Embed Size (px)
Citation preview

Estudio del recocido industrial d i , 1 , * **
el vidrio ANTONIO FERNANDEZ CHITO
Esperanza, S. A. San Ildefonso (Segovia)
RESUMEN
RESUME
En la primera parte de la exposición, se pone de manifiesto la importancia que tiene el recocido en el proceso de fabricación del vidrio. Se hace hincapié en la necesidad de someter el vidrio a un tratamiento térmico, de tal manera, que sus propiedades en general, o alguna especifica en particular, no sufran variaciones importantes.
A continuación se desarrolla muy brevemente el proceso del origen de las tensiones permanentes en el vidrio, de acuerdo con las teorías más admitidas. Por su sencillez y como ejemplo, se estudia el caso concreto de las tensiones que se crean en una placa de vidrio plano-paralela, al enfriarla según una ley simple.
En el apartado siguiente se pasa a describir las etapas lógicas y parámetros más fundamentales que hay que tener en cuenta para programar expe-rimentalmente el ciclo de recocido de un determinado artículo de vidrio.
Por último, se incluyen los métodos más interesantes para el cálculo de la curva de recocido, que son los propuestos por Redston-Stanworth, Corning Glass-Works y el Instituto Checo del Vidrio.
Para la aplicación de estos métodos se detallan las expresiones más conocidas de interpolación viscosidad-temperatura.
Dans la première partie de l'exposé, on indique l'importance de la recuisson dans le processus de la fabrication du verre. On insiste sur le besoin de soumettre le verre à un traitement thermique tel que ses propriétés en général ou une propriété spécifique en particulier ne souffrent pas de variations importantes.
Expose, ensuite, sommairement l'origine des tensions permanentes dans le verre, selon les théories les plus admises. En raison de sa simplicité et à titre d'exemple, on étudie le cas concret des tensions produits dans une plaque de verre plan-parallèle, par refroidissant suivant une loi simple.
Dans le paragraphe suivant, on étudié les étapes logiques et les paramètres fondamentaux dont il faut tenir compte pour programmer expérimentalement le cycle de recuisson d'un article en verre déterminé.
Enfin, on décrit les méthodes les plus intéressantes pour le calcul de la courbe de recuisson, qui sont les proposées par Redston-Stanworth, Corning Glass Works et par l'Institut tchèque du verre.
(*) Comunicación presentada a la II Reunión Técnica del Vidrio, celebrada en Barcelona durante los días 15-18 de aibril de 1970.
(**) Recibido el 16 de octubre de 1970.
MARZO-ABRIL 1971 193

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
Pour l'application de ces méthodes, on donne en les expressions les plus connues d'interpolation viscosité-température.
SUMMARY In the first part of this paper, the importance of annealing in the process
of glass manufacturing is stressed. The need to submit the glass to thermal treatment so that its general properties, or some specific one, do not experience important variation is emphasized.
This is followed by a brief description of the origin of permanent tensions in glass, in accordance with the most widely accepted theories. Due to its simplicity, an example is given of the tensions created in a parallel-plane glass plate on cooling it according to a simple law.
The next section describes the logical steps and most basic parameters to be taken into account when experimentally programming the annealing cycle of a certain glass article.
Finally, methods are included which are of great interest in the calculation of the annealing curve and which are those proposed by Redston-Stanworth, Corning Glass Works and the Czechoslovakian Glass Institute.
To facilitate the application of these methods the most well-known expressions of temperature-viscosity interpolation are listed.
ZUSAMMENFASSUNG Im ersten Teil der vorliegenden Arbeit wird die Bedeutung hervorgeho
ben, die dem Tempern bei dem Prozess der Glasherstellung zukommt. Es wird auf die Notwendigkeit hingewiesen, das Glas einer Wärmebehandlung derart zu unterziehen, dass seine Eigenschaften im allgemeinen oder irgend eine seiner besonderen Eigenschaften keine bedeutenden Veränderungen erleiden.
Anschliessend wird kurz der Prozess des Ursprunges der dauernden Spannungen im Glas auf Grund der bekanntesten Theorien zusammengefasst. Wegen seiner Einfachheit wird als Beispiel der konkrete Fall der Spannungen studiert, die bei einer plan-parallelen Glasplatte auftauchen, wenn diese auf Grund eines einfachen Gesetzes abgekühlt wird.
In dem folgenden Teil werden die logischen Etappen und die wichtigsten Parameter beschrieben, die berücksichtigt werden müssen, um eine experimentelle Programmierung für den Tempernverlauf eines bestimmten Glasartikels vorzunehmen.
Schliesslich werden auch die interessantesten Methoden für die Berechnung der Tempernkurven behandelt, und zwar sind dies die von Redston-Stan-worth, Corning Glass-Works, und von dem Tschechischen Glasinstitut vorgeschlagenen Methoden.
Für die Anwendung dieser Methoden werden die bekanntesten Interpo-lierungsausdrücke für Viskosität-Temperatur angegeben.
1. Introducción
En los materiales que se fabrican a temperaturas elevadas, el enfriamiento hasta la temperatura ambiente de utilización, tiene una gran influencia sobre sus propiedades. Un enfriamiento lento permite a estos artículos alcanzar en cada temperatura su estado de equilibrio, teniendo tiempo de acoplarse completamente a sus nuevas condiciones (cristalización, polimerización, etc.).
Si el enfriamiento es rápido, la evolución de la materia está paralizada parcialmente, y se puede decir que la sustancia ((guarda» a temperatura ambiente
1 9 4 BOL. SOC. ESP. CERÁM., VOL. 10 - N.° 2

A. FERNÁNDEZ CmTO
un recuerdo de las propiedades que tenía en caliente («congelación»). Este recuerdo es más o menos intenso de acuerdo con la velocidad de enfriamiento.
Las propiedades se ven por tanto fuertemente afectadas por el tratamiento térmico. En el caso del vidrio, está comprobado experimentalmente que se presenta en frío bajo aspectos físico-químicos diferentes en función del pasado térmico. Indudablemente, estas condiciones hay que tenerlas en cuenta para la utilización industrial de cada tipo de vidrio.
Dentro del conjunto de propiedades afectadas en el vidrio por los ciclos de enfriamiento, tienen especial interés las características de transmisión infrarroja, densidad, dilatación, resistencia mecánica, tensiones internas permanentes y la aparición de birrefringencia accidental.
Estos cambios, si bien pueden influir sobre la utilización de vidrios especiales (óptica por ejemplo), no son graves inconvenientes para los restantes artículos. La máxima dificultad de un enfriamiento no adecuado, es que el vidrio es entonces un producto sin acabar, que evoluciona más o menos lentamente, siendo posible que esta evolución llegue a provocar en función del tiempo, roturas espontáneas al reforzar las tensiones internas, ya de por sí peligrosas.
Quitando el caso particular de los vidrios especiales, en los que interesa conservar alguna propiedad que es fundamental para su utilización, en los restantes vidrios se busca eliminar en lo posible las tensiones internas residuales que pudieran existir.
Al tratamiento térmico controlado que se somete el vidrio desde que sale del horno hasta que está dispuesto para su utilización, se le denomina recocido.
Bartenev —uno de los investigadores que más ha trabajado sobre este tema—, define el «recocido» como «el proceso de disminución o desaparición completa de las tensiones internas aparecidas en el curso de elaboración del vidrio, o bien, de las ya existentes después de la formación y enfriamiento de los objetos de este material».
Para el uso corriente, la existencia de fuertes tensiones internas puede ser en algunos casos una ventaja (temple); pero lo más frecuente es que los artículos de vidrio mal recocidos sean frágiles, ya que las tensiones están heterogéneamente repartidas y pueden alcanzar valores próximos al límite de rotura con sus consecuencias inmediatas.
El fin, por tanto, del recocido, como muy bien se puede comprender, es doble : por una parte, obtener un vidrio estable, acabado, en equilibrio con unas propiedades constantes. Por otra, el conseguir una distribución homogénea de las tensiones internas, o bien, eliminarlas.
MARZO-ABRIL 1971 195

