Embed Size (px)
Citation preview

Erweiterte Materialmodellierung zur Spritzgießsimulation unter
Berücksichtigung zulässiger Schmelzebeanspruchung
hochgefüllter Thermoplaste
Von der Fakultät für Ingenieurwissenschaften,
Abteilung Maschinenbau und Verfahrenstechnik der
Universität Duisburg-Essen
zur Erlangung des akademischen Grades
einer
Doktorin der Ingenieurwissenschaften
Dr.-Ing.
genehmigte Dissertation
von
Antje Birkholz geb. Swoboda
aus
Willich
Gutachter: Prof. Dr.-Ing. Johannes Wortberg
Prof. Dr.-Ing. Reinhard Schiffers
Tag der mündlichen Prüfung: 17.12.2018

„Liebe das Leben,
und das Leben liebt dich.
Grüße das Schicksal,
und das Schicksal grüßt dich.
Suche das Glück,
und das Glück sucht dich.“
Dr. Carl Peter Fröhling (*1933),
deutscher Germanist, Philosoph
und Aphoristiker

Vorwort / Danksagung
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftliche Mitarbeiterin
am Lehrstuhl für Konstruktion und Kunststoffmaschinen an der Universität Duisburg-Essen
von 2012 bis 2018.
Mein besonderer Dank gilt meinem Doktorvater Herrn Prof. Dr.-Ing. Johannes Wortberg, der
durch seine hervorragende Betreuung diese Arbeit ermöglicht hat. Die vielen anregenden Dis-
kussionen und wertvollen Ratschläge haben mir stets die richtige Richtung gewiesen. Für die
Übernahme des Korreferats und das aufgebrachte Interesse an meiner Arbeit möchte ich
Herrn Prof. Dr.-Ing. Reinhard Schiffers danken. Ebenso danke ich dem Vorsitzenden der Prü-
fungskommission Prof. Dr.-Ing. Friedrich-Karl Benra und dem Mitprüfer Prof. Dr.-Ing. Wojciech
Kowalczyk.
Meinen ehemaligen KollegInnen am Institut möchte ich ebenfalls meinen Dank aussprechen.
Das erquickliche Arbeitsklima hat mich täglich dabei unterstützt, mein Ziel zu erreichen. Für
die kritische Durchsicht meiner Arbeit danke ich meinem Bürokollegen Herrn Alexander
Schulze Struchtrup und Herrn Frederik Brenzke sehr.
Für die gute Unterstützung und Zusammenarbeit danke ich weiterhin Herrn Marco Grundler
(Zentrum für BrennstoffzellenTechnik GmbH). Ohne die Leihgabe der verwendeten Spritzgieß-
maschine wäre diese Arbeit nicht möglich gewesen. Daher danke ich der Firma ARBURG
GmbH + Co KG und insbesondere Herrn Dr.-Ing. Thomas Walther für seine Unterstützung.
Ebenso essentiell für diese Arbeit war die bereitgestellte Hochschullizenz von 𝑆𝑖𝑔𝑚𝑎𝑠𝑜𝑓𝑡.
Mein Dank gilt daher der SIGMA Engineering GmbH. Für die Durchführung der Rheotens-
Messung gebührt mein Dank der GÖTTFERT Werkstoffprüfmaschinen GmbH; hier seien Herr
Dr.-Ing. Joachim Sunder und Herr Markus Koch namentlich erwähnt. Weiter danke ich Herrn
Viktor Mackert von der Universität Duisburg-Essen (Lehrstuhl NPPT) für die Hilfe bei den REM-
Aufnahmen und Herrn Tamay Meric von der Universität Paderborn für die Durchführung der
𝜇CT-Messungen.
Allen meinen ehemaligen studentischen MitarbeiterInnen und AbschlussarbeiterInnen danke
ich für ihre engagierte Mitarbeit und wertvollen Beiträge zum Gelingen dieser Arbeit.
Für die wertvolle moralische und fachliche Unterstützung danke ich besonders Herrn Rudolf
Schlitt und Herrn Iouri Kamenskikh. Diese wurde besonders durch meine Mentorin Frau Prof.
Dr.-Ing. Sonja Pongratz und meine Mentees im Rahmen des mentoring3 aus weiblicher Sicht
komplettiert. Ein wichtiger Bestandteil dabei waren auch die vielen Gespräche mit unserer
Sekretärin Frau Andrea Eckold. Für die moralische Unterstützung, den Ansporn und die fach-
liche Unterstützung möchte ich weiterhin meinen guten Freundinnen und Kolleginnen Frau
Christina Linnemann und Frau Katharina Schulz großen Dank aussprechen.
Nicht zuletzt gab mir mein Ehemann Benedikt mit seiner unvergleichlichen Art stets immensen
Rückhalt und Freiraum. Auf ihn und meine gesamte Familie – (Groß-) Eltern, Schwiegereltern
und Geschwister – konnte und kann ich auch zukünftig jederzeit bauen. Mein Dank dafür ist
unaussprechlich groß.
Tönisvorst, Dezember 2018
INHALTSVERZEICHNIS I
Inhaltsverzeichnis
Zusammenfassung ........................................................................................................... VIII
Summary ............................................................................................................................. XI
1 Einleitung ...................................................................................................................... 1
1.1 Motivation ............................................................................................................. 2
1.2 Zielsetzung und Herangehensweise ..................................................................... 3
2 Stand der Forschung und Technik .............................................................................. 5
2.1 Hochgefüllte Thermoplast-Compounds ................................................................ 5
2.1.1 Matrixmaterial Polypropylen ..................................................................... 7
2.1.2 Funktionale Füllstoffe Grafit und Ruß ....................................................... 8
2.1.2.1 Grafit ....................................................................................... 10
2.1.2.2 Ruß ......................................................................................... 11
2.2 Spritzgießen hochgefüllter Thermoplast-Compounds ......................................... 11
2.3 Fließphänomene an der Fließfront beim Spritzgießen hochgefüllter
Thermoplast-Compounds ................................................................................... 16
2.4 Numerische Simulation des Formfüllvorganges beim Spritzgießen hochgefüllter
Thermoplast-Compounds ................................................................................... 19
3 Experimentelle Untersuchung des Formfüllprozesses ............................................ 24
3.1 Verwendete Werkstoffe und Compounds ........................................................... 24
3.2 Füllstoffmorphologie, -verteilung und -ausrichtung in den Compounds ............... 29
3.3 Versuchsaufbau und Probekörperauswahl ......................................................... 32
3.3.1 Rechteckplatte ....................................................................................... 35
3.3.2 Scheibe.................................................................................................. 35
3.4 Messtechnischer Aufbau und Datenverarbeitung ............................................... 35
3.5 Optische Erfassung der Schmelzefließfront ........................................................ 37
3.6 Prozessführung mit variothermer Werkzeugtemperierung .................................. 39
3.7 Versuchsplan und -durchführung zur experimentellen Untersuchung der
Schmelzebeanspruchung der Compounds beim Spritzgießen ........................... 41
3.8 Auswertung der Versuchsreihen und Bestimmung von Einflussfaktoren zur
gezielten Einhaltung der maximal zulässigen Beanspruchung ........................... 45
3.8.1 Bildaufnahmen der Fließfront und Prozessdaten ................................... 46
3.8.2 Füllstoffmorphologie, -verteilung und -ausrichtung in der
Schmelzefließfront ................................................................................. 50
INHALTSVERZEICHNIS II
3.9 Zwischenfazit experimenteller Teil...................................................................... 55
4 Ermittlung zulässiger Schmelzebeanspruchungen durch die
Spritzgießsimulation ................................................................................................... 57
4.1 Konsistente Materialmodelle für die Spritzgießsimulation ................................... 58
4.1.1 Erfassung rheologischer Materialparameter mit dem
Hochdruckkapillarrheometer und Messwertkorrekturen ......................... 60
4.1.1.1 Scherviskositätskurven und Wandgleiten ................................ 62
4.1.1.2 Überprüfung der Messbedingungen durch die numerische
Simulation ............................................................................... 66
4.1.2 Ermittlung der Schmelzefestigkeit und -dehnung mit dem Rheotens-
Versuch ................................................................................................. 67
4.1.3 Thermodynamische Materialdaten ......................................................... 74
4.1.3.1 Enthalpie, Wärmekapazität und Abkühlrateneffekte ................ 74
4.1.3.2 pvT-Verhalten unter Laborbedingungen und an der
Spritzgießmaschine ................................................................. 77
4.1.3.3 Wärmeleitfähigkeit ................................................................... 85
4.2 Preprocessing und Simulationseinstellungen ..................................................... 86
4.3 Methode zur Bestimmung der zulässigen Schmelzebeanspruchung an der
Schmelzefließfront ............................................................................................. 89
4.4 Zulässige Dehnbeanspruchung an der Schmelzefließfront ................................. 92
5 Fazit und Ausblick ...................................................................................................... 97
6 Verzeichnisse ............................................................................................................ 101
6.1 Literaturverzeichnis .......................................................................................... 101
6.2 Abbildungsverzeichnis ...................................................................................... 111
6.3 Tabellenverzeichnis ......................................................................................... 115
A Anhang ...................................................................................................................... 116
A.1 Verwendete Geräte und Messeinrichtungen ..................................................... 116
A.2 Verwendete Software und Programme ............................................................. 117
A.3 Verwendete Materialien .................................................................................... 118
A.4 Versuchs- und Ergebnismatrizen ..................................................................... 119
A.5 Versuchsdurchführung zur Ermittlung des pvT-Verhaltens mit der
Spritzgießmaschine .......................................................................................... 130
7 Curriculum vitae ........................................................................................................ 132
ABKÜRZUNGSVERZEICHNIS III
Abkürzungsverzeichnis
Abkürzung Bedeutung
B+W-R+M Bagley-, Weißenberg-Rabinowitsch- und Mooney-Korrektur
CFD numerische Strömungssimulation (englisch: Computational Fluid Dyna-
mics)
DOE Versuchsplan (englisch: Design of Experiments)
DSC dynamische Differenzkalorimetrie (englisch: Differential Scanning Calo-
rimetry)
FOS fiberoptischer Sensor (englisch: Fiber Optical Sensor)
FVM Finite Volumen Methode
G1 natürlicher, schieferförmiger Grafit
G2 synthetischer, sphärischer Grafit
HKR Hochdruck-Kapillarrheometer
ipe Institut für Produkt Engineering
KTP Kunststofftechnik Paderborn
Max. Maximum
max. maximal
MFR Schmelze-Massefließrate (englisch: Melt Flow Rate)
nat. natürlich
NPPT Lehrstuhl für Nanopartikel-Prozesstechnik
𝜇CT Röntgen-Mikro-Computertomographie
P Rechteckplatten-Kavität/-Formteil
PEM Polymerelektrolytmembran (englisch: Polymer Electrolyte Membrane)
PP Polypropylen
PPS Polyphenylensulfid
PSD Partikelgrößenverteilungen (englisch: Particle Size Distribution)
pvT Funktion des spezifischen Volumens in Abhängigkeit des Drucks und der
Temperatur
REM Rasterelektronenmikroskop (englisch: Scanning Elektron Microscope
(SEM))
RS Rückstromsperre
S Scheibe-Kavität/-Formteil
SGM Spritzgießmaschine
synt. synthetisch
Tait modified-2-domain-Tait-model
vario variotherm
FORMELZEICHENVERZEICHNIS IV
Formelzeichenverzeichnis
Lateinische Formelzeichen
Formelzeichen Einheit Bedeutung
𝐴 [𝑚𝑚2] Objektfläche
𝐴𝐾𝑜𝑛𝑣𝑒𝑥 [𝑚𝑚2] Objektfläche mit konkaven Bereichen
𝐵 [𝑃𝑎] Parameter des modified-2-domain-Tait-model
𝑏1𝐿 [𝑚³/𝑘𝑔] Parameter des modified-2-domain-Tait-model
𝑏1𝑆 [𝑚³/𝑘𝑔] Parameter des modified-2-domain-Tait-model
𝑏2𝐿 [𝑚³/(𝑘𝑔 ∙ 𝐾)] Parameter des modified-2-domain-Tait-model
𝑏2𝑆 [𝑚³/(𝑘𝑔 ∙ 𝐾)] Parameter des modified-2-domain-Tait-model
𝑏3𝐿 [𝑃𝑎] Parameter des modified-2-domain-Tait-model
𝑏3𝑆 [𝑃𝑎] Parameter des modified-2-domain-Tait-model
𝑏4𝐿 [1/𝐾] Parameter des modified-2-domain-Tait-model
𝑏4𝑆 [1/𝐾] Parameter des modified-2-domain-Tait-model
𝑏5 [𝐾] Kristallisationstemperatur (modified-2-domain-Tait-model)
𝑏6 [𝐾/𝑃𝑎] Parameter des modified-2-domain-Tait-model
𝑏7 [𝑚³/𝑘𝑔] Parameter des modified-2-domain-Tait-model
𝑏8 [1/𝐾] Parameter des modified-2-domain-Tait-model
𝑏9 [1/𝑃𝑎] Parameter des modified-2-domain-Tait-model
𝐶 [−] Parameter des modified-2-domain-Tait-model (0,0894)
𝑐𝑝 [𝐽 (𝑔 ∙ 𝐾)⁄ ] spezifische Wärmekapazität
𝐷 [𝑚𝑚] Durchmesser (Kapillare, Schnecke)
𝑑 [𝑚𝑚] Teilchen- bzw. -äquivalentdurchmesser
𝐸𝑆 [−] Expansion-Shift-Faktor
𝐹 [𝑁] Abzugskraft
𝐺 [𝑃𝑎] Gleitmodul
∆𝐻𝑐 [𝐽/𝑔] Kristallisationsenthalpie
𝐾 [−] Kreisförmigkeit
𝐿 [𝑚𝑚] Länge (Kapillare, Schnecke)
FORMELZEICHENVERZEICHNIS V
Formelzeichen Einheit Bedeutung
𝐿𝐻𝑎𝑢𝑝𝑡 [𝑚𝑚] Länge Hauptachse
𝐿𝑁𝑒𝑏𝑒𝑛 [𝑚𝑚] Länge Nebenachse
𝑚 [𝑃𝑎 ∙ 𝑠] Konsistenzfaktor (Potenzgesetz)
𝑚𝑣,𝐿 [𝑚3 (𝑘𝑔 ∙ 𝐾⁄ )] Änderungsrate des spezifischen Volumens (Schmelze)
𝑚𝑣,𝑆 [𝑚3 (𝑘𝑔 ∙ 𝐾⁄ )] Änderungsrate des spezifischen Volumens (Feststoff)
𝑀𝐹 [−] Meltfraction
𝑀𝑆 [−] Melt-Shift-Faktor
𝑛 [−] Fließexponent (Potenzgesetz)
𝑛𝑣,𝐿 [𝐽 𝑘𝑔⁄ ] spezifisches Volumen bei 0 °𝐶 (Schmelze)
𝑛𝑣,𝑆 [𝐽 𝑘𝑔⁄ ] spezifisches Volumen bei 0 °𝐶 (Feststoff)
𝑝 [𝑏𝑎𝑟] Druck
∆𝑝 [𝑏𝑎𝑟] arithmetisches Mittel der Druckdifferenz
𝑝𝑐 [𝑏𝑎𝑟] Druckbedarf der Kapillare
𝑝ℎ𝑖𝑛𝑗 [𝑏𝑎𝑟] maximaler Einspritzdruck (hydraulisch)
𝑝ℎ𝑠 [𝑏𝑎𝑟] Staudruck
𝑝ℎ𝑦𝑑𝑟 [𝑏𝑎𝑟] Hydraulikdruck am Schneckenschaft
𝑝𝑚𝑒𝑠𝑠 [𝑏𝑎𝑟] in der Verschlussdüse gemessener Druck
𝑄2 [−] normierte Flächenverteilungssumme
𝑞0 [−] Anzahlverteilungsdichte
𝑅 [−] Rundheit
𝑅 [𝑚𝑚] Radius (Kapillareneinlauf)
𝑟 [𝑚𝑚] Radius (Kapillarenauslauf)
𝑆 [−] Solidität
𝑠𝑊 [𝑚𝑚] Werkzeugöffnungsweg
𝑡𝑁𝐷 [𝑠] Nachdruckzeit
𝑡𝐾 [𝑠] Kühlzeit
𝑇 [°𝐶] Temperatur
FORMELZEICHENVERZEICHNIS VI
Formelzeichen Einheit Bedeutung
𝑡 [𝑠] Zeit
�� [𝐾] Parameter des modified-2-domain-Tait-model
𝑇𝑀 [°𝐶] Schmelze-/Massetemperatur
𝑇𝑆 [°𝐶] Standardtemperatur
𝑇𝑍𝑦𝑙 [°𝐶] (maximale) Zylindertemperatur
𝑇𝑓𝑐 [°𝐶] Endtemperatur des Kristallisationstemperaturbereichs
𝑇𝑓𝑓 [°𝐶] Fließfronttemperatur
𝑇𝑖𝑐 [°𝐶] Anfangstemperatur des Kristallisationstemperaturbereichs
𝑇𝑝𝑐 [°𝐶] Peaktemperatur des Kristallisationstemperaturbereichs
𝑇𝑡 [𝐾] Parameter des modified-2-domain-Tait-model
𝑇𝑆 [−] Skalierungsfaktor des Kristallisationstemperaturbereichs
𝑈 [𝑚𝑚] Kreisumfang
𝑉 [−] Abzugsgeschwindigkeitsverhältnis
𝑉 [𝑐𝑚³] Dosiervolumen
𝑣 [𝑚𝑚/𝑠] Abzugsgeschwindigkeit
𝑣 [𝑐𝑚3 𝑔⁄ ] spezifisches Volumen
𝑣 [𝑚 𝑚𝑖𝑛⁄ ] Schneckenumfangsgeschwindigkeit
�� [𝑐𝑚3 𝑔⁄ ] spezifische Volumen als Funktion der Temperatur und des
Drucks 𝑝 (modified-2-domain-Tait-model)
𝑉𝑔𝑒𝑠.𝑅𝑒𝑐ℎ𝑡𝑒𝑐𝑘𝑝𝑙𝑎𝑡𝑡𝑒 [𝑐𝑚³] Volumen der Rechteckplatten-Kavität
𝑉𝑔𝑒𝑠.𝑆𝑐ℎ𝑒𝑖𝑏𝑒 [𝑐𝑚³] Volumen der Scheiben-Kavität
𝑉𝑢 [𝑐𝑚³] Umschaltvolumen
𝑣𝐿 [𝑐𝑚3 𝑔⁄ ] spezifisches Volumen (Schmelze)
𝑣𝑆 [𝑐𝑚3 𝑔⁄ ] spezifisches Volumen (Feststoff)
𝑣𝑠 [𝑚𝑚/𝑠] Abzugsgeschwindigkeit bei Versuchsbeginn
��0 [𝑐𝑚3 𝑔⁄ ] spezifische Volumen als Funktion der Temperatur bei 0 𝑏𝑎𝑟 (modified-2-domain-Tait-model)
��𝑡 [𝑐𝑚3 𝑔⁄ ] spezifisches Volumen (teilkristallin) (modified-2-domain-Tait-model)
FORMELZEICHENVERZEICHNIS VII
Formelzeichen Einheit Bedeutung
�� [𝑐𝑚3 𝑠⁄ ] Volumenstrom
��𝑖𝑛𝑗 [𝑐𝑚3 𝑠⁄ ] Einspritzvolumenstrom
𝑤𝑓 [%] Massenanteil der Füllstoffe
𝑧 [𝑚𝑚] Position/Fließweg in der Düse
Griechische Formelzeichen
Formelzeichen Einheit Bedeutung
𝛼 [𝑊/(𝑚2 ∙ 𝐾)] Wärmeübergangskoeffizient
𝛽𝑐 [𝐾 𝑚𝑖𝑛⁄ ] Kühlrate
�� [1/𝑠] Schergeschwindigkeit
��𝑎𝑝,𝑚 [1/𝑠] scheinbare Schergeschwindigkeit in der Kanalmitte
��𝑎𝑝,𝑤 [1/𝑠] scheinbare Schergeschwindigkeit an der Wand
��𝑤,𝑠 [1/𝑠] wahre Schergeschwindigkeit an der Wand
𝜀𝑐 [−] kritische Dehnung zur Hohlraumbildung
𝜂 [𝑃𝑎 ∙ 𝑠] Scherviskosität
𝜂𝑎𝑝 [𝑃𝑎 ∙ 𝑠] scheinbare Scherviskosität
𝜆 [𝑊 (𝑚 ∙ 𝐾)⁄ ] Wärmeleitfähigkeit
𝜆 [𝑚𝑚] Teilchenabstand
𝜈 [−] Poissonzahl
𝜎 [𝑆/𝑚] elektrische Leitfähigkeit
𝜏 [𝑃𝑎] Schubspannung
𝜏𝑎𝑝,𝑤 [𝑃𝑎] scheinbare Wandschubspannung
𝜏𝑤 [𝑃𝑎] wahre Wandschubspannung
𝜑𝑓 [%] Volumenanteil der Füllstoffe
𝜑𝑔 [%] Volumenanteil des Grafits
ZUSAMMENFASSUNG VIII
Zusammenfassung
Das Spritzgießverfahren als das wichtigste (diskontinuierliche) Urformverfahren ermöglicht die
Herstellung von komplexen Kunststoffprodukten auch aus hochgefüllten, elektrisch leitfähigen
Thermoplasten. Aufgrund des rheologischen, thermodynamischen und mechanischen Verhal-
tens der gefüllten gegenüber der ungefüllten Schmelze verändert sich jedoch der Werkzeug-
füllvorgang und es bildet sich während der Formfüllung keine homogene Schmelzefließfront
aus. Inwieweit diese Veränderung, welche auf das Überschreiten maximal zulässiger Bean-
spruchungen der Schmelze in Folge von zu großen komplexen Scher- und Dehnbeanspru-
chungen zurückgeführt wird, vom Füllstoffsystem bzw. -anteil, der Formteilgeometrie und den
Prozessparametern abhängt, steht im Fokus der Untersuchung. Diese Ergebnisse stellen die
praktische Grundlage der erweiterten Materialmodellierung dar, mit der eine Methode zur Un-
terbindung des Überschreitens zulässiger Schmelzebeanspruchungen an der Schmelzfließ-
front und damit die Sicherstellung einer gleichmäßigen Formfüllung hochgefüllter Thermo-
plaste erarbeitet wird. Eine homogene Schmelzefließfront hochgefüllter Thermoplaste ist so-
wohl die Voraussetzung der für einen Serienprozess notwendigen Prozessfähigkeit beim
Spritzgießen als auch für die Gültigkeit von Spritzgießsimulationsergebnissen. Die Basis zu
deren Berechnung anhand von Scherströmungen wiederum ist die im Rahmen dieser Arbeit
durchgeführte Materialcharakterisierung und deren Überführung in konsistente, prozessnahe
Materialmodelle zur Beschreibung der Materialeigenschaften aus makromechanischer Sicht.
Die anschließende Auswertung der Simulationsergebnisse führt dazu, dass durch die erwei-
terte Materialmodellierung über die konsequente Kombination von Experiment und Simulation
die Schmelzebeanspruchung nicht nur klassifiziert, sondern auch quantifiziert wird.
Die mikroskopische Untersuchung der beiden morphologisch differierenden Grafittypen und
des hiermit (und mit Ruß) unterschiedlich stark gefüllten Polypropylens zeigt die Ausgangssi-
tuation für die Formfüllversuche mit dem Spritzgießverfahren. Die Formfüllversuche werden
mit einer zentral angespritzten Scheibe- und einer über einen Bandanguss angebundenen
Rechteckplatten-Kavität durchgeführt. Somit können die sich bei zwei verschiedenen Strö-
mungsfällen (Scherströmung mit überlagerter uniaxialer vs. biaxialer Dehnströmung) ausbil-
denden Schmelzefließfronten verglichen werden. Die optische Erfassung der Schmelzefließ-
front im Werkzeug ermöglicht deren Klassifikation als homogen oder inhomogen und liefert
damit einen ersten Anhaltspunkt über die Schmelzebeanspruchung.

ZUSAMMENFASSUNG IX
Zudem führen die Variation von Schmelzetemperatur (max. Zylindertemperatur), Einspritzvo-
lumenstrom und Werkzeugtemperatur (isotherm vs. variotherm) zu einer Einschätzung des
Einflusses der Prozessparameter auf die Schmelzefließfrontausbildung der Compounds. Es
wird deutlich, dass die Klassifikation der Schmelzefließfront sowohl für einen gegebenen Füll-
stoffanteil bei beiden Werkzeuggeometrien wie auch bei variierenden Prozessparametern
identisch bleibt und damit die Schmelzebeanspruchung kaum bis gar nicht über die Prozess-
führung beeinflusst werden kann.
Mit den Ergebnissen zur Dehnbarkeit der gefüllten Schmelzen unter vereinfachten Bedingun-
gen (Rheotens-Versuch) kann dieses Phänomen erklärt werden – die Dehnbarkeit der gefüll-
ten Schmelzen hängt primär vom Füllstoffanteil ab. Die weitere Untersuchung der Compounds
im mikroskopischen Bereich mit dem REM-Verfahren zeigt, dass die Morphologie der Grafit-
partikel durch den Einfluss auf die Füllstoff-Matrix-Haftung den Volumenanteil der Füllstoffe
determiniert, der für den Wechsel von Kohäsions- zu reinem Adhäsionsversagen beim
Schmelze(-strangab-)riss verantwortlich ist. So werden die Grenzen beim Spritzgießen durch
eine inhomogene Fließfront bei Volumenanteilen von 40 % (natürlicher Grafit) bzw. 50 %
(sphärischer Grafit) bestätigt. Die Grenzen liegen nahe derer, die ein Material als hochgefüllt
definieren. Diese Ergebnisse zeigen, dass hinsichtlich der Schmelzebeanspruchung beson-
ders die Dehnprozesse relevant sind und daher im Vordergrund der weiteren Untersuchung
stehen müssen.
Durch die konsequent weiter geführten mikroskopischen Untersuchungen werden auch bei
vermeintlich homogenen Fließfronten erste Inhomogenitäten sichtbar. Inwieweit sich diese
nach Einwirken des Nachdruckes noch auf bspw. die mechanischen Eigenschaften auswirken,
steht nicht im Fokus dieser Arbeit und kann daher in weiterführenden Arbeiten erörtert werden.
Bei der Ermittlung der physikalischen, thermodynamischen und rheologischen Eigenschaften
zur Formulierung von Materialmodellen für die Spritzgießsimulation wird verstärkt auf die
Messbedingungen und Überführungsmöglichkeiten in die Simulationsumgebung eingegan-
gen. Zusätzlich werden die über die Spritzgießsimulation auf Basis der Scherströmung be-
rechneten Dehnprozesse zur Quantifizierung der für eine homogene Schmelzefließfront maxi-
mal zulässigen Schmelzebeanspruchung ausgewertet. Die errechneten Dehngeschwindigkei-
ten an der Fließfront stellen deren Maß dar.
ZUSAMMENFASSUNG X
Es wird gezeigt, dass die ermittelten maximalen mittleren Dehngeschwindigkeiten unabhängig
vom Material und der Temperatur jedoch abhängig vom Einspritzvolumenstrom sind. So wer-
den im untersuchten Variationsbereich des Einspritzvolumenstroms Dehngeschwindigkeiten
von ca. 185 − 250 1/𝑠 erreicht. Wie die Versuche und Messungen bestätigen, führen diese
prozessspezifischen Dehngeschwindigkeiten bei hochgefüllten Compounds bereits zur Über-
schreitung der maximal zulässigen Schmelzebeanspruchung.
Zur Reduzierung der Schmelzebeanspruchung auf ein ertragbares Niveau und damit der Er-
zielung einer homogenen Fließfront kommen sowohl Maßnahmen wie die Reduktion der Ein-
spritzvolumenströme und der Füllstoffanteile als auch die Wahl der geeigneten Füllstoffmor-
phologie in Frage. Restriktionen stellen dabei die Materialeigenschaften an sich, wirtschaftli-
che Prozesszeiten und -komplexitäten sowie Vorgaben über notwendige Füllstoffanteile dar.
Weiter gilt es zu überprüfen, ob darüber hinaus mit der Verfahrensvariante Spritzprägen und
dem zusätzlichen Einspritzen in die Werkzeugtrennebene das Schmelzebeanspruchungsni-
veau so stark herabgesetzt werden kann, dass auch bei hochgefülllten Thermoplast-Com-
pounds lediglich homogene Schmelzefließfronten resultieren. Da bereits aus der Extrusion die
Wichtigkeit sehr langsamer und gleichmäßiger Extrusionsgeschwindigkeiten zur Unterbindung
von seitlichen Rissen bekannt ist, ist es fraglich, ob dies mit dem Spritzgießen oder dessen
Verfahrensvarianten generell möglich ist.

SUMMARY XI
Summary
Injection molding as the most important (batch) forming process enables the production of
complex polymer products, including highly filled, electrically conductive thermoplastics. Be-
cause of the rheological, thermodynamic and mechanical behavior of the melt, the mold filling
behavior changes. The flow front is not homogenous anymore. The change of the mold filling
behavior is attributed to the exceedance of maximal, permissible melt stresses in consequence
of excessive complex shear and strain processes during filling. The focus of the investigation
is the question of the extent to which the filler system or filler volume fraction, part geometry
and process parameters are relevant in this regard. These results represent the practical basis
of the extended material modeling, whereby a method to prevent the exceedance of permissi-
ble melt stresses at the melt front is developed, ensuring a uniform mold filling of highly filled
thermoplastics. This is both, the prerequisite for the process capability required for a series
process in injection molding and for the validity of injection molding simulation results. The
basis for the calculation of these based on shear flows is in turn the material characterization
and its conversion into consistent, process-oriented material models for the description of the
material properties from a macro-mechanical point of view. The subsequent evaluation of the
simulation results taking into account extended material modeling with the consistent combi-
nation of experiment and simulation allows classifying and quantifying melt stresses.
The microscopic examination of two morphologically differing types of graphite and the here-
with (and with carbon black) to a different extent filled polypropylene shows the starting point
for the mold filling tests using the injection molding process. Mold filling tests are carried out
with a central-gated disc and a film-gated rectangular plate cavity. Thus, the melt flow fronts
forming in two different flow cases (shear flow with superimposed uniaxial vs. biaxial exten-
sional flow) can be compared. The optical recording of the flow front in the mold allows its
classification as homogeneous or inhomogeneous. Thus, a first indication of the melt stress is
supplied.
In addition, the variation of melt temperature (maximum cylinder temperature), injection flow
rate and mold temperature (isothermal vs. variothermal) leads to an assessment of the influ-
ence of process parameters on the flow front formation of the compounds. It becomes clear
that the classification of the melt flow front for a filler content remains the same for both mold
geometries as well as for varying process parameters. Thus, the melt stress can hardly or not
be influenced by the process control.
SUMMARY XII
This phenomenon can be explained with the results of the drawability of the filled melts under
simplified conditions (Rheotens experiment) – the drawability of the filled melts depends pri-
marily on filler content. Further investigation of the microstructure of the compounds with the
SEM method shows that the morphology of the graphite particles determines the volume frac-
tion of the fillers due to the influence on the filler-matrix adhesion, which is responsible for the
change from cohesion to pure adhesion failure at melt (strand) break. Hence, the limits of an
inhomogeneous flow front during injection molding are confirmed at volume fractions of 40 %
(natural graphite) and 50 % (spherical graphite) respectively. These limits are close to those
that define a material as highly filled. These results show that with regard to melt stress, espe-
cially the stretching processes are relevant. Therefore, the focus of the further investigation is
on these stretching processes.
Due to consistently advanced microscopic examinations, first inhomogeneities become visible
even in supposedly homogeneous flow fronts. The extent to which these have an effect e.g.
on mechanical properties even after the impression of holding pressure is not the focus of this
work and can therefore be discussed in further work.
The determination of physical, thermodynamic and rheological properties to formulate material
models for injection molding simulation in reference to measurement conditions and transfer
possibilities into the simulation environment is examined additionally. Furthermore, strain pro-
cesses calculated by the injection molding simulation based on the shear flow are used to
quantify maximal permissible melt stresses in order to accomplish a homogeneous melt flow
front. The calculated strain rates at the flow front represent its measure.
It is shown that the determined maximum average strain rates are independent of material and
temperature, however, dependent on injection volume flow rate. Thus, in the studied range of
injection volume flow rates, strain rates of about 185 − 250 1/𝑠 can be achieved. These pro-
cess-specific elongation rates already result in the exceedance of the maximum permissible
melt stress for highly filled compounds, as confirmed by the tests and measurements.
In order to reduce melt stresses to a tolerable level and thus, to achieve a homogeneous flow
front, measures such as the reduction of injection volume flow rate and filler volume fraction
as well as the choice of suitable filler morphology come into question. Restrictions represent
the material properties per se, economic process times and complexities as well as specifica-
tions about necessary filler loadings. Furthermore, it is necessary to examine if the melt stress
level can be reduced in such an extent that only homogeneous melt flow fronts result even
SUMMARY XIII
with highly filled thermoplastic compounds processed with the process variant injection com-
pression molding and an additional injection into the mold parting surface. Since the im-
portance of very slow and uniform extrusion rates for preventing lateral cracks is already known
from extrusion, it is questionable whether this is generally possible with injection molding or its
process variants.
EINLEITUNG 1
1 Einleitung
Die gesamte Kunststoffindustrie zeichnet sich seit vielen Jahren durch ein großes wirtschaftli-
ches Wachstum aus. Dies umfasst nicht nur ein mengenmäßiges Wachstum [AVK13], sondern
auch die Steigerung der Variantenvielfalt zur Eroberung neuer Märkte [Pla15]. Durch die Zu-
gabe von funktionellen Füllstoffen wird dieser mit maßgeschneiderten Materialien zur Erfüllung
der diversen, z. T. auch konträren Anforderungen begegnet. Glasfaserverstärkte Kunststoffe
stellen in Europa mit 1,043 𝑀𝑖𝑙𝑙𝑖𝑜𝑛𝑒𝑛 𝑇𝑜𝑛𝑛𝑒𝑛 in 2014 [WKK15] den größten Anteil der gefüllten
Polymere dar. Mit großem Abstand (weltweit 83 𝑇𝑎𝑢𝑠𝑒𝑛𝑑 𝑇𝑜𝑛𝑛𝑒𝑛 in 2014 [WKK15]) folgen die
kohlenstofffaserverstärkten Kunststoffe. In zahlreichen Herstellungsverfahren werden die koh-
lenstoffbasierten Fasern hauptsächlich in duroplastische, aber auch thermoplastische Materi-
alien als Verstärkungsstoffe eingebracht. Nicht nur in Abhängigkeit vom Matrixmaterial und
dem Füllstoffsystem, sondern vornehmlich auch nach erzielbarer Produktqualität und Kosten
werden die Produktionsverfahren zur Herstellung von Bauteilen in den Haupteinsatzgebieten
Luftfahrt, Verteidigung und Fahrzeugbau ausgewählt. Auch das wichtigste diskontinuierliche
Fertigungsverfahren zur Serienfertigung von Fertigteilen aus Kunststoff – das Urformverfahren
Spritzgießen – ist nicht zuletzt aufgrund der generell hohen Prozessstabilität und Automati-
sierbarkeit in diesem Bereich vertreten. Der Einsatz von kohlenstoffbasierten Füllstoffen in
Kunststoffen ist jedoch nicht nur auf die Verstärkung von Bauteilen begrenzt. Sie sind im Ge-
gensatz zu den Kunststoffen, welche gewöhnlich als elektrische Isolatoren bekannt sind, in
der Lage als elektrische Leiter zu fungieren und kommen daher im Bereich der Elektronik und
hinsichtlich der Verknappung fossiler Brennstoffe in der Energieversorgung zum Einsatz. Nur
in wenigen Ausnahmefällen sind Kunststoffe intrinsisch leitfähig; dann mit den Nachteilen der
chemischen Instabilität und infolgedessen schlechten Verarbeitbarkeit. Voraussetzung einer
guten elektrischen Leitfähigkeit ist ein geringer elektrischer Widerstand. Da sich die elektrische
Leitfähigkeit als Kehrwert des Widerstands berechnet, ist eine gute elektrische Leitfähigkeit
mit einem geringen elektrischen Widerstand gleichzusetzen. Aus diesem Grund werden diese
Begriffe in gleichem Maße in dieser Arbeit verwendet. Ein geringer elektrischer Widerstand
ergibt sich bei Überschreiten einer bestimmten Füllstoffmenge sprunghaft (Perkolations-
grenze), da sich die Füllstoffe berühren bzw. bis auf 10 𝑛𝑚 [DE+12] annähern. Die gezielte
Eigenschaftsmodifikation durch die Hinzugabe funktionaler Füllstoffe ermöglicht die Bildung
eines durchgehenden Netzwerks aus elektrischen Leitpfaden. Die Angabe des notwendigen
Füllstoffanteils in Korrelation zur Dichte der eingearbeiteten Materialien (Volumenanteil in %)
impliziert die Füllstoffverteilung in der Matrix. Werden mindestens 35 % Volumenanteile der
Füllstoffe in einem Compoundierprozess in ein thermoplastisches Matrixmaterial eingearbei-
tet, so handelt es sich um sogenannte hochgefüllte Thermoplast-Compounds [SK02]. Hinsicht-
lich gleichbleibender Bauteileigenschaften ist auf die Veränderung der Verarbeitungseigen-
schaften infolge der Eigenschaftsmodifikation zu reagieren.
EINLEITUNG 2
1.1 Motivation
Das Spritzgießverfahren ist auch für eine wirtschaftliche Fertigung von Bauteilen aus hochge-
füllten Kunststoffen äußerst interessant. Die Vorteile dieses Verfahrens können jedoch auf-
grund der Eigenschaftsmodifikation, welche sich durch den hohen Füllstoffanteil nicht nur, aber
besonders stark auf das Fließverhalten der Schmelze auswirkt, nicht ohne weiteres angenom-
men werden. So ist bei dem Eintritt der Schmelze in die Werkzeugkavität nicht wie üblich eine
homogene Fließfront zu beobachten. Vielmehr kommt es zu einer unregelmäßigen, brüchigen
Fließfront. Angenommen werden kann, dass zu große komplexe Scher- und Dehnbeanspru-
chungen während der Formfüllung ein Überschreiten der materialabhängigen, maximal zuläs-
sigen Schmelzebeanspruchung zur Folge hat. Aus der Überschreitung der Schmelzefestigkeit
bzw. -dehnung resultiert das Versagen der Schmelze in Form von unkontrolliertem Aufbrechen
in Schmelzestrahlen aus der voranschreitenden Fließfront. Diese neu entstandenen Oberflä-
chen werden im weiteren Verlauf des Einspritzvorganges von der nachströmenden Schmelze
verdrängt. Unter Wirkung des Nachdruckes werden die Grenzflächen zu einem Bauteil ver-
dichtet. Bauteile mit mechanischen Schwachstellen und schwankenden Eigenschaften sind
die Folge. Weil der Prozess folglich nicht beherrscht wird, ist eine Reproduzierbarkeit unmög-
lich.
Die Gründe für das Auftreten dieser inhomogenen Fließfront sind jedoch bislang nicht weiter
untersucht worden. Das Verständnis für diesen unkontrollierten Formfüllvorgang beim Spritz-
gießen hochgefüllter Thermoplast-Compounds stellt jedoch die Voraussetzung für die Einstel-
lung einer homogenen Fließfront dar. Erst durch die Kenntnis von zulässigen Beanspru-
chungskennwerten der hochgefüllten Schmelze können die durch den Prozess aufgebrachten
Belastungen gezielt eingestellt werden. Eine Überbeanspruchung der Schmelze wird vermie-
den und der Spritzgießprozess beherrscht. Diese Kennwerte sind während des Spritzgießpro-
zesses allerdings nicht messbar; dafür jedoch die örtliche Lokalisation des Versagens der
Schmelze.
Mit Simulations-Tools kann die Abhängigkeit der Beanspruchung (Deformation und -geschwin-
digkeiten) von den Prozesseinstellungen wie bspw. der Einspritzgeschwindigkeit, welche die
Belastungen für das hochgefüllte Material darstellen, ermittelt werden. Die Zuordnung der be-
rechneten Beanspruchungen zu den aus dem Versuch bekannten Stellen des Versagens
schließt folglich die vorliegende Wissenslücke. Mit Einstellen einer homogenen Fließfront wird
dann auch einer grundlegenden Voraussetzung der Gültigkeit von Simulationen des Spritz-
gießprozesses Rechnung getragen, da diese nur homogene Fließfronten abbildet. Wird dieser
wichtigen Randbedingung bei der Verarbeitung wie bisher nicht nachgekommen, so ist eine
realitätsnahe Abbildung des Formfüllvorgangs hochgefüllter Thermoplast-Compounds mit der
numerischen Simulationssoftware nur eingeschränkt bzw. nicht möglich. Damit ist die Vorher-
sage von bspw. Bindenähten, Bauteilschwindungen und mechanischen Schwachstellen als
EINLEITUNG 3 Folge ebenfalls nicht zu realisieren. Die Simulationssoftware gibt jedoch keine Rückmeldung
über die Einhaltung oder Nichteinhaltung dieser Voraussetzung.
1.2 Zielsetzung und Herangehensweise
Abgeleitet aus der erläuterten Problemstellung ergibt sich die konkrete Zielsetzung der vorlie-
genden Arbeit. Im Fokus der Betrachtungen steht das Verständnis des Werkzeugfüllverhaltens
beim Spritzgießen hochgefüllter thermoplastischer Kunststoffe. Dieses Verständnis bildet die
Grundlage der Verbesserung und Beherrschung des Formfüllverhaltens. Ziel ist es, eine
gleichmäßige Formfüllung hochgefüllter Thermoplast-Compounds sicherzustellen. Hierfür gilt
es, eine allgemeingültige Methode auf experimenteller und simulativer Basis zur Prüfung der
Einhaltung von zulässigen Grenzen der Schmelzebeanspruchung zu erarbeiten. Zu diesem
Zweck sind Gültigkeitsgrenzen der Materialmodelle über den Beanspruchungszustand der
Suspension aus festen Füllstoffen in der aufgeschmolzenen Matrix in Abhängigkeit der Belas-
tung zu ermitteln. Durch die Berücksichtigung der ermittelten Grenzen der maximal zulässigen
Materialbeanspruchung innerhalb der Spritzgießsimulation kann durch diese die Fließfront be-
treffende, allgemeingültige Methodik ein Versagen der hochgefüllten Schmelze vorhergesagt
werden. Es gilt zu untersuchen, inwieweit die Fließfrontcharakteristik durch Material- (bspw.
Volumenanteil des Füllstoffs), Prozess- (bspw. Einspritzgeschwindigkeit) und geometrische
Bauteiloptimierung (bspw. Anschnitt) eingestellt und kontrolliert werden kann. Mit dieser kon-
trollierten Formfüllung ist nicht nur die Reduktion von Eigenschaftsschwankungen, sondern
auch die zielgerichtete Verbesserung von Bauteileigenschaften realisierbar.
Angelehnt an diese Zielsetzung gliedert sich diese Arbeit in folgenden Aufbau und Teilziele:
Im Stand der Technik wird der Kenntnisstand zu den Eigenschaften und der Verarbeitung
hochgefüllter Thermoplaste dargestellt. Dabei wird auf das Spritzgießverfahren und den Werk-
zeugfüllvorgang besonders eingegangen. Die Voraussetzungen, Möglichkeiten und Ein-
schränkungen der Computational Fluid Dynamics (CFD) zur Simulation des Spritzgießprozes-
ses werden weiterhin dargelegt.
Basierend auf dieser Grundlage erfolgt die Darstellung der im Rahmen dieser Arbeit verarbei-
teten Materialien. Die experimentellen Füllstudien mit einer Platte mit Bandanguss (Scherströ-
mung mit überlagerter uniaxialen Dehnströmung) und einer zentral angespritzten Scheibe
(Scherströmung mit überlagerter äquibiaxialen Dehnströmung) erlauben die Beschreibung der
Abhängigkeit der Materialbeanspruchungsgrenzen von der Materialbelastung durch die Vari-
ation der Prozessparameter Einspritzvolumenstrom sowie Werkzeug- und Zylindertemperatur,
welche die resultierende Massetemperatur mitbestimmt. Die Materialbeanspruchung ergibt
sich nicht nur durch die Wahl der Prozessparameter, sondern auch durch die Anguss- und

EINLEITUNG 4 Werkzeuggeometrie. Anhand der teilgefüllten Werkzeugkavitäten ist die Schmelzefließfront zu
klassifizieren.
Die Beschreibung der Eigenschaften der verwendeten Compounds mit Materialmodellen stellt
die Basis der Spritzgießsimulation dar. Im Fokus steht dabei besonders die für das Spritzgie-
ßen relevante Anwendung abkühlratenabhängiger Materialmodellierung. Anschließend wird
die Vorgehensweise zur Erweiterung der Spritzgießsimulation hinsichtlich der Materialbean-
spruchung dargestellt. Diese umfassenden experimentellen Untersuchungen in Verbindung
mit den Spritzgießsimulationen decken die Einflussfaktoren auf die komplexen Scher- und
Dehnprozesse beim Spritzgießen auf. Diese grundlegenden Kenntnisse münden in material-
abhängigen, empirischen Modellen der zulässigen Schmelzebeanspruchung verschiedener
hochgefüllter Thermoplast-Compounds. Die allgemeingültige Vorgehensweise wird angewen-
det, um materialabhängige, optimale Prozesseinstellparameter oder Bauteilgeometrien unter
Berücksichtigung der Einhaltung maximal zulässiger Schmelzebeanspruchung zu finden. Bei
Einhaltung der Grenzwerte sind die Annahmen einer homogenen Fließfront wieder zulässig
und eine realitätsnahe Vorhersage des Voranschreitens dieser homogen vorliegenden Fließ-
front ist mit der Spritzgießsimulation auch für hochgefüllte Thermoplast-Compounds möglich.
Im Fazit und Ausblick wird das Erreichte zusammengefasst und im Hinblick auf zukünftige,
notwendige Arbeiten zur weiteren Optimierung und Erweiterung der Kenntnisse auf diesem
Gebiet abgerundet.

STAND DER FORSCHUNG UND TECHNIK 5
2 Stand der Forschung und Technik
Dieses Kapitel führt in die Thematik der hochgefüllten Thermoplast-Compounds ein. Dafür
werden sowohl die Eigenschaften des in dieser Arbeit verwendeten Matrixmaterials Polypro-
pylen (PP) als auch der funktionalen Füllstoffe Grafit und Ruß vorgestellt. Es ist beschrieben,
wie sich diese im Spritzgießverfahren verhalten. Ebenso wird erläutert, inwieweit die numeri-
sche Simulation des Spritzgießprozesses dieser Materialien bisher in der Lage ist, die auftre-
tenden Fließphänomene abzubilden.
2.1 Hochgefüllte Thermoplast-Compounds
Bei einem Compound handelt es sich nach DIN ISO 18451-1 um eine „verarbeitungsfertige
Formmasse, die alle nötigen Farbmittel, Füllstoffe und Hilfsstoffe enthält“ [DIN16]. Wird diese
Definition wie in dieser Arbeit auf funktionelle Füllstoffe bezogen, so ist nachvollziehbar, dass
Compounds immer dann zum Einsatz kommen, wenn an ein Material hohe und auch zum Teil
konträre Anforderungen für einen definierten Anwendungsfall gestellt werden, denen aber die
einzelne Materialkomponente nicht begegnen kann oder aufwendige und teure (unwirtschaft-
liche) Verarbeitungsverfahren benötigt werden. Die Kombination von Thermoplast und funkti-
onellen Füll- und Verstärkungsstoffen, wie z. B. Fasern oder sphärischen Partikeln, ermöglicht
die Nutzung nicht nur der thermoplastischen Materialeigenschaften, sondern auch die der Füll-
stoffe. D. h. die Kombination der Materialien bezweckt, die Vorteile der einzelnen Materialien
zielgerichtet zu nutzen. Dabei stehen neben der gezielten Eigenschaftsveränderung und -ver-
besserung (physikalische, rheologische, mechanische, thermische, optische oder elektrische
Eigenschaften) [KM87] die Senkung der Gesamtkosten und die Kontrolle von Verarbeitungs-
eigenschaften im Vordergrund [Xan10, WK08, She99]. Daraus folgt bspw. die Beibehaltung
der thermoplast-typischen Verarbeitungsmöglichkeiten. Dies bezieht sich sowohl in techni-
scher als auch wirtschaftlicher Hinsicht auf die generelle und wiederholbare Verarbeitung in
kontinuierlich und diskontinuierlich ablaufenden Massenproduktionsverfahren. Wird zur Eigen-
schaftseinstellung ein Volumenanteil der Füllstoffe von mindestens 35 % in einem kontinuier-
lich ablaufenden Compoundierprozess (hier Extrusion) in ein thermoplastisches Matrixmaterial
eingearbeitet, so handelt es sich um sogenannte hochgefüllte Thermoplast-Compounds
[SK02]. Diese können auch bei den veränderten Eigenschaften in einem zweiten, nachgela-
gerten Verarbeitungsschritt, wie dem diskontinuierlich ablaufenden Spritzgießverfahren, zu
Bauteilen verarbeitet werden. Das Spritzgießverfahren steht hier im Fokus der Betrachtung
und wird daher in Abschnitt 2.2 erläutert. In Abhängigkeit des Füllstoffs, durch welchen die
Eigenschaftsmodifikation gerade wegen des hohen Anteils im thermoplastischen Material
stark determiniert wird, ergeben sich Bauteile und Produkte für diverse Anwendungsfelder.
Mit Holzfasern hochgefüllte Thermoplaste finden ihren Einsatz als Transportboxen, Möbel,
Fußböden, Türinnenverkleidungen im Automobil und Fensterrahmen [FBS12]. Hart- und
STAND DER FORSCHUNG UND TECHNIK 6 weichmagnetische Füllstoffe und deren Orientierung ermöglichen den Einsatz als Dauermag-
nete in der Antriebs- und Sensortechnik [EED08]. Aber auch Produkte aus Metall, Keramik,
Hartmetall und Sintermetall, welche im Automobilsektor, dem Medizinbereich, der Informati-
onstechnologie oder dem Militär ihren Einsatz finden, werden mit Sonderverfahren des Spritz-
gießens (Pulverspritzgießen, Thixomoulding) hergestellt. Hierbei werden metallische oder ke-
ramische Pulver mit einem Kunststoff, der die nötige Fließfähigkeit verleiht, als sogenannte
Feedstocks mit dem Spritzgießverfahren zu einem Grünteil verarbeitet. Das Zwischenprodukt
(Braunteil) liegt nach Entbinderung, bei der die Kunststoffbestandteile herausgelöst werden,
vor. Dieses rein metallische oder keramische, poröse Bauteil wird durch das Sintern bei hoher
Temperatur und Druck zum Fertigteil verdichtet [Klo18].
Metallische sowie kohlenstoffbasierte Füllstoffe (bspw. Kupfer [HFH14] oder Grafit, Leitfähig-
keitsruß, Kohlenstofffasern, Carbon Nanotubes, Graphen [AS+16, Leu15]) ermöglichen die
Verbesserung der elektrischen und thermischen Eigenschaften im Vergleich zu ungefüllten
Thermoplasten [Der13] und kommen daher in Elektronik [MB+14], Automobil- [NN17] und Bau-
gewerbe [Kno09] zum Einsatz.
Aus diesen Einsatzgebieten steht das Spritzgießen von Bipolarplatten aus hochgefüllten Ther-
moplast-Compounds für den Einsatz in Brennstoffzellen stellvertretend für alle hochgefüllten
Thermoplast-Compounds im Fokus dieser Arbeit. Für diese Anwendung haben sich teilkristal-
lines PP für den Niedrigtemperaturbereich, also Betriebstemperaturen von 80 °𝐶 bis 90 °𝐶
[Kre08, Loe10], und Polyphenylensulfid (PPS) [SM+14] für den Hochtemperaturbereich, also
Betriebstemperaturen von 100°𝐶 bis zu 200 °𝐶 [Kre08, Loe10], als thermoplastische Matrixma-
terialien mit den Füllstoffen Grafit und Ruß bisher als geeignet und zukunftsweisend erwiesen.
Sowohl die Zugabe von metallischen [MFP10] als auch den in der Ausgangssituation genann-
ten Füllstoffen Grafit und Ruß haben eine erhöhte Viskosität und Wärmeleitfähigkeit [Oez12]
zur Folge. Infolgedessen drohen bei Überschreitung eines maximalen Füllstoffanteils zum ei-
nen der Verlust der für das Spritzgießen notwendigen Fließfähigkeit durch den Übergang in
eine durch Füllstoff-Füllstoff-Interaktionen dominierten Strömung und zum anderen die früh-
zeitige Erstarrung der Schmelze; im Resultat damit eine unvollständige Formfüllung.
Sowohl für die Herstellung von Compounds im Extrusionsprozess als auch der Weiterverar-
beitung im Spritzgießen sind die Charakteristika der Rohstoffe und deren Wechselwirkungen
grundlegend. Im Folgenden sind die Matrixmaterialien, welche die Verarbeitung mit dem
Spritzgießverfahren ermöglichen, und nachfolgend die anteilsmäßig überwiegenden funktio-
nalen Füllstoffe Grafit und Ruß im Wesentlichen beschrieben.
STAND DER FORSCHUNG UND TECHNIK 7
2.1.1 Matrixmaterial Polypropylen
Das Matrixmaterial, also der polymere Anteil der Compoundformulierung, dient nicht nur aber
auch in der Anwendung als Bipolarplatte als Bindeglied zwischen den Füllstoffen. Damit diese
untereinander dauerhaft und mechanisch belastbar verbunden sind, muss das Matrixmaterial
nicht nur den vielfältigen Anforderungen bei der Verarbeitung, sondern auch im Dauerbetrieb
einer Polymerelektrolytmembran-Brennstoffzelle (PEM-Brennstoffzelle) nachkommen. Da die
PEM-Brennstoffzelle und die Wiederholkomponente Bipolarplatte nur als Anwendungsbeispiel
nicht jedoch direkt bei den Untersuchungen in dieser Arbeit im Vordergrund stehen, werden
diese Anforderungen zusammengefasst und ansonsten auf die Literatur verwiesen [Kur16,
AOE11, Kre08, Coo04, MC03, BV95]. Die Anforderungen sind gute Verarbeitbarkeit im Spritz-
gießen (große Temperaturdifferenz zwischen Verarbeitungstemperatur und Fließgrenztempe-
ratur) sowie Beständigkeit gegenüber thermischer (Warmformbeständigkeit) und chemischer
Belastung (Sulfonsäuregruppen, destilliertes Wasser, Fluorid-Ionen). Weiterhin muss die in
der Einbausituation wirkende Flächenpressung von 1,5 − 2,5 𝑀𝑃𝑎 ertragen werden.
Zum Einsatz in Bipolarplatten für Niedrig-Temperatur-PEM-Brennstoffzellen kommt das ther-
moplastische Matrixmaterial PP, welches im Spritzgießen einer der meist genutzten Standard-
kunststoffe ist, da dieses Polymer die oben genannten Anforderungen bei einem geringen
Preis erfüllen kann [PFA12, AOE11]. Das in dieser Arbeit verwendete teilkristalline PP-Copo-
lymer wird mittels Additionspolymerisation als Kettenreaktion hergestellt und besteht aus Pro-
pylen-Molekülen und blockweise angeordneten Ethen-Monomereinheiten. Da es eine leicht-
fließende Type ist (𝑀𝐹𝑅 = 100 𝑔/10𝑚𝑖𝑛), wird das Spritzgießen trotz Einarbeitung von
elektrisch leitfähigen Füllstoffen begünstigt. Generell weist PP eine Schmelztemperatur von
160 − 168°𝐶 und eine Kristallisationstemperatur von 115 − 135°𝐶 auf [DE+12]; das hier ge-
nutzte PP weicht davon mit 154 °𝐶 bzw. 100 °𝐶 nur gering ab. Die thermischen Eigenschaften
können jedoch auch abweichen, da diese von der Wahl der Polymerisationsbedingungen ab-
hängen. Für ungefülltes PP wird eine Spritzgieß-Verarbeitungstemperatur von 185 − 260 °𝐶
angegeben und die Dauergebrauchstemperatur der Endprodukte liegt bei ca. 100 °𝐶 [DE+12].
Wird das PP bei der Verarbeitung einer langen thermo-mechanischen Belastung ausgesetzt,
ist mit einer sinkenden Viskosität zu rechnen. Diese Abbauempfindlichkeit spiegelt sich in dem
maximal zu nutzenden Verarbeitungstemperaturfenster für gefüllte Typen von 250 bis 270 °𝐶
wider [BB+13]. Die empfohlenen Werkzeugwandtemperaturen sind mit 40 bis 100 °𝐶 [BB+13]
wesentlich weiter gefasst. Eigenschaften einer hohen elektrischen und thermischen Leitfähig-
keit werden dem PP allerdings nicht zugeschrieben; hier schaffen die Füllstoffe Grafit (Primär-
füllstoff) und Ruß (Sekundärfüllstoff) Abhilfe.

STAND DER FORSCHUNG UND TECHNIK 8
2.1.2 Funktionale Füllstoffe Grafit und Ruß
Bei einem Füllstoff handelt es sich gemäß DIN ISO 18451-1 um ein „Material in körniger oder
in Pulverform, das im Anwendungsmedium (z. B. Beschichtungsstoff) unlöslich ist und ver-
wendet wird, um bestimmte physikalische Eigenschaften zu erreichen oder zu beeinflussen“
[DIN16]. Verfügt dieser Füllstoff darüber hinaus über gezielte Funktionen aufgrund seiner be-
sonderen physikalischen oder chemischen Eigenschaften, so wird von einem funktionalen
Füllstoff gesprochen [DIN16]. Bei der Eigenschaftsbetrachtung von Grafit, der Hauptfüllstoff-
komponente in den hochgefüllten Thermoplast-Compounds für die Anwendung als Bipolar-
platte, wird ersichtlich, dass diese Definitionen in Bezug auf die Verarbeitungsform und -eigen-
schaft sowie auf die hiermit erzielbaren physikalischen Eigenschaften der elektrischen (Kon-
duktivität) und Wärmeleitfähigkeit zu treffen. Der letzte Teil des Satzes ist allerdings nur dann
wahr, wenn entsprechend der Perkolationstheorie, welche im Allgemeinen mit einer mathema-
tischen Beschreibung eine Vorstellung darüber entwickelt wie sich bspw. Infektionskrankhei-
ten in der Bevölkerung ausbilden, Erdöl durch Gestein sickert, sich Waldbrände ausbreiten,
ein Ei beim Kochen hart wird, Marmelade im Glas fest wird oder die elektrische (und Wärme-)
Leitfähigkeit durch Füllstoffe in einem isolierenden Polymer ausgebildet werden kann [Lec01,
SA95]. Bei allen diesen Vorgängen wird von einem Zufallsprozess ausgegangen. Dieser be-
zieht sich auf die Besetzung von Gitterplätzen mit verschiedenen Teilchen (hier Füllstoffen).
Diese stellen die Grundlage für die Berechnung eines kritischen Wertes dar, ab dem zum ers-
ten Mal eine gewisse Eigenschaft auftritt. In diesem Fall ist es der notwendige Anteil eines
Füllstoffs1, welcher unter der Annahme einer zufälligen Verteilung im Kunststoff vorliegt, bei
der die elektrische Leitfähigkeit aufgrund einer steigenden Anzahl von Kontaktstellen (bzw.
eines Abstandes kleiner als 10 𝑛𝑚 [SK99]) zwischen den Füllstoffen sprunghaft ansteigt. Die-
ser Anteil entspricht der Perkolationsgrenze. Der kritische Füllstoffanteil ist abhängig von der
Partikelgröße, Morphologie (Partikelform (großes Aspektverhältnis zur guten Raumdurchdrin-
gung), Agglomeration/Segregation [Hil14]) und der sich daraus ergebenden Größen, Schütt-
dichte, spezifische Oberfläche und dichteste Packung [Hil14, Kai08]. Wird dieser kritische Wert
weiter überschritten, so kann die Leitfähigkeit zwar noch gesteigert werden, aber der lineare
Anstieg der Leifähigkeit ist deutlich weniger steil als im Perkolationsbereich. Diesen Zusam-
menhang zeigt Abbildung 2.1, in welcher der schematische Verlauf der elektrischen Leitfähig-
keit in Abhängigkeit des Volumenanteils des in dieser Arbeit fokussierten Füllstoffs Grafit dar-
gestellt ist.
1 Kunststoff und Füllstoff mit jeweiliger Partikelgrößenverteilung: bimodal

STAND DER FORSCHUNG UND TECHNIK 9
Abbildung 2.1: Perkolationstheorie anhand des schematischen Verlaufs der elektrischen Leitfähig-keit in Abhängigkeit des Grafitanteils2
Mit jeder Steigerung des Füllstoffanteils geht eine Herabsetzung der Fließfähigkeit des Com-
pounds einher [Hil14]. Weiterhin kommt es durch die Anhäufung der Kontaktstellen zur Ver-
sprödung, bei der nicht mehr alle Füllstoffpartikel mit der Kunststoffmatrix benetzt werden. Als
Folge können äußere Deformationen nur noch durch den sehr geringen Anteil des Kunststof-
fes ausgeglichen werden. Dieser Umstand liegt meist auch vor, wenn andere Füllstoffsysteme
genutzt werden3. Bei geeigneter Füllstoffkombination (Partikelgröße) können im Vergleich zur
alleinigen Steigerung eines Füllstoffanteils aber besser weitere Leitungspfade bspw. als Quer-
verbindungen durch das Ausfüllen von Leerstellen gebildet werden. Die Voraussetzung einer
homogenen Dispergierung der Füllstoffe ist dabei sowohl abhängig von dem Prozess des
Compoundierens als auch von dem Spritzgießprozess. Bevor dieser Prozess in Abschnitt 2.2
beschrieben wird, werden die in dieser Arbeit genutzten Füllstoffkomponenten grundlegend
vorgestellt.
2 Messdaten und schematischer Verlauf aus [KNC04] für ein mit Grafit gefülltes PE-LD; Perkolations-
theorie in Anlehnung an [Bon14, Kai08] 3 Kunststoff und mehrere Füllstoffe mit jeweiliger Partikelgrößenverteilung: multimodal
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70
log
ele
ktr
isch
e L
eit
fäh
igkeit
s [
S/m
]
Volumenanteil Grafit g [%]
Messung
Modell
Perkolations-bereich
STAND DER FORSCHUNG UND TECHNIK 10
2.1.2.1 Grafit
Grafit ist neben Diamant und Fulleren eine der drei natürlich vorkommenden stabilen Formen
des Kohlenstoffs unter irdischen Normalbedingungen. Diese drei Formen unterscheiden sich
nicht in ihrer Summenformel, aber in ihrem strukturellen Aufbau und damit auch ihren Eigen-
schaften. Naturgrafit kann bergmännisch abgebaut und über mechanische, chemische und
thermische Reinigungsprozesse, Siebung und Mahlung aufbereitet werden. Die typische Flo-
ckenform bleibt trotz des Durchlaufens dieser Aufbereitungsverfahren erhalten. Die physikali-
schen Eigenschaften der hohen Temperatur- und chemischen Beständigkeit (Korrosionsfes-
tigkeit), sehr guten Wärme- und guten elektrischen Leitfähigkeit sind durch den kristallografi-
schen Aufbau aus planaren, mit relativ großem Abstand parallel angeordneten Kohlenstoff-
ebenen zwar richtungsabhängig, makroskopisch wirkt sich dieser Umstand jedoch wegen des
in der Regel ungeordneten Vorliegens der Einzelteilchen nicht aus. Im Gegensatz hierzu zeich-
nen sich die mittels Grafitierung (Acheson- und Castner-Verfahren) synthetisch hergestellten
Grafitsorten durch einen höheren Preis, bei wesentlich höherer Reinheit aber geringerer Kris-
tallinität aus. Die Eigenschaften nähern sich denen von Naturgrafit in dem Maße, wie der Kris-
tallinitäts- bzw. Ordnungsgrad steigt. Bei der Herstellung der synthetischen Grafite kommt es
durch die Carbonisierung des Binders zur Verflüchtigung gasförmiger Pyrolyseprodukte. Im
Resultat liegen offene Poren vor, welche durch Imprägnierung mit Pech, Kunstharzen, Pyro-
kohlenstoff u.a. nachträglich geschlossen werden können. Der strukturelle Aufbau der Grafite
aus den bereits erwähnten Basalebenen begünstigt das Abgleiten von Schichten beim Spritz-
gießen. Diese Schmierwirkung ermöglicht die Verarbeitung mit diesem Verfahren trotz hoher
Volumenanteile der Füllstoffe, welche aufgrund der im Vergleich zu bspw. Ruß (kritischer Füll-
stoffmassenanteil 10 % [Tau13, Kai08]) oder Kohlenstoffnanoröhren (kritischer Füllstoffvolu-
menanteil < 2 % [TLB07]) relativ hohen Perkolationsgrenze (kritischer Füllstoffvolumenanteil
11 % [KNC04] in PE-Matrix) zur Ausbildung einer akzeptablen elektrischen Leitfähigkeit not-
wendig werden. Aus diesem Grund kommt Grafit als Primärfüllstoff in den hier untersuchten
hochgefüllten Compounds zur Anwendung. Der Einsatz von Grafiten in Kunststoffen ist jedoch
nicht nur auf den eines Leitfähigkeitsadditivs beschränkt, sondern Funktionen wie Flamm-
schutzzusatz, als Infrarot-Absorber, Abschirmung gegen magnetische Strahlung, internes
Schmiermittel, Effekt-Additiv und Wärmeleitfähigkeitszusatz sind denkbar [BM+13].

