Embed Size (px)
DESCRIPTION
Capitulo 33Ensamble MecánicoEnsamble MecánicoEnsamble Mecánico
Citation preview
CONTENIDO DEL CAPÍTULO
33.1 Sujetadores roscados33.1.1 Tornillos, pernos y tuercas33.1.2 Otros sujetadores roscados y equipo relacionado33.1.3 Esfuerzos y resistencias en las uniones con pernos33.1.4 Herramientas y métodos para ensamblar sujetadores roscados
33.2 Remaches y ojillos33.3 Métodos de ensamble basados en ajustes por interferencia33.4 Otros métodos de sujeción mecánica33.5 Insertos en moldeado y sujetadores integrales33.6 Diseño para ensambles
33.6.1 Principios generales del DFA33.6.2 Diseño para ensamble automatizado
En el ensamble mecánico se usan diferentes métodos de sujeción para sostener juntas en forma mecánica dos (o más) piezas. En la mayoría de los casos, los métodos de sujeción im-plican el uso de componentes de hardware separados, llamados sujetadores, que se agregan a las piezas durante la operación de ensamblado. En otros casos, el mecanismo de sujeción implica el formado o reformado de uno de los componentes que se van a ensamblar y no se requieren sujetadores separados. Muchos productos para el consumidor se ensamblan principalmente mediante métodos de sujeción mecánica: automóviles, aparatos eléctricos grandes y pequeños, teléfonos, muebles, utensilios, incluso vestidos se “ensamblan” por me-dios mecánicos. Además, productos industriales como aviones, herramientas de máquina y equipo de construcción casi siempre implican ensamble mecánico.
Los métodos de sujeción mecánica pueden dividirse en dos clases principales: 1) los que permiten el desensamble y 2) los que crean una unión permanente. Los sujetadores roscados (por ejemplo, tornillos, pernos y tuercas) son ejemplos de la primera clase y los remaches ilustran la segunda. Existen buenas razones por las que con frecuencia se prefie-re el ensamble mecánico sobre otros procesos de unión analizados en capítulos anteriores. Las razones principales son 1) la facilidad de ensamble y 2) la facilidad de desensamble (para los métodos de sujeción que lo permiten).
Por lo general, el ensamble mecánico lo realizan con relativa facilidad trabajadores no calificados, con un mínimo de herramientas especiales y en un tiempo relativamente corto. La tecnología es simple y los resultados se inspeccionan con facilidad. Estos factores representan ventajas no sólo en la fábrica, sino también durante la instalación en campo. Los productos que son demasiado grandes y pesados para transportarse ensamblados por
33 ENSAMBLE MECÁNICO
764 Capítulo 33/Ensamble mecánico
completo pueden enviarse en subensambles más pequeños y después armarse en las insta-laciones de los clientes.
Por supuesto, la facilidad de desensamble sólo se aplica a los métodos de sujeción mecánica que lo permiten. Se requiere un desensamble periódico para la mayoría de los productos en los que debe realizarse mantenimiento y reparaciones; por ejemplo, para sustituir componentes gastados, para hacer ajustes, etcétera. Las técnicas de unión perma-nente, como la soldadura, no permiten el desensamble.
Con propósitos de organización, los métodos de ensamble mecánico se han clasifi-cado en las siguientes categorías: 1) sujetadores roscados, 2) remaches, 3) ajustes de inter-ferencia, 4) otros métodos de sujeción mecánica y 5) insertos en moldeado y sujetadores integrales. Estas categorías se describirán en las secciones de la 33.1 a la 33.5. En la sección 33.6, se analizará un tema importante: el diseño para ensamble. El ensamble de productos electrónicos incluye técnicas mecánicas. Sin embargo, el ensamble de productos electróni-cos representa un campo único y especializado, que se cubre en el capítulo 36.
33.1 SUJETADORES ROSCADOS
Los sujetadores roscados son componentes separados de hardware que tienen roscas ex-ternas o internas para el ensamble de piezas. En casi todos los casos permiten el desensam-ble. Los sujetadores roscados son la categoría más importante del ensamble mecánico; los tipos más comunes de sujetadores roscados son los tornillos, los pernos y las tuercas.
33.1.1 Tornillos, pernos y tuercas
Los tornillos y los pernos son sujetadores con roscas externas. Existe una diferencia técnica entre un tornillo y un perno, que con frecuencia se confunde en el uso popular. Un tornillo es un sujetador con rosca externa que, por lo general, se ensambla en un orificio roscado ciego. Algunos tipos llamados tornillos autorroscantes poseen formas que les permiten for-mar o cortar las roscas correspondientes en el orificio. Un perno es un sujetador con rosca externa que se inserta a través de orificios en las piezas y se “atornilla” con una tuerca en el lado opuesto. Una tuerca es un sujetador de rosca interna que coincide con la del perno del mismo diámetro, paso y forma de rosca. Los ensambles típicos que se producen con el uso de tornillos y pernos se ilustran en la figura 33.1.
Los tornillos y los pernos vienen en diversos tamaños, roscas y formas, todas ellas es-tandarizadas. En la tabla 33.1 se proporciona una selección de los tamaños de sujetadores roscados comunes en unidades métricas (norma ISO) y unidades de uso común en Estados Unidos (norma ANSI).1 La especificación métrica consta del diámetro mayor nominal, mm, seguido del paso, mm. Por ejemplo, una especificación 4-0.7 implica un diámetro prin-cipal de 4.0 mm y un paso de 0.7 mm. La norma de Estados Unidos especifica ya sea un número que designa el diámetro principal (hasta 0.2160 in) o el diámetro mayor nominal, in, seguido por el número de roscas por pulgada. Por ejemplo, la especificación 1/4-20 in-dica un diámetro principal de 0.25 in y 20 roscas por pulgada. En la tabla se proporcionan tanto pasos gruesos como finos.
En textos de diseño y manuales comunes, puede encontrarse datos técnicos adiciona-les y otros tamaños de sujetadores roscados estándares. Estados Unidos ha estado convir-tiendo gradualmente sus tamaños de sujetadores a unidades métricas, lo cual redu cirá la proliferación de especificaciones. Debe observarse que las diferencias entre los sujetadores roscados tienen implicaciones en la manufactura de herramientas. Para usar un tipo parti-
1 ISO es la abreviatura de International Standard Organization. ANSI es la abreviatura de American National Standards Institute.
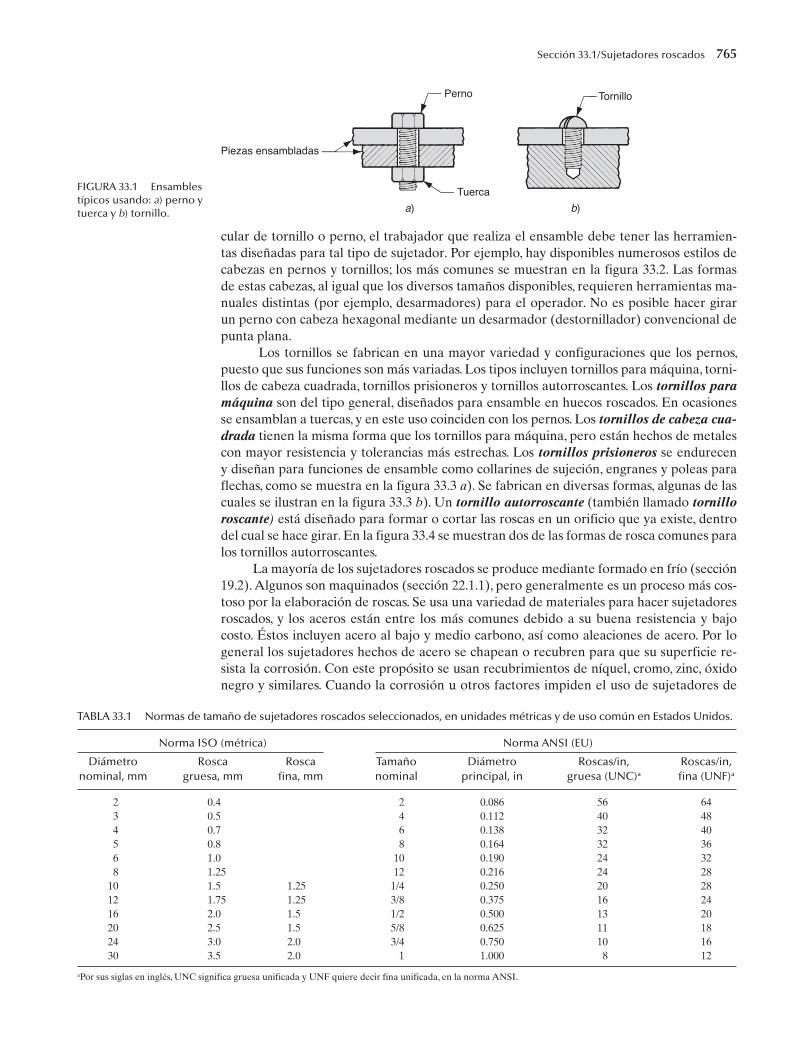
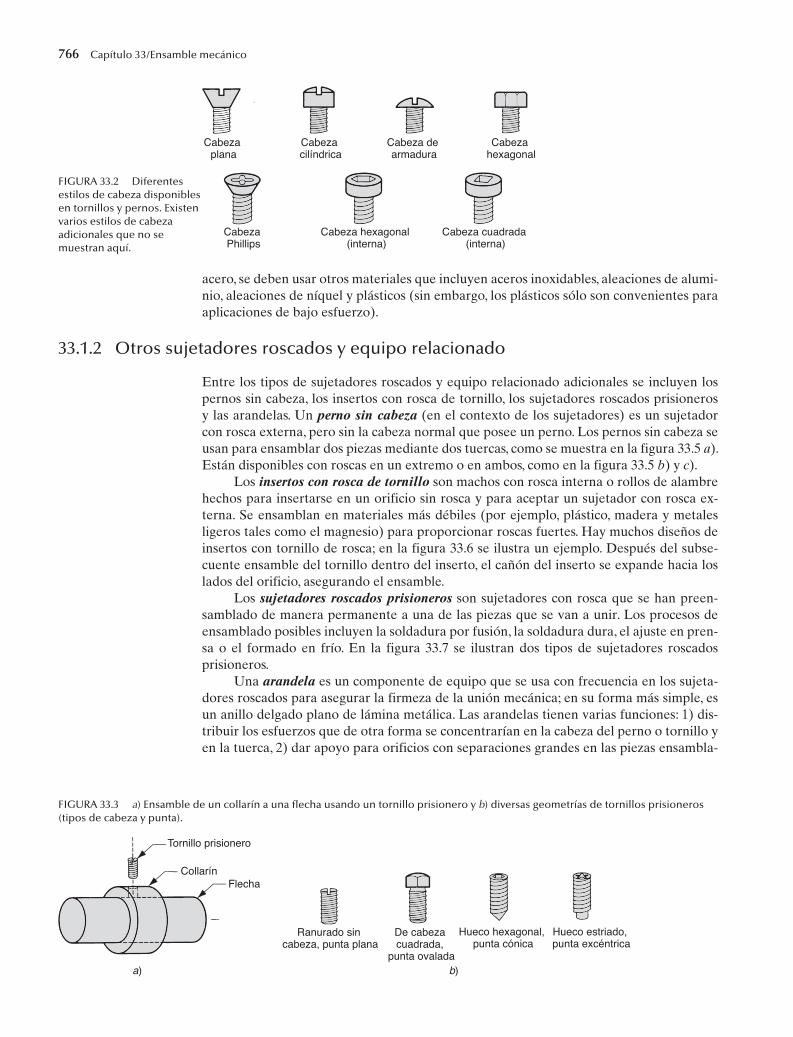
cular de tornillo o perno, el trabajador que realiza el ensamble debe tener las herramien-tas diseñadas para tal tipo de sujetador. Por ejemplo, hay disponibles numerosos estilos de cabezas en pernos y tornillos; los más comunes se muestran en la figura 33.2. Las formas de estas cabezas, al igual que los diversos tamaños disponibles, requieren herramientas ma-nuales distintas (por ejemplo, desarmadores) para el operador. No es posible hacer girar un perno con cabeza hexagonal mediante un desarmador (destornillador) convencional de punta plana.