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
Para comprender después los pasos lógicos que se siguen en la programación de las curvas de recocido de un artículo de vidrio, vamos a exponer muy brevemente el fundamento y la teoría del recocido, así como la génesis de las tensiones permanentes.
2. Teoría del recocido. Génesis de las tensiones permanentes
El comportamiento del vidrio ante las solicitudes mecánicas externas es variable en función de la temperatura. A bajas temperaturas es perfectamente elástico; a temperaturas medias —dominio del recocido—, es parcialmente plástico, y a altas, es un líquido viscoso incapaz de soportar ningún esfuerzo exterior. El intervalo y la frontera de una zona a otra es prácticamente imposible de delimitar, ya que es muy difícil separar estos estados.
Este diferente comportamiento del vidrio indudablemente condiciona el proceso del recocido haciéndole complejo y lleno de dificultades. Aún hoy día se puede decir que es un tema, como casi todos los que tratan de estudiar más profundamente el vidrio, escurridizo; en donde se mezclan la teoría y el empirismo experimental ; en donde el método viene fundamentado en gran parte por el ensayo.
Los primeros trabajos que se desarrollaron sistemáticamente y bajo un aspecto científico, se debieron a Adams-Williamson. En la actualidad, existen muchas teorías —siempre para explicar algunos fenómenos parciales del comportamiento térmico del vidrio—, que son más completas que estos primeros trabajos, pero la sencillez de exposición y la esquemática seguida por Adams y Williamson son suficientes para dar una idea genérica del proceso del ((recocido».
La base y fundamento de la teoría de estos autores radica esencialmente en los dos siguientes postulados :
L° El origen de las tensiones permanentes en una muestra de vidrio ya fría, es la deformación viscosa que tiene lugar cuando el vidrio está aun caliente (zona viscoelástica), debido a las tensiones temporales creadas, a su vez, por la existencia de un gradiente de temperaturas.
2.'' Las tensiones permanentes así creadas, son opuestas en signo y numéricamente de igual valor absoluto a las pérdidas de tensiones temporales debidas al flujo viscoso de capas.
Esquemáticamente, las etapas por las que pasa el vidrio al originar las tensiones permanentes, según la teoría de Adams-Williamson, están perfectamente delimitadas. El cálculo matemático de cada una de ellas ya es franca-
1 9 6 BOL. SOG. ESP. CERÁM., VOL. 10 - N/ ' 2

A. FERNANDEZ CmTO
mente complicado, puesto que dependen de múltiples parámetros difíciles de medir e, incluso, de tenerlos en cuenta.
VIDRIO CALIENTE
I LEY ENFRIAMIENTO
GRAD. TEMPERATURA ESPESOR
DISTRIBUCIÓN TENSIONES TEMPORALES EN ESPESOR
ESTADO VISCOELASTICO
RELAJACIÓN TENSIONES TEMPORALES
TENSIONES PERMANENTES
Tpermanente =-(ft^^p-F^^l^j^dQ^)
FlG. 1.
En pocas palabras, el proceso de creación de las tensiones permanentes transcurre, según indica el esquema de la figura 1, en la forma siguiente:
El vidrio caliente al enfriarse, sigue una ley que origina un gradiente de temperaturas en el espesor. El gradiente de temperaturas, a su vez, da lugar a una distribución de tensiones temporales por efecto del diferente momento de dilatación de capas. El vidrio, que está en estado viscoelástico, bajo la acción de las tensiones temporales, se deforma, produciendo una relajación parcial o total de estas tensiones. Al entrar el vidrio en la zona elástica, en la que es completamente rígido, quedan «congeladas» la forma y dimensiones de cada estrato. Por tanto, las capas para lograr el equilibrio (igual longitud) a temperatura ambiente, siguiendo la ley de enfriamiento, se han tenido que contraer como si tuvieran coeficiente de dilatación distinto, a costa de generar una distribución de tensiones que son permanentes.
MARZO-ABRIL 1971 197
ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
Las etapas que son necesarias describir, son las siguientes:
a) ley de enfriamiento; b) génesis de las tensiones temporales ; c) ley de relajación de las tensiones temporales; d) génesis de las tensiones permanentes.
Adams y Williamson,. en síntesis, siguieron un camino que es el lógico en todo proceso físico difícil de estudiar : desarrollaron teóricamente las anteriores etapas, aplicando una ley de enfriamiento simple en una muestra de vidrio con una geometría también sencilla. El fin de estos estudios era comprender más a fondo la importancia de cada etapa y llegar a deducir alguna conclusión que fuera válida, después de la comprobación experimental, al conjunto del proceso de recocido.
Por un interés teórico-práctico, se expondrán, muy resumidamente, los argumentos de estos investigadores.
En síntesis, los postulados restrictivos fueron los siguientes :
I.*" Se considera una placa de vidrio plana, cuyas caras tienen mucha mayor dimensión que el espesor. La dimensión del espesor es 2 a.
2.° Esta placa se enfría de tal manera que la temperatura de las caras es homogénea, y la diferencia de temperatura en dos momentos diferentes en una misma cara, sigue una ley lineal con el tiempo:
donde m representa la velocidad de enfriamiento ; 6*0, una temperatura origen y t, el tiempo.
3.° Dadas las dimensiones de la placa, y a partir de la hipótesis anterior, la temperatura es sólo una función del espesor (x) y del tiempo (í). Los planos paralelos a las caras son superficies isotermas.
2 . 1 . CÁLCULO LEY DE ENFRIAMIENTO.—^DISTRIBUCIÓN DE TEMPERATURAS
En estas condiciones, la ley general de la conductividad térmica se expresa :
dt * =1.'^ m dt ôx^
siendo h = difusividad térmica ; c, el calor específico ; />, la densidad ; k, la constante de conductividad térmica, y x, el espesor.
\^g BOL. SOG. ESP. CERÁM., VOL. 10 - N.^ 2

A. FERNANDEZ CHITO
k En la que K^ = . La solución de la ecuación, teniendo en cuenta las
cp condiciones límites, sería:
m Oo + ^j^(a' — x') — mt [2]
2.2. CÁLCULO DE DISTRIBUCIÓN DE TENSIONES TEMPORALES
La distribución de temperaturas 0(x,t) dada por [2], producirá un reparto de tensiones temporales f (x, t), debido a los efectos de dilatación.
Por convenio, las extensiones se toman con signo + y las compresiones con —. Se considera, por otra parte, como origen de espesores el centro de la placa.
La deformación que origina O (x, t) en un plano de abcisa x, es, según la fórmula de Duhamel (de acuerdo con Bartenev) :
e=:aO{x,t)+-;^{l~-v)f{x,t) [3]
en la que e representa la deformación; a, el coeficiente de dilatación; E, el módulo de Young ; v, el coeficiente de Poisson, y f {x, t), el reparto de tensiones temperatura temporales.
Sustituyendo el valor 0{x,t) por [2] y teniendo en cuenta que el equilibrio /«a
mecánico exige que f{x, t)dx = o, se llega a la expresión de,Bartenev:
1 — V bhr [4]
De [4] se deducen las siguientes conclusiones ;
L° La curva de distribución de tensiones temporales en el caso particular
que nos ocupa, es una parábola con vértice en el centro de la placa.
2.° Los puntos de tensión nula están situados en los planos de abcisa
3.° El centro de la placa está sometido a compresión y los bordes a tracción.
4."" Como era de esperar, f {x) no depende del tiempo.
MARZO-ABRIL 1971 199

