Embed Size (px)
Citation preview
MISKOLCI EGYETEM
GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR
TUDOMÁNYOS DIÁKKÖRI DOLGOZAT
Edzett furatok érdességének összehasonlító
vizsgálata
Hlavács Krisztián
II. éves MSc. gépészmérnök hallgató
Konzulens:
Dr. Kundrák János
egyetemi tanár
Gépgyártástechnológiai Tanszéke
Miskolc, 2011

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
1
1. Bevezetés ............................................................................................................................ 2
2. A megmunkált felületek érdességi jellemzői ..................................................................... 3
2.1. A mértani, a valóságos és az észlelt felület ......................................................................... 4
2.1.1. Megmunkálásból adódó makrogeometriai hibák ......................................................... 4
2.1.2. Megmunkálásból adódó mikrogeometriai hibák .......................................................... 5
2.2. Érdességi jellemzők ............................................................................................................. 6
2.2.1. „Csúcs” paraméterek .................................................................................................... 8
2.2.2. „Átlag” paraméterek .................................................................................................. 11
2.2.3. Hordozóhossz görbe ................................................................................................... 14
3. Keménymegmunkáló eljárások ........................................................................................ 14
3.1. Keményesztergálás ............................................................................................................ 15
3.2. Köszörülés ......................................................................................................................... 15
3.3. A keményesztergálás előnyei a köszörüléssel szemben .................................................... 16
3.4. A kombinált eljárás ........................................................................................................... 17
3.5. A kombinált eljárás előnyei ............................................................................................... 18
4. Vizsgálati feltételek .......................................................................................................... 19
4.1. A munkadarab anyaga ....................................................................................................... 19
4.2. Szerszámgép ...................................................................................................................... 19
4.3. Szerszám ............................................................................................................................ 22
4.4. Forgácsolási adatok ........................................................................................................... 23
4.5. Mérőműszer ....................................................................................................................... 24
5. Mérési eredmények és kiértékelésük ................................................................................ 24
Összegzés ................................................................................................................................. 31
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
2
1. Bevezetés
A TDK dolgozatomban a keménymegmunkálással végzett forgácsolási eljárásokkal
foglalkoztam, valamint vizsgáltam az említett eljárással megmunkált felületek érdességi
jellemzőit.
Az irodalmi áttekintés során kidolgozom a megmunkált felületek érdességi jellemzőit
külön kitérek a mikrogeometriai jellemzőkre, melyeket az egyenetlenségek magasságával,
formájával (ún. hibrid) és az egyenetlenségek profilirányú méreteivel kapcsolatos jellemzők
szerint csoportosítom. A továbbiakban a ZF Hungária Kft.-nél megismert két
keménymegmunkálási eljárásra, a keményesztergálásra (Pittler szerszámgép) és az
úgynevezett kombinált eljárásra (EMAG szerszámgép) dolgozom ki a TDK dolgozatomat. A
kombinált eljárás magába foglalja a nagyoló keményesztergálást és a simító köszörülést. A
vizsgált esetben csak a fogaskerék furatát munkálják meg az említett eljárással. A dolgozatom
során kitérek a különböző keménymegmunkálási eljárások technológiai adatainak megadására
is. Azon forgácsolási adatokkal gyártott fogaskerekek belső hengeres felületeit vizsgáltam,
amely adatokkal gazdaságosan munkálható meg a fogaskerék. Ezek az adatok, a
megmunkálás során kialakult felületek minőségét befolyásolják. A TDK dolgozatom
befejeztével a kísérleti eredményeket foglalom össze és mutatom be.
A mérések elvégzéséhez a ZF Hungária Kft. nyújtott lehetőséget, ahol a feladatomban
szereplő fogaskerék gyártása zajlik.
TDK tervemet a TÁMOP-4.2.1.B-10/2/KONV-2010-0001 jelű projekt „Befejező precíziós
megmunkálások kutatása” elnevezésű részprojekt támogatta.
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
3
2. A megmunkált felületek érdességi jellemzői
A forgácsolt felület minőségét a felületi érdességgel (geometriai minőség) és a felületi
réteg állapotával (anyagszerkezettani minőség) szokás jellemezni. A felületi érdességet a
mikroegyenetlenségek magassága és alakja határozza meg. A felületi réteg anyagának
állapota pedig a mikrostruktúrával, a felületi felkeményedéssel és a maradó feszültségek
nagyságával jellemezhető.
A felületiminőség a precíziós megmunkálásnál kiemelt jelentőségű, mert az ilyen
felületekkel rendelkező alkatrészeket nagy értékű gyártmányokba építik be. Ezen
gyártmányok előállítása költséges, sokszor különleges követelményeket kell teljesíteniük
működésük során és az előállításuk is speciális feltételeket igényelt. Ezen alkatrészcsoportba
tartoznak a keménymegmunkálással előállított felületek is. Mivel a keménymegmunkált
felületek érdességi jellemzőit vizsgáltam, ezért szakirodalom alapján összefoglalom mind a
felületi érdesség, mind a keménymegmunkálások legfontosabb jellemzőit.
A forgácsoló megmunkálásoknál létrehozott felület érdességét nagyszámú tényező
befolyásolja: a képződő forgács típusa, a szerszám élgeometriája, a munkadarab anyaga, az
alkalmazott forgácsolási paraméterek, hűtő-kenő anyagok alkalmazása stb.
A szakirodalomban gyakran külön elemzik az elméleti és valóságos érdességet. A felületi
érdesség elméleti mérőszámainak vizsgálatára egyszerűsített modellt alkalmazunk, melynek
segítségével meghatározható a felületi érdesség tényleges értéke.
Az elméleti érdesség meghatározásánál a következő feltételezéseket (elhanyagolásokat)
alkalmazzák:
- a munkadarab anyaga a megmunkált felületen nem deformálható,
- a forgácsoló rendszer abszolút merev,
- a forgácsolószerszám éle egy meghatározott geometriai vonal.
A tényleges érdesség azokból az egyenetlenségekből áll, melyek a megmunkált felületen a
szerszám csúcsának áthaladása után visszamaradnak. Ezeket az egyenetlenségeket
analitikusan elemezni szinte lehetetlen, ezért azokat mérésekkel határozzák meg. Az elméleti
és a tényleges profil viszonyait illusztrálja az 1. ábra.[1]

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
4
f f
elméleti profil
tényleges profil
1. ábra
Érdesség viszonyok
A mérőműszerek és a számítástechnika fejlődésével ma már sokkal pontosabban leírhatók
a felületek érdességi jellemzői a megmunkálások után. Az eddigi 2D-s mérőszámok azok,
amelyekkel széles körben elterjedtek és a mai napig alkalmazottak az ipari üzemekben. Ezzel
együtt meg kell jegyezni, hogy a 3D-s érdességmérő műszerekkel mért érdességi jellemzők
egyre gyakrabban szerepelnek a szakirodalomban és a legfejlettebb üzemekben is
alkalmazzák. A TDK tervemben azokat az érdességi jellemzőket vizsgáltam, amelyekkel a
vizsgált alkatrészt ellenőrizni szokták.
2.1. A mértani, a valóságos és az észlelt felület
A szilárd testek felületének makro és mikrogeometriai jellemzőit, a felület minőségére
vonatkozó alapfogalmakat, jelöléseket és vizsgálati módszereket magyar és nemzetközi
szabványok rögzítik. Mértani vagy névleges felület a rajzdokumentációkban előírt, illetve a
gyártási eljárással meghatározott szabályos, hibamentes felület, melynek nincsenek
egyenetlenségei - alakhibája, hullámossága és érdessége. [10]
2.1.1. Megmunkálásból adódó makrogeometriai hibák
A makrohibák azok az egyenetlenségek, makrogeometriai eltérések, amelyeknél a hibák a
test névleges felületétől való eltérést jelentik, nagyságuk nagyobb területre terjednek ki. Ezek
a munkadarab valóságos felülete és névleges felülete közötti eltérések. Az alakhibák az egy
felületre vonatkozó hibák, pl. az egyenetlenség-, síklapúság-, köralak-, hengeresség-eltérés,
ovalitás, kúposság, hordósság, fogaskerekeknél az evolvens hiba. Mérésük és számszerű
értékelésük hossz-és szögméréssel, valamint különféle idomszeres méretellenőrzésekkel,
különleges mérőgépekkel végezhető el.
Helyzethibák: két felület közötti helyzet eltérése az ideálishoz képest, pl. a párhuzamosság-
eltérés, merőlegesség-eltérés, hajlásszög-eltérés, egytengelyűség-eltérés, szimmetria-eltérés,
pozíció-eltérés, tengelymetsződés-eltérés, radiális ütés, homlokütés, osztáshiba stb.
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
5
Hullámosság: a valóságos felületnek viszonylag nagy térközű, kis amplitúdójú ismétlődő
felületi egyenetlensége. Hullámhossz-tartománya az alakhibákéhoz viszonyítva kicsi (kb. 0, 5
– 1 mm). A hullámosságot az érdesség értékelésekor már nem, az alakhiba értékelésekor még
nem veszik figyelembe. A hullámosságra jellemző a periodikus ismétlődés. A hullámosság
oka gyakran a szerszámgép, a szerszám és a munkadarab rendszerének kisfrekvenciájú
lengése. A hullámosság értékelésére alkalmasak a mikrogeometriai vizsgálatok, illetve a
sávszűrős érdességmérő műszerek.
2.1.2. Megmunkálásból adódó mikrogeometriai hibák
A felület kis részén található egyenetlenségek a mikrohibák, a mikrogeometriai eltérések.
Ezek: -A megmunkálási nyomok, szabályosan ismétlődő érdességcsúcsok és völgyek
(érdesség),
-Karcok, pikkelyek, dudorok az érdesség barázdák oldalfelületén található apró
eltérések (érdesség),
-A szövetszekezet felületen megjelenő mintázata pl. a krisztallitok miatt (mikro-
érdesség). [10]
-A kristályszerkezet felületen megjelenő mintázata, a felületen megjelenő atomrácsok,
molekula szerkezetek egyenetlensége miatt (szubmikro-érdesség).
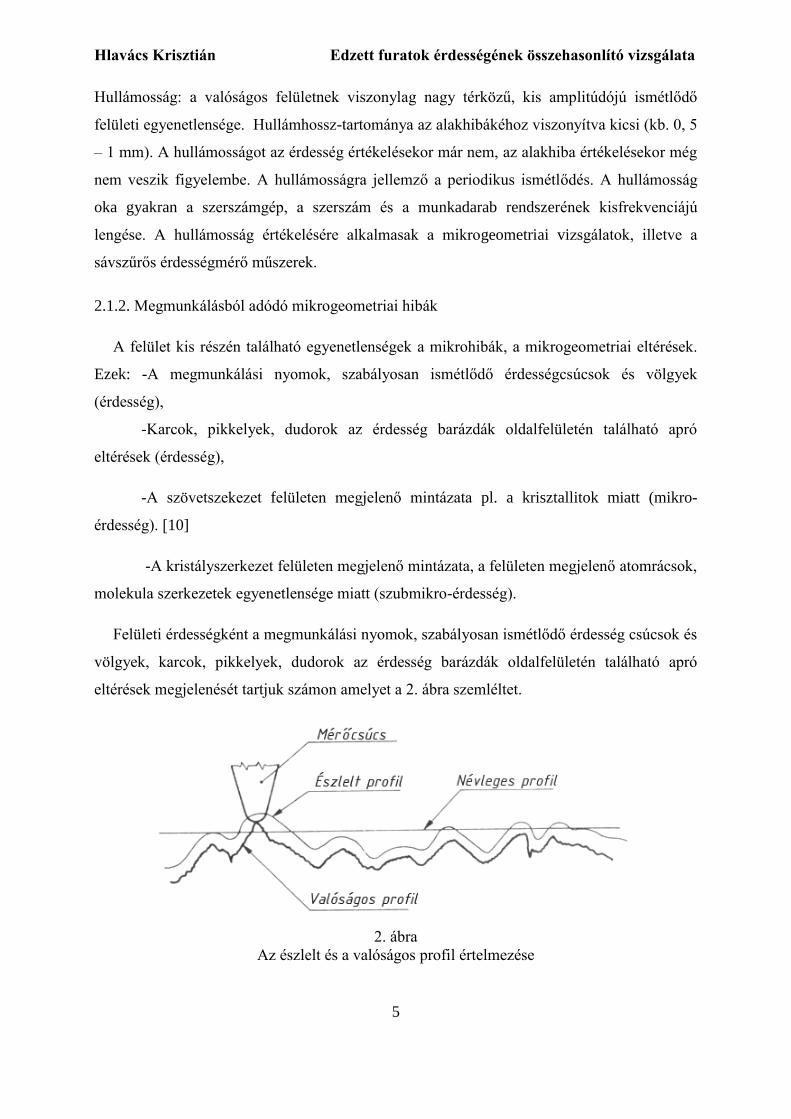
Felületi érdességként a megmunkálási nyomok, szabályosan ismétlődő érdesség csúcsok és
völgyek, karcok, pikkelyek, dudorok az érdesség barázdák oldalfelületén található apró
eltérések megjelenését tartjuk számon amelyet a 2. ábra szemléltet.
2. ábra
Az észlelt és a valóságos profil értelmezése

