Embed Size (px)
Citation preview
1
ESTUDIO SOBRE LAS VARIABLES QUE INTERVIENEN EN EL
PROCESO DE ELABORACIÓN DE UN RESORTE DE
COMPRESIÓN QUE PERMITAN OPTIMIZAR LA ETAPA DE
AJUSTE
Tesis
QUE PARA OBTENER EL GRADO ACADEMICO DE
Maestro en Ciencia y Tecnología
en la Especialidad de Ingeniería
Industrial y de Manufactura
PRESENTA
Luz Belén Gómez Alvarado
Directora de Tesis
Dra. María Maldonado Santoyo
León, Guanajuato, México, Diciembre del 2016

2
LUGAR DE REALIZACIÓN
El presente trabajo fue realizado en la ciudad de León, Guanajuato, durante el periodo
de Septiembre 2014 a Septiembre 2016 en la empresa Baumann Springs León y bajo la
supervisión de la Doctora María Maldonado Santoyo mientras se cursaba el la maestría
en el Posgrado Interinstitucional en Ciencia y Tecnología (PICYT) en el área terminal de
Ingeniería Industrial y de Manufactura en la Institución CIATEC A.C..

3
AGRADECIMIENTOS
Quiero agradecer en primer lugar a mi madre, por ser la promotora de mis sueños, por
cada consejo y a cada palabra que han sido mis guías de vida y por siempre creer en mí.
A mi padre, porque es mi ejemplo, porque con su manera de ver la vida y reaccionar ante
los problemas yo puedo ser mejor persona y es quien sembró en mi esa semilla de
superación constante.
A mis hermanos que siempre están para hacerme la vida más ligera y a ver el lado
positivo a las cosas y agradezco a Dios por dejarme compartir con una familia tan
maravillosa como la que tengo y con toda la gente que está conmigo un triunfo más.
Quiero dar un especial agradecimiento a la Dra. María Maldonado que siempre estuvo
dándome el soporte necesario para terminar esta tesis de grado gracias a la experiencia
en Investigación que ella posee y a quien agradezco infinitamente que haya estado de
manera incondicional.
Agradezco también a la Institución CIATEC, a mis maestros por darme las bases que
fueron el impulso para lograr este proyecto y a la empresa Baumann Springs y a mis
compañeros que hicieron posible la realización de esta investigación.

4
INDICE GENERAL
Glosario 13
Resumen general 14
CAPITULO 1. INTRODUCCIÓN 16
1.1 Introducción 17
1.2 Descripción del problema 20
1.3 Justificación 22
1.4 Estado del Arte 24
1.5 Objetivos 28
1.5.1 Objetivo general 28
1.5.2 Objetivo particulares 28
1.6 Hipótesis 28
CAPITULO 2. MARCO TEORICO 29
2.1 Definición de resorte 30
2.2 Clasificación de los resortes 30
2.2.1 Clasificación según la forma del resorte 31
2.2.2. Clasificación según la sección transversal del alambre del resorte 32
2.2.3 Clasificación de acuerdo a la carga que soportan los resortes 33
2.3 Resortes de Compresión 34
2.3.1 Clasificación de los resortes de compresión 34
2.4 Materiales usados en la fabricación de resortes 38
2.5 Propiedades mecánicas de los materiales 38
2.6 Tipos de Fuerzas 40
2.7 Deformación 43
2.7.1 Deformación Simple 46
2.7.2 Deformación Unitaria 47
2.8 Esfuerzo 47
2.9 Relación de Poisson 52

5
2.10 Modulo de Young 53
2.11 Diagrama de Esfuerzo-Deformación Unitaria 53
2.12 Diagrama Convencional de Esfuerzo y Deformación Unitaria 55
2.13 Calculo de la Constante “k” en resortes de compresión 57
2.14 Calculo del valor de “G” ó esfuerzo cortante 61
2.15 Máquinas de Fabricación de Resortes 61
2.15.1 Máquinas Mecánicas 61
2.15.2 Máquinas CNC 62
2.16 Diseño Experimental 64
2.16.1 Modelo de variación y constancia 64
2.16.2 Variables de un diseño experimental 64
2.16.3 Papel de las variables en el contexto experimental 64
2.16.4 Control experimental 65
2.17 Diseño Estadístico, Corrida de diseño de Experimentos 2k 65
2.17.1 Generalidades 65
2.17.2 Definiciones y diseño 22 66
2.18 Análisis de regresión y coeficiente de correlación 70
CAPITULO 3. REVISIÓN DE BITACORAS 72
3.1 Introducción 73
3.2 Metodología 80
3.3 Resultados 80
3.4 Conclusiones del capítulo 90
CAPITULO 4. PRUEBAS DE AJUSTE CON DOS DIFERENTES TENSIONES 92
4.2 Introducción 93
4.2 Materiales 96
4.3 Instrumentación 98
4.4 Metodología 100
4.4.1 Montaje general en máquina FA-20S 101
4.4.2 Resultados de montajes con los dos materiales dos posiciones 101
4.5 Corrida de diseño de Experimentos 2k 107

6
4.5.1 Ingreso de valores en diseño experimental 107
4.6 Conclusiones del capítulo 110
CAPITULO 5. INVOLUCRAMIENTO DEL MÓDULO DE ELASTICIDAD 111
5.1 Introducción 112
5.2 Metodología 113
5.2.1 Calculo de la constante de elasticidad (k) o rate 113
5.2.2 Diseño de Plantilla de trabajo 113
5.3 Resultados 115
5.4 Conclusiones del capítulo 118
CAPITULO 6. CASOS DE ESTUDIO DOCUMENTADOS 119
6.1 Caso Documentado 1. Resorte 600842 120
6.1.1 Materiales 120
6.1.2 Desarrollo 121
6.2 Caso Documentado 2. Resorte 4103343 133
6.2.1 Materiales 133
6.2.2 Desarrollo 135
6.3 Conclusiones del capítulo 146
CAPITULO 7. CONCLUSIONES GENERALES 148
7.1 Conclusiones generales obtenidas 149
7.2 Recomendaciones 150
CAPITULO 8. ACTIVIDADES COMPLEMENTARIAS
8.1 Actividades de Divulgación 151
8.2 Carta de Satisfacción del cliente 152
9.0 BIBLIOGRAFÍA 153

7
ÍNDICE DE FIGURAS
Figura 1.1. Productos que actualmente fabrica y comercializa grupo Baumann Springs
17
Figura 1.2. Esquema básico de un resorte de compresión. Según la Norma DIN 2096
21
Figura 1.3. Esquema básico de una máquina de producción de resortes de compresión.
Modelo de Tambaca. 22
Figura 1.4. Compresión simple, aplicada a resorte de compresión. 24
Figura 1.5. Tracción simple, aplicada en alambre de acero. 25
Figura 1.6. Resortes de compresión: Terminaciones 25
Figura 1.7. Diagrama que muestra Ley de Hook. 27
Figura 2.1 Resortes cilíndricos 31
Figura 2.2 Resortes cónicos 32
Figura 2.3 Alambre circular, cuadrado y rectangular para la fabricación de resortes
32
Figura 2.4 Resorte helicoidal de compresión con alambre redondo, cuadrado y ovalado
35
Figura 2.5. Resorte helicoidal de compresión enrollado a la derecha (a) y a la izquierda
(b). 35
Figura 2.6. Resorte helicoidal de compresión con paso uniforme y variable36
Figura 2.7 Resorte helicoidal de estampación 36
Figura 2.8 Resorte helicoidal cónico de sección circular (a) y de sección rectangular (b)
38
Figura 2.9 Fuerzas de tensión o tracción 40
Figura 2.10 Fuerzas de flexión 41
Figura 2.11 Fuerzas de compresión 41
Figura 2.12 Fuerzas de cortadura 42
Figura 2.13 Fuerzas de torsión 42
Figura 2.14 Dispositivo para prueba de tensión 43
Figura 2.15 Diagrama esfuerzo-deformación unitaria 45

8
Figura 2.16 Diagrama esfuerzo – deformación unitaria nivel atómico 46
Figura 2.17 Deformación unitaria 47
Figura 2.18 Esfuerzo de tensión 48
Figura 2.19 Esfuerzo de compresión 49
Figura 2.20 Esfuerzo cortante 49
Figura 2.21 Paralelepípedo con esfuerzo cortante. 50
Figura 2.22 Esfuerzo de tracción (+). 51
Figura 2.23 Diagrama de deformación unitaria 54
Figura 2.24 Diagrama esfuerzo-deformación unitaria convencional y real, para un
material dúctil (acero). 56
Figura 2.25 Proporcionalidad 57
Figura 2.26 Sistema de ejes 58
Figura 2.27 Constante elástica del resorte 58
Figura 2.28 Imagen de una maquina mecánica en la empresa FA-20S 62
Figura 2.29 Imagen de un controlador de una maquina mecánica en la empresa
62
Figura 2.30 Imagen de una maquina CNC en la empresa 63
Figura 2.31 Imagen de un controlador de una maquina CNC en la empresa 63
Figura 2.32. Representación geométrica del diseño 22 66
Figura 3.1. Ejemplo de formato de hoja para anotación de los parámetros de proceso a
considerar en cada corrida para elaboración del producto. 73
Figura 3.2. Dibujo del resorte 600020 75
Figura 3.3. Diagrama de flujo del proceso de elaboración de un resorte de compresión
tipo 600020. 76
Figura 3.4. Imagen de puntas de un resorte esmerilado. 79
Figura 3.5 Interacción de datos etapa de Enrollado 84
Figura 3.6 Interacción de datos etapa de Revenido 85
Figura 3.7 Interacción de datos etapa de Refrentado 86
Figura 3.8 Interacción de datos etapa de Granallado 87
Figura 4.1 Esquema del proceso de trefilado. 96
Figura 4.2 Equipo de medición de Fuerza 98

9
Figura 4.3 Equipo de medición Vernier 99
Figura 4.4 Equipo de medición Comparador Óptico (a) y forma de colocar el resorte
para su medición (b). 99
Figura 4.5. Esquema resorte 600020 100
Figura 4.6 Imagen marca roja 103
Figura 4.7 Imagen marca amarilla 104
Figura 4.8 Corrida de diseño experimental 108
Figura 4.9 Resultados de Minitab de Fuerza vs Material 108
Figura 4.10 Pareto de los efectos para Fuerza 109
Figura 5.1. Imagen de plantilla en parte azul 114
Figura 5.2. Imagen de plantilla valor de la constante 115
Figura 5.3. Imagen de plantilla roja conclusiones 116
Figura 5.4. Imagen de plantilla parte naranja 117
Figura 5.5. Imagen de plantilla línea naranja 118
Figura 6.1 Imagen de la etiqueta del proveedor del material usado para prueba
120
Figura 6.2. Imagen de la etiqueta de Baumann del material usado para prueba
120
Figura 6.3. Imagen del certificado de material usado para prueba 121
Figura 6.4 Imagen del certificado del módulo de Young. 122
Figura 6.5 Dibujo del resorte 600842 124
Figura 6.6 Plantilla cuadro azul 125
Figura 6.7 Plantilla cuadro rojo 125
Figura 6.8 Grafica líneas azul y roja con limites 126
Figura 6.9 Plantilla conclusiones 127
Figura 6.10 Plantilla cuadro azul y rojo 127
Figura 6.11 Grafica línea roja con limites 128
Figura 6.12 Plantilla conclusiones dos 128
Figura 6.13 Plantilla cuadro naranja 129
Figura 6.14 Grafico línea naranja con limites 129
Figura 6.15 Conclusiones de ajuste 130
Figura 6.16 Tiempo y porcentaje de scrap 600842 130

10
Figura 6.17 Costo 600842 131
Figura 6.18 Tiempo y porcentaje de scrap después 600842 132
Figura 6.19 Costo después de 600842 132
Figura 6.20 Imagen de la etiqueta del proveedor del material usado para prueba
133
Figura 6.21 Imagen de la etiqueta de Baumann del material usado para prueba
134
Figura 6.22 Imagen del certificado de material usado para prueba 134
Figura 6.23 Imagen de los resultados para el módulo de Young 136
Figura 6.24 Dibujo del resorte 4103343 137
Figura 6.25 Dibujo del resorte 4103343 138
Figura 6.26 Cuadro azul resorte 4103343 138
Figura 6.27 Cuadro rojo resorte 4103343 139
Figura 6.28 Grafico líneas azul y rojo y límites del 4103343 139
Figura 6.29 Conclusiones del 4103343 140
Figura 6.30 Cuadro azul y rojo del 4103343 140
Figura 6.31 Grafico línea naranja y límites del 4103343 141
Figura 6.32 Conclusiones dos del 4103343 141
Figura 6.33 Cuadro naranja del 4103343 142
Figura 6.34 Grafico línea naranja y límites del 4103343 142
Figura 6.35 Conclusiones tres del 4103343 143
Figura 6.36 Costos originales del 4103343 144
Figura 6.37 Scrap original del 4103343 144
Figura 6.38 Costos nuevos del 4103343 145
Figura 6.39 Scrap nuevo del 4103343 145

11
ÍNDICE DE TABLAS
Tabla 1.1. Materiales comúnmente utilizados en la fabricación de resortes de compresión.
19
Tabla 1.2. Composición Química del acero ASTM A228 (acero al carbón) 20
Tabla 1.3. Composición Química de acero ASTM A313 20
Tabla 1.4. Formulación para resortes de compresión con base al diseño que se
muestra en la figura 1.6 25
Tabla 2.1. Tabla de signos para el diseño 22 y notación de Yates 68
Tabla 2.2 Tabla ANOVA para un diseño factorial 22 70
Tabla 3.1. Requerimientos de tensión para un acero A228 de 1.7 mm 77
Tabla 3.2. Valores arrojados después del ajuste para el proceso de enrollado 80
Tabla 3.3 Valores arrojados después del ajuste para el proceso de Revenido 81
Tabla 3.4 Valores arrojados después del ajuste para el proceso de esmerilado. 81
Tabla 3.5 Valores arrojados después del ajuste para el proceso de granallado. 82
Tabla 3.6 Resultados de valores promedios (n=5) para 9 lotes de resortes 600020
Obtenidos en las etapas de enrollado, revenido, esmerilado y granallado. 83
Tabla 3.7 Información estadistica obtenida a partir de los datos recolectados en la
revisión de bitacoras para los procesos de enrollado, revenido, refrentado y granallado.
88
Tabla 3.8 Interacción de valores proceso de Granallado para material con igual número
de colada 89
Tabla 4.1. Composición Química del acero ASTM A228 (acero al carbón) 93
Tabla 4.2. Variación permitida en diámetro del alambre 95
Tabla 4.3. Propiedades de los materiales A y B utilizados con respecto a las
especificaciones requeridas en la norma ASTM 228 97
Tabla 4.4 Resultados Material A inicial rojo 101
Tabla 4.5 Resultados Material B inicial rojo 102
Tabla 4.6 Resultados Material B inicial amarillo 104
Tabla 4.7 Resultados Material A inicial amarillo 105
Tabla 4.8 Resumen de Resultados promedio obtenidos para el material A y B en las
posiciones rojo y amarillo 106
Tabla 6.1 Resumen de los cambios en los artículos de prueba. 147

12
INDICE DE ANEXOS
Anexo 1. Certificado de calidad de material A 155
Anexo 2. Certificado de calidad de material B 156
Anexo 3. Tabla de constantes físicas de los materiales 157
Anexo 4. Extracto de Norma de material ASTM A313 158
Anexo 5. Congreso Internacional de Investigación e Innovación Cortázar, memorias en
extenso. 159
Anexo 6. Participación en el concurso de carteles de Divulgación Científica de la Semana
Nacional de Ciencia y Tecnología 2016. 160

13
GLOSARIO
Ajuste ó set up: Comenzar con el acomodo de herramientas en máquina y dejar máquina
lista de acuerdo a las especificaciones para que se comience a producir el resorte
conforme a lo deseado.
Rate: Se define como la relación entre Fuerza y distancia a la cual un resorte avanzara
en fuerza por cada mm, pulgada, etc. Cuantos N, o libras de fuerza alcanzará.
Constante o ”k”: es sinónimo de “Rate”. Se define como la relación entre fuerza y
distancia a la cual un resorte avanzará en fuerza por cada mm, pulgada, etc., cuantos N,
o libras de fuerza alcanzará.
Coiling: o sinónimo del proceso de enrollado en español, consiste en doblar el alambre
por la máquina para formar el resorte.
Revenido: también conocido como relevado de esfuerzos o en inglés, stress relieved,
consiste en pasar las piezas a través de un horno para dar temperatura al alambre y
conseguir que no haya mucha deformación al comprimir.
Esmerilado: es sinónimo de refrentado y es el proceso de pasar piedras abrasivas en
cada extremo del resorte con la finalidad de lograr que las caras se emparejen y hacer
que se pare de manera correcta en cualquier ensamble.

14
RESUMEN
En el presente trabajo se aborda la problemática del ajuste que presenta el proceso de
elaboración de resortes de compresión en máquinas tipo 20S ya que actualmente, el
ajuste de la máquina tarda en realizarse de 2 a 8 horas dependiendo del grado de
complejidad y de la habilidad del ajustador para realizar dicha labor restando
horas/producción debido a la pérdida de tiempo productivo que si bien, es necesario
hacer el ajuste de la pieza no genera valor agregado en la misma, debido a esto, surge
la necesidad de contar con un mayor acervo técnico-instrumental que provea de
información sobre la relación materia prima-parámetro de ajuste, partiendo de las
propiedades de la materia prima recibida y correlacionar estas con el parámetro de ajuste
que está repercutiendo en el resorte, además de ubicar en que sección de la máquina se
presenta dicha anomalía, para que de esta manera, se pueda optimizar el proceso
ahorrando literalmente, tiempo, dinero y esfuerzo en la puesta en marcha de la máquina.
En el capítulo 1 se presentan las generalidades del proyecto conteniendo los
antecedentes, descripción del problema, estado del arte, justificación, objetivos e
hipótesis.
En el capítulo 2 se presenta brevemente el marco teórico general donde se describen a
grandes rasgos algunos conceptos, principalmente de tipo técnico necesarios para el
entendimiento del presente proyecto.
En el capítulo 3 se presentan la información obtenida en la revisión de bitácoras de la
empresa para nueve lotes de producción con diferente o igual número de colada de
material empleado, correspondiente al periodo de 2013 a 2015. Así también, se muestran
algunos resultados obtenidos en el análisis estadístico de esta información para el
proceso de elaboración del resorte en sus diferentes etapas enrollado, revenido,
esmerilado donde se estudió la relación directa entre la materia prima (en específico la
tensión que tiene) con respecto a los valores arrojados en cada etapa del proceso.

15
En el capítulo 4 se aborda respecto a las actividades realizadas para la solución del
problema de ajuste, un caso de aplicación en la máquina de dos posiciones de
herramental con dos materiales con diferente tensión con la finalidad de comprobar el
efecto de la tensión sobre el proceso de ajuste.
En el capítulo 5 se presenta como última parte del desarrollo del proyecto el cómo se
definió la plantilla para los valores que se deberán usar en el ajuste con base al módulo
de elasticidad.
En el capítulo 6 se presentan dos casos reales documentados de aplicación para validar
los resultados.
Y por último, en el capítulo 7 se presentan las conclusiones generales del proyecto.

