Embed Size (px)
Citation preview

王 炜
东方电气东方汽轮机有限公司,四'|;睡德阳618000
摘要:分析了东汽自控公司印制电路板(PCB)的生产方式、设备状况等。对生产工艺流程的建立和技术发展方向进行探
讨,旨在为PCB规范化生产和合理的工艺布局提供思路和依据,以探寻提高生产效率、降低成本的路子,完善生产管理模
式,形成积累技术、促进生产、提高效率的良好氛围与机制。
关键词:印制电路板;表面贴装技术;组装工艺
中图分类号:TK266 文献标识码:B 文章编号:1001—9006(2014)01—0074-07
Brief Analysis on Technological Process of PCB Assembly
黝ⅣG耽i(Dongfang steam Turbine Co.,Let.,618000,Deyang,Siehuan,China)
Abstract:This article analyses the producing manners and facility of PCB in the auto control engineering company,and it discusses the
establishment of the process of producing technology and the direction of technology development.It aims to provide thoughts and basis
for normalized production and technological layout of PCB,in order to explore the way to increase producing efficiency,reduce costs,to
consummate the producing and management module,form a good circumstance and mechanism of accumulating technology and enhance
the production and improve efficiency.
Key words:PCB;SMT;technology of assembly
PCB是英文单词Printed Circuit Board的缩写,
中文名称为印制电路板,又称印刷电路板或印刷
线路板,是重要的电子部件,是电子元器件的支
撑体,是电子元器件电气连接的提供者。由于它
是采用电子印刷术制作的,故被称为“印刷”电
路板。
PCB是根据电路层数分为单面板、双面板和
多层板。自控公司常见的多层板一般为4层板或6
层板。单面板是最基本的PCB,零件集中在其中一
面,导线则集中在另一面上。这种单面板在设计
线路上有许多严格的限制,所以只有早期的电路
才使用这类的板子。双面板即PCB板两面都有布
线,在两面间有导孔。导孑L是在PCB上充满或涂
上金属的小洞,它可以与两面的导线相连接。而
多层板是为了增加可以布线的面积,用上了更多
单或双面的布线板。板子的层数就代表了有几层
独立的布线层,通常层数都是偶数,并且包含最
外侧的两层。大部分的主机板都是4~8层的结构,
理论上可以做到近100层的PCB板。
PCB的原材料为覆铜箔层压板,这是制作印
制电路板的基板材料。它用作支撑各种元器件,
并能实现它们之间的电气连接或电绝缘。通常PCB
的颜色都是绿色或是棕色,这是阻焊漆的颜色,
是绝缘的防护层,可以保护铜线,也可以防止零
