控系统型号说明数控系统型号说明
数控系统功能详细列表数控系统功能详细列表
10-8
Control-mind
Control-mind
Control-mind计算机数控系统
横式
竖式
独立
触屏
0123
面板类型
C M C- A 04 1 3 P 0 001
系列等级
A~E
轴数
0~64
通道数
1~8
联动轴数
2~5 控制方式
脉冲
模拟量
CANopen
ProfiBus
EtherCAT
PA
B.1B.2B.3
划线机
激光切割机
雕铣机
绕线机
火焰切割机
用户定制
功能代码
001002003004005006007008xxx
加工中心
六轴机械手
活塞车床
系列名称
CMC-A
CMC-B
CMC-C
CMC-D
CMC-E
最大轴数
4
6
8
16
64
最大主轴数
1
2
2
4
8
最大联动轴数 最大通道数 伺服控制
P/A
P/A
P/A/B
P/A/B
P/A/B
功能代码
xxx
xxx
xxx
xxx
xxx
面板
0/1/2
0/1/2
0/1/2/3
0/1/2/3
0/1/2/3
标准I/O
16
32
32
64
每轴4
最大I/O
128
256
256
256
512
3
4
5
5
5
1
1
1
2
8
各等级配置基本参数如下:
。
注:每个等级满足1<轴数<最大轴数,1<联动轴数<最大联动轴数,1<通道数<最大通道数,对应伺服控制与面板选项中自由组合。
功能代码:XXX代表可根据用户需要开发相应功能。已开发:001-雕铣机 002-绕线机 003-划线机 004-火焰切割机 005-激光切割机 006-活塞车床
007-加工中心 008-六轴机械手。待开发:009-车床 010-磨床 011-冲床 012-钻床 013-焊接机等。
CMC-E系列最多4通道,超过4通道系统尚在开发中。
数控功能(■标准 □可选 ―无) CMC-A CMC-B CMC-C CMC-D CMC-E 硬件配置
标准 16 32 32 64 每轴4 IO数目
最大 128 256 256 256 512 脉冲/模拟量 ■ ■ ■ ■ ■
PID调节 ■ ■ ■ ■ ■ 伺服控制 总线 ― ― □ □ □
手轮控制 □ □ □ □ □
反馈信号为标准正交方波编码器或光栅尺 ■ ■ ■ ■ ■
横式 □ □ □ □ □
竖式 □ □ □ □ □
独立 □ □ □ □ □ 操作面板
触屏 □ □ □ □ □
最大刀库数目 10 20 32 64 99
最大进给轴数 4 6 8 16 64
最大主轴 1 2 2 4 8
最大插补轴数 3 4 5 5 5

数控系统MOTECR
数 控
系
统
每通道最大轴数 4 6 8 8 8
最大通道数 1 1 1 2 4
软件功能
插补轨迹预处理 ■ ■ ■ ■ ■
