Embed Size (px)
Citation preview

12 LE JOURNAL DE L’ISQ Vol.15 N.3
LE RÉSEAU FRANCOPHONE DU SOUDAGE
ESSAIS MÉCANIQUES
ESSAI DE RÉSILIENCE DES ASSEMBLAGES SOUDÉS
GÉNÉRALITÉSL’essai de résilience consiste à rompre, d’un seul coup, parflexion par choc sur une machine spéciale, appelée moutonpendule, une éprouvette métallique entaillée mise en appui àses extrémités.
L’éprouvette a la forme d’un barreau prismatique de sectioncarrée de 10 mm de côté et de 55 mm de long. Elle estentaillée à mi longueur sur toute la largeur de l’une des faces.Actuellement, l’entaille en V à 45° de 2 mm de profondeuravec un rayon de 0,25 mm à fond d’entaille est la plus utilisée(figure 1).
Disposée sur l’enclume d’un mouton pendule de 300 joulesd’énergie disponible (figure 2), l’éprouvette est centrée defaçon que le couteau de la masse tombante la frappe ducôté opposé à l’entaille et au droit de celle-ci (figure 3). Latempérature à laquelle se pratique l’essai est généralementde 20°C.
2
1
3
Le résultat de l’essai, que l’on repère KV et que l’on calculed’après l’angle de remontée du pendule, correspond àl’énergie nécessaire à la rupture de la section de l’éprouvette(0,8 cm2).La résilience, que l’on repère KCV, est l’énergie calculéed’après KV pour rompre 1 cm2 de section d’éprouvette.
Dans la pratique, on peut rencontrer des éprouvettes desection rectangulaire plus petite que 0,8 cm2 qui sont usinéesdans des produits d’épaisseur inférieure à 10 mm. Souvent,à titre comparatif, les résultats sont exprimés en valeursrapportées à 1 cm2.
PARTICULARITÉS DUES À LA DIRECTIONDE LA SOLLICITATION
Un produit métallurgique présente une hérédité structuralequi provient, du mode d’élaboration (moulé, gros ou petitlingot, etc.) du mode de transformation (corroyage, forgeage,etc.) et des traitements thermiques (recuit d’homogé-néisation, etc.), c’est-à-dire de la manière dont il a étéfabriqué.
Généralement, la répartition des composants chimiques (C,Mn, Si, Cr, Ni, S, P etc.) n’est pas régulière et homogène. Ilva s’ensuivre une structure (macro et micrographique) quiva présenter des particularités dans la nature, la répartitionet la forme des constituants et qui témoignera ainsi destraitements subis.
Melius est le distributeur canadien de la caméra MeltTools
www.melius.ca
MeltTools est un fabricant mondialement reconnu pour offrir une caméra qui saura répondre et surpasser les
attentes dans le domaine de la soudure. Autant pour les applications en mode DART qu’avec le MIG.
www.melttools.com
Nous sommes en mesure de vous offrir le meilleur rendement, la garantie, la satisfaction à son plus haut niveau.
Nous sommes convaincus qu’elle va répondre efficacement, surpasser toutes vos exigences.
Pour une démonstration sans frais dans votre milieu de travail, veuillez rejoindre M. Guy Robillard, directeur de
comptes, courriel [email protected] , cellulaire 514-886-8703
MELIUS est en mesure de vous offrir des solutions intégrées en matière de sécurité comprenant, entre autres,
des services-conseils, d’aide à la certification C-TPAT, des audits, des services reliés à l’installation, la
maintenance et la gestion multi-sites de systèmes de sécurité (contrôle d’accès, caméra intelligente, etc.).

LE SOUDAGE AUTOMATISÉ
Dans un marché de plus en plus compétitif et où le manque de main d’œuvre est fréquent, les chefs d’entreprises manufacturières se rendent à l’évidence qu’afin de demeurer productif, l’automatisation de certains procédés tels que les procédés de soudage devient primordiale.