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
6
Hullámosságnak nevezzük a valóságos felületnek viszonylag nagy térközű, kis amplitúdójú
ismétlődő felületi egyenetlenségét melyet a 3. ábra mutat. [2]
3. ábra
A hullámosság értelmezése
2.2. Érdességi jellemzők
A legyártott alkatrészek felületeit gondosan nagyítva, például mikroszkóp alatt
megvizsgálva megállapíthatjuk, hogy a felület még a leggondosabb megmunkálással sem lesz
tökéletesen sima és egyenes, a rajzon szereplő mértani felület csak megközelíthető, ám
tökéletesen soha nem valósítható meg. Ennek oka a megmunkáló gépek, illetve szerszámok
pontatlansága, a szerszámok megmunkálás közbeni kopása, a gép, a szerszám és a
munkadarab rezgése, lengése stb. A megmunkálás közbeni technológiai paraméterek is
jelentősen befolyásolják az elérhető felületi érdességet, pl. az előtolás nagysága, a szerszám
típusa stb., valamint a szakértelem, szakmai hozzáállás is. Csatlakozó alkatrészeken az
illesztés típusa meghatározza a szükséges felületminőséget, illetve az adott illesztés is csak
megfelelő, a tűrésnagysághoz illeszkedő felületi érdesség előírásával érhető el, ezért az
alkatrészek felületi érdességét mindig egyértelműen meg kell adni. A felületi érdesség
nagymértékben befolyásolja az alkatrészek élettartamát is.
Az alkatrész felületének érdességét úgy mérhetjük mechanikai eszköz segítségével, hogy a
felületérdesség-mérő műszer nagyon kis lekerekítési sugarú (1-2 μm) tapintó érzékelőjét a
felületen végigvezetjük. Az észlelt, illetve rögzített felületprofil a tapintócsúcs lekerekítése
miatt azonban nem a valóságos profil lesz, hanem annak egy torzított mása, de ezt fogadjuk el
a valódi profilnak. A gyakorlatban a felületi érdesség mérőszámaként célszerű olyan jellemzőt
választani, amely viszonylag egyszerűen és megbízhatóan mérhető, ugyanakkor a mért, illetve
számított jellemzővel a különböző felületek érdessége összehasonlítható. A gyakorlatban két
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
7
mérőszám terjedt el, az egyik az átlagos érdesség, a másik pedig az egyenetlenség-magasság,
ezeket a továbbiakban kifejtem.[10]
A működő felületek mikrogeometriai jellemzése a gyakorlati méréstechnikában döntően
két dimenzióban valósul meg. A síkbeli (2D-s) mikrogeometriai paraméterekhez kapcsolódó
fogalom meghatározásokat és a jellemzőket nemzetközi szinten is szabványosították (ISO
4287:1997, ASME B46.1). A gépalkatrészekre vonatkozó rajzi előírások szabályait az ISO
1302:2002 szabvány tartalmazza. [11]
E szabványok alapján a jellemzők három fő csoportba sorolhatók:
- az egyenetlenségek magasságával kapcsolatos jellemzők (Ra, Rt, Rz, Rq, Rsk, Rku, Rp, Rv,
Rc),
- az egyenetlenségek profilirányú méreteivel kapcsolatos jellemzők (RSm),
- az egyenetlenségek formájával kapcsolatos (ún. hibrid) jellemzők (R_q).
A paramétereket, melyek a következőkben ismertetésre kerülnek a szabvány és a
szakirodalom következőképpen különbözteti meg: R - érdesség, W - hullámosság, P - a nem
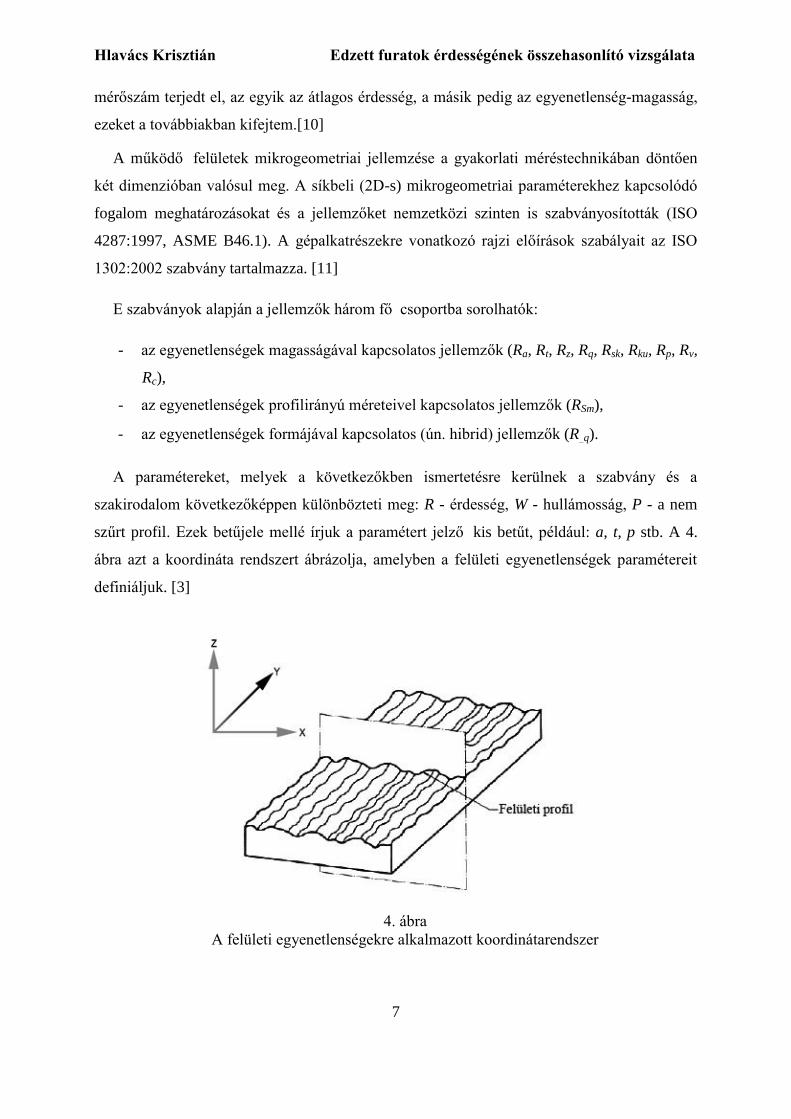
szűrt profil. Ezek betűjele mellé írjuk a paramétert jelző kis betűt, például: a, t, p stb. A 4.
ábra azt a koordináta rendszert ábrázolja, amelyben a felületi egyenetlenségek paramétereit
definiáljuk. [3]
4. ábra
A felületi egyenetlenségekre alkalmazott koordinátarendszer
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
8
A vizsgált felület érdességének 2D-s kiértékeléséhez profilmetszetet alkalmaznak, továbbá
definiálják a következő fogalmakat: alapvonal, alaphossz, mérési hossz, középvonal,
tetővonal, illetve fenékvonal.
Az alapvonal az észlelt profil síkjában lévő, az értékelés céljára kiválasztott vonal, melytől
a profil egyes pontjainak a távolságát mérjük. Az alapvonal tulajdonképpen síkgörbe, kis
szakasza egyenesnek vehető, a vizsgálat céljából „kiegyenesítjük” (szűrjük).
Az alaphossz (vonatkoztatási hossznak) az érdesség kiértékelésére kijelölt hossz.
Rögzítésével a hullámosság és az érdesség különválasztható, az érdesség az egyéb
szabálytalanságok mellőzésével értékelhető.
A mérési hossz az érdességi kiértékelési hossz meghatározásához, méréstechnikailag
szükséges felületszakasz minimális hossza, mely egy vagy több alaphosszat tartalmazhat.
Értékét a rajzon előírt paraméter értékének megfelelően kell megválasztani, ezt a szabvány
leírja.
A középvonal az a vonal, mely a valóságos profilt az alaphosszon belül úgy osztja ketté,
hogy a profileltérések négyzetösszege a minimumot adja, vagyis a felette lévő kiemelkedések
és az alatta lévő „völgyek” területe megegyezik.
Tetővonal illetve fenékvonal az észlelt profil az alaphosszon belüli legmagasabb illetve
legmélyebb pontján megy át és párhuzamos a középvonallal.
A felületi mikrogeometria magassági jellemzői
2.2.1. „Csúcs” paraméterek
A profil középvonaltól mért maximális csúcsmagassága: Rp (alaphosszon értelmezve). A
valóságos profil legmagasabb pontja és a középvonal közötti távolság az alaphosszon belül (5.
ábra). [11]

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
9
5. ábra
A felület csúcs méretei [14]
A profil középvonaltól mért maximális völgymélysége: Rv (alaphosszon értelmezve). A
valóságos profil legmélyebb pontja és a középvonal közötti távolság az alaphosszon belül (6.
ábra).
6.ábra
A felület völgy méretei [14]
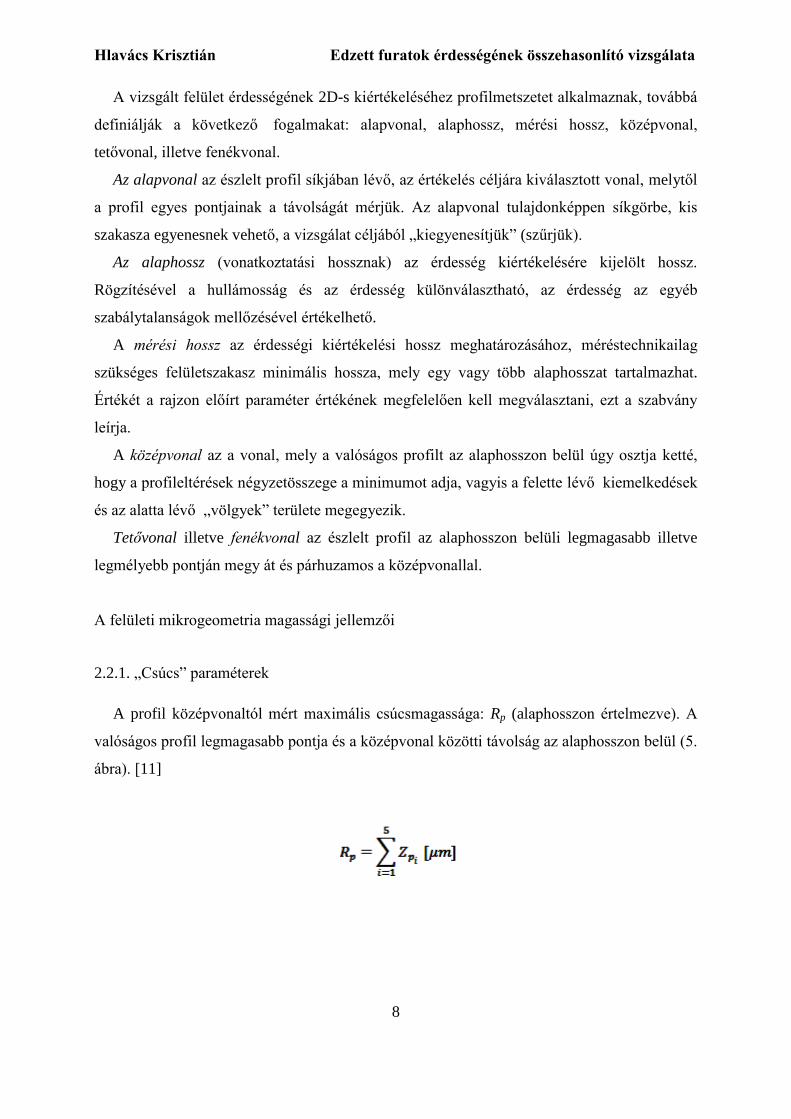
Az egyenetlenség-magasság (Rz) (7.ábra) meghatározásánál az alaphosszon belül egy
tetszőleges alapvonaltól megmért öt legmagasabb pont távolságának összegéből ki kell vonni
az öt legmélyebb pont távolságának összegét, majd a kapott értéket el kell osztani öttel. A
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
10
DIN szabvány az Rz értékét úgy határozza meg, hogy a vizsgált profilt öt egyenlő részre
osztva a szakaszokon vesszük a maximális eltéréseket, majd azokat átlagoljuk. [11]
7.ábra
Az egyenetlenség-magasság értelmezése [15]
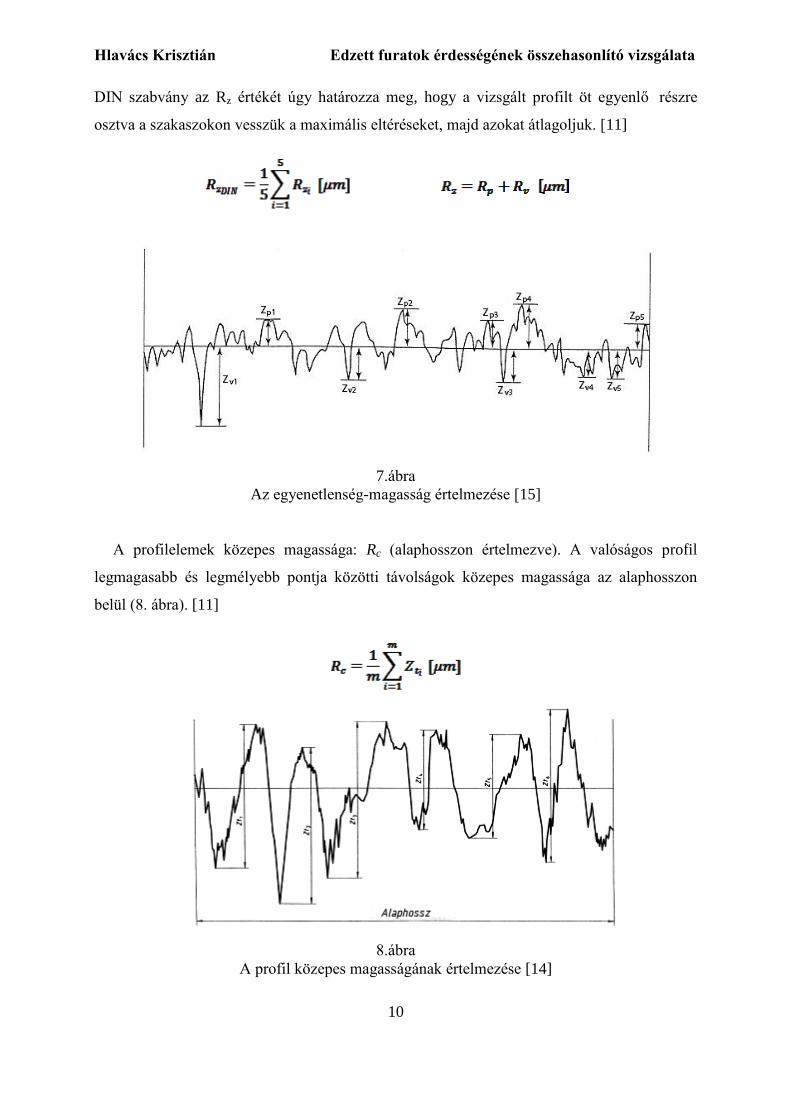
A profilelemek közepes magassága: Rc (alaphosszon értelmezve). A valóságos profil
legmagasabb és legmélyebb pontja közötti távolságok közepes magassága az alaphosszon
belül (8. ábra). [11]
8.ábra
A profil közepes magasságának értelmezése [14]