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
23. RELAJACIÓN DE LAS TENSIONES TEMPORALES
Por ley de relajación, según Bartenev, se entiende «la relación entre la importancia de las tensiones y la duración del proceso de relajación expresada matemáticamente».
La primera ley de relajación fue dada por Maxwell para un líquido viscoso. Esta ley se expresa de la siguiente forma :
^ = - . / 15,
La velocidad de relajación es proporcional al valor instantáneo de la tensión aplicada.
Adams y Williamson comprobaron que los fenómenos que ocurren en el vidrio no se podían encuadrar dentro de la anterior expresión, y propusieron otra ley más acorde con lo que ocurre en el vidrio.
Según estos autores, la velocidad de relajación de una tensión es proporcional al cuadrado del valor instantáneo de esta tensión:
'^ = - A f [61 dt
Frenkel demostró que la diferencia entre estas dos fórmulas es debida principalmente a que el tiempo de relajación depende no sólo del valor de la tensión, sino también, de la estructura del material.
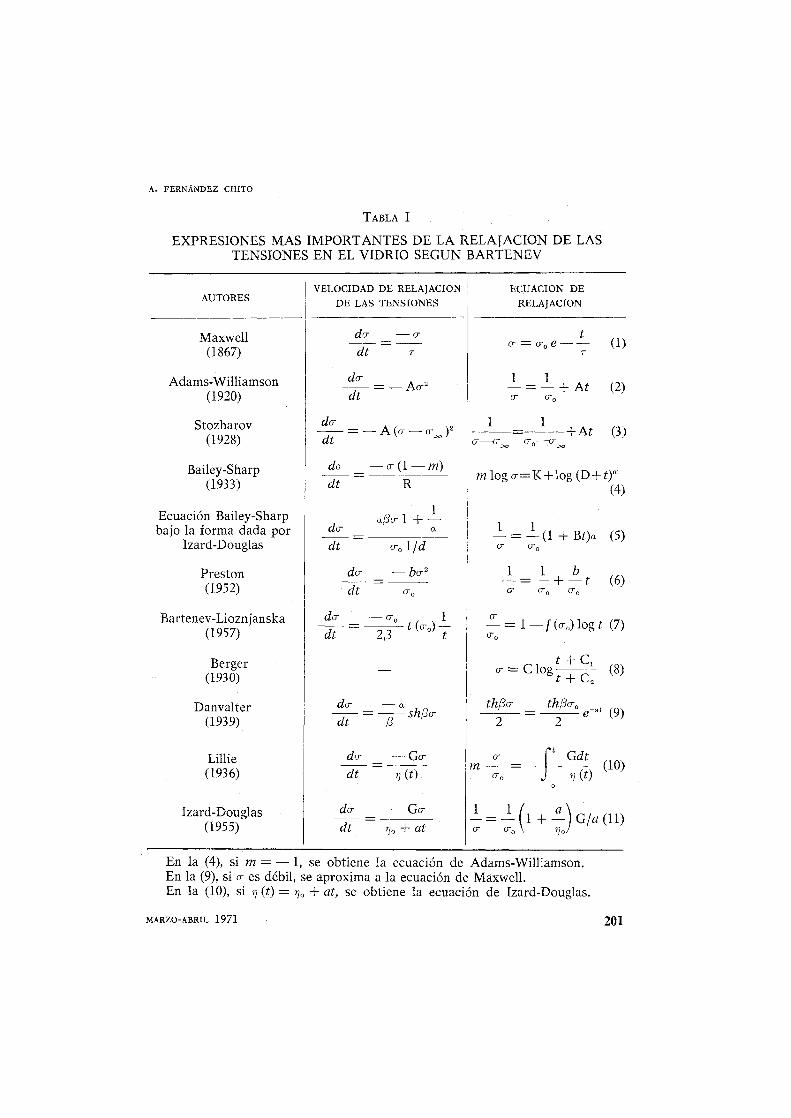
Existen otras múltiples expresiones de la ley de relajación del vidrio deducidas por varios investigadores, siempre para explicar aspectos más o menos parciales del comportamiento del vidrio. Además de las expresiones de Maxwell y Adams-Williamson, citaremos por su importancia, las debidas a Stozha-rov, Bailey-Shorp, Preston, Bartenev, Danvalter, Lillie, Izard-Douglas, etc., que se recogen el la tabla I.
En la exposición práctica, adoptaremos la ley de Adams-Williamson por su sencillez y, sobre todo, porque se ha demostrado que es lo suficientemente correcta para explicar los procesos de la génesis de las tensiones.
El parámetro de proporcionalidad A en la fórmula de Adams-Williamson, representa la movilidad del vidrio. Dimensional y experimentalmente se ha comprobado que A cumple con todas las propiedades de esta magnitud.
Para encontrar la función simplificada X ((9), hay que basarse en un argumento experimental: el valor de la miovilidad se hace doble cuando la temperatura se eleva d"" C (en los vidrios sodocálcicos d está comprendido entre los 8 y 10^ C).
2 0 0 BOL. SOG. ESP. CERÁM., YOL. 10 - N.° 2
A. FERNANDEZ CHITO
TABLA I
EXPRESIONES MAS IMPORTANTES DE LA RELAJACIÓN DE LAS TENSIONES EN EL VIDRIO SEGÚN BARTENEV
AUTORES
Maxwell (1867)
Adams-Williamson (1920)
Stozharov (1928)
Bailey-Sharp (1933)
Ecuación Bailey-Sharp bajo la forma dada por
Izard-Douglas
Preston (1952)
Bartenev-Lioznjanska (1957)
Berger (1930)
Danvalter (1939)
Lillie (1936)
Izard-Douglas (1955)
VELOCIDAD DE RELAJACIÓN DE LAS TENSIONES
do- 0"
dt T
der
dt = —Ao-'
der
dt "~ -AicT-cr^y
dcr — ö- (1 — m)
dt R
do-aßo- 1 + —
a
dt o-Q l/d
do- _ —bo-^ •
dt 0^0
do-
dt ~
do-
dt ~ —-— shßo-
ECUACIÓN DE RELAJACIÓN
r^e (1)
— = — + Ai (2)
1 er—CT CTQ— -o-
-+At (3)
mlogcr=K+log(D + i)" (4)
— = —(1 + Bi)a (5)
i = l + A. (6, or (To CTo
= l - / ( c r o ) l o g í (7)
CT = Clog ^ - 4 ^ ^ (8) *í + C
thßo- thßo-, e-^' (9)
dt 1] (t)
do- — Go-
I m
dt 7]o + at
r- Gdt (10)
l = - i [ i +_^\G/O(11)
En la (4), si m = — 1, se obtiene la ecuación de Adams-WilLamson. En la (9), si o- es débil, se aproxima a la ecuación de Maxwell. En la (10), si rj (t) = ?]o + at, se obtiene la ecuación de Izard-Douglas.
MARZO-ABRIL 1971 201

