Embed Size (px)
Citation preview
1
ものづくり塾・入門基礎コース資料 平成24年3月15日
鋳造技術入門 -鋳造加工と鋳物について-
(社)日本鋳造工学会関西支部 消失模型鋳造法研究会委員長 池永明
1. はじめに
「鋳造」法とは金属を高温に加熱溶解して、
これを鋳型の中へ流し込んだ後、金属が凝
固するのを待って鋳型を取り除き、希望する
形状の金属製品をつくる「金属加工法」のこ
とであり、できあがったものが「鋳物」である。
鋳造加工法は人類最古の技術であり、古き
は奈良の大仏、今日においてはジェットエン
ジン・タ-ビン翼の単結晶鋳造に代表される
ように、溶かして型をつくることの基本が、そ
の時代の先端技術を摂取しつつ、変わること
なく続いており、長い歴史を持ちながら、今な
お素形材産業の基盤となっている。
鋳造法の種類は多く、一般(重力)鋳造法
の他に、低圧,高圧,消失模型鋳造および特殊,精密鋳型などによる特殊鋳造法があり、それぞれ適
用する鋳型や鋳込み条件によって細かく分類されている。
鋳型の種類は、鋳型材料と造型法および鋳込み金属によって多様に分けられており、伝統的な生砂
型に代表される「普通鋳型」、粘土質以外の粘結剤による「特殊鋳型」ならびに「金型」に大別出来る。
その中でも銑鉄(鋳鉄)鋳物の生産には、生砂型を使用した自動造型機によるものが、70%あるといわ
れている。
2. 鋳造法の特徴
一般に、「金属製品」の「製造プロセス」は原料金属を溶解し、鋳型に鋳造することから始まる。鋳造さ
れたものは大きな鋳塊であったり、連続鋳造棒であり、それらから標準的形状の素材に成形加工され、
種々の作業工程を経て製品に仕上げられる。
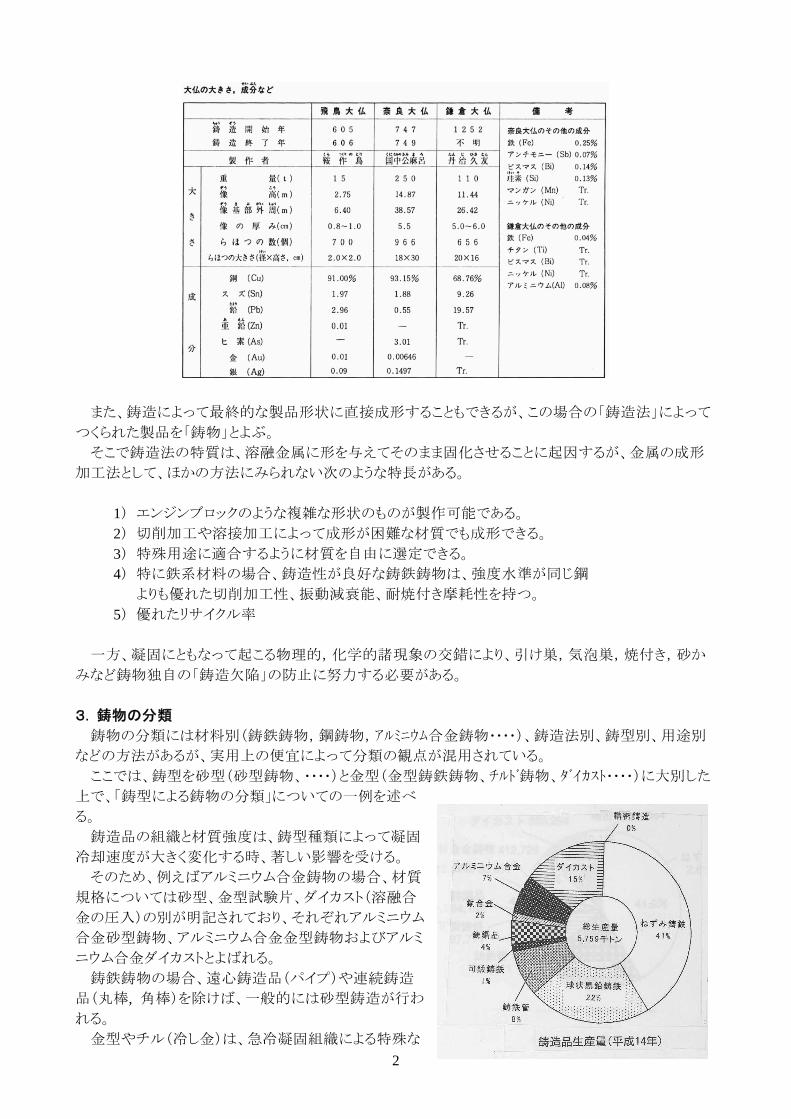
飛鳥大仏 奈良 飛鳥寺 奈良大仏 奈良 東大寺 鎌倉大仏 鎌倉 高徳院
世界に誇る三大仏
鋳造技術入門 -鋳造加工と鋳物について-
元大阪府立大学大学院 池永 明
1. はじめに
鋳造(加工)法とは金属を高温に加熱溶解して、これを鋳型の中へ流し込んだ後、金属
が凝固するのを待って鋳型を取り除き、希望する形状(ニヤネット・シェイプ)の金属製品をつくる
「金属加工法(ものづくり)」の一つであり、できあがったものが「鋳物」である。
鋳造加工法は人類最古の技術であり、古きは奈良の大仏、今日においてはジェットエン
ジン・タ-ビン翼の単結晶鋳造に代表されるように、溶かして型をつくることの基本が、その
時代の先端技術を摂取しつつ、変わることなく続いており、長い歴史を持ちながら、今なお
素形材産業の基盤となっている。
他に鍛造・溶接・旋削切削など
2
また、鋳造によって最終的な製品形状に直接成形することもできるが、この場合の「鋳造法」によって
つくられた製品を「鋳物」とよぶ。
そこで鋳造法の特質は、溶融金属に形を与えてそのまま固化させることに起因するが、金属の成形
加工法として、ほかの方法にみられない次のような特長がある。
1) エンジンブロックのような複雑な形状のものが製作可能である。
