Embed Size (px)
DESCRIPTION
MECANICA DE PRODUCCION
Citation preview
0
EL TORNO
I.S.T.P JOSE CARLOS MARIATEGUI
MAQUINAS CONVENSIONAL
ALUMNO:EFRAIN JUAN PILCO MAMANI
DOCENTE:UBERLI DOROTEO SALAS ROMERO
[ S e l e c c i o n e l a f e c h a ]
DEFINICION DEL TORNO Y PROFUNDICIACION DE TORNO VERTICAL
DEFINICION DE QUÉ ES EL TORNO
El torno es una máquina compuesta por un cilindro que gira alrededor de su eje por la acción de ruedas o palancas, y que actúa sobre la resistencia a través de una cuerda que se va enrollando en el cilindro.
En 1833, Joseph Whitworth se instaló por su cuenta en Mánchester. Sus diseños y
realizaciones influyeron de manera fundamental en otros fabricantes de la época. En 1839
patentó un torno paralelo para cilindrar y roscar con bancada de guías planas y carro
transversal automático, que tuvo una gran aceptación. Dos tornos que llevan incorporados
elementos de sus patentes se conservan en la actualidad. Uno de ellos, construido en 1843,
se conserva en el Science Museum de Londres. El otro, construido en 1850, se conserva en
elBirmingham Museum.
Fue J.G. Bodmer quien en 1839 tuvo la idea de construir tornos verticales. A finales del siglo
XIX, este tipo de tornos eran fabricados en distintos tamaños y pesos. El diseño y patente en
1890 de la caja de Norton, incorporada a los tornos paralelos, dio solución al cambio manual
de engranajes para fijar los pasos de las piezas a roscar.3
Introducción del Control Numérico
Torno moderno de control numérico.
El torno de control numérico es un ejemplo de automatización programable. Se diseñó para
adaptar las variaciones en la configuración de los productos. Su principal aplicación se centra
en volúmenes de producción medios de piezas sencillas y en volúmenes de producción
medios y bajos de piezas complejas. Uno de los ejemplos más importantes de automatización
programable es el control numérico en la fabricación de partes metálicas. El control numérico
(CN) es una forma de automatización programable en la cual el equipo de procesado se
controla a través de números, letras y otros símbolos. Estos números, letras y símbolos están
1
codificados en un formato apropiado para definir un programa de instrucciones para
desarrollar una tarea concreta. Cuando la tarea en cuestión cambia, se cambia el programa de
instrucciones. La capacidad de cambiar el programa hace que el CN sea apropiado para
volúmenes de producción bajos o medios, dado que es más fácil escribir nuevos programas
que realizar cambios en los equipos de procesado.
El primer desarrollo en el área del control numérico lo realizó el inventor norteamericano John
T. Parsons (Detroit 1913-2007), junto con su empleado Frank L. Stulen, en la década de 1940.
El concepto de control numérico implicaba el uso de datos en un sistema de referencia para
definir las superficies de contorno de las hélices de un helicóptero.
Tipos de tornos
Actualmente se utilizan en la industria del mecanizado varios tipos de tornos, cuya aplicación
depende de la cantidad de piezas a mecanizar por serie, de la complejidad de las piezas y de
la dureza de las piezas.
Torno paralelo
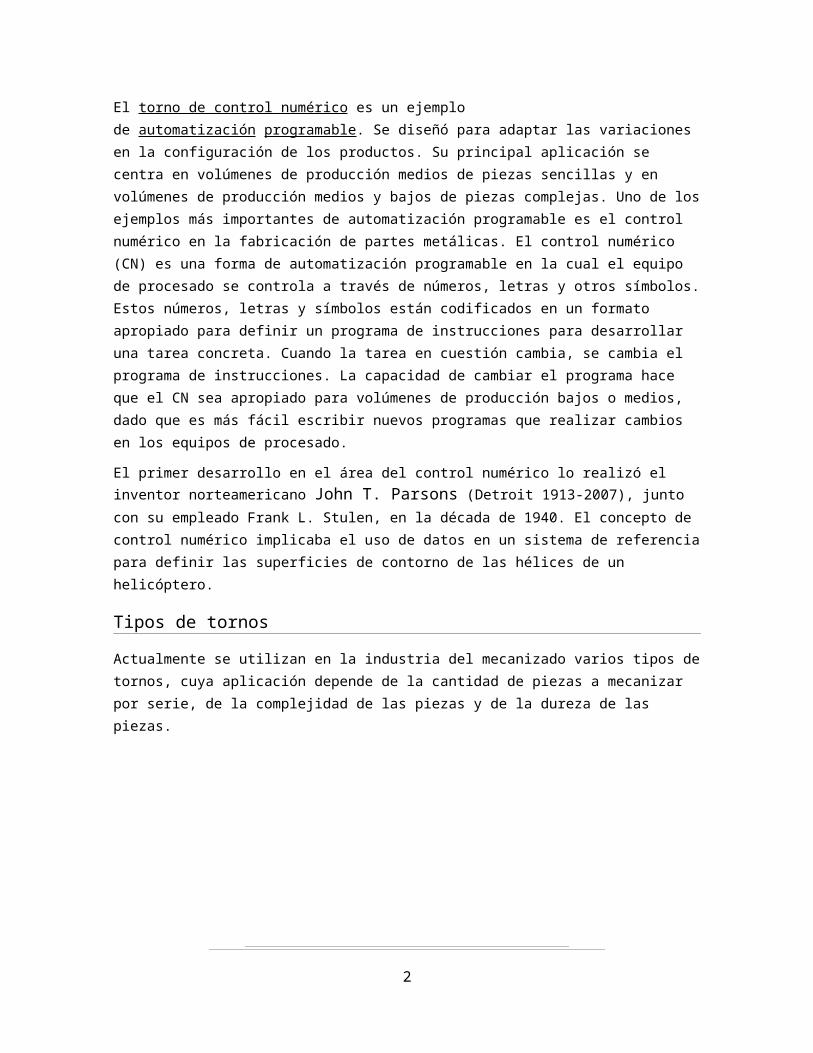
Caja de velocidades y avances de un torno paralelo.