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
Tomando como origen X , —movilidad a 6o—, la movilidad X^ (en 6 ), se expresaría de la siguiente forma :
X, = X,'2: ^ [7]
.2.4. CÁLCULO DE LAS TENSIONES PERMANENTES
El valor de la tensión permanente en un punto cualquiera de la lámina de vidrio, de acuerdo con Adams y Williamson, es igual, pero de sentido opuesto, a la pérdida de tensiones temporales en el punto considerado, es decir :
/p (X) = - [/(X) - / relaj.] [8]
De esta expresión se deduce que, al ser la tensión temporal de los bordes de tracción, la permanente es por reacción, de compresión. De la misma forma, el centro estaría sometido a una tensión permanente de tracción.
Estos resultados concuerdan con las medidas de tensiones realizadas en placas recocidas o templadas.
Para simplificar aún más los procesos de cálculo, vamos a expresar solamente el valor de la tensión permanente en el centro de la lámina {x — o).
1.° La tensión temporal / (o) en el centro sería, según [4] :
jf (o) = mca^
C = ^ ^ ^ 191
2.° La relajación de las tensiones de acuerdo con [7] y [6], se expresaría :
/ n—mt \
^^' =X^.2\~^) .dt [10] U
en donde U {o) representa la tensión en el instante í en A: = Ö ; n — Qo — ^i ; 6 , la temperatura en el instante t^\ 6 , la temperatura en el instante íol Ao, la movilidad en 0^, y , la temperatura en el instante t.
Además
0 = 0, + {n — mt) [11]
y ( 1) tj es un punto de referencia.
202 BOL. SOG. ESP. CERÁM., VOL. 10 - N.° 2

A. FERNANDEZ CHITO
Teniendo en cuenta que en t = o; ft (o) se convierte en f {o), tendríamos, a partir de [10]
f{o) U{o) log 2-m ^ '^ ^'^^
La pérdida de tensión temporal es debida, por otra parte, al flujo viscoso de capas, cuando este flujo ha evolucionado completamente: es decir, para un tiempo infínito. La ecuación [8] se escribiría de la forma siguiente:
fAo)^f^{o)-f{o) [13]
Hallando el límite de [12] cuando t tiende a infinito y considerando [13], se llega a la expresión definitiva de la tensión permanente en x = o, fp (ó).
De esta expresión se deducen tres importantes consecuencias :
I."" Cuando la velocidad de enfriamiento m, aumenta, la tensión permanente también aumenta. Este resultado es el que lógicamente habría que esperar.
2.^ Cuando n aumenta para una misma m, la tensión permanente es mayor; esto quiere decir, —recordando que n es 6 — 0 , siendo O o la temperatura de origen del ciclo y 0^ una temperatura cualquiera de referencia—, que cuando la temperatura inicial del recocido aumenta para una misma velocidad de enfriamiento, la tensión residual aumenta. Por tanto, si se quiere tener una misma tensión residual subiendo la temperatura de partida, es necesario disminuir la velocidad de enfriamiento.
3.^ Para una misma velocidad de enfriamiento si el espesor aumenta, la tensión permanente aumenta en una proporción que supera al cuadrado del espesor.
3. Programación de ciclos de recocido
De acuerdo con la teoría expuesta anteriormente, para que un vidrio ya frío esté exento de tensiones residuales, es necesario que las tensiones temporales no se relajen en aquellas zonas en las que es posible el flujo viscoso de capas. Esta condición sólo se consigue sometiendo el vidrio a un ciclo de enfriamiento
JVIARZO-ABRIL 1 9 7 1 203

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
que mantenga en la zona crítica viscoelástica un gradiente de temperaturas mínimo.
En el proceso de recocido se puede hablar de cuatro etapas claramente distintas (fig. 2) :
1. El vidrio, en el caso de que esté frío, se calienta progresivamente hasta una temperatura llamada de estabilización. Cuando se trata de primeros
Ta= Temperatura superior de recocido ("annealing point")
Ts = Temperatura inferior de recocido ("strain point")
F I G . 2.
recocidos, —vidrio caliente—, esta primera etapa es de adaptación de temperatura.
2. Estabilización del vidrio a la temperatura considerada en la etapa anterior, y durante un tiempo que permita relajar todas las tensiones existentes y homogeneizar la temperatura al máximo en toda la pieza.
3.^ Enfriamiento lento y controlado durante un intervalo de temperaturas crítico, denominado por algunos autores dominio de recocido, en el que el vidrio va pasando por distintas etapas de equilibrio.
4.^ Enfriamiento rápido hasta la temperatura ambiente. Esta velocidad de enfriamiento ha de ser tal que el vidrio resista el choque térmico.
La aplicación inmediata de la teoría de la génesis de las tensiones, es complicada, ya que, por una parte, los artículos de vidrio nunca son láminas plano-paralelas indefinidas, y por otra, los procedimientos de regulación y control de temperatura en los túneles de recocido no son exactos y, desde luego, no permiten situar con gran precisión una distribución de temperaturas determinada.
Todos los métodos de adaptación de la teoría de Adams-Williamson a los probkmas concretos de la fabricación ordinaria del vidrio, se han hecho buscando unas fórmulas empíricas que incluyan de manera correcta aquellos parámetros que sean más influyentes en el proceso de recocido.
204 BOL. SOC. ESP. CERÁM., YOL. 10 - N.° 2

A. FERNÁNDEZ CHITO
En casi todos los métodos experimentales para la programación de los ciclos de recocido se tienen en cuenta las siguientes variables:
1 ."^ En lo que se refiere al tipo de vidrio :
a) Coeficiente de dilatación. h) Constantes térmicas para fijar el dominio del recocido.
2.' En lo que se refiere a la forma :
a) Ley de enfriamiento. b) Espesor.
Dentro de la ley de enfriamiento, sólo se consideran, para mayor sencillez, dos posibilidades :
Que las superficies exterior e interior se enfríen simétricamente respecto del centro (caso del vidrio plano, por ejemplo).
Que una superficie se enfríe más que la otra (caso del vidrio hueco).
En lo que respecta al dominio del recocido, el punto superior vendrá definido por un estado de la movilidad del vidrio tal, que produzca una relajación de las tensiones casi instantáneamente. Consideran casi todos los autores como límite superior el punto superior de recocido («annealing point») (log?/ — 13).
La definición del punto inferior es difícil, porque en el vidrio no es posible limitar la frontera entre los estados plástico y elástico. Es complicado decir en qué momento el vidrio comienza a ser perfectamente rígido, puesto que se ha demostrado que el deslizamiento viscoso es función del desequilibrio que exista en el vidrio y conducirá a conclusiones diferentes en la definición del punto de fijación. Dada la imprecisión de situar el punto inferior de recocido, se considera que cuando la viscosidad de un vidrio es del orden de los 10^^ poises, el flujo de capas y la evolución de la estructura es tan lenta que sobrepasa los límites de utilización industrial. Otros autores mantienen como punto inferior la temperatura correspondiente a unos 50° C menos que el punto inferior de recocido («strain point») (log i] = 14,5).
3 .1 . MÉTODOS DE PROGRAMACIÓN DE LOS CICLOS DE RECOCIDO
En la tecnología vidriera, se aplican multitud de métodos empíricos para programar el recocido. Entre todos, los que creemos más interesantes por su base científica, son los siguientes :
— Método de Redston-Stanworth.
MARZO-ABRIL 1971 205