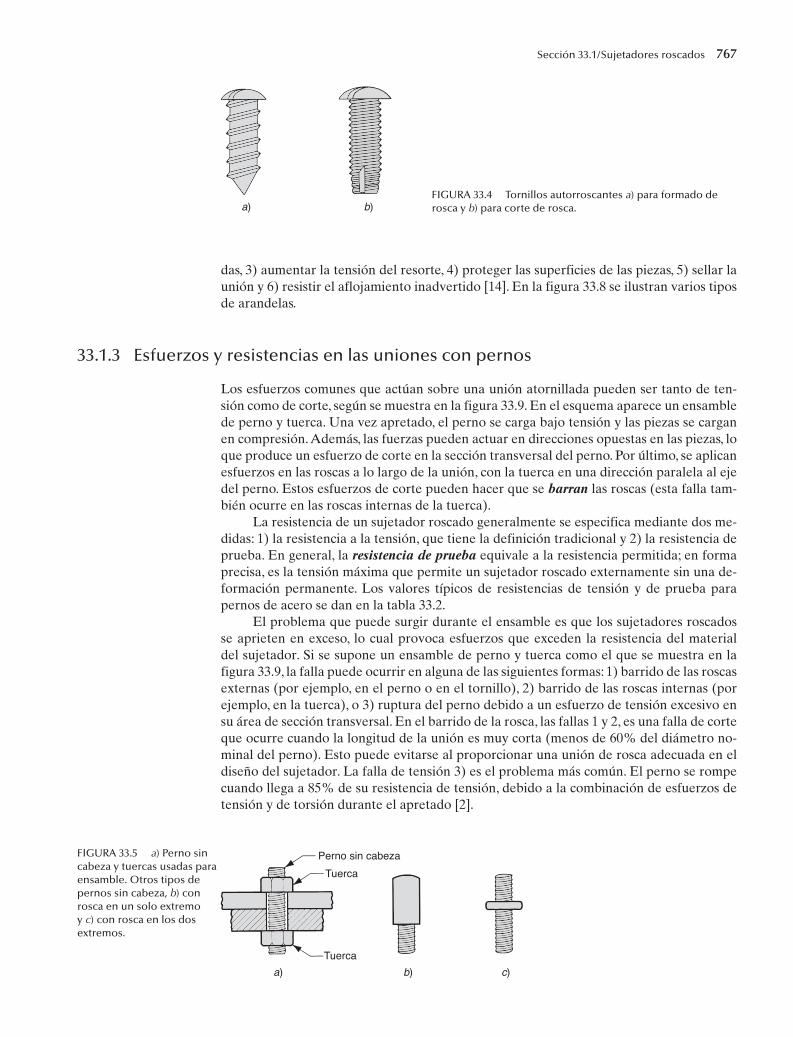
Los tornillos se fabrican en una mayor variedad y configuraciones que los pernos, puesto que sus funciones son más variadas. Los tipos incluyen tornillos para máquina, torni-llos de cabeza cuadrada, tornillos prisioneros y tornillos autorroscantes. Los tornillos para máquina son del tipo general, diseñados para ensamble en huecos roscados. En ocasiones se ensamblan a tuercas, y en este uso coinciden con los pernos. Los tornillos de cabeza cua-drada tienen la misma forma que los tornillos para máquina, pero están hechos de metales con mayor resistencia y tolerancias más estrechas. Los tornillos prisioneros se endurecen y diseñan para funciones de ensamble como collarines de sujeción, engranes y poleas para flechas, como se muestra en la figura 33.3 a). Se fabrican en diversas formas, algunas de las cuales se ilustran en la figura 33.3 b). Un tornillo autorroscante (también llamado tornillo roscante) está diseñado para formar o cortar las roscas en un orificio que ya existe, dentro del cual se hace girar. En la figura 33.4 se muestran dos de las formas de rosca comunes para los tornillos autorroscantes.
La mayoría de los sujetadores roscados se produce mediante formado en frío (sección 19.2). Algunos son maquinados (sección 22.1.1), pero generalmente es un proceso más cos-toso por la elaboración de roscas. Se usa una variedad de materiales para hacer sujetadores roscados, y los aceros están entre los más comunes debido a su buena resistencia y bajo costo. Éstos incluyen acero al bajo y medio carbono, así como aleaciones de acero. Por lo general los sujetadores hechos de acero se chapean o recubren para que su superficie re-sista la corrosión. Con este propósito se usan recubrimientos de níquel, cromo, zinc, óxido negro y similares. Cuando la corrosión u otros factores impiden el uso de sujetadores de
Sección 33.1/Sujetadores roscados 765
FIGURA 33.1 Ensambles típicos usando: a) perno y tuerca y b) tornillo.
Perno Tornillo
Piezas ensambladas
Tuerca
a) b)
TABLA 33.1 Normas de tamaño de sujetadores roscados seleccionados, en unidades métricas y de uso común en Estados Unidos.
Norma ISO (métrica) Norma ANSI (EU)
Diámetro Rosca Rosca Tamaño Diámetro Roscas/in, Roscas/in, nominal, mm gruesa, mm fina, mm nominal principal, in gruesa (UNC)a fina (UNF)a
2 0.4 2 0.086 56 64 3 0.5 4 0.112 40 48 4 0.7 6 0.138 32 40 5 0.8 8 0.164 32 36 6 1.0 10 0.190 24 32 8 1.25 12 0.216 24 28 10 1.5 1.25 1/4 0.250 20 28 12 1.75 1.25 3/8 0.375 16 24 16 2.0 1.5 1/2 0.500 13 20 20 2.5 1.5 5/8 0.625 11 18 24 3.0 2.0 3/4 0.750 10 16 30 3.5 2.0 1 1.000 8 12
aPor sus siglas en inglés, UNC significa gruesa unificada y UNF quiere decir fina unificada, en la norma ANSI.
766 Capítulo 33/Ensamble mecánico
acero, se deben usar otros materiales que incluyen aceros inoxidables, aleaciones de alumi-nio, aleaciones de níquel y plásticos (sin embargo, los plásticos sólo son convenientes para aplicaciones de bajo esfuerzo).
33.1.2 Otros sujetadores roscados y equipo relacionado
Entre los tipos de sujetadores roscados y equipo relacionado adicionales se incluyen los pernos sin cabeza, los insertos con rosca de tornillo, los sujetadores roscados prisioneros y las arandelas. Un perno sin cabeza (en el contexto de los sujetadores) es un sujetador con rosca externa, pero sin la cabeza normal que posee un perno. Los pernos sin cabeza se usan para ensamblar dos piezas mediante dos tuercas, como se muestra en la figura 33.5 a). Están disponibles con roscas en un extremo o en ambos, como en la figura 33.5 b) y c).
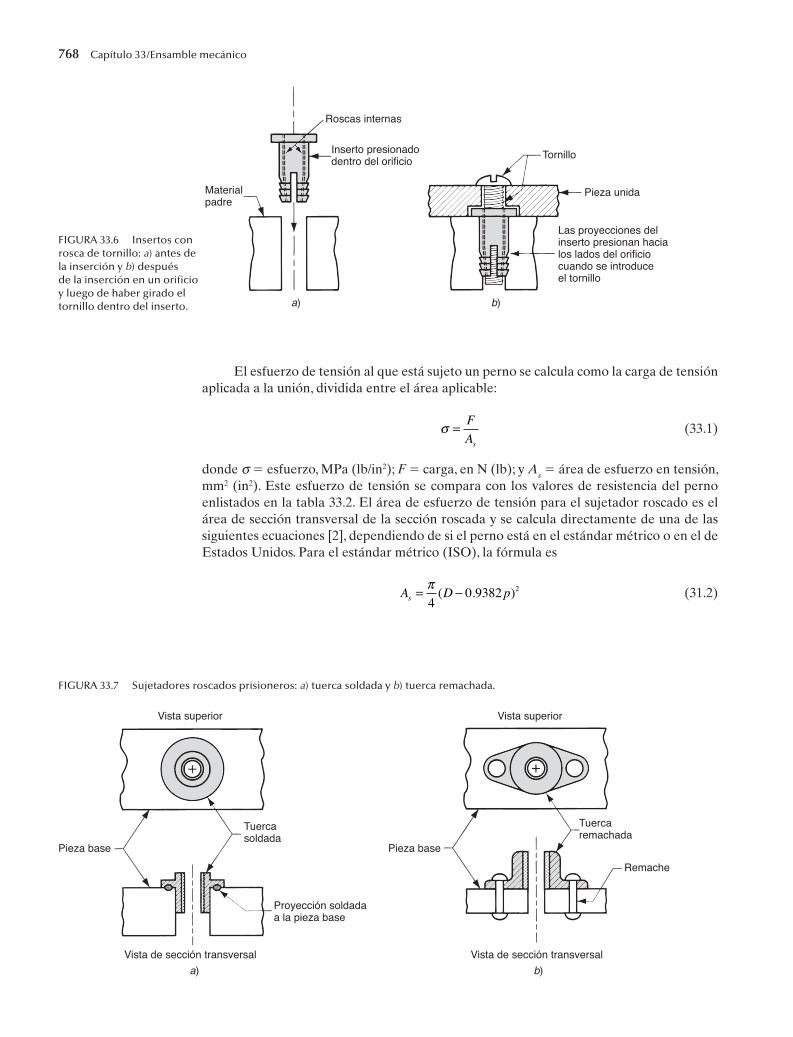
Los insertos con rosca de tornillo son machos con rosca interna o rollos de alambre hechos para insertarse en un orificio sin rosca y para aceptar un sujetador con rosca ex-terna. Se ensamblan en materiales más débiles (por ejemplo, plástico, madera y metales ligeros tales como el magnesio) para proporcionar roscas fuertes. Hay muchos diseños de insertos con tornillo de rosca; en la figura 33.6 se ilustra un ejemplo. Después del subse-cuente ensamble del tornillo dentro del inserto, el cañón del inserto se expande hacia los lados del orificio, asegurando el ensamble.
Los sujetadores roscados prisioneros son sujetadores con rosca que se han preen-samblado de manera permanente a una de las piezas que se van a unir. Los procesos de ensamblado posibles incluyen la soldadura por fusión, la soldadura dura, el ajuste en pren-sa o el formado en frío. En la figura 33.7 se ilustran dos tipos de sujetadores roscados prisioneros.