16
CAPITULO 1.
ANTECEDENTES

17
1.1 Introducción
La empresa Baumann Springs (empresa donde se realizó el proyecto) está
ubicada en la ciudad de León Guanajuato, México. Baumann Springs es un grupo fuerte
que ofrece una gran variedad tecnológica de productos y servicios con presencia en el
mercado, asesoramiento al cliente y amplia experiencia en el mercado de muelles
técnicos, piezas estampadas, piezas dobladas y productos especiales. Actualmente
cuenta con 1,300 empleados distribuidos en todas las plantas que conforman el grupo
Baumann Springs alrededor del mundo. El trabajo en conjunto empresa-trabajador en la
implementación de valores y estrategias comerciales ha permitido el liderazgo técnico en
el campo de resortes y piezas estampadas. Actualmente, los mercados que manejamos
incluyen el sector automotriz, náutica, ferroviario, sanitario y diseño de instalaciones
electrotécnicas. En la Figura 1.1 se presentan algunos de los productos que actualmente
fabrica y comercializa la empresa Baumann Spring.
Figura 1.1.Productos fabricados y comercializados por el grupo Baumann Springs
(Baumann Springs, 2014)
La historia del grupo Baumann Springs comenzó en 1886 en Suiza. Su expansión
internacional se inició hasta 1947 iniciando con una planta en Italia y posteriormente
continúo extendiéndose a lo largo de Europa, Asia y América del norte. Actualmente tiene
sedes en países como Alemania, España, Francia, China, USA y México entre otros. En
México, Baumann Springs sede León fue fundada en el año 2007 siendo una de las
Muelles técnicos
Productos especiales Piezas estampadas y piezas
dobladas

18
plantas más recientes del grupo. En particular, para esta planta el 90% de clientes que
actualmente atiende, provienen del sector automotriz, motivo por el cual cuenta con los
sistemas de calidad ISO 9001, TS 16949 e ISO14001 con lo cual se oferta un mejor
servicio de satisfacción al cliente.
Baumann Springs León cuenta con tres áreas productivas:1) formado de alambre
(utilizados principalmente en bombas de gasolina); 2)fabricación de aros (utilizados
principalmente en rines y tapas) y 3) elaboración de resortes de compresión (utilizados
en frenos, motor en general, puertas y cinturones, entre muchos otros). Esta última área,
representa el 55% de la facturación en la empresa, derivado de esto es que se planteó
en el presente estudio la caracterización y evaluación de los resortes de compresión en
diferentes etapas del proceso de elaboración con la finalidad de lograr la optimización del
mismo.
De forma general, el proceso de fabricación de un resorte de compresión consta de las
siguientes etapas a seguir:
1) Recepción del alambre (materia prima o material)
2) Almacenamiento (si se requiere)
3) Entrega a la línea de producción
4) Se coloca en una devanadora instalada en la máquina de enrollado, se hace ajuste en
máquina de enrollado, se pone en marcha y se forma el resorte
5) Ya formado, pasa por un horno de revenido que mejorara sus propiedades mecánicas
6) Por último el empaque
Existen resortes con procesos secundarios como son esmerilados o recubrimientos
especiales, los cuales dependen, principalmente de la aplicación final a solicitud de cada
cliente.
Por otro lado, existen también factores que pueden afectar el diseño y calidad de los
resortes elaborados, entre estos factores es de importancia la materia prima utilizada en
la elaboración de los mismos, ya que esta puede ser desde aceros inoxidables, aceros al

19
carbón y algunos aceros compuestos de aleaciones especiales. En la Tabla 1.1 se
presentan algunos de los materiales más utilizados en la fabricación de resortes de
compresión.
Tabla 1.1. Materiales comúnmente utilizados en la fabricación de resortes de compresión
(Nisbett, 2008).
De estos materiales, es el acero al carbón (alambre de piano: ASTM A228) el más
utilizado debido a que tiene mejores propiedades mecánicas que un acero inoxidable
tradicional. En las Tablas 1.2 y 1.3 se presenta específicamente la composición química
para el acero ASTM A228 (acero carbón) y para el acero ASTM A313 (acero inoxidable
en diferentes tipos) respectivamente, los cuales son los aceros usados comúnmente en
la empresa. En ellos se puede apreciar que la diferencia entre uno y otro acero es la
adición de cromo, níquel y en algunos casos el molibdeno y el nitrógeno los que confieren
las diferencias en las propiedades entre el acero inoxidable con respecto del acero al
carbón. Es importante mencionar, que también es factor importante a considerar la
aplicación final del resorte.
Nombre común Especificación Módulo
Elástico,
E, psi
Módulo de
elasticidad
cortante, G,
psi
Densida
d, ,
lbf/in.3
Máxima
temperatura
de servicio
°F
Principales características
Aceros alto contenido en carbono
Alambre de piano ASTM A228 30 x 106 11.5 x 106 0.283 250 Alta resistencia; excelente
vida a la fatiga
Estirado en frio ASTM A227
30 x 106
11.5 x 106
0.283
250
Uso general; pobre vida a la
fatiga
Aceros inoxidables
Martensítico AISI 410, 420 29 x 106 11 x 106 0.280 500 No satisfactorio para
aplicaciones sub-cero
Austenítico AIAI 301, 302 28 x 106 10 x 106 0.282 600 Buena resistencia a
temperaturas moderadas;baja
relajación de esfuerzos
Aleaciones con base cobre
Latón para
resorte
ASTM B134 16 x 106 6 x 106 0.308 200 Bajo costo; alta
conductividad; propiedades
mecánicas deficientes
Bronce fosforado ASTM B159 15 x 106 6.3 x 106 0.320 200 Capacidad para soportar
flexiones repetidad; aleación
muy común.
Cobre al berilio ASTM B197 19 x 106 6.5 x 106 0.297 400 Alta resistencia elástica y a la
fatiga; Templable
Aleaciones con base níquel
Inconel 600 - 31 x 106 11 x 106 0.307 600 Buena resistencia; Alta
resistencia a la corrosión
Inconel X-750 - 31 x 106 11 x 106 0.298 1100 Endurecimiento por
precipitación; para altas
temperaturas
Ni-Span C - 27 x 106 9.6 x 106 0.294 200 Módulo constante sobre un
amplio rango de temperatura

20
Tabla 1.2. Composición Química del acero ASTM A228 (acero al carbón), (ASTM
A228)
Elemento Composición, %
Carbono (C) 0.7-10
Manganeso (Mn) 0.2-0.7
Silicón (especificado como Si) 0.1-0.3
Fosforo (P), máx 0.025
Azufre (S), máx 0.0309
Tensión (min-máx.) 2000-2250 MPa
Tabla 1.3. Composición Química de acero ASTM A313 (acero inoxidable). (A313)
1.2 Descripción del problema
El proceso de manufactura de un resorte de compresión, ha ido actualizándose
conforme avanza la tecnología disponible. Se han desarrollado máquinas más modernas
que contienen cámaras de inspección para evaluar las características específicas que
debe contener un resorte como por ejemplo: la longitud del resorte (Lo), diámetros
exterior e interior (De, Di). Algunos estudios reportados en la literatura como el realizado
por Paredes (2009), quién creo un software computacional para el diseño tridimensional
óptimo para la fabricación de los resortes antes de entrar a la línea de producción
(Paredes, Methodology to build an assistance tool dedicated to preliminary design:
application to compression springs, 2009). Sin embargo, a pesar del avance tecnológico
actual, el proceso del ajuste de la máquina sigue realizándose con un gran porcentaje de
Carbono Manganeso Fosforo Azufre Silicón Cromo Níquel Molibdeno Nitrógeno
S-24100 XM-28 0.15 11.0-14.0 0.06 0.03 1.00 16.5-19.0 0.50-2.50 - 0.20-0.45
S-30200 302 0.12 2.00 0.045 0.03 1.00 17.0-19.0 8.0-10.0 - 0.1
S-30400 304 0.03 2.00 0.045 0.03 1.00 18.0-20.0 8.0-10.5 - 0.1
S-30500 305 0.12 2.00 0.045 0.03 1.00 17.0-19.0 10.5-13.0 - -
S-31600 316 0.07 2.00 0.045 0.03 1.00 16.5-18.0 10.5-13.5 2.00-2.50 0.1
S-32100 321 0.08 2.00 0.045 0.03 1.00 17.0-19.0 9.0-12.0 - -
S-34700 347 0.08 2.00 0.045 0.03 1.00 17.0-19.0 9.0-13.0 - -
Composición (%)Designación Tipo

21
forma manual, dicho de otra manera el ajustador es el responsable de colocar el
herramental en máquina, guías, dedos y cortadores cuya posición de estos va depender
del resultado final que se desea obtener en el producto, ya que se tiene que lograr un
resorte de compresión con las características solicitadas por el cliente mediante un dibujo
del mismo, generalmente acotados como se muestra en la Figura 1.2 en donde se
presenta un esquema de diseño básico para un resorte de compresión de acuerdo a
los lineamientos establecidos en la norma DIN 2096 (1981).
Figura 1.2. Esquema básico de un resorte de compresión. Según la Norma DIN
2096 (Norm DIN, 1981).
Donde:
e1 y e2: Perpendicularidad de las caras del resorte con su cuerpo y paralelismo entre
ambas caras.
D, De y Di: Diámetro del alambre, Diámetro externo y Diámetro interno
respectivamente.
F1 y Fn: Fuerza una y Fuerza “n” dependiendo de las fuerzas que tenga.
Lc, Ln, L1, L0: Longitud de bloque (comprimido completamente), Longitud a donde se
mide la Fuerza “n”, Longitud en donde se mide la fuerza 1 y por último la Longitud libre.
Sa y S1: La carrera disponible entre Ln y Lc y la carrera entre Lo y L1 respectivamente.

22
Por otro lado, en la Figura 1.3 se muestra un esquema básico de una máquina de
producción de resortes de compresión modelo de Tambaca, en la cual se muestra los
herramentales mencionados guías (a), dedos (b) y cortadores(c y d).
Figura 1.3. Esquema básico de una máquina de producción de resortes de
compresión. Modelo de Tambaca. (Tambaca, 2001)
1.3 Justificación
En México, la industria automotriz genera el 3.5% del PIB Nacional y el 19.8% del
Manufacturero. Impacta en 23 sectores industriales del país. En 2013, México recibió
1,763.3 millones de dólares en el sector automotriz y adicionalmente el sector de
autopartes percibió 1,163.6 millones de dólares. 66.1% del contenido de la producción de
los vehículos en México es de origen nacional.
Un automóvil tiene resortes en la mayoría de sus componentes, como lo son motor,
frenos, puertas, asientos, entre muchos otros, por eso la cantidad de estos que contiene
un automóvil es incontable. La cantidad de empresas reconocidas, tan sólo en México,
que se dedican a fabricar este componente es alrededor de 200, si tenemos la posibilidad

23
de explotar y desarrollar cualquier sector automotriz, en conjunto con la investigación, no
sólo estamos dando a nuestro país el empuje que la investigación requiere si no que
estamos siendo participes del desarrollo económico que nuestro país necesita, si
contribuimos reduciendo tiempos que no nos aportan beneficio como es el caso de este
proyecto, iremos eliminando mermas que harán nuestros procesos más eficientes y
productivos y por lo tanto será un México más competitivo.
Como ya se mencionó, las principales variables a controlar en un resorte de compresión:
longitud del resorte (Lo), diámetro exterior (De), diámetro interior (Di), número de vuelta
o número de espiras (Nt) y fuerza de compresión (F1, Fn) Fuerza 1 definiéndose como la
primera fuerza de compresión a la que el resorte trabaja y la Fn es la fuerza que el resorte
debe cumplir cuando se encuentra completamente comprimido, siguen obteniéndose
mediante prueba y error. Aunado a esto, cada que hay un cambio de rollo de alambre
(solo cuando tiene distinta colada) se tiene que realizar un nuevo ajuste, hacer otra vez
las pruebas iniciales, acomodo de guías, cortadores, dedos en máquina para volver a
lograr las características finales que se quieren obtener del resorte. La colada en la
materia prima se denomina así por ser el lote de fabricación con el que se produce. Así
para dos lotes de material con igual número de colada significa que las propiedades
químicas serán iguales ya que, la tina o contenedor donde se fundió el acero, con el cual
fueron elaborados, corresponden a la misma mezcla de materiales utilizados en la
fundición. Según los reportes técnicos, se sabe que al cambiar la materia prima (tipo de
alambre) las propiedades de esta influyen significativamente en los resultados de los
resortes de compresión obtenidos. Esto de alguna manera es causal de que actualmente
un ajuste de la máquina tarde en realizarse de 2 a 8 horas, dependiendo del grado de
complejidad y de la habilidad del ajustador para realizar dicha labor. Derivado de esto,
surge la necesidad de contar con un mayor acervo técnico-instrumental que provea de
información sobre la relación materia prima-parámetro de ajuste, partiendo de las
propiedades de la materia prima recibida y correlacionar estas con el parámetro de ajuste
que está repercutiendo en el resorte, además de ubicar en que sección de la máquina se
presenta dicho anomalía, para que de esta manera se pueda optimizar el proceso
ahorrando literalmente, tiempo, dinero y esfuerzo en la puesta en marcha de la máquina.

24
1.4 Estado del Arte
En los cálculos de los muelles o comúnmente conocidos como resortes, intervienen
muchos factores involucrados con la resistencia y la elasticidad de los materiales. De
acuerdo a la Universidad de los Andes en su Catedra de Diseño Análisis de Cargas,
Fuerzas y Deformaciones, las expresiones obtenidas para los resortes helicoidales
cilíndricos de compresión, son aplicables al denominado cuerpo de los resortes de
tracción, exceptuando el hecho que en estos últimos se da margen para una tracción
inicial, en caso de existir. La tracción inicial puede regularse y varía de acuerdo a los tipos
de máquinas conformadoras de resortes, donde el intervalo del esfuerzo torsional debido
únicamente al pretensado recomendado, como resultado de la tracción inicial y nos da
una tabla en función del índice del resorte. Los intervalos de tracción inicial para resortes
de acero, además hace notar que si la carga de tracción inicial no supera el valor de la
tracción inicial inducida, las espiras del resorte no se separan. Una vez que se separen,
podrá aplicarse la Ley de Hooke y el esfuerzo cortante en el cuerpo del resorte se
determina la carga axial resultante (Escuela de Mecánica Universidad de Los Andes). En
la Figura 1.4 se presenta una ilustración sobre la compresión simple aplicada a un resorte
de compresión y en la Figura 1.5 una ilustración de tracción simple aplicada a un alambre
de acero. La “S” representa la fuerza aplicada al resorte a compresión, la letra “F”
Representa la fuerza o tracción aplicada al alambre de acero.
Figura 1.4. Compresión simple, aplicada a resorte de compresión (Useche, 2011).

25
Figura 1.5. Tracción simple, aplicada en alambre de acero (Useche, 2011).
En la Figura 1.6 se presentan los cuatro tipos de terminaciones más comúnmente
aplicadas en los resortes de compresión: (a) Simple; (b) Simple y rectificado; (c)
cuadrado; (d) Cuadrado y rectificado.
Figura 1.6. Resortes de compresión: Terminaciones (Ripoll, 2013).
Para cada uno de estos tipos de terminaciones conlleva ciertos parámetros a evaluar que
difieren entre una y otra forma. Algunas de dichas consideraciones se presentan en la
Tabla 1.4.
Tabla 1.4. Formulación para resortes de compresión con base al diseño que se muestra
en la figura 1.6 (Nisbett, 2008).
Nota: La abreviación de las referencias o términos pueden variar ligeramente
dependiendo de la bibliografía.
Tipo de extremo de resorte
Termino Simple Simple y
rectificado
Cuadrado o
cerrado
Cuadrado y
rectificado
Número de espiras en los
extremos, Ne
0 1 2 2
Número total de espiras, Nt Na Na+1 Na+2 Na+2
Longuitud libre, lf pNa+d p(Na+1) pNa+3d pNa+2d
Longuitud de bloque, lb d(Nt+1) dNt d(Nt+1) dNt
paso, p (lf-d)/Na lf/(Na+1) (lf-3d)/Na (lf-2d)/Na

26
La nomenclatura a la que se está refiriendo esta tabla se muestra a continuación:
Nt = Número de espiras o vueltas totales en el resorte.
Na= Número de espiras o vueltas activas en el resorte.
d= Diámetro del alambre
p= paso del resorte
lb= longitud de bloque del resorte (cuando las espiras están cerradas totalmente), también
conocida como ls.
lf= longitud libre del resorte, más comúnmente se denomina como “lo”.
Ne= Es el número de espiras en los extremos, su término es poco común, esta tabla lo
menciona.
En cuanto a la materia prima utilizada en el proceso que actualmente se maneja en la
empresa es el Acero Stainless Steel ASTM A228 o comúnmente conocido como alambre
piano, tal y como lo asevera Hayes; con mucho, el acero inoxidable (ASTM A313)
utilizado con mayor frecuencia para aplicaciones de resortes es el de grado austenítico
(es decir, tipo 302, 304 o 316) (Hayes, 2015). Sus propiedades mecánicas finales son
provenientes de su proceso de elaboración, en este caso, estirado en frio que, según
Kalpakjian y Schmid (Schmid, 2002) en el proceso de estirado o trefilado la sección
transversal de una barra o alambre redondos se reducen o cambian jalándolos a través
de un dado o matriz. Las variables principales del estirado son la reducción del área
transversal, ángulo del dado, fricción a lo largo de la interface dado-pieza y velocidad de
estirado, el ángulo obtenido dará la pauta en la calidad del producto obtenido. Algunos
defectos que por lo regular se obtienen en el proceso son ralladuras o marcas en la
superficie.
Esta materia prima se recibe junto con un informe donde especifica los componentes que
la conforman y los intervalos de concentración presentes en la materia prima, así como,
las propiedades de pruebas mecánicas principalmente la prueba de tensión. De acuerdo
a Castillo (Castillo, 2011) la prueba de tensión consiste en aplicar una probeta de sección
circular uniforme, una carga de tensión que se va incrementando gradualmente hasta que
ocurra la falla, dentro del rango de deformación elástica, existe una deformación directa
entre el esfuerzo y la deformación.

27
Como se puede observar, la fabricación de un resorte de compresión depende de varios
factores físicos, químicos y/o mecánicos; de aquí deriva la importancia de tener la mayor
información concerniente a la interrelación materia-prima-parámetro de ajuste, que nos
permita visualizar en un momento determinado el comportamiento de los mismos.
Las exigencias de la industria en cuanto a calidad, tiempo y dinero son cada vez más
grandes y estrictas. Por ello han surgido nuevas máquinas más sofisticadas y equipos de
medición que hagan estas tareas más sencillas para la industria del resorte, en cuanto a
la programación y el diseño, sin embargo aún con estos avances tecnológicos, se ha
descuidado la parte del ajuste de la máquina.
Como vemos se han estudiado en distintas maneras las propiedades físicas de los
llamados resortes, hay infinidad de investigaciones en cuanto a la ciencia mecánica y
física que compone un resorte en sí. En la Figura 1.7 se presenta un diagrama que
muestra el comportamiento de deformación de un cuerpo con respecto a la fuerza
aplicada con base a la Ley de Hook.
Figura 1.7. Diagrama que muestra Ley
de Hook. “La deformación que
experimenta un cuerpo es directamente
Proporcional al Esfuerzo producido”
(Ripoll, 2013).
También hay disponible una gran variedad de bibliografía referente a la resistencia de
diferentes materiales a las fracturas o daños que se pudieran presentar en un resorte de
compresión y hasta existen modelos para reducir variación en longitudes por las
vibraciones de máquina.

28
Aun así, es importante resaltar que en la bibliografía consultada hay poca información
concerniente al ajuste de la máquina que tenga por objetivo reducir tiempo, conocidas las
variables de entrada de materia prima y considerando que el proceso requiere eficientar
el inicio de un ajuste en la máquina. El proyecto que aquí se presenta busca lograr un
nivel de conocimiento en el ajuste de la máquina que permita la reducción de tiempo,
personal y por lo tanto dinero a la empresa.
1.5 Objetivos
1.5.1Objetivo General
Estudiar las variables que interviene en el proceso de elaboración de un resorte de
compresión en máquinas tipo FA-20S que permita optimizar la etapa de ajuste.
1.5.2 Objetivos Particulares
1. Evaluar las variables que intervienen en el proceso de elaboración de resortes de
compresión provenientes de la materia prima (alambre).
2. Mediante un diseño de experimentos correlacionar la tensión del alambre las
principales variables que interfieren en el proceso al momento de cambiar de
materia prima para ver si está relacionado directamente con el ajuste.
3. Optimizar el ajuste de la máquina, mediante información obtenida sobre variable-
máquina.
4. Desarrollar una plantilla de datos en donde se establezcan parámetros de entrada
en la puesta punto sabiendo las condiciones físicas de la materia prima a fin de
arrojar los parámetros que se deberán seguir en el ajuste.
1.6 Hipótesis
El ajuste de la máquina de enrollado de un resorte de compresión es afectada por las
características físicas de la materia prima de alimentación para la fabricación del resorte.