El torno paralelo o mecánico es el tipo de torno que evolucionó partiendo de los tornos
antiguos cuando se le fueron incorporando nuevos equipamientos que lograron convertirlo en
una de las máquinas herramientas más importante que han existido. Sin embargo, en la
actualidad este tipo de torno está quedando relegado a realizar tareas poco importantes, a
utilizarse en los talleres de aprendices y en los talleres de mantenimiento para realizar
trabajos puntuales o especiales.
Para la fabricación en serie y de precisión han sido sustituidos por tornos copiadores, revólver,
automáticos y de CNC. Para manejar bien estos tornos se requiere la pericia
de profesionales muy bien calificados, ya que el manejo manual de sus carros puede
ocasionar errores a menudo en la geometría de las piezas torneadas
2
Torno copiador
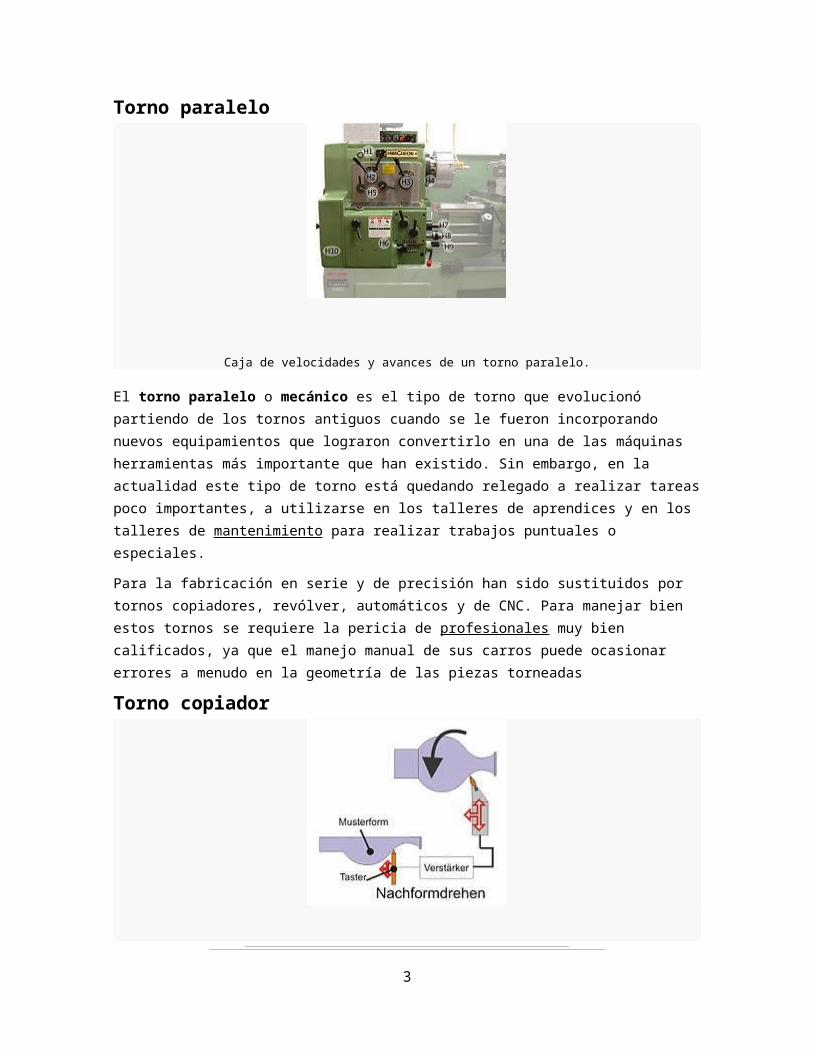
Esquema funcional de torno copiador.
Se llama torno copiador a un tipo de torno que operando con un dispositivo hidráulico y
electrónico permite el torneado de piezas de acuerdo a las características de la misma
siguiendo el perfil de una plantilla que reproduce una replica igual a la guía.
Este tipo de tornos se utiliza para el torneado de aquellas piezas que tienen diferentes
escalones de diámetros, que han sido previamente forjadas o fundidas y que tienen poco
material excedente. También son muy utilizados estos tornos en el trabajo de la madera y
del mármol artístico para dar forma a las columnas embellecedoras. La preparación para el
mecanizado en un torno copiador es muy sencilla y rápida y por eso estas máquinas son muy
útiles para mecanizar lotes o series de piezas que no sean muy grandes.
Las condiciones tecnológicas del mecanizado son comunes a las de los demás tornos,
solamente hay que prever una herramienta que permita bien la evacuación de la viruta y un
sistema de lubricación y refrigeración eficaz del filo de corte de las herramientas mediante
abundante aceite de corte o taladrina.