Cependant, l’automatisation d’un procédé ne se fait pas toujours sans effort. C’est d’ailleurs ce qu’ont pu constater les ingénieurs d’un récent projet d’envergure réalisé par Automation Machine Design qui nécessitait l’assemblage et le soudage automatisé de cylindres de dimensions variables et de matériaux différents. En effet, les ingénieurs ont rapidement décelé le défi que représentait un tel projet. L’instabilité de la matière première en était d’ailleurs grandement responsable. « Lorsque nous faisions affaire avec un matériau plus souple, il était difficile de garder l’alignement nécessaire afin que la machine de soudage par résistance par points fasse son travail correctement. Un soudeur est en mesure de s’adapter facilement à la matière travaillée et d’ajuster son travail en conséquence, ce qui n’est pas le cas pour une machine de soudage automatisé » David Brabant, ing. Chef de projet. C’est un défi qui, malgré sa complexité, a été relevé
avec brio par toute l’équipe d’ingénierie.
Pour la célébration des 20 ans d’Automation Machine Design, l’entreprise ouvre ses portes et permet aux entreprises de constater l’envergure des projets réalisés et de comprendre les différentes subtilités de l’automatisation industrielle.
Équipementier depuis 20 ans
Située à Saint-Hubert, Automation Machine Design se spécialise dans la conception et la fabrication d’équipements
automatisés sur mesure. Au fil des ans, l’entreprise a été appelée à travailler sur des projets d’envergure pour de
prestigieuses compagnies. Ses 20 ans d’expérience ont permis à Automation Machine Design d’acquérir l’expertise
nécessaire afin d’offrir des services de qualité en ingénierie et en maintenance. Ils se sont ainsi hissés parmi les meilleures entreprises en automatisation industrielle. Vous trouvez sous un même toit les services d’ingénierie mécanique,
électrique et informatique, en plus d’un département d’usinage, d’assemblage, de soudage et de maintenance. Automation Machine Design est en mesure d’offrir à ses clients un service clé en main qui répond à ses besoins de rendement.
Services d’ingénierie | Automatisation | Robotique | Développement d’équipements