29
CAPITULO 2.
MARCO TEORICO

30
2.1 Definición de resorte
Se le conoce como resorte o muelle a un operador elástico capaz de almacenar energía
y desprenderse de ella sin sufrir deformación permanente cuando cesan las fuerzas o la
tensión a las que es sometido. Son fabricados con materiales muy diversos, tales como
acero al carbono, acero inoxidable, acero al cromo-silicio, cromo-vanadio, entre otros,
que presentan propiedades elásticas y con una gran diversidad de formas y dimensiones
(Ripoll, 2013).
Los resortes son unos de los elementos clásicos empleados en construcción y diseño y
sirven para la acumulación y transformación de energías, aprovechando las
características elásticas del material. Sin resortes, no importa qué diseño, ningún sistema
mecánico o mecatrónico funcionaría.
Los resortes tienen la doble misión de aportar una fuerza o un momento según la
geometría del resorte y almacenar energía. La energía se almacena en forma de
deformación elástica (esto es energía de deformación) causada por una compresión y se
recupera al liberarse la compresión. Los resortes deben tener la capacidad de soportar
grandes desplazamientos. Entre las aplicaciones más comunes de los resortes se
pueden hallar:
Absorción de golpes y vibraciones
Distribución y compensación de fuerzas
Retención de tensiones previas
Mantenimiento de posiciones determinadas (Ripoll, 2013)
2.2 Clasificación de los resortes
Existen diferentes tipos de resortes, cada uno de ellos con sus aplicaciones
determinadas. La clasificación puede realizarse desde diferentes parámetros:
i) Según la forma del resorte: helicoidal cilíndrico, helicoidal cónico, en espiral o
laminar.

31
ii) Según la forma de la sección transversal del hilo: circular, cuadrada, rectangular.
iii) Según el tipo de carga que soportan: de compresión, de tracción, de torsión, de
flexión. A continuación se expondrá una clasificación de los resortes en la industria
según el tipo de carga que soportan (Norm DIN, 1981).
2.2.1 Clasificación según la forma del resorte
a) Helicoidal cilíndrico: Para su elaboración se disponen de una gran cantidad de
materiales, el más utilizado es el acero. Las espiras suelen ser más gruesas que
los demás y se fabrican en caliente (ver Figura 2.1).
Figura 2.1 Resortes cilíndricos (Nave, 2015)
b) Helicoidal cónico: Estos tipos de resortes se caracterizan por poseer gran
rigidez, que crece a medida que la carga aumenta. Cuando esta desaparece,
vuelve a su punto inicial. Su uso no es muy frecuente (ver figura 2.2).

32
Figura 2.2 Resortes cónicos (Spring, 2015)
2.2.2. Clasificación según la sección transversal del alambre que forma el resorte
Puede ser circular (más común en todas las aplicaciones), cuadrado y rectangular (Figura
2.3).
Figura 2.3 Alambre circular, cuadrado y rectangular para la fabricación de resortes.
(Manual)

33
2.2.3 Clasificación de acuerdo a la carga que soportan los resortes
Los resortes se pueden clasificar de acuerdo a la carga que soportan en resortes de
compresión, torsión, tracción y flexión. A continuación se describen brevemente.
a) De compresión: Como su nombre lo indica, están construidos únicamente para
soportar cualquier presión. Los cilíndricos, cónicos, etc. Este trabajo está dirigido para los
resortes de compresión cilíndricos solamente.
b) De torsión: Su función es puntalmente la torsión o girado. Esto se debe a que contiene
propiedades muy elásticas, ya que puede almacenar energía mecánica cuando gira y
devolverla cuando termina el proceso. La fuerza que libera es directamente proporcional
a la cantidad de giros que se produce. No se incluye nada de ellos en este trabajo pero
como información de su existencia.
c) De tracción: Se caracterizan por utilizar solamente fuerza de tracción. En sus
extremos poseen dos ganchos que se ajustan y aferran al elemento en cuestión. Pueden
encontrarse diferentes modelos: alemán, inglés, catalán, giratorio, abierto, cerrado, etc.
Los ganchos que se encuentran en sus puntas permiten montar estos resortes en
cualquier lugar y de cualquier manera. No se incluye nada de ellos en este trabajo pero
como información de su existencia.
d) De flexión: se denomina resorte de flexión a un resorte de compresión formado por
otro tipo de arandelas o espirales más elásticas con otro montado pero que cumplen la
misma función. Se caracterizan por poseer un rasgo distintivo: si una de las arandelas
que lo compone se rompe no afecta el funcionamiento del resorte en sí, es decir, puede
seguir marchando de la misma manera que antes del altercado. No se incluye nada de
ellos en este trabajo pero como información de su existencia (Nisbett, 2008).
De estos tipos de resortes, para este trabajo en particular centraremos la atención en los
resortes de compresión de los cuales se describe más a detalle a continuación.

34
2.3 Resortes de Compresión
Los resortes de compresión están destinados a soportar esfuerzos de compresión y
choque. Esto les permite disminuir su volumen cuando se aumenta la presión ejercida
sobre ellos, convirtiéndose en los dispositivos de almacenamiento de energía disponible
más eficientes. Representan la configuración más común utilizada en el mercado actual.
Según la forma del resorte, uno como ingeniero se puede encontrar resortes de
compresión de diferentes formas: resortes helicoidales cilíndricos, helicoidal de
estampación, helicoidal cónico, helicoidal bicónico y arandelas elásticas como ya lo
vimos. (Ripoll, 2013)
2.3.1 Clasificación de los resortes de compresión
a) Resorte helicoidal cilíndrico de compresión. Este tipo de resorte es de uso general,
utilizándose en válvulas, engrasadores, amortiguadores, etc. Está formado por un hilo de
acero de sección redonda, cuadrada u ovalada (Figura 2.4), enrollado en forma de hélice
cilíndrica a la izquierda o a la derecha (Figura 2.5), y a su vez con paso uniforme o variable
(Figura 2.6). Los muelles helicoidales de sección redonda son los que presentan mejores
atributos debido a que soportan tensiones inferiores a los otros tipos de sección. Por otro
lado, los muelles helicoidales de sección cuadrada presentan una mayor tensión respecto
a los muelles de sección redonda. La duración de estos muelles es ligeramente inferior
debido a una distribución de las tensiones más desfavorable. Y por último, los muelles
helicoidales de sección ovalada presentan una mayor tensión respecto a los muelles de
sección redonda. La duración de estos muelles es ligeramente inferior debido a una
distribución de las tensiones más desfavorable. La diferencia entre un paso variable o
uniforme es que, en un resorte con paso uniforme la relación entre la fuerza ejercida y la
deformación es lineal (en teoría), mientras que con un paso variable esta relación no es
proporcional. Con esta variante se logra obtener una mayor fuerza para un determinado
desplazamiento comparado con otro resorte dimensionalmente igual pero de paso
constante. En aplicaciones especiales en que se necesita eliminar el efecto de
resonancia, esta es una solución de la misma. Para conseguir un buen apoyo y un
funcionamiento correcto, los extremos del resorte han de presentar superficies de apoyo

35
planas y perpendiculares a su eje; por este motivo, las dos espiras de los extremos
(espiras de apoyo) están más próximas entre sí (disminución del paso) y rectificadas
cuando sea necesario. A su vez, las espiras de los extremos se pueden presentar
enrolladas con un diámetro más pequeño, para facilitar su montaje en cilindros con
ensanche lateral. En la Figura 2.4 se ilustra un resorte helicoidal de compresión con
alambre redondo, cuadrado y ovalado.
Figura 2.4 Resorte helicoidal de compresión con alambre redondo, cuadrado y ovalado
(Ripoll, 2013).
En la Figura 2.5 se presenta un esquema de un resorte helicoidal de compresión
enrollado a la derecha (a) y a la izquierda (b) y en la Figura 2.6 un resorte helicoidal de
compresión con paso uniforme y variable
Figura 2.5. Resorte helicoidal de compresión enrollado a la derecha (a) y a la izquierda
(b) (Ripoll, 2013).

36
Figura 2.6. Resorte helicoidal de compresión con paso uniforme y variable (Ripoll,
2013).
b) Resorte helicoidal de estampación. Los muelles para estampación, también
denominados resortes de matricería (Figura 2.7) están diseñados para soportar grandes
esfuerzos, ya sea para sostener un peso en una posición determinada pero con cierta
soltura que le permita un movimiento limitado, o bien para conservar una cierta distancia
entre dos objetos. Usualmente, como su nombre indica, se les utiliza en troqueles, es
decir, máquinas que ejercen presión sobre un objeto, generalmente para grabado,
impresión o hacer dobleces. En un troquel, el muelle o resorte es la parte que permite a
la plancha de presión regresar a su posición original. Al accionar la palanca que hace
descender la plancha, la fuerza actuante opera en sentido contrario al resorte, lo cual
también sirve para que el objeto troquelado no quede aplastado bajo el peso de la
plancha. Al liberar la presión, el resorte ayuda a la plancha a volver al punto de inicio.
Son de sección de hilo rectangular. Están fabricados según la norma ISO 10243 que
define, diámetro, longitud y fuerza. Igualmente esta misma norma también define cuatro
series de muelles que siendo de mismas dimensiones y por tanto intercambiables,
ofrecen valores de carga de menor a mayor. Estas cuatro series vienen identificadas por
colores, para simplificar su selección (Verde = ligero; azul = media; rojo = fuerte; amarillo
= extrafuerte).
Figura 2.7 Resorte helicoidal de estampación (Ripoll, 2013).

37
Cabe destacar que dentro de la familia de muelles de sección rectangular existe una
quinta serie superfuerte (marrón) que conservando las dimensiones de las otras cuatro
series, ofrece valores de carga hasta cuatro veces superiores a las de la serie más fuerte.
Dentro de los muelles para estampación o matricería existe también otra familia de cuatro
series bajo la misma filosofía, pero con la sección de hilo ovalada, que manteniendo las
dimensiones básicas ofrece alternativas en fuerzas y recorridos. Todos los muelles están
fabricados con hilo de aleación de acero (Cr-V/Cr-Si). Este tipo de hilo es especialmente
adecuado para resistir contra impactos y deformaciones. Además, debido a su calidad,
puede trabajar en condiciones de altas temperaturas hasta los 230ºC (Ripoll, 2013).
c) Resorte helicoidal cónico de compresión. El comportamiento de un resorte cónico
de compresión de paso constante no es proporcional. La fuerza desarrollada para un
determinado desplazamiento es mayor comparado con un resorte cilíndrico de diámetro
igual al medio entre el mayor y el menor, manteniendo invariables las demás
dimensiones. Por razones de espacio disponible o funcionamiento se requiera que frente
a una fuerza determinada, la longitud del resorte resultante sea reducido. El resorte
cónico brinda una solución a este problema. A dicha característica se le denomina
telescópica, ya que si se diseña adecuadamente la altura de bloqueo se minimiza al
diámetro del alambre. En aplicaciones especiales en que el ciclo de trabajo tiene una
frecuencia próxima a la frecuencia natural del resorte, este diseño brinda una solución al
problema de resonancia. Se puede distinguir entre dos tipos de resortes cónicos: de
sección circular y de sección rectangular o de llanta (Figura 2.8). Los resortes helicoidales
cónicos de sección rectangular también son conocidos como: muelles de tope o muelles
de voluta, muelle de tira, amortiguador cónico, Buffer Spring o Puffer Federn (Ripoll,
2013).
Figura 2.8 Resorte helicoidal cónico de sección circular (a) y de sección rectangular (b).
(Ripoll, 2013)

38
Como información general se incluyó información de los resortes helicoidales de
estampación y los cónicos, nuestro trabajo compete a la sección de resortes de
compresión cilíndricos.
2.4 Materiales usados en la fabricación de resortes
El fundamento del funcionamiento de los resortes se basa en la propiedad que tienen
algunos metales o aleaciones de éstos, entre ellos el acero, de poder sufrir importantes
deformaciones elásticas, es decir, alargamientos temporales mientras actúan ciertos
esfuerzos, que desaparecen luego, al cesar la causa que los origina. En cuanto a los
materiales que se utilizan para su fabricación, cabe destacar que tanto los aceros al
carbono como los aleados son ampliamente utilizados. Los aceros que se utilizan para
los resortes difieren de otros materiales utilizados en su construcción en (Gerez, Octubre
de 2014):
Pueden ser conformados en frío o en caliente dependiendo del tamaño del alambre y
de las propiedades deseadas.
Tienen mayores contenidos de carbono
Tienen mayores calidades superficiales
2.5 Propiedades mecánicas de los materiales
Muchos materiales, cuando prestan servicio, están sometidos a fuerzas o cargas,
ejemplos de ello son los revestimientos refractarios de los hornos, las aleaciones de
aluminio con las cuales se construyen las alas de los aviones, el acero de los ejes de los
automóviles o las vigas y pilares de los edificios o los resortes de comprensión. En tales
situaciones es necesario conocer las características del material y diseñar la pieza de tal
manera que cualquier deformación resultante no sea excesiva y no se produzca la rotura.
El comportamiento mecánico o las propiedades mecánicas de un material reflejan la
relación entre la fuerza aplicada y la respuesta del material (o sea, su deformación)
(Gerez, Octubre de 2014).
39
La mecánica de materiales estudia las deformaciones unitarias y desplazamiento de
estructuras y sus componentes debido a las cargas que actúan sobre ellas. Esta es
la razón por la que la mecánica de materiales es una disciplina básica, en muchos
campos de la ingeniería, entender el comportamiento mecánico es esencial para el
diseño seguro de todos los tipos de estructuras. El desarrollo histórico de dicho tema, ha
sido la mezcla de teoría y experimento, de personajes importantes como
Leonardo da Vinci (1452-1519), Galileo Galilei (1564-1642) y Leonard Euler (1707-
1783), llevaron a cabo experimentos para determinar la resistencia de alambres, barras
y vigas, desarrollaron la teoría matemática de las columnas y cálculo de la carga critica
en una columna, actualmente son la base del diseño y análisis de la mayoría de las
columnas. Algunas de las propiedades mecánicas más importantes son la resistencia, la
dureza, la ductilidad y la rigidez (Castro, 2013).
A continuación se describen brevemente:
a) Resistencia mecánica: la resistencia mecánica de un material es su capacidad de
resistir fuerzas o esfuerzos. Los tres esfuerzos básicos son: tensión, compresión y de
corte o cizallamiento.
b) Dureza: es la oposición que ofrecen los materiales a alteraciones como la penetración,
la abrasión, el rayado, la cortadura, las deformaciones permanentes, entre otras. Por
ejemplo: la madera puede rayarse con facilidad, esto significa que no tiene
mucha dureza, mientras que el vidrio es mucho más difícil de rayar.
c) Ductibilidad: Es la propiedad que presentan algunos materiales, para bajo la acción
de una fuerza, deformarse plásticamente de manera sostenible sin romperse, permitiendo
obtener alambre o hilos de dicho material. Los materiales no dúctiles se califican como
frágiles. En otros, términos, un material es dúctil cuando la relación entre el alargamiento
longitudinal producido por una atracción y la disminución de la sección transversal es muy
elevada (Gerez, Octubre de 2014).
d) Rígidez: El módulo de elasticidad de un material nos define la mayor o menor
capacidad de un material de deformarse bajo tensiones y puede ser interpretado como la
“Rígidez” del material, es decir, su resistencia a la deformación elástica, de tal modo que
cuanto mayor es el modulo más rígido es el material, o sea, menor es la deformación

40
elástica que se origina cuando se aplica una determinada tensión denominada por σ
(Castro, 2013).
2.6 Tipos de fuerzas
Cualquier fuerza externa que se aplique sobre un material causa deformación, la cual se
define como el cambio de longitud a lo largo de la línea de acción de la fuerza. A
continuación se describen e ilustran algunas de ellas brevemente:
a) Fuerzas de tensión o tracción: La fuerza aplicada intenta estirar el material a lo
largo de su línea de acción.
Figura 2.9 Fuerzas de tensión o tracción (Castro, 2013)
b) Fuerza de Flexión: Las fuerzas externas actúan sobre el cuerpo tratando de
“doblarlo”, alargando unas fibras internas y acortando otras.

41
Figura 2.10 Fuerzas de Flexión (Castro,
2013)
c) Fuerzas de compresión: la Fuerza aplicada intenta comprimir o acotar al material
a lo largo de su línea de acción.
Figura 2.11 Fuerzas de compresión (Castro, 2013)

42
d) Fuerza de Cizalladura o cortadura: Las fuerzas actúan en sentidos contrarios
sobre dos planos contiguos del cuerpo, tratando de producir el deslizamiento de
uno con respecto al otro.
Figura 2.12 Fuerzas de cortadura (Castro,
2013)
e) Fuerza en torsión: la fuerza externa aplicada intenta torcer al material. la fuerza
externa recibe el nombre de torque o momento de torsión.
Figura 2.13 Fuerza en torsión (Castro,
2013)
Para estudiar la reacción de los materiales a las fuerzas externas que se aplican, se
utiliza el concepto de esfuerzo.

43
2.7 Deformación
La deformación es el proceso por el cual una pieza, metálica o no metálica, sufre una
elongación por una fuerza aplicada en equilibrio estático o dinámico, es decir, la
aplicación de fuerzas paralelas con sentido contrario; este puede ser resultado, por
ejemplo de una fuerza y una reacción de apoyo, un momento par o la aplicación de dos
fuerzas de igual magnitud, dirección y sentido contrario (como es el caso de los ensayos
de tensión y compresión). (Castro, 2013)
.
Figura 5.1 Dispositivo para prueba de Tensión (Castro, 2013)
La deformación de cualquier pieza está relacionada con varias variables, como son el
área transversal a la aplicación de la fuerza (es decir, que la fuerza y el área formen un
ángulo de 90º), la longitud inicial de la pieza y el módulo de elasticidad (al cual nos
referiremos más adelante).
Luego tenemos una primera fórmula para hallar la deformación de un material (Castro,
2013):
𝜹 = 𝑷𝑳
𝑨𝑬 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟎𝟏

44
Donde:
P: Fuerza aplicada a la Pieza
L: Longitud Inicial de la Pieza
A: Área transversal a la aplicación de la fuerza
E: Modulo de Elasticidad del Material
Es importante resaltar que la relación (P/A), se mantiene constante, así ocurran cambios
en las longitudes iniciales de una pieza A y una pieza B, con longitudes L1 y L2, mientras
se mantenga la relación (P/A) y el material no cambie (ejemplo, un acero de bajo
carbono).
Definimos la deformación unitaria como:
𝜺 = 𝜹
𝑳 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟎𝟐
ξ: es la deformación unitaria
δ: es la deformación total
Y el esfuerzo axial, como la relación de fuerza sobre área transversal:
𝝈 = 𝑷
𝑨 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟎𝟑
Tendremos, al reemplazar en la ecuación inicial, la ley de Hooke:
𝝈 = 𝑬 ∗ 𝜺 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟎𝟒
Llamada así en honor del matemático inglés Robert Hooke (1635-1703). La ley de Hooke
es de vital importancia en la ciencia e ingeniería de materiales, por tanto permite
relacionar en una sola ecuación solo dos variables (el esfuerzo aplicado y la deformación
unitaria) y de esta manera generalizar el cálculo de la deformación tanto para piezas de
enormes dimensiones como para simples probetas (Castro, 2013).