2) 切削加工や溶接加工によって成形が困難な材質でも成形できる。
3) 特殊用途に適合するように材質を自由に選定できる。
4) 特に鉄系材料の場合、鋳造性が良好な鋳鉄鋳物は、強度水準が同じ鋼
よりも優れた切削加工性、振動減衰能、耐焼付き摩耗性を持つ。
5) 優れたリサイクル率
一方、凝固にともなって起こる物理的,化学的諸現象の交錯により、引け巣,気泡巣,焼付き,砂か
みなど鋳物独自の「鋳造欠陥」の防止に努力する必要がある。
3. 鋳物の分類
鋳物の分類には材料別(鋳鉄鋳物,鋼鋳物,アルミニウム合金鋳物・・・・)、鋳造法別、鋳型別、用途別
などの方法があるが、実用上の便宜によって分類の観点が混用されている。
ここでは、鋳型を砂型(砂型鋳物、・・・・)と金型(金型鋳鉄鋳物、チルド鋳物、ダイカスト・・・・)に大別した
上で、「鋳型による鋳物の分類」についての一例を述べ
る。
鋳造品の組織と材質強度は、鋳型種類によって凝固
冷却速度が大きく変化する時、著しい影響を受ける。
そのため、例えばアルミニウム合金鋳物の場合、材質
規格については砂型、金型試験片、ダイカスト(溶融合
金の圧入)の別が明記されており、それぞれアルミニウム
合金砂型鋳物、アルミニウム合金金型鋳物およびアルミ
ニウム合金ダイカストとよばれる。
鋳鉄鋳物の場合、遠心鋳造品(パイプ)や連続鋳造
品(丸棒, 角棒)を除けば、一般的には砂型鋳造が行わ
れる。
金型やチル(冷し金)は、急冷凝固組織による特殊な
3
材質を得たい時に使用され、とくに使用鋳型条件を明記して、それぞれ金型共晶状黒鉛鋳鉄鋳物、チ
ルド鋳物とよばれている。
4. 鋳型の分類
1) 砂型に分類されるもの
生型 (種類: 山砂・半合成砂・合成砂方式 ,造型法: 手込・機械造型法)
無機質粘結剤自硬性型 (水ガラス系・セメント系)
有機質粘結剤自硬性型 (フラン樹脂・ウレタン樹脂)
乾燥または熱硬化鋳型 (油型・シェル型)
ろう型 (ソリッドモ-ルド法・セラミックシェルモ-ルド法)
Vプロセス型 (乾燥砂による真空造型法)
フルモ-ルド
(発泡スチロ-ル模型+自硬性砂)
消失模型鋳造法
(発泡スチロ-ル模型+乾燥砂)
2) 金型に分類されるもの
金型
(重力金型鋳造・低圧金型鋳造)
連続鋳造機
遠心鋳造型
ダイカスト
(精密大量生産方式)
溶湯鍛造法
直接圧延機
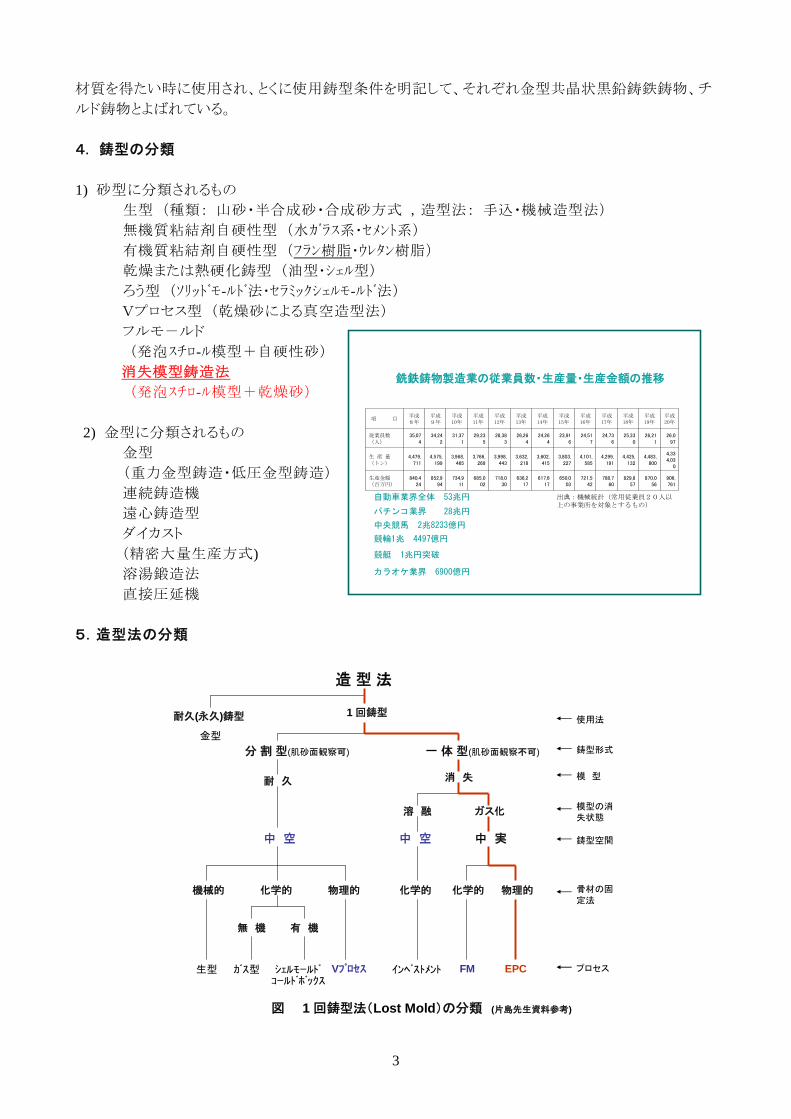
5.造型法の分類
造 型 法
耐久(永久)鋳型 1 回鋳型
分 割 型(肌砂面観察可) 一 体 型(肌砂面観察不可)
耐 久 消 失
中 空
溶 融 ガス化
中 空 中 実
使用法
鋳型形式
模 型
模型の消失状態
鋳型空間
機械的 化学的 物理的 化学的 化学的 物理的 骨材の固定法
無 機 有 機
生型 ガス型 シェルモールドコールドボックス
Vプロセス インベストメント FM EPC プロセス
金型
図 1 回鋳型法(Lost Mold)の分類 (片島先生資料参考)
出典:機械統計(常用従業員20人以上の事業所を対象とするもの)
906,761
