Embed Size (px)
Citation preview

FabricaciónFabricación
EconomEconomíía del mecanizadoa del mecanizado

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
EconomEconomíía de mecanizadoa de mecanizado
La economLa economíía de mecanizado tiene como objetivo:a de mecanizado tiene como objetivo:• Establecer las condiciones de corte que dan lugar al coste más
bajo posible de una operación de mecanizado.• Calcular el coste de la operación de mecanizado.• Servir de base para la selección de los recursos a emplear
(máquinas, herramientas, equipos complementarios, mano de obra, etc. ).
Para ello es necesario calcular:Para ello es necesario calcular:• Los tiempos
asociados a la operación
• Los costes horarios
de los recursos empleados• Establecer las cantidades
consumidas de los recursos

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
EconomEconomíía del mecanizado IIa del mecanizado II
El cEl cáálculo de coste se basa en:lculo de coste se basa en:• Repercutir
todos costes en los que se incurren.
• Valorar
el coste de los recursos inmovilizados en base al tiempo de su utilización.
El coste calculado es una estimaciEl coste calculado es una estimacióón aproximada del n aproximada del coste real.coste real.

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Tiempo de producciTiempo de produccióónn
Tiempo de producciTiempo de produccióónn de un componente es la de un componente es la sumasuma de de tiempos invertidos en las actividades necesarias para su tiempos invertidos en las actividades necesarias para su fabricacifabricacióón, teniendo en cuenta el taman, teniendo en cuenta el tamañño de los lotes.o de los lotes.
Una Una fasefase es el es el conjuntoconjunto de de operacionesoperaciones que se ejecutan sobre que se ejecutan sobre un componente de forma continua desde el momento en que se un componente de forma continua desde el momento en que se carga sobre una mcarga sobre una mááquina y su descarga.quina y su descarga.
• tconf : tiempo de conformado (tiempo de mecanizado)• tno-conf : tiempo invertido en una operación que no conforman las piezas
(movimientos de la herramienta en vacío)• tno-prod : tiempo gastado en tareas no productivas como inspecciones,
comprobaciones, reglajes, observación de documentación, etc. • tpreparación : tiempo que se tarda en poner a punto la máquina para que
pueda producir una nueva pieza correcta.
∑=fases
fprod itt
lotepiezas
npreparaciósproductivonoadescconfno
opch
opconfacf n
tttttttt
jji ºargarg ++++++= −−∑∑

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Tiempos de fabricaciTiempos de fabricacióónn
El tiempo de ciclo de una mEl tiempo de ciclo de una mááquina coincide con el quina coincide con el tiempo de fase y para el proceso global con el tiempo de tiempo de fase y para el proceso global con el tiempo de producciproduccióón.n.Los tiempos de transporte y almacenamiento (espera) Los tiempos de transporte y almacenamiento (espera) influyen en los tiempos de entrega.influyen en los tiempos de entrega.
ift
ift
ift+ + prodt=
itrtialmt
itrtialmt
ialmtitrt
ialmtialmt
itrtialmt
entregat

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Tiempos de mecanizadoTiempos de mecanizado
El El tiempo invertidotiempo invertido en realizar una operacien realizar una operacióón n mecanizado, es:mecanizado, es:
tt tt = = tt mm + + tt chch + + tt npnp
tm = tiempo de mecanizado de la operacióntch = tiempo de cambio de herramienta por componentetnp = tiempo no productivo por operación
∑= operaciónt tt

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Tiempos de mecanizadoTiempos de mecanizado
Los tiempos de mecanizado de una Los tiempos de mecanizado de una operacioperacióón de n de cilindradocilindrado..
• Tm = tiempo de mecanizado– Tiempo en que la herramienta recorre la pieza desde
que se mueve en condiciones de corte.• Tc = tiempo de corte.
– Tiempo en que la herramienta está en contacto por la pieza
fcm V
tt l=≈