Una arandela es un componente de equipo que se usa con frecuencia en los sujeta-dores roscados para asegurar la firmeza de la unión mecánica; en su forma más simple, es un anillo delgado plano de lámina metálica. Las arandelas tienen varias funciones: 1) dis-tribuir los esfuerzos que de otra forma se concentrarían en la cabeza del perno o tornillo y en la tuerca, 2) dar apoyo para orificios con separaciones grandes en las piezas ensambla-
FIGURA 33.2 Diferentes estilos de cabeza disponibles en tornillos y pernos. Existen varios estilos de cabeza adicionales que no se muestran aquí.
Cabeza plana
Cabeza cilíndrica
Cabeza de armadura
Cabeza hexagonal
Cabeza Phillips
Cabeza hexagonal (interna)
Cabeza cuadrada (interna)
FIGURA 33.3 a) Ensamble de un collarín a una flecha usando un tornillo prisionero y b) diversas geometrías de tornillos prisioneros (tipos de cabeza y punta).
Tornillo prisionero
CollarínFlecha
Ranurado sin cabeza, punta plana
Hueco hexagonal, punta cónica
Hueco estriado, punta excéntrica
a) b)
De cabeza cuadrada,
punta ovalada
das, 3) aumentar la tensión del resorte, 4) proteger las superficies de las piezas, 5) sellar la unión y 6) resistir el aflojamiento inadvertido [14]. En la figura 33.8 se ilustran varios tipos de arandelas.
33.1.3 Esfuerzos y resistencias en las uniones con pernos
Los esfuerzos comunes que actúan sobre una unión atornillada pueden ser tanto de ten-sión como de corte, según se muestra en la figura 33.9. En el esquema aparece un ensamble de perno y tuerca. Una vez apretado, el perno se carga bajo tensión y las piezas se cargan en compresión. Además, las fuerzas pueden actuar en direcciones opuestas en las piezas, lo que produce un esfuerzo de corte en la sección transversal del perno. Por último, se aplican esfuerzos en las roscas a lo largo de la unión, con la tuerca en una dirección paralela al eje del perno. Estos esfuerzos de corte pueden hacer que se barran las roscas (esta falla tam-bién ocurre en las roscas internas de la tuerca).
La resistencia de un sujetador roscado generalmente se especifica mediante dos me-didas: 1) la resistencia a la tensión, que tiene la definición tradicional y 2) la resistencia de prueba. En general, la resistencia de prueba equivale a la resistencia permitida; en forma precisa, es la tensión máxima que permite un sujetador roscado externamente sin una de-formación permanente. Los valores típicos de resistencias de tensión y de prueba para pernos de acero se dan en la tabla 33.2.
El problema que puede surgir durante el ensamble es que los sujetadores roscados se aprieten en exceso, lo cual provoca esfuerzos que exceden la resistencia del material del sujetador. Si se supone un ensamble de perno y tuerca como el que se muestra en la figura 33.9, la falla puede ocurrir en alguna de las siguientes formas: 1) barrido de las roscas externas (por ejemplo, en el perno o en el tornillo), 2) barrido de las roscas internas (por ejemplo, en la tuerca), o 3) ruptura del perno debido a un esfuerzo de tensión excesivo en su área de sección transversal. En el barrido de la rosca, las fallas 1 y 2, es una falla de corte que ocurre cuando la longitud de la unión es muy corta (menos de 60% del diámetro no-minal del perno). Esto puede evitarse al proporcionar una unión de rosca adecuada en el diseño del sujetador. La falla de tensión 3) es el problema más común. El perno se rompe cuando llega a 85% de su resistencia de tensión, debido a la combinación de esfuerzos de tensión y de torsión durante el apretado [2].
Sección 33.1/Sujetadores roscados 767
FIGURA 33.4 Tornillos autorroscantes a) para formado de rosca y b) para corte de rosca.a) b)
FIGURA 33.5 a) Perno sin cabeza y tuercas usadas para ensamble. Otros tipos de pernos sin cabeza, b) con rosca en un solo extremo y c) con rosca en los dos extremos.
Perno sin cabeza
Tuerca
Tuerca
a) b) c)
768 Capítulo 33/Ensamble mecánico
El esfuerzo de tensión al que está sujeto un perno se calcula como la carga de tensión aplicada a la unión, dividida entre el área aplicable:
σ = F
As
(33.1)
donde s � esfuerzo, MPa (lb/in2); F � carga, en N (lb); y As � área de esfuerzo en tensión, mm2 (in2). Este esfuerzo de tensión se compara con los valores de resistencia del perno enlistados en la tabla 33.2. El área de esfuerzo de tensión para el sujetador roscado es el área de sección transversal de la sección roscada y se calcula directamente de una de las siguientes ecuaciones [2], dependiendo de si el perno está en el estándar métrico o en el de Estados Unidos. Para el estándar métrico (ISO), la fórmula es
A D ps = −π4
0 9382 2( . ) (31.2)
FIGURA 33.6 Insertos con rosca de tornillo: a) antes de la inserción y b) después de la inserción en un orificio y luego de haber girado el tornillo dentro del inserto.
Roscas internas
Inserto presionado dentro del orificio
Material padre
Tornillo
Pieza unida
Las proyecciones del inserto presionan hacia los lados del orificio cuando se introduce el tornillo
a) b)
FIGURA 33.7 Sujetadores roscados prisioneros: a) tuerca soldada y b) tuerca remachada.
Vista superior Vista superior
Pieza base Pieza base
Tuerca soldada
Proyección soldada a la pieza base
Vista de sección transversal Vista de sección transversal
Tuerca remachada
Remache
a) b)
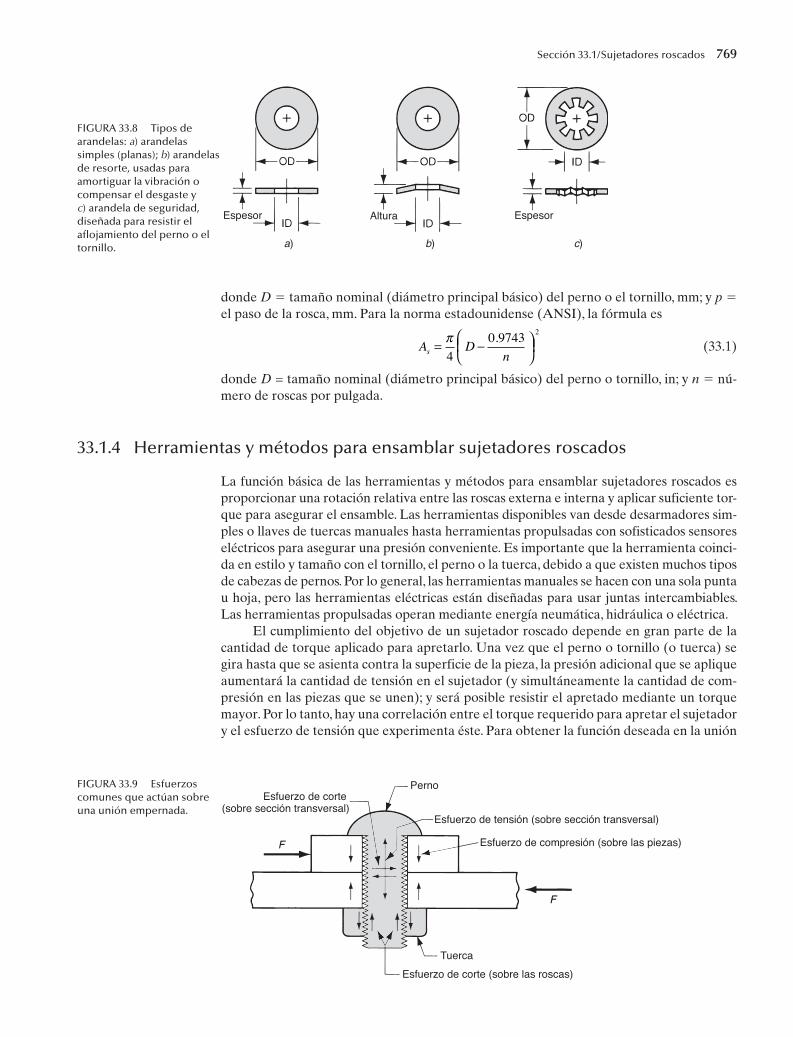
donde D � tamaño nominal (diámetro principal básico) del perno o el tornillo, mm; y p � el paso de la rosca, mm. Para la norma estadounidense (ANSI), la fórmula es
A Dns = −
⎛⎝⎜ ⎞
⎠⎟
π4
0 97432
. (33.1)
donde D = tamaño nominal (diámetro principal básico) del perno o tornillo, in; y n � nú-mero de roscas por pulgada.
33.1.4 Herramientas y métodos para ensamblar sujetadores roscados
La función básica de las herramientas y métodos para ensamblar sujetadores roscados es proporcionar una rotación relativa entre las roscas externa e interna y aplicar suficiente tor-que para asegurar el ensamble. Las herramientas disponibles van desde desarmadores sim-ples o llaves de tuercas manuales hasta herramientas propulsadas con sofisticados sensores eléctricos para asegurar una presión conveniente. Es importante que la herramienta coinci-da en estilo y tamaño con el tornillo, el perno o la tuerca, debido a que existen muchos tipos de cabezas de pernos. Por lo general, las herramientas manuales se hacen con una sola punta u hoja, pero las herramientas eléctricas están diseñadas para usar juntas intercambiables. Las herramientas propulsadas operan mediante energía neumática, hidráulica o eléctrica.
El cumplimiento del objetivo de un sujetador roscado depende en gran parte de la cantidad de torque aplicado para apretarlo. Una vez que el perno o tornillo (o tuerca) se gira hasta que se asienta contra la superficie de la pieza, la presión adicional que se aplique aumentará la cantidad de tensión en el sujetador (y simultáneamente la cantidad de com-presión en las piezas que se unen); y será posible resistir el apretado mediante un torque mayor. Por lo tanto, hay una correlación entre el torque requerido para apretar el sujetador y el esfuerzo de tensión que experimenta éste. Para obtener la función deseada en la unión
Sección 33.1/Sujetadores roscados 769
FIGURA 33.8 Tipos de arandelas: a) arandelas simples (planas); b) arandelas de resorte, usadas para amortiguar la vibración o compensar el desgaste y c) arandela de seguridad, diseñada para resistir el aflojamiento del perno o el tornillo.
Espesor Altura Espesor
a) b) c)
FIGURA 33.9 Esfuerzos comunes que actúan sobre una unión empernada.
Esfuerzo de corte (sobre sección transversal)
Perno
Esfuerzo de tensión (sobre sección transversal)
Esfuerzo de compresión (sobre las piezas)
Tuerca
Esfuerzo de corte (sobre las roscas)
770 Capítulo 33/Ensamble mecánico
ensamblada (por ejemplo, para mejorar la resistencia a la fatiga) y asegurar los sujetadores roscados, el diseñador de producto con frecuencia especificará la fuerza de tensión que debe aplicarse. Esta fuerza se denomina la precarga. La siguiente relación puede usarse para determinar el torque requerido a fin de obtener una precarga especificada [14]:
T � CtDF (33.4)
donde T = torque, N-mm (lb-in); Ct � el coeficiente de torque, cuyo valor típicamente varía entre 0.15 y 0.25, dependiendo de las condiciones de la superficie de la rosca; D � diámetro nominal del perno o tornillo, mm (in); y F � fuerza de tensión de precarga es-pecificada, N (lb).