坐标系变换 ― ― ■ ■ ■
缩放/旋转/镜像/重复 ■ ■ ■ ■ ■
快速定位 ■ ■ ■ ■ ■
直线插补 ■ ■ ■ ■ ■
圆弧插补(中心指定、半径指定) ■ ■ ■ ■ ■
螺旋插补 ― ■ ■ ■ ■
指数插补 ― □ ■ ■ ■
极坐标插补 ― □ ■ ■ ■
渐开线插补 ― □ ■ ■ ■
3 维圆弧插补 □ ■ ■ ■ ■
插补功能
NURBS 样条插补 ― □ ■ ■ ■
快速/切削/手动进给 ■ ■ ■ ■ ■
快速/切削/手动进给倍率 ■ ■ ■ ■ ■
找原点回零 ■ ■ ■ ■ ■
找原点+Z相回零 □ ■ ■ ■ ■
插补后自动加减速 ■ ■ ■ ■ ■
螺纹(导程/齿数指定) ■ ■ ■ ■ ■
超限程控制 ■ ■ ■ ■ ■
手轮进给 ■ ■ ■ ■ ■
同步攻丝循环 ― □ ■ ■ ■
PECKING 同期攻牙循环 ― □ ■ ■ ■
深孔同期攻牙 ― □ ■ ■ ■
进给功能
秒暂停 ■ ■ ■ ■ ■
程序存储容量(依硬盘容量) ■ ■ ■ ■ ■
程序编辑 ■ ■ ■ ■ ■
彩色LCD 显示器 ■ ■ ■ ■ ■
程序执行状态显示 ■ ■ ■ ■ ■
各种参数设定显示 ■ ■ ■ ■ ■
语言显示切换 ■ ■ ■ ■ ■
MDI 数据设定显示 ■ ■ ■ ■ ■
手动/自动/测试/示教 ■ ■ ■ ■ ■
操作显示
德语、英语、中文选择 □ □ ■ ■ ■
刀具自动测量 □ ■ ■ ■ ■ 测量
旋转轴中心自动测量 ― □ □ ■ ■
以太网络接口 ■ ■ ■ ■ ■
通信接口 USB 接口 ■ ■ ■ ■ ■
■ ■ ■ ■ ■
RS232通信
10-9

数控系统 MOTECR
多轴
数控
系统
CNC与PLC之间数据交换 ■ ■ ■ ■ ■ 通信功能
加工通道之间数据交换 ― ― ― □ ■
加工程序输入、输出 ■ ■ ■ ■ ■
刀具补偿数据输入、输出 ■ ■ ■ ■ ■
公共变量输入、输出 ■ ■ ■ ■ ■
输入输出
数据
参数输入、输出 ■ ■ ■ ■ ■
主轴控制功能(模拟接口) ■ ■ ■ ■ ■
恒表面速度控制 ■ ■ ■ ■ ■
主轴位置控制(主轴C轴控制) ― □ □ ■
■
■
■
多主轴控制 ― □ □ ■
主轴倍率调节 ■ ■ ■ ■ ■
螺纹切入和退出路径 ― □ ■ ■
通过PLC主轴控制 ― □ ■ ■ ■
主轴功能
主轴定向 ■ ■ ■ ■ ■
反向间隙补偿 ■ ■ ■ ■ ■
螺距误差补偿 ― □ ■ ■ ■
机械
精度
补偿 测量动指令 ■ ■ ■ ■ ■
急停控制 ■ ■ ■ ■ ■
暂停控制 ■ ■ ■ ■ ■
限位报警 ■ ■ ■ ■ ■
操作/语法错误报警 ■ ■ ■ ■ ■
跟随误差报警 ■ ■ ■ ■ ■
安全与诊断