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
11
Maximális egyenetlenség: Rt (kiértékelési hosszon értelmezve).
A valóságos profil legmagasabb és legmélyebb pontja közötti távolság a kiértékelési
hosszon belül.
9.ábra
A profil maximális magassága [14]
2.2.2. „Átlag” paraméterek
A profil közepes eltérése: Ra
Az átlagos érdesség a tényleges profil és a középvonal közti Zi távolságok abszolút
értékeinek számtani átlaga.
Az átlagos érdesség (Ra) meghatározásánál egy meghatározott alaphosszon egyenlő
távolságokban meghatározzák a kiemelkedések és bemélyedések alapvonaltól mért távolságát,
majd előjel nélkül a kapott értékeket átlagolják. Általános esetben vagy az Ra vagy az Rz
értéket adják meg a rajzokon. [11]

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
12
Simasági mérőszám: Rq, melyet a profileltérések négyzetes középértéke szerint számolunk.
Ferdeségi mérőszám: Rsk
A ferdeségi mérőszám (Rsk) a megmunkált felületet csúcsokra és völgyekre tagolja, és az
eltérések eloszlását méri (a profil vizsgálati szakaszán). Az Rsk paraméter relatív
összehasonlítást ad a megmunkált felületről: ha a mért profil csúcsai nagyobbak, mint a
völgyek mélységei, akkor a felület pozitív ferdeségű. Ha azonban a völgyek mélyebbek a
csúcsok nagyságnál, akkor a ferdeség negatív. Ez a típusú felületértékelési paraméter nagyon
fontos műszaki és a gyakorlati jelentést hordoz a valós működő felületekről. [12]
Lapultsági mérőszám: Rku
A mérőszám a magasságeloszlás-görbéjének csúcsosságát, hegyességét, tehát szórását
jellemzi. Utal a felület egyenletességére. Nagy értéke azt jelenti, hogy a felület nagy része
egyenletes.

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
13
A felületi mikrogeometria profil irányú paraméterei
Az egyenetlenségek közepes hullámhossza: RSm
ahol az xsi a profil és a középvonal olyan két metszéspontjának a távolsága, melyek között
a profilnak csak egy kiemelkedése és egy bemélyedése található (10. ábra).
10.ábra
Az egyenetlenségek profilirányú méretei [14]
A felületi mikrogeometria formai paraméterei
A profil hajlásának négyzetes középértéke: Rq
A profil hajlásának (dőlésének) négyzetes középértékét adja meg a mintavételi felületen
belül.

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
14
2.2.3. Hordozóhossz görbe
Fontos alakjellemző a hordozóhossz, amely a profilon belül valamilyen c magasságban a
középvonallal egyenközű (akkor mondhatnánk párhuzamost, ha az alapvonal egyenes lenne)
vonalszakasznak a munkadarab anyagán belül megtett szakaszainak összege.
11.ábra
A hordozóhossz és a hordozóhossz görbe [14]
Viszonylagos hordozóhossz: Rmr(c)
Ahol ηp- hordozóhossz, a profil egy c magasságában meghúzott vonal által a profil
kiemelkedésekből kimetszett „anyagszakaszok” összege, ln - a mérési hossz.[11]
3. Keménymegmunkáló eljárások
A keménymegmunkáló eljárások alatt azokat az eljárásokat értjük, amelyekkel 45 HRC,
vagy annál nagyobb keménységű felületeket munkálnak meg. Hosszú időn keresztül az
abrazív (köszörülési) eljárások voltak a meghatározóak. A forgácsoló szerszámanyagok
fejlesztésének eredményeként és/vagy a szuper kemény szerszámok kifejlesztésével
létrejöttek a feltételei a keményfelületek határozott élű szerszámmal való forgácsolásra is.
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
15
3.1. Keményesztergálás
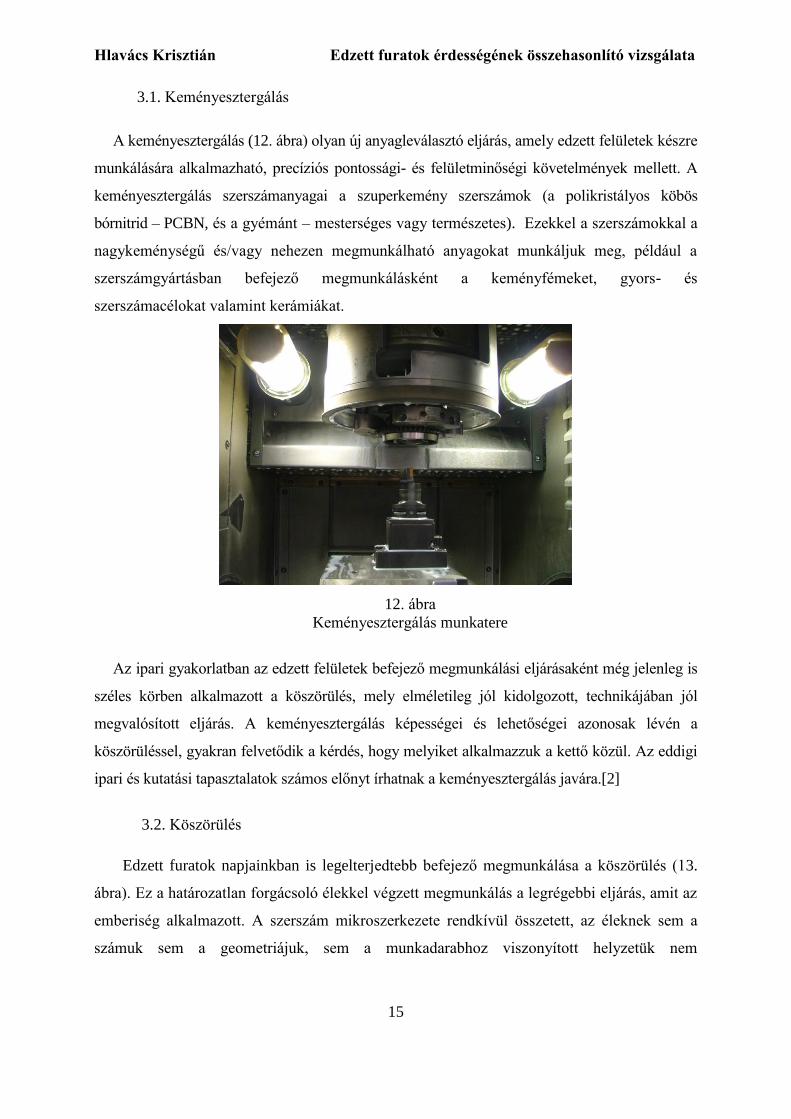
A keményesztergálás (12. ábra) olyan új anyagleválasztó eljárás, amely edzett felületek készre
munkálására alkalmazható, precíziós pontossági- és felületminőségi követelmények mellett. A
keményesztergálás szerszámanyagai a szuperkemény szerszámok (a polikristályos köbös
bórnitrid – PCBN, és a gyémánt – mesterséges vagy természetes). Ezekkel a szerszámokkal a
nagykeménységű és/vagy nehezen megmunkálható anyagokat munkáljuk meg, például a
szerszámgyártásban befejező megmunkálásként a keményfémeket, gyors- és
szerszámacélokat valamint kerámiákat.
12. ábra
Keményesztergálás munkatere
Az ipari gyakorlatban az edzett felületek befejező megmunkálási eljárásaként még jelenleg is
széles körben alkalmazott a köszörülés, mely elméletileg jól kidolgozott, technikájában jól
megvalósított eljárás. A keményesztergálás képességei és lehetőségei azonosak lévén a
köszörüléssel, gyakran felvetődik a kérdés, hogy melyiket alkalmazzuk a kettő közül. Az eddigi
ipari és kutatási tapasztalatok számos előnyt írhatnak a keményesztergálás javára.[2]
3.2. Köszörülés
Edzett furatok napjainkban is legelterjedtebb befejező megmunkálása a köszörülés (13.
ábra). Ez a határozatlan forgácsoló élekkel végzett megmunkálás a legrégebbi eljárás, amit az
emberiség alkalmazott. A szerszám mikroszerkezete rendkívül összetett, az éleknek sem a
számuk sem a geometriájuk, sem a munkadarabhoz viszonyított helyzetük nem

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
16
meghatározott. Egy időben nagyszámú abrazív szemcse érintkezik a munkadarabbal, a teljes
anyagleválasztás nagyon sok egyedi forgácsképzési mechanizmus összegeként adódik.
Itt túlnyomóan finom megmunkálási eljárásról van szó, amelynél a forgácsképződés
mikrométer nagyságrendű. Elsősorban befejező megmunkálás, de a korszerű
nagyteljesítményű szerszámok és gépek alkalmasak előkészítő és nagyoló műveletekhez is
[3].
13. ábra
Furatköszörülési eljárás
A köszörülés magas gyártási minőséget, és nagy eljárásbiztonságot jelent. Jóllehet lassabb
művelet és műveleti önköltsége magasabb. Szükség van hűtő-kenő folyadékra, amely növeli a
műveleti önköltséget, és szennyezi a környezetet. Kevésbé rugalmas, mint a
keményesztergálás, mert az egyes felületekhez más-más korong kell. Növeli a műveleti időt a
korongszabályozások szükségessége is. Megbízhatósága és csekély szórású minőségtartó
képessége miatt azonban ismételten előtérbe került alkalmazása. [4]
3.3. A keményesztergálás előnyei a köszörüléssel szemben
- csökkennek a műveleti idők
- korongszabályozás miatti időveszteségek nincsenek
- nincs hűtő – kenő folyadék illetve az ezzel járó költségek megszűnek (pl.
köszörülési iszap, mint veszélyes hulladék)
- környezetbarát technológia
- hatékonyabb technológia a köszörülésnél, ezért gazdaságosabb, olcsóbbá teszi
az edzett acélok megmunkálását
- a keményesztergált felületek gyakorlatilag azonos pontossággal rendelkeznek,
mint a köszörültek.