Se emplean diversos métodos para aplicar el torque requerido, que incluyen 1) la sensibilidad del operador, que no es muy preciso, pero es adecuado para la mayoría de los ensambles; 2) llaves de torque, que miden el torque conforme el sujetador gira; 3) moto-res de detención súbita, que son llaves de tuercas motorizadas diseñadas para detenerse repentinamente cuando se alcanza el torque requerido; y 4) apretado por giro de torque, donde el sujetador se aprieta al principio de la operación a un nivel de torque bajo y des-pués se rota una cantidad adicional especificada (por ejemplo, un cuarto de vuelta).
33.2 REMACHES Y OJILLOS
Los remaches son sujetadores que se utilizan ampliamente para obtener una unión perma-nente sujetada en forma mecánica. La aplicación de remaches es un método de sujeción que ofrece altas velocidades de producción, simplicidad, confiabilidad y bajo costo. A pesar de estas aparentes ventajas, su aplicación ha declinado en décadas recientes, a favor de los sujetadores roscados, la soldadura y el pegado adhesivo. La aplicación de remaches se usa como uno de los procesos de sujeción primordiales en las industrias aeronáutica y aeroes-pacial para unir el fuselaje a canales y otros elementos estructurales.
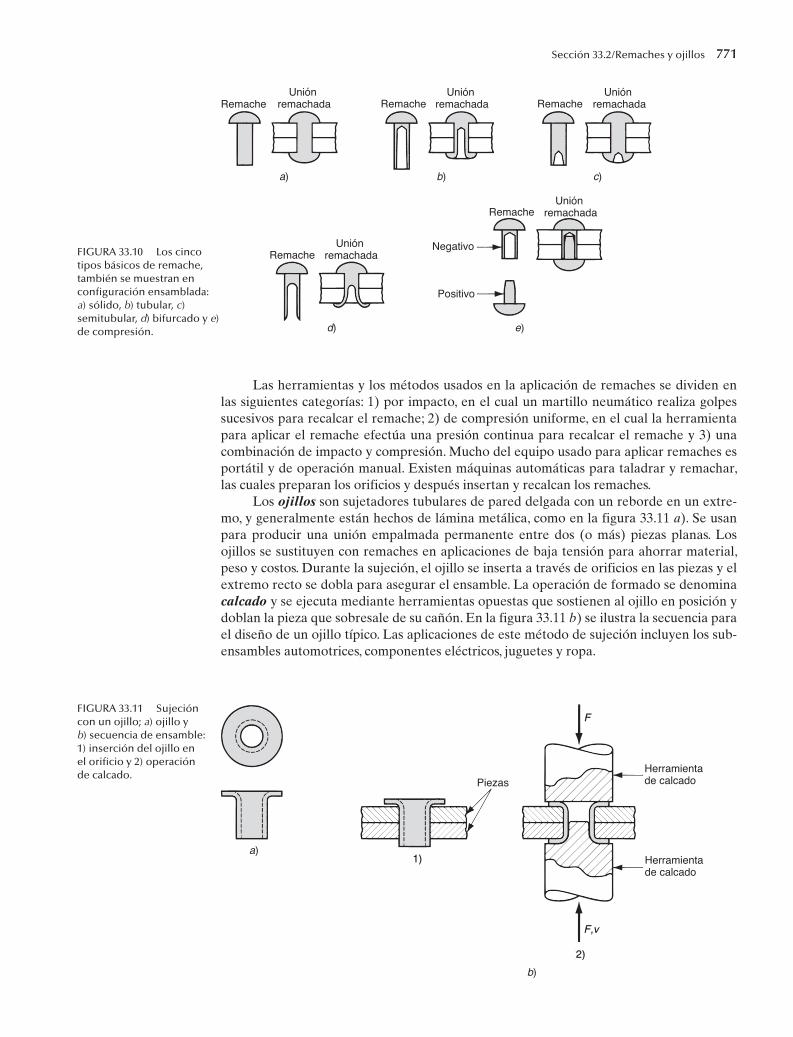
Un remache es una punta con cabeza y sin rosca que se usa para unir dos (o más) piezas al pasar el pasador a través de orificios en las piezas y después formar (recalcar) una segunda cabeza en la punta del lado opuesto. La operación de deformación se ejecuta en caliente o en frío (trabajo en caliente o trabajo en frío), y utiliza el martilleo o presión esta-ble. Una vez deformado, el remache no puede removerse, a menos que una de las cabezas se rompa. Los remaches se especifican por su longitud, diámetro, cabeza y tipo. El tipo de remache se refiere a las cinco configuraciones geométricas básicas que afectan la manera en que éste se recalcará para formar la segunda cabeza. Los cinco tipos básicos son: a) só-lido, b) tubular, c) semitubular, d) bifurcado y e) de compresión, y se ilustran en la figura 33.10. Además, existen remaches especiales para aplicaciones específicas.
Los remaches se usan primordialmente para uniones superpuestas. El orificio de se-paración donde se inserta el remache debe tener un diámetro cercano al del remache. Si el orificio es demasiado pequeño, será difícil insertar el remache, lo que reducirá la velocidad de producción. Si el orificio es muy grande, el remache no llenará el orificio y puede do-blarse durante la formación de la cabeza en el lado contrario. Existen tablas de diseño para remaches en las que se especifican los tamaños de orificio óptimos.
Tabla 33.2 Valores típicos de esfuerzo de prueba y de tensión para pernos y tornillos de acero, los diámetros varían de 6.4 mm (0.25 in) a 38 mm (1.50 in).
Esfuerzo de prueba Esfuerzo de tensión
Material MPa lb/in2 MPa lb/in2
Acero al bajo y medio carbono 228 33 000 414 60 000Aleación de acero 830 120 000 1030 150 000
Fuente: [14].
Las herramientas y los métodos usados en la aplicación de remaches se dividen en las siguientes categorías: 1) por impacto, en el cual un martillo neumático realiza golpes sucesivos para recalcar el remache; 2) de compresión uniforme, en el cual la herramienta para aplicar el remache efectúa una presión continua para recalcar el remache y 3) una combinación de impacto y compresión. Mucho del equipo usado para aplicar remaches es portátil y de operación manual. Existen máquinas automáticas para taladrar y remachar, las cuales preparan los orificios y después insertan y recalcan los remaches.
Los ojillos son sujetadores tubulares de pared delgada con un reborde en un extre-mo, y generalmente están hechos de lámina metálica, como en la figura 33.11 a). Se usan para producir una unión empalmada permanente entre dos (o más) piezas planas. Los ojillos se sustituyen con remaches en aplicaciones de baja tensión para ahorrar material, peso y costos. Durante la sujeción, el ojillo se inserta a través de orificios en las piezas y el extremo recto se dobla para asegurar el ensamble. La operación de formado se denomina calcado y se ejecuta mediante herramientas opuestas que sostienen al ojillo en posición y doblan la pieza que sobresale de su cañón. En la figura 33.11 b) se ilustra la secuencia para el diseño de un ojillo típico. Las aplicaciones de este método de sujeción incluyen los sub-ensambles automotrices, componentes eléctricos, juguetes y ropa.
Sección 33.2/Remaches y ojillos 771
FIGURA 33.10 Los cinco tipos básicos de remache, también se muestran en configuración ensamblada: a) sólido, b) tubular, c) semitubular, d) bifurcado y e) de compresión.
Remache Remache Remache
Remache
Remache
Unión remachada
Unión remachada
Unión remachada
Unión remachada
Unión remachada
Negativo
Positivo
a) b) c)
d) e)
FIGURA 33.11 Sujeción con un ojillo; a) ojillo y b) secuencia de ensamble: 1) inserción del ojillo en el orificio y 2) operación de calcado.
PiezasHerramienta de calcado
Herramienta de calcado
a)
b)
772 Capítulo 33/Ensamble mecánico
33.3 MÉTODOS DE ENSAMBLE BASADOS EN AJUSTESPOR INTERFERENCIA
Varios métodos de ensamble se basan en la interferencia mecánica entre dos piezas coinci-dentes que se van a unir. Esta interferencia, ya sea durante el ensamble o después de que se unen las piezas, es lo que las mantiene juntas. Los métodos incluyen el ajuste con pren-sa, dispositivos de ajuste por contracción y expansión, dispositivos de ajuste automático y anillos de retención.
Ajuste con prensa Un ensamble de ajuste con prensa es aquel donde los dos componen-tes tienen un dispositivo de ajuste por interferencia entre ellos. El caso típico es cuando un pasador (por ejemplo, un pasador cilíndrico recto) de cierto diámetro se presiona dentro de un orificio de un diámetro ligeramente menor. Se fabrican pasadores estándar de distin-tos tamaños para realizar diversas funciones, como: 1) localizar y asegurar los componen-tes, usados para aumentar los sujetadores roscados por medio de la sujeción de dos (o más) piezas en alineaciones fijas entre sí, 2) servir de puntos pivote, para permitir la rotación de un componente en relación con el otro y 3) como pasadores de corte. A excepción de 3), normalmente los pasadores se endurecen. Los pasadores de corte están hechos de metales más suaves, de modo que se rompan bajo una carga de corte repentina o severa para salvar al resto del ensamble. Otras aplicaciones del ajuste con prensa incluyen el ensamble de collarines, engranes, poleas y componentes similares en flechas.
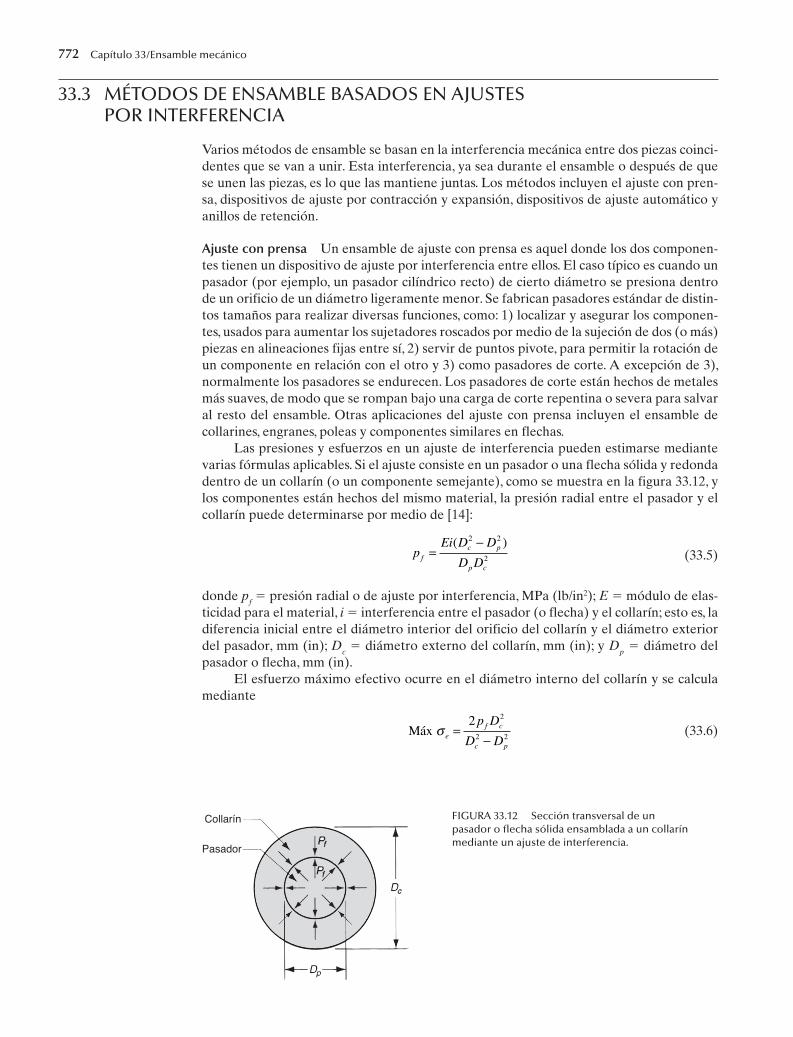
Las presiones y esfuerzos en un ajuste de interferencia pueden estimarse mediante varias fórmulas aplicables. Si el ajuste consiste en un pasador o una flecha sólida y redonda dentro de un collarín (o un componente semejante), como se muestra en la figura 33.12, y los componentes están hechos del mismo material, la presión radial entre el pasador y el collarín puede determinarse por medio de [14]:
pEi D D
D Dfc p
p c
=−( )2 2
2 (33.5)
donde pf � presión radial o de ajuste por interferencia, MPa (lb/in2); E � módulo de elas-ticidad para el material, i � interferencia entre el pasador (o flecha) y el collarín; esto es, la diferencia inicial entre el diámetro interior del orificio del collarín y el diámetro exterior del pasador, mm (in); Dc � diámetro externo del collarín, mm (in); y Dp � diámetro del pasador o flecha, mm (in).