45
Sin embargo, cabe preguntarnos, ¿la ley de Hooke es aplicable para cualquier fuerza
aplicada, sin importar su valor? Evidentemente no; incluso para quienes
no están familiarizados con los conceptos de resistencia de materiales, se hace obvio
que los materiales ante la presencia de ciertas fuerzas se romperán o se generarán
deformaciones permanentes (Castro, 2013).
Cada material tiene unas propiedades mecánicas definidas (elasticidad, plasticidad,
maleabilidad, dureza, etc.), entre ellas la que nos atañe en un primer momento, es la
Resistencia Mecánica. La elaboración de un diagrama de esfuerzo-deformación unitaria
varia de un material a otro, (incluso se haría necesario incluir otras variables como la
temperatura y la velocidad de aplicación de la carga), sin embargo es posible distinguir
algunas características comunes entre los diagramas esfuerzo-deformación de distintos
grupos de materiales, y dividir los materiales en dos amplias categorías con base en
estas características. Habrá así materiales dúctiles y materiales frágiles.
Figura 2.15 Diagrama Esfuerzo-Deformación Unitaria (Castro, 2013).
Este diagrama generalizado, es un ejemplo de un material dúctil, es decir, que el material
fluye después de un cierto punto, llamado punto de fluencia. La ley de Hooke solo es
aplicable para la zona elástica, que es la zona que está antes del punto de fluencia, zona

46
donde el material tiene una relación de proporcionalidad del esfuerzo y la deformación
unitaria.
Podríamos pensar que la deformación es siempre un fenómeno negativo, indeseable por
tanto produce esfuerzos y tensiones internas en el material. La deformación de los
materiales produce mayores niveles de dureza y de resistencia mecánica, y es utilizado
en algunos aceros que no pueden ser templados por su bajo porcentaje de carbono. El
aumento de dureza por deformación en un metal se da fundamentalmente por el
desplazamiento de los átomos del metal sobre planos cristalográficos específicos
denominados planos de deslizamiento.
Figura 2.16 Diagrama Esfuerzo – Deformación unitaria nivel átomico(Castro, 2013)
Para entender a la perfección el comportamiento de la curva Esfuerzo-Deformación
unitaria, se debe tener claro los conceptos que hacen referencia a las propiedades
mecánicas de los materiales que describen como se comporta un material cuando se le
aplican fuerzas externas, y a las diferentes clases de estas mismas a las cuales pueden
ser sometidos.
2.7.1 Deformación Simple
Se refiere a los cambios en las dimensiones de un miembro estructural cuando se
encuentra sometido a cargas externas.

47
Estas deformaciones serán analizadas en elementos estructurales cargados axialmente,
por lo que entre las cargas a estudiar estarán las de tensión o compresión.
2.7.2 Deformación unitaria
Todo miembro sometido a cargas externas se deforma debido a la acción de fuerzas.
La deformación unitaria, se puede definir como la relación existente entre
la deformación total y la longitud inicial del elemento, la cual permitirá determinar
la deformación del elemento sometido a esfuerzos de tensión o compresión axial.
Por lo tanto la ecuación que define la deformación unitaria un material sometido a cargas
axiales está dada por:
𝜺 = 𝜹
𝑳 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟎𝟐
ξ: es la deformación unitaria
δ: es la deformación total
Figura 2.17 Deformación unitaria (Castro, 2013)
2.8 Esfuerzo
El esfuerzo es una magnitud física definida como la resistencia ofrecida por área unitaria
frente a una fuerza externa aplicada (su unidad de trabajo son los Pascales). En el estudio
de los materiales se busca analizar los efectos de estos esfuerzos sobre los diferentes
materiales, de esto se observa que dependiendo de la forma en la que es aplicada la

48
fuerza se tienen como resultado diferentes deformaciones y distribuciones de esfuerzos
a lo largo del mismo. Por esto, dependiendo de la forma de aplicación de la fuerza
sobre las superficies se realizaron diferenciaciones entre los esfuerzos producidos.
Algunos de ellos se describen a continuación:
a)Esfuerzo de Tensión o tracción: Las fuerzas internas de un elemento están ubicadas
dentro del material por lo que se distribuyen uniformemente en toda el área del mismo, al
aplicar sobre el dos fuerzas de igual magnitud, direcciones opuestas y totalmente
normales a su superficie se generan esfuerzos internos denotados con la letra σ
(sigma), estos esfuerzos producen que se separen entre si las distintas partículas que
componen la pieza, tendiendo a alargarla (deformaciones positivas) ya que como se
mencionó las fuerzas se encuentran en sentido opuesto, el esfuerzo interno σ generado
por estas características se llama esfuerzo de tracción. En la Figura 5.10 se presenta
ilustración con para este tipo de esfuerzo. (Castro, 2013)
Figura 2.18 Esfuerzo de Tensión (Castro, 2013)
b) Esfuerzo a compresión: es el esfuerzo resultante de las tensiones o presiones que
existe dentro de un sólido deformable, estas se caracteriza porque contrario a la
tracción tienden a provocar una reducción de volumen o acortamiento en determinada
dirección, las características de las fuerzas aplicadas en este caso son iguales a las que
generan el esfuerzo a tracción, pero las fuerzas invertidas ocasionan en este caso que el
material quede comprimido (deformación negativa), también es el esfuerzo que resiste el

49
acortamiento de una fuerza de compresión. En la Figura 2.19 se presenta un esquema
para este esfuerzo.
Figura 2.19 Esfuerzo de Compresión (Castro, 2013)
c) Esfuerzo cortante o de cizalla: Este tipo de esfuerzo busca cortar el elemento,
actuando de forma tangencial al área de corte. Como se muestra en la Figura 2.20.
Figura 2.20 Esfuerzo Cortante (Castro, 2013)
El cizallado es la fuerza interna que desarrolla un cuerpo como respuesta a una fuerza
cortante, esta es tangencial a la superficie sobre la que actúa, esta fuerza genera una
deformación lateral que se produce por un denominado esfuerzo de corte o esfuerzo
cortante (τ). Para explicar con más claridad se usara un cuerpo en forma de
paralelepípedo de base (S) y altura (h) (Castro, 2013).
50
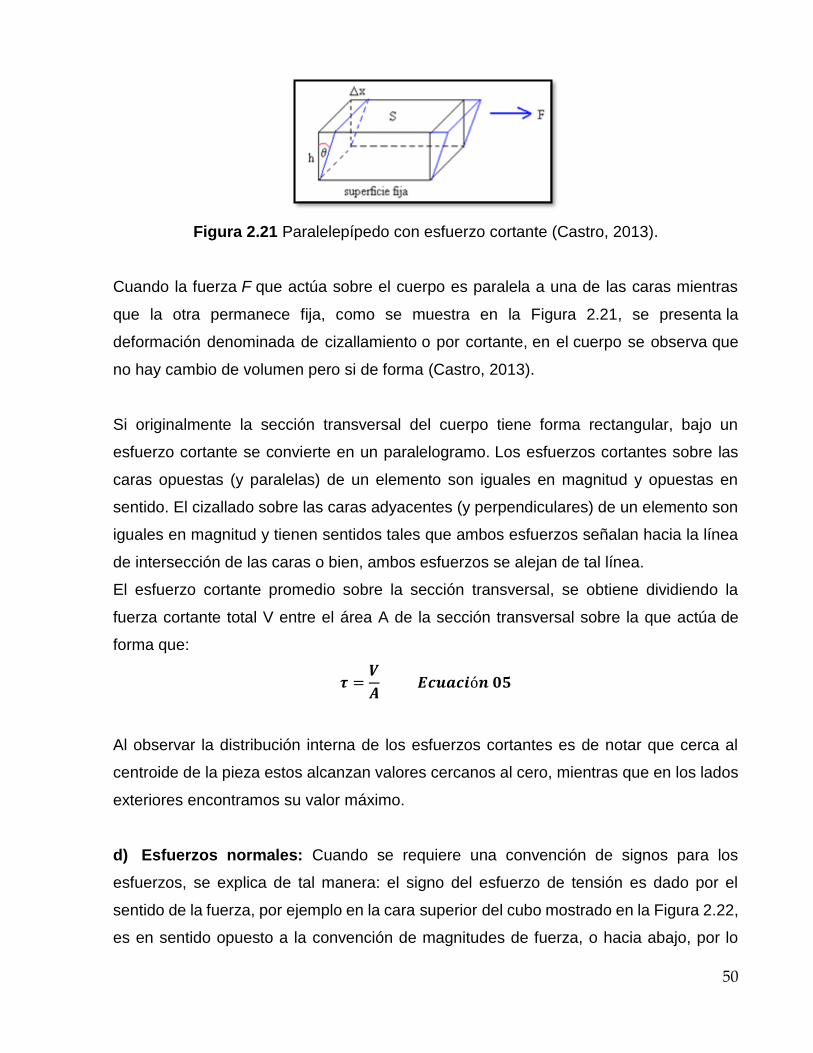
Figura 2.21 Paralelepípedo con esfuerzo cortante (Castro, 2013).
Cuando la fuerza F que actúa sobre el cuerpo es paralela a una de las caras mientras
que la otra permanece fija, como se muestra en la Figura 2.21, se presenta la
deformación denominada de cizallamiento o por cortante, en el cuerpo se observa que
no hay cambio de volumen pero si de forma (Castro, 2013).
Si originalmente la sección transversal del cuerpo tiene forma rectangular, bajo un
esfuerzo cortante se convierte en un paralelogramo. Los esfuerzos cortantes sobre las
caras opuestas (y paralelas) de un elemento son iguales en magnitud y opuestas en
sentido. El cizallado sobre las caras adyacentes (y perpendiculares) de un elemento son
iguales en magnitud y tienen sentidos tales que ambos esfuerzos señalan hacia la línea
de intersección de las caras o bien, ambos esfuerzos se alejan de tal línea.
El esfuerzo cortante promedio sobre la sección transversal, se obtiene dividiendo la
fuerza cortante total V entre el área A de la sección transversal sobre la que actúa de
forma que:
𝝉 =𝑽
𝑨 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟎𝟓
Al observar la distribución interna de los esfuerzos cortantes es de notar que cerca al
centroide de la pieza estos alcanzan valores cercanos al cero, mientras que en los lados
exteriores encontramos su valor máximo.
d) Esfuerzos normales: Cuando se requiere una convención de signos para los
esfuerzos, se explica de tal manera: el signo del esfuerzo de tensión es dado por el
sentido de la fuerza, por ejemplo en la cara superior del cubo mostrado en la Figura 2.22,
es en sentido opuesto a la convención de magnitudes de fuerza, o hacia abajo, por lo

51
tanto el esfuerzo es negativo (-), con la fuerza aplicada en este sentido se dice que se
obtiene un esfuerzo de compresión. Si la fuerza estuviera representada en sentido
opuesto, es decir, hacia arriba el esfuerzo sería positivo (+), si la fuerza es aplicada en
este sentido se dice que genera un esfuerzo de tracción (Castro, 2013).
Figura 2.22 Esfuerzo de tracción (+) (Castro, 2013).
Debido a que los esfuerzos actúan en una dirección perpendicular a la superficie cortada,
se llaman esfuerzos normales. Estos se calculan mediante la ecuación:
𝝈 =𝑷
𝑨 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟎𝟔
Donde:
P: Fuerza axial;
A: Área de la sección transversal.
Esta ecuación da como resultado la intensidad del esfuerzo y sólo es válida si el
esfuerzo está uniformemente distribuido sobre la sección transversal y es normal a la
superficie. Esta condición se cumple si la fuerza axial P actúa a través del centroide del
área donde se encuentra aplicada la fuerza.
52
2.9 Relación de Poisson
Cuando una barra esbelta homogénea se carga axialmente, el esfuerzo y la deformación
unitaria resultantes deben satisfacer la Ley de Hooke, siempre y cuando la
carga aplicada a este no exceda el límite elástico del material. Asumiendo que la carga
P está dirigida a lo largo del eje de simetría, se tiene al material generando un esfuerzo
normal y sabiendo que el esfuerzo normal es la relación de la Fuerza aplicada entre el
área de la sección transversal del objeto. Y por la ley de Hooke obtenemos que la
deformación es la relación del Esfuerzo Normal con respecto al módulo de elasticidad
(Castro, 2013).
𝑫𝒆𝒇𝒐𝒓𝒎𝒂𝒄𝒊ó𝒏 = 𝑬𝒔𝒇𝒖𝒆𝒓𝒛𝒐 𝒏𝒐𝒓𝒎𝒂𝒍
𝑴𝒐𝒅𝒖𝒍𝒐 𝒅𝒆 𝒆𝒍𝒂𝒔𝒕𝒊𝒄𝒊𝒅𝒂𝒅 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟎𝟕
Considerando ambos materiales homogéneos e isotrópicos, es decir que sus
propiedades mecánicas son independientes tanto de la posición como la dirección, ha de
asumirse que el valor de la deformación unitaria debe tener el mismo valor para cualquier
dirección transversal en la cual sea calculada.
Teniendo esto claro, la relación de Poisson o Coeficiente de Poisson (llamado así en
honor al matemático francés Simeón Denis Poisson (1781-1840)) es una constante
elástica importante para un material denotado con la letra μ; esta relación elástica hace
referencia al estrechamiento o engrosamiento de las caras paralelas de un material que
se encuentra sometido a fuerzas normales y referencia la capacidad de un material para
soportar deformaciones transversales, este se calcula con la ecuación:
𝝁 = 𝑫𝒆𝒇𝒐𝒓𝒎𝒂𝒄𝒊ó𝒏 𝒖𝒏𝒊𝒕𝒂𝒓𝒊𝒂 𝒍𝒂𝒕𝒆𝒓𝒂𝒍
𝑫𝒆𝒇𝒐𝒓𝒎𝒂𝒄𝒊ó𝒏 𝒖𝒏𝒊𝒕𝒂𝒓𝒊𝒂 𝒂𝒙𝒊𝒂𝒍 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟎𝟖
El valor de μ para los diferentes materiales existentes oscila entre 0 ≤ µ ≤ 0,5 (Castro,
2013).

53
2.10 Módulo de Young
El módulo de elasticidad de Young es un parámetro que caracteriza el comportamiento
de diferentes materiales elásticos frente a una fuerza aplicada, este módulo está ligado
directamente a la composición química del material y es considerado una propiedad más
del mismo y se determina experimentalmente.
Este es usado principalmente para determinar de forma experimental las deformaciones
que sufre cada material al estar sometido a diferentes cargas que se encuentren dentro
de las que soporta en su rango elástico ( su valor es diferente al límite elástico de cada
uno de los materiales así dependa de este). Este es un módulo de elasticidad longitudinal
mientras el coeficiente de Poisson antes nombrado es de elasticidad transversal. (Trujillo,
2007)
Su relación con el módulo de elasticidad es mediante una ecuación que también involucra
el módulo de cortante y es:
𝑴ó𝒅𝒖𝒍𝒐 𝒅𝒆 𝒆𝒍𝒂𝒔𝒕𝒊𝒄𝒊𝒅𝒂𝒅 =𝑬
𝟐𝑮− 𝟏 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟎𝟗
Dónde: E es el módulo de Young y G el de cortante.
Para ciertos materiales existe un esfuerzo unitario más allá del cual, el material no
recupera sus dimensiones originales al suprimir la carga. A este esfuerzo unitario se le
conoce como Límite Elástico (Trujillo, 2007).
2.11 Diagrama de Esfuerzo-Deformación Unitaria
Este Diagrama es muy importante en la Ingeniería ya que proporciona los medios para
obtener datos sobre la resistencia a Tensión o Compresión de un material sin considerar
el tamaño o forma geométrica del material.

54
Es la curva resultante graficada con los valores del esfuerzo y la correspondiente
deformación unitaria en el espécimen calculado a partir de los datos de un ensayo de
tensión o de compresión.
Figura 2.23 Diagrama de deformación unitaria (R., 1993)
a) Límite de proporcionalidad: Se observa que va desde el origen hasta el punto
llamado límite de proporcionalidad, es un segmento de recta rectilíneo, de donde se
deduce la tan conocida relación de proporcionalidad entre la tensión y la deformación
enunciada en el año 1678 por Robert Hooke. Cabe resaltar que, más allá la deformación
deja de ser proporcional a la tensión.
b) Límite de elasticidad o límite elástico: Es la tensión más allá del cual el material no
recupera totalmente su forma original al ser descargado, sino que queda con una
deformación residual llamada deformación permanente.
55
c) Punto de fluencia: Es aquel donde en el aparece un considerable alargamiento o
fluencia del material sin el correspondiente aumento de carga que, incluso, puede
disminuir mientras dura la fluencia. Sin embargo, el fenómeno de la fluencia es
característico del acero al carbono, mientras que hay otros tipos de aceros, aleaciones y
otros metales y materiales diversos, en los que no manifiesta.
d) Esfuerzo máximo: Indica la máxima Resistencia que nos presenta el material ya
estando en deformación plástica.
e) Esfuerzo de Rotura: Esfuerzo generado por el material estudiado, durante la rotura.
2.12 Diagrama Convencional de Esfuerzo y Deformación Unitaria
Es la curva resultante graficada con los valores de esfuerzos como ordenadas y las
correspondientes deformaciones unitarias como abscisas en el espécimen calculado a
partir de los datos de un ensayo de tensión o de compresión.
Nunca serán exactamente iguales dos diagramas esfuerzo-deformación unitaria para un
material particular, ya que los resultados dependen entre otras variables de la
composición del material, de la manera en que este fabricado, de la velocidad de carga
y de la temperatura durante la prueba.
Dependiendo de la cantidad de deformación unitaria inducida en el material, podemos
identificar cuatro maneras diferentes en que el material se comporta. En la Figura 2.24
se describe gráficamente cada uno de estos comportamientos.
i) Comportamiento elástico
ii) Fluencia
iii) Endurecimiento por deformación
iv) Formación del cuello o estricción

56
Figura 2.24 Diagrama esfuerzo-Deformación unitaria convencional y real, para un
material dúctil (acero). (R., 1993)
De estos comportamientos es de interés particular para los resortes de compresión, el
comportamiento elástico para lo cual se debe considerar lo siguiente:
1) El límite elástico (o límite de elasticidad), el cual se considera como la tensión
máxima que un material elástico puede soportar sin sufrir deformaciones
permanentes. Si se aplican tensiones superiores a este límite, el material
experimenta deformaciones permanentes y no recupera su forma original al retirar
las cargas. En general, un material sometido a tensiones inferiores a su límite de
elasticidad es deformado temporalmente de acuerdo con la ley de Hooke y
2) El límite proporcional, es el límite superior del esfuerzo. La Ley de Hooke es válida
cuando el esfuerzo unitario en el material es menor que el esfuerzo en el límite de
proporcionalidad. El límite elástico es la tensión admisible a partir de la cual se
entra en la superficie de fluencia del material.

57
2.13 Calculo de “Rate” o la constante de elasticidad “k” en resortes de compresión
El Rate o también señalado y nombrado en este trabajo como constante de elasticidad
“k”, la cual provee de información respecto a si el resorte (o muelle) se estira o se
comprime a una pequeña distancia “x” respecto de su estado de equilibrio (no
deformado). La fuerza que se ejerce es proporcional a x.
F=k·x Ecuación 10
La constante de proporcionalidad k se
denomina constante de elasticidad del
resorte.
Esta expresión de la fuerza se conoce
como ley de Hooke.
Figura 2.25 Proporcionalidad
(SC.EHU, 2016)
Para obtener el valor de esta constante de elasticidad (k), es necesario medir la
deformación (x) aplicando diferentes valores de fuerza (F) para obtener una serie de
valores experimentales los cuales se graficarán como se muestra en la Figura 2.26.