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
17
- a felületek méret - és alakpontosságát (hengeresség, körkörösség, és az alkotók
párhuzamossága) tekintve ISO IT5 – 6-os minőségűek
- az egyre szigorodó környezetvédelmi előírásokat is teljesíti
- a keményesztergálás forgácsolási hulladéka újrahasznosítható
- csökkennek a termelési költségek
3.4. A kombinált eljárás
A kombinált eljárás előnye, hogy egyesíti a keményesztergálás és a köszörülés előnyeit.
A keményesztergálás során mindössze forgács keletkezik, minthogy nem alkalmaznak hűtő-
kenő folyadékot, így szárazmegmunkálásnak minősül. Az elkopott szerszámot vagy
félreteszik vagy újrahasználják élezés után, de nem keveredik össze más anyagokkal.
Köszörüléskor abrazív és kötőanyag részecskék válnak le a megmunkálás és a szabályozás
műveletei során. Ezek a kis részecskék keverednek a hűtő-kenő folyadékkal, a forgáccsal, az
egyéb szűrt részecskékkel és ún. köszörülési iszap keletkezik. Ezt az iszapot szétválasztani
lehetetlen. Ezért ez a maradék különböző az egészségre és a környezetre – ártalmas anyagokat
tartalmaz. Ugyanakkor olyan alkatrészeknél, melyek felülete kiemelkedő pontosságot igényel,
nagy biztonsággal alkalmazható a köszörülés. Az EMAG gépen megvalósuló kombinált
eljárás során kiküszöbölhető a felfogási hiba, csökkennek a mellékidők, amelyet a 14.ábrán
láthatunk. [13]
14.ábra
EMAG VSC 400 DS munkatere
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
18
3.5. A kombinált eljárás előnyei
- Függőleges tengelyű keményesztergálás és köszörülés – vizes és száraz – egy
felfogásban, egy gépen.
- A munkadarab részei az esztergálás során megbízhatóan lesznek megmunkálva és
amennyiben a minőség, illetve előírás megköveteli, úgy a keményesztergálás után
köszörülést is alkalmazhatunk, mint befejező eljárást. Az ennél a gépnél
alkalmazott „HDS”- technológia költségoptimalizált gyártási módszer.
- Magasabb munkadarab minőség és magasabb termékminőség, mert a munkadarab
egy felfogásban készül el. A köszörülési ráhagyás megközelítőleg 0,02mm-től az
átmérő függvényében változik.
- Időtakarékos simítóeljárások, mivel a köszörűkorong kis anyagleválasztás során
sokkal kevésbé kopik.
- A „HDS”- technológia a hagyományos köszörüléssel szemben kevés anyag
leválasztását is lehetővé teszi, hogy száraz vagy csak minimális mennyiségű
kenőolajjal is lehessen köszörülni. A köszörűiszap költséges eltávolítása
megszűnik.
- Az eljárás megbízhatóságát növelhetjük és egyidejűleg jobb felületminőséget
érhetünk el köszörüléssel, mint csak keményesztergálással.
- Az egyszerű keményesztergálással szemben, csavarmentes felületeket
munkálhatunk meg köszörüléssel, egy gépen belül.
- A sima felületek hátoldalai keményesztergálással könnyen megmunkálhatók.
- Komplex kontúrvonalakat, amelyek lekövetése köszörűkoronggal bonyolult vagy
lehetetlen, azokat gyorsan és egyszerűen lehet esztergálással megmunkálni.
- Kis elmozdulások = minimális mellékidők = alacsony darabköltség
- Jól megközelíthető munkatér, gyorsabb beállítás.
- Nagyobb pontosság és felületminőség az eljárás magas megbízhatósága mellett.
- Szimmetrikus felépítés
- Merevebb és stabilabb alaptest MINERALIT polimerbetonból.
- Szabadabb forgácsesés
- Egyszerű kapcsolódás más VSC-s munkadarab-tároló rendszerekkel. [13]
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
19
4. Vizsgálati feltételek
A ZF Hungária Kft. –ben gyártott fogaskerekek forgácsolt furatainak felületi érdességét
vizsgáltam. A vizsgálatok mindegyike ipari körülmények között lett végrehajtva. A
fogaskerék üzemben előírt megmunkálási adataival elemeztem a két eljárást felület érdesség
szempontból.
4.1. A munkadarab anyaga
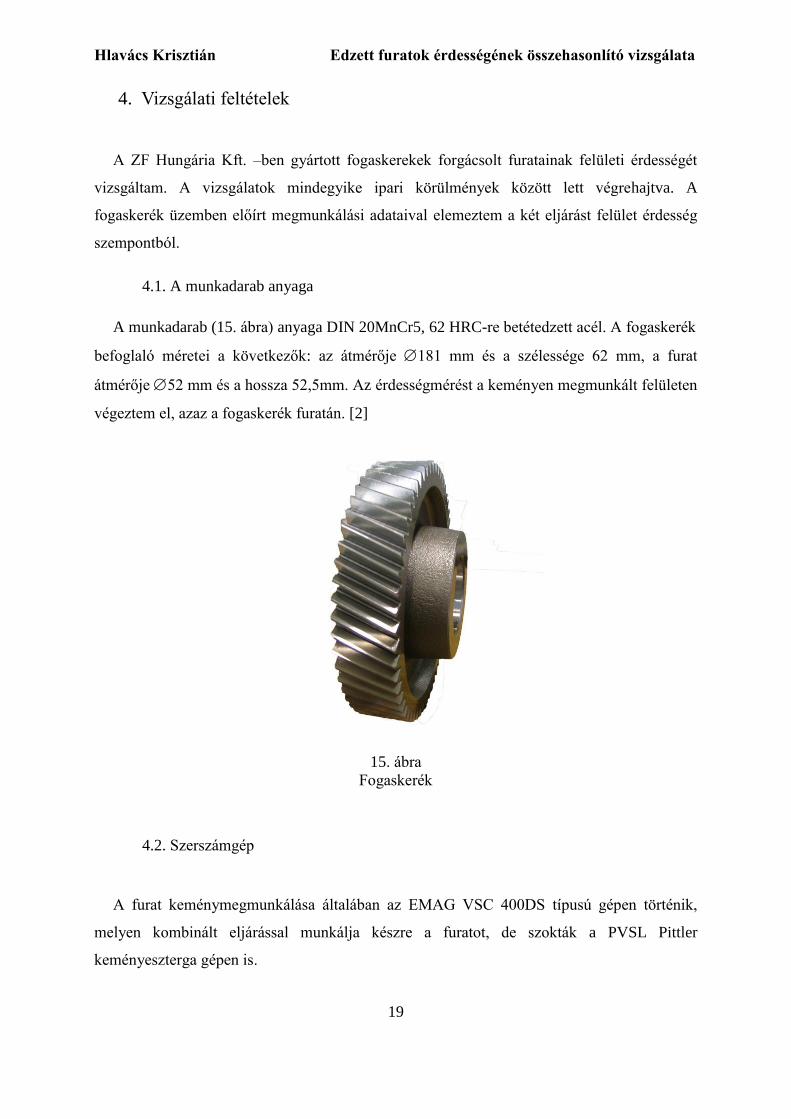
A munkadarab (15. ábra) anyaga DIN 20MnCr5, 62 HRC-re betétedzett acél. A fogaskerék
befoglaló méretei a következők: az átmérője 181 mm és a szélessége 62 mm, a furat
átmérője 52 mm és a hossza 52,5mm. Az érdességmérést a keményen megmunkált felületen
végeztem el, azaz a fogaskerék furatán. [2]
15. ábra
Fogaskerék
4.2. Szerszámgép
A furat keménymegmunkálása általában az EMAG VSC 400DS típusú gépen történik,
melyen kombinált eljárással munkálja készre a furatot, de szokták a PVSL Pittler
keményeszterga gépen is.