件被焊到不正确的地方。在阻焊层上还会印刷上
一层丝网印刷面。通常在这上面印上文字与符号
(大多是白色的),以标示出各零件在板子上的
位置。
基于以上PCB板的特点,本文探讨的是结合
自控公司PCB产品情况,如何合理的使用设备,
将各种元器件固定焊接在不同板件上,制成不同
功用的电路板件。
收稿日期:2013—07—03
作者简介:王炜(1970一),男,1992年6月毕业于四川大学电气工程系,工程师。1993年7月进入东汽自控公司工作,主要从事电气设计,
现在东汽自控PCB中心负责组织和实施自控PCB(印制电路板)及控制器等产品的生产、制造及工艺设计。
1.1 板件类型
目前粗略统计,东汽自控公司生产的主要板
件超过60种,其中风电板件主要有40种,火电板
件主要有20多种。
1.2板件特点
自控公司板件的特点是品种多,尺寸从
440 mm x 300 mm的板子到65 mm x 62 mm,板件
焊点密度从普通密度到超高密度都有。生产模式
是小批量(一般一种板件一次批量生产为50~100
块),再加上研发各类板件小量试制,产品升级优
化或更新快。为此,需要适应这种状况的人员设
置及设备配置。
1.3 目前自控公司PCB表面贴装焊接的不良原
因和防止对策
1.3.1 润湿不良
润湿不良是指焊接过程中焊料和基板焊区,
经浸润后不生成金属问的反应,而造成漏焊或少
焊故障,此问题占自控公司总焊接问题的22%左
右。其原因大多是焊区表面受到污染,或沾上阻
焊剂,或是被接合物表面生成金属化合物层而引
起的,例如银的表面有硫化物,锡的表面有氧化
物等都会产生润湿不良。另外,焊料中残留的铝、
锌、镉等超过0.005%时,由焊剂吸湿作用使活性
程度降低,也可发生润湿不良。因此除了要执行
合适的焊接工艺外,对基板表面和元件表面要做
好防污措施,选择合适的焊料,并设定合理的焊
接温度与时间。
1.3.2桥联
此问题占自控公司总焊接问题的12%左右。
桥联的发生原因,大多是焊料过量或焊料印刷后
严重塌边,或是基板焊区尺寸超差,SMD贴装偏
移等引起的,在SOP、QFP电路趋向微细化阶段,
桥联会造成电气短路,影响产品使用。
防止对策:
(1)要防止焊膏印刷时塌边不良。
(2)制订合适的焊接工艺参数,防止焊机传送
(5)基板焊区的尺寸设定要符合设计要求。
1.3.3 裂纹
此问题占总焊接问题的5%左右。焊接PCB在
刚脱离焊区时,由于焊料和被接合件的热膨胀差
异,在急冷或急热作用下,因凝固应力或收缩应
力的影响,会使SMD基本产生微裂,焊接后的
PCB,在冲切、运输过程中,也必须减少对SMD
的冲击应力、弯曲应力。
防止对策:
(1)正确设定加热等条件和冷却条件。
(2)选用延展性良好的焊料。
(3)表面贴装产品在设计时,就应考虑到缩小
热膨胀的差距。
1.3.4焊料球
此问题占自控公司总焊接问题的13%左右。
焊料球的产生多发生在焊接过程中的加热急速而
使焊料飞散所致,另外与焊料的印刷错位、塌边、
污染等也有关系。
防止对策:
(1)避免焊接加热中的过急不良,按设定的升
温工艺进行焊接。
(2)对焊料的印刷塌边、错位等不良品要
删除。
(3)焊膏的使用要符合要求,无吸湿不良。
(4)按照焊接类型实施相应的预热工艺。
1.3.5 吊桥(曼哈顿)
此问题占自控公司总焊接问题的12%左右。
吊桥不良是指元器件的一端离开焊区而向上方斜
立或直立,产生的原因是加热速度过快,加热方
向不均衡,焊膏的选择问题,焊接前的预热,以
及焊区尺寸,SMD本身形状,润湿性有关。
防止对策:
(1)SMD的保管要符合要求。
(2)基板焊区长度的尺寸要适当制定。