Torno revólver
3
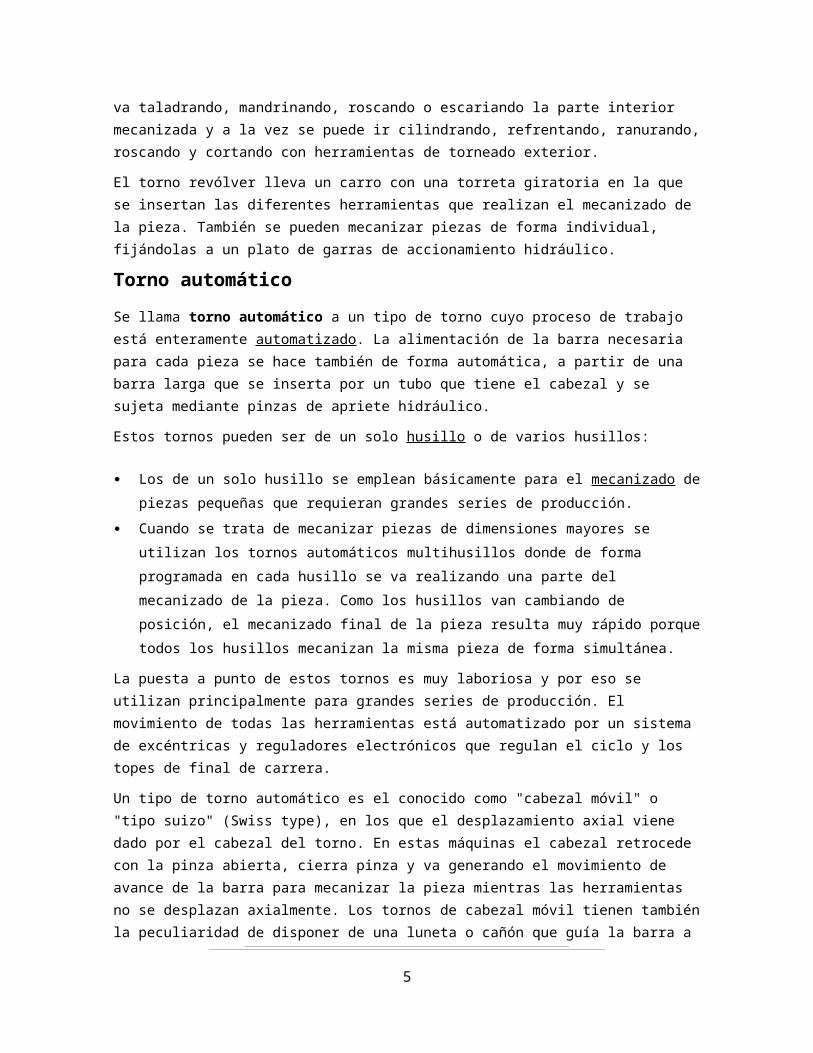
Operaria manejando un torno revólver.
El torno revólver es una variedad de torno diseñado para mecanizar piezas sobre las que
sea posible el trabajo simultáneo de varias herramientas con el fin de disminuir el tiempo total
de mecanizado. Las piezas que presentan esa condición son aquellas que, partiendo de
barras, tienen una forma final de casquillo o similar. Una vez que la barra queda bien sujeta
mediante pinzas o con un plato de garras, se va taladrando, mandrinando, roscando o
escariando la parte interior mecanizada y a la vez se puede ir cilindrando, refrentando,
ranurando, roscando y cortando con herramientas de torneado exterior.
El torno revólver lleva un carro con una torreta giratoria en la que se insertan las diferentes
herramientas que realizan el mecanizado de la pieza. También se pueden mecanizar piezas
de forma individual, fijándolas a un plato de garras de accionamiento hidráulico.
Torno automático
Se llama torno automático a un tipo de torno cuyo proceso de trabajo está
enteramente automatizado. La alimentación de la barra necesaria para cada pieza se hace
también de forma automática, a partir de una barra larga que se inserta por un tubo que tiene
el cabezal y se sujeta mediante pinzas de apriete hidráulico.
Estos tornos pueden ser de un solo husillo o de varios husillos:
Los de un solo husillo se emplean básicamente para el mecanizado de piezas pequeñas
que requieran grandes series de producción.
Cuando se trata de mecanizar piezas de dimensiones mayores se utilizan los tornos
automáticos multihusillos donde de forma programada en cada husillo se va realizando
una parte del mecanizado de la pieza. Como los husillos van cambiando de posición, el
mecanizado final de la pieza resulta muy rápido porque todos los husillos mecanizan la
misma pieza de forma simultánea.
La puesta a punto de estos tornos es muy laboriosa y por eso se utilizan principalmente para
grandes series de producción. El movimiento de todas las herramientas está automatizado por
un sistema de excéntricas y reguladores electrónicos que regulan el ciclo y los topes de final
de carrera.
Un tipo de torno automático es el conocido como "cabezal móvil" o "tipo suizo" (Swiss type),
en los que el desplazamiento axial viene dado por el cabezal del torno. En estas máquinas el
cabezal retrocede con la pinza abierta, cierra pinza y va generando el movimiento de avance
de la barra para mecanizar la pieza mientras las herramientas no se desplazan axialmente.