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
— Método de la Corning-Glass-Works. — Método del Instituto Clieco del Vidrio (Hvadrec-Kralovo).
Pasamos a continuación a exponer cada uno de estos métodos:
3.1.1. Método de Redston-Stanworth
Este método es sobre todo aplicable en pequeños artículos y en ensayos de laboratorio.
a) La temperatura de relajamiento a la que hay que someter la muestra de vidrio viene dada por :
en la que 0^ representa la temperatura superior de recocido («annealing point»); D = 5,4 + 32,5 log V, y V, la velocidad de enfriamiento.
b) El tiempo de permanencia del vidrio a esta temperatura, o el tiempo de estabilización, se calcula a partir de :
21 , ^ "" 2D/10 (^^ minutos)
c) La velocidad de enfriamiento v, se expresa por la fórmula:
en la que a es coeficiente de la dilatación del vidrio; a, el semiespesor en centímetros (vidrio plano), y el espesor en centímetros (vidrio hueco).
3.1.2. Método de Corning Glass Works
Para la exposición matemática de este método se hicieron gran número de ensayos sobre tres series de vidrios, de espesores y formas diferentes, con coeficientes de dilatación a=:90"10"^ a = 50-10"^ y a = 33 • 10"% respectivamen-mente. Los resultados se interpolaron a todos los valores de la variable a.
Como en casi todos los métodos que hemos estudiado, en éste se sigue muy marcadamente las cuatro fases del recocido expuestas con anterioridad :
— Calentamiento o adaptación del vidrio a una temperatura determinada.
— Estabilización a esta temperatura durante un tiempo fijo.
206 ßOL. soc . ESP. CERÁM., VOL. 10 - N.° 2

A. FERNANDEZ CmTO
— Bajada lenta de la temperatura en el dominio de recocido. — Bajada rápida hasta la temperatura ambiente.
Según el procedimiento de la Corning, el dominio de recocido tiene por temperaturas límites, por una parte, 5° C más que el punto superior de recocido («annealing point»), y por otra, 50° C menos que el punto inferior de recocido («strain point»).
La sistemática de cálculo es la siguiente :
a) Temperatura de relajamiento :
ß =0, + 5°C 7
donde 0^ representa el punto superior de recocido y (9 , la temperatura de relajamiento.
b) Tiempo de estabilización :
í = 2,8a — 3
donde a es el espesor medio de la muestra en milímetros, y t, el tiempo de relajación en minutos.
c) Velocidades de enfriamiento en el dominio de recocido.
El enfriamiento en este intervalo de temperaturas, se realiza en dos etapas :
— Desde O hasta 0^ — y se baja a la velocidad V j . — Desde 0^ — y hasta Os — 7 — 50 se baja a la velocidad V^^
En las anteriores expresiones :
O representa la temperatura de relajación; O^y la temperatura inferior de recocido («strain point»), y y = 1,56 a/siendo a el espesor medio en milímetros.
Las velocidades V, y V , , se calculan de la forma siguiente: I - II ^
Para artículos cerrados o que se enfrían más por una cara que por otra:
40 V x -
aa^
siendo a • 10"' el coeficiente de dilatación, y a, el espesor medio en centímetros.
Para artículos abiertos o que se enfrían simétricamente por ambas caras :
(para espesores menores de 4 mm.)
207
\ = 400 aa
i-ABRIL 1971

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
1 ftO V = ——^— (para espesores mayores de 4 mm.)
La velocidad V^^ es en todos los casos doble que la V .
V = 2V II " I
d) Velocidad de enfriamiento desde el punto inferior recocido hasta la temperatura ambiente.
La velocidad de enfriamiento Vj^^ desde 0^ — y — 50 hasta la temperatura ambiente, es en todos los casos, según este método, 10 veces mayor que V . Es decir:
También en el caso de la programación de un ciclo de recocido en artículos ya fabricados, se toma como velocidad de calentamiento inicial, hasta la temperatura de relajación o estabilización, esta misma V .
A continuación se expone, en la tabla II, el resumen de las velocidades calculadas por este procedimiento en vidrios de diferentes tipos y formas, variando el valor de los 4 parámetros considerados como fundamentales en el recocido.
En este cuadro, la columna A representa la velocidad de calentamiento hasta la temperatura de relajación ; la B es el tiempo de relajación. La columna C representa el valor y (1 ,56 O) y la velocidad de enfriamiento entre O y 0^ — y.
y
Por último, las columnas D y E reflejan la velocidad de enfriamiento entre s — y y s — y — 50, y desde 0^ — y — 50 hasta la temperatura ambiental, res
pectivamente.
3.1.3. Método del Instituto Checo del Vidrio (Hradec-Kralovo)
El principio de este método se basa en considerar, de acuerdo con las investigaciones teóricas de Danvalter, que las tensiones creadas durante el recocido son directamente proporcionales a la velocidad de enfriamiento.
donde p representa las tensiones en Kg/cm^ ; K, una constante de proporcionalidad dependiente de la forma y tipo del vidrio, y v, la velocidad de enfriamiento en ° C/minuto.
La pieza de vidrio, de acuerdo con el Instituto Checo del Vidrio, se calienta 10° C por encima de su punto de transformación, manteniéndose en esta temperatura durante 10 minutos aproximadamente. La velocidad de enfriamiento en el dominio de recocido (desde ternperatura de estabilización hasta el punto
2 0 8 B3L. SOG. ESP. CERÁM., VOL. 10 - N.^ 2

\ . FERNANDEZ CHITO
< PQ
H
w
u
pq
m
PQ
o
Ö
ü o
Ö
Ü
u
w
^ tí tí 3 _(U 'Ö ^ 'o 0)
O
o 'n-*
tí
> 1 u c
tí
ü o tí
u o
tí
u
tí
o o o O r o r o
OO ' ^ VO
ON r<i m rr\ r—(
LA o o r—I ( N
m in O r-H CA
O O O o f A CA
O O 0 0 CA CA
rí- ^ ^ "
oo^ (N CA c T
m O O
i n lA O r-H r A
O O oo CA CA
íN cA^ r^ CA ^ " r í
CA
O «A T^ vo OO rsi
(N ^ 'st-LA r-i
VO OO ( N
l A O O
l A LA O r-^ CA
O LA f-H VO OO ( N
l A r-H l A OO (N
^ '^ ^
LA
OO <N o "
l A O O
l A LA O r-H CA
LA r-H LA OO (N
Aa cA^ i>^ CA ^ r i
o LA
O O r H r f L n r H
OO OO (NI
^ ^ r-H
LA O O r-i (NI
LA LA O r H CA
O O ,-H ^ LA , -^
O "-H CA LA r—^
OO (N c T
CA rt ^ C^
LA o o r H (NI
LA LA O
O ^H CA l A r—\
( N CA t ^
CA ^ ( N "
O ON
03
2 ' o O tí
Q
> Û
MARZO-ABRIL 1 9 7 1 209