El esfuerzo máximo efectivo ocurre en el diámetro interno del collarín y se calcula mediante
Máx σ ef c
c p
p D
D D=
−2 2
2 2 (33.6)
FIGURA 33.12 Sección transversal de un pasador o flecha sólida ensamblada a un collarín mediante un ajuste de interferencia.
Collarín
Pasador
donde Máx se = el esfuerzo máximo efectivo, MPa (lb/in2); y pf es la presión de ajuste por interferencia calculada de la ecuación (33.5).
En situaciones donde una flecha o pasador recto se presiona dentro del orificio de una pieza grande con una forma diferente a la del collarín, pueden alterarse las ecuaciones anteriores si se considera el diámetro externo Dc como infinito, por lo que la ecuación para la presión por interferencia se reduce a
pEi
Dfp
= (33.7)
y el esfuerzo máximo efectivo correspondiente se convierte en
Máx se � 2pf (33.8)
En la mayoría de los casos, en particular para metales dúctiles, el esfuerzo máximo efectivo debe compararse con la resistencia a la fluencia del material, aplicando un factor de seguridad apropiado, como en la ecuación siguiente:
Máx σ e
Y
SF≤ (33.9)
donde Y � resistencia a la fluencia del material y SF es el factor de seguridad aplicable.Existen diferentes formas de pasador para los ajustes con dispositivos de interferen-
cia. El tipo básico es un pasador recto, generalmente hecho de alambre o barras de acero al carbono estirado en frío que varía en diámetro de 1.6 a 25 mm (1/16 a 1.0 in). No tienen co-nexión a tierra, y poseen extremos biselados o cuadrados (los extremos biselados facilitan el ajuste con prensa). Los pasadores en bisel se fabrican con especificaciones más precisas que los pasadores rectos y pueden conectarse a tierra y endurecerse. Se usan para fijar la aleación de componentes ensamblados en troqueles, instalaciones fijas y maquinaria. Los pasadores ahusados poseen un ahusamiento de 6.4 mm (0.25 in) por pie y se introducen en el orificio para establecer una posición relativa fija entre las piezas. Su ventaja es que pueden sacarse del orificio con facilidad.
Existen otras formas geométricas adicionales de pasadores disponibles comercial-mente, incluidos los pasadores con surcos, rectos, sólidos, con tres surcos longitudinales en los cuales el metal se levanta en algún lado de cada surco para provocar interferencia cuando éstos se presionan dentro del orificio; pasadores moleteados los cuales tienen un patrón moleteado que produce interferencia en el orificio correspondiente; y pasadores enrollados, también llamados pasadores en espiral, que están hechos de materia prima en tiras enroscadas dentro de un resorte enrollado.
Ajustes por contracción y expansión Estos términos hacen referencia al ensamble de dos piezas que tienen un ajuste por interferencia a temperatura ambiente. El caso típico es un pasador o flecha cilíndrica ensamblada dentro de un collarín. Para ensamblar con ajuste por contracción, se calienta la pieza externa para agrandarla mediante expansión térmica y la parte interna permanece a temperatura ambiente o se enfría para contraer su tamaño. Posteriormente se ensamblan las piezas y se devuelven a la temperatura ambiente para que la pieza externa se encoja, y si se enfría previamente, la pieza interna se expande para formar un ajuste por interferencia fuerte. El ajuste por expansión ocurre cuando sólo la pieza interna se enfría y se contrae para un ensamble; una vez que se inserta en el com-ponente correspondiente, se calienta a temperatura ambiente, expandiéndola para crear el ensamble por interferencia. Estos métodos de ensamble se usan para ajustar engranes, poleas, mangas y otros componentes sobre flechas sólidas y huecas.
Para obtener el calentamiento o enfriamiento de las piezas de trabajo se usan va-rios métodos. El equipo incluye sopletes, hornos, calentadores por resistencia eléctrica y calentadores por inducción eléctrica. Los métodos de enfriamiento incluyen la refrigera-ción convencional, el empacado en hielo seco y la inmersión en líquidos fríos, incluido el
Sección 33.3/Métodos de ensamble basados en ajustes por interferencia 773
774 Capítulo 33/Ensamble mecánico
nitrógeno líquido. El cambio de diámetro resultante depende del coeficiente de expansión térmica y de la diferencia de temperatura que se aplica a la pieza. Si se supone que el calen-tamiento o enfriamiento se produjo a una temperatura uniforme durante todo el trabajo, el cambio en el diámetro está dado por
D2 � D1 � a D1(T2 � T1) (33.10)
donde a � el coeficiente de expansión térmica lineal, en mm/mm-°C (in/in-°F) para el material (véase la tabla 4.1); T2 � la temperatura a la cual se han calentado o enfriado las piezas, en °C (°F); T1 � temperatura ambiente inicial; D2 � diámetro de la pieza en T2, mm (in); y D1 � diámetro de la pieza en T1.
Las ecuaciones de la (33.5) a la (33.9) para calcular presiones de interferencia y es-fuerzos efectivos pueden usarse para determinar los valores correspondientes para los ajustes por contracción y expansión.
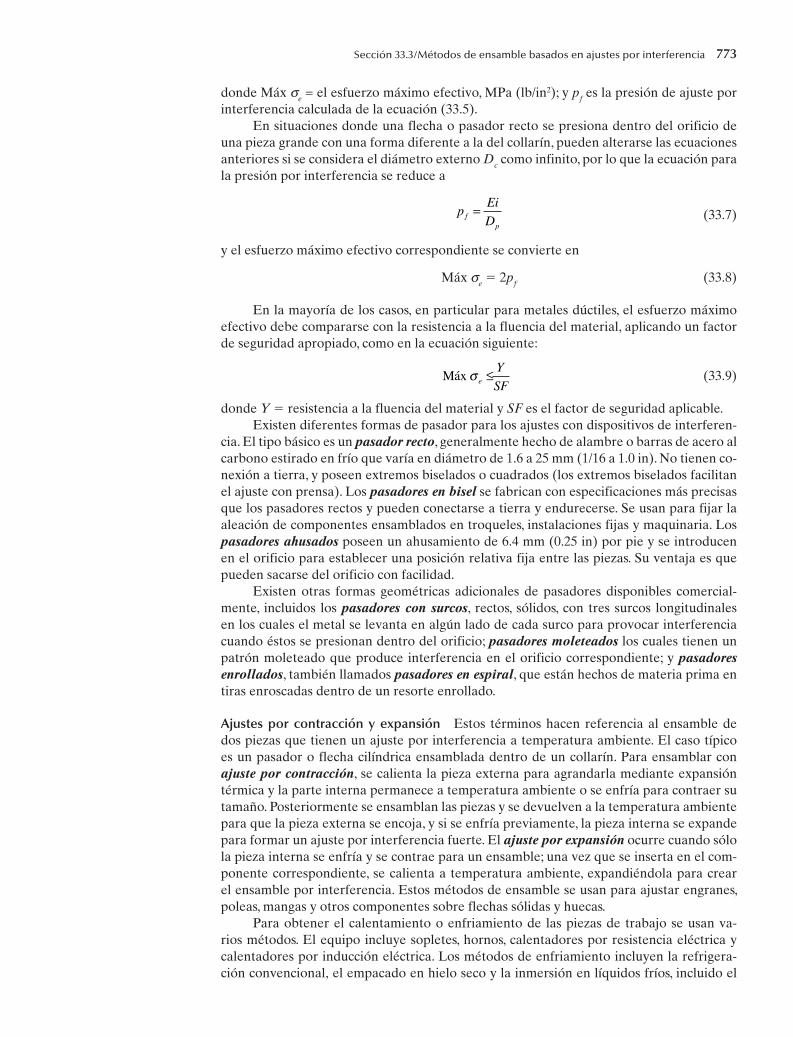
Ajustes automáticos y anillos de retención Los ajustes automáticos son una modifica-ción de los ajustes por interferencia. Un ajuste automático implica la unión de dos piezas, en las cuales los elementos que coinciden poseen una interferencia temporal mientras se presionan juntos, pero una vez que se ensamblan se entrelazan para conservar el ensam-ble. En la figura 33.13 se muestra un ejemplo típico: a medida que las piezas se presionan juntas, los elementos que coinciden se deforman elásticamente para alojar la interferencia y después permiten que las piezas se ajusten de manera automática; una vez en posición, los elementos se conectan mecánicamente de modo que no se desensamblan con facilidad. Por lo general, las piezas se diseñan para que sólo exista una ligera interferencia después del ensamble.
Las ventajas del ajuste automático incluyen que: 1) las piezas pueden diseñarse con características de autoalineación, 2) no se requieren herramientas especiales y 3) el ensam-ble puede realizarse con mucha rapidez. Originalmente, el ajuste automático se concibió como un método que sería conveniente para aplicaciones robóticas industriales; sin em-bargo, no es sorprendente que las técnicas de ensamble que resultan más fáciles para los robots también lo sean para las personas que trabajan en el ensamblado.
FIGURA 33.13 Ensamble de ajuste automático en el que se muestran secciones transversales de dos piezas que coinciden: 1) antes del ensamble y 2) piezas entrelazadas.