(3)减少焊料熔融时对SMD端部产生的表面
张力。
(4)焊料的印刷厚度尺寸要设定正确。
(5)采取合理的预热方式,实现焊接时的均匀
带的机械性振动。 加热。
;3:翼然誓篇黧蠢矍萋曼窑。~骥麟麟壤蘸骥鬟爨4()基板布线间隙、阻焊剂的涂敷精度,都必 鬻㈣鬻爨獬。;孵羽霉嘲黑噤黑懑骥嚣蠢8。2溺。i穗爨释黝甄嬲瓣鬻;
须符合规定要求。 焊接工艺,按焊接方式,可分为再流焊和波
75

峰焊两种类型工艺。对于自控公司,目前没有配
置波峰焊机,主要考虑插件不多、且每批次产量
不高,效率提升不明显,即配置波峰焊机不经济。
故自控公司现只采用再流焊工艺。再流焊工艺一
般步骤是,先将微量的锡铅(SN/PB)焊膏施加到
印制板的焊盘上,再将片式元器件贴放在印刷板
表面规定的位置上,最后将贴装好元器件的印制
板放到再流焊设备的传送带上,从炉子人口到出
口(大约5~6 min)完成干燥、预热、熔化、冷却
全部焊接过程。
焊接工艺,按组装方式,可分为全表面组装、
单面混装、双面混装3种方式见表1。
表1组装方式对比表
下面根据以上再流焊工艺流程,结合自控公
司的生产实际,分成几个部分进行分析。2.1 模板(即钢网)制作
首先根据所设计的PCB确定是否加工模板。
如果PCB上的贴片元件只是电阻、电容且封装为
1206以上的则可不用制作模板。当在PCB中含有
SOT、SOP、PQFP、PLCC和BGA封装的芯片以及
电阻、电容的封装为0805以下的,则必须制作模
板。一般模板分为化学蚀刻铜模板(价格低,适用
于小批量、试验且芯片引脚间距>0.635 mm)、激
光蚀刻不锈钢模板(精度高、价格高,适用于大批
量、自动生产线且芯片引脚间距<0.5 mm)。对于
自控公司很多板件,因其引脚间距<0.5 mm,故
基本上采用的是不锈钢模板。制作不锈钢模板,
之前首先要将“制作要求”,发给模板加工厂。
“模板制作要求”应包含以下几个方面。
2.1.1 确认印刷面及焊盘图形
模板加工时要求喇叭口向下,有利于印刷后
焊膏脱模,以保证印刷的焊膏图形完整,边缘清
晰,从而提高印刷质量。因此,要求与模板加工
厂确认印刷面(如果喇叭口向上,脱模时容易从倒
角处带出焊膏,使焊膏图形不完整)。同时,将确
认的焊盘图形(研发部门设计)提供给模板加工厂。
2.1.2模板的厚度
因模板印刷是接触印刷,印刷时不锈钢模板
的底面接触PCB表面,模板的厚度就是焊膏图形
的厚度。即模板厚度是决定焊膏量的关键参数,
因此必须正确选择模板厚度。另外,可以通过适
当修改开口尺寸来弥补不同元器件对焊膏量的不
同需求。总之,模板的厚度与开口尺寸决定了焊
膏的印刷量。
模板厚度应根据印制板组装密度、元器件大
小、引脚(或焊球)之间的间距进行确定。大的
Chip元件以及PLCC要求焊膏量多一些,则模板厚
度厚一些。小的Chip元件以及窄间距QFP和CSP
要求焊膏量少一些,则模板厚度薄一些。一般情
况下,当PCB上的ch中元器件尺寸为3216、2125
(公制)、SMD的引脚间距在1.27~1 mm时,不锈
钢板厚度可选择0.2 mm.;当PCB上的Chip元器
件尺寸为1608、1005(公制)、SMD的引脚间距为
0.65 mm和0.5 mm(窄间距)时,不锈钢板厚度可
选择0.15~0.12 mm;更高密度组装时,可选择
0.1 mm以下厚度。
但是,自控公司板件特点是通常在同一块PCB
上既有1.27 mm以上一般间距的元器件,也有窄
间距元器件。1.27 mm以上间距的元器件需要
0.2 mm厚,窄间距的元器件需要0.15—0.1 mm