STAND DER FORSCHUNG UND TECHNIK 11
2.1.2.2 Ruß
Die Hochleitfähigkeitsruße bzw. Industrieruße (englisch: carbon black), sind von Schornstein-
oder Dieselruß, bei denen es sich um Neben-/Abfallprodukte einer unvollständigen Verbren-
nung handelt, zu differenzieren, in dieser Arbeit wird der Einfachheit halber immer von Ruß im
Sinne von Hochleitfähigkeitsruß gesprochen. Bei diesen Rußen handelt es sich um industriell
hergestellten feinteiligen Kohlenstoff, welcher im Gegensatz zu Grafit aus einer zu Aggregaten
aus kugelförmigen Primärteilchen verwachsenen Struktur besteht. Dieser strukturelle Aufbau
führt nicht zur Begünstigung der Spritzgießverarbeitung bei hohen Volumenanteilen. Diese
Primärteilchen bestehen aus sphärisch um ein Wachstumszentrum regellos angeordneten
Grafitschichten und weisen abhängig vom Produktionsverfahren (Furnace, Channel, Gas,
Lamp, Thermal und Acetylene Black-Verfahren) einen Durchmesser von 10 − 500 𝑛𝑚 auf. Ne-
ben der Einstellung der Primärpartikelgröße eignen sich die verschiedenen Herstellungsver-
fahren zur Einstellung der Aggregatgröße und -größenverteilung, Aggregatstruktur und Ober-
flächenchemie. Wegen der geringen Aggregatgröße des Rußes von unter 1.000 𝑛𝑚 eignet er
sich gut als Sekundärfüllstoff, der sich zwischen den Primärfüllstoff Grafit, welcher eine Teil-
chengröße von 2 𝜇𝑚 bis 20 𝑚𝑚 aufweisen kann, anordnen kann und so zur Erhöhung der
Anzahl der Leitpfade und damit Verbesserung der elektrischen Leitfähigkeit führt. Die elektri-
sche Leitfähigkeit von Ruß selbst ist generell geringer, aber kann bei geeigneter Oberfläche
und Struktur sogar vergleichbar der von Grafit sein. Neben der Erhöhung der elektrischen
Leitfähigkeit wird Ruß als Schwarzpigment, zur UV-Stabilisierung von Polyolefinen und zur
antistatischen Ausrüstung in der Kunststoffindustrie genutzt [BM+13].
2.2 Spritzgießen hochgefüllter Thermoplast-Compounds
Das Spritzgießen ist eines der wichtigsten diskontinuierlichen, urformenden Kunststoffverar-
beitungsverfahren zur Herstellung von z. T. komplexen Formteilen als Massenartikel. Für die-
ses vollautomatisierbare Verfahren mit hoher Wiederholbarkeit und exakter Prozessführung
[JM04] werden Spritzgießmaschinen mit unterschiedlicher Antriebstechnik genutzt. Die Unter-
schiede befinden sich im Detail, nicht jedoch im grundsätzlichen Aufbau oder dem Verfahrens-
ablauf, welcher über die Maschinensteuerung koordiniert wird. Die durch den Antrieb aufge-
brachte Schließkraft wirkt auf die Schließeinheit mit dem aufgenommenen und extern tempe-
rierten Werkzeug, welches das Negativ des Bauteils/der Bauteile in Form einer Werkzeugkavi-
tät/ mehrerer Werkzeugkavitäten enthält. Die Schließkraft muss so groß gewählt werden, dass
das Werkzeug während des Urformprozesses geschlossen bleibt. Dann kann ein Einfluss auf
die Qualität des Bauteils durch Prozessschwankungen sowohl durch diese als auch durch die
ausgeführte Werkzeugbewegung ausgeschlossen werden. Mit der im Plastifizieraggregat be-
findlichen Schnecke wird der Kunststoff im Kunststoff-Compound nicht nur aufgeschmolzen
(weitestgehend durch Friktion), homogenisiert und komprimiert, sondern auch mit Hilfe hoher

STAND DER FORSCHUNG UND TECHNIK 12 Geschwindigkeit und anschließendem hohen Druck in dem Werkzeug präzise zu einem ferti-
gen Spritzgießartikel urgeformt. Dieser Formteilbildungsprozess wird in die zwei Phasen Ein-
spritzen und Nachdrücken unterteilt. Bei der geschwindigkeitsgeregelten Einspritzphase
kommt es zur Verdrängung der aufbereiteten Schmelze aus dem Plastifizieraggregat in die
Werkzeugkavität. Nach der volumetrischen Füllung der Kavität wird zeit-, schneckenweg-, hyd-
raulikdruck- oder werkzeuginnendruckabhängig in die Nachdruckphase umgeschaltet. In der
Nachdruckphase wird die durch die Volumenkontraktion bei der Erstarrung der heißen, ther-
moplastischen Schmelze im kalten Werkzeug auftretende volumetrische Schwindung ausge-
glichen. Ist die Kavität durch die Erstarrung des Angusses versiegelt, kann der Druck im Werk-
zeug auf Umgebungsdruck reduziert werden, das Formteil muss allerdings noch bis zur voll-
ständig eintretenden Formteilstabilität gekühlt werden; erst dann kann das Werkzeug geöffnet
und das Bauteil mit der vorfahrenden Auswerfereinheit oder, wie in der Industrie gängig, mit
einem zusätzlich installierten Robotersystem entformt werden [EHE08, JM04]. Hinsichtlich ge-
ringer Zykluszeiten ist insbesondere die Kühlzeit, welche aus dem gleichen Grund meist zur
Dosierung des über einen Einfülltrichter zur Verfügung gestellten Materials, mit oder ohne vom
Werkzeug abgehobener Düse, für den nächsten Zyklus genutzt wird, möglichst kurz zu halten.
Zur Beeinflussung der sich an der (kalten) Werkzeugwand bildenden Bauteilrandschicht, wel-
che sich wegen der im Gegensatz zu ungefüllten Polymeren hohen Wärmeleitfähigkeit beson-
ders schnell bei der Verarbeitung der hochgefüllten Thermoplast-Compounds ausbildet, wird
die dynamische bzw. variotherme Werkzeugtemperierung eingesetzt. Bei dieser Temperierva-
riante ist das Werkzeug vor der Einspritzphase auf eine Temperatur oberhalb der Erstarrungs-
temperatur der Schmelze zu bringen. Die Kühlung des Werkzeuges und damit der Schmelze
unterhalb dieser Erstarrungstemperatur erfolgt dann erst ab der Nachdruckphase und kann
daher zur zeitlichen Verlängerung des (Kühl-) Prozesses führen. Diese Verzögerungen sind
aus wirtschaftlicher Sicht möglichst gering zu halten und daher ist eine Variante der Werk-
zeugtemperierung zu wählen, bei der es zu schnellen, homogen ablaufenden Aufheiz- und
Abkühlphasen kommt. Die Nutzung einer Werkzeugtemperaturüberwachung mittels werk-
zeugoberflächennah angeordneter Thermoelemente oder Temperaturfühler zur Prozessüber-
wachung und -steuerung ist obligatorisch [MMM07]. Bei Anwendung einer solchen Variante
kann es im Hinblick auf die Verweilzeit und damit thermischen Belastungshistorie sinnvoll sein,
die Dosierphase nicht zu Beginn der Kühlphase, sondern erst vor der Einspritzphase des
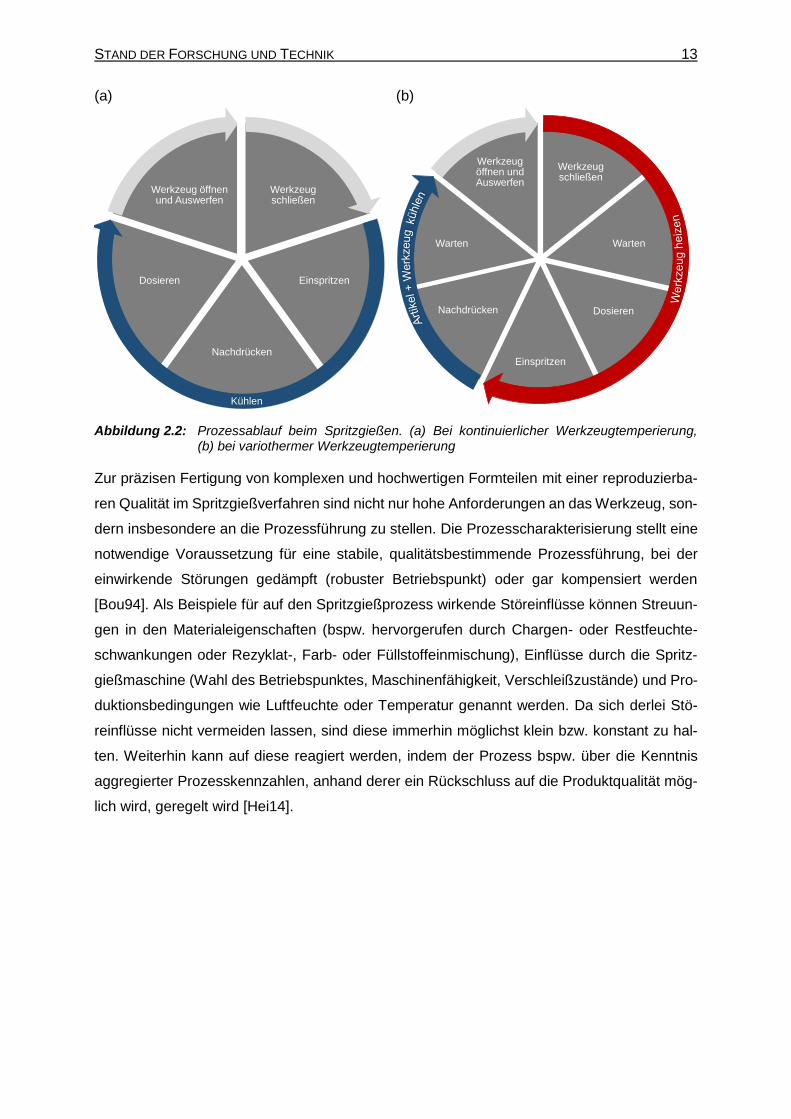
nächsten Zyklus anzuordnen. Dies ist exemplarisch im Prozessablauf mit variothermer Werk-
zeugtemperierung in Abbildung 2.2 (b) im Vergleich zu einem Spritzgießzyklus mit isothermer
Werkzeugtemperierung in Abbildung 2.2 (a) dargestellt.
STAND DER FORSCHUNG UND TECHNIK 13
(a) (b)
Abbildung 2.2: Prozessablauf beim Spritzgießen. (a) Bei kontinuierlicher Werkzeugtemperierung, (b) bei variothermer Werkzeugtemperierung
Zur präzisen Fertigung von komplexen und hochwertigen Formteilen mit einer reproduzierba-
ren Qualität im Spritzgießverfahren sind nicht nur hohe Anforderungen an das Werkzeug, son-
dern insbesondere an die Prozessführung zu stellen. Die Prozesscharakterisierung stellt eine
notwendige Voraussetzung für eine stabile, qualitätsbestimmende Prozessführung, bei der
einwirkende Störungen gedämpft (robuster Betriebspunkt) oder gar kompensiert werden
[Bou94]. Als Beispiele für auf den Spritzgießprozess wirkende Störeinflüsse können Streuun-
gen in den Materialeigenschaften (bspw. hervorgerufen durch Chargen- oder Restfeuchte-
schwankungen oder Rezyklat-, Farb- oder Füllstoffeinmischung), Einflüsse durch die Spritz-
gießmaschine (Wahl des Betriebspunktes, Maschinenfähigkeit, Verschleißzustände) und Pro-
duktionsbedingungen wie Luftfeuchte oder Temperatur genannt werden. Da sich derlei Stö-
reinflüsse nicht vermeiden lassen, sind diese immerhin möglichst klein bzw. konstant zu hal-
ten. Weiterhin kann auf diese reagiert werden, indem der Prozess bspw. über die Kenntnis
aggregierter Prozesskennzahlen, anhand derer ein Rückschluss auf die Produktqualität mög-
lich wird, geregelt wird [Hei14].
Werkzeug schließen
Einspritzen
Nachdrücken
Dosieren
Werkzeug öffnen und Auswerfen
Kühlen
Werkzeugschließen
Warten
Dosieren
Einspritzen
Nachdrücken
Warten
Werkzeug öffnen und Auswerfen

STAND DER FORSCHUNG UND TECHNIK 14 Da die Veränderung der Maschineneinstellungen einen direkten Einfluss auf den Prozess
(Verarbeitbarkeit des Materials und die Qualitätsmerkmale bzw. erzeugten Eigenschaften) ha-
ben, wurden diese bei der Verarbeitung auch von hochgefüllten Thermoplast-Compounds zu
spritzgegossenen Biopolarplatten bei bisherigen Forschungsaktivitäten fokussiert. Insbeson-
dere die Auswirkungen der einzelnen Prozessphasen auf das elektrische Widerstandsverhal-
ten der Bipolarplatten wurden untersucht. Hinsichtlich der anzustrebenden Minimierung der
elektrischen Widerstände bei gleichzeitiger Reduktion der notwendigen Einspritzdrücke auf
das Niveau von Spritzgießmaschinen für Standardanwendungen (Einspritzdrücke
< 2.000 𝑏𝑎𝑟) wurden diese Untersuchungen durchgeführt. In Abbildung 2.3 werden die expe-
rimentell gewonnenen Erkenntnisse zur Beeinflussung der elektrischen Bauteileigenschaften
über die Prozesstechnik für hochgefüllte PP-Compounds zusammengefasst.
In dieser schematischen Darstellung wurden die wichtigsten Spritzgießparameter [WD11] so-
wie Konditionierungs- [DSW13, DS+13, DS+12] und Nachbearbeitungsverfahren [DPW11,
MD+11] einbezogen, um einen vollständigen Überblick über die Zusammenhänge hinsichtlich
optimaler elektrischer Eigenschaften zu erhalten.
Abbildung 2.3: Überblick der Effekte auf den elektrischen Materialwiderstand spritzgegossener Plat-ten aus, mit Grafit und Ruß, hochgefülltem PP [nach Doe12]. Die Effekte wurden bei sichtbarer Wirkung mit einem „+“ oder „-“ versehen, um deutlich zu machen, ob eine hohe oder geringe Stufeneinstellung eines einzelnen Faktors eine positive Wirkung hat. Ein Beispiel: Eine hohe Werkzeugtemperatur und ein geringer Nachdruck redu-zieren den Materialwiderstand. Die beiden zusätzlichen Abhängigkeiten zeigen an, dass die Parameter Staudruck, Schneckendrehzahl, Schneckendesign und Einspritz-geschwindigkeit nur einen Einfluss haben, wenn die Zylindertemperatur gering ist bzw. wenn strukturierte Formteile produziert werden.
ØD
- +
ps
+
ns
+screw
+
TW
+ -pn l/d
+TZyl
+-vinj
Strukturiert
vinj
-+
TZyl+
-
ps ns screw
tK
Materialwiderstand
Schnecke Schnecke
positive Wirkung (Senkung des Materialwiderstands)
keine signifikanten Zusammenhänge
Tzyl Zylindertemperatur (alle Heizzonen und Düse)
ps Staudruck
ns Schneckendrehzahl
Schnecke Scherintensität der Schnecke
ØD Düsenbohrungsdurchmesser
Oberflächenbearbeitung
TW Werkzeugtemperatur
pN Nachdruck
vinj Einspritzgeschwindigkeit
l/d Granulat l/d-Verhältnis
tK Kühlzeit
+ hohe Einstellung oder ja
- geringe Einstellung oder nein
ØD
- +
ps
+
ns
+screw
+
TW
+ -pn l/d
+TZyl
+-vinj
Strukturiert
vinj
-+
TZyl+
-
ps ns screw
tK
Materialwiderstand
Schnecke Schnecke
positive Wirkung (Senkung des Materialwiderstands)
keine signifikanten Zusammenhänge
Tzyl Zylindertemperatur (alle Heizzonen und Düse)
ps Staudruck
ns Schneckendrehzahl
Schnecke Scherintensität der Schnecke
ØD Düsenbohrungsdurchmesser
Oberflächenbearbeitung
TW Werkzeugtemperatur
pN Nachdruck
vinj Einspritzgeschwindigkeit
l/d Granulat l/d-Verhältnis
tK Kühlzeit
+ hohe Einstellung oder ja
- geringe Einstellung oder nein
Elektrischer Materialwiderstand
STAND DER FORSCHUNG UND TECHNIK 15 Es lässt sich festhalten, dass thermische Belastungen bei der Verarbeitung der hochgefüllten
Compounds einen erheblichen Einfluss auf die Ausbildung der elektrischen Leitfähigkeit neh-
men [MD+11]. In verschiedenen experimentellen Versuchsreihen konnte durch die Verringe-
rung der Viskosität infolge thermo-mechanischer Beanspruchung auf einen Polymerkettenab-
bau von PP geschlossen werden [DS+13]. Mit ihr geht eine bessere molekulare Beweglichkeit
der Polymerketten und damit indirekt der Füllstoffe einher. Dies bewirkt die Verbesserung der
angenommenen Agglomerationsvorgänge und Füllstoff-Füllstoff-Kontaktsituation und damit
auch der Ausbildung der elektrischen Leitfähigkeit [LLW12]. Bei der Verwendung von PPS als
Matrixmaterial von Bipolarplatten in Hochtemperatur-PEM ist dieses Verhalten aufgrund des
komplexen thermo-rheologischen Materialverhaltens nur für einen kurzen Zeitraum gültig. Bei
Überschreiten der thermischen Belastungsgrenze unter dauerhafter Scherung des PPS wan-
delt sich das festgestellte geringe Absinken in eine starke Erhöhung der Viskosität um
[BTW14]. Damit sind die Verarbeitung und auch die Ausbildung des elektrisch leitfähigen Netz-
werkes erschwert. Die beschriebenen Vorgänge zur Ausbildung dieses Netzwerkes werden
zusätzlich durch das beim Einspritzvorgang beobachtete Überschreiten der Schmelzefestig-
keit, welches durch die in der Kavität während der Füllphase auftretenden Scher- und Dehn-
deformationen hervorgerufen wird, gestört. Über die Fließkanalgeometrie kann Einfluss auf die
Scher- und Dehndeformationen genommen werden. Wird damit oder durch bspw. die Wahl
eines geringeren Nachdruckes die Reduktion der Scher- und Dehndeformation (Vergleichs-
wert Druckgradient) erzielt, kann eine Senkung des elektrischen spezifischen Materialwider-
standes erreicht werden [LLW12].
Durch die gezielte Einstellung des Spritzgießprozesses konnte bei unstrukturierten Formteilen
eine Reduktion des spezifischen elektrischen Materialwiderstandes von 13,0 𝑚𝛺𝑐𝑚² auf
2,0 𝑚𝛺𝑐𝑚² erreicht werden. Weiterhin besteht noch ein Reduzierungspotenzial durch den Ab-
trag der nicht leitfähigen Randschichten [DPW11]. Es hat sich gezeigt, dass nicht nur das ver-
arbeitete Material, sondern auch der Spritzgießprozess an sich und auch Folgeprozesse die
elektrischen Eigenschaften spritzgegossener Formteile erheblich beeinflussen.
Mit den erarbeiteten Erkenntnissen besteht einerseits die Möglichkeit, Einfluss auf die elektri-
schen Eigenschaften zu nehmen und diese zu optimieren, andererseits teure Füllstoffe einzu-
sparen.
Diese Untersuchungen demonstrieren, dass durch die gezielte Variation der zur Verfügung
stehenden Prozess- und Materialparameter ein Compound trotz eines geringeren Volumen-
anteils des Füllstoffs die gleichen elektrischen Eigenschaften wie ein vergleichbares, höher
gefülltes Compound aufweisen kann. Diese Kenntnisse führen zu einer erheblichen Kosten-
einsparung bei der Materialbereitstellung. Gleichzeitig laufen weitere Folgeprozesse, wenn der
Volumenanteil der Füllstoffe verringert wird, i. d. R. einfacher und robuster ab. Damit ist die
Angabe materialspezifischer Kennwerte zur elektrischen Leitfähigkeit eines Materials alleine
STAND DER FORSCHUNG UND TECHNIK 16 nicht ausreichend. Stattdessen sind diese immer im Kontext der prozessabhängigen Einflüsse
zu sehen.
Bei der Erarbeitung der Erkenntnisse zur Beeinflussung des Widerstandsverhaltens von spritz-
gegossenen Bipolarplatten wurde das charakteristische Fließverhalten hochgefüllter Com-
pounds zwar beobachtet, aber die Mechanismen an der Fließfront und deren Auswirkung auf
die Bauteileigenschaften bisher nicht beachtet. Die notwendigen Grundlagen für deren Ver-
ständnis werden im folgenden Unterkapitel (Abschnitt 2.3) zusammengefasst.
2.3 Fließphänomene an der Fließfront beim Spritzgießen hochgefüllter Thermoplast-Compounds
In der Formfüllphase tritt die aufbereitete Kunststoffschmelze aus dem Plastifizieraggregat in
das Werkzeug ein. Über den Anguss, welcher untemperiert oder als Heißkanal temperiert aus-
geführt werden kann, gelangt die Schmelze in den Angussverteiler. Dieser stellt meist die
engste Stelle im Werkzeug dar. Ihm schließt sich der Einlass in die eigentliche(n) Formteilkavi-
tät(en) an. Die so vorgegebenen Werkzeuggeometrien zwingen die strömende Schmelze
Wanddickensprünge und Umlenkungen zu überwinden. Die Schmelze wird also in Abhängig-
keit von der Geometrie aller Werkzeugkomponenten und der Maschineneinstellparameter be-
lastet. Aus dieser Belastung resultiert die Strömung mit den auftretenden Geschwindigkeits-
feldern aus denen Scher- und Dehnbeanspruchungen (-raten) der strömenden Schmelze re-
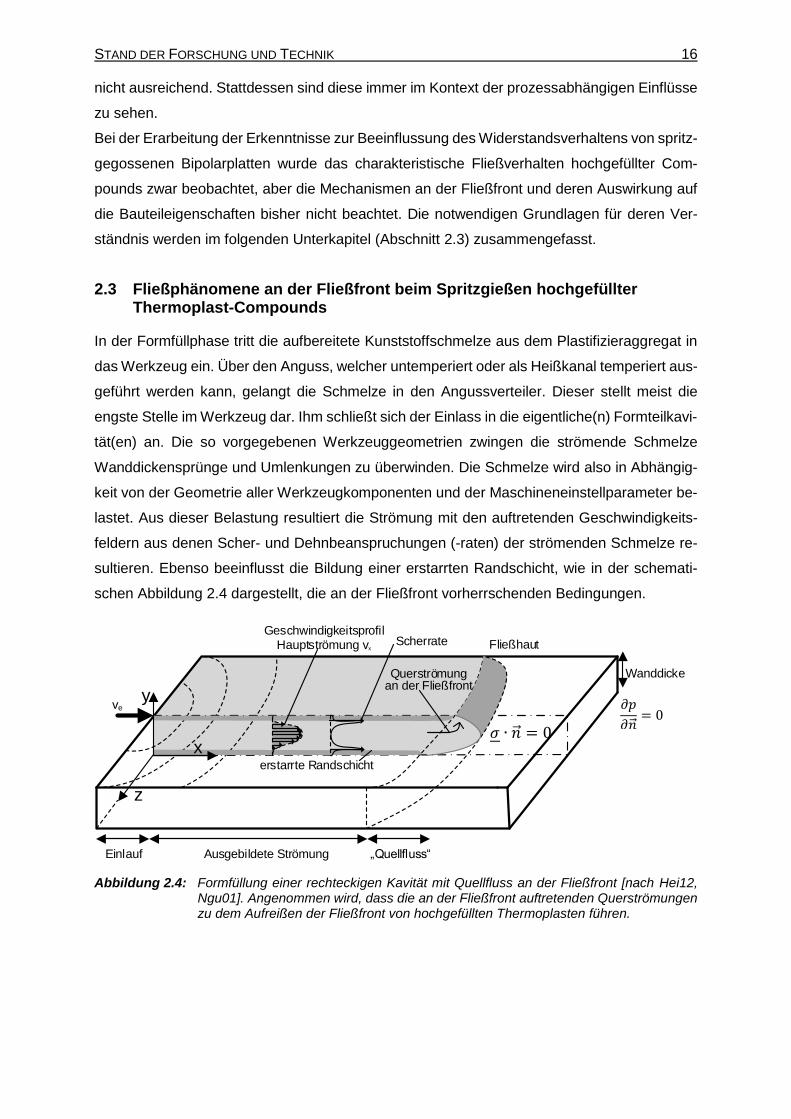
sultieren. Ebenso beeinflusst die Bildung einer erstarrten Randschicht, wie in der schemati-
schen Abbildung 2.4 dargestellt, die an der Fließfront vorherrschenden Bedingungen.
Abbildung 2.4: Formfüllung einer rechteckigen Kavität mit Quellfluss an der Fließfront [nach Hei12, Ngu01]. Angenommen wird, dass die an der Fließfront auftretenden Querströmungen zu dem Aufreißen der Fließfront von hochgefüllten Thermoplasten führen.
𝜕𝑝
𝜕𝑛 = 0
𝜎 ∙ 𝑛 = 0
y
x
z
Fließhaut
erstarrte Randschicht
Wanddicke
Geschwindigkeitsprofil Hauptströmung vx
Scherrate
Querströmung an der Fließfront
Einlauf Ausgebildete Strömung „Quellfluss“
ve
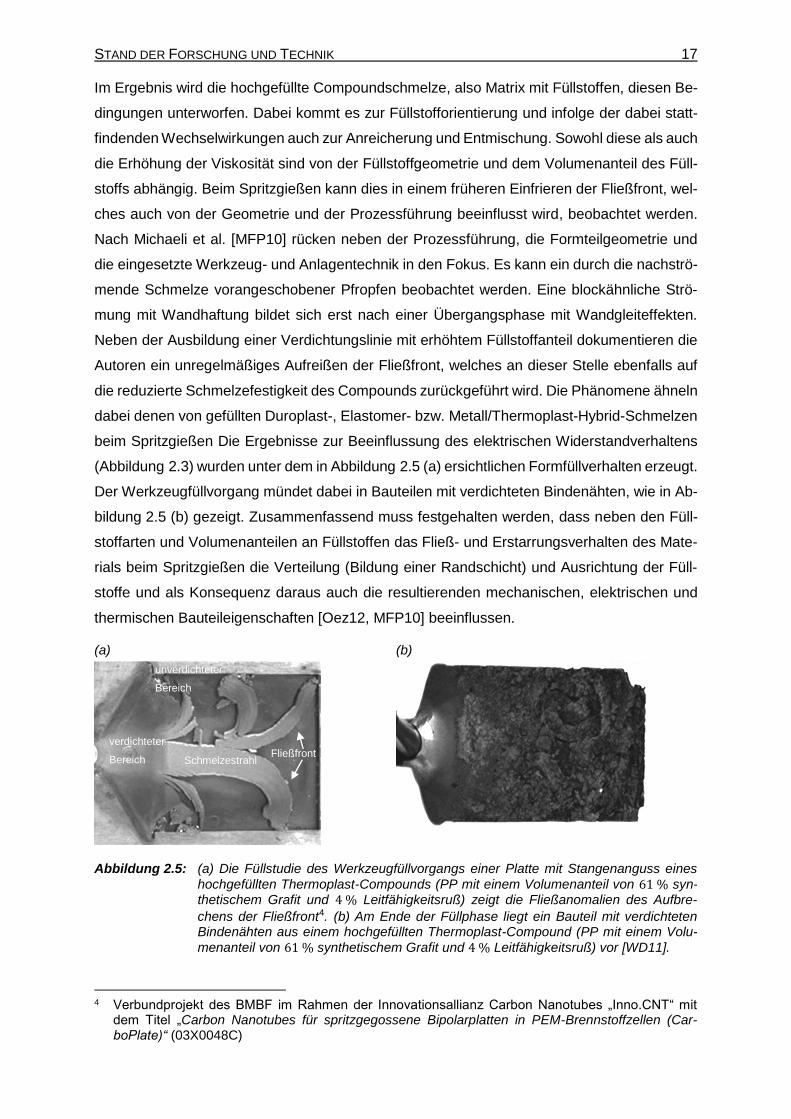
STAND DER FORSCHUNG UND TECHNIK 17 Im Ergebnis wird die hochgefüllte Compoundschmelze, also Matrix mit Füllstoffen, diesen Be-
dingungen unterworfen. Dabei kommt es zur Füllstofforientierung und infolge der dabei statt-
findenden Wechselwirkungen auch zur Anreicherung und Entmischung. Sowohl diese als auch
die Erhöhung der Viskosität sind von der Füllstoffgeometrie und dem Volumenanteil des Füll-
stoffs abhängig. Beim Spritzgießen kann dies in einem früheren Einfrieren der Fließfront, wel-
ches auch von der Geometrie und der Prozessführung beeinflusst wird, beobachtet werden.
Nach Michaeli et al. [MFP10] rücken neben der Prozessführung, die Formteilgeometrie und
die eingesetzte Werkzeug- und Anlagentechnik in den Fokus. Es kann ein durch die nachströ-
mende Schmelze vorangeschobener Pfropfen beobachtet werden. Eine blockähnliche Strö-
mung mit Wandhaftung bildet sich erst nach einer Übergangsphase mit Wandgleiteffekten.
Neben der Ausbildung einer Verdichtungslinie mit erhöhtem Füllstoffanteil dokumentieren die
Autoren ein unregelmäßiges Aufreißen der Fließfront, welches an dieser Stelle ebenfalls auf
die reduzierte Schmelzefestigkeit des Compounds zurückgeführt wird. Die Phänomene ähneln
dabei denen von gefüllten Duroplast-, Elastomer- bzw. Metall/Thermoplast-Hybrid-Schmelzen
beim Spritzgießen Die Ergebnisse zur Beeinflussung des elektrischen Widerstandverhaltens
(Abbildung 2.3) wurden unter dem in Abbildung 2.5 (a) ersichtlichen Formfüllverhalten erzeugt.
Der Werkzeugfüllvorgang mündet dabei in Bauteilen mit verdichteten Bindenähten, wie in Ab-
bildung 2.5 (b) gezeigt. Zusammenfassend muss festgehalten werden, dass neben den Füll-
stoffarten und Volumenanteilen an Füllstoffen das Fließ- und Erstarrungsverhalten des Mate-
rials beim Spritzgießen die Verteilung (Bildung einer Randschicht) und Ausrichtung der Füll-
stoffe und als Konsequenz daraus auch die resultierenden mechanischen, elektrischen und
thermischen Bauteileigenschaften [Oez12, MFP10] beeinflussen.
(a) (b)
Abbildung 2.5: (a) Die Füllstudie des Werkzeugfüllvorgangs einer Platte mit Stangenanguss eines
hochgefüllten Thermoplast-Compounds (PP mit einem Volumenanteil von 61 % syn-thetischem Grafit und 4 % Leitfähigkeitsruß) zeigt die Fließanomalien des Aufbre-
chens der Fließfront4. (b) Am Ende der Füllphase liegt ein Bauteil mit verdichteten Bindenähten aus einem hochgefüllten Thermoplast-Compound (PP mit einem Volu-
menanteil von 61 % synthetischem Grafit und 4 % Leitfähigkeitsruß) vor [WD11].
4 Verbundprojekt des BMBF im Rahmen der Innovationsallianz Carbon Nanotubes „Inno.CNT“ mit
dem Titel „Carbon Nanotubes für spritzgegossene Bipolarplatten in PEM-Brennstoffzellen (Car-boPlate)“ (03X0048C)
Schmelzestrahl
verdichteter
Bereich
unverdichteter
Bereich
Fließfront
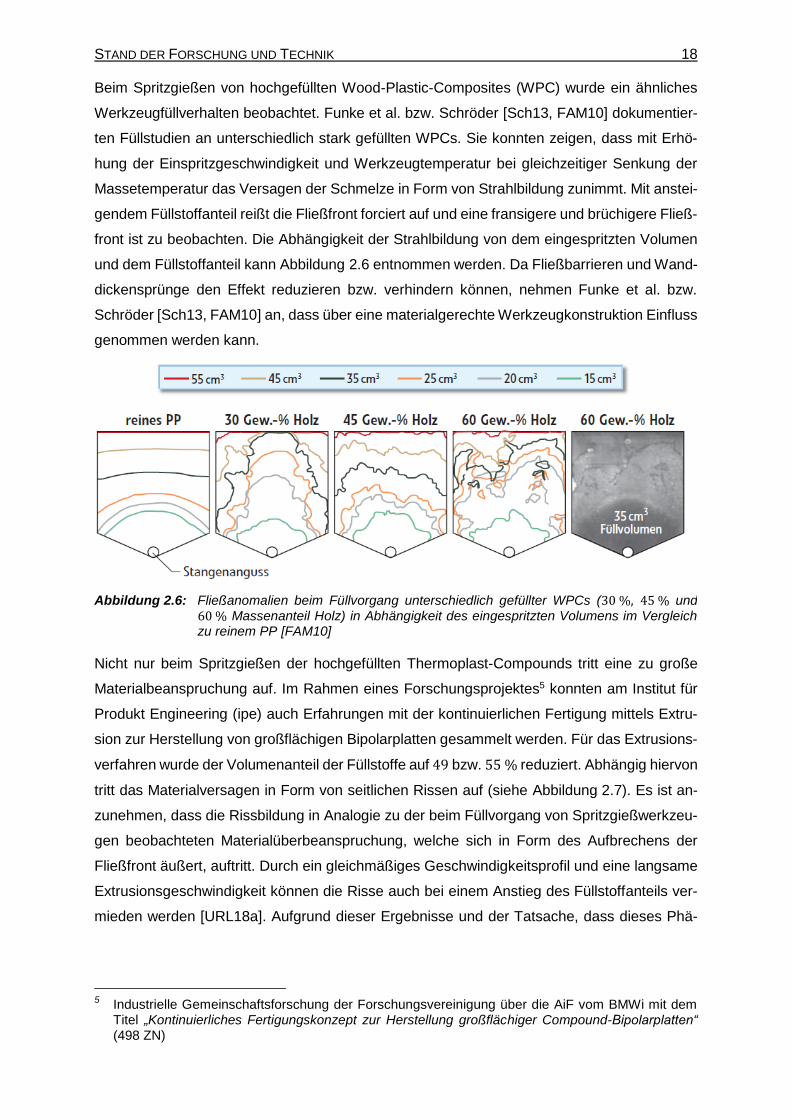
STAND DER FORSCHUNG UND TECHNIK 18 Beim Spritzgießen von hochgefüllten Wood-Plastic-Composites (WPC) wurde ein ähnliches
Werkzeugfüllverhalten beobachtet. Funke et al. bzw. Schröder [Sch13, FAM10] dokumentier-
ten Füllstudien an unterschiedlich stark gefüllten WPCs. Sie konnten zeigen, dass mit Erhö-
hung der Einspritzgeschwindigkeit und Werkzeugtemperatur bei gleichzeitiger Senkung der
Massetemperatur das Versagen der Schmelze in Form von Strahlbildung zunimmt. Mit anstei-
gendem Füllstoffanteil reißt die Fließfront forciert auf und eine fransigere und brüchigere Fließ-
front ist zu beobachten. Die Abhängigkeit der Strahlbildung von dem eingespritzten Volumen
und dem Füllstoffanteil kann Abbildung 2.6 entnommen werden. Da Fließbarrieren und Wand-
dickensprünge den Effekt reduzieren bzw. verhindern können, nehmen Funke et al. bzw.
Schröder [Sch13, FAM10] an, dass über eine materialgerechte Werkzeugkonstruktion Einfluss
genommen werden kann.
Nicht nur beim Spritzgießen der hochgefüllten Thermoplast-Compounds tritt eine zu große
Materialbeanspruchung auf. Im Rahmen eines Forschungsprojektes5 konnten am Institut für
Produkt Engineering (ipe) auch Erfahrungen mit der kontinuierlichen Fertigung mittels Extru-
sion zur Herstellung von großflächigen Bipolarplatten gesammelt werden. Für das Extrusions-
verfahren wurde der Volumenanteil der Füllstoffe auf 49 bzw. 55 % reduziert. Abhängig hiervon
tritt das Materialversagen in Form von seitlichen Rissen auf (siehe Abbildung 2.7). Es ist an-
zunehmen, dass die Rissbildung in Analogie zu der beim Füllvorgang von Spritzgießwerkzeu-
gen beobachteten Materialüberbeanspruchung, welche sich in Form des Aufbrechens der
Fließfront äußert, auftritt. Durch ein gleichmäßiges Geschwindigkeitsprofil und eine langsame
Extrusionsgeschwindigkeit können die Risse auch bei einem Anstieg des Füllstoffanteils ver-
mieden werden [URL18a]. Aufgrund dieser Ergebnisse und der Tatsache, dass dieses Phä-
5 Industrielle Gemeinschaftsforschung der Forschungsvereinigung über die AiF vom BMWi mit dem
Titel „Kontinuierliches Fertigungskonzept zur Herstellung großflächiger Compound-Bipolarplatten“ (498 ZN)
Abbildung 2.6: Fließanomalien beim Füllvorgang unterschiedlich gefüllter WPCs (30 %, 45 % und
60 % Massenanteil Holz) in Abhängigkeit des eingespritzten Volumens im Vergleich zu reinem PP [FAM10]
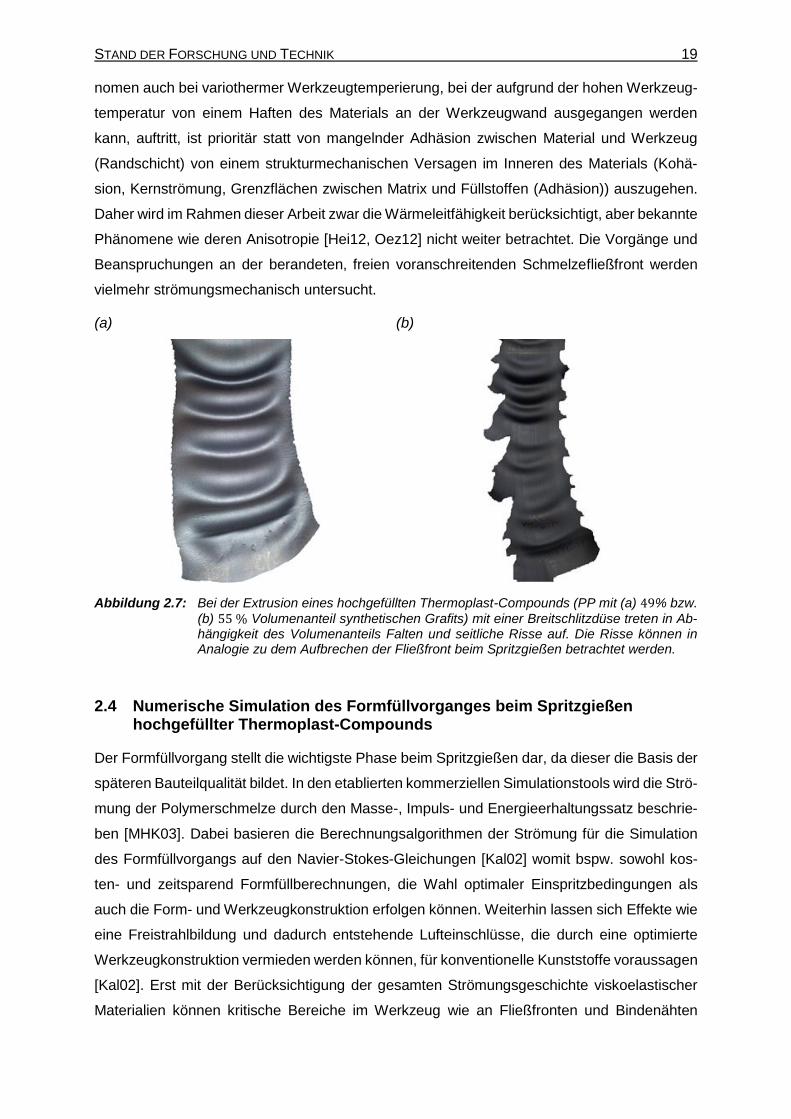
STAND DER FORSCHUNG UND TECHNIK 19 nomen auch bei variothermer Werkzeugtemperierung, bei der aufgrund der hohen Werkzeug-
temperatur von einem Haften des Materials an der Werkzeugwand ausgegangen werden
kann, auftritt, ist prioritär statt von mangelnder Adhäsion zwischen Material und Werkzeug
(Randschicht) von einem strukturmechanischen Versagen im Inneren des Materials (Kohä-
sion, Kernströmung, Grenzflächen zwischen Matrix und Füllstoffen (Adhäsion)) auszugehen.
Daher wird im Rahmen dieser Arbeit zwar die Wärmeleitfähigkeit berücksichtigt, aber bekannte
Phänomene wie deren Anisotropie [Hei12, Oez12] nicht weiter betrachtet. Die Vorgänge und
Beanspruchungen an der berandeten, freien voranschreitenden Schmelzefließfront werden
vielmehr strömungsmechanisch untersucht.
(a) (b)
Abbildung 2.7: Bei der Extrusion eines hochgefüllten Thermoplast-Compounds (PP mit (a) 49% bzw.
(b) 55 % Volumenanteil synthetischen Grafits) mit einer Breitschlitzdüse treten in Ab-hängigkeit des Volumenanteils Falten und seitliche Risse auf. Die Risse können in Analogie zu dem Aufbrechen der Fließfront beim Spritzgießen betrachtet werden.
2.4 Numerische Simulation des Formfüllvorganges beim Spritzgießen hochgefüllter Thermoplast-Compounds
Der Formfüllvorgang stellt die wichtigste Phase beim Spritzgießen dar, da dieser die Basis der
späteren Bauteilqualität bildet. In den etablierten kommerziellen Simulationstools wird die Strö-
mung der Polymerschmelze durch den Masse-, Impuls- und Energieerhaltungssatz beschrie-
ben [MHK03]. Dabei basieren die Berechnungsalgorithmen der Strömung für die Simulation
des Formfüllvorgangs auf den Navier-Stokes-Gleichungen [Kal02] womit bspw. sowohl kos-
ten- und zeitsparend Formfüllberechnungen, die Wahl optimaler Einspritzbedingungen als
auch die Form- und Werkzeugkonstruktion erfolgen können. Weiterhin lassen sich Effekte wie
eine Freistrahlbildung und dadurch entstehende Lufteinschlüsse, die durch eine optimierte
Werkzeugkonstruktion vermieden werden können, für konventionelle Kunststoffe voraussagen
[Kal02]. Erst mit der Berücksichtigung der gesamten Strömungsgeschichte viskoelastischer
Materialien können kritische Bereiche im Werkzeug wie an Fließfronten und Bindenähten

STAND DER FORSCHUNG UND TECHNIK 20 [Ngu01, RKS04] oder aber auch die Faserorientierung von Füllstoffen sowie inhomogene Tem-
peraturbereiche wie Eckeneffekte [Kal02] simuliert werden. Gerade die Problematik an der
Fließfront und bei der Bindenahtformation wurde bisher nicht angemessen untersucht. Statt-
dessen werden hier oftmals lediglich Berechnungen von integralen Größen (Fließfrontverlauf)
sowie Druckverlust und der Vergleich von 3𝐷- und 2,5𝐷-Berechnungsergebnissen durchge-
führt. Nicht nur deswegen, sondern auch aufgrund der Annahme einer geschlossenen Fließ-
front, kann bisher nicht von einer realitätsgetreuen Simulation von feststoffbeladenen, teilweise
unberandeten Strömungen mit nicht homogenen Fließfronten, wie sie beim Spritzgießen mit
hochgefüllten Thermoplast-Compounds auftreten, gesprochen werden. Eine Berechnung der
Molekül- und Faserorientierung/-ausrichtung infolge der fortschreitenden Fließfront und der
dahinter liegenden Scherströmung, bei der sowohl die Größe und Form der Füllstoffe als auch
Füllstoff-Füllstoff-Interaktionen eine Rolle spielen, erfolgt meist auf Grundlage des Folgar-Tu-
cker-Modells [FT84], genauer gesagt, des darauf basierenden Reduced-Strain-Closure-Mo-
dells [WOT08], welches ausgehend von experimentellen Daten die Ausbildung der Füllstoffori-
entierung und des Wandgleitens realistisch einbezieht [MV+11]. Selten erfolgt jedoch die Be-
trachtung der Auswirkungen des Quellflusses, also der Fließfront, auf die Füllstoffausrichtung
[BT92]. Die Segregation von Fasern aus der Matrix und damit die Bildung einer füllstofffreien,
isolierenden Randschicht, wie dies in [KR+11] für ein newtonsches Fluid für einen uniaxialen
(Platte) und äquibiaxialen (Scheibe) Belastungsfall beschrieben ist, wird ebenso wenig unter-
sucht. Weitere Beschränkungen der Modelle sind durch die Füllstoffform (gültig für faserför-
mige/ellipsoide bzw. plättchenförmige Füllstoffe) und die Volumenanteile der Füllstoffe begrün-
det [Hei12]. Die Auswirkungen der Faserorientierung und -größe auf mechanische Bauteilei-
genschaften (Elastizitäts- und Schubmoduli) wird über die aus dem Mori-Tanaka-Modell
[MT73] entwickelten mikromechanischen Ansätze nach Halpin-Tsai [HK76], mit denen auch
Materialdaten wie die Wärmeleitfähigkeit in Abhängigkeit von Füllstoffgeometrie und -anteil
bestimmt werden können [NN11], oder Tandon-Weng [TW84] berücksichtigt. Insgesamt ist
jedoch davon auszugehen, dass die Mechanismen der Ausbildung der Molekülorientierung,
aufgrund der fehlenden experimentellen Möglichkeiten den Prozess der Molekülorientierung
während des instationären Fomfüllvorgangs mit einer fortschreitenden freien Oberfläche zu
erfassen, noch nicht vollständig geklärt sind [Ngu01, KR+11]. So ging Tadmor [Tad74] bspw.
davon aus, dass die hohe Orientierung der Oberflächenschicht hauptsächlich durch die Deh-
nung in der mittleren Region der Fließfront verursacht wird. Nguyen [Ngu01] konnte anhand
von 3𝐷-Simulationen einer LCP-Fließfront zwischen zwei parallelen, unendlich breiten Wän-
den zeigen, dass die Dehngeschwindigkeit in der mittleren Region der Kavität tatsächlich do-
miniert. Da jedoch die Deformationsgeschwindigkeiten in den wandnahen Bereichen ausge-
prägter sind, geht er davon aus, dass die Deformation unmittelbar bevor die Schmelze die
Wand berührt, welche sich aus der Dehnung und der betragsmäßig überwiegenden Scherung
zusammensetzt, die Orientierungen bestimmt. Bei derart offenen Fragestellungen zur Molekül-

STAND DER FORSCHUNG UND TECHNIK 21 und Faserausrichtung ist es nachvollziehbar, dass eine ortsaufgelöste Vorhersage der Vertei-
lung bzw. Ausbreitung von elektrisch leitfähigen Füllstoffen im Spritzgießbauteil [Fan95] bisher
nicht zufriedenstellend umgesetzt wurde. Dabei ist deren Verteilung und Ausbreitung entschei-
dend für die Möglichkeit elektrischen Strom im Anschluss an die Bauteilherstellung fließen zu
lassen. Unter Berücksichtigung der Fließbehinderung durch die Füllstoffe bei geringen Scher-
geschwindigkeiten kann das CARPOW-Modell, welches aus dem Carreau- und Potenzansatz
(englisch: power law) besteht [Bon14], zur Modellierung und Vorhersage des Fließverhaltens
hochgefüllter Thermoplaste genutzt werden. Musialek et al. [MGB15] beschreiben damit Ma-
terialien bis zu einem Volumenanteil der Füllstoffe von 42 %.
Aufgrund der enormen Zeit- und Rechenintensität von Mehrphasensimulationen, bei denen
jedem Materialbestandteil ein eigener Satz von Materialparametern zur numerischen Lösung
der Navier-Stokes-Gleichungen zugewiesen werden muss und diese dann zusätzlich in geeig-
neter Weise verbunden werden müssen [Tho10], wird das hochgefüllte Compound als Kom-
promiss für Werkzeugauslegung und -design als eine Phase betrachtet. Dabei muss es gelin-
gen, mittels der Kontinuumsmechanik Erkenntnisse aus der mikroskopischen Betrachtung auf
den makroskopischen Fall [HLU05], bei dem auch Entmischungen und Agglomeratbildung fo-
kussiert werden, zu übertragen.
In der Vergangenheit konnten die Ungenauigkeiten in der Simulation der Eigenschaften hoch-
gefüllter Thermoplaste mit einem Prozess kalibrierbaren Materialmodell eingegrenzt werden
[Doe12]. Die Kalibrierung der Simulation anhand angussnah gemessener Werkzeuginnen-
druckverläufe gewährleistete die Berücksichtigung prozessabhängiger Eigenschaften des
Spritzgießprozesses. Weiterhin fand dadurch die Berücksichtigung der deutlichen Eigen-
schaftsveränderungen des Compounds gegenüber einem ungefüllten Kunststoff statt. Dies
galt nicht nur für einen Betriebspunkt, sondern für ein definiertes Prozessfenster. Die Variation
der Werkzeugtemperatur und der Schneckenvorlaufgeschwindigkeit bildeten gleichsam das
genannte Prozessfenster. Das Prozess kalibrierte Materialmodell basiert auf einem physikali-
schem Prozess- und Materialmodell, das den Einfluss von Maschineneinstelldaten auf ther-
modynamische und rheologische Stoffdaten berücksichtigt. Typische Einstellwerte sind z. B.
die Schneckenvorlaufgeschwindigkeit während der Einspritzphase, die Nachdruckhöhe und -
zeit. Zusätzlich sind Informationen zum Wärmeübergang zwischen der erstarrten Kunststoff-
randschicht und der Werkzeugwand als Randbedingung erforderlich. Durch den Abgleich mit
zusätzlichen, prozessnah ermittelten Messwerten steigen der Detaillierungsgrad und die Er-
gebnisqualität der Simulation. Simultan wird die Reduktion des Mess- und Versuchsaufwands
durch die Bestimmung von ausgewählten Parametern des Materialmodells durch den Abgleich
von Simulations- mit Versuchsergebnissen erreicht.
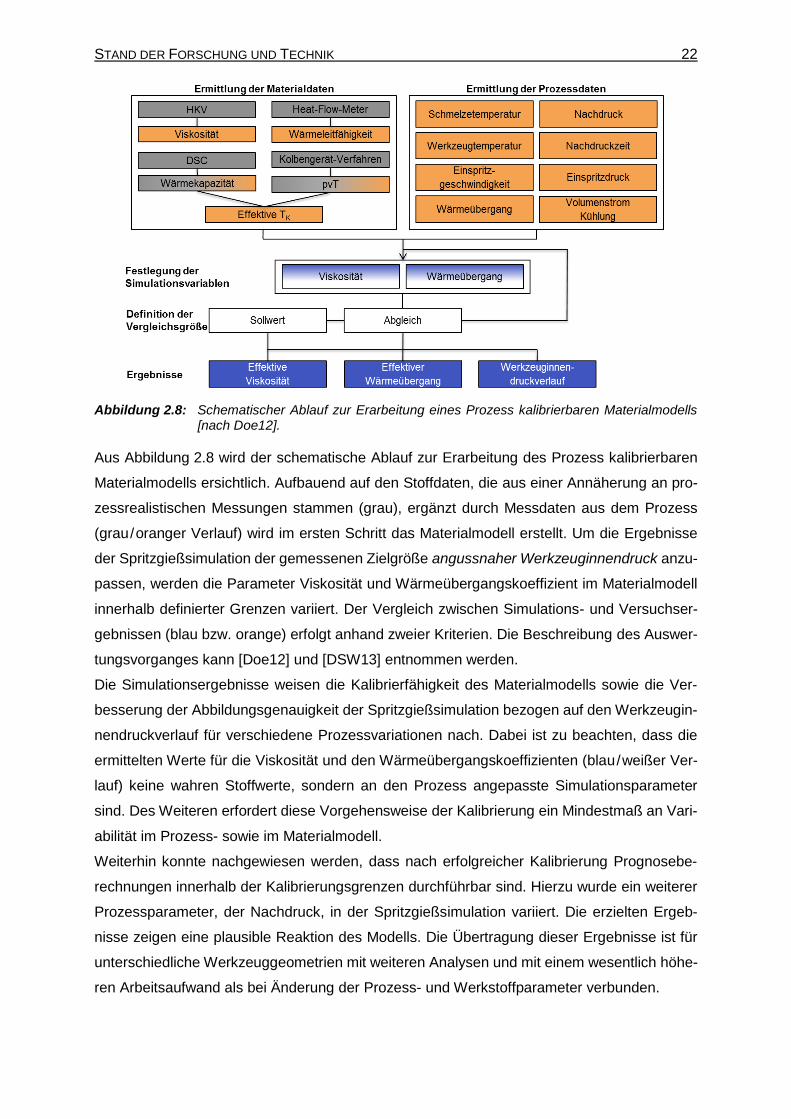
STAND DER FORSCHUNG UND TECHNIK 22
Abbildung 2.8: Schematischer Ablauf zur Erarbeitung eines Prozess kalibrierbaren Materialmodells [nach Doe12].
Aus Abbildung 2.8 wird der schematische Ablauf zur Erarbeitung des Prozess kalibrierbaren
Materialmodells ersichtlich. Aufbauend auf den Stoffdaten, die aus einer Annäherung an pro-
zessrealistischen Messungen stammen (grau), ergänzt durch Messdaten aus dem Prozess
(grau/oranger Verlauf) wird im ersten Schritt das Materialmodell erstellt. Um die Ergebnisse
der Spritzgießsimulation der gemessenen Zielgröße angussnaher Werkzeuginnendruck anzu-
passen, werden die Parameter Viskosität und Wärmeübergangskoeffizient im Materialmodell
innerhalb definierter Grenzen variiert. Der Vergleich zwischen Simulations- und Versuchser-
gebnissen (blau bzw. orange) erfolgt anhand zweier Kriterien. Die Beschreibung des Auswer-
tungsvorganges kann [Doe12] und [DSW13] entnommen werden.
Die Simulationsergebnisse weisen die Kalibrierfähigkeit des Materialmodells sowie die Ver-
besserung der Abbildungsgenauigkeit der Spritzgießsimulation bezogen auf den Werkzeugin-
nendruckverlauf für verschiedene Prozessvariationen nach. Dabei ist zu beachten, dass die
ermittelten Werte für die Viskosität und den Wärmeübergangskoeffizienten (blau/weißer Ver-
lauf) keine wahren Stoffwerte, sondern an den Prozess angepasste Simulationsparameter
sind. Des Weiteren erfordert diese Vorgehensweise der Kalibrierung ein Mindestmaß an Vari-
abilität im Prozess- sowie im Materialmodell.
Weiterhin konnte nachgewiesen werden, dass nach erfolgreicher Kalibrierung Prognosebe-
rechnungen innerhalb der Kalibrierungsgrenzen durchführbar sind. Hierzu wurde ein weiterer
Prozessparameter, der Nachdruck, in der Spritzgießsimulation variiert. Die erzielten Ergeb-
nisse zeigen eine plausible Reaktion des Modells. Die Übertragung dieser Ergebnisse ist für
unterschiedliche Werkzeuggeometrien mit weiteren Analysen und mit einem wesentlich höhe-
ren Arbeitsaufwand als bei Änderung der Prozess- und Werkstoffparameter verbunden.