industriels
www.amdinc
.ca 6101, chemin de la Savane, Saint -Huber t (QC) J3Y 8Y9
TEL : 450.448.4401 FAX : 450.448.4404 EMAIL : [email protected]
15
LE RÉSEAU FRANCOPHONE DU SOUDAGE
LE JOURNAL DE L’ISQ Vol.15 N.3
ESSAIS MÉCANIQUES
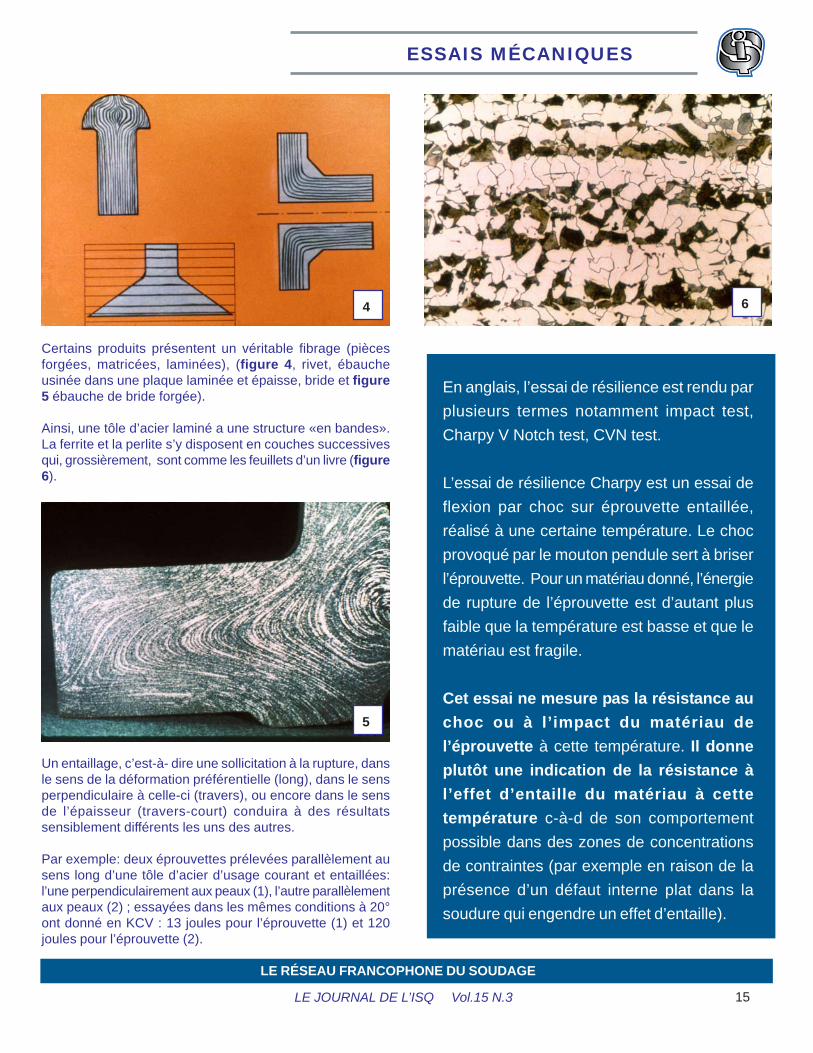
Certains produits présentent un véritable fibrage (piècesforgées, matricées, laminées), (figure 4, rivet, ébaucheusinée dans une plaque laminée et épaisse, bride et figure5 ébauche de bride forgée).
Ainsi, une tôle d’acier laminé a une structure «en bandes».La ferrite et la perlite s’y disposent en couches successivesqui, grossièrement, sont comme les feuillets d’un livre (figure6).
Un entaillage, c’est-à- dire une sollicitation à la rupture, dansle sens de la déformation préférentielle (long), dans le sensperpendiculaire à celle-ci (travers), ou encore dans le sensde l’épaisseur (travers-court) conduira à des résultatssensiblement différents les uns des autres.
Par exemple: deux éprouvettes prélevées parallèlement ausens long d’une tôle d’acier d’usage courant et entaillées:l’une perpendiculairement aux peaux (1), l’autre parallèlementaux peaux (2) ; essayées dans les mêmes conditions à 20°ont donné en KCV : 13 joules pour l’éprouvette (1) et 120joules pour l’éprouvette (2).
4
5
6
En anglais, l’essai de résilience est rendu par
plusieurs termes notamment impact test,
Charpy V Notch test, CVN test.
L’essai de résilience Charpy est un essai de
flexion par choc sur éprouvette entaillée,
réalisé à une certaine température. Le choc
provoqué par le mouton pendule sert à briser
l’éprouvette. Pour un matériau donné, l’énergie
de rupture de l’éprouvette est d’autant plus
faible que la température est basse et que le
matériau est fragile.
Cet essai ne mesure pas la résistance au
choc ou à l’impact du matériau de
l’éprouvette à cette température. Il donne
plutôt une indication de la résistance à
l’effet d’entaille du matériau à cette
température c-à-d de son comportement
possible dans des zones de concentrations
de contraintes (par exemple en raison de la
présence d’un défaut interne plat dans la
soudure qui engendre un effet d’entaille).
