Embed Size (px)
Citation preview

Effektivisering av ett materialflöde inför en
kapacitetshöjningEn fallstudie genomförd på Scania Ferruform
Johan Bergquist
Axel Haapalahti
Civilingenjör, Industriell ekonomi
2020
Luleå tekniska universitet
Institutionen för ekonomi, teknik och samhälle
LULEÅ TEKNISKA UNIVERSITET
EXAMENSARBETE
Effektivisering av ett materialflöde infören kapacitetshöjningEn fallstudie genomförd på Scania Ferruform
Författare:JOHAN BERGQUISTAXEL HAAPALAHTI
Handledare:BJÖRN SAMUELSSON
Institutionen för ekonomi, teknik och samhälleÄmnesområdet kvalitetsteknik och industriell logistik
25 Maj 2020
i
Förord
Denna rapport är ett resultat av 20 veckors arbete under våren 2020 som avslutar vå-ra civilingenjörsstudier inom Industriell Ekonomi på 300 högskolepoäng vid LuleåTekniska Universitet. Studien har involverat ett flertal personer både på Scania ochLuleå Tekniska Universitet, vilka engagerat sig och bistått med hjälp under arbetetsgång. Vi skulle vilja rikta ett stort tack till vår handledare Daniel Olovsson på Scania,och vår handledare Björn Samuelsson på Luleå Tekniska Universitet. Dessutom villvi tacka alla på produktionsteknik och logistikavdelningen för kreativa diskussioneroch all den hjälp vi fått. Slutligen vill vi även tacka varandra för det hårda slit ochmånga skratt som vi delat under denna period.
ii
Sammanfattning
Teknologiska framsteg ökar trycket på organisationer att ständigt förbättra sig för attmöta kundens förväntningar. Ur ett helhetsperspektiv är logistiken en central del fören organisations konkurrenskraftighet på marknaden genom skapandet av effekti-vare flöden. För att uppnå effektivare flöden anses ofta digitalisering och automati-sering som viktiga stöttepelare. Dessutom kan Lean Production bidra till effektivareflöden framförallt genom dess fokus på eliminering av icke-värdeskapande aktivi-teter i verksamheten.
Scania Ferruform i Luleå ska framöver öka sin produktionstakt och en effektivise-ring av deras slutflöde för bakaxeltillverkningen är därför nödvändig för att kunnasäkerställa fullständiga leveranser till kund. Dagens flöde är ineffektivt och innehål-ler flertalet slöserier som inte bidrar med något värde till kunden. Det finns därförett behov av automatisering av slutflödet för att uppnå ett jämnare och effektiva-re flöde. Dessutom behöver lagerstorlekarna utredas för att säkerställa fullständigaleveranser till kund inför den kommande kapacitetshöjningen. Syftet med studienär därför att undersöka hur en tillverkande organisation kan effektivisera sitt ma-terialflöde inför en kommande kapacitetshöjning. Syftet besvaras genom följandeundersökningsmål (UM):
UM: “Målet med denna studie är att presentera en framtida produktionslayout för slutflödetmed tillhörande arbetsmetod för hantering av bakaxlar.”
För att uppnå syftet med studien utfördes intervjuer och observationer för att ska-pa sig en förståelse av nuläget. Utifrån analysen av det nuvarande flödet kunde 18slöserier identifieras. Vidare utfördes simuleringar och beräkningar för att fastställalagerstorlekar samt antalet Q-gates och läckagetestanordningar. Detta medförde atten framtida produktionslayout kunde konstrueras i CAD-programmet AutoCAD.För att därefter kunna presentera ett framtida effektivare flöde.
Resultatet av studien är en framtida produktionslayout som skapar ett effektivareflöde bland annat genom de 15 slöserier som kunnat elimineras. Utmärkande förlayouten är det robotlager som konstruerats för lagring av de bakaxlar som ännuinte sekvenspackats, samt att läckagetestningen placerats efter torkningsprocessen.Dessutom har majoriteten av trucktransporterna kunnat elimineras genom införan-det av transportband. Sammanfattningsvis har ett framtida effektivare flöde kon-struerats som klarar av att hantera den framtida produktionsvolymen.
Rekommendationen för Scania Ferruform i Luleå är därför att implementera layout-konceptet då det skapar ett effektivare flöde som säkerställer leveranser till kund.Dessutom innebär konceptet kostnadsbesparingar genom att arbetsstyrkan kommerkunna reduceras med en truckförare och två operatörer.

iii
Abstract
Technological advances increase the pressure on organizations to continually im-prove how to meet customer expectations. From a holistic perspective, logistics isa key part of an organization’s competitiveness in the market through the creationof more efficient flows. To achieve more efficient flows, digitalization and automa-tion are often regarded as important pillars. Also, Lean Production can contributeto more efficient flows, primarily through its focus on the elimination of non-value-creating activities in the business.
In the future, Scania Ferruform in Luleå will increase its production rate. Streamlin-ing its final flow for rear axle production is therefore necessary to ensure completedeliveries to customers. Today’s flow is inefficient and contains a majority of wastesthat add no value to the customer. Therefore, there is a need for automation of thefinal flow to achieve a more even and more efficient flow. In addition, the stock sizesneed to be investigated to ensure complete deliveries to customers ahead of the up-coming increase in capacity. The purpose of the study is therefore to investigatehow a manufacturing organization can streamline its material flow for an upcomingcapacity increase. The purpose is answered by the following survey objective (SO):
SO: "This study aims to present a future production layout for the final flow with the asso-ciated working method for handling rear axles."
In order to achieve the purpose of this study, interviews and observations were con-ducted to create an understanding of the current situation. Based on the analysisof the current flow, 18 wastes could be identified. Furthermore, simulations andcalculations were carried out to determine inventory sizes as well as the number ofQ-gates and leakage test devices. This meant a future production layout could beconstructed in the CAD program AutoCAD, to then be able to present a future flowthat is more efficient.
The result of the study is a future production layout that creates a more efficient flow,among other things, through the 15 wastes that could be eliminated. Characteristicsof the layout is the robotic inventory which is designed to store the rear axles thathave not yet been sequenced. Furthermore, that the leakage test is placed after thedrying process. In addition, the majority of truck transports have been eliminatedby the introduction of conveyor belts. In summary, a future more efficient flow hasbeen constructed that can handle the future production volume.
The recommendation for Scania Ferruform in Luleå is therefore to implement thelayout concept as it creates a more efficient flow that ensures deliveries to customers.In addition, the concept entails cost savings by reducing the workforce with onetruck driver and two operators.

iv
BeteckningarBatchstorlek Hur många bryggor som tillverkas åt gången av ett artikelnummer
Brygga En bakaxel
CAD Computer Aided Design
ExtendSim Simuleringsprogram för att visualisera och effektivisera flöden
Färdigvarulager Utrymme där sekvenspackade bryggor förvaras redo till kund
Läckagetest Kontroll av bakaxel för att undersöka eventuellt läckage
Mellanlager Utrymme där godkända bryggor lagerhålls innan sekvenspackning
Opackade bryggor Bakaxlar som inte sekvenspackats
Pall Stålkonstruktion som rymmer sex (6) bryggor
Q-Gate Kvalitetskontroll som består av okulärbesiktning
Sekvenspackade bryggor Bakaxlar som packats i rätt sekvens
Sekvenspackning Momentet där bryggorna packas i en pall i rätt sekvens
Steg 4 volym Det framtida kapacitetsbehovet
Ställage Ställning med hyllplan som möjliggör lagerhållning på höjd
Telfer-system Traversanordning som möjliggör manuella lyft av bakaxlar
Torklager Utrymme där bryggorna måste torka och svalna innan trycktestning

v
Innehåll1 Introduktion 1
1.1 Bakgrund . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.2 Problembeskrivning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21.3 Syfte och mål . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21.4 Avgränsningar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4.1 Sekretess . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.5 Företagsbeskrivning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2 Teoretisk referensram 52.1 Lager . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.1.1 Lagersystem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.1.2 Lagerutformning . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.2 Automation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72.2.1 RFID och Streckkoder . . . . . . . . . . . . . . . . . . . . . . . . 7
2.3 Lean production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82.3.1 Eliminering av slöseri . . . . . . . . . . . . . . . . . . . . . . . . 82.3.2 Flödesoptimering . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.4 Simulering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3 Metod 113.1 Forskningssyfte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113.2 Forskningsansats . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.2.1 Induktiv, deduktiv eller abduktiv ansats . . . . . . . . . . . . . . 113.2.2 Kvalitativ och kvantitativ metod . . . . . . . . . . . . . . . . . . 12
3.3 Forskningsstrategi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123.3.1 Alternativa forskningsstrategier . . . . . . . . . . . . . . . . . . 123.3.2 Vald forskningsstrategi . . . . . . . . . . . . . . . . . . . . . . . 13
3.4 Datainsamling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.4.1 Intervjuer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.4.2 Observationer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143.4.3 Infortmation från Scanias databaser . . . . . . . . . . . . . . . . 143.4.4 Litteraturstudie . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.5 Dataanalys . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153.6 Verktyg som använts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.6.1 Värdeflödesanalys . . . . . . . . . . . . . . . . . . . . . . . . . . 163.6.2 Simulering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
3.7 Studiens genomförande . . . . . . . . . . . . . . . . . . . . . . . . . . . 193.8 Reliabilitet och validitet . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
3.8.1 Studiens reliabilitet och validitet . . . . . . . . . . . . . . . . . . 20
4 Empiri och analys 214.1 Kartläggning av nuläge . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
4.1.1 Identifierade slöserier . . . . . . . . . . . . . . . . . . . . . . . . 234.1.2 Lagerkapacitet . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
4.2 Utformning av framtida tillstånd . . . . . . . . . . . . . . . . . . . . . . 25
vi
4.2.1 Simulering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 254.2.2 Koncept . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 264.2.3 Flödesförbättring . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
5 Slutsats och rekommendationer 365.1 Delmål 1 - 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 365.2 Undersökningsmål . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 375.3 Rekommendationer till Scania . . . . . . . . . . . . . . . . . . . . . . . . 37
6 Diskussion 386.1 Förslag till framtida studier . . . . . . . . . . . . . . . . . . . . . . . . . 39
Litteratur 40
A Bilaga - Simuleringsmodell för slutflödet av bakaxeltillverkningen 42
B Bilaga - Graf över simulering för antal bryggor i sekvenslager och färdig-varulager 43
C Bilaga - Layoutkoncept 44
D Bilaga - Intervjuer 45

vii
Figurer1.1 Scania Worldwide. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.2 Scania Production System. . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.1 Transportband. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.2 RFID-teknologins huvudsakliga komponenter. . . . . . . . . . . . . . . 8
3.1 Genomförande simuleringstudie. . . . . . . . . . . . . . . . . . . . . . . 173.2 Studiens genomförande. . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
4.1 Slutflödet av bakaxeltillverkningen. . . . . . . . . . . . . . . . . . . . . 214.2 Nulägeslayout för slutflödet. . . . . . . . . . . . . . . . . . . . . . . . . 224.3 Identifierade slöserier i slutflödet. . . . . . . . . . . . . . . . . . . . . . . 244.4 Nuvarande flöde för sekvenspackade pallar. . . . . . . . . . . . . . . . 254.5 Simuleringsmodell torklager. . . . . . . . . . . . . . . . . . . . . . . . . 254.6 Statistik torklager. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 264.7 Statistik sekvenslager. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 264.8 Layoutkoncept. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 274.9 ABB IRB 6700. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 294.10 Kategorisering av artiklar utifrån sekvens. . . . . . . . . . . . . . . . . . 304.11 Antal artiklar i respektive kategori. . . . . . . . . . . . . . . . . . . . . . 304.12 Zonindelning av sekvenslager. . . . . . . . . . . . . . . . . . . . . . . . 304.13 Framtida flöde för sekvenspackade pallar. . . . . . . . . . . . . . . . . . 314.14 Framtida slutflöde. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33

viii
Tabeller3.1 Sökord. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153.2 Förklaring över block i simuleringsmodell . . . . . . . . . . . . . . . . . 18
4.1 Identifierade slöserier i slutflödet . . . . . . . . . . . . . . . . . . . . . . 234.2 Nuvarande ytor för sekvenspackade pallar. . . . . . . . . . . . . . . . . 244.3 Cykeltider. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 254.4 Framtida ytor för sekvenspackade pallar. . . . . . . . . . . . . . . . . . 314.5 Antal bryggor som kräver manuell hantering. . . . . . . . . . . . . . . . 334.6 Eliminerade slöserier . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34

