Embed Size (px)
Citation preview
1
UNIVERSIDAD LIBRE
FACULTAD DE INGENIERÍA
INGENIERÍA MECÁNICA
PROPUESTA DE TRABAJO DE GRADO
Autor Del Proyecto: Andrés Julian Guerrero Pastran
Código: 065121001
Cédula: 1015444285
Teléfono de Contacto: 3508123166
Correo Electrónico: [email protected]
Efecto de las adiciones de Boro en la microestructura y
resistencia al desgaste abrasivo en un hierro blanco alto
Cromo.
Director: Sierra Cetina Mauricio Alejandro
Profesión: Ingeniero Mecánico
Oficina: L-203
Correo Electrónico: [email protected]
___________________________
Andrés Julian Guerrero Pastran

2
EFECTO DE LAS ADICIONES DE BORO EN LA MICROESTRUCTURA Y
RESISTENCIA AL DESGASTE ABRASIVO EN UN HIERRO BLANCO ALTO
CROMO.
AUTOR:
ANDRES JULIAN GUERRERO PASTRAN
UNIVERSIDAD LIBRE DE COLOMBIA
FACULTAD DE INGENIERIA
INGENIERIA MECANICA
BOGOTÁ
2019

3
EFECTO DE LAS ADICIONES DE BORO EN LA MICROESTRUCTURA Y
RESISTENCIA AL DESGASTE ABRASIVO EN UN HIERRO BLANCO ALTO
CROMO.
AUTOR:
ANDRES JULIAN GUERRERO PASTRAN
CO-DIRECTOR:
FRANCISCO VAPEANI GUERRA
DOCTOR EN CIENCIAS EN METALURGIA Y CIENCIAS DE LOS MATERIALES
UNIVERSIDAD MICHOACANA SAN NICOLÁS DE HIDALGO INSTITUTO DE INVESTIGACIONES EN METALURGIA Y MATERIALES
MORELIA-MÉXICO
UNIVERSIDAD LIBRE DE COLOMBIA
FACULTAD DE INGENIERIA
INGENIERIA MECANICA
BOGOTÁ
2019
4
NOTA DE ACEPTACION
________________________
________________________
________________________
________________________
XMAURICIO ALEJANDRO SIERRA CETINA
TUTOR
X
FIRMA DEL JURADO
X
FIRMA DEL JURADO
5
DEDICATORIA
Principalmente a Dios que ha estado en cada uno de mis pasos, cuando he
sentido que voy a decaer, el encontró la forma de darme la fuerza para seguir en
pie.
A mi madre Yolanda que sin importar la situación no ha soltado mi mano. Ella que
nunca tuvo dudas respecto a los logros de su hijo, que con mucho esfuerzo y
sacrificio me ha dado las herramientas para materializar esta meta.
A mi padre Sigifredo que me ha enseñado y formado como un hombre de bien.
Que con su inmenso sacrificio me ha puesto en el lugar donde estoy el día de hoy.
A mi hermana Alejandra de quien me siento muy orgulloso y ha sido aquel gran
ejemplo de vida, además que para estos momento espera a mi sobrina como una
bendición más para la familia.
Gracias por su apoyo y constante confianza depositada.
6
AGRADECIMIENTOS
A mis maestros. Por la pasión y dedicación entregada mientras me enseñaban sus conocimientos y contribuían en mi formación profesional. Al Ingeniero Mauricio Sierra Cetina, director y gran amigo, por la confianza que deposito en mí, por sus lecciones y colaboración constante. Al Doctor Arnoldo Bedolla Jacuinde, por su recibimiento en la ciudad de Morelia y colaboración con el desarrollo de este trabajo, por su experiencia y tiempo dedicado. Al Doctor Francisco Guerra, maestro y gran persona, que dedico su tiempo y sus espacios para la consecución de este proyecto.
7
TABLA DE CONTENIDO
1. INTRODUCCION ............................................................................................ 13
2. DESCRIPCIÓN DEL PROBLEMA. .................................................................. 14
3. JUSTIFICACÍON Y DELIMITACÍON. .............................................................. 15
4. OBJETIVOS. ................................................................................................... 16
4.1 Objetivo General ....................................................................................... 16
4.2 Objetivos específicos ................................................................................ 16
5. MARCO REFERENCIAL. ................................................................................ 17
5.1 MARCO TEÓRICO ................................................................................... 17
5.1.1 Fundiciones de hierro ......................................................................... 17
5.1.2 Fundición gris ..................................................................................... 17
5.1.3 Fundiciones Aleadas .......................................................................... 21
5.1.4 Desgaste ............................................................................................ 22
5.2 MARCO CONCEPTUAL ........................................................................... 23
5.3 ESTADO DEL ARTE................................................................................. 25
5.4 MARCO LEGAL Y NORMATIVO .............................................................. 30
6. DISEÑO METODOLÓGICO. ........................................................................... 31
6.1 Fabricación del material ............................................................................ 32
Balance de carga ............................................................................................ 32
6.1.1 Fundición del material ........................................................................ 34
6.2 Seccionamiento de las barras ................................................................... 35
6.3 Análisis Químico ....................................................................................... 37
6.4 Tratamiento térmico .................................................................................. 37
6.5 Caracterización ......................................................................................... 38
6.5.1 Preparación de las muestras metalográficas. .................................... 38
6.5.2 Difracción de rayos X (DRX) .............................................................. 40
6.5.3 Microscopia electrónica de barrido ..................................................... 40
6.5.4 Cuantificación de carburos eutécticos ................................................ 42
6.6 Dureza y Micro dureza. ............................................................................. 42
6.7 Ensayo de desgaste ................................................................................. 43
6.7.1 Perfilometria óptica. ............................................................................ 44

8
7. RESULTADOS Y ANALISIS ............................................................................ 45
7.1 Caracterización en condiciones de colada. ............................................... 45
7.2 Estructura del hierro después del tratamiento de desestabilización. ........ 53
7.3 Microdureza de las fases presentes y Dureza de la aleación. .................. 60
7.4 Desgaste Abrasivo .................................................................................... 64
8. CONCLUSIONES ............................................................................................ 68
9. BIBLIOGRAFÍA ............................................................................................... 69
9
LISTADO DE TABLAS
Pág.
Tabla 1 Efectos de los elementos de aleación en las fundiciones ........................ 21
Tabla 2: Combinaciones disponibles para el diseño experimental......................... 31
Tabla 3: Muestras de dureza en estudios previos.................................................. 32
Tabla 4: Comprobación del número de réplicas para experimentos de un solo
factor. ..................................................................................................................... 32
Tabla 5: Balance de carga en base a 3 kg para las cuatro coladas. ...................... 33
Tabla 6: Composición sorel ................................................................................... 34
Tabla 7: Composición química para la aleación base y las diferentes adiciones de
Boro 0.3, 0.6 y 1.2 % en peso. ............................................................................... 45
Tabla 8: Resultados del ensayo de desgaste abrasivo. ......................................... 64
10
LISTADO DE IMÁGENES
Pág.
Figura 1 Clasificación de las láminas de grafito según la forma, tamaño y
distribución. ............................................................................................................ 18
Figura 2: Microestructura de la fundición nodular ferrítico perlítica ........................ 19
Figura 3: Microestructua de la fundición maleable ferrítica .................................... 19
Figura 4: Microestructura de la fundición blanca ................................................... 20
Figura 5: Desgaste abrasivo debido a la presencia de partículas duras ................ 23
Figura 6: Sorel. ...................................................................................................... 34
Figura 7: Horno de inducción capacidad 30 kg ...................................................... 35
Figura 8: Cortadora de metales. ............................................................................ 36
Figura 9: Probetas microscopia convencional y Probetas Desgaste. .................... 36
Figura 10: Recipientes muestras para analisis quimico. ........................................ 37
Figura 11: Probetas saliendo de tratamiento térmico. ............................................ 38
Figura 12: Pulidora, Lubricante, Paños y Pasta de diamante (6 y 1 μm). .............. 39
Figura 13: Ilustración del ataque profundo. ............................................................ 39
Figura 14: Equipo para difracción de rayos X. ....................................................... 40
Figura 15: Microscopio electrónico de barrido ....................................................... 41
Figura 16: Uso del programa SigmaScan para cuantificación. .............................. 42
Figura 17: Durómetro y micro durómetro. .............................................................. 43
Figura 18: Máquina para ensayo de desgaste abrasivo. ....................................... 44
Figura 19: Escaneo de la probeta en el perfilometro óptico. .................................. 44
Figura 20: Micrografias con magnificación de 1000x a) Base, b) 0.3% B, c) 0.6% B
y d) 1.2% B. ........................................................................................................... 47
Figura 21: Difractograma de la aleación sin adición de Boro. ................................ 48
Figura 22: Difractograma de la aleación con adición de 0,3% Boro. ...................... 49
Figura 23: Difractograma de la aleación con adición de 0,6% Boro. ...................... 49
Figura 24: Difractograma de la aleación con adición de 1,2% Boro. ...................... 50
Figura 25: Incremento del volumen de carburo...................................................... 51
11
Figura 26: Diagrama de las fases presentes en cada aleación. a) Base, b) 0.3% B,
c) 0.6% B y d) 1.2% B. ........................................................................................... 52
Figura 27: Magnificación 1000X a) Base, b) 0.3% B, c) 0.6% B y d) 1.2% B.
Cambios de la matriz luego del tratamiento de desestabilización. ......................... 53
Figura 28: Fotomicrografía (magnificación 4000) de la aleación base en
condiciones de colada (a) y posterior al tratamiento de desestabilización (b). ...... 54
Figura 29: Micrografías (3000X) de la aleación con adiciones de 1.2% de Boro a)
condiciones de colada y b) posterior al tratamiento de desestabilización. ............. 55
Figura 30: Mapeos de espectroscopia de energía dispersiva (EDS).a) Carbono, b)
Cromo, c) Hierro, d) Molibdeno, e) Níquel. ............................................................ 56
Figura 31: Imagen de electrones retro dispersados. ¡Error! Marcador no definido.
Figura 32: Evidencia partículas de boro. ................................................................ 58
Figura 33: Diagrama de la composición los carburos tipo M7C3 y M23C6. ........... 59
Figura 34: Micro dureza de las fases para las aleaciones en condiciones de
colada. ................................................................................................................... 60
Figura 35: Micro dureza de las fases para las aleaciones luego del tratamiento de
desestabilización. ................................................................................................... 60
Figura 36: Fotografía de la micro-indentación en la fase a) carburo y b) matriz para
la aleación con adición del 1,2% de Boro en condiciones de colada. .................... 61
Figura 37: Fotografía de la microindentacion en la fase a) carburo y b) matriz para
la aleación con adición del 1,2% de Boro posterior al tratamiento de
desestabilización. ................................................................................................... 62
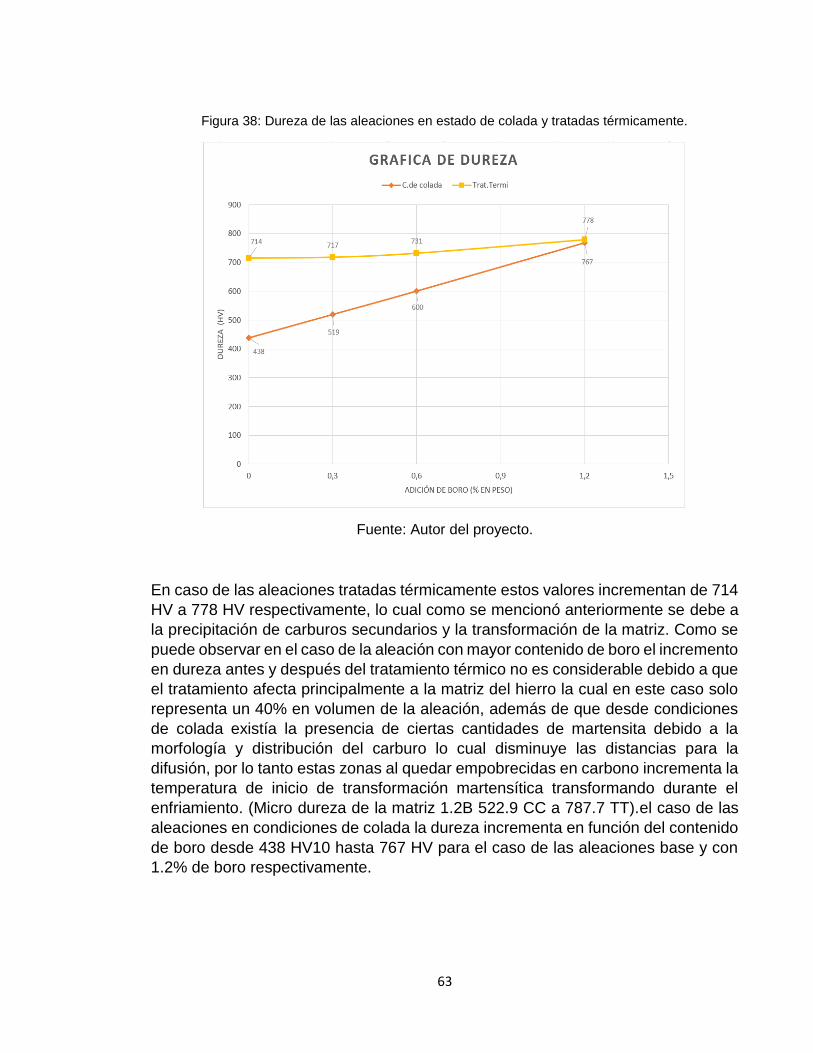
Figura 38: Dureza de las aleaciones en estado de colada y tratadas térmicamente.
............................................................................................................................... 63
Figura 39: Imágenes de perfilometria a) Base, b) 1.2% de Boro, c) Base Tratada
térmicamente y d) 1.2% Boro Tratada térmicamente. Carga del ensayo 54N.
................................................................................. ¡Error! Marcador no definido.
Figura 40: Grafico representativo de los resultados del ensayo de desgaste
abrasivo con carga de 54 y 130N para las aleaciones Base, 3.0, 0.6 y 1.2% Boro.
............................................................................................................................... 65
12
Figura 41: Evidencia de las fisuras y alta cantidad de porosidad en la aleación con
adición de 1.2% de boro luego del tratamiento de desestabilización. .................... 67
13
1. INTRODUCCION
Las fundiciones de hierro Blanco son aleaciones donde sus materiales base son el
Hierro y carbono, por lo general poseen un contenido de carbono mayor al 2% en
peso, además de esto se utiliza una gran variedad de elementos de aleación como
lo son Níquel, Molibdeno, Cromo, Circonio etc. Estos modifican sus propiedades
dependiendo el propósito para que se requieran.
Este tipo de fundiciones de Hierro posee características de gran interés para la
industria y su fortaleza recae en la resistencia al desgaste. Lo que significa que son
ampliamente utilizados para fabricación de piezas tales como camisas para
mezcladoras de cemento, bolas de trituración, carcasas para bombas, asientos de
válvulas en motores de combustión interna. Se obtienen a través del proceso de
fundición por lo que no toleran ningún tipo de mecanizado o deformación.
Por otro lado la aplicación de los tratamientos térmicos ha demostrado una mejoría
en las propiedades mecánicas de estas fundiciones, afectando directamente su
matriz lo que genera un aumento tanto en su dureza como en su resistencia al
desgaste. Está comprobado que el tratamiento de desestabilización produce
beneficios de gran impacto en las características de resistencia al desgaste para
este tipo de fundiciones debido a que propicia la transformación de una matriz
austenitica en martensita y promueve la precipitación de carburos secundarios.
El documento presente consiste en la fabricación y análisis de los aspectos
anteriormente nombrados para este tipo de Hierro blanco, con una variación en su
composición que consta de diferentes adiciones de Boro tales como 0.3, 0.6 y 1.2
% en peso.

14
2. DESCRIPCIÓN DEL PROBLEMA.
Los hierros blancos son aleaciones ferrosas producidas por un proceso de fundición
utilizada para realizar herramientas en la industria de la arquitectura (dientes de
cuchara para excavación, brocas de perforación, picas, masetas, bolas para
demolición), minería (bolas de molinos, molinos autógenos, bolas y aros en
pulverizadores de carbón). Camisas para mezcladoras de cemento, bolas de
trituración, carcasas para bombas, asientos de válvulas en motores de combustión
interna, un sin número de aplicaciones en la industria minera, etc…
Debido a que en sus aplicaciones el material es sometido a condiciones de desgaste
severo, su resistencia al desgaste es una propiedad primordial para estas
aleaciones. Como es bien sabido la resistencia al desgaste está ligada a la dureza
del material en una relación directamente proporcional [24]. Por lo tanto, un
incremento en la dureza es favorable en la mayoría de los casos. Sin embargo, se
sabe que un incremento en la dureza disminuye notablemente la tenacidad de
fractura del material lo cual puede disminuir la resistencia al desgaste del material
dependiendo del mecanismo de desgaste operante como es el caso del material
sometido a impactos repetitivos o cargas cíclicas.
Las cucharas de excavación son piezas fundamentales para campos como
construcción, minería, remoción de escombros, entre otros. Su vida útil y
mantenimiento [25] es un tema complejo debido a los trabajos a los que son
sometidas por cuestión de materiales y terrenos, su mayor problema es el desgaste
abrasivo.
Este es un proceso que se ve reflejado en el daño o fractura de dichas piezas por
contacto de la superficie con otros cuerpos solidos bajo acción de asperezas o
deslizamiento de partículas libres con mayor dureza. Motivo por el que se busca
inducir una mayor dureza en la superficie de las piezas de hierro blanco que supla
los requerimientos de abrasión en la industria