870,056
829,857
788,760
721,542
650,003
617,617
636,217
718,030
685,002
734,911
852,994
840,424
生産金額(百万円)
4,334,03
0
4,483,800
4,425,132
4,299,191
4,101,585
3,803,227
3,602,415
3,632,218
3,998,443
3,766,268
3,968,465
4,575,199
4,479,711
生 産 量(トン)
26,097
26,211
25,330
24,736
24,517
23,916
24,264
26,264
28,383
29,235
31,371
34,242
35,074
従業員数(人)
平成20年
平成19年
平成18年
平成17年
平成16年
平成15年
平成14年
平成13年
平成12年
平成11年
平成10年
平成9年
平成8年
項 目
パチンコ業界 28兆円
自動車業界全体 53兆円
中央競馬 2兆8233億円
カラオケ業界 6900億円
競艇 1兆円突破
競輪1兆 4497億円
銑鉄鋳物製造業の従業員数・生産量・生産金額の推移
4
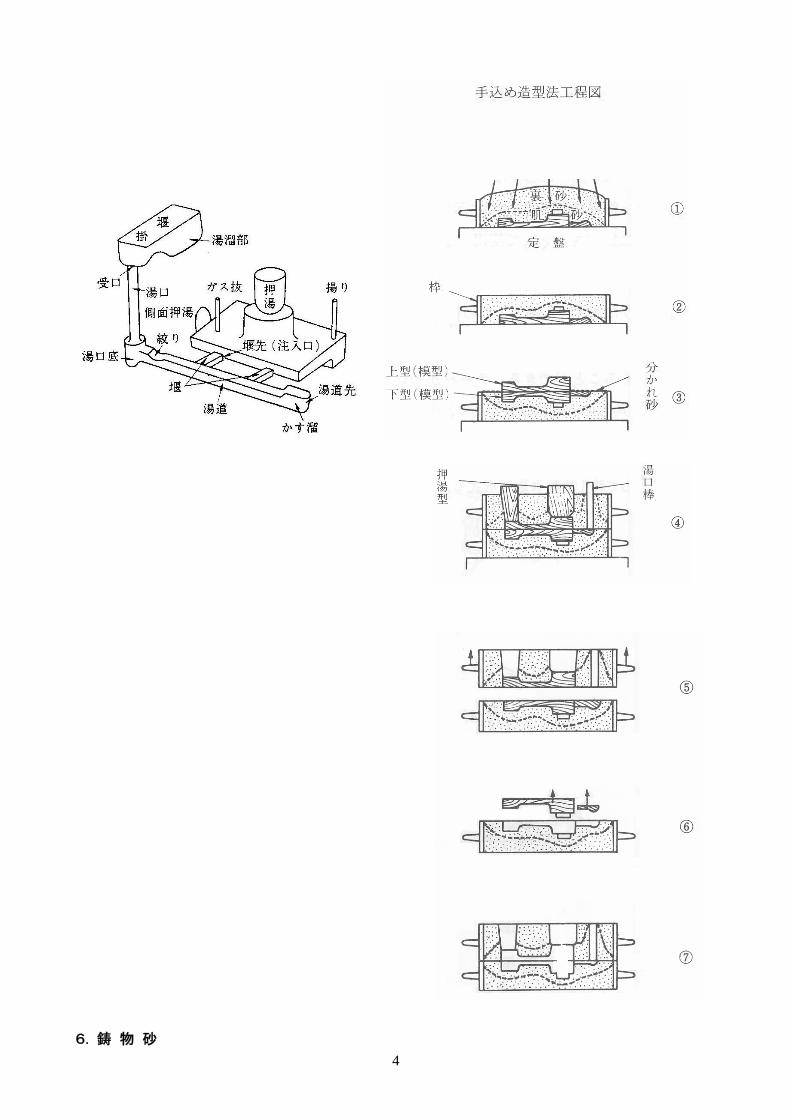
6. 鋳 物 砂

5
6.1 鋳物砂の具備すべき条件
鋳物砂は適当な大きさの砂粒を主体とし、適量の粘結剤を含有しており、その具備すべき条件として
次の各項目が考えられる。
1) 成型性に富むこと
2) 耐火性が十分なこと
3) 常温ならびに高温の強度が十分なこと
4) 適度な通気性
5) 復用性
6) 廉価で安定な供給の保証
これらの条件をある程度満たす鋳物砂は天然にも産出し、それを「山砂(天然砂)」というが、現在で
はその足らざるところを補った「合成砂」を使用するのが一般的となっている。
天然砂の場合、粘土分が15~18 %のものはそのまま用いるが、それより少ない時は適宜粘土を加え
る。水分は7~9% の範囲にする。
合成砂では強力な粘結剤を使用するので、少ない粘結剤と水分で強力な鋳型が造れる。
6.2 鋳物砂(合成砂)の構成
1) 砂粒子
珪砂(SiO2主体)/ 山砂(粘土分2%以上含むもの)/
オリビンサンド((Mg,Fe)2SiO4) / ジルコンサンド(ZrO2・SiO2)
2) 粘結剤
粘土(ベントナイト) / 水ガラス / 澱粉 / 樹脂 / 油脂
3) 添加剤
水 / 炭酸ガス / ダイカルシリケ-ト / 石炭粉 / コ-クス粉
生砂における水の働き
(粉粒体においては、架橋水分の毛管力と外部圧縮応力によって、粒子間の真の
接触面が多くなる。そのため、分子間力大きく作用することになり、後に乾燥して
も成形体としての維持が可能となる。→グリーンペレット)
7. 鉄鋳物
7.1 鉄とは
別紙 1 (鉄の誕生 ・ クラーク指数 ・ 鉄と炭素の合金 ・ 鉄鋼製錬工程)
6
7.2 鋳鉄とは
鋳鉄とは鋳物用材料の一つで,素形材工業において最も重要な鉄鋼材料の一翼を担っている.