l Augmentez votre productivitél Améliorez la qualité de vos produits l Réduisez vos coûts
Recherchez l’expertise de Praxair pour plus de rentabilité :
Contactez nous dès aujourd’hui au 1-800-225-8247 ou rendez-vous sur www.praxair.ca
Optimisation des procédés
Systèmes de livraisons de gaz en micro-vrac
Gaz et mélanges
Optimisation des procédés
Systèmes de livraisons de gaz en micro-vrac
Gaz et mélanges
17
LE RÉSEAU FRANCOPHONE DU SOUDAGE
LE JOURNAL DE L’ISQ Vol.15 N.3
ESSAIS MÉCANIQUES
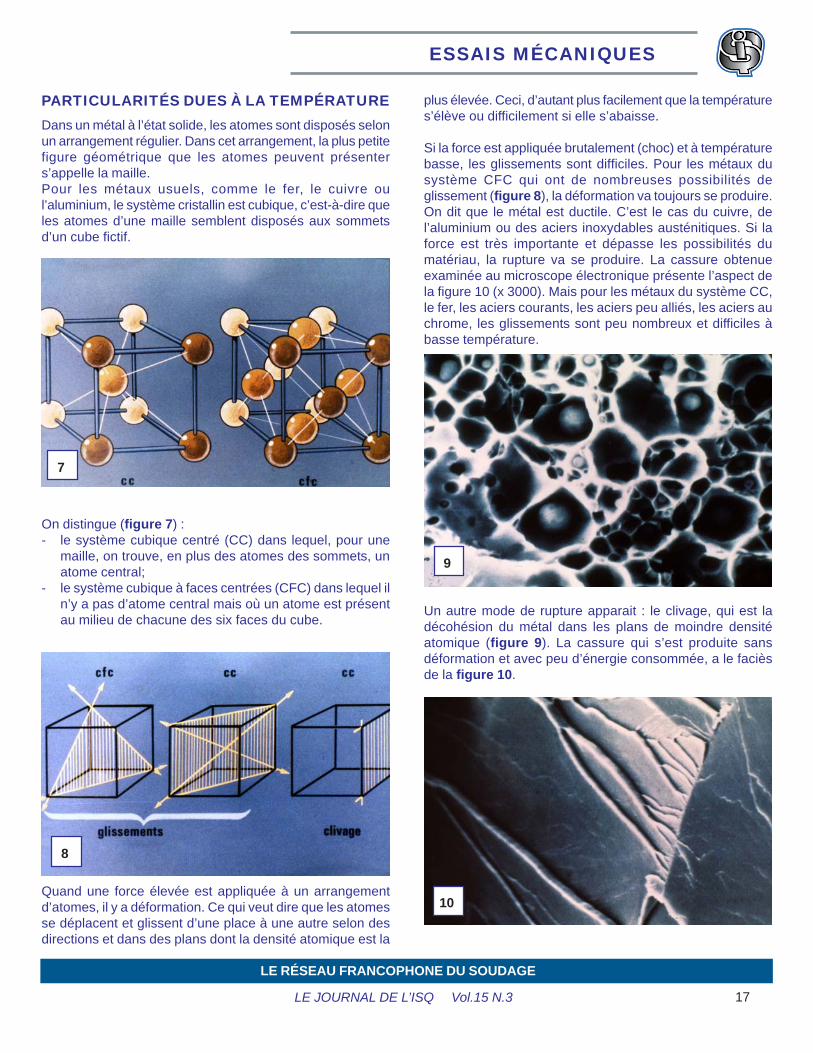
PARTICULARITÉS DUES À LA TEMPÉRATUREDans un métal à l’état solide, les atomes sont disposés selonun arrangement régulier. Dans cet arrangement, la plus petitefigure géométrique que les atomes peuvent présenters’appelle la maille.Pour les métaux usuels, comme le fer, le cuivre oul’aluminium, le système cristallin est cubique, c’est-à-dire queles atomes d’une maille semblent disposés aux sommetsd’un cube fictif.
On distingue (figure 7) :- le système cubique centré (CC) dans lequel, pour une
maille, on trouve, en plus des atomes des sommets, unatome central;
- le système cubique à faces centrées (CFC) dans lequel iln’y a pas d’atome central mais où un atome est présentau milieu de chacune des six faces du cube.