1
1 IntroduktionI detta avsnitt kommer bakgrunden till arbetet beskrivas, följt av en förklaring av det rå-dande problemet i verksamheten. Vidare presenteras även studiens syfte och mål, samt vilkaavgränsningar som gjorts till problemet. Slutligen ges en kortare företagspresentation avScania.
1.1 Bakgrund
Teknologiska framsteg har inneburit en drastisk ökning av industriell produktivitetända sedan den industriella revolutionen. Idag ser vi hur Industri 4.0 är på fram-marsch med nya digitala teknologier som kommer öka produktiviteten ytterligare(Rüßmann et al., 2015). Detta innebär också en ökad konkurrens mellan företagen,något som ställer krav på processen som helhet för att möta kundens förväntning-ar. Därför har organisationer ett behov av att vara strategiskt flexibla för att kunnaanpassa sig till oförutsägbara situationer och hastigt skiftande miljöer, men likasåett behov av att optimera deras processer för att uppnå effektivitet i verksamheten(Eisenhardt, Furr Bingham, 2010). Här är logistik en central del av processen därSegerstedt (2018) förklarar att logistik är: “en strävan efter ett effektivt flöde; pro-duktion, verksamhet och transport; från leverantör till kund.”. Shankar (2001) ochMcGinnis, Kohn och Spillan (2010) belyser logistikens betydelse för organisationenoch förklarar att det är en avgörande faktor för en organisations konkurrenskraftig-het på marknaden.
Inom logistiken som helhet har den interna logistiken en stor betydelse för att kunnauppnå effektiva flöden inom den egna produktionen. Där organisationer fokuserarpå samordning mellan materialförsörjning, produktion och distribution med måletatt främja effektivitet och reducera suboptimering inom företaget (Jonsson & Matts-son, 2016). Eftersom den interna logistiken utgör en stor del av helheten, blir viktenav dess effektivisering påtaglig. Idag finns metoder och verktyg för att skapa effekti-vare flöden, där digitalisering och automatisering står för en stor del av förändring-en (Schumacher, Sihn & Erol, 2016). Implementationen av automatiserade robotar iindustrier har visat sig öka produktkvalitén samtidigt som de bidrar till effektivareprocesser (Landscheidt & Kans, 2016). Vidare beskriver Bahrin, Othman, Azli ochTalib (2016) hur robotar kan stödja människorna i deras processer genom att utföraarbetsuppgifter med varierande komplexitet. Robotar anses därför i industrier idagvara ett bra stöd för att effektivisera flöden samt klara av att hantera större produk-tionsvolymer.
Automatiserade robotar kan användas inom Lean Production som enligt Liker (2009)är ytterligare ett alternativ för att effektivisera flöden. Under senare tid har strateginspridits till allt fler branscher och syftar till att minimera slöserier, förbättra pro-duktiviteten och kvalitén med hänsyn till kundernas krav (Tortorella & Fettermann,2018). Där denna studie kommer specialisera sig på att förbättra lagerhållning ocharbetssätt med målet att effektivisera materialflödet och eliminera eventuella slöse-rier.
Kapitel 1. Introduktion 2
1.2 Problembeskrivning
Processen för hela slutflödet är i dagsläget omständligt och innehåller slöserier frånstart till slut. Dessutom skall Scania Ferruform i Luleå inför en ökad prognostiseradefterfrågan höja sitt kapacitetsbehov av bakaxlar. Detta innebär ett ökat material-flöde genom hela verksamheten, vilket ställer ännu högre krav på ett effektivareflöde. Många moment bör därför utredas för att säkerställa att systemet klarar avatt hantera den ökade produktionstakten. Trucktransporter är idag ett exempel påett moment som både tar tid och skapar ett ojämnt flöde. Automatisering av delarav slutflödet bör därför utredas för att uppnå ett jämnare och effektivare flöde. Vi-dare kommer den ökade produktionsvolymen medföra att tork- och mellanlagretsplacering/storlek behöver ses över då dagens lager är anpassat för den nuvarandevolymen. Dessutom finns det även ett behov av att utreda placering av Q-gate ochläckagetestanordningar. Sammanfattningsvis kommer alltså hela slutflödet behövautredas för att säkerställa inför den potentiella kapacitetsökningen.
1.3 Syfte och mål
Syftet med studien är att undersöka hur en tillverkande organisation kan effektivi-sera materialflödet inför en kommande kapacitetshöjning. Syftet kan besvaras medhjälp av följande undersökningsmål (UM):
UM: “Målet med denna studie är att presentera en framtida produktionslayout för slutflödetmed tillhörande arbetsmetod för hantering av bakaxlar.”
Undersökningsmålet kommer i sin tur besvaras genom följande delmål (DM):
DM1: Utreda det nuvarande flödet för att kunna presentera ett framtida effektivare flöde.
DM2: Utreda vilka moment som bör automatiseras.
DM3: Beräkna och visualisera storlek samt placering av lager.
DM4: Utreda placering och antal av Q-gate och läckagetestanordningar.
1.4 Avgränsningar
Idag genomgår bakaxlarna tvättprocessen i batcher om 6/12, något som antas varadetsamma även för det nya konceptet. Därför kommer fokus vara att utforma ettframtida koncept för fortsatt körning med 6/12-batch. Vidare skall arbetssättet förbåde Q-gate och sekvenspackningen vara densamma som idag och ingen framtidaautomation skall utformas. Detta på begäran från Scania då de valt att behålla ar-betssättet för Q-gate och sekvenspackning. Scania ser i första hand projektet som ka-pacitetshöjande, vilket innebär att eventuella rationaliseringar enbart skall ses somen “bonus” och bör inte styra utformningen. Dessutom kommer inga alternativa kyleller torkmetoder utredas för det nya konceptet. Något som också är på begäran frånScania.
Då studien fokuserar på den framtida situationen för Scania med hänsyn till denökade produktionstakten kommer enbart det som berör det framtida läget tas i be-aktning. Exempelvis producerar Scania idag flera olika varianter av bakaxeln mendå studien syftar till det framtida läget kommer endast de artiklar som är relevan-ta inför framtiden studeras. Framförallt då det kommer styra dimensioneringen på
Kapitel 1. Introduktion 3
lagret med hänsyn till volymen på bakaxeln. Slutligen är det enbart slutflödet somkommer undersökas, vilket innebär att det som sker innan tvätten och efter färdig-varulagret ligger utanför projektets gränser.
1.4.1 Sekretess
Delar av informationen som används för att framställa denna studie är känslig in-formation för Scania och kommer inte presenteras explicit i den slutliga rapporten.Därmed kommer känslig information att presenteras så tydligt som möjligt medhjälp av exempelvis illustrationer.
1.5 Företagsbeskrivning
Det Scania som finns idag bildades när Vabis (Vagnsfabriks-Aktiebolaget i Södertäl-je) och Maskinfabriksföretaget Scania gick samman 1911. Idag är Scania ett globaltföretag som är verksamt i mer än 100 länder och har cirka 52,100 anställda. Derasförsäljnings- och servicenätverk är strategiskt placerad i nära anslutning till behö-vande kunder. Forsknings och utvecklingsaktiviteter är huvudsakligen placeradei Sverige, med förgreningar i Brasilien och Indien, medan produktion finns place-rad i Europa, Sydamerika och Asien. Företaget har som mål att vara drivande förövergången till ett hållbart transportsystem. Scania är en världsledande leverantörav transportlösningar, där fokus ligger på att leverera lastbilar och bussar i kombi-nation med en produktrelaterad service av högsta klass. Vidare erbjuder Scania fi-nansiering av fordon, försäkringar och uthyrningstjänster för att deras kunder skallkunna fokusera på sin kärnverksamhet. Utöver detta är Scania också en ledande le-verantör av industri och marinmotorer. Scanias huvudkontor ligger i Södertälje ochi Sverige finns det dessutom fabriker i Luleå och Oskarshamn (Scania Group, 2019).
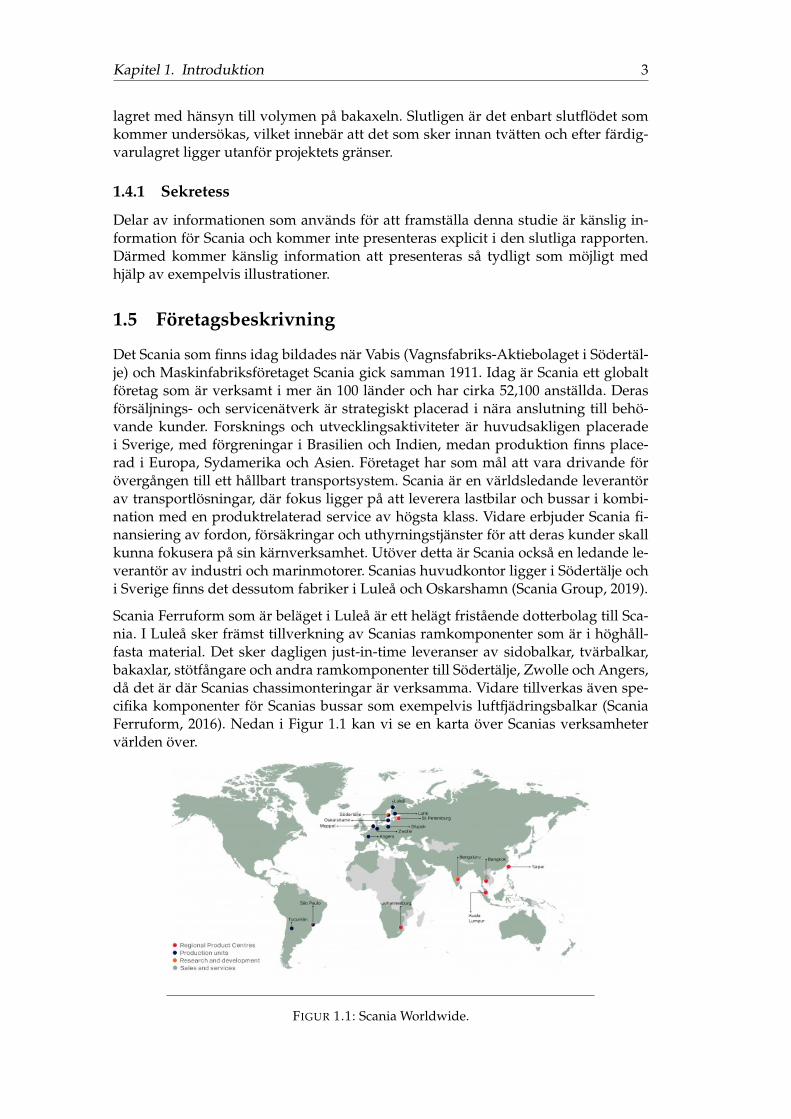
Scania Ferruform som är beläget i Luleå är ett helägt fristående dotterbolag till Sca-nia. I Luleå sker främst tillverkning av Scanias ramkomponenter som är i höghåll-fasta material. Det sker dagligen just-in-time leveranser av sidobalkar, tvärbalkar,bakaxlar, stötfångare och andra ramkomponenter till Södertälje, Zwolle och Angers,då det är där Scanias chassimonteringar är verksamma. Vidare tillverkas även spe-cifika komponenter för Scanias bussar som exempelvis luftfjädringsbalkar (ScaniaFerruform, 2016). Nedan i Figur 1.1 kan vi se en karta över Scanias verksamhetervärlden över.
FIGUR 1.1: Scania Worldwide.
Kapitel 1. Introduktion 4
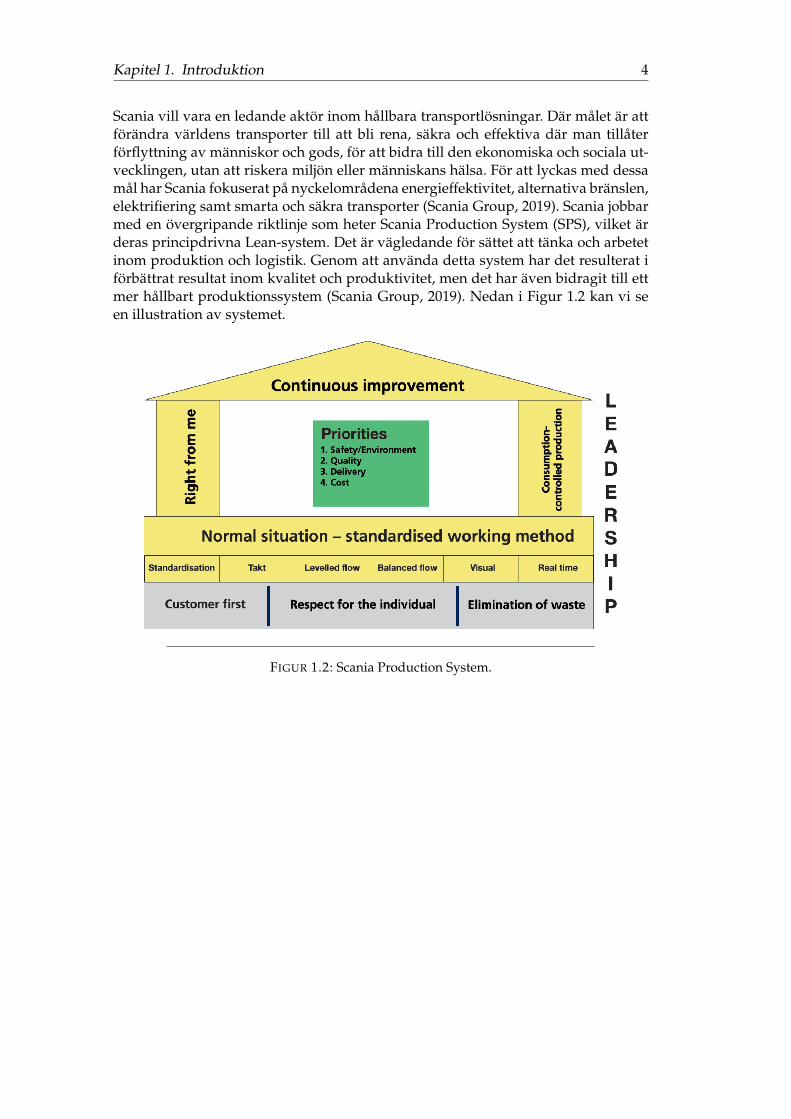
Scania vill vara en ledande aktör inom hållbara transportlösningar. Där målet är attförändra världens transporter till att bli rena, säkra och effektiva där man tillåterförflyttning av människor och gods, för att bidra till den ekonomiska och sociala ut-vecklingen, utan att riskera miljön eller människans hälsa. För att lyckas med dessamål har Scania fokuserat på nyckelområdena energieffektivitet, alternativa bränslen,elektrifiering samt smarta och säkra transporter (Scania Group, 2019). Scania jobbarmed en övergripande riktlinje som heter Scania Production System (SPS), vilket ärderas principdrivna Lean-system. Det är vägledande för sättet att tänka och arbetetinom produktion och logistik. Genom att använda detta system har det resulterat iförbättrat resultat inom kvalitet och produktivitet, men det har även bidragit till ettmer hållbart produktionssystem (Scania Group, 2019). Nedan i Figur 1.2 kan vi seen illustration av systemet.
FIGUR 1.2: Scania Production System.
5
2 Teoretisk referensramI detta avsnitt presenteras de teorier som är relevanta för denna studie. Den teori som beskrivsskall användas för att besvara forskningsfrågan med tillhörande delmål, samt skapa en bättreförståelse för forskningsproblemet.
2.1 Lager
Ett lagers främsta uppgift är att fånga upp svängningarna mellan tillgång och efter-frågan för en produkt. Vid logistiska insatser är ett vanligt uppsatt mål att reduce-ra lagringen för hela material- och produktflödet (Storhagen, 2011). Detta då lagerför med sig kostnader i form av lagerhållningskostnader och lagerföringskostnader(Oskarsson, Aronsson & Ekdahl, 2013). Oskarsson et al. (2013) förklarar vidare attmotiven till att inneha lager är främst av kostnadsskäl och serviceskäl. Då exem-pelvis enstycksproduktion skulle innebära att maskinerna måste ställas om oftareoch transportbolag generellt kan erbjuda ett bättre pris om större volymer skickasåt gången. Ur ett serviceperspektiv är lager förmånligt då det säkerställer att kun-dens efterfråga alltid kan mötas (Oskarsson et al., 2013). För att undvika lager böralltså främst svängningarna mellan utbud och efterfrågan elimineras, men generelltkommer lager ändå alltid behövas (Storhagen, 2011).
Det finns många olika lagerkategorier där de två som berörs i denna studie är färdig-varulager och mellanlager. Storhagen (2011) beskriver färdigvarulagret som ett lagermed färdiga produkter som ligger i direkt anslutning till den produktionsenhet därvarorna i lagret har producerats. Medan mellanlager eller även kallat buffertlager ärdet lager som fångar upp svängningarna mellan ett inflöde och ett utflöde (Storha-gen, 2011).
2.1.1 Lagersystem
Det finns vanligtvis två grundläggande alternativ vid val av ett förvarningssystemenligt Hompel och Schmidt (2007). Ett alternativ är att lagringen sker direkt på gol-vytan och beroende på den golvyta som finns tillgänglig förekommer även att godsstaplas på varandra. En avgörande faktor för om godset kan staplas beror på detavstånd som finns från golv till tak och om godset är anpassat för stapling. Fördelenmed lagring inom denna kategori är att investeringskostnaderna är låga och lag-ringsplatsen flexibelt kan anpassas till den tillgängliga golvytan. Nackdelen är attdet ofta kräver större yta om alla enheter skall vara direkt tillgängliga. Det andraalternativet är att använda sig av ett ställage där godset lagras (Hompel & Schmidt,2007). Jonsson och Matsson (2016) beskriver att det mest förekommande är ett pall-ställage där godset förvaras på pall men att förvaring även förekommer utan pallar.Fördelen med ställage är att gods kan staplas på höjd och samtidigt vara direkt till-gängliga. Medan en nackdel är ett lägre lagerutnyttjande då en stor andel yta upptasav transportgångar mellan ställagen (Jonsson & Matsson, 2016).
Kapitel 2. Teoretisk referensram 6
Hompel och Schmidt (2007) beskriver vikten av ett effektivt lagerhanteringssystemtill förvarningssystemet, då hanteringssystemet skall sköta hur godset hämtas ochlämnas från lagret. En bemannad truck är idag det vanligaste hanteringssystemet dådet är ett alternativ som är anpassbart både beroende på godsets storlek och vikt.Medan vid mer frekventa och standardiserade materialflöden förklarar Jonsson ochMatsson (2016) att det kan vara fördelaktigt med ett automatiserat hanteringssy-stem. Ett exempel på ett sådant är ett transportbandssystem som automatiskt för-flyttar godset i anläggningen (Jonsson & Matsson, 2016). Systemet fungerar genomatt materialet förflyttas automatiskt mellan stationerna, men det kan också vara odri-vet och förflyttas då med hjälp av lutning eller manuell insats. En stor fördel medsystemet är att flödet är enkelt att kontrollera till skillnad från transport med truck.Vidare styrs rullbandets material av dess vikt då gods som väger mindre än 100 kgkan drivas med drivrem medan tyngre har kedjor (Hompel & Schmidt, 2007). Nedani Figur 2.1 visas ett exempel på hur ett transportband kan se ut.
FIGUR 2.1: Transportband.
Även om bemannade truckar idag är det vanligaste hanteringssystemet i lagren, harförekomsten av robotar som utför liknande arbete ökat (Bahrin et al., 2016). Hom-pel och Schmidt (2007) beskriver ett exempel på ett sådant hanteringssystem sombeställningsplockande robotar. Det är robotar som är placerade på en bana och somdärefter kan hämta specifika artiklar från ställaget. Ehrenberg, Floerkemeier och Sar-ma (2007) förklarar ytterligare att det krävs någon form av system för att roboten skaförstå vilken plats ett specifikt gods skall placeras i lagret. Ett möjligt alternativ sombeskrivs är RFID, då det skapar en specifik identitet för varje enskild artikel ochsåledes skapar möjligheter för att placeringen i lagret stämmer överens med det pla-nerade (Ehrenberg et al., 2007). Vidare är beställningsplockande robotar långsiktigtfördelaktigt både ur ett tids- och kostnadsperspektiv. Kortsiktigt är dock processentidskrävande och kostsam då det ställer stora krav på hur roboten kan integreras idet övergripande systemet (Hompel & Schmidt, 2007).
2.1.2 Lagerutformning
Vid bestämning av lagerutformning är det viktigt att förstå att efterfrågan i prin-cip aldrig är konstant utan den varierar med tiden, vilket utgör en stor osäkerhetunder hela produktlivscykeln. Detta innebär att utformningen av lagret måste varaanpassat för eventuella förändringar i efterfrågan. Dessutom blir det allt vanligareatt produkter introduceras och försvinner hos företag något som ökar kraven på ettlager som är anpassat för dessa förändringar. Då det annars kan innebära onödigakostnader med alltför många justeringar av ens lager (Graves & Willems, 2003). För

Kapitel 2. Teoretisk referensram 7
att kunna hantera dessa förändringar krävs det att man är insatt i organisationenslagerhållningssystem och vilka dess nyckelfaktorer är. Detta kan även medföra sig-nifikanta nedskärningar i lagernivåer och bättre responstid ut till kunder (Van denBerg & Zjim, 1999).
Vid utformning av en lagerlayout bör målet vara att skapa så rationella flöden sommöjligt samtidigt som man vill uppnå högsta möjliga utnyttjandegrad (Jonsson &Matsson, 2016). Jonsson och Matsson (2016) beskriver också att något som blivit alltvanligare är att lagret zon-indelas, vilket innebär att lagret delas upp i flera mind-re lager. Främsta syftet med detta är att hanteringsarbetet kan minskas genom attlikvärdiga artiklar placeras inom samma zon. Ett tillvägagångssätt för att placeralikvärdiga artiklar inom samma zon är att ta hänsyn till dess uttagsfrekvens. Dennauttagsfrekvens bestäms av hur många gånger per tidsenhet varje artikel plockas utur lagret. Utifrån detta kan sedan de artiklar som klassas som högfrekvensartiklarbli tilldelad den mest tillgängliga lagringszonen medan lågfrekvensartiklarna får enlägre prioritet. Vidare kan även ett alternativ vara att automatisera plockningsakti-viteterna för de artiklar som levereras ut mer frekvent (Jonsson & Matsson, 2016).
2.2 Automation
I framtiden kommer robotar få en allt större plats i den moderna tillverkningsin-dustrin (Bahrin et al., 2016). För dagens industrier i Europa har en fördubbling avantalet industriella robotar skett sedan 2004. En tydlig fördel som kunnat identifi-erats med utvecklingen är hur robotar kan utföra uppgifter intelligent och med ettfokus på säkerhet, flexibilitet, mångsidighet och samarbete. Däremot kräver robo-tar ett isolerat arbetsområde vilket ställer krav på integrationen med den befintligafabriksytan. Vidare kommer smarta robotar inte enbart ersätta människor i enklaprocessflöden inom stängda områden, utan robotar kommer även kunna samarbetamed människor för uppgifter av sammanlänkande karaktär med stöd av sensorer(Bahrin et al., 2016).
2.2.1 RFID och Streckkoder
Vid implementationen av robotar ställer det ofta krav på ett tillhörande system förinformationsteknik med koppling till materialflödet. Då logistik i tillverkande före-tag vanligtvis inkluderar hantering av ett stort antal artiklar används därför automa-tisk identifiering för att synliggöra var respektive artikel befinner sig i flödet, samtför att skapa en fungerande samverkan mellan robotar och material. En teknik somtillhör kategorin automatisk identifiering är Radio Frequency Identification (RFID)(McFarlane & Sheffi, 2003).
RFID är ett koncept som liknar vanlig teknologi med streckkoder, men kräver tillskillnad från streckkoder ingen direkt synlighet över de övervakade enheterna (Sun,2012). Teknologin består huvudsakligen av de tre komponenterna RFID-tagg, RFIDavläsare och ett datasystem. RFID-taggen innehåller information om den specifikaartikeln och kan också innehålla sensorer medan RFID-avläsaren har som uppgiftatt kommunicera med RFID-taggen. Den sista komponenten är ett datasystem somsamlar informationen som skickats från RFID-avläsaren. Nedan i Figur 2.2 illustrerashur de tre komponenterna kommunicerar med varandra (Sun, 2012).