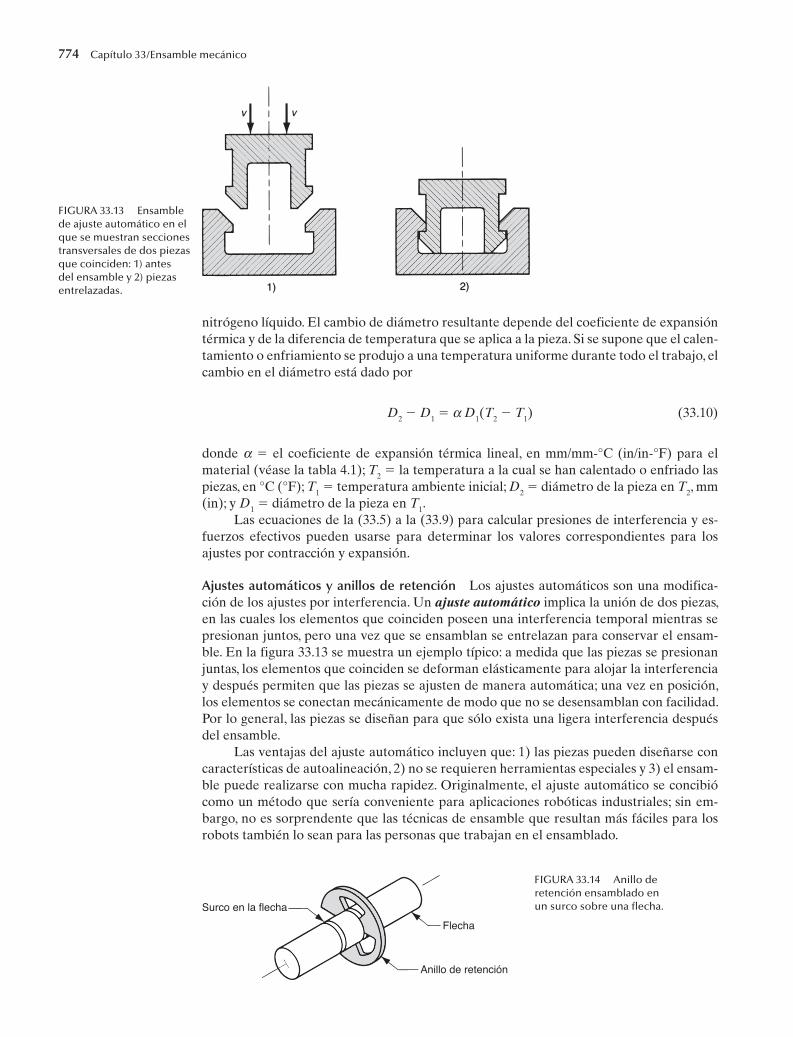
FIGURA 33.14 Anillo de retención ensamblado enun surco sobre una flecha.Surco en la flecha
Flecha
Anillo de retención
Un anillo de retención, también conocido como anillo de mordaza, es un sujetador que se agarra a presión dentro de un surco que traza una circunferencia sobre una flecha o tubo para formar un hombro, como se ilustra en la figura 33.14. El ensamble puede usarse para ubicar o limitar el movimiento de piezas montadas sobre la flecha. Existen anillos de retención para aplicaciones externas (flechas) e internas (perforaciones). Están hechos de láminas metálicas o de alambres sometidos a tratamiento térmico para obtener dureza y rigidez. A fin de ensamblar un anillo de retención se usan pinzas especiales para deformar elásticamente el anillo de modo que se ajuste sobre la flecha (o dentro de la perforación) y después se libera dentro del surco.
33.4 OTROS MÉTODOS DE SUJECIÓN MECÁNICA
Además de las técnicas de sujeción mecánica analizadas con anterioridad, existen varios métodos adicionales que implican el uso de sujetadores. Éstos incluyen el puntillado, el engrapado, el cosido y las clavijas.
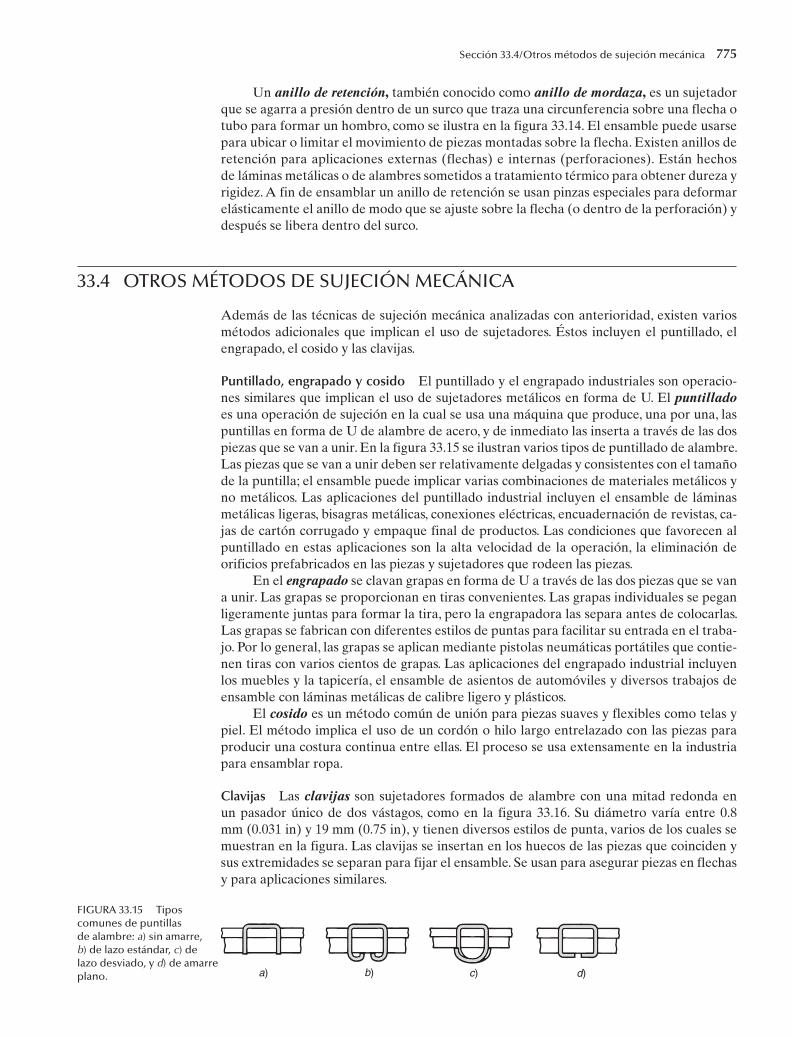
Puntillado, engrapado y cosido El puntillado y el engrapado industriales son operacio-nes similares que implican el uso de sujetadores metálicos en forma de U. El puntillado es una operación de sujeción en la cual se usa una máquina que produce, una por una, las puntillas en forma de U de alambre de acero, y de inmediato las inserta a través de las dos piezas que se van a unir. En la figura 33.15 se ilustran varios tipos de puntillado de alambre. Las piezas que se van a unir deben ser relativamente delgadas y consistentes con el tamaño de la puntilla; el ensamble puede implicar varias combinaciones de materiales metálicos y no metálicos. Las aplicaciones del puntillado industrial incluyen el ensamble de láminas metálicas ligeras, bisagras metálicas, conexiones eléctricas, encuadernación de revistas, ca-jas de cartón corrugado y empaque final de productos. Las condiciones que favorecen al puntillado en estas aplicaciones son la alta velocidad de la operación, la eliminación de orificios prefabricados en las piezas y sujetadores que rodeen las piezas.
En el engrapado se clavan grapas en forma de U a través de las dos piezas que se van a unir. Las grapas se proporcionan en tiras convenientes. Las grapas individuales se pegan ligeramente juntas para formar la tira, pero la engrapadora las separa antes de colocarlas. Las grapas se fabrican con diferentes estilos de puntas para facilitar su entrada en el traba-jo. Por lo general, las grapas se aplican mediante pistolas neumáticas portátiles que contie-nen tiras con varios cientos de grapas. Las aplicaciones del engrapado industrial incluyen los muebles y la tapicería, el ensamble de asientos de automóviles y diversos trabajos de ensamble con láminas metálicas de calibre ligero y plásticos.
El cosido es un método común de unión para piezas suaves y flexibles como telas y piel. El método implica el uso de un cordón o hilo largo entrelazado con las piezas para producir una costura continua entre ellas. El proceso se usa extensamente en la industria para ensamblar ropa.
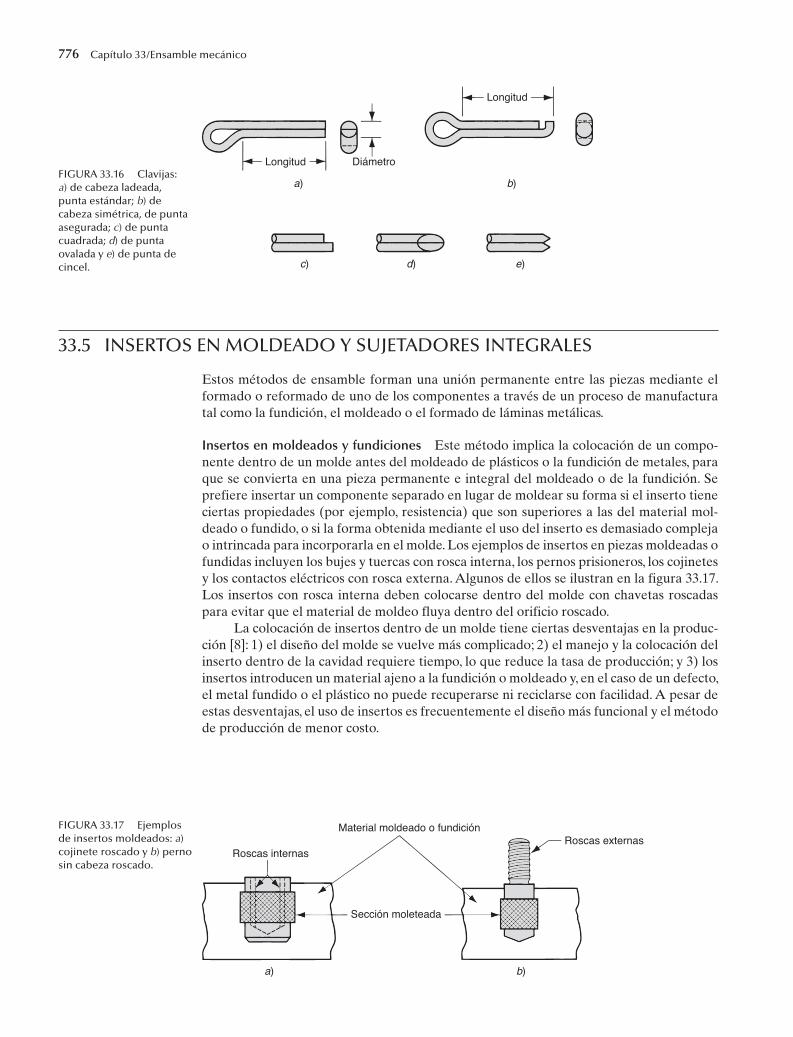
Clavijas Las clavijas son sujetadores formados de alambre con una mitad redonda en un pasador único de dos vástagos, como en la figura 33.16. Su diámetro varía entre 0.8 mm (0.031 in) y 19 mm (0.75 in), y tienen diversos estilos de punta, varios de los cuales se muestran en la figura. Las clavijas se insertan en los huecos de las piezas que coinciden y sus extremidades se separan para fijar el ensamble. Se usan para asegurar piezas en flechas y para aplicaciones similares.