Quand une force élevée est appliquée à un arrangementd’atomes, il y a déformation. Ce qui veut dire que les atomesse déplacent et glissent d’une place à une autre selon desdirections et dans des plans dont la densité atomique est la
plus élevée. Ceci, d’autant plus facilement que la températures’élève ou difficilement si elle s’abaisse.
Si la force est appliquée brutalement (choc) et à températurebasse, les glissements sont difficiles. Pour les métaux dusystème CFC qui ont de nombreuses possibilités deglissement (figure 8), la déformation va toujours se produire.On dit que le métal est ductile. C’est le cas du cuivre, del’aluminium ou des aciers inoxydables austénitiques. Si laforce est très importante et dépasse les possibilités dumatériau, la rupture va se produire. La cassure obtenueexaminée au microscope électronique présente l’aspect dela figure 10 (x 3000). Mais pour les métaux du système CC,le fer, les aciers courants, les aciers peu alliés, les aciers auchrome, les glissements sont peu nombreux et difficiles àbasse température.
Un autre mode de rupture apparait : le clivage, qui est ladécohésion du métal dans les plans de moindre densitéatomique (figure 9). La cassure qui s’est produite sansdéformation et avec peu d’énergie consommée, a le facièsde la figure 10.
7
8
9
10

18 LE JOURNAL DE L’ISQ Vol.15 N.3
LE RÉSEAU FRANCOPHONE DU SOUDAGE
ESSAIS MÉCANIQUES
Les aciers à structure CC peuvent, selon la température,soit présenter des ruptures ductiles, soit des ruptures fragiles.Afin d’évaluer cette possibilité et les propriétés d’un acierpour un service à basse température, on effectue une séried’essais de résilience à températures décroissantes. Ondétermine ainsi la température limite entre les deux modesde rupture, ductile et fragile, limite que l’on appelletempérature de transition (figure 11).
NOTA: « Sur les aspects microfractographiques présentésaux figures 10 et 11 »Figure 10 : Surface de cassure ductile. Toute la surface dela cassure est composée de cupules, petites cuvettesformées à partir des inclusions et des micro-inclusions. Sousl’effort (de traction par exemple), il y a décohésion à l’interfaceinclusion-matrice, des fissures apparaissent. Ces petitesfissures s’étendent et leurs parois s’incurvent, il se crée ainsi,face à face, des petites cuvettes.Le phénomène s’amplifiant les cuvettes se rejoignent et lesligaments restant se rompent. On peut observer ces cuvettes,qui en fractographie s’appellent des cupules, avec, au fondde certaines, les inclusions qui leur ont donné naissance.
Figure 11 : Surface de cassure fragile. Toute la surface dela cassure est composée de clivages, surfaces planesformées par rupture dans les plans de faible densité atomique(100). Les clivages sont striés de rivières, ainsi nomméescar semblables à des réseaux hydrographiques ces réseauxreprésentent la dénivellation qui existe entre deux plans depropagation parallèles. Les rivières révèlent le sens depropagation de la cassure qui est celle de la convergencedes rivières et des affluents (sur la figure 11, la propagationpart du bas droit vers le haut gauche).
11
Pour de tels essais, les éprouvettes sont refroidies dans desmélanges réfrigérants dont la température est soigneusementcontrôlée et régulée (figure 12).
Après rupture, les éprouvettes à l’examen visuel présententles caractères suivants (figure 13) :- éprouvettes ductiles: forte déformation, cassure mate et
grisâtre;- éprouvettes fragiles: pas de déformation, cassure brillante
à facettes.
12
13
ÊTES-VOUS INSCRIT ?