15
3. JUSTIFICACÍON Y DELIMITACÍON.
Para el campo de las fundiciones de hierro blanco se han realizado estudios con el
fin de mejorar sus propiedades microestructurales, mejora que se vea reflejada en
sus propiedades mecánicas de resistencia al desgaste tanto erosivo como abrasivo.
Se ha dado mayor enfoque en la variación de los contenidos de cromo para este
tipo de fundiciones debido a los resultados positivos arrojados por estudios y las
buenas prestaciones que estas han ofrecido, sin embargo, en estudios ya realizados
se obtuvo que la adición de boro presenta excelentes modificaciones de dichas
fundiciones, asemejando los valores de las durezas. [1] Estas fundiciones no son
muy tenidas en cuenta para el reemplazo de estas piezas de fundición blanca con
alto contenido de cromo, razón por la que es necesario el análisis, caracterización
micro estructural y caracterización mecánica de una fundición de hierro blanco con
una considerable adición de boro(B).
16
4. OBJETIVOS.
4.1 Objetivo General
Evaluar la influencia del Boro en la resistencia al desgaste abrasivo de una fundición
de hierro blanco alta en cromo.
4.2 Objetivos específicos
Obtener una aleación mediante el proceso de fundición con una composición
química aproximada de 2,5-3% Carbono, 17% Cromo y variaciones de entre
0,3% y 1,2% en peso de Boro.
Analizar la influencia de la adición de Boro en los cambios
microestructurales por medio de microscopia óptica convencional (MOC),
microscopia electrónica de barrido (SEM) y difracción de rayos X (DRX) de la
microestructura obtenida.
Cuantificar por medio de los ensayos de desgaste abrasivo, dureza y micro
dureza (Según las normas ASTM G65, ASTM A-956 y ASTM E 384
respectivamente las propiedades mecánicas y su resistencia al desgaste.
17
5. MARCO REFERENCIAL.
5.1 MARCO TEÓRICO
5.1.1 Fundiciones de hierro [1]
Las fundiciones de hierro son aleaciones de hierro carbono del 2 al 5%, cantidades
de silicio del 2 al 4%, del manganeso hasta 1%, bajo azufre y bajo fósforo. Se
caracterizan por que se pueden vaciar del horno cubilote para obtener piezas de
muy diferente tamaño y complejidad, pero no pueden ser sometidas a deformación
plástica, no son dúctiles ni maleables y poco soldables, pero sí maquinables,
relativamente duras y resistentes a la corrosión y al desgaste.
Las fundiciones tienen innumerables usos y sus ventajas más importantes son:
- Son más fáciles de maquinar que los aceros.
- Se pueden fabricar piezas de diferente tamaño y complejidad.
- En su fabricación no se necesitan equipos ni hornos muy costosos.
- Absorben las vibraciones mecánicas y actúan como auto lubricantes.
- Son resistentes al choque térmico, a la corrosión y de buena resistencia al
desgaste.
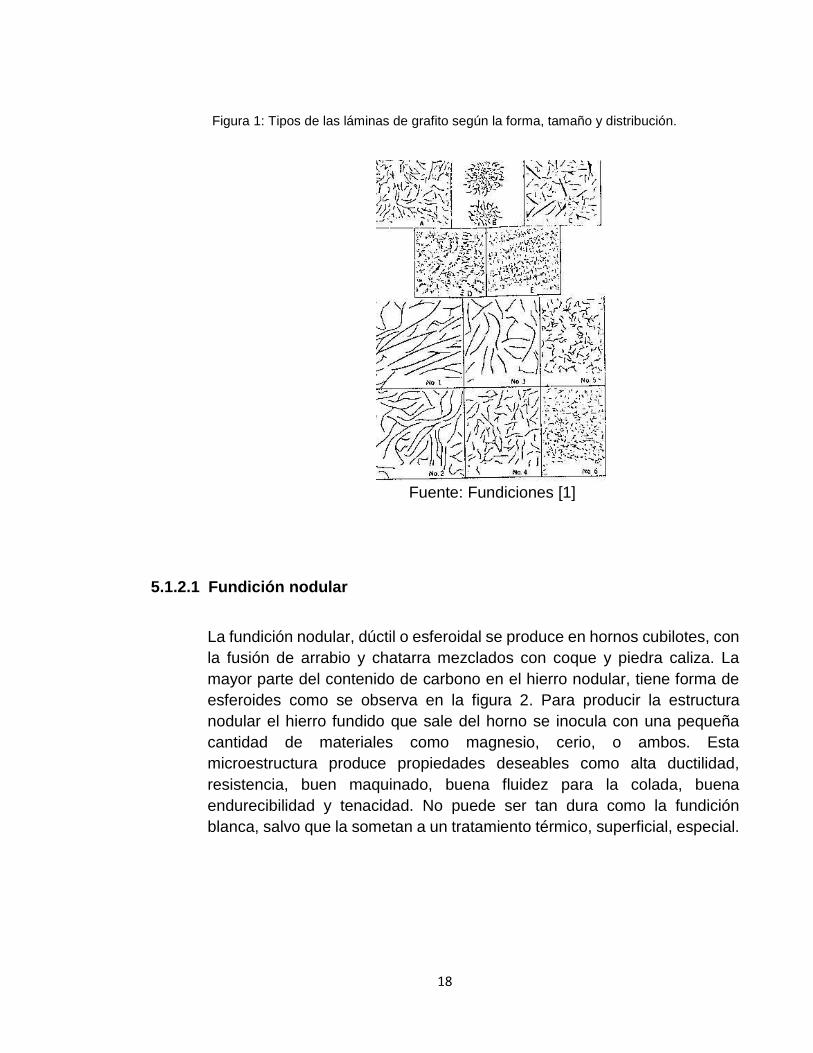
5.1.2 Fundición gris [1]
La mayor parte del contenido de carbono en el hierro gris se da en forma de
escamas o láminas de grafito, las cuales dan al hierro su color y sus propiedades
deseables.
El hierro gris es fácil de maquinar, tiene alta capacidad de templado y buena fluidez
para el colado, pero es quebradizo y de baja resistencia a la tracción.
En la Figura 1 se observan algunos de los tipos en que se presenta el grafito en
estas fundiciones
18
Figura 1: Tipos de las láminas de grafito según la forma, tamaño y distribución.
Fuente: Fundiciones [1]
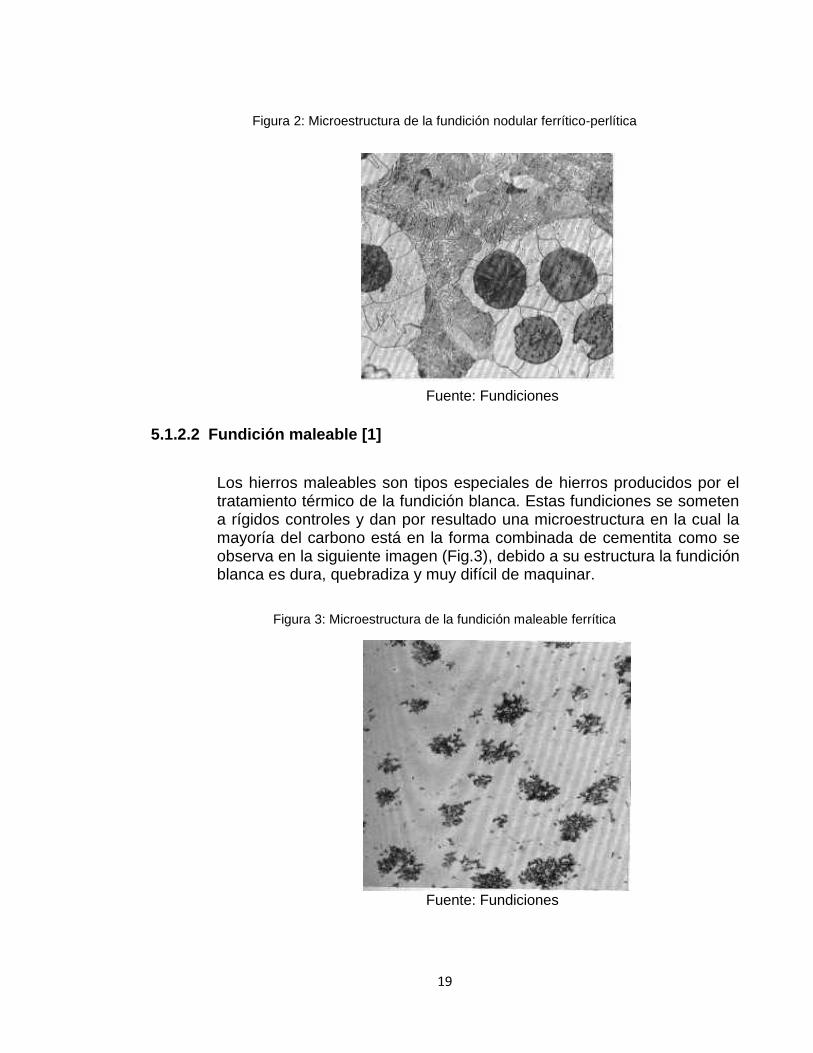
5.1.2.1 Fundición nodular
La fundición nodular, dúctil o esferoidal se produce en hornos cubilotes, con
la fusión de arrabio y chatarra mezclados con coque y piedra caliza. La
mayor parte del contenido de carbono en el hierro nodular, tiene forma de
esferoides como se observa en la figura 2. Para producir la estructura
nodular el hierro fundido que sale del horno se inocula con una pequeña
cantidad de materiales como magnesio, cerio, o ambos. Esta
microestructura produce propiedades deseables como alta ductilidad,
resistencia, buen maquinado, buena fluidez para la colada, buena
endurecibilidad y tenacidad. No puede ser tan dura como la fundición
blanca, salvo que la sometan a un tratamiento térmico, superficial, especial.
19
Figura 2: Microestructura de la fundición nodular ferrítico-perlítica
Fuente: Fundiciones
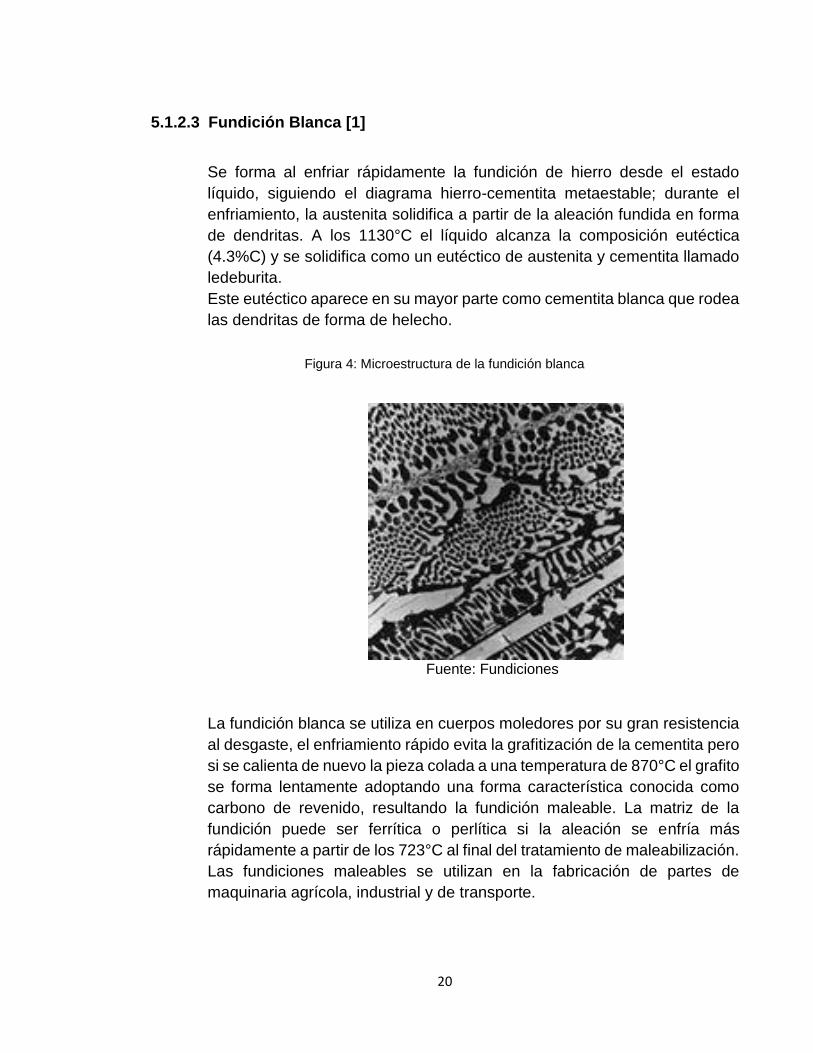
5.1.2.2 Fundición maleable [1]
Los hierros maleables son tipos especiales de hierros producidos por el tratamiento térmico de la fundición blanca. Estas fundiciones se someten a rígidos controles y dan por resultado una microestructura en la cual la mayoría del carbono está en la forma combinada de cementita como se observa en la siguiente imagen (Fig.3), debido a su estructura la fundición blanca es dura, quebradiza y muy difícil de maquinar.
Figura 3: Microestructura de la fundición maleable ferrítica
Fuente: Fundiciones
20
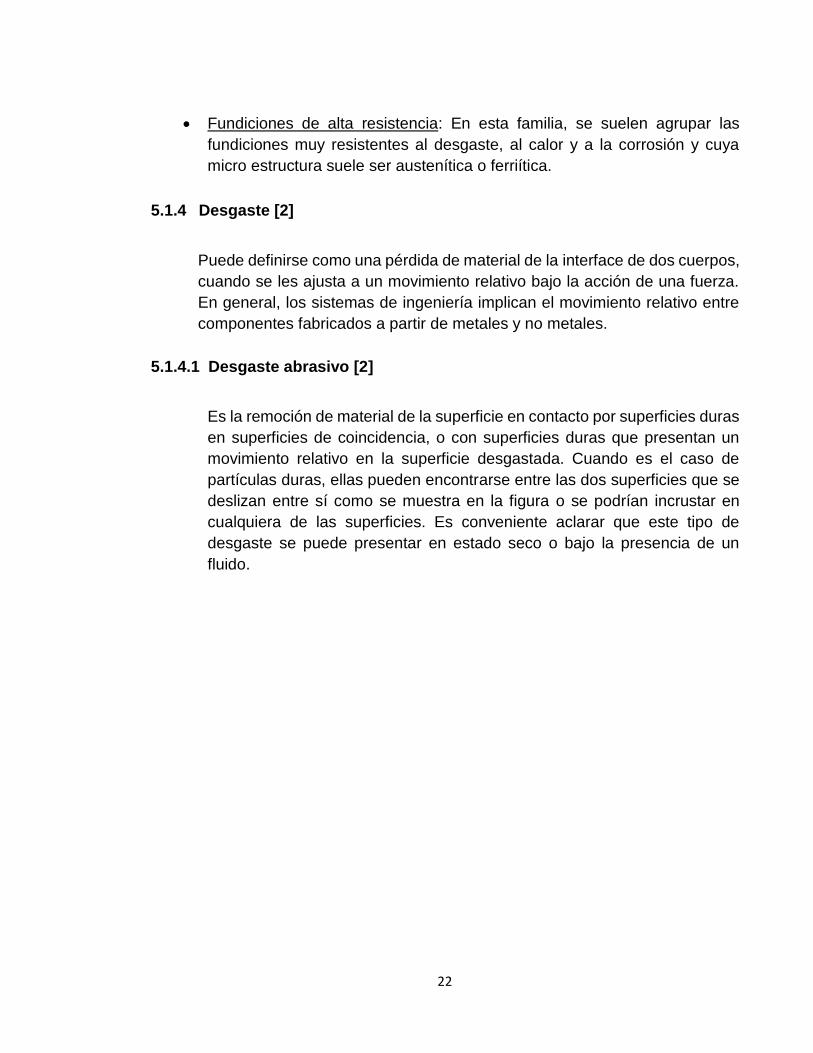
5.1.2.3 Fundición Blanca [1]
Se forma al enfriar rápidamente la fundición de hierro desde el estado
líquido, siguiendo el diagrama hierro-cementita metaestable; durante el
enfriamiento, la austenita solidifica a partir de la aleación fundida en forma
de dendritas. A los 1130°C el líquido alcanza la composición eutéctica
(4.3%C) y se solidifica como un eutéctico de austenita y cementita llamado
ledeburita.
Este eutéctico aparece en su mayor parte como cementita blanca que rodea
las dendritas de forma de helecho.
Figura 4: Microestructura de la fundición blanca
Fuente: Fundiciones
La fundición blanca se utiliza en cuerpos moledores por su gran resistencia
al desgaste, el enfriamiento rápido evita la grafitización de la cementita pero
si se calienta de nuevo la pieza colada a una temperatura de 870°C el grafito
se forma lentamente adoptando una forma característica conocida como
carbono de revenido, resultando la fundición maleable. La matriz de la
fundición puede ser ferrítica o perlítica si la aleación se enfría más
rápidamente a partir de los 723°C al final del tratamiento de maleabilización.
Las fundiciones maleables se utilizan en la fabricación de partes de
maquinaria agrícola, industrial y de transporte.

21
5.1.3 Fundiciones Aleadas [1]
Las fundiciones aleadas son aquellas que contienen Ni, Cr, Mo, Cu, etc., en
porcentajes suficientes para mejorar las propiedades mecánicas de las
fundiciones ordinarias o para comunicarles alguna otra propiedad especial,
como alta resistencia al desgaste, alta resistencia a la corrosión, etc.
Tabla 1: Efectos de los elementos de aleación en las fundiciones
Fuente: Fundiciones
5.1.3.1 Clasificación de las fundiciones aleadas [1]
Las fundiciones aleadas se clasifican en dos familias como lo son las
fundiciones de baja y media aleación y las fundiciones de alta resistencia.
Fundiciones de baja y media aleación: Estas fundiciones suelen contener
cantidades de níquel, cromo, molibdeno y cobre en porcentajes
generalmente inferiores al 1.5%. En estas fundiciones de gran resistencia,
es frecuente que los elementos aleados estén en la proporción de una parte
de cromo y dos o tres partes de níquel. El cobre y el molibdeno, en general,
suelen encontrarse en cantidades relativamente pequeñas, empleándose
estos elementos unas veces solos y otras con níquel o cromo, o con ambos
a la vez.
Elemento
Grafitización y
coeficientes de
grafitización
Efecto sobre los
carburos a alta
temperatura
Efecto en la
estructura del
grafito
Efecto en el carburo
combinado de la perlitaEfecto que produce en la matriz
Carbono FavoreceDecrece estabilidad Engruesa Decrece fuertemente
Ablanda y favorece formación de
ferrita
Silicio Favorece +1Decrece estabilidad Engruesa Decrece fuertemente
Ablanda y favorece formación de
ferrita
Aluminio Favorece +0.5Decrece estabilidad Engruesa Decrece fuertemente
Ablanda y favorece formación de
ferrita
Titanio Favorece +0.4Decrece estabilidad Afina fuertemente Decrece
Ablanda y favorece formación de
ferrita
Niquel
Favorece +0.35
Decrece ligeramente
estabilidadAfina ligeramente
Decrece y estabiliza la
paerlitaAfina la perlita y da dureza
Cobre Favorece +0.20 Indiferente Indiferente Decrece ligeramente Da dureza
Manganeso Se opone -0.25 Estabiliza Afina ligeramente Aumenta Afina la perlita y da dureza
Molibdeno Se opone -0.30 Indiferente Afina fuertemente Aumenta ligeramente Afina la perlita y da resistencia
Cromo Se opone -1 Estabiliza fuertemente Afina ligeramente Aumenta Afina la perlita y da dureza
Vanadio Se opone -2.5 Estabiliza fuertemente Afina Aumenta Afina la perlita y da dureza
22
Fundiciones de alta resistencia: En esta familia, se suelen agrupar las
fundiciones muy resistentes al desgaste, al calor y a la corrosión y cuya
micro estructura suele ser austenítica o ferriítica.
5.1.4 Desgaste [2]
Puede definirse como una pérdida de material de la interface de dos cuerpos,
cuando se les ajusta a un movimiento relativo bajo la acción de una fuerza.
En general, los sistemas de ingeniería implican el movimiento relativo entre
componentes fabricados a partir de metales y no metales.
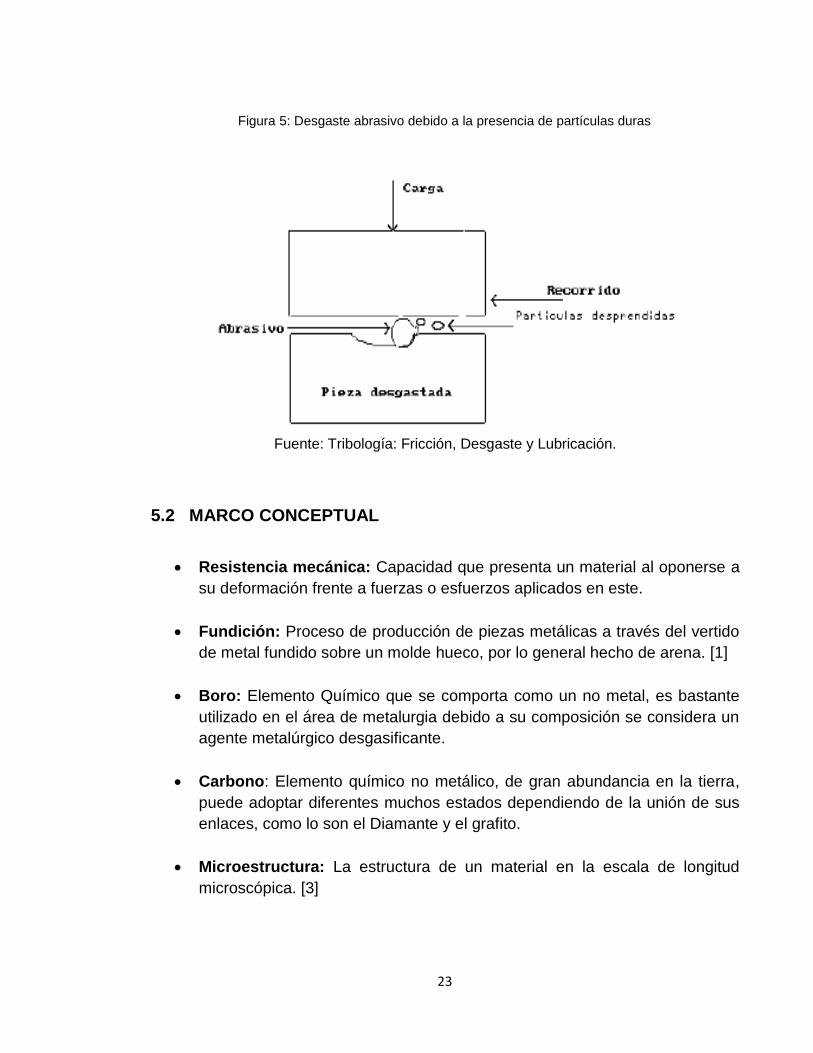
5.1.4.1 Desgaste abrasivo [2]
Es la remoción de material de la superficie en contacto por superficies duras
en superficies de coincidencia, o con superficies duras que presentan un
movimiento relativo en la superficie desgastada. Cuando es el caso de
partículas duras, ellas pueden encontrarse entre las dos superficies que se
deslizan entre sí como se muestra en la figura o se podrían incrustar en
cualquiera de las superficies. Es conveniente aclarar que este tipo de
desgaste se puede presentar en estado seco o bajo la presencia de un
fluido.
23
Figura 5: Desgaste abrasivo debido a la presencia de partículas duras
Fuente: Tribología: Fricción, Desgaste y Lubricación.
5.2 MARCO CONCEPTUAL
Resistencia mecánica: Capacidad que presenta un material al oponerse a
su deformación frente a fuerzas o esfuerzos aplicados en este.
Fundición: Proceso de producción de piezas metálicas a través del vertido
de metal fundido sobre un molde hueco, por lo general hecho de arena. [1]
Boro: Elemento Químico que se comporta como un no metal, es bastante
utilizado en el área de metalurgia debido a su composición se considera un
agente metalúrgico desgasificante.
Carbono: Elemento químico no metálico, de gran abundancia en la tierra,
puede adoptar diferentes muchos estados dependiendo de la unión de sus
enlaces, como lo son el Diamante y el grafito.
Microestructura: La estructura de un material en la escala de longitud
microscópica. [3]