Kapitel 2. Teoretisk referensram 8
FIGUR 2.2: RFID-teknologins huvudsakliga komponenter.
Nackdelen med RFID är att implementationsprocessen är tidskrävande och därförär streckkoder ett möjligt alternativ. Streckkoder fungerar på likande sätt som RFIDmen begränsar processen genom att varje specifik artikel måste scannas enskilt. Där-emot är syftet densamma med att skapa en specifik identitet för respektive artikel föratt således kunna identifiera artikelns position i flödet (McFarlane & Sheffi, 2003).
2.3 Lean production
Begreppet Lean production (Lean) kommer ifrån Japan och Toyotas unika sätt attförhålla sig till produktion, vilket refererar till Toyota Production System (Liker,2009). Petersson et al. (2015) beskriver att Lean innefattar allt från företagskultur, vär-deringar, metoder, grundläggande principer, ledarskap, medarbetarskap osv. Syftetmed Lean är att på sikt närma sig sin vision, ett framtida tillstånd där slöserier inteexisterar. Genom att eliminera icke-värdeskapande aktiviteter (slöserier) kan pro-duktiviteten för hela processen förbättras (Petersson et al., 2015). En annan viktigdel inom Lean filosofin är att alltid sätta kunden först menar Tenescu och Teodore-scu (2014). Det är kunden som avgör om det som levererats lever upp till de förbe-stämda kraven. Det förklaras även av att kvalitén definieras av kunden, värdet somskapas definieras av kunden och processen som skapar resultat värderas av kunden.Således ska det alltid finnas en tydlig koppling till kundens önskemål oavsett beslut(Tenescu & Teodorescu, 2014).
2.3.1 Eliminering av slöseri
Inom Lean Production är kaizen ett allmänt känt begrepp som innebär att organi-sationen ständigt ska förbättras (Bicheno, Anhede, Hillberg & Howard, 2011). Enväsentlig del för att lyckas med kaizen är att finna muda i företaget. Muda är de slö-serier som inte skapar något värde för organisationen och målet är därför att elimine-ra dessa (Bicheno et al., 2011). Det finns 7 olika huvudtyper av icke värdeskapandeaktiviteter som Toyota identifierat. Nedan följer en förklaring av dessa 7 slöserierbaserat på Liker (2009) och Pettersson et al. (2015) syn;
• Överproduktion innebär att komponenter produceras som ingen beställt. Dettaskapar slöseri genom att ett onödigt lager skapas som bidrar till överbeman-ning. Det leder också till onödiga kostnader för lagerhållning och transporter.Dessutom kan överproduktion försvåra om kunden skulle vilja göra en senändring av sin order. Överproduktion anses som det värsta slöseriet då detäven bidrar till de andra slöserierna.
Kapitel 2. Teoretisk referensram 9
• Väntan innebär outnyttjad tid då förutsättningar som kan krävas för att arbe-ta vidare inte finns tillgänglig för personen. Exempelvis kan det handla omatt information är bristande för vad som ska utföras eller att materialet inteär tillgängligt. Detta slöseri leder både till frustration hos medarbetarna samtkostnader för outnyttjad arbetstid.
• Lager innebär att produkter får vänta då de inte nyttjas direkt. Att skapa ettstort lager anses ofta nödvändigt för att kunna säkerställa att kunden kan fåvad som lovats. Lager leder dock till slöseri då det binder kapital samt tar upponödigt mycket yta.
• Rörelse innefattar all form av onödig förflyttning som en anställd gör under ettarbetsmoment. Det kan vara rörelse i form av att sträcka sig, leta eller läggaifrån sig verktyg eller komponenter. Förflyttning i form av gång är också ettslöseri. Att utföra rörelser som inte tillför värde är således ett slöseri då det haren negativ inverkan på produktiviteten.
• Produktion av defekta produkter innebär att merarbete krävs för att rätta till defel som uppstått under processen. Slöseriet kan antingen vara att produktenmåste omarbetas eller att den måste kasseras. Detta är ett slöseri som påverkarbåde kostnad och tid negativt för företaget.
• Överarbete innebär att företaget utför mer arbete på produkten än vad kundenär villig att betala för. Initialt är kunden kanske nöjd med tillägget eller denhögre kvalitén, men då kunden inser att det också kostar är kunden mest tro-ligt inte villig att betala för förändringen. Överarbete är alltså ett slöseri bådegenom sämre kundrelationer samt att det tar upp onödig tid från annat.
• Transporter är ett slöseri då det inte tillför något värde. Kunden är endast be-redd att betala för den transport som sker till dem. All form av intern transportanses som ett slöseri. Därför kan ofta onödiga transporter vara ett resultat aven bristande utformning av arbetsplatsen.
Förutom de sju (7) ovannämnda slöserierna som Toyota identifierat har det undersenare tid tillkommit ett åttonde slöseri enligt (Liker, 2009);
• Outnyttjad kreativitet hos anställda innebär att de anställdas kompetens inte ut-nyttjas fullt ut. Det är ett slöseri då de som inte lyssnar på sina anställda för-lorar tid, går miste om förbättringar, kompetens, idéer och även tillfällen attlära.
2.3.2 Flödesoptimering
Värdeflödesanalys (VFA) är en metod som är särskilt användbar för att förstå hurverksamheten kan förbättras på en flödesnivå (Petersson et al., 2015). Rother ochShook (2003) beskriver VFA som ett primärt Lean-verktyg som mestadels användsför att utvärdera icke-värdeskapande aktiviteter. Således är det huvudskaliga måletmed en VFA att identifiera och eliminera slöserier i flödet. Petterson et al. (2015)lägger också till att syftet med en VFA är att förbättra flöden genom att se helhetenoch inte enbart fokusera på enskilda processer. Metoden fokuserar således mer påflödeseffektivet än på processoptimering.
Takttid är det som styr hastigheten för hur många enheter som behöver tillverkasper tidsenhet (Segerstedt, 2018). Vid bestämning av takttiden jämförs den totala till-gängliga tiden emot kundens efterfråga för den tidsperioden. Således kan antalet

Kapitel 2. Teoretisk referensram 10
enheter som behöver produceras per tidsperiod identifieras. Några av fördelarna avatt arbeta med takt är att produktionshastigeten kan ställas in med syftet att förvar-na de som arbetar i flödet om de arbetar för fort eller långsamt. Framförallt då ettsnabbare tempo än takttiden betyder att det överproduceras medan det motsatta in-nebär att flaskhalsar bildas. Därför är det viktigt att kontrollera att det är ett jämntflöde genom hela produktionen (Liker, 2009).
2.4 Simulering
Simulering är ett användbart verktyg för att stödja organisationer vid implementa-tionen av Lean genom att konkretisera fördelar med Lean-principerna för en spe-cifik situation (Detty & Yingling, 2000). Vidare är det huvudsakliga syftet med ensimuleringsmodell att återskapa verkligheten i en modell med dess operationer. Detkan både handla om simulering av en existerande process eller att verktyget an-vänds för att designa en framtida process. Förutom att simulera operationerna fören tillverkningsprocess kan simuleringsverktyget beakta lager, lagerkontroll, trans-port och produktionschemaläggningssytem (Detty & Yingling, 2000). Fördelen medsimulering är att det både är billigare och enklare att utföra experiment i en simu-leringsmodell än i verkligheten. Framförallt då produktionssystem idag är väldigtkomplexa och inkluderar flera olika variationer. Med simuleringsmodellen kan där-för ett framtida flöde utvärderas utan att onödiga risker tas som vid experimenteringi verkligheten (Robinson, 2014). Vidare är simulering också ett användbart verktygför att kunna illustrera ett koncept för andra och stärka trovärdigheten för konceptet(Banks, 1998).
11
3 MetodI detta avsnitt presenteras metodvalen för studien med tillhörande motiveringar till varförvalen gjorts. Genomgående inleds respektive delavsnitt med en kortare teoretisk beskrivningföljt av vilken metod som specifikt valts för denna studie.
3.1 Forskningssyfte
Generellt kan ett syfte vara placerad inom tre olika områden och det är explorativ,deskriptiv och explanativ studie (Saunders, Thornhill Lewis, 2016). En explorativstudie är användbar då en förståelse behöver skapas över ett problem för att sedansöka nya insikter. Den är alltså särskilt användbar då man är osäker på problemetsexakta karaktär. En deskriptiv studie handlar mer om att skapa en korrekt beskriv-ning av händelser, personer eller situationer. Det är vanligt att en deskriptiv studieär föregångare till en explorativ studie då en förståelse över problemet behövs innandata samlas in. En explanativ studie används för att studera förhållandet mellanflera olika variabler för ett specifikt problem eller situation (Saunders et al., 2016).
Syftet med denna studie var att säkerställa att slutflödet för bakaxeltillverkningenär anpassad för den kommande kapacitetshöjningen. Detta uppnås genom att förstsamla in data om nuläget, för att senare med hjälp av teori och observationer kunnaförbättra processerna för hela flödet. Studien är således en blandning av explorativoch deskriptiv då kännetecknade drag kan identifieras för de båda typerna. Den ärdeskriptiv för att data initialt samlades in för att få en detaljerad bild av nuläget.Vidare är den även explorativ då studien inledningsvis hade ett brett fokus för attsedan gå in djupare på respektive process i flödet.
3.2 Forskningsansats
Forskningsansatsen kan vara av tre olika typer med hänsyn till det arbetssätt somanvänds för att relatera teori till empiri. Där ansatsen antingen är induktiv, deduktiveller abduktiv. Vidare avgör vilka metoder som används för insamling och analys avdata om studien är av kvalitiativ- eller kvantitativkaraktär (Saunders et al., 2016).
3.2.1 Induktiv, deduktiv eller abduktiv ansats
En induktiv ansats syftar till att nya teorier byggs upp för den data som samlatsin, medan den deduktiva ansatsen fokuserar på befintliga modeller och teorier somsedan insamlad data jämförs emot. En abduktiv ansats däremot är en kombinationav induktiv och deduktiv. Den innebär att en preliminär teori skapas med hänsyntill en enskild händelse, på ett liknande sätt som vid den induktiva ansatsen. För attdenna teori sedan skall kunna användas för nya händelser som vid den deduktivaansatsen (Saunders et al., 2016).
Kapitel 3. Metod 12
Huvudsakligen kan denna studie relateras till en deduktiv ansats då befintliga teori-er inom logistik, Lean, automatisering och simulering använts på det specifika flödethos Scania. Den har också inslag av abduktiv ansats då teorierna kombineras medempiriinsamlingen hos Scania, vilket skapar en teoribakgrund som kan användaspå flera delar i flödet.
3.2.2 Kvalitativ och kvantitativ metod
Den data som samlas in kan antingen vara av kvalitativ eller kvantitativ karaktär. Enkvalitativ metod berör data som kan beskrivas genom ord eller bilder. Då ord ochbilder kan vara av olika betydelse beroende på vem som hanterar informationenställs också högre krav vid analys av data, då kvalitén annars kan bli bristande förden information som presenteras. En kvantitativ metod innebär att informationensom behandlas framförallt går att återfinna i form av siffror. Analysen vid kvantita-tiv data genomförs framförallt med hjälp av diagram eller andra statistiska verktyg(Saunders et al., 2016).
Insamlade data för denna studie är av både kvalitativ och kvantitativ karaktär. Kva-litativ med hänsyn till att intervjuer har gjorts, samt de observationer som utförts iverksamheten. Medan kvantitativ för den data som samlats in för att beräkna flödetgenom verksamheten och lagerstorlekar. Detta beskrivs även mer ingående i avsnitt3.4.
3.3 Forskningsstrategi
Det finns olika forskningsstrategier som kan användas vid en studie och resultatetav studien påverkas starkt av vilken strategi som väljs. Valet av strategi beror påforskningsfrågorna, forskningsobjekten, den data som finns tillgänglig och vilkentidsram som är bestämd. De forskningsstrategier som är mest relevanta att användasig av är arkivstudie, undersökning och fallstudie (Saunders et al., 2016).
3.3.1 Alternativa forskningsstrategier
Arkivstudie är en studie som främst använder sig av dokument eller andra admi-nistrativa protokoll som informationskälla. Då strategin används för att finna rele-vant data kan den användas som en alternativ strategi. Nackdelen med en arkivstu-die är att dokument kan vara otillgängliga av olika anledningar eller hemligstämp-lade, vilket försvårar datainsamlingen (Saunders et al., 2016). Denna strategi var intenödvändig primärt för att uppnå syftet hos Scania men användes ändå i mindre ut-räckning för att uppnå syftet. Detta då historiska dokument som berör flöden ochutleveranstakter användes för att förutspå det framtida läget.
Undersökning som forskningsstrategi använder mestadels enkäter för att samla inkvantitativdata och intervjuer för kvalitativdata. Enkäter bidrar till att informationkan samlas in för en stor grupp medan intervjuer inhämtar information från enmindre grupp (Saunders et al., 2016). Som helhet användes inte undersökning somforskningsstrategi hos Scania, även om intervjuer var ett underlag för helheten.

Kapitel 3. Metod 13
3.3.2 Vald forskningsstrategi
Den forskningsstrategi som därför valts är fallstudie. Saunders et al. (2016) förkla-rar att en fallstudie studerar ett ämne eller fenomen djupare för en verklig situation.Situationen kan vara för ett företag, en förändringsprocess i ett företag eller för ettannat typ av fall (Saunders et al., 2016). Då projektet är en fallstudie hos Scania Fer-ruform i Luleå och syftet var att säkerställa att slutflödet är anpassat för den kom-mande kapacitetshöjningen ansågs fallstudie vara den mest lämpade forsknings-strategin. Detta då teoretiska ämnesområden behövde studeras för att genomföra enstudie som skall appliceras på ett företag och dess förändringsprocess. För att upp-nå syftet stöttades fallstudien som tidigare nämnts med inslag av arkivstudie ochundersökning.
3.4 Datainsamling
Saunders et al. (2016) beskriver att det både finns primär- och sekundärdata. Vidaremenar författarna att en kombination av både primär- och sekundärdata kan varabehjälplig för att framställa studien. Valet av vilken data som skall användas be-stäms utifrån studiens syfte. Primärdata är ämnesspecifik information som samlasin med syftet att formulera problemet. Det vanligaste tillvägagångsättet för att samlain primärdata är genom att utföra intervjuer och observationer. Medan sekundärda-ta beskrivs som information som samlats in för ett annat syfte, men som fortfarandehar relevans för studien. Det kan exempelvis vara stödjande teorier, statistik fråntidigare problem eller intervjuer som gjorts tidigare (Saunders et al., 2016).
I detta fall har datainsamlingen delats upp i primär- och sekundärdata för att initi-alt strukturera upp och skapa förståelse för problemet. Den primärdata som samlatsin bestod huvudsakligen av observationer i verksamheten och intervjuer med an-ställda som hade koppling till problemet. Sekundärdata samlades därefter in för attstödja de observationer och intervjuer som utförts. Där det huvudsakligen bestodav relevant litteratur och information från databaser så som nyckeltal, cykeltider,utleveranstakter, lagernivåer osv.
3.4.1 Intervjuer
Saunders et al. (2016) beskriver att intervjuer kan kategoriseras utifrån strukture-rade, semi-strukturerade och ostrukturerade. Strukturerade intervjuer är mest an-vändbart vid insamling av kvantitativa data. Då en strukturerad intervju följer enfärdig mall över vilka frågor som skall ställas. Semi-strukturerade intervjuer läggeristället fokus på ett huvudområde som skall beröras under intervjuns gång medandet till skillnad från strukturerade finns få förutbestämda frågor. Vid en ostruktu-rerad intervju används inga förutbestämda frågor då fokus är att utforska ett in-tressant område för studien. Det kan leda till att information kommer fram somi förväg inte kunnat förutspås. För insamling av kvalitativ data lämpar sig därförsemi-strukturerade och ostrukturerade intervjuer bäst.
Under denna studie har en blandning av strukturerade, semi-strukturerade och ostruk-turerade intervjuer gjorts. Strukturerade har främst använts med syftet att samla inspecifik information. Det kan handla om information om en process, tider för pro-cesser, hur arbetssättet fungerar för en process i verkligheten, hur artiklar placeras i
Kapitel 3. Metod 14
lagret osv. Däremot när information av mer kvalitativ karaktär inhämtats har semi-strukturerade intervjuer utförts. Det har då berört ett specifikt område som exempel-vis intervjuer med logistikutvecklare om lagerstorlekar. Vid dessa intervjuer fannsvissa förutbestämda frågor, även om det huvudsakligen var en diskussion som leddefram till givande information för studiens syfte. Ostrukturerade intervjuer användesfrämst i produktionen då syftet var att få operatörernas och truckförarnas åsikter omprocessen. Främst för att deras synpunkter inte skulle styras av frågornas karaktäroch att viktig information inte skulle falla bort. Intervjuer inom denna kategori harvarit väldigt givande då information kommit fram om processen som motstridertjänstemännens förklaringar. I Bilaga D illusteraras de intervjuer som genomförtsunder studien samt respondenternas befattning.
3.4.2 Observationer
En observation är enligt Saunders et al. (2016) ett systematiskt arbetssätt för att se,tolka, analysera och beskriva människors beteende. Metoden används främst föratt identifiera vad som händer i en specifik situation. Vidare kan en observationvara strukturerad eller ostrukturerad. Där strukturerade observationer används dådet är förutbestämt vilka aktiviteter som skall observeras medan en ostruktureradobservation analyserar hela processen (Saunders et al., 2016).
Inledningsvis var observationerna som gjordes på Scania av ostrukturerad karaktärdå en uppfattning skulle skapas om hela slutflödet för att få en förståelse av proble-met. Dessa observationer gjordes i samråd med operatörerna då de var medvetnaom att vi observerade hela processen och deras arbetssätt. Strukturerade observatio-ner förekom senare under projektets gång med syftet att studera en specifik processeller arbetssätt. Initiativ låg bakom dessa observationer då det fanns ett behov av attfå en djupare förståelse för en viss process.
3.4.3 Infortmation från Scanias databaser
Data från företaget samlades främst in från företagets intranät. Det var Excel-filersom berörde lagernivåer, utleveranstakter, antalet kassationer osv. Denna typ av da-ta var nödvändig för att kunna göra analyser rörande layout, lagerstorlekar, antalQ-gates/Läckagetest och för att skapa sig en djupare förståelse över hela proble-met. Vidare kunde även data hämtas in från intranätet som berörde specifika tiderför processer i flödet. Något som sedan blev en viktig del både vid bestämning avlagerstorlekar och för den kommande värdeflödesanalysen.
3.4.4 Litteraturstudie
Litteraturstudie som insamlingsmetod användes för att skapa sig en förståelse förforskningsområdet och stärka viktiga val för studien med underbyggande teori.Inhämtning av litteratur gjordes både från universitetsbiblioteket i Luleå samt da-tabaserna Google Scholar och Scopus. De böcker som inhämtades från biblioteketberörde främst områdena Logistik och Lean, medan den litteratur som inhämtadesfrån databaserna både var djupare och berörde fler ämnesområden. De sökord somanvändes i databaserna illustreras nedan i Tabell 3.1