厚。这种情况下可根据PCB上多数元器件的的情
况决定不锈钢板厚度,然后通过对个别元器件焊
盘开15尺寸的扩大或缩小进行调整焊膏的漏印量。
如果在同一块PCB上元器件要求焊膏量悬殊比较
大时,可以对窄间距元器件处的模板进行局部减
薄处理,不锈钢板厚度可取中间值。例如,同一
块PCB上有的元器件要求0.2 mm厚,另一些元器
件要求0.15~0.12 mm厚,此时不锈钢板厚度可
选择0.18 mm。对一般间距元器件的开口可以1:1,
对要求焊膏量多的大Chip元件以及PLCC的开口
面积应扩大10%。对于引脚间距为0.65 mm和
0.5 mm的QFP等器件,其开口面积应缩小10%。
各种元器件对模板厚度与开口尺寸有不同要
求,参见表2。
表2模板厚度关系表 mm
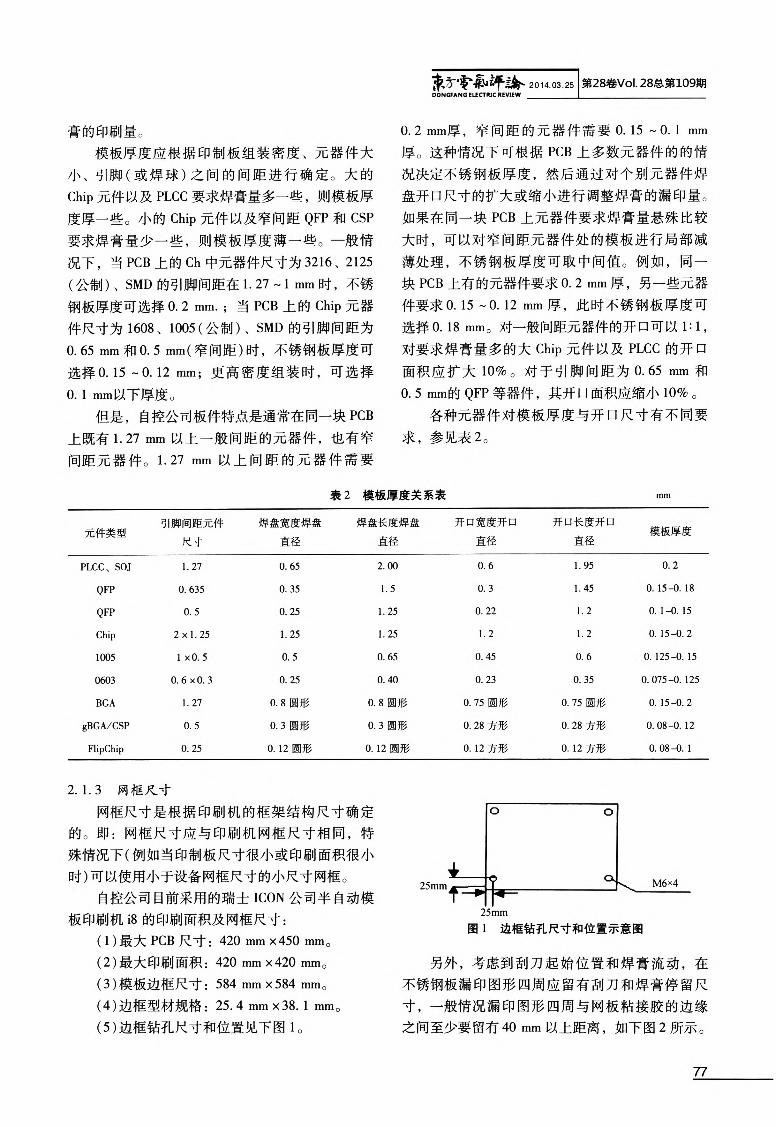
2.1.3 网框尺寸
网框尺寸是根据印刷机的框架结构尺寸确定
的。即:网框尺寸应与印刷机网框尺寸相同,特
殊情况下(例如当印制板尺寸很小或印刷面积很小
时)可以使用小于设备网框尺寸的小尺寸网框。
自控公司目前采用的瑞士ICON公司半自动模
板印刷机i8的印刷面积及网框尺寸:
(1)最大PCB尺寸:420 mm×450 mm。
(2)最大印刷面积:420 mm×420 mm。
(3)模板边框尺寸:584 mm×584 mm。
(4)边框型材规格:25.4 mm×38.1 mm。
(5)边框钻孔尺寸和位置见下图1。
o o
0宁 Q
Ir r25mm
图1 边框钻孔尺寸和位置示意图
另外,考虑到刮刀起始位置和焊膏流动,在
不锈钢板漏印图形四周应留有刮刀和焊膏停留尺
寸,一般情况漏印图形四周与网板粘接胶的边缘
之间至少要留有40 mm以上距离,如下图2所示。

1 r
>4f)111111
l_ 千
;区域 -■ -■
图2刮刀起始位置示意图
2.1.4 PCB位置
指印刷图形放在模板的什么位置,一般采用
以PCB外形居中,或以焊盘图形居中,或有特殊
要求,如在同一块模板上加工两种以上PCB的图
形等。
自控公司一般情况下以焊盘图形居中来制作
钢网。以焊盘图形居中印刷时能选用小尺寸的刮
刀,可以节省焊膏,还可以减少焊膏铺展面积,
从而减少焊膏与空气接触面积,有利于防止焊膏
中的溶剂挥发。
当印制板尺寸比较大,而焊盘图形的位置集
中在PCB的某一边时,应采用以PCB外形居中,
如果以焊盘图形居中,印刷时可能会造成印制板
超出印刷机工作台的工作范围。
当PCB尺寸很小或焊盘图形范围很小时,可
将双面板的图形或几个产品的漏印图形制作在同
一块模板上,这样可以节省模板加工费。但必须
给加工厂提供几个产品图形在模板上的布置要求,
用文字说明或用示意图说明,见下图3所示。
产品
产品
』¨¨-一 ◆
l I- I I ▲
l一 _·
两个产品的图形问硝
(10—20 mnl即可1
图3 几个产品的漏印图形制作在同一块模板上示意图
2.1.5 Mark的处理方式
主要指是否需要Mark,放在模板的哪一面等
要求。模板上的Mark图形是全自动印刷机在印刷
每一块PCB前进行PCB基准校准用的。由于自控
公司现采用的是半自动印刷机,虽然模板上制作
Mark图形不是必需的,但由于有了Mark图形,可
以方便对中,大大提高印刷效率,故应强调制作
Mark图。一般Mark图形不刻透,或刻透后封
黑胶。
2.2锡膏的使用与备料
2.2.1 锡膏的作用
焊接前有一定的粘性,使元器件在贴片过程
中黏结在PCB焊盘上。焊接后完成PCB焊盘与元
器件电极之间的物理、电器连接。
2.2.2焊膏的发展动态
铅及其化合物会给人类生活环境和安合带来