24
Ductilidad: La capacidad de los materiales para estirarse permanentemente
o doblarse sin romperse.[1]
Metalografía: Preparación de una muestra metálica de un material mediante
pulido y grabado para que la estructura puede examinarse usando un
microscopio. [1]
Martensita: Una fase metaestable formada en acero y otros materiales
mediante una transformación atérmica sin difusión. [24]
Desgaste abrasivo: Eliminación de material de las superficies por la acción
de corte de las partículas. [1]
Dureza: La dureza es la resistencia que opone un material a ser deformado
permanentemente cuando se aplica sobre él a presión otro material
puntiagudo. [4]
Ensayo de dureza: Consiste fundamentalmente en presionar un penetrador
sobre la superficie de la probeta del material cuya dureza se quiere medir y
relacionar la huella (el “picotazo”) que deja esta acción con la carga o fuerza
que se aplica para obtenerla. Esta fuerza generalmente se mide en Kg. [4]
25
5.3 ESTADO DEL ARTE
ZhongliLiu, Yanxiang Li y demás colaboradores realizaron un estudio titulado
“Micro estructura y propiedades mecánicas de un hierro blanco de alto Boro” en
el año 2007, para el cual se dispuso una colada de hierro blanco con un
contenido alto de Boro (B), a la cual se le estudio y analizo sus características
mecánicas en comparación con una fundición de hierro blanco alta en cromo
(Cr). Se dispuso de dos muestras tratadas térmicamente en austenizacion a una
temperatura de 1293 K y luego templadas a 473 y 923 K enfriadas en aire,
después de las pruebas de dureza, micro dureza y análisis metalográfico se
llega a conclusiones como que el boro posee muy poca solubilidad en el hierro
por lo cual se produce la formación del boruro, luego del enfriado la matriz sufre
un aumento en su dureza además de cambios encontrar perlita en bajo
porcentaje y en su mayoría martensita sin afectar significativamente la
morfología del boruro, a lo que se atribuye que la dureza de la fundición de hierro
blanco alta en B sea muy similar a la fundición de hierro blanco alta en Cr, pero
el cambio evidente y de gran demarcación es el gran aumento en su tenacidad
y una buena templabilidad para esta aleación. [5]
Las fundiciones de hierro blanco comerciales tienen aplicaciones en su mayoría
para industrias necesitadas de materiales con buenas propiedades mecánicas
en cuanto a resistencia al desgaste abrasivo, para lo cual M.M. Arikan y sus
colaboradores realizaron un estudio en el departamento de Ingeniería
Metalúrgica y de Materiales, Universidad Técnica de Estambul (Turquía) bajo el
título “El efecto del Titanio sobre la resistencia a la abrasión de una fundición de
hierro blanco 15CR-3MO“adicionando Ti al 0.38% y su influencia en la mejora
de dicha propiedad mecánica.
Las cuatro probetas se someten a tratamientos térmicos como lo es el
austenizado a 1050 °C por 6 horas y temple a 250°C por el mismo tiempo. Los
mejores resultados obtenidos en cuanto a propiedades mecánicas se dan en la
adición de Ti al 0.38% para el austenizado por un incremento de resistencia al
desgaste abrasivo del 30% aproximadamente con respecto al material base, y
en cuanto a la comparación de las probetas sometidas a cada uno de los
tratamientos térmicos arrojo una disminución en la dureza y resistencia al
desgaste abrasivo para las probetas templadas. [6]
Simitrio Maldonado, Víctor Baltazar y demás colaboradores publicaron un
artículo en el año 2015 a través de la Universidad Autónoma de Zacatecas, que

26
hace alusión a los hierros blancos colados, los cuales presentan un alto índice
de resistencia al desgaste y haciendo las respectivas aleaciones con materiales
como Cr-Mo-V-Ti en pequeños porcentajes se espera obtener mejores
propiedades al desgaste abrasivo que para el ambiente de molienda de
minerales es el más importante.
El estudio se realizó en un molino experimental para cuatro tipos de aleaciones
con diferentes, los factores de aleación fueron carbono de 3.9 a 5.3%,
molibdeno de entre 0.5 a 1.2%, vanadio y titanio de entre 0.25 a 0.5%,
manganeso de 1.8 a 3.6%, se fundieron bolas para molienda en un horno de
inducción de 20 kg en atmosfera normal, luego pasaron por un tratamiento
térmico de templado y revenido. Los materiales utilizados para la molienda
fueron oro, plata, zinc, hierro y cobre.
En cuanto a los resultados se obtuvo que las aleaciones que presentaron mejor
resultado fueron la 3 seguida de la 4 que para tal caso son aquellas con el
menos porcentaje de carbono, ya que presentaron una matriz con un alto
porcentaje de martensita producto del tratamiento térmico y alcanza una alta
resistencia al desgaste. [7]
Así mismo J.J. Coronado realizó un estudio titulado “Effect of load and carbide
orientationon abrasive wear resistance of White cast iron” publicado en el año
2011, con el fin de analizar si la dureza y la tenacidad a la fractura de los
carburos pueden verse influida tanto por el contenido de elementos de aleación
como por su orientación cristalográfica.
Se utilizó una máquina para realizar la solidificación unidireccional, microscopia
óptica para estudiar su microestructura en sección transversal y paralela, la
dureza se midió usando un indentador vickers, además de proba de abrasión.
Luego de que obtuvieron resultados y analizaron, llegaron a la conclusión de
que los carburos mostraron valores similares de tenacidad a la fractura para
ambas direcciones. Sin embargo, para cargas superiores a 10 N, los carburos
con orientación transversal muestran una mayor resistencia a la abrasión que
los que tienen orientación longitudinal. [8]
En el año 2007 en China, los señores CHANG Li min; LIU Lin y LIU Jian-hua
realizaron un estudio titulado “Properties of Cross-Rolled Low Alloy White Cast
Iron Grinding Ball” para el cual se utilizó una fundición de hierro blanco de baja
aleación, la cual se preparó en un horno de inducción de frecuencia intermedia,
algunas de las esferas solamente se funden y otro grupo pasa por laminado,
estas son tratadas térmicamente con temperatura residual.

27
Para los el análisis de fractura se aplicó un ensayo de bola caída que consta en
dejarlas caer desde cierta altura y analizar, fractura y descascara miento. Se
utilizó abrasivo duro y abrasivo blando, como resultados se obtuvo que la
modificación de la apariencia y la distribución del carburo puede mejorar su
tenacidad, pero el efecto bajo una gran energía de impacto no es tan obvio como
el de bajo impacto. Se infiere que la bola de molienda de hierro fundido blanco
de baja aleación laminada tiene una mayor ventaja sobre la bola fundida bajo
energía de bajo impacto. [9]
J.J. Coronado y A. Sinatora en Cali, Colombia. Publicaron un artículo titulado
“Abrasive wear study of White cast iron with different solidification rates”
realizando el estudio y análisis de las propiedades de resistencia al desgaste
abrasivo (pérdida de masa, macro y micro dureza) para para una fundición de
hierro blanco, teniendo como variable la velocidad de solidificación en 1.5 y 15
°C/s. La pérdida de masa se evaluó a través de un ensayo con disco abrasivo
utilizando variación en el tamaño de alúmina. En las probetas con tasa de
solidificación de 1.5 °C/s se generó una matriz con mayor proporción austenitica
y leve presencia martensitica, por el contrario las producidas de tasa de
solidificación de15°C/s en su mayoría martensitica.
Las probetas con tasa de solidificación mostraron un aumento de dureza debido
a la refinación de microestructura y aumento de rastros martensiticos. [10]
En la Universidad Michoacana de San Nicolás de Hidalgo, México. E. Cortés-
Carrillo y A. Bedolla-Jacuinde con otros colaboradores hicieron una publicación
titulada “Effects of tungsten on the microstructure and on the abrasive wear
behavior of a high - chromium White iron”. Utilizando un material de alta pureza
para el análisis y fabricación de una fundición de hierro blanco con un porcentaje
alto en cromo (Cr 17%). Se conforman seis probetas fundidas en un horno de
inducción y cada una mezclada con diferentes cantidades de tungsteno (W) de
0 a 10.3 % en peso, la mitad de estas fueron tratadas térmicamente a 850,900
y 950°C.
Las probetas tratadas térmicamente respecto a las de únicamente la colada, si
obtuvieron una respuesta de mejora con respecto a las propiedades mecánicas
que se estaba buscando optimizar, la mejoría fue del 13% para la adición de
10.3 de W, una consideración baja para lo esperado.
Las aleaciones con adiciones de 4% o menos de (W) no presentaron mayor
cambio en sus propiedades mecánicas en cuanto a desgaste abrasivo, y un
aumento no considerable pero si leve de resistencia a la corrosión y erosión,
28
esto se debe a que el W en esas cantidades se distribuye uniformemente tanto
en la matiz como en los carburos eutécticos. [11]
A finales de 2015, en Turquía MustafaÇöl junto con otros colaboradores
presento un estudio “The role of boron content in high alloy White cast iron (Ni-
Hard 4) on microstructure, mechanical properties and wear resistance” enfocado
al estudio y análisis de una fundición de hierro blanco adicionando Boro en
porcentajes del 0.26%, 0.37%, 0.49% y 0.55%. Para este estudio se utilizó Ni-
Hard4 como material base.
Realizaron la fundición en un horno de inducción, de donde se obtuvieron las
probetas de unas dimensiones ya establecidas en moldes de arena, posterior a
esto se austenizaron todas las probetas a 850°C durante 5 horas, con un
enfriamiento a temperatura ambiente y posteriormente un temple a 250°C
durante 4 horas. Realizaron difracción de rayos X, metalografía, microscopia,
ensayo de dureza Vickers y pruebas de desgaste en seco.
En el análisis de resultados encontraron que la concentración de boro propicia
el aumento en la cantidad de carburos, además el aumento del grado de
transformación de martensita influenciado por el aumento en la cantidad de
boro, por otro lado observaron la disminución en la tenacidad del material debido
a esto. El tipo de desgaste predominante que evidenciaron en los resultados fue
el abrasivo, de la misma forma que este iba disminuyendo su afectación con el
aumento de Boro en las aleaciones. [12]
V. Heinoa, M. Kalliob y otros colaboradores en Finlandia, para la publicación
“The role of microstructure in high stress abrasion of white castirons”e
concentraron en la evaluación de los estados para una fundición de hierro
blanco de alto contenido de Cromo bajo condiciones de alto esfuerzo abrasivo
tanto normalizadas como auto-endurecidas y en estado fundido. Los diferentes
procedimientos de recocido afectaron a la formación de la estructura del carburo
y su distribución, así como la matriz de la microestructura. Realizaron pruebas
de dureza, difracción de rayos X, pruebas de abrasión de alta tensión con
adición de partículas abrasivas sueltas y una etapa de trituración cíclica.
Analizaron las muestras de hierro fundido blanco con diferentes tratamientos
térmicos y concluyeron los carburos delgados y largos orientados de forma
perpendicular a la superficie de desgaste proporciona la mejor resistencia a la
abrasión en las pruebas de disco con abrasivos de granito, también dos datos
importantes de la fase de martensita, uno es que la resistencia a la abrasión se
ve afectada por la proporción de austenita a martencita en la matriz de la
microestructura y dos, un contenido demasiado alto de martencita propicia la
fractura de la matriz en la región de la superficie. [13]
29
El estudio “Effect of boron on the sliding wear of directionally solidified high-
chromium White irons” publicado en Morelia (Mexico), por parte de los señores
R. Correa, A. Bedolla-Jacuinde, J. Zuno Silva, I. Mejía y E. Cardoso enfocado
al efecto de pequeñas adiciones de Boro (menos de 195 ppm) para una
fundición de hierro blanca con un 16% de Cromo, obtenida en un horno de
inducción de laboratorio, solidificada en molde cerámico y extraída con una
placa de cobre enfriada con agua para la extracción de calor y obtener una
solidificación direccional.
Al realizar las respectivas pruebas de metalografía, difracción de rayos X, y
pruebas de abrasión que fueron aplicadas con cargas diferentes (50, 150 y 250
N) a una velocidad de deslizamiento constante de 0.7 m / s , concluyeron que
el Boro aumenta la resistencia al desgaste para la carga intermedia de 150 N,
es decir mejora en promedio un 40% la resistencia al desgaste, conclusión que
atribuyeron al refinamiento estructural en la fase de carburo, de igual forma
observaron que los carburos orientados de forma paralela al deslizamiento
también mejora un 10 % la resistencia al desgaste en comparados con los que
están ubicados de forma perpendicular a la superficie. [14]
El artículo “Effect of heat treatment on microstructure and mechanical properties
of high boron white cast iron” publicado en el año 2010, está basado en el
estudio de diferentes temperaturas de revenido (200,450 y 650°C) para una
fundición de hierro blanco de alto contenido de Boro. La fundición de muestra
fue realizada en horno de inducción sin núcleo de frecuencia media, las
muestras se mantuvieron a 920°C durante dos horas y fueron templadas a
diferentes temperaturas, luego de eso se les realizó metalografía, difracción de
rayos X, pruebas de impacto y dureza Rockwell.
Los resultados mostraron que medida que aumentaba la temperatura de
revenido, la dureza disminuía y la resistencia al impacto aumentaba hasta
alcanzar el valor máximo, cuando la temperatura de revenido es superior a 400
° C, la disminución de la dureza del hierro fundido con alto contenido de boro se
desarrolla rápidamente y la resistencia al impacto óptima se obtuvo a
aproximadamente 450ºC. De esto dedujeron que para condiciones óptimas de
servicio la combinación de dureza y resistencia al impacto para la fundición
blanca con alto contenido de boro, la temperatura de revenido no debe exceder
los 400ºC. [15]
30
5.4 MARCO LEGAL Y NORMATIVO
ASTM E3–11 Standard Guide for Preparation of Metallographic
Specimens. [19]
ASTM E92–17 Standard Test Methods for Vickers Hardness and
Knoop Hardness of Metallic Materials. [18]
ASTM G65–16e1 Standard Test Method for Measuring Abrasion Using
the Dry Sand/Rubber Wheel Apparatus. [17]
ASTM A532–10 Standard Specification for Abrasion-Resistant Cast
Irons. [20]
NTC1486 Documentación. Presentación De Tesis, Trabajos De
Grado Y Otros Trabajos De Investigación. [21]
NTC5613 Referencias Bibliográficas, Contenido, Forma y
Estructura. [22]