化学組成的には,γ鉄(高温相)中への炭素Cの最大固溶限である2%以上のCのほとんどを遊離黒
鉛の形で含有する鉄-炭素合金である.
材質的には,鋼の中に片状あるいは球状(近年,片状と球状の中間の形態を有するバーミュキュラー
芋虫状黒鉛鋳鉄も用いられている)の遊離黒鉛が体積率で約10%存在する複合材料といえる.
凝固に際してFe-C系の共晶反応を利用するため,融点が低く湯流れが良好であり,また半金属的
な黒鉛の晶出により凝固収縮量が小さい.
「鋳鉄」は鋳造性に優れた「材料」であるため,ほとんどが鋳物として生産される.
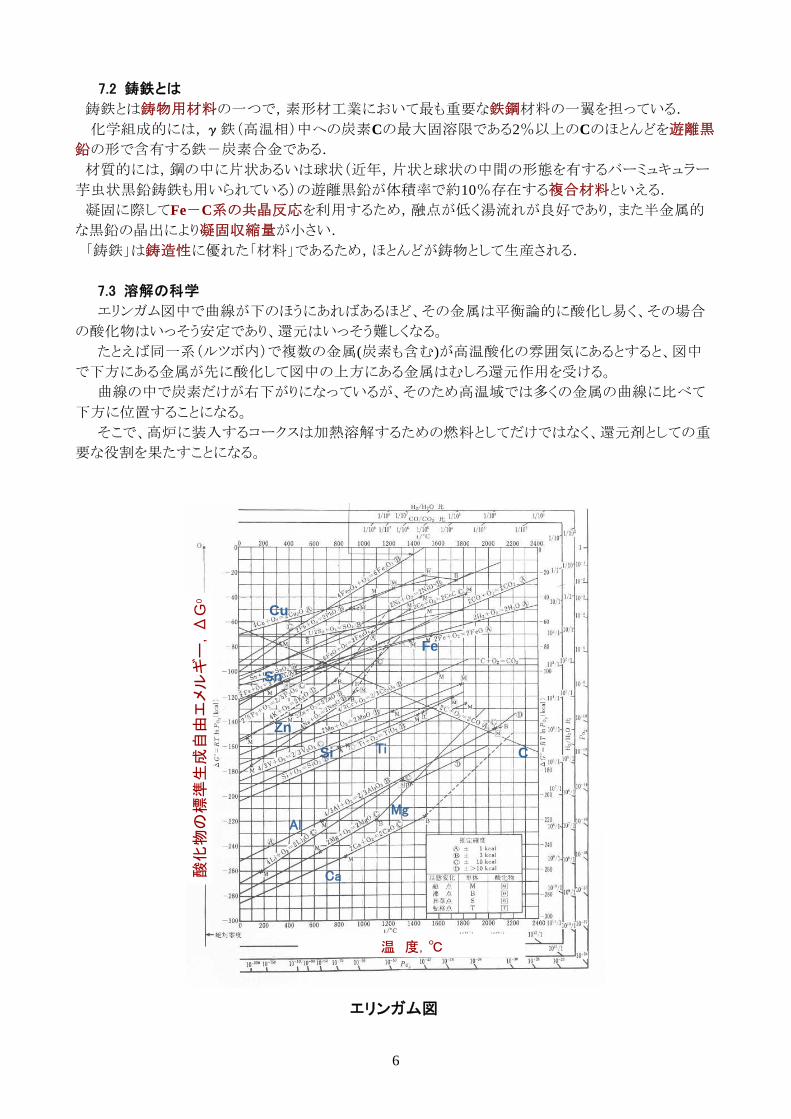
7.3 溶解の科学
エリンガム図中で曲線が下のほうにあればあるほど、その金属は平衡論的に酸化し易く、その場合
の酸化物はいっそう安定であり、還元はいっそう難しくなる。
たとえば同一系(ルツボ内)で複数の金属(炭素も含む)が高温酸化の雰囲気にあるとすると、図中
で下方にある金属が先に酸化して図中の上方にある金属はむしろ還元作用を受ける。
曲線の中で炭素だけが右下がりになっているが、そのため高温域では多くの金属の曲線に比べて
下方に位置することになる。