较大危害,电子工业中在大量使用sn/Pb合金焊料
是造成污染的产要来源之一。日本首先研制出无
铅焊料并应用到实际生产中,且在2003年禁止使
用有铅焊料,而美国和欧洲在2006年禁止使用,
并特别强调电子产品的废品回收问题。我国很多
企业的出口产品也有了应用,无铅焊料已进入全
面实用性阶段。为此,公司目前已采用无铅焊料
工艺来实施焊接生产。
2.2.3锡膏的选择与成分
目前市面上焊锡膏的主流品牌分为进口和国
产两种,进口品牌主要集中在美国阿尔法
(ALPHA)、日本千住、日本TAMURA和美国汉高
Multicore等。国产品牌很多,如云锡、拓普等。目
前公司产品批量较小,焊锡膏用量不大,但质量
要求较高,而日本千住、美国阿尔法(ALPHA)品
牌的锡膏,可靠性好,市场占有率高,故自控公
司集中在这两个品牌中选择。经试焊后分析,认
为ALPHA中的OM338是超细无铅锡膏,其成分为
锡(96.5%)、银(3.0%)、铜(0.5%),最适合公
司的板件,为此PCB组装主要采用ALPHA的
OM388无铅焊锡膏。
2.2.4焊膏质量及焊膏的正确使用
焊膏中的金属微粉含量、金属粉末的含氧量、
粘度、触变性都有一定要求。
如果焊膏金属微粉含量高,再流焊升温时金
属微粉随着溶剂、气体蒸发而飞溅,如金属粉末
的含氧量高,还会加剧飞溅,形成锡珠。此外,
如果焊膏粘度过低或焊膏的保形性(触变性)不好,
印刷后焊膏图形会塌陷,甚至造成粘连,再流焊
时也会形成锡珠、桥接等焊接缺陷。
焊膏使用不当,例如从低温柜取出焊膏直接
使用,由于焊膏的温度比室温低,产生水汽凝结,
即焊膏吸收空气中的水分,搅拌后使水汽混在焊
膏中,在流焊升温时,水汽蒸发带出金属粉末,

在高温下水汽会使金属粉末氧化,飞溅形成锡珠,
还会产生润湿不良等问题。所以,焊膏的使用与
保管,要按照以下几点进行。
(1)焊膏必须以密封状态在2~10 oC条件下存
储(即放在冰箱冷藏室中,温度5℃左右)。如果
温度升高,焊膏中的合金粉末和焊剂化学反应后,
使其粘度上升而影响其印刷性;如果温度过低
(0 oC以下)焊剂中的松香成分会发生结晶想象,
使焊膏状态恶化。
(2)焊膏从冰箱里取出来后不能直接使用,必
须在室温下回温,待焊膏温度达到室温后方可打
开容器盖,以防止空气中的水汽凝结而混入其中。
回温时间是4~8 h,至少要2 h,切不可用加温方
法使其回温,这样会使焊膏性能劣化。
(3)使用前用焊膏搅拌机将焊膏搅拌均匀。
(4)添加完焊膏后,应盖好容器盖。
(5)如果印刷间隔超过l h,须将焊膏从模板
上拭去。印刷后尽量在4 h内完成再流焊。
2.2.5施加焊膏的方法
施加焊膏的方法有3种:滴涂式(即注射式,
滴除式又分为手工操作和机器制作)、丝网印刷和
金属模板印刷。而目前公司小批量生产,主要采
用金属模板印刷。因为此方式印刷质量比较好,
模板使用寿命长。
2.3 丝印
其作用是用刮刀将锡膏或贴片胶漏印到PCB
的焊盘上,为元器件的贴装做准备。所用设备为
丝印台(丝网印刷机)、模板和刮刀(金属或橡胶),
位于SMT生产线的最前端。目前自控公司采用的
是瑞士ICON公司半自动模板印刷机i8,使用方法
是将模板固定在丝印台上,通过丝印台上的上下
和左右旋钮在丝印平台上确定PCB的位置,并将
此位置固定,然后将所需涂敷的PCB放置在丝印
平台和模板之间,在模板上放置锡膏(在室温下),
保持模板和PCB的平行,用刮刀将锡膏均匀的涂
敷在PCB上,要求施加的焊膏量均匀,一致性好。
焊膏图形要清晰,相邻的图形之间尽量不要粘连,
焊膏图形与焊盘图形要一致,尽量不要错位。一
