Embed Size (px)
Citation preview

와이어방전가공기에대해
기초부터최신기술까지
西部電機株式会社精密機械事業部

와이어방전가공기란...
• 와이어방전가공기(Wire ElectricDischarge Machine)는, 황동, 동, 텅스텐등의가는와이어를감아돌리면서, 이것을전극으로서이차원윤곽형상을수치제어에의해전극를걸쳐실톱식에윤곽을도려내가공하는방전가공기이다

방전가공기의역사
초창기 : 1945년 ~ 1948년경, 도쿄대학공학부본교수가연구개시
제일세대 : 콘덴서방전시대 ( 1953년 ~ 1965년 )
제2 세대 : 반도체전원에의한저소모방전가공시대
( 1965년이후 )
제3세대 : CNC화의시대 ( 1975년 )
제4세대 : 새로운가공현상발견의시대 ( 1992년 )

가공의원리①
전원
와이어전극
탈이온수(상하로부터의분출)
(+)
(-)공작물

가공의원리②
①불꽃방전발생 ②방전기둥,금속의용해
③폭발·비산④가공쓰레기의배제, 움푹한곳

와이어방전가공기의특징
②특수한공구를필요로하지않는다.③형상의제한이없다.④고정밀도의가공이가능.⑤와이어전극의소모를대부분무시할수있다.⑥화재발생 위험이없다.
①재료의경도에관계없이가공할수있다.

와이어방전가공기의구성
X축모터
Y축모터
크로스테이블
가공
전원
서보
회로
제어
회로
NC장치
여과장치
급전자 (-)
(+)

그외의방전가공기
・형조방전가공기
특정형상의전극을이용하고, 그형상을투영하는방전
가공기.가공방법은바닥붙어, 관통가공이있다。
가공액은, 절연성이있는등유류를이용한다。
・미세홀방전가공기
파이프전극을이용하고, 미세홀을가공하는방전가공기。
파이프안에고압의물을분출하게하고가공을실시한다。
주로, 와이어방전가공기의스타트구멍가공에이용한다。

와이어방전가공기의가공특성
가공특성
가공속도
면조도
방전갭

가공조건과가공특성
가공조건
전기조건
가공액
와이어전극
피크전류
무부하전압
휴지시간
평균가공전압
비저항
유량
장력
전송속도
직경
재질

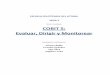
가공속도에대해
Hmm
F mm/min
면적속도
W(mm2/min)=F×H

와이어경과 가공속도
0
50
100
150
200
250
10 40 70 100
250
板厚(mm)
加工
速度
(mm
2/m
in)
φ0.1
φ0.15
φ0.2
φ0.25
φ0.3

가공속도와조건과의관계
가공속도
피크전류치
휴지시간
평균가공전압
비저항치
유 량
와이어직경
빠르다늦다
높다
짧다
낮다
낮다
많다
굵다
낮다
길다
높다
높다
적다
가늘다

전압·전류파형
전압파형
전류파형
무부하전압
피크전류
τon τoff
τon:전압인가시간
τoff:휴지시간
아크전압
평균가공전압

가공액의역할
① 극간의절연회복
② 방전폭압발생
③ 방전부분의냉각
④ 가공불순물의배제

와이어방전가공기의가공방법
가공방법
퍼스트컷(1차)만으로끝내는방법
세컨드컷(2차이상)을적용하는방법

퍼스트컷
g
d
g
d/2+g
d : 와이어경
g : 방전갭(한쪽편)
퍼스트컷일경우의오프셋량
치수정도 : ±0.05mm
가공면조도 : 15~20μmRy

세컨드컷
2nd3rd
4th
최종형상
퍼스트의형상
세컨드컷의효용
①가공정도의향상
②면조도의향상
③코너부의정확한형성
④가공형상의수정

고정밀도가공의실제
가공정도
형상정도
위치결정정도
치수정도
진직도
코너제어
구멍기준
단면기준

코너제어①
ΔI
ΔIA1
A2
A3
코너부의가공량변화에의한가공경폭변화

코너제어②
와이어전극의가공진행방향의지연

코너제어대책
①세컨드컷을실시한다。
②가공형상의궤도보정。(코너제어)
③전기조건변경에의한속도의제어。
④프로그램으로코너부에도피 R을작성。

코너제어대책효과
●BD●BD코너코너제어제어없음없음 ●BD●BD코너코너제어제어있음있음

타이코형상
①와이어의진동 ②비저항의차이 ③불순물에의한 2차방전
고저

가공물뒤틀림현상
① 재료의내부응력
② 방전에의한열
③ 실온, 가공액의온도변화

일그러짐대책①
① 열처리전가공을실시한다。
구멍가공 슬릿가공

② 재료에열처리를실시한다.
③ 열처리후, 예비가공을실시한다。
2~3mm
진공열처리, 서브제로처리를실시합니다.SKD11등의합금공구강에서는, 예비가공을 2회이상실시합니다。

일그러짐대책②
재료변형잡기의고려
가공시작홀을반드시마련해가공재료의안쪽으로부터가공합니다. 또가공재료의남는부분을, 적어도5mm이상으로합니다。
5mm以上

여러가지가공
① 테이퍼가공
DA
DB+ ー
각도지시의부호

② 상하이형상가공
동시4축제어( X, Y, U, V )로의가공。

③ 무전해가공
종래의가공에서는, 전기분해에의해다음의문제가발생。
① 가공면이전해부식으로인해산화되어, 가공표면이연화한다。
② 전해에의해서용해되어피칭이발생한다。
③ 녹의발생。
무전해전원( EP전원 )의사용에의해, 해소。

무전해전원의구조전압파형
0V
+V
ーV

무전해가공샘플
기존가공 무전해가공

NC프로그래밍
자동프로그래밍장치
APT(Auto Programing Tool) 언어를이용하고, 도형정의문, 경로정의문에서형상을작성해나간다。
CAD/CAM장치
APT언어의도형정의문을, 마우스나타블렛을이용해형상을작성해나간다。

자동화·무인화
파이프가이드방식 아닐드라이방식 수류(제트) 방식
자동와이어공급장치(AWF)

FA화(DIO시스템)