Sección 33.4/Otros métodos de sujeción mecánica 775
FIGURA 33.15 Tipos comunes de puntillas de alambre: a) sin amarre, b) de lazo estándar, c) de lazo desviado, y d) de amarre plano. d)c)b)a)
776 Capítulo 33/Ensamble mecánico
33.5 INSERTOS EN MOLDEADO Y SUJETADORES INTEGRALES
Estos métodos de ensamble forman una unión permanente entre las piezas mediante el formado o reformado de uno de los componentes a través de un proceso de manufactura tal como la fundición, el moldeado o el formado de láminas metálicas.
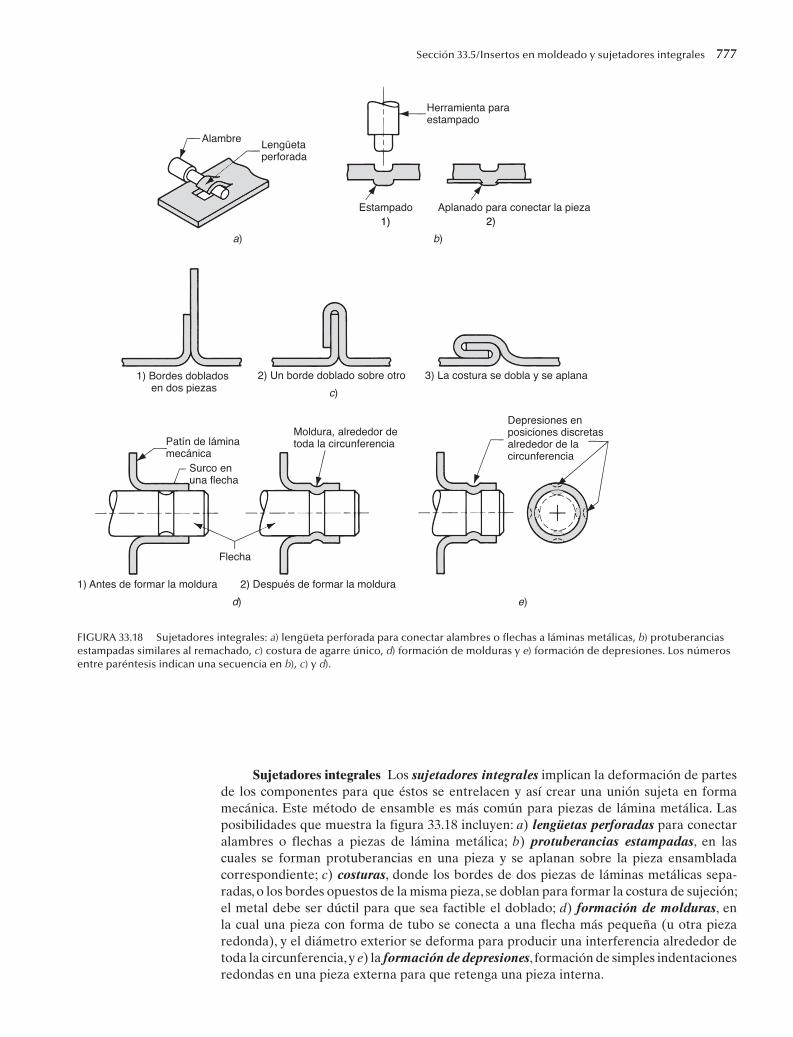
Insertos en moldeados y fundiciones Este método implica la colocación de un compo-nente dentro de un molde antes del moldeado de plásticos o la fundición de metales, para que se convierta en una pieza permanente e integral del moldeado o de la fundición. Se prefiere insertar un componente separado en lugar de moldear su forma si el inserto tiene ciertas propiedades (por ejemplo, resistencia) que son superiores a las del material mol-deado o fundido, o si la forma obtenida mediante el uso del inserto es demasiado compleja o intrincada para incorporarla en el molde. Los ejemplos de insertos en piezas moldeadas o fundidas incluyen los bujes y tuercas con rosca interna, los pernos prisioneros, los cojinetes y los contactos eléctricos con rosca externa. Algunos de ellos se ilustran en la figura 33.17. Los insertos con rosca interna deben colocarse dentro del molde con chavetas roscadas para evitar que el material de moldeo fluya dentro del orificio roscado.
La colocación de insertos dentro de un molde tiene ciertas desventajas en la produc-ción [8]: 1) el diseño del molde se vuelve más complicado; 2) el manejo y la colocación del inserto dentro de la cavidad requiere tiempo, lo que reduce la tasa de producción; y 3) los insertos introducen un material ajeno a la fundición o moldeado y, en el caso de un defecto, el metal fundido o el plástico no puede recuperarse ni reciclarse con facilidad. A pesar de estas desventajas, el uso de insertos es frecuentemente el diseño más funcional y el método de producción de menor costo.
FIGURA 33.16 Clavijas: a) de cabeza ladeada, punta estándar; b) de cabeza simétrica, de punta asegurada; c) de punta cuadrada; d) de punta ovalada y e) de punta de cincel.
Longitud
Longitud
Diámetro
a) b)
c) d) e)
FIGURA 33.17 Ejemplos de insertos moldeados: a) cojinete roscado y b) perno sin cabeza roscado.
Material moldeado o fundición
Roscas internasRoscas externas
Sección moleteada
a) b)
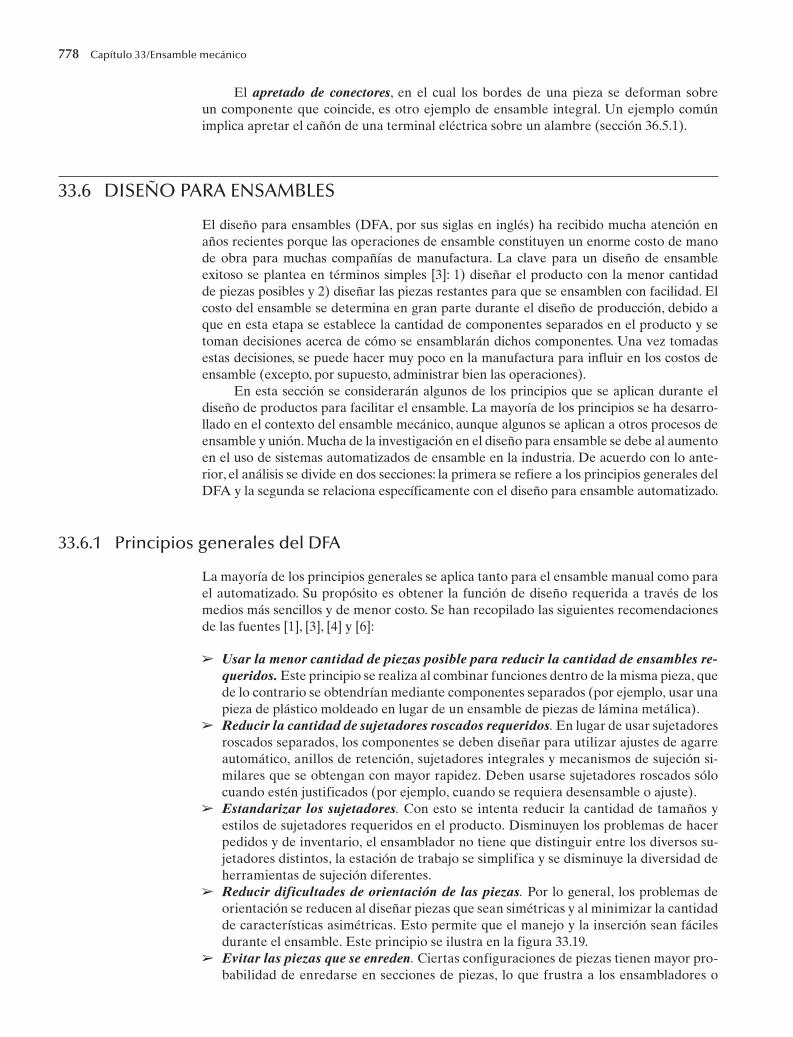
Sujetadores integrales Los sujetadores integrales implican la deformación de partes de los componentes para que éstos se entrelacen y así crear una unión sujeta en forma mecánica. Este método de ensamble es más común para piezas de lámina metálica. Las posibilidades que muestra la figura 33.18 incluyen: a) lengüetas perforadas para conectar alambres o flechas a piezas de lámina metálica; b) protuberancias estampadas, en las cuales se forman protuberancias en una pieza y se aplanan sobre la pieza ensamblada correspondiente; c) costuras, donde los bordes de dos piezas de láminas metálicas sepa- radas, o los bordes opuestos de la misma pieza, se doblan para formar la costura de sujeción; el metal debe ser dúctil para que sea factible el doblado; d) formación de molduras, en la cual una pieza con forma de tubo se conecta a una flecha más pequeña (u otra pieza redonda), y el diámetro exterior se deforma para producir una interferencia alrededor de toda la circunferencia, y e) la formación de depresiones, formación de simples indentaciones redondas en una pieza externa para que retenga una pieza interna.
Sección 33.5/Insertos en moldeado y sujetadores integrales 777
FIGURA 33.18 Sujetadores integrales: a) lengüeta perforada para conectar alambres o flechas a láminas metálicas, b) protuberancias estampadas similares al remachado, c) costura de agarre único, d) formación de molduras y e) formación de depresiones. Los números entre paréntesis indican una secuencia en b), c) y d).
AlambreLengüeta perforada
Herramienta para estampado
Estampado Aplanado para conectar la pieza
1) Bordes doblados en dos piezas
2) Un borde doblado sobre otro 3) La costura se dobla y se aplana
Patín de lámina mecánica
Surco en una flecha
1) Antes de formar la moldura
Moldura, alrededor de toda la circunferencia
2) Después de formar la moldura
Depresiones en posiciones discretas alrededor de la circunferencia
Flecha
a) b)
c)
d) e)
778 Capítulo 33/Ensamble mecánico
El apretado de conectores, en el cual los bordes de una pieza se deforman sobre un componente que coincide, es otro ejemplo de ensamble integral. Un ejemplo común implica apretar el cañón de una terminal eléctrica sobre un alambre (sección 36.5.1).
33.6 DISEÑO PARA ENSAMBLES
El diseño para ensambles (DFA, por sus siglas en inglés) ha recibido mucha atención en años recientes porque las operaciones de ensamble constituyen un enorme costo de mano de obra para muchas compañías de manufactura. La clave para un diseño de ensamble exitoso se plantea en términos simples [3]: 1) diseñar el producto con la menor cantidad de piezas posibles y 2) diseñar las piezas restantes para que se ensamblen con facilidad. El costo del ensamble se determina en gran parte durante el diseño de producción, debido a que en esta etapa se establece la cantidad de componentes separados en el producto y se toman decisiones acerca de cómo se ensamblarán dichos componentes. Una vez tomadas estas decisiones, se puede hacer muy poco en la manufactura para influir en los costos de ensamble (excepto, por supuesto, administrar bien las operaciones).
En esta sección se considerarán algunos de los principios que se aplican durante el diseño de productos para facilitar el ensamble. La mayoría de los principios se ha desarro-llado en el contexto del ensamble mecánico, aunque algunos se aplican a otros procesos de ensamble y unión. Mucha de la investigación en el diseño para ensamble se debe al aumento en el uso de sistemas automatizados de ensamble en la industria. De acuerdo con lo ante-rior, el análisis se divide en dos secciones: la primera se refiere a los principios generales del DFA y la segunda se relaciona específicamente con el diseño para ensamble automatizado.