SYMPO-INSPECTION 2013
INSPECTION ET CONTRÔLESEN SOUDAGE
les 14 et 15 novembre 2013
19
LE RÉSEAU FRANCOPHONE DU SOUDAGE
LE JOURNAL DE L’ISQ Vol.15 N.3
ESSAIS MÉCANIQUES
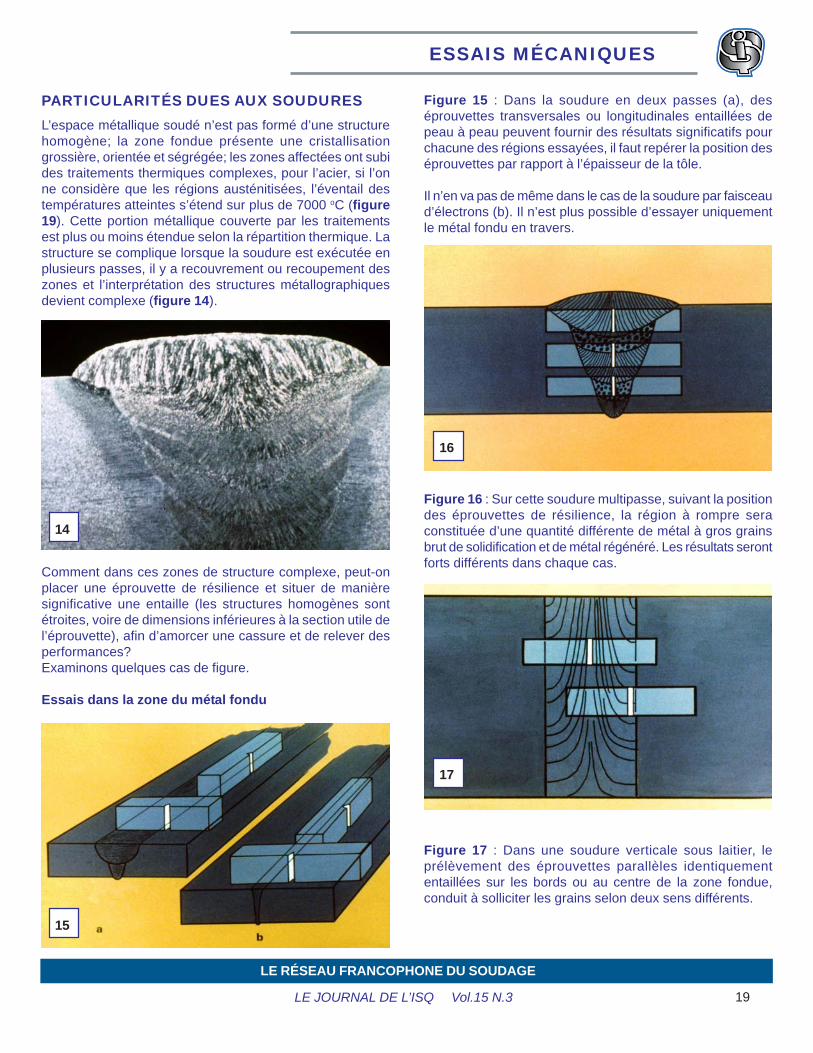
PARTICULARITÉS DUES AUX SOUDURESL’espace métallique soudé n’est pas formé d’une structurehomogène; la zone fondue présente une cristallisationgrossière, orientée et ségrégée; les zones affectées ont subides traitements thermiques complexes, pour l’acier, si l’onne considère que les régions austénitisées, l’éventail destempératures atteintes s’étend sur plus de 7000 oC (figure19). Cette portion métallique couverte par les traitementsest plus ou moins étendue selon la répartition thermique. Lastructure se complique lorsque la soudure est exécutée enplusieurs passes, il y a recouvrement ou recoupement deszones et l’interprétation des structures métallographiquesdevient complexe (figure 14).
Comment dans ces zones de structure complexe, peut-onplacer une éprouvette de résilience et situer de manièresignificative une entaille (les structures homogènes sontétroites, voire de dimensions inférieures à la section utile del’éprouvette), afin d’amorcer une cassure et de relever desperformances?Examinons quelques cas de figure.