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
inferior de recocido («strain point»), viene dada por la siguiente fórmula, propuesta por Dauvalter :
1 8 0 À ( 1 — v ) V = — p
EaCmpö^
en la que f es la velocidad de enfriamiento en ""C/min. ; A, la conductividad térmica del vidrio; v, el módulo de Poisson; E, el módulo de Young; a, el coeficiente de dilatación ; Cm, el calor específico ; p, la densidad ; a, el espesor en centímetros, y p, las tensiones residuales en Kg/cm^.
Esta fórmula es interesante porque relaciona directamente tensiones con velocidad. Además, los autores de este método establecen unas normas para valorar la calidad del vidrio en función de sus tensiones residuales, manteniendo, por ejemplo que, para un vidrio no especial, la tensión máxima en la superficie no debe superar los 30 Kg/cm^.
El acotar la validez de un determinado artículo en función de sus tensiones residuales, estimamos que es peligroso, ya que estos 30 Kg/cm^ si bien puede ser una medida aceptable para ciertos tipos de vidrios, es, desde luego, desmesurada o bien corta para otros. No obstante, basándose en la experiencia de las fabricaciones ordinarias de vidrio plano y hueco, estos 30 Kg/cm- representa una orientación media bastante buena del valor máximo aconsejable que pueden alcanzar las tensiones residuales en la superficie.
3.2. INTERPOLACIÓN VISCOSIDAD-TEMPERATURA
Se ha visto que es indispensable para aplicar los métodos más usuales de programación del recocido de un vidrio, el conocer por lo menos los puntos superior e inferior de recocido («annealing point» y «strain point»).
La determinación directa de estos puntos exige un equipo y una sistemática bastante costosa, que creemos sale de las dotaciones más normales de los laboratorios de fábrica, e incluso, de los técnicamente avanzados.
Por esta causa, es de gran interés la aplicación de una expresión matemática que relacione viscosidad-temperatura, con el fin de determinar el «annealing point» y el «strain point» a partir de otros puntos fijos cuyo conocimiento es más asequible.
Existe actualmente una bibliografía muy abundante sobre este tema, encontrándose múltiples fórmulas de aproximación que permiten relacionar la viscosidad de un vidrio con la temperatura. No obstante, el campo de validez de cada función, para unos mismos coeficientes, es limitado en todos los casos que
2 1 0 BOL. SOG. ESP. CERÁM., VOL. 10 - N.° 2

A. FERNANDEZ CHITO
se conocen. Generalmente, hay que determinar una función para el intervalo de altas temperaturas (superiores al Punto de Littleton), y otra, para las bajas (inferiores al Punto de Littleton).
Los puntos fijos de base para altas temperaturas en el cálculo de los coeficientes de la función interpolación, se hallan a partir de la curva de viscosidad, determinada a su vez por viscosímetros de bola, de torsión, etc., los correspondientes a bajas temperaturas son calculados, lo más frecuentemente, a partir de las curvas de dilatación, considerando, de acuerdo con las normas francesas, el punto superior de recocido, log?^ = 13,4, y el de reblandecimiento dilatométrico (log rj = 12,2).
Las fórmulas de interpolación que se exponen en este trabajo son las más comúnmente aceptadas y utilizadas. Se describe cada una de ellas sin mucha extensión, porque entendemos que son lo suficientemente conocidas.
a) Fórmula de Fulcher.
Esta fórmula es clásica en todos los tratados de vidrio. Se deduce . de la expresión general de la viscosidad de un fluido.
log I] = A + T P "T^O
A, B y To son constantes, y T la temperatura absoluta. Estas constantes se calculan conociendo tres puntos fijos.
b) Fórmula de Sovirel.
Se la denomina así porque fue propuesta por los laboratorios de esta fábrica.
Su expresión matemática es :
log log ?/ = A + B log T
Si se toman como variables log log ?] y log T, la ecuación queda reducida a una recta.
Aunque su utilización es sencilla, sólo es necesario conocer 2 puntos fijos, los resultados no son muy satisfactorios en cuanto a precisión se refiere.
c) Fórmula de Skornyakov.
Su expresión es la siguiente :
B
MARZO-ABRIL 1971 211

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
Tomando como variables log rj y , la anterior función representa la ecuación de una recta.
Según nuestra experiencia, la viscosidad completa de un vidrio, aproximada por esta ecuación, sería dos rectas, cuyo punto de corte está próximo al punto de sinterización (log r] = 6),
La precisión de esta fórmula es bastante aceptable.
d) Fórmula de Lillie.
La expresa de la siguiente forma :
log 7? = A H——- + ——
Es preciso conocer tres puntos fijos.
e) Fórmula de Knapp.
Esta fórmula es una simplificación de la anterior, eliminando el término .
Su expresión es :
10gí? = A + - ; ^
jf) Escala deformada de viscosidades :
Con vista al cálculo de los datos precisos para la programación del recocido, este método de interpolación es el que creemos más simple y más adecuado.
La escala deformada de viscosidades fue desarrollada por Othmmer-Conwell y descrita por Cardot, en cuyas publicaciones está desarrollada muy extensamente.
La expresión viscosidad-temperatura sigue una ecuación del tipo :
24 8 l o g ^ - 2 = - ^ - f ^ ( A - T ) +128,5
siendo S el punto de Littleton, y A, el punto de transformación. La originalidad de este método radica en que la fórmula anterior es válida
sólo cuando log i] se representa en una escala especial denominada por sus autores deformada. De esta forma, log 7] y T vienen relacionadas por una recta.
En la figura 3 se puede comprobar la escala deformada de ordenadas. La interpolación en este caso es gráfica, sin necesidad de hacer ningún cálculo matemático.
Para el trazado de la recta es preciso conocer dos puntos fijos.
2 1 2 BOL. SOG. ESP. CERÁM., VOL. 10 - N.° 2

15,0 U.6 U.O 13,/; 13,0 12,0 11,0 10,0 9,0 8,0 7,6!
7,0
= 6,0 5.8 5,6 SA 5,2 5,0
pr 48 o, 46 S UA
4,2
4,0
38
3,6
3,2
3,0
2,8
2.6
2,4
2,2
ESCALA DEFORMADA DE VISCOSIDADES SEGÚN OTHMMER - CONWELL
REPRESENTACIÓN VISCOSIDAD DE TRES VIDRIOS SODO-CALCICOS DE DIFERENTE TIPO DE FABRICACIÓN
= 5 = 5
^ : ^ ^ : ^ ^ : ^ ^ : ^
-xi x SÂTV
• \ V \ \ \ \ \ \
\ \ \ \ \
\ / -\ ^
\ \
^ \
\ \
%
\ \ > . \ \ .1 ^ fc ^ . 1
0 N< \"' ^ . 1
0 N< j ^
\
\ V
\ \ <<
\ \ \
/;00450500 600 700 800 900 1000 1100
TEMPERATURA 1°C]
FiG, 3.
1200 1300 1400 150G
MARZO-ABRIL 1971 213