般情况下,焊盘上单位面积的焊膏量应为
0.8 mg/mm2左右,窄间距元器件应为0.5 mg/mm2
左右。焊膏应覆盖每个焊盘的面积,应在75%以
上。焊膏印刷后,应无严重塌落,边缘整齐,错
位不大于0.2 mm。对窄间距元器件焊盘,错位不
大于0.1 mm。
另外,在使用过程中当注意对模板及时用酒
精清洗,防止锡膏堵塞模板的漏孔。基板不允许
被焊膏污染。
2.4物料准备
物料主要包含PCB基板、元器件、焊料附件。
其中,对于PCB基板,在电装焊接之前,应进行
烘烤,以去除基板水分,并剔除翘曲超标的板件。
对于元器件,应在电装焊接之前配好料,并根据
情况完成烘烤和试焊,筛选出焊脚氧化的元器件。
焊料则包括上文中所述焊膏及手焊用焊锡丝。
2.5贴装
其作用是将表面贴装元器件准确安装到PCB
的固定位置上。所用主要设备为贴片机(自控公司
现采用的是三星CP一45多功能机)及其喂料系统和
真空吸嘴。对于研发板件或很小批量,一般采用
防静电镊子进行人工贴装。贴装环节,主要工作
在于贴装前的准备,具体包括:
(1)贴片机程序编辑。
(2)校对并备份贴片程序。
(3)根据贴片机优化程序确定的物料位置,将
盘状元器件上装到物料架上,注意器件的极性。
(4)检查确认元器件的正确性,包括装配位置
及极性。
(5)确认贴装前准备工作完成后,在流程卡上
签字。
2.6 回流焊接
其作用是将焊膏熔化,使表面贴装元器件与
PCB牢固钎焊在一起以达到设计所要求的电气性
能,并完全按照国际标准曲线精密控制,可有效
防止PCB和元器件的热损坏和变形。所用设备为
回流焊炉(目前采用的是全自动红外/热风回流焊
炉,深圳日东公司产的,型号为QHL320),位于
SMT生产线中贴片机的后面。
2.7清洗
其作用是将贴装好的PCB上面的影响电性能
的物质或焊接残留物如助焊剂等除去,若使用免
清洗焊料一般可以不用清洗。对于要求微功耗产
品或高频特性好的产品应进行清洗,一般产品可
以免清洗。所用设备为超声波清洗机或用酒精直
接手工清洗,位置可以不固定。东汽公司目前主

要采用酒精直接手工清洗。
2.8检验
其作用是对贴装好的PCB进行焊接质量和装
配质量的检验。所用设备有放大镜、显微镜、AOI
光学检测仪。位置根据检验的需要,可以配置在
生产线合适的地方。现采取的检查方式是在焊接
完成后,通过放大镜或AOI光学检测仪来实施检
查,并在检查过的板件贴上标记,对检查有问题
的板件进行记录。
2.9返修
其作用是对检测出现故障的PCB进行返工,
例如锡球、锡桥、开路等缺陷。所用工具为智能
烙铁、返修工作站等,配置在生产线中任意位置。
目前自控公司PCB返修,主要靠人工,用专
用烙铁完成取件、焊件工作。随着自控公司PCB
返修量的加大,场地重新布置、新购返修设备等
已提上13程,要充分考虑研发新采用的高精芯片
(如BGA)的返修需求,做好设备选型的调研。
(上接第64页)
O.08
0.06
0.04
0 02
O60
将得到的训练结果与实际数据相比较,最大
误差为0.0412,均方误差为0.018。可见最小二乘
支持向量机预测可靠性模型的训练结果可以较真
实的反映核电数控轮槽铣床可靠性的实际结果。
本文利用最小二乘支持向量机建立的核电数
控轮槽铣床可靠性模型,充分反映了系统可靠度
与各子系统可靠度及对应的MTBF之间的关系,具
有较强的预测能力,因而对核电数控轮槽铣床可
靠性评估有较高的参考价值。最sl、Z.乘支持向量
机法在核电数控轮槽铣床可靠性建模中的应用,
为系统可靠性分析和系统维修决策的研究开辟了
新的途径,具有广阔的应用前景。
固