Los tornos de cabezal móvil tienen también la peculiaridad de disponer de una luneta o cañón
que guía la barra a la misma altura de las herramientas. Por este motivo es capaz de
4
mecanizar piezas de gran longitud en comparación a su diámetro. El rango de diámetros de
un torno de cabezal móvil llega actualmente a los 38 milímetros de diámetro de barra, aunque
suelen ser máquinas de diámetros menores. Este tipo de tornos pueden funcionar con levas o
CNC y son capaces de trabajar con tolerancias muy estrechas.
Torno vertical
Torno vertical.
El torno vertical es una variedad de torno, de eje vertical, diseñado para mecanizar piezas de
gran tamaño, que van sujetas al plato de garras u otros operadores y que por sus dimensiones
o peso harían difícil su fijación en un torno horizontal.
Los tornos verticales no tienen contrapunto sino que el único punto de sujeción de las piezas
es el plato horizontal sobre el cual van apoyadas. La manipulación de las piezas para fijarlas
en el plato se hace mediante grúas de puente o polipastos.
Torno CNC
Torno CNC.
El torno CNC es un torno dirigido por control numérico por computadora.
Ofrece una gran capacidad de producción y precisión en el mecanizado por su estructura
funcional y porque la trayectoria de la herramienta de torneado es controlada por
un ordenador que lleva incorporado, el cual procesa las órdenes de ejecución contenidas en
5

un software que previamente ha confeccionado un programador conocedor de la tecnología
de mecanizado en torno. Es una máquina que resulta rentable para el mecanizado de grandes
series de piezas sencillas, sobre todo piezas de revolución, y permite mecanizar con precisión
superficies curvas coordinando los movimientos axial y radial para el avance de la
herramienta.
Estructura del torno
Torno paralelo en funcionamiento.
El torno tiene cinco componentes principales:
Bancada: sirve de soporte para las otras unidades del torno. En su parte superior lleva
unas guías por las que se desplaza el cabezal móvil o contrapunto y el carro principal.
Cabezal fijo: contiene los engranajes o poleas que impulsan la pieza de trabajo y las
unidades de avance. Incluye el motor, el husillo, el selector de velocidad, el selector de
unidad de avance y el selector de sentido de avance. Además sirve para soporte y
rotación de la pieza de trabajo que se apoya en el husillo.
6

Contrapunto: el contrapunto es el elemento que se utiliza para servir de apoyo y poder
colocar las piezas que son torneadas entre puntos, así como otros elementos tales como
porta brocas o brocas para hacer taladros en el centro de los ejes. Este contrapunto
puede moverse y fijarse en diversas posiciones a lo largo de la bancada.
Carro portátil: consta del carro principal, que produce los movimientos de la herramienta
en dirección axial; y del carro transversal, que se desliza transversalmente sobre el carro
principal en dirección radial. En los tornos paralelos hay además un carro superior
orientable, formado a su vez por tres piezas: la base, el charriot y la torreta
portaherramientas. Su base está apoyada sobre una plataforma giratoria para orientarlo
en cualquier dirección.
Cabezal giratorio o chuck: su función consiste en sujetar la pieza a mecanizar. Hay
varios tipos, como el chuck independiente de cuatro mordazas o el universal,
mayoritariamente empleado en el taller mecánico, al igual que hay chucks magnéticos y
de seis mordazas.
Equipo auxiliar
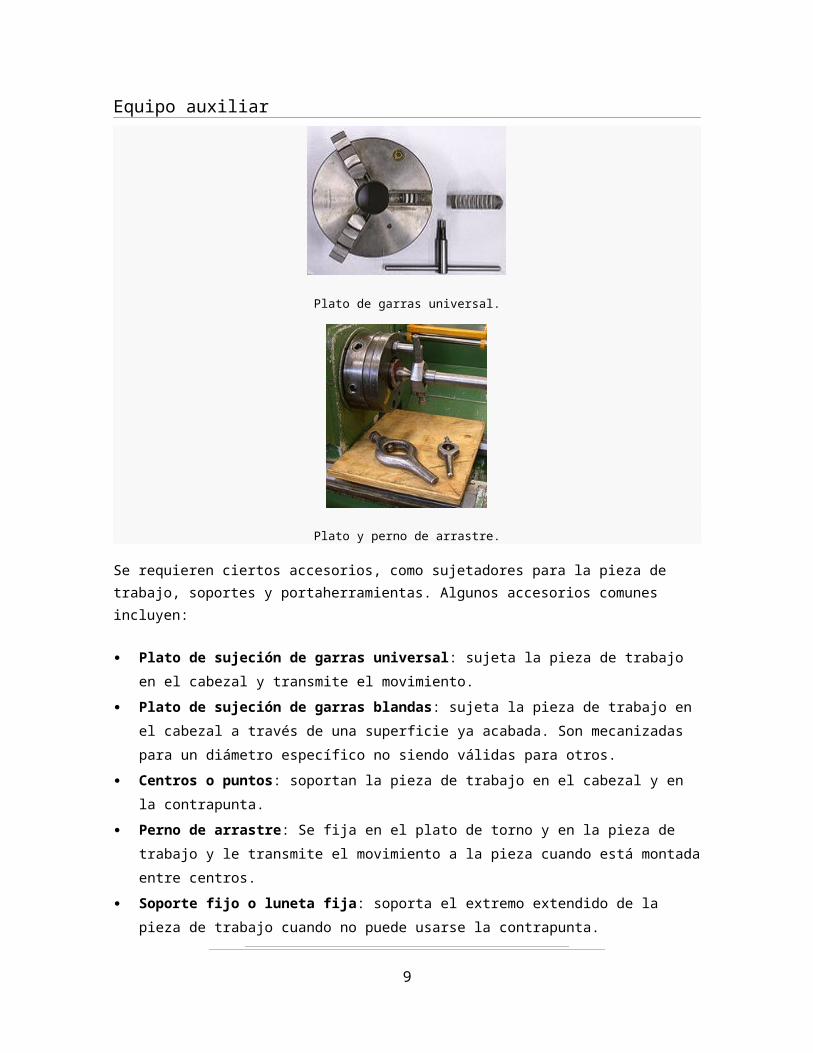
Plato de garras universal.