そこで、高炉に装入するコークスは加熱溶解するための燃料としてだけではなく、還元剤としての重
要な役割を果たすことになる。
Ca
MgAl
TiSi
Cu
C
Sn
Zn
Fe
温 度,℃
酸化
物の
標準
生成
自由
エメル
ギー,Δ
G0
エリンガム図
7
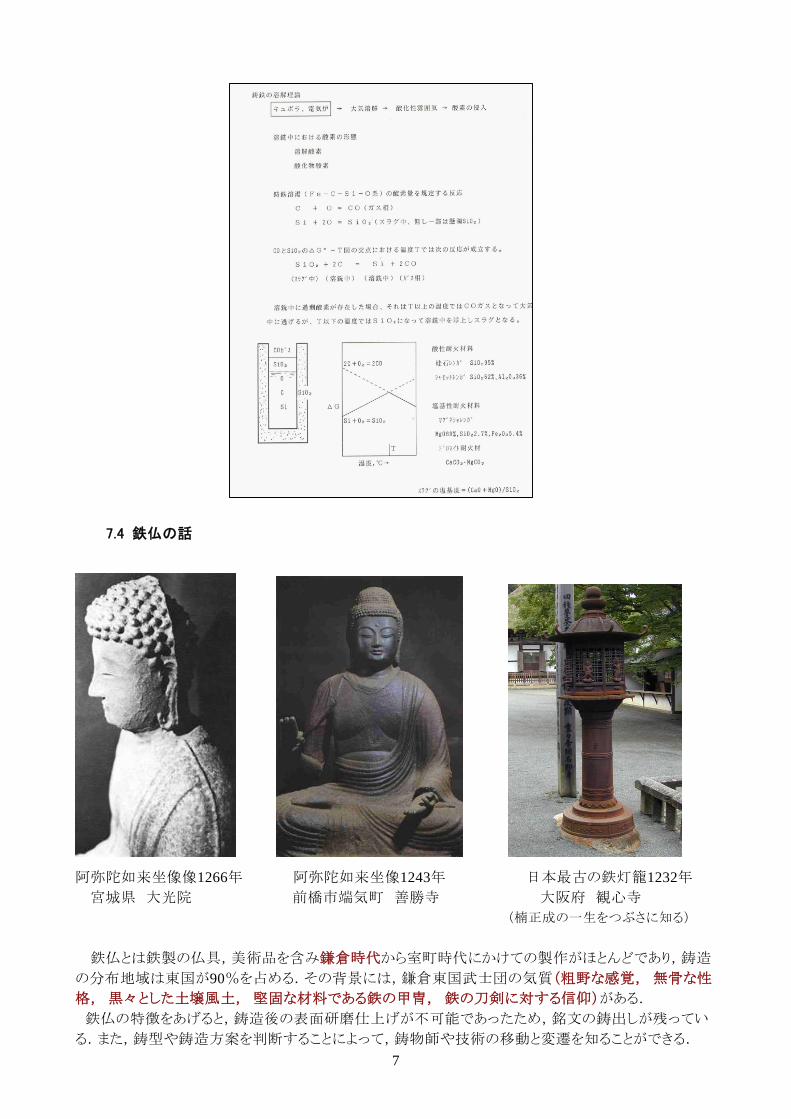
7.4 鉄仏の話
阿弥陀如来坐像像1266年 阿弥陀如来坐像1243年 日本最古の鉄灯籠1232年
宮城県 大光院 前橋市端気町 善勝寺 大阪府 観心寺
(楠正成の一生をつぶさに知る)
鉄仏とは鉄製の仏具,美術品を含み鎌倉時代から室町時代にかけての製作がほとんどであり,鋳造
の分布地域は東国が90%を占める.その背景には,鎌倉東国武士団の気質(粗野な感覚, 無骨な性
格, 黒々とした土壌風土, 堅固な材料である鉄の甲冑, 鉄の刀剣に対する信仰)がある.
鉄仏の特徴をあげると,鋳造後の表面研磨仕上げが不可能であったため,銘文の鋳出しが残ってい
る.また,鋳型や鋳造方案を判断することによって,鋳物師や技術の移動と変遷を知ることができる.
8
「生きている鉄は,限りなく強く,たくましい.その鉄は錆びて朽ち果てて,やがて土に還る.