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
4. Conclusiones
En el primer apartado, se justifica el interés y la importancia del recocido en el vidrio. Se insiste en una doble finalidad : por una parte, lograr una estabilidad en las propiedades del vidrio, y por otra, eliminar las tensiones interiores que puedan causar la rotura del artículo.
En el segundo apartado se ha profundizado en la teoría de la génesis de las tensiones permanentes, desarrollando el modelo matemático propuesto por Adams-Williamson para el caso particular de una lámina de vidrio plano-paralela e indefinida.
En el último apartado se exponen los métodos más comunes para el cálculo del recocido de un artículo determinado de vidrio.
De estos tres métodos, el más fácil de aplicar y más completo, es el propuesto por la Corning-Glass-Works. De acuerdo con este método, las fases de un ciclo de recocido son las siguientes:
1. Subida de la temperatura hasta un valor determinado, que se denomina
temperatura de relajamiento.
2.^ Estabilización a esta temperatura durante un tiempo de relajación y
homogeneización.
3.^ Bajada lenta y controlada en el dominio de recocido.
4.'' Bajada más rápida desde el límite del dominio de recocido hasta la temperatura ambiente.
Los parámetros fundamentales que es preciso conocer y de los que depende el recocido, siempre según estos métodos, son :
a) En lo que respecta al vidrio :
1.° Constantes térmicas (punto superior e inferior de recocido). I."" Coeficiente de dilatación.
b) En lo que respecta a la forma:
I."" Espesor medio. 2.° Simetría en el enfriamiento.
a) Una superficie se enfría más que la otra. b) Las dos superficies se enfrían por igual.
Por el cálculo del punto inferior y superior de recocido («strain point» y «annealing point»), a partir de otros puntos fijos de determinación más asequible, se describen las fórmulas de interpolación más usuales. De todas ellas, por su
214 BOL. SOG. ESP. CERÁM., VOL. 10 - N.° 2
A. FERNANDEZ CHITO
sencillez y originalidad, destaca el método de escala deformada de viscosidades propuesto por Othmmer-Conwell.
Queremos, por último, insistir en el hecho de que el cálculo de la curva de recocido, según los métodos anteriores, lógicamente ha de servir de orientación y base para el recocido óptimo, que a su vez, se logra modificando convenientemente estos primeros datos. La adaptación de la curva de recocido definitiva se conseguirá teniendo en cuenta las condiciones de trabajo del túnel de recocido, homogeneidad de temperatura, inercia, etc., y la calidad del producto terminado.
ANEXO I
EJEMPLOS DE CÁLCULO DE CICLOS DE RECOCIDO EN DIFERENTES PIEZAS DE VIDRIO
Con el fin de aclarar ideas en la forma práctica de cálculo de etapas lógicas de recocido de un artículo de vidrio, vamos a exponer unos ejemplos — los más representativos—, variando al máximo los diferentes parámetros. Se emplea sólo el método propuesto por la Corning Glass-Works, ya que, a partir de nuestros ensayos, se ha visto que es el más sencillo de aplicar y el que más se ajusta a las posibilidades de regulación de los túneles de recocido. Los resultados son satisfactorios.
Se entiende que los artículos de vidrio considerados, están inicialmente fríos y con tensiones permanentes. Para el cálculo de las curvas de recocido, cuando el vidrio está en proceso de fabricación, son válidos todos los datos hallados en el caso anterior exceptuando la primera fase de calentamiento, que es sustituida por la iniciación de relajamiento de las tensiones.
Ejemplo 7.°
— Artículo: botella modelo champagne. — Tipo de vidrio : mixto, color verde. — Características del vidrio : constantes térmicas :
S == 520^ C (log.? = 13,4) R = 570«C (logt? = 12,2) a -=90-10-^
— Forma de la pieza :
a) espesor medio: 5 mm. b) una superficie se enfría más que la otra. c) peso de la botella : 920 gr.
MARZO-ABRIL 1971 2 1 5

ESTUDIO DEL RECOCIDO INDUSTRIAL D E L VIDRIO
A) Cálculo del dominio recocido
Para calcular el punto superior de recocido (log r¡ = 13), y el punto inferior de recocido (log?^ = 14,5), se emplea la escala deformada de interpolación, viscosidades-temperaturas, cuya exposición se hace en el anterior apartado.
La temperatura correspondiente a la viscosidad de log ?] = 13 es de 538'' C, y la que corresponde al punto de log ry = 14,5 es de 483° C.
B) Cálculo de las etapas del ciclo de recocido
a) Temperatura de relajamiento: O = 538" C + 5° C = 543" C.
b) Tiempo de relajación:
ti = 2,8 Ö — 3 í/ = 2,8 • 5 — 3 = 11 minutos
c) Velocidades de enfriamiento:
40 Vj. = -, ya que se trata de un artículo en el que una superficie se
enfría mucho más rápidamente que la otra. Sustituyendo :
40 90-0,25
^11 ==2yi = 3,6"C/min.
Vjjj== 10Vj= 18°C/min.
d) Temperaturas del dominio del recocido
La velocidad V^ actúa entre 543"C y (483—y) en el que y = 1,56'a =
= 1,56*5 = 8"C. Por tanto, el intervalo de temperatura en el que el artículo de vidrio se enfría, según V^, es de 543" C hasta 475" C. Desde 475" C hasta 425" C se enfría según V^^. Desde 425" C hasta temperatura ambiente, se enfría según V^^^. Resumiendo los datos hallados, el ciclo de recocido de estas botellas, suponiendo que están frías, sería el siguiente:
— La botella se calienta desde la temperatura ambiente hasta 543" C a una velocidad de 18"C/min.
— El tiempo de permanencia a 543"C es de 11 minutos. — La velocidad de enfriamiento entre 543" C y 475" C sería l,8"C/min. — La pérdida de temperatura entre 475" C y 425" C sería de 3,6"C/min.
2 1 6 BOL. SOG. ESP. CERÁM., VOL. 10 - N." 2
V I = n n . . . . = l ,8°C/min .

A. FERNANDEZ CHITO
— Desde 425° C hasta temperatura ambiente, se enfría a una velocidad de 18"C/min.
El tiempo total de este ciclo es de 116 minutos. En el caso de que el recocido se hiciese con botellas calientes, es suficiente alargar unos cuantos minutos la permanencia del vidrio a 543° C, reduciéndose el tiempo total a 95 minutos.
Ejemplo 2."
— Artículo : botella de cerveza, casco no recuperable.
—' Tipo de vidrio: topacio.
— Características del vidrio :
S = 536°C(logi/ = 13,4)
R = 580° C (log 1] = 12,2)
— Forma de la pieza :
— Espesor medio : 2 mm.
— Se enfría una cara más que la otra.
— Peso de la botella: 60 gr. aproximadamente.
A) Cálculo del dominio de recocido
De acuerdo con las expresiones de interpolación viscosidad-temperatura.
La temperatura correspondiente a la viscosidad de logr^ = 13 es de 550° C,
y la que corresponde al punto de log rj = 14,5 es de 500° C.
B) Cálculo de las etapas del ciclo de recocido
Temperatura de relajamiento: 6 = 550° + 5° C = 555° C
Tiempo de relajación : ti = 2,8 a — 3 = 3 minutos
40 V , = - = l P C / m i n .
Vjj = 2 V j = 22°C/min.
MARZO-ABRIL 1971 2 1 7

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
Vjj^= lOVj = llO^C/min.
yzzz i,45-a = 4°C
Resumiendo los anteriores resultados se obtendría el siguiente ciclo:
— La botella se calienta desde la temperatura ambiente hasta 555° C a una velocidad de 110°C/min.
— El tiempo de relajación a 555° G es de 3 minutos. — La velocidad de enfriamiento entre 555° C y 496° C sería de ll°C/min. — La pérdida de temperatura entre 496° C y 446° C es de 22° C/min. — El paso desde los 446° C hasta la temperatura ambiente se hace a razón
de 110° C/min.
Según los anteriores cálculos, el tiempo total de recocido de esta botella de débil espesor (2 mm.), es de 21 minutos. Como es lógico, estas grandes velocidades de enfriamiento halladas, son casi imposible de programarlas en un archa de recocido, pero de acuerdo con este método son suficientes para obtener un recocido comercialmente aceptable.
Ejemplo Sf"
— Artículo: aislador. — Tipo de vidrio : blanco. — Características del vidrio : constantes térmicas :
S = 548°C (log); = 13,4) R = 585°C(logr/== 12,2) a = 86-10-^
— Forma de la pieza :
— Espesor medio: 13 mm. Se toma como espesor medio el correspondiente al borde del ala del aislador.
— Se considera que una cara se enfría más deprisa que otra. — Peso : 3,750 kg.
A) Cálculo del dominio de recocido
Aplicando las fórmulas de interpolación :
a = 560°C(log^ = 13) ^ , - 5 1 8 ° C (log r? = 14,5)
2 1 8 BOL. SOC. ESP. CERÁM., VOL. 10 - N.° 2