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Tiempos de mecanizadoTiempos de mecanizado
Tch = tiempo de cambio de herramienta (tiempo de reposición de filo)
• Es el tiempo empleado en reacondicionar el filo de la herramienta o cambiar el filo.
• Tiempo de cambio de una herramienta enteriza: trf• Tiempo de una herramienta de plaquitas n plaquitas y z filos
( )z
nntt
t gprf ⋅
−+=
1
Ttn c
cambios =º
rfcomponenteporcambiosch tnt ⋅= º

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Tiempo de mecanizadoTiempo de mecanizado
Tnp = tiempo no productivo / pieza / operación
• Cambio de pieza• Desplazamientos en vacío• Medidas y verificación a realizar por el operario.• Detenciones imprevistas.• Preparación
Tiempo totalTiempo total de mecanizado de una operacide mecanizado de una operacióónn
rfc
mnpt tTt
ttt ++=

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Tiempo de mecanizadoTiempo de mecanizado
Tiempo de fabricaciTiempo de fabricacióónn
con
rfc
mnpt tTt
ttt ++=
121321
111111nnnnnn V
B
fV
A
apfV
kT ===321
111nnn
>>
111121−−
++= nnrfnpt fV
ASt
VfStt
VfS
VfD
DVfnfV
tta
cm =====≈llll π
π
Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
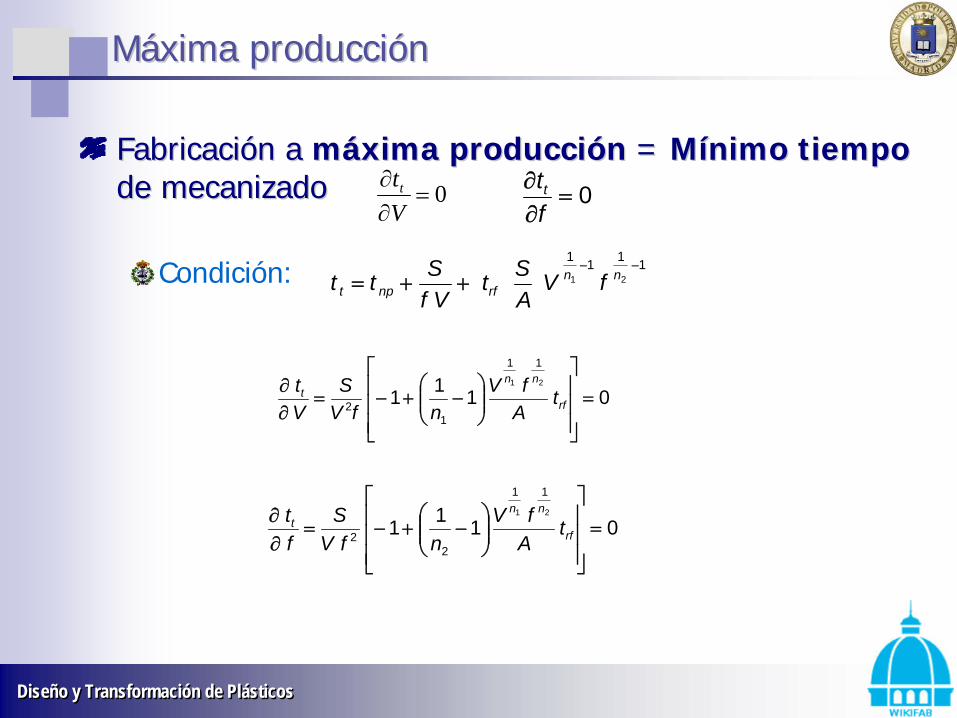
MMááxima produccixima produccióónn
FabricaciFabricacióón a n a mmááxima produccixima produccióónn = = MMíínimo tiemponimo tiempo de mecanizadode mecanizado
Condición:
011121
11
12 =
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛−+−=
∂∂
rf
nnt t
AfV
nfVS
Vt
011121
11
22 =
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛−+−=
∂∂
rf
nnt t
AfV
nfVS
ft
0=∂∂Vtt 0=
∂∂
ftt
111121−−
++= nnrfnpt fV
ASt
VfStt