STAND DER FORSCHUNG UND TECHNIK 23 Abschließend lässt sich resümieren, dass auch wenn materialabhängig bspw. der Druckver-
lauf gut vorhergesagt werden konnte, die Simulation dieser Materialien durch die Formulierung
von allgemeingültigen Aussagen zum Mechanismus an der Fließfront weiter zu verbessern ist.
Denn Ziel des Modells war die realitätsnahe Abbildung des Spritzgießprozesses eines hoch-
gefüllten Compounds unter Reduktion des Mess- und Versuchsaufwands. Dabei fand das in-
konsistente Formfüllverhalten jedoch bisher keine Berücksichtigung.
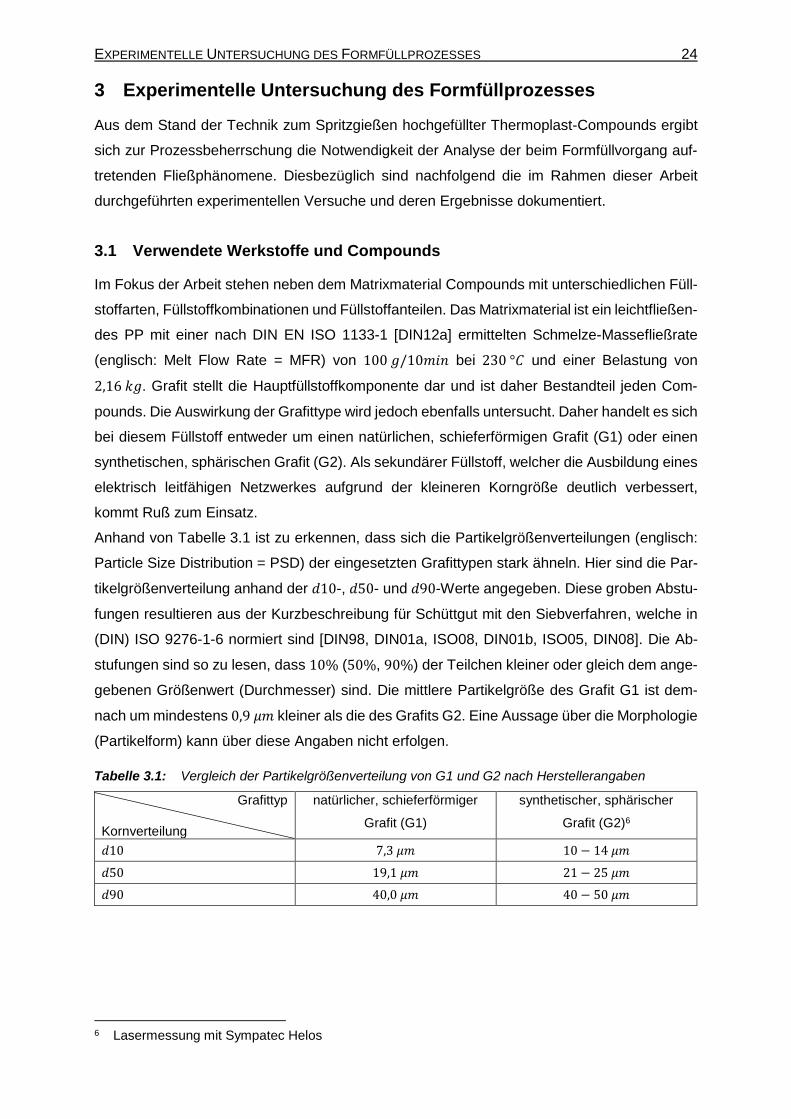
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 24
3 Experimentelle Untersuchung des Formfüllprozesses
Aus dem Stand der Technik zum Spritzgießen hochgefüllter Thermoplast-Compounds ergibt
sich zur Prozessbeherrschung die Notwendigkeit der Analyse der beim Formfüllvorgang auf-
tretenden Fließphänomene. Diesbezüglich sind nachfolgend die im Rahmen dieser Arbeit
durchgeführten experimentellen Versuche und deren Ergebnisse dokumentiert.
3.1 Verwendete Werkstoffe und Compounds
Im Fokus der Arbeit stehen neben dem Matrixmaterial Compounds mit unterschiedlichen Füll-
stoffarten, Füllstoffkombinationen und Füllstoffanteilen. Das Matrixmaterial ist ein leichtfließen-
des PP mit einer nach DIN EN ISO 1133-1 [DIN12a] ermittelten Schmelze-Massefließrate
(englisch: Melt Flow Rate = MFR) von 100 𝑔/10𝑚𝑖𝑛 bei 230 °𝐶 und einer Belastung von
2,16 𝑘𝑔. Grafit stellt die Hauptfüllstoffkomponente dar und ist daher Bestandteil jeden Com-
pounds. Die Auswirkung der Grafittype wird jedoch ebenfalls untersucht. Daher handelt es sich
bei diesem Füllstoff entweder um einen natürlichen, schieferförmigen Grafit (G1) oder einen
synthetischen, sphärischen Grafit (G2). Als sekundärer Füllstoff, welcher die Ausbildung eines
elektrisch leitfähigen Netzwerkes aufgrund der kleineren Korngröße deutlich verbessert,
kommt Ruß zum Einsatz.
Anhand von Tabelle 3.1 ist zu erkennen, dass sich die Partikelgrößenverteilungen (englisch:
Particle Size Distribution = PSD) der eingesetzten Grafittypen stark ähneln. Hier sind die Par-
tikelgrößenverteilung anhand der 𝑑10-, 𝑑50- und 𝑑90-Werte angegeben. Diese groben Abstu-
fungen resultieren aus der Kurzbeschreibung für Schüttgut mit den Siebverfahren, welche in
(DIN) ISO 9276-1-6 normiert sind [DIN98, DIN01a, ISO08, DIN01b, ISO05, DIN08]. Die Ab-
stufungen sind so zu lesen, dass 10% (50%, 90%) der Teilchen kleiner oder gleich dem ange-
gebenen Größenwert (Durchmesser) sind. Die mittlere Partikelgröße des Grafit G1 ist dem-
nach um mindestens 0,9 𝜇𝑚 kleiner als die des Grafits G2. Eine Aussage über die Morphologie
(Partikelform) kann über diese Angaben nicht erfolgen.
6 Lasermessung mit Sympatec Helos
Tabelle 3.1: Vergleich der Partikelgrößenverteilung von G1 und G2 nach Herstellerangaben
Grafittyp
Kornverteilung
natürlicher, schieferförmiger
Grafit (G1)
synthetischer, sphärischer
Grafit (G2)6
𝑑10 7,3 𝜇𝑚 10 − 14 𝜇𝑚
𝑑50 19,1 𝜇𝑚 21 − 25 𝜇𝑚
𝑑90 40,0 𝜇𝑚 40 − 50 𝜇𝑚
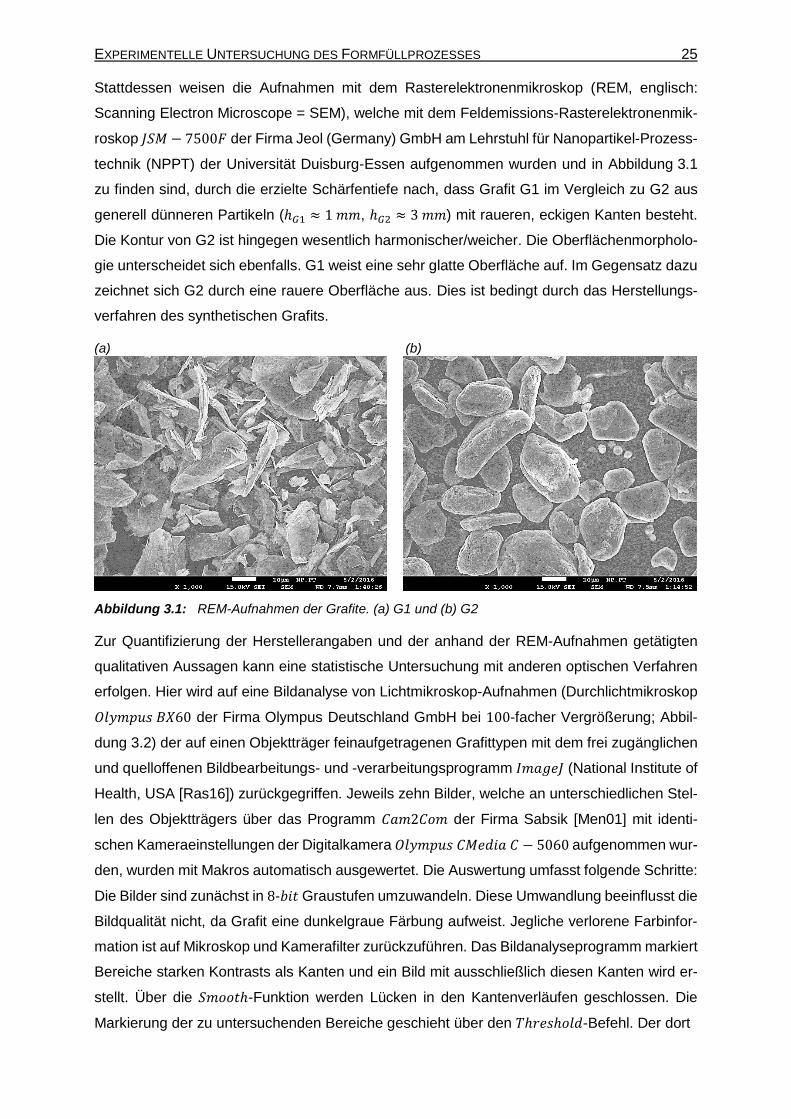
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 25 Stattdessen weisen die Aufnahmen mit dem Rasterelektronenmikroskop (REM, englisch:
Scanning Electron Microscope = SEM), welche mit dem Feldemissions-Rasterelektronenmik-
roskop 𝐽𝑆𝑀 − 7500𝐹 der Firma Jeol (Germany) GmbH am Lehrstuhl für Nanopartikel-Prozess-
technik (NPPT) der Universität Duisburg-Essen aufgenommen wurden und in Abbildung 3.1
zu finden sind, durch die erzielte Schärfentiefe nach, dass Grafit G1 im Vergleich zu G2 aus
generell dünneren Partikeln (ℎ𝐺1 ≈ 1 𝑚𝑚, ℎ𝐺2 ≈ 3 𝑚𝑚) mit raueren, eckigen Kanten besteht.
Die Kontur von G2 ist hingegen wesentlich harmonischer/weicher. Die Oberflächenmorpholo-
gie unterscheidet sich ebenfalls. G1 weist eine sehr glatte Oberfläche auf. Im Gegensatz dazu
zeichnet sich G2 durch eine rauere Oberfläche aus. Dies ist bedingt durch das Herstellungs-
verfahren des synthetischen Grafits.
(a) (b)
Abbildung 3.1: REM-Aufnahmen der Grafite. (a) G1 und (b) G2
Zur Quantifizierung der Herstellerangaben und der anhand der REM-Aufnahmen getätigten
qualitativen Aussagen kann eine statistische Untersuchung mit anderen optischen Verfahren
erfolgen. Hier wird auf eine Bildanalyse von Lichtmikroskop-Aufnahmen (Durchlichtmikroskop
𝑂𝑙𝑦𝑚𝑝𝑢𝑠 𝐵𝑋60 der Firma Olympus Deutschland GmbH bei 100-facher Vergrößerung; Abbil-
dung 3.2) der auf einen Objektträger feinaufgetragenen Grafittypen mit dem frei zugänglichen
und quelloffenen Bildbearbeitungs- und -verarbeitungsprogramm 𝐼𝑚𝑎𝑔𝑒𝐽 (National Institute of
Health, USA [Ras16]) zurückgegriffen. Jeweils zehn Bilder, welche an unterschiedlichen Stel-
len des Objektträgers über das Programm 𝐶𝑎𝑚2𝐶𝑜𝑚 der Firma Sabsik [Men01] mit identi-
schen Kameraeinstellungen der Digitalkamera 𝑂𝑙𝑦𝑚𝑝𝑢𝑠 𝐶𝑀𝑒𝑑𝑖𝑎 𝐶 − 5060 aufgenommen wur-
den, wurden mit Makros automatisch ausgewertet. Die Auswertung umfasst folgende Schritte:
Die Bilder sind zunächst in 8-𝑏𝑖𝑡 Graustufen umzuwandeln. Diese Umwandlung beeinflusst die
Bildqualität nicht, da Grafit eine dunkelgraue Färbung aufweist. Jegliche verlorene Farbinfor-
mation ist auf Mikroskop und Kamerafilter zurückzuführen. Das Bildanalyseprogramm markiert
Bereiche starken Kontrasts als Kanten und ein Bild mit ausschließlich diesen Kanten wird er-
stellt. Über die 𝑆𝑚𝑜𝑜𝑡ℎ-Funktion werden Lücken in den Kantenverläufen geschlossen. Die
Markierung der zu untersuchenden Bereiche geschieht über den 𝑇ℎ𝑟𝑒𝑠ℎ𝑜𝑙𝑑-Befehl. Der dort
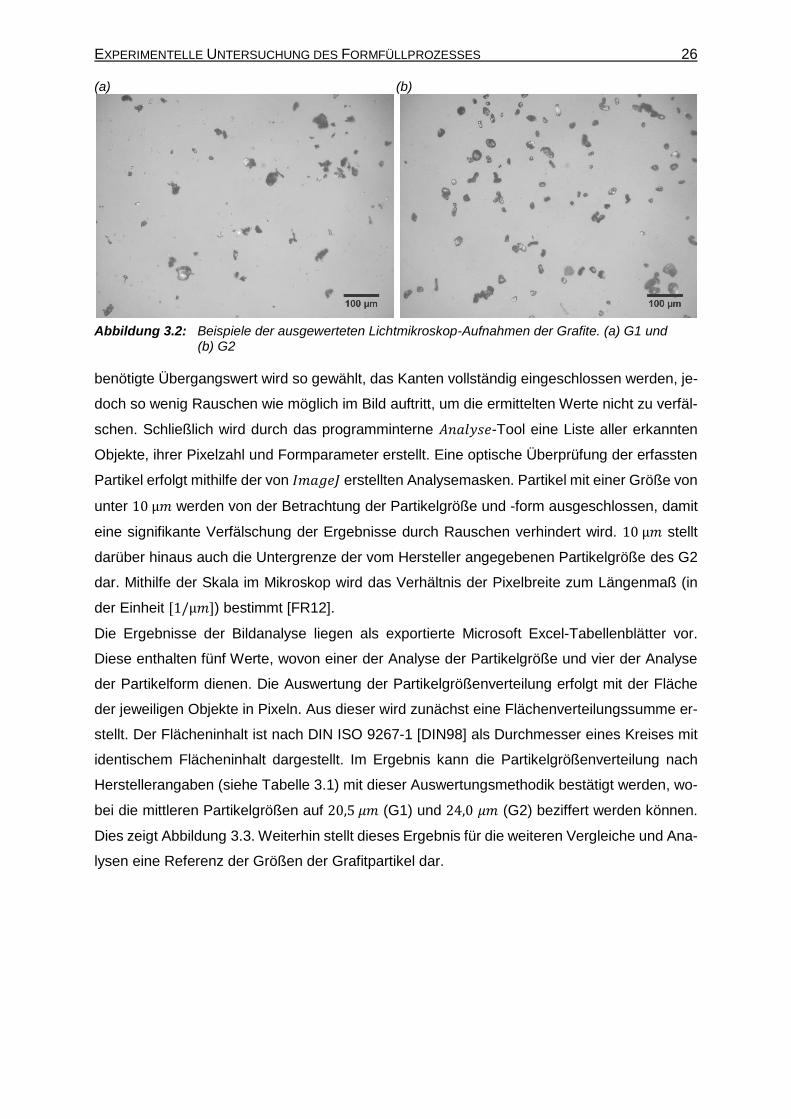
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 26
benötigte Übergangswert wird so gewählt, das Kanten vollständig eingeschlossen werden, je-
doch so wenig Rauschen wie möglich im Bild auftritt, um die ermittelten Werte nicht zu verfäl-
schen. Schließlich wird durch das programminterne 𝐴𝑛𝑎𝑙𝑦𝑠𝑒-Tool eine Liste aller erkannten
Objekte, ihrer Pixelzahl und Formparameter erstellt. Eine optische Überprüfung der erfassten
Partikel erfolgt mithilfe der von 𝐼𝑚𝑎𝑔𝑒𝐽 erstellten Analysemasken. Partikel mit einer Größe von
unter 10 µ𝑚 werden von der Betrachtung der Partikelgröße und -form ausgeschlossen, damit
eine signifikante Verfälschung der Ergebnisse durch Rauschen verhindert wird. 10 µ𝑚 stellt
darüber hinaus auch die Untergrenze der vom Hersteller angegebenen Partikelgröße des G2
dar. Mithilfe der Skala im Mikroskop wird das Verhältnis der Pixelbreite zum Längenmaß (in
der Einheit [1/µ𝑚]) bestimmt [FR12].
Die Ergebnisse der Bildanalyse liegen als exportierte Microsoft Excel-Tabellenblätter vor.
Diese enthalten fünf Werte, wovon einer der Analyse der Partikelgröße und vier der Analyse
der Partikelform dienen. Die Auswertung der Partikelgrößenverteilung erfolgt mit der Fläche
der jeweiligen Objekte in Pixeln. Aus dieser wird zunächst eine Flächenverteilungssumme er-
stellt. Der Flächeninhalt ist nach DIN ISO 9267-1 [DIN98] als Durchmesser eines Kreises mit
identischem Flächeninhalt dargestellt. Im Ergebnis kann die Partikelgrößenverteilung nach
Herstellerangaben (siehe Tabelle 3.1) mit dieser Auswertungsmethodik bestätigt werden, wo-
bei die mittleren Partikelgrößen auf 20,5 𝜇𝑚 (G1) und 24,0 𝜇𝑚 (G2) beziffert werden können.
Dies zeigt Abbildung 3.3. Weiterhin stellt dieses Ergebnis für die weiteren Vergleiche und Ana-
lysen eine Referenz der Größen der Grafitpartikel dar.
(a) (b)
Abbildung 3.2: Beispiele der ausgewerteten Lichtmikroskop-Aufnahmen der Grafite. (a) G1 und (b) G2
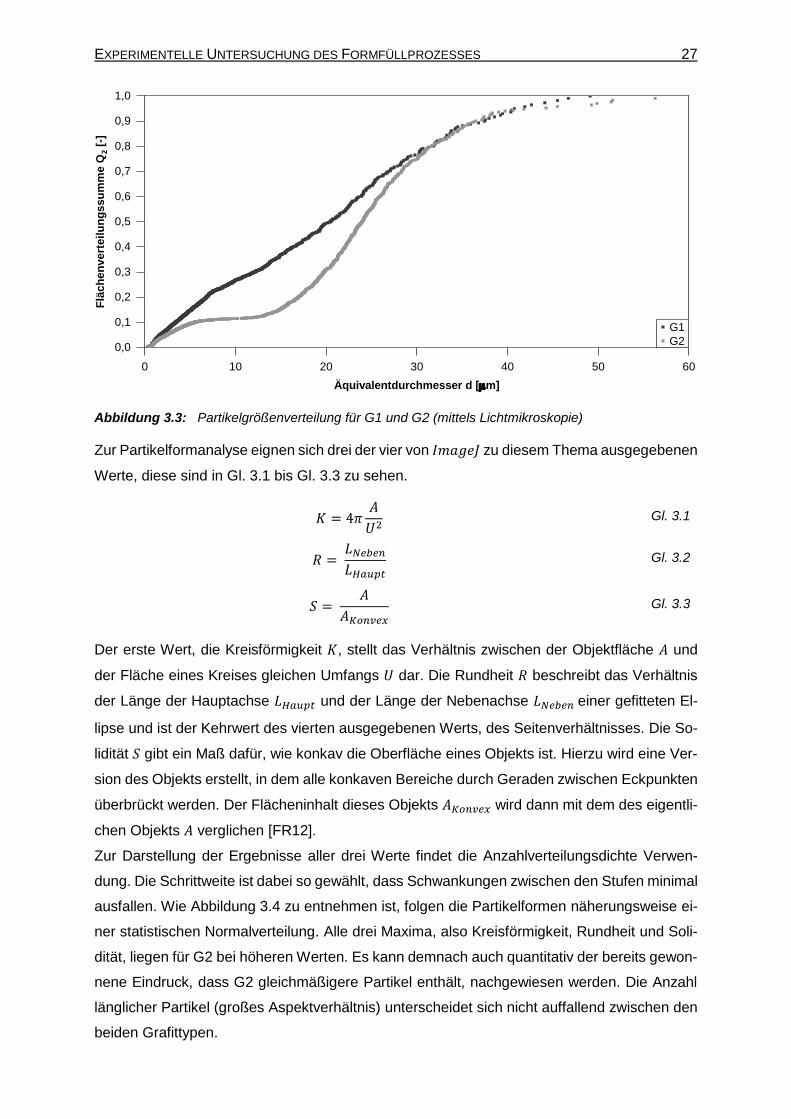
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 27
Abbildung 3.3: Partikelgrößenverteilung für G1 und G2 (mittels Lichtmikroskopie)
Zur Partikelformanalyse eignen sich drei der vier von 𝐼𝑚𝑎𝑔𝑒𝐽 zu diesem Thema ausgegebenen
Werte, diese sind in Gl. 3.1 bis Gl. 3.3 zu sehen.
𝐾 = 4𝜋𝐴
𝑈2 Gl. 3.1
𝑅 = 𝐿𝑁𝑒𝑏𝑒𝑛
𝐿𝐻𝑎𝑢𝑝𝑡 Gl. 3.2
𝑆 = 𝐴
𝐴𝐾𝑜𝑛𝑣𝑒𝑥 Gl. 3.3
Der erste Wert, die Kreisförmigkeit 𝐾, stellt das Verhältnis zwischen der Objektfläche 𝐴 und
der Fläche eines Kreises gleichen Umfangs 𝑈 dar. Die Rundheit 𝑅 beschreibt das Verhältnis
der Länge der Hauptachse 𝐿𝐻𝑎𝑢𝑝𝑡 und der Länge der Nebenachse 𝐿𝑁𝑒𝑏𝑒𝑛 einer gefitteten El-
lipse und ist der Kehrwert des vierten ausgegebenen Werts, des Seitenverhältnisses. Die So-
lidität 𝑆 gibt ein Maß dafür, wie konkav die Oberfläche eines Objekts ist. Hierzu wird eine Ver-
sion des Objekts erstellt, in dem alle konkaven Bereiche durch Geraden zwischen Eckpunkten
überbrückt werden. Der Flächeninhalt dieses Objekts 𝐴𝐾𝑜𝑛𝑣𝑒𝑥 wird dann mit dem des eigentli-
chen Objekts 𝐴 verglichen [FR12].
Zur Darstellung der Ergebnisse aller drei Werte findet die Anzahlverteilungsdichte Verwen-
dung. Die Schrittweite ist dabei so gewählt, dass Schwankungen zwischen den Stufen minimal
ausfallen. Wie Abbildung 3.4 zu entnehmen ist, folgen die Partikelformen näherungsweise ei-
ner statistischen Normalverteilung. Alle drei Maxima, also Kreisförmigkeit, Rundheit und Soli-
dität, liegen für G2 bei höheren Werten. Es kann demnach auch quantitativ der bereits gewon-
nene Eindruck, dass G2 gleichmäßigere Partikel enthält, nachgewiesen werden. Die Anzahl
länglicher Partikel (großes Aspektverhältnis) unterscheidet sich nicht auffallend zwischen den
beiden Grafittypen.
0 10 20 30 40 50 60
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
G1
G2
Äquivalentdurchmesser d [mm]
Flä
ch
en
vert
eil
un
gs
su
mm
e Q
2 [
-]
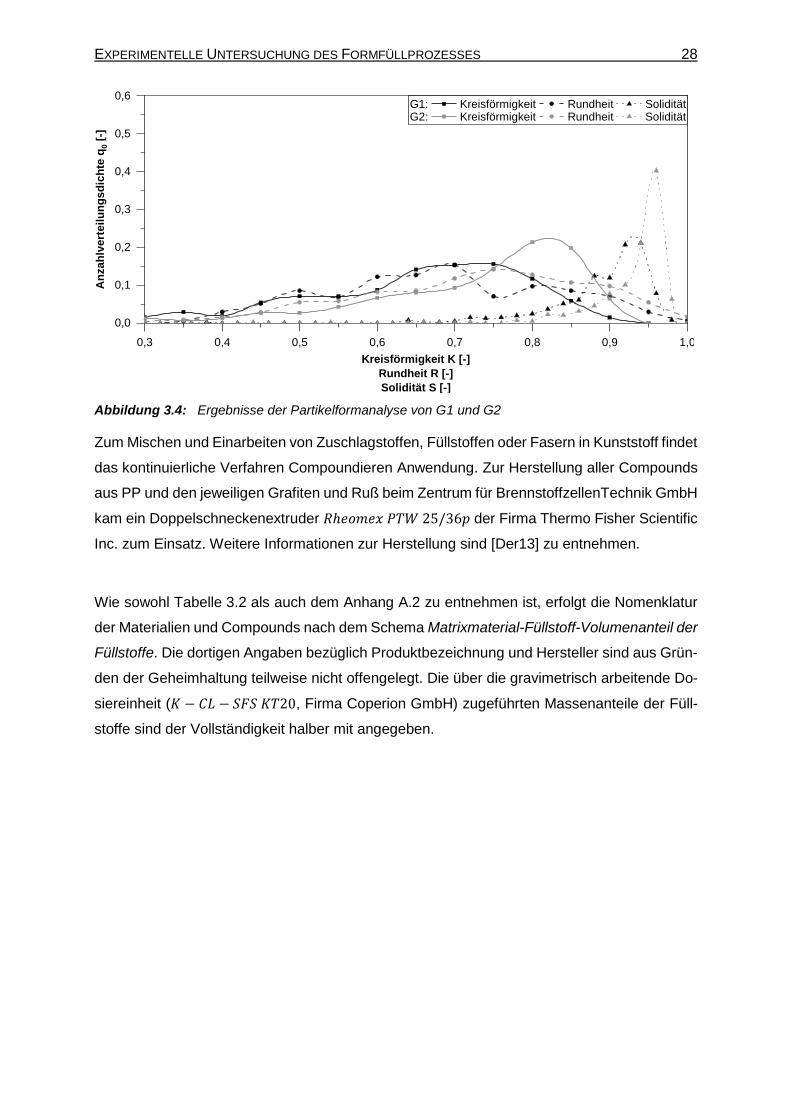
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 28
Abbildung 3.4: Ergebnisse der Partikelformanalyse von G1 und G2
Zum Mischen und Einarbeiten von Zuschlagstoffen, Füllstoffen oder Fasern in Kunststoff findet
das kontinuierliche Verfahren Compoundieren Anwendung. Zur Herstellung aller Compounds
aus PP und den jeweiligen Grafiten und Ruß beim Zentrum für BrennstoffzellenTechnik GmbH
kam ein Doppelschneckenextruder 𝑅ℎ𝑒𝑜𝑚𝑒𝑥 𝑃𝑇𝑊 25/36𝑝 der Firma Thermo Fisher Scientific
Inc. zum Einsatz. Weitere Informationen zur Herstellung sind [Der13] zu entnehmen.
Wie sowohl Tabelle 3.2 als auch dem Anhang A.2 zu entnehmen ist, erfolgt die Nomenklatur
der Materialien und Compounds nach dem Schema Matrixmaterial-Füllstoff-Volumenanteil der
Füllstoffe. Die dortigen Angaben bezüglich Produktbezeichnung und Hersteller sind aus Grün-
den der Geheimhaltung teilweise nicht offengelegt. Die über die gravimetrisch arbeitende Do-
siereinheit (𝐾 − 𝐶𝐿 − 𝑆𝐹𝑆 𝐾𝑇20, Firma Coperion GmbH) zugeführten Massenanteile der Füll-
stoffe sind der Vollständigkeit halber mit angegeben.
0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
0,0
0,1
0,2
0,3
0,4
0,5
0,6
Solidität S [-]
Rundheit R [-]
G1: Kreisförmigkeit Rundheit SoliditätG2: Kreisförmigkeit Rundheit Solidität
Kreisförmigkeit K [-]
An
za
hlv
ert
eil
un
gs
dic
hte
q0 [
-]
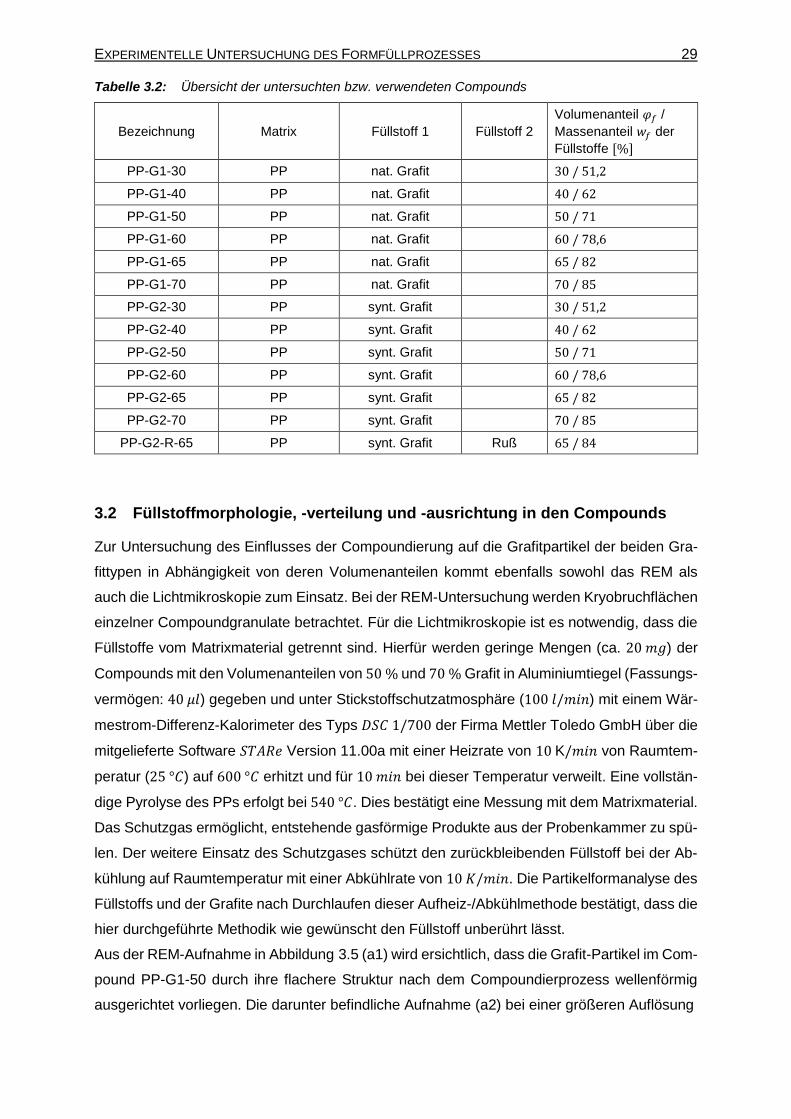
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 29 Tabelle 3.2: Übersicht der untersuchten bzw. verwendeten Compounds
Bezeichnung Matrix Füllstoff 1 Füllstoff 2
Volumenanteil 𝜑𝑓 /
Massenanteil 𝑤𝑓 der
Füllstoffe [%]
PP-G1-30 PP nat. Grafit 30 / 51,2
PP-G1-40 PP nat. Grafit 40 / 62
PP-G1-50 PP nat. Grafit 50 / 71
PP-G1-60 PP nat. Grafit 60 / 78,6
PP-G1-65 PP nat. Grafit 65 / 82
PP-G1-70 PP nat. Grafit 70 / 85
PP-G2-30 PP synt. Grafit 30 / 51,2
PP-G2-40 PP synt. Grafit 40 / 62
PP-G2-50 PP synt. Grafit 50 / 71
PP-G2-60 PP synt. Grafit 60 / 78,6
PP-G2-65 PP synt. Grafit 65 / 82
PP-G2-70 PP synt. Grafit 70 / 85
PP-G2-R-65 PP synt. Grafit Ruß 65 / 84
3.2 Füllstoffmorphologie, -verteilung und -ausrichtung in den Compounds
Zur Untersuchung des Einflusses der Compoundierung auf die Grafitpartikel der beiden Gra-
fittypen in Abhängigkeit von deren Volumenanteilen kommt ebenfalls sowohl das REM als
auch die Lichtmikroskopie zum Einsatz. Bei der REM-Untersuchung werden Kryobruchflächen
einzelner Compoundgranulate betrachtet. Für die Lichtmikroskopie ist es notwendig, dass die
Füllstoffe vom Matrixmaterial getrennt sind. Hierfür werden geringe Mengen (ca. 20 𝑚𝑔) der
Compounds mit den Volumenanteilen von 50 % und 70 % Grafit in Aluminiumtiegel (Fassungs-
vermögen: 40 𝜇𝑙) gegeben und unter Stickstoffschutzatmosphäre (100 𝑙/𝑚𝑖𝑛) mit einem Wär-
mestrom-Differenz-Kalorimeter des Typs 𝐷𝑆𝐶 1/700 der Firma Mettler Toledo GmbH über die
mitgelieferte Software 𝑆𝑇𝐴𝑅𝑒 Version 11.00a mit einer Heizrate von 10 K/𝑚𝑖𝑛 von Raumtem-
peratur (25 °𝐶) auf 600 °𝐶 erhitzt und für 10 𝑚𝑖𝑛 bei dieser Temperatur verweilt. Eine vollstän-
dige Pyrolyse des PPs erfolgt bei 540 °𝐶. Dies bestätigt eine Messung mit dem Matrixmaterial.
Das Schutzgas ermöglicht, entstehende gasförmige Produkte aus der Probenkammer zu spü-
len. Der weitere Einsatz des Schutzgases schützt den zurückbleibenden Füllstoff bei der Ab-
kühlung auf Raumtemperatur mit einer Abkühlrate von 10 𝐾/𝑚𝑖𝑛. Die Partikelformanalyse des
Füllstoffs und der Grafite nach Durchlaufen dieser Aufheiz-/Abkühlmethode bestätigt, dass die
hier durchgeführte Methodik wie gewünscht den Füllstoff unberührt lässt.
Aus der REM-Aufnahme in Abbildung 3.5 (a1) wird ersichtlich, dass die Grafit-Partikel im Com-
pound PP-G1-50 durch ihre flachere Struktur nach dem Compoundierprozess wellenförmig
ausgerichtet vorliegen. Die darunter befindliche Aufnahme (a2) bei einer größeren Auflösung
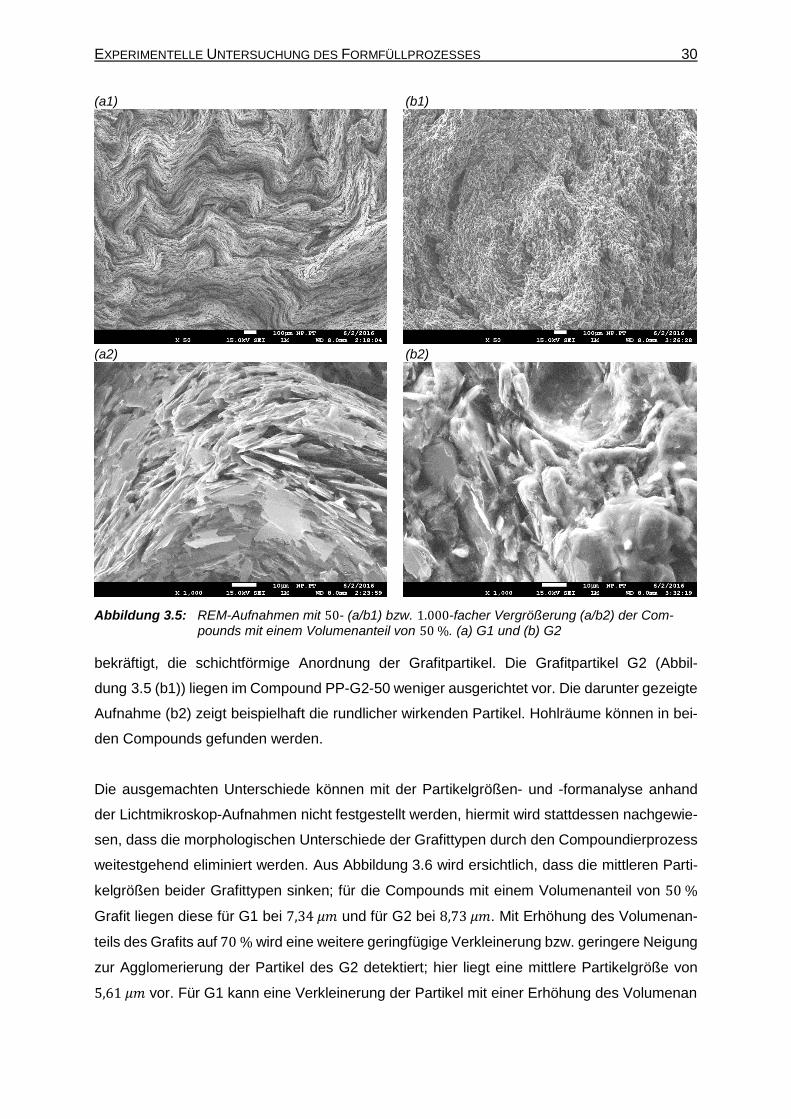
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 30
bekräftigt, die schichtförmige Anordnung der Grafitpartikel. Die Grafitpartikel G2 (Abbil-
dung 3.5 (b1)) liegen im Compound PP-G2-50 weniger ausgerichtet vor. Die darunter gezeigte
Aufnahme (b2) zeigt beispielhaft die rundlicher wirkenden Partikel. Hohlräume können in bei-
den Compounds gefunden werden.
Die ausgemachten Unterschiede können mit der Partikelgrößen- und -formanalyse anhand
der Lichtmikroskop-Aufnahmen nicht festgestellt werden, hiermit wird stattdessen nachgewie-
sen, dass die morphologischen Unterschiede der Grafittypen durch den Compoundierprozess
weitestgehend eliminiert werden. Aus Abbildung 3.6 wird ersichtlich, dass die mittleren Parti-
kelgrößen beider Grafittypen sinken; für die Compounds mit einem Volumenanteil von 50 %
Grafit liegen diese für G1 bei 7,34 𝜇𝑚 und für G2 bei 8,73 𝜇𝑚. Mit Erhöhung des Volumenan-
teils des Grafits auf 70 % wird eine weitere geringfügige Verkleinerung bzw. geringere Neigung
zur Agglomerierung der Partikel des G2 detektiert; hier liegt eine mittlere Partikelgröße von
5,61 𝜇𝑚 vor. Für G1 kann eine Verkleinerung der Partikel mit einer Erhöhung des Volumenan
(a1) (b1)
(a2) (b2)
Abbildung 3.5: REM-Aufnahmen mit 50- (a/b1) bzw. 1.000-facher Vergrößerung (a/b2) der Com-pounds mit einem Volumenanteil von 50 %. (a) G1 und (b) G2
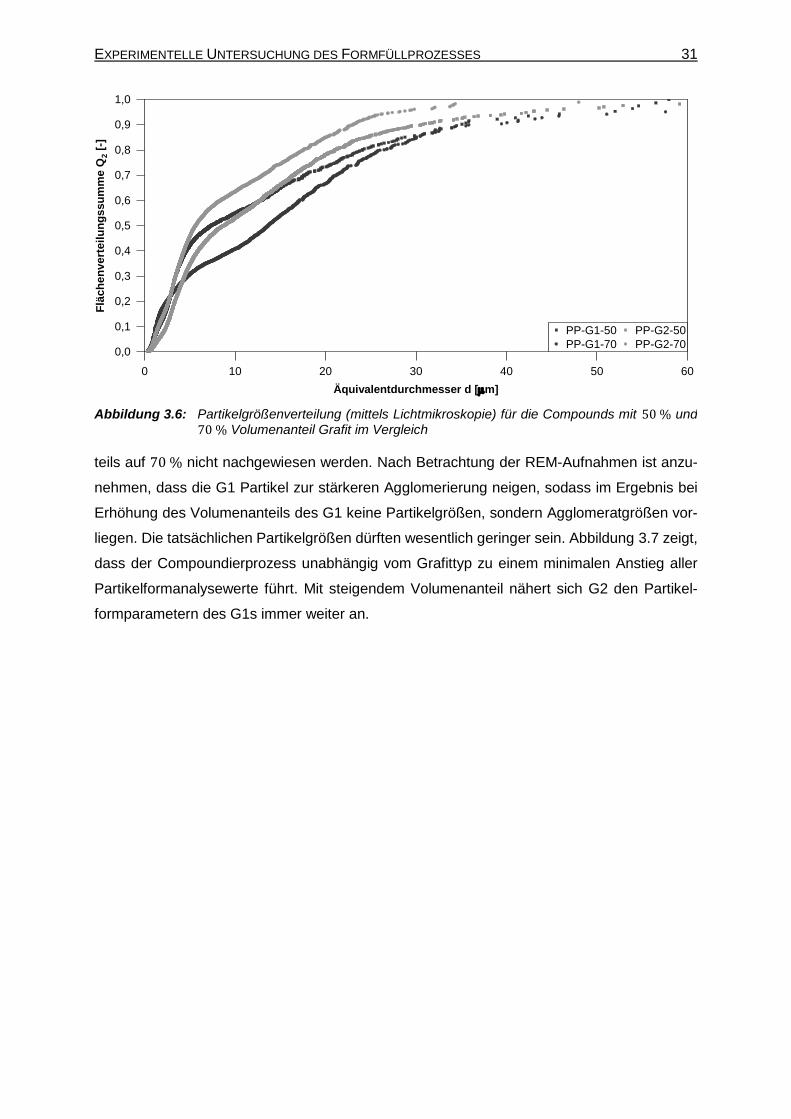
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 31
teils auf 70 % nicht nachgewiesen werden. Nach Betrachtung der REM-Aufnahmen ist anzu-
nehmen, dass die G1 Partikel zur stärkeren Agglomerierung neigen, sodass im Ergebnis bei
Erhöhung des Volumenanteils des G1 keine Partikelgrößen, sondern Agglomeratgrößen vor-
liegen. Die tatsächlichen Partikelgrößen dürften wesentlich geringer sein. Abbildung 3.7 zeigt,
dass der Compoundierprozess unabhängig vom Grafittyp zu einem minimalen Anstieg aller
Partikelformanalysewerte führt. Mit steigendem Volumenanteil nähert sich G2 den Partikel-
formparametern des G1s immer weiter an.
Abbildung 3.6: Partikelgrößenverteilung (mittels Lichtmikroskopie) für die Compounds mit 50 % und 70 % Volumenanteil Grafit im Vergleich
0 10 20 30 40 50 60
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
PP-G1-50 PP-G2-50
PP-G1-70 PP-G2-70
Äquivalentdurchmesser d [mm]
Flä
ch
en
vert
eil
un
gs
su
mm
e Q
2 [
-]
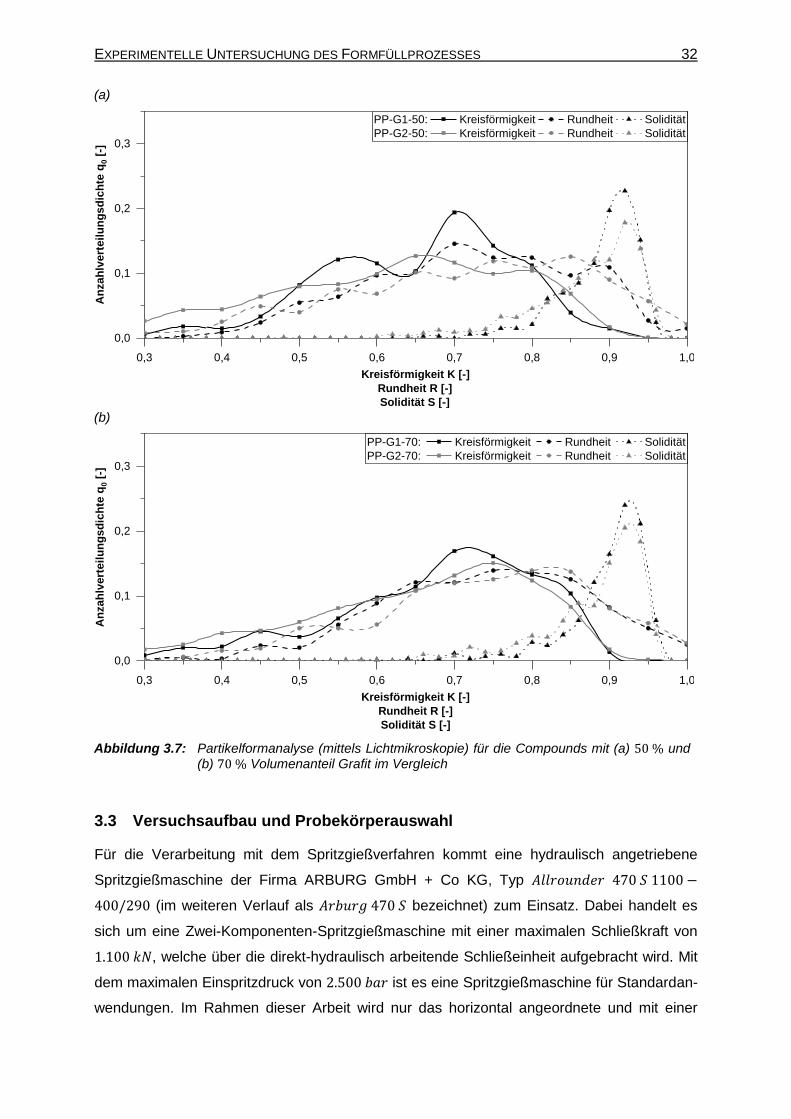
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 32
(a)
(b)
Abbildung 3.7: Partikelformanalyse (mittels Lichtmikroskopie) für die Compounds mit (a) 50 % und (b) 70 % Volumenanteil Grafit im Vergleich
3.3 Versuchsaufbau und Probekörperauswahl
Für die Verarbeitung mit dem Spritzgießverfahren kommt eine hydraulisch angetriebene
Spritzgießmaschine der Firma ARBURG GmbH + Co KG, Typ 𝐴𝑙𝑙𝑟𝑜𝑢𝑛𝑑𝑒𝑟 470 𝑆 1100 −
400/290 (im weiteren Verlauf als 𝐴𝑟𝑏𝑢𝑟𝑔 470 𝑆 bezeichnet) zum Einsatz. Dabei handelt es
sich um eine Zwei-Komponenten-Spritzgießmaschine mit einer maximalen Schließkraft von
1.100 𝑘𝑁, welche über die direkt-hydraulisch arbeitende Schließeinheit aufgebracht wird. Mit
dem maximalen Einspritzdruck von 2.500 𝑏𝑎𝑟 ist es eine Spritzgießmaschine für Standardan-
wendungen. Im Rahmen dieser Arbeit wird nur das horizontal angeordnete und mit einer
0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
0,0
0,1
0,2
0,3
Solidität S [-]
Rundheit R [-]
PP-G1-50: Kreisförmigkeit Rundheit Solidität
PP-G2-50: Kreisförmigkeit Rundheit Solidität
Kreisförmigkeit K [-]
An
zah
lvert
eil
un
gsd
ich
te q
0 [
-]
0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
0,0
0,1
0,2
0,3
PP-G1-70: Kreisförmigkeit Rundheit Solidität
PP-G2-70: Kreisförmigkeit Rundheit Solidität
Kreisförmigkeit K [-]
An
za
hlv
ert
eil
un
gs
dic
hte
q0 [
-]
Solidität S [-]
Rundheit R [-]
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 33 400 𝑚𝑚 langen Drei-Zonen-Schnecke mit einem Durchmesser von 35 𝑚𝑚 ausgestattete Plas-
tifizieraggregat genutzt. Die Einzugs-, Kompressions- und Meteringzone ist jeweils mit einer
Wolframcarbid-Beschichtung gegen die abrasiv wirkenden funktionalen Füllstoffe der Com-
pounds geschützt. Eine hochverschleiß- und korrosionsfeste, sintermetallbeschichtete Ring-
rückstromsperre ermöglicht die Verarbeitung von abrasiven und korrosiven Hochtempera-
turthermoplasten bei einer Zylindertemperatur von bis zu 450 °𝐶. Den herausfordernden tech-
nischen Anforderungen muss nicht nur bei der Maschinentechnik, sondern auch bei der Werk-
zeugauslegung begegnet werden. So erfolgt die Werkzeugtemperierung mit flüssigen Medien,
bei der es durch Wärmeleitung und -konvektion zum Wärmeaustausch kommt. Für die Verar-
beitung der PP-Compounds kommt aufgrund der erforderlichen Werkzeugtemperatur von bis
zu 160 °𝐶 eine Wassertemperierung in Frage. Bei der Verarbeitung von Hochtemperaturther-
moplast-Compounds auf Basis von PPS (für die Hochtemperatur-PEM) ist der Einsatz von
Wasser aufgrund der notwendigen Werkzeugwandtemperaturen von 350 °𝐶 und der dabei er-
forderlichen Wasserdrücke ausgeschlossen. Hier wird ein Thermalöl, welches den geforderten
Temperaturen standhalten kann, verwendet7. Damit eine variotherme Werkzeugtemperierung
zum abwechselnden Heizen und Kühlen der Kavität mit gemeinsam genutzten Temperierka-
nälen ermöglicht werden kann und eine Vermischung der Medien mit unterschiedlichen Tem-
peraturniveaus vermieden wird, kommt jeweils ein Zweikreis-Temperiergerät als Temperatur-
Wechsel-System zum Einsatz. Bei der Wassertemperierung handelt es sich um ein Druckwas-
sergerät der Firma Regloplas AG (𝑃 160 𝑀𝐷) mit entsprechender pneumatisch angesteuerter
Umschaltung der Wegeventile. Für die Versuche sind alle Temperierkreisläufe parallel ge-
schaltet. Das Temperiermedium wird über Ganzmetallschläuche mit konisch dichtenden Über-
wurfmuttern 𝑀18𝑥1,5 in die Temperierkanäle geleitet.
Die Anschlüsse der Temperierung befinden sich an der Unterseite der Werkzeugformplatten
und sind hinsichtlich der verschärften Sicherheitsaspekte durch die hohen Temperaturen bei
der Verarbeitung von Hochtemperaturthermoplast-Compounds fest an diese gelötet. Da es
sich um gebohrte Temperierkanäle (Ø = 10 𝑚𝑚) handelt, wie sie standardmäßig im Spritz-
gießwerkzeugbau eingesetzt werden, sind Querbohrungen durch verlötete Stopfen verschlos-
sen. Weiterhin ist die Anzahl bzw. Komplexität der Temperierkanäle aus den genannten Si-
cherheitsgründen auf zwei u-förmige Kreisläufe pro Werkzeugseite reduziert. Dies kann im
Gegensatz zu konturnahen Kühlkanälen zwar keine Verschlechterung der erzielbaren Kavi-
tätstemperaturen, aber der Wärmeverteilung und Zykluszeit zur Folge haben. Um diesen Ef-
fekt durch weitere Wärmeleitung zur Maschine gering zu halten, sind in die Aufspannplatten
des Zwei-Platten-Probekörperwerkzeuges Taschen eingefräst und druckfeste Isolationsplat-
ten angebracht. Die Wärmeleitung an die Umgebung wird durch Isolationsplatten an allen
Wänden der Auswerferseite vermindert.
7 Die Verarbeitung der Hochtemperaturthermoplast-Compounds wird in dieser Arbeit nicht näher be-
leuchtet.
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 34 Das eingesetzte Zwei-Platten-Probekörperwerkzeug besteht aus einer planen Düsenseite
(Spiegelplatte) und der Auswerferseite mit der eingebrachten Bauteilkavität. Der für die Form-
platten genutzte auf eine Härte von 55 𝐻𝑅𝐶 gehärtete Werkzeugstahl 𝑋42𝐶𝑟13 (1.2083) stellt
einen guten Kompromiss zwischen thermischer Leitfähigkeit und Korrosionsbeständigkeit,
welche gerade bei der Verarbeitung von PPS Beachtung finden muss, dar. Durch den Wechsel
der auswerferseitigen Formplatte kann das Werkzeug zur Herstellung unterschiedlicher Pro-
bekörpergeometrien genutzt werden. Weiterhin kann durch den Wechsel des Angussverteilers
eine statt zwei Kavitäten in Betrieb genommen werden. Somit kann das Einspritzvolumen va-
riiert und daran das Dosiervolumen angepasst werden. Die von Ø = 8,55 𝑚𝑚 auf Ø = 12 𝑚𝑚
konisch zulaufende unbeheizte Angussbuchse in der ebenen, düsenseitigen Formplatte ver-
mindert im _Vergleich zu Angussbuchsen mit üblicherweise geringeren Durchmessern den
Druckabfall im Werkzeug. Die Temperaturerfassung mit mittig zwischen den zwei Temperier-
kreisläufen sitzenden Fe-CuNi-Mantelthermoelementen (Typ J) der Firma HASCO Hasencle-
ver GmbH + Co. KG mit der Bezeichnung 𝑍1295/5/1,5𝑥100 ermöglicht die gezielte Überwa-
chung der Werkzeugtemperaturen zur Prozesssteuerung. Zur Überwachung des stattfinden-
den Werkzeugfüllprozesses und zum Abgleich mit Simulationsergebnissen stehen insgesamt
acht Bohrungen mit Ø = 6 𝑚𝑚 zur Aufnahme von Werkzeuginnendrucksensoren in der düsen-
seitigen Formplatte zur Verfügung. Bis zu einer Werkzeugtemperatur von 300 °𝐶 und einem
Druckbereich von 2.000 𝑏𝑎𝑟 werden zwei piezoelektrische Quarz-Drucksensoren des Typs
6152 𝐴𝐵 und ein Mehrkanalverstärker des Typs 5155𝐴 der Firma Kistler Instrumente AG ein-
gesetzt. Der vorherrschende Druck wirkt direkt auf die ganze Front des Sensors und von dort
auf das Messelement aus Quarz, welches eine dem Druck proportionale elektrische Ladung
abgibt. Das Ladungssignal des piezoelektrischen Sensors wird vom Mehrkanalverstärker in
ein proportionales Spannungssignal von 0 bis 10 𝑉 umgewandelt und am Verstärkerausgang
zur Verfügung gestellt. Die Drucksensoren werden möglichst angussnah positioniert, damit
diese auch bei den geplanten Teilfüllungen der Kavität überströmt werden und Messsignale
liefern. Die weiteren, nicht für die Druckerfassung genutzten Bohrungen sind mit Blindstopfen
verschlossen. Ein Blindstopfen ist dabei so ausgeführt, dass ein weiteres, oberflächennahes
(Abstand zur Kavitätswand beträgt 3 𝑚𝑚) Thermoelement eingebracht werden kann. Da die
tatsächliche Kavitätstemperatur aufgrund des bestehenden Abstands und der trägen Reaktion
auch damit nicht korrekt erfasst werden kann, wird bis zu einer Werkzeugtemperatur von
200 °𝐶 ein Werkzeuginnendrucksensor mit Ø = 4 𝑚𝑚 mit integriertem Infrarot-Thermometer
des Typs 𝑀𝑇𝑃𝑆 408 der Firma FOS Messtechnik GmbH genutzt. Die geometrischen Verhält-
nisse sind durch die Nutzung einer Hülse berücksichtigt. Der Sensor ermöglicht sowohl die
Messung der Kavitätswandtemperatur als auch der Temperatur der voranschreitenden
Schmelzefließfront.
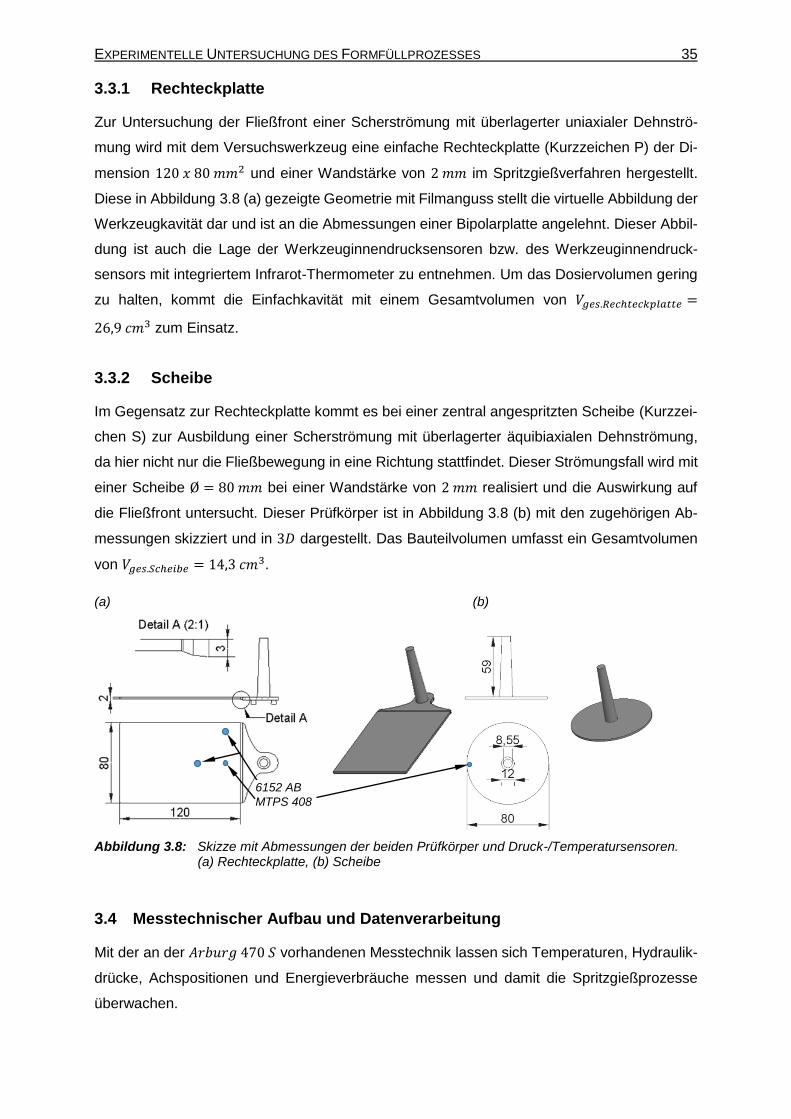
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 35
3.3.1 Rechteckplatte
Zur Untersuchung der Fließfront einer Scherströmung mit überlagerter uniaxialer Dehnströ-
mung wird mit dem Versuchswerkzeug eine einfache Rechteckplatte (Kurzzeichen P) der Di-
mension 120 𝑥 80 𝑚𝑚2 und einer Wandstärke von 2 𝑚𝑚 im Spritzgießverfahren hergestellt.
Diese in Abbildung 3.8 (a) gezeigte Geometrie mit Filmanguss stellt die virtuelle Abbildung der
Werkzeugkavität dar und ist an die Abmessungen einer Bipolarplatte angelehnt. Dieser Abbil-
dung ist auch die Lage der Werkzeuginnendrucksensoren bzw. des Werkzeuginnendruck-
sensors mit integriertem Infrarot-Thermometer zu entnehmen. Um das Dosiervolumen gering
zu halten, kommt die Einfachkavität mit einem Gesamtvolumen von 𝑉𝑔𝑒𝑠.𝑅𝑒𝑐ℎ𝑡𝑒𝑐𝑘𝑝𝑙𝑎𝑡𝑡𝑒 =
26,9 𝑐𝑚3 zum Einsatz.
3.3.2 Scheibe
Im Gegensatz zur Rechteckplatte kommt es bei einer zentral angespritzten Scheibe (Kurzzei-
chen S) zur Ausbildung einer Scherströmung mit überlagerter äquibiaxialen Dehnströmung,
da hier nicht nur die Fließbewegung in eine Richtung stattfindet. Dieser Strömungsfall wird mit
einer Scheibe Ø = 80 𝑚𝑚 bei einer Wandstärke von 2 𝑚𝑚 realisiert und die Auswirkung auf
die Fließfront untersucht. Dieser Prüfkörper ist in Abbildung 3.8 (b) mit den zugehörigen Ab-
messungen skizziert und in 3𝐷 dargestellt. Das Bauteilvolumen umfasst ein Gesamtvolumen
von 𝑉𝑔𝑒𝑠.𝑆𝑐ℎ𝑒𝑖𝑏𝑒 = 14,3 𝑐𝑚3.
3.4 Messtechnischer Aufbau und Datenverarbeitung
Mit der an der 𝐴𝑟𝑏𝑢𝑟𝑔 470 𝑆 vorhandenen Messtechnik lassen sich Temperaturen, Hydraulik-
drücke, Achspositionen und Energieverbräuche messen und damit die Spritzgießprozesse
überwachen.
(a) (b)
Abbildung 3.8: Skizze mit Abmessungen der beiden Prüfkörper und Druck-/Temperatursensoren. (a) Rechteckplatte, (b) Scheibe
6152 AB
MTPS 408
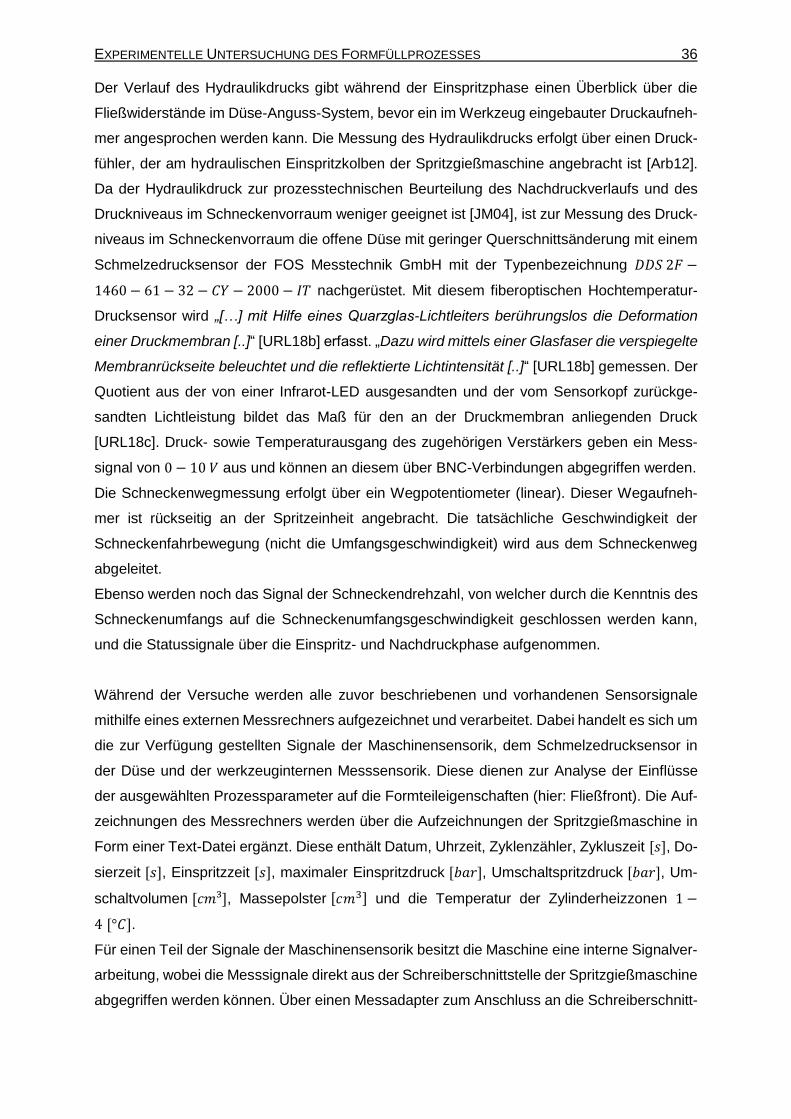
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 36 Der Verlauf des Hydraulikdrucks gibt während der Einspritzphase einen Überblick über die
Fließwiderstände im Düse-Anguss-System, bevor ein im Werkzeug eingebauter Druckaufneh-
mer angesprochen werden kann. Die Messung des Hydraulikdrucks erfolgt über einen Druck-
fühler, der am hydraulischen Einspritzkolben der Spritzgießmaschine angebracht ist [Arb12].
Da der Hydraulikdruck zur prozesstechnischen Beurteilung des Nachdruckverlaufs und des
Druckniveaus im Schneckenvorraum weniger geeignet ist [JM04], ist zur Messung des Druck-
niveaus im Schneckenvorraum die offene Düse mit geringer Querschnittsänderung mit einem
Schmelzedrucksensor der FOS Messtechnik GmbH mit der Typenbezeichnung 𝐷𝐷𝑆 2𝐹 −
1460 − 61 − 32 − 𝐶𝑌 − 2000 − 𝐼𝑇 nachgerüstet. Mit diesem fiberoptischen Hochtemperatur-
Drucksensor wird „[…] mit Hilfe eines Quarzglas-Lichtleiters berührungslos die Deformation
einer Druckmembran [..]“ [URL18b] erfasst. „Dazu wird mittels einer Glasfaser die verspiegelte
Membranrückseite beleuchtet und die reflektierte Lichtintensität [..]“ [URL18b] gemessen. Der
Quotient aus der von einer Infrarot-LED ausgesandten und der vom Sensorkopf zurückge-
sandten Lichtleistung bildet das Maß für den an der Druckmembran anliegenden Druck
[URL18c]. Druck- sowie Temperaturausgang des zugehörigen Verstärkers geben ein Mess-
signal von 0 − 10 𝑉 aus und können an diesem über BNC-Verbindungen abgegriffen werden.
Die Schneckenwegmessung erfolgt über ein Wegpotentiometer (linear). Dieser Wegaufneh-
mer ist rückseitig an der Spritzeinheit angebracht. Die tatsächliche Geschwindigkeit der
Schneckenfahrbewegung (nicht die Umfangsgeschwindigkeit) wird aus dem Schneckenweg
abgeleitet.
Ebenso werden noch das Signal der Schneckendrehzahl, von welcher durch die Kenntnis des
Schneckenumfangs auf die Schneckenumfangsgeschwindigkeit geschlossen werden kann,
und die Statussignale über die Einspritz- und Nachdruckphase aufgenommen.
Während der Versuche werden alle zuvor beschriebenen und vorhandenen Sensorsignale
mithilfe eines externen Messrechners aufgezeichnet und verarbeitet. Dabei handelt es sich um
die zur Verfügung gestellten Signale der Maschinensensorik, dem Schmelzedrucksensor in
der Düse und der werkzeuginternen Messsensorik. Diese dienen zur Analyse der Einflüsse
der ausgewählten Prozessparameter auf die Formteileigenschaften (hier: Fließfront). Die Auf-
zeichnungen des Messrechners werden über die Aufzeichnungen der Spritzgießmaschine in
Form einer Text-Datei ergänzt. Diese enthält Datum, Uhrzeit, Zyklenzähler, Zykluszeit [𝑠], Do-
sierzeit [𝑠], Einspritzzeit [𝑠], maximaler Einspritzdruck [𝑏𝑎𝑟], Umschaltspritzdruck [𝑏𝑎𝑟], Um-
schaltvolumen [𝑐𝑚³], Massepolster [𝑐𝑚3] und die Temperatur der Zylinderheizzonen 1 −
4 [°𝐶].
Für einen Teil der Signale der Maschinensensorik besitzt die Maschine eine interne Signalver-
arbeitung, wobei die Messsignale direkt aus der Schreiberschnittstelle der Spritzgießmaschine
abgegriffen werden können. Über einen Messadapter zum Anschluss an die Schreiberschnitt-
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 37 stelle wird eine Ausgabe dieser Signale an externe Messgeräte ermöglicht. Die Signale wer-
den hier als analoge Spannung im Messbereich 0 − 10 𝑉 ausgegeben. Hierbei handelt es sich
um die Signale für Schneckenstaudruck, -weg, -vorlaufgeschwindigkeit und -drehzahl. Trig-
gersignale, wie die Statussignale für die Einspritz- und Nachdruckphase werden als Sprungs-
ignale von 0 𝑉 auf 24 𝑉 ausgegeben. Die Temperatursignale der werkzeuginternen Messtech-
nik werden direkt am Sensor abgegriffen. Wie zuvor beschrieben, wird das Signal des Werk-
zeuginnendrucksensors zunächst von einem Mehrkanalverstärker umgewandelt. Alle Signale
werden dabei als analoge Spannung gemessen.
Die Messsignalaufnahme der Maschinensignale erfolgt mit Messkarten und Messboxen der
Firma Geitmann GmbH. Die Messsignalaufnahme der werkzeuginternen Messtechnik findet
mit Messkarten und Messboxen der Firma DEWETRON GmbH statt. Die digitalisierten Signale
werden über Ethernet-Schnittstellen an den Messrechner weitergeleitet bzw. übertragen.
Die Auswertung der Signale erfolgt unter Einsatz geeigneter Treiber für die spezifischen Mess-
boxen in dem Programm 𝐷𝐴𝑆𝑌𝐿𝑎𝑏 𝑉 10.00.03 der National Instruments Ireland Resources Ltd..
Die gemessenen Werte werden an das Programm 𝐷𝐴𝑆𝑌𝐿𝑎𝑏 übergeben und aufgezeichnet.
Eine Verarbeitung der Werte in 𝐷𝐴𝑆𝑌𝐿𝑎𝑏 findet in Form von Umrechnungsfaktoren statt.
Da lediglich für den Werkzeuginnendrucksensor Umrechnungsfaktoren vorlagen, mussten die
Umrechnungsfaktoren für die restlichen Sensoren experimentell ermittelt werden. Für die Ma-
schinensignale wurden unterschiedliche repräsentative Druckstufen und Schneckenwege an-
gefahren und die am Messrechner aufgezeichneten bzw. angezeigten Werte mit den Werten
an der Maschinensteuerung verglichen und angepasst.
3.5 Optische Erfassung der Schmelzefließfront
Neben den Signalen zur Charakterisierung des Spritzgießprozesses ist die optische Erfassung
der sich ausgebildeten Fließfront zur Bewertung essentiell. Für die reproduzierbare optische
Erfassung der Schmelzefließfront des Bauteils im Werkzeug (Auswerferseite) wurde eine Ka-
mera, welche mittels eines Linearantriebs in das geöffnete Werkzeug gefahren werden kann,
an die Spritzgießmaschine montiert. Während des Einspritzvorganges befindet sich die Ka-
mera wie in Abbildung 3.9 (b) dargestellt seitlich neben dem Werkzeug. Wird das Werkzeug
geöffnet, wird die auf die Auswerferseite gerichtete, handelsübliche Webcam des Modells
𝐿𝑖𝑓𝑒𝐶𝑎𝑚 𝐻𝐷3000 + der Firma Microsoft Corporation über den an die Düsenkopfantriebsein-
heit des Epson Stylus Color montierten Auslegerarm an die definierte Position gefahren (siehe
Abbildung 3.9 (a)). Zur Positionierung wird der 12 𝑉 DC Motor des Linearantriebs über den
Mikrocontroller 𝑈𝑁𝑂 𝑅3 der Firma Arduino S.r.L., welcher über einen USB Port mit aktivem
USB-HUB mit dem Messrechner verbunden und zur Steuerung des Motors mit dem Motor
Drive Shield 𝑀𝑒𝑔𝑎 𝐿293𝐷 𝑅3 𝐴𝑉𝑅 𝐴𝑇𝑀𝐸𝐿 ausgestattet ist, über Reed-Kontakte als Endschal-
ter betrieben.
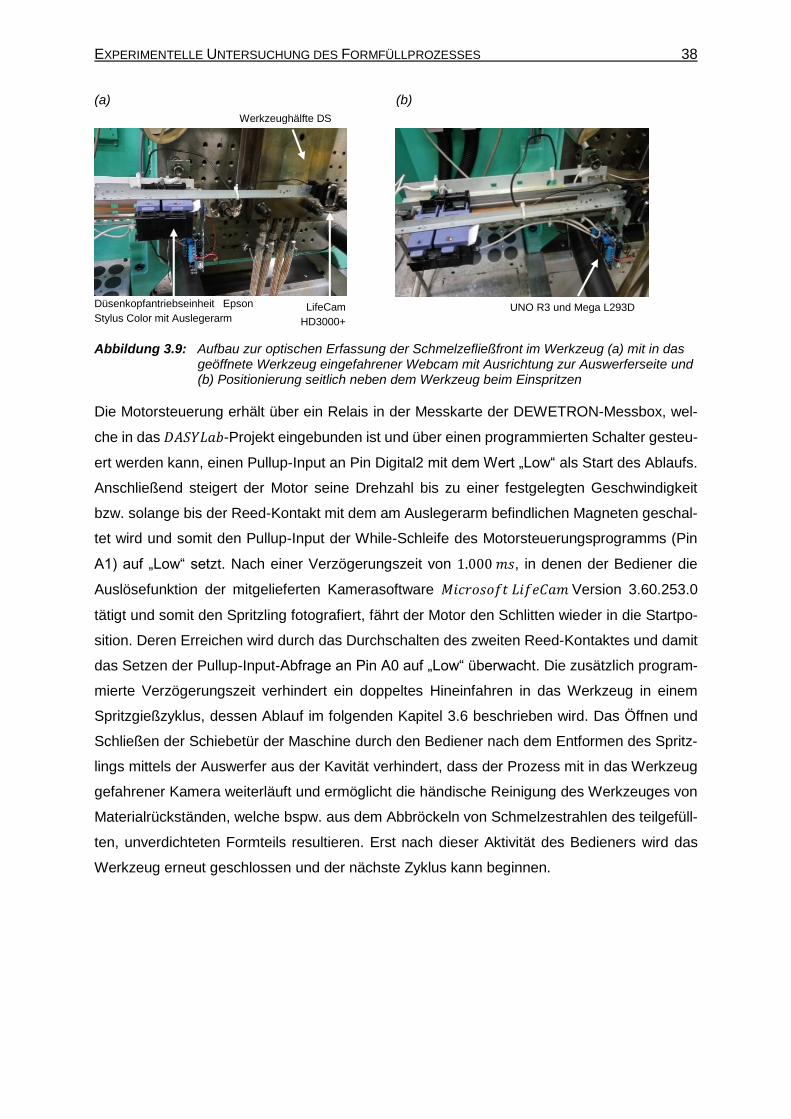
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 38
Die Motorsteuerung erhält über ein Relais in der Messkarte der DEWETRON-Messbox, wel-
che in das 𝐷𝐴𝑆𝑌𝐿𝑎𝑏-Projekt eingebunden ist und über einen programmierten Schalter gesteu-
ert werden kann, einen Pullup-Input an Pin Digital2 mit dem Wert „Low“ als Start des Ablaufs.
Anschließend steigert der Motor seine Drehzahl bis zu einer festgelegten Geschwindigkeit
bzw. solange bis der Reed-Kontakt mit dem am Auslegerarm befindlichen Magneten geschal-
tet wird und somit den Pullup-Input der While-Schleife des Motorsteuerungsprogramms (Pin
A1) auf „Low“ setzt. Nach einer Verzögerungszeit von 1.000 𝑚𝑠, in denen der Bediener die
Auslösefunktion der mitgelieferten Kamerasoftware 𝑀𝑖𝑐𝑟𝑜𝑠𝑜𝑓𝑡 𝐿𝑖𝑓𝑒𝐶𝑎𝑚 Version 3.60.253.0
tätigt und somit den Spritzling fotografiert, fährt der Motor den Schlitten wieder in die Startpo-
sition. Deren Erreichen wird durch das Durchschalten des zweiten Reed-Kontaktes und damit
das Setzen der Pullup-Input-Abfrage an Pin A0 auf „Low“ überwacht. Die zusätzlich program-
mierte Verzögerungszeit verhindert ein doppeltes Hineinfahren in das Werkzeug in einem
Spritzgießzyklus, dessen Ablauf im folgenden Kapitel 3.6 beschrieben wird. Das Öffnen und
Schließen der Schiebetür der Maschine durch den Bediener nach dem Entformen des Spritz-
lings mittels der Auswerfer aus der Kavität verhindert, dass der Prozess mit in das Werkzeug
gefahrener Kamera weiterläuft und ermöglicht die händische Reinigung des Werkzeuges von
Materialrückständen, welche bspw. aus dem Abbröckeln von Schmelzestrahlen des teilgefüll-
ten, unverdichteten Formteils resultieren. Erst nach dieser Aktivität des Bedieners wird das
Werkzeug erneut geschlossen und der nächste Zyklus kann beginnen.
(a) (b)
Abbildung 3.9: Aufbau zur optischen Erfassung der Schmelzefließfront im Werkzeug (a) mit in das geöffnete Werkzeug eingefahrener Webcam mit Ausrichtung zur Auswerferseite und (b) Positionierung seitlich neben dem Werkzeug beim Einspritzen
LifeCam
HD3000+
Werkzeughälfte DS
Düsenkopfantriebseinheit Epson
Stylus Color mit Auslegerarm UNO R3 und Mega L293D
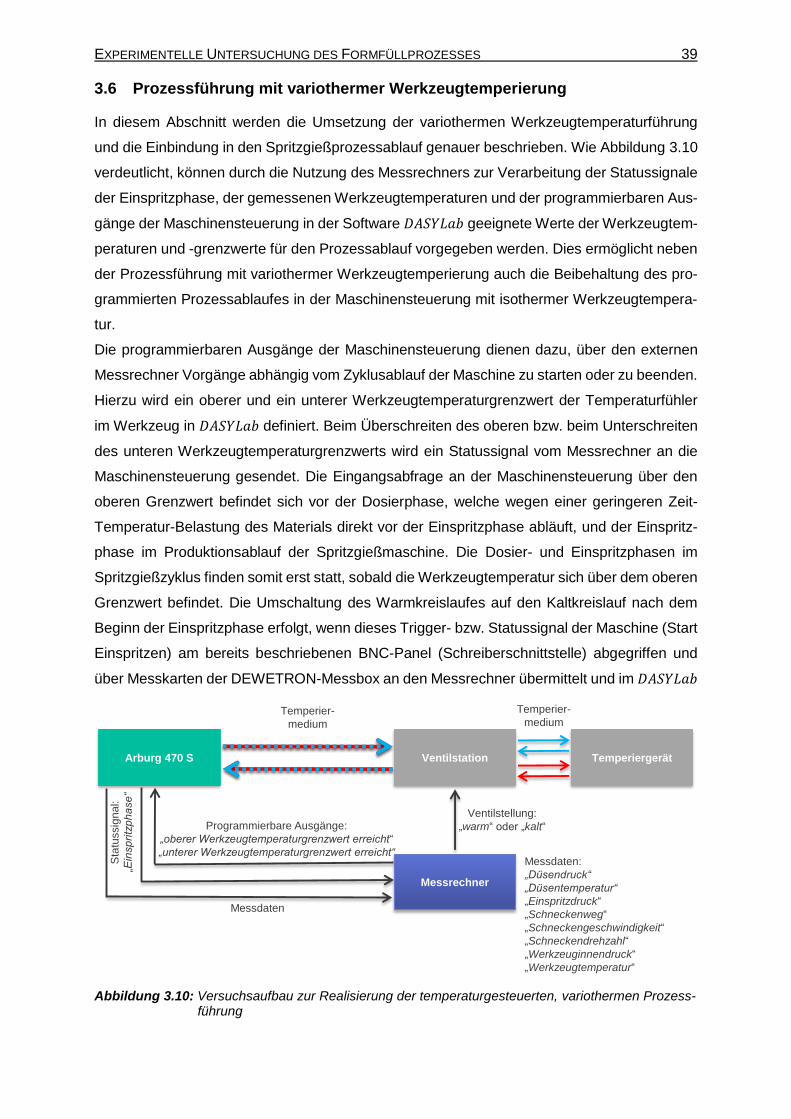
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 39
3.6 Prozessführung mit variothermer Werkzeugtemperierung
In diesem Abschnitt werden die Umsetzung der variothermen Werkzeugtemperaturführung
und die Einbindung in den Spritzgießprozessablauf genauer beschrieben. Wie Abbildung 3.10
verdeutlicht, können durch die Nutzung des Messrechners zur Verarbeitung der Statussignale
der Einspritzphase, der gemessenen Werkzeugtemperaturen und der programmierbaren Aus-
gänge der Maschinensteuerung in der Software 𝐷𝐴𝑆𝑌𝐿𝑎𝑏 geeignete Werte der Werkzeugtem-
peraturen und -grenzwerte für den Prozessablauf vorgegeben werden. Dies ermöglicht neben
der Prozessführung mit variothermer Werkzeugtemperierung auch die Beibehaltung des pro-
grammierten Prozessablaufes in der Maschinensteuerung mit isothermer Werkzeugtempera-
tur.
Die programmierbaren Ausgänge der Maschinensteuerung dienen dazu, über den externen
Messrechner Vorgänge abhängig vom Zyklusablauf der Maschine zu starten oder zu beenden.
Hierzu wird ein oberer und ein unterer Werkzeugtemperaturgrenzwert der Temperaturfühler
im Werkzeug in 𝐷𝐴𝑆𝑌𝐿𝑎𝑏 definiert. Beim Überschreiten des oberen bzw. beim Unterschreiten
des unteren Werkzeugtemperaturgrenzwerts wird ein Statussignal vom Messrechner an die
Maschinensteuerung gesendet. Die Eingangsabfrage an der Maschinensteuerung über den
oberen Grenzwert befindet sich vor der Dosierphase, welche wegen einer geringeren Zeit-
Temperatur-Belastung des Materials direkt vor der Einspritzphase abläuft, und der Einspritz-
phase im Produktionsablauf der Spritzgießmaschine. Die Dosier- und Einspritzphasen im
Spritzgießzyklus finden somit erst statt, sobald die Werkzeugtemperatur sich über dem oberen
Grenzwert befindet. Die Umschaltung des Warmkreislaufes auf den Kaltkreislauf nach dem
Beginn der Einspritzphase erfolgt, wenn dieses Trigger- bzw. Statussignal der Maschine (Start
Einspritzen) am bereits beschriebenen BNC-Panel (Schreiberschnittstelle) abgegriffen und
über Messkarten der DEWETRON-Messbox an den Messrechner übermittelt und im 𝐷𝐴𝑆𝑌𝐿𝑎𝑏
Abbildung 3.10: Versuchsaufbau zur Realisierung der temperaturgesteuerten, variothermen Prozess-führung
Programmierbare Ausgänge:
„oberer Werkzeugtemperaturgrenzwert erreicht“
„unterer Werkzeugtemperaturgrenzwert erreicht“
Arburg 470 S Ventilstation Temperiergerät
Messrechner
Temperier-
medium
Temperier-
medium
Sta
tussig
na
l:
„Ein
spri
tzph
ase“
Messdaten:
„Düsendruck“
„Düsentemperatur“
„Einspritzdruck“
„Schneckenweg“
„Schneckengeschwindigkeit“
„Schneckendrehzahl“
„Werkzeuginnendruck“
„Werkzeugtemperatur“
Ventilstellung:
„warm“ oder „kalt“
Messdaten
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 40 Programm verarbeitet wurde. Umrechnungsfaktoren werden für dieses Signal nicht benötigt,
da eine Spannung von +24 𝑉 von der Maschinensteuerung ausgegeben wird, sobald die Ein-
spritzphase beginnt. Sobald dieses Signal in 𝐷𝐴𝑆𝑌𝐿𝑎𝑏 anliegt, wird die Abkühlphase durch
das Schalten der Ventilstation des Temperierers (ebenfalls über 𝐷𝐴𝑆𝑌𝐿𝑎𝑏 und DEWETRON-
Messbox) eingeleitet. Nach einer geringen Verzögerungszeit, in welcher der Wechsel der
Temperaturniveaus stattfindet und die als Nachdruckphase genutzt werden kann, fließt Was-
ser mit der am Temperierer für den Kaltkreislauf vorgegebenen Temperatur durch die Kühlka-
näle im Werkzeug. Der Spritzling wird nun auf Entformungstemperatur gekühlt. Sobald der in
𝐷𝐴𝑆𝑌𝐿𝑎𝑏 vorgegebene untere Werkzeugtemperaturgrenzwert detektiert wird, werden über die
DEWETRON-Messbox zwei 24 𝑉-Relais geschaltet – das eine Statussignal wird an die pro-
grammierbaren Ausgänge der Maschinensteuerung gesendet als Bestätigung, dass die erfor-
derliche Entformungstemperatur erreicht ist, und der Spritzgießprozess mit dem Öffnen des
Werkzeuges fortgeführt werden kann, und das andere an die Ventilstation zum Wechseln der
Zuschaltung vom Kalt- auf den Warmkreislauf. Nach der Werkzeugöffnung erfolgt die Auf-
nahme der Schmelzefließfront des Spritzlings im Werkzeug (Bild), wie in Abschnitt 3.5 be-
schrieben, und die anschließende Entformung durch das Vorfahren der Auswerfer. Da das
Werkzeug zur Zykluszeitreduzierung bereits beim Öffnen wieder aufgeheizt wird, ist der Tem-
peraturgrenzwert zur Umschaltung auf den Warmkreislauf etwas niedriger als die erforderliche
Entformungstemperatur anzusetzen. Der obere Grenzwert definiert somit die Werkzeugtem-
peratur beim Einspritzen und der untere Grenzwert die Werkzeugtemperatur beim Öffnen des
Werkzeuges. Für den Spritzgießprozess mit isothermer Werkzeugtemperierung kann der Ma-
schinenbediener nun entscheiden, ob er die Definition dieser Grenzwerte geeignet wählt,
Schalter im 𝐷𝐴𝑆𝑌𝐿𝑎𝑏-Schaltbild bei gleichzeitiger Vorgabe der Restkühlzeit in der Maschinen-
steuerung einbaut oder die Abfragen im Prozessablauf in der Maschinensteuerung löscht.
Abbildung 3.11 fasst den beschriebenen Ablauf des Spritzgießprozesses mit variothermer
Werkzeugtemperierung mit dem Statussignal und den programmierbaren Ausgängen der Ma-
schinensteuerung grafisch zusammen.

EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 41
Abbildung 3.11: Ablauf des variothermen Spritzgießprozesses
3.7 Versuchsplan und -durchführung zur experimentellen Untersuchung der Schmelzebeanspruchung der Compounds beim Spritzgießen
In diesem Abschnitt gilt es darzustellen, welche experimentellen Spritzgießuntersuchungen
der komplexen Schmelzebeanspruchungen zur Ermittlung der maximal zulässigen Beanspru-
chung der hochgefüllten Schmelze durchgeführt wurden. Die Untersuchungen werden alle im
Hinblick auf die Erreichung einer homogenen Formfüllung beim Spritzgießen hochgefüllter
Thermoplast-Compounds durch die Kenntnis der kritischen, also materialspezifisch maximal
erlaubten, komplexen Scher- und Dehnbeanspruchungen, welche sich aus den Prozessein-
stellungen ergeben, ausgeführt. Bei Kenntnis dieser Belastungsgrenzen kann der Spritzgieß-
prozess gezielt eingestellt und geführt werden, sodass die Materialien nicht einer Überbean-
spruchung ausgesetzt sind.
Zu diesem Zweck sind Füllstudien mit allen in Abschnitt 3.1 genannten Materialien mit der
hydraulischen Spritzgießmaschine 𝐴𝑟𝑏𝑢𝑟𝑔 470 𝑆 mit den ebenso beschriebenen Werkzeugen
170
190
210
230
250
270
290
0 50 100 150 200 250 300 350
Te
mp
era
tur
[ C
]
Zeit [s]
Datenreihen1
unterer
Werkzeugtemperatur-
grenzwert
oberer
Werkzeugtemperatur-
grenzwert
Heißkreislauf
Kaltkreislauf
Werkzeug offen
Werkzeug geschlossen
Au
fhe
izp
ha
se
Au
fhe
izp
ha
se
Au
fhe
izp
ha
se
Abküh
lph
ase
Ab
kü
hlp
ha
se
Te
mp
era
tur
Arburg 470 S
Messrechner
Ventilstation
ZykluszeitZyklus-
start
Zyklus-
start
oberer Werkzeugtemperaturgrenzwert erreicht
unterer Werkzeugtemperaturgrenzwert erreicht
Statussignal: „Start Einspritzen“
Ventilstellung: „kalt“ → „warm“
Ventilstellung: „warm“ → „kalt“
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 42 (Abschnitt 3.3) und der generellen Prozessführung und -dokumentation (Abschnitt 3.4) anhand
eines voll-faktoriellen Versuchsplans (englisch: Design of Experiments = DOE) durchzuführen.
Bei der Ausarbeitung des Versuchsplans sind die Prozessparameter Einspritzvolumenstrom
und Zylindertemperaturen, welche die Massetemperatur bei Eintritt in das Werkzeug definie-
ren, als wichtigste Einflussgrößen/-faktoren auf die Schmelzebeanspruchung angenommen
worden. Diese beiden Parameter stellen die wichtigsten Größen zur Beeinflussung der elektri-
schen Bauteilleitfähigkeit über die Einspritzphase dar. Da sich, wie bereits gezeigt, eine Vari-
ation dieser beiden Größen in den elektrischen Bauteileigenschaften, welche das Resultat aus
den Fließbedingungen und damit auch der vorherrschenden Schmelzebeanspruchung an der
Fließfront darstellen, widerspiegelt, ist davon auszugehen, dass hierüber die Bestimmung und
Einhaltung der maximal zulässigen Schmelzebeanspruchung möglich ist. Die Schmelzebean-
spruchung definiert sich nicht nur über die material- und prozessabhängigen Größen, sondern
auch die werkzeugabhängigen Einflussgrößen finden Berücksichtigung durch zwei Bauteilge-
ometrien und Angussarten. Weiterführende Anpassungen geometrischer Art werden hier nicht
weiter betrachtet. Die während der Einspritzphase vorherrschende Schmelzebeanspruchung
wird auch durch die geometrischen Verhältnisse, welche nicht nur durch die Werkzeugkavität
gegeben sind, sondern sich auch durch die sich ausbildende erstarrende Randschicht erge-
ben, bedingt. Diesbezüglich wird die Werkzeugtemperatur nicht schrittweise im isothermen
Prozess angehoben, sondern die Beeinflussung der Formfüllung und damit auch der Schmel-
zebeanspruchung mit der variothermen Werkzeugtemperierung (Abschnitt 3.6), bei der die
geringste Randschichtbildung durch die über der Kristallisationstemperatur der Compounds
liegenden Werkzeugtemperatur erfolgt, verglichen. Ausgangspunkt der Untersuchungen zur
maximal zulässigen Schmelzebeanspruchung mittels Füllstudie ist im ersten Schritt die opti-
sche Erfassungder Schmelzefließfront am erstarrten, noch im Werkzeug befindlichen Bauteil
(Abschnitt 3.5) und auf dieser Grundlage die anschließende Klassifikation der erstarrten
Schmelzefließfront in homogen (grün) oder inhomogen (rot).
Tabelle 3.3 fasst die Variationen und zugehörigen Stufen übersichtlich zusammen und gibt die
jeweils konstant gehaltenen Maschineneinstellungen wieder. Zur Untersuchung steht ungefüll-
tes PP und das mit Grafit (Grafittyp G1 (natürlich, schieferförmig) und G2 (synthetisch, sphä-
risch)) und Ruß auf einen Volumenanteil von 70 % gefülltes PP. Der Volumenanteil des Grafits
wurde von 30 % auf 60 % in Schritten von zehn und dann fünf Prozent erhöht. Die engere
Staffelung mit höherem Volumenanteil an Füllstoff beruht dabei auf der Annahme, dass ab
einem gewissen Anteil die Prozesseinstellungen (Belastung) trotz Variation immer in einer
Überschreitung der maximal zulässigen Schmelzebeanspruchung resultieren und daher keine
Formteilfüllung mit homogener Schmelzefließfront mehr eingestellt werden kann. Die maxima-
len Zylindertemperaturen (Düsentemperatur) werden immer in den drei Stufen 230, 250 und
270 °𝐶 variiert. Ausnahmen bilden die Temperaturstufen 210 °𝐶 für ungefülltes und mit einem
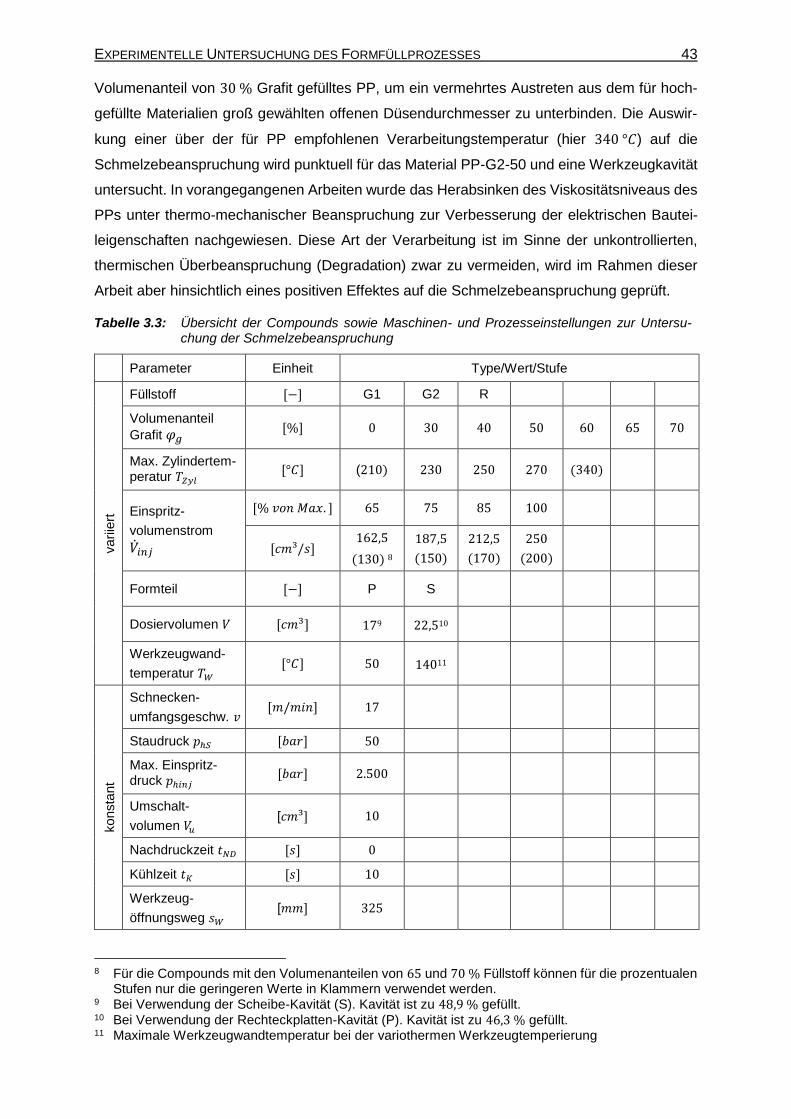
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 43 Volumenanteil von 30 % Grafit gefülltes PP, um ein vermehrtes Austreten aus dem für hoch-
gefüllte Materialien groß gewählten offenen Düsendurchmesser zu unterbinden. Die Auswir-
kung einer über der für PP empfohlenen Verarbeitungstemperatur (hier 340 °𝐶) auf die
Schmelzebeanspruchung wird punktuell für das Material PP-G2-50 und eine Werkzeugkavität
untersucht. In vorangegangenen Arbeiten wurde das Herabsinken des Viskositätsniveaus des
PPs unter thermo-mechanischer Beanspruchung zur Verbesserung der elektrischen Bautei-
leigenschaften nachgewiesen. Diese Art der Verarbeitung ist im Sinne der unkontrollierten,
thermischen Überbeanspruchung (Degradation) zwar zu vermeiden, wird im Rahmen dieser
Arbeit aber hinsichtlich eines positiven Effektes auf die Schmelzebeanspruchung geprüft.
Tabelle 3.3: Übersicht der Compounds sowie Maschinen- und Prozesseinstellungen zur Untersu-chung der Schmelzebeanspruchung
Parameter Einheit Type/Wert/Stufe
variie
rt
Füllstoff [−] G1 G2 R
Volumenanteil
Grafit 𝜑𝑔 [%] 0 30 40 50 60 65 70
Max. Zylindertem-peratur 𝑇𝑍𝑦𝑙
[°𝐶] (210) 230 250 270 (340)
Einspritz-
volumenstrom
��𝑖𝑛𝑗
[% 𝑣𝑜𝑛 𝑀𝑎𝑥. ] 65 75 85 100
[𝑐𝑚³/𝑠] 162,5
(130) 8
187,5
(150)
212,5
(170)
250
(200)
Formteil [−] P S
Dosiervolumen 𝑉 [𝑐𝑚3] 179 22,510
Werkzeugwand-
temperatur 𝑇𝑊 [°𝐶] 50 14011
konsta
nt
Schnecken-
umfangsgeschw. 𝑣 [𝑚/𝑚𝑖𝑛] 17
Staudruck 𝑝ℎ𝑆 [𝑏𝑎𝑟] 50
Max. Einspritz-druck 𝑝ℎ𝑖𝑛𝑗
[𝑏𝑎𝑟] 2.500
Umschalt-
volumen 𝑉𝑢 [𝑐𝑚³] 10
Nachdruckzeit 𝑡𝑁𝐷 [𝑠] 0
Kühlzeit 𝑡𝐾 [𝑠] 10
Werkzeug-
öffnungsweg 𝑠𝑊 [𝑚𝑚] 325
8 Für die Compounds mit den Volumenanteilen von 65 und 70 % Füllstoff können für die prozentualen
Stufen nur die geringeren Werte in Klammern verwendet werden. 9 Bei Verwendung der Scheibe-Kavität (S). Kavität ist zu 48,9 % gefüllt. 10 Bei Verwendung der Rechteckplatten-Kavität (P). Kavität ist zu 46,3 % gefüllt. 11 Maximale Werkzeugwandtemperatur bei der variothermen Werkzeugtemperierung

EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 44
Tabelle 3.4 gibt die vorgegebenen Zylindertemperaturen je Heizzone und Stufe wieder. Zur
Reduzierung der thermischen Beanspruchungshistorie (möglichst geringe Verweilzeit bei ho-
hen Temperaturen) ist ein relativ stark ansteigendes Temperaturprofil zu wählen. Niedrige Zy-
lindertemperaturen während der Einspritzphase werden mit hohen Materialbeanspruchungen
aufgrund der höheren Viskosität assoziiert. Start der Versuche stellt daher immer die niedrigste
Zylindertemperaturstufe dar. Sofern bereits bei dieser unter den vier hinsichtlich kurzen Zyk-
luszeiten gewählten Stufen von 65, 75, 85, 100 % des für das Material maximal erreichten Ein-
spritzvolumenstroms die Einhaltung der maximal zulässigen Schmelzebeanspruchung durch
das Vorliegen von homogenen Fließfronten nachgewiesen wird, erfolgt die Untersuchung der
nächst höheren Zylindertemperaturstufe in der Regel nicht (fraktioniert faktorieller Versuchs-
plan). Bei Untersuchung der nächst höheren Temperaturstufe erfolgt zur Aufdeckung bzw.
Vermeidung von Reihenfolgeeffekten die Variation der Einspritzvolumenströme in umgekehr-
ter Reihenfolge.
Das Einspritzvolumen (Dosiervolumen − Umschaltvolumen) wird in Abhängigkeit vom Bauteil
so festgelegt, dass der erste Drucksensor überströmt wird. Dies ist bei der Rechteckplatte bei
einem eingespritzten Volumen von 12,5 𝑐𝑚3 bzw. bei der Scheibe von 7 𝑐𝑚3 gewährleistet.
Bei allen Materialien wird der Prozess des Aufschmelzens durch Schneckenrotation mit kon-
stanten Maschineneinstellungen vorgenommen. Pro Compound und Formteil ergeben sich bei
einem zwei faktoriellen Versuchsplan mit drei Stufen der Zylindertemperatur und vier Stufen
der Einspritzvolumenströme also zwölf Versuchspunkte. Wie bereits beschrieben, verringert
sich die Anzahl der Versuche, wenn bei der höchsten anzunehmenden Belastung bereits eine
homogene Fließfront vorliegt. Hinsichtlich weiterer Zeit- und Ressourcenschonung wird die
Auswirkung einer variothermen Prozessführung ebenfalls nur punktuell beim PP-G2-50 und
einer Werkzeugkavität untersucht. Weiterhin lassen die Untersuchungsergebnisse mit einer
Werkzeugkavität die Reduktion des Versuchsumfanges auf die niedrigsten und höchsten Stu-
fen zu. Beispielhaft ist der Versuchsplan für das PP-G2-50 in Tabelle 3.5 dargestellt. Hierbei
steht weiterhin das P für die Rechteckplatte und S für die Scheibe. Die Indizes geben die
Versuchsnummer und damit auch die Reihenfolge der Versuche wieder. Die Nummerierung
Tabelle 3.4: Aufschlüsselung der Zylindertemperaturen je Stufe und Heizzone
Zylindertemperatur(stufe) 𝑇𝑍𝑦𝑙 [°𝐶]
= Zone 4 Zone 3 Zone 2 Zone 1 Trichter
210 200 195 180 50
230 220 215 200 50
250 240 235 220 50
270 260 245 240 50
340 315 290 250 50
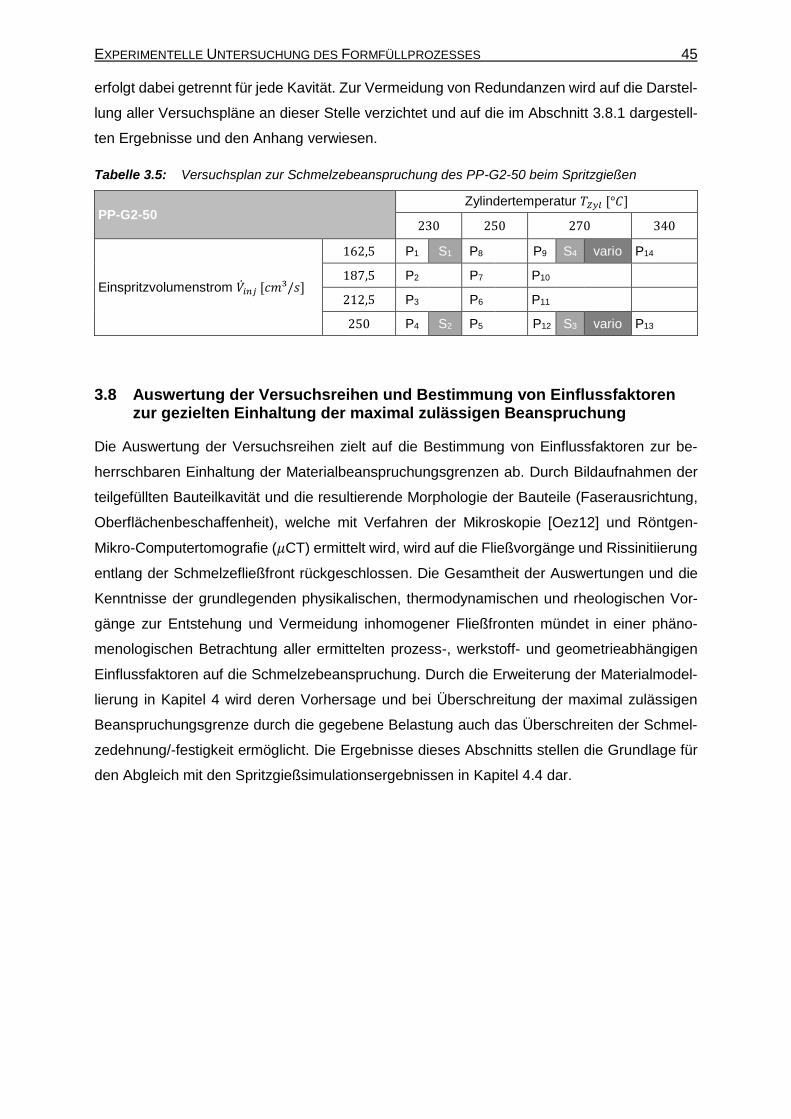
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 45 erfolgt dabei getrennt für jede Kavität. Zur Vermeidung von Redundanzen wird auf die Darstel-
lung aller Versuchspläne an dieser Stelle verzichtet und auf die im Abschnitt 3.8.1 dargestell-
ten Ergebnisse und den Anhang verwiesen.
3.8 Auswertung der Versuchsreihen und Bestimmung von Einflussfaktoren zur gezielten Einhaltung der maximal zulässigen Beanspruchung
Die Auswertung der Versuchsreihen zielt auf die Bestimmung von Einflussfaktoren zur be-
herrschbaren Einhaltung der Materialbeanspruchungsgrenzen ab. Durch Bildaufnahmen der
teilgefüllten Bauteilkavität und die resultierende Morphologie der Bauteile (Faserausrichtung,
Oberflächenbeschaffenheit), welche mit Verfahren der Mikroskopie [Oez12] und Röntgen-
Mikro-Computertomografie (𝜇CT) ermittelt wird, wird auf die Fließvorgänge und Rissinitiierung
entlang der Schmelzefließfront rückgeschlossen. Die Gesamtheit der Auswertungen und die
Kenntnisse der grundlegenden physikalischen, thermodynamischen und rheologischen Vor-
gänge zur Entstehung und Vermeidung inhomogener Fließfronten mündet in einer phäno-
menologischen Betrachtung aller ermittelten prozess-, werkstoff- und geometrieabhängigen
Einflussfaktoren auf die Schmelzebeanspruchung. Durch die Erweiterung der Materialmodel-
lierung in Kapitel 4 wird deren Vorhersage und bei Überschreitung der maximal zulässigen
Beanspruchungsgrenze durch die gegebene Belastung auch das Überschreiten der Schmel-
zedehnung/-festigkeit ermöglicht. Die Ergebnisse dieses Abschnitts stellen die Grundlage für
den Abgleich mit den Spritzgießsimulationsergebnissen in Kapitel 4.4 dar.
Tabelle 3.5: Versuchsplan zur Schmelzebeanspruchung des PP-G2-50 beim Spritzgießen
PP-G2-50 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270 340
Einspritzvolumenstrom ��𝑖𝑛𝑗 [𝑐𝑚³/𝑠]
162,5 P1 S1 P8 P9 S4 vario P14
187,5 P2 P7 P10
212,5 P3 P6 P11
250 P4 S2 P5 P12 S3 vario P13
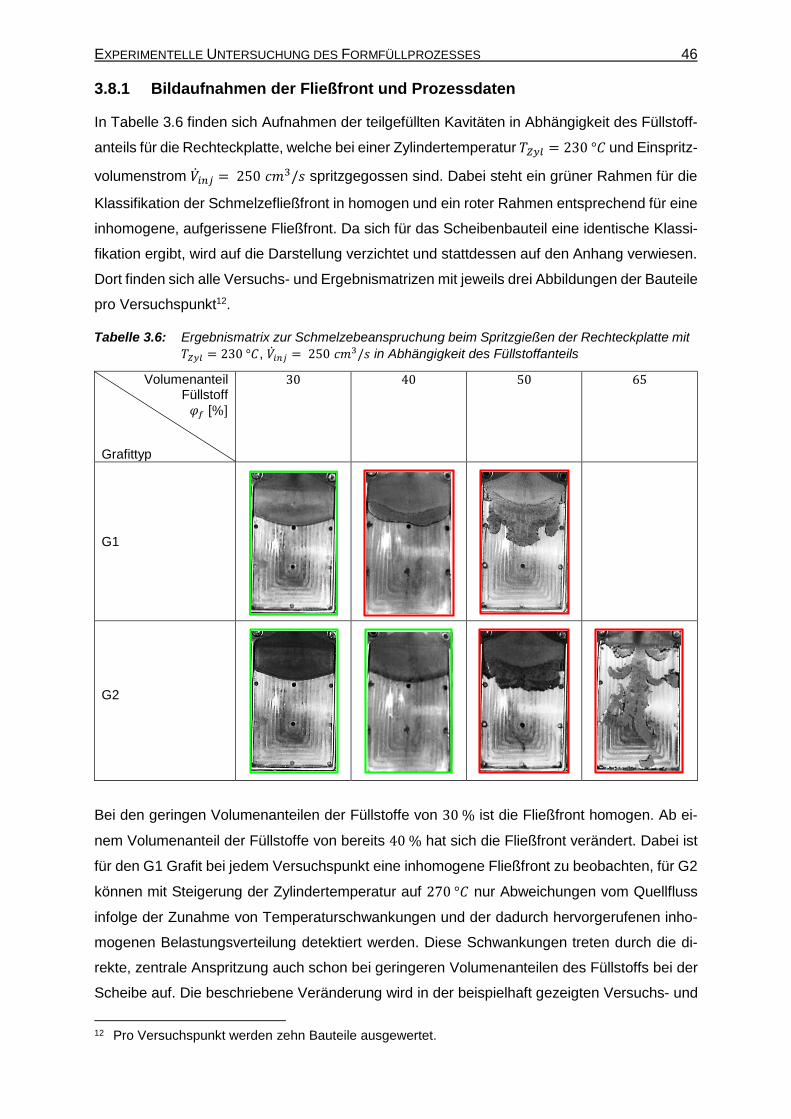
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 46
3.8.1 Bildaufnahmen der Fließfront und Prozessdaten
In Tabelle 3.6 finden sich Aufnahmen der teilgefüllten Kavitäten in Abhängigkeit des Füllstoff-
anteils für die Rechteckplatte, welche bei einer Zylindertemperatur 𝑇𝑍𝑦𝑙 = 230 °𝐶 und Einspritz-
volumenstrom ��𝑖𝑛𝑗 = 250 𝑐𝑚3/𝑠 spritzgegossen sind. Dabei steht ein grüner Rahmen für die
Klassifikation der Schmelzefließfront in homogen und ein roter Rahmen entsprechend für eine
inhomogene, aufgerissene Fließfront. Da sich für das Scheibenbauteil eine identische Klassi-
fikation ergibt, wird auf die Darstellung verzichtet und stattdessen auf den Anhang verwiesen.
Dort finden sich alle Versuchs- und Ergebnismatrizen mit jeweils drei Abbildungen der Bauteile
pro Versuchspunkt12.
Bei den geringen Volumenanteilen der Füllstoffe von 30 % ist die Fließfront homogen. Ab ei-
nem Volumenanteil der Füllstoffe von bereits 40 % hat sich die Fließfront verändert. Dabei ist
für den G1 Grafit bei jedem Versuchspunkt eine inhomogene Fließfront zu beobachten, für G2
können mit Steigerung der Zylindertemperatur auf 270 °𝐶 nur Abweichungen vom Quellfluss
infolge der Zunahme von Temperaturschwankungen und der dadurch hervorgerufenen inho-
mogenen Belastungsverteilung detektiert werden. Diese Schwankungen treten durch die di-
rekte, zentrale Anspritzung auch schon bei geringeren Volumenanteilen des Füllstoffs bei der
Scheibe auf. Die beschriebene Veränderung wird in der beispielhaft gezeigten Versuchs- und
12 Pro Versuchspunkt werden zehn Bauteile ausgewertet.
Tabelle 3.6: Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte mit
𝑇𝑍𝑦𝑙 = 230 °𝐶, ��𝑖𝑛𝑗 = 250 𝑐𝑚3/𝑠 in Abhängigkeit des Füllstoffanteils
Volumenanteil Füllstoff
𝜑𝑓 [%]
Grafittyp
30 40 50 65
G1
G2
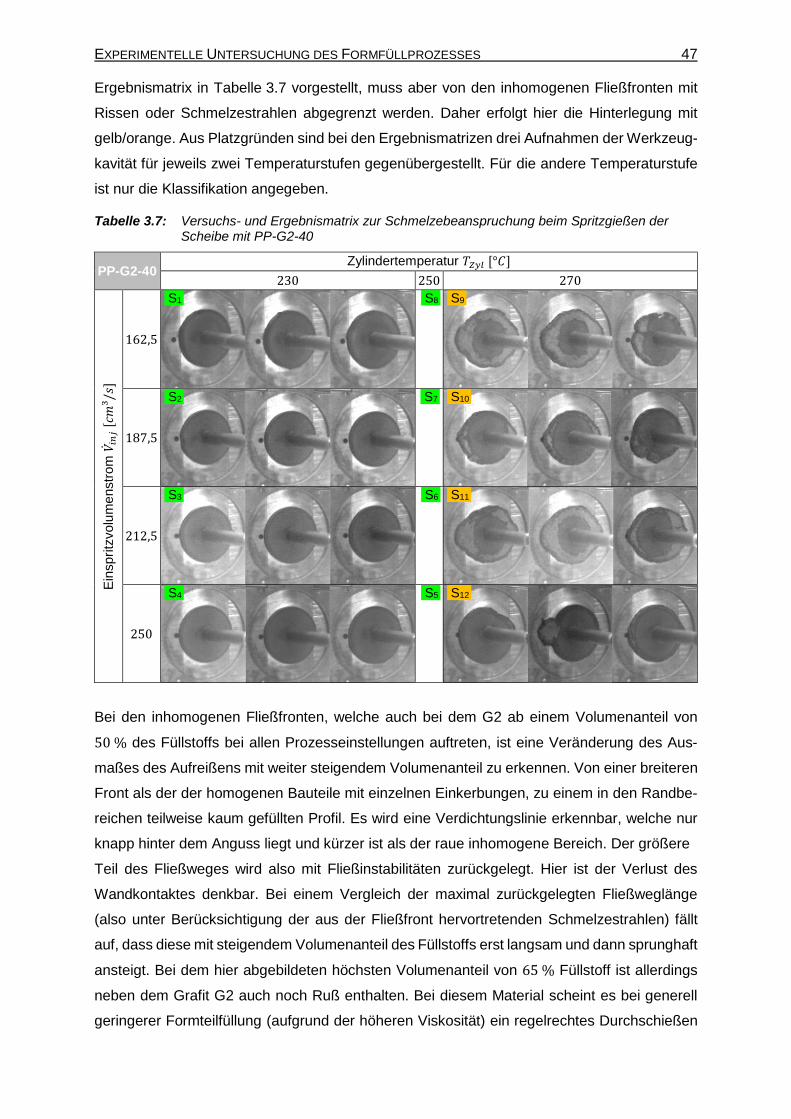
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 47 Ergebnismatrix in Tabelle 3.7 vorgestellt, muss aber von den inhomogenen Fließfronten mit
Rissen oder Schmelzestrahlen abgegrenzt werden. Daher erfolgt hier die Hinterlegung mit
gelb/orange. Aus Platzgründen sind bei den Ergebnismatrizen drei Aufnahmen der Werkzeug-
kavität für jeweils zwei Temperaturstufen gegenübergestellt. Für die andere Temperaturstufe
ist nur die Klassifikation angegeben.
Tabelle 3.7: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Scheibe mit PP-G2-40
PP-G2-40 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [𝑐𝑚
³/𝑠]
162,5
S1l S8l S9l
187,5
S2l S7l S10l
212,5
S3l
S6l S11l
250
S4l
S5l S12l
Bei den inhomogenen Fließfronten, welche auch bei dem G2 ab einem Volumenanteil von
50 % des Füllstoffs bei allen Prozesseinstellungen auftreten, ist eine Veränderung des Aus-
maßes des Aufreißens mit weiter steigendem Volumenanteil zu erkennen. Von einer breiteren
Front als der der homogenen Bauteile mit einzelnen Einkerbungen, zu einem in den Randbe-
reichen teilweise kaum gefüllten Profil. Es wird eine Verdichtungslinie erkennbar, welche nur
knapp hinter dem Anguss liegt und kürzer ist als der raue inhomogene Bereich. Der größere
Teil des Fließweges wird also mit Fließinstabilitäten zurückgelegt. Hier ist der Verlust des
Wandkontaktes denkbar. Bei einem Vergleich der maximal zurückgelegten Fließweglänge
(also unter Berücksichtigung der aus der Fließfront hervortretenden Schmelzestrahlen) fällt
auf, dass diese mit steigendem Volumenanteil des Füllstoffs erst langsam und dann sprunghaft
ansteigt. Bei dem hier abgebildeten höchsten Volumenanteil von 65 % Füllstoff ist allerdings
neben dem Grafit G2 auch noch Ruß enthalten. Bei diesem Material scheint es bei generell
geringerer Formteilfüllung (aufgrund der höheren Viskosität) ein regelrechtes Durchschießen
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 48 in der Bauteilmitte zu geben. Die genaue prozentuale Formteilfüllung kann generell über die
Bauteilgewichte und der Berücksichtigung der Dichte und des Kavitätsvolumens oder der Er-
mittlung des Formteilfüllvolumens mittels Bildanalyse ermittelt werden. Das Bauteilgewicht
ebenso wie das Formteilfüllvolumen kann wegen der Bruchneigung der aufgerissenen Fließ-
front/Schmelzestrahlen, was ein Herausfallen aus der Kavität bei Öffnung des Werkzeuges
nach sich zieht, an dieser Stelle nicht valide ermittelt werden. Daher ist diese Messung entfal-
len und es wird nur auf die hier gezeigte, qualitative Einschätzung zurückgegriffen. Da eine
genauere Auswertung der Fließfront-Abbildungen über die Bildbearbeitung mit bspw. 𝐼𝑚𝑎𝑔𝑒𝐽
nicht zu besseren bzw. anderen Ergebnissen führt, wurde dieser Ansatz ebenfalls nicht weiter
verfolgt.
Auch mit weiterer Steigerung der Temperatur, wie punktuell für die Rechteckplatte aus PP-
G2-50 durchgeführt (siehe Tabelle A.10 im Anhang A.4), ist keine Veränderung der Klassifika-
tion von inhomogener zu homogener Fließfront zu erzielen. Dies ist zum einen auf den hohen
Füllstoffanteil und zum anderen auf die generelle Zunahme der bereits beschriebenen Inho-
mogenitäten der Temperatur- und Beanspruchungsverteilung mit steigender Temperatur zu-
rückzuführen.
Aus Tabelle 3.8 wird ersichtlich, dass bei aus diesem Compound spritzgegossenen Rechteck-
platten mit variothermer Werkzeugtemperierung im Vergleich zur isothermen Werkzeugtem-
perierung ebenfalls keine Verbesserung der Fließfront erzielt wird. Es ist lediglich eine Zu-
nahme der volumetrischen Formteilfüllung bei gleichzeitiger Abnahme der Formstabilität (Kle-
ben an den Kavitätswänden) festzustellen. Dies zeigt, dass die Fließfrontausbildung nicht von
den Bedingungen der berandeten Strömung (Randschicht, Adhäsion zwischen Schmelze und
Werkzeug), sondern in erster Linie von den Bedingungen in der unberandeten Strömung ab-
hängt. Die komplexere Prozessführung ist damit nicht gerechtfertigt.
Genauso wenig wie eine Unterdrückung von inhomogenen Fließfronten durch die Variation
der Zylindertemperatur erzielt werden kann, beeinflusst der Einspritzvolumenstrom die Fließ-
frontausbildung. Aus Tabelle A.3 im Anhang A.4 ist jedoch ersichtlich, dass beim PP-G1-40
mit geringem Einspritzvolumenstrom von 162,5 𝑐𝑚³/𝑠 und geringer Zylindertemperatur von
230 °𝐶 nur eine geringe volumetrische Formteilfüllung der Rechteckplatten-Kavität erzielbar
ist. Dies deutet auf eine vorzeitige Erstarrung hin; kann aber bei anderen Compounds nicht
beobachtet werden. Insgesamt ist festzuhalten, dass eine Fließfronteigenschaftsveränderung
bei allen als hochgefüllt einzustufenden Compounds vorliegt und nicht durch die Prozessein-
stellungen ausgeglichen werden kann.
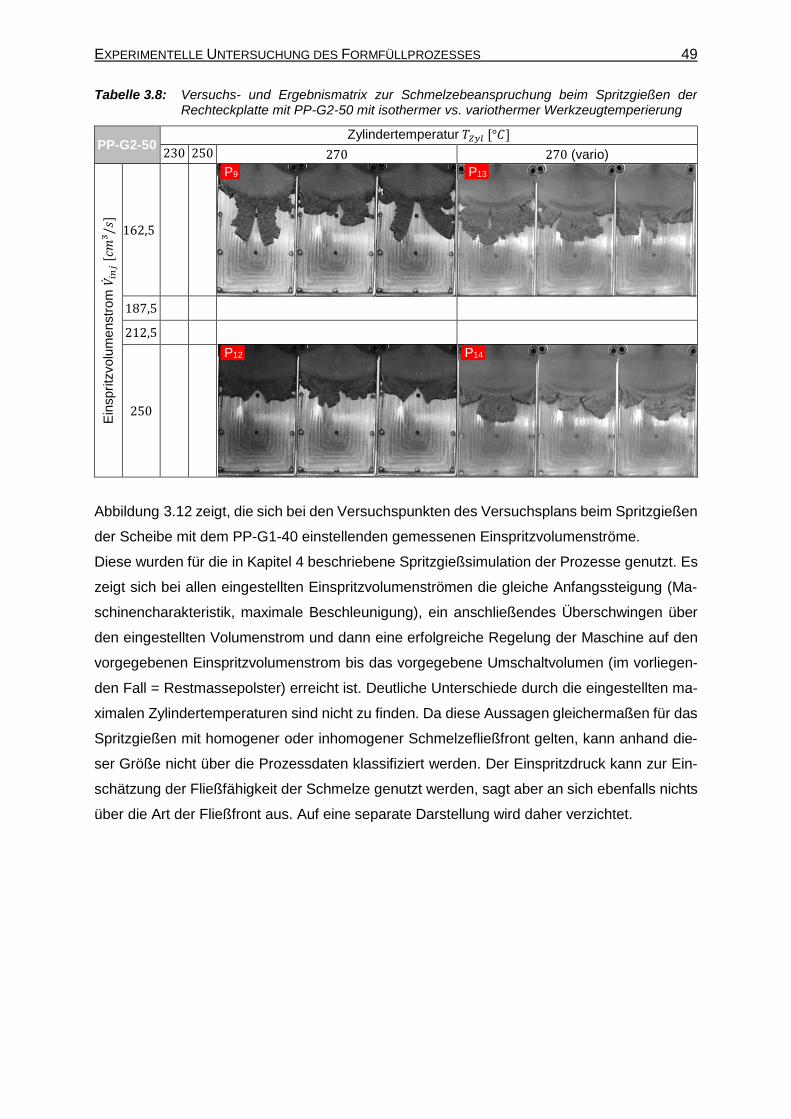
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 49
Tabelle 3.8: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte mit PP-G2-50 mit isothermer vs. variothermer Werkzeugtemperierung
PP-G2-50 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270 270 (vario)
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [𝑐𝑚
³/𝑠]
162,5
P9l P13l
187,5
212,5
250
P12l P14l
Abbildung 3.12 zeigt, die sich bei den Versuchspunkten des Versuchsplans beim Spritzgießen
der Scheibe mit dem PP-G1-40 einstellenden gemessenen Einspritzvolumenströme.
Diese wurden für die in Kapitel 4 beschriebene Spritzgießsimulation der Prozesse genutzt. Es
zeigt sich bei allen eingestellten Einspritzvolumenströmen die gleiche Anfangssteigung (Ma-
schinencharakteristik, maximale Beschleunigung), ein anschließendes Überschwingen über
den eingestellten Volumenstrom und dann eine erfolgreiche Regelung der Maschine auf den
vorgegebenen Einspritzvolumenstrom bis das vorgegebene Umschaltvolumen (im vorliegen-
den Fall = Restmassepolster) erreicht ist. Deutliche Unterschiede durch die eingestellten ma-
ximalen Zylindertemperaturen sind nicht zu finden. Da diese Aussagen gleichermaßen für das
Spritzgießen mit homogener oder inhomogener Schmelzefließfront gelten, kann anhand die-
ser Größe nicht über die Prozessdaten klassifiziert werden. Der Einspritzdruck kann zur Ein-
schätzung der Fließfähigkeit der Schmelze genutzt werden, sagt aber an sich ebenfalls nichts
über die Art der Fließfront aus. Auf eine separate Darstellung wird daher verzichtet.
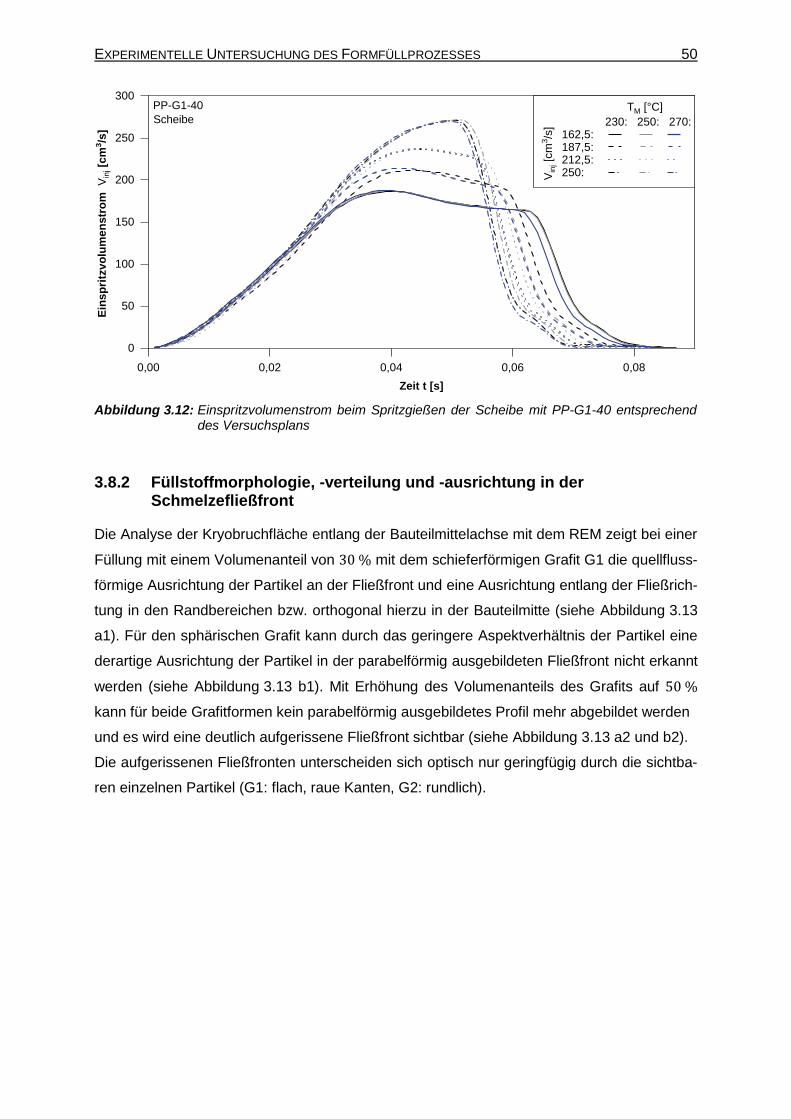
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 50
Abbildung 3.12: Einspritzvolumenstrom beim Spritzgießen der Scheibe mit PP-G1-40 entsprechend des Versuchsplans
3.8.2 Füllstoffmorphologie, -verteilung und -ausrichtung in der Schmelzefließfront
Die Analyse der Kryobruchfläche entlang der Bauteilmittelachse mit dem REM zeigt bei einer
Füllung mit einem Volumenanteil von 30 % mit dem schieferförmigen Grafit G1 die quellfluss-
förmige Ausrichtung der Partikel an der Fließfront und eine Ausrichtung entlang der Fließrich-
tung in den Randbereichen bzw. orthogonal hierzu in der Bauteilmitte (siehe Abbildung 3.13
a1). Für den sphärischen Grafit kann durch das geringere Aspektverhältnis der Partikel eine
derartige Ausrichtung der Partikel in der parabelförmig ausgebildeten Fließfront nicht erkannt
werden (siehe Abbildung 3.13 b1). Mit Erhöhung des Volumenanteils des Grafits auf 50 %
kann für beide Grafitformen kein parabelförmig ausgebildetes Profil mehr abgebildet werden
und es wird eine deutlich aufgerissene Fließfront sichtbar (siehe Abbildung 3.13 a2 und b2).
Die aufgerissenen Fließfronten unterscheiden sich optisch nur geringfügig durch die sichtba-
ren einzelnen Partikel (G1: flach, raue Kanten, G2: rundlich).
0,00 0,02 0,04 0,06 0,08
0
50
100
150
200
250
300
Vin
j [cm
3/s
]
TM [°C]
230: 250: 270: 162,5: 187,5: 212,5: 250:
Scheibe
PP-G1-40E
insp
ritz
vo
lum
en
str
om
V
inj [
cm
3/s
]
Zeit t [s]
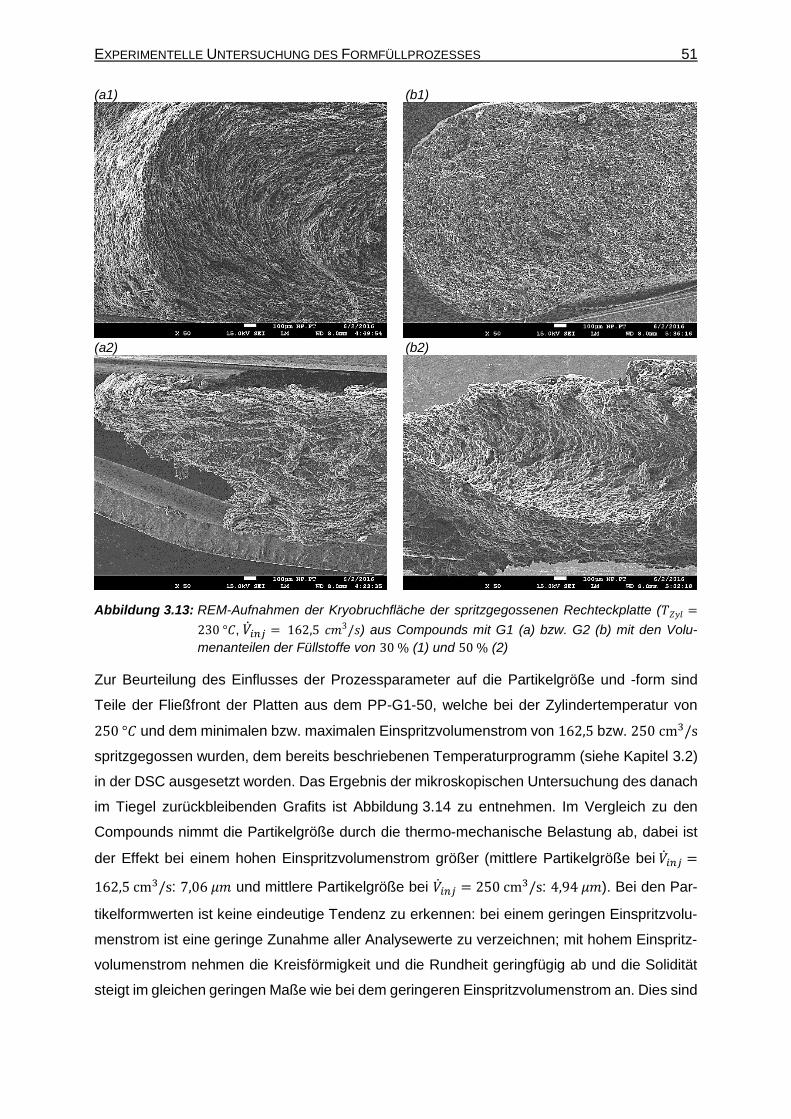
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 51
(a1) (b1)
(a2) (b2)
Abbildung 3.13: REM-Aufnahmen der Kryobruchfläche der spritzgegossenen Rechteckplatte (𝑇𝑍𝑦𝑙 =
230 °𝐶, ��𝑖𝑛𝑗 = 162,5 𝑐𝑚3/𝑠) aus Compounds mit G1 (a) bzw. G2 (b) mit den Volu-
menanteilen der Füllstoffe von 30 % (1) und 50 % (2)
Zur Beurteilung des Einflusses der Prozessparameter auf die Partikelgröße und -form sind
Teile der Fließfront der Platten aus dem PP-G1-50, welche bei der Zylindertemperatur von
250 °𝐶 und dem minimalen bzw. maximalen Einspritzvolumenstrom von 162,5 bzw. 250 cm3/s
spritzgegossen wurden, dem bereits beschriebenen Temperaturprogramm (siehe Kapitel 3.2)
in der DSC ausgesetzt worden. Das Ergebnis der mikroskopischen Untersuchung des danach
im Tiegel zurückbleibenden Grafits ist Abbildung 3.14 zu entnehmen. Im Vergleich zu den
Compounds nimmt die Partikelgröße durch die thermo-mechanische Belastung ab, dabei ist
der Effekt bei einem hohen Einspritzvolumenstrom größer (mittlere Partikelgröße bei ��𝑖𝑛𝑗 =
162,5 cm3/s: 7,06 𝜇𝑚 und mittlere Partikelgröße bei ��𝑖𝑛𝑗 = 250 cm3/s: 4,94 𝜇𝑚). Bei den Par-
tikelformwerten ist keine eindeutige Tendenz zu erkennen: bei einem geringen Einspritzvolu-
menstrom ist eine geringe Zunahme aller Analysewerte zu verzeichnen; mit hohem Einspritz-
volumenstrom nehmen die Kreisförmigkeit und die Rundheit geringfügig ab und die Solidität
steigt im gleichen geringen Maße wie bei dem geringeren Einspritzvolumenstrom an. Dies sind
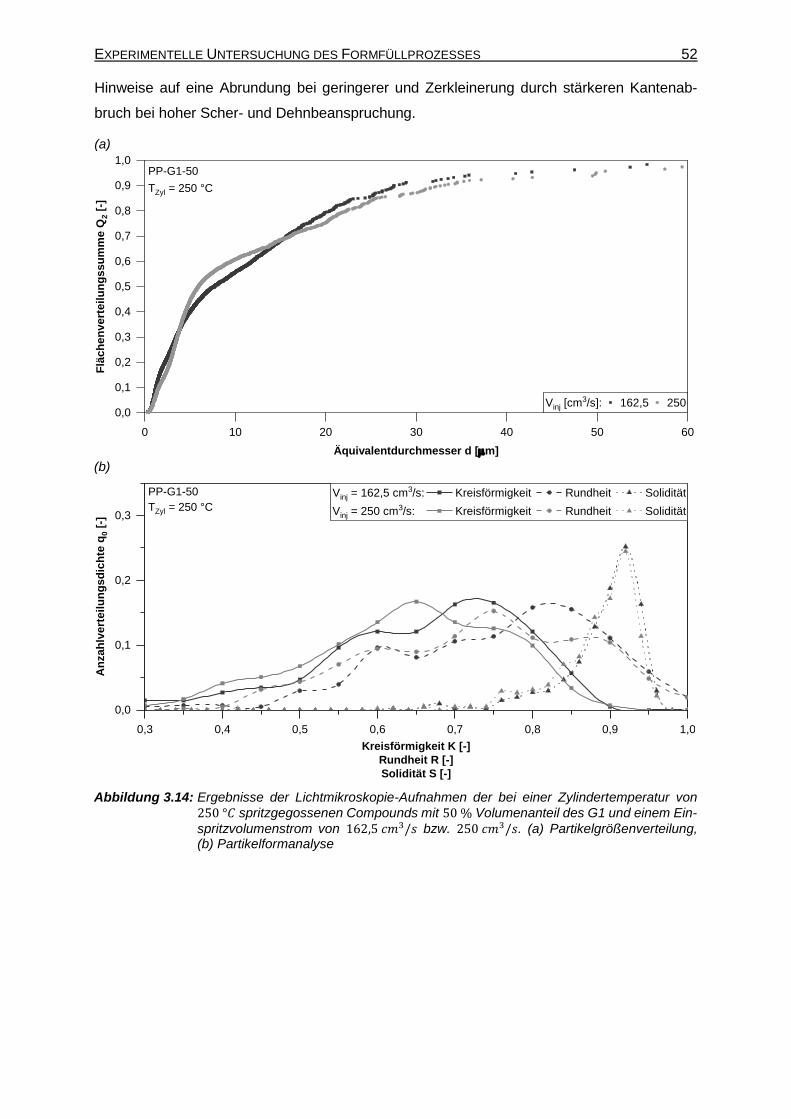
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 52 Hinweise auf eine Abrundung bei geringerer und Zerkleinerung durch stärkeren Kantenab-
bruch bei hoher Scher- und Dehnbeanspruchung.
(a)
(b)
Abbildung 3.14: Ergebnisse der Lichtmikroskopie-Aufnahmen der bei einer Zylindertemperatur von
250 °𝐶 spritzgegossenen Compounds mit 50 % Volumenanteil des G1 und einem Ein-
spritzvolumenstrom von 162,5 𝑐𝑚3/𝑠 bzw. 250 𝑐𝑚3/𝑠. (a) Partikelgrößenverteilung, (b) Partikelformanalyse
0 10 20 30 40 50 60
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Vinj [cm3/s]: 162,5 250
Flä
ch
en
vert
eil
un
gs
su
mm
e Q
2 [
-]
Äquivalentdurchmesser d [mm]
PP-G1-50
TZyl = 250 °C
???????? ???????? ????????
0,0
0,1
0,2
0,3
0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Solidität S [-]
Rundheit R [-]
An
zah
lvert
eil
un
gsd
ich
te q
0 [
-]
Vinj = 162,5 cm3/s: Kreisförmigkeit Rundheit Solidität
Vinj = 250 cm3/s: Kreisförmigkeit Rundheit Solidität
PP-G1-50
TZyl = 250 °C
Kreisförmigkeit K [-]

EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 53 Zur genaueren Beurteilung der resultierenden Morphologie der Bauteile (Faserausrichtung,
Oberflächenbeschaffenheit, Poren, Rissinitiierung/Oberflächen- bzw. Volumenrisse) werden
Teilvolumina der Fließfront mit der 𝜇CT abgebildet. Für diese Untersuchung mit dem
𝑝ℎ𝑜𝑒𝑛𝑖𝑥 𝑛𝑎𝑛𝑜𝑡𝑜𝑚 𝑠 der Firma GE Inspection Technologies GmbH am Lehrstuhl für Kunststoff-
technik der Universität Paderborn (KTP) werden zwei Rechteckplatten aus PP-G2-40 bei den
minimalen/maximalen Stufen der Prozesseinstellungen Zylindertemperatur (𝑇𝑍𝑦𝑙 = 230 bzw.
270 °𝐶) und Einspritzvolumenstrom (��𝑖𝑛𝑗 = 162,5 bzw. 250 𝑐𝑚3/𝑠) ausgewählt, da bei diesem
Material am ehesten ein Einfluss der Spritzgießprozesseinstellungen auf die Ausbildung der
Fließfront zu beobachten ist (vgl. Tabelle A.5). 4 𝑚𝑚 Breite werden aus der Bauteilmitte mittels
Blechschere herausgetrennt und die Fließfront 3𝐷-gescannt. Bei einer Spannung von 60 𝑘𝑉
und Stromstärke von 170 µ𝐴 kann eine Voxelgröße von 2 µ𝑚 erzielt werden. Durch die Erstel-
lung von Bildern anhand der durch den Körper tretenden bzw. absorbierten Röntgensignale in
einem Abstand von 10 µ𝑚 in allen drei Raumrichtungen und anschließender 3𝐷-Rekonstruk-
tion können die Matrix und die eingebetteten Füllstoffe in dem untersuchten Volumen abgebil-
det werden. Hierfür wird das Programm 𝑚𝑦𝑉𝐺𝐿 3.0 der Firma Volume Graphics GmbH ver-
wendet. In Abbildung 3.15 sind die Ergebnisse beispielhaft für je eine Ebene entlang einer der
Raumrichtungen dargestellt. Das kleinere Bild zeigt dabei die Position der Ebene in der Fließ-
front an. Schwarze Bereiche stehen für Bereiche geringerer Dichte als die des Werkstoffes
(bspw. Umgebungsluft). Die Probe a, welche bei geringer maximaler Zylindertemperatur und
geringem Einspritzvolumenstrom spritzgegossen und deren Fließfront bei den Spritzgießver-
suchen als homogen eingestuft wurde, zeigt in der 𝑦𝑧-Schnittebene (a3) ein nahezu parabel-
förmiges Profil und in der 𝑥𝑦- und 𝑥𝑧-Schnittebene werden die im Vergleich zur Probe b glat-
teren, klareren Konturen sichtbar. Dennoch finden sich wenige Poren in der Probe, welche
bereits als Hinweis auf das Vorliegen einer geringen Grenzflächenfestigkeit und damit als mik-
roskopisches Bruchmerkmal zu deuten sind. Erst bei weiterer Steigerung des Volumenanteils
des Grafits äußert sich die in mikroskopischer Größenordnung detektierbare Rissbildung auf
makroskopischer Ebene in der diskontinuierlich stattfindenden Formfüllung in dem Heraustre-
ten von Schmelzestrahlen aus der Fließfront, Umlenken in der Kavität und zu einer späteren
Wiedervereinigung mit der Fließfront. Die Probe b zeigt deutlich mehr Poren, welche sich in-
folge der uniaxialen Dehnprozesse an der Fließfront bis in die Randbereiche fortsetzen. Das
Fließfrontprofil in der 𝑦𝑧-Schnittebene ist ebenfalls parabelförmig, jedoch durch die größeren
Geschwindigkeitsunterschiede durch den größer gewählten Einspritzvolumenstrom als bei
Probe a wesentlich spitzer. Denkbare Entmischungen sind nicht erkennbar.
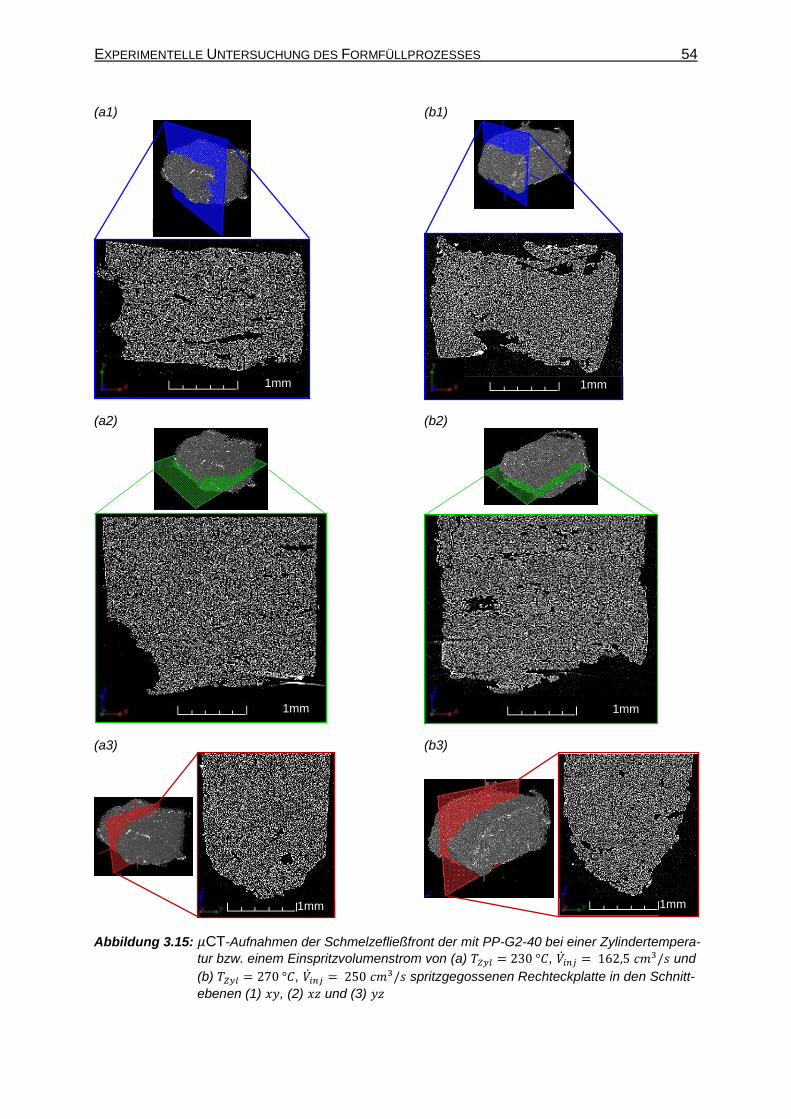
EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 54
(a1) (b1)
(a2) (b2)
(a3) (b3)
Abbildung 3.15: 𝜇CT-Aufnahmen der Schmelzefließfront der mit PP-G2-40 bei einer Zylindertempera-
tur bzw. einem Einspritzvolumenstrom von (a) 𝑇𝑍𝑦𝑙 = 230 °𝐶, ��𝑖𝑛𝑗 = 162,5 𝑐𝑚3/𝑠 und
(b) 𝑇𝑍𝑦𝑙 = 270 °𝐶, ��𝑖𝑛𝑗 = 250 𝑐𝑚3/𝑠 spritzgegossenen Rechteckplatte in den Schnitt-
ebenen (1) 𝑥𝑦, (2) 𝑥𝑧 und (3) 𝑦𝑧
1mm 1mm
1mm 1mm
1mm 1mm

EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 55
3.9 Zwischenfazit experimenteller Teil
Die Spritzgießversuche zeigen deutlich den Einfluss der Füllstoffe bzw. des -anteils auf die
Schmelzefließfront bei der Formfüllung. Dabei ist es irrelevant, ob eine zentral angespritzte
Scheiben- oder über einen Bandanguss angebundene Rechteckplatten-Kavität verwendet
wird. Eine Auswirkung der Maschinen- bzw. Prozesseinstellungen auf die Schmelzefließfront
wird ebenfalls nicht sichtbar und damit kann eine gezielte Beeinflussung der Fließfront durch
die Prozessführung beim Spritzgießen nicht angenommen werden. Für G1 tritt bei allen Ver-
suchspunkten mit einem Volumenanteil des Füllstoffs von 40 % eine inhomogene Fließfront
auf. Für G2 kann die Grenze bei 50 % festgelegt werden. Die 𝜇CT-Aufnahmen weisen nach,
dass auch bei einer als homogen klassifizierten Schmelzefließfront Poren im Bauteil vorliegen.
Die Zunahme von thermischen Inhomogenitäten infolge einer Zylindertemperatur- bzw. Ein-
spritzstromerhöhung äußert sich nicht nur als Zwischenstufe zur inhomogenen Schmelzefließ-
front, sondern auch in der Zunahme der Porenanzahl, -verteilung und -größe. Die Auswirkun-
gen der Füllstoffanteile auf die Porosität wurde zwar nicht untersucht, aber infolge des Rück-
gangs des zur Einbindung der Füllstoffe verfügbaren Matrixmaterials ist einerseits von einer
größeren Deformation der Matrix infolge der Spannungseinleitung durch die große Anzahl an
undeformierbaren Füllstoffen und andererseits generell von einer schlechteren Benetzung
auszugehen. Die Wahrscheinlichkeit, dass bei hoher, komplexer Scher- und Dehnbeanspru-
chung Porosität auftritt, steigt. Dieser hohe Anteil an Schwachstellen in der Fließfront führt
unter weiterer Beanspruchung dann zur makroskopisch sichtbaren inhomogenen Fließfront.
Die schlechte Benetzung durch die steigenden Füllstoffanteile führt zu einer Zunahme der In-
teraktionen zwischen den Füllstoffpartikeln (Ausbildung eines Feststoffnetzwerkes mit physi-
kalischen Bindungen) und gleichzeitig zur Fließbehinderung des Matrixmaterials, was, wie in
Abschnitt 4.1.1.1 gezeigt wird, zu einer deutlichen Zunahme der Scherviskosität führt. Infolge-
dessen ist zur Aufrechterhaltung des eingestellten Einspritzvolumenstroms ein wesentlich hö-
herer Einspritzdruck notwendig. Dabei entsteht zum einen zwischen den Füllstoffen eine hohe
Reibungsenergie und zum anderen resultiert bei der Aufrechterhaltung des Volumenstroms
eine Scher- und Dehngeschwindigkeitsüberhöhung in der Matrix. Dies kann als Grund für eine
hohe, über der empfohlenen Verarbeitungstemperatur liegenden, an der Werkzeugoberfläche
messbaren Schmelzetemperatur gesehen werden: mit dem Infrarot-Thermometer werden für
das PP-G2-30 92 °𝐶 bei einer maximalen Zylindertemperatur von 210 °𝐶 und für das PP-G2-
50 280 °𝐶 bei einer Zylindertemperatur von 230 °𝐶 ermittelt. Die Ausbildung dieser Temperatur
ist dann unabhängig von der vorgegebenen maximalen Zylindertemperaturstufe. Direkt zwi-
schen Matrix und Füllstoff ist von wesentlich höheren Temperaturen auszugehen, welche nur
eine Eigenschaftsveränderung des Matrixmaterials bewirkt. Bei derart hohen Temperaturen
ist ein thermisch oxidativer Abbau der Matrix anzunehmen. Dies hat eine Abnahme der Scher-
viskosität zusätzlich zum Einfluss der Temperatur zur Folge, was im Hinblick auf eine gute
Fließfähigkeit für die Verarbeitung mit dem Spritzgießverfahren zwar wünschenswert, aber

EXPERIMENTELLE UNTERSUCHUNG DES FORMFÜLLPROZESSES 56 auch wegen des großen Einflusses der Füllstoffe auf die Fließfähigkeit nicht zielführend ist.
Der thermisch oxidative Abbau führt aber auch bspw. zu einer geringeren maximal ertragbaren
(Dehn-) Spannung bzw. Dehnung der Matrix und damit bei gleicher Belastung eher zu inho-
mogenen Fließfronten. Der Aspekt der Degradation wird im Folgenden nicht weiter untersucht.
Es werden die Eigenschaftsveränderungen durch den Füllstoff bei Formulierung von konsis-
tenten Materialmodellen für die Spritzgießsimulation gezeigt und die im Experiment vorherr-
schenden und für das Auftreten einer inhomogenen Fließfront relevanten Schmelzebeanspru-
chungen berechnet.
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 57
4 Ermittlung zulässiger Schmelzebeanspruchungen durch die Spritzgießsimulation
Damit die Ergebnisse aus dem experimentellen Teil auch innerhalb der kommerziell erhältli-
chen 3𝐷-Spritzgießsimulationssoftware für die Erweiterung der Abbildungsgenauigkeit der
Füllphase hochgefüllter Thermoplast-Compounds genutzt werden können, sind die Grenz-
werte der Beanspruchung der Schmelze hochgefüllter Thermoplast-Compounds für ein homo-
genes Fließen über geeignete Vergleichsgrößen in die Spritzgießsimulationssoftware zu in-
tegrieren. Erste Voraussetzung hierfür und generell zur korrekten Berechnung der Compound-
strömung ist die Beschreibung der Materialeigenschaften mit konsistenten Materialmodellen.
Die Strömungsfelder werden als reine Scherströmung eines isotropen Materials berechnet,
d. h. die sich ergebenden und in Wechselwirkung stehenden lokalen Ausrichtungen faserför-
miger Füllstoffe, welche durch die Anwendung der Halpin-Tsai- [HK76] und der Folgar-Tucker-
Gleichungen [FT84] berechnet werden können, werden wegen der hohen Komplexität und des
Aufwands bei unbekanntem Nutzen hinsichtlich der Aussagekraft für eine homogene Fließfront
vernachlässigt. Auch wenn die Wandbedingung (Haftung, Gleitung), welche von Entmi-
schungsvorgängen an der Grenzschicht geprägt ist, in Anlehnung an die Untersuchung der
Scherviskosität material-, deformations-, zeit- und temperaturabhängig über die globale Ein-
stellung in der Simulation (Wall friction factor) überschlägig angepasst werden kann, wird
Wandhaftung unterstellt. Durch die Vorgabe empfohlener Wärmeübergangskoeffizienten wird
der zwar bekannte Einfluss auf die Simulationsergebnisse außer Acht gelassen, aber eine
bessere Vergleichbarkeit der Berechnungsergebnisse ermöglicht.
Im Folgenden Kapitel zeigt sich, dass im Hinblick auf die Entstehung inhomogener Fließfronten
besonders die Schmelzedehnung infolge von Querströmungen relevant ist. Durch die Simula-
tionsbedingungen ergibt sich als Vergleichsgröße hierfür die anhand des Deformationstensors
berechnete maximale Dehngeschwindigkeit an der Schmelzefließfront. Nur über den Abgleich
mit den Spritzgießversuchen kann die berechnete Dehngeschwindigkeit als unkritisch oder
kritisch für die Schmelzefließfront eingestuft werden. Die Untersuchung der Dehnbarkeit der
Compoundschmelzen mit dem Rheotens-Versuch zeigt ebenfalls den großen Einfluss des
Füllstoffs hierauf und ermöglicht zusätzlich einen qualitativen Vergleich der materialabhängi-
gen Grenzwerte.
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 58
4.1 Konsistente Materialmodelle für die Spritzgießsimulation
In der Materialdatenbank der Spritzgießsimulationssoftware werden bereits einige Materialien
und deren Eigenschaften über Materialmodelle mathematisch abgebildet, die hier verwende-
ten Compounds jedoch nicht. Weiterhin sollte der Anwender die bereits hinterlegten Material-
modelle immer kritisch prüfen. So bestehen bei den verschiedenen Messverfahren und -me-
thoden der Materialeigenschaften Restriktionen, welche sich auf die Mess- und damit auf die
Berechnungsergebnisse auswirken. Diese Restriktionen meinen sowohl die vom Messverfah-
ren abhängigen, möglichen Messgeschwindigkeiten als auch die vom Nutzer vorzugebenden
Größen wie Massen, Drücke, Messrichtungen oder Geschwindigkeiten. Werden diese Abhän-
gigkeiten empirisch nicht ermittelt oder nicht in den mathematischen Modellen berücksichtigt,
werden inkonsistente oder fehlerhafte Materialmodelle hinterlegt. Damit können im Ergebnis
nur ungenaue Simulationsergebnisse erzeugt werden, wodurch das Instrument der Simulation
geschwächt würde. Für den Anwender ist es zwar sowohl nicht einfach die Prüfung vorzuneh-
men als auch mit viel Aufwand verbunden einen eigenen Materialdatensatz einzupflegen, doch
ermöglicht die intensive Beschäftigung mit den Materialeigenschaften und deren Messung de-
ren umfassendere Kenntnis und damit auch der Grundlage der Simulationsrechnungen.
Denn die Simulationsrechnungen basieren auf gekoppelten, nichtlinearen, partiellen Differen-
tialgleichungen, den sogenannten Navier-Stokes-Gleichungen. In diese Erhaltungsgleichun-
gen für Masse, Impuls und Energie werden die materialbeschreibenden Stoffgleichungen (zur
Vereinfachung) eingebunden und die damit iterativ ermittelte, numerische Lösung liefert mit
den Strömungsgeschwindigkeiten, dem Druck und der Temperatur die Beschreibung der Strö-
mung [LO18, Lec14, Wen09, FP08]. Hinsichtlich der korrekten Beschreibung der Füllphase
des Spritzgießprozesses sind demzufolge die Scherviskosität und die thermodynamischen
Materialeigenschaften Enthalpie bzw. spezifische Wärmekapazität, Dichte bzw. das spezifi-
sche Volumen und die Wärmeleitfähigkeit vorzugeben. Wünschenswert ist dabei die Berück-
sichtigung der Abhängigkeit der Materialdaten von prozessabhängigen Abkühlraten, welche
sowohl von der Differenz zwischen Massetemperatur und Werkzeugwandtemperatur (iso-
therm, variotherm) wie auch der sich ausbildenden Randschicht (Einfluss Wärmeübergangs-
koeffizient) abhängen, mit mathematischen Funktionen. Mathematische Funktionen können
direkt in der Software 𝑆𝑖𝑔𝑚𝑎𝑠𝑜𝑓𝑡 nicht vorgegeben werden und eine Schnittstelle zur Vorgabe
über externe Programme wird nicht zur Verfügung gestellt. Daher werden die Materialdaten
nur für eine feste, möglichst prozessnahe, hohe Abkühlrate bestimmt und in tabellarischer
Form eingegeben. Die Bestimmung erfolgt mithilfe der mathematischen Beschreibung der so-
genannten Meltfraction nach Karrenberg [Kar16, KBW16]. Diese beschreibt in Abhängigkeit
von der Temperatur den prozentualen Schmelzeanteil in einem Kontrollvolumen. Die Bestim-
mung des Schmelzeanteils und der daraus folgenden Eigenschaften erfolgt durch die Überla-
gerung von Feststoff und Schmelze mit dem Superpositionsprinzip. Der (beim Spritzgießen)
in einem charakteristischen Temperaturbereich kontinuierlich ablaufende Phasenwechsel von
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 59 Schmelze zum teilkristallinen Feststoff wird basierend auf dem hyperbolischen Tangens be-
schrieben. Mit der Wahl der dimensionslosen Faktoren werden die materialabhängigen Start-
und Endtemperaturen des Kristallisationstemperaturbereichs und der Verlauf des Phasen-
übergangs für die jeweilige Abkühlgeschwindigkeit wiedergegeben. Diese Daten sind durch
die Messung der Enthalpie mit unterschiedlichen Abkühlraten (kühlratenabhängige Verschie-
bungseffekte bzgl. Lage und Breite des Kristallisationstemperaturbereichs) bekannt bzw. kön-
nen anhand dessen zu höheren Abkühlraten extrapoliert werden. Mit einer Flash-DSC-Mes-
sung können die hohen Abkühlraten beim Spritzgießen (generell werden 100 − 500 𝐾/𝑚𝑖𝑛
[LB99] und an der Randschicht werden 3.000 𝐾/𝑠 in der Literatur erwähnt [Hae13, Bru06]), am
ehesten vorgegeben werden (Raten von 4.000 𝐾/𝑠 sind bei der Messung möglich [FS13,
SH12, Sch11, MP+11]). Voraussetzung der Messung der Enthalpie bei hohen Abkühlraten mit
dieser Methode ist eine maximale Einwaagemenge des zu untersuchenden Materials von we-
nigen Nanogramm. Bei einer so geringen Einwaagemenge ist der Einfluss der Anteile von
Füllstoff und Matrix sehr groß und da sich deren Anteile bei der aufwändigen Probenpräpara-
tion zufällig ergeben und sich sehr weit von den tatsächlichen befinden, wird auf diese Mess-
methode verzichtet. Stattdessen wird auf die materialspezifische, höchst mögliche Abkühlrate
bei der Standardmethode, bei der wenige Milligramm untersucht werden, zur Messung der
Enthalpie bzw. spezifischen Wärmekapazität zurückgegriffen (hier 60 𝐾/𝑚𝑖𝑛). Zur Einschät-
zung der Abkühlrateneffekte erfolgt die Messung auch bei geringeren Abkühlraten, welche
bspw. bei normgerechten Messungen genutzt werden [DIN13a, FS13, ERT03]. Wie Karren-
berg gezeigt hat, kann die Meltfraction auch bei der Beschreibung der rheologischen Eigen-
schaften über der Temperatur als Gewichtungsfunktion fungieren [Kar16, KBW16]. Wegen der
bereits beschriebenen Limitation der Software muss auch hierauf verzichtet werden. Vielmehr
erfolgt die Betrachtung der Einflüsse von Korrekturverfahren, welche gerade auch im Hinblick
auf das Vorliegen von Wandgleiten als ein möglicher Indikator von Fließanomalien, welche in
der Ausbildung von Schmelzestrahlen münden, relevant sind. Neben der Anwendung der Melt-
fraction zur Extrapolation des Phasenüberganges des spezifischen Volumens in Abhängigkeit
von Druck und Temperatur zu höheren als der bei der Messung möglichen Abkühlraten, wird
der Vergleich zwischen isobarer Labor- und isothermer Messung an der Spritzgießmaschine
vorgestellt. Weiter wird gezeigt, dass bei der Messung der Wärmeleitfähigkeit nicht nur die
Kühlrateneffekte relevant sind, sondern auch die Anisotropie, welche je nach Messverfahren
erfasst werden kann.

ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 60
4.1.1 Erfassung rheologischer Materialparameter mit dem Hochdruckkapillarrheometer und Messwertkorrekturen
Die Messung der Scherviskosität erfolgt mit dem Hochdruckkapillarrheometer (HKR)
𝑅ℎ𝑒𝑜𝑔𝑟𝑎𝑝ℎ 25 der Firma Göttfert Werkstoff-Prüfmaschinen GmbH. Die Bestimmung und Kor-
rektion von Fließkurven von (schmelze)flüssigen Stoffen bei stationärer Scherströmung mit
der Kapillarrheometrie ist in DIN 53014-1 und -2 geregelt [DIN94a, DIN94b]. Hierbei müssen
die Normen DIN 1342-1 bis 3 ebenfalls beachtet werden [DIN03a, DIN03b, DIN03c]. Zur Be-
stimmung der Temperaturabhängigkeit der Scherviskosität werden die Compounds bei den
Temperaturen 230, 240 und 250 °𝐶 im Kanal 1 mit 𝐷 = 15 𝑚𝑚 eingefüllt und für diese Tempe-
raturstufen mit einer Toleranz von 0,5 °𝐶 nach einer Wartezeit von 180 𝑠 die Schergeschwin-
digkeiten 10.000, 5.000, 2.500, 1.250, 625, 315 1/𝑠 nacheinander in der genannten Reihenfolge
durch Herunterfahren des Stempels mit jeweils konstanter Geschwindigkeit angefahren. Die
konstante Geschwindigkeit ist dabei abhängig von der eingesetzten Rundlochkapillare (𝐿/𝐷 =
0,2/1, 20/1 und 40/2) und wird über den Zusammenhang zwischen der oben genannten
scheinbaren Schergeschwindigkeit an der Wand der Rundlochkapillare (𝑟 = 𝑅 =
0,5 𝑏𝑧𝑤. 1 𝑚𝑚) für newtonsche Fluide ��𝑎𝑝,𝑤
und dem Volumenstrom �� ermittelt (Gl. 4.1) [OR15,
DIN94a, DIN94b].
��𝑎𝑝,𝑤
(𝑟 = 𝑅) =4��
𝜋𝑅3 Gl. 4.1
Als Messergebnis wird die Druckdifferenz zwischen dem gemessenen Druck vor der Rund-
lochkapillare und am Kapillarenende (Umgebungsdruck) für die genannte scheinbare Scher-
geschwindigkeit aufgezeichnet, sofern die Druckdifferenzunterschiede zwischen vorgegebe-
nen, geschwindigkeitsabhängigen Zeitpunkten unter 1% liegen. Daraus ergibt sich auch die
Messdauer für die Geschwindigkeitsstufen und der Zeitpunkt des Wechsels zur nächst niedri-
geren Geschwindigkeitsstufe. Eine Messung, bei der mit einer Kanalfüllung alle genannten
Geschwindigkeitsstufen angefahren werden können, dauert maximal zehn Minuten. Damit
wird die Zeit-Temperatur-Belastung des Materials so gering gehalten, dass diese keine Aus-
wirkung auf die Messwertaufnahme hat. Dies bestätigen die punktuell durchgeführten Mess-
punktwiederholungen am Ende der Messserie. Weiterhin kann kein Einfluss der Messhistorie
(mit ansteigender oder fallender Schergeschwindigkeit) ausgemacht werden. Jede Messung
wird mit einer neuen Kanalfüllung zweimal wiederholt. Aus den Mittelwerten der aufgezeich-
neten Druckdifferenzen ∆𝑝 multipliziert mit dem Kapillarenradius 𝑅 und dividiert durch das
Doppelte der Kapillarenlänge 𝐿 wird die scheinbare Schubspannung an der Kapillarenwand
𝜏𝑎𝑝,𝑤 unter Annahme einer konstanten Temperaturverteilung entlang der Kapillare (Scherer-
wärmung wird vernachlässigt) bestimmt [DIN94a]. Dies stellt die im Kanalquerschnitt maximal
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 61 auftretende Schubspannung für ein newtonsches Fluid dar, wobei genauso wie bei der Scher-
geschwindigkeit ein linearer Anstieg von der Kapillarenmitte (��𝑎𝑝,𝑚(𝑟 = 0) = 0, 𝜏𝑎𝑝,𝑚(𝑟 = 0) =
0) bis zum maximalen Betrag an der Wand angenommen wird [Fat06].
Um den durch die Querschnittsänderung von Kanal zu Kapillare (Einlauf) und Verbreiterung
von dort in die Umgebung (Auslauf) verursachten geometrieabhängigen Druckabfall zu be-
rücksichtigen, wird die Bagley-Korrektur angewendet [Reh02, DIN94b]. Bevor die Weißen-
berg-Rabinowitsch-Korrektur zur Berücksichtigung des strukturviskosen Charakters der Poly-
merschmelze Anwendung findet, wird mit der Mooney-Korrektur geprüft, ob Teile des Volu-
menstroms keine Scherdeformation erfahren (Wandgleiten) und falls ja ab welcher Wand-
schubspannung dieses Phänomen auftritt [Fat06, DIN94a]. Die korrigierten Messwerte dienen
zur Bestimmung der mathematischen Beschreibung des Zusammenhangs von Scherge-
schwindigkeit und Wandschubspannung mit dem Potenzgesetz nach Ostwald/deWaele:
𝜂 = 𝑚(𝑇) ∙ ��𝑛−1 Gl. 4.2
Die Parameter 𝑚 und 𝑛 bilden dabei die Materialkennwerte. Der Parameter 𝑚 ist der tempe-
raturabhängige Konsistenzfaktor und „entspricht der Viskosität bzw. der Schubspannung bei
der Schergeschwindigkeit �� = 1 1
𝑠 .“ [HKL11]. Der Parameter 𝑛 ist der Fließexponent, welcher
das strukturviskose Verhalten beschreibt [HKL11]. In der doppellogarithmischen Darstellung
der Viskosität (η = 𝜏𝑤/��𝑤 = 𝜏/��) über der Schergeschwindigkeit entspricht er der Steigung der
Viskositätskurve [Mic09].
Das Potenzgesetz nach Ostwald/deWaele ist die einfachste Beschreibung des strukturvisko-
sen Zusammenhangs von Polymeren und darf nicht für geringe Wandschubspannungen ge-
nutzt werden, da das üblicherweise vorliegende konstante, newtonsche „Nullplateau“ der Vis-
kositätsfunktion bei geringen Schergeschwindigkeiten nicht abgebildet werden kann [KS+12].
Da die Messungen jedoch möglichst für den bei der Formfüllung vorliegenden Schergeschwin-
digkeitsbereich durchgeführt werden (für ungefüllte Polymere werden 103 − 104 1/𝑠 in der Li-
teratur angegeben [OR15, BB+13]; bei gefüllten Polymeren ist wegen der Füllstoff-Füllstoff-
Interaktionen von höheren Werten auszugehen), unter dem hohe Wandschubspannungen re-
sultieren, ist dieses Plateau irrelevant und die Anwendung des Potenzgesetzes ausreichend.
Weiterhin kann mit steigendem Volumenanteil der Füllstoffe die Existenz dieses Plateaus oh-
nehin nicht nachgewiesen werden [Mue16] bzw. es kann bei geringen Schergeschwindigkei-
ten eine Fließbehinderung durch das Füllstoffnetzwerk auftreten (Bingham-Fluid beschreibbar
mit dem Herschel-Bulkley-Modell [Mic09]) [Koh16, Mar08].
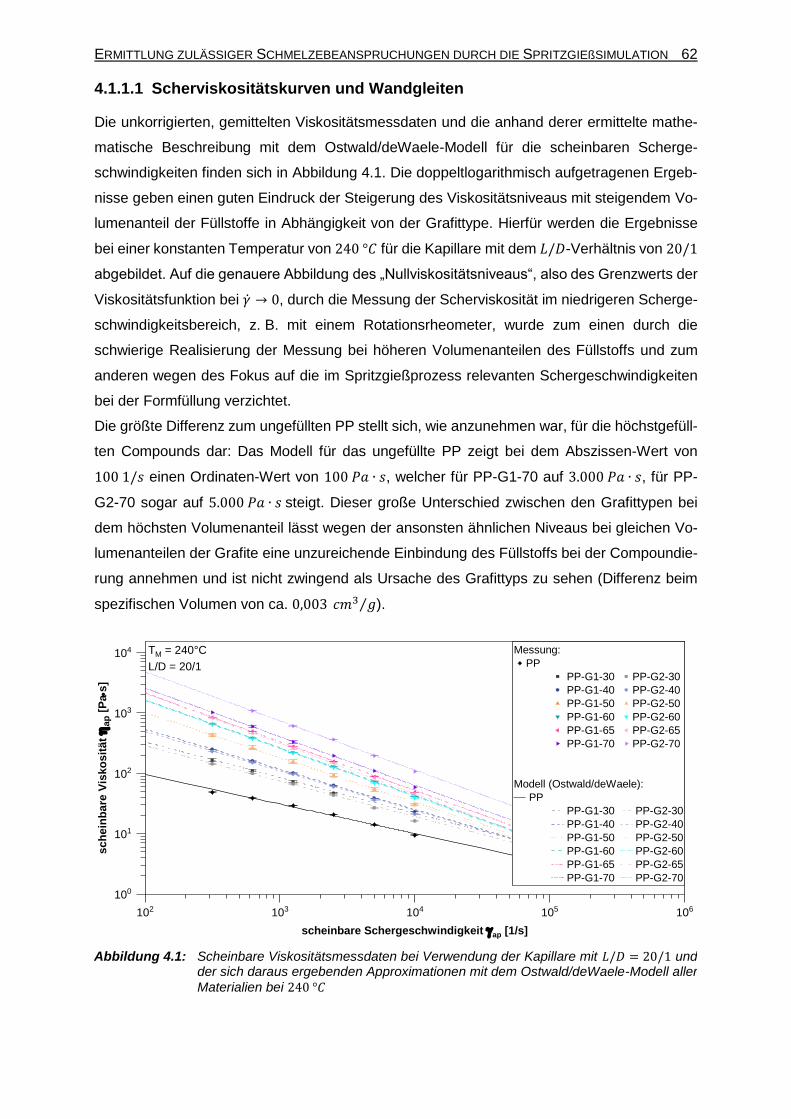
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 62
4.1.1.1 Scherviskositätskurven und Wandgleiten
Die unkorrigierten, gemittelten Viskositätsmessdaten und die anhand derer ermittelte mathe-
matische Beschreibung mit dem Ostwald/deWaele-Modell für die scheinbaren Scherge-
schwindigkeiten finden sich in Abbildung 4.1. Die doppeltlogarithmisch aufgetragenen Ergeb-
nisse geben einen guten Eindruck der Steigerung des Viskositätsniveaus mit steigendem Vo-
lumenanteil der Füllstoffe in Abhängigkeit von der Grafittype. Hierfür werden die Ergebnisse
bei einer konstanten Temperatur von 240 °𝐶 für die Kapillare mit dem 𝐿/𝐷-Verhältnis von 20/1
abgebildet. Auf die genauere Abbildung des „Nullviskositätsniveaus“, also des Grenzwerts der
Viskositätsfunktion bei �� → 0, durch die Messung der Scherviskosität im niedrigeren Scherge-
schwindigkeitsbereich, z. B. mit einem Rotationsrheometer, wurde zum einen durch die
schwierige Realisierung der Messung bei höheren Volumenanteilen des Füllstoffs und zum
anderen wegen des Fokus auf die im Spritzgießprozess relevanten Schergeschwindigkeiten
bei der Formfüllung verzichtet.
Die größte Differenz zum ungefüllten PP stellt sich, wie anzunehmen war, für die höchstgefüll-
ten Compounds dar: Das Modell für das ungefüllte PP zeigt bei dem Abszissen-Wert von
100 1/𝑠 einen Ordinaten-Wert von 100 𝑃𝑎 ∙ 𝑠, welcher für PP-G1-70 auf 3.000 𝑃𝑎 ∙ 𝑠, für PP-
G2-70 sogar auf 5.000 𝑃𝑎 ∙ 𝑠 steigt. Dieser große Unterschied zwischen den Grafittypen bei
dem höchsten Volumenanteil lässt wegen der ansonsten ähnlichen Niveaus bei gleichen Vo-
lumenanteilen der Grafite eine unzureichende Einbindung des Füllstoffs bei der Compoundie-
rung annehmen und ist nicht zwingend als Ursache des Grafittyps zu sehen (Differenz beim
spezifischen Volumen von ca. 0,003 𝑐𝑚3 𝑔⁄ ).
Abbildung 4.1: Scheinbare Viskositätsmessdaten bei Verwendung der Kapillare mit 𝐿/𝐷 = 20/1 und der sich daraus ergebenden Approximationen mit dem Ostwald/deWaele-Modell aller
Materialien bei 240 °𝐶
102 103 104 105 106
100
101
102
103
104 Messung:
PP
PP-G1-30 PP-G2-30
PP-G1-40 PP-G2-40
PP-G1-50 PP-G2-50
PP-G1-60 PP-G2-60
PP-G1-65 PP-G2-65
PP-G1-70 PP-G2-70
Modell (Ostwald/deWaele):
PP
PP-G1-30 PP-G2-30
PP-G1-40 PP-G2-40
PP-G1-50 PP-G2-50
PP-G1-60 PP-G2-60
PP-G1-65 PP-G2-65
PP-G1-70 PP-G2-70
TM = 240°C
L/D = 20/1
sch
ein
bare
Vis
ko
sit
ät
hap [
Pa
s]
scheinbare Schergeschwindigkeit gap [1/s]
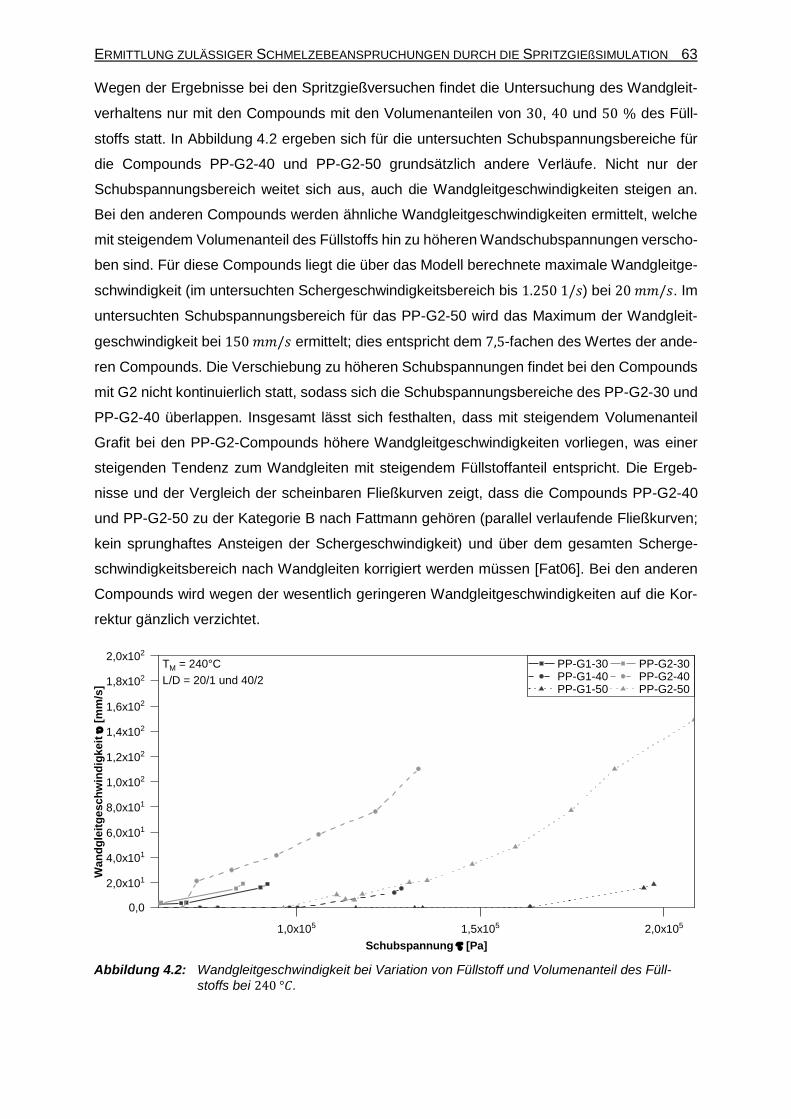
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 63 Wegen der Ergebnisse bei den Spritzgießversuchen findet die Untersuchung des Wandgleit-
verhaltens nur mit den Compounds mit den Volumenanteilen von 30, 40 und 50 % des Füll-
stoffs statt. In Abbildung 4.2 ergeben sich für die untersuchten Schubspannungsbereiche für
die Compounds PP-G2-40 und PP-G2-50 grundsätzlich andere Verläufe. Nicht nur der
Schubspannungsbereich weitet sich aus, auch die Wandgleitgeschwindigkeiten steigen an.
Bei den anderen Compounds werden ähnliche Wandgleitgeschwindigkeiten ermittelt, welche
mit steigendem Volumenanteil des Füllstoffs hin zu höheren Wandschubspannungen verscho-
ben sind. Für diese Compounds liegt die über das Modell berechnete maximale Wandgleitge-
schwindigkeit (im untersuchten Schergeschwindigkeitsbereich bis 1.250 1/𝑠) bei 20 𝑚𝑚/𝑠. Im
untersuchten Schubspannungsbereich für das PP-G2-50 wird das Maximum der Wandgleit-
geschwindigkeit bei 150 𝑚𝑚/𝑠 ermittelt; dies entspricht dem 7,5-fachen des Wertes der ande-
ren Compounds. Die Verschiebung zu höheren Schubspannungen findet bei den Compounds
mit G2 nicht kontinuierlich statt, sodass sich die Schubspannungsbereiche des PP-G2-30 und
PP-G2-40 überlappen. Insgesamt lässt sich festhalten, dass mit steigendem Volumenanteil
Grafit bei den PP-G2-Compounds höhere Wandgleitgeschwindigkeiten vorliegen, was einer
steigenden Tendenz zum Wandgleiten mit steigendem Füllstoffanteil entspricht. Die Ergeb-
nisse und der Vergleich der scheinbaren Fließkurven zeigt, dass die Compounds PP-G2-40
und PP-G2-50 zu der Kategorie B nach Fattmann gehören (parallel verlaufende Fließkurven;
kein sprunghaftes Ansteigen der Schergeschwindigkeit) und über dem gesamten Scherge-
schwindigkeitsbereich nach Wandgleiten korrigiert werden müssen [Fat06]. Bei den anderen
Compounds wird wegen der wesentlich geringeren Wandgleitgeschwindigkeiten auf die Kor-
rektur gänzlich verzichtet.
Abbildung 4.2: Wandgleitgeschwindigkeit bei Variation von Füllstoff und Volumenanteil des Füll-
stoffs bei 240 °𝐶.
1,0x105 1,5x105 2,0x105
0,0
2,0x101
4,0x101
6,0x101
8,0x101
1,0x102
1,2x102
1,4x102
1,6x102
1,8x102
2,0x102
TM = 240°C
L/D = 20/1 und 40/2
Wan
dg
leit
gesch
win
dig
keit
u [
mm
/s]
Schubspannung t [Pa]
PP-G1-30 PP-G2-30 PP-G1-40 PP-G2-40 PP-G1-50 PP-G2-50
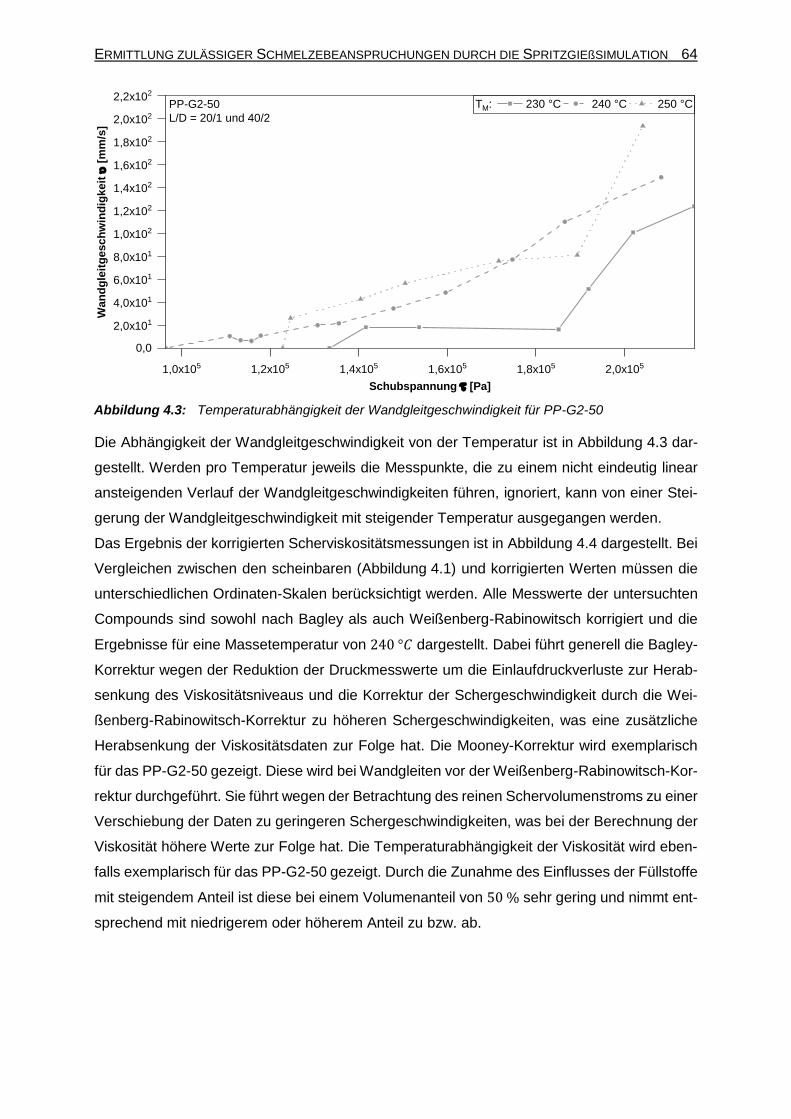
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 64
Abbildung 4.3: Temperaturabhängigkeit der Wandgleitgeschwindigkeit für PP-G2-50
Die Abhängigkeit der Wandgleitgeschwindigkeit von der Temperatur ist in Abbildung 4.3 dar-
gestellt. Werden pro Temperatur jeweils die Messpunkte, die zu einem nicht eindeutig linear
ansteigenden Verlauf der Wandgleitgeschwindigkeiten führen, ignoriert, kann von einer Stei-
gerung der Wandgleitgeschwindigkeit mit steigender Temperatur ausgegangen werden.
Das Ergebnis der korrigierten Scherviskositätsmessungen ist in Abbildung 4.4 dargestellt. Bei
Vergleichen zwischen den scheinbaren (Abbildung 4.1) und korrigierten Werten müssen die
unterschiedlichen Ordinaten-Skalen berücksichtigt werden. Alle Messwerte der untersuchten
Compounds sind sowohl nach Bagley als auch Weißenberg-Rabinowitsch korrigiert und die
Ergebnisse für eine Massetemperatur von 240 °𝐶 dargestellt. Dabei führt generell die Bagley-
Korrektur wegen der Reduktion der Druckmesswerte um die Einlaufdruckverluste zur Herab-
senkung des Viskositätsniveaus und die Korrektur der Schergeschwindigkeit durch die Wei-
ßenberg-Rabinowitsch-Korrektur zu höheren Schergeschwindigkeiten, was eine zusätzliche
Herabsenkung der Viskositätsdaten zur Folge hat. Die Mooney-Korrektur wird exemplarisch
für das PP-G2-50 gezeigt. Diese wird bei Wandgleiten vor der Weißenberg-Rabinowitsch-Kor-
rektur durchgeführt. Sie führt wegen der Betrachtung des reinen Schervolumenstroms zu einer
Verschiebung der Daten zu geringeren Schergeschwindigkeiten, was bei der Berechnung der
Viskosität höhere Werte zur Folge hat. Die Temperaturabhängigkeit der Viskosität wird eben-
falls exemplarisch für das PP-G2-50 gezeigt. Durch die Zunahme des Einflusses der Füllstoffe
mit steigendem Anteil ist diese bei einem Volumenanteil von 50 % sehr gering und nimmt ent-
sprechend mit niedrigerem oder höherem Anteil zu bzw. ab.
1,0x105 1,2x105 1,4x105 1,6x105 1,8x105 2,0x105
0,0
2,0x101
4,0x101
6,0x101
8,0x101
1,0x102
1,2x102
1,4x102
1,6x102
1,8x102
2,0x102
2,2x102
PP-G2-50
L/D = 20/1 und 40/2
Wan
dg
leit
gesch
win
dig
keit
u [
mm
/s]
Schubspannung t [Pa]
TM: 230 °C 240 °C 250 °C
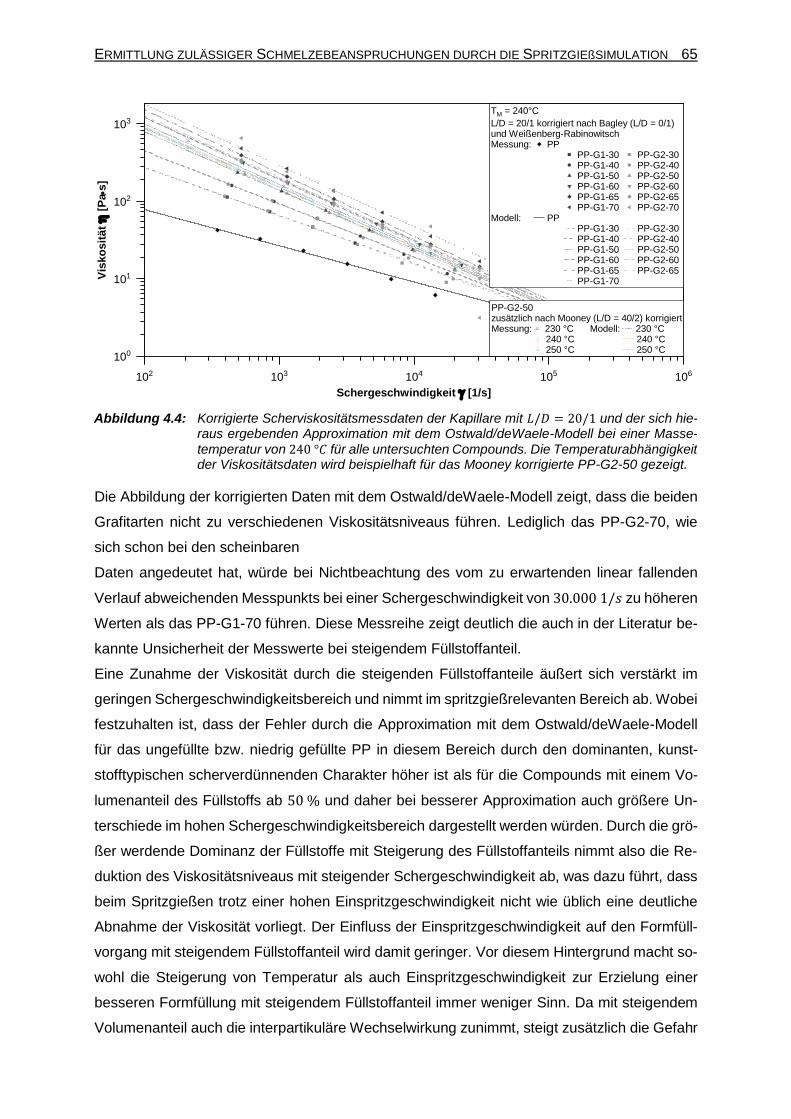
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 65
Die Abbildung der korrigierten Daten mit dem Ostwald/deWaele-Modell zeigt, dass die beiden
Grafitarten nicht zu verschiedenen Viskositätsniveaus führen. Lediglich das PP-G2-70, wie
sich schon bei den scheinbaren
Daten angedeutet hat, würde bei Nichtbeachtung des vom zu erwartenden linear fallenden
Verlauf abweichenden Messpunkts bei einer Schergeschwindigkeit von 30.000 1/𝑠 zu höheren
Werten als das PP-G1-70 führen. Diese Messreihe zeigt deutlich die auch in der Literatur be-
kannte Unsicherheit der Messwerte bei steigendem Füllstoffanteil.
Eine Zunahme der Viskosität durch die steigenden Füllstoffanteile äußert sich verstärkt im
geringen Schergeschwindigkeitsbereich und nimmt im spritzgießrelevanten Bereich ab. Wobei
festzuhalten ist, dass der Fehler durch die Approximation mit dem Ostwald/deWaele-Modell
für das ungefüllte bzw. niedrig gefüllte PP in diesem Bereich durch den dominanten, kunst-
stofftypischen scherverdünnenden Charakter höher ist als für die Compounds mit einem Vo-
lumenanteil des Füllstoffs ab 50 % und daher bei besserer Approximation auch größere Un-
terschiede im hohen Schergeschwindigkeitsbereich dargestellt werden würden. Durch die grö-
ßer werdende Dominanz der Füllstoffe mit Steigerung des Füllstoffanteils nimmt also die Re-
duktion des Viskositätsniveaus mit steigender Schergeschwindigkeit ab, was dazu führt, dass
beim Spritzgießen trotz einer hohen Einspritzgeschwindigkeit nicht wie üblich eine deutliche
Abnahme der Viskosität vorliegt. Der Einfluss der Einspritzgeschwindigkeit auf den Formfüll-
vorgang mit steigendem Füllstoffanteil wird damit geringer. Vor diesem Hintergrund macht so-
wohl die Steigerung von Temperatur als auch Einspritzgeschwindigkeit zur Erzielung einer
besseren Formfüllung mit steigendem Füllstoffanteil immer weniger Sinn. Da mit steigendem
Volumenanteil auch die interpartikuläre Wechselwirkung zunimmt, steigt zusätzlich die Gefahr
Abbildung 4.4: Korrigierte Scherviskositätsmessdaten der Kapillare mit 𝐿/𝐷 = 20/1 und der sich hie-raus ergebenden Approximation mit dem Ostwald/deWaele-Modell bei einer Masse-
temperatur von 240 °𝐶 für alle untersuchten Compounds. Die Temperaturabhängigkeit der Viskositätsdaten wird beispielhaft für das Mooney korrigierte PP-G2-50 gezeigt.
102 103 104 105 106
100
101
102
103
PP-G2-50 zusätzlich nach Mooney (L/D = 40/2) korrigiertMessung: 230 °C Modell: 230 °C 240 °C 240 °C 250 °C 250 °C
TM = 240°C
L/D = 20/1 korrigiert nach Bagley (L/D = 0/1) und Weißenberg-RabinowitschMessung: PP PP-G1-30 PP-G2-30 PP-G1-40 PP-G2-40 PP-G1-50 PP-G2-50 PP-G1-60 PP-G2-60 PP-G1-65 PP-G2-65 PP-G1-70 PP-G2-70Modell: PP PP-G1-30 PP-G2-30 PP-G1-40 PP-G2-40 PP-G1-50 PP-G2-50 PP-G1-60 PP-G2-60 PP-G1-65 PP-G2-65 PP-G1-70
Vis
ko
sit
ät
h [
Pa
s]
Schergeschwindigkeit g [1/s]
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 66 der Materialschädigung durch eine thermo-mechanische Überbeanspruchung. Es ist offen-
sichtlich, dass eine homogene Formfüllung als Grundlage eines stabilen Spritzgießprozesses
unter einer derart unkontrollierbaren Materialschädigung nicht erzielbar wäre.
4.1.1.2 Überprüfung der Messbedingungen durch die numerische Simulation
Die erwähnte interpartikuläre Wechselwirkung zur Überprüfung der maximalen thermo-mecha-
nischen Beanspruchung im Material wird mit der Spritzgießsimulationssoftware 𝑆𝑖𝑔𝑚𝑎𝑠𝑜𝑓𝑡 der
SIGMA Engineering GmbH nicht betrachtet, da das Material aus makromechanischer Sicht
untersucht wird. Es erfolgt jedoch die Analyse der Beanspruchung des Materials im Verlauf
der Messung. Der Fokus der Simulation der Viskositätsmessung am HKR liegt auf der Über-
prüfung der Bedingungen (Schergeschwindigkeit, konstante Temperatur vs. Schererwär-
mung). Ein Vergleich zwischen dem Viskositätsmodell mit der Bagley und Weißenberg-Rabi-
nowitsch-Korrektur oder zusätzlich mit Berücksichtigung der Wandgleiteffekte (Mooney-Kor-
rektur) für das PP-G2-50 zeigt die Auswirkung auf das Material und gibt damit gleichzeitig
Aufschluss über eine Veränderung des Viskositätsniveaus bspw. infolge einer Anhebung des
Füllstoffanteils.
Für die Simulationen ist die Kanalgeometrie des HKR adaptiert zu betrachten, um die Spritz-
gießsimulation für dieses Messverfahren nutzen zu können und die Rechenzeit einzugrenzen.
Der Kanal ist als verkürzter Zylinder mit 𝑑 = 15 𝑚𝑚 und 𝑙 = 50 𝑚𝑚 als Anguss definiert. Die
Düse ist als Zylinder mit 𝑑 = 1 𝑚𝑚 und 𝑙 = 20 𝑚𝑚 als Einlass in die Kavität definiert. Hier ist
die Kavität ein Zylinder mit 𝑑 = 40 𝑚𝑚 und 𝑙 = 240 𝑚𝑚 und stellt den Übergang der
Schmelze aus dem HKR in die Umgebung dar. Durch die Definition als Kavität werden Einwir-
kungen durch Gravitation und Wärmeaustausch mit der Luft nicht betrachtet. Ein Quader als
Werkzeug mit Temperierung ist hier nicht wie üblich um die Kavität, sondern um Kanal und
Düse konstruiert, um die Messtemperatur von 𝑇𝑀 = 240 °𝐶 vorgeben zu können. Die in der
Messung vorgegebenen und durch die Stempelgeschwindigkeit erreichten Schergeschwindig-
keiten aus der Messung von ��1;2;3 = 315; 625; 1.250 1/𝑠 werden mit dem jeweils konstanten
(Einspritz-) Volumenstrom von ��1,2,3 = 0,031; 0,061; 0,123 𝑐𝑚3/𝑠 in der Simulation gleichge-
setzt. Die Messtemperaturen werden als Startbedingungen sowohl für die Schmelze als auch
die Temperiermitteltemperatur vorgegeben. In Abbildung 4.5 ist für die drei untersuchten
Schergeschwindigkeiten bei der vorgegebenen Temperatur von 240 °𝐶 die Temperaturzu-
nahme entlang des Fließweges in der Mitte der Rundlochkapillare (Rotationsachse) mit und
ohne Berücksichtigung der Wandgleiteffekte (Mooney-Korrektur) bei der Korrektur der Mess-
ergebnisse dargestellt. Bei der Viskositätsmessung ist also eine Massetemperaturzunahme
von mindestens 1,6 °𝐶 bis 3 °𝐶 zu erwarten; an der Düsenwand und mit höheren Scherge-
schwindigkeiten ist von wesentlich höheren Werten auszugehen. Die Annahme konstanter
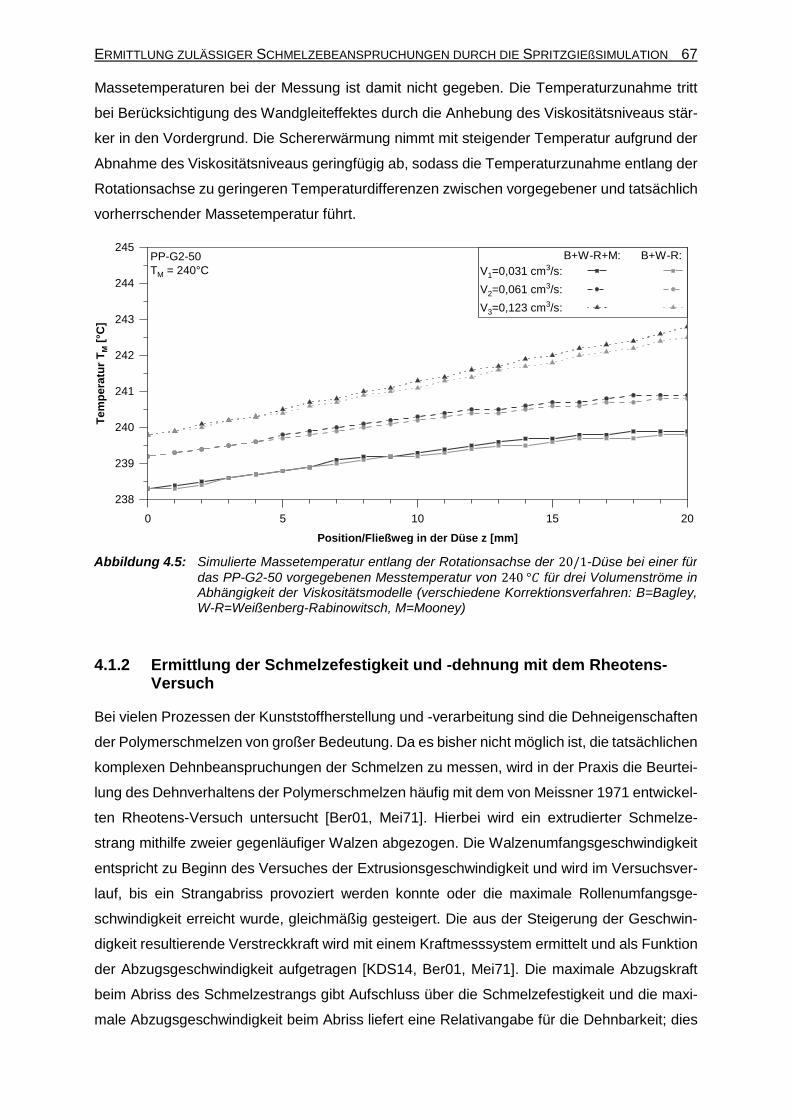
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 67 Massetemperaturen bei der Messung ist damit nicht gegeben. Die Temperaturzunahme tritt
bei Berücksichtigung des Wandgleiteffektes durch die Anhebung des Viskositätsniveaus stär-
ker in den Vordergrund. Die Schererwärmung nimmt mit steigender Temperatur aufgrund der
Abnahme des Viskositätsniveaus geringfügig ab, sodass die Temperaturzunahme entlang der
Rotationsachse zu geringeren Temperaturdifferenzen zwischen vorgegebener und tatsächlich
vorherrschender Massetemperatur führt.
Abbildung 4.5: Simulierte Massetemperatur entlang der Rotationsachse der 20/1-Düse bei einer für
das PP-G2-50 vorgegebenen Messtemperatur von 240 °𝐶 für drei Volumenströme in Abhängigkeit der Viskositätsmodelle (verschiedene Korrektionsverfahren: B=Bagley, W-R=Weißenberg-Rabinowitsch, M=Mooney)
4.1.2 Ermittlung der Schmelzefestigkeit und -dehnung mit dem Rheotens-Versuch
Bei vielen Prozessen der Kunststoffherstellung und -verarbeitung sind die Dehneigenschaften
der Polymerschmelzen von großer Bedeutung. Da es bisher nicht möglich ist, die tatsächlichen
komplexen Dehnbeanspruchungen der Schmelzen zu messen, wird in der Praxis die Beurtei-
lung des Dehnverhaltens der Polymerschmelzen häufig mit dem von Meissner 1971 entwickel-
ten Rheotens-Versuch untersucht [Ber01, Mei71]. Hierbei wird ein extrudierter Schmelze-
strang mithilfe zweier gegenläufiger Walzen abgezogen. Die Walzenumfangsgeschwindigkeit
entspricht zu Beginn des Versuches der Extrusionsgeschwindigkeit und wird im Versuchsver-
lauf, bis ein Strangabriss provoziert werden konnte oder die maximale Rollenumfangsge-
schwindigkeit erreicht wurde, gleichmäßig gesteigert. Die aus der Steigerung der Geschwin-
digkeit resultierende Verstreckkraft wird mit einem Kraftmesssystem ermittelt und als Funktion
der Abzugsgeschwindigkeit aufgetragen [KDS14, Ber01, Mei71]. Die maximale Abzugskraft
beim Abriss des Schmelzestrangs gibt Aufschluss über die Schmelzefestigkeit und die maxi-
male Abzugsgeschwindigkeit beim Abriss liefert eine Relativangabe für die Dehnbarkeit; dies
0 5 10 15 20
238
239
240
241
242
243
244
245 B+W-R+M: B+W-R:
V1=0,031 cm3/s:
V2=0,061 cm3/s:
V3=0,123 cm3/s:
PP-G2-50
TM = 240°C
Tem
pera
tur
TM
[°C
]
Position/Fließweg in der Düse z [mm]
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 68 ist beispielhalft in Abbildung 4.6 gezeigt. Da die Längenänderung der Probe nicht erfasst wird
bzw. wegen der Messung im schmelzeflüssigen Bereich nicht erfasst werden kann, kann so-
wohl die bei Zugversuchen üblicherweise angegebene technische Dehnung (Cauchy-Deh-
nung) als auch Bruchdehnung, die durch die Relation der Verlängerung der Zugprobe nach
dem Bruch zur Anfangsmesslänge ermittelt wird, nicht angegeben werden. Bei der weiteren
Verwendung des Begriffs Dehnung ist stattdessen immer der Rückschluss auf diese über die
Integration der Dehngeschwindigkeit gemeint. So bedeutet eine steigende, vorgegebene Rol-
lengeschwindigkeit auch eine Erhöhung der Dehngeschwindigkeit. Daraus resultiert eben
auch eine Zunahme der Längenänderung (Dehnung). Bei höherer Abzugsgeschwindigkeit tritt
häufig eine hydrodynamische Instabilität auf, die sogenannte Abzugsresonanz, die sich in ei-
nem Oszillieren des Kraftverlaufes im höheren Abzugsgeschwindigkeitsbereich äußert
[KDS14, Ber01, Mei71].
Für eine bessere Vergleichbarkeit der Dehngeschwindigkeiten wird statt der vorgegebenen,
absoluten Rollengeschwindigkeit auf das Abzugsgeschwindigkeitsverhältnis13 𝑉 zurückgegrif-
fen.
Im Versuchslabor der Göttfert Werkstoffprüfmaschinen GmbH erfolgt die Untersuchung der
Dehneigenschaften der Materialien mit den Volumenanteilen von 30 % bis 60 % Grafit bei
250 °𝐶 maximaler, eingestellter Zylindertemperatur. Diese wird an dem letzten Heizband der
Schmelzequelle, Extruder 𝑋 − 𝑡𝑟𝑢𝑑𝑒 300 der GÖTTFERT Werkstoff-Prüfmaschinen GmbH
(𝐷 = 1 𝑍𝑜𝑙𝑙, 𝐿 = 2𝐷), vorgegeben. Die Schneckendrehzahl der Drei-Zonen-Schnecke wird auf
7 1/𝑚𝑖𝑛 eingestellt. 100 𝑚𝑚 hinter der Rundlochkapillare (𝐿 = 30 𝑚𝑚, 𝐷 = 2 𝑚𝑚) befindet
sich das Rheotens-Gerät 71.97, der GÖTTFERT Werkstoff- Prüfmaschinen GmbH. Nach Ver-
suchsbeginn werden die Standardtandemwalzenpaare, welche einen Abstand von 0,4 𝑚𝑚 zu-
einander haben und durch Ethanol getränkte aufliegende Pakete gekühlt werden, mit 6 𝑚𝑚/𝑠2
linear beschleunigt. Bei allen Compounds wird der Versuch achtmal durchgeführt und im Er-
gebnis die mittlere notwendige Abzugskraft ermittelt, welche in Abbildung 4.6 in Abhängigkeit
vom Abzugsgeschwindigkeitsverhältnis dargestellt ist.
13 Abzugsgeschwindigkeit 𝑣 im Verhältnis zur Abzugsgeschwindigkeit beim Versuchsstart 𝑣𝑠 (=Extrusi-
onsgeschwindigkeit)

ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 69
Für die Materialien PP-G1-30, PP-G2-30 und PP-G2-40 kann der für Kunststoffe typische Ver-
lauf mit der Annäherung der Abzugskraft an einen Plateauwert abgebildet werden. Da mit stei-
gendem Füllstoffanteil die Abzugskraft im Vergleich zum Abzugsgeschwindigkeitsverhältnis
stärker steigt, nimmt auch die Steigung der Funktionen immer mehr zu (Versprödung
[Sch07a]). Das maximale Abzugsgeschwindigkeitsverhältnis 𝑉 sinkt. D. h. für eine gewisse
Dehnung muss zwar eine höhere Kraft aufgewendet werden, die ertragbare Dehnung sinkt
jedoch mit steigendem Füllstoffanteil erheblich. Auch bei anderen gefüllten Materialien wird
über die Messungen der Dehnviskosität mit dem Dehnrheometer nach Münstedt und mit dem
Rotationsrheometer die Abnahme der elastischen Dehnung mit steigendem Füllstoffanteil be-
schrieben [Mue16, HV07]. Dies ist das Resultat aus der Abnahme der Adhäsion zwischen
Füllstoff und Matrix durch das sinkende Verhältnis von Polymervolumen und der damit erzeug-
baren -oberfläche. Die Unterschiede zwischen den Compounds gleicher Füllstoffanteile aber
verschiedenen Grafittypen sind deutlich erkennbar, aber die Tendenz nicht eindeutig. So dif-
ferieren die Messergebnisse erst stärker mit steigendem Volumenanteil an Füllstoffen, bis sie
sich mit weiter steigendem Füllstoffanteil wieder angleichen. Diese uneindeutige Tendenz ist
darin begründet, dass sich die Schmelzefestigkeit der Compounds mit dem synthetischen Gra-
fit (G2) mit einem Volumenanteil von 60 % sprunghaft ändert. So sinkt die Abzugskraft mit
steigendem Füllstoffanteil erst marginal bei rapider Abnahme des maximalen Abzugsge-
schwindigkeitsverhältnisses, bis es zu einem Strangabriss ohne Krafteinwirkung beim PP-G2-
50 kommt (eine Messung ist unmöglich), um dann wieder bei einem Volumenanteil von 60 %
G2 auf mehr als das fünffache der Schmelzefestigkeit des PP-G2-40 anzusteigen.
Abbildung 4.6: Rheotens-Kurven für die Compounds mit 30 % bis 60 % Volumenanteil des Grafits. Für PP-G2-30 sind die Dehnbarkeit der Schmelze (max. Abszisse) und Schmelzefes-tigkeit (max. Ordinate) beispielhaft eingezeichnet.
1 2 3 4 5 6 7 8 9 10 11
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
TZyl = 250°C
Ab
zu
gs
kra
ft F
[N
]
Abzugsgeschwindigkeitsverhältnis V [-]
PP-G1-30 PP-G2-30 PP-G1-40 PP-G2-40 PP-G1-50 PP-G1-60 PP-G2-60
Sc
hh
me
lze-
fes
tig
ke
it
1 2 3 4 5 6 7 8 9 10 11
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
TZyl = 250°C
Ab
zu
gskra
ft F
[N
]
Abzugsgeschwindigkeitsverhältnis V [-]
PP-G1-30 PP-G2-30 PP-G1-40 PP-G2-40 PP-G1-50 PP-G1-60 PP-G2-60
1 2 3 4 5 6 7 8 9 10 11
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
TZyl = 250°C
Ab
zu
gs
kra
ft F
[N
]
Abzugsgeschwindigkeitsverhältnis V [-]
PP-G1-30 PP-G2-30 PP-G1-40 PP-G2-40 PP-G1-50 PP-G1-60 PP-G2-60
Sc
hh
me
lze-
fes
tigk
eit
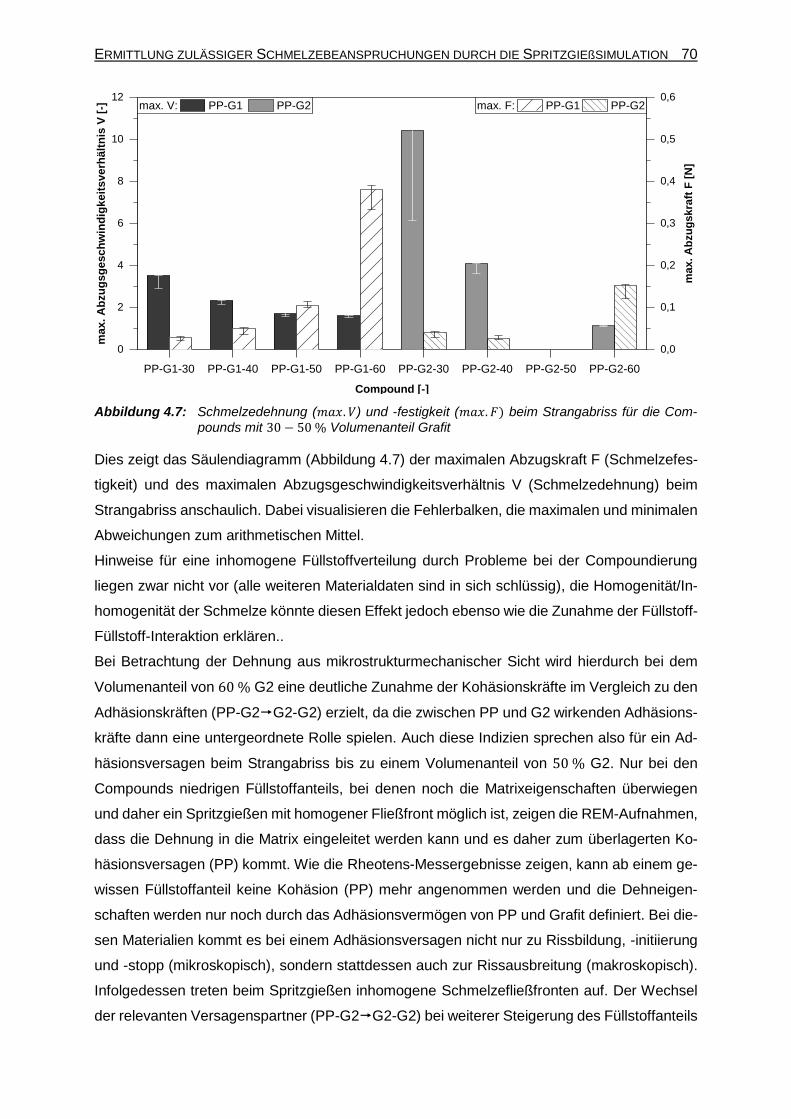
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 70
Dies zeigt das Säulendiagramm (Abbildung 4.7) der maximalen Abzugskraft F (Schmelzefes-
tigkeit) und des maximalen Abzugsgeschwindigkeitsverhältnis V (Schmelzedehnung) beim
Strangabriss anschaulich. Dabei visualisieren die Fehlerbalken, die maximalen und minimalen
Abweichungen zum arithmetischen Mittel.
Hinweise für eine inhomogene Füllstoffverteilung durch Probleme bei der Compoundierung
liegen zwar nicht vor (alle weiteren Materialdaten sind in sich schlüssig), die Homogenität/In-
homogenität der Schmelze könnte diesen Effekt jedoch ebenso wie die Zunahme der Füllstoff-
Füllstoff-Interaktion erklären..
Bei Betrachtung der Dehnung aus mikrostrukturmechanischer Sicht wird hierdurch bei dem
Volumenanteil von 60 % G2 eine deutliche Zunahme der Kohäsionskräfte im Vergleich zu den
Adhäsionskräften (PP-G2G2-G2) erzielt, da die zwischen PP und G2 wirkenden Adhäsions-
kräfte dann eine untergeordnete Rolle spielen. Auch diese Indizien sprechen also für ein Ad-
häsionsversagen beim Strangabriss bis zu einem Volumenanteil von 50 % G2. Nur bei den
Compounds niedrigen Füllstoffanteils, bei denen noch die Matrixeigenschaften überwiegen
und daher ein Spritzgießen mit homogener Fließfront möglich ist, zeigen die REM-Aufnahmen,
dass die Dehnung in die Matrix eingeleitet werden kann und es daher zum überlagerten Ko-
häsionsversagen (PP) kommt. Wie die Rheotens-Messergebnisse zeigen, kann ab einem ge-
wissen Füllstoffanteil keine Kohäsion (PP) mehr angenommen werden und die Dehneigen-
schaften werden nur noch durch das Adhäsionsvermögen von PP und Grafit definiert. Bei die-
sen Materialien kommt es bei einem Adhäsionsversagen nicht nur zu Rissbildung, -initiierung
und -stopp (mikroskopisch), sondern stattdessen auch zur Rissausbreitung (makroskopisch).
Infolgedessen treten beim Spritzgießen inhomogene Schmelzefließfronten auf. Der Wechsel
der relevanten Versagenspartner (PP-G2G2-G2) bei weiterer Steigerung des Füllstoffanteils
Abbildung 4.7: Schmelzedehnung (𝑚𝑎𝑥. 𝑉) und -festigkeit (𝑚𝑎𝑥. 𝐹) beim Strangabriss für die Com-
pounds mit 30 − 50 % Volumenanteil Grafit
PP-G1-30 PP-G1-40 PP-G1-50 PP-G1-60 PP-G2-30 PP-G2-40 PP-G2-50 PP-G2-60
0
2
4
6
8
10
12m
ax.
Ab
zu
gsg
esch
win
dig
keit
sverh
ält
nis
V [
-] max. V: PP-G1 PP-G2
Compound [-]
0,0
0,1
0,2
0,3
0,4
0,5
0,6
ma
x.
Ab
zu
gs
kra
ft F
[N
]
max. F: PP-G1 PP-G2
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 71 ist im Hinblick auf die Einstellung einer homogenen Schmelzefließfront nicht weiter zu betrach-
ten.
Die REM-Bilder haben gezeigt, dass die G1 Partikel (hohe Oberflächenspannung) schlechter
mit PP benetzt werden können. Dies ist auf die Füllstoffmorphologie (dünne Partikel mit glatter
Oberfläche) zurückzuführen. Hieraus resultiert eine geringe Grenzflächenenergie zwischen
G1 und der Matrix. Zusätzlich wirken sich die geringeren Partikeldimensionen in einer größe-
ren Packungsdichte mit geringerem Grafitpartikelabstand aus. Dies erschwert darüber hinaus
die Benetzung des G1 mit PP. Als Resultat sind die Adhäsionskräfte zwischen PP und G1 bei
gleichem Volumenanteil an Füllstoffen geringer als bei PP und G2. Zusätzlich kann durch die
geringere PP-Schichtdicke (geringere Kohäsionskraft), der größeren Packungsdichte und Füll-
stoffmorphologie (dünne, scharfe Kanten als kleine Werkzeuge: große Kerbwirkung und starke
Dehnungsüberhöhung in der Matrix) der Schmelzestrang der PP-G1-Compounds von vorne-
herein weniger gedehnt werden als die PP-G2-Compounds; es kommt folglich eher zum
Schmelzestrangabriss. Der beschriebene Zusammenhang kann auf die zur Hohlraumbildung
(Rissbildung) an Teilchen erforderlichen kritischen Dehnung 𝜀𝑐 aus der technischen Bruchme-
chanik [BP93] in Gl. 4.3 zurückgeführt werden.
𝜀𝑐 =𝜆
𝑑[2(1 − 𝜈)𝛾/𝜋𝐺𝑑]1/2 Gl. 4.3
𝜆 Teilchenabstand
𝑑 Teilchendurchmesser
𝐺 Gleitmodul
𝜈 Poisson´sche Konstante
𝛾 Oberflächenenergie zwischen Teilchen und Matrix
Aus diesem Zusammenhang folgt eben eine geringere kritische Dehnung zur Hohlraumbildung
bzw., übertragen auf die Rheotens-Messung, eine geringere Dehnung bis zum Schmelze-
strangabriss beim G1 wegen der geringeren, eher überwundenen Adhäsionskräfte. Die ge-
messene Schmelzedehnung liegt daher bereits bei einem Volumenanteil von 30 % G1 näher
an der Dehnbarkeit der in Fließrichtung ausgerichteten G1 Partikel bzw. deren Vermögen sich
im Verbund zu längen (Abgleiten, Kohäsion). Der Abfall der Schmelzedehnung mit steigendem
Füllstoffanteil ist daher geringer und eine Zunahme der Füllstoff-Füllstoff-Interaktion wird nicht
so deutlich wie beim G2 aufgedeckt. Der marginale Unterschied des gemessenen maximalen
Abzugsgeschwindigkeitsverhältnisses und der sprunghafte Anstieg der benötigten Abzugs-
kraft von PP-G1-50 und PP-G1-60 deuten aber darauf hin, dass nur die Kohäsion zwischen
den Grafitteilchen relevant ist. Eine weitere Steigerung des Füllstoffanteils dürfte demnach
keine weitere Abnahme der Dehnbarkeit aber weiteren Anstieg der Abzugskraft nach sich zie-
hen.

ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 72
Wie Tabelle 4.1 zeigt, kann der Eigenschaftswechsel auch optisch wahrgenommen werden.
So werden die extrudierten Schmelzestränge (Betrachtung ohne Dehnbeanspruchung durch
das Rheotens-Gerät) mit steigendem Volumenanteil des G2 an der Außenkontur erst ausge-
franster (shark skin Effekt14 nimmt zu) bis bei dem PP-G2-60 die glatteste, bleistiftähnliche
Oberfläche auftritt. Bei geringen Füllstoffanteilen von G1 tritt ebenfalls shark skin auf, wobei
keine Zunahme des Defekts mit steigendem Füllstoffanteil sichtbar wird und der Effekt insge-
samt geringer ausfällt. Auch hier findet dann ein Wechsel zur glattesten Oberfläche bei dem
untersuchten Compound mit dem größten Füllstoffanteil statt. Die glatten Extrudatoberflächen
lassen darauf schließen, dass die Grafitpartikel bei einem Volumenanteil von 60 % auch in den
Randbereichen stärker in Fließrichtung ausgerichtet sind und nicht mit einem Schmelzefilm
bedeckt aus dem Extruder austreten. Der für Kunststoffe typische Oberflächendefekt shark
skin, der auf zu wenig Zeit zum Relaxieren zurückgeführt wird [OM12, MH+11], ist daher nicht
weiter relevant. Diese Tatsache spiegelt den ausschließlichen Charakter einer Feststoffförde-
rung ab einem Volumenanteil von 60 % Grafit wider.
14 Übersetzung aus dem Englischen: Haifischhaut-Defekt: Zu den Fließinstabilitäten zählender, durch-
satzabhängiger Oberflächendefekt bei der Extrusion
Tabelle 4.1: Extrudierte Schmelzestränge in Abhängigkeit des Grafittyps und des Volumenanteil des Grafits
Volumenanteil
Grafit
𝜑𝑔 [%]
Grafit- typ
30 40 50 60
G1
G2

ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 73 Weiterhin ist anzumerken, dass bei den Compounds bis zu einem Volumenanteil von 60 %
Grafit ausnahmslos bereits bei der hier gewählten, moderaten Schneckendrehzahl verstärkt
die drool15 auftritt. Bei den Compounds mit hohen Füllstoffanteilen tritt die drool erst bei hohen
Schneckendrehzahlen (60 − 80 1/𝑚𝑖𝑛) auf; dann, wie Abbildung 4.8 zeigt, als eine Art umlau-
fende Hülle.
Abbildung 4.8: „Die drool-Hülle“ bei der Extrusion von PP-G2-60
Die Messungen zeigen sehr deutlich die generelle Veränderung der Dehneigenschaften mit
steigendem Volumenanteil des Füllstoffs und die Relevanz des Grafittyps. Da die Dehneigen-
schaften nicht unter Spritzgießbedingungen, sondern unter wesentlich weniger komplexer
Dehnbeanspruchung ermittelbar sind, bleibt eine Einbindung in die Simulation vorbehalten.
Die Auswirkung auf die Verarbeitbarkeit mit dem Spritzgießverfahren kann daher nur qualitativ
gezeigt und berücksichtigt werden. Die Untersuchung der Dehneigenschaften mit Verände-
rung der Temperatur erfolgte nicht, da der Einfluss der Temperatur auf die Dehneigenschaften
insgesamt geringer, als der Einfluss des Füllstoffanteils sein dürfte. Mit dieser Untersuchung
könnte der dominante Versagensmechanismus beim Strangabriss verifiziert werden. Wenn es
ein reines Adhäsionsversagen ist, wird mit zunehmender Verarbeitungstemperatur keine Ab-
nahme der Schmelzefestigkeit bei gleichzeitiger Zunahme der Dehnbarkeit auch bei den wenig
gefüllten Compounds, wie es für ungefüllte Thermoplaste üblich wäre, auftreten. Wenn es eine
15 Bei der Extrusion unerwünschte Materialansammlung am Düsenaustritt
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 74 solche Temperaturabhängigkeit gäbe, ist davon auszugehen, dass diese (wie bei der Scher-
viskosität) mit steigendem Füllstoffanteil im für PP typischen Verarbeitungstemperaturbereich
abnimmt, da die Füllstoffe auf diese Temperaturerhöhung unempfindlich reagieren.
4.1.3 Thermodynamische Materialdaten
Die thermodynamischen Materialdaten sind für die Simulation der nicht isothermen Schmelze-
strömung essentiell. Über diese werden der Aggregatzustand, der Wärmeaustausch und das
eingenommene Raumvolumen definiert. Daher wird im Nachfolgenden vertieft auf diese ein-
gegangen.
4.1.3.1 Enthalpie, Wärmekapazität und Abkühlrateneffekte
Die spezifische Enthalpie beschreibt den Wärmeinhalt pro Masseneinheit eines Materials bei
einer bestimmten Temperatur in Relation zu einer Referenz und kann mit der Differential Scan-
ning Calorimetry (DSC) bestimmt werden. Das Messverfahren und die Auswertungsmethodi-
ken sind in DIN EN ISO 11357 Teil 1-7 geregelt [DIN10, DIN14a, DIN13a, DIN14b, DIN14c,
DIN13b, DIN13c]. Es werden einige Milligramm des zu untersuchenden Materials in einen mit
einem Deckel verschließbaren Aluminiumtiegel gegeben und unter Stickstoffatmosphäre in
dem symmetrischen Messsystem mit einem Leer-Tiegel oder Saphir-Tiegel demselben Tem-
peraturprogramm ausgesetzt. Die Differenz zwischen dem Wärmestrom in dem Tiegel mit dem
Probekörper und dem des Referenztiegels über die Zeit stellt die Enthalpie dar. Das Tempe-
raturprogramm ist so zu wählen, dass der relevante Temperaturbereich abgedeckt wird und
die thermodynamischen Vorgänge erfasst werden können. Die vorgegebene Geschwindigkeit
und Richtung sollte sich möglichst am realen Prozess orientieren, da diese Auswirkung auf die
Messergebnisse haben (Hysterese, Historie [Sch07b, ERT03]). Die maximal erreichbaren Ge-
schwindigkeiten sind dabei von der Trägheit des Messsystems und der Probe (Material, Ein-
waage, Auflagefläche [Wag17, ERT03]) abhängig. Um die Abhängigkeit von der Abkühlge-
schwindigkeit zu erfassen bzw. eine Extrapolation zu höheren, prozessnäheren Abkühlge-
schwindigkeiten zu ermöglichen, wird die in der Norm empfohlene Kühlrate von 10 𝐾/𝑚𝑖𝑛 bis
zu einer Rate von 60 𝐾/𝑚𝑖𝑛 in Zehnerschritten gesteigert. Die Einwaage wird unabhängig vom
Volumenanteil der Füllstoffe mit 15 ± 1𝑚𝑔 gewählt und die Ergebnisse auf die Probengröße
normalisiert ausgegeben. Demzufolge ist der Polymeranteil, der im untersuchten Temperatur-
bereich von 100 − 250 °𝐶 einen Phasenübergang erfährt zwar nicht konstant, aber die Chance
auf die Abbildung der vorliegenden Verhältnisse (Matrix, Füllstoff bzw. -verteilung) durch eine
repräsentative Probe gewahrt. Zur Erzielung höherer Abkühlraten mit diesem Verfahren oder
mit der Flash-DSC ist die Probengröße zu reduzieren und es würde keine repräsentative Probe
untersucht. Daher wird auf beide Varianten verzichtet. Zur Untersuchung bei den genannten
Kühlraten erfährt die Probe zunächst eine definierte Aufheizung mit derselben Rate, wie auch
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 75 gekühlt werden soll, von Raumtemperatur zur maximalen Temperatur von 250 °𝐶, bei der die
Probe für eine Ausgleichszeit von 5 𝑚𝑖𝑛 verweilt16, bevor die gezielte Abkühlung bis zur Raum-
temperatur erfolgt. Bei dieser Temperatur wird erneut 5 𝑚𝑖𝑛 verweilt und dann aufgeheizt. So
können Kühl- und Heizprozesse, bei denen teilweise erhebliche Unterschiede im Temperatur-
fenster des Phasenübergangs ausgemacht werden können, verglichen werden. Die zweite
Aufheizung stellt dabei den Zustand dar, bei dem die durch die Herstellung „eingefrorenen“
Bedingungen die Messergebnisse nicht mehr beeinflussen. Im Ergebnis werden Enthalpie-
Geraden positiver Steigung mit steigender Temperatur im Schmelze- bzw. Feststoffbereich
erzeugt. Der kontinuierlich ablaufende Phasenübergang bei dem ein erhöhter Wärmestrom
ohne Temperaturabfall verzeichnet wird, kann mit der Überlagerung der Geraden von
Schmelze und Feststoff durch den Tangens hyperbolicus der Meltfraction, welcher an den hier
erzeugten Ergebnissen für den Abkühlvorgang gebildet und zur Vermeidung von Wiederho-
lungen direkt in Abschnitt 4.1.3.2 angewendet wird, gut beschrieben werden. Durch die Diffe-
renziation der Enthalpiefunktion werden mathematische Unstetigkeiten vermieden und die in
der Simulation genutzte spezifische Wärmekapazität, welche angibt, wie viel Wärmemenge
zur Erhitzung um 1 𝐾 von 1 𝑘𝑔 eines Stoffes benötigt wird [BB+13], als stetige Funktion gebil-
det. In Abbildung 4.9 sind die erzeugten Ergebnisse für das ungefüllte PP und die höchsten
Füllstoffanteile der Grafite in Abhängigkeit der Abkühlrate dargestellt. Die Integrationsgrenzen
zur Ermittlung der Kristallisationsenthalpien als Integration der Enthalpiefunktion17 in dem
Temperaturbereich der Phasenumwandlung sind nur beispielhaft für das PP bei einer Kühlrate
von 20 𝐾/𝑚𝑖𝑛 eingezeichnet, die Integrationsergebnisse jedoch immer mit angegeben. Die
Kristallisationsenthalpie sinkt mit steigendem Füllstoffanteil, da der Füllstoff im betrachteten
Temperaturbereich nicht seinen Aggregatzustand ändert und der Polymeranteil der den Pha-
senübergang durchläuft damit abnimmt. Dies äußert sich auch in der spezifischen Wärmeka-
pazität, welche mit steigendem Füllstoffanteil sinkt und daher weniger starke ausgeprägte
Peaks beim Phasenübergang zeigt. Es ist zu erkennen, dass der Füllstoff als Nukleierungs-
mittel/Keimbildner fungiert und im Ergebnis der Kristallisationsvorgang mit steigendem Volu-
menanteil des Grafits bei höheren Temperaturen einsetzt. Dieser Effekt ist aber im Vergleich
zum Einfluss der Kühlrate auf den Kristallisationsbereich gering.
16 Dies stellt sicher, dass mit Beginn der Abkühlung trotz unterschiedlicher Heizraten gleiche Bedin-
gungen vorliegen. 17 Auswertegrenzen wurden nach individueller Betrachtung sinnvoll gesetzt.
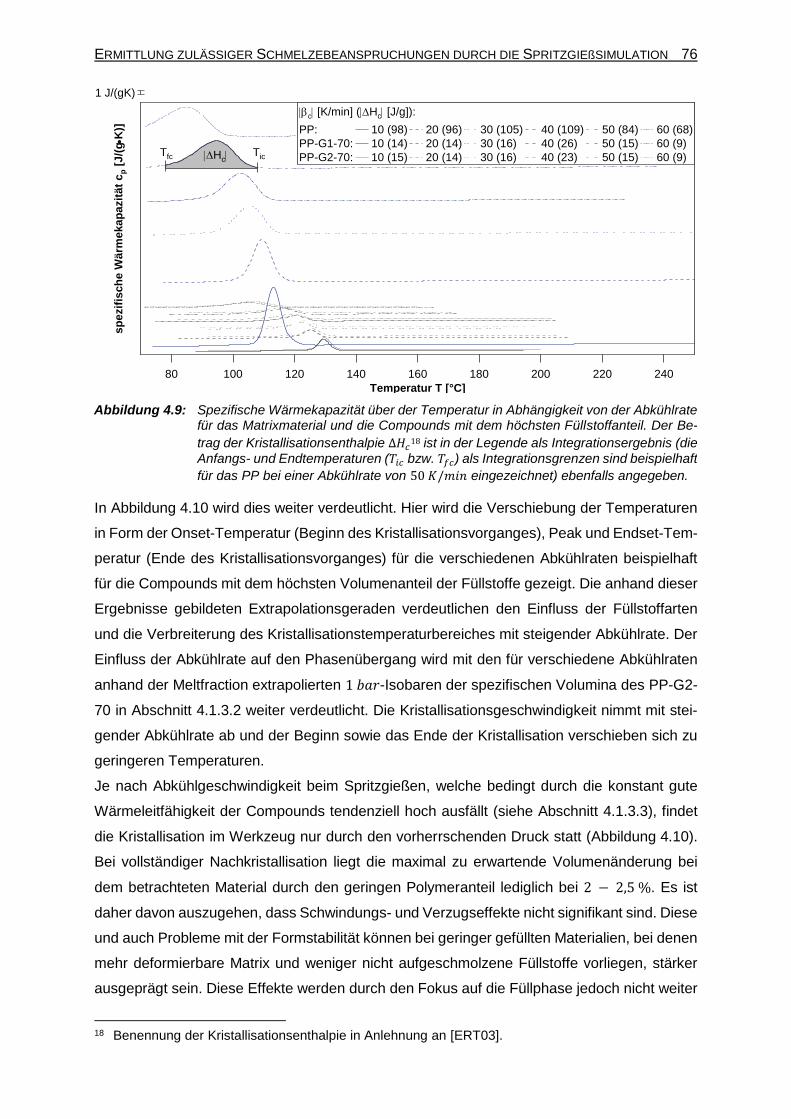
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 76
Abbildung 4.9: Spezifische Wärmekapazität über der Temperatur in Abhängigkeit von der Abkühlrate für das Matrixmaterial und die Compounds mit dem höchsten Füllstoffanteil. Der Be-
trag der Kristallisationsenthalpie ∆𝐻𝑐18 ist in der Legende als Integrationsergebnis (die
Anfangs- und Endtemperaturen (𝑇𝑖𝑐 bzw. 𝑇𝑓𝑐) als Integrationsgrenzen sind beispielhaft
für das PP bei einer Abkühlrate von 50 𝐾/𝑚𝑖𝑛 eingezeichnet) ebenfalls angegeben.
In Abbildung 4.10 wird dies weiter verdeutlicht. Hier wird die Verschiebung der Temperaturen
in Form der Onset-Temperatur (Beginn des Kristallisationsvorganges), Peak und Endset-Tem-
peratur (Ende des Kristallisationsvorganges) für die verschiedenen Abkühlraten beispielhaft
für die Compounds mit dem höchsten Volumenanteil der Füllstoffe gezeigt. Die anhand dieser
Ergebnisse gebildeten Extrapolationsgeraden verdeutlichen den Einfluss der Füllstoffarten
und die Verbreiterung des Kristallisationstemperaturbereiches mit steigender Abkühlrate. Der
Einfluss der Abkühlrate auf den Phasenübergang wird mit den für verschiedene Abkühlraten
anhand der Meltfraction extrapolierten 1 𝑏𝑎𝑟-Isobaren der spezifischen Volumina des PP-G2-
70 in Abschnitt 4.1.3.2 weiter verdeutlicht. Die Kristallisationsgeschwindigkeit nimmt mit stei-
gender Abkühlrate ab und der Beginn sowie das Ende der Kristallisation verschieben sich zu
geringeren Temperaturen.
Je nach Abkühlgeschwindigkeit beim Spritzgießen, welche bedingt durch die konstant gute
Wärmeleitfähigkeit der Compounds tendenziell hoch ausfällt (siehe Abschnitt 4.1.3.3), findet
die Kristallisation im Werkzeug nur durch den vorherrschenden Druck statt (Abbildung 4.10).
Bei vollständiger Nachkristallisation liegt die maximal zu erwartende Volumenänderung bei
dem betrachteten Material durch den geringen Polymeranteil lediglich bei 2 − 2,5 %. Es ist
daher davon auszugehen, dass Schwindungs- und Verzugseffekte nicht signifikant sind. Diese
und auch Probleme mit der Formstabilität können bei geringer gefüllten Materialien, bei denen
mehr deformierbare Matrix und weniger nicht aufgeschmolzene Füllstoffe vorliegen, stärker
ausgeprägt sein. Diese Effekte werden durch den Fokus auf die Füllphase jedoch nicht weiter
18 Benennung der Kristallisationsenthalpie in Anlehnung an [ERT03].
80 100 120 140 160 180 200 220 240
sp
ezif
isch
e W
ärm
ekap
azit
ät
cp [
J/(
gK
)]
Temperatur T [°C]
1 J/(gK)
|DHc|
|DHc||bc| [K/min] (|DHc| [J/g]):
PP: 10 (98) 20 (96) 30 (105) 40 (109) 50 (84) 60 (68)
PP-G1-70: 10 (14) 20 (14) 30 (16) 40 (26) 50 (15) 60 (9)
PP-G2-70: 10 (15) 20 (14) 30 (16) 40 (23) 50 (15) 60 (9)Tfc Tic
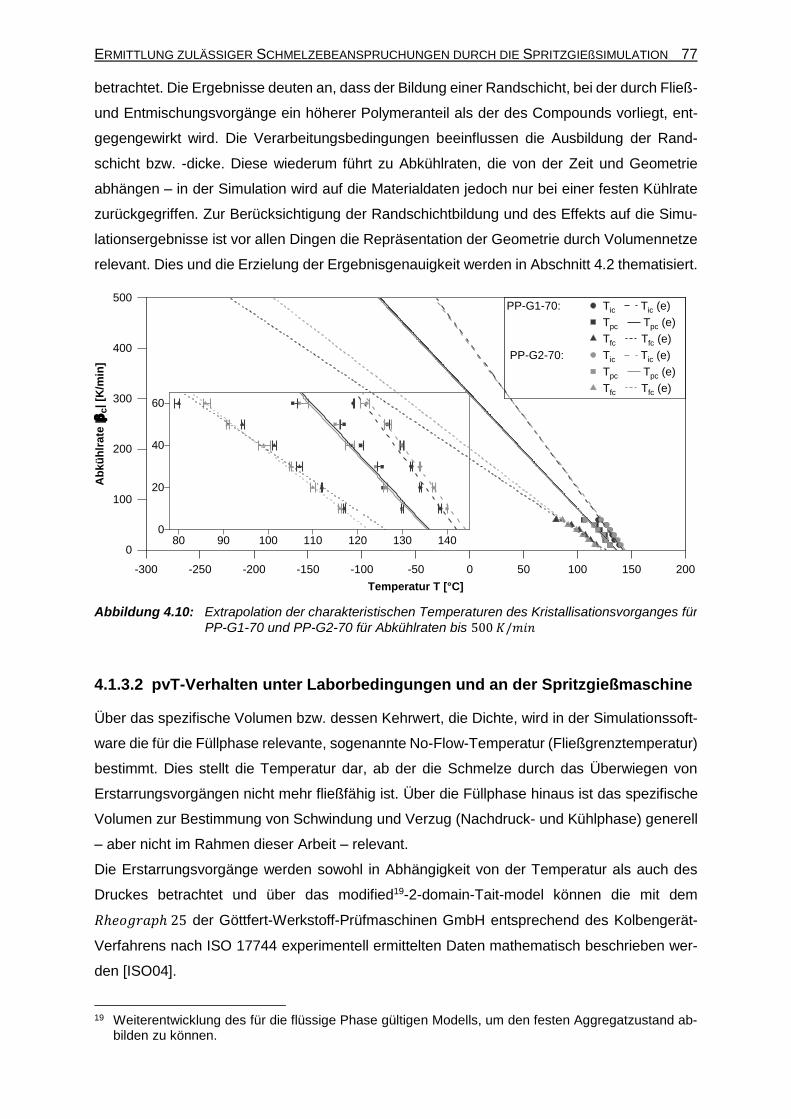
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 77 betrachtet. Die Ergebnisse deuten an, dass der Bildung einer Randschicht, bei der durch Fließ-
und Entmischungsvorgänge ein höherer Polymeranteil als der des Compounds vorliegt, ent-
gegengewirkt wird. Die Verarbeitungsbedingungen beeinflussen die Ausbildung der Rand-
schicht bzw. -dicke. Diese wiederum führt zu Abkühlraten, die von der Zeit und Geometrie
abhängen – in der Simulation wird auf die Materialdaten jedoch nur bei einer festen Kühlrate
zurückgegriffen. Zur Berücksichtigung der Randschichtbildung und des Effekts auf die Simu-
lationsergebnisse ist vor allen Dingen die Repräsentation der Geometrie durch Volumennetze
relevant. Dies und die Erzielung der Ergebnisgenauigkeit werden in Abschnitt 4.2 thematisiert.
Abbildung 4.10: Extrapolation der charakteristischen Temperaturen des Kristallisationsvorganges für
PP-G1-70 und PP-G2-70 für Abkühlraten bis 500 𝐾/𝑚𝑖𝑛
4.1.3.2 pvT-Verhalten unter Laborbedingungen und an der Spritzgießmaschine
Über das spezifische Volumen bzw. dessen Kehrwert, die Dichte, wird in der Simulationssoft-
ware die für die Füllphase relevante, sogenannte No-Flow-Temperatur (Fließgrenztemperatur)
bestimmt. Dies stellt die Temperatur dar, ab der die Schmelze durch das Überwiegen von
Erstarrungsvorgängen nicht mehr fließfähig ist. Über die Füllphase hinaus ist das spezifische
Volumen zur Bestimmung von Schwindung und Verzug (Nachdruck- und Kühlphase) generell
– aber nicht im Rahmen dieser Arbeit – relevant.
Die Erstarrungsvorgänge werden sowohl in Abhängigkeit von der Temperatur als auch des
Druckes betrachtet und über das modified19-2-domain-Tait-model können die mit dem
𝑅ℎ𝑒𝑜𝑔𝑟𝑎𝑝ℎ 25 der Göttfert-Werkstoff-Prüfmaschinen GmbH entsprechend des Kolbengerät-
Verfahrens nach ISO 17744 experimentell ermittelten Daten mathematisch beschrieben wer-
den [ISO04].
19 Weiterentwicklung des für die flüssige Phase gültigen Modells, um den festen Aggregatzustand ab-
bilden zu können.
0
20
40
60
80 90 100 110 120 130 1400
100
200
300
400
500
-300 -250 -200 -150 -100 -50 0 50 100 150 200
PP-G1-70: Tic Tic (e)
Tpc Tpc (e)
Tfc Tfc (e)
PP-G2-70: Tic Tic (e)
Tpc Tpc (e)
Tfc Tfc (e)
Temperatur T [°C]
Ab
kü
hlr
ate
|b
c|
[K/m
in]
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 78 Das Material wird hierbei in einen von unten verschlossenen, temperierten zylindrischen Kanal
mit einem Durchmesser von 15 𝑚𝑚 gefüllt und bei Schmelztemperatur mit einem Stempel
verdichtet. Dabei wird der gesamte Kanal schrittweise befüllt und das Material mit einem Druck
von ca. 1.000 − 1.200 𝑏𝑎𝑟 verdichtet, um Luftpolster sowie Lufteinschlüsse in der Probe zu
verhindern. Anschließend wird ein Stempel mit Teflondichtung eingesetzt und das Material
durch eine Düse am unteren Ende des Kanals bis zu einer verbleibenden Höhe von 15 −
20 𝑚𝑚 ausgedrückt. Die Düse wird mittels einer Traverse und eines Kniehebels verschlossen
und die Messung beginnt.
Der Prüfdruck wird durch einen Kraftaufnehmer am Antrieb der Hubvorrichtung des Stempels
ermittelt, wobei sich der Druck aus der aufgebrachten Kraft sowie dem Kanalquerschnitt ergibt.
Das Volumen ergibt sich aus dem Hub bzw. der Stempelhöhe und dem Zylinderquerschnitt.
Die Temperatur wird durch einen Fe-CuNi-Fühler (Eisen-Konstantan-Thermoelement vom Typ
J) in der Verschlussdüse am unteren Kanalende gemessen. Das Gewicht des Probekörpers
wird im Anschluss an die Messung durch eine Feinwaage des Fabrikats 𝐿𝑎𝑏𝑆𝑡𝑦𝑙𝑒 303 Mettler-
Toledo GmbH bestimmt.
Das Messgerät ist in der Lage eine Kraft von 25 𝑘𝑁 auf den Stempel auszuüben, wodurch sich
mit dem Zylinderdurchmesser der maximale Prüfdruck von etwa 1.400 𝑏𝑎𝑟 (1.414,71 𝑏𝑎𝑟)
ergibt. Die Temperierung des Zylinders erfolgt durch das Hochtemperaturthermostat
𝑈𝑆𝐻 400 der Lauda Dr. R. Wobser GmbH & Co. KG. Mit diesem sind effektiv eine maximale
Prüftemperatur von ca. 325 °𝐶 sowie eine minimale Prüftemperatur von ca. 70 °𝐶 möglich. Ne-
ben Druck und Temperatur haben die Abkühlgeschwindigkeit sowie strömungsinduzierte Phä-
nomene einen Einfluss auf den Verlauf des im Prozess vorliegenden pvT-Verhaltens [RK+06,
ZPM01]. Um diese Abhängigkeit mit erfassen zu können, werden die Messungen ausschließ-
lich isobar durchgeführt. Jede Isobare entspricht einem Messzyklus, bei dem das zuvor auf-
geheizte Material bei konstantem Druck abgekühlt wird. Die Messdauer ist somit maßgeblich
abhängig von der Anzahl der Druckstufen, der zu messenden Temperaturspanne sowie der
Abkühlgeschwindigkeit. Die Temperaturmessung erfolgt anhand eines Thermoelementes im
Zylinder. Im Hinblick auf die Aufrechterhaltung einer homogenen Temperaturverteilung über
den gesamten Probekörper wird eine maximale Abkühlrate von 2,5 𝐾/𝑚𝑖𝑛 veranschlagt. Bei
der Messung unter konstanten Drücken von 100 bis 1.400 𝑏𝑎𝑟 mit einer Schrittweite von
200 𝑏𝑎𝑟 (100 𝑏𝑎𝑟 zwischen den Messungen für 100 und 200 𝑏𝑎𝑟) bei einer Temperaturspanne
von 250 °𝐶 auf 80 °𝐶 ergibt sich die reine Messdauer von über neun Stunden. Dabei wird das
Material wiederholt über einen längeren Zeitraum über die Schmelztemperatur erhitzt. Zusätz-
liche Ausgleichszeiten verlängern diese Verweilzeiten. Entsprechend dieser Feststellung kann
nicht ausgeschlossen werden, dass es während der Messungen zu chemischen Veränderun-
gen im Material kommt, welche das Messergebnis negativ beeinflussen. Hierbei sei erwähnt,
dass die untersuchten Materialien nie über die maximale Verarbeitungstemperatur erhitzt wur-

ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 79 den. Zur Prüfung der Reproduzierbarkeit wurden einige Druckstufen bzw. drei komplette Mes-
sungen wiederholt. Dabei konnten keine zeitlichen Veränderungen des Materialverhaltens auf-
gezeigt werden.
Die in 1 °𝐶-Schritten aufgezeichneten Messwerte werden als Datenpunkte in die Software im-
portiert. Mit der Software erfolgt die Extrapolation auf den Umgebungsdruck von 1 𝑏𝑎𝑟 und
anschließend die Bestimmung der für die Abkühlrate von 2,5 𝐾/𝑚𝑖𝑛 gültigen Parameter des
modified-2-domain-Tait-Modells, mit dem sowohl das pvT-Verhalten amorpher als auch teil-
kristalliner Kunststoffe abgebildet werden kann, nach Gl. 4.4 [Wan12].
��(𝑝, 𝑇) = ��0 ∙ [1 − 𝐶 ∙ ln (1 +𝑝
𝐵)] + ��𝑡
��0 = {𝑏1𝑆 + 𝑏2𝑆 ∙ �� , 𝑓ü𝑟 𝑇 ≤ 𝑇𝑡
𝑏1𝐿 + 𝑏2𝐿 ∙ �� , 𝑓ü𝑟 𝑇 > 𝑇𝑡
𝐵 = {𝑏3𝑆 ∙ exp(−𝑏4𝑆 ∙ ��) , 𝑓ü𝑟 𝑇 ≤ 𝑇𝑡
𝑏3𝐿 ∙ exp(−𝑏4𝐿 ∙ ��) , 𝑓ü𝑟 𝑇 > 𝑇𝑡
��𝑡 = {𝑏7 ∙ exp(𝑏8 ∙ �� − 𝑏9 ∙ 𝑝) , 𝑓ü𝑟 𝑇 ≤ 𝑇𝑡
0 , 𝑓ü𝑟 𝑇 > 𝑇𝑡
�� = 𝑇 − 𝑏5
𝑇𝑡 = 𝑏5 + 𝑏6 ∙ 𝑝
𝐶 = 0,0894
Gl. 4.4
�� ist das spezifische Volumen als Funktion der Temperatur 𝑇 und des Drucks 𝑝, ��0 das spezi-
fische Volumen bei 0 𝑏𝑎𝑟, 𝐶 eine universelle Konstante. Die Übergangstemperatur zwischen
den beiden Bereichen wird für 0 𝑏𝑎𝑟 durch den Parameter 𝑏5 repräsentiert. Die Verschiebung
der Übergangstemperatur in Abhängigkeit des Drucks wird durch 𝑏6 beschrieben. 𝑏1 be-
schreibt das spezifische Volumen, bei welchem die Geraden des festen (𝑏1𝑆) sowie des flüs-
sigen (𝑏1𝐿) Bereiches die Übergangstemperatur 𝑏5 schneiden. 𝑏2 gibt die Temperaturabhän-
gigkeit an und definiert somit die Steigung der Geraden für den festen (𝑏2𝑆) und den flüssigen
(𝑏2𝐿) Bereich. 𝑏3 und 𝑏4 charakterisieren ebenfalls getrennt für den Zustand flüssig (𝑏3𝐿, 𝑏4𝐿)
und fest (𝑏3𝑆, 𝑏4𝑆) den Parameter 𝐵, welcher die Druckabhängigkeit repräsentiert. Die Kon-
stanten 𝑏7, 𝑏8 und 𝑏9 beschreiben das Übergangsverhalten zwischen fester und flüssiger
Phase und finden ihren Ausdruck im Term ��𝑡, welcher bei teilkristallinen Kunststoffen im festen
Zustand hinzuaddiert wird. Für amorphe Kunststoffe ist ��𝑡 nicht existent bzw. gleich null
[Wan12].
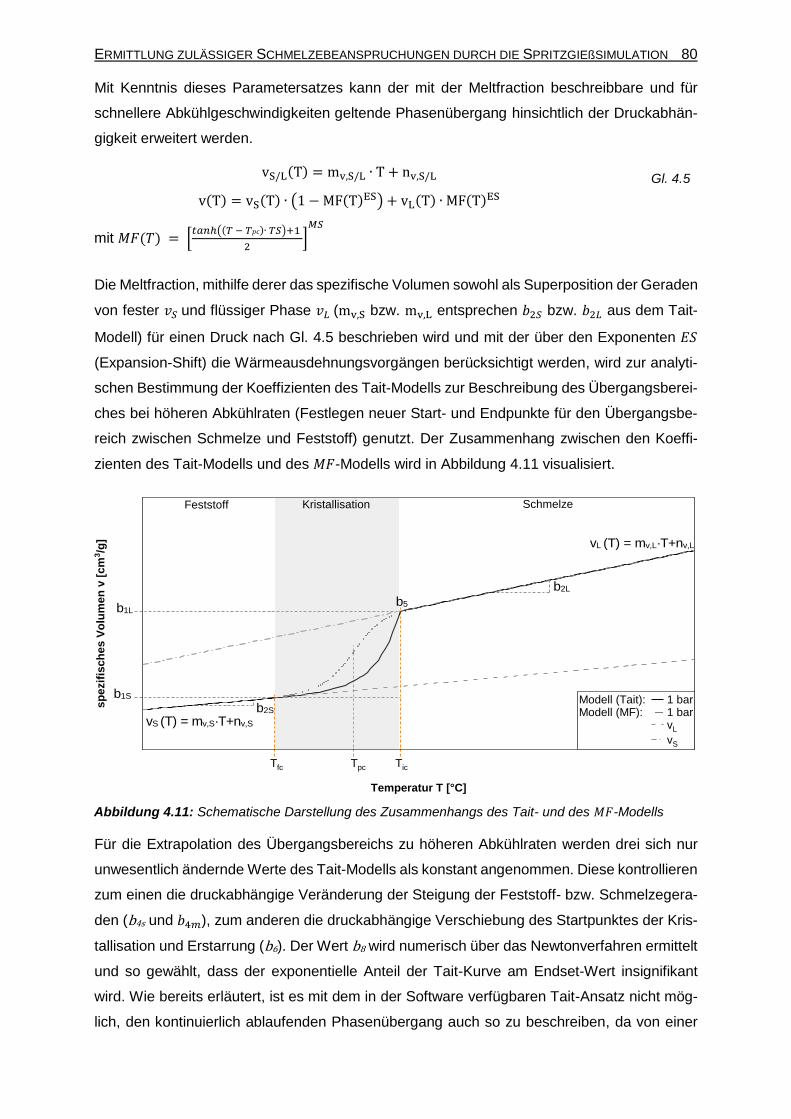
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 80 Mit Kenntnis dieses Parametersatzes kann der mit der Meltfraction beschreibbare und für
schnellere Abkühlgeschwindigkeiten geltende Phasenübergang hinsichtlich der Druckabhän-
gigkeit erweitert werden.
vS/L(T) = mv,S/L ∙ T + nv,S/L
v(T) = vS(T) ∙ (1 − MF(T)ES) + vL(T) ∙ MF(T)ES
Gl. 4.5
mit 𝑀𝐹(𝑇) = [𝑡𝑎𝑛ℎ((𝑇 − 𝑇𝑝𝑐)∙ 𝑇𝑆)+1
2]𝑀𝑆
Die Meltfraction, mithilfe derer das spezifische Volumen sowohl als Superposition der Geraden
von fester 𝑣𝑆 und flüssiger Phase 𝑣𝐿 (mv,S bzw. mv,L entsprechen 𝑏2𝑆 bzw. 𝑏2𝐿 aus dem Tait-
Modell) für einen Druck nach Gl. 4.5 beschrieben wird und mit der über den Exponenten 𝐸𝑆
(Expansion-Shift) die Wärmeausdehnungsvorgängen berücksichtigt werden, wird zur analyti-
schen Bestimmung der Koeffizienten des Tait-Modells zur Beschreibung des Übergangsberei-
ches bei höheren Abkühlraten (Festlegen neuer Start- und Endpunkte für den Übergangsbe-
reich zwischen Schmelze und Feststoff) genutzt. Der Zusammenhang zwischen den Koeffi-
zienten des Tait-Modells und des 𝑀𝐹-Modells wird in Abbildung 4.11 visualisiert.
Abbildung 4.11: Schematische Darstellung des Zusammenhangs des Tait- und des 𝑀𝐹-Modells
Für die Extrapolation des Übergangsbereichs zu höheren Abkühlraten werden drei sich nur
unwesentlich ändernde Werte des Tait-Modells als konstant angenommen. Diese kontrollieren
zum einen die druckabhängige Veränderung der Steigung der Feststoff- bzw. Schmelzegera-
den (b4s und 𝑏4𝑚), zum anderen die druckabhängige Verschiebung des Startpunktes der Kris-
tallisation und Erstarrung (b6). Der Wert b8 wird numerisch über das Newtonverfahren ermittelt
und so gewählt, dass der exponentielle Anteil der Tait-Kurve am Endset-Wert insignifikant
wird. Wie bereits erläutert, ist es mit dem in der Software verfügbaren Tait-Ansatz nicht mög-
lich, den kontinuierlich ablaufenden Phasenübergang auch so zu beschreiben, da von einer
Temperatur T [°C]
TicTfc Tpc
b1L
SchmelzeKristallisationFeststoff
b2L
b1S
b5
vL (T) = mv,L·T+nv,L
sp
ezif
isch
es V
olu
men
v [
cm
3/g
]
Modell (Tait): 1 barModell (MF): 1 bar vL
vS
vS (T) = mv,S·T+nv,S b2S
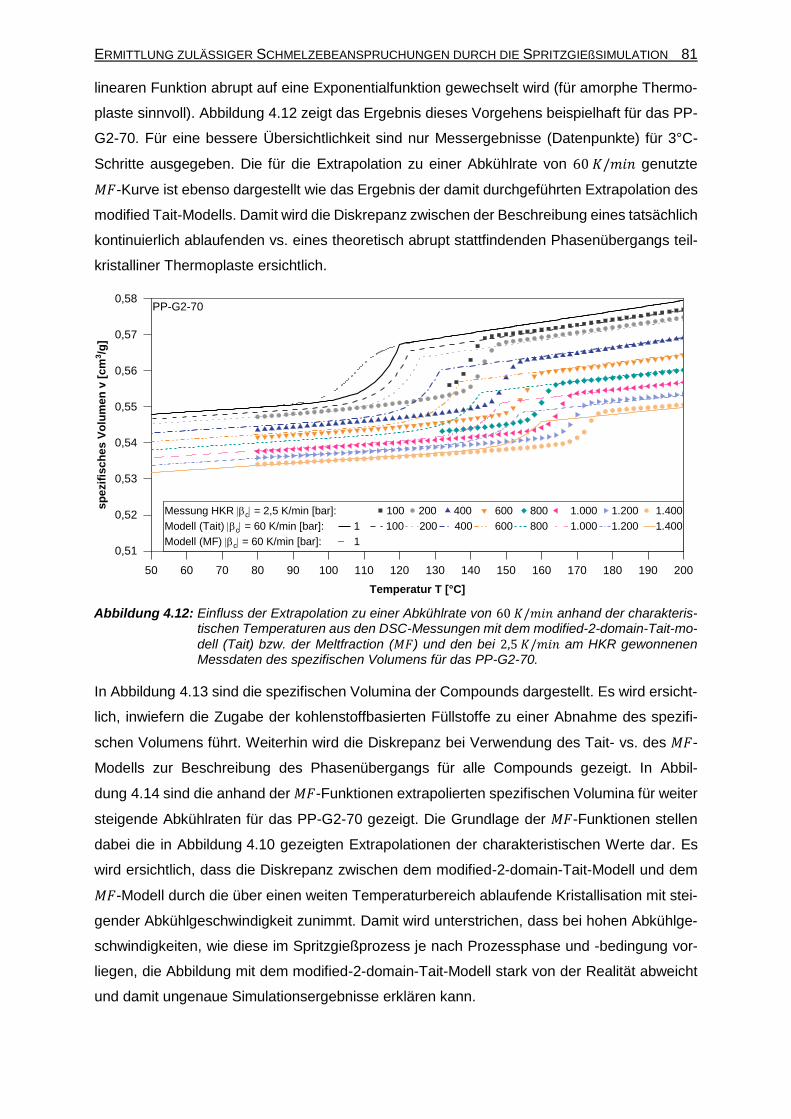
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 81 linearen Funktion abrupt auf eine Exponentialfunktion gewechselt wird (für amorphe Thermo-
plaste sinnvoll). Abbildung 4.12 zeigt das Ergebnis dieses Vorgehens beispielhaft für das PP-
G2-70. Für eine bessere Übersichtlichkeit sind nur Messergebnisse (Datenpunkte) für 3°C-
Schritte ausgegeben. Die für die Extrapolation zu einer Abkühlrate von 60 𝐾/𝑚𝑖𝑛 genutzte
𝑀𝐹-Kurve ist ebenso dargestellt wie das Ergebnis der damit durchgeführten Extrapolation des
modified Tait-Modells. Damit wird die Diskrepanz zwischen der Beschreibung eines tatsächlich
kontinuierlich ablaufenden vs. eines theoretisch abrupt stattfindenden Phasenübergangs teil-
kristalliner Thermoplaste ersichtlich.
Abbildung 4.12: Einfluss der Extrapolation zu einer Abkühlrate von 60 𝐾/𝑚𝑖𝑛 anhand der charakteris-tischen Temperaturen aus den DSC-Messungen mit dem modified-2-domain-Tait-mo-
dell (Tait) bzw. der Meltfraction (𝑀𝐹) und den bei 2,5 𝐾/𝑚𝑖𝑛 am HKR gewonnenen Messdaten des spezifischen Volumens für das PP-G2-70.
In Abbildung 4.13 sind die spezifischen Volumina der Compounds dargestellt. Es wird ersicht-
lich, inwiefern die Zugabe der kohlenstoffbasierten Füllstoffe zu einer Abnahme des spezifi-
schen Volumens führt. Weiterhin wird die Diskrepanz bei Verwendung des Tait- vs. des 𝑀𝐹-
Modells zur Beschreibung des Phasenübergangs für alle Compounds gezeigt. In Abbil-
dung 4.14 sind die anhand der 𝑀𝐹-Funktionen extrapolierten spezifischen Volumina für weiter
steigende Abkühlraten für das PP-G2-70 gezeigt. Die Grundlage der 𝑀𝐹-Funktionen stellen
dabei die in Abbildung 4.10 gezeigten Extrapolationen der charakteristischen Werte dar. Es
wird ersichtlich, dass die Diskrepanz zwischen dem modified-2-domain-Tait-Modell und dem
𝑀𝐹-Modell durch die über einen weiten Temperaturbereich ablaufende Kristallisation mit stei-
gender Abkühlgeschwindigkeit zunimmt. Damit wird unterstrichen, dass bei hohen Abkühlge-
schwindigkeiten, wie diese im Spritzgießprozess je nach Prozessphase und -bedingung vor-
liegen, die Abbildung mit dem modified-2-domain-Tait-Modell stark von der Realität abweicht
und damit ungenaue Simulationsergebnisse erklären kann.
50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200
0,51
0,52
0,53
0,54
0,55
0,56
0,57
0,58PP-G2-70
sp
ezif
isch
es V
olu
men
v [
cm
3/g
]
Temperatur T [°C]
Messung HKR |bc| = 2,5 K/min [bar]: 100 200 400 600 800 1.000 1.200 1.400
Modell (Tait) |bc| = 60 K/min [bar]: 1 100 200 400 600 800 1.000 1.200 1.400
Modell (MF) |bc| = 60 K/min [bar]: 1
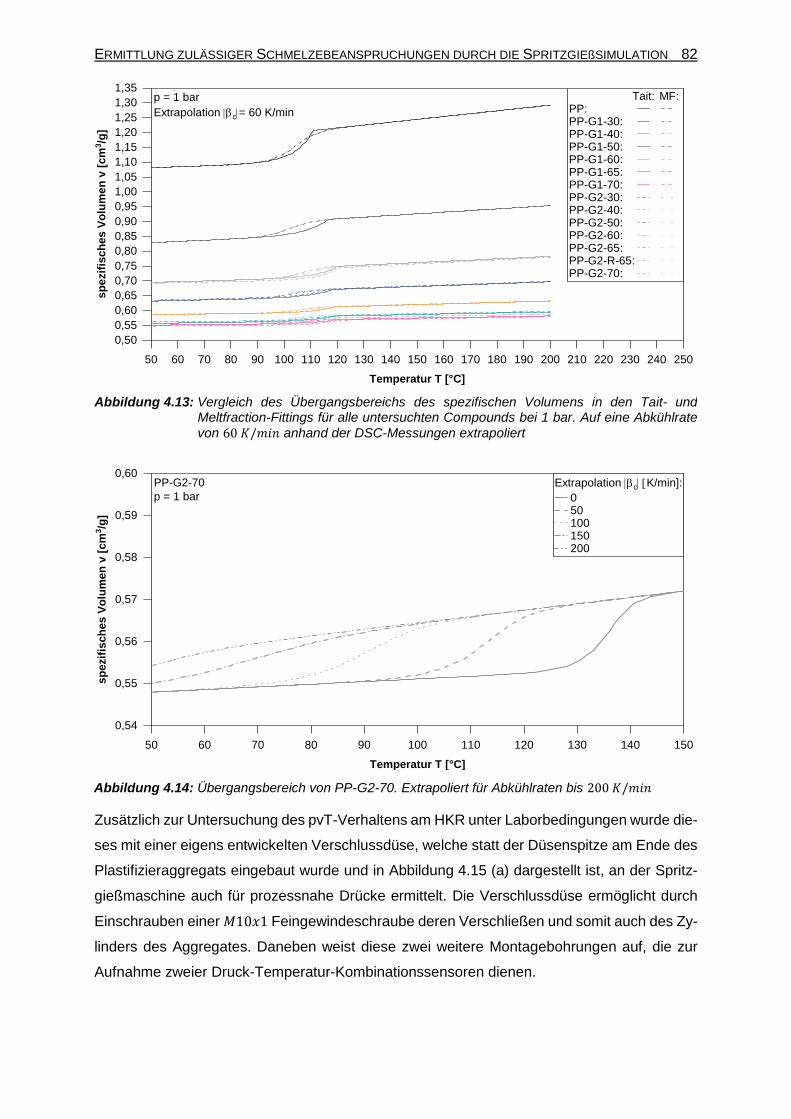
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 82
Abbildung 4.13: Vergleich des Übergangsbereichs des spezifischen Volumens in den Tait- und Meltfraction-Fittings für alle untersuchten Compounds bei 1 bar. Auf eine Abkühlrate
von 60 𝐾/𝑚𝑖𝑛 anhand der DSC-Messungen extrapoliert
Abbildung 4.14: Übergangsbereich von PP-G2-70. Extrapoliert für Abkühlraten bis 200 𝐾/𝑚𝑖𝑛
Zusätzlich zur Untersuchung des pvT-Verhaltens am HKR unter Laborbedingungen wurde die-
ses mit einer eigens entwickelten Verschlussdüse, welche statt der Düsenspitze am Ende des
Plastifizieraggregats eingebaut wurde und in Abbildung 4.15 (a) dargestellt ist, an der Spritz-
gießmaschine auch für prozessnahe Drücke ermittelt. Die Verschlussdüse ermöglicht durch
Einschrauben einer 𝑀10𝑥1 Feingewindeschraube deren Verschließen und somit auch des Zy-
linders des Aggregates. Daneben weist diese zwei weitere Montagebohrungen auf, die zur
Aufnahme zweier Druck-Temperatur-Kombinationssensoren dienen.
50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230 240 250
0,50
0,55
0,60
0,65
0,70
0,75
0,80
0,85
0,90
0,95
1,00
1,05
1,10
1,15
1,20
1,25
1,30
1,35sp
ezif
isch
es V
olu
men
v [
cm
3/g
]
Temperatur T [°C]
Tait: MF: PP: PP-G1-30: PP-G1-40: PP-G1-50: PP-G1-60: PP-G1-65: PP-G1-70: PP-G2-30: PP-G2-40: PP-G2-50: PP-G2-60: PP-G2-65: PP-G2-R-65: PP-G2-70:
p = 1 bar
Extrapolation |bc|= 60 K/min
50 60 70 80 90 100 110 120 130 140 150
0,54
0,55
0,56
0,57
0,58
0,59
0,60
sp
ezif
isch
es V
olu
men
v [
cm
3/g
]
Temperatur T [°C]
Extrapolation |bc| [K/min]:
0 50 100 150 200
PP-G2-70
p = 1 bar
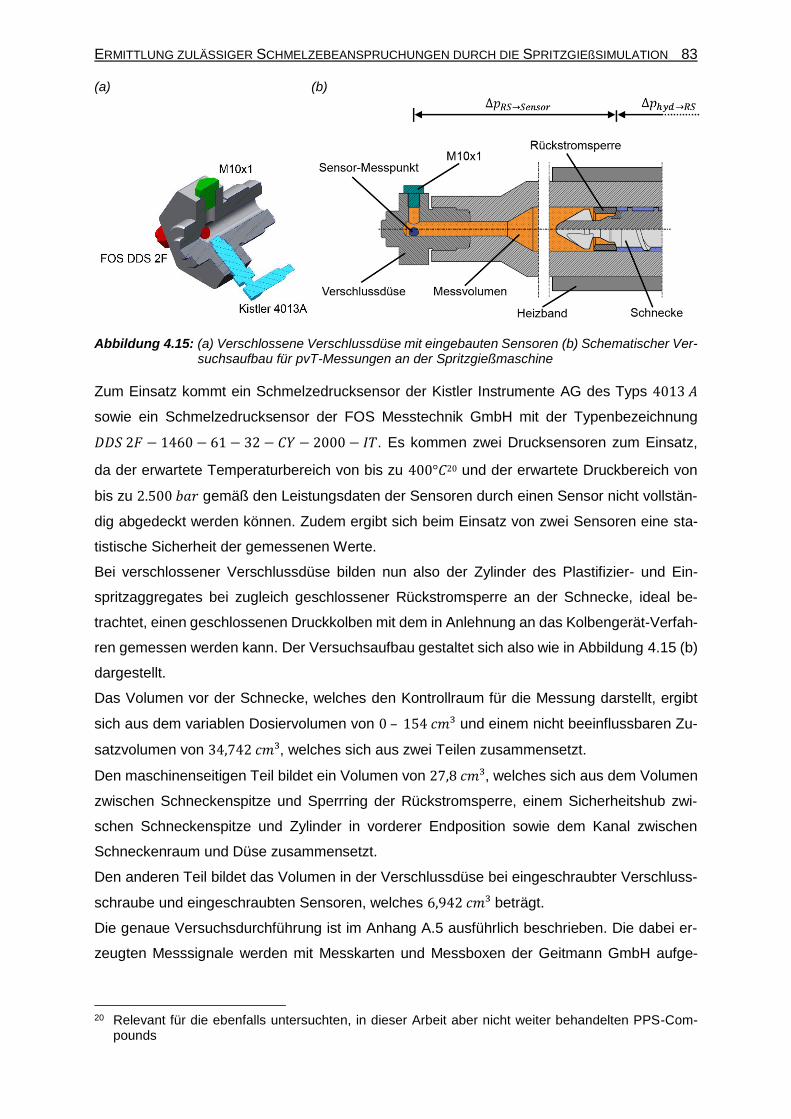
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 83 (a) (b)
Abbildung 4.15: (a) Verschlossene Verschlussdüse mit eingebauten Sensoren (b) Schematischer Ver-suchsaufbau für pvT-Messungen an der Spritzgießmaschine
Zum Einsatz kommt ein Schmelzedrucksensor der Kistler Instrumente AG des Typs 4013 𝐴
sowie ein Schmelzedrucksensor der FOS Messtechnik GmbH mit der Typenbezeichnung
𝐷𝐷𝑆 2𝐹 − 1460 − 61 − 32 − 𝐶𝑌 − 2000 − 𝐼𝑇. Es kommen zwei Drucksensoren zum Einsatz,
da der erwartete Temperaturbereich von bis zu 400°𝐶20 und der erwartete Druckbereich von
bis zu 2.500 𝑏𝑎𝑟 gemäß den Leistungsdaten der Sensoren durch einen Sensor nicht vollstän-
dig abgedeckt werden können. Zudem ergibt sich beim Einsatz von zwei Sensoren eine sta-
tistische Sicherheit der gemessenen Werte.
Bei verschlossener Verschlussdüse bilden nun also der Zylinder des Plastifizier- und Ein-
spritzaggregates bei zugleich geschlossener Rückstromsperre an der Schnecke, ideal be-
trachtet, einen geschlossenen Druckkolben mit dem in Anlehnung an das Kolbengerät-Verfah-
ren gemessen werden kann. Der Versuchsaufbau gestaltet sich also wie in Abbildung 4.15 (b)
dargestellt.
Das Volumen vor der Schnecke, welches den Kontrollraum für die Messung darstellt, ergibt
sich aus dem variablen Dosiervolumen von 0 – 154 𝑐𝑚³ und einem nicht beeinflussbaren Zu-
satzvolumen von 34,742 𝑐𝑚³, welches sich aus zwei Teilen zusammensetzt.
Den maschinenseitigen Teil bildet ein Volumen von 27,8 𝑐𝑚³, welches sich aus dem Volumen
zwischen Schneckenspitze und Sperrring der Rückstromsperre, einem Sicherheitshub zwi-
schen Schneckenspitze und Zylinder in vorderer Endposition sowie dem Kanal zwischen
Schneckenraum und Düse zusammensetzt.
Den anderen Teil bildet das Volumen in der Verschlussdüse bei eingeschraubter Verschluss-
schraube und eingeschraubten Sensoren, welches 6,942 𝑐𝑚³ beträgt.
Die genaue Versuchsdurchführung ist im Anhang A.5 ausführlich beschrieben. Die dabei er-
zeugten Messsignale werden mit Messkarten und Messboxen der Geitmann GmbH aufge-
20 Relevant für die ebenfalls untersuchten, in dieser Arbeit aber nicht weiter behandelten PPS-Com-
pounds
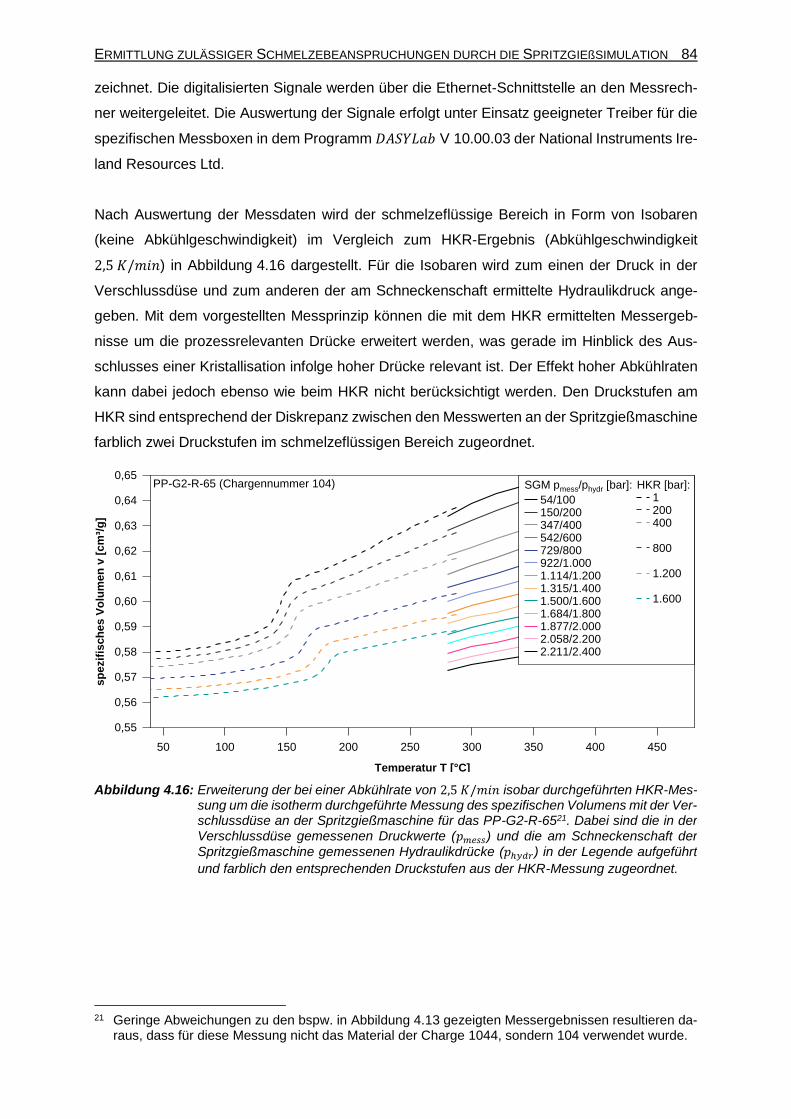
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 84 zeichnet. Die digitalisierten Signale werden über die Ethernet-Schnittstelle an den Messrech-
ner weitergeleitet. Die Auswertung der Signale erfolgt unter Einsatz geeigneter Treiber für die
spezifischen Messboxen in dem Programm 𝐷𝐴𝑆𝑌𝐿𝑎𝑏 V 10.00.03 der National Instruments Ire-
land Resources Ltd.
Nach Auswertung der Messdaten wird der schmelzeflüssige Bereich in Form von Isobaren
(keine Abkühlgeschwindigkeit) im Vergleich zum HKR-Ergebnis (Abkühlgeschwindigkeit
2,5 𝐾/𝑚𝑖𝑛) in Abbildung 4.16 dargestellt. Für die Isobaren wird zum einen der Druck in der
Verschlussdüse und zum anderen der am Schneckenschaft ermittelte Hydraulikdruck ange-
geben. Mit dem vorgestellten Messprinzip können die mit dem HKR ermittelten Messergeb-
nisse um die prozessrelevanten Drücke erweitert werden, was gerade im Hinblick des Aus-
schlusses einer Kristallisation infolge hoher Drücke relevant ist. Der Effekt hoher Abkühlraten
kann dabei jedoch ebenso wie beim HKR nicht berücksichtigt werden. Den Druckstufen am
HKR sind entsprechend der Diskrepanz zwischen den Messwerten an der Spritzgießmaschine
farblich zwei Druckstufen im schmelzeflüssigen Bereich zugeordnet.
Abbildung 4.16: Erweiterung der bei einer Abkühlrate von 2,5 𝐾/𝑚𝑖𝑛 isobar durchgeführten HKR-Mes-sung um die isotherm durchgeführte Messung des spezifischen Volumens mit der Ver-schlussdüse an der Spritzgießmaschine für das PP-G2-R-6521. Dabei sind die in der Verschlussdüse gemessenen Druckwerte (𝑝𝑚𝑒𝑠𝑠) und die am Schneckenschaft der
Spritzgießmaschine gemessenen Hydraulikdrücke (𝑝ℎ𝑦𝑑𝑟) in der Legende aufgeführt
und farblich den entsprechenden Druckstufen aus der HKR-Messung zugeordnet.
21 Geringe Abweichungen zu den bspw. in Abbildung 4.13 gezeigten Messergebnissen resultieren da-
raus, dass für diese Messung nicht das Material der Charge 1044, sondern 104 verwendet wurde.
50 100 150 200 250 300 350 400 450
0,55
0,56
0,57
0,58
0,59
0,60
0,61
0,62
0,63
0,64
0,65PP-G2-R-65 (Chargennummer 104)
Temperatur T [°C]
sp
ezif
isch
es V
olu
men
v [
cm
³/g
]
HKR [bar]: 1 200 400
800
1.200
1.600
SGM pmess/phydr [bar]:
54/100 150/200 347/400 542/600 729/800 922/1.000 1.114/1.200 1.315/1.400 1.500/1.600 1.684/1.800 1.877/2.000 2.058/2.200 2.211/2.400
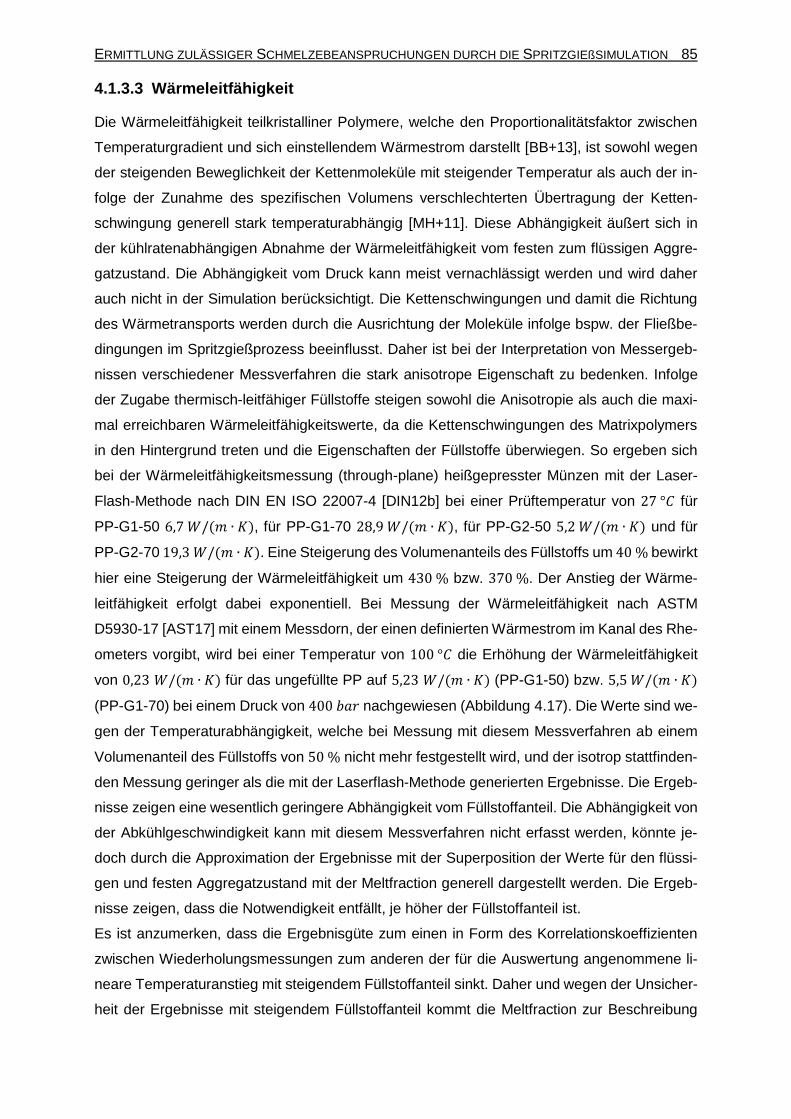
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 85
4.1.3.3 Wärmeleitfähigkeit
Die Wärmeleitfähigkeit teilkristalliner Polymere, welche den Proportionalitätsfaktor zwischen
Temperaturgradient und sich einstellendem Wärmestrom darstellt [BB+13], ist sowohl wegen
der steigenden Beweglichkeit der Kettenmoleküle mit steigender Temperatur als auch der in-
folge der Zunahme des spezifischen Volumens verschlechterten Übertragung der Ketten-
schwingung generell stark temperaturabhängig [MH+11]. Diese Abhängigkeit äußert sich in
der kühlratenabhängigen Abnahme der Wärmeleitfähigkeit vom festen zum flüssigen Aggre-
gatzustand. Die Abhängigkeit vom Druck kann meist vernachlässigt werden und wird daher
auch nicht in der Simulation berücksichtigt. Die Kettenschwingungen und damit die Richtung
des Wärmetransports werden durch die Ausrichtung der Moleküle infolge bspw. der Fließbe-
dingungen im Spritzgießprozess beeinflusst. Daher ist bei der Interpretation von Messergeb-
nissen verschiedener Messverfahren die stark anisotrope Eigenschaft zu bedenken. Infolge
der Zugabe thermisch-leitfähiger Füllstoffe steigen sowohl die Anisotropie als auch die maxi-
mal erreichbaren Wärmeleitfähigkeitswerte, da die Kettenschwingungen des Matrixpolymers
in den Hintergrund treten und die Eigenschaften der Füllstoffe überwiegen. So ergeben sich
bei der Wärmeleitfähigkeitsmessung (through-plane) heißgepresster Münzen mit der Laser-
Flash-Methode nach DIN EN ISO 22007-4 [DIN12b] bei einer Prüftemperatur von 27 °𝐶 für
PP-G1-50 6,7 𝑊/(𝑚 ∙ 𝐾), für PP-G1-70 28,9 𝑊/(𝑚 ∙ 𝐾), für PP-G2-50 5,2 𝑊/(𝑚 ∙ 𝐾) und für
PP-G2-70 19,3 𝑊/(𝑚 ∙ 𝐾). Eine Steigerung des Volumenanteils des Füllstoffs um 40 % bewirkt
hier eine Steigerung der Wärmeleitfähigkeit um 430 % bzw. 370 %. Der Anstieg der Wärme-
leitfähigkeit erfolgt dabei exponentiell. Bei Messung der Wärmeleitfähigkeit nach ASTM
D5930-17 [AST17] mit einem Messdorn, der einen definierten Wärmestrom im Kanal des Rhe-
ometers vorgibt, wird bei einer Temperatur von 100 °𝐶 die Erhöhung der Wärmeleitfähigkeit
von 0,23 𝑊/(𝑚 ∙ 𝐾) für das ungefüllte PP auf 5,23 𝑊/(𝑚 ∙ 𝐾) (PP-G1-50) bzw. 5,5 𝑊/(𝑚 ∙ 𝐾)
(PP-G1-70) bei einem Druck von 400 𝑏𝑎𝑟 nachgewiesen (Abbildung 4.17). Die Werte sind we-
gen der Temperaturabhängigkeit, welche bei Messung mit diesem Messverfahren ab einem
Volumenanteil des Füllstoffs von 50 % nicht mehr festgestellt wird, und der isotrop stattfinden-
den Messung geringer als die mit der Laserflash-Methode generierten Ergebnisse. Die Ergeb-
nisse zeigen eine wesentlich geringere Abhängigkeit vom Füllstoffanteil. Die Abhängigkeit von
der Abkühlgeschwindigkeit kann mit diesem Messverfahren nicht erfasst werden, könnte je-
doch durch die Approximation der Ergebnisse mit der Superposition der Werte für den flüssi-
gen und festen Aggregatzustand mit der Meltfraction generell dargestellt werden. Die Ergeb-
nisse zeigen, dass die Notwendigkeit entfällt, je höher der Füllstoffanteil ist.
Es ist anzumerken, dass die Ergebnisgüte zum einen in Form des Korrelationskoeffizienten
zwischen Wiederholungsmessungen zum anderen der für die Auswertung angenommene li-
neare Temperaturanstieg mit steigendem Füllstoffanteil sinkt. Daher und wegen der Unsicher-
heit der Ergebnisse mit steigendem Füllstoffanteil kommt die Meltfraction zur Beschreibung
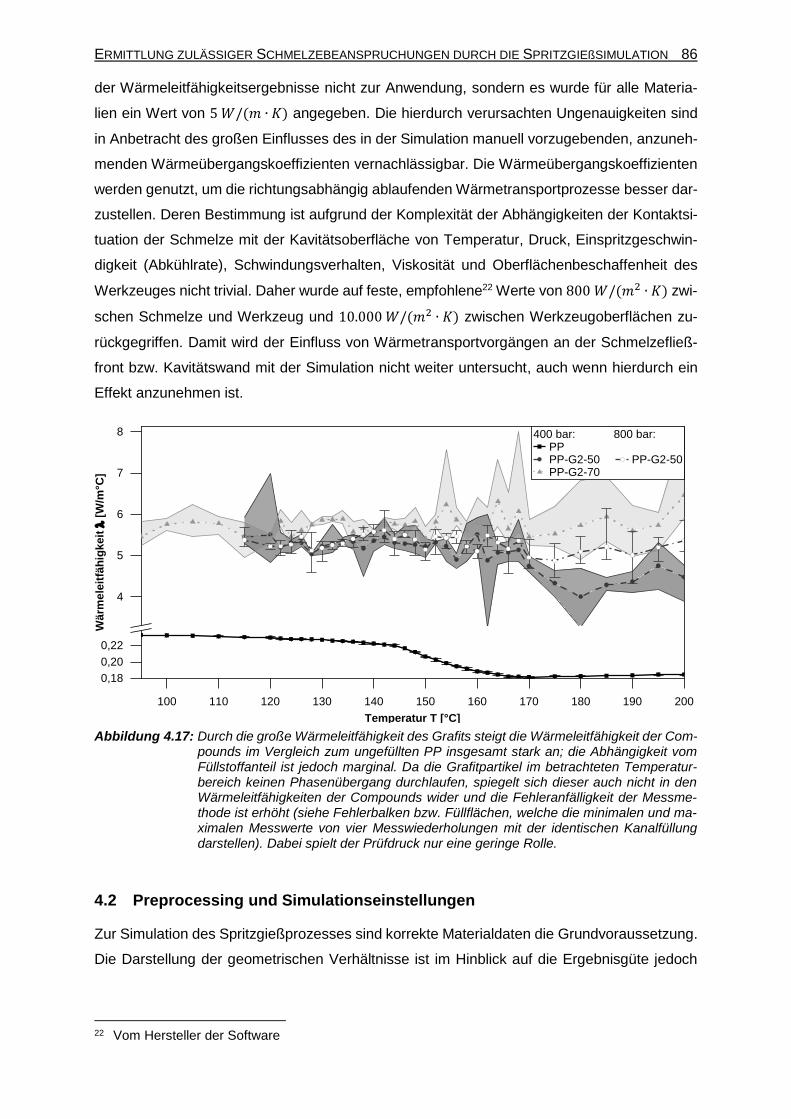
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 86 der Wärmeleitfähigkeitsergebnisse nicht zur Anwendung, sondern es wurde für alle Materia-
lien ein Wert von 5 𝑊/(𝑚 ∙ 𝐾) angegeben. Die hierdurch verursachten Ungenauigkeiten sind
in Anbetracht des großen Einflusses des in der Simulation manuell vorzugebenden, anzuneh-
menden Wärmeübergangskoeffizienten vernachlässigbar. Die Wärmeübergangskoeffizienten
werden genutzt, um die richtungsabhängig ablaufenden Wärmetransportprozesse besser dar-
zustellen. Deren Bestimmung ist aufgrund der Komplexität der Abhängigkeiten der Kontaktsi-
tuation der Schmelze mit der Kavitätsoberfläche von Temperatur, Druck, Einspritzgeschwin-
digkeit (Abkühlrate), Schwindungsverhalten, Viskosität und Oberflächenbeschaffenheit des
Werkzeuges nicht trivial. Daher wurde auf feste, empfohlene22 Werte von 800 𝑊/(𝑚2 ∙ 𝐾) zwi-
schen Schmelze und Werkzeug und 10.000 𝑊/(𝑚2 ∙ 𝐾) zwischen Werkzeugoberflächen zu-
rückgegriffen. Damit wird der Einfluss von Wärmetransportvorgängen an der Schmelzefließ-
front bzw. Kavitätswand mit der Simulation nicht weiter untersucht, auch wenn hierdurch ein
Effekt anzunehmen ist.
Abbildung 4.17: Durch die große Wärmeleitfähigkeit des Grafits steigt die Wärmeleitfähigkeit der Com-pounds im Vergleich zum ungefüllten PP insgesamt stark an; die Abhängigkeit vom Füllstoffanteil ist jedoch marginal. Da die Grafitpartikel im betrachteten Temperatur-bereich keinen Phasenübergang durchlaufen, spiegelt sich dieser auch nicht in den Wärmeleitfähigkeiten der Compounds wider und die Fehleranfälligkeit der Messme-thode ist erhöht (siehe Fehlerbalken bzw. Füllflächen, welche die minimalen und ma-ximalen Messwerte von vier Messwiederholungen mit der identischen Kanalfüllung darstellen). Dabei spielt der Prüfdruck nur eine geringe Rolle.
4.2 Preprocessing und Simulationseinstellungen
Zur Simulation des Spritzgießprozesses sind korrekte Materialdaten die Grundvoraussetzung.
Die Darstellung der geometrischen Verhältnisse ist im Hinblick auf die Ergebnisgüte jedoch
22 Vom Hersteller der Software
100 110 120 130 140 150 160 170 180 190 200
0,18
0,20
0,22
4
5
6
7
8
Wärm
ele
itfä
hig
keit
l [
W/m
°C]
Temperatur T [°C]
400 bar: 800 bar: PP PP-G2-50 PP-G2-50 PP-G2-70
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 87 nicht weniger wichtig, da die Diskretisierung des Bauteils über Volumennetze23 ebenso die
Genauigkeit der Ergebnisse definiert. Das zu berechnende Strömungsvolumen ist in zahlrei-
che, kleinere, finite Kontrollvolumina, die das numerische Rechennetz darstellen, zu gliedern.
Für jeden Zellkern der Kontrollvolumina werden die unbekannten Variablen der Differenzial-
gleichungen als Flächen- und Volumenintegral über den Gauß´schen Integralsatz bestimmt
[Wen09, FP08]. Mittelwerte und Differenzenquotienten werden zur Approximation an den Be-
grenzungsflächen genutzt. Für jede Zelle werden die Erhaltungsgleichungen in algebraische
Bilanzgleichungen überführt und gelöst. Die Qualität des Rechennetzes bestimmt ebenso wie
die Lösungsalgorithmen und mathematischen Modelle die Stabilität und erzielbare Genauig-
keit der Ergebnisse [Lec14, Wen09, FP08]. Diese können nur im Kompromiss zu den verfüg-
baren Rechenressourcen und der Zeit erzielt werden. Auch wenn besonders im Vergleich zur
Vergangenheit die Hard- und Software je nach Rechenaufgabe (Geometrie, Prozess) kaum
mehr einen begrenzenden Faktor darstellt, ist die Vernetzung nicht so fein wie möglich, son-
dern so fein wie nötig zu wählen. Ab einem bestimmten Punkt der Netzfeinheit verbessern sich
die Simulationsergebnisse nur unwesentlich, da die Geometrie bereits korrekt abgebildet ist
bzw. Fehlstellen im Netz bereits nicht mehr vorliegen oder nicht weiter vermieden werden kön-
nen. Die zusätzliche Belegung des Speichers bei gleichwertigen Ergebnissen wird also nicht
gerechtfertigt. Diesem Grundsatz folgend wird die Größe und Form der Volumenelemente zur
Beschreibung der Geometrie in 𝑆𝑖𝑔𝑚𝑎𝑠𝑜𝑓𝑡 nach den Kriterien
- Minimum wall thickness (geringste Wandstärke im Bauteil),
- Minimum element size (minimale, erlaubte Größe eines Volumenelements (Form)) und
- Accuracy24 (Mindestanzahl der Volumenelemente über der Wandstärke)
vorgegeben. Das so erzeugte und geprüfte Netz (Abbildung der Geometrie inklusive Radien,
Qualität) wird anschließend nach den Kriterien
- Smoothing25 (maximales Verhältnis der Länge benachbarter FV-Elementen)
- Ratio26 (Seitenverhältnis eines FV-Elements)
- Coarsening loops27 (Abtasten des Netzes zur Einsparung von Elementen)
- Minimal accuracy after coarsening28 (Mindestanzahl der Volumenelemente über der Wand-
stärke nach dem Abtasten)
23 Im Rahmen der Finite Volumen Methode (FVM), mit welcher in 𝑆𝑖𝑔𝑚𝑎𝑠𝑜𝑓𝑡 die Ergebnisse berechnet
werden 24 Zur Vermeidung eines Einflusses des Netzes auf die Ergebnisse durch einen zu geringen Durch-
flussquerschnitt, was die Berechnung eines überhöhten Schergeschwindigkeitsprofils zur Folge hat, wird ein Wert von drei empfohlen.
25 Voreinstellung: 2 26 Voreinstellung: 3 in der Kavität, 5 für das Werkzeug 27 Voreinstellung: 1 in der Kavität, 3 für das Werkzeug 28 Wird parallel zur Einsparung durch den Coarsening Loop geprüft.
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 88 vergröbert. Durch das Zusammenfassen von Elementen ohne Geometrieänderung wird die
Elementanzahl reduziert und die schnelle Berechnung der thermischen Vorgänge im Werk-
zeug ermöglicht. Die Veränderung der Bedingungen nach mehreren Zyklen (Einschwingen
des Werkzeuges, stationärer Prozess) kann geprüft werden. Sowohl der Fokus auf ein feines
Netz als auch die Randschicht kann nur über „Umwege“29 gelegt werden. Wie beschrieben,
definiert die Netzfeinheit das Vorliegen der Ergebnisse über der Bauteilgeometrie und gibt
damit die maximale Abtastfrequenz zur Ausbildung der Schmelzefließfront vor. Es wird mit
acht Elementen über der Bauteildicke gerechnet. Dies stellt einen Kompromiss zwischen Re-
chenzeit und Genauigkeit der Ergebnisse dar. Wird das Werkzeug und die Werkzeugkavität
im Ganzen betrachtet, werden bei drei thermischen Zyklen und einem Füllzyklus eine Rechen-
zeit von ca. 29 Stunden (Workstation mit zwei Intel Xeon E5450 (jeweils 4 Kerne, 3 GHz)
Prozessoren, 32 GB Arbeitsspeicher und Windows 7 Enterprise (64 Bit) Betriebssystem und
𝑆𝑖𝑔𝑚𝑎𝑠𝑜𝑓𝑡 Floating Lizenz für 2 Kerne) benötigt. Bei Ausnutzung der Symmetrieebene redu-
ziert sich die Rechenzeit um mehr als die Hälfte. Die Starttemperatur für die Massetemperatur,
Werkzeugwandtemperatur und Kühlmitteltemperatur werden mit den beim realen Prozess de-
finierten Stufen vorgegeben. Für die thermische Berechnung werden konstante, vom Soft-
warehersteller empfohlene (scheinbare) Wärmeübergangskoeffizienten von 0,001 𝑊/(𝑚2 ∙
𝐾) (zwischen Werkzeug und Isolation), 800 𝑊/(𝑚2 ∙ 𝐾) (zwischen Bauteil und Werkzeug) so-
wie 10.000 𝑊/(𝑚2 ∙ 𝐾) (zwischen Werkzeugteilen untereinander30 und Temperiermedium) ge-
nutzt. Der gemessene Einspritzvolumenstrom wird für die Füllphase als Volumenfließrate bei
der jeweiligen Prozesseinstellung vorgegeben. Bei den Einstellungen für die Wandhaftung der
Schmelze wird ebenfalls der voreingestellte Wert von 0,85 beibehalten. Da von einer Über-
schreitung der Schmelzebeanspruchung an den freien Schmelzeoberflächen im Schmelze-
kern auszugehen ist, werden Wandgleiteffekte und die damit einhergehende Beeinflussung
der Wärmeübergangskoeffizienten an dieser Stelle also nicht näher in den Fokus gerückt. Die
Füllstofforientierung und die davon abhängige, relative Viskosität stehen vorerst ebenfalls nicht
im Mittelpunkt der Betrachtung. Zum einen da diese aufgrund der zunehmenden Wechselwir-
kung zwischen den Füllstoffpartikeln über die mathematischen Ansätze der Suspensionsrhe-
ologie nur bis zu einem gewissen Füllstoffanteil in Abhängigkeit von Form und spezifischer
Oberfläche der Füllstoffpartikel vorhergesagt werden kann. Zum anderen da die Compounds
aus makromechanischer Sicht untersucht werden. Die Simulationsergebnisse werden im ers-
ten Schritt in Abständen von 1% der Formfüllung ausgegeben, um den für die kritischen Be-
anspruchungen relevanten Bereich einzugrenzen.
29 Bspw. der Definition einer Bauteilgeometrie in der Bauteilgeometrie oder fixe Vorgabe der Wärme-
übergangskoeffizienten 30 Wegen der hohen Wärmeleitfähigkeit des gewählten Werkzeugstahls wurde hier ein höherer Wert
vorgegeben.

ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 89
4.3 Methode zur Bestimmung der zulässigen Schmelzebeanspruchung an der Schmelzefließfront
Mit der Spritzgießsimulation werden reine, homogene Scherströmungen berechnet. Die Dehn-
strömungen werden nur auf Grundlage dieser Berechnung als Dehngeschwindigkeiten aus
den Geschwindigkeitsfeldern ermittelt. Weitere Berechnungen erfolgen hierzu nicht. Daher
sind nur diese Ergebnisse zur Einschätzung der Schmelzebeanspruchung infolge der aus den
Maschinen- und Prozesseinstellungen resultierenden Belastungen auf die Schmelze, welche
in der Strömung mit den auftretenden Geschwindigkeitsfeldern resultiert, relevant. Die bishe-
rigen Ergebnisse insbesondere zur Dehnbarkeit der Schmelze in Abhängigkeit des Volumen-
anteils der Füllstoffe unterstützen die Annahme, dass die Schmelzefließfront inhomogen wird,
sobald die maximal zulässige Dehnung zu einem Zeitpunkt des Prozesses überschritten wird
und es infolgedessen zu einem Adhäsions- oder Kohäsionsversagen kommt. Da über die
Dehngeschwindigkeit durch die Integration über der Zeit auf die Dehnung geschlossen werden
kann, wird wegen der Vereinfachung der Simulationsrechnung anhand der maximalen Dehn-
geschwindigkeit der Schmelze an der Fließfront die (maximale) Schmelzedehnbeanspruchung
beurteilt. In Analogie zum Rheotens-Versuch gilt: Eine hohe Dehngeschwindigkeit entspricht
einer großen Dehnbarkeit/Dehnung. Es gilt damit weiter analog: Bei Überschreitung der maxi-
mal zulässigen Dehngeschwindigkeit kommt es zur inhomogenen Fließfront. Insbesondere bei
hohen Dehngeschwindigkeiten treten die viskoelastischen Effekte durch die Scherung in den
Hintergrund. Die maximalen Dehngeschwindigkeiten an den freien Oberflächen der Schmel-
zefließfront hängen generell von der Angussgestaltung und Geometrie der Bauteile ab, da
hiermit die Ausbreitung des Schmelzestroms definiert wird. Aus den geometrischen Bedingun-
gen und der Prozessführung ergibt sich dann der, die maximalen Dehngeschwindigkeiten
ebenso beeinflussende, Werkzeuginnendruck.
Unter der Annahme einer homogenen, für Kunststoffe typischen Schmelzefließfront gelten die
folgenden Beschreibungen der Strömungsvorgänge: Bei dem Scheiben- und Rechteckplatten-
bauteil passiert die Schmelze den Kegelanguss und wird dabei nur geringfügig, aber in Fließ-
richtungsebene und quer hierzu gedehnt. Sobald die Schmelze vom Kegelanguss in die Werk-
zeugtrennebene umgelenkt wird, bildet sich idealerweise ein homogener Quellfluss aus. Bei
der Ausbildung des Quellflusses finden die größten Schmelzedehnprozesse statt, weil es hier
zu besonders großen Geschwindigkeitsgradienten kommt und zu einer großen Änderung des
Strömungsquerschnitts. Bei der weiteren ringförmigen Ausbreitung (Zunahme des Ringdurch-
messers) fällt die Dehngeschwindigkeit bei konstant gehaltenem Volumenstrom ab bzw. ver-
bleibt auf einem konstanten Niveau, wenn durch die Steigerung des Volumenstroms die Zu-
nahme des Radius ausgeglichen wird. Die Dehnprozesse finden dabei weiterhin äquibiaxial
statt. Direkt an der Schmelzefließfront findet sich genauso wie an der Kavitätswand eine füll-
stoffarme Schicht. Bedingt durch die Dehnvorgänge entspricht die Füllstofforientierung dahin-
ter dann dem Profil der Schmelzefließfront.
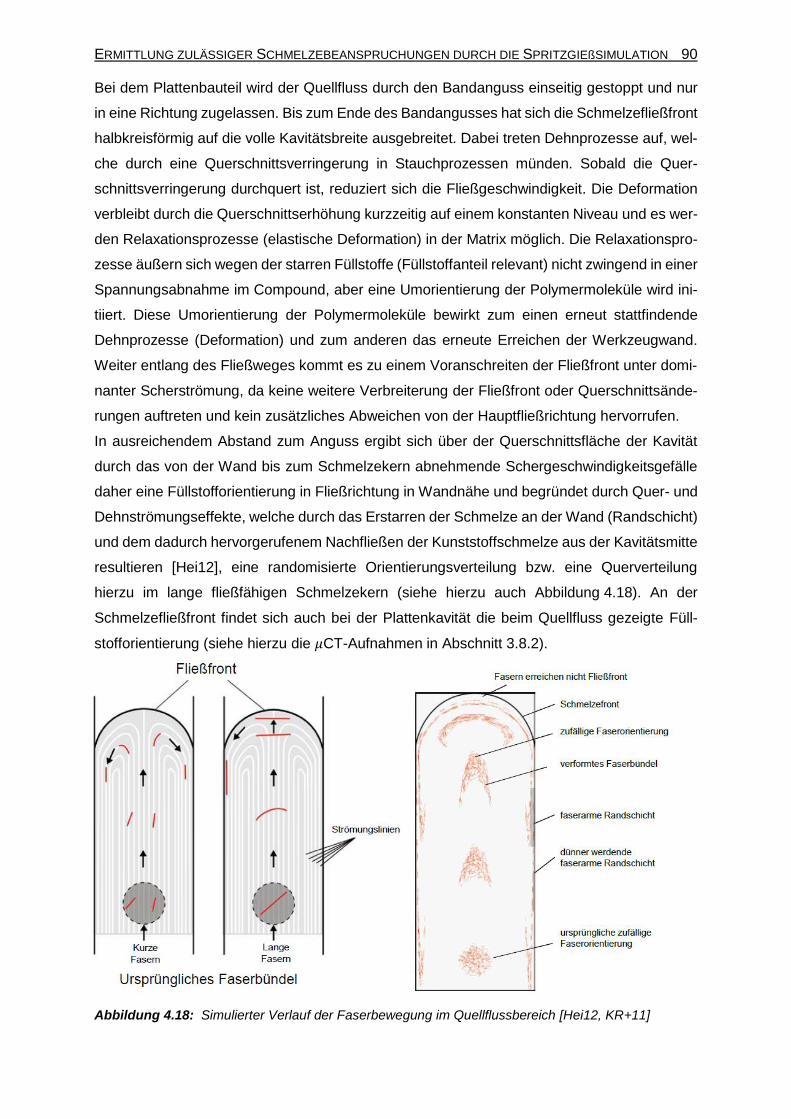
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 90 Bei dem Plattenbauteil wird der Quellfluss durch den Bandanguss einseitig gestoppt und nur
in eine Richtung zugelassen. Bis zum Ende des Bandangusses hat sich die Schmelzefließfront
halbkreisförmig auf die volle Kavitätsbreite ausgebreitet. Dabei treten Dehnprozesse auf, wel-
che durch eine Querschnittsverringerung in Stauchprozessen münden. Sobald die Quer-
schnittsverringerung durchquert ist, reduziert sich die Fließgeschwindigkeit. Die Deformation
verbleibt durch die Querschnittserhöhung kurzzeitig auf einem konstanten Niveau und es wer-
den Relaxationsprozesse (elastische Deformation) in der Matrix möglich. Die Relaxationspro-
zesse äußern sich wegen der starren Füllstoffe (Füllstoffanteil relevant) nicht zwingend in einer
Spannungsabnahme im Compound, aber eine Umorientierung der Polymermoleküle wird ini-
tiiert. Diese Umorientierung der Polymermoleküle bewirkt zum einen erneut stattfindende
Dehnprozesse (Deformation) und zum anderen das erneute Erreichen der Werkzeugwand.
Weiter entlang des Fließweges kommt es zu einem Voranschreiten der Fließfront unter domi-
nanter Scherströmung, da keine weitere Verbreiterung der Fließfront oder Querschnittsände-
rungen auftreten und kein zusätzliches Abweichen von der Hauptfließrichtung hervorrufen.
In ausreichendem Abstand zum Anguss ergibt sich über der Querschnittsfläche der Kavität
durch das von der Wand bis zum Schmelzekern abnehmende Schergeschwindigkeitsgefälle
daher eine Füllstofforientierung in Fließrichtung in Wandnähe und begründet durch Quer- und
Dehnströmungseffekte, welche durch das Erstarren der Schmelze an der Wand (Randschicht)
und dem dadurch hervorgerufenem Nachfließen der Kunststoffschmelze aus der Kavitätsmitte
resultieren [Hei12], eine randomisierte Orientierungsverteilung bzw. eine Querverteilung
hierzu im lange fließfähigen Schmelzekern (siehe hierzu auch Abbildung 4.18). An der
Schmelzefließfront findet sich auch bei der Plattenkavität die beim Quellfluss gezeigte Füll-
stofforientierung (siehe hierzu die 𝜇CT-Aufnahmen in Abschnitt 3.8.2).
Abbildung 4.18: Simulierter Verlauf der Faserbewegung im Quellflussbereich [Hei12, KR+11]
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 91 Eine Erhöhung der Massetemperatur führt zu niedrigeren Orientierungswerten im gesamten
Querschnitt, unabhängig von der betrachteten Formteilposition. Dies ist zurückzuführen auf
die verringerte Viskosität der Schmelze und die dadurch sinkende Deformation. Viel entschei-
dender ist jedoch primär die begünstigt durch das höhere Temperaturniveau, schneller ablau-
fende Relaxation[JM04]. Durch Erhöhung der Einspritzgeschwindigkeit werden in den Rand-
bereichen durch gesteigerte Scherung höhere, in der Mitte aufgrund der besseren Relaxation
stattdessen niedrigere Orientierungen festgestellt [Jue03]. Kürzere Einspritzzeiten und die
steigende Friktionswärme während des beschleunigten Einspritzvorgangs heben das Tempe-
raturniveau am Ende der Phase deutlich an. Durch beschleunigte Relaxation sinkt bei einer
Erhöhung der Einspritzgeschwindigkeit die gemittelte Orientierung über den Querschnitt meis-
tens ab [JM04].
Es lässt sich festhalten, dass bei der Scheibe und bei der Platte im ersten Schritt die gleichen
Dehnphänomene auftreten – bei beiden Bauteilen findet der Kegelanguss und die Umlenkung
in die Kavität bzw. den Bandanguss Verwendung. Es ist daher davon auszugehen, dass, wenn
bei der Scheibe eine inhomogene Fließfront detektiert wird (Fall 1), diese beim Eintritt in die
Plattenkavität schon inhomogen vorliegt und nicht alleine die uniaxial stattfindenden Dehnpro-
zesse zum Versagen an der Schmelzefließfront führen. Auch wenn diese die Fließfront zu-
sätzlich beanspruchen, dürfte die Überbeanspruchung ihren Ursprung bereits zum früheren
Zeitpunkt finden. Wegen der Tatsache, dass der sich hieraus direkt ergebende Fall 2 (wird die
Schmelze bei der Scheibe nicht über ihre zulässige Beanspruchungsgrenze belastet, kann
dies bei der Platte dennoch auftreten) bei der Auswertung nicht vorzufinden ist31, ist davon
auszugehen, dass die Annahme einer einmaligen Überschreitung hinreichend ist. Die An-
nahme eine Überbeanspruchung über die Zeit (integrale Betrachtung des gesamten Zyklus:
Dehnarbeit) muss damit nicht getroffen werden. Es wird der sich bei den Prozesseinstellungen
einstellende arithmetische Mittelwert der Dehngeschwindigkeit an der ringförmigen Schmelze-
fließfront untersucht. Der Übergang Anguss zu Scheibe bzw. zu Verteiler liefert die zu betrach-
tenden Zeitschritte. Auch wenn die höchsten Dehngeschwindigkeiten dabei anders als bei der
uniaxialen Dehnung ohne Querschnittsänderung (Mittelschicht) an der Stelle mit der stärksten
Umlenkung auftreten (nahe der Kavitätswand), wird für den Vergleich zwischen Prozessein-
stellungen und Volumenanteilen der Füllstoffe der Mittelwert für die gesamte Schmelzefließ-
front folgendermaßen gebildet:
31 Bei der Scheibe beobachtete thermische Inhomogenitäten werden bei der Platte teilweise ausgegli-
chen.
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 92 1. Es werden in 𝑆𝑖𝑔𝑚𝑎𝑠𝑜𝑓𝑡 für die volumetrische Kavitätsfüllung von 35,19 − 37,17 % Ergeb-
nisse mit einer Schrittweite von 0,1 𝑚𝑠 berechnet. Diese Ergebnisse der Dehngeschwin-
digkeit, Schmelzefließfronttemperatur und -geschwindigkeit werden über die Schnittstelle
𝑆𝑖𝑔𝑚𝑎𝐿𝑖𝑛𝑘 auf ein Ansys-FEM-Netz übertragen und exportiert.
2. Diese .ans Dateien werden in 𝑀𝑎𝑡𝑙𝑎𝑏 importiert.
3. Für jeden Zeitschritt werden die Knotenpunkte der Schmelzefließfront über die Schmelze-
fließfronttemperatur identifiziert.
4. Für diese Knoten werden die Dehngeschwindigkeiten ausgelesen und der arithmetische
Mittelwert 𝜀��𝑓,𝑎𝑟𝑖𝑡ℎ𝑚 gebildet.
5. Um den Einfluss der Prozesseinstellungen bewerten zu können, wird aus den arithmeti-
schen Mittelwerten der einzelnen Zeitschritte 𝜀��𝑓,𝑎𝑟𝑖𝑡ℎ𝑚 einerseits zusätzlich der Mittelwert
𝜀ar𝑖𝑡hm gebildet und andererseits das Maximum 𝜀max,𝑓𝑓,arithm bestimmt.
Durch die Kenntnisse aus den praktischen Versuchen und Messungen können die Berech-
nungsergebnisse anschließend in zulässige (homogene Schmelzefließfront) bzw. unzulässige
(inhomogene Schmelzefließfront) Dehngeschwindigkeiten klassifiziert werden.
4.4 Zulässige Dehnbeanspruchung an der Schmelzefließfront
Die Dehngeschwindigkeiten werden in 𝑆𝑖𝑔𝑚𝑎𝑠𝑜𝑓𝑡 für jede Zelle über den Vergleich der Ge-
schwindigkeiten quer zur Fließrichtung der angrenzenden Zellen über die Zeit ermittelt. Die
Geschwindigkeiten hängen von der Kavitätsgeometrie, den Prozesseinstellungen und den Ma-
terialeigenschaften ab. In Abbildung 4.19 ist der Verlauf der mittleren Dehngeschwindigkeiten
an der Schmelzefließfront von der Umlenkung (Auswertungsintervall) bis zur ausgebildeten
Strömung in der Scheibe-Kavität abgebildet. Die Schmelzetemperatur an der Fließfront und
deren Schwankung kann ebenfalls aus der Abbildung entnommen werden. Es ist anschaulich
zu erkennen, dass im Auswertungsintervall von ca. 35 − 37% volumetrischer Formteilfüllung
die höchsten Dehngeschwindigkeiten vorzufinden sind. Die Verläufe der maximalen an der
Fließfront detektierten Dehngeschwindigkeit 𝜀��𝑓,𝑚𝑎𝑥 und der mittleren Dehngeschwindigkeit
an der Fließfront 𝜀��𝑓,𝑎𝑟𝑖𝑡ℎ𝑚 ähneln sich; durch die Betrachtung der mittleren statt der maxima-
len Dehngeschwindigkeit werden Schwankungen durch Netzeffekte gemindert. Die Dehnge-
schwindigkeiten nach der Umlenkung (in der Kavität) sind zwar höher als im Angusskegel aber
zum Maximum vergleichsweise niedrig und damit vernachlässigbar. Die berechnete, mittlere
Fließfronttemperatur steigt im betrachteten Intervall zwar langsam aber kontinuierlich und
schwankt marginal. In der Scheibe-Kavität liegt diese dann im Mittel bei 210,36 °𝐶 und weist
keine deutliche Schererwärmung nach; dies gilt auch für die weiteren Temperaturstufen.
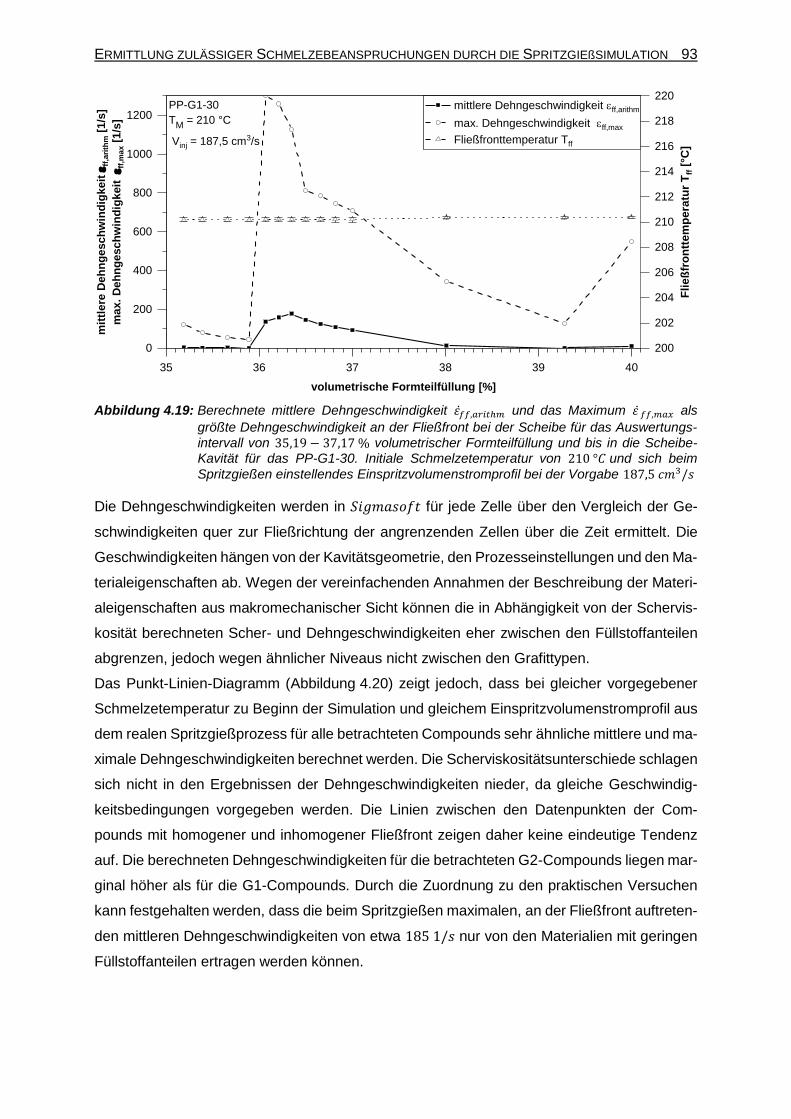
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 93
Abbildung 4.19: Berechnete mittlere Dehngeschwindigkeit 𝜀��𝑓,𝑎𝑟𝑖𝑡ℎ𝑚 und das Maximum 𝜀 𝑓𝑓,𝑚𝑎𝑥 als
größte Dehngeschwindigkeit an der Fließfront bei der Scheibe für das Auswertungs-
intervall von 35,19 − 37,17 % volumetrischer Formteilfüllung und bis in die Scheibe-Kavität für das PP-G1-30. Initiale Schmelzetemperatur von 210 °𝐶 und sich beim
Spritzgießen einstellendes Einspritzvolumenstromprofil bei der Vorgabe 187,5 𝑐𝑚3/𝑠
Die Dehngeschwindigkeiten werden in 𝑆𝑖𝑔𝑚𝑎𝑠𝑜𝑓𝑡 für jede Zelle über den Vergleich der Ge-
schwindigkeiten quer zur Fließrichtung der angrenzenden Zellen über die Zeit ermittelt. Die
Geschwindigkeiten hängen von der Kavitätsgeometrie, den Prozesseinstellungen und den Ma-
terialeigenschaften ab. Wegen der vereinfachenden Annahmen der Beschreibung der Materi-
aleigenschaften aus makromechanischer Sicht können die in Abhängigkeit von der Schervis-
kosität berechneten Scher- und Dehngeschwindigkeiten eher zwischen den Füllstoffanteilen
abgrenzen, jedoch wegen ähnlicher Niveaus nicht zwischen den Grafittypen.
Das Punkt-Linien-Diagramm (Abbildung 4.20) zeigt jedoch, dass bei gleicher vorgegebener
Schmelzetemperatur zu Beginn der Simulation und gleichem Einspritzvolumenstromprofil aus
dem realen Spritzgießprozess für alle betrachteten Compounds sehr ähnliche mittlere und ma-
ximale Dehngeschwindigkeiten berechnet werden. Die Scherviskositätsunterschiede schlagen
sich nicht in den Ergebnissen der Dehngeschwindigkeiten nieder, da gleiche Geschwindig-
keitsbedingungen vorgegeben werden. Die Linien zwischen den Datenpunkten der Com-
pounds mit homogener und inhomogener Fließfront zeigen daher keine eindeutige Tendenz
auf. Die berechneten Dehngeschwindigkeiten für die betrachteten G2-Compounds liegen mar-
ginal höher als für die G1-Compounds. Durch die Zuordnung zu den praktischen Versuchen
kann festgehalten werden, dass die beim Spritzgießen maximalen, an der Fließfront auftreten-
den mittleren Dehngeschwindigkeiten von etwa 185 1/𝑠 nur von den Materialien mit geringen
Füllstoffanteilen ertragen werden können.
35 36 37 38 39 40
0
200
400
600
800
1000
1200
Vinj = 187,5 cm3/s
TM
= 210 °C
volumetrische Formteilfüllung [%]
mit
tlere
Deh
ng
esch
win
dig
keit
eff
,ari
thm
[1/s
] mittlere Dehngeschwindigkeit eff,arithm
max. Dehngeschwindigkeit eff,max
Fließfronttemperatur Tff
PP-G1-30m
ax.
Deh
ng
esch
win
dig
keit
e
ff,m
ax [
1/s
]
200
202
204
206
208
210
212
214
216
218
220
Fli
eß
fro
ntt
em
pe
ratu
r T
ff [
°C]
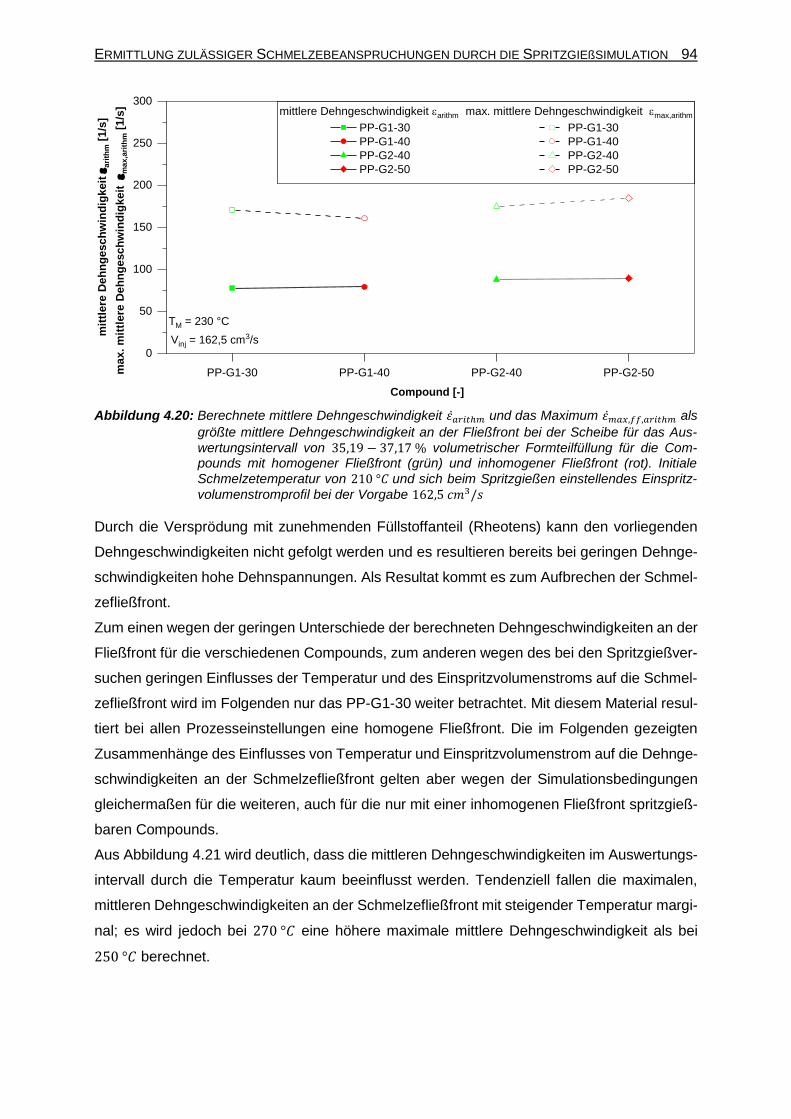
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 94
Durch die Versprödung mit zunehmenden Füllstoffanteil (Rheotens) kann den vorliegenden
Dehngeschwindigkeiten nicht gefolgt werden und es resultieren bereits bei geringen Dehnge-
schwindigkeiten hohe Dehnspannungen. Als Resultat kommt es zum Aufbrechen der Schmel-
zefließfront.
Zum einen wegen der geringen Unterschiede der berechneten Dehngeschwindigkeiten an der
Fließfront für die verschiedenen Compounds, zum anderen wegen des bei den Spritzgießver-
suchen geringen Einflusses der Temperatur und des Einspritzvolumenstroms auf die Schmel-
zefließfront wird im Folgenden nur das PP-G1-30 weiter betrachtet. Mit diesem Material resul-
tiert bei allen Prozesseinstellungen eine homogene Fließfront. Die im Folgenden gezeigten
Zusammenhänge des Einflusses von Temperatur und Einspritzvolumenstrom auf die Dehnge-
schwindigkeiten an der Schmelzefließfront gelten aber wegen der Simulationsbedingungen
gleichermaßen für die weiteren, auch für die nur mit einer inhomogenen Fließfront spritzgieß-
baren Compounds.
Aus Abbildung 4.21 wird deutlich, dass die mittleren Dehngeschwindigkeiten im Auswertungs-
intervall durch die Temperatur kaum beeinflusst werden. Tendenziell fallen die maximalen,
mittleren Dehngeschwindigkeiten an der Schmelzefließfront mit steigender Temperatur margi-
nal; es wird jedoch bei 270 °𝐶 eine höhere maximale mittlere Dehngeschwindigkeit als bei
250 °𝐶 berechnet.
Abbildung 4.20: Berechnete mittlere Dehngeschwindigkeit 𝜀��𝑟𝑖𝑡ℎ𝑚 und das Maximum 𝜀��𝑎𝑥,𝑓𝑓,𝑎𝑟𝑖𝑡ℎ𝑚 als
größte mittlere Dehngeschwindigkeit an der Fließfront bei der Scheibe für das Aus-
wertungsintervall von 35,19 − 37,17 % volumetrischer Formteilfüllung für die Com-pounds mit homogener Fließfront (grün) und inhomogener Fließfront (rot). Initiale
Schmelzetemperatur von 210 °𝐶 und sich beim Spritzgießen einstellendes Einspritz-
volumenstromprofil bei der Vorgabe 162,5 𝑐𝑚3/𝑠
PP-G1-30 PP-G1-40 PP-G2-40 PP-G2-50
0
50
100
150
200
250
300
Compound [-]
mit
tlere
Deh
ng
esch
win
dig
keit
ea
rith
m [
1/s
]
TM = 230 °C
Vinj = 162,5 cm3/s
mittlere Dehngeschwindigkeit earithm
PP-G1-30
PP-G1-40
PP-G2-40
PP-G2-50
max. mittlere Dehngeschwindigkeit emax,arithm
PP-G1-30
PP-G1-40
PP-G2-40
PP-G2-50
max.
mit
tlere
Deh
ng
esch
win
dig
keit
e
ma
x,a
rith
m [
1/s
]
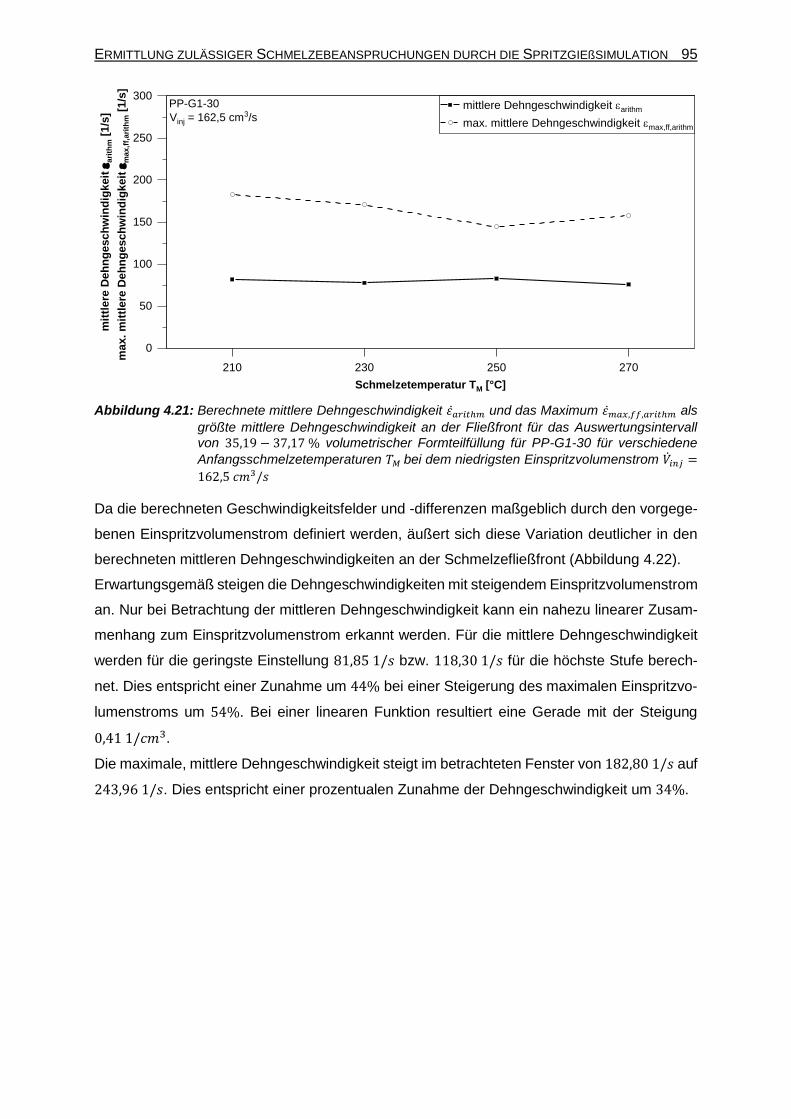
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 95
Abbildung 4.21: Berechnete mittlere Dehngeschwindigkeit 𝜀��𝑟𝑖𝑡ℎ𝑚 und das Maximum 𝜀��𝑎𝑥,𝑓𝑓,𝑎𝑟𝑖𝑡ℎ𝑚 als
größte mittlere Dehngeschwindigkeit an der Fließfront für das Auswertungsintervall
von 35,19 − 37,17 % volumetrischer Formteilfüllung für PP-G1-30 für verschiedene
Anfangsschmelzetemperaturen 𝑇𝑀 bei dem niedrigsten Einspritzvolumenstrom ��𝑖𝑛𝑗 =
162,5 𝑐𝑚3/𝑠
Da die berechneten Geschwindigkeitsfelder und -differenzen maßgeblich durch den vorgege-
benen Einspritzvolumenstrom definiert werden, äußert sich diese Variation deutlicher in den
berechneten mittleren Dehngeschwindigkeiten an der Schmelzefließfront (Abbildung 4.22).
Erwartungsgemäß steigen die Dehngeschwindigkeiten mit steigendem Einspritzvolumenstrom
an. Nur bei Betrachtung der mittleren Dehngeschwindigkeit kann ein nahezu linearer Zusam-
menhang zum Einspritzvolumenstrom erkannt werden. Für die mittlere Dehngeschwindigkeit
werden für die geringste Einstellung 81,85 1/𝑠 bzw. 118,30 1/𝑠 für die höchste Stufe berech-
net. Dies entspricht einer Zunahme um 44% bei einer Steigerung des maximalen Einspritzvo-
lumenstroms um 54%. Bei einer linearen Funktion resultiert eine Gerade mit der Steigung
0,41 1/𝑐𝑚3.
Die maximale, mittlere Dehngeschwindigkeit steigt im betrachteten Fenster von 182,80 1/𝑠 auf
243,96 1/𝑠. Dies entspricht einer prozentualen Zunahme der Dehngeschwindigkeit um 34%.
210 230 250 270
0
50
100
150
200
250
300
Vinj = 162,5 cm3/s
Schmelzetemperatur TM [°C]
mit
tlere
Deh
ng
esch
win
dig
keit
ea
rith
m [
1/s
] mittlere Dehngeschwindigkeit earithm
max. mittlere Dehngeschwindigkeit emax,ff,arithm
PP-G1-30
max.
mit
tlere
Deh
ng
esch
win
dig
keit
em
ax
,ff,
ari
thm
[1/s
]
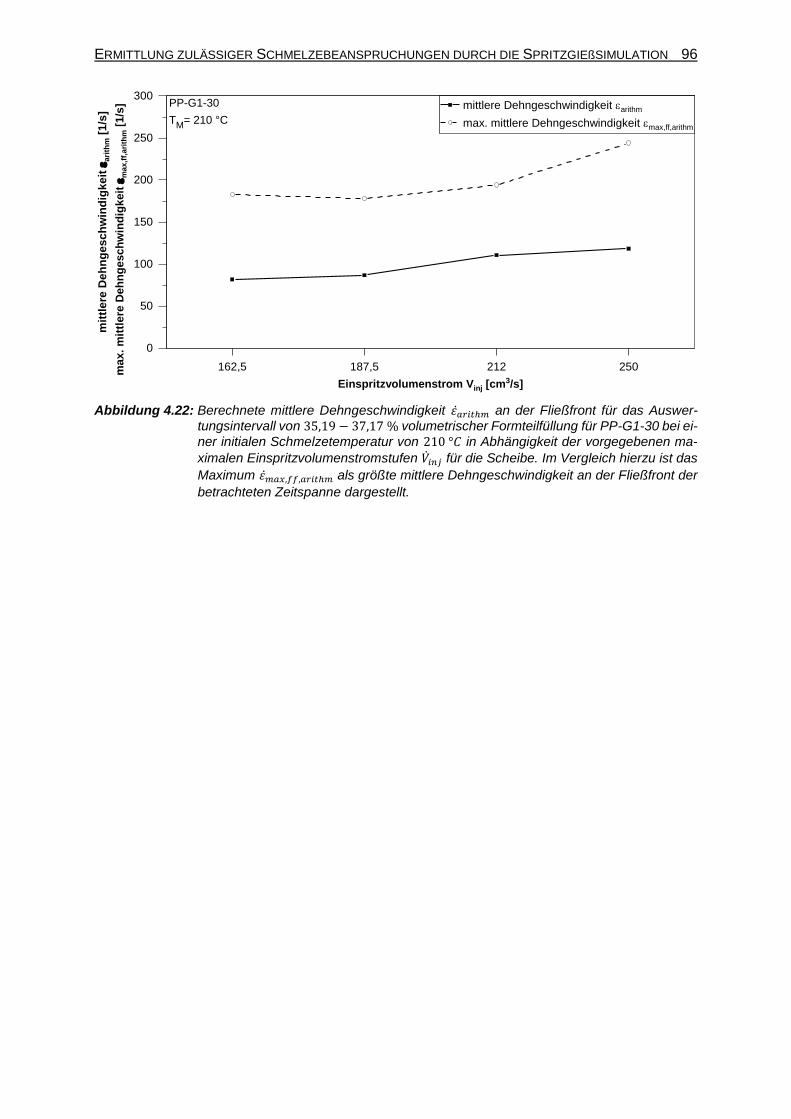
ERMITTLUNG ZULÄSSIGER SCHMELZEBEANSPRUCHUNGEN DURCH DIE SPRITZGIEßSIMULATION 96
Abbildung 4.22: Berechnete mittlere Dehngeschwindigkeit 𝜀��𝑟𝑖𝑡ℎ𝑚 an der Fließfront für das Auswer-
tungsintervall von 35,19 − 37,17 % volumetrischer Formteilfüllung für PP-G1-30 bei ei-
ner initialen Schmelzetemperatur von 210 °𝐶 in Abhängigkeit der vorgegebenen ma-
ximalen Einspritzvolumenstromstufen ��𝑖𝑛𝑗 für die Scheibe. Im Vergleich hierzu ist das
Maximum 𝜀��𝑎𝑥,𝑓𝑓,𝑎𝑟𝑖𝑡ℎ𝑚 als größte mittlere Dehngeschwindigkeit an der Fließfront der
betrachteten Zeitspanne dargestellt.
162,5 187,5 212 250
0
50
100
150
200
250
300
TM
= 210 °C
Einspritzvolumenstrom Vinj [cm3/s]
mit
tle
re D
eh
ng
es
ch
win
dig
ke
it e
ari
thm
[1
/s]
mittlere Dehngeschwindigkeit earithm
max. mittlere Dehngeschwindigkeit emax,ff,arithm
PP-G1-30
max.
mit
tlere
Deh
ng
esch
win
dig
keit
em
ax
,ff,
ari
thm
[1/s
]

FAZIT UND AUSBLICK 97
5 Fazit und Ausblick
Im Rahmen der vorliegenden Arbeit wurde die Schmelzebeanspruchung während der Form-
füllphase des Spritzgießens von mit Grafit gefülltem PP untersucht. Ausgehend von den im
Stand der Technik dargestellten Grundlagen und Hintergründen zu hochgefüllten Thermo-
plast-Compounds und deren Verarbeitung mit dem Spritzgießverfahren, konnte hierfür eine
erweiterte Materialmodellierung erfolgen. Die erweiterte Materialmodellierung bezieht sich da-
bei im ersten Schritt auf die Materialcharakterisierung und deren Überführung in konsistente,
prozessnahe Materialmodelle zur Beschreibung der Materialeigenschaften für die Berechnung
von Scherströmungen mit der Spritzgießsimulation für PP mit verschiedenen Volumenanteilen
zweier Grafittypen. Der zweite Schritt der Erweiterung bezieht sich auf die bei der Formfüllung
stattfindenden und für eine homogene Schmelzefließfront relevanten Schmelzebeanspru-
chungen. Die Messung der Dehneigenschaften der Compounds unter vereinfachten Bedin-
gungen (Rheotens) in Abhängigkeit des Grafitanteils liefert den Erklärungsansatz für eine ho-
mogene bzw. inhomogene Fließfront. Die weitere Kombination mit den Spritzgießversuchen
und deren Simulationen auf Grundlage der konsistenten, prozessnahen Materialmodelle aus
dem ersten Schritt ermöglicht nicht nur die Klassifikation der Dehnprozesse an der Schmelze-
fließfront, sondern auch deren Quantifizierung anhand der vorliegenden Dehngeschwindigkei-
ten.
Die Dehnbarkeit der gefüllten Schmelzen hängt primär vom Füllstoffanteil ab. Die weitere Un-
tersuchung der Compounds im mikroskopischen Bereich mit dem REM-Verfahren zeigt, dass
die Morphologie der Grafitpartikel durch den Einfluss auf die Füllstoff-Matrix-Haftung den Vo-
lumenanteil der Füllstoffe determiniert, der für den Wechsel von Kohäsions- zu reinem Adhä-
sionsversagen beim Schmelze(-strangab-)riss verantwortlich ist. So werden die Grenzen beim
Spritzgießen mit einer inhomogenen Fließfront bei Volumenanteilen von 40 % (natürlicher Gra-
fit) bzw. 50 % (sphärischer Grafit) bestätigt. Die Grenzen liegen nahe derer, die ein Material
als hochgefüllt definieren. Eine Abhängigkeit von der Zylindertemperatur und dem Einspritz-
volumenstrom beim Spritzgießen ist im Versuchsfenster nicht vorzufinden und die Fließfront
kann hierüber alleine somit nicht gezielt eingestellt werden. Nur wenn beim Spritzgießen von
Bipolarplatten die bisher genutzten, weit über den genannten Grenzwerten liegenden Volu-
menanteile der Füllstoffe reduziert werden, ist eine homogene Fließfront erzielbar.
Die Quantifizierung der Dehngeschwindigkeiten an der Schmelzefließfront mit der Spritzgieß-
simulation zeigt, dass die höchsten Dehngeschwindigkeiten an der bei Spritzgießwerkzeug-
kavitäten üblichen Umlenkung vom Angusskegel zur Kavität auftreten. Dabei sind die prozess-
bedingten bzw. -üblichen maximalen Dehngeschwindigkeiten wegen der Simulationsbedin-
gungen unabhängig vom Material und der Temperatur und liegen etwa bei 185 1/𝑠 für die
geringste untersuchte Einspritzvolumenstromeinstellung von 162,5 𝑐𝑚3/𝑠. Lediglich der Ein-
FAZIT UND AUSBLICK 98 spritzvolumenstrom beeinflusst die Berechnung der Dehngeschwindigkeiten, sodass mit hö-
heren Einspritzvolumenströmen steigende Dehngeschwindigkeiten an der Fließfront berech-
net werden, und kann somit zur Einstellung einer homogenen Schmelzefließfront beitragen.
Eine Absenkung der Einspritzvolumenströme zur Herabsetzung der Dehngeschwindigkeiten
auf ein materialspezifisches, ertragbares Niveau wurde im Rahmen dieser Arbeit wegen der
einhergehenden Zykluszeitverlängerung nicht untersucht. Die geringere Belastung der
Schmelze durch eine Absenkung des Einspritzvolumenstroms wirkt sich dabei auch positiv auf
die thermischen Bedingungen (Schmelzetemperaturen, Schererwärmung) aus. Das Risiko ei-
nes thermisch oxidativen Abbaus und der daraus folgenden Eigenschaftsminderung sinkt.
Aus der Extrusion ist bekannt, dass hochgefüllte Compounds nur bei sehr langsamen und
gleichmäßigen Geschwindigkeiten ohne seitliche Risse extrudiert werden können [URL18a,
URL18d]. Da die Dehngeschwindigkeiten beim Spritzgießen um einiges größer ausfallen als
beim Extrudieren und eine reine Herabsetzung der Einspritzvolumenströme nicht dazu führen
dürfte, dieses Niveau zu erreichen, kann das Spritzprägen als schonendere Variante für die
Schmelze und Maschine untersucht werden. Die Dehngeschwindigkeiten sinken, da die Werk-
zeughälften erst nach dem Einspritzen langsam komplett geschlossen werden. Dies führt
dazu, dass die Schmelze einer weniger starken Umlenkung und Dickenänderung folgen muss.
Es gilt zu untersuchen, ob diese Maßnahme dazu führen kann, die Dehngeschwindigkeiten
auf ein zulässiges Niveau zu senken. Für diese Verfahrensvariante ist das Werkzeugkonzept
zu überarbeiten. In diesem Zuge ist neben der weiteren Untersuchung der Anguss- und -ver-
teilergeometrie vor allem das Einspritzen in die Trennebene als weitere Möglichkeit zur Ver-
meidung hoher Dehngeschwindigkeiten, bereits vor der Werkzeugkavität, zu prüfen. Wie die
Spritzgießversuche zeigen, kann die steigende Wärmeleitfähigkeit mit steigendem Volumen-
anteil des Füllstoffs schon bei üblichen Einspritzvolumenströmen zu einer vorzeitigen Erstar-
rung führen. Daher ist bei dem Werkzeugkonzept ebenfalls zu berücksichtigen, dass zur wei-
teren Reduzierung der Einspritzvolumenströme und infolgedessen der Dehngeschwindigkei-
ten wenigstens eine variotherme Werkzeugtemperierung zwingend ist. Wie sich im Rahmen
dieser Arbeit gezeigt hat, hat diese alleine keine erkennbare Auswirkung auf die Fließfrontaus-
bildung. Statt von einer Beeinflussung der relevanten Fließbedingungen in der Fließfront ist
sowohl von einem Einfluss auf die Randschichtbildung und damit auf die spritzprägbaren Ka-
vitätsgeometrien als auch auf resultierende (elektrische) Bauteileigenschaften auszugehen.
Mit steigendem Volumenanteil des Füllstoffs nimmt durch die Abnahme der schmelzeflüssigen
Matrix auch hier der Einfluss auf die Randschicht ab. Eine Beurteilung sowohl hinsichtlich der
resultierenden Zykluszeitverlängerung als auch Komplizierung des Verfahrens (auch hinsicht-
lich der thermischen Historie) kann zukünftig erfolgen. Diesbezüglich ist eine Parallelisierung
der Kühl-/Heizkreisläufe oder der Wechsel der Temperiermethodik denkbar.
Im Zuge der Digitalisierung der Spritzgießmaschinen und -prozesse ist auch die Ausweitung
der Untersuchung der Prozessdaten hinsichtlich einer automatischen Anomalieerkennung
FAZIT UND AUSBLICK 99 [SW+18, Kru15, Hei14] (inhomogene Fließfront) sinnvoll. Möglicherweise werden dann die
Bildaufnahmen der Fließfronten nicht weiter benötigt und die Klassifikation der Fließfront kann
nicht nur qualitativ, sondern anhand der Prozessdaten auch quantitativ erfolgen. Wie die vor-
liegende Arbeit zeigt, ist der Einfluss der Prozessbedingungen auf die Fließfrontausbildung
gering. Daher ist eine Ausweitung der Anomalieerkennung zu einem Regelkonzept anhand
der Prozessdaten zur Vermeidung inhomogener Fließfronten zwar wünschenswert, aber nur
nach deutlicher Herabsenkung der Dehnbeanspruchung realisierbar.
Bei der Extrusion von wärmeleitenden Compounds konnte durch eine gezielte Dehnung die
Orientierung der Füllstoffe beeinflusst und hierdurch eine verarbeitungsinduzierte Erhöhung
der Wärmeleitfähigkeit in Dickenrichtung erreicht werden [Skr16]. Bei Verwendung elektrisch
leitfähiger Füllstoffe dürfte sich hierdurch zusätzlich zur Erhöhung der Wärmeleitfähigkeit auch
die elektrische Leitfähigkeit in Dickenrichtung erhöhen lassen. Der für eine gewisse Leitfähig-
keit notwendige Füllstoffanteil lässt sich dann senken. Der Füllstoffanteil definiert aber gleich-
zeitig über die Dehnbarkeit der Schmelze, ob sich eine homogene Fließfront ausbildet und
damit die beim Spritzgießen auftretenden Dehngeschwindigkeiten und Dehnungen hinsichtlich
der Leitfähigkeit überhaupt nutzbar sind. Dies zeigt nicht nur deutlich den großen Einfluss des
Füllstoffanteils auf die Materialeigenschaften und den Verarbeitungsprozess, sondern auch
wie stark diese sich bedingen. Die Vorgabe der notwendigen Leitfähigkeit hat gerade im Hin-
blick auf die Wahl eines geeigneten Verarbeitungsverfahrens den gleichen, nicht zu unter-
schätzenden Einfluss;.
Mit der 𝜇CT ist aufgezeigt worden, dass beim Spritzgießen mit vermeintlich homogener Fließ-
front bereits von Lunkerbildung und Rissinitiierung ohne Risswachstum auszugehen ist. Inwie-
weit auch nach dem Wirken des Nachdruckes Auswirkungen auf die mechanischen Bauteilei-
genschaften feststellbar sind, stand im Rahmen dieser Arbeit nicht im Fokus, könnte aber zur
Ausweitung der Klassifikation der Schmelzefließfront auch auf den mikromechanischen Be-
reich von Nutzen sein.
Im Rahmen dieser Arbeit wurden die Materialmodelle im Hinblick auf die Spritzgießsimulation
eines isotropen Materials aufgestellt und aus diesem Grund die Füllstofforientierung als Ein-
flussfaktor auf die Dehngeschwindigkeiten nicht betrachtet. Weiter wurden die Dehneigen-
schaften der Materialien nicht im Materialmodell hinterlegt, da bei der Ermittlung der Dehnvis-
kosität mit dem Rheotens-Versuch stark vereinfachte Bedingungen vorliegen. Nur bei deren
Hinterlegung kann den auftretenden Dehngeschwindigkeiten eine Dehnspannung zugeordnet
werden. In Anlehnung an die Festigkeitslehre könnte dann die Dehnspannung als Versa-
genskriterium der Schmelzefließfront formuliert und zu deren Klassifikation genutzt werden.
Weiterführend könnte eine Hypothese für ein passendes, allgemeingültiges Schädigungs-
bzw. Versagensmodell für verschiedene hochgefüllte Thermoplast-Compounds zur Vorher-
sage der Beanspruchungsgrenze ausgearbeitet werden. Die Berechnung und Berücksichti-
FAZIT UND AUSBLICK 100 gung der örtlichen Spannungsüberhöhung [Sch07a] in der Matrix in Abhängigkeit des Volu-
menanteils der Füllstoffe bzw. der -morphologie stellt hierbei einen wichtigen Bestandteil dar.
Dies erfordert im Gegensatz zum hier verfolgten Konzept eine aufwändigere, mikromechani-
sche Simulation der Fließbedingungen an der Fließfront.
Die Simulationen basieren auf konsistenten, für eine Abkühlrate validen Materialmodellen. In-
wieweit durch die Berücksichtigung der Materialdaten in Abhängigkeit der Abkühlsituation eine
Verbesserung der Genauigkeit der Simulationsergebnisse und damit auch der Klassifikation
der Dehnprozesse an der Schmelzefließfront ermöglicht werden kann, stellt einen weiteren
interessanten Untersuchungsansatz dar.

VERZEICHNISSE 101
6 Verzeichnisse
6.1 Literaturverzeichnis
AOE11 Antunes, R.; Oliveira, M. de; Ett, G.: Carbon materials in composite bipolar plates for polymer electrolyte membrane fuel cells: A review of the Main Challenges to Improve Electrical Performance. In: Journal of Power Sources, 196, S. 2945-2961, 2011
Arb12 Arburg GmbH + Co KG: Bedienungsanleitung für Maschinennr. 219210, 2012
AS+16 Adloo, A.; Sadeghi, M.; Masoomi, M.; Pazhooh, H. N.: High performance polymeric bipolar plate based on polypropylene/graphite/graphene/nano-carbon black composites for PEM fuel cells. In: Renewable Energy, 99, S. 867-874, 2016
AST17 ASTM: Standard test method for thermal conductivity of plastics by means of a transient line-source Technique. West Conshohocken, PA: ASTM International, 2017
AVK13 AVK-Industrievereinigung Verstärkte Kunststoffe e. V. (Hrsg.): Handbuch Faserverbundkunststoffe/Composites. Grundlagen, Verarbeitung, Anwendungen. Wiesbaden: Springer Vieweg Verlag, 2013
BB+13 Baur, E.; Brinkmann, S.; Osswald, T. A.; Rudolph, N.; Schmachtenberg, E. (Hrsg.): Saechtling Kunststoff Taschenbuch. München: Carl Hanser Verlag, 2013
Ber01 Bernnat, A.: Polymer melt rheology and the Rheotens test. Dissertation, Universität Stuttgart, 2001
BM+13 Bertau, M.; Müller, A.; Fröhlich, P.; Katzberg, M.; Büchel, K.-H. (Hrsg.): Industrielle Anorganische Chemie. Weinheim: Wiley, 2013
Bon14 Bonten, C.: Kunststofftechnik. Einführung und Grundlagen. München: Carl Hanser Verlag, 2014
Bou94 Bourdon, R.: Zur Optimierung der Prozeßrobustheit beim Spritzgießen. Dissertation, Universität Erlangen-Nürnberg, 1994
BP93 Blumenauer, H.; Pusch, G.: Technische Bruchmechanik. Leipzig: Deutscher Verlag für Grundstoffindustrie, 1993
Bru06 Brunotte, R.: Die thermodynamischen und verfahrenstechnischen Abläufe der in-situ-Oberflächenmodifizierung beim Spritzgießen. Dissertation, Technische Universität Chemnitz, 2006
BT92 Bay, S.; Tucker, C. L.: Fiber orientation in simple injection moldings. Part 1: Theory and numerical methods. In: Polymer Composites, 08/1992, 4, S. 317-331, 1992
BV95 Borup, R. L.; Vanderborgh, N. E.: Design and testing criteria for bipolar plate materials for PEM fuel cell applications. In: Materials Research Society Symposium Proceedings, 393, S. 151-155, 1995
Coo04 Cooper, J. S.: Design analysis of PEMFC bipolar plates considering stack manufacturing and environment Impact. In: Journal of Power Sources, 2, S. 152-169, 2004
DE+12 Domininghaus, H.; Elsner, P.; Eyerer, P.; Hirth, T.: Kunststoffe. Eigenschaften und Anwendungen. Heidelberg: Springer-Verlag, 2012
Der13 Derieth, T.: Erweiterte Betrachtung des Perkolationsverhaltens elektrisch leitfähiger Compounds für Bipolarplatten in PEM-Brennstoffzellen. Dissertation, Universität Duisburg-Essen, 2013
VERZEICHNISSE 102 DIN94a DIN: Viskosimetrie: Kapillarviskosimeter mit Kreis- und Rechteckquerschnitt zur
Bestimmung von Fließkurven. Grundlagen, Begriffe, Benennungen. Berlin: Beuth Verlag, 1994
DIN94b DIN: Viskosimetrie: Kapillarviskosimeter mit Kreis- und Rechteckquerschnitt zur Bestimmung von Fließkurven. Systematische Abweichungen: Ursachen und Korrektionen. Berlin: Beuth Verlag, 1994
DIN98 DIN ISO: Darstellung der Ergebnisse von Partikelgrößenanalysen - Teil 1: Grafische Darstellung. Berlin: Beuth Verlag, 1998
DIN01a DIN ISO: Darstellung der Ergebnisse von Partikelgrößenanalysen - Teil 2: Berechnung von mittleren Partikelgrößen/-durchmessern und Momenten aus Partikelgrößenvertielungen. Berlin: Beuth Verlag, 2001
DIN01b DIN ISO: Darstellung der Ergebnisse von Partikelgrößenanalysen - Teil 4: Charakterisierung eines Trennprozesses. Berlin: Beuth Verlag, 2001
DIN03a DIN: Viskosität - Teil 1: Rheologische Begriffe. Berlin: Beuth Verlag, 2003
DIN03b DIN: Viskosität - Teil 2: Newtonsche Flüssigkeiten. Berlin: Beuth Verlag, 2003
DIN03c DIN: Viskosität - Teil 3: Nicht-newtonsche Flüssigkeiten. Berlin: Beuth Verlag, 2003
DIN08 DIN ISO: Darstellung der Ergebnisse von Partikelgrößenanalysen - Teil 6: Deskriptive und quantitative Darstellung der Form und Morphologie von Partikeln. Berlin: Beuth Verlag, 2008
DIN10 DIN EN ISO: Kunstststoffe - Dynamische Differenz Thermoanalyse (DSC) - Teil 1: Allgemeine Grundlagen. Berlin: Beuth Verlag, 2010
DIN12a DIN EN ISO: Kunststoffe - Bestimmung der Schmelze-Massefließrate (MFR) und der Schmelze-Volumenfließrate (MVR) von Thermoplasten - Teil 1: Allgemeines Prüfverfahren. Berlin: Beuth Verlag, 2012
DIN12b DIN EN ISO: Kunststoffe - Bestimmung der Wärmeleitfähigkeit und der Temperaturleitfähigkeit - Teil 4: Laserblitzverfahren. Berlin: Beuth Verlag, 2012
DIN13a DIN EN ISO: Kunststoffe - Dynamische Differenz-Thermoanalyse (DSC) - Teil 3: Bestimmung der Schmelz- und Kristallisationstemperatur und der Schmelz- und Kristallisationsenthalpie. Berlin: Beuth Verlag, 2013
DIN13b DIN EN ISO: Kunststoffe - Dynamische Differenz-Thermoanalyse (DSC) - Teil 6: Bestimmung der Oxidations-Induktionszeit (isothermische OIT) und Oxidations-Induktionstemperatur (dynamische OIT). Berlin: Beuth Verlag, 2013
DIN13c DIN EN ISO: Kunststoffe - Dynamische Differenz-Thermoanalyse (DSC) - Teil 7: Bestimmung der Kristallisationskinetik. Berlin: Beuth Verlag, 2013
DIN14a DIN EN ISO: Kunststoffe - Dynamische Differenz-Thermoanalyse (DSC) - Teil 2: Bestimmung der Glasübergangstemperatur und der Glasübergangsstufenhöhe. Berlin: Beuth Verlag, 2014
DIN14b DIN EN ISO: Kunststoffe - Dynamische Differenz-Thermoanalyse (DSC) - Teil 4: Bestimmung der spezifischen Wärmekapazität. Berlin: Beuth Verlag, 2014
DIN14c DIN EN ISO: Kunststoffe - Dynamische Differenz-Thermoanalyse (DSC) - Teil 5: Bestimmung von charakteristischen Reaktionstemperaturen und -zeiten, Reaktionsenthalpie und Umsatz. Berlin: Beuth Verlag, 2014
DIN16 DIN ISO: Pigmente, Farbstoffe und Füllstoffe - Begriffe - Teil 1: Allgemeine Begriffe. Berlin: Beuth Verlag, 2016
Doe12 Dörner, J.: Spritzgießen elektrisch leitfähiger Thermoplaste: Prozesstechnik und Modellbildung. Dissertation, Universität Duisburg-Essen, 2012
VERZEICHNISSE 103 DPW11 Dörner, J.; Preis, T.; Wortberg, J.: Optimisation of electrical conductivity of injection
moulded bipolar plates by surface treatment. 9th Eurofillers 2011. Dresden, 2011
EED08 Eimeke, S.; Ehrenstein, G. W.; Drummer, D.: Verarbeitungseinflüsse beim Spritzgießen multipolarer, kunststoffgebundener Dauermagnete. In: Zeitschrift Kunststofftechnik / Journal of Plastics Technology, 4, 5, S. 1-33, 2008
EHE08 Eyerer, P.; Hirth, T.; Elsner, P.: Polymer Engineering. Technologien und Praxis. Berlin: Springer-Verlag, 2008
ERT03 Ehrenstein, G. W.; Riedel, G.; Trawiel, P.: Praxis der thermischen Analyse von Kunststoffen. München: Carl Hanser Verlag, 2003
FAM10 Funke, C.; Albring, E.; Moritzer, E.: WPC has different filling behavior. In: Kunststoffe international, 8, S. 71-75, 2010
Fan95 Fan, Z.: A new approach to the electrical resistivity of two-phase composites. In: Acta Metallurgica and Materialia, 43, 1, S. 43-49, 1995
Fat06 Fattmann, G.: Praktische Rheometrie wandgleitender Polymere. Dissertation, Rheinisch-Westfälisch Technische Hochschule Aachen, 2006
FBS12 Funke, C.; Böhm, N.; Schöppner, V.: Wood-Plastic-Composites (WPC). Ein Überblick. 8. Veranstaltung des Kompetenzzentrum Kunststoff Troisdorf, 2012
FP08 Ferziger, J. H.; Peric, M.: Numerische Strömungsmechanik. Berlin, Heidelberg: Springer-Verlag, 2008
FR12 Ferreira, T.; Rasband, W.: ImageJ User Guide. IJ 1.46r, 2012
FS13 Frick, A.; Stern, C.: DSC-Prüfung in der Anwendung. München: Carl Hanser Verlag, 2013
FT84 Folgar, F.; Tucker, C. L.: Orientation behavior of fibers in concentrated suspensions. In: Journal of Reinforced Plastics and Composites, 3, 2, S. 98-119, 1984
Hae13 Härtig, T.: Stoffübertragung beim Spritzgießen. Dissertation, Technische Universität Chemnitz, 2013
Hei12 Heinle, C.: Simulationsgestütze Entwicklung von Bauteilen aus wärmeleitenden Kunststoffen. Dissertation, Universität Erlangen-Nürnberg, 2012
Hei14 Heinzler, F. A.: Modellgestützte Qualitätsregelung durch eine adaptive, druckgeregelte Prozessführung beim Spritzgießen. Dissertation, Universität Duisburg-Essen, 2014
HFH14 Hopmann, C.; Fragner, J.; Haase, S.: Development of electrically conductive plastic compounds based on filler combinations. In: Zeitschrift Kunststofftechnik / Journal of Plastics Technology, 10, 2, S. 49-67, 2014
Hil14 Hilarius, K.: Elektrische und rheologische Eigenschaften von kohlenstoffbasierten Füllstoffnetzwerken in Polymeren. Dissertation, Technische Universität Darmstadt, 2014
HK76 Halpin, J. C.; Kardos, J. L.: The Halpin-Tsai equations: A review. In: Polymer Engineering and Science, 16, 5, S. 344-352, 1976
HKL11 Hansmann, H.; Kühn, S.; Laufer, N.: WPC-Schmelze unter Beobachtung. In: Kunststoffe, 09/2011, S. 111-115, 2011
HLU05 Heukamp, F. H.; Lemarchand, E.; Ulm, F. J.: The effect of interfacial properties on the cohesion of highly filled composite materials. In: International Journal of Solids and Structures, 42, 1, S. 287-305, 2005
HV07 Hristov, V.; Vlachopoulos, J.: A study of viscoelasticity and extrudate distortions of wood polymer composites. In: 3rd Annual Rheology Conference, 2007
VERZEICHNISSE 104 ISO04 ISO: Kunststoffe - Bestimmung des spezifischen Volumens als Funktion von
Temperatur und Druck (pvT Diagram) - Kolbengerät-Verfahren, 2004
ISO05 ISO: Darstellung der Ergebnisse von Partikelgrößenanalysen - Teil 5: Logarithmisches Normalverteilungsnetz, 2005
ISO08 ISO: Darstellung der Ergebnisse von Partikelgrößenanalysen - Teil 3: Angleichung einer Versuchskruve an ein Referenzmodell, 2008
JM04 Johannaber, F.; Michaeli, W.: Handbuch Spritzgießen. München: Carl Hanser Verlag, 2004
Jue03 Jüttner, G.: Fließinduzierte Orientierungen in spritzgegossenen LCP-Teilen. Dissertation, Technische Universität Chemnitz, 2003,
Kai08 Kaiser, R. L.: Bipolarplatten für Polymerelektrolytmembran-Brennstoffzellen aus thermisch und elektrisch hochleitfähigen thermoplastischen Kunststoffen. Rezeptierung, Herstellung, Charakterisierung und Anwendung. Dissertation, Universität Stuttgart, 2008
Kai13 Kaiser, J.-M.: Beitrag zur mikromechanischen Berechnung kurzfaserverstärkter Kunstoffe. Deformation und Versagen. Dissertation, Universität des Saarlandes, 2013
Kal02 Kallien, L.: Optimierung des Spritzgießprozesses von Duromeren mit 3D-Simulation. 2. Internationale Duroplasttagung. Iserlohn, 2002
Kar16 Karrenberg, G.: Einsatz innovativer Simulationstechniken zur Entwicklung eines High-Speed-Extrusionskonzeptes auf Basis von Feststoff-Schmelze-Trennung. Dissertation, Universität Duisburg-Essen, 2016
KDS14 Kunzelmann, P.; Danzer, S.; Schubert, D. W.: Semi-empirische Gleichungen zur Beschreibung von Rheotens Messungen. In: Zeitschrift Kunststofftechnik / Journal of Plastics Tachnology, 10, 1, S. 1-27, 2014
Klo18 Klocke, F.: Fertigungsverfahren 5. Gießen und Pulvermetallurgie. Berlin: Springer-Verlag, 2018
KM87 Katz, H. S.; Milewski, J. V.: Handbook of fillers for plastics. New York: Van Nostrand Reinhold Co, 1987
KNC04 Krupa, I.; Novák, I.; Chodák, I.: Electrically and thermally conductive polyeth-ylene/graphite composites and their mechanical properties. In: Synthetic Metals, 145, S. 245-252, 2004
Kno09 Knöß, T.: Elektrisch leitfähige Kunststoffrohrleitungen für den Einsatz in explosionsgefährdeten Bereichen. Electrically conductive plastic pipelines for utilisation in explosion hazard areas. In: Joining Plastics, 01, S. 28-34, 2009
Koh16 Kohlgrüber, K. (Hrsg.): Der gleichläufige Doppelschneckenextruder. Grundlagen, Technologie, Anwendungen. München: Carl Hanser Verlag, 2016
KR+11 Kurth, K.; Ramirez, D.; Lopez, I.; Rudolph, N.; Osswald, T.: Fiber motion in fountain flow and its relation to fiber free regions at the surface of injection molded parts. In: 69th Annual Technical Conference of the Society of Plastics Engineers (SPE ANTEC 2011), Boston, USA, 2011
Kre08 Kreuz, C.: PEM-Brennstoffzellen mit spritzgegossenen Bipolarplatten aus hochgefülltem Graphit-Compound. Dissertation, Universität Duisburg-Essen, 2008
Kru15 Kruppa, S.: Adaptive Prozessführung und alternative Einspritzkonzepte beim Spritzgießen von Thermoplasten. Dissertation, Universität Duisburg-Essen, 2015
KS+12 Kirchhoff, N.; Schröder, C.; Stute, D.; Moritzer, E.; Schmid, H.-J.: Wood-Plastic-Composites: Rheologische Charakterisierung und Füllverhalten im Spritzgießprozess. In: Chemie Ingenieur Technik, 84, 9, S. 1584-1589, 2012
VERZEICHNISSE 105 Kur16 Kurzweil, P.: Brennstoffzellentechnik. Grundlagen, Materialien, Anwendungen,
Gaserzeugung. Wiesbaden: Springer Vieweg, 2016
LB99 Lobo, H.; Bethard, T.: Capturing PVT behavior of injection-molded parts using hybrid methods. In: Proceedings of the 57th Annual Technical Conference of the Society of Plastics Engineers (SPE ANTEC 1999), New York City, USA, S. 788-793, 1999
Lec01 Lechtenfeld, M.: Auswertung der rheologischen und optischen Untersuchungen während der Gelierung des Systems Gelatine / Wasser mit Hilfe der Perkolationstheorie. Dissertation, Universität Duisburg-Essen, 2001
Lec14 Lecheler, S.: Numerische Strömungsberechnung. Schneller Einstieg durch anschauliche Beispiele mit ANSYS 15.0. Wiesbaden: Springer Fachmedien, 2014
Leu15 Leute, U.: Elektrisch leitfähige Polymerwerkstoffe. Ein Überblick für Studierende und Praktiker. Wiesbaden: Springer Vieweg Verlag, 2015
LLW12 Lenzen, M.; Lenze, G.; Wortberg, J.: Characteristic optimization of electrically conductive injection-moulded parts using the example of high temperature bipolar plates. In: Proceedings of the 70th Annual Technical Conference of the Society of Plastics Engineers (SPE ANTEC 2012), Orlando, USA, S. 1394-1398, 2012
LO18 Laurien, E.; Oertel jr., H.: Numerische Strömungsmechanik. Grundgleichungen und Modelle - Lösungsmethoden - Qualität und Genauigkeit. Wiesbaden: Springer Fachmedien, 2018
Loe10 Löhn, H.: Leistungsvergleich von Nieder- und Hochtemperatur-Polymerelektrolytmembran-Brennstoffzellen. Experimentelle Untersuchungen, Modellierung und numerische Simulation. Dissertation, Technische Universität Darmstadt, 2010
Mar08 Markov, A. V.: Rheologisches Verhalten hochgefüllter Kunststoffe. Einfluss der Füllstoffe. In: Materialwissenschaft und Werkstofftechnik, 39, 3, S. 227-233, 2008
MB+14 Mézailles, M.; Bosse, M.; Mauerer, R.; Hippert, A.: Metal replacement with specialty thermoplastic solutions in heat-sensitive applications. In: Proceedings of the 72nd Annual Technical Conference of the Society of Plastics Engineers (SPE ANTEC 2014), Dubai, UAE, 2014
MC03 Mehta, V.; Cooper, J. S.: Review and analysis of PEM fuel cell design and manufacturing. In: Journal of Power Sources, 114, S. 32-53, 2003
MD+11 Mielicki, C.; Dörner, J.; Lenzen, M.; Wortberg, J.: Eigenschaften von spritzgegossenen Bipolarplatten und deren verfahrenstechnische Optimierung. In: U. Gehde, U. Wagenknecht & P. Bloß (Hrsg.): Technomer 2011
Mei71 Meiβner, J.: Dehnungsverhalten von Polyäthylen-Schmelzen. In: Rheologica Acta, 10, 2, S. 230-242, 1971
Men01 Menchenin: Cam2Com: Sabsik, 2001-2006
MFP10 Michaeli, W.; Fragner, J.; Pfefferkorn, T. G.: Bauteilgeometrie ist fast egal. In: Plastverarbeiter online, 5, S. 1-4, 2010
MGB15 Musialek, M.; Geiger, K.; Bonten, C.: Modellierung und Vorhersage des Fließverhaltens hochgefüllter Kunststoffe. In: Bonten, C.; Kreutzbruck, M. (Hrsg.): 24. Stuttgarter Kunststoffkolloquium. Stuttgart: IKT, 2015
MH+11 Menges, G.; Haberstroh, E.; Michaeli, W.; Schmachtenberg, E.: Menges Werkstoffkunde Kunststoffe. München: Carl Hanser Verlag, 2011
MHK03 Michaeli, W.; Hoffmann, S.; Kratz, M.: 3D-Spritzgießsimulation mit Bahnlinienberechnung. In: Kunststoffe, 5/2003, S. 50-53, 2003