Kapitel 3. Metod 15
TABELL 3.1: Sökord.
Simulation Lean production Inventory management
Industry 4.0 Supply chain automation Logistics
Inventory automation RFID Industry automation
Supply chain management Barcode technology Value stream mapping
3.5 Dataanalys
Vid insamlingen av data är det därefter viktigt att den analyseras med syftet attbidra med information till studien. Analysmetoden skiljer sig åt beroende på omdet är kvalitativ eller kvantitativ data. Där kvalitativ data generellt är svårare attanalysera då den är mer komplex, medan kvantitativ data vanligtvis visualiserasmed hjälp av diagram och tabeller. Detta förklaras huvudsakligen av att kvantitativdata inte skulle vara användbar om det inte struktureras eller visualiseras på någotsätt (Saunders et al., 2016).
Bearbetning och analys av data utfördes främst på den data som var kvantitativ. Ut-ifrån en stor samling ostrukturerade värden bearbetades värdena i Excel. Därefterskapades diagram för att tolka värdena och mönstren. Beräkning var också någotsom gjordes på den data som var kvantitativ för att bestämma kapaciteter och lik-nande. Kvalitativ data analyserades genom att den strukturerades upp för att där-efter kunna tolka den. Ett tillvägagångsätt som användes för att finna rotorsakertill problem i flödet var att använda sig av metoden 5-Varför. Liker (2009) beskriveratt metoden 5-varför används genom att man ställer frågan varför, förslagsvis femgånger, tills rotorsaken till problemet identifierats. I vår studie har denna metod va-rit användbar för den data som varit kvalitativ då rotorsaken till problemet ofta varitnågot annat än vad respondenten angivit.
Kapitel 3. Metod 16
3.6 Verktyg som använts
Nedan beskrivs två verktyg som använts för att uppnå syftet med studien.
3.6.1 Värdeflödesanalys
Då värdeflödesanalys är en central del för projektet beskrivs vidare det tillvägagång-sätt som använts vid utformandet av värdeflödesanalysen. Enligt Petersson et al.(2015) är tillvägagångsättet för en VFA uppbyggd av tre steg:
1. Kartläggning av nuläge. Det första steget handlar om att förstå hur flödet serut idag. Detta steg anses som särskilt viktig då en felaktig bild av verksamhe-ten skulle kunna innebära senare att felaktiga åtgärder vidtas. Kartläggningenav flödet inleds med att alla processteg ritas upp för det flöde som valts föranalys. Till flödet samlas sedan processfakta in om respektive process egen-skaper. Där en bedömning behöver göras för vilken typ av fakta som ansesrelevant. Exempel på fakta kan vara cykeltid, ställtid, processtid, tillgänglig-het, kassationer etc.
2. Utformade önskat framtida tillstånd. Det andra steget är att skapa en kar-ta över det framtida tillståndet. Huvudsakligen för att skapa sig en bild övervad förbättringsarbetet kommer leda till. Vidare bör det framtida tillståndetillustreras på ett liknande sätt som nuläget, där exempelvis symbolerna ärav samma karaktär. Vid skapandet av det framtida tillståndet används Lean-principerna på flödesnivån för att uppnå det uppsatta målet. Dessutom kan ettytterligare stöd vid utformandet vara att arbeta utifrån fyra stycken förbätt-ringsregler. Där förbättringsreglerna är eliminera aktiviteter, kombinera akti-viteter, omfördela eller flytta aktiviteter och förenkla kvarvarande aktiviteter.
3. Skapa handlingsplan. Det sista steget vid utförandet av en värdeflödesanalyshandlar om att säkerställa att förbättringarna av flödet också realiseras i verk-ligheten. Därför skall en handlingsplan skapas som tydliggör vad ska göras,vem som ansvarar för respektive förbättring, samt när det ska vara klart.
Kapitel 3. Metod 17
3.6.2 Simulering
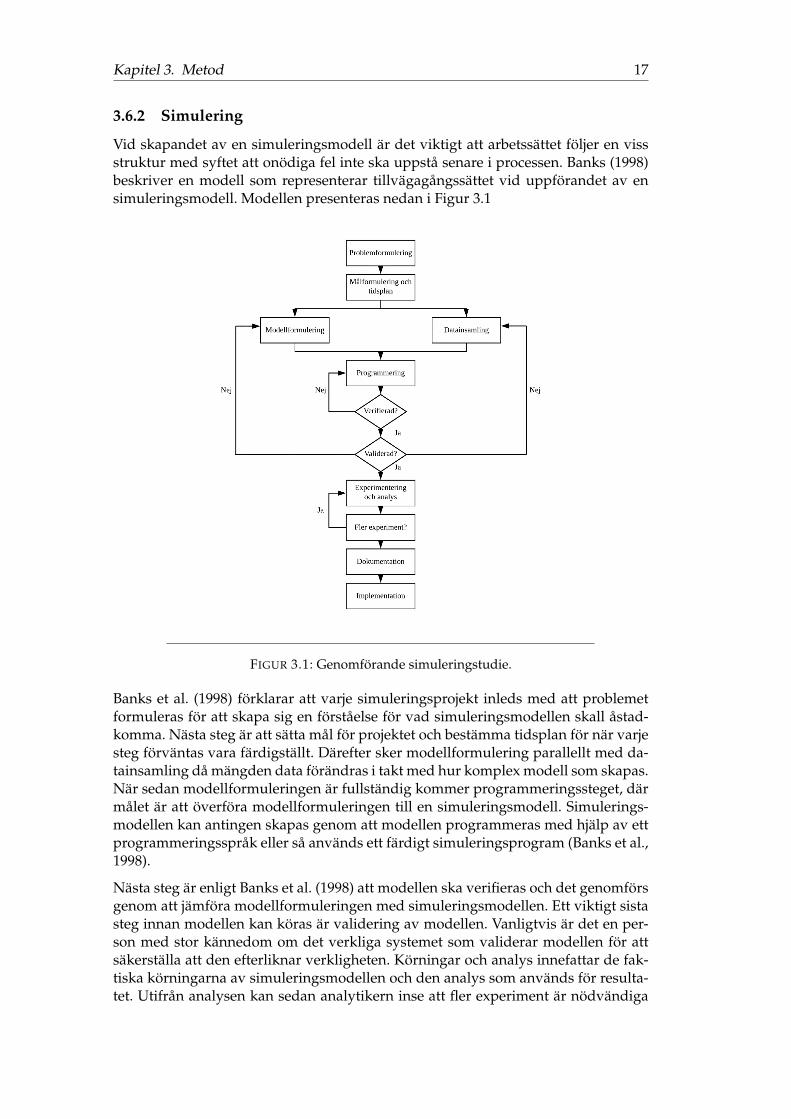
Vid skapandet av en simuleringsmodell är det viktigt att arbetssättet följer en vissstruktur med syftet att onödiga fel inte ska uppstå senare i processen. Banks (1998)beskriver en modell som representerar tillvägagångssättet vid uppförandet av ensimuleringsmodell. Modellen presenteras nedan i Figur 3.1
FIGUR 3.1: Genomförande simuleringstudie.
Banks et al. (1998) förklarar att varje simuleringsprojekt inleds med att problemetformuleras för att skapa sig en förståelse för vad simuleringsmodellen skall åstad-komma. Nästa steg är att sätta mål för projektet och bestämma tidsplan för när varjesteg förväntas vara färdigställt. Därefter sker modellformulering parallellt med da-tainsamling då mängden data förändras i takt med hur komplex modell som skapas.När sedan modellformuleringen är fullständig kommer programmeringssteget, därmålet är att överföra modellformuleringen till en simuleringsmodell. Simulerings-modellen kan antingen skapas genom att modellen programmeras med hjälp av ettprogrammeringsspråk eller så används ett färdigt simuleringsprogram (Banks et al.,1998).
Nästa steg är enligt Banks et al. (1998) att modellen ska verifieras och det genomförsgenom att jämföra modellformuleringen med simuleringsmodellen. Ett viktigt sistasteg innan modellen kan köras är validering av modellen. Vanligtvis är det en per-son med stor kännedom om det verkliga systemet som validerar modellen för attsäkerställa att den efterliknar verkligheten. Körningar och analys innefattar de fak-tiska körningarna av simuleringsmodellen och den analys som används för resulta-tet. Utifrån analysen kan sedan analytikern inse att fler experiment är nödvändiga
Kapitel 3. Metod 18
för att uppnå det resultat som förväntats. När resultaten uppnår de förutbestäm-da målen dokumenteras därefter resultaten med hänsyn till vad som skulle mätas.Slutligen implementeras de förändringar av flödet som simuleringsmodellen visatför det verkliga flödet (Banks et al., 1998).
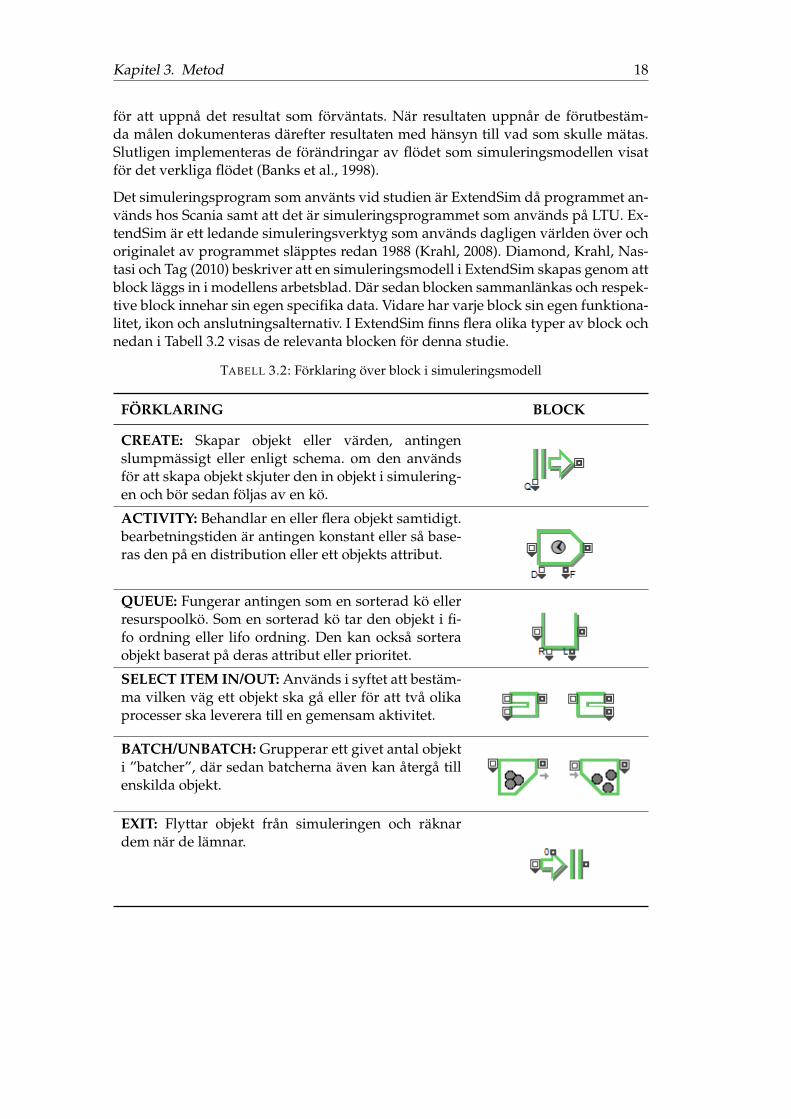
Det simuleringsprogram som använts vid studien är ExtendSim då programmet an-vänds hos Scania samt att det är simuleringsprogrammet som används på LTU. Ex-tendSim är ett ledande simuleringsverktyg som används dagligen världen över ochoriginalet av programmet släpptes redan 1988 (Krahl, 2008). Diamond, Krahl, Nas-tasi och Tag (2010) beskriver att en simuleringsmodell i ExtendSim skapas genom attblock läggs in i modellens arbetsblad. Där sedan blocken sammanlänkas och respek-tive block innehar sin egen specifika data. Vidare har varje block sin egen funktiona-litet, ikon och anslutningsalternativ. I ExtendSim finns flera olika typer av block ochnedan i Tabell 3.2 visas de relevanta blocken för denna studie.
TABELL 3.2: Förklaring över block i simuleringsmodell
FÖRKLARING BLOCK
CREATE: Skapar objekt eller värden, antingenslumpmässigt eller enligt schema. om den användsför att skapa objekt skjuter den in objekt i simulering-en och bör sedan följas av en kö.
ACTIVITY: Behandlar en eller flera objekt samtidigt.bearbetningstiden är antingen konstant eller så base-ras den på en distribution eller ett objekts attribut.
QUEUE: Fungerar antingen som en sorterad kö ellerresurspoolkö. Som en sorterad kö tar den objekt i fi-fo ordning eller lifo ordning. Den kan också sorteraobjekt baserat på deras attribut eller prioritet.
SELECT ITEM IN/OUT: Används i syftet att bestäm-ma vilken väg ett objekt ska gå eller för att två olikaprocesser ska leverera till en gemensam aktivitet.
BATCH/UNBATCH: Grupperar ett givet antal objekti ”batcher”, där sedan batcherna även kan återgå tillenskilda objekt.
EXIT: Flyttar objekt från simuleringen och räknardem när de lämnar.
Kapitel 3. Metod 19
3.7 Studiens genomförande
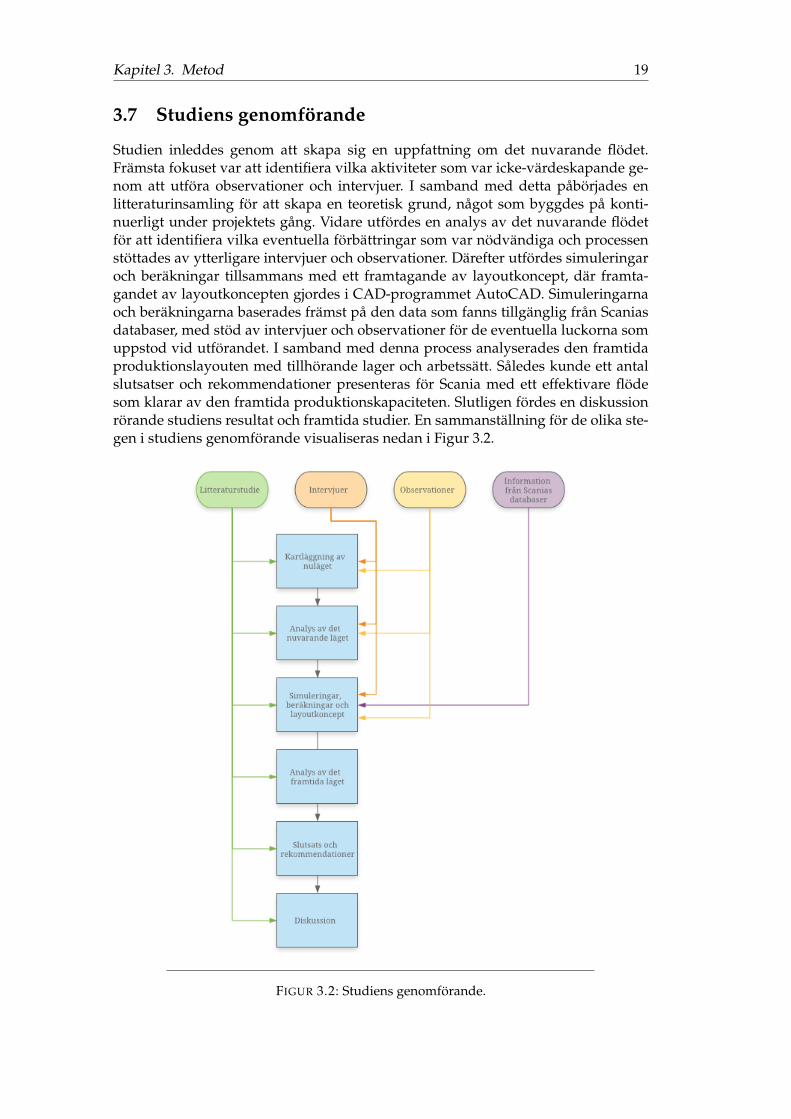
Studien inleddes genom att skapa sig en uppfattning om det nuvarande flödet.Främsta fokuset var att identifiera vilka aktiviteter som var icke-värdeskapande ge-nom att utföra observationer och intervjuer. I samband med detta påbörjades enlitteraturinsamling för att skapa en teoretisk grund, något som byggdes på konti-nuerligt under projektets gång. Vidare utfördes en analys av det nuvarande flödetför att identifiera vilka eventuella förbättringar som var nödvändiga och processenstöttades av ytterligare intervjuer och observationer. Därefter utfördes simuleringaroch beräkningar tillsammans med ett framtagande av layoutkoncept, där framta-gandet av layoutkoncepten gjordes i CAD-programmet AutoCAD. Simuleringarnaoch beräkningarna baserades främst på den data som fanns tillgänglig från Scaniasdatabaser, med stöd av intervjuer och observationer för de eventuella luckorna somuppstod vid utförandet. I samband med denna process analyserades den framtidaproduktionslayouten med tillhörande lager och arbetssätt. Således kunde ett antalslutsatser och rekommendationer presenteras för Scania med ett effektivare flödesom klarar av den framtida produktionskapaciteten. Slutligen fördes en diskussionrörande studiens resultat och framtida studier. En sammanställning för de olika ste-gen i studiens genomförande visualiseras nedan i Figur 3.2.
FIGUR 3.2: Studiens genomförande.