N O
TABLA III
RESUMEN DE LAS ETAPAS DE LOS CICLOS DE RECOCIDO EN LOS TRES EJEMPLOS ANTERIORES
Espesor
Ejemplo 1.^: botella champagne, vidrio verde, 920 gr. de peso.
Ejemplo 2.^ ; botella cerveza, casco no recuperable, vidrio topacio, 60 gr. de peso.|
Ejemplo 3.^: ais-1 lador vidrio blanco, 3.720 gr. de peso.
Simetría calentamiento'
Temperatura de relajación
i se enfría más| 5 mm. 'por una cara
;que por otra 543"
se enfría más 2 mm. Ipor una cara
que por otra
13 mm. se enfría más per una cara que por otra
Tiempo de rela
jación
I Velocidad subida tem
peratura
11 min. 18°C/min. ^ l ,8«C/min. entre 543° C y
475« C
555° C i 3 min 110°C/min. l l ° C / m i n .
entre 555° C y 496° C
I I I I I
3,6° C/min. 18° C/min. e n i r e Ï 7 5 ° t y r ' ^ 4 5 0 ^ C y
450° C ^ tempeiiatura ambiente
565° C 33 min. 2,5° C/min. 0,25° C/min.
entre 565° C y 498° C
22° C/min. entre 496° C y
446° C
0,5° C/min. entre 498° C y
448° C
110° C/min. entre 446° C y temperíatura
ambiente
2,5° C/min. entre 448° C y tempenatura
ambiente
Tiempo total del
ciclo
Ö w N n M H O
116 minutos
21 minutos
'685 minutos 11 h. 25 min.

ESTUDIO DEL RECOCIDO INDUSTRIAL DEL VIDRIO
B) Cálculo de las etapas del ciclo de recocido
0^, =: 560° + 5° = 565^ C t = 2,Sa — 3 = 33 minutos.
40 V, = — r = 0,25° C/min.
^ aa-
Vjj ==2Vj=0,5°C/min.
y^^j= lOVj =2,5°C/min.
y = l,56-a = 20°C
El ciclo, de acuerdo con los anteriores resultados, sería el siguiente :
— Desde la temperatura ambiente hasta los 565° C, se sube a razón de 2,5°C/min.
— El tiempo de permanencia a 565° C es de 33 minutos. — Desde los 565° C hasta los 498° C, la velocidad de enfriamiento es de
0,25°C/min. — Desde 498° C hasta 448° C, la bajada de temperatura sería de 0,5° C/min. — La velocidad de enfriamiento entre 448° C y la temperatura ambiente es
de 2,5° C/min.
La duración aproximada de este ciclo de recocido es de 11 horas 25 minutos. En la programación de un ciclo de recocido, en el caso de que los aislado
res estuvieran en proceso de fabricación, es conveniente prolongar la etapa de estabilización de temperatura en un valor semejante a la de relajación de las tensiones, con el fin de homogeneizar al máximo.
Este criterio se ha seguido en ensayos prácticos con resultados francamente satisfactorios.
BIBLIOGRAFÍA
P. ACLOQUE, «Considerations sur quelques progress de la recuisson et de la trempe», Verres Refract., 5 (11951), 1, 247-260.
P. ACLOQUE, «La recuisson du verre effects de tensions et effects de structure» (1948), Société d'Editions Verrières et Céramiques, 34 rue Michel Ange. Paris-16.
P. ACLOQUE, «Les problèmes scientifiques soulevés par l'adaptation du verre aux usages du bâtiment et de l'industrie». Conferencia pronunciada el 8 de marzo de 1960 en París, en el Centro de Perfeccionamiento Técnico de la Compañía Saint Gobain.
P. ACLOQUE, «Etude expérimentale de l'effect de certains traitements thermiques sur le verre, el de leur influence sur les contraintes mécaniques internes». Verres et Refract., 4 (1950), 1, 10-19.
T. D. ANDRJUKHINA, «Cambios de estructura en el curso de los tratamientos térmicos del vidrio. Steklo i Keramica 8 (1966), 11-13.
220 BOL. soc . ESP. CERÁM., VOL. 10 - N.° 2

A. FERNANDEZ CHITO
T. D. ANDRJUKHINA y M. V. OKHOTIN, «Temperatura óptima del recocido del vidrio, Steklo i Keramica (1968), 14-16.
A. S. T. M. STANDARDS Part. 13, «Refractories».—Glass Ceramics Materials, págs. \1>\-135, 308-313, 31&-321.
G. M. BARTENEV, «Relajación de las tensiones en el vidrio. Estructura y propiedades mecánicas de los vidrios inorgánicos», Izd, Lit, Stroit, Moscú, 1966.
G. M. BARTENEV, «Teoría del aumento de la resistencia mecánica del vidrio por medio del temple», C. R. Ac. Ciencias U. R. S. S. (1948), 257-259.
G. M. BARTENEV, «Estudio del temple del vidrio», Journal de Phys. Tech, (en ruso) (1949), 1423-1433.
G. M. BARTENEV, «Estudio matemático de la técnica del temple del vidrio», Steklo i Keramica (1950), 7-13.
G. M. BARTENEV, «Particularidades de ruptura del vidrio bajo efecto de las tensiones internas», Azr. Akad. U. R. S. S., Moscú (1958), 141-143.
L. BERTIN LEHMANN, «Propriétés mécaniques du verre, genese des contraintes dans le verre, recuisson et trempe». Session de formation et d'information de jeunes ingénieurs, 1963, Saint Gobain Direction des Services de Recherches. 62 BVD. Victor Hugo 92 - Neuilly-Sur-Seine, France.
M. C'ARDOT, «Palier de travail d'un verre», Compagnie Saint Gobain, 62 VBD. Victor Hugo 92, Neuilly-Sur-Seine, France.
W. MORE Y, «Properties of glass», Reinhold Publishing Corporation, 430 Park Avenue, Nueva York 22, NY. U . S . A . (1954).
O. S. NARAYANASWAMY-GARDON, «Calculation of residual stresses in glass». Scientific Research Staff. Ford Motor Company Dearborn, Michigan 48.121.
M. V. OKHOTIN y A. GULOJAN, «Estudios de los procesos de solidificación del vidrio fundido en el intervalo de formación», Steklo i Keramica 6 (1969), 13-15.
E. B. SHAND, Glass Engineering Handbook, págs. 103-111. Me Graw-Hill Book Company, London, 1958.
A. SOTO, «Enfriamiento de una hojia de vidrio laminado», Cristalería Española, S. A., Aviles, noviembre de 1960.
SOVIREL, «Rapport d'activities 1964-65 du laboratoire». Usine Sovirel (France). M. B. VoLF, Technical Glasses, págs. 71-81. Osaac Pitman and Sons, Ltd., London, 1961. V. TooLEY, Handbook of Glass Manufacture, págs. 391-423. Ogden Publishing Company,
55 West 42 ND. Street, New York 36 N. Y. U. S. A. (1957). T. C. Woo, «Thermal strees problems in glass», P. P. G. Industries. Glass Research Cen
ter. Harmar Township, Pittsburg, Pennsylvania, U. S. A.
MARZO-ABRIL 1971 221

Desecación por Atomización
CERÁMICA VATOMIZER Niro Atomizer Ltd., Copenhague. 305 Gladsaxevej. DK 2860Soeborg . Dinamarca .Tel.: (01) 69 1011. Cable: Atomniro .Telex: 5603
HANS T. MÖLLER, S. A. . Avenida José Antonio Primo de Rivera 4 3 5 . (Apartado 142) Barcelona (15) . España . Tel : 243 88 0 5 Cable: HANSMOLLER . Telex: 5 4 - 6 4 4