VERZEICHNISSE 106 Mic09 Michaeli, W.: Extrusionswerkzeuge für Kunststoffe und Kautschuk. Bauarten,
Gestaltung und Berechnungsmöglichkeiten. München: Carl Hanser Verlag, 2009
MMM07 Menges, G.; Michaeli, W.; Mohren, P.: Spritzgießwerkzeuge. Auslegung, Bau, Anwendung. München: Carl Hanser Verlag, 2007
MP+11 Mathot, V.; Pyda, M.; Pijpers, T.; Vanden Poel, G.; van de Kerkhof, E.; van Herwaarden, S.; van Herwaarden, F.; Leenaers, A.: The Flash DSC 1, a power compensation twin-type, chip-based fast scanning calorimeter (FSC). First findings on polymers. In: Thermochimica Acta, 522, 1-2, S. 36-45, 2011
MT73 Mori, T.; Tanaka, K.: Average stress in matrix and average elastic energy of materials with misfitting inclusions. In: Acta Metallurgica, 21, 5, S. 571-574, 1973
Mue16 Münstedt, H.: Rheological and morphological properties of dispersed polymeric materials. Filled polymers and polymer blends. München: Carl Hanser Verlag, 2016
MV+11 Mazahir, S. M.; Vélez-García, G. M.; Wapperom, P.; Baird, D. G.: Simulation of Folgar Tucker orientation model with a semi-circular advancing front geometry. Annual Technical Conference of the Society of Plastics Engineers (SPE ACCE 2011), 2011
Ngu01 Nguyen-Chung, T.: Strömungsanalyse der Bindenahtformation beim Spritzgießen von thermoplastischen Kunststoffen. Dissertation, Technische Universität Chemnitz, 2001
NN11 NN: Charakterisierung hochgefüllter Graphit-Compounds zur Auslegung und Optimierung des Spritzgießprozesses für Bipolarplatten in Brennstoffzellen-Anwendungen. Schlussbericht Forschungsvorhaben AiF 304 ZN, 2011
NN17 NN: Viel Potenzial für Kunststoffe im Automobil. https://www.plastverarbeiter.de/70775/viel-potenzial-fuer-kunststoffe-im-automobil/, 03.07.2018
Oez12 Öztürk, G.: Hochgefüllte Graphit-Polymer-Compounds für den Einsatz im Wärmemanagement. Dissertation, Technische Universität Darmstadt, 2012
OM12 Osswald, T. A.; Menges, G.: Materials science of polymers for engineers. München: Carl Hanser Verlag, 2012
OR15 Osswald, T. A.; Rudolph, N.: Polymer rheology. Fundamentals and applications. München: Carl Hanser Verlag, 2015
PFA12 Planes, E.; Flandin, L.; Alberola, N.: Polymer composites bipolar plates for PEMFCs. In: Energy Procedia, 20, S. 311-323, 2012
Pla15 PlasticsEurope: Plastics - the facts 2015. An analysis of European plastics production, demand and waste data, 2015
Ras16 Rasband, W.: ImageJ: U. S. National Institute of Health, 1997-2016
Reh02 Reher, E.-O.: Zur Rheologie von Polymerschmelzen. In: Sitzungsberichte der Leibniz-Sozietät, Band 43, 2002
RK+06 Radusch, H.; Kies, T.; Altenbach, H.; Naumenko, K.: Beeinflussung des Schwindungsverhaltens von Thermoplasten beim Spritzgießen durch elastische Werkzeugdeformationen. In: Kunststofftechnik / Journal of Plastics Technology, 2, 6, S. 1-21, 2006
RKS04 Roth, S.; Küster, B.; Sura, H.: 2.5 D oder 3D? In: Kunststoffe, 7/2004, S. 65-67, 2004
SA95 Stauffer, D.; Aharony, A.: Perkolationstheorie. Eine Einführung. Weinheim, New York, Basel, Cambridge, Tokyo: VCH, 1995
VERZEICHNISSE 107 Sch07a Schürmann, H.: Konstruieren mit Faser-Kunststoff-Verbunden. Berlin, Heidelberg:
Springer-Verlag, 2007
Sch07b Schawe, J. E. K.: An analysis of the meta stable structure of poly(ethylene terephthalate) by conventional DSC. In: Thermochimica Acta, 461, 1-2, S. 145-152, 2007
Sch11 Schawe, J. E. K.: Flash DSC 1: A novel fast differential scanning calorimeter. In: Proceedings of the 27th International Conference of the Polymer Processing Society (PPS-27). Marrakesh, Morocco, 2011
Sch13 Schröder, C.: Verfahrenstechnische Entwicklung zum Hinterspritzen von Echtholzfunieren mit Wood-Plastic-Composites (WPC). Dissertation, Rheinisch-Westfälisch Technische Hochschule Aachen, 2013
SH12 Schawe, J. E. K.; Hempel, E.: Investigations of structure formation of semi-crystalline polymers at high supercooling and reorganization during reheating. In: Proceedings of the 28th International Conference of the Polymer Processing Society (PPS-28), Pattaya, Thailand,, 2012
She99 Shenoy, A. V.: Rheology of filled polymer systems. Dordrecht: Kluwer, 1999
SK02 Schneider, W.; Kapfer, K.: Herstellung hochgefüllter Kunststoff-Compounds auf Schneckenknetern. In: Ehrenstein, G. W.; Drummer, D. (Hrsg.): Hochgefüllte Kunststoffe mit definierten magnetischen, thermischen und elektrischen Eigenschaften. Düsseldorf: Springer-VDI-Verlag, S. 40-66, 2002
SK99 Steinfeld, K.; Kalkner, W.: Einstellung und Stabilität der elektrischen Leitfähigkeit gefüllter Polymerwerkstoffe im Bereich der Perkolationsschwelle. Schlussbericht Forschungsvorhaben AiF 11208 N, 1999
Skr16 Skrabala, O.: Wärmeleitfähige Kunststoffe: Verarbeitungsinduzierte Eigenschaftsbeeinflussung und deren numerische Vorhersage. Dissertation, Universität Stuttgart, 2016
SM+14 Stübler, N.; Meiners, D.; Ziegmann, G.; Hickmann, T.: Investigation of the properties of polymer composite bipolar plates in fuel cells. In: Zeitschrift Kunststofftechnik / Journal of Plastics Technology, 10, 3, S. 68-89, 2014
SW+18 Schiffers, R.; Wortberg, J.; Schulze Struchtrup, A.; Kruppa, S.: Automatic anomaly detection and root cause analysis for holistic process monitoring and control in injection molding. In: Proceedings of the 76th Annual Technical Conference of the Society of Plastics Engineers (SPE ANTEC 2018), Orlando, USA
Tad74 Tadmor, Z.: Molecular orientation in injection molding. In: Journal of Applied Polymer Science, 18, S. 1753-1772, 1974
Tau13 Taufertshöfer, T.: Einfluss der Verfahrenstechnik eines Planetwalzenextruders auf die elektrische Leitfähigkeit rußgefüllter Polyolefine. Dissertation, Technische Universität Berlin, 2013Tho10 Thornagel, M.: Simulating flow can help avoid mould mistakes. In: Metal Powder Report, 65, 3, S. 26-29, 2010
TLW07 Tjong, S. C.; Liang, G. D.; Bao, S. P.: Electrical behavior of polypropylene/multiwalled carbon nanotube nanocomposites with low percolation threshold. In: Scripta Materialia, 57, 6, S. 461-464, 2007TW84 Tandon, G. P.; Weng, G. J.: The effect of aspect ratio of inclusions on the elastic properties of unidirectionally aligned composites. In: Polymer Composites, 5, 4, S. 327-333, 1984
URL18a Extrusionsplatte - Neuartige großflächige Bipolarplatte im Extrusionsverfahren für Redox-Flow Batterien. Material- und Prozessentwicklung zur kontinuierlichen Herstellung strangextrudierter Halbzeuge. Forschungsvorhaben BMWi 03ET6050. https://www.enargus.de/pub/bscw.cgi/?op=enargus.eps2&v=10&q=03ET6050&id=2831241
VERZEICHNISSE 108 URL18b FOS Messtechnik GmbH: Düsendrucksensor für Spritzgießmaschinen. Typ: DDS
2F. http://www.fos-messtechnik.de/DDS2F_2008.pdf, 02.05.2018
URL18c FOS Messtechnik GmbH: Meßprinzip der faseroptischen Drucksensoren. http://www.fos-messtechnik.de/Messprinzip_2006.pdf, 02.05.2018
URL18d KontiFlex - Kontinuierliche Herstellung neuartiger, flexibler und preisgünstiger Graphit-Bipolarplatten für PEM-Brennstoffzellen. Forschungsvorhaben BMWi 03ET6077B. https://www.enargus.de/pub/bscw.cgi/?op=enargus.eps2&v=10&q=Fraunhofer-Institut%20f%c3%bcr%20Umwelt-,%20Sicherheits-%20und%20Energietechnik%20(UMSICHT)&id=2833454
Wag17 Wagner, M.: Thermal analysis in practice. Fundamental aspects. München: Carl Hanser Verlag, 2017
Wan12 Wang, J.: PVT properties of polymers for injection molding. In: Wang, J. (Hrsg.): Some Critical Issues for Injection Molding. Rijeka: InTech, 2012
WD11 Wortberg, J.; Dörner, J.: Optimization approaches for processing highly filled thermoplastics by injection molding. sch. In: Proceedings of the 27th International Conference of the Polymer Processing Society (PPS-27). Marrakesh, Morocco, 2011
Wen09 Wendt, J. F. (Hrsg.): Computational fluid dynamics. An introduction. Berlin, Heidelberg: Springer-Verlag, 2009
WK08 White, J. L.; Kim, K.-J.: Thermoplastic and rubber compounds: Technology and physical chemistry. München: Carl Hanser Verlag, 2008
WKK15 Witten, E.; Kraus, T.; Kühnel, M.: Composites-Marktbericht 2015. Marktentwicklungen, Trends, Ausblicke und Herausforderungen, AVK – Industrievereinigung Verstärkte Kunststoffe e.V.; Carbon Composites e.V. (CCeV), 2015
WOT08 Wang, J.; O’Gara, J. F.; Tucker, C. L.: An objective model for slow orientation kinetics in concentrated fiber suspensions. Theory and rheological evidence. In: Journal of Rheology, 52, 5, S. 1179-1200, 2008
Xan10 Xanthos, M.: Functional fillers for plastics. Weinheim: Wiley-VCH, 2010
ZPM01 Zuidema, H.; Peters, G. W. M.; Meijer, H. E. H.: Influence of cooling rate on pVT-data of semicrystalline polymers. In: Journal of Applied Polymer Science, 82, S. 1170-1186, 2001
VERZEICHNISSE 109
Im Rahmen dieser Arbeit entstandene Veröffentlichungen
BMW15 Birkholz, A.; Mielicki, C.; Wortberg, J.: Spritzgießen von Bipolarplatten aus elektrisch leitfähigen, hochgefüllten Thermoplast-Compounds, In: VDI Wissensforum (Hrsg.): Spritzgießen 2015, VDI-Jahrestagung, S. 21-33, 2015
BTW14 Birkholz, A.; Tschiersky, M.; Wortberg, J.: Injection molding simulation with variothermal mold temperature control of highly filled polyphenylene sulfide. In: Proceedings of the 30th International Conference of the Polymer Processing Society (PPS-30). Cleveland, USA, 2014
BW13 Birkholz, A.; Wortberg, J.: Material data of high-performance, highly-filled thermoplastic compounds for injection molding simulation with variothermal mold temperature control. In: Proceedings of the 29th International Conference of the Polymer Processing Society (PPS-29). Nuremberg, Germany, 2013
BW15a Birkholz, A.; Wortberg, J.: Characteristics of the form filling simulation for a variothermal injection molding process with highly filled thermoplastics. In: Proceedings of the Regional Conference of the Polymer Processing Society (PPS-2015). Graz, Austria, 2015
BW15b Birkholz, A.; Wortberg, J.: Konsistente Materialdaten für die Spritzgießsimulation. SIGMASOFT Anwendertreffen 2015. Aachen, 2015
BZW15 Birkholz, A.; Zhao, C.-L.; Wortberg, J.: Processing highly filled polyphenylene sulfide on injection molding machines for standard applications. 31st International Conference of the Polymer Processing Society (PPS-30). Jeju Island, Korea, 2015
DS+12 Dörner, J.; Swoboda, A.; Wortberg, J.; Günther, D.: Ein Weg zu verbesserten elektrischen Eigenschaften von Bipolarplatten. In: Kunststoffe, 10/2012, 10, S. 159-162, 2012
DS+13 Dörner, J.; Swoboda, A.; Wortberg, J.; Günther, D.: Optimization of electrical properties of bipolar plates out of highly filled compounds: Investigations on conditioning and thermal-mechanical stress. In: In Proceedings of the 71st Annual Technical Conference of the Society of Plastics Engineers (SPE ANTEC 2013), Cinncinati, USA, S. 426-430, 2013
DSW13 Dörner, J.; Swoboda, A.; Wortberg, J.: Prozess kalibriertes Materialmodell für die Spritzgießsimulation von hochgefüllten, elektrisch und thermisch leitfähigen Thermoplasten. In: R. Reichardt (Hrsg.): Tagungsband ASIM/GI Fachgruppentreffen STS/GMMS 2013, S. 161-170, 2013
GB+13 Günther, D.; Brokamp, S.; Derieth, T.; Heinzel, A.; Swoboda, A.; Wortberg, J.: Verfahrensentwicklung eines variothermen Spritzgießprozesses zur Herstellung großdimensionierter Bipolarplatten für den Einsatz in Hochtemperatur PEM-Brennstoffzellen (HT-BPP 2). Duisburg, 2013
GB+15 Grundler, M.; Brokamp, S.; Heinzel, A.; Birkholz, A.; Wortberg, J.: Verfahrensentwicklung eines variothermen Spritzgießprozesses zur Herstellung großdimensionierter Bipolarplatten für den Einsatz in Hochtemperatur PEM-Brennstoffzellen (HT-BPP 2). Duisburg, 2015
GD+14 Günther, D.; Derieth, T.; Heinzel, A.; Birkholz, A.; Wortberg, J.: Verfahrensentwicklung eines variothermen Spritzgießprozesses zur Herstellung großdimensionierter Bipolarplatten für den Einsatz in Hochtemperatur PEM-Brennstoffzellen (HT-BPP 2). Duisburg, 2014
KBW16 Karrenberg, G.; Birkholz, A.; Wortberg, J.: Modeling of consistent rheological and thermodynamic material data for process simulations. In: Kunststofftechnik / Journal of Plastics Technology, 12, 6, S. 517-549, 2016
VERZEICHNISSE 110 SDW12 Swoboda, A.; Dörner, J.; Wortberg, J.: Modellbildung zur Spritzgießsimulation
hochgefüllter Thermoplaste für die Brennstoffzelle. 3. Fachtagung Kunststoffe in Brennstoffzellen-Systemen. Duisburg, 2012
SW13 Swoboda, A.; Wortberg, J.: Spritzgießsimulation von hochgefüllten, elektrisch und thermisch leitfähigen Thermoplast-Compounds mittels Moldex3D. Anwendertreffen Moldex3D. Köln, 2013
Im Rahmen dieser Arbeit betreute Abschlussarbeiten
Ros17 Rosenfeld, R.: Ermittlung von Beanspruchungsgrenzen an der Fließfront von PP-Graphit-Schmelzen mit der Spritzgießsimulation. Masterarbeit, Universität Duisburg-Essen, 2017
Sch14 Schütze, J.: Dynamische Differenzkalorimetrie und Viskosimetrie von ungefülltem und hochgefülltem Polyphenylensulfid zur Erarbeitung von Materialmodellen für die Spritzgießsimulation. Bachelorarbeit, Universität Duisburg-Essen, 2014
Sch16 Schultchen, F.: Modellierung thermodynamischer Materialdaten für die Spritzgießsimulation von hochgefüllten Thermoplasten. Bachelorarbeit, Universität Duisburg-Essen, 2016
Som16 Sommer, J.: Experimentelle Erfassung von Beanspruchungsgrenzen von PP-Graphit-Schmelzen beim Spritzgießen. Masterarbeit, Universität Duisburg-Essen, 2016
Tsc14 Tschiersky, M.: Anwendung der Spritzgießsimulation auf hochgefüllte, elektrisch leitfähige Polyphenylensulfid-Compounds auf Basis prozessnaher Materialdaten. Masterarbeit, Universität Duisburg-Essen, 2014
Wan16 Wang, Y.: Experimentelle und numerisch gestützte Untersuchung der Scherviskosität von hochgefüllten Thermoplast-Compounds. Bachelorarbeit, Universität Duisburg-Essen, 2016
Wan17 Wang, Y.: Simulationsgestützte Untersuchung der Vorgänge an der Schmelzefließfront beim Spritzgießen gefüllter Thermoplaste. Masterarbeit, Universität Duisburg-Essen, 2017
Zha15 Zhao, C.-L.: Beeinflussung der Prozessgrößen und Formteileigenschaften beim variothermen Spritzgießen von hochgefüllten Hochtemperatur-Thermoplast-Compounds. Masterarbeit, Universität Duisburg-Essen, 2015
Zhi14 Zhi, J.: Theoretische Untersuchung des Formfüllvorgangs elektrisch leitfähiger Polyphenylensulfid-Compounds als Grundlage eines prozesskalibrierten Materialmodells. Bachelorarbeit, Universität Duisburg-Essen, 2014
VERZEICHNISSE 111
6.2 Abbildungsverzeichnis
Abbildung 2.1: Perkolationstheorie anhand des schematischen Verlaufs der elektrischen Leitfähigkeit in Abhängigkeit des Grafitanteils ............................................. 9
Abbildung 2.2: Prozessablauf beim Spritzgießen. (a) Bei kontinuierlicher Werkzeugtemperierung, (b) bei variothermer Werkzeugtemperierung....... 13
Abbildung 2.3: Überblick der Effekte auf den elektrischen Materialwiderstand spritzgegossener Platten aus, mit Grafit und Ruß, hochgefülltem PP [nach Doe12]. Die Effekte wurden bei sichtbarer Wirkung mit einem „+“ oder „-“ versehen, um deutlich zu machen, ob eine hohe oder geringe Stufeneinstellung eines einzelnen Faktors eine positive Wirkung hat. Ein Beispiel: Eine hohe Werkzeugtemperatur und ein geringer Nachdruck reduzieren den Materialwiderstand. Die beiden zusätzlichen Abhängigkeiten zeigen an, dass die Parameter Staudruck, Schneckendrehzahl, Schneckendesign und Einspritzgeschwindigkeit nur einen Einfluss haben, wenn die Zylindertemperatur gering ist bzw. wenn strukturierte Formteile produziert werden. .................................................................................... 14
Abbildung 2.4: Formfüllung einer rechteckigen Kavität mit Quellfluss an der Fließfront [nach Hei12, Ngu01]. Angenommen wird, dass die an der Fließfront auftretenden Querströmungen zu dem Aufreißen der Fließfront von hochgefüllten Thermoplasten führen. .............................................................................. 16
Abbildung 2.5: (a) Die Füllstudie des Werkzeugfüllvorgangs einer Platte mit Stangenanguss eines hochgefüllten Thermoplast-Compounds (PP mit einem Volumenanteil
von 61 % synthetischem Grafit und 4 % Leitfähigkeitsruß) zeigt die Fließanomalien des Aufbrechens der Fließfront. (b) Am Ende der Füllphase liegt ein Bauteil mit verdichteten Bindenähten aus einem hochgefüllten Thermoplast-Compound (PP mit einem Volumenanteil von 61 %
synthetischem Grafit und 4 % Leitfähigkeitsruß) vor [WD11]. .................... 17
Abbildung 2.6: Fließanomalien beim Füllvorgang unterschiedlich gefüllter WPCs (30 %,45 % und 60 % Massenanteil Holz) in Abhängigkeit des eingespritzten Volumens im Vergleich zu reinem PP [FAM10] ......................................... 18
Abbildung 2.7: Bei der Extrusion eines hochgefüllten Thermoplast-Compounds (PP mit (a)
49% bzw. (b) 55 % Volumenanteil synthetischen Grafits) mit einer Breitschlitzdüse treten in Abhängigkeit des Volumenanteils Falten und seitliche Risse auf. Die Risse können in Analogie zu dem Aufbrechen der Fließfront beim Spritzgießen betrachtet werden. ....................................... 19
Abbildung 2.8: Schematischer Ablauf zur Erarbeitung eines Prozess kalibrierbaren Materialmodells [nach Doe12]. .................................................................. 22
Abbildung 3.1: REM-Aufnahmen der Grafite. (a) G1 und (b) G2 ....................................... 25
Abbildung 3.2: Beispiele der ausgewerteten Lichtmikroskop-Aufnahmen der Grafite. (a) G1 und (b) G2 ................................................................................................. 26
Abbildung 3.3: Partikelgrößenverteilung für G1 und G2 (mittels Lichtmikroskopie) ........... 27
Abbildung 3.4: Ergebnisse der Partikelformanalyse von G1 und G2 ................................. 28
Abbildung 3.5: REM-Aufnahmen mit 50- (a/b1) bzw. 1.000-facher Vergrößerung (a/b2) der
Compounds mit einem Volumenanteil von 50 %. (a) G1 und (b) G2 .......... 30
Abbildung 3.6: Partikelgrößenverteilung (mittels Lichtmikroskopie) für die Compounds mit
50 % und 70 % Volumenanteil Grafit im Vergleich ..................................... 31
Abbildung 3.7: Partikelformanalyse (mittels Lichtmikroskopie) für die Compounds mit
(a) 50 % und (b) 70 % Volumenanteil Grafit im Vergleich .......................... 32
VERZEICHNISSE 112 Abbildung 3.8: Skizze mit Abmessungen der beiden Prüfkörper und Druck-
/Temperatursensoren. (a) Rechteckplatte, (b) Scheibe ............................. 35
Abbildung 3.9: Aufbau zur optischen Erfassungder Schmelzefließfront im Werkzeug (a) mit in das geöffnete Werkzeug eingefahrener Webcam mit Ausrichtung zur Auswerferseite und (b) Positionierung seitlich neben dem Werkzeug beim Einspritzen ................................................................................................ 38
Abbildung 3.10: Versuchsaufbau zur Realisierung der temperaturgesteuerten, variothermen Prozessführung ......................................................................................... 39
Abbildung 3.11: Ablauf des variothermen Spritzgießprozesses .......................................... 41
Abbildung 3.12: Einspritzvolumenstrom beim Spritzgießen der Scheibe mit PP-G1-40 entsprechend des Versuchsplans ............................................................. 50
Abbildung 3.13: REM-Aufnahmen der Kryobruchfläche der spritzgegossenen Rechteckplatte
(𝑇𝑍𝑦𝑙 = 230 °𝐶, ��𝑖𝑛𝑗 = 162,5 𝑐𝑚3/𝑠) aus Compounds mit G1 (a) bzw. G2 (b)
mit den Volumenanteilen der Füllstoffe von 30 % (1) und 50 % (2) ............ 51
Abbildung 3.14: Ergebnisse der Lichtmikroskopie-Aufnahmen der bei einer
Zylindertemperatur von 250 °𝐶 spritzgegossenen Compounds mit 50 %
Volumenanteil des G1 und einem Einspritzvolumenstrom von 162,5 𝑐𝑚3/𝑠
bzw. 250 𝑐𝑚3/𝑠. (a) Partikelgrößenverteilung, (b) Partikelformanalyse .... 52
Abbildung 3.15: 𝜇CT-Aufnahmen der Schmelzefließfront der mit PP-G2-40 bei einer Zylindertemperatur bzw. einem Einspritzvolumenstrom von (a) 𝑇𝑍𝑦𝑙 =
230 °𝐶, ��𝑖𝑛𝑗 = 162,5 𝑐𝑚3/𝑠 und (b) 𝑇𝑍𝑦𝑙 = 270 °𝐶, ��𝑖𝑛𝑗 = 250 𝑐 𝑐𝑚3/𝑠
spritzgegossenen Rechteckplatte in den Schnittebenen (1) 𝑥𝑦, (2) 𝑥𝑧 und (3)
𝑦𝑧 ................................................................................................ 54
Abbildung 4.1: Scheinbare Viskositätsmessdaten bei Verwendung der Kapillare mit 𝐿/𝐷 =20/1 und der sich daraus ergebenden Approximationen mit dem Ostwald/deWaele-Modell aller Materialien bei 240 °𝐶 ................................ 62
Abbildung 4.2: Wandgleitgeschwindigkeit bei Variation von Füllstoff und Volumenanteil des Füllstoffs bei 240 °𝐶................................................................................... 63
Abbildung 4.3: Temperaturabhängigkeit der Wandgleitgeschwindigkeit für PP-G2-50 ...... 64
Abbildung 4.4: Korrigierte Scherviskositätsmessdaten der Kapillare mit 𝐿/𝐷 = 20/1 und der sich hieraus ergebenden Approximation mit dem Ostwald/deWaele-Modell
bei einer Massetemperatur von 240 °𝐶 für alle untersuchten Compounds. Die Temperaturabhängigkeit der Viskositätsdaten wird beispielhaft für das Mooney korrigierte PP-G2-50 gezeigt. ...................................................... 65
Abbildung 4.5: Simulierte Massetemperatur entlang der Rotationsachse der 20/1-Düse bei einer für das PP-G2-50 vorgegebenen Messtemperatur von 240 °𝐶 für drei Volumenströme in Abhängigkeit der Viskositätsmodelle (verschiedene Korrektionsverfahren: B=Bagley, W-R=Weißenberg-Rabinowitsch, M=Mooney) ............................................................................................... 67
Abbildung 4.6: Rheotens-Kurven für die Compounds mit 30 % bis 60 % Volumenanteil des Grafits. Für PP-G2-30 sind die Dehnbarkeit der Schmelze (max. Abszisse) und Schmelzefestigkeit (max. Ordinate) beispielhaft eingezeichnet. ......... 69
Abbildung 4.7: Schmelzedehnung (𝑚𝑎𝑥. 𝑉) und -festigkeit (𝑚𝑎𝑥. 𝐹) beim Strangabriss für
die Compounds mit 30 − 50 % Volumenanteil Grafit ................................. 70
Abbildung 4.8: „Die drool-Hülle“ bei der Extrusion von PP-G2-60 ..................................... 73
Abbildung 4.9: Spezifische Wärmekapazität über der Temperatur in Abhängigkeit von der Abkühlrate für das Matrixmaterial und die Compounds mit dem höchsten
Füllstoffanteil. Der Betrag der Kristallisationsenthalpie ∆𝐻𝑐 ist in der Legende
VERZEICHNISSE 113
als Integrationsergebnis (die Anfangs- und Endtemperaturen 𝑇𝑖𝑐 bzw. 𝑇𝑓𝑐) als
Integrationsgrenzen sind beispielhaft für das PP bei einer Abkühlrate von 50 𝐾/𝑚𝑖𝑛 eingezeichnet) ebenfalls angegeben. ........................................ 76
Abbildung 4.10: Extrapolation der charakteristischen Temperaturen des Kristallisationsvorganges für PP-G1-70 und PP-G2-70 für Abkühlraten bis
500 𝐾/𝑚𝑖𝑛 ................................................................................................ 77
Abbildung 4.11: Schematische Darstellung des Zusammenhangs des Tait- und des 𝑀𝐹-Modells ..................................................................................................... 80
Abbildung 4.12: Einfluss der Extrapolation zu einer Abkühlrate von 60 𝐾/𝑚𝑖𝑛 anhand der charakteristischen Temperaturen aus den DSC-Messungen mit dem
modified-2-domain-Tait-modell (Tait) bzw. der Meltfraction (𝑀𝐹) und den bei 2,5 𝐾/𝑚𝑖𝑛 am HKR gewonnenen Messdaten des spezifischen Volumens für das PP-G2-70. .......................................................................................... 81
Abbildung 4.13: Vergleich des Übergangsbereichs des spezifischen Volumens in den Tait- und Meltfraction-Fittings für alle untersuchten Compounds bei 1 bar. Auf eine Abkühlrate von 60 𝐾/𝑚𝑖𝑛 anhand der DSC-Messungen extrapoliert ......... 82
Abbildung 4.14: Übergangsbereich von PP-G2-70. Extrapoliert für Abkühlraten bis 200 𝐾/𝑚𝑖𝑛 ........................................................................................................... 82
Abbildung 4.15: (a) Verschlossene Verschlussdüse mit eingebauten Sensoren (b) Schematischer Versuchsaufbau für pvT-Messungen an der Spritzgießmaschine ................................................................................... 83
Abbildung 4.16: Erweiterung der bei einer Abkühlrate von 2,5 𝐾/𝑚𝑖𝑛 isobar durchgeführten HKR-Messung um die isotherm durchgeführte Messung des spezifischen Volumens mit der Verschlussdüse an der Spritzgießmaschine für das PP-G2-R-65. Dabei sind die in der Verschlussdüse gemessenen Druckwerte (𝑝𝑚𝑒𝑠𝑠) und die am Schneckenschaft der Spritzgießmaschine gemessenen Hydraulikdrücke (𝑝ℎ𝑦𝑑𝑟) in der Legende aufgeführt und farblich den
entsprechenden Druckstufen aus der HKR-Messung zugeordnet. ............ 84
Abbildung 4.17: Durch die große Wärmeleitfähigkeit des Grafits steigt die Wärmeleitfähigkeit der Compounds im Vergleich zum ungefüllten PP insgesamt stark an; die Abhängigkeit vom Füllstoffanteil ist jedoch marginal. Da die Grafitpartikel im betrachteten Temperaturbereich keinen Phasenübergang durchlaufen, spiegelt sich dieser auch nicht in den Wärmeleitfähigkeiten der Compounds wider und die Fehleranfälligkeit der Messmethode ist erhöht (siehe Fehlerbalken bzw. Füllflächen, welche die minimalen und maximalen Messwerte von vier Messwiederholungen mit der identischen Kanalfüllung darstellen). Dabei spielt der Prüfdruck nur eine geringe Rolle. .................. 86
Abbildung 4.18: Simulierter Verlauf der Faserbewegung im Quellflussbereich [Hei12, KR+11] ...................................................................................................... 90
Abbildung 4.19: Berechnete mittlere Dehngeschwindigkeit 𝜀��𝑓,𝑎𝑟𝑖𝑡ℎ𝑚 und das Maximum
𝜀��𝑓,𝑚𝑎𝑥 als größte Dehngeschwindigkeit an der Fließfront bei der Scheibe für
das Auswertungsintervall von 35,19 − 37,17 % volumetrischer Formteilfüllung und bis in die Scheibe-Kavität für das PP-G1-30. Initiale
Schmelzetemperatur von 210 °𝐶 und sich beim Spritzgießen einstellendes
Einspritzvolumenstromprofil bei der Vorgabe 187,5 𝑐𝑚3/𝑠 ........................ 93
Abbildung 4.20: Berechnete mittlere Dehngeschwindigkeit 𝜀��𝑟𝑖𝑡ℎ𝑚 und das Maximum 𝜀��𝑎𝑥,𝑓𝑓,𝑎𝑟𝑖𝑡ℎ𝑚 als größte mittlere Dehngeschwindigkeit an der Fließfront bei
der Scheibe für das Auswertungsintervall von 35,19 − 37,17 % volumetrischer Formteilfüllung für die Compounds mit homogener Fließfront (grün) und inhomogener Fließfront (rot). Initiale Schmelzetemperatur von
VERZEICHNISSE 114
210 °𝐶 und sich beim Spritzgießen einstellendes
Einspritzvolumenstromprofil bei der Vorgabe 162,5 𝑐𝑚3/𝑠 ....................... 94
Abbildung 4.21: Berechnete mittlere Dehngeschwindigkeit 𝜀��𝑟𝑖𝑡ℎ𝑚 und das Maximum 𝜀��𝑎𝑥,𝑓𝑓,𝑎𝑟𝑖𝑡ℎ𝑚 als größte mittlere Dehngeschwindigkeit an der Fließfront für
das Auswertungsintervall von 35,19 − 37,17 % volumetrischer Formteilfüllung für PP-G1-30 für verschiedene Anfangsschmelzetemperaturen 𝑇𝑀 bei dem niedrigsten
Einspritzvolumenstrom ��𝑖𝑛𝑗 = 162,5 𝑐𝑚3/𝑠................................................ 95
Abbildung 4.22: Berechnete mittlere Dehngeschwindigkeit 𝜀��𝑟𝑖𝑡ℎ𝑚 an der Fließfront für das Auswertungsintervall von 35,19 − 37,17 % volumetrischer Formteilfüllung für
PP-G1-30 bei einer initialen Schmelzetemperatur von 210 °𝐶 in Abhängigkeit
der vorgegebenen maximalen Einspritzvolumenstromstufen ��𝑖𝑛𝑗 für die
Scheibe. Im Vergleich hierzu ist das Maximum 𝜀��𝑎𝑥,𝑓𝑓,𝑎𝑟𝑖𝑡ℎ𝑚 als größte
mittlere Dehngeschwindigkeit an der Fließfront der betrachteten Zeitspanne dargestellt. ................................................................................................ 96
VERZEICHNISSE 115
6.3 Tabellenverzeichnis
Tabelle 3.1: Vergleich der Partikelgrößenverteilung von G1 und G2 nach Herstellerangaben ..................................................................................... 24
Tabelle 3.2: Übersicht der untersuchten bzw. verwendeten Compounds ...................... 29
Tabelle 3.3: Übersicht der Compounds sowie Maschinen- und Prozesseinstellungen zur Untersuchung der Schmelzebeanspruchung ............................................. 43
Tabelle 3.4: Aufschlüsselung der Zylindertemperaturen je Stufe und Heizzone ............ 44
Tabelle 3.5: Versuchsplan zur Schmelzebeanspruchung des PP-G2-50 beim Spritzgießen .............................................................................................. 45
Tabelle 3.6: Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der
Rechteckplatte mit 𝑇𝑍𝑦𝑙 = 230 °𝐶, ��𝑖𝑛𝑗 = 250 𝑐𝑚3/𝑠 in Abhängigkeit des
Füllstoffanteils ........................................................................................... 46
Tabelle 3.7: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Scheibe mit PP-G2-40 .................................................... 47
Tabelle 3.8: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte mit PP-G2-50 mit isothermer vs. variothermer Werkzeugtemperierung ........................................................ 49
Tabelle 4.1: Extrudierte Schmelzestränge in Abhängigkeit des Grafittyps und des Volumenanteil des Grafits ......................................................................... 72
Tabelle A.1: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte und Scheibe mit PP-G1-30 .................. 119
Tabelle A.2: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte und Scheibe mit PP-G2-30 .................. 120
Tabelle A.3: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte mit PP-G1-40 ....................................... 121
Tabelle A.4: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Scheibe mit PP-G1-40 .................................................. 122
Tabelle A.5: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte mit PP-G2-40 ....................................... 123
Tabelle A.6: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Scheibe mit PP-G2-40 .................................................. 124
Tabelle A.7: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte mit PP-G1-50 ....................................... 125
Tabelle A.8: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Scheibengeometrie mit PP-G1-50 ................................ 126
Tabelle A.9: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte mit PP-G2-50 ....................................... 127
Tabelle A.10: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte mit PP-G2-50 mit variothermer Werkzeugtemperierung bzw. erhöhter Zylindertemperatur ...................... 128
Tabelle A.11: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Scheibe mit PP-G2-50 .................................................. 128
Tabelle A.12: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte mit dem Compound für Bipolarplatten (PP-G2-R-65) ................................................................................................. 129
ANHANG 116
A Anhang
A.1 Verwendete Geräte und Messeinrichtungen
1. Digitalkamera 𝑂𝑙𝑦𝑚𝑝𝑢𝑠 𝐶𝑀𝑒𝑑𝑖𝑎 𝐶 − 5060, Olympus Deutschland GmbH
2. Doppelschneckenextruder 𝑅ℎ𝑒𝑜𝑚𝑒𝑥 𝑃𝑇𝑊 25/36𝑝, Thermo Fisher Scientific Inc.
3. Dosiereinheit 𝐾 − 𝐶𝐿 − 𝑆𝐹𝑆 𝐾𝑇20, Coperion GmbH
4. Druckwassertemperierer 𝑃 160 𝑀𝐷/12/𝑆𝑀51/𝑆𝐾 − 𝑅𝑇 50, Regloplas AG
5. Durchlichtmikroskop 𝑂𝑙𝑦𝑚𝑝𝑢𝑠 𝐵𝑋60, Olympus Deutschland GmbH
6. Extruder 𝑋 − 𝑡𝑟𝑢𝑑𝑒 300, GÖTTFERT Werkstoff-Prüfmaschinen GmbH
7. Fe-CuNi-Mantelthermoelementen (Typ J) 𝑍1295/5/1,5𝑥100, HASCO Hasenclever
GmbH + Co. KG
8. Feinwaage 𝐿𝑎𝑏𝑆𝑡𝑦𝑙𝑒 303, Mettler-Toledo GmbH
9. Feldemissions-Rasterelektronenmikroskop 𝐽𝑆𝑀 − 7500𝐹, Jeol (Germany) GmbH
10. Hochdruckkapillarrheometer (HKR) 𝑅ℎ𝑒𝑜𝑔𝑟𝑎𝑝ℎ 25, GÖTTFERT Werkstoff-Prüfma-
schinen GmbH
11. Hochtemperaturthermostat 𝑈𝑆𝐻 400, Lauda Dr. R. Wobser GmbH & Co. KG
12. Messbox 𝑆𝐼𝐶𝑂𝑁𝑁 − 𝑁𝑒𝑡 4𝑇𝑁, Geitmann Messtechnik GmbH & Co. KG
13. Messbox 𝐷𝐸𝑊𝐸2 − 𝑀13 mit Trion Modulen, DEWETRON GmbH
14. Mikro-Computertomograph (𝜇CT) 𝑃ℎ𝑜𝑒𝑛𝑖𝑥 𝑁𝑎𝑛𝑜𝑡𝑜𝑚 𝑆, GE Inspection Technologies
GmbH
15. Mikrocontroller 𝑈𝑁𝑂 𝑅3, Arduino S.r.L.
16. Motor Drive Shield 𝑀𝑒𝑔𝑎 𝐿293𝐷 𝑅3 𝐴𝑉𝑅 𝐴𝑇𝑀𝐸𝐿
17. Quarz-Werkzeuginnendrucksensoren 6152 𝐴𝐵 und Mehrkanalverstärker 5155𝐴,
Kistler Instrumente AG
18. 𝑅ℎ𝑒𝑜𝑡𝑒𝑛𝑠 71.97, GÖTTFERT Werkstoff-Prüfmaschinen GmbH
19. Schmelzedrucksensor 𝐷𝐷𝑆 2𝐹 − 1460 − 61 − 32 − 𝐶𝑌 − 2000 − 𝐼𝑇, FOS Mess-
technik GmbH
20. Schmelzedrucksensor 4013 𝐴, Kistler Instrumente AG
21. Spritzgießmaschine 𝐴𝑙𝑙𝑟𝑜𝑢𝑛𝑑𝑒𝑟 470 𝑆; Schließkraft: 110 t, Arburg GmbH + Co KG
22. Wärmestrom-Differenz-Kalorimeter 𝐷𝑆𝐶 1/700, Mettler-Toledo GmbH
23. Webcam 𝐿𝑖𝑓𝑒𝐶𝑎𝑚 𝐻𝐷3000 +, Microsoft Corporation
24. Werkzeuginnendrucksensor mit integriertem Infrarot-Thermometer 𝑀𝑇𝑃𝑆 408, FOS
Messtechnik GmbH
ANHANG 117
A.2 Verwendete Software und Programme
1. 𝐶𝑎𝑚2𝐶𝑜𝑚, Sabsik
2. 𝐷𝑎𝑠𝑦𝐿𝑎𝑏 V 10.00.03, National Instruments Ireland Resources Ltd
3. 𝐼𝑚𝑎𝑔𝑒𝐽, National Institute of Health, USA
4. 𝑀𝑎𝑡𝑙𝑎𝑏 R2015a, The MathWorks Corporation
5. 𝑀𝑖𝑐𝑟𝑜𝑠𝑜𝑓𝑡 𝑂𝑓𝑓𝑖𝑐𝑒 𝑃𝑟𝑜𝑓𝑒𝑠𝑠𝑖𝑜𝑛𝑎𝑙 𝑃𝑙𝑢𝑠 2016, Microsoft Corporation
6. 𝑚𝑦𝑉𝐺𝐿 3.0, Volume Graphics GmbH
7. 𝑂𝑟𝑖𝑔𝑖𝑛𝑃𝑟𝑜 2017G, OriginLab Corporation
8. PTC 𝐶𝑟𝑒𝑜 Parametric 3.0 M010, PTC Inc.
9. 𝑆𝑖𝑔𝑚𝑎𝑠𝑜𝑓𝑡 5.2.0.2 inklusive 𝑆𝑖𝑔𝑚𝑎𝐿𝑖𝑛𝑘, SIGMA Engineering GmbH
10. 𝑆𝑇𝐴𝑅𝑒, Version 11.00a, Mettler Toledo GmbH
ANHANG 118
A.3 Verwendete Materialien
Matrixmaterial
Füllstoffe
Compounds (Nomenklatur: Matrixmaterial-Füllstoff-Volumenanteil der Füllstoffe)
Produktname Hersteller Bezeichnung
Polypropylen Geheimhaltungsvereinbarung PP
Produktname Hersteller Bezeichnung
Grafit SGA 20 M Grafit Kropfmühl AG G1
Grafit (sphärisch) Geheimhaltungsvereinbarung G2
Ruß Geheimhaltungsvereinbarung R
Produktname Hersteller Chargen- nummer
PP-G1-30 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1038
PP-G1-40 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1096
PP-G1-50 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1037
PP-G1-60 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1036
PP-G1-65 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1035
PP-G1-70 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1034
PP-G2-30 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1043
PP-G2-40 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1078
PP-G2-50 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1042
PP-G2-60 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1041
PP-G2-65 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1040
PP-G2-70 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1039
PP-G2-R-65 ZBT – Zentrum für BrennstoffzellenTechnik GmbH 1044
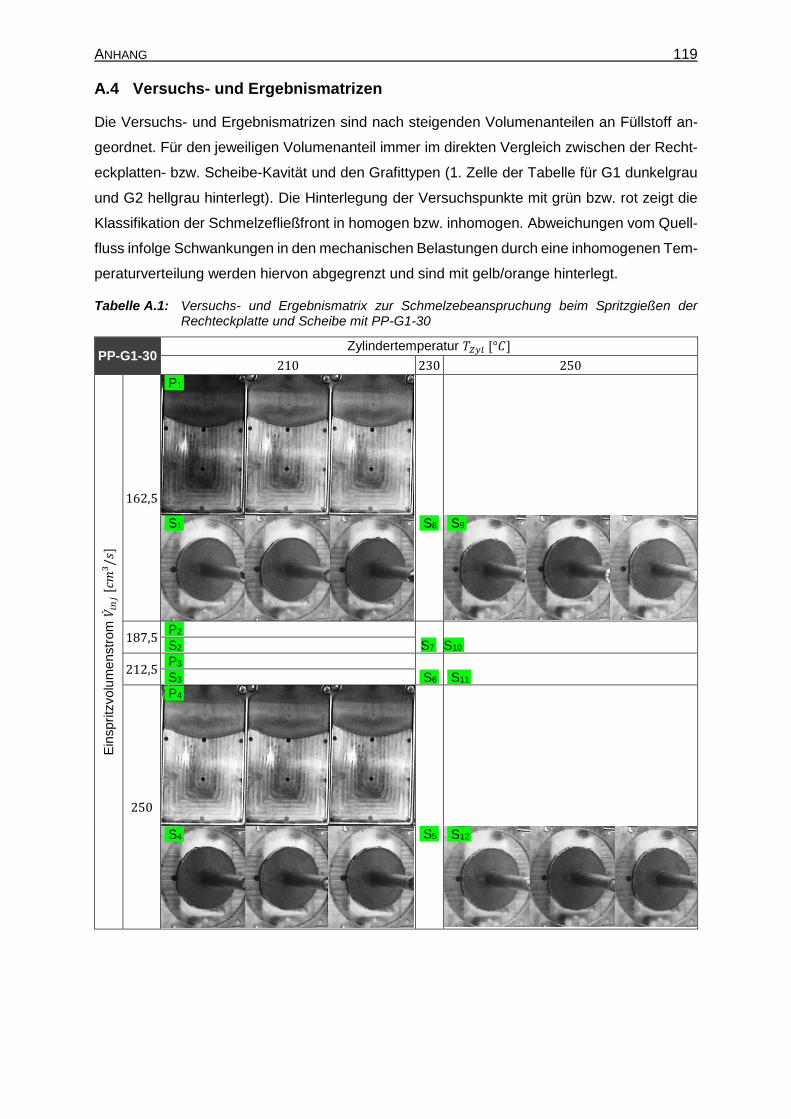
ANHANG 119
A.4 Versuchs- und Ergebnismatrizen
Die Versuchs- und Ergebnismatrizen sind nach steigenden Volumenanteilen an Füllstoff an-
geordnet. Für den jeweiligen Volumenanteil immer im direkten Vergleich zwischen der Recht-
eckplatten- bzw. Scheibe-Kavität und den Grafittypen (1. Zelle der Tabelle für G1 dunkelgrau
und G2 hellgrau hinterlegt). Die Hinterlegung der Versuchspunkte mit grün bzw. rot zeigt die
Klassifikation der Schmelzefließfront in homogen bzw. inhomogen. Abweichungen vom Quell-
fluss infolge Schwankungen in den mechanischen Belastungen durch eine inhomogenen Tem-
peraturverteilung werden hiervon abgegrenzt und sind mit gelb/orange hinterlegt.
Tabelle A.1: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Rechteckplatte und Scheibe mit PP-G1-30
PP-G1-30 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
210 230 250
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [𝑐𝑚
³/𝑠]
162,5
P1l
S1l S8l S9l
187,5 P2l
S2l S7l S10l
212,5 P3l
S3l S6l S11l
250
P4l
S4l S5l S12l

ANHANG 120 Tabelle A.2: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der
Rechteckplatte und Scheibe mit PP-G2-30
PP-G2-30 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
210 230 250
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [𝑐𝑚
³/𝑠]
162,5
P1l
S1l S8l S9l
187,5 P2l
S2l S7l S10l
212,5 P3l
S3l S6l S11l
250
P4l
S4l S5l S12l

ANHANG 121 Tabelle A.3: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der
Rechteckplatte mit PP-G1-40
PP-G1-40 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [𝑐𝑚
³/𝑠]
162,5
P1l P8l P9l
187,5
P2l P7l P10l
212,5
P3l P6l P11l
250
P4l P5l P12l
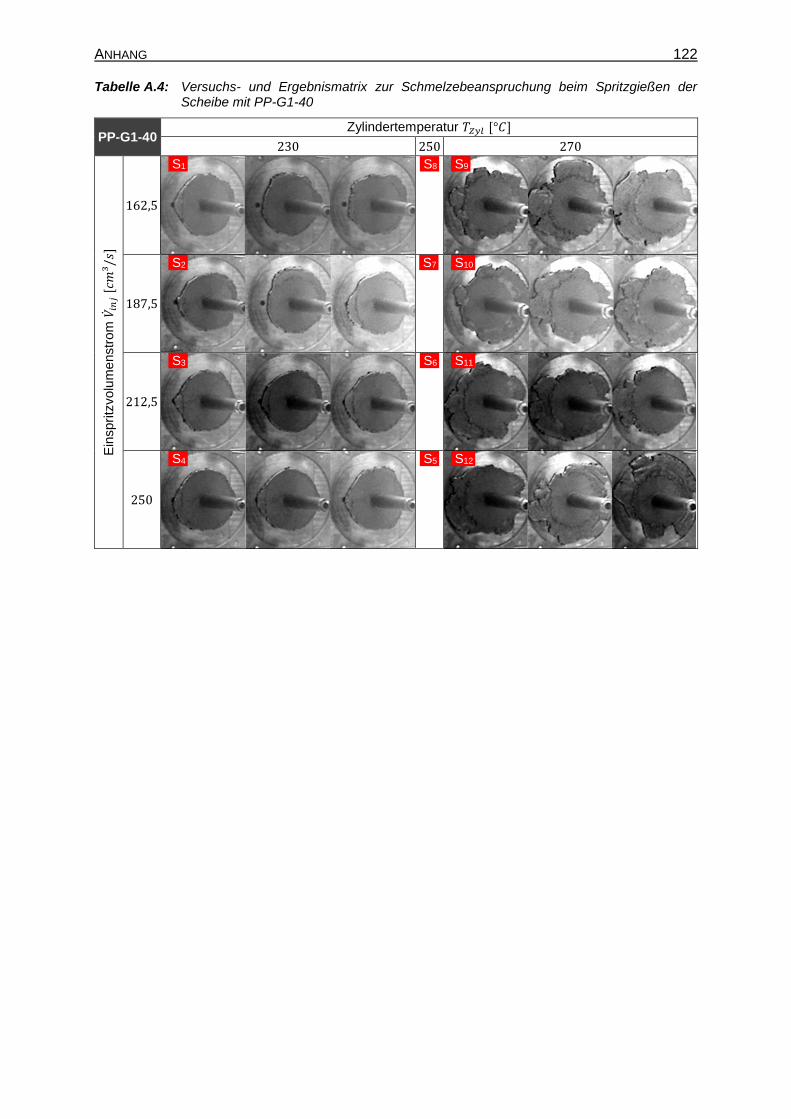
ANHANG 122 Tabelle A.4: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der
Scheibe mit PP-G1-40
PP-G1-40 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [𝑐𝑚
³/𝑠]
162,5
S1l S8l S9l
187,5
S2l S7l S10l
212,5
S3l
S6l S11l
250
S4l S5l S12l
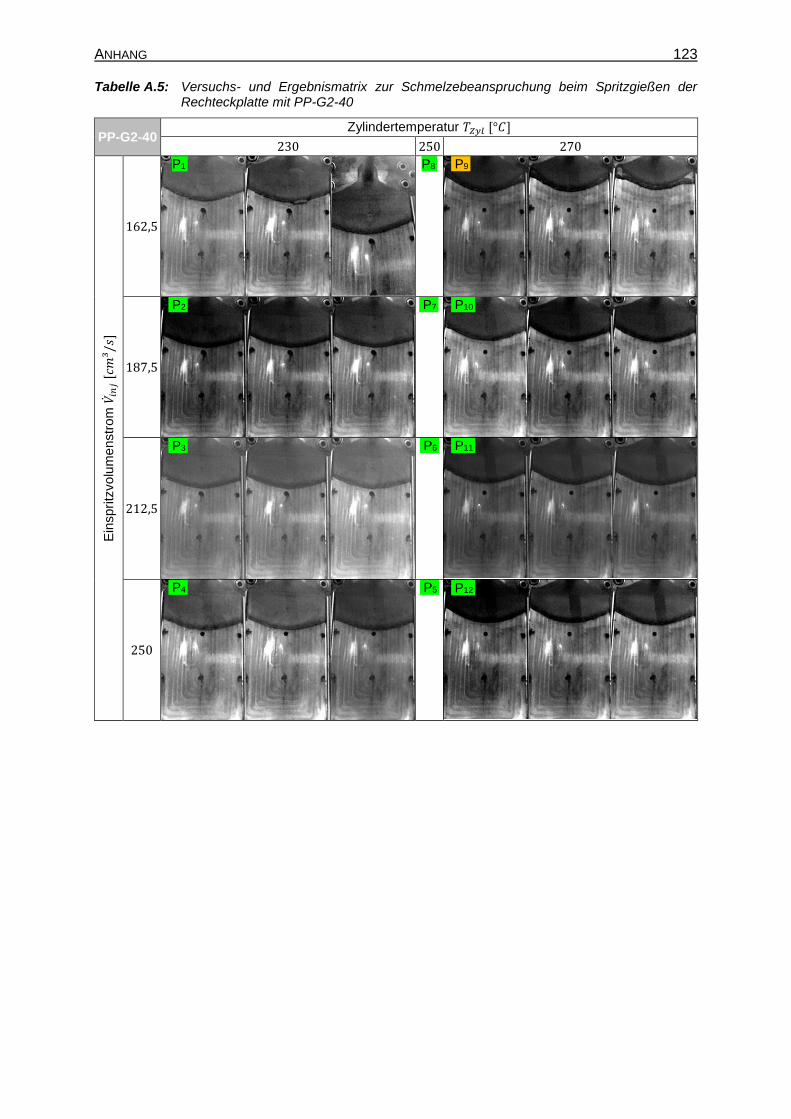
ANHANG 123 Tabelle A.5: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der
Rechteckplatte mit PP-G2-40
PP-G2-40 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [𝑐𝑚
³/𝑠]
162,5
P1l
P8l P9l
187,5
P2l
P7l P10l
212,5
P3l P6l P11l
250
P4l P5l P12l
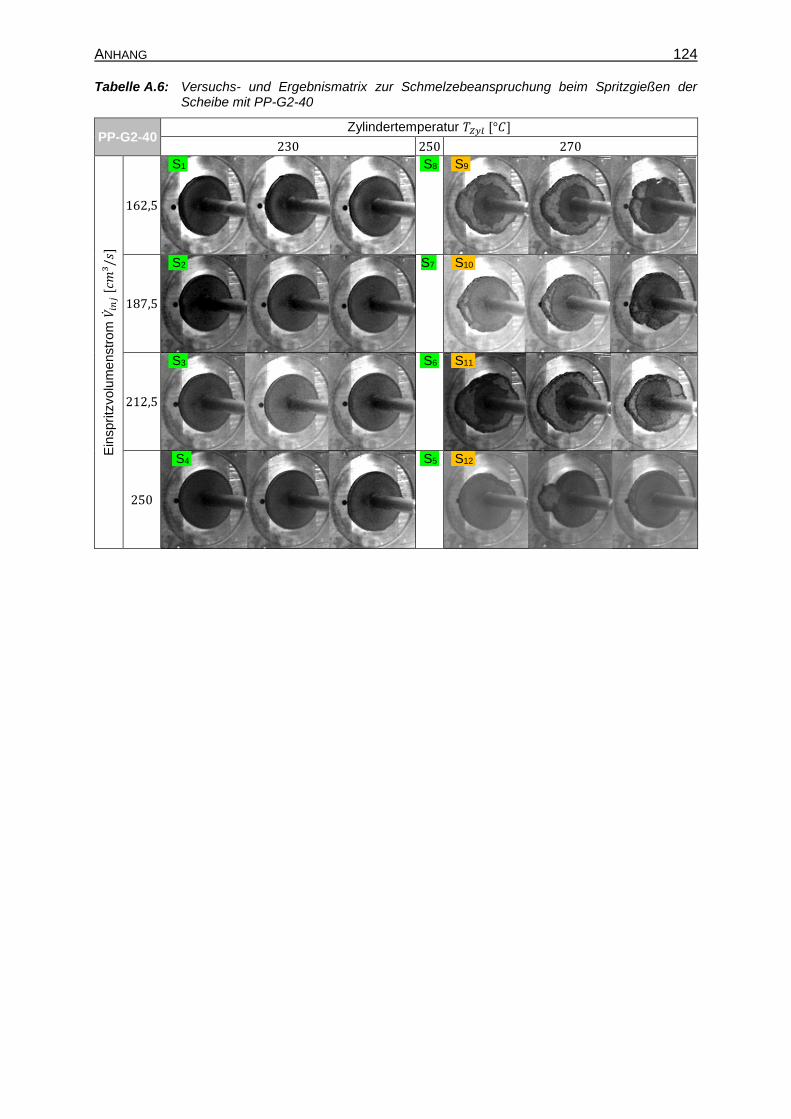
ANHANG 124 Tabelle A.6: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der
Scheibe mit PP-G2-40
PP-G2-40 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [𝑐𝑚
³/𝑠]
162,5
S1l S8l S9l
187,5
S2l S7l S10l
212,5
S3l
S6l S11l
250
S4l
S5l S12l

ANHANG 125 Tabelle A.7: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der
Rechteckplatte mit PP-G1-50
PP-G1-50 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [
𝑐𝑚³/
𝑠]
162,5
P1l P8l P9l
187,5
P2l P7l P10l
212,5
P3l P6l P11l
250
P4l P5l P12l
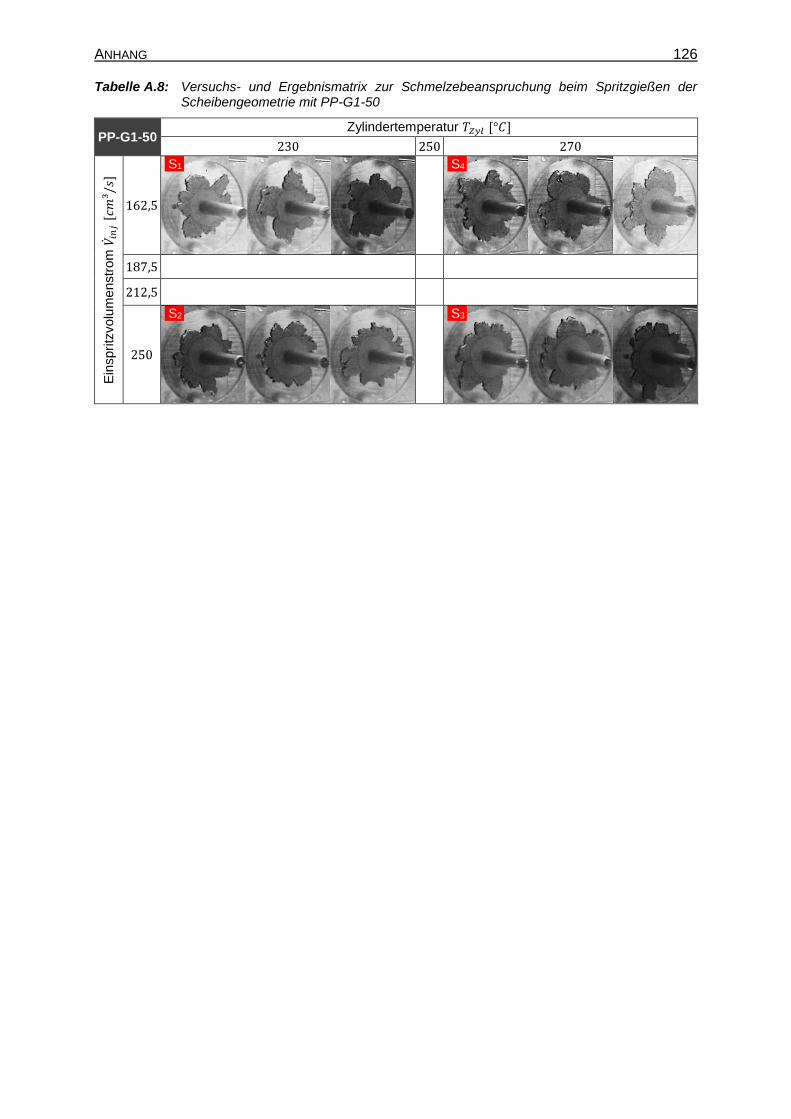
ANHANG 126 Tabelle A.8: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der
Scheibengeometrie mit PP-G1-50
PP-G1-50 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [
𝑐𝑚³/
𝑠]
162,5
S1l S4l
187,5
212,5
250
S2l S3l

ANHANG 127 Tabelle A.9: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der
Rechteckplatte mit PP-G2-50
PP-G2-50 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [
𝑐𝑚³/
𝑠]
162,5
P1l P8l P9l
187,5
P2l P7l P10l
212,5
P3l P6l P11l
250
P4l P5l P12l
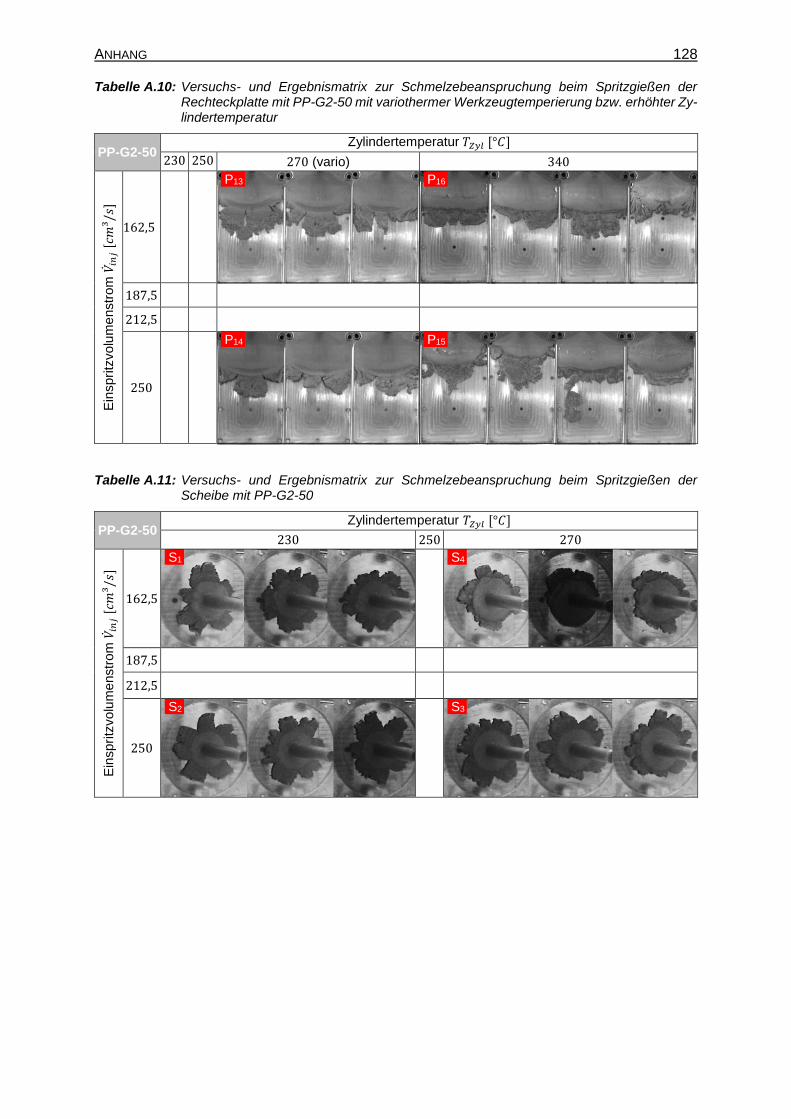
ANHANG 128 Tabelle A.10: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der
Rechteckplatte mit PP-G2-50 mit variothermer Werkzeugtemperierung bzw. erhöhter Zy-lindertemperatur
Tabelle A.11: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der Scheibe mit PP-G2-50
PP-G2-50 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270 (vario) 340
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [𝑐𝑚
³/𝑠]
162,5
P13l
P16l
187,5
212,5
250
P14l P15l
PP-G2-50 Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [𝑐𝑚
³/𝑠]
162,5
S1l S4l
187,5
212,5
250
S2l S3l
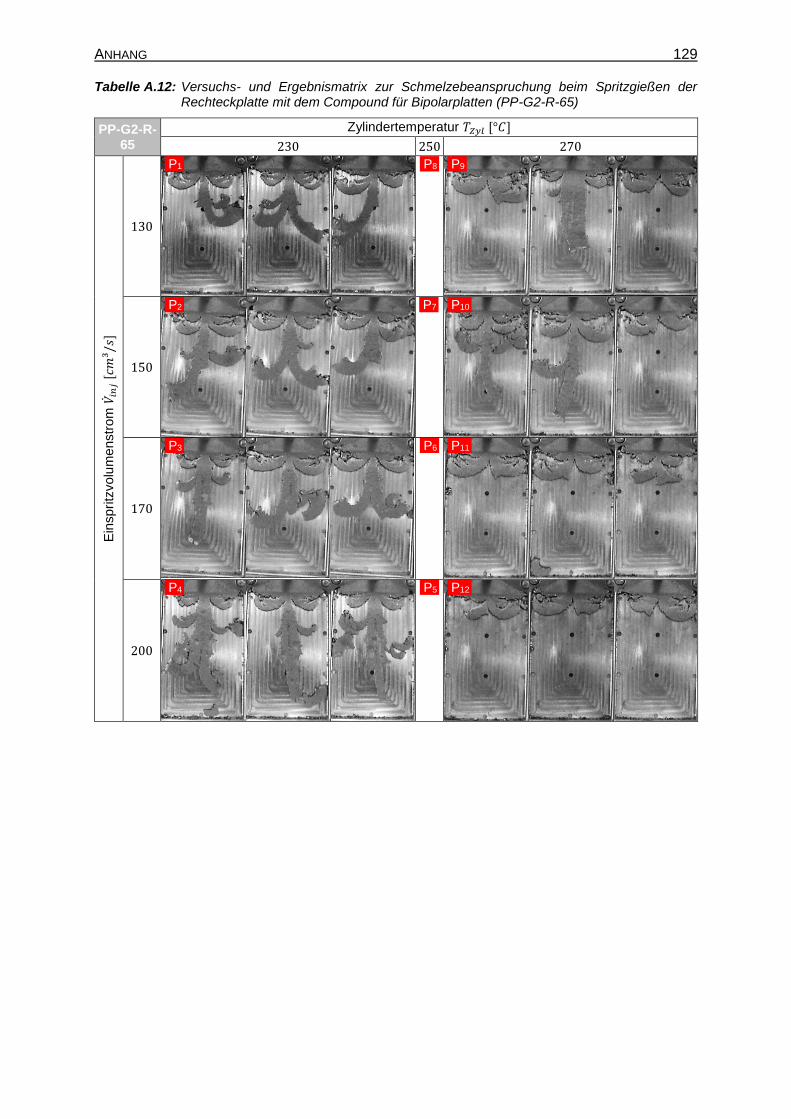
ANHANG 129 Tabelle A.12: Versuchs- und Ergebnismatrix zur Schmelzebeanspruchung beim Spritzgießen der
Rechteckplatte mit dem Compound für Bipolarplatten (PP-G2-R-65)
PP-G2-R-65
Zylindertemperatur 𝑇𝑍𝑦𝑙 [°𝐶]
230 250 270
Ein
spri
tzvolu
me
nstr
om
𝑉𝑖𝑛
𝑗 [𝑐𝑚
³/𝑠]
130
P1l P8l P9l
150
P2l P7l P10l
170
P3l P6l P11l
200
P4l P5l P12l
ANHANG 130
A.5 Versuchsdurchführung zur Ermittlung des pvT-Verhaltens mit der Spritzgießmaschine
Vor Versuchsbeginn wird sämtliches Fremdmaterial aus der Plastifizier- und Einspritzeinheit
entfernt, sodass nur noch das zu untersuchende Versuchsmaterial in diesem verbleibt. Dies
kann durch ergiebiges Durchspülen geschehen. Unter Umständen ist auch die manuelle Rei-
nigung des Zylinders und der Schnecke in Betracht zu ziehen.
Hier erfolgt dies durch Spülen, da sich zuvor reines PP im Zylinder befand und sich dieses gut
durch das vielfach höherviskose Compound ausspülen lässt.
Anschließend wird die Verschlussdüse durch Einschrauben der 𝑀10𝑥1 Feingewindeschraube
verschlossen.
Die Versuche werden isotherm durchgeführt, da eine isobare Messung nicht ausreichend kon-
trolliert durchgeführt werden könnte. Dementsprechend wird vor Beginn einer isothermen Ver-
suchsreihe die gewünschte Temperatur durch Eingabe der Zylindertemperaturen vorgegeben.
Da für das Versuchsvolumen eine konstante und homogene Temperaturverteilung angestrebt
wird, werden abgesehen von der Heizzone am Einzug sowie der ihr angrenzenden Heizzone,
sämtliche Heizzonen auf denselben Wert eingestellt. Das Versuchsvolumen erstreckt sich ma-
ximal bis zur Hälfte des Zylinders. Damit wird im Rahmen des Möglichen eine homogene Be-
heizung des Materials realisiert.
Nach einer thermischen Ausgleichszeit von ca. 10 𝑀𝑖𝑛𝑢𝑡𝑒𝑛 kann mit den einzelnen Ver-
suchszyklen der entsprechenden Temperaturstufe begonnen werden.
Ein Einzelversuch entspricht einem Spritzgießzyklus, welcher von der Spritzgießmaschine im
Anfahrmodus ausgeführt wird. Von Bedeutung sind bei der Einstellung des Zyklus ausschließ-
lich die Einstellungen der Zylindertemperatur sowie die Parameter für die Einspritz- und Nach-
druckphase. Hierbei wurden möglichst niedrige Werte für die Schließ- und Anpresskräfte ge-
wählt, zumal die Verschlussdüse zu Beginn jedes Zyklus von hinten an die Werkzeug-
aufspannplatte gepresst wird.
Der Versuchsablauf beginnt bei jedem Durchgang mit dem im Handbetrieb durchzuführenden
Aufplastifizieren bis zum gewünschten und in der Steuerung vorgegebenen Ausgangswert für
das Dosiervolumen. Dies ist nötig, da insbesondere bei hohen Drücken im Zuge der Einspritz-
und Nachdruckphase des vorangegangenen Zyklus ein signifikanter Volumenverlust eintreten
kann. Der Start eines neuen Anfahrzyklus kann überdies nur erfolgen, wenn mindestens das
eingestellte Dosiervolumen erreicht ist. In den vorliegenden Untersuchungen wurde ein Do-
siervolumen von 80 𝑐𝑚³ eingestellt. Hierbei handelt es sich um einen frei gewählten Wert, wel-
cher in etwa dem halben Schneckenhub entspricht. Beim ersten Versuchszyklus sowie nach
jedem Materialwechsel kann es zudem nötig sein, das Material vor der Schneckenspitze im
Handbetrieb zu verdichten. Hierzu wird abwechselnd die Schnecke vorgefahren (Ausspritzen)
und weiteres Material aufplastifiziert, bis kein signifikanter Verlust des Dosiervolumens im
Zuge der Vorfahrbewegung mehr zu verzeichnen ist.
ANHANG 131 Der Versuchszyklus wird gestartet und die Aufzeichnung der Messwerte begonnen.
Nach den Verfahrbewegungen des Werkzeugs und des Plastifizier- und Einspritzaggregates
beginnt die Einspritzphase. In dieser wird der dem Messplan entsprechende Versuchsdruck in
Form des Einspritzdruckes angefahren. Der eingestellte Einspritzvolumenstrom beträgt
10 𝑐𝑚³/𝑠. Das Umschaltvolumen wird auf einen niedrigen Wert gesetzt, welcher nicht erreicht
werden kann. Dadurch tritt der Umschaltvorgang auf die Nachdruckphase im Zuge des Ab-
bruchkriteriums nach 90 𝑠 ein.
In der Nachdruckphase wird der eingestellte Einspritzdruck weitere 90 𝑠 gehalten. Danach wird
der Druck innerhalb von drei Sekunden auf den in der Steuerung einstellbaren Minimalwert
von 25 𝑏𝑎𝑟 entspannt. Die drei Sekunden Rampenzeit wurden gewählt, um gerade im Hinblick
auf die hohen Drücke von bis zu 2.500 𝑏𝑎𝑟 ein Zurückschnellen der Schnecke zu vermeiden.
Neben der Schonung der Maschinentechnik steht hierbei auch die Überlegung im Fokus, dass
die kinetische Energie der Schnecke beim Zurückschnellen temporär einen Unterdruck vor der
Schnecke erzeugen kann, wodurch sich die Rückstromsperre öffnen könnte und ungewollt
weiteres Material in das Versuchsvolumen eindringt.
Dem Druckabfall auf 25 𝑏𝑎𝑟 folgend wird der Maschinenzyklus umgehend abgebrochen und
der Hydraulikmotor abgeschaltet. Dies ist dadurch bedingt, dass der Hydraulikdruck, welcher
in Form des Einspritzdrucks aufgezeichnet wird, nur durch Ausschalten des Hydraulikmotors
auf null bar, beziehungsweise Werte nahe null bar, abfällt.
Nun wird dem Material die Möglichkeit gegeben sich weitere 60 – 90 𝑆𝑒𝑘𝑢𝑛𝑑𝑒𝑛 zu entspannen.
Danach wird die Aufzeichnung beendet und der Hydraulikmotor kann wieder eingeschaltet
werden.
Da insbesondere bei hohen Temperaturen mit einer chemischen Veränderung des Kunststof-
fes im Zuge der thermischen Belastung zu rechnen ist, ist je nach individuellem Bedarf ein
Austausch des Versuchsmaterials vorzunehmen. Im Falle dieser Untersuchungen wird dies
nach Beendigung jeder Temperaturstufe vorgenommen.

CURRICULUM VITAE 132
7 Curriculum vitae
Der Lebenslauf ist in der Online-Version aus Gründen des Datenschutzes nicht enthalten.

![Inhalt Theorie Einleitung SDS-PAGE SDS-PAGE Probenvorbereitung Coomassie Gelfärbung Versuchsdurchführung Ergebnisse Literatur [1] 2 SDS-PAGE Meike Flentje](https://img.pdfslide.tips/doc/110x75/55204d7549795902118ca7f5/inhalt-theorie-einleitung-sds-page-sds-page-probenvorbereitung-coomassie-gelfaerbung-versuchsdurchfuehrung-ergebnisse-literatur-1-2-sds-page-meike-flentje.jpg)

