58
En un sistema de ejes:
Fuerza F (en N) en el eje vertical,
Deformación x (en m) en el eje horizontal
Se representan los datos "experimentales" y la
recta F=k·x. La pendiente de la recta nos
proporciona la medida de la constante
elástica k del muelle en N/m.
Figura 2.26 Sistema de ejes (R., 1993)
Basándose en la Ley de la elasticidad de Hooke, se obtiene la constante elástica del
resorte (k). Esta constante se define como la variación de la carga por unidad de deflexión
y viene expresada mediante la siguiente ecuación:
𝒌 =∆𝑭
∆𝜹 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟏
La Figura 2.27 muestra la gráfica de la constante elástica del resorte. Una característica
de un resorte de espiras helicoidales es que es idealmente lineal. En la práctica es casi
lineal, pero no en cada extremo de la curva fuerza – deflexión. La fuerza del resorte no
se puede reproducir para deflexiones muy pequeñas, y cerca de la fuerza de cierre (Fs)
comienza el comportamiento no lineal a medida que el número de espiras activas
disminuye y éstas empiezan a hacer contacto entre sí.
Figura 2.27. Constante elástica del
resorte (Escuela de Mecánica
Universidad de Los Andes)

59
Aun cuando la carga sobre el resorte es a compresión, el alambre del resorte está a
torsión y cortante directo, ya que la carga en cualquiera de las espiras tiene tendencia a
torcerlo en relación al eje. Para obtener el desplazamiento asociado a un resorte
helicoidal de compresión se recurre al Teorema de Castigliano, utilizando los aportes
energéticos debidos a la torsión y al cortante, y se obtiene la energía de deformación en
un resorte de compresión como: (Gerez, Octubre de 2014)
Se tiene que:
Sustituyendo en la ecuación
Usando el teorema de Castigliano, se conoce que la deflexión es la derivada de la energía
de deformación respecto a la fuerza (Ripoll, 2013)
Pero el término dentro del paréntesis es aproximadamente 1 cuando se escoge un índice
de resorte elevado (C<12) por lo que la ecuación que describe la deflexión del resorte se
puede aproximar a la siguiente ecuación (Ripoll, 2013):

60
Con esta expresión se puede obtener el valor de la constante elástica del resorte:
𝒌 =𝑭
𝜹=
𝑮𝒅𝟒
𝟖𝑫𝟑𝑵𝒂 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟐
Donde:
k= Constante o rate del resorte
d= calibre del alambre del resorte
D= diámetro exterior del resorte
Na= número de espiras activas del resorte
La constante elástica “k” en un resorte helicoidal estándar es lineal en la mayor parte de
su rango de operación. ¿Porque es importante conocer el valor de la constante “k” o
Rate?, porque partiendo de eso hay dos fórmulas muy sencillas en el cálculo de resortes
que nos dicen que teniendo el valor de “K” y las longitudes a las que se necesita tener
cierta fuerza, se puede conocer el valor de las fuerzas mediante la siguiente fórmula:
𝑭𝟏 = 𝒌(𝑳𝒐 − 𝑳𝟏) 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟑
𝑭𝟐 = 𝒌(𝑳𝒐 − 𝑳𝟐) 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟒
𝑭𝒏 = 𝒌(𝑳𝒐 − 𝑳𝒏) 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟓
Donde:
F1, F2, Fn = Fuerza 1 y Fuerza 2 ó Fuerza “N”
L1, L2, Ln = Longitud 1 y Longitud 2 ó Longitud “N” donde necesitas conocer la fuerza
k=constante de elasticidad o valor del Rate
Más sin embargo, para poder obtener el valor de k es necesario conocer los valores
correspondientes al diámetro de alambre, diámetro de resorte y número de espiras
activas (Na) obteniendo un valor para rate (k) en función del esfuerzo cortante (G).

61
2.14 Calculo del esfuerzo cortante (G).
Ya vimos en la teoría adjunta de resistencia de materiales que este valor de esfuerzo
cortante se relaciona con el valor del módulo de Young y con el coeficiente de Poisson,
el cual puede ser calculado aplicando la siguiente formula (Gerez, Octubre de 2014):
𝑮 =𝑬
(𝟐 ∗ 𝟏 + 𝒗) 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟔
Donde:
G= Esfuerzo cortante
E= Módulo de Young
v= Coeficiente de Poisson
2.15 Máquinas de Fabricación de Resortes
La tecnología en lo que a maquinaria de resortes se refiere, es un campo muy cerrado,
es decir, no hay mucha disponibilidad de información ni en internet o bibliografía en libros,
aunque el tipo de industria es conocido y competido, las diferencias en las características
de los productores lo conocen como el “secreto” de cada una de las marcas, nos
basaremos en los dos tipos de maquinaria con los que cuenta la empresa Baumann.
2.15.1 Máquinas Mecánicas
Las maquinas mecánicas, son equipos de fabricación de resortes de compresión que
trabajan por medio de engranes a través de ciclos de 360° y giran en un solo sentido,
toda la herramienta se debe coordinar de tal forma que cada una de ellas entre una sola
vez durante ese ciclo de 360°, lo que se le conoce como sincronización de levas. En las
Figuras 2.28 y 2.29 se presenta la imagen de una máquina mecánica de la empresa así
como la imagen por separado de su controlador.

62
Figura 2.28 Imagen de una maquina mecánica en la empresa FA-20S
Figura 2.29 Imagen de un controlador de una maquina mecánica FA-20S en la
empresa
2.15.2 Máquinas tipo CNC
Para este tipo de máquinas, los motores trabajan de forma infinita, es decir, cada
herramienta tiene un servo motor y cada una de ellas puede entrar y salir las veces que
sean necesarias, los motores para sus movimientos son independientes, lo que da la
ventaja a comparación de las maquinas mecánicas en que la forma de ajustar resulta
más sencilla para el personal ya que no debe ser experto en coordinar las herramientas
en un solo ciclo. En las Figuras 2.30 y 2.31 vemos la imagen de una máquina CNC de la
empresa así como la imagen por separado de su controlador.

63
Figura 2.30 Imagen de una máquina CNC en la empresa
Figura 2.31 Imagen de un controlador de una máquina CNC en la empresa
La mayoría de las máquinas con las que cuenta la empresa son de la compañía
BAMATEC, el grupo Baumann adquirió esta compañía desde 1997 y desde ese entonces
la tecnología que desarrollan es sólo para el grupo Baumann. Al igual que ellos, otras
compañías como Wafios, Mec, Wire Forming, Shinko, Simplez Rapid, que se dedican a
fabricación de maquinaria del mismo rubro, son igual de celosas con la información que
comparten en sus páginas y demás informes y especificaciones (Bamatec, s.f.).

64
2.16 Diseño Experimental
El diseño experimental es una estructura de investigación donde al menos se manipula
una variable y las unidades son asignadas aleatoriamente a los distintos niveles o
categorías de la variable o variables manipuladas.
2.16.4 Modelo de variación y constancia
a) Variación sistemática de la variable independiente
b) Control y neutralización de las variables extrañas
2.16.5 Variables de un diseño experimental
Tipo Acción
V. Independiente Manipulación
V. Dependiente Medición
V. Extraña Control
2.16.6 Papel de las variables en el contexto experimental
Variable Papel
V. Independiente Causa
V. Dependiente Efecto
V. Extraña Confusión
La manipulación experimental de una variable independiente se refiere, en una situación
simple, a la aplicación de un valor dado de una variable a un grupo de individuos y un
valor diferente de la misma variable a un segundo grupo de individuos.
La variable dependiente es conocida, también, por variable de medida, de respuesta o
de resultado. Es aquel aspecto de comportamiento sobre el que esperamos observar el
efecto de la variación sistemática de la variable independiente.

65
2.16.4 Control experimental: El control consiste en eliminar o bien neutralizar cualquier
fuente de variación extraña capaz de confundir la acción de la variable de tratamiento
para una buena Planificación del diseño experimental. Dentro de ésta se contemplan los
siguientes acciones:
1. Formulación de la hipótesis.
2. Selección de la variable independiente y dependiente adecuada.
3. Control de las variables extrañas.
4. Manipulación de la/s variable/s independiente/s y registro de la variable dependiente
o de medida.
5. Análisis estadístico de los datos.
6. Inferencia de la relación entre la variable independiente y la dependiente.
2.17 Diseño Estadístico, Corrida de diseño de Experimentos 2k
2.17.1 Generalidades
Los diseños factoriales 2k son una clase especial de los diseños factoriales en los que se
tienen k factores de interés a dos niveles cada uno. Son especialmente útiles en las
etapas iniciales de la investigación para determinar, de un gran número de factores
candidatos, cuales son los que realmente influyen sobre la variable respuesta. Se llaman
diseños factoriales 2k porque se quiere investigar la forma como influyen k factores sobre
una variable respuesta y en cada factor se consideran dos niveles solamente. La réplica
completa de un diseño de este tipo requiere 2 x 2 x… x 2 = 2k observaciones y recibe el
nombre de diseño factorial 2k. El diseño 2k son muy útiles en las primeras etapas del
trabajo experimental, cuando se investiguen muchos factores pero, probablemente todos
ellos no influyen realmente sobre la variable respuesta. Esto diseño proporciona el
número más pequeño de corridas para estudiar simultáneamente k factores en un diseño
factorial completo. Dado que sólo existen dos niveles para cada factor, es necesario
suponer que la respuesta es aproximadamente lineal sobre el rango de los niveles
seleccionados para el factor. Así, este tipo de diseño experimental es la forma más

66
económica de estudiar el efecto combinado de k factores. Los niveles de cada factor
pueden ser cualitativos o cuantitativos y se denotan como Alto y Bajo o más (+) y menos
(-). A continuación se enumeran algunas de las razones por las cuales se estudian los
diseños factoriales 2k por separado:
• Es la forma más económica y barata de estudiar el efecto de k factores de interés sobre
una variable respuesta.
• Existen procedimientos especiales que simplifican los cálculos matemáticos en los
diseños 2k
• Los diseños 2k se pueden fraccionar. Esta característica permite correr solo una fracción
(la mitad, la cuarta parte, etc.) del diseño completo y responder algunas inquietudes del
fenómeno que se estudia.
• Constituyen la base de otros diseños más complejos que se verán más adelante en el
curso.
• El modelo de regresión lineal para un diseño 2k es muy fácil de obtener a partir del
ANOVA. Esto se verá detalladamente más adelante.
2.17.2 Definiciones y diseño 22
Es el tipo más sencillo de diseño experimental 2k. En este diseño se tienen dos factores
A y B, cada uno con dos niveles. Lo usual es considerar estos niveles como los niveles
bajo y alto del factor. El diseño 22 se suele representar por un cuadrado como el que se
ilustra en la Figura 2.32 (UNAD, 2015).
Figura 2.32. Representación geométrica del diseño 22.

67
A esta representación se le conoce como representación geométrica del diseño 22. En
esta representación, cada vértice del cuadrado corresponde a una combinación diferente
de tratamientos (niveles) en el diseño factorial. En la Figura 2.32 se aprecia una notación
especial para etiquetar las combinaciones de tratamiento en el diseño 22. Esta notación
de letras minúsculas se utiliza, en general, para todos los diseños 2k y se conoce como
notación de Yates. Si una letra está presente, el factor correspondiente se corre con el
nivel alto en dicha combinación de tratamiento; si está ausente, el factor se corre con su
nivel bajo. Por ejemplo, la combinación de tratamiento a indica que el factor A está en el
nivel alto, y el factor B en el nivel bajo. La combinación de tratamiento donde ambos
factores tienen el nivel bajo está representado por (1). Esta notación se emplea en todas
las series de diseños 2k. Por ejemplo, la combinación de tratamiento en un diseño 24 con
A y C en el nivel alto, y B y D en el nivel bajo, se denota por ac. Los efectos de interés en
el diseño 22 son los efectos principales A y B, y la interacción entre los dos factores AB.
Si suponemos que las letras (1), a, b y ab representan los totales de todas las n
observaciones tomadas en los puntos de diseño, es sencillo estimar los efectos de estos
factores. Para estimar el efecto principal de A, se promedian las observaciones del lado
derecho del cuadrado de la Figura 2.32, donde A (1) a b ab Bajo (-) Bajo (-) Alto (+) Alto
(+) tiene el nivel alto, y se resta de éste el promedio de las observaciones que están en
el lado izquierdo del cuadrado, donde A tiene el nivel bajo, o
Ecuación 17 (UNAD, 2015)
De igual forma, el efecto principal de B se obtiene al promediar las observaciones de la
parte superior del cuadrado, donde B tiene el nivel alto, y se resta de éste el promedio de
las observaciones que están en la parte inferior del cuadrado, donde B tiene el nivel bajo:
Ecuación 18 (UNAD, 2015)
Finalmente, la interacción AB se estima tomando la diferencia en los promedios de la
diagonal de la Figura 2.32, o

68
Ecuación 19 (UNAD, 2015)
Debido a que la cantidad dentro de corchetes cuadrados en las ecuaciones 17 y 18
aparece con frecuencia en los diseños 22, resulta conveniente hacer las siguientes
definiciones:
Ecuación 20, 21, 22
La manera práctica de calcular los contrastes de cualquier efecto (principal o de
interacción) es a partir de la tabla de signos. Esta tabla, para el diseño 22 se muestra a
continuación:
Tabla 2.1. Tabla de signos para el diseño 22 y notación de Yates
Observe que la tabla de signos (Tabla 2.1) que la interacción AB se obtiene multiplicando
la columna con los signos de A por la columna con los signos de B y, el resultado son los
signos del contraste AB [ver ecuación (22). Para generar un contraste a partir de esta
tabla, se multiplican los signos de la columna apropiada de la Tabla 2.1 por las
combinaciones de tratamientos que aparecen en la columna de notación de Yates, y
luego se suma. Por ejemplo, contraste AB = [(1)] + [-a] + [-b] = ab + (1) – a – b. Los
contrastes se emplean en el cálculo de las estimaciones de los efectos y en las sumas
de cuadrados de A, B y la interacción AB. Las fórmulas para las sumas de cuadrados son
(UNAD, 2015):

69
Ecuación 23, 24, 25
Para los diseños 22, tal vez no se ve muy útil la tabla de signos. Sin embargo, en la medida
que aumenta la cantidad de factores en el diseño 2k, la utilidad de la tabla de signos se
hace más evidente. El Análisis de Varianza para el diseño 22 se completa con la suma
de cuadrados totales:
Ecuación 26
Y la suma de cuadrados de los errores que se obtiene por diferencia:
Ecuación 27
El ANOVA completo para el diseño 22 se muestra en la Tabla 2.2 a continuación:

70
Tabla 2.2 Tabla ANOVA para un diseño factorial 22 (UNAD, 2015).
2.18 Análisis de regresión y coeficiente de correlación
El objeto de un análisis de regresión es investigar la relación estadística que existe entre
una variable dependiente (Y) y una o más variables independientes (X1, X2…Xn etc.) Para
poder realizar esta investigación, se debe postular una relación funcional entre las
variables. Debido a su simplicidad analítica, la forma funcional que más se utiliza en la
práctica es la relación lineal. Cuando solo existe una variable independiente, esto se
reduce a una línea recta:
Ecuación 28
Donde los coeficientes b0 y b1 son parámetros que definen la posición e inclinación de la
recta. El parámetro b0, conocido como la “ordenada en el origen,” nos indica cuánto es Y
cuando X=0. El parámetro b1, conocido como la “pendiente,” nos indica cuánto
aumenta Y por cada aumento de una unidad en X. Nuestro problema consiste en obtener
estimaciones de estos coeficientes a partir de una muestra de observaciones sobre las

71
variables Y y X. En el análisis de regresión, estas estimaciones se obtienen por medio
del método de mínimos cuadrados (Gutiérrez-Pulido, 2005).
Por otro lado, también se usa el gráfico que se denomina diagrama de “dispersión”: en el
que se aprecia la relación matemáticamente entre las variables. Si entre estas variables
existiera una relación lineal perfecta, entonces todos los puntos caerían a lo largo de
la recta de regresión, que también ha sido trazada y que muestra la relación “promedio”
que existe entre las dos variables. En la práctica, se observa que la mayoría de los puntos
no caen directamente sobre la recta, sino que están “dispersos” en torno a ella. Esta
dispersión representa la variación en Y que no puede atribuirse a la variación en X.
Derivado de esta rama de la estadística se obtiene una pregunta importante en el análisis
de regresión y es la siguiente: ¿Qué porcentaje de la variación total en Y se debe a la
variación en X? En otras palabras, ¿cuál es la proporción de la variación total en Y que
puede ser “explicada” por la variación en X? El estadístico que mide esta proporción o
porcentaje se denomina coeficiente de determinación:
Ecuación 29
Los valores que se pueden tomar van de 0 a 1, siendo en 0 o cercano a cero una relación
nula o casi inexistente entre las variables y cercano a 1 la relación que existe entre la
variable dependiente e independiente será más fuerte (Gutiérrez-Pulido, 2005).

72
CAPITULO 3.
REVISIÓN DE
BITACORAS

73
3.1 Introducción
Como primera etapa del desarrollo del proyecto se planteó hacer un estudio para ver si
existe alguna relación directa entre los valores obtenidos como parámetros de proceso
en el resorte y los valores mostrados como especificación del material incluidos como se
comentó en un inicio en el certificado de las pruebas hechas al material por un laboratorio
certificado.
Los parámetros de proceso para este producto se definen como los valores iniciales para
ciertas características medibles (fuerza, longitud, diámetros) en el resorte de acuerdo al
ajuste realizado en ese momento, es decir, si se realiza un ajuste el personal a cargo de
dicho ajuste debe indicar en un formato de hoja especial (como el presentado en la Figura
3.1) cuales son los valores indicados para usar durante toda la corrida y quien esté a
cargo de correr la producción, pueda observar claramente dentro de cuales parámetros
es conveniente estar operando en cada fase del producto a trabajar.
Figura 3.1. Ejemplo de formato de hoja para anotación de los parámetros de proceso a
considerar en cada corrida para elaboración del producto.

74
Para cada proceso se tiene un recuadro con las mismas columnas (dimensión, equipo de
medición, valores para 5 piezas, rango o razón de cambio y promedio). Esta hoja se tiene
que llenar cada que haya una nueva orden o corrida de producción a realizar o cada que
la materia prima es de diferente colada o lote de fabricación de la materia prima que la
que se estaba usando, es decir, se argumenta que las características o dimensiones
finales del resorte cambiaran.
Para realizar este análisis comparativo de dimensiones entre diferentes materias primas
de un mismo resorte, se tomó un comparativo reportado en bitácoras de la empresa
correspondiente a dos años de producción (2013-2014) para el número de parte definido
como 600020 aplicable a un resorte de compresión tipo barrilito (descrito así por su
geometría) de alto volumen, para el cual existe una notoria cantidad de registros a la
fecha, así como de material usado en su fabricación, coadyuvando de esta manera en el
análisis de información de reportada en bitácoras o en certificados expedidos por el
proveedor de la materia prima y su posterior elaboración en una máquina mecánica tipo
FA-20S, la cual entre sus características de diseño tienen la capacidad para fabricar
resortes de calibre de alambre hasta 2 milímetros, siendo el resorte tipo 600020 de este
estudio de 1.7mm de diámetro de alambre por lo que es completamente factible realizar
las pruebas posteriores que se requieran en dicha máquina.
Con base a la evaluación de la información reportada previamente y que permite
visualizar las características del resorte 600020 encontramos que éste tiene aplicación
en el TMC (Tandem Master Cylinder) del automóvil o cilindro maestro con funciones
específicas en el sistema de frenado, como se muestra en la Figura 3.2. El resorte se
ubica a un costado del plunger o su función es hacer que este retorne a su posición
original cuando se suelta el pedal de frenado. Pasemos ahora a las características
específicas del resorte, a continuación de muestra se presenta un esquema de las
dimensiones geométricas que un resorte 600020 debe cumplir para estar conforme a
requerimiento de dibujo:

75
Figura 3.2. Dibujo del resorte 600020
En la Figura 3.3. Se muestran 10 características principales para resortes 600020 y la
interpretación de cada característica se determina como sigue:
1) e1, se refiere a la perpendicularidad máxima permitida entre la altura total del resorte y
la base del mismo, se permite hasta 3.689mm de inclinación.
2) e2, se refiere al paralelismo que existe entre ambas caras del resorte, 0.482 mm.
3) F1, cuando el resorte se encuentra a la longitud L1 de 48.45 mm, el resorte debe
cumplir una fuerza de 51 N como mínima y 57 N como máxima.
4) F2, cuando el resorte se encuentra a la longitud L2 de 29.75 mm, el resorte debe
cumplir una fuerza de 82.62 N como mínima y 105.14 N como máxima.
5) Di, indica que el diámetro interior en ambas puntas del resorte debe ser de 10.4 mm
como mínima y 10.7 mm como máxima.
6) De, Diámetro exterior en el cuerpo del resorte debe ser de 16.1 mm como mínima y
16.4 mm como máximo.
7) Lo, Longitud en posición libre, en este caso es aproximada ya que no tiene alguna
acotación mínima o máxima, el valor referencial es de 73.77 mm.
8) Spring ends lined and ground, es una característica visual en donde se indica que las
puntas del resorte deben estar cerradas y esmeriladas.
9) El número de vueltas activas (no. of active coils), en este caso el valor es referencial y
es de 12.6 vueltas.