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
20
EMAG VSC 400DS
A VSC DS/DDS kombinált eszterga- és köszörűközpont egyesíti a függőleges
keményesztergálás előnyeit a köszörülés előnyeivel – egy gépben, egy felfogásban.
Egy szimbiózis, ami magában foglalja az alábbiakat.
- Komplett megmunkálást egy felfogásban
(Magasabb munkadarab-minőség és nagyobb termelékenység)
- A megmunkálások szerszámainak éltartama nagyobb
(Szerszámköltségek minimalizálása)
- Kis mennyiségű köszörűiszap
(A keletkező hulladék kezelési költségeinek minimalizálása
- Jelentős csökkentése a köszörülési ráhagyásnak
Az EMAG VSC 400 DS (16. ábra) gépállványa rendkívül stabil, optimális
rezgéscsillapítási tulajdonságokkal valamint termikus stabilitással rendelkezik. Munkatere
függőleges falakkal határolt, mely a forgácskiszóródástól jól véd. Keresztszánja görgős
csapágyazású valamint lineáris mozgású, játékmentes. A gépállványon található az X-tengely
irányú mozgás megvezetése, ez az esztergálás maximális pontosságáról gondoskodik. A gép
szánhajtásai a munkatér tetején kaptak helyet. A munkatér gondos tervezése biztosítja a
megfelelő forgácskihordást, valamint a munkadarabbefogó elemekhez és a szerszámhoz való
16.ábra
EMAG VSC 400 DS szerszám gép
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
21
jó hozzáférhetőséget. A gép védve van a munkatér burkolása révén, a tolóajtó biztonsági
ablakkal és elektromechanikus biztonsági zárral van ellátva. A gép munkaterét egy lámpa
világítja meg egy fénycsővel. Automatikus központi olajkenés van a szánokhoz, kis
mennyiségű olajköd-kenés a forgó orsó csapágyai számára. Hűtő aggregát van beépítve a
főorsó motorjának hűtésére. [13]
PVSL Pittler
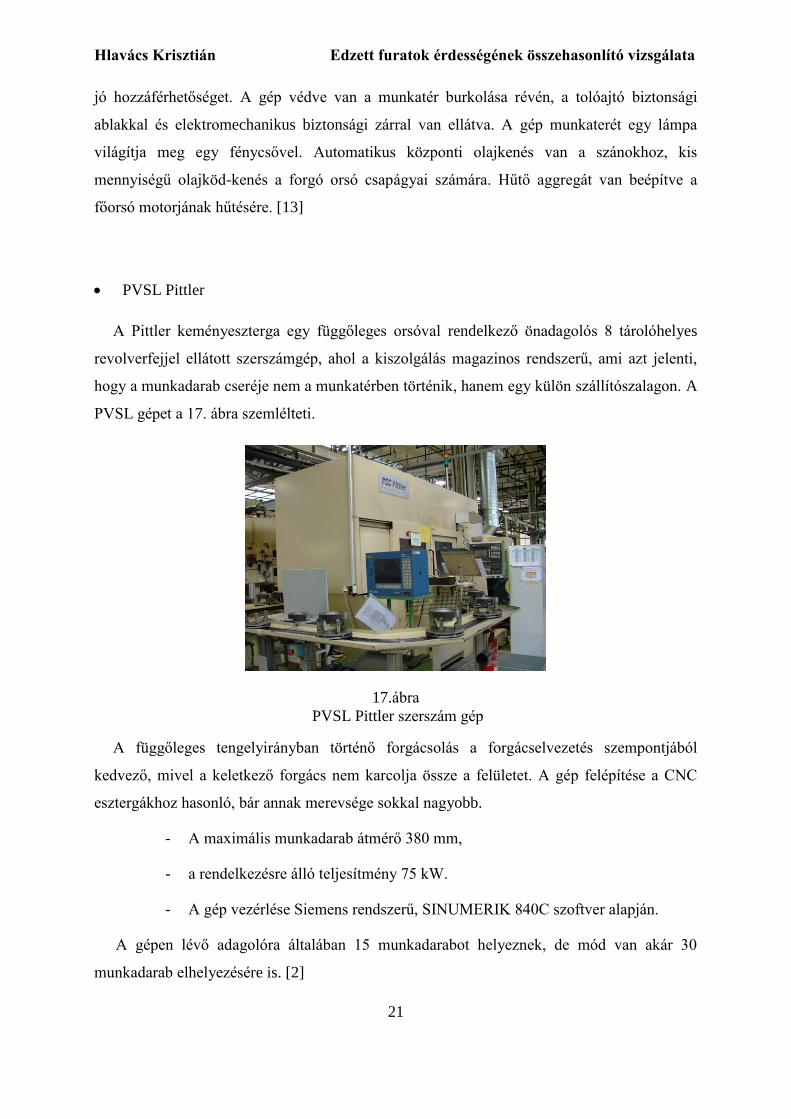
A Pittler keményeszterga egy függőleges orsóval rendelkező önadagolós 8 tárolóhelyes
revolverfejjel ellátott szerszámgép, ahol a kiszolgálás magazinos rendszerű, ami azt jelenti,
hogy a munkadarab cseréje nem a munkatérben történik, hanem egy külön szállítószalagon. A
PVSL gépet a 17. ábra szemlélteti.
17.ábra
PVSL Pittler szerszám gép
A függőleges tengelyirányban történő forgácsolás a forgácselvezetés szempontjából
kedvező, mivel a keletkező forgács nem karcolja össze a felületet. A gép felépítése a CNC
esztergákhoz hasonló, bár annak merevsége sokkal nagyobb.
- A maximális munkadarab átmérő 380 mm,
- a rendelkezésre álló teljesítmény 75 kW.
- A gép vezérlése Siemens rendszerű, SINUMERIK 840C szoftver alapján.
A gépen lévő adagolóra általában 15 munkadarabot helyeznek, de mód van akár 30
munkadarab elhelyezésére is. [2]
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
22
4.3. Szerszám
Az előzőekben említett két gép megmunkáló szerszámait a következőkben részletezem. Az
ISO szabványnak megfelelő váltólapkákat használtam melyek a következők.
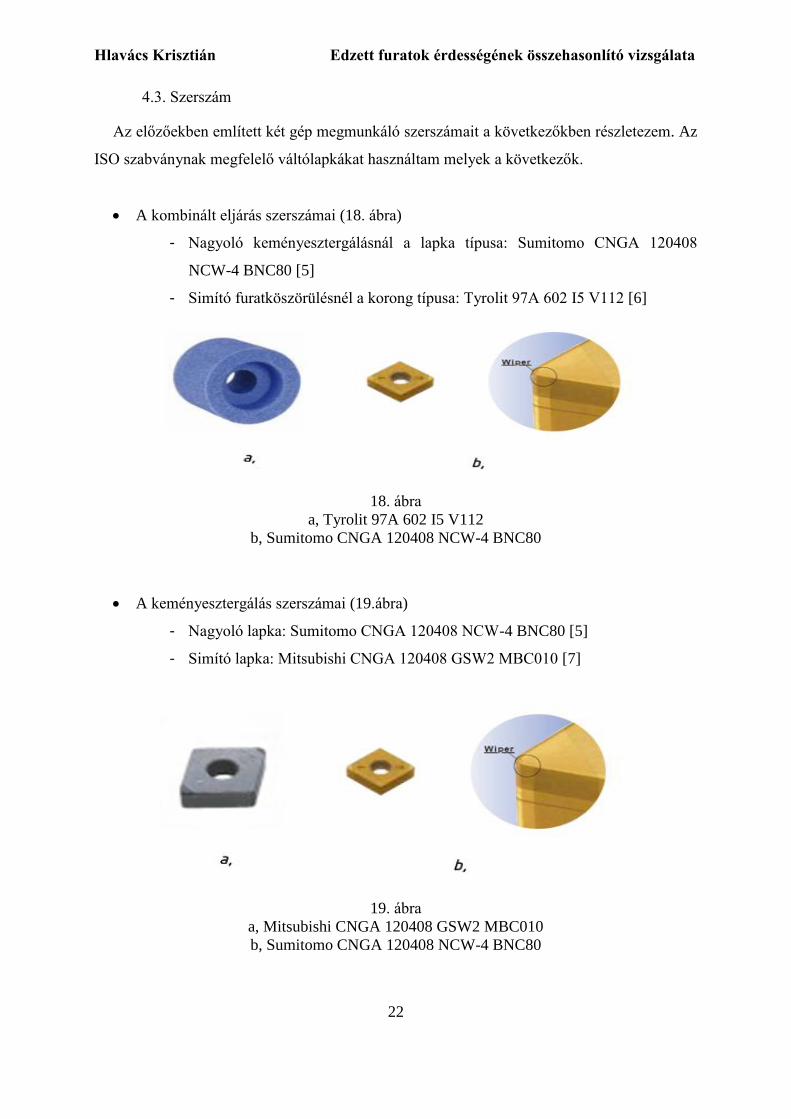
A kombinált eljárás szerszámai (18. ábra)
- Nagyoló keményesztergálásnál a lapka típusa: Sumitomo CNGA 120408
NCW-4 BNC80 [5]
- Simító furatköszörülésnél a korong típusa: Tyrolit 97A 602 I5 V112 [6]
18. ábra
a, Tyrolit 97A 602 I5 V112
b, Sumitomo CNGA 120408 NCW-4 BNC80
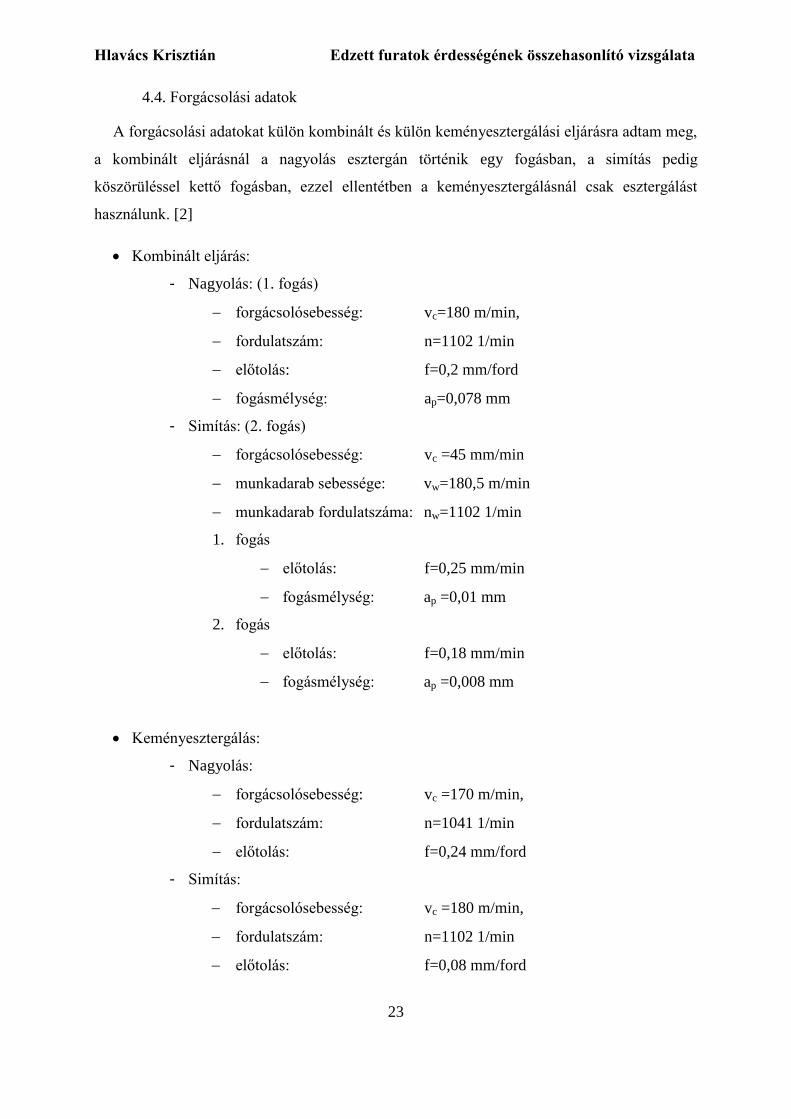
A keményesztergálás szerszámai (19.ábra)
- Nagyoló lapka: Sumitomo CNGA 120408 NCW-4 BNC80 [5]
- Simító lapka: Mitsubishi CNGA 120408 GSW2 MBC010 [7]
19. ábra
a, Mitsubishi CNGA 120408 GSW2 MBC010
b, Sumitomo CNGA 120408 NCW-4 BNC80
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
23
4.4. Forgácsolási adatok
A forgácsolási adatokat külön kombinált és külön keményesztergálási eljárásra adtam meg,
a kombinált eljárásnál a nagyolás esztergán történik egy fogásban, a simítás pedig
köszörüléssel kettő fogásban, ezzel ellentétben a keményesztergálásnál csak esztergálást
használunk. [2]
Kombinált eljárás:
- Nagyolás: (1. fogás)
forgácsolósebesség: vc=180 m/min,
fordulatszám: n=1102 1/min
előtolás: f=0,2 mm/ford
fogásmélység: ap=0,078 mm
- Simítás: (2. fogás)
forgácsolósebesség: vc =45 mm/min
munkadarab sebessége: vw=180,5 m/min
munkadarab fordulatszáma: nw=1102 1/min
1. fogás
előtolás: f=0,25 mm/min
fogásmélység: ap =0,01 mm
2. fogás
előtolás: f=0,18 mm/min
fogásmélység: ap =0,008 mm
Keményesztergálás:
- Nagyolás:
forgácsolósebesség: vc =170 m/min,
fordulatszám: n=1041 1/min
előtolás: f=0,24 mm/ford
- Simítás:
forgácsolósebesség: vc =180 m/min,
fordulatszám: n=1102 1/min
előtolás: f=0,08 mm/ford

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
24
4.5. Mérőműszer
Az érdességmérését a Mitutoyo SurfTest SJ-301 mobil érdesség mérő berendezésen
végezetem, amelyet az 20. ábrán láthatjuk. A mérést minden 5. legyártott darab után
végeztem, így mindkét eljárás esetén is 20-20 darab, mérési eredményt kaptam. A mérési
hossz 2,4 mm volt, az alaphossz 0,8mm. A mérési hossz megfelel a rajzi érdesség előírásra
vonatkozó, szabványban meghatározott hossznak.
20. ábra
Mitutoyo SurfTest SJ-301 [8]
5. Mérési eredmények és kiértékelésük
Az érdességmérést az előbbiekben kifejtett két gépen történő megmunkálás után hajtottam
végre. A felület érdességét meghatározott darabszám után mértem (minden ötödik), az 1.
számú mellékleten belül közlöm külön a keményesztergálás és külön a kombinált eljárás
eredményeit és a szűrt profilokat (Gauss-szűrést alkalmaztam).
A keményesztergálás és a kombinált eljárás után a felületi érdességi paraméterek
változását vizsgáltam. A darabszám függvényében a mérési eredmények mellékletként egy
táblázatban vannak megadva.

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
25
A táblázat alapján készített diagramokon is jól tükröződik, hogy bármelyik érdességet
veszem figyelembe, a keményesztergálásnál romlik a felületi érdesség, míg kombinált
eljárásnál egy bizonyos intervallumon belül ingadozik. Az érdességek változásait mindkét
eljárásnál a (21, 22, 23, 24). ábra mutatja. A diagramokon megfigyelhető keményesztergálás
esetében, hogy vannak kiugró értékek. Ezen kiugró értékek oka lehet az élrátét képződés –és
leválás. Az átlagos érdesség diagramnál bejelöltem egy élrátét keletkezési és leválási
lehetséges helyét. A maximális egyenetlenség című diagramon látható a kombinált eljárásnál
alkalmazott korongszabályozás.
21. ábra
Átlagos érdesség, (Ra)
22. ábra
Átlagos érdesség, (Rq)