输入输出诊断 □ □ ■ ■ ■
PLC 基本功能 ― □ □ ■ ■
机械触点输入、输出接口 ― □ □ ■ ■
CNC 功能控制 ― □ □ ■ ■
CNC 状态信号接口 ― □ □ ■ ■
报警显示 ― □ □ ■ ■
PLC 功能
Mtasc语言支持 ■ ■ ■ ■ ■
自定义坐标系设定 ■ ■ ■ ■ ■
机械坐标系 ■ ■ ■ ■ ■
坐标系选择 ■ ■ ■ ■ ■
旋转坐标系 ― □ ■ ■ ■
平面选择 ■ ■ ■ ■ ■
坐标系种类与
设定
极坐标系 ― □ ■ ■ ■
刀具类型:车削、钻削、铣削、磨
削等 ■ ■ ■ ■ ■
平面中外径处采取过渡圆或椭圆 ■ ■ ■ ■ ■
平面中补偿时自动配置中间过渡
段 ■ ■ ■ ■ ■
3D半径补偿 ― ― □ ■ ■
刀具
手动换刀/自动换刀 ■ ■ ■ ■ ■
10-10
数控系统MOTECR
数 控
系
统
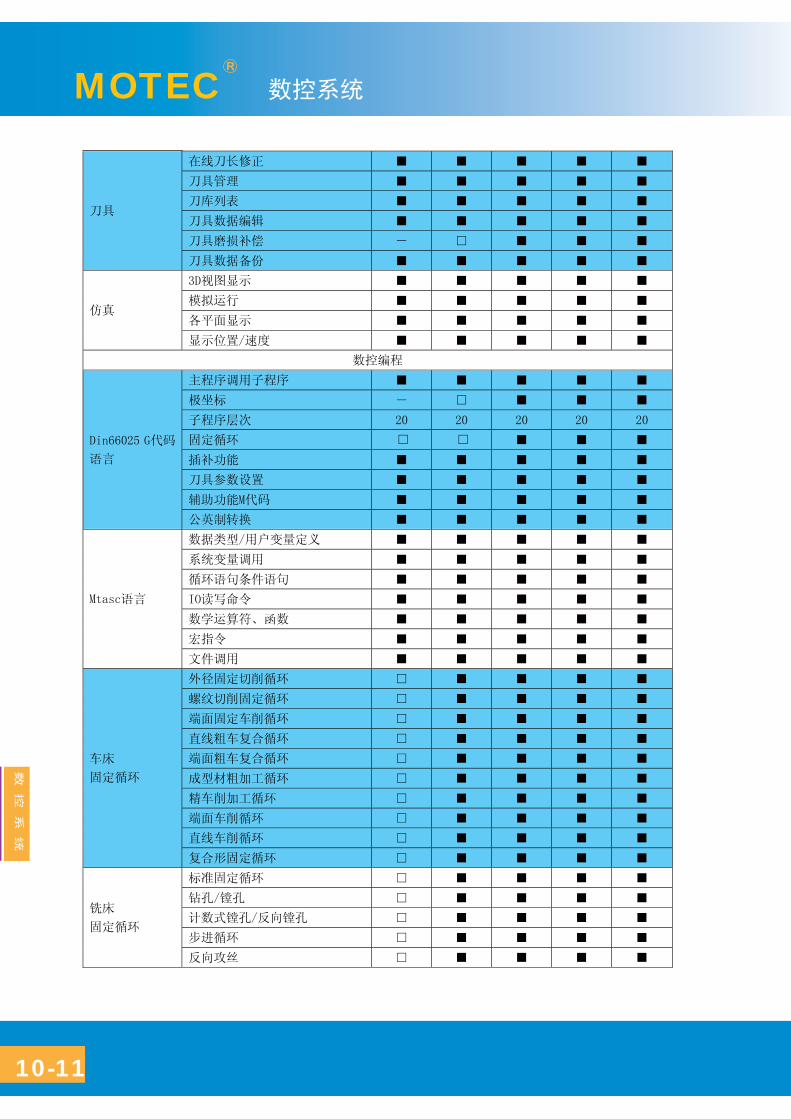
数控系统G代码功能表在线刀长修正 ■ ■ ■ ■ ■
刀具管理 ■ ■ ■ ■ ■
刀库列表 ■ ■ ■ ■ ■
刀具数据编辑 ■ ■ ■ ■ ■
刀具磨损补偿 ― □ ■ ■ ■
刀具
刀具数据备份 ■ ■ ■ ■ ■
3D视图显示 ■ ■ ■ ■ ■
模拟运行 ■ ■ ■ ■ ■
各平面显示 ■ ■ ■ ■ ■ 仿真
显示位置/速度 ■ ■ ■ ■ ■
数控编程
主程序调用子程序 ■ ■ ■ ■ ■
极坐标 ― □ ■ ■ ■
子程序层次 20 20 20 20 20
固定循环 □ □ ■ ■ ■
插补功能 ■ ■ ■ ■ ■
刀具参数设置 ■ ■ ■ ■ ■
辅助功能M代码 ■ ■ ■ ■ ■
Din66025 G代码
语言
公英制转换 ■ ■ ■ ■ ■
数据类型/用户变量定义 ■ ■ ■ ■ ■
系统变量调用 ■ ■ ■ ■ ■
循环语句条件语句 ■ ■ ■ ■ ■
IO读写命令 ■ ■ ■ ■ ■
数学运算符、函数 ■ ■ ■ ■ ■
宏指令 ■ ■ ■ ■ ■
Mtasc语言
文件调用 ■ ■ ■ ■ ■
外径固定切削循环 □ ■ ■ ■ ■
螺纹切削固定循环 □ ■ ■ ■ ■
端面固定车削循环 □ ■ ■ ■ ■
直线粗车复合循环 □ ■ ■ ■ ■
端面粗车复合循环 □ ■ ■ ■ ■
成型材粗加工循环 □ ■ ■ ■ ■
精车削加工循环 □ ■ ■ ■ ■
端面车削循环 □ ■ ■ ■ ■
直线车削循环 □ ■ ■ ■ ■
车床
固定循环
复合形固定循环 □ ■ ■ ■ ■
标准固定循环 □ ■ ■ ■ ■
钻孔/镗孔 □ ■ ■ ■ ■
计数式镗孔/反向镗孔 □ ■ ■ ■ ■
步进循环 □ ■ ■ ■ ■
铣床
固定循环
反向攻丝 □ ■ ■ ■ ■
10-11