76
10) Número de vueltas totales (Total number of coils), en este caso el valor es referencial
y es de 14.6 vueltas.
El proceso para un resorte con las características del mostrado y en particular para el
número de parte 600020 en términos generales se describe en el diagrama de flujo
presentado en la Figura 3.3.
Figura 3.3. Diagrama de flujo del proceso de elaboración de un resorte de compresión
tipo 600020.
Cada proceso tiene una finalidad específica y requerida para los resortes de compresión,
de maneta general, el diagrama de flujo explica los pasos o procesos a través de los

77
cuales se forma este artículo. La recepción de material como su nombre lo dice, es el
recibo de la materia prima a las instalaciones de la empresa, en este, se corrobora que
la descripción del material es la solicitada, se mide el calibre del material, se corteja
certificado de la materia prima contra los valores máximos y mínimos permitidos para
este tipo de alambre. En el caso del 600020 se trata de un acero conocido como “music
wire” bajo el estándar de la norma ASTM A228, la norma hace referencia a las
propiedades físicas y químicas que este de alambre debe tener, así como tolerancias en
diámetro y algunos otros requerimientos con sus mínimos y máximos permitidos.
Las características del alambre que nos interesan para este caso de estudio son los
valores arrojados para la tensión, que según la hipótesis es la que influye en el resultado
de valores medibles para el resorte y mediante el control de estos se busca la
optimización del ajuste. Para un alambre ASTM A228 con diámetro de 1.7 mm se toma
el más cercano anterior, ya que la tabla sólo muestra valores pares, en este caso los
valores máximos y mínimos permitidos en la tensión se muestran en la Tabla 3.1
señalados con color rojo:
Tabla 3.1. Requerimientos de tensión para un acero A228 de 1.7 mm

78
Por lo que para el resorte 600020 lo valores de tensión permitida cuando se recibe la
materia prima son correctos mientras se cumpla un mínimo de 2000 MPa y un máximo
de 2250 MPa (equivalente a N/mm2).
La colocación de la materia prima en el rollo consiste en instalar el carrete de material
sobre una devanadora ubicada en un costado de la máquina, la misma estará girando
para alimentar la máquina de alambre.
El proceso de ajuste, es el que a fines de esta investigación se optimizó, mediante el
cambio de posición de dedos y/o pernos entre otro herramental, que debido a la posición
dieron ciertas características medibles al resorte, como lo vimos en la Figura 3.3.
Proceso de revenido se define como un tratamiento térmico a un material con el fin de
variar su dureza y cambiar su resistencia mecánica. El propósito fundamental
es disminuir la gran fragilidad que tienen los aceros tras el tratamiento de temple. Baja
temperatura o eliminación de tensiones. Su finalidad fue reducir tensiones internas del
material. Procedimiento: Se selecciono el acero adecuado, en este caso se definió ASTM
A228 y la temperatura de calentamiento, de acuerdo a las tablas estándar este resorte
debe pasar por el horno a una temperatura de 260°C por 13 minutos mínimo, mantener
la temperatura constante, sacar la pieza del horno por medio de una banda automatizada
con la que cuenta cada horno, y por ultimo dejarla enfriar.
Después de esto las piezas entran al proceso de refrentado o rectificado en el cual por
medio de unas piedras de rectificar y un movimiento circular a gran velocidad tallan
ambos extremos del resorte dejando que las puntas en lugar de ser circulares por la
redondez del alambre, sean planas, permitiendo que el resorte pueda pararse
correctamente, este proceso también da los valores para e1 y e2.

79
Figura 3.4. Imagen de puntas de un resorte esmerilado.
El proceso de Granallado es el siguiente en el flujo para este resorte, este consiste en
introducir los resortes a una máquina granalladora que mediante polvo muy fino de
granalla (acero), hace un golpeteo sobre el cuerpo de resorte a una intensidad y tiempos
determinados; tiene 2 funciones principales, liberarlo de cualquier esfuerzo residual y con
esto reducir algún riesgo por fractura y el de eliminar las rebabas que pudieron haberse
provocado a causa del esmerilado.
Tenemos ahora el estabilizado, después de haber pasado por ese proceso tan agresivo
para el resorte, se pasa de nueva cuenta por un horno a una temperatura de 200°C por
10 minutos y con esto las moléculas que se encuentran en movimiento por el golpeteo
de la granalla sufrirán una relajación y tomaran una posición estable.
Para asegurar la limpieza del resorte, el siguiente proceso de desmagnetizado y vibrado
consisten en primero pasar por una desmagnetizadora que tiene como propósito quitar
el magnetismo residual que las piezas pudieran haber obtenido en los procesos
anteriores y permitir que si hay algún polvo de granalla adherido en las piezas se
desprenda. En el vibrado se pasa en una vibradora que sacudirá de manera muy fuerte
las piezas y hará que caigan en un depósito, con esto se asegura estén libres de alguna
contaminación, se pasan después en una banda dentro de una cabina que arrojara aceite
para protegerlos de la corrosión al ser un acero al carbón y por último es empacado en
contenedores de 1,000 piezas para almacenar y tenerlo disponible cuando el cliente lo
solicite.

80
3.2 Metodología
De acuerdo a lo anterior y la definición de los etapas del proceso que darán las
características finales al resorte, se tomó la información de dos años de producción de
este resorte, en donde se indica fecha, el lote de fabricación del resorte, el lote de la
materia prima, los valores de tensión que se reportan en el certificado, y los valores
arrojados para los parámetros de enrollado, revenido, esmerilado y granallado. A
continuación como resultados se presentan una tabla con los valores de las propiedades
del alambre contra los parámetros de proceso o valores registrados para dicho ajuste
separador por proceso, debajo de cada tabla se incluye un diagrama de dispersión para
cada característica, se pretende mostrar por medio de estas si existe alguna relación
entre la tensión con algunos de los valores medidos en dicho proceso, aunque el valor
principal a controlar en un resorte es la fuerza, para este análisis se incluirán también
características como Longitud Libre y diámetros, ya que podría encontrarse algún factor
de relación adicional al buscado.
3.3 Resultados
En la tabla 3.2 se presentan algunos parámetros obtenidos en la caracterización del
artículo 600020 como se mencionó anteriormente comparando los resultados de
diferentes corridas de producción con material ASTM A228 y diámetro de 1.7 mm en
diferentes Lotes de material y en diferentes fechas de septiembre de 2013 a marzo de
2015 para que fuera más representativo.

81
Tabla 3.2. Valores arrojados después del ajuste para el proceso de enrollado
Tabla 3.3 Valores arrojados después del ajuste para el proceso de Revenido

82
Tabla 3.4 Valores arrojados después del ajuste para el proceso de esmerilado.
Tabla 3.5 Valores arrojados después del ajuste para el proceso de granallado.
Como vemos en las tablas, existen lotes de producción diferentes que se hicieron con la
misma materia prima, tal es el ejemplo del Lote de producción 3005637 y 3005547 en los
que en ambos se uso el lote de material 9005469.
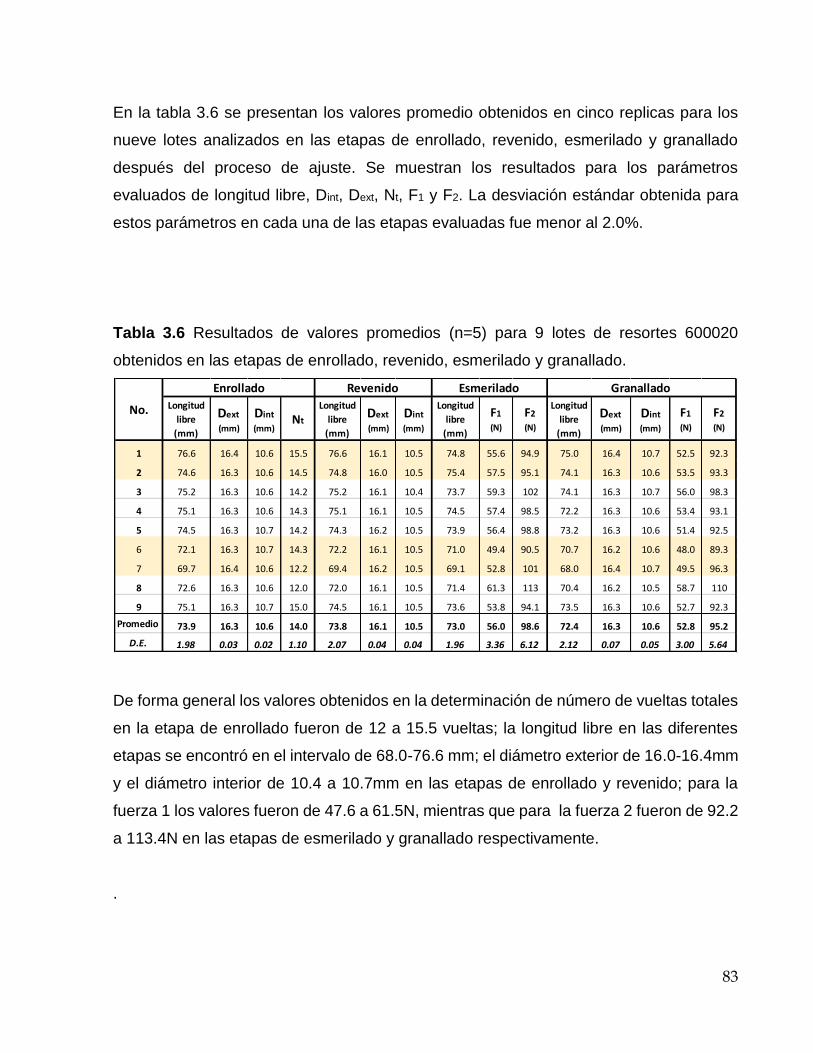
83
En la tabla 3.6 se presentan los valores promedio obtenidos en cinco replicas para los
nueve lotes analizados en las etapas de enrollado, revenido, esmerilado y granallado
después del proceso de ajuste. Se muestran los resultados para los parámetros
evaluados de longitud libre, Dint, Dext, Nt, F1 y F2. La desviación estándar obtenida para
estos parámetros en cada una de las etapas evaluadas fue menor al 2.0%.
Tabla 3.6 Resultados de valores promedios (n=5) para 9 lotes de resortes 600020
obtenidos en las etapas de enrollado, revenido, esmerilado y granallado.
De forma general los valores obtenidos en la determinación de número de vueltas totales
en la etapa de enrollado fueron de 12 a 15.5 vueltas; la longitud libre en las diferentes
etapas se encontró en el intervalo de 68.0-76.6 mm; el diámetro exterior de 16.0-16.4mm
y el diámetro interior de 10.4 a 10.7mm en las etapas de enrollado y revenido; para la
fuerza 1 los valores fueron de 47.6 a 61.5N, mientras que para la fuerza 2 fueron de 92.2
a 113.4N en las etapas de esmerilado y granallado respectivamente.
.
Longitud
libre
(mm)
Dext
(mm)
Dint
(mm)Nt
Longitud
libre
(mm)
Dext
(mm)
Dint
(mm)
Longitud
libre
(mm)
F1
(N)
F2
(N)
Longitud
libre
(mm)
Dext
(mm)
Dint
(mm)
F1
(N)
F2
(N)
1 76.6 16.4 10.6 15.5 76.6 16.1 10.5 74.8 55.6 94.9 75.0 16.4 10.7 52.5 92.3
2 74.6 16.3 10.6 14.5 74.8 16.0 10.5 75.4 57.5 95.1 74.1 16.3 10.6 53.5 93.3
3 75.2 16.3 10.6 14.2 75.2 16.1 10.4 73.7 59.3 102 74.1 16.3 10.7 56.0 98.3
4 75.1 16.3 10.6 14.3 75.1 16.1 10.5 74.5 57.4 98.5 72.2 16.3 10.6 53.4 93.1
5 74.5 16.3 10.7 14.2 74.3 16.2 10.5 73.9 56.4 98.8 73.2 16.3 10.6 51.4 92.5
6 72.1 16.3 10.7 14.3 72.2 16.1 10.5 71.0 49.4 90.5 70.7 16.2 10.6 48.0 89.3
7 69.7 16.4 10.6 12.2 69.4 16.2 10.5 69.1 52.8 101 68.0 16.4 10.7 49.5 96.3
8 72.6 16.3 10.6 12.0 72.0 16.1 10.5 71.4 61.3 113 70.4 16.2 10.5 58.7 110
9 75.1 16.3 10.7 15.0 74.5 16.1 10.5 73.6 53.8 94.1 73.5 16.3 10.6 52.7 92.3
Promedio 73.9 16.3 10.6 14.0 73.8 16.1 10.5 73.0 56.0 98.6 72.4 16.3 10.6 52.8 95.2
D.E. 1.98 0.03 0.02 1.10 2.07 0.04 0.04 1.96 3.36 6.12 2.12 0.07 0.05 3.00 5.64
Enrollado Revenido Esmerilado
No.
Granallado
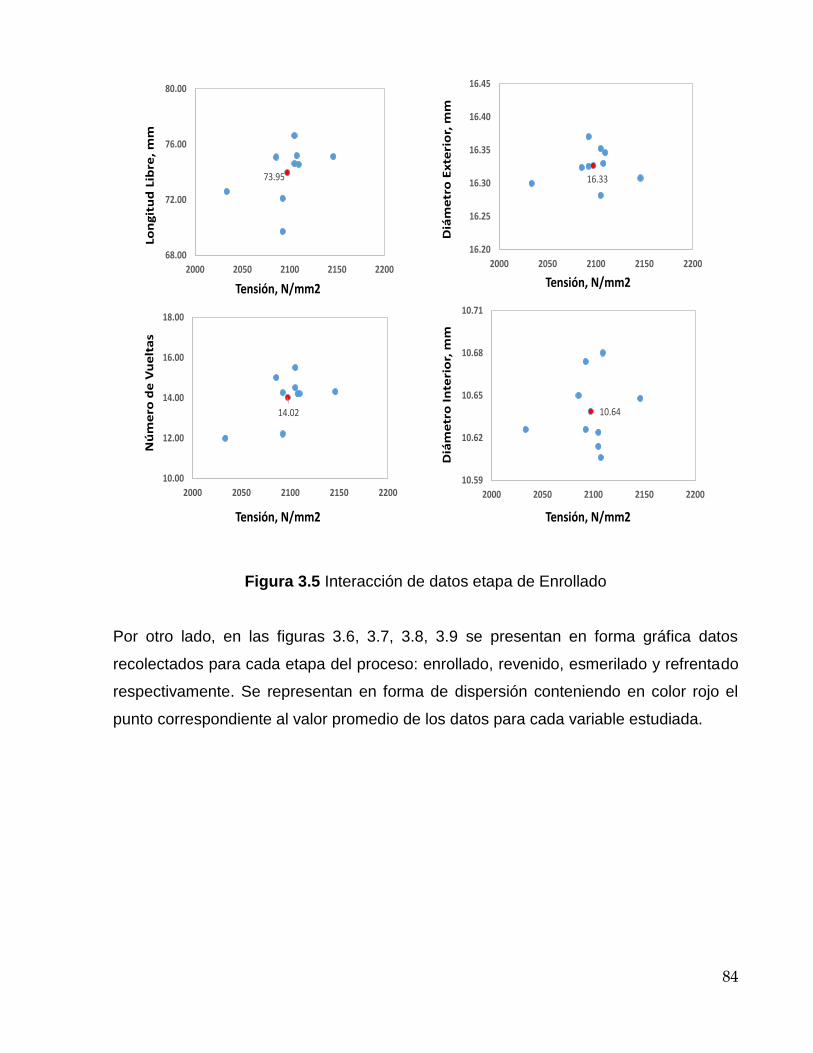
84
Figura 3.5 Interacción de datos etapa de Enrollado
Por otro lado, en las figuras 3.6, 3.7, 3.8, 3.9 se presentan en forma gráfica datos
recolectados para cada etapa del proceso: enrollado, revenido, esmerilado y refrentado
respectivamente. Se representan en forma de dispersión conteniendo en color rojo el
punto correspondiente al valor promedio de los datos para cada variable estudiada.
73.95
68.00
72.00
76.00
80.00
2000 2050 2100 2150 2200
16.33
16.20
16.25
16.30
16.35
16.40
16.45
2000 2050 2100 2150 2200
10.64
10.59
10.62
10.65
10.68
10.71
2000 2050 2100 2150 2200
Lon
git
ud
Lib
re,
mm
Diá
me
tro
Ex
teri
or,
mm
Diá
me
tro
In
teri
or,
mm
Tensión, N/mm2
14.02
10.00
12.00
14.00
16.00
18.00
2000 2050 2100 2150 2200
Nú
me
ro d
e V
ue
lta
s
Tensión, N/mm2 Tensión, N/mm2
Tensión, N/mm2

85
Figura 3.6 Interacción de datos etapa de Revenido
73.80
65.00
70.00
75.00
80.00
2000 2050 2100 2150 2200
16.12
16.00
16.06
16.12
16.18
16.24
2000 2050 2100 2150 2200
10.48
10.30
10.40
10.50
10.60
2000 2050 2100 2150 2200
Tensión, N/mm2
Tensión, N/mm2 Tensión, N/mm2
Lon
gitu
d L
ibre
, m
m
Diá
me
tro
Ext
eri
or,
mm
Diá
me
tro
In
teri
or,
mm

86
Figura 3.7 Interacción de datos etapa de Refrentado
73.0
65.0
70.0
75.0
80.0
2000 2050 2100 2150 2200
56.0
45.0
50.0
55.0
60.0
65.0
70.0
2000 2050 2100 2150 2200
98.6
80.0
90.0
100.0
110.0
120.0
2000 2050 2100 2150 2200
Lon
git
ud
Lib
re,
mm
Fu
erz
a 1
, N
Fu
erz
a 2
, N
Tensión, N/mm2 Tensión, N/mm2
Tensión, N/mm2

87
Figura 3.8 Interacción de datos etapa de Granallado
Por otro lado, en la tabla 3.7 se presentan algunos de los valores estadísticos obtenidos
a partir del analisis de la información recolectada en la revisión de bitacoras.
72.36
65.00
70.00
75.00
80.00
2000 2050 2100 2150 2200
16.28
16.00
16.10
16.20
16.30
16.40
16.50
2000 2050 2100 2150 2200
10.62
10.45
10.55
10.65
10.75
2000 2050 2100 2150 2200
52.84
45.00
50.00
55.00
60.00
65.00
2000 2050 2100 2150 2200
95.23
85.00
95.00
105.00
115.00
2000 2050 2100 2150 2200
Lon
git
ud
Lib
re,
mm
Diá
me
tro
Ex
teri
or,
mm
Diá
me
tro
In
teri
or,
mm
Fu
erz
a 1
, N
Fu
erz
a 2
, N
Tensión, N/mm2
Tensión, N/mm2
Tensión, N/mm2
Tensión, N/mm2
Tensión, N/mm2