本文主要针对自控PCB中心成立一年多时间
里的生产现状及遇到的主要问题进行分析,在流
程设置、质量管理、生产组织等几个方面对PCB
生产工艺流程进行探讨。随着自控公司新能源产
业的快速发展,现有电路板生产线已经满足不了
公司的发展需求,以上对工艺流程的分析,为后
续生产线建设、规范化生产提供帮助。
参考文献:
[1]王天曦,王豫明,等.贴片工艺与设备[M].电子工业出版
社,2008
[2]何丽梅.SMT一表面组装技术[M].机械工业出版社,2007
[3]张祖林,吕刚,胡进德,等.电子产品制造工艺[M].华中
科技大学出版社,2008
[4]林定皓.电路板电气测试与AOI检验技术简介[J].TPCA,
2008(4)
[5]周德俭.SMT组装质量检测与控制[M].国防工业出版
社,2007
、:p℃声qp℃声tPt≯℃≯t≯qpt≯℃p‘p℃≯tp
参考文献:[1]Comes H M,Awruch A M.Comparison of response surface and
neural network with other methodsfor structural reliability analysis
[J].Structural Safety,2004,26(1):49—67
[2]Schueremans L,Gemert D V.Benefit of splines and neural networks
in simulation based structuralreliability analysis[J].Structural
Safety,2005,27(3):246-261
[3]Deng J,Gu D s,“x B,et a1.Structural reliability analysis for
implicit performance functions using artificial neural network[J].
Structural Safety,2005,27(1):25-48
[4]Rajashekhar M R,Ellingwood B R.A new look at the response
surface approach for reliability analysis[J].Structural Safety,
1993.12(3):205-220
[5]Kim S,Na S.Response surface method using vector pmjected
sampling points[J].Structural Safety,1997,19(1):3-19
[6]Schueremans L,Gemert DV.Benefit of splines and neural networks
in simulation based structural reliability analysis『J].Structural
Safety,2005,27(3):246-261
[7]李洪双,吕震宙.支持向量回归机在结构可靠性分析中的应用
[J].航空学报,2007,28(1):94-99
[8]徐友良,李洪双,吕震宙.基于加权响应面的支持向量回归机
可靠性分析方法[J].机械强度,2007,29(5):769—773
[9]马超,吕震宙.结构可靠性分析的支持向量机分类迭代算法
[J].中国机械工程,2007,18(7):816—819
[10]李洪双,吕震宙,岳珠峰.结构可靠性分析的支持向量机方
法[J].应用数学和力学,2006,27(10):1135—1143