Essais dans la zone du métal fondu
Figure 15 : Dans la soudure en deux passes (a), deséprouvettes transversales ou longitudinales entaillées depeau à peau peuvent fournir des résultats significatifs pourchacune des régions essayées, il faut repérer la position deséprouvettes par rapport à l’épaisseur de la tôle.
Il n’en va pas de même dans le cas de la soudure par faisceaud’électrons (b). Il n’est plus possible d’essayer uniquementle métal fondu en travers.
Figure 16 : Sur cette soudure multipasse, suivant la positiondes éprouvettes de résilience, la région à rompre seraconstituée d’une quantité différente de métal à gros grainsbrut de solidification et de métal régénéré. Les résultats serontforts différents dans chaque cas.
Figure 17 : Dans une soudure verticale sous laitier, leprélèvement des éprouvettes parallèles identiquemententaillées sur les bords ou au centre de la zone fondue,conduit à solliciter les grains selon deux sens différents.
14
15
16
17

20 LE JOURNAL DE L’ISQ Vol.15 N.3
LE RÉSEAU FRANCOPHONE DU SOUDAGE
ESSAIS MÉCANIQUES
ESSAIS DES ZONES THERMIQUEMENTAFFECTÉESCertains codes demandent des éprouvettes entaillées «dansla zone de liaison». Problème insurmontable si l’on considère:
- l’étroitesse de cette région,
- la forme micrographique erratique de la surface obtenuedépendant du mode de fusion de l’électrode et desmouvements du soudeur,
- l’entaillage qui prend en compte pour partie le métal fonduet pour partie la zone affectée (figure 18), quelle que soitla position de l’entaille (peau à peau ou superficielle).
Les mesures de résilience de la zone thermiquement affectéesont aussi délicates. Souvent l’entaille traverse des structuresvariées (figure 19). Même si le gradient thermique est faible,il est rare, compte tenu de la forme de ces régions, de pouvoirlocaliser une entaille avec suffisamment de précision pourn’intéresser qu’une seule structure et non un mélange. Uneentaille parallèle aux peaux ferait intervenir en plus l’héréditédu laminage du métal de base.
18
Nous avons considéré quelques cas dans nos exemples, maistous les dessins sont possibles selon l’épaisseur des produitset la préparation des bords, le procédé de soudage choisi etle mode opératoire mis en œuvre.
Pour chaque soudure à soumettre à l’essai de résilience, ilconvient donc de bien connaître la structure macrographiqueet de déterminer honnêtement quelles régions pourront êtrevalablement l’objet d’une expérimentation et commentpourront être situées et usinées les éprouvettes afin d’entirer des résultats significatifs.
En effet. il est toujours possible de prélever des éprouvetteset de les casser; mais que voudront dire les chiffres alorsrelevés si l’on n’a pas préalablement accordé quelquesinstants de réflexion au problème?
19
Votre fournisseur de solutions
Division Québec
De partout au QuébecLe magasin le plus près de chez-vous
1-800-225-8247
SUCCURSALES TÉLÉPHONES
Anjou 514-353-3340Baie-Comeau 418-296-5032Beauce 418-228-8021Chicoutimi 418-549-7718Chibougamau 418-748-2700Hull – Gatineau 819-568-3211Laval 450-668-2665Longueuil 450-641-1072Médigaz 514-324-0202Mirabel 450-436-1365Rimouski 418-724-6323Sept-Îles 418-962-5591Sherbrooke 819-569-5903St-Hyacinthe 450-773-8666Trois-Rivières 819-374-1755Vanier 418-683-2388Victoriaville 819-758-5226Ville St-Laurent 514-336-4050
Glace sèche 450-929-0096Livrée partout au Québec le lendemain1-877-452-2373
Mini-Vrac, CO2
514-324-5830Carbo-Service 24 heures/jour 7 jours/sem.1-800-892-2726