88
Tabla 3.7 Información estadistica obtenida a partir de los datos recolectados en la revisión
de bitacoras para los procesos de enrollado, revenido, refrentado y granallado.
Lf
(mm)
Dext
(mm)
Dint
(mm)Nt
Lf
(mm)
Dext
(mm)
Dint
(mm)
Lf
(mm)
F1
(N)
F2
(N)
Lf
(mm)
Dext
(mm)
Dint
(mm)
F1
(N)
F2
(N)
Mínimo 2034.00 69.70 16.30 10.60 12.00 69.40 16.00 10.40 69.10 49.40 90.50 68.00 16.20 10.50 48.00 89.30
Máximo 2146.00 76.60 16.40 10.70 15.50 76.60 16.20 10.50 75.40 61.30 113.00 75.00 16.40 10.70 58.70 110.0
Promedio 2097.00 73.94 16.32 10.63 14.02 73.79 16.11 10.49 73.04 55.94 98.66 72.36 16.30 10.62 52.86 95.27
Desviación
estándar 29.58 2.10 0.04 0.05 1.17 2.19 0.06 0.03 2.08 3.57 6.49 2.26 0.07 0.07 3.20 6.09
Varianza 874.80 4.41 0.00 0.00 1.37 4.80 0.00 0.00 4.33 12.77 42.06 5.08 0.01 0.00 10.23 37.09
Error estándar 9.86 0.70 0.01 0.02 0.39 0.73 0.02 0.01 0.69 1.19 2.16 0.75 0.02 0.02 1.07 2.03
Simetria -0.74 -0.87 1.34 0.71 -0.82 -0.83 0.02 -2.48 -0.76 -0.36 1.10 -0.73 0.00 -0.21 0.31 1.72
Kurtos is 1.10 -0.14 -0.21 -1.50 -0.51 -0.20 -0.01 4.13 -0.66 -0.49 0.79 -0.54 -0.75 -0.62 -0.38 1.98
Granallado Tensión
N/mm2Estadística
Enrollado Revenido Refrentado
En ella se puede observar que es la tensión la que presenta la mayor variación en
términos de la desviación estandar (la cual nos da información sobre la precisión de los
resultados) con un valor de 29.58 con respecto a las otras variables estudiadas en cada
etapa del proceso. También se puede observar que es la longitud libre (Lf) el parametro
que ve más afectado por esta variación en la tensión con un desviación estandar de 2.08
a 2.26, seguida por el número de vueltas en el enrollado con un valor de 1.17; la F1 de
3.57 y 3.20 en el refrentado y granallado y por último la F2 de 6.49 y 6.09 en el refrentado
y granallado, respectivamente. Para los parametros del diámetro exterior e interior, se
puede observar que el impacto derivado por el cambio de tensión de material es mínimo
(<0.1)
El objetivo de la medida de la asimetría es, sin necesidad de dibujar la distribución de
frecuencias, estudiar la deformación horizontal de los valores de la variable respecto al
valor central de la media. Las medidas de forma pretenden estudiar la concentración de
la variable hacia uno de sus extremos puede haber asimetría izquierda o derecha
dependiendo del lado hacia donde se carga la curva.
Si el valor obtenido es mayor que 0, la distribución es asimétrica positiva o a la derecha.
Si el valor obtenido es igual que 0, la distribución es simétrica. Si el valor obtenido es
menor que 0, la distribución es asimétrica negativa o a la izquierda.
En el caso de la curtosis sirve para comparar la curva de una distribución con la curva de
la variable Normal, en función de la cantidad de valores extremos en la distribución.
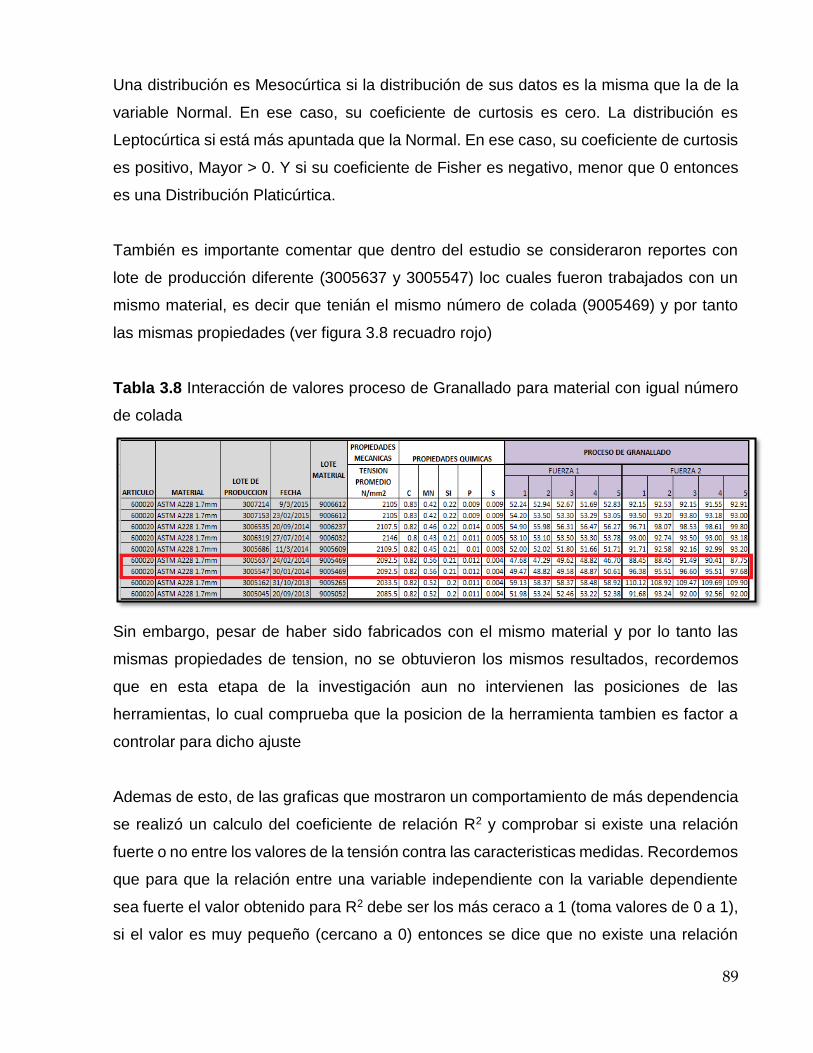
89
Una distribución es Mesocúrtica si la distribución de sus datos es la misma que la de la
variable Normal. En ese caso, su coeficiente de curtosis es cero. La distribución es
Leptocúrtica si está más apuntada que la Normal. En ese caso, su coeficiente de curtosis
es positivo, Mayor > 0. Y si su coeficiente de Fisher es negativo, menor que 0 entonces
es una Distribución Platicúrtica.
También es importante comentar que dentro del estudio se consideraron reportes con
lote de producción diferente (3005637 y 3005547) loc cuales fueron trabajados con un
mismo material, es decir que tenián el mismo número de colada (9005469) y por tanto
las mismas propiedades (ver figura 3.8 recuadro rojo)
Tabla 3.8 Interacción de valores proceso de Granallado para material con igual número
de colada
Sin embargo, pesar de haber sido fabricados con el mismo material y por lo tanto las
mismas propiedades de tension, no se obtuvieron los mismos resultados, recordemos
que en esta etapa de la investigación aun no intervienen las posiciones de las
herramientas, lo cual comprueba que la posicion de la herramienta tambien es factor a
controlar para dicho ajuste
Ademas de esto, de las graficas que mostraron un comportamiento de más dependencia
se realizó un calculo del coeficiente de relación R2 y comprobar si existe una relación
fuerte o no entre los valores de la tensión contra las caracteristicas medidas. Recordemos
que para que la relación entre una variable independiente con la variable dependiente
sea fuerte el valor obtenido para R2 debe ser los más ceraco a 1 (toma valores de 0 a 1),
si el valor es muy pequeño (cercano a 0) entonces se dice que no existe una relación

90
directa entre tales varibles. Los procesos seleccionados fueron en enrollado el no. de
vueltas y para el proceso de granallado los valores de la Fuerza 1 y Fuerza 2, los valores
para R2 se muestran a continuación:
Proceso de Enrollado- Número de vueltas
Valor obtenido como coeficiente de relación:
Proceso de Granallado- Fuerza 1
Valor obtenido como coeficiente de relación:
Proceso de Granallado- Fuerza 2
Valor obtenido como coeficiente de relación:
Los coeficientes de relación fueron de 0.32, 0.13 y 0.49 respectivamente, lo que nos
indica que no hay una relación significativa entre la tensión del material y los valores
arrojados cuando el resorte esta formado en diferentes partes del proceso. Esto nos
acerca más a la teoria de que involucrando la posición de herramienta y de acuerdo a la
tensión podremos predecir los valores arrojados o bien podremos definir la posicion de la
herramienta que se debe colocar para obtener los parametros en fuerza, diametros,
longitudes, según sea necesario.
3.4 Conclusiones del capitulo
Se puede observar que el parámetro de alguna forma más afectado por el cambio de
tensión del material de trabajo es la fuerza. Si bien es lo que originalmente se plantea en
un inicio, y como ya lo comentamos es la variable de respuesta que me da la pauta para
el trabajo ya que en un resorte de compresión es lo que el cliente requiere controlar.
La finalidad de este primer capítulo fue ver si con el historial de información que se tiene
se es capaz de ver si hay una relación directa entre los valores obtenidos por las fuerzas
en diferentes etapas del proceso con la tensión que tiene el material, aunque
Xi Yi Ŷi=Ḃ0+Ḃ1X Ei= Yi-Ŷi
NO. TENSION N Xi-X (Xi-X)^2 Yi (Xi-X) Ŷi Ei Yi-Y (Yi-Y)^2
1 2105 15.5 7.55555556 57.0864198 117.111111 14.1869226 1.313077387 1.48333333 2.20027778
2 2105 15.5 7.55555556 57.0864198 117.111111 14.1869226 1.313077387 1.48333333 2.20027778
3 2105 15.5 7.55555556 57.0864198 117.111111 14.1869226 1.313077387 1.48333333 2.20027778
4 2105 15.5 7.55555556 57.0864198 117.111111 14.1869226 1.313077387 1.48333333 2.20027778
5 2105 15.5 7.55555556 57.0864198 117.111111 14.1869226 1.313077387 1.48333333 2.20027778
6 2105 14.5 7.55555556 57.0864198 109.555556 14.1869226 0.313077387 0.48333333 0.23361111
7 2105 14.5 7.55555556 57.0864198 109.555556 14.1869226 0.313077387 0.48333333 0.23361111
8 2105 14.5 7.55555556 57.0864198 109.555556 14.1869226 0.313077387 0.48333333 0.23361111
9 2105 14.5 7.55555556 57.0864198 109.555556 14.1869226 0.313077387 0.48333333 0.23361111
10 2105 14.5 7.55555556 57.0864198 109.555556 14.1869226 0.313077387 0.48333333 0.23361111
11 2107.5 14.2 10.0555556 101.114198 142.788889 14.2432573 -0.043257301 0.18333333 0.03361111
12 2107.5 14.2 10.0555556 101.114198 142.788889 14.2432573 -0.043257301 0.18333333 0.03361111
13 2107.5 14.2 10.0555556 101.114198 142.788889 14.2432573 -0.043257301 0.18333333 0.03361111
14 2107.5 14.2 10.0555556 101.114198 142.788889 14.2432573 -0.043257301 0.18333333 0.03361111
15 2107.5 14.2 10.0555556 101.114198 142.788889 14.2432573 -0.043257301 0.18333333 0.03361111
16 2146 14.3 48.5555556 2357.64198 694.344444 15.1108115 -0.810811497 0.28333333 0.08027778
17 2146 14.3 48.5555556 2357.64198 694.344444 15.1108115 -0.810811497 0.28333333 0.08027778
18 2146 14.3 48.5555556 2357.64198 694.344444 15.1108115 -0.810811497 0.28333333 0.08027778
19 2146 14.3 48.5555556 2357.64198 694.344444 15.1108115 -0.810811497 0.28333333 0.08027778
20 2146 14.3 48.5555556 2357.64198 694.344444 15.1108115 -0.810811497 0.28333333 0.08027778
21 2109.5 14.2 12.0555556 145.33642 171.188889 14.2883251 -0.088325051 0.18333333 0.03361111
22 2109.5 14.2 12.0555556 145.33642 171.188889 14.2883251 -0.088325051 0.18333333 0.03361111
23 2109.5 14.2 12.0555556 145.33642 171.188889 14.2883251 -0.088325051 0.18333333 0.03361111
24 2109.5 14.2 12.0555556 145.33642 171.188889 14.2883251 -0.088325051 0.18333333 0.03361111
25 2109.5 14.2 12.0555556 145.33642 171.188889 14.2883251 -0.088325051 0.18333333 0.03361111
26 2092.5 14.25 -4.94444444 24.4475309 -70.4583333 13.9052492 0.344750828 0.23333333 0.05444444
27 2092.5 14.25 -4.94444444 24.4475309 -70.4583333 13.9052492 0.344750828 0.23333333 0.05444444
28 2092.5 14.25 -4.94444444 24.4475309 -70.4583333 13.9052492 0.344750828 0.23333333 0.05444444
29 2092.5 14.25 -4.94444444 24.4475309 -70.4583333 13.9052492 0.344750828 0.23333333 0.05444444
30 2092.5 14.25 -4.94444444 24.4475309 -70.4583333 13.9052492 0.344750828 0.23333333 0.05444444
31 2092.5 12.2 -4.94444444 24.4475309 -60.3222222 13.9052492 -1.705249172 -1.81666667 3.30027778
32 2092.5 12.2 -4.94444444 24.4475309 -60.3222222 13.9052492 -1.705249172 -1.81666667 3.30027778
33 2092.5 12.2 -4.94444444 24.4475309 -60.3222222 13.9052492 -1.705249172 -1.81666667 3.30027778
34 2092.5 12.2 -4.94444444 24.4475309 -60.3222222 13.9052492 -1.705249172 -1.81666667 3.30027778
35 2092.5 12.2 -4.94444444 24.4475309 -60.3222222 13.9052492 -1.705249172 -1.81666667 3.30027778
36 2033.5 12 -63.9444444 4088.89198 -767.333333 12.5757505 -0.575750534 -2.01666667 4.06694444
37 2033.5 12 -63.9444444 4088.89198 -767.333333 12.5757505 -0.575750534 -2.01666667 4.06694444
38 2033.5 12 -63.9444444 4088.89198 -767.333333 12.5757505 -0.575750534 -2.01666667 4.06694444
39 2033.5 12 -63.9444444 4088.89198 -767.333333 12.5757505 -0.575750534 -2.01666667 4.06694444
40 2033.5 12 -63.9444444 4088.89198 -767.333333 12.5757505 -0.575750534 -2.01666667 4.06694444
41 2085.5 15 -11.9444444 142.669753 -179.166667 13.747512 1.252487954 0.98333333 0.96694444
42 2085.5 15 -11.9444444 142.669753 -179.166667 13.747512 1.252487954 0.98333333 0.96694444
43 2085.5 15 -11.9444444 142.669753 -179.166667 13.747512 1.252487954 0.98333333 0.96694444
44 2085.5 15 -11.9444444 142.669753 -179.166667 13.747512 1.252487954 0.98333333 0.96694444
45 2085.5 15 -11.9444444 142.669753 -179.166667 13.747512 1.252487954 0.98333333 0.96694444
SUMATORIA 94385 630.8 4.5475E-12 34993.6111 788.541667 630.75 -7.10543E-14 1.1546E-13 54.85
PROMEDIO 2097.444 14.02 1.0105E-13 777.635802 17.5231481 14.0166667 -1.57898E-15 2.5658E-15 1.21888889
Ḃ0= -33.25 SST= 54.85 Se(Ḃ1)= 0.00496418
Ḃ1= 0.023 Ssres= 37.0811005
SXY= 788.5 R^2= 0.32395441
SXX= 34994 б^2= 0.86235117
Xi Yi Ŷi=Ḃ0+Ḃ1X Ei= Yi-Ŷi
NO. TENSION F1 Xi-X (Xi-X)^2 Yi (Xi-X) Ŷi Ei Yi-Y (Yi-Y)^2
1 2105 52.24 7.55555556 57.0864198 394.702222 52.5754673 -0.3354673 -0.64044444 0.41016909
2 2105 52.94 7.55555556 57.0864198 399.991111 52.5754673 0.3645327 0.05955556 0.00354686
3 2105 52.67 7.55555556 57.0864198 397.951111 52.5754673 0.0945327 -0.21044444 0.04428686
4 2105 51.69 7.55555556 57.0864198 390.546667 52.5754673 -0.8854673 -1.19044444 1.41715798
5 2105 52.83 7.55555556 57.0864198 399.16 52.5754673 0.2545327 -0.05044444 0.00254464
6 2105 54.2 7.55555556 57.0864198 409.511111 52.5754673 1.6245327 1.31955556 1.74122686
7 2105 53.5 7.55555556 57.0864198 404.222222 52.5754673 0.9245327 0.61955556 0.38384909
8 2105 53.3 7.55555556 57.0864198 402.711111 52.5754673 0.7245327 0.41955556 0.17602686
9 2105 53.29 7.55555556 57.0864198 402.635556 52.5754673 0.7145327 0.40955556 0.16773575
10 2105 53.05 7.55555556 57.0864198 400.822222 52.5754673 0.4745327 0.16955556 0.02874909
11 2107.5 54.9 10.0555556 101.114198 552.05 52.4745557 2.425444256 2.01955556 4.07860464
12 2107.5 55.98 10.0555556 101.114198 562.91 52.4745557 3.505444256 3.09955556 9.60724464
13 2107.5 56.31 10.0555556 101.114198 566.228333 52.4745557 3.835444256 3.42955556 11.7618513
14 2107.5 56.47 10.0555556 101.114198 567.837222 52.4745557 3.995444256 3.58955556 12.8849091
15 2107.5 56.27 10.0555556 101.114198 565.826111 52.4745557 3.795444256 3.38955556 11.4890869
16 2146 53.1 48.5555556 2357.64198 2578.3 50.9205178 2.179482207 0.21955556 0.04820464
17 2146 53.1 48.5555556 2357.64198 2578.3 50.9205178 2.179482207 0.21955556 0.04820464
18 2146 53.5 48.5555556 2357.64198 2597.72222 50.9205178 2.579482207 0.61955556 0.38384909
19 2146 53.3 48.5555556 2357.64198 2588.01111 50.9205178 2.379482207 0.41955556 0.17602686
20 2146 53.78 48.5555556 2357.64198 2611.31778 50.9205178 2.859482207 0.89955556 0.8092002
21 2109.5 52 12.0555556 145.33642 626.888889 52.3938265 -0.3938265 -0.88044444 0.77518242
22 2109.5 52.02 12.0555556 145.33642 627.13 52.3938265 -0.3738265 -0.86044444 0.74036464
23 2109.5 51.8 12.0555556 145.33642 624.477778 52.3938265 -0.5938265 -1.08044444 1.1673602
24 2109.5 51.66 12.0555556 145.33642 622.79 52.3938265 -0.7338265 -1.22044444 1.48948464
25 2109.5 51.71 12.0555556 145.33642 623.392778 52.3938265 -0.6838265 -1.17044444 1.3699402
26 2092.5 47.68 -4.94444444 24.4475309 -235.751111 53.0800251 -5.400025076 -5.20044444 27.0446224
27 2092.5 47.29 -4.94444444 24.4475309 -233.822778 53.0800251 -5.790025076 -5.59044444 31.2530691
28 2092.5 49.62 -4.94444444 24.4475309 -245.343333 53.0800251 -3.460025076 -3.26044444 10.630498
29 2092.5 48.82 -4.94444444 24.4475309 -241.387778 53.0800251 -4.260025076 -4.06044444 16.4872091
30 2092.5 46.7 -4.94444444 24.4475309 -230.905556 53.0800251 -6.380025076 -6.18044444 38.1978935
31 2092.5 49.47 -4.94444444 24.4475309 -244.601667 53.0800251 -3.610025076 -3.41044444 11.6311313
32 2092.5 48.82 -4.94444444 24.4475309 -241.387778 53.0800251 -4.260025076 -4.06044444 16.4872091
33 2092.5 49.58 -4.94444444 24.4475309 -245.145556 53.0800251 -3.500025076 -3.30044444 10.8929335
34 2092.5 48.87 -4.94444444 24.4475309 -241.635 53.0800251 -4.210025076 -4.01044444 16.0836646
35 2092.5 50.61 -4.94444444 24.4475309 -250.238333 53.0800251 -2.470025076 -2.27044444 5.15491798
36 2033.5 59.13 -63.9444444 4088.89198 -3781.035 55.4615378 3.668462219 6.24955556 39.0569446
37 2033.5 58.37 -63.9444444 4088.89198 -3732.43722 55.4615378 2.908462219 5.48955556 30.1352202
38 2033.5 58.37 -63.9444444 4088.89198 -3732.43722 55.4615378 2.908462219 5.48955556 30.1352202
39 2033.5 58.48 -63.9444444 4088.89198 -3739.47111 55.4615378 3.018462219 5.59955556 31.3550224
40 2033.5 58.92 -63.9444444 4088.89198 -3767.60667 55.4615378 3.458462219 6.03955556 36.4762313
41 2085.5 51.98 -11.9444444 142.669753 -620.872222 53.3625774 -1.382577431 -0.90044444 0.8108002
42 2085.5 53.24 -11.9444444 142.669753 -635.922222 53.3625774 -0.122577431 0.35955556 0.1292802
43 2085.5 52.46 -11.9444444 142.669753 -626.605556 53.3625774 -0.902577431 -0.42044444 0.17677353
44 2085.5 53.22 -11.9444444 142.669753 -635.683333 53.3625774 -0.142577431 0.33955556 0.11529798
45 2085.5 52.38 -11.9444444 142.669753 -625.65 53.3625774 -0.982577431 -0.50044444 0.25044464
SUMATORIA 94385 2380 4.5475E-12 34993.6111 -1412.50389 2379.62 8.02913E-13 6.9633E-13 413.709191
PROMEDIO 2097.444 52.88 1.0105E-13 777.635802 -31.3889753 52.8804444 1.78425E-14 1.5474E-14 9.19353758
Ḃ0= 137.5 SST= 413.709191 Se(Ḃ1)= 0.0153964
Ḃ1= -0.04 Ssres= 356.694005
SXY= -1413 R^2= 0.13781465
SXX= 34994 б^2= 8.29520943
Xi Yi Ŷi=Ḃ0+Ḃ1X Ei= Yi-Ŷi
NO. TENSION F2 Xi-X (Xi-X)^2 Yi (Xi-X) Ŷi Ei Yi-Y (Yi-Y)^2
1 2105 92.15 7.55555556 57.0864198 696.244444 94.1512832 -2.001283234 -3.08466667 9.51516844
2 2105 92.53 7.55555556 57.0864198 699.115556 94.1512832 -1.621283234 -2.70466667 7.31522178
3 2105 92.15 7.55555556 57.0864198 696.244444 94.1512832 -2.001283234 -3.08466667 9.51516844
4 2105 91.55 7.55555556 57.0864198 691.711111 94.1512832 -2.601283234 -3.68466667 13.5767684
5 2105 92.91 7.55555556 57.0864198 701.986667 94.1512832 -1.241283234 -2.32466667 5.40407511
6 2105 93.5 7.55555556 57.0864198 706.444444 94.1512832 -0.651283234 -1.73466667 3.00906844
7 2105 93.2 7.55555556 57.0864198 704.177778 94.1512832 -0.951283234 -2.03466667 4.13986844
8 2105 93.8 7.55555556 57.0864198 708.711111 94.1512832 -0.351283234 -1.43466667 2.05826844
9 2105 93.18 7.55555556 57.0864198 704.026667 94.1512832 -0.971283234 -2.05466667 4.22165511
10 2105 93 7.55555556 57.0864198 702.666667 94.1512832 -1.151283234 -2.23466667 4.99373511
11 2107.5 96.71 10.0555556 101.114198 972.472778 93.7928108 2.917189225 1.47533333 2.17660844
12 2107.5 98.07 10.0555556 101.114198 986.148333 93.7928108 4.277189225 2.83533333 8.03911511
13 2107.5 98.53 10.0555556 101.114198 990.773889 93.7928108 4.737189225 3.29533333 10.8592218
14 2107.5 98.61 10.0555556 101.114198 991.578333 93.7928108 4.817189225 3.37533333 11.3928751
15 2107.5 99.8 10.0555556 101.114198 1003.54444 93.7928108 6.007189225 4.56533333 20.8422684
16 2146 93 48.5555556 2357.64198 4515.66667 88.2723349 4.727665098 -2.23466667 4.99373511
17 2146 92.74 48.5555556 2357.64198 4503.04222 88.2723349 4.467665098 -2.49466667 6.22336178
18 2146 93.5 48.5555556 2357.64198 4539.94444 88.2723349 5.227665098 -1.73466667 3.00906844
19 2146 93 48.5555556 2357.64198 4515.66667 88.2723349 4.727665098 -2.23466667 4.99373511
20 2146 93.18 48.5555556 2357.64198 4524.40667 88.2723349 4.907665098 -2.05466667 4.22165511
21 2109.5 91.71 12.0555556 145.33642 1105.615 93.5060328 -1.796032808 -3.52466667 12.4232751
22 2109.5 92.58 12.0555556 145.33642 1116.10333 93.5060328 -0.926032808 -2.65466667 7.04725511
23 2109.5 92.16 12.0555556 145.33642 1111.04 93.5060328 -1.346032808 -3.07466667 9.45357511
24 2109.5 92.99 12.0555556 145.33642 1121.04611 93.5060328 -0.516032808 -2.24466667 5.03852844
25 2109.5 93.2 12.0555556 145.33642 1123.57778 93.5060328 -0.306032808 -2.03466667 4.13986844
26 2092.5 88.45 -4.94444444 24.4475309 -437.336111 95.9436455 -7.493645531 -6.78466667 46.0317018
27 2092.5 88.45 -4.94444444 24.4475309 -437.336111 95.9436455 -7.493645531 -6.78466667 46.0317018
28 2092.5 91.49 -4.94444444 24.4475309 -452.367222 95.9436455 -4.453645531 -3.74466667 14.0225284
29 2092.5 90.41 -4.94444444 24.4475309 -447.027222 95.9436455 -5.533645531 -4.82466667 23.2774084
30 2092.5 87.75 -4.94444444 24.4475309 -433.875 95.9436455 -8.193645531 -7.48466667 56.0202351
31 2092.5 96.38 -4.94444444 24.4475309 -476.545556 95.9436455 0.436354469 1.14533333 1.31178844
32 2092.5 95.51 -4.94444444 24.4475309 -472.243889 95.9436455 -0.433645531 0.27533333 0.07580844
33 2092.5 96.6 -4.94444444 24.4475309 -477.633333 95.9436455 0.656354469 1.36533333 1.86413511
34 2092.5 95.51 -4.94444444 24.4475309 -472.243889 95.9436455 -0.433645531 0.27533333 0.07580844
35 2092.5 97.68 -4.94444444 24.4475309 -482.973333 95.9436455 1.736354469 2.44533333 5.97965511
36 2033.5 110.1 -63.9444444 4088.89198 -7041.56222 104.403596 5.716404431 14.8853333 221.573148
37 2033.5 108.9 -63.9444444 4088.89198 -6964.82889 104.403596 4.516404431 13.6853333 187.288348
38 2033.5 109.5 -63.9444444 4088.89198 -6999.99833 104.403596 5.066404431 14.2353333 202.644715
39 2033.5 109.7 -63.9444444 4088.89198 -7014.06611 104.403596 5.286404431 14.4553333 208.956662
40 2033.5 109.9 -63.9444444 4088.89198 -7027.49444 104.403596 5.496404431 14.6653333 215.072002
41 2085.5 91.68 -11.9444444 142.669753 -1095.06667 96.9473684 -5.267368416 -3.55466667 12.6356551
42 2085.5 93.24 -11.9444444 142.669753 -1113.7 96.9473684 -3.707368416 -1.99466667 3.97869511
43 2085.5 92 -11.9444444 142.669753 -1098.88889 96.9473684 -4.947368416 -3.23466667 10.4630684
44 2085.5 92.56 -11.9444444 142.669753 -1105.57778 96.9473684 -4.387368416 -2.67466667 7.15384178
45 2085.5 92 -11.9444444 142.669753 -1098.88889 96.9473684 -4.947368416 -3.23466667 10.4630684
SUMATORIA 94385 4286 4.5475E-12 34993.6111 -5017.69833 4285.56 3.29692E-12 1.1653E-12 1453.52312
PROMEDIO 2097.444 95.23 1.0105E-13 777.635802 -111.504407 95.2346667 7.32649E-14 2.5895E-14 32.3005138
Ḃ0= 396 SST= 1453.52312 Se(Ḃ1)= 0.02208673
Ḃ1= -0.143 Ssres= 734.040455
SXY= -5018 R^2= 0.49499224
SXX= 34994 б^2= 17.0707083