強きが故に,朽ちて土に還る鉄はやさしく,魂が宿る」 倉田一良;佼成出版社,鉄仏の旅
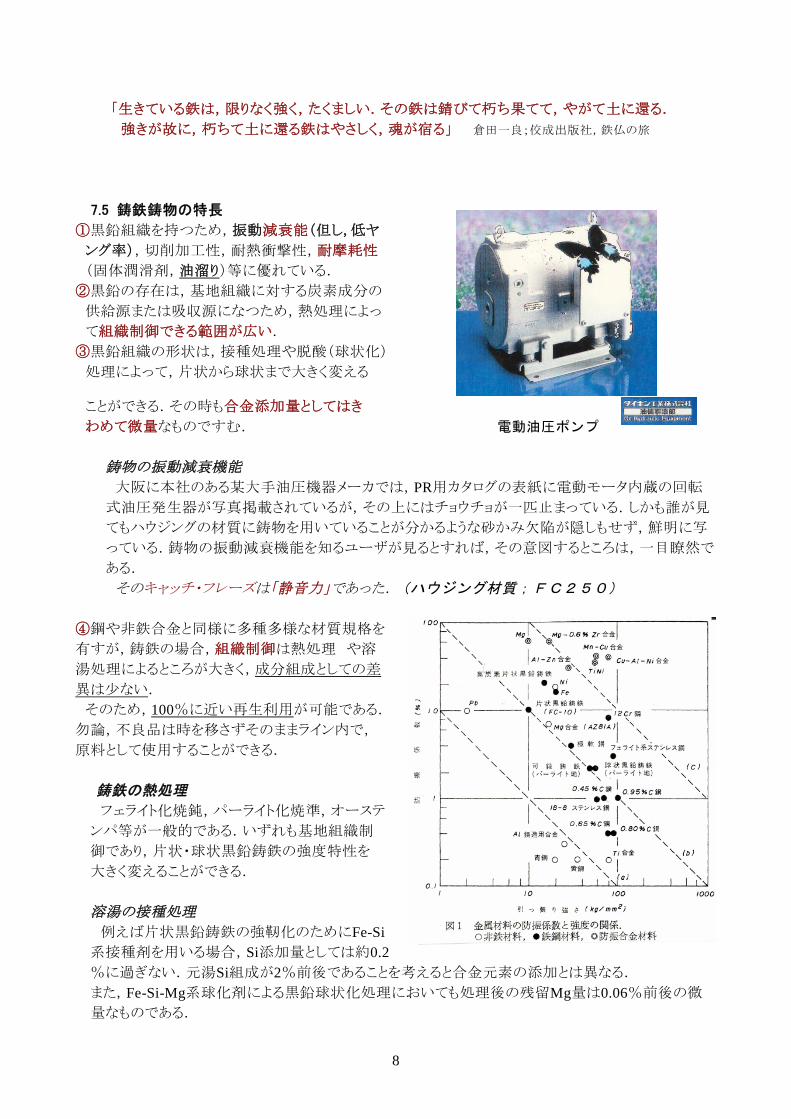
7.5 鋳鉄鋳物の特長
①黒鉛組織を持つため,振動減衰能(但し,低ヤ
ング率),切削加工性,耐熱衝撃性,耐摩耗性
(固体潤滑剤,油溜り)等に優れている.
②黒鉛の存在は,基地組織に対する炭素成分の
供給源または吸収源になつため,熱処理によっ
て組織制御できる範囲が広い.
③黒鉛組織の形状は,接種処理や脱酸(球状化)
処理によって,片状から球状まで大きく変える
ことができる.その時も合金添加量としてはき
わめて微量なものですむ. 電動油圧ポンプ
鋳物の振動減衰機能
大阪に本社のある某大手油圧機器メーカでは,PR用カタログの表紙に電動モータ内蔵の回転
式油圧発生器が写真掲載されているが,その上にはチョウチョが一匹止まっている.しかも誰が見
てもハウジングの材質に鋳物を用いていることが分かるような砂かみ欠陥が隠しもせず,鮮明に写
っている.鋳物の振動減衰機能を知るユーザが見るとすれば,その意図するところは,一目瞭然で
ある.
そのキャッチ・フレーズは「静音力」であった.(ハウジング材質;FC250)
④鋼や非鉄合金と同様に多種多様な材質規格を
有すが,鋳鉄の場合,組織制御は熱処理 や溶
湯処理によるところが大きく,成分組成としての差
異は少ない.
そのため,100%に近い再生利用が可能である.
勿論,不良品は時を移さずそのままライン内で,
原料として使用することができる.
鋳鉄の熱処理
フェライト化焼鈍,パーライト化焼準,オーステ
ンパ等が一般的である.いずれも基地組織制
御であり,片状・球状黒鉛鋳鉄の強度特性を
大きく変えることができる.
溶湯の接種処理
例えば片状黒鉛鋳鉄の強靭化のためにFe-Si
系接種剤を用いる場合,Si添加量としては約0.2
%に過ぎない.元湯Si組成が2%前後であることを考えると合金元素の添加とは異なる.
また,Fe-Si-Mg系球化剤による黒鉛球状化処理においても処理後の残留Mg量は0.06%前後の微
量なものである.
9
8.地球の環境にやさしい鋳造プロセス”消失模型鋳造法”
8.1 はじめに
鋳物産業は炎と煙,臭気,有毒ガス,産業廃棄物を大量に発生させる典型的な3K産業と言われて
きた.しかし,こうした問題を一挙に解決する鋳造プロセスとして最近にわかに注目を集めているのに
「消失模型鋳造法」がある.
本プロセスは「地球の環境にやさしいものづくり」を確実に実現できる金属製品生産プロセスとして期
待されている.