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
MMááxima produccixima produccióónn
La situación relativas de las curvas dependen de
21
11nn
>
t1 < t2 < t3
011
1111
2
12 =>
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛−
⎟⎟⎠
⎞⎜⎜⎝
⎛−+−=
∂∂
nnfV
SVtt
0=∂∂Vtt
011
1111
1
22 =<
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛−
⎟⎟⎠
⎞⎜⎜⎝
⎛−+−=
∂∂
nnfV
Sftt
0=∂∂
ftt
21
3
f
f
V
Vtt
tt
V1 V2
f3 f2
∂tt / ∂f= 0
∂tt / ∂V = 0
tt2
tt1
tt3tt2
21
3
f
f
V
Vtt
tt
V1 V2
f3 f2
∂tt / ∂f= 0
∂tt / ∂V = 0
tt2
tt1
tt3tt2
21
3
21
3
f
f
V
Vtt
tt
V1 V2
f3 f2
∂tt / ∂f= 0
∂tt / ∂V = 0
tt2
tt1
tt3tt2
Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
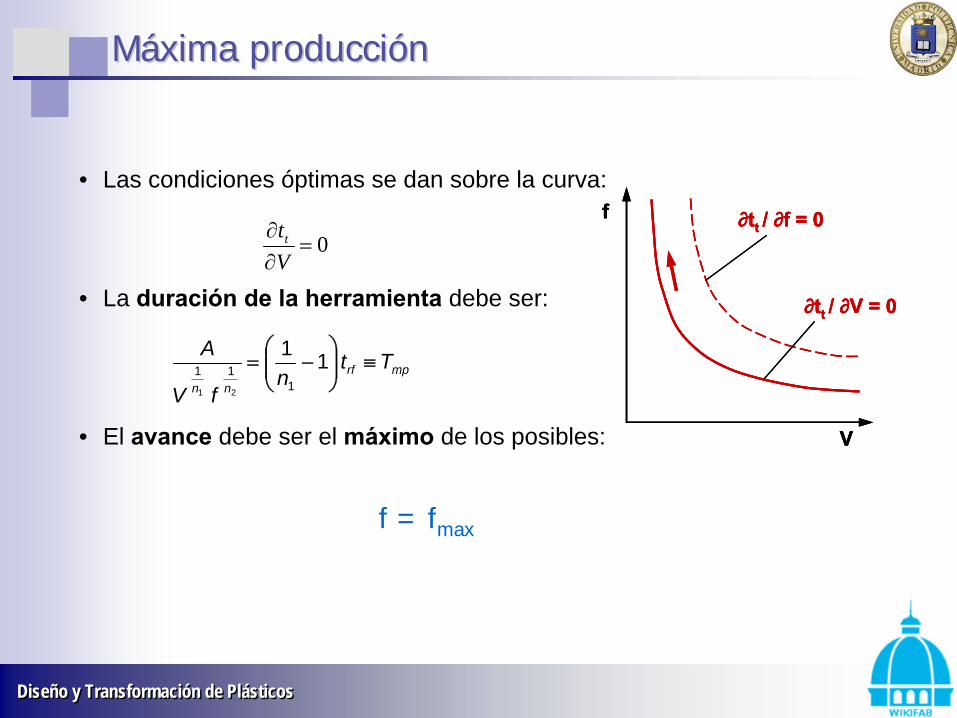
MMááxima produccixima produccióónn
• Las condiciones óptimas se dan sobre la curva:
• La duración
de la herramienta
debe ser:
• El avance
debe ser el máximo
de los posibles:
f = fmax
mprfnn
Ttn
fV
A≡⎟⎟
⎠
⎞⎜⎜⎝
⎛−= 11
11121
0=∂∂Vtt
f
V
∂tt / ∂f = 0
∂tt / ∂V = 0
f
V
∂tt / ∂f = 0
∂tt / ∂V = 0
f
V
∂tt / ∂f = 0
∂tt / ∂V = 0

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Componentes de los costes de mecanizadoComponentes de los costes de mecanizado