Plato y perno de arrastre.
7
Se requieren ciertos accesorios, como sujetadores para la pieza de trabajo, soportes y
portaherramientas. Algunos accesorios comunes incluyen:
Plato de sujeción de garras universal: sujeta la pieza de trabajo en el cabezal y
transmite el movimiento.
Plato de sujeción de garras blandas: sujeta la pieza de trabajo en el cabezal a través de
una superficie ya acabada. Son mecanizadas para un diámetro específico no siendo
válidas para otros.
Centros o puntos: soportan la pieza de trabajo en el cabezal y en la contrapunta.
Perno de arrastre: Se fija en el plato de torno y en la pieza de trabajo y le transmite el
movimiento a la pieza cuando está montada entre centros.
Soporte fijo o luneta fija: soporta el extremo extendido de la pieza de trabajo cuando no
puede usarse la contrapunta.
Soporte móvil o luneta móvil: se monta en el carro y permite soportar piezas de trabajo
largas cerca del punto de corte.
Torreta portaherramientas con alineación múltiple.
Plato de arrastre :para amarrar piezas de difícil sujeción.
Plato de garras independientes : tiene 4 garras que actúan de forma independiente unas
de otras.
Especificaciones técnicas de los tornos
Principales especificaciones técnicas de los tornos convencionales:6
Capacidad
Altura entre puntos;
distancia entre puntos;
diámetro admitido sobre bancada;
diámetro admitido sobre escote;
diámetro admitido sobre carro transversal;
ancho de la bancada;
longitud del escote delante del plato liso.
Cabezal fijo
Diámetro del agujero del husillo principal;
nariz del husillo principal;
8
cono Morse del husillo principal;
gama de velocidades del cabezal (habitualmente en rpm);
número de velocidades.
Carros
Recorrido del carro transversal;
recorrido del charriot o carro superior;
dimensiones máximas de la herramienta,
gama de avances longitudinales;
gama de avances transversales.
recorrido del avance automático (carro longitudinal)
recorrido del avance automático (carro transversal)
Roscado
Gama de pasos métricos;
gama de pasos Witworth;
gama de pasos modulares;
gama de pasos Diametral Pitch;
paso del husillo patrón.
Cabezal móvil
El cabezal móvil está compuesto por dos piezas, que en general son de fundición. Una de
ellas, el soporte, se apoya sobre las guías principales del torno, sobre las que se puede fijar o
trasladar desde el extremo opuesto al cabezal. La otra pieza se ubica sobre la anterior y tiene
un husillo que se acciona con una manivela para el desplazamiento longitudinal
del contrapunto, encajándolo con la presión adecuada en un agujero cónico ciego,
denominado punto de centrado, practicado sobre el extremo de la pieza opuesto al cabezal
fijo.7
Motores
Potencia del motor principal (habitualmente en kW);
potencia de la motobomba de refrigerante (en kW).
9
Lunetas
No todos los tipos de tornos tienen las mismas especificaciones técnicas. Por ejemplo los
tornos verticales no tienen contrapunto y solo se mecanizan las piezas sujetas al aire. El
roscado a máquina con Caja Norton solo lo tienen los tornos paralelos.
Movimientos de trabajo en la operación de torneado
Movimiento de corte: por lo general se imparte a la pieza que gira rotacionalmente sobre su eje principal. Este movimiento lo imprime un motor eléctrico que transmite su giro al husillo principal mediante un sistema de poleas o engranajes. El husillo principal tiene acoplado a su extremo distintos sistemas de sujeción (platos de garras, pinzas, mandrinos auxiliares u otros), los cuales sujetan la pieza a mecanizar. Los tornos tradicionales tienen una gama fija de velocidades de giro, sin embargo los tornos modernos de Control Numérico la velocidad de giro del cabezal es variable y programable y se adapta a las condiciones óptimas que el mecanizado permite.
Movimiento de avance: es el movimiento de la herramienta de corte en la dirección del
eje de la pieza que se está trabajando. En combinación con el giro impartido al husillo,
determina el espacio recorrido por la herramienta por cada vuelta que da la pieza. Este
movimiento también puede no ser paralelo al eje, produciéndose así conos. En ese caso
se gira el carro charriot, ajustando en una escala graduada el ángulo requerido, que será
la mitad de la conicidad deseada. Los tornos convencionales tiene una gama fija de
avances, mientras que los tornos de Control Numérico los avances son programables de
acuerdo a las condiciones óptimas de mecanizado y los desplazamientos en vacío se
realizan a gran velocidad.