Kapitel 3. Metod 20
3.8 Reliabilitet och validitet
Studiens trovärdighet bestäms av dess reliabilitet och validitet. Det är viktigt attbåde validiteten och reliabiliteten uppfylls för studien då förhållandet mellan demmedför att fokus inte enbart kan läggas på en av dem. Detta förklaras genom att denena fokuserar på att säkerställa att det som skall undersöka faktiskt undersöks me-dan den andra bedömer tillförlitligheten av undersökningen (Saunders et al., 2016).
Saunders et al. (2016) förklarar att reliabilitet är ett mätinstrument för att bedömahur pålitlig data som samlats in med hänsyn till studien. Då en studie har hög relia-bilitet kan en annan person utföra studien och ändå uppnå samma resultat. Generelltförklarat är validitet istället ett mått på om det ska undersökas faktiskt undersökts.För att utvärdera validiteten kan ett antal frågeställningar ställas;
• Mäter de verktyg som används vad det faktiskt syftar till att mäta?
• Är analysen av resultaten och dess relation giltiga?
• Är resultatet giltigt?
3.8.1 Studiens reliabilitet och validitet
Validiteten för studien har framförallt stärkts genom nära kontakt med experter in-om olika områden på Scania. Under projektets gång har kommunikation förts i enprojektgrupp som är avsatt specifikt för detta projekt, där kontinuerliga möten ge-nomförts en gång varje vecka. Denna grupp kan ses som en referensgrupp som styr-ker validiteten med hänsyn till flera områden. Exempelvis har simuleringsmodel-lerna godkänts av huvudansvarig för simulering på Scania, medan logistiska frågorrörande lager accepterats av logistikutvecklare. Vidare har kommunikation om all-männa antaganden om flödet förts med handledare på Scania något som styrkervåra beräkningar och modeller. Från universitetets sida har validiteten stärkts ge-nom kommunikation med handledaren och simuleringsmodeller har även skickatstill lektor vid LTU som är insatt i programmet ExtendSim. För att säkerställa att re-sultatet är giltigt och tillämpbart för andra studier har relevant teori använts somskapar möjligheter för likande förbättringar av flöden.
Reliabiliteten för studien har stärkts genom att all data som sammanställts kontrol-lerats av någon anställd person på Scania. Detta har delvis skett med den referens-grupp som tidigare nämndes och andra personer som är kunniga inom området.Vidare har den data som samlats in genom intervjuer dokumenterats av båda för-fattarna för att säkerställa att den information som tolkats överensstämmer medvarandra. Dessutom utfördes även observationer för den information som kom framgenom intervjuerna för att kontrollera att det överensstämde med hur det fungeradei praktiken. Den data som samlades in kunde också säkerställas i vissa fall genomatt jämföra den med Scanias system för data rörande produktionen (PUS).

21
4 Empiri och analysI detta avsnitt analyseras den data som samlats in hos Scania i kombination med den teorisom presenterats i den teoretiska referensramen. Avsnittet behandlar inledningsvis det nuva-rande flödet för att sedan beröra det framtida tillståndet. För det framtida tillståndet beskrivsområden som simulering, lager, automatisering, layoutkoncept och flödesförbättring.
4.1 Kartläggning av nuläge
Petterson et al. (2015) beskrev värdeflödesanalys som en användbar metod för attskapa effektiva flöden genom att eliminera slöserier. För att åstadkomma detta hosScania fanns således ett behov av att kartlägga nuläget för att identifiera vilka akti-viteter som inte bidrog med något värde.
I slutflödet av bakaxeltillverkningen på Scania Ferruform i Luleå genomgår bakax-larna först en tvättprocess där de vanligtvis produceras i batcher om sex (6) ellertolv (12). Därefter går de igenom en kvalitetskontroll som kommer benämnas Q-gate, som är en process där operatören visuellt ser över bakaxeln för att säkerställaatt den uppfyller kraven. Operatören lyfter efter Q-gate-momentet ned bakaxeln påen pall som rymmer sex stycken bakaxlar, där sedan pallen transporteras med trucktill ett torklager där bakaxlarna får torka och kylas av. I torklagret vilar bakaxlarnaen specifik tid innan de kan testas för läckage, då de utan torkning skulle vara förvarma och fuktiga för att klara av läckagetest-kontrollen. Operatören lyfter därefterbakaxeln manuellt på läckagetestanordningen och kontrollerar den.
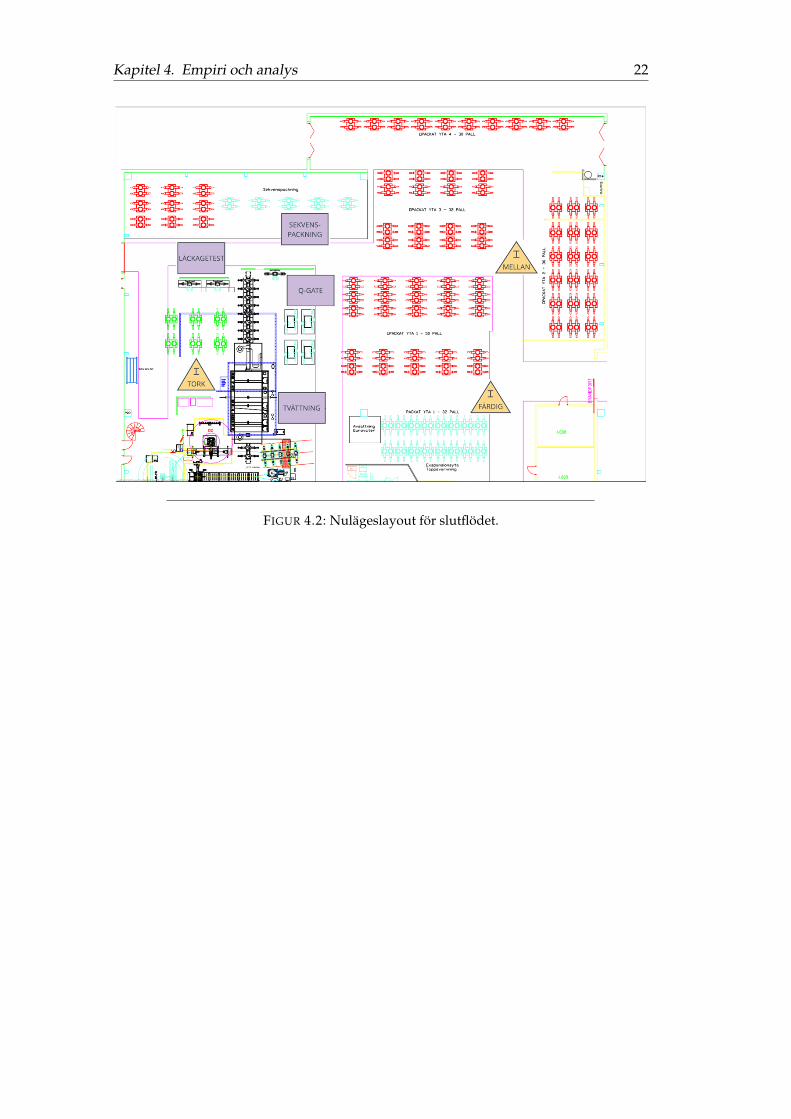
Vidare lyfts godkända axlar in i en pall, där de sorteras artikelvis och transporterasiväg till ett mellanlager. Bakaxlar hämtas därefter från mellanlagret med truck tillsekvenspackningen vid den tidpunkt operatören meddelat truckföraren ett behov.Vid sekvenspackningen väljer sedan operatören ut vilka artiklar som packas efteren packningslista. Detta medför att enskilda bakaxlar måste lyftas ut ur pallen, ochde bakaxlar som inte behövs, transporteras tillbaka till mellanlagret. Bakaxlar somsekvenspackats skickas därefter till färdigvarulagret. Slutligen lyfter en truck pallarfrån färdigvarulagret in i en lastbil som för dem vidare till kunden. Nedan i Figur4.1 illustreras en bild över det beskrivna flödet. Fortsättningsvis illustreras en bildöver dagens fabrikslayout i Figur 4.2.
FIGUR 4.1: Slutflödet av bakaxeltillverkningen.
Kapitel 4. Empiri och analys 22
FIGUR 4.2: Nulägeslayout för slutflödet.
Kapitel 4. Empiri och analys 23
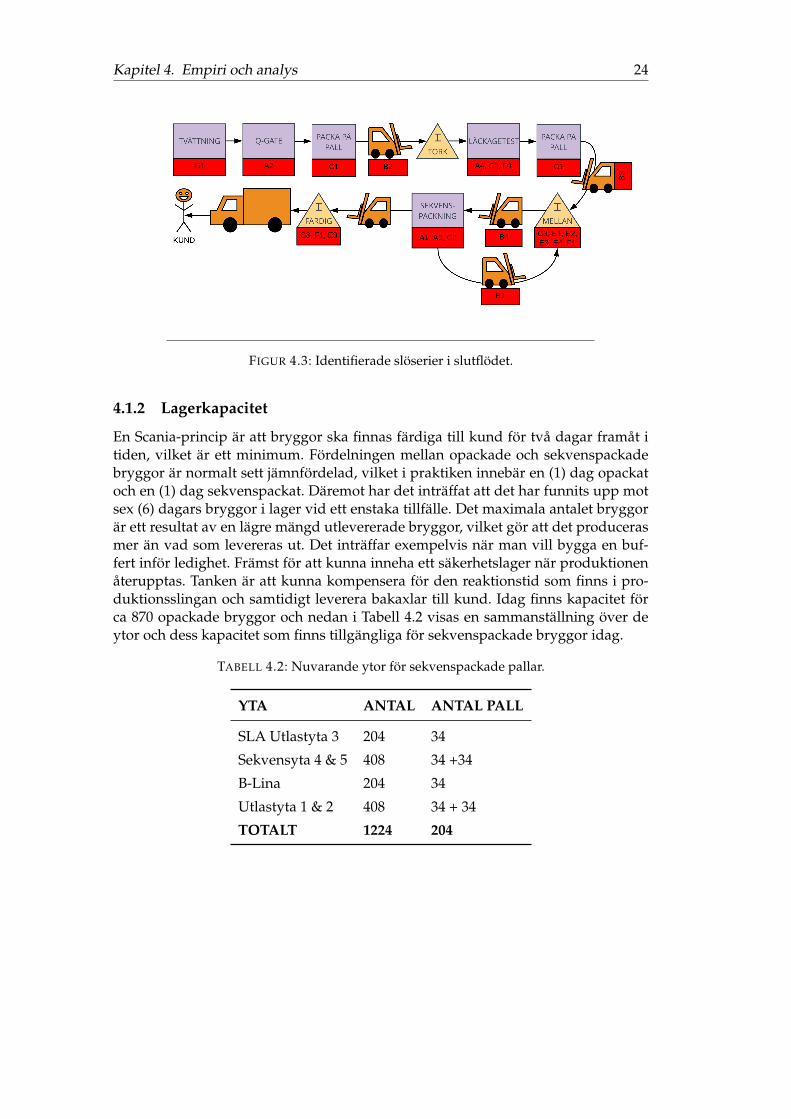
4.1.1 Identifierade slöserier
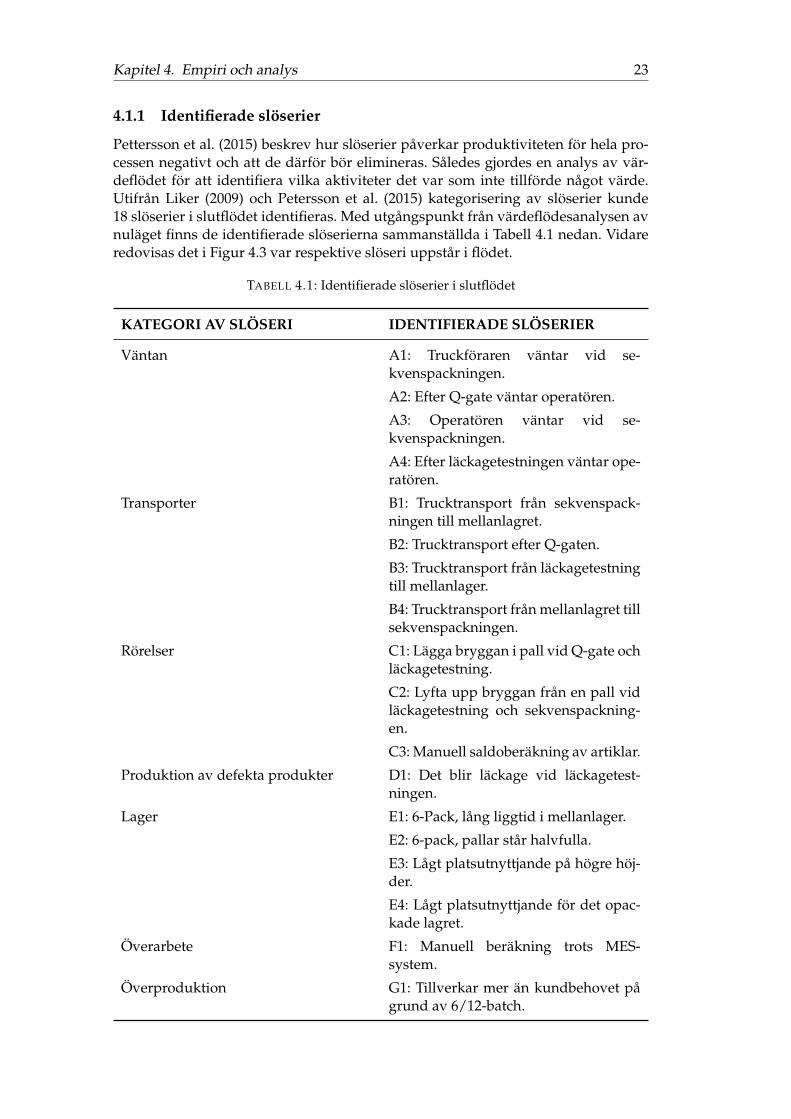
Pettersson et al. (2015) beskrev hur slöserier påverkar produktiviteten för hela pro-cessen negativt och att de därför bör elimineras. Således gjordes en analys av vär-deflödet för att identifiera vilka aktiviteter det var som inte tillförde något värde.Utifrån Liker (2009) och Petersson et al. (2015) kategorisering av slöserier kunde18 slöserier i slutflödet identifieras. Med utgångspunkt från värdeflödesanalysen avnuläget finns de identifierade slöserierna sammanställda i Tabell 4.1 nedan. Vidareredovisas det i Figur 4.3 var respektive slöseri uppstår i flödet.
TABELL 4.1: Identifierade slöserier i slutflödet
KATEGORI AV SLÖSERI IDENTIFIERADE SLÖSERIER
Väntan A1: Truckföraren väntar vid se-kvenspackningen.
A2: Efter Q-gate väntar operatören.
A3: Operatören väntar vid se-kvenspackningen.
A4: Efter läckagetestningen väntar ope-ratören.
Transporter B1: Trucktransport från sekvenspack-ningen till mellanlagret.
B2: Trucktransport efter Q-gaten.
B3: Trucktransport från läckagetestningtill mellanlager.
B4: Trucktransport från mellanlagret tillsekvenspackningen.
Rörelser C1: Lägga bryggan i pall vid Q-gate ochläckagetestning.
C2: Lyfta upp bryggan från en pall vidläckagetestning och sekvenspackning-en.
C3: Manuell saldoberäkning av artiklar.
Produktion av defekta produkter D1: Det blir läckage vid läckagetest-ningen.
Lager E1: 6-Pack, lång liggtid i mellanlager.
E2: 6-pack, pallar står halvfulla.
E3: Lågt platsutnyttjande på högre höj-der.
E4: Lågt platsutnyttjande för det opac-kade lagret.
Överarbete F1: Manuell beräkning trots MES-system.
Överproduktion G1: Tillverkar mer än kundbehovet pågrund av 6/12-batch.
Kapitel 4. Empiri och analys 24
FIGUR 4.3: Identifierade slöserier i slutflödet.
4.1.2 Lagerkapacitet
En Scania-princip är att bryggor ska finnas färdiga till kund för två dagar framåt itiden, vilket är ett minimum. Fördelningen mellan opackade och sekvenspackadebryggor är normalt sett jämnfördelad, vilket i praktiken innebär en (1) dag opackatoch en (1) dag sekvenspackat. Däremot har det inträffat att det har funnits upp motsex (6) dagars bryggor i lager vid ett enstaka tillfälle. Det maximala antalet bryggorär ett resultat av en lägre mängd utlevererade bryggor, vilket gör att det producerasmer än vad som levereras ut. Det inträffar exempelvis när man vill bygga en buf-fert inför ledighet. Främst för att kunna inneha ett säkerhetslager när produktionenåterupptas. Tanken är att kunna kompensera för den reaktionstid som finns i pro-duktionsslingan och samtidigt leverera bakaxlar till kund. Idag finns kapacitet förca 870 opackade bryggor och nedan i Tabell 4.2 visas en sammanställning över deytor och dess kapacitet som finns tillgängliga för sekvenspackade bryggor idag.
TABELL 4.2: Nuvarande ytor för sekvenspackade pallar.
YTA ANTAL ANTAL PALL
SLA Utlastyta 3 204 34
Sekvensyta 4 & 5 408 34 +34
B-Lina 204 34
Utlastyta 1 & 2 408 34 + 34
TOTALT 1224 204

Kapitel 4. Empiri och analys 25
I Figur 4.4 nedan illustreras flödet för placering av sekvenspackade pallar.
FIGUR 4.4: Nuvarande flöde för sekvenspackade pallar.
4.2 Utformning av framtida tillstånd
I detta delavsnitt beskrivs resultatet av simuleringen, det framtida konceptet för slutflödet avbakaxeltillverkningen, samt en konkretisering av vad flödesförbättringen innebär.
4.2.1 Simulering
För att kunna förutspå de framtida lagrens kapacitet, utfördes simuleringar då detenligt Robinson (2014) är ett användbart verktyg för att visa på verkligheten till enlägre kostnad. I modellen som visas nedan i Figur 4.5 har vi valt att simulera hurmånga bryggor som ackumuleras i torklagret. Simuleringen baseras på de nya för-utsättningarna för takt, som beräknats utifrån den nya volym som kommer produ-ceras, att den beräknade torktiden för bryggorna är 60 minuter, samt cykeltiderna iTabell 4.3. Därmed kan vi i Figur 4.6 se att det maximala antalet bryggor som kom-mer ackumuleras i torklagret är 33 stycken. Vidare är 33 stycken i torkager ävenmedel, vilket innebär att det kommer vara 33 bryggor som behöver torka konstantom inga stopp i produktionen uppstår.
TABELL 4.3: Cykeltider.
OPERATION TID [min]
Q-Gate 2,42
Torktid 60
Läckagetest 2,65
FIGUR 4.5: Simuleringsmodell torklager.