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Costes de mecanizadoCostes de mecanizado
Los Los costes de mecanizadocostes de mecanizado por componente son:por componente son:
CC tt = = CC mm + + CC cambiocambio de herramientade herramienta + + CC herramientaherramienta + + CC npnp + + CC materialmaterial + + CC utillajeutillaje + + CC preparacionpreparacion

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Costes de mecanizadoCostes de mecanizado
Si el Si el coste horariocoste horario de la mde la mááquina es:quina es:
Sustituyendo y no considerando los costes constantes:
=⎟⎠⎞
⎜⎝⎛ +++=
•••
AfV
VfSCtc
VfSctcC
nn
hfrfnpt
21
11
•
= c . t C npnp
•
= c . t C mm
•= c . t C cambioaherramient de cambio
•c = coste horario de la máquina
AfV
fSCtc
VfSctc
nn
hfrfnp
21
11
⎟⎠⎞
⎜⎝⎛ +++=
•••

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Coste horario de la mCoste horario de la mááquinaquina

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
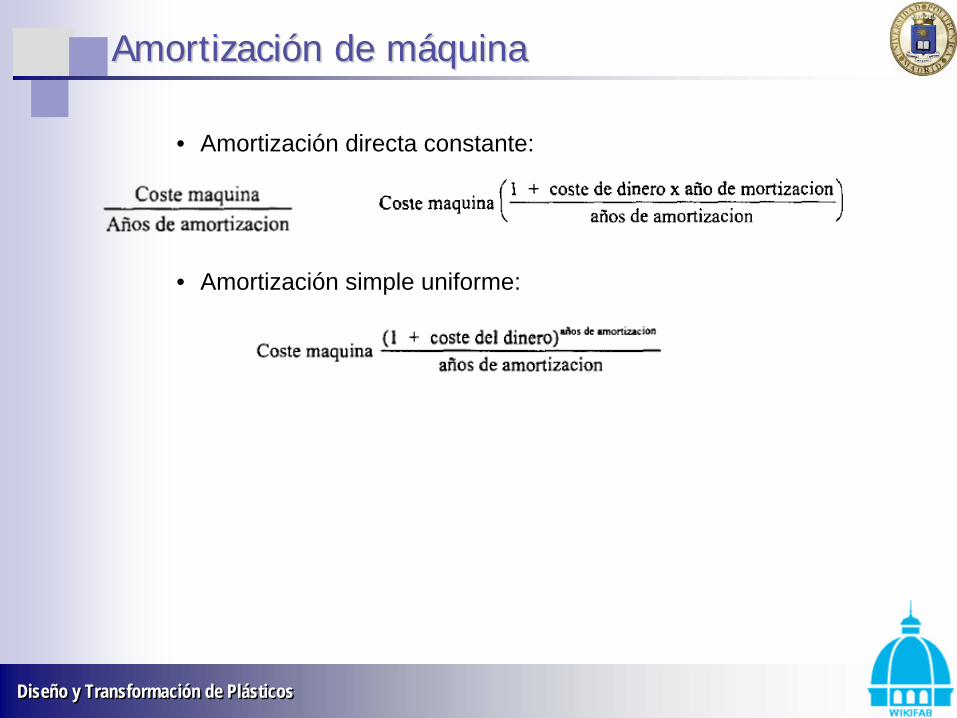
AmortizaciAmortizacióón de mn de mááquinaquina
La cantidad a amortizar de una mLa cantidad a amortizar de una mááquina, puede quina, puede comprender:comprender:
• Coste de la máquina• Coste del transporte, seguros, etc.• Coste de la instalación: cimentación, instalación eléctrica, aire
comprimido, gases, etc.• Coste de herramental de partida: soportes de herramienta,
herramientas especiales, platos divisores, etc.• Coste primera dotación de herramientas.
Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
AmortizaciAmortizacióón de mn de mááquinaquina
• Amortización directa constante:
• Amortización simple uniforme:

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Coste horario de la mCoste horario de la mááquinaquina
Un mUn méétodo de ctodo de cáálculo del coste horario de la mlculo del coste horario de la mááquina quina es:es:
• Coste laboral incluye el sueldo y los costes sociales.• Operarios asignados: son los operarios asignados a una máquina
(por ejemplo un operario puede atender dos máquinas).• Tasa de ocupación es el porcentaje de horas correspondientes a la
carga de trabajo previsible.• Tiempo disponible es el tiempo de trabajo deduciendo las grandes
paradas programadas.• Coeficiente de costes indirectos es el porcentaje de los costes
indirectos respecto de costes totales
ocupacióntasasdisponiblehorasindirectosteslaboralasigoperarios
turnos
añoónamortizaci
thCCn
nCc
−−−−
−•
⋅⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛⋅+=
11ºº cos

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
Coste de la herramientaCoste de la herramienta
El cEl cáálculo del lculo del coste de la herramientacoste de la herramienta depende del depende del tipo de herramienta:tipo de herramienta:
• Herramienta enteriza:
• Herramienta de plaquitas:
( )reafiladodeoperaciónladetecosreafiladosdeºnreafiladosdeºn
reafiladosdeºnaherramientladetecosCh 11 ++
+=
plaquitaporfilosdenplaquitaladete
mientasportaherradelvidalaenfilosplaquitasdenaccesoriosmientasportaherradelteC
fh ºcos
ºcos
+×
+=

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
MMíínimo costes de mecanizadonimo costes de mecanizado
Costes totales de mecanizado:Costes totales de mecanizado:
Condición de mínimo coste será:
AfV
fSCtc
VfSctcC
nn
hfrfnpt
21
11
⎟⎠⎞
⎜⎝⎛ +++=
•••
0=∂∂
fCt 0=
∂∂
VCt
011121
11
12 =
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛−+−=
∂∂
•
•
c
CtA
fVnfV
ScVC hf
rf
nnt
011121
11
22 =
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟
⎟⎠
⎞⎜⎜⎝
⎛−+−=
∂∂
•
•
c
CtAfV
nfVSc
fC hf
rf
nnt

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
MMíínimo costes de mecanizadonimo costes de mecanizado
La situación relativas de las curvas dependen de:
21
11nn
>
C1 < C2 < C3
011
1111
2
12 =>
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛−
⎟⎟⎠
⎞⎜⎜⎝
⎛−+−=
∂∂
•
nnfV
ScVCt
0=∂∂
VCt
0=∂∂
fCt
011
1111
1
22 =<
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛−
⎟⎟⎠
⎞⎜⎜⎝
⎛−+−=
∂∂
•
nnfV
Scf
Ct
21
3
f
f
V
VCt
Ct
V1 V2
f3 f2
∂Ct / ∂f = 0
∂Ct / ∂V = 0
Ct2
Ct1
Ct3Ct2
21
3
21
3
f
f
V
VCt
Ct
V1 V2
f3 f2
∂Ct / ∂f = 0
∂Ct / ∂V = 0
Ct2
Ct1
Ct3Ct2

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
CondiciCondicióón de mn de míínimo costes de mecanizadonimo costes de mecanizado
• Las condiciones óptimas se dan sobre la curva:
• La duración
de la herramienta debe ser:
• El avance
debe ser el máximo
de los posibles:
f = fmax
0=∂∂
VCt
mchf
rfnn
Tc
Ctn
fV
A=
⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛−= •11
111
'21
f
V
∂Ct
/ ∂f = 0
∂Ct
/ ∂V = 0

Diseño y Transformación de PlásticosDiseño y Transformación de Plásticos
RestriccionesRestricciones
Valores lValores líímites del mites del avanceavance
Valores lValores líímites de la mites de la velocidad de cortevelocidad de corte
• V ≤
Vmax ⇒ V aceptada• V > Vmax ⇒ V= Vmax
Valor mValor mááximo de la ximo de la potenciapotenciaValor mValor mááximo de la ximo de la fuerza de fuerza de cortecorteValor mValor mááximo de la ximo de la rugosidadrugosidad
βαpafVkP =
fmin
fmax
Fmax
f
V
∂tt
/ ∂V = 0
∂Ct
/ ∂V = 0
VmaxVmin