Profundidad de pasada : movimiento de la herramienta de corte que determina la
profundidad de material arrancado en cada pasada. La cantidad de material factible de ser
arrancada depende del perfil del útil de corte usado, el tipo de material mecanizado,
la velocidad de corte, potencia de la máquina, avance, etc.
Nonios de los carros: para regular el trabajo de torneado los carros del torno llevan
incorporado unos nonios en forma de tambor graduado, donde cada división indica el
desplazamiento que tiene el carro, ya sea el longitudinal, el transversal o el charriot. La
medida se va conformando de forma manual por el operador de la máquina por lo que se
requiere que sea una persona muy experta quien lo manipule si se trata de conseguir
dimensiones con tolerancias muy estrechas. Los tornos de control numérico ya no llevan
nonios sino que las dimensiones de la pieza se introducen en el programa y estas se
consiguen automáticamente.
10
Operaciones de torneado
Cilindrado
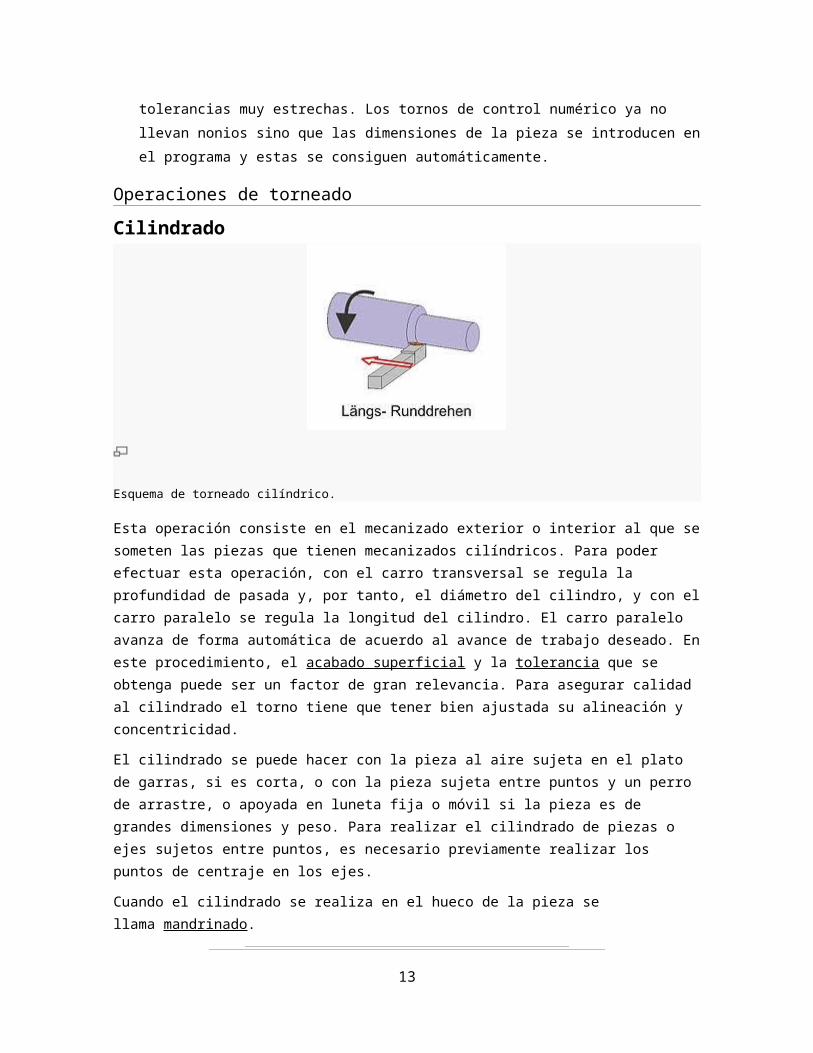
Esquema de torneado cilíndrico.
Esta operación consiste en el mecanizado exterior o interior al que se someten las piezas que
tienen mecanizados cilíndricos. Para poder efectuar esta operación, con el carro transversal
se regula la profundidad de pasada y, por tanto, el diámetro del cilindro, y con el carro paralelo
se regula la longitud del cilindro. El carro paralelo avanza de forma automática de acuerdo al
avance de trabajo deseado. En este procedimiento, el acabado superficial y la tolerancia que
se obtenga puede ser un factor de gran relevancia. Para asegurar calidad al cilindrado el torno
tiene que tener bien ajustada su alineación y concentricidad.
El cilindrado se puede hacer con la pieza al aire sujeta en el plato de garras, si es corta, o con
la pieza sujeta entre puntos y un perro de arrastre, o apoyada en luneta fija o móvil si la pieza
es de grandes dimensiones y peso. Para realizar el cilindrado de piezas o ejes sujetos entre
puntos, es necesario previamente realizar los puntos de centraje en los ejes.
Cuando el cilindrado se realiza en el hueco de la pieza se llama mandrinado.