31
6. DISEÑO METODOLÓGICO.
Tipo de investigación
El tipo de investigación para este proyecto es cuantitativo, para analizar la influencia
que tiene una variable independiente, en compañía de variables dependientes, en
este caso, la reducción de Carbono y la adición de Boro ante la resistencia y
desgaste abrasivo de la aleación de Cr, V, Nb y Cr, V, Mo.
Diseño de experimentos
Se analiza una variable que es la adición de Boro para determinar la influencia de
estos elementos en la resistencia al desgaste abrasivo según la norma ASTM G65
en fundiciones de hierro blanco.
Para determinar el diseño experimental se realizó un experimento con un solo factor
ya que nos permite estudiar el efecto de la variación de este, estableciendo un
número de combinaciones posibles de los niveles.
1. Definición del factor de control.
- Cantidad de Boro en la fundición.
2. Definición de los niveles de variación.
- 0 - 0.3 – 0.6 – 1.2 (%)
Tabla 2: Combinaciones disponibles para el diseño experimental.
Fuente: Autor del proyecto
Por cada combinación se realizó 4 réplicas basados en la norma ASTM E 691 para
un total de 12 probetas.
Factor de control
Cr(%) Ni(%) Mo(%) C(%) Fe(%) B(%)
Base 17 1 1 3 78 0
0.3 Boro 17 1 1 3 77,7 0,3
0.6 Boro 17 1 1 3 77,4 0,6
1.2 Boro 17 1 1 3 76,8 1,2
Factores Fijos
32
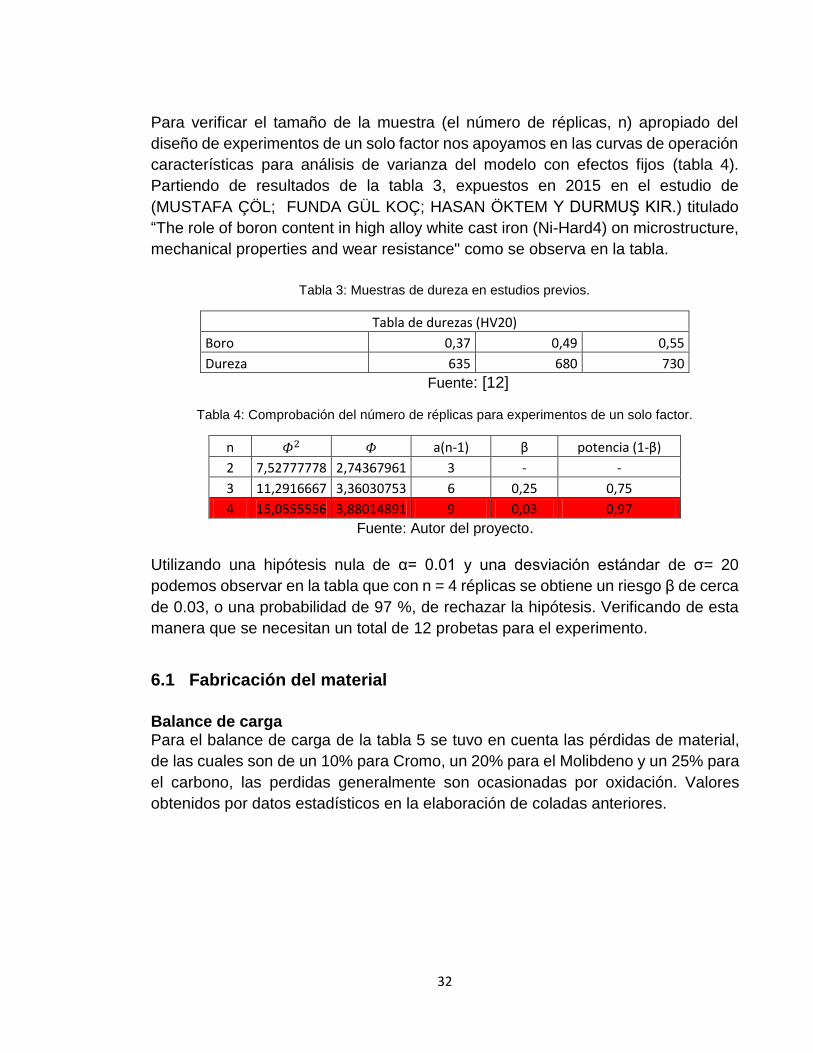
Para verificar el tamaño de la muestra (el número de réplicas, n) apropiado del
diseño de experimentos de un solo factor nos apoyamos en las curvas de operación
características para análisis de varianza del modelo con efectos fijos (tabla 4).
Partiendo de resultados de la tabla 3, expuestos en 2015 en el estudio de
(MUSTAFA ÇÖL; FUNDA GÜL KOÇ; HASAN ÖKTEM Y DURMUŞ KIR.) titulado
“The role of boron content in high alloy white cast iron (Ni-Hard4) on microstructure,
mechanical properties and wear resistance" como se observa en la tabla.
Tabla 3: Muestras de dureza en estudios previos.
Tabla de durezas (HV20)
Boro 0,37 0,49 0,55
Dureza 635 680 730
Fuente: [12]
Tabla 4: Comprobación del número de réplicas para experimentos de un solo factor.
n 𝛷2 𝛷 a(n-1) β potencia (1-β)
2 7,52777778 2,74367961 3 - -
3 11,2916667 3,36030753 6 0,25 0,75
4 15,0555556 3,88014891 9 0,03 0,97
Fuente: Autor del proyecto.
Utilizando una hipótesis nula de α= 0.01 y una desviación estándar de σ= 20
podemos observar en la tabla que con n = 4 réplicas se obtiene un riesgo β de cerca
de 0.03, o una probabilidad de 97 %, de rechazar la hipótesis. Verificando de esta
manera que se necesitan un total de 12 probetas para el experimento.
6.1 Fabricación del material
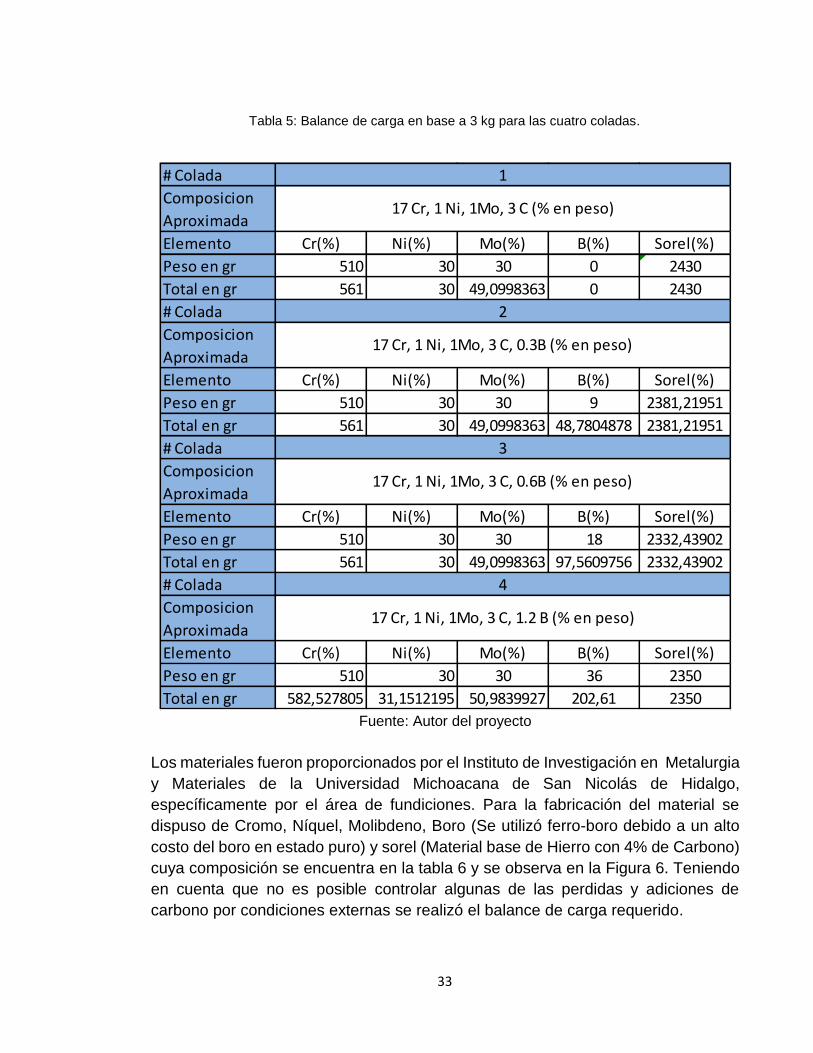
Balance de carga Para el balance de carga de la tabla 5 se tuvo en cuenta las pérdidas de material,
de las cuales son de un 10% para Cromo, un 20% para el Molibdeno y un 25% para
el carbono, las perdidas generalmente son ocasionadas por oxidación. Valores
obtenidos por datos estadísticos en la elaboración de coladas anteriores.
33
Tabla 5: Balance de carga en base a 3 kg para las cuatro coladas.
Fuente: Autor del proyecto
Los materiales fueron proporcionados por el Instituto de Investigación en Metalurgia
y Materiales de la Universidad Michoacana de San Nicolás de Hidalgo,
específicamente por el área de fundiciones. Para la fabricación del material se
dispuso de Cromo, Níquel, Molibdeno, Boro (Se utilizó ferro-boro debido a un alto
costo del boro en estado puro) y sorel (Material base de Hierro con 4% de Carbono)
cuya composición se encuentra en la tabla 6 y se observa en la Figura 6. Teniendo
en cuenta que no es posible controlar algunas de las perdidas y adiciones de
carbono por condiciones externas se realizó el balance de carga requerido.
# Colada
Composicion
Aproximada
Elemento Cr(%) Ni(%) Mo(%) B(%) Sorel(%)
Peso en gr 510 30 30 0 2430
Total en gr 561 30 49,0998363 0 2430
# Colada
Composicion
Aproximada
Elemento Cr(%) Ni(%) Mo(%) B(%) Sorel(%)
Peso en gr 510 30 30 9 2381,21951
Total en gr 561 30 49,0998363 48,7804878 2381,21951
# Colada
Composicion
Aproximada
Elemento Cr(%) Ni(%) Mo(%) B(%) Sorel(%)
Peso en gr 510 30 30 18 2332,43902
Total en gr 561 30 49,0998363 97,5609756 2332,43902
# Colada
Composicion
Aproximada
Elemento Cr(%) Ni(%) Mo(%) B(%) Sorel(%)
Peso en gr 510 30 30 36 2350
Total en gr 582,527805 31,1512195 50,9839927 202,61 2350
3
17 Cr, 1 Ni, 1Mo, 3 C, 0.6B (% en peso)
4
17 Cr, 1 Ni, 1Mo, 3 C, 1.2 B (% en peso)
1
2
17 Cr, 1 Ni, 1Mo, 3 C (% en peso)
17 Cr, 1 Ni, 1Mo, 3 C, 0.3B (% en peso)
34
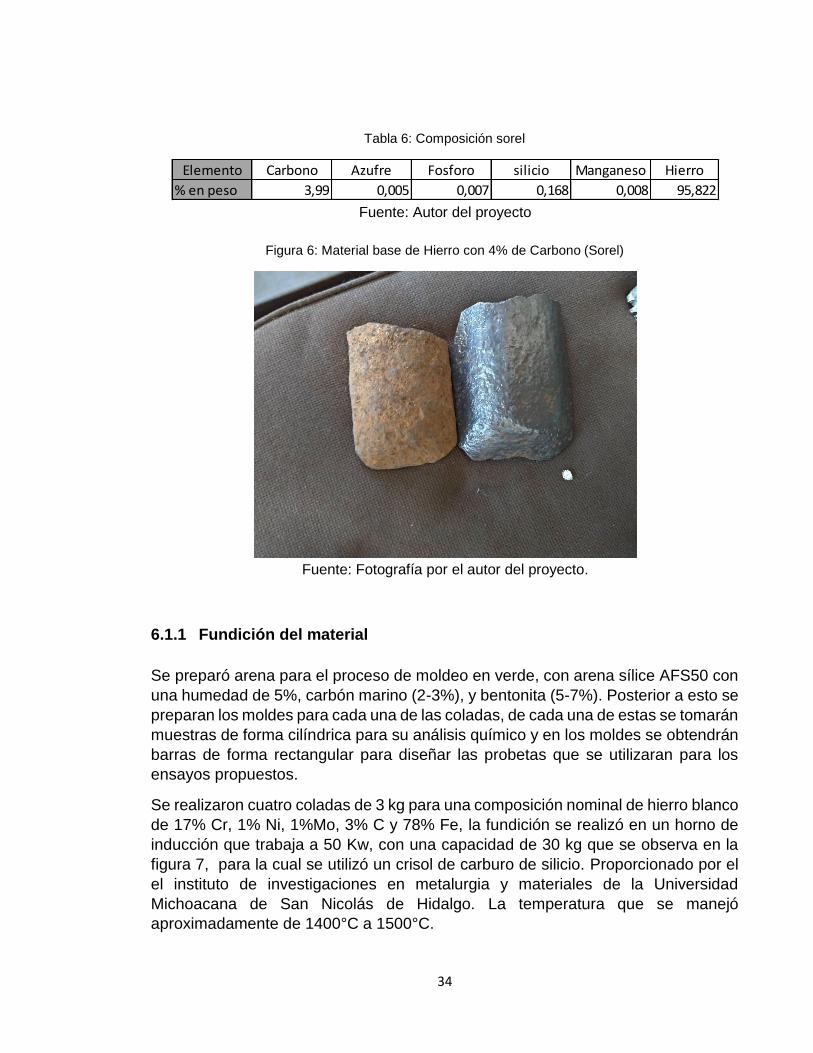
Tabla 6: Composición sorel
Fuente: Autor del proyecto
Figura 6: Material base de Hierro con 4% de Carbono (Sorel)
Fuente: Fotografía por el autor del proyecto.
6.1.1 Fundición del material
Se preparó arena para el proceso de moldeo en verde, con arena sílice AFS50 con
una humedad de 5%, carbón marino (2-3%), y bentonita (5-7%). Posterior a esto se
preparan los moldes para cada una de las coladas, de cada una de estas se tomarán
muestras de forma cilíndrica para su análisis químico y en los moldes se obtendrán
barras de forma rectangular para diseñar las probetas que se utilizaran para los
ensayos propuestos.
Se realizaron cuatro coladas de 3 kg para una composición nominal de hierro blanco
de 17% Cr, 1% Ni, 1%Mo, 3% C y 78% Fe, la fundición se realizó en un horno de
inducción que trabaja a 50 Kw, con una capacidad de 30 kg que se observa en la
figura 7, para la cual se utilizó un crisol de carburo de silicio. Proporcionado por el
el instituto de investigaciones en metalurgia y materiales de la Universidad
Michoacana de San Nicolás de Hidalgo. La temperatura que se manejó
aproximadamente de 1400°C a 1500°C.
Elemento Carbono Azufre Fosforo silicio Manganeso Hierro
% en peso 3,99 0,005 0,007 0,168 0,008 95,822