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
26
23. ábra
Egyenetlenség-magasság, (Rz)
24. ábra
Maximális egyenetlenség, (Rt)
A táblázatnál feltüntetett mérési profilokon látható, hogy a kombinált profil egyenetlen,
míg az esztergált profil szabályos, periodikus jellegű változást mutatnak. Az is látható a
profildiagramokon, hogy a keményesztergálás jellegzetessége minden mérésnél látszik,
melyből azt a következtetést vonhatjuk le, hogy a forgácsolószerszám kopásától nem függ a
profil periodikussága. A szabályos profil nagyon sok helyen kedvező különösen azt ismerve,
hogy a megmunkált felületi réteg igen kedvező tulajdonságokkal rendelkezik, nyomó maradó
feszültség jön létre, amely a kopásállóságot és az alkatrész élettartamát növeli. De ebből a
szabályosságból adódik a legnagyobb hátránya is, ugyanis a barázdált felület
„mikromenetként” viselkedhet, így az érintkező felületek berágódhatnak és működés közben
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
27
egyéb problémákat is okozhatnak. A kombinált eljárás során ezt az egyenletes profilt teszik
egyenetlenné köszörüléssel.
A felületi érdesség szempontjából mind a két eljárás megfelel, mivel a műszaki rajzon
előírt érdesség (Rz=4µm) mindkét eljárással elérhető. A kombinált eljárásnál az
egyenetlenség-magasság érdességi mérőszáma az első mérésnél 2,22µm lett, az utolsó
mérésnél pedig 1,91µm lett, ez jól tükrözi azt, hogy egy bizonyos intervallum között
ingadozik az érdesség, ami annak az eredménye, hogy minden harmadik darab után
korongszabályozást hajtanak végre, ezért a köszörűkorong forgácsolóképessége gyakorlatilag
minden megmunkálásnál ugyanaz és nem függ a szemcse kopásától. Ennek azonban van
következménye is, mégpedig az, hogy a köszörűkorong szabályozási ideje nem egy sorozatot,
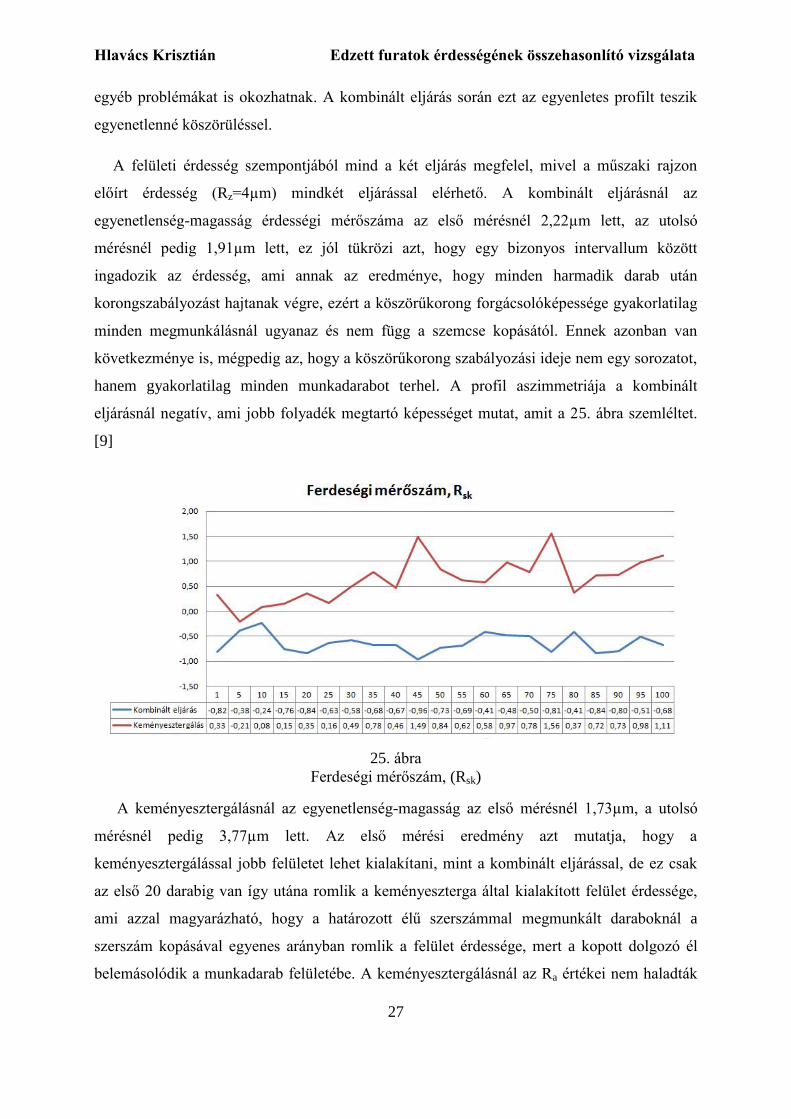
hanem gyakorlatilag minden munkadarabot terhel. A profil aszimmetriája a kombinált
eljárásnál negatív, ami jobb folyadék megtartó képességet mutat, amit a 25. ábra szemléltet.
[9]
25. ábra
Ferdeségi mérőszám, (Rsk)
A keményesztergálásnál az egyenetlenség-magasság az első mérésnél 1,73µm, a utolsó
mérésnél pedig 3,77µm lett. Az első mérési eredmény azt mutatja, hogy a
keményesztergálással jobb felületet lehet kialakítani, mint a kombinált eljárással, de ez csak
az első 20 darabig van így utána romlik a keményeszterga által kialakított felület érdessége,
ami azzal magyarázható, hogy a határozott élű szerszámmal megmunkált daraboknál a
szerszám kopásával egyenes arányban romlik a felület érdessége, mert a kopott dolgozó él
belemásolódik a munkadarab felületébe. A keményesztergálásnál az Ra értékei nem haladták
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
28
meg a 0,7 µm-t az Rq értékei pedig a 0,85 µm-t, ezzel szemben a kombinált eljárásnál is
vizsgálva ezt a két mérőszámot megfigyelhető, hogy az Ra nem lépte túl a 0,3 µm-t és az Rq
pedig a 0,35 µm-t.
A továbbiakban az Rz Ra arányát vizsgáltam meg, amit a 1. táblázat szemléltet. A szerszám
kopásával az Rz Ra arány 2 egységgel változott, ez az arány közel azonos a hagyományos
esztergán tapasztalt aránnyal, míg a kombinált eljárás esetében csak 0,6-del változott.
1.táblázat
Rz Ra viszonyai
Kombinált eljárás Keményesztergálás
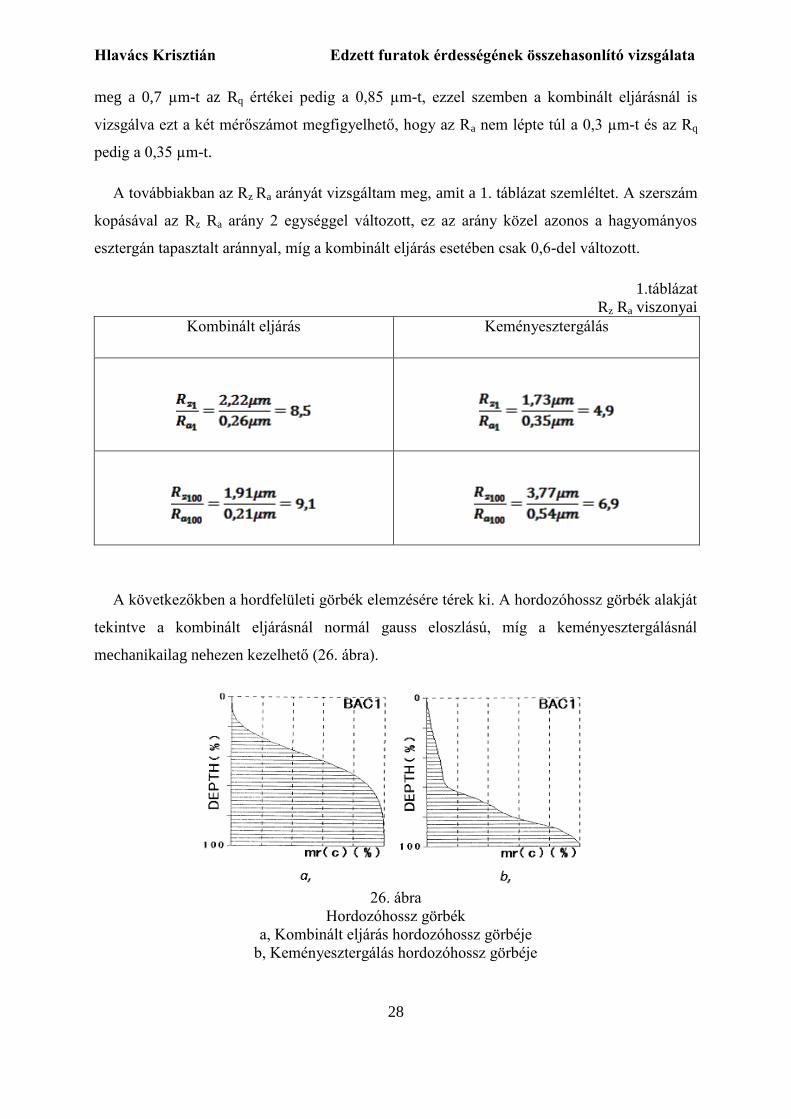
A következőkben a hordfelületi görbék elemzésére térek ki. A hordozóhossz görbék alakját
tekintve a kombinált eljárásnál normál gauss eloszlású, míg a keményesztergálásnál
mechanikailag nehezen kezelhető (26. ábra).
26. ábra
Hordozóhossz görbék
a, Kombinált eljárás hordozóhossz görbéje
b, Keményesztergálás hordozóhossz görbéje
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
29
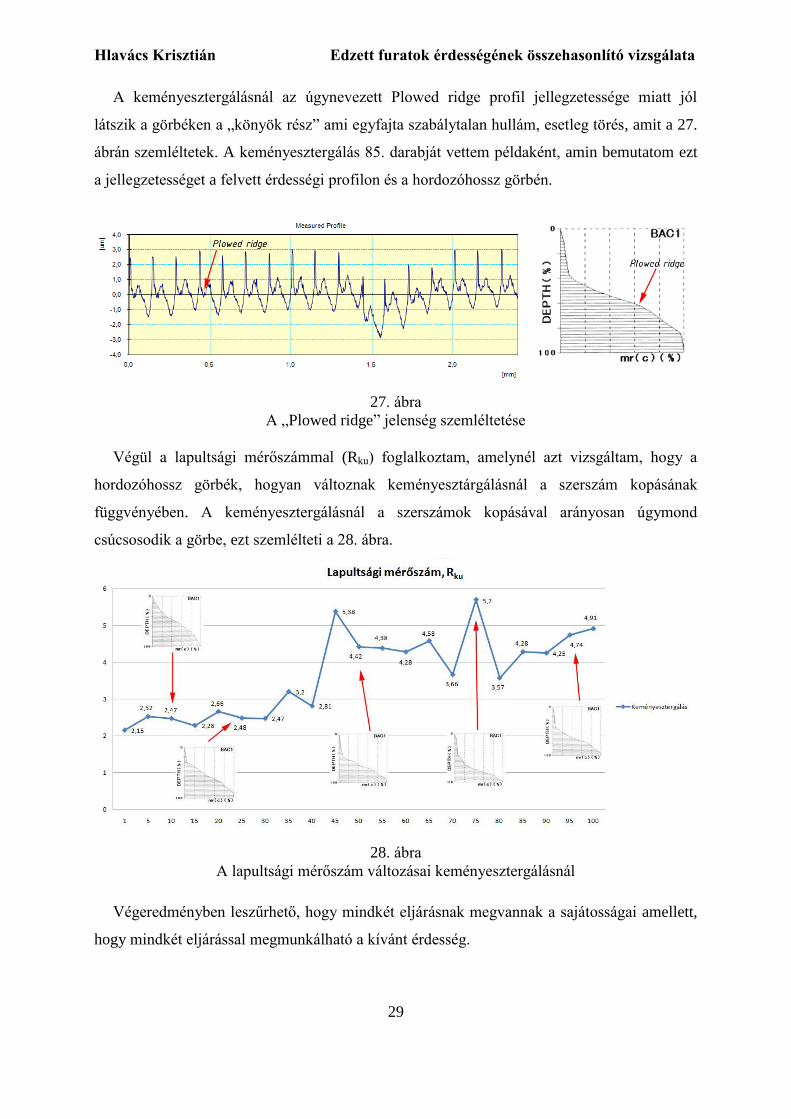
A keményesztergálásnál az úgynevezett Plowed ridge profil jellegzetessége miatt jól
látszik a görbéken a „könyök rész” ami egyfajta szabálytalan hullám, esetleg törés, amit a 27.
ábrán szemléltetek. A keményesztergálás 85. darabját vettem példaként, amin bemutatom ezt
a jellegzetességet a felvett érdességi profilon és a hordozóhossz görbén.
27. ábra
A „Plowed ridge” jelenség szemléltetése
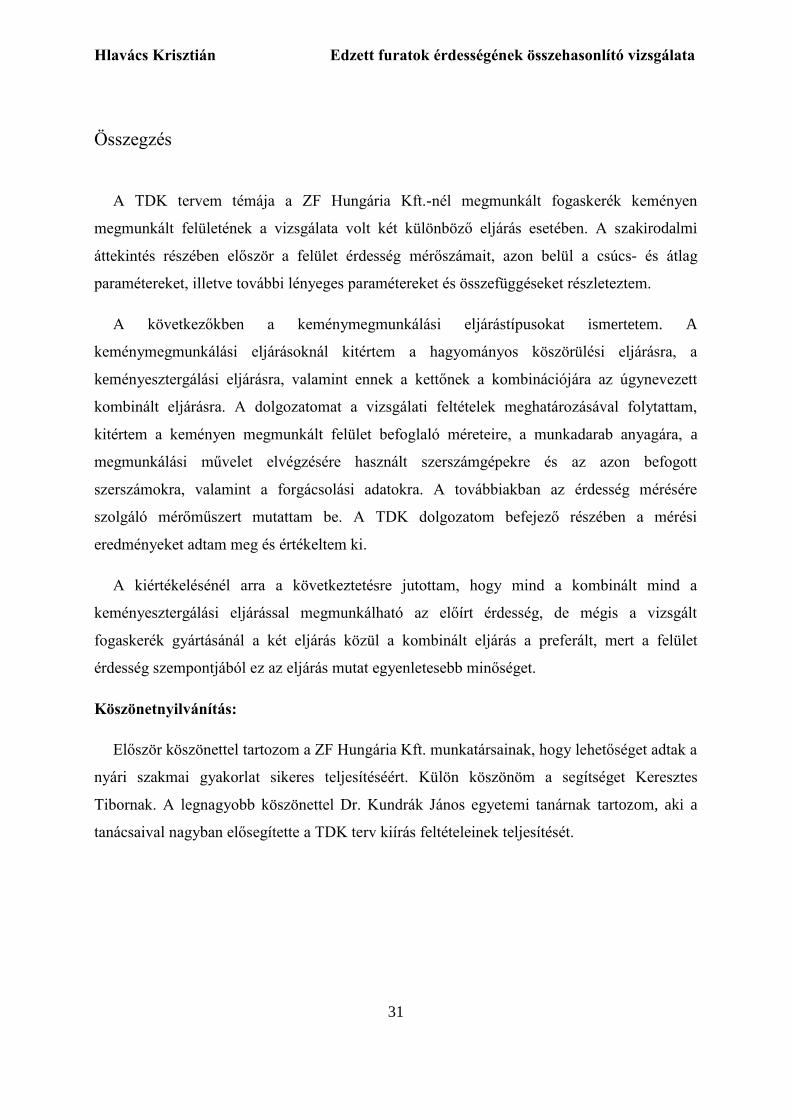
Végül a lapultsági mérőszámmal (Rku) foglalkoztam, amelynél azt vizsgáltam, hogy a
hordozóhossz görbék, hogyan változnak keményesztárgálásnál a szerszám kopásának
függvényében. A keményesztergálásnál a szerszámok kopásával arányosan úgymond
csúcsosodik a görbe, ezt szemlélteti a 28. ábra.
28. ábra
A lapultsági mérőszám változásai keményesztergálásnál
Végeredményben leszűrhető, hogy mindkét eljárásnak megvannak a sajátosságai amellett,
hogy mindkét eljárással megmunkálható a kívánt érdesség.