--------------------------------------------------------------------------------------------------------------------------------------------------------
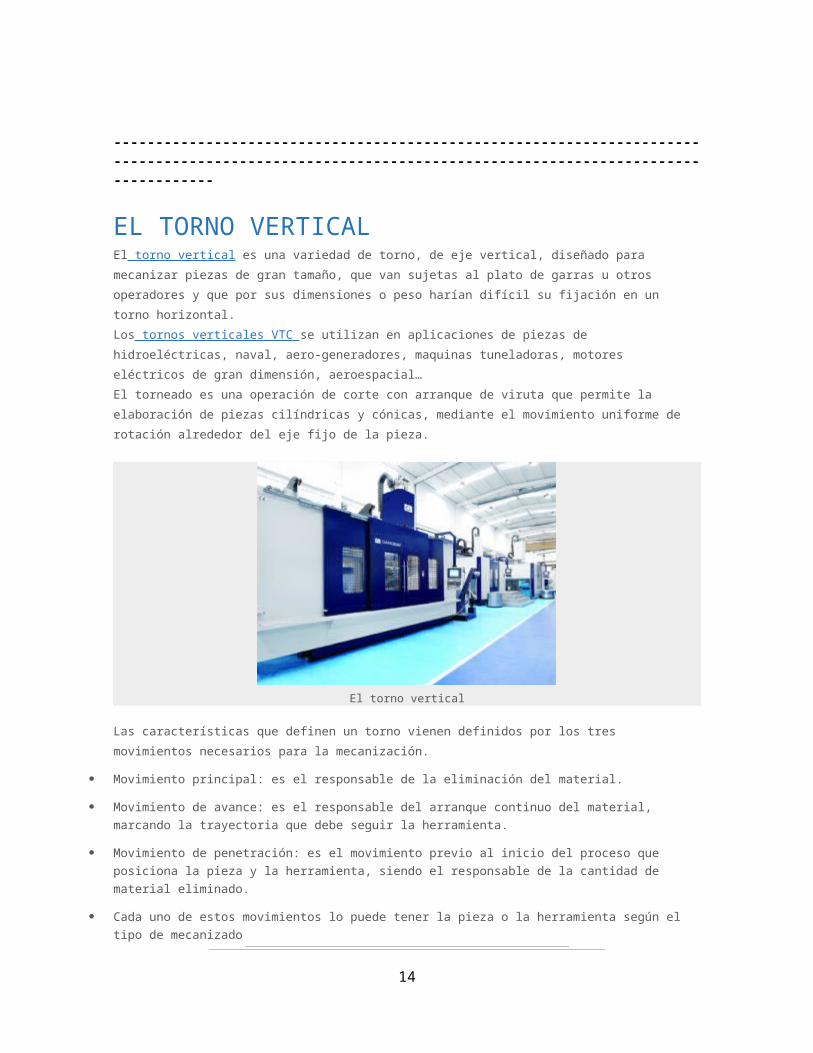
EL TORNO VERTICALEl torno vertical es una variedad de torno, de eje vertical, diseñado para mecanizar piezas de gran tamaño, que van sujetas al plato de
garras u otros operadores y que por sus dimensiones o peso harían difícil su fijación en un torno horizontal.
Los tornos verticales VTC se utilizan en aplicaciones de piezas de hidroeléctricas, naval, aero-generadores, maquinas tuneladoras,
motores eléctricos de gran dimensión, aeroespacial…
El torneado es una operación de corte con arranque de viruta que permite la elaboración de piezas cilíndricas y cónicas, mediante el
movimiento uniforme de rotación alrededor del eje fijo de la pieza.
11
El torno vertical
Las características que definen un torno vienen definidos por los tres movimientos necesarios para la mecanización.
Movimiento principal: es el responsable de la eliminación del material.
Movimiento de avance: es el responsable del arranque continuo del material, marcando la trayectoria que debe seguir la herramienta.
Movimiento de penetración: es el movimiento previo al inicio del proceso que posiciona la pieza y la herramienta, siendo el
responsable de la cantidad de material eliminado.
Cada uno de estos movimientos lo puede tener la pieza o la herramienta según el tipo de mecanizado
En el proceso de mecanizado por arranque ó cortado de material con una herramienta da lugar a un desperdicio o viruta. La
herramienta consta, generalmente, de uno o varios filos o cuchillas que separan la viruta de la pieza en cada pasada. En el
mecanizado por arranque de viruta se dan procesos de desbaste (eliminación de mucho material con poca precisión, proceso
intermedio) y de acabado (eliminación de poco material con mucha precisión, proceso final cuyo objetivo es el de dar el acabado
superficial que se requiere a las distintas superficies de la pieza). Sin embargo tiene una limitación física: no se puede eliminar todo el
material que se quiera porque llega un momento en que el esfuerzo para apretar la herramienta contra la pieza es tan dedil que la
herramienta no penetra y no se llega a extraer viruta.
Torno vertical
El torno vertical es una variedad de torno diseñado para mecanizar piezas de gran tamaño, que van sujetas al plato de garras u otros operadores, y que por sus dimensiones o peso harían difícil su fijación en un torno horizontal. Los tornos verticales tienen el eje dispuesto verticalmente y el plato giratorio sobre un plano horizontal, lo que facilita el montaje de las piezas voluminosas y pesadas. Es pues el tamaño lo que identifica a estas máquinas, permitiendo el mecanizado integral de piezas de gran tamaño. Actualmente la mayoría de tornos verticales que se construyen van guiados por control numérico por computadora(CNC) y actúan siguiendo las instrucciones de mecanizado contenidas en un software previamente realizado por un programador conocedor de la tecnología del torneado. En los tornos verticales no se pueden mecanizar ejes que vayan fijados entre puntos, porque carecen de contrapunto, así que solamente se mecanizan aquellas piezas que van sujetas al aire con un plato de garras adecuado u otros sistemas de fijación en el plato. La manipulación de las piezas para fijarlas en el plato se hace mediante grúas de puente o polipastos. Las condiciones tecnológicas del mecanizados en las mismas que las de un torno normal.