Kapitel 4. Empiri och analys 26
FIGUR 4.6: Statistik torklager.
Ett resultat av simuleringen som visas i Figur 4.7 nedan är att det maximala antaletopackade bryggor som kommer ackumuleras är 479 stycken. Simuleringen är base-rad på variation i produktionstakt samt utleverans från år 2019, med en procentuellökning på 35,35 till steg 4 volym. Vidare bygger resultaten på att det är möjligt attsekvenspacka oavbrutet, vilket betyder att de alltid har tillgång till bryggor i rättsekvens. Simuleringsmodellen som ledde fram till resultatet återfinns i Bilaga A.
FIGUR 4.7: Statistik sekvenslager.
Slutligen visade simuleringsmodellen med hänsyn till den nya produktionstaktenatt det krävs två (2) Q-gates och tre (3) läckagetestanordningar för att möta detframtida kapacitetsbehovet. Därför kommer också layouten innehålla det antal somsimulerats fram.
4.2.2 Koncept
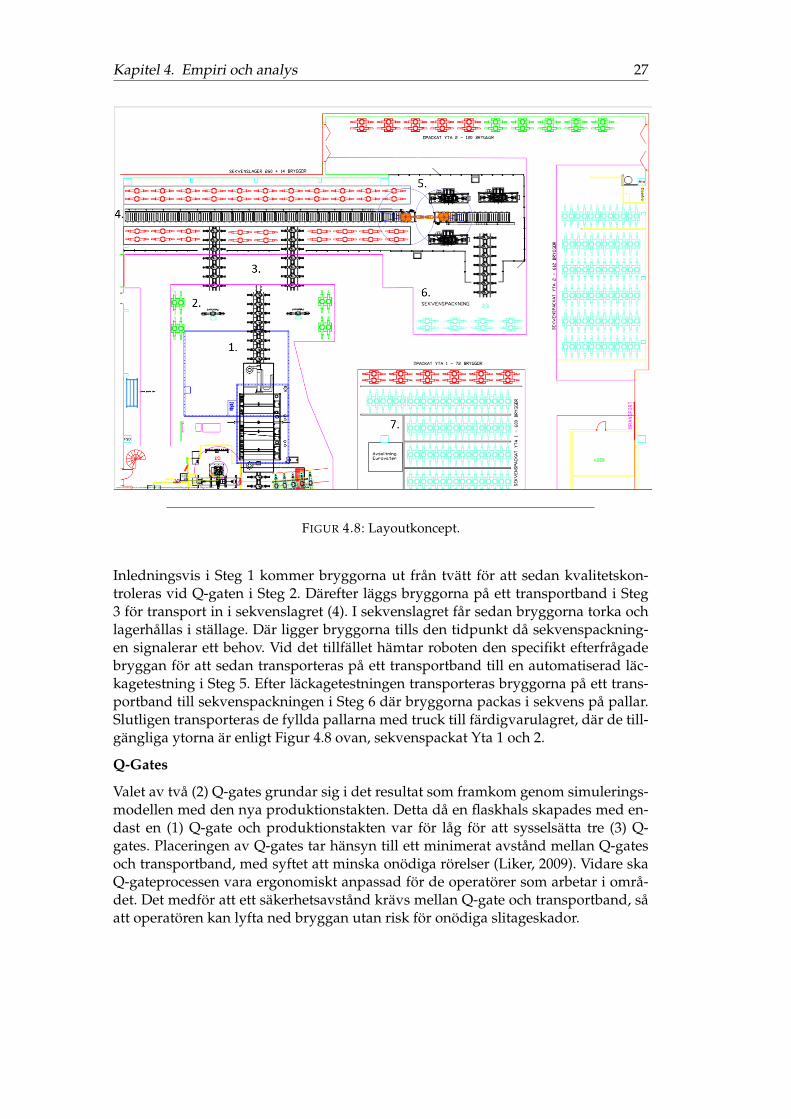
För att tillfredsställa Scanias önskemål har ett huvudsakligt layoutkoncept tagitsfram. Grundläggande för konceptet är att ett sekvenslager har utformats, där la-gerhållning och hantering sköts av en robot. Läckagetestningen har placerats eftersekvenslagret för att uppnå ett högre platsutnyttjande då tork- och mellanlagret pla-ceras inom samma yta. Tork- och mellanlagret slogs ihop då simuleringen visade attendast 33 bryggor behöver torka samtidigt. Vidare har läckagetestningen automati-serats vilket innebär att en robot hanterar bryggor som kommer från sekvenslagret.Sekvenspackningen har förflyttats för att anpassas till det nya flödet, men ingen för-ändring i arbetssättet har gjorts. Layouten har tagits fram med hjälp av programmetAutoCAD och i Figur 4.8 nedan illustreras den framtagna layouten för konceptetmed tillhörande steg och lagringskapacitet för respektive yta. Layoten finns även iBilaga C.
Kapitel 4. Empiri och analys 27
FIGUR 4.8: Layoutkoncept.
Inledningsvis i Steg 1 kommer bryggorna ut från tvätt för att sedan kvalitetskon-troleras vid Q-gaten i Steg 2. Därefter läggs bryggorna på ett transportband i Steg3 för transport in i sekvenslagret (4). I sekvenslagret får sedan bryggorna torka ochlagerhållas i ställage. Där ligger bryggorna tills den tidpunkt då sekvenspackning-en signalerar ett behov. Vid det tillfället hämtar roboten den specifikt efterfrågadebryggan för att sedan transporteras på ett transportband till en automatiserad läc-kagetestning i Steg 5. Efter läckagetestningen transporteras bryggorna på ett trans-portband till sekvenspackningen i Steg 6 där bryggorna packas i sekvens på pallar.Slutligen transporteras de fyllda pallarna med truck till färdigvarulagret, där de till-gängliga ytorna är enligt Figur 4.8 ovan, sekvenspackat Yta 1 och 2.
Q-Gates
Valet av två (2) Q-gates grundar sig i det resultat som framkom genom simulerings-modellen med den nya produktionstakten. Detta då en flaskhals skapades med en-dast en (1) Q-gate och produktionstakten var för låg för att sysselsätta tre (3) Q-gates. Placeringen av Q-gates tar hänsyn till ett minimerat avstånd mellan Q-gatesoch transportband, med syftet att minska onödiga rörelser (Liker, 2009). Vidare skaQ-gateprocessen vara ergonomiskt anpassad för de operatörer som arbetar i områ-det. Det medför att ett säkerhetsavstånd krävs mellan Q-gate och transportband, såatt operatören kan lyfta ned bryggan utan risk för onödiga slitageskador.
Kapitel 4. Empiri och analys 28
Transportband
Majoriteten av trucktransporterna elimineras med konceptet som ett resultat av enbättre fabriksutformning och användandet av transportbandssystem mellan statio-nerna. Transportband valdes delvis med hänsyn till Hompel och Schmidt (2007) ar-gumentation då att det är lättare att kontrollera än trucktransporter. Dessutom ärtransportband effektivare, skapar ett jämnare flöde och är en rationalisering i formav färre truckförare.
Läckagetest
Idag torkar bryggorna först, sedan testas dem för läckage och därefter transporterasbryggorna till ett mellanlager. Simuleringen visade att tre (3) läckagetestanordningarkommer behövas med hänsyn till den kommande produktionstakten. Detta säker-ställdes genom simuleringar då två (2) läckagetestanordningar skapade en flaskhalsmedan fyra (4) innebar överkapacitet i processen. För att optimera platsutnyttjandetplacerades läckagetestet efter sekvenslagret. Det skulle istället innebära att torkningsker i ett gemensamt tork/mellanlager. Risken med konceptet är att bryggor som ef-terfrågas hos sekvenspackningen blir underkända vid läckagetestet, därav skapadesen riskanalys för det momentet som beskrivs nedan.
Under året 2019 tillverkades XX bryggor och under den tidsperioden blev XX bryg-gor underkända med hänsyn till utlägg ur både läckagetest 1 och 2. Detta resulterari:
Underkända bryggorTillverkade bryggor
= 0.00214 (4.1)
Således är risken 0,2 % med det nya konceptet och viktigt att beakta är att risken ärännu lägre med hänsyn till att det kan finnas en brygga med samma artikelnummerredan i lager. Däremot finns det även risk att den bryggan tillverkades under sam-ma omständigheter som den tidigare underkända och kan således bestå av sammafel. Vanligtvis brukar det vara möjligt att framställa en brygga till leverans om manupptäcker felet i tid. Slutsatsen är därför att ett högre platsutnyttjande bör priorite-ras över den potentiella risken för underkänd brygga.
Lagersystem
Den mest förekommande roboten som används på Scania Ferruform i Luleå är enABB IRB 6700 som illustreras i Figur 4.9 nedan. Denna robot används främst vidplockning av bakaxlar, där olika gripdon kan installeras på roboten som möjliggörolika grepp på bakaxeln. Denna kombination kan med fördel användas i lagersy-stem för att hämta och lämna bryggor. Räckvidden för roboten är 2,6 – 3,2m beroen-de på vikten på det material som ska lyftas.
Kapitel 4. Empiri och analys 29
FIGUR 4.9: ABB IRB 6700.
Lagersystemet för sekvenslagret består av ett robotåk med tillhörande ställage därroboten kan placera bryggorna. Jonsson och Matsson (2016) argumenterade för attställage var fördelaktigt med hänsyn till att lagring kan ske på hög höjd samt att allaartiklar är direkt tillgängliga i lagret. Därför utgick konceptet ifrån ett ställage dådet möjliggör att roboten kan hämta den specifikt efterfrågade bryggan och samti-digt skapa ett effektivt platsutnyttjande. Vidare är det hanteringssystem som föreslåsmed konceptet en beställningsplockande robot då det långsiktigt är fördelaktigt bå-de ur ett tids- och kostnadsperspektiv (Hompel & Schmidt, 2007). Sekvenslagret skainte betraktas som en yta för långvarig lagring, utan skall agera som en tillfällig platsför torkning av bryggor, samt för att kunna tillgodose sekvenspackningen med rättartiklar i rätt tid.
Roboten kommer hämta den specifika artikeln som efterfrågas hos sekvenspack-ningen från den liggplats som bryggan är placerad i lagret. Det som möjliggör dettaär en streckkod då det skapar en förståelse hos roboten för var varje enskild bryggaär placerad i ställaget (McFarlane & Sheffi, 2003). Anledningen till att RFID inte val-des grundar sig i att det idag finns ett påbörjat system för scanning av streckkoder.Dessutom kommer enstyckshanteringen av bryggor medföra goda förutsättningarför att scanna varje enskild brygga, vilket motstrider en implementation av RFID.
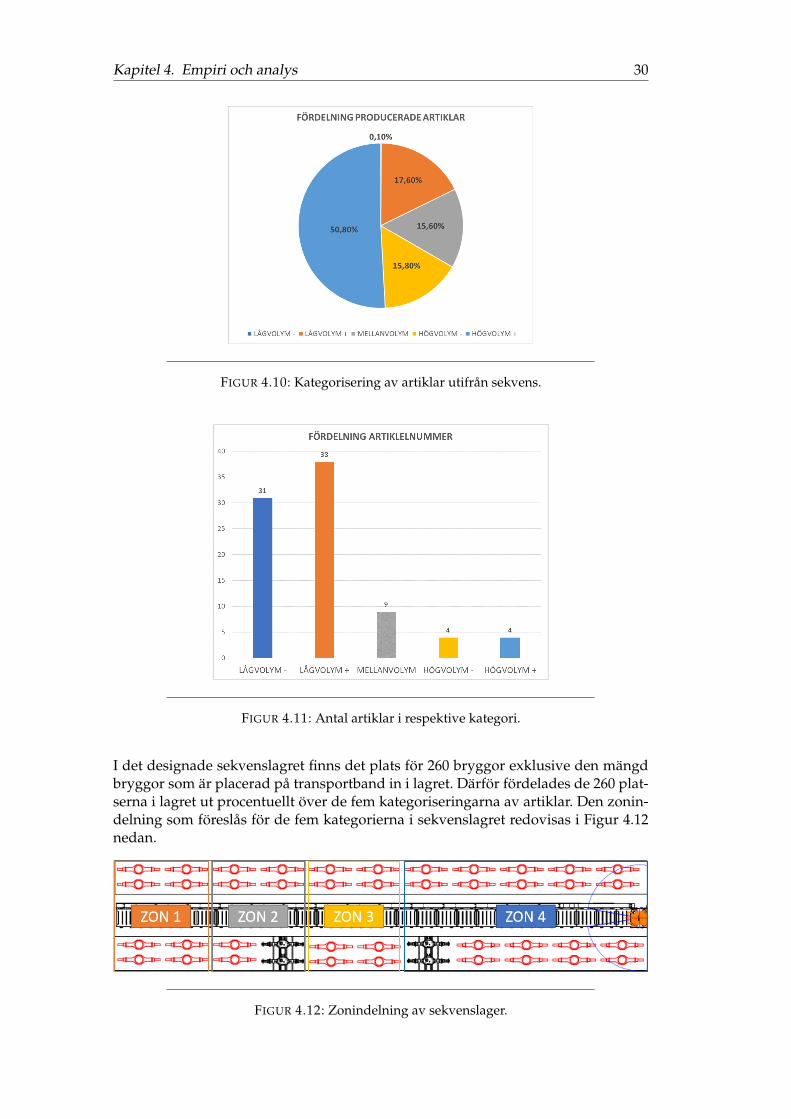
Placeringen av bryggor i sekvenslagret bygger på en zonindelning som Jonssonoch Mattson (2016) förespråkade. Det som styr placeringen är bryggornas uttags-frekvens där artiklar som levereras ut mer frekvent placeras närmre utlastningsytanmedan resterande artiklar placeras längre bort i fallande ordning med hänsyn tillsamma princip. Nedan i Figur 4.10 visas hur artiklarna delats in i olika frekvenska-tegorier medan det i Figur 4.11 visas antalet artikelnummer som tillhör respektivekategori.
Kapitel 4. Empiri och analys 30
FIGUR 4.10: Kategorisering av artiklar utifrån sekvens.
FIGUR 4.11: Antal artiklar i respektive kategori.
I det designade sekvenslagret finns det plats för 260 bryggor exklusive den mängdbryggor som är placerad på transportband in i lagret. Därför fördelades de 260 plat-serna i lagret ut procentuellt över de fem kategoriseringarna av artiklar. Den zonin-delning som föreslås för de fem kategorierna i sekvenslagret redovisas i Figur 4.12nedan.
FIGUR 4.12: Zonindelning av sekvenslager.
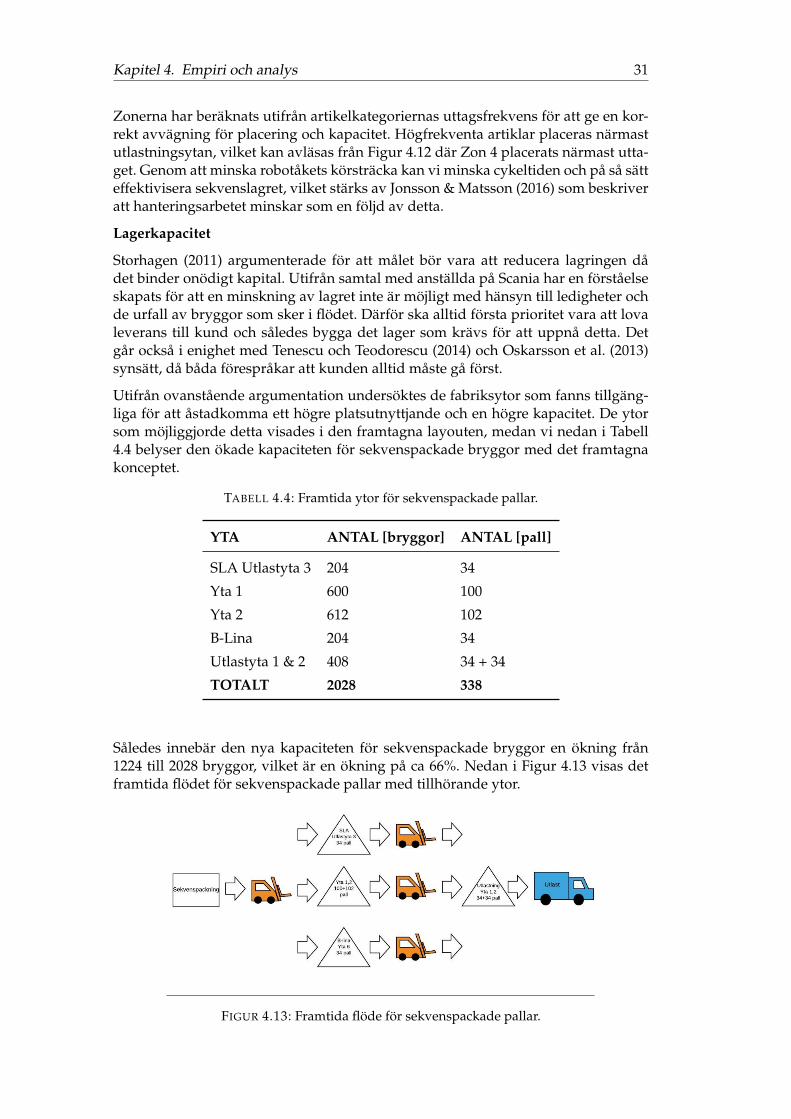
Kapitel 4. Empiri och analys 31
Zonerna har beräknats utifrån artikelkategoriernas uttagsfrekvens för att ge en kor-rekt avvägning för placering och kapacitet. Högfrekventa artiklar placeras närmastutlastningsytan, vilket kan avläsas från Figur 4.12 där Zon 4 placerats närmast utta-get. Genom att minska robotåkets körsträcka kan vi minska cykeltiden och på så sätteffektivisera sekvenslagret, vilket stärks av Jonsson & Matsson (2016) som beskriveratt hanteringsarbetet minskar som en följd av detta.
Lagerkapacitet
Storhagen (2011) argumenterade för att målet bör vara att reducera lagringen dådet binder onödigt kapital. Utifrån samtal med anställda på Scania har en förståelseskapats för att en minskning av lagret inte är möjligt med hänsyn till ledigheter ochde urfall av bryggor som sker i flödet. Därför ska alltid första prioritet vara att lovaleverans till kund och således bygga det lager som krävs för att uppnå detta. Detgår också i enighet med Tenescu och Teodorescu (2014) och Oskarsson et al. (2013)synsätt, då båda förespråkar att kunden alltid måste gå först.
Utifrån ovanstående argumentation undersöktes de fabriksytor som fanns tillgäng-liga för att åstadkomma ett högre platsutnyttjande och en högre kapacitet. De ytorsom möjliggjorde detta visades i den framtagna layouten, medan vi nedan i Tabell4.4 belyser den ökade kapaciteten för sekvenspackade bryggor med det framtagnakonceptet.
TABELL 4.4: Framtida ytor för sekvenspackade pallar.
YTA ANTAL [bryggor] ANTAL [pall]
SLA Utlastyta 3 204 34
Yta 1 600 100
Yta 2 612 102
B-Lina 204 34
Utlastyta 1 & 2 408 34 + 34
TOTALT 2028 338
Således innebär den nya kapaciteten för sekvenspackade bryggor en ökning från1224 till 2028 bryggor, vilket är en ökning på ca 66%. Nedan i Figur 4.13 visas detframtida flödet för sekvenspackade pallar med tillhörande ytor.
FIGUR 4.13: Framtida flöde för sekvenspackade pallar.