35
Figura 7: Horno de inducción capacidad 30 kg
Fuente: Fotografía por el autor del proyecto.
6.2 Seccionamiento de las barras
Se obtuvieron tres barras rectangulares para cada una de las variaciones del Boro,
para el seccionamiento del material fue utilizado un disco abrasivo marca Astromex
para materiales de alta dureza montado en una cortadora de marca DeWalt que se
observa en la figura 8.
Se obtuvieron piezas de forma rectangular, para la disposición del ensayo de
desgaste abrasivo según la norma ASTM G65–16e1 y también piezas de forma
cuadrada para microscopia convencional y microscopia electrónica de barrido
(SEM).
36
Figura 8: Cortadora de metales.
Fuente: Fotografía por el autor del proyecto.
Se cortaron 8 piezas de forma rectangular (5cm x 2,5cm) para la disposición del
ensayo de desgaste abrasivo según la norma ASTM G65–16e1, posterior a eso 8
piezas de forma cuadrada (2cm x 2cm) para microscopia convencional que se
observan en la figura 9, cuatro de (0,5cmx0,5) para difracción de rayos X (DRX) y
cuatro piezas cuadradas (1cm x 1 cm) para microscopia electrónica de barrido
(MEB).
Figura 9: Probetas microscopia convencional y Probetas Desgaste.
Fuente: Fotografía por el autor del proyecto..
37
6.3 Análisis Químico
El análisis se realizó en 4 muestras que se observan en la figura 10, obtenidas
directamente en el vaciado de la fundición a los moldes respectivamente y permitió
determinar el porcentaje de elementos que garantizan la aleación de fundición,
realizándose un comparativo con los porcentajes teóricos de esta, con el fin de
certificar el material. La técnica utilizada fue la espectrometría de emisión de chispa,
que detecta la longitud de onda de cada elemento mediante sus electrones
excitados a través de una chispa eléctrica de alto voltaje. Esta se realizó en las
instalaciones del instituto de investigaciones en metalurgia y materiales de la
Universidad Michoacana de San Nicolás de Hidalgo en un espectrómetro de marca
Bruker.
Figura 10: Recipientes muestras para análisis químico.
Fuente: Fotografía por el autor del proyecto.
6.4 Tratamiento térmico
El tratamiento térmico de desestabilización [23] fue realizado en una mufla de
calentamiento por medio de resistencia eléctrica de marca carbolite (hasta 1300°C)
programado a una velocidad de calentamiento de 10°C por minuto, proporcionado
por los laboratorios de fundición del instituto metalúrgico de la universidad
Michoacana de San Nicolás de Hidalgo. Las probetas fueron sometidas a
38
tratamiento térmico una vez alcanzada la temperatura de 950°C durante 45 minutos,
una vez alcanzado el tiempo las probetas fueron extraídas y enfriadas por aire a
temperatura ambiente que se puede observar en la figura 11.
Figura 11: Probetas saliendo de tratamiento térmico.
Fuente: Fotografia por el autor del proyecto.
6.5 Caracterización
La caracterización del material en condiciones de colada fue realizada por
microscopía óptica, microscopía electrónica de barrido (MEB), difracción de rayos-
X (DRX), y también con ayuda del software Sigma Scan Pro® de análisis de
imágenes para cuantificación de fases presentes.
6.5.1 Preparación de las muestras metalográficas.
Las muestras fueron preparadas para metalografía, por desbaste con papel abrasivo
de carburo de silicio de grados60, 120, 280, 320, 400, 600 y 2500. Posteriormente
fueron sometidas a un pulido utilizando un paño de nylon de 6μm y pasta de
diamante de 6μmcomo abrasivo durante 5 minutos, lubricante de la marca Buehler
y alcohol. Finalmente se procedió a un pulido más fino con un paño de nylon de 1μm
pasta de diamante de 1μm respectivamente. Estos materiales se observan en la
figura 12.
39
Figura 12: Pulidora, Lubricante, Paños y Pasta de diamante (6 y1 μm).
Fuente: Fotografía por el autor del proyecto.
Después del pulido las muestras fueron atacadas con la solución reactiva Villela (5
ml de HCl, 1 gramo de ácido pícrico y 100ml de etanol) por un tiempo de 30
segundos. Luego de tomar las respectivas fotos metalográficas de cada una se
volvieron a lijar y pulir para ser sometidas a ataque profundo con una solución de
50ml de FeCl3, 20ml de HCl y 930ml de etanol por un tiempo de 15 horas. Este
reactivo corroe de forma directa y fuerte la matriz sin afectación a los carburos, por
lo cual se obtiene un alto contraste en el microscopio óptico. Procedimiento ilustrado
en la figura13.
Figura 13: Ilustración del ataque profundo.
Fuente: Fotografía por el autor del proyecto.
El estudio de la microestructura se realizó con microscopia óptica y se llevó acabo
en los laboratorios de la Universidad Michoacana de San Nicolás de Hidalgo en un
microscopio metalúrgico convencional, esta prueba se realizó para ver de manera
general el estado de las probetas tanto en estado de colada (0, 0.3, 0.6 y 1.2 % de
40
Boro) como también luego del tratamiento térmico. Las metalografías se obtuvieron
a 50,100, 200, 500 y 1000 magnificaciones.
6.5.2 Difracción de rayos X (DRX)
Para la identificación y cuantificación de las fases presentes se realizó el ensayo de
DRX y esta se hizo de acuerdo con los picos característicos de difracción de cada
una de las fases. El ensayo se realizó en las instalaciones del instituto metalúrgico
de la universidad Michoacana de San Nicolás de Hidalgo para cada muestra en un
difractómetro SIEMENS 5000 que se observa en la figura 14, utilizando radiación
Cu-Kα en un rango de 2θ de 30 a 110º. Se utilizó también para la identificación de
las fases presentes un microscopio electrónico de barrido marca Jeol 6400 operado
a 15 KV para obtener imágenes, mapeos y micro análisis puntual.
Figura 14: Equipo para difracción de rayos X.
Fuente: Fotografía por el autor del proyecto.
6.5.3 Microscopia electrónica de barrido
Las imágenes de un microscopio electrónico se obtienen mediante la detección,
procesamiento y visualización de las señales resultantes de las interacciones entre
un haz de electrones de alta energía con la probeta. Estas interacciones
proporcionan información sobre topografía, composición y estructura cristalográfica.
[26]
La microscopia realizó en los laboratorios de la Universidad Michoacana de San
Nicolás de Hidalgo en un microscopio electrónico de barrido convencional que se
observa en la figura 15.
41
Figura 15: Microscopio electrónico de barrido
Fuente: Fotografía por el autor del proyecto.
6.5.3.1 Mapas de Distribución.
Para el Microanálisis Dispersivo en Energía (EDS Energy Dispersive Spectroscopy)
los rayos X característicos emitidos por la muestra son detectados por un sistema
que produce pulsos de altura proporcional a la energía de cada fotón incidente.
Estos pulsos electrónicos son luego procesados por un analizador multicanal, y
finalmente visualizados en un espectro que grafica la cantidad de conteos en función
de la energía característica de cada elemento. De esta manera se pueden identificar
rápidamente los elementos presentes en una muestra si su concentración es
superior a ≈ 1 %. [26] Por otra parte la energía que característica del boro no se
encuentra en el rango del detector utilizado y solo la aleación de con mayor
contenido de boro (1,2%) cumple con la concentración mínima para encontrar
alguna partícula. El micro análisis se realizó en el microscopio de barrido
mencionado anteriormente proporcionado por los laboratorios de la Universidad
Michoacana de San Nicolás de Hidalgo.
42
6.5.4 Cuantificación de carburos eutécticos
La cuantificación del contenido de carburos en el material en condiciones de colada
se realizó mediante análisis de imágenes utilizando fotografías digitales obtenidas
del microscopio óptico a 500 magnificaciones de las muestras sometidas a ataque
profundo, con lo cual se logró un alto contraste como se observa en la figura 16. Se
analizaron 20 fotografías por muestra mediante el programa Sigma Scan Pro®
versión 5 de secciones aleatorias del material para obtener datos confiables del
contenido de carburos eutécticos.
Figura 16: Uso del programa SigmaScan Pro® para cuantificación.
Fuente: Fotografía por el autor del proyecto.
6.6 Dureza y Micro dureza.
Los ensayos de dureza de la fueron realizados en un durómetro marca Nano vea
(fabricando por la empresa Microphotonics) y un micro durómetro de marca time que
se observan en la figura 17, en los laboratorios del IIMM de la universidad
Michoacana de San Nicolás de Hidalgo para las muestras metalográficas atacadas
con reactivo Villela. Se utilizó un indentador vickers con forma piramidal de
diamante, aplicando una carga de10kg por 15 segundos. En el caso de los ensayos
de micro dureza se utilizó una carga de 50g por 10 segundos y posteriormente se
midieron las diagonales para cada una de las fases para determinar el valor de
dureza el cual depende de la profundidad de la indentación.
43
Figura 17: Durómetro y micro durómetro.
Fuente: Fotografía por el autor del proyecto..
6.7 Ensayo de desgaste
Se realizó en los laboratorios de instituto de investigaciones metalúrgicas de la
universidad Michoacana de San Nicolás de Hidalgo bajo la norma ASTM G65, que
contempla una máquina que arroja arena AFS 50/70 como abrasivo entre la unión
de una rueda y la probeta que se muestra en la figura 18, esta rueda realiza un
movimiento rotacional y la probeta se sometió tanto a una carga alta como baja,
para el caso 130 y 54 N respectivamente para así obtener un contacto constante de
los tres cuerpos. El ensayo se realizó por un tiempo de 5 minutos con la rueda de
228.5 mm de diámetro girando a una velocidad angular de 200 rpm para producir
una distancia total recorrida de 718 m.
44
Figura 18: Máquina para ensayo de desgaste abrasivo.
Fuente: Fotografía por el autor del proyecto.
6.7.1 Perfilometria óptica.
Posterior a los ensayos de dureza, cada una de las probetas es escaneada con un
tiempo programado alrededor de 60 minutos para tener certeza de que la superficie
a interés se abarca completamente en el perfilo metro (marca Nano Vea)como se
observa en la figura 19 , proporcionado por el IIMM de la Universidad Michoacana
de San Nicolás de Hidalgo.
Figura 19: Escaneo de la probeta en el perfilometro óptico.
Fuente: Fotografía por el autor del proyecto.
45
7. RESULTADOS Y ANALISIS
7.1 Caracterización en condiciones de colada.
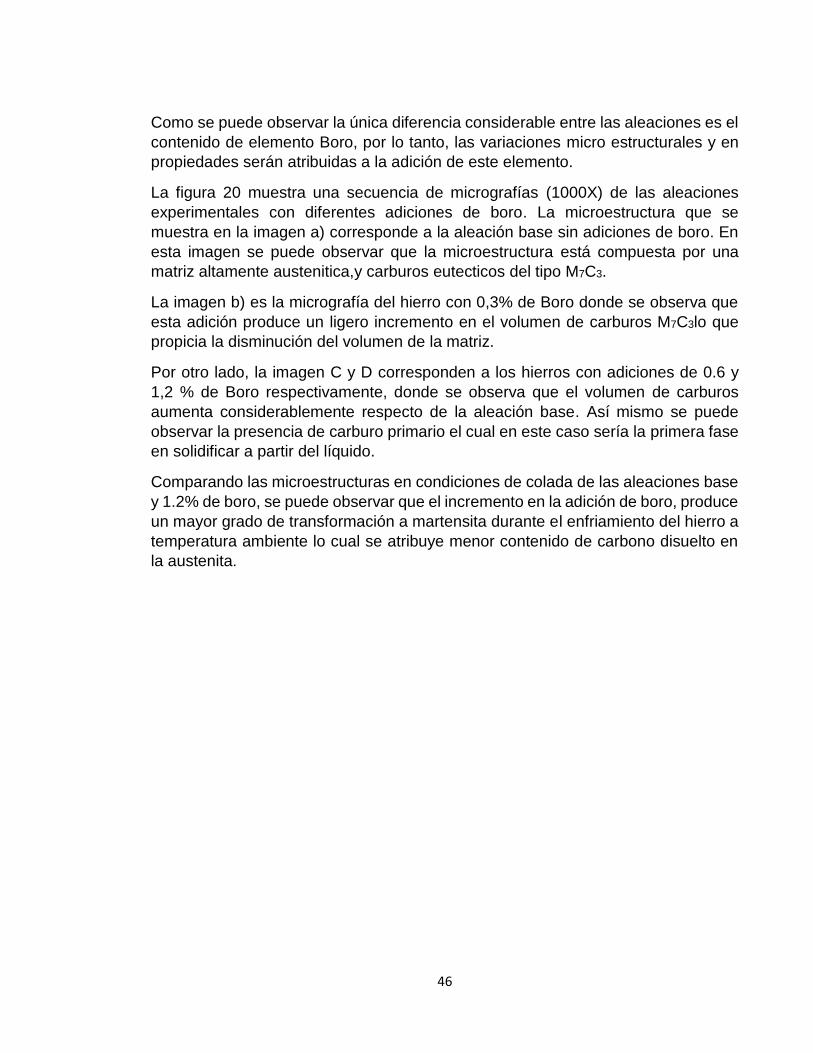
La tabla 7 muestra la composición química de las aleaciones objeto de estudio.
Tabla 7: Composición química para la aleación base y las diferentes adiciones de Boro 0.3, 0.6 y 1.2 % en peso.
Fuente: Autor del proyecto.
46
Como se puede observar la única diferencia considerable entre las aleaciones es el
contenido de elemento Boro, por lo tanto, las variaciones micro estructurales y en
propiedades serán atribuidas a la adición de este elemento.
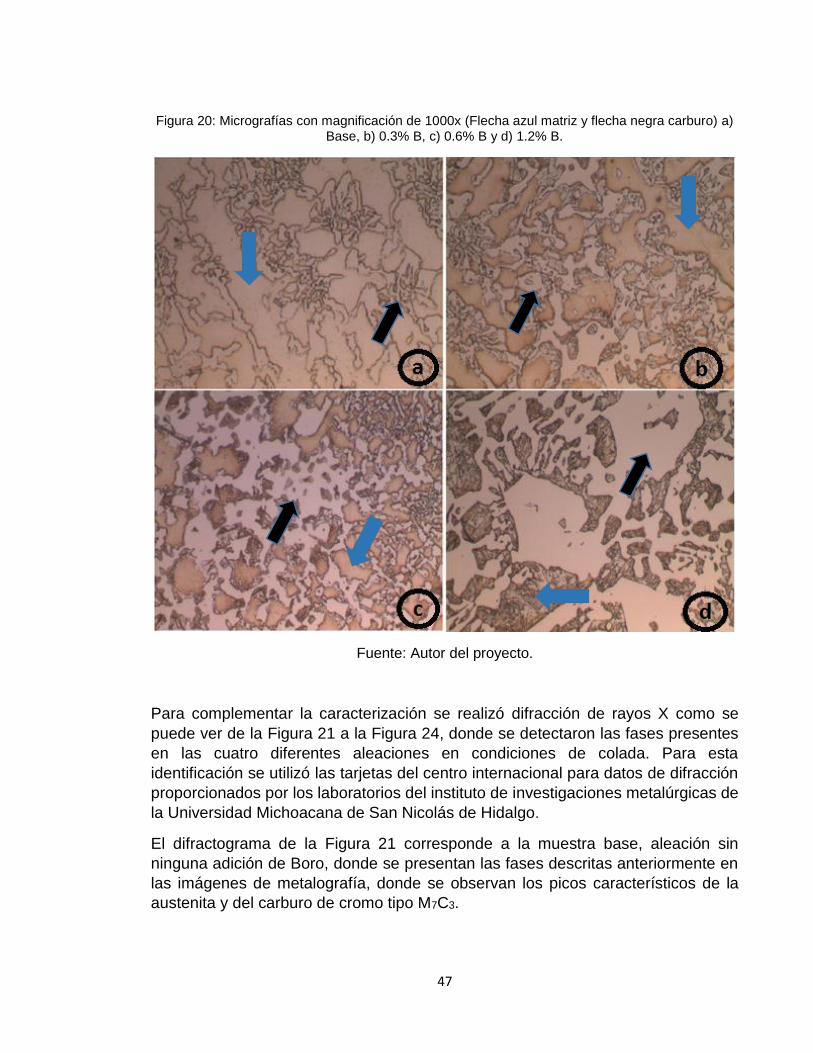
La figura 20 muestra una secuencia de micrografías (1000X) de las aleaciones
experimentales con diferentes adiciones de boro. La microestructura que se
muestra en la imagen a) corresponde a la aleación base sin adiciones de boro. En
esta imagen se puede observar que la microestructura está compuesta por una
matriz altamente austenitica,y carburos eutecticos del tipo M7C3.
La imagen b) es la micrografía del hierro con 0,3% de Boro donde se observa que
esta adición produce un ligero incremento en el volumen de carburos M7C3lo que
propicia la disminución del volumen de la matriz.
Por otro lado, la imagen C y D corresponden a los hierros con adiciones de 0.6 y
1,2 % de Boro respectivamente, donde se observa que el volumen de carburos
aumenta considerablemente respecto de la aleación base. Así mismo se puede
observar la presencia de carburo primario el cual en este caso sería la primera fase
en solidificar a partir del líquido.
Comparando las microestructuras en condiciones de colada de las aleaciones base
y 1.2% de boro, se puede observar que el incremento en la adición de boro, produce
un mayor grado de transformación a martensita durante el enfriamiento del hierro a
temperatura ambiente lo cual se atribuye menor contenido de carbono disuelto en
la austenita.
47
Figura 20: Micrografías con magnificación de 1000x (Flecha azul matriz y flecha negra carburo) a) Base, b) 0.3% B, c) 0.6% B y d) 1.2% B.
Fuente: Autor del proyecto.
Para complementar la caracterización se realizó difracción de rayos X como se
puede ver de la Figura 21 a la Figura 24, donde se detectaron las fases presentes
en las cuatro diferentes aleaciones en condiciones de colada. Para esta
identificación se utilizó las tarjetas del centro internacional para datos de difracción
proporcionados por los laboratorios del instituto de investigaciones metalúrgicas de
la Universidad Michoacana de San Nicolás de Hidalgo.
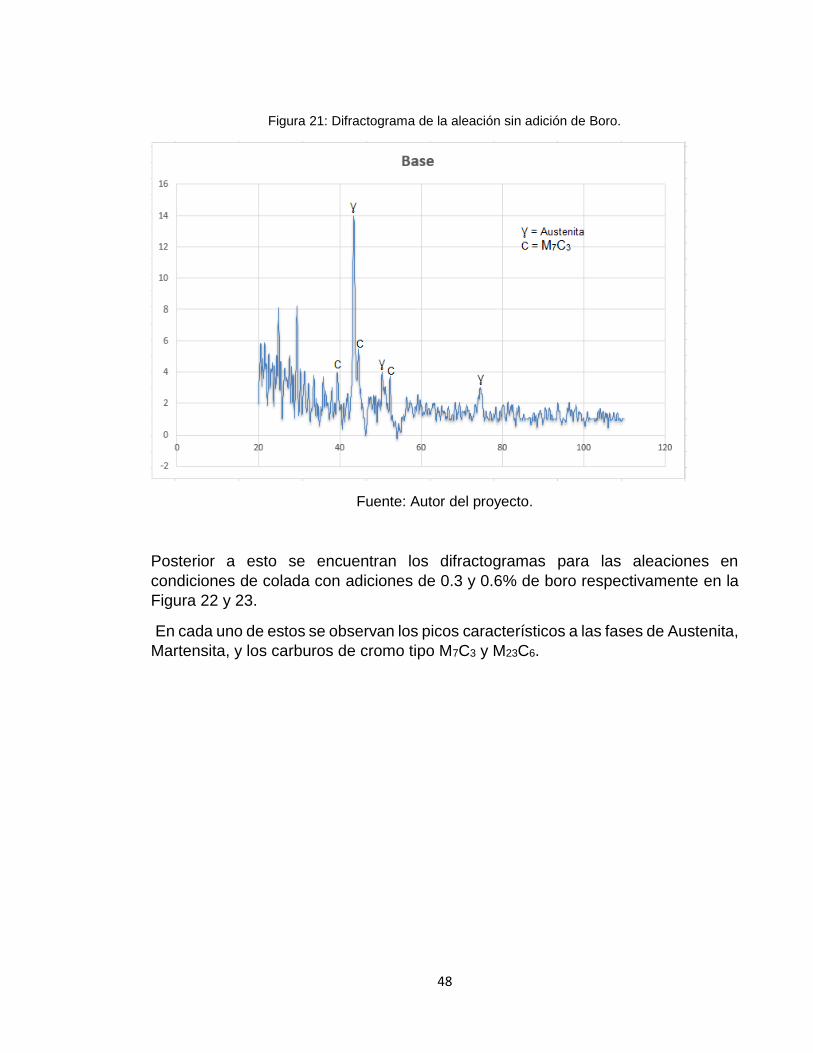
El difractograma de la Figura 21 corresponde a la muestra base, aleación sin
ninguna adición de Boro, donde se presentan las fases descritas anteriormente en
las imágenes de metalografía, donde se observan los picos característicos de la
austenita y del carburo de cromo tipo M7C3.
48
Figura 21: Difractograma de la aleación sin adición de Boro.
Fuente: Autor del proyecto.
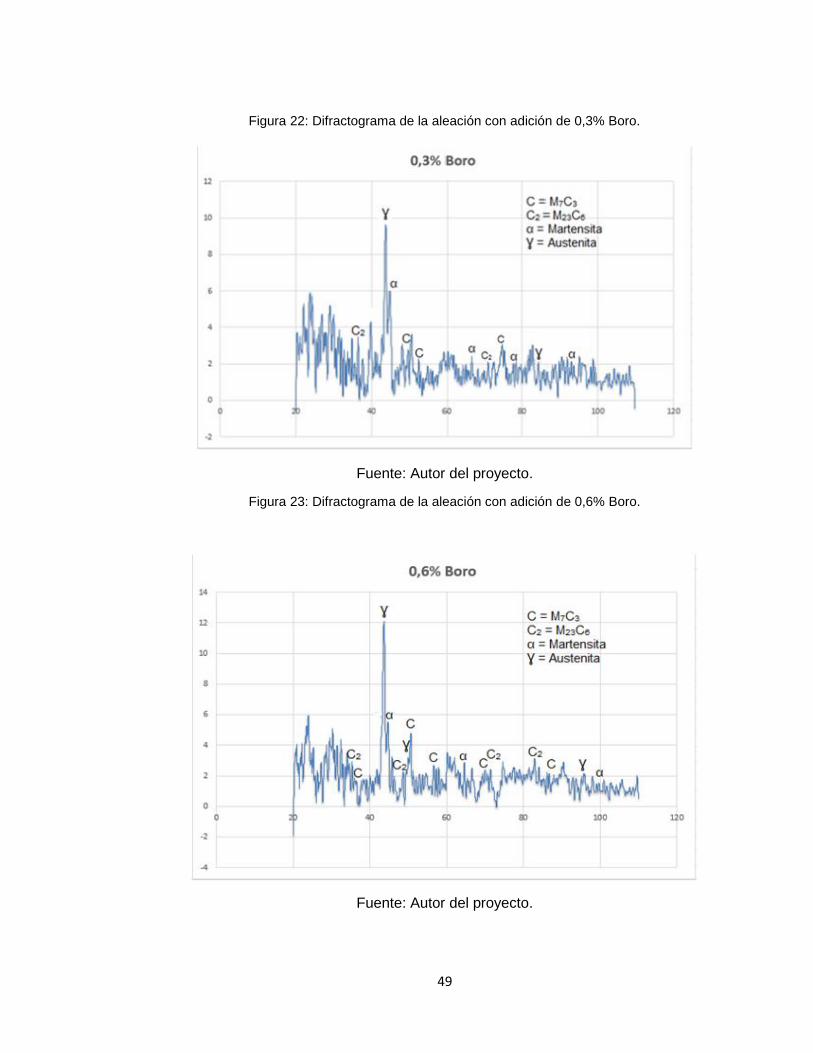
Posterior a esto se encuentran los difractogramas para las aleaciones en
condiciones de colada con adiciones de 0.3 y 0.6% de boro respectivamente en la
Figura 22 y 23.
En cada uno de estos se observan los picos característicos a las fases de Austenita,
Martensita, y los carburos de cromo tipo M7C3 y M23C6.
49
Figura 22: Difractograma de la aleación con adición de 0,3% Boro.
Fuente: Autor del proyecto.
Figura 23: Difractograma de la aleación con adición de 0,6% Boro.
Fuente: Autor del proyecto.
50
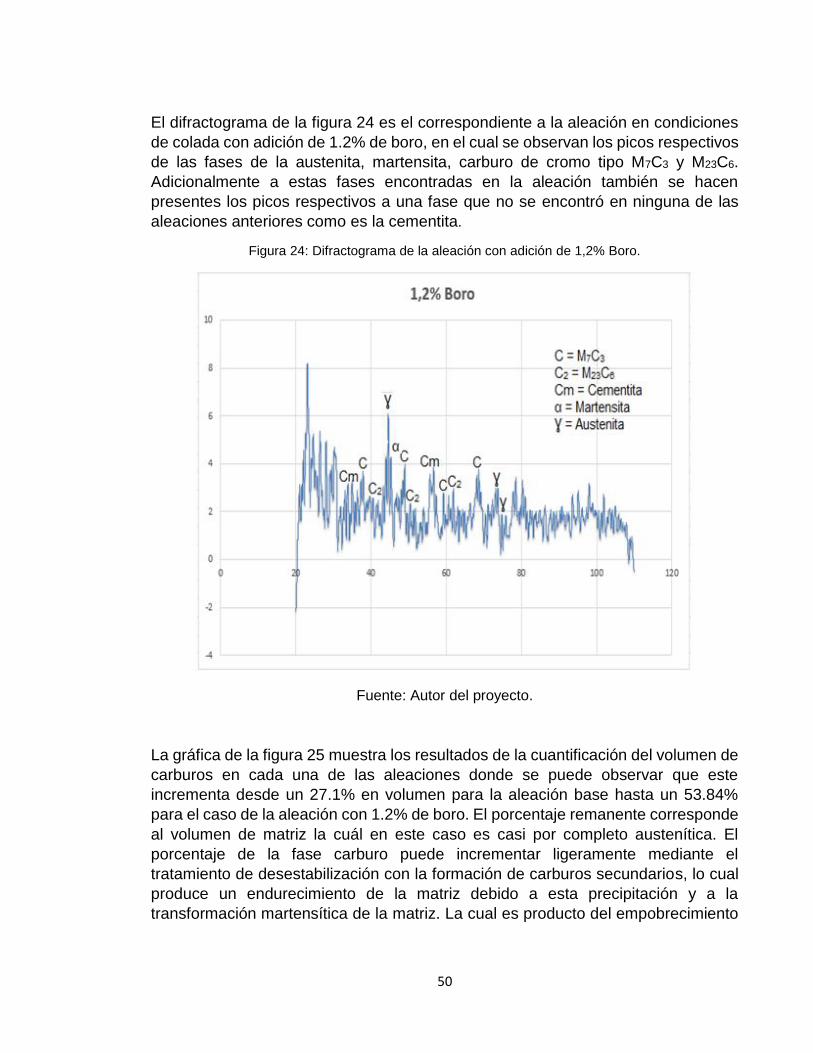
El difractograma de la figura 24 es el correspondiente a la aleación en condiciones
de colada con adición de 1.2% de boro, en el cual se observan los picos respectivos
de las fases de la austenita, martensita, carburo de cromo tipo M7C3 y M23C6.
Adicionalmente a estas fases encontradas en la aleación también se hacen
presentes los picos respectivos a una fase que no se encontró en ninguna de las
aleaciones anteriores como es la cementita.
Figura 24: Difractograma de la aleación con adición de 1,2% Boro.
Fuente: Autor del proyecto.
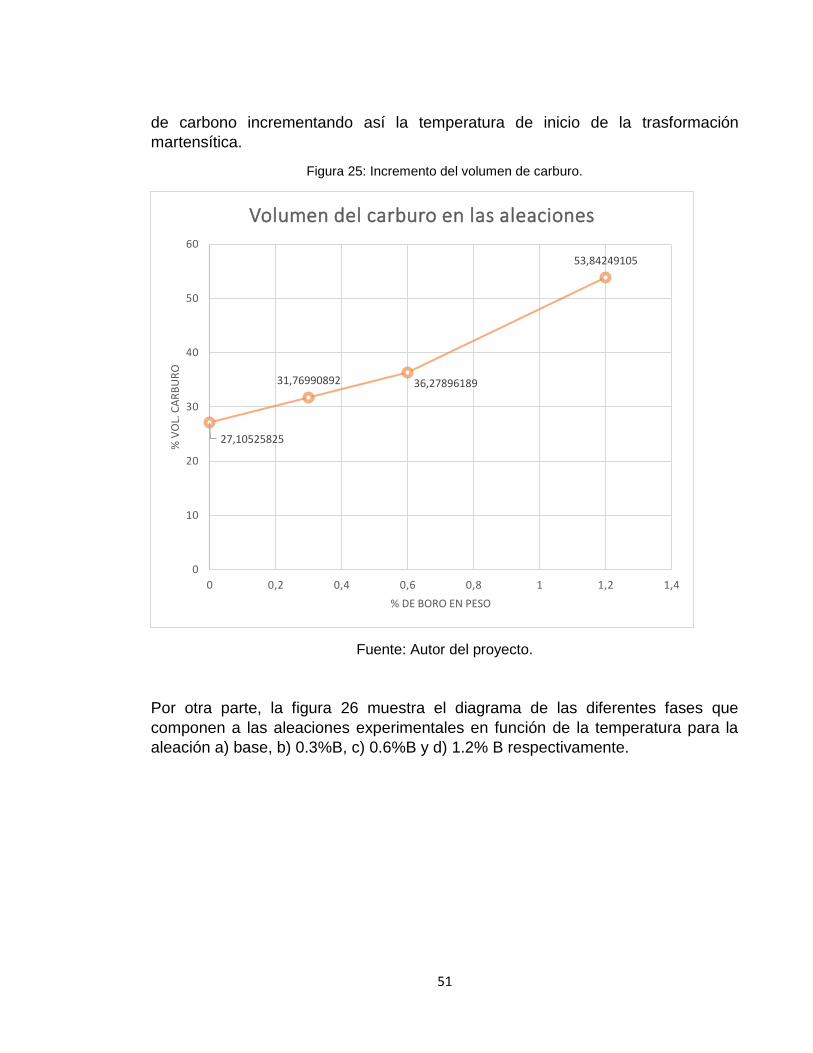
La gráfica de la figura 25 muestra los resultados de la cuantificación del volumen de
carburos en cada una de las aleaciones donde se puede observar que este
incrementa desde un 27.1% en volumen para la aleación base hasta un 53.84%
para el caso de la aleación con 1.2% de boro. El porcentaje remanente corresponde
al volumen de matriz la cuál en este caso es casi por completo austenítica. El
porcentaje de la fase carburo puede incrementar ligeramente mediante el
tratamiento de desestabilización con la formación de carburos secundarios, lo cual
produce un endurecimiento de la matriz debido a esta precipitación y a la
transformación martensítica de la matriz. La cual es producto del empobrecimiento
51
de carbono incrementando así la temperatura de inicio de la trasformación
martensítica.
Figura 25: Incremento del volumen de carburo.
Fuente: Autor del proyecto.
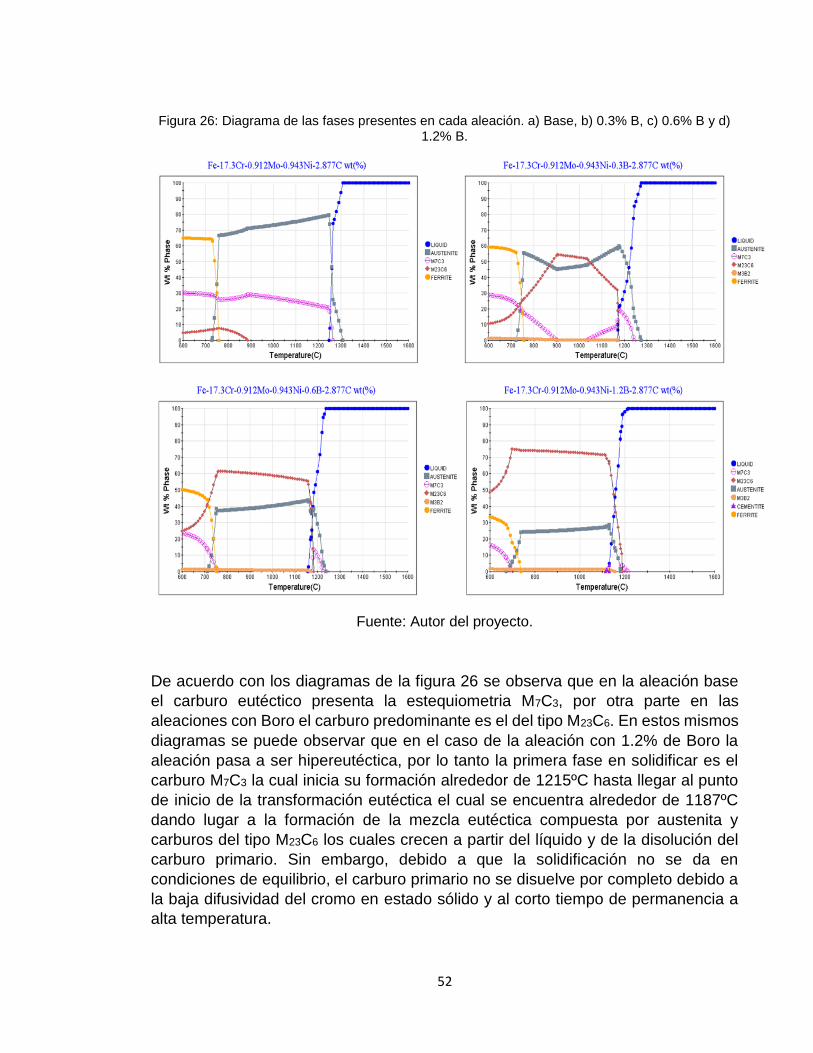
Por otra parte, la figura 26 muestra el diagrama de las diferentes fases que
componen a las aleaciones experimentales en función de la temperatura para la
aleación a) base, b) 0.3%B, c) 0.6%B y d) 1.2% B respectivamente.
27,10525825
31,76990892 36,27896189
53,84249105
0
10
20
30
40
50
60
0 0,2 0,4 0,6 0,8 1 1,2 1,4
% V
OL.
CA
RB
UR
O
% DE BORO EN PESO
Volumen del carburo en las aleaciones
52
Figura 26: Diagrama de las fases presentes en cada aleación. a) Base, b) 0.3% B, c) 0.6% B y d) 1.2% B.
Fuente: Autor del proyecto.
De acuerdo con los diagramas de la figura 26 se observa que en la aleación base
el carburo eutéctico presenta la estequiometria M7C3, por otra parte en las
aleaciones con Boro el carburo predominante es el del tipo M23C6. En estos mismos
diagramas se puede observar que en el caso de la aleación con 1.2% de Boro la
aleación pasa a ser hipereutéctica, por lo tanto la primera fase en solidificar es el
carburo M7C3 la cual inicia su formación alrededor de 1215ºC hasta llegar al punto
de inicio de la transformación eutéctica el cual se encuentra alrededor de 1187ºC
dando lugar a la formación de la mezcla eutéctica compuesta por austenita y
carburos del tipo M23C6 los cuales crecen a partir del líquido y de la disolución del
carburo primario. Sin embargo, debido a que la solidificación no se da en
condiciones de equilibrio, el carburo primario no se disuelve por completo debido a
la baja difusividad del cromo en estado sólido y al corto tiempo de permanencia a
alta temperatura.
53
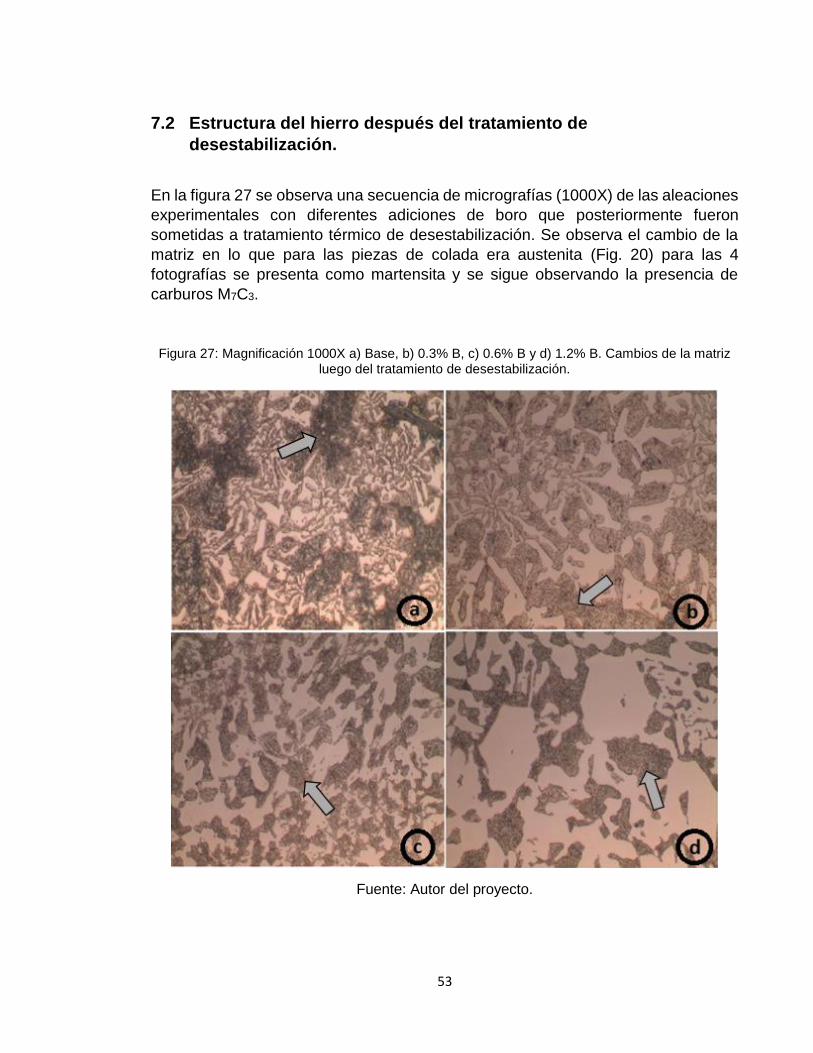
7.2 Estructura del hierro después del tratamiento de
desestabilización.
En la figura 27 se observa una secuencia de micrografías (1000X) de las aleaciones
experimentales con diferentes adiciones de boro que posteriormente fueron
sometidas a tratamiento térmico de desestabilización. Se observa el cambio de la
matriz en lo que para las piezas de colada era austenita (Fig. 20) para las 4
fotografías se presenta como martensita y se sigue observando la presencia de
carburos M7C3.
Figura 27: Magnificación 1000X a) Base, b) 0.3% B, c) 0.6% B y d) 1.2% B. Cambios de la matriz luego del tratamiento de desestabilización.
Fuente: Autor del proyecto.
54
Comparando las diferentes microestructuras de la figura anterior hay un notable
incremento en el volumen de carburos (fig.27) conforme incrementa la adición de
boro. Así mismo en el caso de la aleación con 1.2%B se observa la formación de
carburo primario el cual se forma a partir del líquido (es la primera fase en formarse
o solidificar).
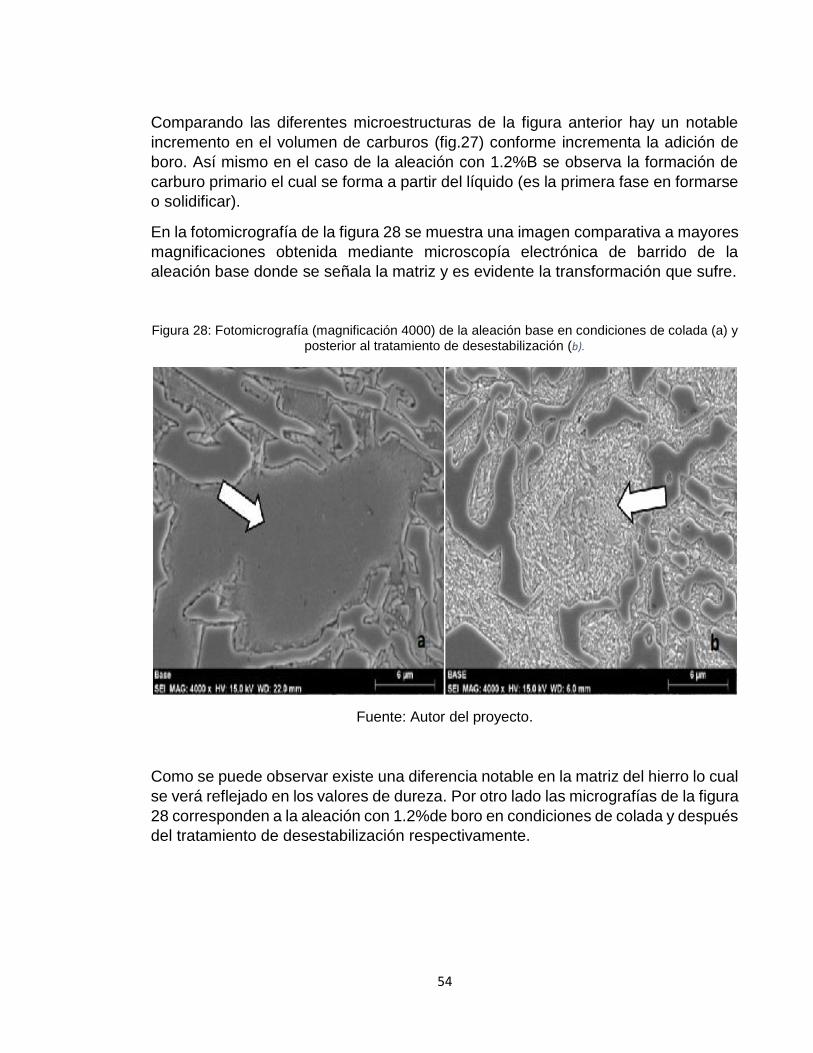
En la fotomicrografía de la figura 28 se muestra una imagen comparativa a mayores
magnificaciones obtenida mediante microscopía electrónica de barrido de la
aleación base donde se señala la matriz y es evidente la transformación que sufre.
Figura 28: Fotomicrografía (magnificación 4000) de la aleación base en condiciones de colada (a) y posterior al tratamiento de desestabilización (b).
Fuente: Autor del proyecto.
Como se puede observar existe una diferencia notable en la matriz del hierro lo cual
se verá reflejado en los valores de dureza. Por otro lado las micrografías de la figura
28 corresponden a la aleación con 1.2%de boro en condiciones de colada y después
del tratamiento de desestabilización respectivamente.