12
Elección de las herramientas para torneado
En los tornos modernos, debido al alto coste que tiene el tiempo de mecanizado, es de vital importancia hacer una selección adecuada de las herramientas que permita realizar los mecanizados en el menor tiempo posible y en condiciones de precisión y calidad requeridas.
Factores de selección para operaciones de torneado
•Diseño y limitaciones de la pieza: Tamaño, tolerancias del torneado, tendencia a vibraciones, sistemas de sujeción, acabado superficial. Etc.
•Operaciones de torneado a realizar: Cilindrados exteriores o interiores, refrentados, ranurados, desbaste, acabados, optimización para realizar varias operaciones de forma simultánea, etc.
•Estabilidad y condiciones de mecanizado: Corte intermitente,voladizo de la pieza, forma y estado de la pieza, estado, potencia y accionamiento de la máquina, etc.
•Disponibilidad y selección del tipo de torno: Posibilidad de automatizar el mecanizado, poder realizar varias operaciones de forma simultánea, serie de piezas a mecanizar, calidad y cantidad del refrigerante, etc.
•Material de la pieza: Dureza, estado, resistencia, maquinabilidad, barra, fundición, forja, mecanizado en seco o con refrigerante, etc.
•Disponibilidad de herramientas: Calidad de las herramientas, sistema de sujeción de la herramienta, acceso al distribuidor de herramientas, servicio técnico de herramientas, asesoramiento técnico.
•Aspectos económicos del mecanizado: Optimización del mecanizado, duración de la herramienta, precio de la herramienta, precio del tiempo de mecanizado.
•Aspectos especiales de las herramientas para mandrinar: Se debe seleccionar el mayor diámetro de la barra posible y asegurarse una buena evacuación de la viruta. Seleccionar el menor voladizo posible dela barra. Seleccionar herramientas de la mayor tenacidad posible.
Formación de viruta
El torneado ha evolucionado tanto que ya no se trata tan solo de arrancar material a gran velocidad, sino que los parámetros que componen el proceso tienen que estar estrechamente controlados para asegurar los resultados finales de economía calidad y precisión.
La forma de tratar la viruta se convierte en un proceso complejo, donde intervienen todos los componentes tecnológicos del mecanizado, para que pueda tener el tamaño y la forma que no perturbe el proceso de trabajo. Sino fuera así se acumularían rápidamente masas de virutas largas y fibrosas en el área de mecanizado que formarían madejas enmarañadas e incontrolables.
La forma que toma la viruta se debe principalmente al material que se está cortando y puede ser de material dúctil y también quebradizo y frágil. El avance con el que se trabaje y la profundidad de pasada, son bastante
13
responsables de la forma de viruta, y cuando no se puede controlar con estas variables hay que recurrir a elegir la herramienta que lleve incorporado un rompe virutas eficaz.
Mecanizado en seco y con refrigerante
Hoy en día el torneado en seco es completamente viable y se emplea en numerosas aplicaciones. Hay una tendencia reciente a efectuar los mecanizados en seco siempre que la calidad de la herramienta lo permita. Una zona de temperatura de corte más elevada puede ser en muchos casos, un factor positivo.
Sin embargo el mecanizado en seco no es adecuado para todas las aplicaciones, especialmente para taladrados, roscados y mandrinados para garantizar la evacuación de las virutas. Es necesario evaluar con cuidado operaciones, materiales, piezas, exigencias de calidad y maquinaria para identificar los beneficios de eliminar el aporte de refrigerante.
Todos los fluidos de corte son residuos peligrosos, por lo que deben ser tratados como tales por empresas especializadas. La opción prioritaria en la gestión medioambiental de procesos es siempre la minimización de los residuos, lo cual es aplicable al caso del fluido de corte
Fundamentos tecnológicos del torneado
En el torneado hay seis parámetros clave:
1. Velocidad de corte.
Se define como la velocidad lineal en la periferia de la zona que se está mecanizando. Su elección viene determinada por el material de la herramienta, el tipo de material de la pieza y las características de la máquina. Una velocidad alta de corte permite realizar el mecanizado en menos tiempo pero acelera el desgaste de la herramienta. La velocidad de corte se expresa en metros/minuto.
2. Velocidad de rotación de la pieza.
Normalmente expresada en revoluciones por minuto. Se calcula a partir de la velocidad de corte ydel diámetro mayor de la pasada que se está mecanizando.
3. Avance.
Definido como la velocidad de penetración de la herramienta en el material. Se puede expresar de dos maneras: bien como milímetros de penetración por revolución de la pieza, o bien como milímetros de penetración por minuto de trabajo.
4. Profundidad de pasada:
Es la distancia radial que abarca una herramienta en su fase de trabajo. Depende de las características de la pieza y de la potencia del torno.
5. Potencia de la máquina:
Está expresada en kW, y es la que limita las condiciones generales del mecanizado, cuando no está limitado por otros factores.
14
6. Tiempo de torneado:
Es el tiempo que tarda la herramienta en efectuar una pasada .Estos parámetros están relacionados por las fórmulas.
TORNOS VERTICALES: PRESTACIONES Y ESPECIFICACIONES
15
16
17





