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
30
Irodalomjegyzék:
[1] Dr.Dudás I: Gépgyártástechnológia I. Műszaki Könyvkiadó, 2007 oldalszám: 219.
[2] ZF Hungária Kft. dokumentációi
[3] Wilfred König: Köszörülés, dörzsköszörülés, tükrösítés, Műszaki Könyvkiadó, Budapest,
1983.
[4] Prof. Dr. Kundrák János: Expansion of the capabilities of hard machining
[5] Sumitomo katalógus (A keményesztergálási és kombinált eljárás nagyoló esztergáláshoz.
2011)
[6] Tyrolit katalógus (Kombinált eljárás simító megmunkálásához. 2011)
[7] Mitsubishi katalógus (Keményesztergálás simító megmunkálásához. 2011)
[8] Mitutoyo Surftest SJ-301 katalógus
[9] Humienny Z., Bialas S., Osanna P. H., Tamre M., Weckenmann A., Blunt L., Jakubiec
W.: Geometrical product specifications. Warsaw University of Technology Printing
House, 2001, Warsaw, Poland.
url hivatkozások:
[10] http://sdt.sulinet.hu (letöltés ideje: 2011. szeptember 26.)
[11] http://www.szie.hu/file/tti/archivum/farkasg_disszertacio.pdf (letöltés ideje: 2011.
szeptember 26.)
[12] http://www.forgacsolaskutatas.hu/innovacio/termelekenyseg_es_minoseg_novelese
(Sipos-Biró-Tomoga) (letöltés ideje: 2011. október 28.)
[13] http://www.emag.com/ (letöltés ideje: 2011. július 11.)
Szabvány hivatkozások:
[14] ISO 4287:1997
[15] JIS’82, JIS’94
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
31
Összegzés
A TDK tervem témája a ZF Hungária Kft.-nél megmunkált fogaskerék keményen
megmunkált felületének a vizsgálata volt két különböző eljárás esetében. A szakirodalmi
áttekintés részében először a felület érdesség mérőszámait, azon belül a csúcs- és átlag
paramétereket, illetve további lényeges paramétereket és összefüggéseket részleteztem.
A következőkben a keménymegmunkálási eljárástípusokat ismertetem. A
keménymegmunkálási eljárásoknál kitértem a hagyományos köszörülési eljárásra, a
keményesztergálási eljárásra, valamint ennek a kettőnek a kombinációjára az úgynevezett
kombinált eljárásra. A dolgozatomat a vizsgálati feltételek meghatározásával folytattam,
kitértem a keményen megmunkált felület befoglaló méreteire, a munkadarab anyagára, a
megmunkálási művelet elvégzésére használt szerszámgépekre és az azon befogott
szerszámokra, valamint a forgácsolási adatokra. A továbbiakban az érdesség mérésére
szolgáló mérőműszert mutattam be. A TDK dolgozatom befejező részében a mérési
eredményeket adtam meg és értékeltem ki.
A kiértékelésénél arra a következtetésre jutottam, hogy mind a kombinált mind a
keményesztergálási eljárással megmunkálható az előírt érdesség, de mégis a vizsgált
fogaskerék gyártásánál a két eljárás közül a kombinált eljárás a preferált, mert a felület
érdesség szempontjából ez az eljárás mutat egyenletesebb minőséget.
Köszönetnyilvánítás:
Először köszönettel tartozom a ZF Hungária Kft. munkatársainak, hogy lehetőséget adtak a
nyári szakmai gyakorlat sikeres teljesítéséért. Külön köszönöm a segítséget Keresztes
Tibornak. A legnagyobb köszönettel Dr. Kundrák János egyetemi tanárnak tartozom, aki a
tanácsaival nagyban elősegítette a TDK terv kiírás feltételeinek teljesítését.

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
32
MELLÉKLET
1. számú melléklet
Mérési eredmények és mérési profilok
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
33
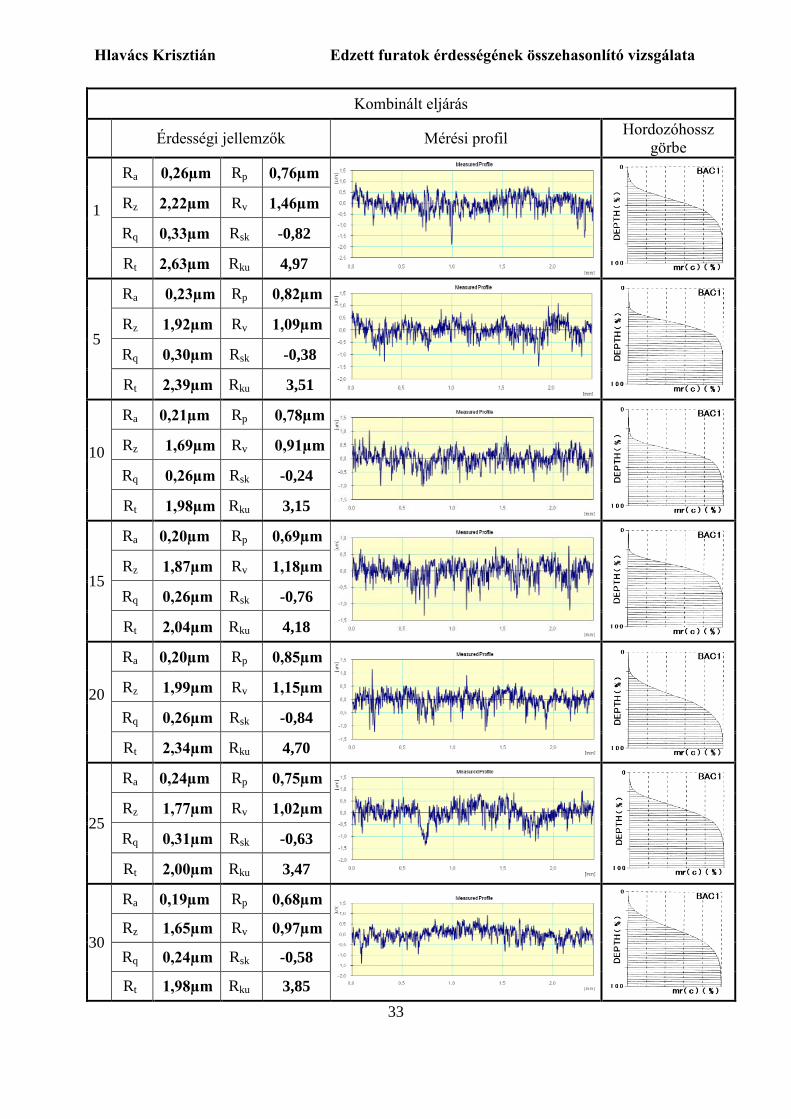
Kombinált eljárás
Érdességi jellemzők Mérési profil
Hordozóhossz
görbe
1
Ra 0,26µm Rp 0,76µm
Rz 2,22µm Rv 1,46µm
Rq 0,33µm Rsk -0,82
Rt 2,63µm Rku 4,97
5
Ra 0,23µm Rp 0,82µm
Rz 1,92µm Rv 1,09µm
Rq 0,30µm Rsk -0,38
Rt 2,39µm Rku 3,51
10
Ra 0,21µm Rp 0,78µm
Rz 1,69µm Rv 0,91µm
Rq 0,26µm Rsk -0,24
Rt 1,98µm Rku 3,15
15
Ra 0,20µm Rp 0,69µm
Rz 1,87µm Rv 1,18µm
Rq 0,26µm Rsk -0,76
Rt 2,04µm Rku 4,18
20
Ra 0,20µm Rp 0,85µm
Rz 1,99µm Rv 1,15µm
Rq 0,26µm Rsk -0,84
Rt 2,34µm Rku 4,70
25
Ra 0,24µm Rp 0,75µm
Rz 1,77µm Rv 1,02µm
Rq 0,31µm Rsk -0,63
Rt 2,00µm Rku 3,47
30
Ra 0,19µm Rp 0,68µm
Rz 1,65µm Rv 0,97µm
Rq 0,24µm Rsk -0,58
Rt 1,98µm Rku 3,85