数控系统 MOTECR
多轴
数控
系统
数控系统数控系统G代码功能表代码功能表
G代码 指令群 功能名称 G代码 指令群 功能名称 G00 1 快速定位 G55 12 工件坐标系2选择 G01 1 直线插补 G56 12 工件坐标系3选择 G02 1 圆弧插补/螺旋线插补(顺时针) G57 12 工件坐标系4选择 G03 1 圆弧插补/螺旋线插补(逆时针) G58 12 工件坐标系5选择 G02.2 1 渐开线插补(顺时针) G59 12 工件坐标系6选择 G03.2 1 渐开线插补(逆时针) G68 18 坐标变换打开 G02.3 1 指数插补(顺时针) G69 18 坐标变换取消 G03.3 1 指数插补(逆时针) G70 9 固定循环 G02.4 1 三维圆弧插补(顺时针) G71 9 固定循环 G03.4 1 三维圆弧插补(逆时针) G72 9 固定循环 G04 0 暂停 G73 9 固定循环 G06 1 NURBS样条插补 4 9 固定循环 G09 0 准确定位检查 G75 9 固定循环 G12.1 1 极坐标插补开始 G76 9 固定循环 G13.1 1 极坐标插补取消 G77 9 固定循环 G17 2 XY平面选择 G78 9 固定循环 G18 2 ZX平面选择 G79 9 固定循环 G19 2 YZ平面选择 G80 9 固定循环取消 G20 6 英制单位 G81 9 固定循环 G21 6 公制单位 G82 9 固定循环 G27 0 参考点检查 G83 9 固定循环 G28 0 自动参考点回归 G84 9 固定循环 G29 0 从参考点回归 G85 9 固定循环 G30 0 第2、3、5参考点回归 G86 9 固定循环 G31 0 跳跃功能/多步跳跃功能 G87 9 固定循环 G33 1 螺纹切削 G88 9 固定循环 G37 0 自动刀具长短测量 G89 9 固定循环 G40 7 刀具半径补偿取消 G90 3 绝对值坐标 G41 7 刀具半径左补偿 G91 3 增量值坐标 G42 7 刀具半径右补偿 G92 0 机械坐标系设定 G43 8 刀具长度补偿增加 G94 5 每分钟进给速度 G44 8 刀具长度补偿减少 G95 5 每转进给速度 G49 8 刀具长度补偿取消 G96 17 切削速度一定控制有效 G50 11 比例取消 G97 17 切削速度一定控制取消 G51 11 比例有效 G98 10 固定循环返回到初始点 G50.1 19 镜像取消 G99 10 固定循环返回R点 G51.1 19 镜像有效 G113 0 主轴同步控制取消 G53 12 工件坐标系取消 G114 0 主轴同步控制 G54 12 工件坐标系1选择
Control-mind
10-12





