55
Figura 29: Micrografías (3000X) de la aleación con adiciones de 1.2% de Boro a) condiciones de colada y b) posterior al tratamiento de desestabilización.
Fuente: Autor del proyecto.
Comparando ambas aleaciones antes y después del tratamiento de
desestabilización se puede observar que la adición de boro incrementa el volumen
de carburos secundarios precipitados lo cual concuerda con los resultados de
investigaciones previas realizadas. [16]
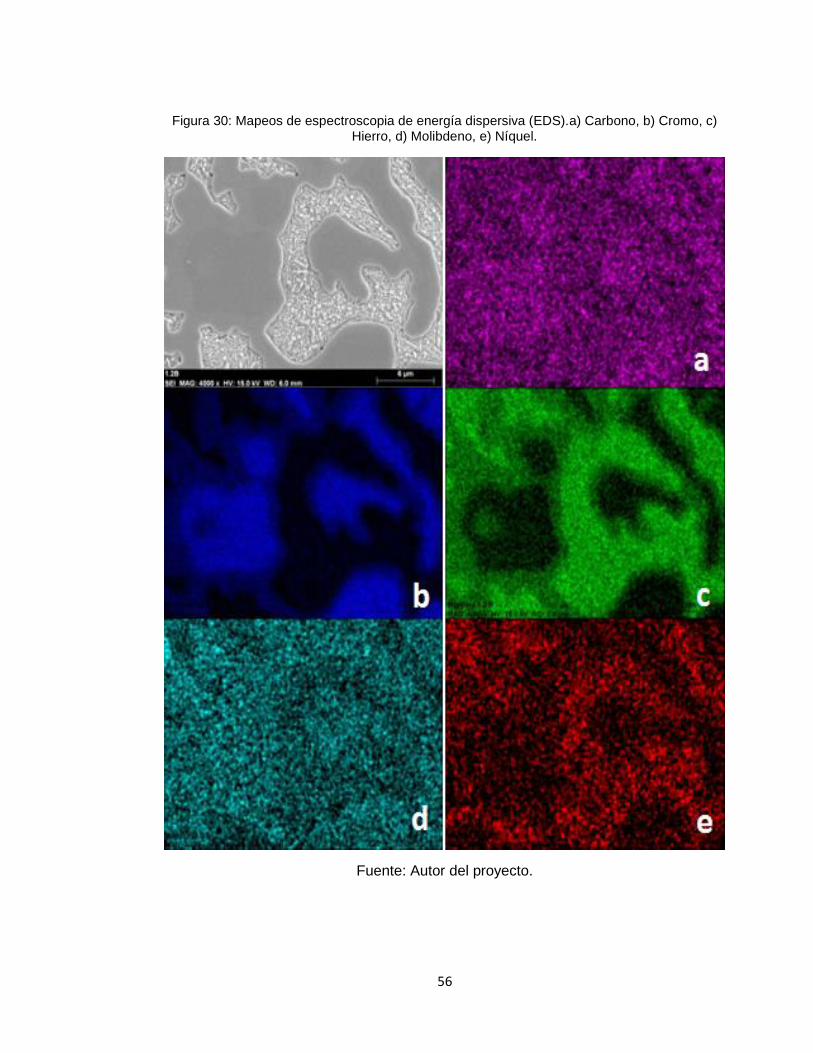
Otra diferencia importante puede observarse en los mapeos de espectroscopia de
energía dispersiva (EDS) que se encuentran en la figura 30.
56
Figura 30: Mapeos de espectroscopia de energía dispersiva (EDS).a) Carbono, b) Cromo, c) Hierro, d) Molibdeno, e) Níquel.
Fuente: Autor del proyecto.