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
34
Kombinált eljárás
Érdességi jellemzők Mérési profil Hordozóhossz
görbe
35
Ra 0,21µm Rp 0,77µm
Rz 1,85µm Rv 1,08µm
Rq 0,28µm Rsk -0,68
Rt 2,15µm Rku 3,91
40
Ra 0,21µm Rp 0,74µm
Rz 1,99µm Rv 1,26µm
Rq 0,28µm Rsk -0,67
Rt 2,75µm Rku 4,76
45
Ra 0,22µm Rp 0,62µm
Rz 1,86µm Rv 1,23µm
Rq 0,29µm Rsk -0,96
Rt 2,09µm Rku 4,83
50
Ra 0,20µm Rp 0,64µm
Rz 1,87µm Rv 1,23µm
Rq 0,26µm Rsk -0,73
Rt 2,17µm Rku 4,74
55
Ra 0,22µm Rp 0,68µm
Rz 1,70µm Rv 1,02µm
Rq 0,28µm Rsk -0,69
Rt 2,17µm Rku 3,61
60
Ra 0,19µm Rp 0,64µm
Rz 1,46µm Rv 0,82µm
Rq 0,24µm Rsk -0,41
Rt 1,62µm Rku 3,07
65
Ra 0,18µm Rp 0,65µm
Rz 1,55µm Rv 0,90µm
Rq 0,23µm Rsk -0,48
Rt 1,79µm Rku 3,74
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
35
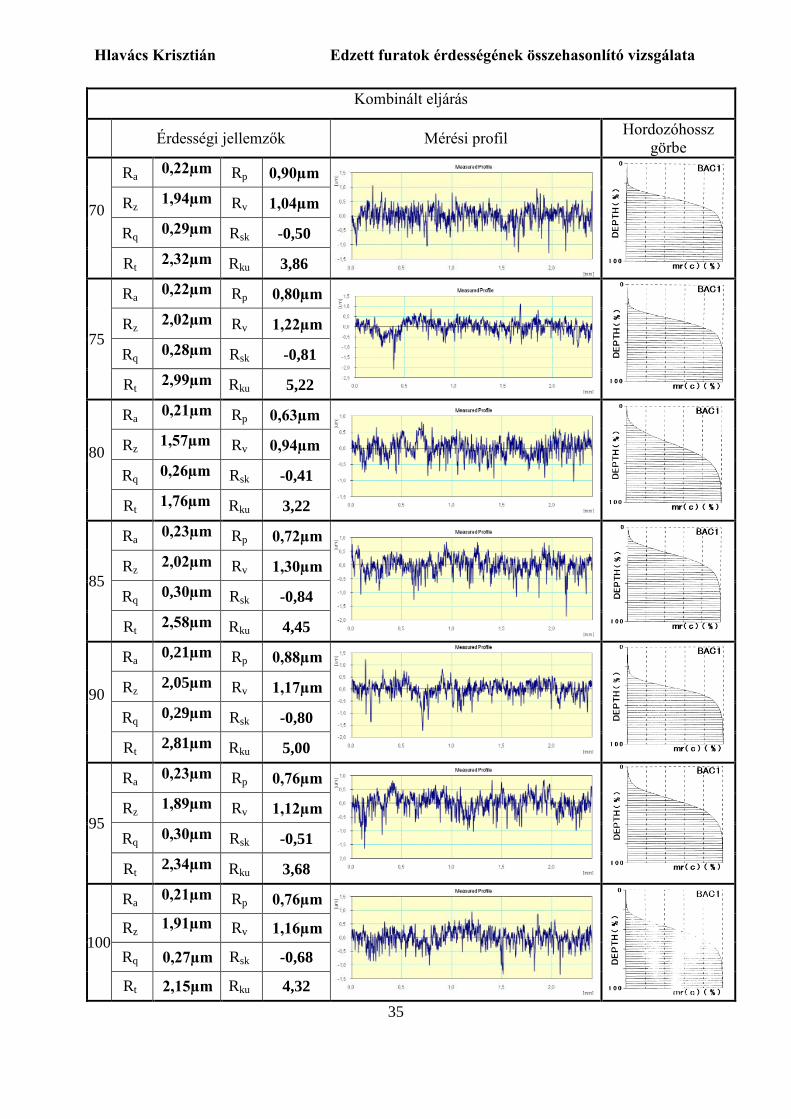
Kombinált eljárás
Érdességi jellemzők Mérési profil
Hordozóhossz
görbe
70
Ra 0,22µm Rp 0,90µm
Rz 1,94µm Rv 1,04µm
Rq 0,29µm Rsk -0,50
Rt 2,32µm Rku 3,86
75
Ra 0,22µm Rp 0,80µm
Rz 2,02µm Rv 1,22µm
Rq 0,28µm Rsk -0,81
Rt 2,99µm Rku 5,22
80
Ra 0,21µm Rp 0,63µm
Rz 1,57µm Rv 0,94µm
Rq 0,26µm Rsk -0,41
Rt 1,76µm Rku 3,22
85
Ra 0,23µm Rp 0,72µm
Rz 2,02µm Rv 1,30µm
Rq 0,30µm Rsk -0,84
Rt 2,58µm Rku 4,45
90
Ra 0,21µm Rp 0,88µm
Rz 2,05µm Rv 1,17µm
Rq 0,29µm Rsk -0,80
Rt 2,81µm Rku 5,00
95
Ra 0,23µm Rp 0,76µm
Rz 1,89µm Rv 1,12µm
Rq 0,30µm Rsk -0,51
Rt 2,34µm Rku 3,68
100
Ra 0,21µm Rp 0,76µm
Rz 1,91µm Rv 1,16µm
Rq 0,27µm Rsk -0,68
Rt 2,15µm Rku 4,32

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
36
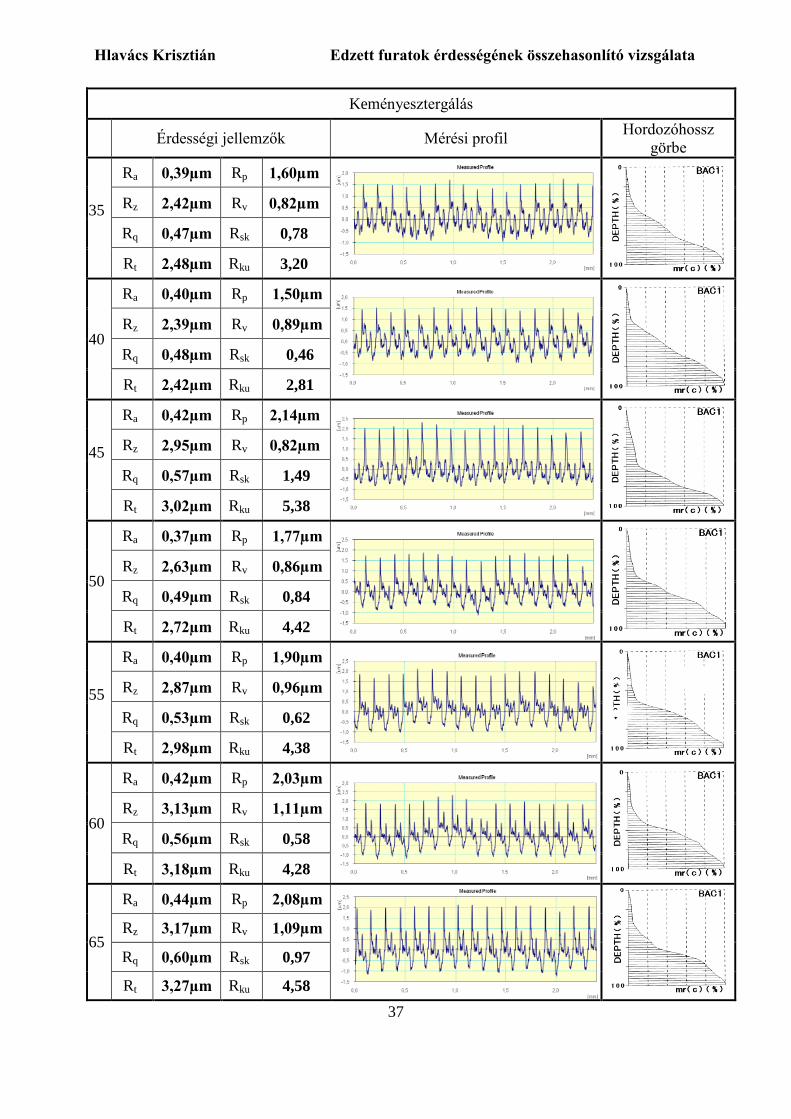
Keményesztergálás
Érdességi jellemzők Mérési profil Hordozóhossz
görbe
1
Ra 0,35µm Rp 0,94µm
Rz 1,73µm Rv 0,79µm
Rq 0,42µm Rsk 0,33
Rt 1,81µm Rku 2,15
5
Ra 0,29µm Rp 0,79µm
Rz 1,62µm Rv 0,84µm
Rq 0,36µm Rsk -0,21
Rt 1,67µm Rku 2,52
10
Ra 0,30µm Rp 0,90µm
Rz 1,70µm Rv 0,81µm
Rq 0,38µm Rsk 0,08
Rt 1,75µm Rku 2,47
15
Ra 0,29µm Rp 0,80µm
Rz 1,63µm Rv 0,83µm
Rq 0,35µm Rsk 0,15
Rt 1,70µm Rku 2,28
20
Ra 0,26µm Rp 0,95µm
Rz 1,66µm Rv 0,72µm
Rq 0,33µm Rsk 0,35
Rt 1,72µm Rku 2,66
25
Ra 0,33µm Rp 1,12µm
Rz 2,01µm Rv 0,89µm
Rq 0,40µm Rsk 0,16
Rt 2,07µm Rku 2,48
30
Ra 0,37µm Rp 1,34µm
Rz 2,17µm Rv 0,83µm
Rq 0,45µm Rsk 0,49
Rt 2,25µm Rku 2,47
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
37
Keményesztergálás
Érdességi jellemzők Mérési profil
Hordozóhossz
görbe
35
Ra 0,39µm Rp 1,60µm
Rz 2,42µm Rv 0,82µm
Rq 0,47µm Rsk 0,78
Rt 2,48µm Rku 3,20
40
Ra 0,40µm Rp 1,50µm
Rz 2,39µm Rv 0,89µm
Rq 0,48µm Rsk 0,46
Rt 2,42µm Rku 2,81
45
Ra 0,42µm Rp 2,14µm
Rz 2,95µm Rv 0,82µm
Rq 0,57µm Rsk 1,49
Rt 3,02µm Rku 5,38
50
Ra 0,37µm Rp 1,77µm
Rz 2,63µm Rv 0,86µm
Rq 0,49µm Rsk 0,84
Rt 2,72µm Rku 4,42
55
Ra 0,40µm Rp 1,90µm
Rz 2,87µm Rv 0,96µm
Rq 0,53µm Rsk 0,62
Rt 2,98µm Rku 4,38
60
Ra 0,42µm Rp 2,03µm
Rz 3,13µm Rv 1,11µm
Rq 0,56µm Rsk 0,58
Rt 3,18µm Rku 4,28
65
Ra 0,44µm Rp 2,08µm
Rz 3,17µm Rv 1,09µm
Rq 0,60µm Rsk 0,97
Rt 3,27µm Rku 4,58
Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
38
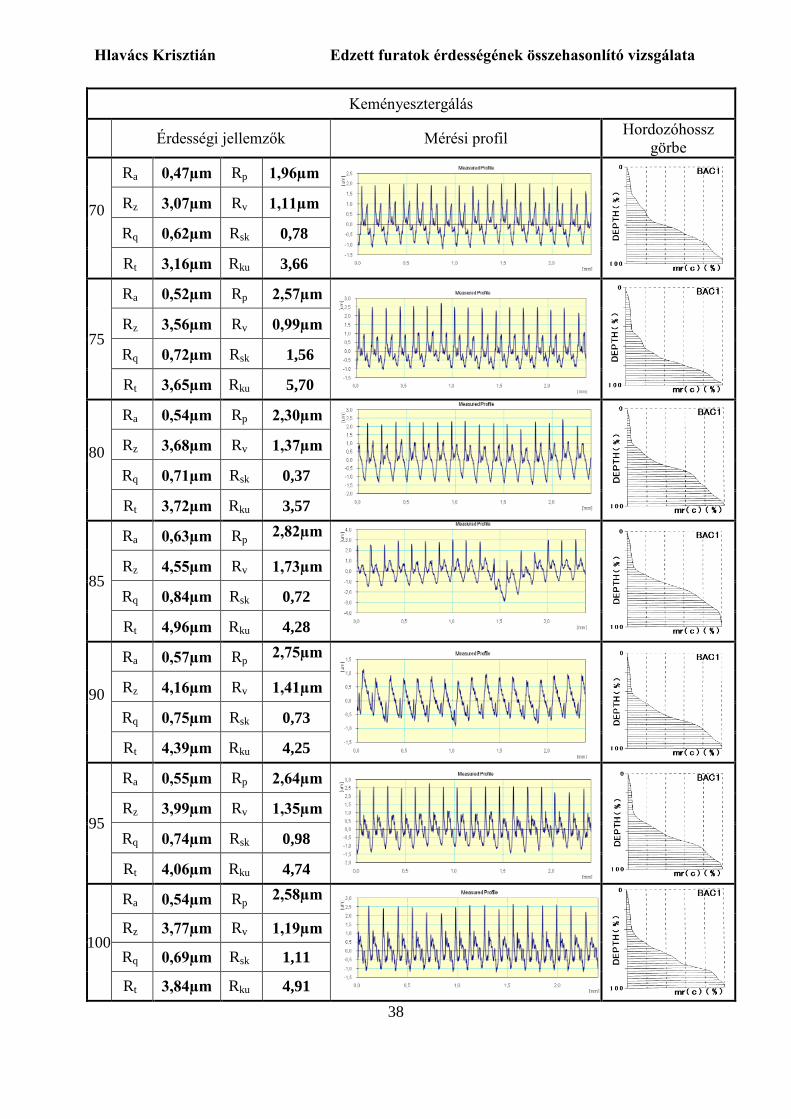
Keményesztergálás
Érdességi jellemzők Mérési profil Hordozóhossz
görbe
70
Ra 0,47µm Rp 1,96µm
Rz 3,07µm Rv 1,11µm
Rq 0,62µm Rsk 0,78
Rt 3,16µm Rku 3,66
75
Ra 0,52µm Rp 2,57µm
Rz 3,56µm Rv 0,99µm
Rq 0,72µm Rsk 1,56
Rt 3,65µm Rku 5,70
80
Ra 0,54µm Rp 2,30µm
Rz 3,68µm Rv 1,37µm
Rq 0,71µm Rsk 0,37
Rt 3,72µm Rku 3,57
85
Ra 0,63µm Rp 2,82µm
Rz 4,55µm Rv 1,73µm
Rq 0,84µm Rsk 0,72
Rt 4,96µm Rku 4,28
90
Ra 0,57µm Rp 2,75µm
Rz 4,16µm Rv 1,41µm
Rq 0,75µm Rsk 0,73
Rt 4,39µm Rku 4,25
95
Ra 0,55µm Rp 2,64µm
Rz 3,99µm Rv 1,35µm
Rq 0,74µm Rsk 0,98
Rt 4,06µm Rku 4,74
100
Ra 0,54µm Rp 2,58µm
Rz 3,77µm Rv 1,19µm
Rq 0,69µm Rsk 1,11
Rt 3,84µm Rku 4,91

Hlavács Krisztián Edzett furatok érdességének összehasonlító vizsgálata
39