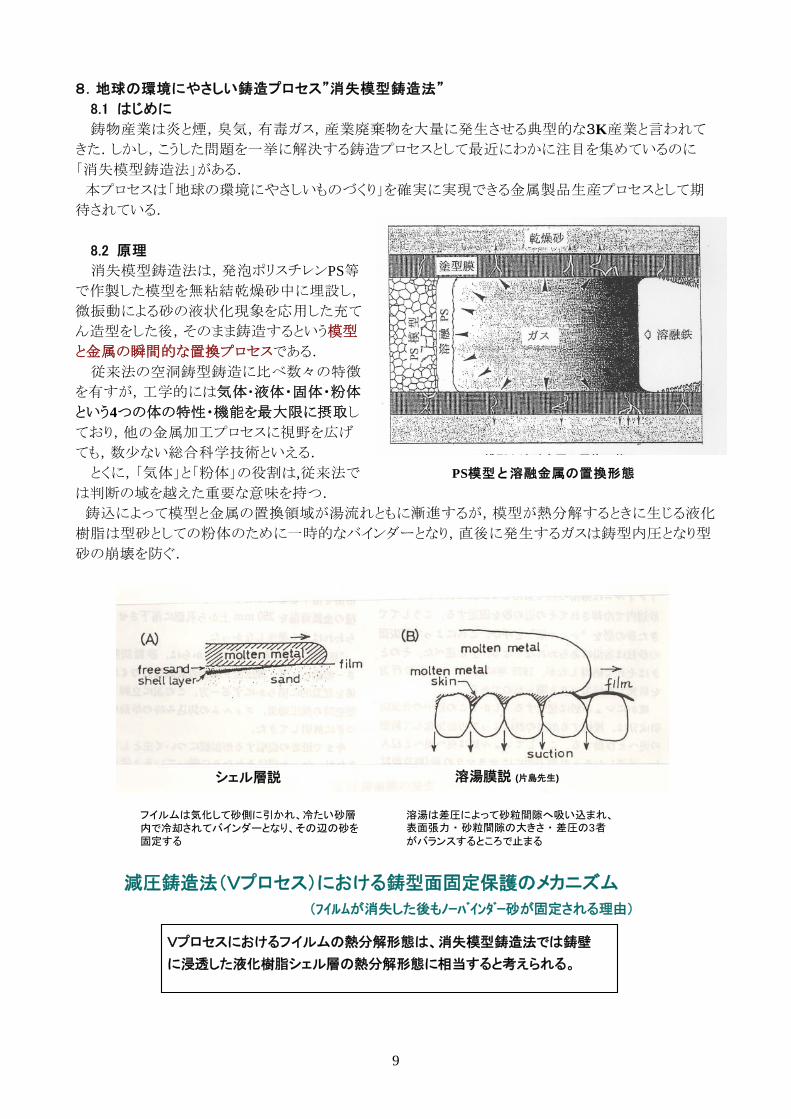
8.2 原理
消失模型鋳造法は,発泡ポリスチレンPS等
で作製した模型を無粘結乾燥砂中に埋設し,
微振動による砂の液状化現象を応用した充て
ん造型をした後,そのまま鋳造するという模型
と金属の瞬間的な置換プロセスである.
従来法の空洞鋳型鋳造に比べ数々の特徴
を有すが,工学的には気体・液体・固体・粉体
という4つの体の特性・機能を最大限に摂取し
ており,他の金属加工プロセスに視野を広げ
ても,数少ない総合科学技術といえる.
とくに,「気体」と「粉体」の役割は,従来法で PS模型と溶融金属の置換形態
は判断の域を越えた重要な意味を持つ.
鋳込によって模型と金属の置換領域が湯流れともに漸進するが,模型が熱分解するときに生じる液化
樹脂は型砂としての粉体のために一時的なバインダーとなり,直後に発生するガスは鋳型内圧となり型
砂の崩壊を防ぐ.
減圧鋳造法(Vプロセス)における鋳型面固定保護のメカニズム
シェル層説 溶湯膜説 (片島先生)
フイルムは気化して砂側に引かれ、冷たい砂層内で冷却されてバインダーとなり、その辺の砂を固定する
(フイルムが消失した後もノーバインダー砂が固定される理由)
溶湯は差圧によって砂粒間隙へ吸い込まれ、表面張力 ・ 砂粒間隙の大きさ ・ 差圧の3者がバランスするところで止まる
Vプロセスにおけるフイルムの熱分解形態は、消失模型鋳造法では鋳壁
に浸透した液化樹脂シェル層の熱分解形態に相当すると考えられる。
10
8.3 特徴
8.3.1 加工プロセスの面から
現在,溶接加工によってつくられている構造物の多くは,軽量な発泡ポリスチレンなどの板を切り貼り
するだけで,形状的制限を受けることなく,専門的技術なしに鋳造加工することが可能となります.
本プロセスでは造型時に、粘結剤を含まない乾燥砂を用いるため、騒音が少ない環境にやさしい正
弦波微振動充てんの適用が可能である。
8.3.2 鋳造品付加価値として
消失模型鋳造法では,木型・金型等の模型を砂型から抜型する従来の鋳造法と比べ, 複雑な形状
品や薄肉大型部材等も中子や抜き勾配なしで鋳造することが出来る.
このような鋳造品の形状的制限の克服によって,製品設計者は造型方案や湯流れ方案という鋳造技
術者としての特別な知識を必要とせず,製品の十数%の軽量化と機能を優先した設計が可能であり,
最近それらの事例が増えつつある.
8.3.3 鋳造品材質
さらに,材質的にも,他の鋳造プロセスによるよるものに比べて,優れた特徴を有している.本プロセ
スでは一般に無粘結砂使用と減圧吸引方式が適用されるが,その型砂の断熱性と鋳込み直後からの
大気の吸引流気による冷却能との相乗効果は,きわめて異質で有用な鋳造凝固形態を生み出す.
鋳物厚肉部は良好な凝固冷却特性によって,微細均一で緻密な組織が得られる.
その結果,従来の鋳物につきものの巣の発生がなく,鋳物ユーザへの大きなアピールとなるばかりか,
メーカにとっても重要部位に巣が発生することを回避するための方案に苦労する必要もなくなった.
一方,鋳物薄肉部は減圧溶湯吸引効果と乾燥(バラ)砂の断熱効果によって良好な鋳造性が得られ
る.
8.4 将来性
無粘結砂の場合,通気度の確保調整や後の砂再生処理に全く気を使うことなく,砂の稠密充てん状
態を目指しさえすればよい.無粘結粉粒体を型砂として使用することは,無限の鋳型強度を得ることに
つながる.