57
De acuerdo con los mapeos de composición química, el carburo muestra una
diferencia en la periferia respecto del centro de los mismos, siendo más rico en
cromo en la parte central y a su vez enriqueciéndose en hierro en la periferia, lo cual
es un indicativo de la transición del carburo del tipo M7C3 a M23C6. Esta transición
se produce debido al alto contenido de carburos ya que el boro desplaza el punto
eutéctico a la izquierda produciendo una mayor cantidad de carburos como se
observó en la figura 20 d).
Estas observaciones concuerdan con las observaciones realizadas mediante
imágenes de electrones retro dispersados que se observan en la figura 31, donde
las fases con menor número atómico presentan una tonalidad más obscura, como
es el caso de la periferia del carburo donde se tiene un menor contenido de cromo.
Figura 31: Imagen de electrones retro dispersados.
Fuente: Autor del proyecto.
Como se mencionó anteriormente la evidencia de una partícula de Boro es difícil de
encontrar a través de este método debido a su cantidad porcentual y por la huella
de energía que presenta el Boro, ya que no está en un rango estable para el
microscopio de barrido convencional, para el caso de la muestra con adición de 1,2
% de Boro tratada térmicamente se analizó en algunos puntos en busca de
partículas de Boro y se encontró evidencia de estas partículas principalmente donde
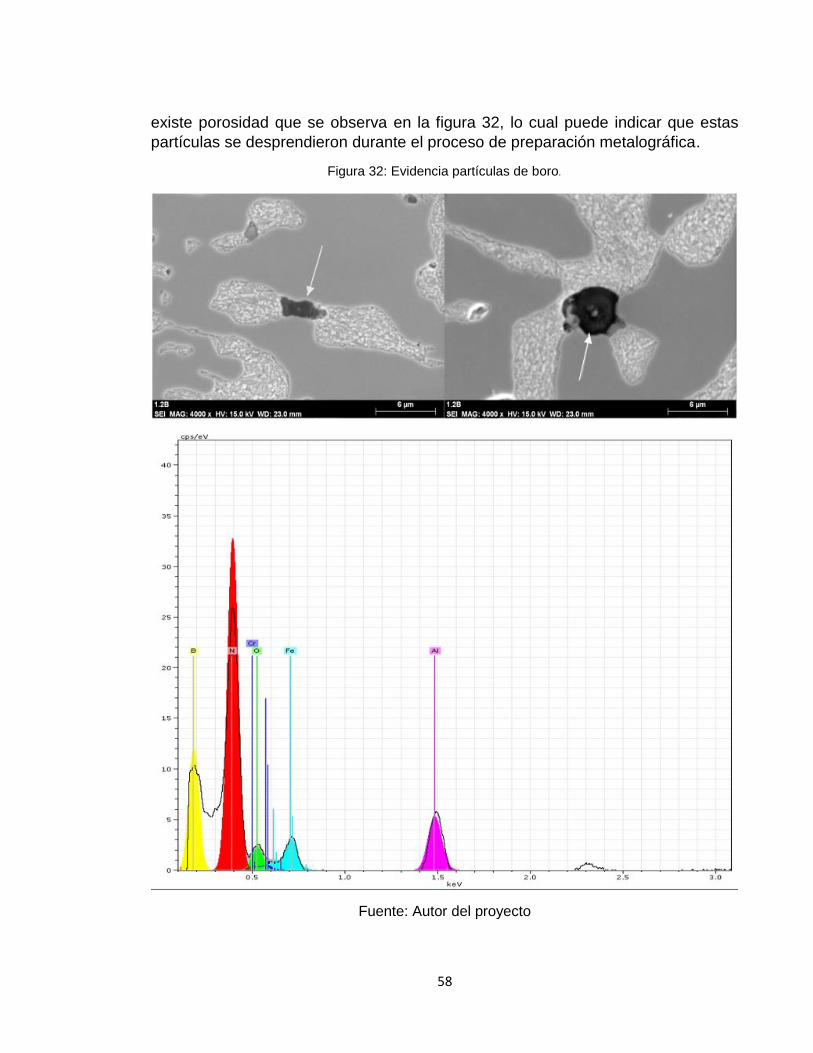
58
existe porosidad que se observa en la figura 32, lo cual puede indicar que estas
partículas se desprendieron durante el proceso de preparación metalográfica.
Figura 32: Evidencia partículas de boro.
Fuente: Autor del proyecto
59
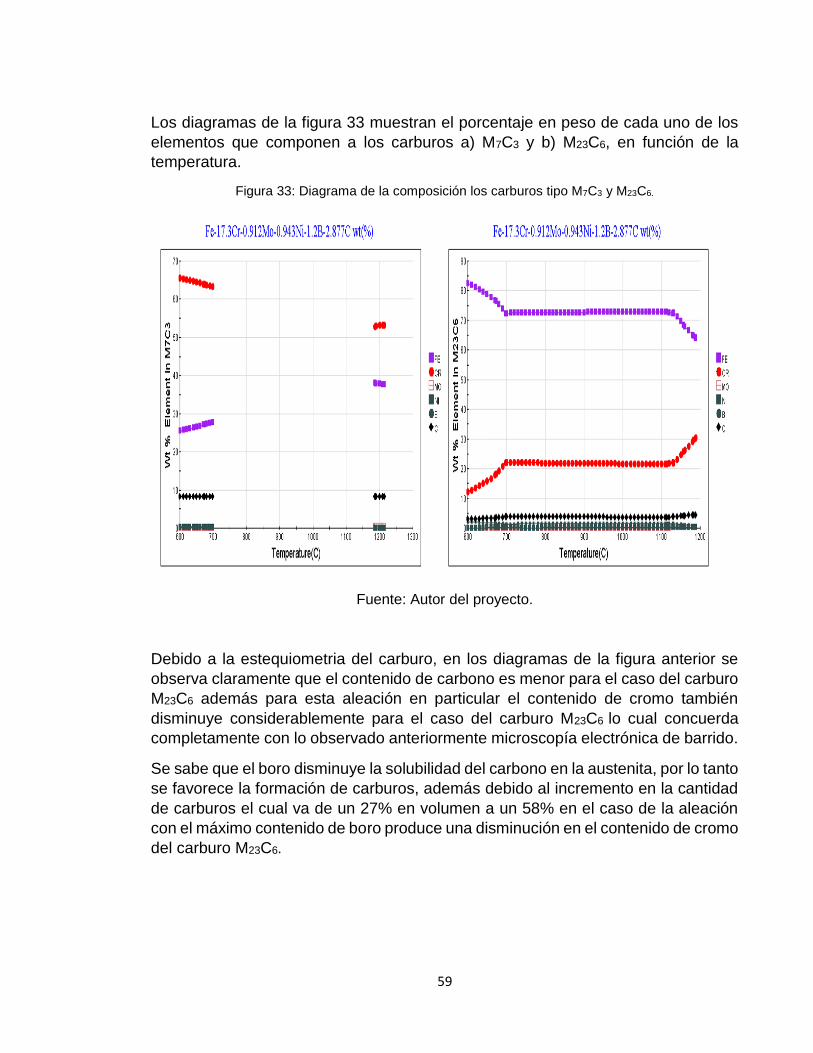
Los diagramas de la figura 33 muestran el porcentaje en peso de cada uno de los
elementos que componen a los carburos a) M7C3 y b) M23C6, en función de la
temperatura.
Figura 33: Diagrama de la composición los carburos tipo M7C3 y M23C6.
Fuente: Autor del proyecto.
Debido a la estequiometria del carburo, en los diagramas de la figura anterior se
observa claramente que el contenido de carbono es menor para el caso del carburo
M23C6 además para esta aleación en particular el contenido de cromo también
disminuye considerablemente para el caso del carburo M23C6 lo cual concuerda
completamente con lo observado anteriormente microscopía electrónica de barrido.
Se sabe que el boro disminuye la solubilidad del carbono en la austenita, por lo tanto
se favorece la formación de carburos, además debido al incremento en la cantidad
de carburos el cual va de un 27% en volumen a un 58% en el caso de la aleación
con el máximo contenido de boro produce una disminución en el contenido de cromo
del carburo M23C6.
60
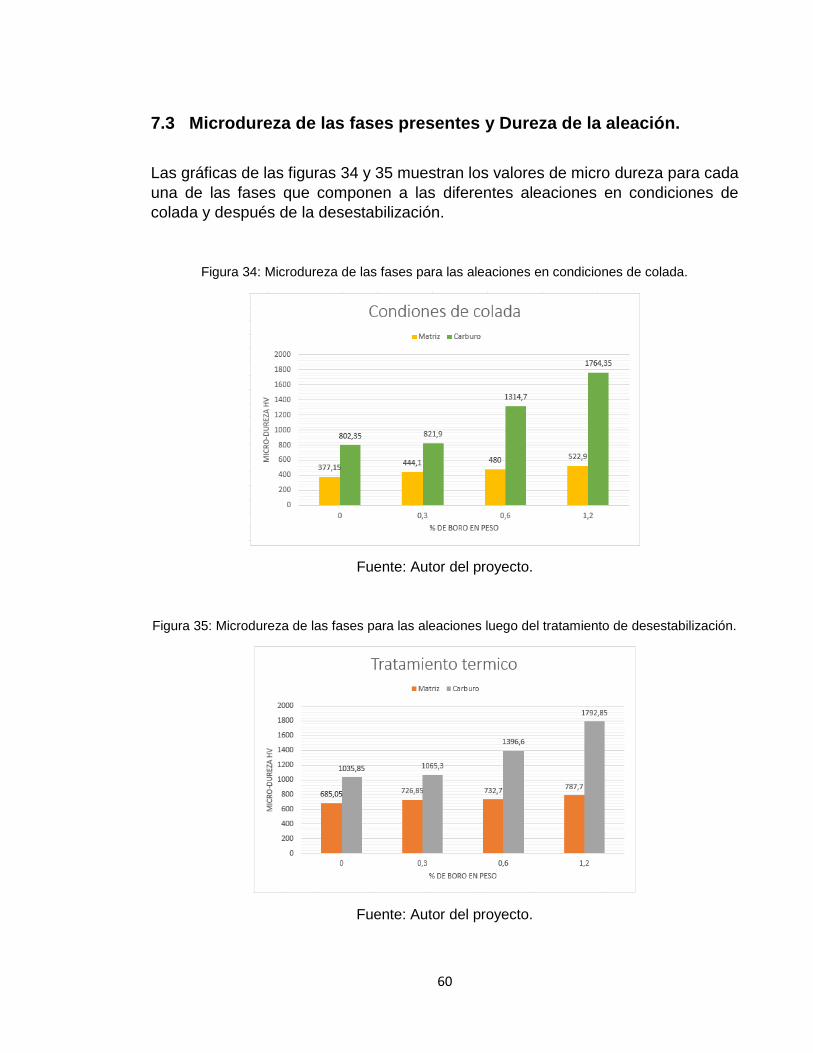
7.3 Microdureza de las fases presentes y Dureza de la aleación.
Las gráficas de las figuras 34 y 35 muestran los valores de micro dureza para cada
una de las fases que componen a las diferentes aleaciones en condiciones de
colada y después de la desestabilización.
Figura 34: Microdureza de las fases para las aleaciones en condiciones de colada.
Fuente: Autor del proyecto.
Figura 35: Microdureza de las fases para las aleaciones luego del tratamiento de desestabilización.
Fuente: Autor del proyecto.

61
Como se puede observar en la figura 34, la micro dureza de la matriz en condiciones
de colada presenta un ligero incremento en función del contenido de boro de 377 a
522 HV el mismo comportamiento se presenta en el caso de las aleaciones
sometidas al tratamiento de desestabilización observadas en la figura 35, en este
caso la micro dureza incrementa notablemente debido a la precipitación de carburos
secundarios y a la transformación martensítica que sufre la matriz durante el
enfriamiento, en este caso la micro dureza incrementa de 685 HV para la aleación
base a 787 HV para la aleación con 1.2% de boro. En las figuras 36 y 37 se observa
la microindentacion producida por el indentador
para las fases matriz y carburo en las aleaciones en condiciones de colada y
posterior al tratamiento térmico.
Figura 36: Fotografía de la microindentación en la fase a) carburo y b) matriz para la aleación con adición del 1,2% de Boro en condiciones de colada.
Fuente: Autor del proyecto.
62
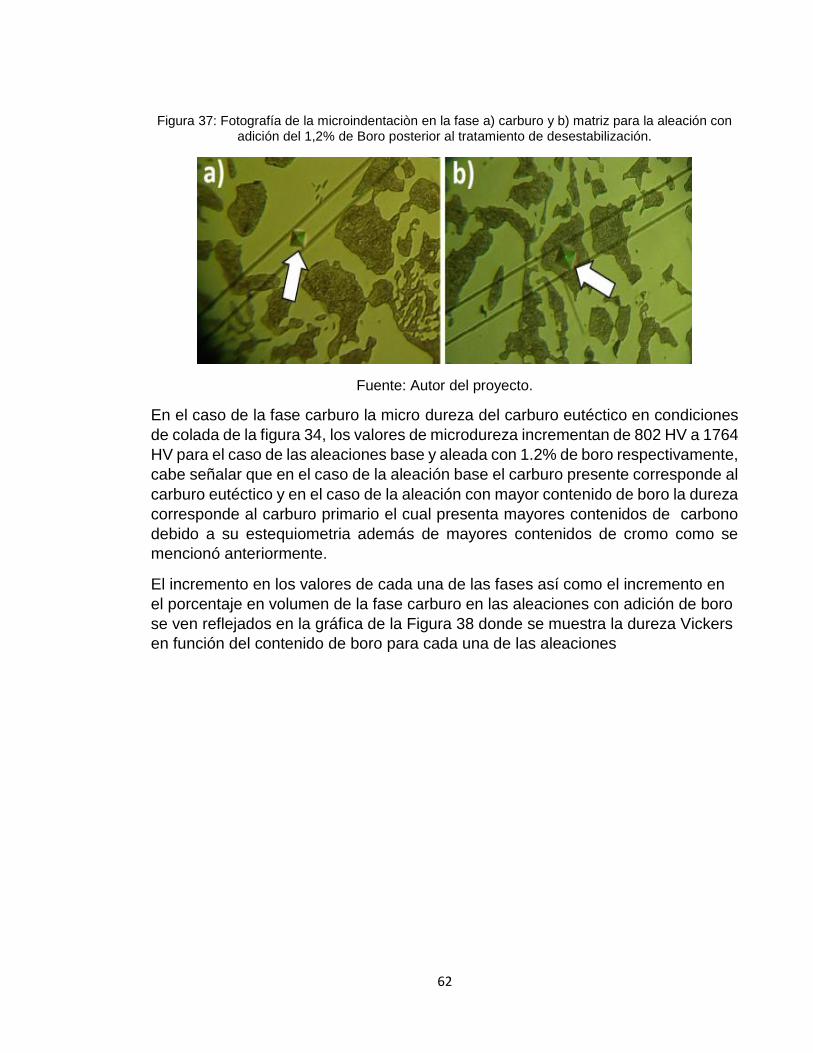
Figura 37: Fotografía de la microindentaciòn en la fase a) carburo y b) matriz para la aleación con adición del 1,2% de Boro posterior al tratamiento de desestabilización.
Fuente: Autor del proyecto.
En el caso de la fase carburo la micro dureza del carburo eutéctico en condiciones
de colada de la figura 34, los valores de microdureza incrementan de 802 HV a 1764
HV para el caso de las aleaciones base y aleada con 1.2% de boro respectivamente,
cabe señalar que en el caso de la aleación base el carburo presente corresponde al
carburo eutéctico y en el caso de la aleación con mayor contenido de boro la dureza
corresponde al carburo primario el cual presenta mayores contenidos de carbono
debido a su estequiometria además de mayores contenidos de cromo como se
mencionó anteriormente.
El incremento en los valores de cada una de las fases así como el incremento en
el porcentaje en volumen de la fase carburo en las aleaciones con adición de boro
se ven reflejados en la gráfica de la Figura 38 donde se muestra la dureza Vickers
en función del contenido de boro para cada una de las aleaciones
63
Figura 38: Dureza de las aleaciones en estado de colada y tratadas térmicamente.
Fuente: Autor del proyecto.
En caso de las aleaciones tratadas térmicamente estos valores incrementan de 714
HV a 778 HV respectivamente, lo cual como se mencionó anteriormente se debe a
la precipitación de carburos secundarios y la transformación de la matriz. Como se
puede observar en el caso de la aleación con mayor contenido de boro el incremento
en dureza antes y después del tratamiento térmico no es considerable debido a que
el tratamiento afecta principalmente a la matriz del hierro la cual en este caso solo
representa un 40% en volumen de la aleación, además de que desde condiciones
de colada existía la presencia de ciertas cantidades de martensita debido a la
morfología y distribución del carburo lo cual disminuye las distancias para la
difusión, por lo tanto estas zonas al quedar empobrecidas en carbono incrementa la
temperatura de inicio de transformación martensítica transformando durante el
enfriamiento. (Micro dureza de la matriz 1.2B 522.9 CC a 787.7 TT).el caso de las
aleaciones en condiciones de colada la dureza incrementa en función del contenido
de boro desde 438 HV10 hasta 767 HV para el caso de las aleaciones base y con
1.2% de boro respectivamente.