33.6.1 Principios generales del DFA
La mayoría de los principios generales se aplica tanto para el ensamble manual como para el automatizado. Su propósito es obtener la función de diseño requerida a través de los medios más sencillos y de menor costo. Se han recopilado las siguientes recomendaciones de las fuentes [1], [3], [4] y [6]:
Usar la menor cantidad de piezas posible para reducir la cantidad de ensambles re-queridos. Este principio se realiza al combinar funciones dentro de la misma pieza, que de lo contrario se obtendrían mediante componentes separados (por ejemplo, usar una pieza de plástico moldeado en lugar de un ensamble de piezas de lámina metálica).
Reducir la cantidad de sujetadores roscados requeridos. En lugar de usar sujetadores roscados separados, los componentes se deben diseñar para utilizar ajustes de agarre automático, anillos de retención, sujetadores integrales y mecanismos de sujeción si-milares que se obtengan con mayor rapidez. Deben usarse sujetadores roscados sólo cuando estén justificados (por ejemplo, cuando se requiera desensamble o ajuste).
Estandarizar los sujetadores. Con esto se intenta reducir la cantidad de tamaños y estilos de sujetadores requeridos en el producto. Disminuyen los problemas de hacer pedidos y de inventario, el ensamblador no tiene que distinguir entre los diversos su-jetadores distintos, la estación de trabajo se simplifica y se disminuye la diversidad de herramientas de sujeción diferentes.
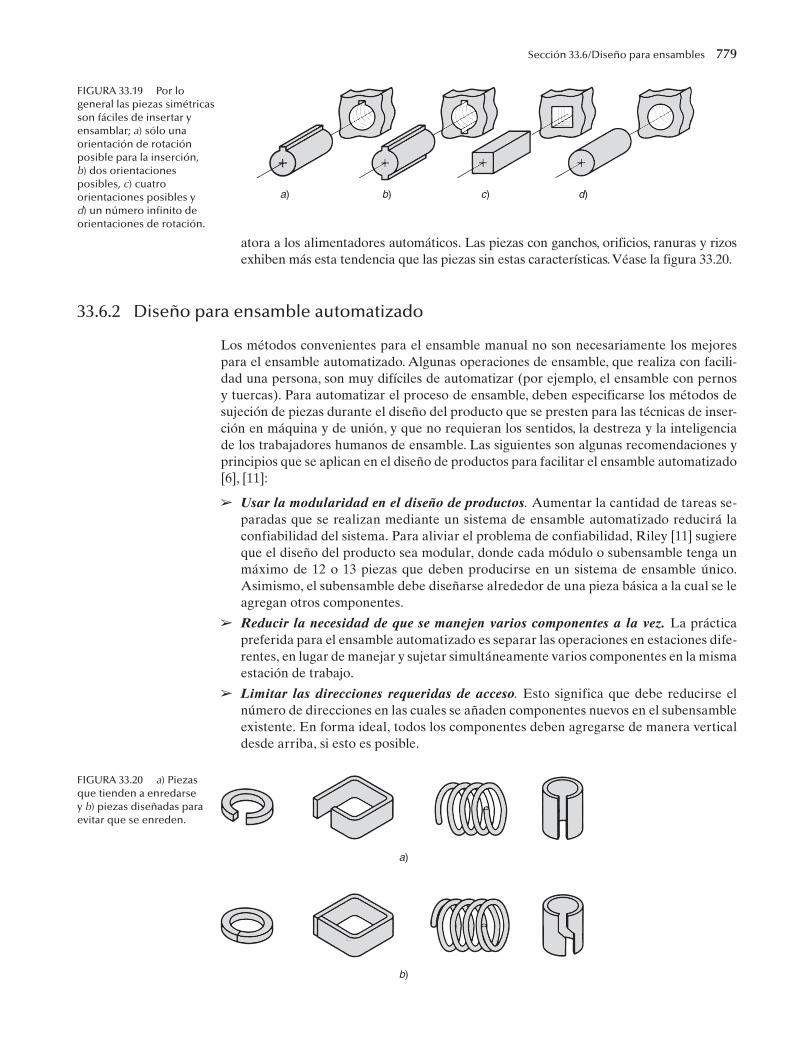
Reducir dificultades de orientación de las piezas. Por lo general, los problemas de orientación se reducen al diseñar piezas que sean simétricas y al minimizar la cantidad de características asimétricas. Esto permite que el manejo y la inserción sean fáciles durante el ensamble. Este principio se ilustra en la figura 33.19.
Evitar las piezas que se enreden. Ciertas configuraciones de piezas tienen mayor pro-babilidad de enredarse en secciones de piezas, lo que frustra a los ensambladores o
Sección 33.6/Diseño para ensambles 779
atora a los alimentadores automáticos. Las piezas con ganchos, orificios, ranuras y rizos exhiben más esta tendencia que las piezas sin estas características. Véase la figura 33.20.
33.6.2 Diseño para ensamble automatizado
Los métodos convenientes para el ensamble manual no son necesariamente los mejores para el ensamble automatizado. Algunas operaciones de ensamble, que realiza con facili-dad una persona, son muy difíciles de automatizar (por ejemplo, el ensamble con pernos y tuercas). Para automatizar el proceso de ensamble, deben especificarse los métodos de sujeción de piezas durante el diseño del producto que se presten para las técnicas de inser-ción en máquina y de unión, y que no requieran los sentidos, la destreza y la inteligencia de los trabajadores humanos de ensamble. Las siguientes son algunas recomendaciones y principios que se aplican en el diseño de productos para facilitar el ensamble automatizado [6], [11]:
Usar la modularidad en el diseño de productos. Aumentar la cantidad de tareas se-paradas que se realizan mediante un sistema de ensamble automatizado reducirá la confiabilidad del sistema. Para aliviar el problema de confiabilidad, Riley [11] sugiere que el diseño del producto sea modular, donde cada módulo o subensamble tenga un máximo de 12 o 13 piezas que deben producirse en un sistema de ensamble único. Asimismo, el subensamble debe diseñarse alrededor de una pieza básica a la cual se le agregan otros componentes.
Reducir la necesidad de que se manejen varios componentes a la vez. La práctica preferida para el ensamble automatizado es separar las operaciones en estaciones dife-rentes, en lugar de manejar y sujetar simultáneamente varios componentes en la misma estación de trabajo.
Limitar las direcciones requeridas de acceso. Esto significa que debe reducirse el número de direcciones en las cuales se añaden componentes nuevos en el subensamble existente. En forma ideal, todos los componentes deben agregarse de manera vertical desde arriba, si esto es posible.
FIGURA 33.19 Por lo general las piezas simétricas son fáciles de insertar y ensamblar; a) sólo una orientación de rotación posible para la inserción, b) dos orientaciones posibles, c) cuatro orientaciones posibles y d) un número infinito de orientaciones de rotación.
a) b) c) d)
FIGURA 33.20 a) Piezas que tienden a enredarse y b) piezas diseñadas para evitar que se enreden.
a)
b)

780 Capítulo 33/Ensamble mecánico
Componentes de alta calidad. El alto desempeño de un sistema de ensamble auto-matizado requiere que se añadan componentes de alta calidad en forma consistente a cada estación de trabajo. Los componentes de baja calidad producen atascamientos en los mecanismos de alimentación y ensamble, por lo que provocan pérdidas de tiempo.
Usar ajustes de agarre automático. Esto elimina la necesidad de sujetadores roscados; el ensamble se realiza mediante la inserción simple, por lo general desde arriba. Sólo requiere que las piezas se diseñen con características positivas y negativas especiales para facilitar la inserción y la sujeción.
REFERENCIAS
[1] Andreasen, M., Kahler, S. y Lund, T., Design for Assembly, Springer-Verlag, Nueva York, 1988.
[2] Blake, A., What Every Engineer Should Know About Thread-ed Fasteners, Marcel Dekker, Nueva York, 1986.
[3] Boothroyd, G., Dewhurst, P. y Knight, W., Product Design for Manufacture and Assembly, Marcel Dekker, Nueva York, 1994.
[4] Bralla, J. G. (editor en jefe), Design for Manufacturabil-ity Handbook, 2a. ed., McGraw-Hill Book Company, Nueva York, 1998.
[5] Dewhurst, P. y Boothroyd, G., “Design for Assembly in Ac-tion”. Assembly Engineering, enero de 1987, pp. 64-68.
[6] Groover, M. P., Automation, Production Systems, and Com-puter Integrated Manufacturing, 2a. ed., Prentice-Hall, Upper Saddle River, N. J., 2001.
[7] Groover, M. P., Weiss, M., Nagel, R. N. y Odrey, N. G., Indus-trial Robotics: Technology, Programming, and Applications, McGraw-Hill Book Company, Nueva York, 1986.
[8] Laughner, V. H. y Hargan, A. D., Handbook of Fastening and Joining of Metal Parts, McGraw-Hill Book Company, Nueva York, 1956.
[9] Nof, S. Y., Wilhelm. W. E. y Warnecke, H-J., Industrial Assem-bly, Chapman & Hall, Nueva York, 1997.
[10] Parmley, R. O. (ed.), Standard Handbook of Fastening and Joining, 3a. ed. McGraw-Hill Company, Nueva York, 1997.
[11] Riley. F. J., Assembly Automation, A Management Handbook, 2a. ed., Industrial Press, Nueva York, 1999.
[12] Speck, J. A., Mechanical Fastening, Joining, and Assembly, Marcel Dekker, Nueva York, 1997.
[13] Whitney. D. E., Mechanical Assemblies, Oxford University Press, Nueva York, 2004.
[l4] Wick, C. y Veilleux, R. F (eds.), Tool and Manufacturing Engineers Handhook, 4a. ed., vol. IV, Quality Control and Assembly. Society of Manufacturing Engineers, Dearborn, Mich., 1987.
PREGUNTAS DE REPASO
33.1. ¿En qué es diferente el ensamble mecánico de los otros mé-todos de ensamble analizados en capítulos anteriores? (Por ejemplo, la soldadura por fusión o la soldadura dura).
33.2. ¿Cuáles son algunas razones por las que a veces los ensam-bles deben desarmarse?
33.3. ¿Cuál es la diferencia técnica entre un tornillo y un perno? 33.4. ¿Qué es un perno sin cabeza (en el contexto de los sujetado-
res roscados)? 33.5. ¿Qué es el apretado por giro de torque? 33.6. Defina la resistencia de prueba como el término aplicado a
los sujetadores roscados. 33.7. ¿Cuáles son las tres formas en las que puede fallar un suje-
tador roscado durante el apretado?
33.8. ¿Qué es un remache? 33.9. ¿Cuál es la diferencia entre un ajuste por compresión y un
ajuste por expansión en el ensamble?33.10. ¿Cuáles son las ventajas del ajuste automático?33.11. ¿Cuál es la diferencia entre el puntillado y el engrapado in-
dustrial?33.12. ¿Qué son los sujetadores integrales?33.13. Identifique algunos de los principios y directrices generales
del diseño para el ensamble.33.14. Identifique algunos de los principios y directrices generales
que se aplican específicamente al ensamble automatizado.
CUESTIONARIO DE OPCIÓN MÚLTIPLE
En las siguientes preguntas de opción múltiple hay un total de 18 respuestas correctas (algunas preguntas tienen varias respuestas correctas). Para obtener una calificación perfecta hay que dar todas las respuestas correctas del cuestionario. Cada respuesta correcta