Kapitel 4. Empiri och analys 32
Syftet med en större mängd sekvenspackade bryggor än opackade är att skapa etthögre platsutnyttjande, genom att skifta om proportionerna mellan opackade ochsekvenspackade bryggor. Genom att ha en större mängd sekvenspackade bryggoroch således en mindre mängd opackat, kan Scania utnyttja den fysiska fabriksytanpå ett mer effektivt sätt. Det grundar sig i att sekvenspackade pallar kan stå intillvarandra, då de inte behöver vara direkt åtkomliga. Fortsättningsvis skapar det enhögre leveranssäkerhet då sannolikheten att produkter finns redo för leverans ärhögre.
Det framtida sekvenslagret där opackade bryggor lagras kommer inneha en kapa-citet på 260 + 14 bryggor, där transportbandet är inräknat. Kapaciteten beräknadesmed hjälp av AutoCAD där ställage placerades ut enligt layouten i Figur 4.8, steg 4.Höjden på ställagen baserades på räckvidden på den robot som nämndes i avsnittetLagersystem. Slutligen beräknades hur många bryggor som fick plats på denna yta.En kapacitet på 274 bryggor innebär att det kommer förekomma perioder då lagretblir fullt och då manuell hantering blir nödvändig. Därför utfördes en analys för attförutspå hur frekvent det kommer inträffa och hur många bryggor som då måstehanteras manuellt. I avsnittet Manuell hantering nedan förklaras den manuella han-teringen grundligare och vidare visas en sammanställning över antalet artiklar somhanteras manuellt.
Manuell hantering
När bryggan kvalitetskontrollerats i Q-gaten skall bryggan vanligtvis läggas på trans-portband in i sekvenslagret. För att undvika att lagret blir fullt, blir manuell hante-ring nödvändig och det är bryggans artikelnummer som avgör placeringen, där detframtida behovet kontrolleras. Från Figur 4.10 är det framförallt de artiklar som in-går i kategorierna Lågvolym- och Lågvolym+ som kommer hanteras manuellt. Dettadå tillverkningen i batcher om sex medför att fler bryggor producerats än vad kun-den efterfrågat. Det innebär att de artiklar som ingår i kategorierna lågvolym oftastkommer ligga en längre tid i lager än normalt. Därför kontrolleras det framtida be-hovet och sedan placeras bryggorna som det inte finns behov av, på pall, för attinte ta upp onödig plats i lagret. Tillvägagångsättet vid manuell hantering är att entruckförare hämtar pallen med bryggor från Q-gaten för att sedan transportera demför lagerhållning till opackat Yta 1 och 2, vilket illustreras i Figur 4.8. När de sedanefterfrågas av kund transporteras pallen tillbaka till Q-gaten där en operatör får lyf-ta upp bryggan med en Telfer på transportbandet och sedan transporteras genomsekvenslagret och läckagetestas innan den kommer till sekvenspackningen.
Utifrån Bilaga B har en avläsning gjort när sekvenslagrets kapacitets överstigits ochsammanfattas i Tabell 4.5. I denna tabell kan vi se att under 13 produktionsdagar påett produktionsår, förväntas sekvenslagret bli fullt. Under dessa dagar är det upp-skattningsvis 73 bryggor i medel som måste hanteras manuellt och placeras i pall.Även fast manuell hantering innebär ökad truckkörning, hanteras lågvolymsartik-larna med detta arbetssätt. Det beror på att behovet för dem ligger längre fram itiden och utspritt över olika tillfällen, vilket fortfarande anses hanterbart.

Kapitel 4. Empiri och analys 33
TABELL 4.5: Antal bryggor som kräver manuell hantering.
TILLFÄLLE OPACKAT KAPACITET MANUELLT
1 280 274 6
2 280 274 6
3 295 274 21
4 300 274 26
5 305 274 31
6 308 274 34
7 340 274 66
8 365 274 91
9 377 274 103
10 377 274 103
11 380 274 106
12 425 274 151
13 479 274 205
Max 205
Medel 73
Min 6
4.2.3 Flödesförbättring
Flödesförbättringen är ett resultat efter en implementation av det layoutkoncept somredovisades i det föregående avsnittet. I praktiken skulle detta innebära ett effekti-vare flöde med färre aktiviteter och manuella transporter. Förbättringen illustrerasnedan i Figur 4.14.
FIGUR 4.14: Framtida slutflöde.
I jämförelse med Figur 4.1 innehar det framtida flödet en betydligt högre kontroller-barhet med hänsyn till automatiseringen av de interna transporterna. Grunden tillförbättringen av värdeflödet härstammar också ifrån att aktiviteter kunnat elimine-rats, kombinerats, förflyttats och förenklats. Exempelvis har ett lager kunnat elimi-neras genom att torklagret slagits samman med mellanlagret och packandet på pallhar eliminerats genom övergången till lagerhållning i ställage. Sammanfattningsvisinnebär det framtida flödet att flertalet slöserier kunnat elimineras och det redovisasnedan i Tabell 4.6. Grön status illustrerar att slöseriet eliminerats, gul visar delviseliminerad och röd att ingen förändring skett.
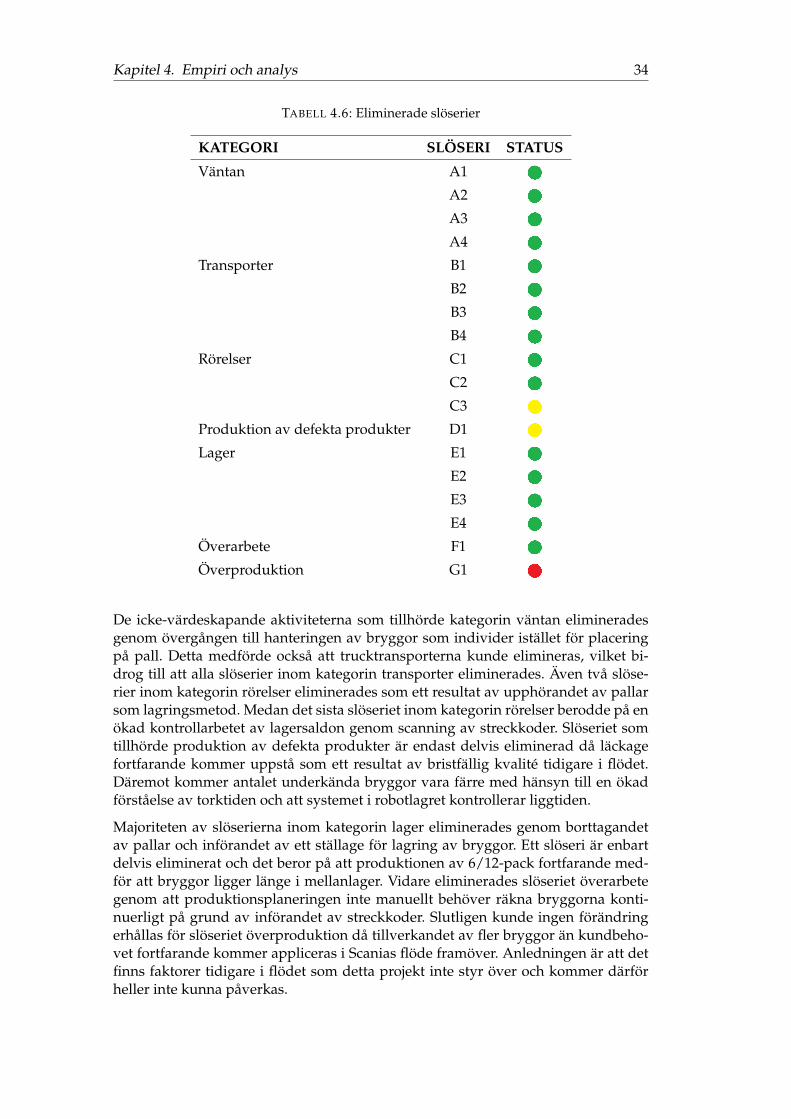
Kapitel 4. Empiri och analys 34
TABELL 4.6: Eliminerade slöserier
KATEGORI SLÖSERI STATUS
Väntan A1
A2
A3
A4
Transporter B1
B2
B3
B4
Rörelser C1
C2
C3
Produktion av defekta produkter D1
Lager E1
E2
E3
E4
Överarbete F1
Överproduktion G1
De icke-värdeskapande aktiviteterna som tillhörde kategorin väntan elimineradesgenom övergången till hanteringen av bryggor som individer istället för placeringpå pall. Detta medförde också att trucktransporterna kunde elimineras, vilket bi-drog till att alla slöserier inom kategorin transporter eliminerades. Även två slöse-rier inom kategorin rörelser eliminerades som ett resultat av upphörandet av pallarsom lagringsmetod. Medan det sista slöseriet inom kategorin rörelser berodde på enökad kontrollarbetet av lagersaldon genom scanning av streckkoder. Slöseriet somtillhörde produktion av defekta produkter är endast delvis eliminerad då läckagefortfarande kommer uppstå som ett resultat av bristfällig kvalité tidigare i flödet.Däremot kommer antalet underkända bryggor vara färre med hänsyn till en ökadförståelse av torktiden och att systemet i robotlagret kontrollerar liggtiden.
Majoriteten av slöserierna inom kategorin lager eliminerades genom borttagandetav pallar och införandet av ett ställage för lagring av bryggor. Ett slöseri är enbartdelvis eliminerat och det beror på att produktionen av 6/12-pack fortfarande med-för att bryggor ligger länge i mellanlager. Vidare eliminerades slöseriet överarbetegenom att produktionsplaneringen inte manuellt behöver räkna bryggorna konti-nuerligt på grund av införandet av streckkoder. Slutligen kunde ingen förändringerhållas för slöseriet överproduktion då tillverkandet av fler bryggor än kundbeho-vet fortfarande kommer appliceras i Scanias flöde framöver. Anledningen är att detfinns faktorer tidigare i flödet som detta projekt inte styr över och kommer därförheller inte kunna påverkas.

Kapitel 4. Empiri och analys 35
Ur ett kostnadsperspektiv innebär också det nya flödet en förbättring i form av ratio-naliseringar. Idag finns det två aktiva truckförare i området och i det framtida flödetkommer endast en krävas. Den truckförare som fortfarande är aktiv i området kom-mer behöva sköta den manuella hanteringen samt transport från sekvenspackning-en till färdigvarulagret. Dessutom kommer två operatörspositioner reduceras vidläckagetetsningen på grund av den fullständiga automatiseringen av processen. Me-dan en ökning från en operatör till två kommer behöva göras vid Q-gatesstationernasom ett resultat av en ökad produktionstakt. Sammanfattningsvis innebär konceptetalltså en reducering av arbetsstyrkan med två personer trots att projektet fokuserarpå en ökning av produktionstakten. Ekonomiskt är detta fördelaktigt för Scania dåde två positionerna frigör kapital för investeringar i robotlager, transportband ochautomatiserade läckagetestanordningar.
36
5 Slutsats och rekommendationerI detta avsnitt förklaras först hur undersökningsmålet med tillhörande delmål besvarats. Föratt slutligen beskriva de rekommendationer vi har till Scania Ferruform i Luleå.
5.1 Delmål 1 - 4
DM1: Utreda det nuvarande flödet för att kunna presentera ett framtida effektivare flöde.
DM2: Utreda vilka moment som bör automatiseras.
DM3: Beräkna och visualisera storlek samt placering av lager.
DM4: Utreda placering och antal av Q-gate och läckagetestanordningar.
Delmål 1 utformades för att skapa sig en förståelse av nuläget för att senare kunnapresentera ett framtida effektivare flöde. Utifrån kartläggningen av nuläget i värde-flödesanalysen kunde 18 slöserier i det nuvarande flödet identifieras. Vid framta-gandet av layoutkonceptet var därför målet att eliminera majoriteten av dessa föratt således uppnå ett effektivare flöde. Resultatet av detta var att ett framtida effekti-vare flöde kunde presenteras där 15 slöserier eliminerats, två var delvis elimineradeoch en var fortfarande kvar i flödet.
Delmål 2 utreddes eftersom det skulle påverka utformningen och placeringen av la-ger och andra anordningar. Eftersom arbetssättet som användes idag med en ökadtakttid skulle bli för påfrestande för operatörer och truckförare, automatiseradesstörre delar av slutflödet. Majoriteten av trucktransporterna och den manuella han-teringen ersattes med transportband och robotåk för att skapa ett effektivare ochjämnare flöde. Dessutom automatiserades läckagetestet som ett önskemål av Scania.
Delmål 3 upprättades främst för att säkerställa hur stort torklager som var nödvän-digt inför den kommande kapacitetshöjningen. Det fastställdes efter simulering till33 bryggor då en torktid på 60 minuter var tillräcklig. Vidare visade simuleringenatt det maximalt kommer ackumuleras 479 bryggor i mellanlagret, då det framtagnalayoutkonceptet innehar en kapacitet på 2028 bryggor i färdigvarulagret. Koncep-tet för mellanlagret är ett automatiserat robotlager som innehar en kapacitet på 274bryggor, vilket innebär att manuell hantering blir nödvändig under vissa tidsperio-der för att klara av kapacitetsbehovet på 479 bryggor. Sekvenslagret placerades påden yta som sekvenspackningen är idag, för att uppnå ett effektivt platsutnyttjande.
Delmål 4 konkretiserades genom att först simulera antal Q-gates och läckagetestan-ordningar där antalet som behövdes var två (2) respektive tre (3) stycken. Dessaplacerades med hänsyn till sekvenslagrets position, ett högt platsutnyttjande, samtett effektivt flöde. Av den anledningen placerades Q-gates direkt efter tvätten, ochläckagetestningen direkt efter sekvenslagret. Det som möjliggjorde en placering avläckagetestanordningarna efter sekvenslagret var den låga risk som riskanalysen in-dikerade att valet innebar. Därför beslutades att ett högre platsutnyttjande skulleprioriteras högre än den risk som kommer med förflyttningen av läckagetestningen.

Kapitel 5. Slutsats och rekommendationer 37
5.2 Undersökningsmål
Utifrån delmålen kunde undersökningsmålet uppnås genom att en framtida pro-duktionslayout kunde presenteras. Konceptet tog hänsyn till vilka lagerstorlekarsom krävdes för att klara av det framtida kapacitetsbehovet, vilka delar av flödetsom behövde automatiseras, placering av Q-gates och läckagetestanordningar, samthur majoriteten av slöseriena kunde elimineras. Detta resulterade i en specifik layoutsom med exakta mått visar hur stor plats respektive lager tar på fabriksytan och varstationer ska vara placerad, vilket underlättar vid implementationsfasen för Scania.
Produktionslayouten lever också upp till studiens syfte genom att den för Scaniaresulterar i ett effektivare materialflöde och tar samtidigt hänsyn till den komman-de kapacitetshöjningen. I praktiken visar detta att en tillverkande organisation kanmed hjälp av metoderna simulering, värdeflödesanalys och utformning av layouti AutoCAD, konstruera ett effektivare flöde som är anpassat inför en kommandekapacitetshöjning. Även om studien specifikt riktar sig till Scania Ferruform i Lu-leå visar den fortfarande att tillvägagångsättet vid en frågeställning som denna kantillämpas av tillverkande organisationer världen över.
5.3 Rekommendationer till Scania
Vi rekommenderar starkt att Scania ska genomföra investeringar och motiveringarför att realisera förbättringsförslaget. Vid presentation av konceptet kan det uppståmotstånd från olika håll i organisationen, eftersom det finns risk att fördelarna medkonceptet inte uppfattas av alla. Av den anledningen är det viktigt att i samråd medberörda parter förklara vad som måste utföras och varför. Fokus bör vara att lyftafram de främsta fördelarna med konceptet som den ökade kapaciteten för lagringav bakaxlar, effektivare flöde, högre platsutnyttjande och en ökad kontrollerbarhetöver flödet. Dessutom innebär konceptet kostnadsbesparingar genom att arbetsstyr-kan kommer kunna reduceras med en truckförare och två operatörer, vilket täckerstora delar av investeringskostnaderna för projektet. Vidare bör andra investeringarsom berör konceptet direkt eller indirekt undersökas, för att bestämma dess påver-kan. Detta är främst för att säkerställa om utformningen på konceptet kan vara detsamma eller om anpassningar måste genomföras. Fortsättningsvis kan konceptet lig-ga till grund för att klara av en ytterligare kapacitetshöjning, men då krävs det attbatchstorlekarna reduceras. Detta för att minska slöseriet överproduktion som haren signifikant negativ effekt på effektiviteten och kapaciteten. Slutligen säkerställerdet framtagna konceptet utleveranser till kund, något som är av högsta prioritet hosScania.