64
7.4 Desgaste Abrasivo
La Figura 39 muestra una secuencia de imágenes comparativas de perfilometría
óptica de la superficie desgastada de los hierros en condiciones de colada a) Base,
b) 1.2% de Boro así como posterior a la desestabilización; c) Base y d) 1.2% Boro
ensayadas con 54N de carga.
Figura 39: Imágenes de perfilometria a) Base, b) 1.2% de Boro, c) Base Tratada térmicamente y d) 1.2% Boro Tratada térmicamente. Carga del ensayo 54N.
Fuente: Autor del proyecto
La tabla 8 y gráfica de la figura 40 es la recopilación de los datos de las pérdidas
de volumen correspondiente a los ensayos de desgaste abrasivo para cada una
de las composiciones antes y después del tratamiento de desestabilización
ensayadas con 54 y 130N de carga.
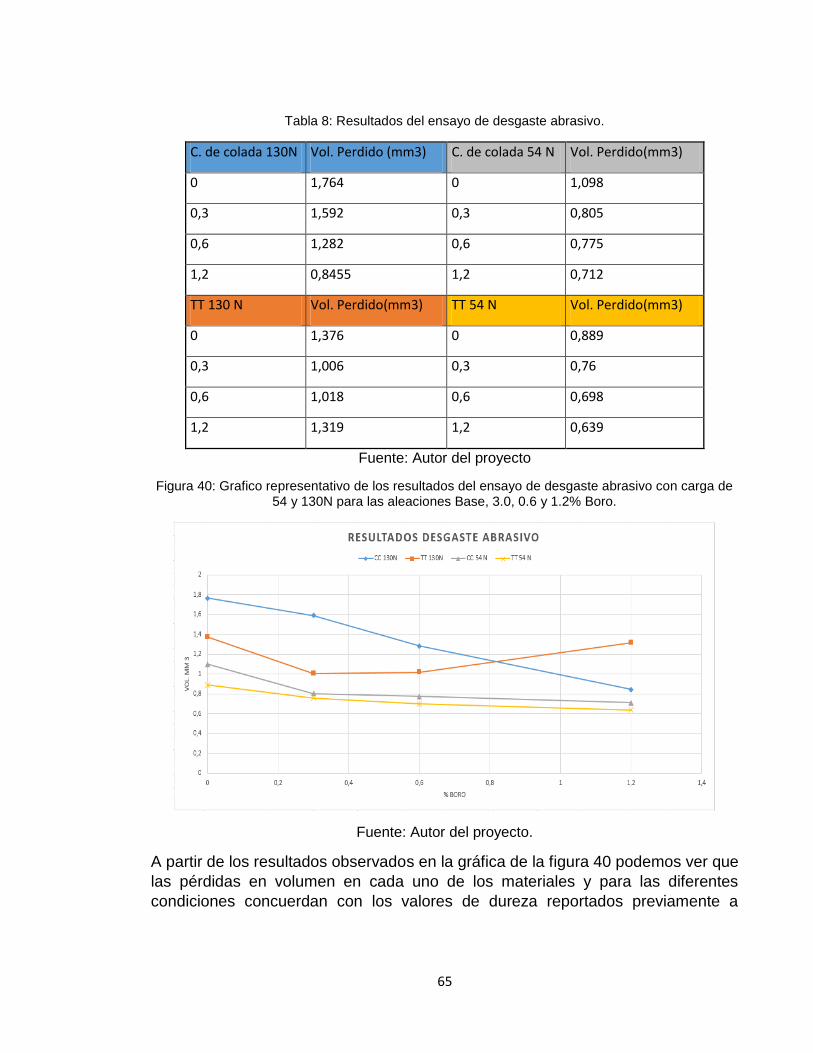
65
Tabla 8: Resultados del ensayo de desgaste abrasivo.
C. de colada 130N Vol. Perdido (mm3) C. de colada 54 N Vol. Perdido(mm3)
0 1,764 0 1,098
0,3 1,592 0,3 0,805
0,6 1,282 0,6 0,775
1,2 0,8455 1,2 0,712
TT 130 N Vol. Perdido(mm3) TT 54 N Vol. Perdido(mm3)
0 1,376 0 0,889
0,3 1,006 0,3 0,76
0,6 1,018 0,6 0,698
1,2 1,319 1,2 0,639
Fuente: Autor del proyecto
Figura 40: Grafico representativo de los resultados del ensayo de desgaste abrasivo con carga de 54 y 130N para las aleaciones Base, 3.0, 0.6 y 1.2% Boro.
Fuente: Autor del proyecto.
A partir de los resultados observados en la gráfica de la figura 40 podemos ver que
las pérdidas en volumen en cada uno de los materiales y para las diferentes
condiciones concuerdan con los valores de dureza reportados previamente a
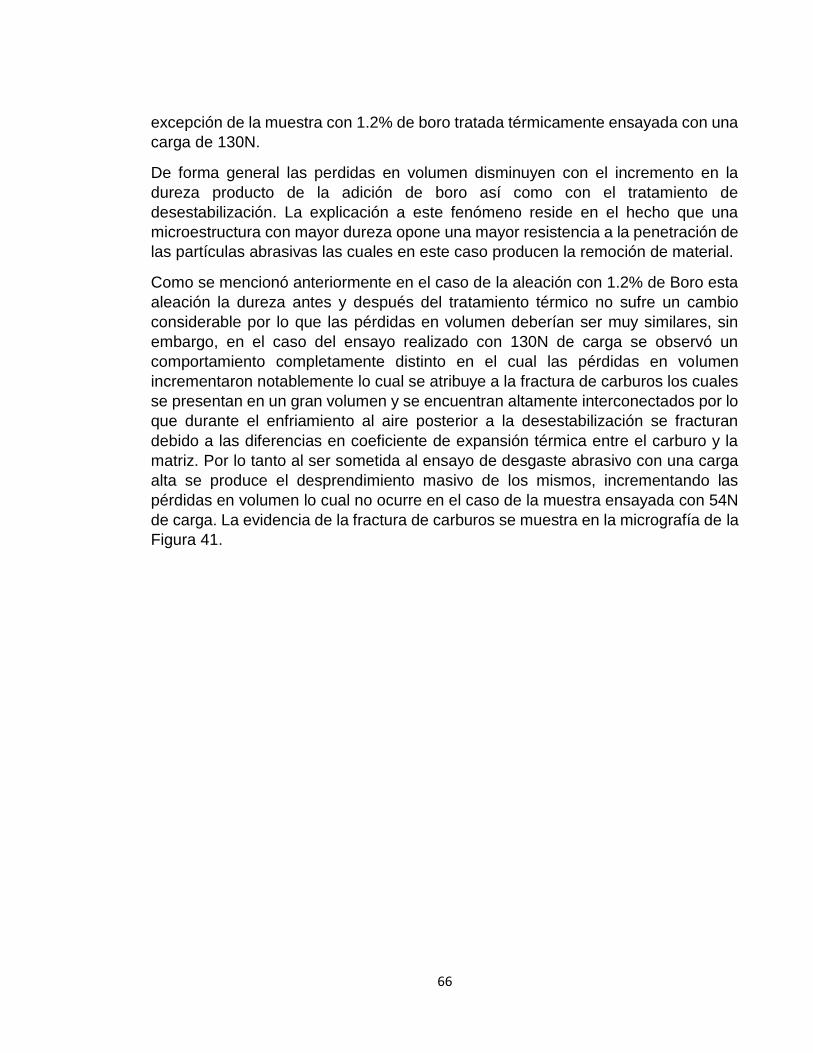
66
excepción de la muestra con 1.2% de boro tratada térmicamente ensayada con una
carga de 130N.
De forma general las perdidas en volumen disminuyen con el incremento en la
dureza producto de la adición de boro así como con el tratamiento de
desestabilización. La explicación a este fenómeno reside en el hecho que una
microestructura con mayor dureza opone una mayor resistencia a la penetración de
las partículas abrasivas las cuales en este caso producen la remoción de material.
Como se mencionó anteriormente en el caso de la aleación con 1.2% de Boro esta
aleación la dureza antes y después del tratamiento térmico no sufre un cambio
considerable por lo que las pérdidas en volumen deberían ser muy similares, sin
embargo, en el caso del ensayo realizado con 130N de carga se observó un
comportamiento completamente distinto en el cual las pérdidas en volumen
incrementaron notablemente lo cual se atribuye a la fractura de carburos los cuales
se presentan en un gran volumen y se encuentran altamente interconectados por lo
que durante el enfriamiento al aire posterior a la desestabilización se fracturan
debido a las diferencias en coeficiente de expansión térmica entre el carburo y la
matriz. Por lo tanto al ser sometida al ensayo de desgaste abrasivo con una carga
alta se produce el desprendimiento masivo de los mismos, incrementando las
pérdidas en volumen lo cual no ocurre en el caso de la muestra ensayada con 54N
de carga. La evidencia de la fractura de carburos se muestra en la micrografía de la
Figura 41.
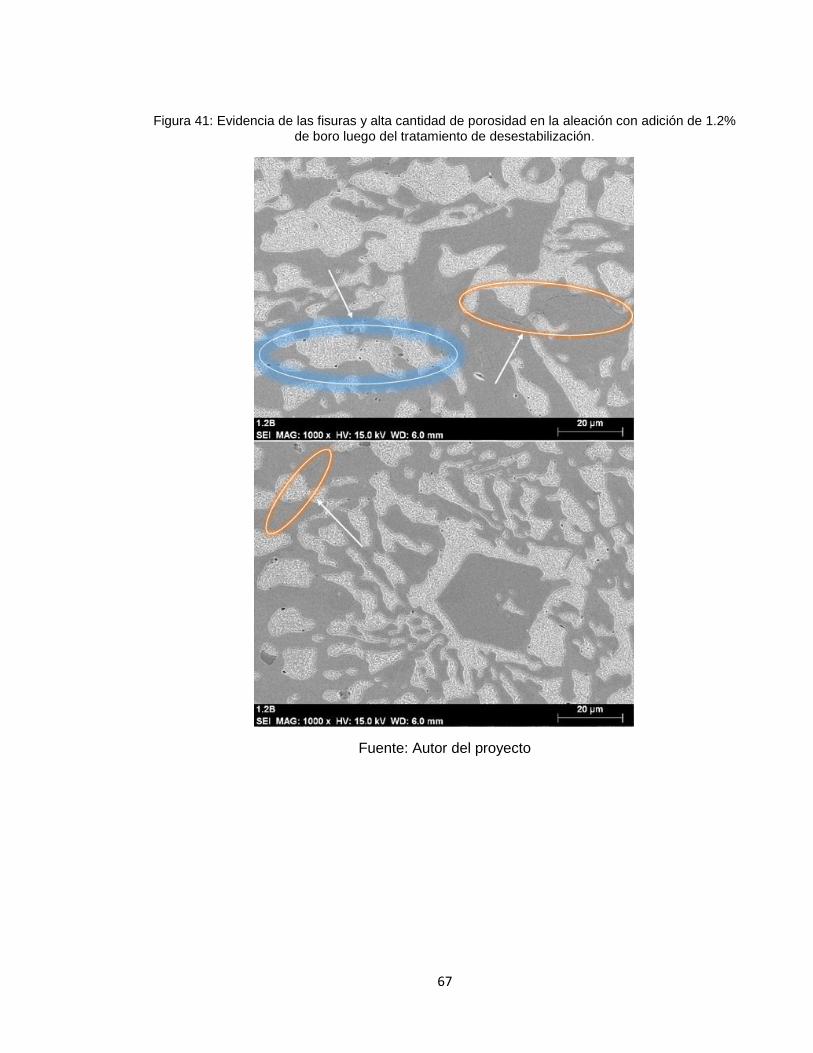
67
Figura 41: Evidencia de las fisuras y alta cantidad de porosidad en la aleación con adición de 1.2% de boro luego del tratamiento de desestabilización.
Fuente: Autor del proyecto
68
8. CONCLUSIONES
La adición de Boro en las cantidades de 0.3 y 0.6 % no representan una
variación relevante en el diagrama de las fases para las aleaciones, lo que
para el caso de la aleación con adición de 1.2% de Boro se evidencia un
cambio drástico en la ubicación del punto eutéctico. Pasando así a ser una
aleación hipereutéctica, por lo tanto la primera fase en solidificar es el carburo
M7C3.
El hierro blanco en condiciones de colada con adición de 1.2% de boro
produce en su matriz un mayor grado de transformación a martensita durante
el enfriamiento a temperatura ambiente lo cual se debe a un menor contenido
de carbono disuelto en la austenita.
La dureza del material en condiciones de colada fue menor a la obtenida por
el material con tratamiento térmico. Para el caso de la aleación con adición
de 1.2% de Boro la diferencia en la dureza aun siendo menor es poca la
diferencia, esto se debe a que el tratamiento térmico afecta en mayor parte
a la matriz del material y esta aleación presenta un mayor volumen de
carburo respecto al volumen de la matriz.
La resistencia al desgaste abrasivo en el material tratado térmicamente fue
mayor a la del material en estado de fundición para la carga alta y baja. Esto
se debe a su matriz martensítica reforzada por la precipitación carburos
secundarios. De igual manera también se llegó a la conclusión que el
tratamiento de desestabilización afecta en forma negativa el material con
adición de 1,2% de Boro debido a que posterior a este se presentan
fenómenos como porosidad y agrietamiento provocando desprendimiento de
material en la matriz y el carburo en la prueba de desgaste abrasivo.
A partir de los resultados del presente trabajo de investigación podemos
avalar que la adición de boro representa una medida eficaz para incrementar
la resistencia al desgaste del hierro blanco mediante pequeñas adiciones de
este elemento así como evitar la necesidad de aplicar un tratamiento térmico
para mejorar su desempeño.
69
9. BIBLIOGRAFÍA
[1] Castro,Guillermo. (2009). Fundiciones.
[2] Rodriguez del Castillo Díaz,Felipe. (2007). Tribología: Fricción, Desgaste y
Lubricación.
[3] Askeland, D. R. (1998). Ciencia e Ingeniería de los Materiales. International
Thomson Editores.
[4] Universidad de Huelva. (). Ciencia de materiales.
[5]Liu, Zhongli; Li, Yanxiang; Chen, Xiang y Hu, Kaihua. (2007). Microstructure and
mechanical properties of high boron white cast iron.
[6] M.M. Arikan, H y Çimenoğlu, E.S. Kayali. (2000).The effect of titanium on the
abrasion resistance of 15Cr–3Mo white cast iron.
[7] Maldonado, Simitrio; Baltazar, Víctor; López, Enrique;Orozco, Pilar y Alonso,
Omero. (2015). Desgaste de aleaciones de hierro Cr-Mo-V-Ti para medios de
molienda de minerales.
[8] Coronado, J.J. (2011). Effect of load and carbide orientation on abrasive wear
resistance of white cast iron.
[9] CHANG, Li-min; LIU, Lin y LIU, Jian-hua. (2007). Properties of Cross-Rolled Low
Alloy White Cast Iron Grinding Ball.
[10] Coronado, J.J y Sinatora, A. (2009). Abrasive wear study of white cast iron with
different solidification rates.
[11] Cortés Carrillo, E; Bedolla-Jacuinde, A; Mejía, I;Zepeda, C.M., Zuno-Silva,J. y
F.V. Guerra-Lopez (2017). Effects of tungsten on the microstructure and on the
abrasive wear Behavior of a high-chromium white iron.
[12] Mustafa, Çöl; FundaGül, Koç; Hasan, Öktem y Durmuş, Kır. (2015). The role of
boron content in high alloy white cast iron (Ni-Hard4) on microstructure,
mechanical properties and wear resistance.
70
[13]Heinoa, V; Kallio M; Valtonena, K. y Kuokkala, V.T. (). The role of microstructure
in high stress abrasion of white cast irons.
[14] Correa, R; Bedolla-Jacuinde, A; Zuno Silva, J; Cardoso, E. y Mejía, I. (2008).
Effect of boron on the sliding wear of directionally solidified high-chromium white
irons.
[15] Xiang, Chen y Yanxiang, Li. (2010).Effect of heat treatment on microstructure
and mechanical properties of high boron white cast iron.
[16] A. Bedolla-Jacuinde,; F.V. Guerra, I. Mejía, J. Zuno-Silva, C. Maldonado.
(2016). Boron effect on the precipitation of secondary carbides during
destabilization of a high-chromium white iron.
[17] ASTM. (s.f.). ASTM G65-16 Standard Test Method for Measuring Abrasion
Using the Dry Sand/Rubber Wheel Apparatus.
[18]ASTM. (s.f.). ASTM E92-17 Standard Test Methods for Vickers Hardness
andKnoop Hardness of Metallic Materials.
[19]ASTM. (s.f.). ASTM E3 – 11 Standard Guide for Preparation of Metallographic specimens.
[20]ASTM. (s.f.). ASTM A532-10 Standard Specification for Abrasion-Resistant CastIrons.
[21] NTC 1486 Documentación. Presentación De Tesis, Trabajos De Grado Y Otros Trabajos De Investigación. (s.f.).
[22] NTC 5613 Referencias Bibliográficas, Contenido, Forma y Estructura. (s.f.).
[23] Morales, R. Ivan;Hormaza A. Wilson y Mendez M. Luis. (2010). Efecto del
Tratamiento Térmico deDesestabilización en el Desgaste de Hierros Blancos
de Alto Cromo.
71
[24] Suarez Bustamante,F.Alexander y Velez Restrepo J. Manuel. (2005).Estudio
del modelo de desgaste propuesto por Archard.
[25] Mesa Grajales, Dairo Hernán y Sinatora, AMILTON. (2003). El desgaste de
materiales, enfrentarlo o dejarlo de lado y asumir los riesgos.
[26] Ipohorski, Miguel y Bozzano, B. Patricia. (). MICROSCOPÍA ELECTRÓNICA
DE BARRIDO EN LA CARACTERIZACIÓN DE MATERIALES.














![Karuna[Boro Golpo]](https://img.pdfslide.tips/doc/110x75/563db8eb550346aa9a9835ef/karunaboro-golpo.jpg)