しかし,昔から「粉体」は「紛体」とも呼ばれ,「粉体トラブル学」なる言葉まで存在するほどで,発泡樹
脂模型を損傷することなしに,砂を充てん締め固めるためには高度な技術を要する.幸いなことに我が
国の場合,砂流動充てんに関する研究が進んでおり,消失模型鋳造法における造型技術は世界に誇
れるものを有している.
鋳鉄鋳物に関しては,消失模型鋳造ラインを有する工場数(未公開を含め、約50社)からみても本プ
ロセスの最先進国である.
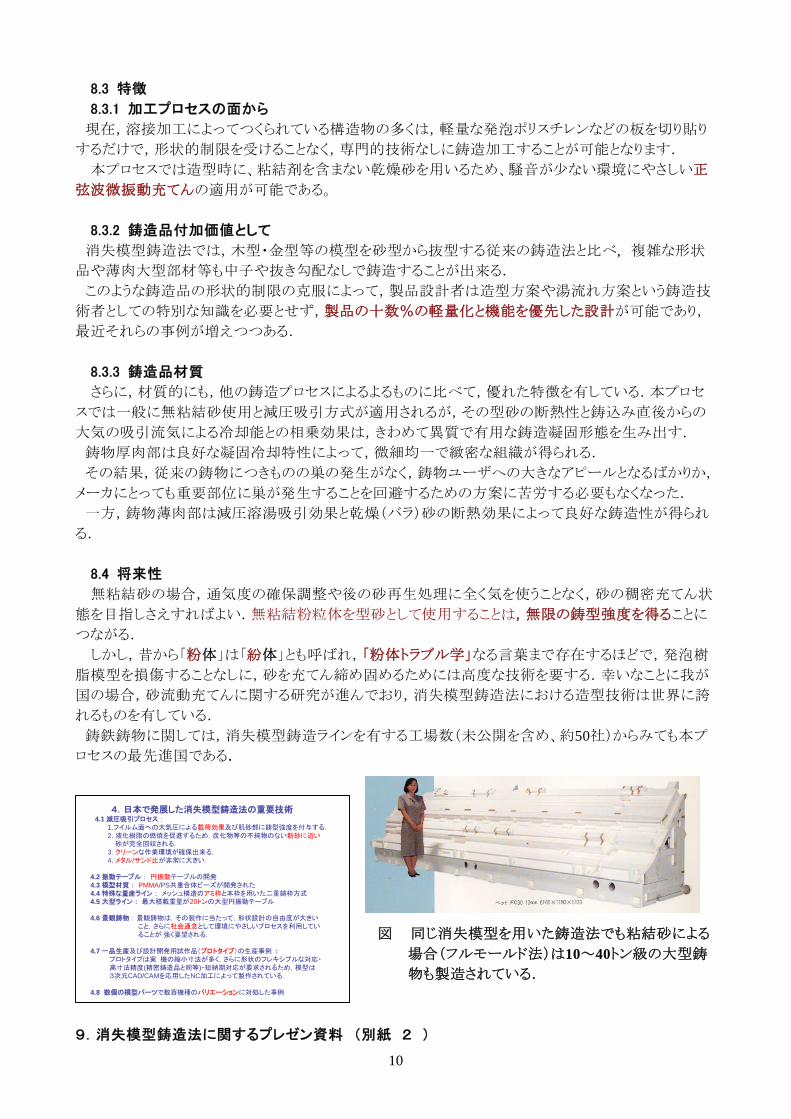
図 同じ消失模型を用いた鋳造法でも粘結砂による
場合(フルモールド法)は10~40トン級の大型鋳
物も製造されている.
9.消失模型鋳造法に関するプレゼン資料 (別紙 2 )
4.日本で発展した消失模型鋳造法の重要技術4.1 減圧吸引プロセス :
1.フイルム面への大気圧による載荷効果及び肌砂部に鋳型強度を付与する.2. 液化樹脂の燃焼を促進するため,炭化物等の不純物のない新砂に近い
砂が完全回収される.3. クリーンな作業環境が確保出来る.4. メタル/サンド比が非常に大きい.
4.2 振動テーブル : 円振動テーブルの開発4.3 模型材質 : PMMA/PS共重合体ビーズが開発された4.4 特殊な量産ライン : メッシュ構造のアミ枠と本枠を用いた二重鋳枠方式4.5 大型ライン : 最大積載重量が20トンの大型円振動テーブル
4.6 景観鋳物 : 景観鋳物は,その製作に当たって,形状設計の自由度が大きいこと,さらに社会通念として環境にやさしいプロセスを利用していることが 強く要望される.
4.7 一品生産及び設計開発用試作品(プロトタイプ)の生産事例 :プロトタイプは実 機の縮小寸法が多く,さらに形状のフレキシブルな対応・高寸法精度(精密鋳造品と同等)・短納期対応が要求されるため,模型は3次元CAD/CAMを応用したNC加工によって製作されている.
4.8 数個の模型パーツで数百機種のバリエーションに対処した事例









![cdn.paperm.jp › temp2007 › templates › JP-MC1… · Web viewメッセージを入れてね。メッセージを入れてね。メッセージを入れてね。メッセージを入れてね。メッセージを入れてね。メッセージを入れてね。メッセージを入れてね。メッセージを入れてね。写真を入れて右クリック→[順序]を「最背面へ移動」するとフレームに写真がおさまります。](https://img.pdfslide.tips/doc/110x75/5f0e2d277e708231d43df9a7/cdn-a-temp2007-a-templates-a-jp-mc1-web-view-ffffoeffffoeffffoeffffoeffffoeffffoeffffoeffffoecoeoefffaeoeoeefoeecffffcoeoe.jpg)