38
6 DiskussionI detta avsnitt diskuteras resultatet av studien och de metoder som använts. Fokus ligger påegna reflektioner kring arbetet och trovärdigheten i resultatet, samt de använda metoderna.Avsnittet avslutas därefter med förslag till fortsatta studier.
Syftet med studien var inledningsvis genom önskemål från Scania att säkerstäl-la slutflödets kapacitet inför den kommande kapacitetshöjningen. Under projektetsgång utvidgades syftet genom att dessutom rikta fokus på effektivisering av slutflö-det. Detta delvis för att utöka arbetets omfattning men även på grund av det behovav effektivisering som identifierades i det nuvarande flödet. I efterhand var det ettlyckosamt beslut med hänsyn till att flödet kunnat effektiviserats avsevärt, någotsom uppskattats av fallföretaget. Framförallt berörde effektiviseringen att slöseri-er kunde elimineras och dessutom bidrog värdeflödesanalysen med att aktiviteterkunde slås ihop och förenklas.
Det som framförallt stärkt studiens trovärdighet är den referensgrupp som funnitstillgänglig på Scania. Kontinuerliga veckomöten med produktionstekniker och lo-gistikutvecklare har säkerställt tillförlitligheten av den data som använts. Dessutomhar blandningen av medlemmar i referensgruppen bidragit till att studien fått ettbrett fokus vid utformandet av det framtida flödet. Vi har personligen upplevt re-ferensgruppen som den största framgångsfaktorn till slutresultatet. Huvudsakligendå eventuella felaktiga antaganden presenterats fortlöpande under projektets gång,något som därför kunnat åtgärdas i tid efter feedback från referensgruppen. Medstörsta sannolikhet hade resultatet inte kunnat uppnås utan de kontinuerliga möte-na då stor tid annars behövt avläggas till korrigering av de felaktiga antagandenavid simuleringar och framtagande av layoutkoncept. Ett arbetssätt som inte hadevarit värdeskapande för någon av parterna.
Simulering ansågs tidigt i projektet som den mest lämpliga metoden för att beräk-na lagerstorlekar samt antalet läckagetestningar och Q-gates med hänsyn till denframtida produktionstakten. Bristande för simuleringen är antagandet att alla ba-kaxlar tillhör samma produktgrupp. I verkligheten finns flertalet olika artiklar ochskulle därför också inkluderats i simuleringsmodellen för att skapa en fullständigträttvis bild av verkligheten. Grunden till beslutet att bortse från artikelvariationen isimuleringen berodde delvis på tidsbegränsningen av studien och att data inte fannstillgänglig hos Scania. Vidare är metoden simulering med tillhörande data från Sca-nia något som styrker validiteten och reliabiliteten för studien. Simulering är ettallmänt känt verktyg för att illustrera realistiska flöden med verklig data. Program-varan ExtendSim har använts för att det både är det som används på Scania samtatt det är simuleringsprogrammet som tillämpas i kurser på Luleå Tekniska Uni-versitet. Kombinationen har bidragit till en hög trovärdighet i simuleringsmodellendå god stöttning erhållits från anställda på Scania och att författarna redan besattgrundläggande kunskaper av programmet.
Värdeflödesanalys och framtagning av layoutkoncept i AutoCAD var metoder somanvändes som ett komplement för att uppnå syftet med studien. Tillförlitligheten avvärdeflödesanalysen stärks främst genom de dagliga observationer som utfördes iverksamheten och den stora mängd data som fanns tillgänglig rörande flödet hos

Kapitel 6. Diskussion 39
Scania. Dessutom är värdeflödesanalys ett verktyg som båda författarna har godkännedom av sedan tidigare. Däremot var skapandet av layoutkoncept i AutoCADen större utmaning med hänsyn till den tidigare erfarenheten av programmet. Pro-grammet valdes ändå då det är primära verktyget hos Scania för att ta fram fram-tida layoutkoncept och framförallt för att de visualiserar sina nuvarande layouteri programmet. Detta medförde att författarna kunde utgå från de nuvarande lay-outerna med specifika mått vid konstruerandet av framtida layouter. Fördelen medprogrammet är dess användarvänlighet och att måtten visar specifikt placering avstationer och lager på fabriksytan. Detta vägde därför tyngre än bristen på erfaren-het och således valdes därför ändå programmet AutoCAD.
Resultatet som helhet är givande för Scania och är direkt tillämpbart i deras verk-samhet. Styrkan med studien är därför främst hur verklighetsbaserad studien är förScania då den data som används vid simuleringar, värdeflödesanalys och AutoCADär hämtad inom deras verksamhet. Svagheten är således generaliserbarheten medstudien då alla tre metoder applicerades direkt på slutflödet hos Scania i Luleå. Där-emot hade som tidigare nämnt samma tillvägagångsätt varit applicerbart på andratillverkande organisationer som vill uppnå samma syfte, vilket stärker studiens ge-neraliserbarhet.
6.1 Förslag till framtida studier
Under arbetets gång identifierades flertalet förbättringsområden som var utanförexamensarbetets omfång, men som hade en direkt påverkan på området. Scania börfrämst undersöka vilka åtgärder som måste utföras för att kunna reducera batch-storlekar. Huvudsakligen då det var det enda kvarvarande slöseriet i slutflödet somdenna studie inte kunde åtgärda. Skulle en implementation av lägre batchstorlekarvara genomförbart, innebär det att alla operationer genom hela flödet avlastas dåfärre produkter behöver bearbetas och hanteras. Vidare kan sekvenslagret optime-ras för optimal placering av bakaxlar. Framförallt bör då fokus vara att undersökahur bakaxlar ska placeras för att de ska komma ut med hög sekvensriktighet. Detinnebär i praktiken att sekvenspackningen kan arbeta obehindrat, vilket bidrar tillett effektivare och jämnare flöde.
En annan viktig framgångsfaktor är att inneha ett välfungerande informationssy-stem för det nya konceptet, som möjliggör dokumentation av lagersaldo, sekvens-riktighet samt artikelflora. Det innebär att man kan följa upp hur det framtida kon-ceptet och dess lagersystem fungerar genom att införa mätetal som ger en tydligindikation av dess prestanda. Slutligen kan en mer omfattande simulering utföras,där fler parametrar undersöks. En sådan simulering skulle bidra till att öka kunska-pen för det nya konceptet, och upptäcka eventuella brister och förbättringar.

40
LitteraturBahrin, M. A. K., Othman, M. F., Azli, N. N. & Talib, M. F. (2016). Industry 4.0: A
review on industrial automation and robotic. Jurnal Teknologi, 78(6-13), 137–143.
Banks, J. (1998). Handbook of simulation: Principles, methodology, advances, applications,and practice. John Wiley & Sons.
Bicheno, J., Anhede, P., Hillberg, J. & Howard, M. L. (2011). Ny verktygslåda för lean:För snabbt och flexibelt flöde. Revere.
Detty, R. B. & Yingling, J. C. (2000). Quantifying benefits of conversion to lean manu-facturing with discrete event simulation: A case study. International Journal ofProduction Research, 38(2), 429–445.
Diamond, B., Krahl, D., Nastasi, A. & Tag, P. (2010). Extendsim advanced techolo-gy: Integrated simulation database, I Proceedings of the 2010 winter simulationconference. IEEE.
Ehrenberg, I., Floerkemeier, C. & Sarma, S. (2007). Inventory management with anrfid-equipped mobile robot, I 2007 ieee international conference on automationscience and engineering. IEEE.
Eisenhardt, K. M., Furr, N. R. & Bingham, C. B. (2010). Crossroads—microfoundationsof performance: Balancing efficiency and flexibility in dynamic environments.Organization science, 21(6), 1263–1273.
Frohlich, M. T. & Westbrook, R. (2001). Arcs of integration: An international study ofsupply chain strategies. Journal of operations management, 19(2), 185–200.
Graves, S. C. & Willems, S. P. (2003). Supply chain design: Safety stock placement andsupply chain configuration. Handbooks in operations research and managementscience, 11, 95–132.
Hompel, M. & Schmidt, T. (2007). Warehouse management: Automation and organisationof warehouse and order picking systems. Springer Science & Business Media.
Jonsson & Matsson. (2016). Logistik: Läran om effektiva materialflöden. Lund: Student-litteratur.
Krahl, D. (2008). Extendsim 7, I 2008 winter simulation conference. IEEE.
Landscheidt, S. & Kans, M. (2016). Automation practices in wood product industries:Lessons learned, current practices and future perspectives, I The 7th swedishproduction symposium sps, 25-27 october, 2016, lund, sweden. Lund University.
Liker, J. K., Erkelius, L. & Hallberg, J. (2009). The toyota way: Lean för världsklass. Liber.
McFarlane, D. & Sheffi, Y. (2003). The impact of automatic identification on supply chainoperations. University of Cambridge, Department of Engineering.
McGinnis, M. A., Kohn, J. W. & Spillan, J. E. (2010). A longitudinal study of logisticsstrategy: 1990–2008. Journal of Business Logistics, 31(1), 217–235.
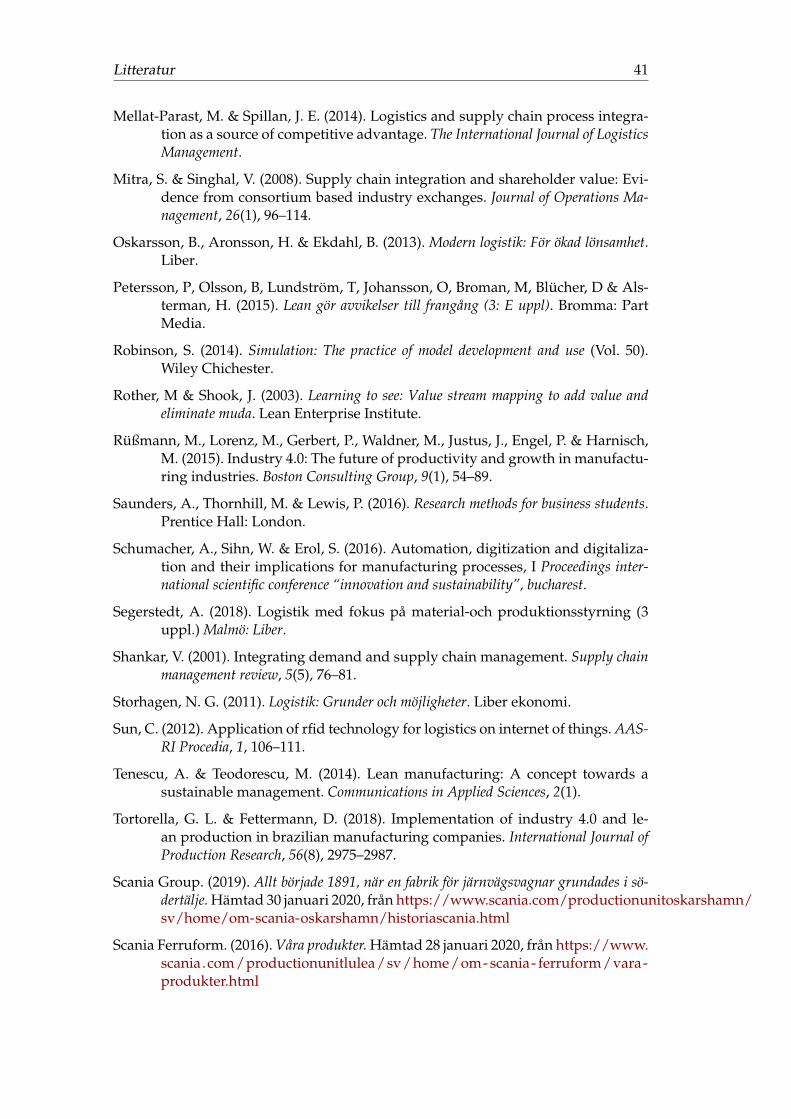
Litteratur 41
Mellat-Parast, M. & Spillan, J. E. (2014). Logistics and supply chain process integra-tion as a source of competitive advantage. The International Journal of LogisticsManagement.
Mitra, S. & Singhal, V. (2008). Supply chain integration and shareholder value: Evi-dence from consortium based industry exchanges. Journal of Operations Ma-nagement, 26(1), 96–114.
Oskarsson, B., Aronsson, H. & Ekdahl, B. (2013). Modern logistik: För ökad lönsamhet.Liber.
Petersson, P, Olsson, B, Lundström, T, Johansson, O, Broman, M, Blücher, D & Als-terman, H. (2015). Lean gör avvikelser till frangång (3: E uppl). Bromma: PartMedia.
Robinson, S. (2014). Simulation: The practice of model development and use (Vol. 50).Wiley Chichester.
Rother, M & Shook, J. (2003). Learning to see: Value stream mapping to add value andeliminate muda. Lean Enterprise Institute.
Rüßmann, M., Lorenz, M., Gerbert, P., Waldner, M., Justus, J., Engel, P. & Harnisch,M. (2015). Industry 4.0: The future of productivity and growth in manufactu-ring industries. Boston Consulting Group, 9(1), 54–89.
Saunders, A., Thornhill, M. & Lewis, P. (2016). Research methods for business students.Prentice Hall: London.
Schumacher, A., Sihn, W. & Erol, S. (2016). Automation, digitization and digitaliza-tion and their implications for manufacturing processes, I Proceedings inter-national scientific conference “innovation and sustainability”, bucharest.
Segerstedt, A. (2018). Logistik med fokus på material-och produktionsstyrning (3uppl.) Malmö: Liber.
Shankar, V. (2001). Integrating demand and supply chain management. Supply chainmanagement review, 5(5), 76–81.
Storhagen, N. G. (2011). Logistik: Grunder och möjligheter. Liber ekonomi.
Sun, C. (2012). Application of rfid technology for logistics on internet of things. AAS-RI Procedia, 1, 106–111.
Tenescu, A. & Teodorescu, M. (2014). Lean manufacturing: A concept towards asustainable management. Communications in Applied Sciences, 2(1).
Tortorella, G. L. & Fettermann, D. (2018). Implementation of industry 4.0 and le-an production in brazilian manufacturing companies. International Journal ofProduction Research, 56(8), 2975–2987.
Scania Group. (2019). Allt började 1891, när en fabrik för järnvägsvagnar grundades i sö-dertälje. Hämtad 30 januari 2020, från https://www.scania.com/productionunitoskarshamn/sv/home/om-scania-oskarshamn/historiascania.html
Scania Ferruform. (2016). Våra produkter. Hämtad 28 januari 2020, från https://www.scania.com/productionunitlulea/sv/home/om- scania- ferruform/vara-produkter.html
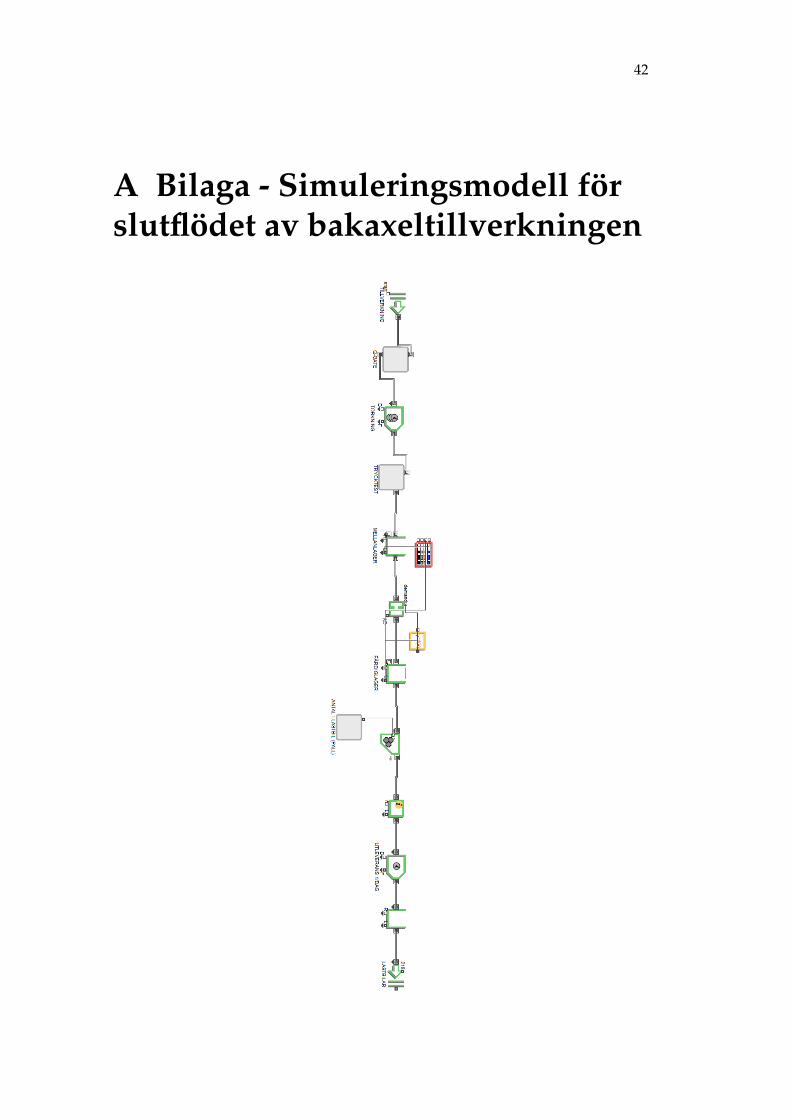
42
A Bilaga - Simuleringsmodell förslutflödet av bakaxeltillverkningen
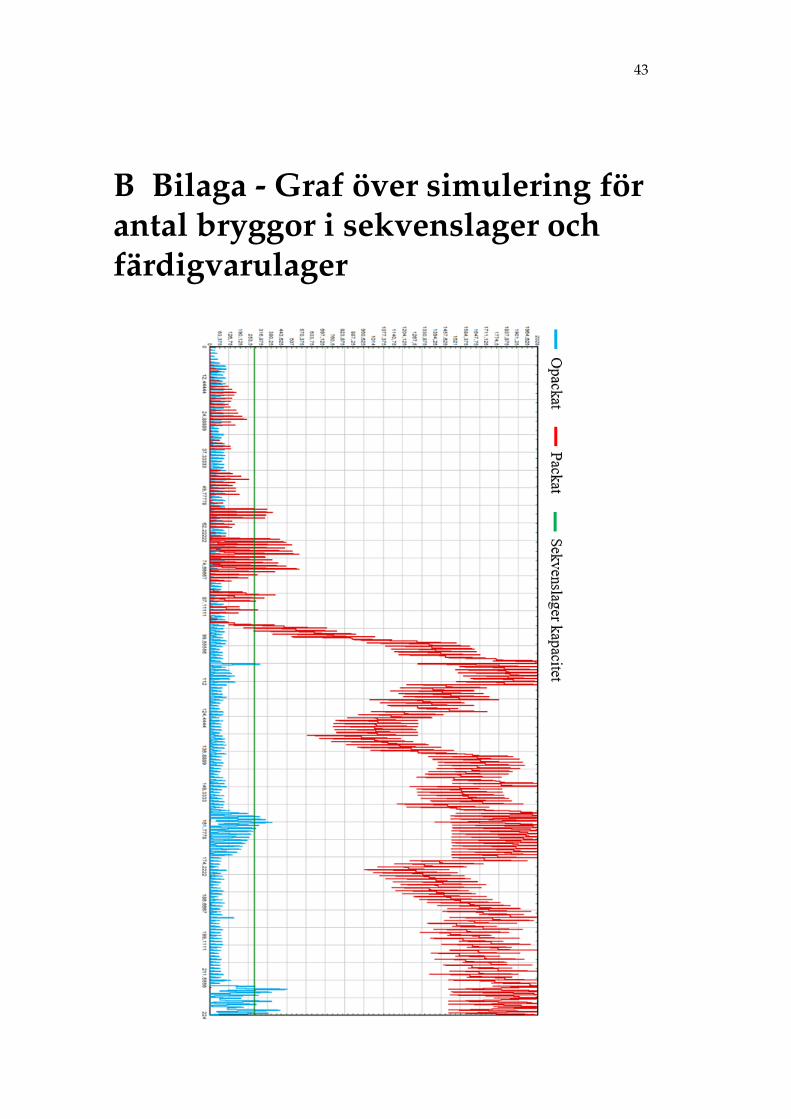
43
B Bilaga - Graf över simulering förantal bryggor i sekvenslager ochfärdigvarulager
44
C Bilaga - Layoutkoncept

45
D Bilaga - Intervjuer
ID Befattning
1 Projektledare
2 Produktionsplanerare
3 Planeringschef
4 Logistikutvecklare
5 Logistikutvecklare
6 Logistikchef
7 Produktionstekniker
8 Produktionstekniker
9 Produktionstekniker
10 Truckförare
11 Operatör
12 Operatör
13 Skyddsombud