91
estadísticamente hay datos interesantes se requiere ver directamente un ajuste en
maquina con diferentes tensiones para tener el control de la posición de herramienta ya
que en las corridas históricas no sabemos si la herramienta tuvo algo que ver o no con
los valores arrojados, de aquí se deriva la importancia del siguiente capítulo que dado a
la revisión de bitácoras se hará la primer corrida de experimentación en máquina.
92
CAPITULO 4.
PRUEBAS DE AJUSTE
CON DOS DIFERENTES
TENSIONES
4.1 Introducción

93
Es momento de comenzar con la parte de experimentación para evaluar los resultados
de las cargas de compresión de un resorte 600020 en nuestra máquina de pruebas Fa-
20S con dos materiales ASTM A228 que tienen diferentes valores de tensión.
El material usado pertenece a la clase ASTM A228 definido como “alambre de acero
calidad piano”, de acuerdo con la norma, en el apartado de tipo de materiales y
manufactura este A228. El acero puede ser hecho por cualquier fabricación de acero
proceso aceptado comercialmente. El acero puede ser lingote fundido o Reparto hebra.
La varilla que se utiliza en la fabricación de alambre proporcionada a esta especificación
deberá estar de acuerdo con la especificación A 510 o A 510M. (Especificación Estándar
de requerimientos Generales de alambre)(A510/A510M-13, 2013).
De acuerdo a la norma, el material debe cumplir ciertas características que lo hacen ser
un acero con calidad A228, se describen a continuación tres de las más representativas:
a. La composición química se deriva de un proceso muy importante para la
elaboración del acero como fue el proceso de fundición en donde se da a la fórmula
para este material los rangos requeridos a la mezcla para que el resultado se
ajuste a lo solicitado para esta norma. Estos requerimientos fueron descritos en la
Tabla 1.2 del Capítulo 1.
Tabla 4.1. Composición Química del acero ASTM A228 (acero al carbón) (ASTM A228).
Elemento Composición, %
Carbono (C) 0.7-10
Manganeso (Mn) 0.2-0.7
Silicón (especificado como Si) 0.1-0.3
Fosforo (P), máx 0.025
Azufre (S), máx 0.0309
Tensión (min-máx.) 2000-2250 MPa
Recordemos que el Acero es una aleación de hierro y carbono que contiene otros
elementos de aleación, los cuales le confieren propiedades mecánicas específicas para
su utilización en la industria metalmecánica. Aunque el Carbono es el elemento
94
básico a añadir al Hierro, los otros elementos, según su porcentaje, ofrecen
características específicas para determinadas aplicaciones. A continuación se describe
para que sirve cada uno de los elementos mostrados en la tabla:
Carbono (C): es el elemento de aleación más efectivo, eficiente y de bajo costo. En
aceros enfriados lentamente, el carbón forma carburo de hierro y cementita, la cual con
la ferrita forma a su vez la perlita. Cuando el acero se enfría más rápidamente, el acero
al carbón muestra endurecimiento superficial. El carbón es el elemento responsable de
dar la dureza y alta resistencia del acero.
Manganeso (Mn): es uno de los elementos fundamentales e indispensables, está
presente en casi todas las aleaciones de acero. El Manganeso es un formador de
austenita, y al combinarse con el azufre previene la formación de sulfuro de hierro en los
bordes del grano, altamente perjudicial durante el proceso de laminación.
El Manganeso se usa para desoxidar y aumentar su capacidad de endurecimiento.
Azufre (S): se considera como un elemento perjudicial en las aleaciones de acero, una
impureza. Sin embargo, en ocasiones se agrega hasta 0.25% de azufre para mejorar la
maquinabilidad. Los aceros altos en azufre son difíciles de soldar pueden causar
porosidad en las soldaduras.
Fósforo (P): se considera un elemento perjudicial en los aceros, casi una impureza, al
igual que el azufre, ya que reduce la ductilidad y la resistencia al impacto. Sin embargo,
en algunos tipos de aceros se agrega deliberadamente para aumentar su resistencia a la
tensión y mejorar la maquinabilidad.
b. Diámetro del alambre: El siguiente factor importante es el diámetro del alambre,
debe establecerse de igual manera dentro de una especificación en este caso muy
cerradas a fin de considerarse estándar, el producto que se seleccionó para este
estudio, por ser el que actualmente se labora en la empresa es diámetro de
alambre de 1.7 mm el cual tiene una tolerancia de ±0.013 mm (Tabla 4.2) por lo
que el valor mínimo es 1.687 y el máximo de 1.713 mm de diámetro.

95
Tabla 4.2. Variación permitida en diámetro del alambre (ASTM A228)
c. Tensión del material: Tenemos por último el valor de la tensión del material, la
cual se obtiene en el proceso de trefilado del alambre, recordemos que el trefilado
consiste en el estirado del alambre en frío, por pasos sucesivos a través de hileras,
dados o trefilas de carburo de tungsteno cuyo diámetro es paulatinamente menor.
Esta disminución de sección da al material una cierta acritud en beneficio de
sus características mecánicas.
Dependiendo de la longitud y el diámetro de las barras a trabajar, varían las reducciones
que se pueden llegar a obtener mediante este proceso. A las barras de hasta 15 mm de
diámetro o mayores, se les suele dar una ligera pasada para mejorar el acabado
superficial y las tolerancias dimensionales reduciendo su diámetro hasta 1,5 mm. En otros
tamaños más pequeños, se puede llegar a conseguir reducciones del 50%, y en otros
alambres de hasta el 90% en pasadas sucesivas, partiendo en un estado del material de
recocido y antes de que necesite un nuevo recocido con el fin de eliminar su acritud. Se
fabrican alambres de hasta 0,025 mm y menores, variando el número de hileras por los
que pasa el alambre y con varios recocidos de por medio.
La disminución de sección en cada paso es del orden de 20 a 25% lo que da un aumento
de resistencia entre 10 y 15 kg/mm2. Pero alcanzado cierto límite, variable en función del
tipo de acero, no es aconsejable continuar con el proceso de trefilado pues, a pesar que
la resistencia a tracción sigue aumentando, se pierden otras características como la
flexión.

96
Las ventajas que aporta el trefilado propias del conformado en frío son las siguientes:
buena calidad superficial, precisión dimensional, aumento de resistencia y dureza, y por
supuesto la posibilidad de producir secciones muy finas. En la Figura 4.1 se presenta un
esquema del proceso de trefilado.
Figura 4.1 Esquema del proceso de trefilado. (Martínez, 2008)
El material logra tener a través de este proceso un resultado en tensión que puede ir de
los 2000 a los 2250 Mpa de acuerdo a la Tabla 3.1 de rangos mostrada en la norma.
(ASTM A228)
4.2 Materiales
Se emplearon dos materiales (A y B) con diferente número de colada y por tanto con
diferentes propiedades químicas y físicas que cumplieran con las especificaciones
requeridas por la Norma ASTM 228 para un alambre de piano con 1.7mm de diámetro
(ver Tabla 4.2). En la tabla 4.3 se presenta la información en las propiedades de
composición química, diámetro y tensión para cada material empleado, obtenidas en el

97
certificado de calidad proporcionado por el proveedor (los certificados son presentados
en le anexo 1 y 2 respectivamente para cada material).
Tabla 4.3. Propiedades de los materiales A y B utilizados con respecto a las
especificaciones requeridas en la norma ASTM 228
Propiedades
Especificaciones
Requeridas ASTM 228
MATERIAL A con
Colada SF56360
MATERIAL B con
Colada SF60117
Denominación Alambre para muelles
Alambre acero ASTM
228 fosfatado
Alambre acero ASTM
228 fosfatado
No. de colada ----- SF56360 SF60117
Composición
química (%)
C: 0.700-1.000
Mn: 0.200-0.700
Si: 0.100-0.300
P: máx 0.025
S: máx 0.030
C: 0.810
Mn: 0.450
Si: 0.210
P: 0.011
S: 0.005
C: 0.820
Mn: 0.420
Si: 0.200
P: 0.012
S: 0.003
Diámetro (mm) 1.687-1.713 1.69200 1.69200
Tensión (N/mm2) 2000-2250 2100.0 2100.0
Para fines de nuestro estudio como lo vimos en nuestro planteamiento nos enfocaremos
en los valores de tensión, se descarta la afectación del diámetro del alambre al ser una
especificación con tolerancia tan cerrada y del cual se tiene más control, los valores de
composición química de igual manera se desestiman para este estudio ya que como
vimos en la descripción de cada uno la afectación es más a nivel molecular y de alguna
manera impacta pero no es significativo como lo es el proceso de trefilado que puede
cambiar hasta en un 60% como lo vimos en un inicio sus valores de tensión. Como
nuestro resultado se medirá a partir de la fuerza de compresión del resorte, estudiaremos
a partir del valor de tensión.

98
4.3 Instrumentación
1. La fuerza (F1 y F2) fue determinada utilizando un Medidor de Fuerza marca
Larson Systems (Figura 4.2) con capacidad de carga hasta 294 N, carrera hasta
9 pulgadas. Este equipo tiene una celda de carga la cual permite al usuario ejercer
una fuerza y el equipo determinara cuantos N se están aplicando en la figura 4.2
se presenta una fotografía del equipo utilizado. Procedimiento: Primero se deben
cerrar los platos superior e inferior completamente y ahí poner que la longitud está
en cero, luego se debe colocar la pieza en el equipo y se debe indicar que el peso
es de cero, para que no afecte en la medición, después se va a bajar la plataforma
superior del equipo hasta la primera longitud que indique el dibujo que se requiere
medir la fuerza, y enseguida la siguiente la longitud para la fuerza 2.
Con este mismo equipo también se midió la Longitud de bloque, sólo se debió primero
poner en cero la longitud del equipo cerrando completamente las plataformas y después
poner la pieza y bajar la plataforma hasta comprimir completamente el resorte, las espiras
quedan completamente cerradas, y a continuación se hace la lectura de longitud en el
display del equipo.
Figura 4.2 Equipo de medición de Fuerza

99
2. Diámetro y longitud libre: para la determinación del diámetro interior (Di), diámetro
exterior (De) y la longitud libre (Lf) se utilizó un Vernier marca Mitutoyo con precisión de
200mm de carrera (Figura 4.3). Procedimiento: Primero se debe poner las unidades
correctas en el vernier, en el botón de “units” ya sea en milímetros o pulgadas, después
se deben cerrar las puntas completamente y presionar el botón de cero, ya que este en
cero se puede tomar los diámetro o la longitud, es importante no ejercer muchas presión
y quedando el vernier justo a los lados el resorte para no engañar la medición.
Figura 4.3 Equipo de medición Vernier
3. Comparador Óptico marca MItutoyo Modelo PH (Figura 4.4) que alcanza hasta 356
mm de diámetro se utilizó para la medición de la perpendicularidad (E1) y el paralelismo
(E2) de los resortes. Procedimiento: Se debe colocar el resorte frente a la luz del equipo,
también se debe colocar un poste a un lado del resorte para que este quede recargado
en algo, después se debe medir de manera lineal la separación mostrada por las fechas
para evaluar cuanta inclinación tiene el resorte
Figura 4.4 Equipo de medición Comparador Óptico (a) y forma de colocar el resorte para
su medición (b).

100
4.4 Metodología
4.4.1 Montaje general en máquina FA-20S
Primero tenemos la instalación de herramental en nuestra máquina de pruebas, de
manera resumida tenemos algunos de los componentes más importantes en el ajuste,
como se mencionó en un inicio tenemos dedos, rodillos y guías y perno de corte, para la
realización de este ajuste se contó con el apoyo de un ajustador experimentado del área
que coloco la herramienta de tal manera que el montaje de los elementos de la maquina
tuvieran como resultado los valores solicitados en el dibujo del artículo 600020.
En la Figura 4.5 se presentan el dibujo del resorte con los valores que se deseaban
obtener en el primer ajuste para ambos materiales (A y B).
Figura 4.5. Esquema resorte 600020
De acuerdo a este dibujo nos basamos en los siguientes componentes para su estudio:
Fuerza 1: 54 ± 3 N
Fuerza 2: 93.86 ± 11.26 N
Longitud Libre: 73.77 Ref
Diámetro Exterior: 16.25 ± 0.15 mm
Diámetro Interior: 10.55 ± 0.15 mm
Vueltas activas: 12.6 Ref

101
4.4.2 Resultados de montajes con los dos materiales dos posiciones
Para cada montaje se usaron 5 piezas (n=5) las cuales se midieron en las etapas del
proceso de enrollado, revenido y esmerilado. El ajustador dio una posición inicial (rojo o
amarillo) con la cual se lograba obtener valores dentro de especificación y se trató de
centrar el valor de la Fuerza 1 muy cerca del valor nominal de 54N. En la Tabla 4.4 se
presenta los resultados obtenidos en el proceso de ajuste utilizando el material A y en la
Tabla 4.5 para el material B en la posición inicial Rojo para ambos.
Tabla 4.4 Resultados Material A inicial rojo
ARTICULO: 600020 FECHA: 04/03/2016
AJUSTADOR: JESUS TADEO MATERIAL: ASTM A228 (MATERIAL A)
MAQUINA: FA-20S COLADA: SF56360
POSICIÓN: INICIAL ROJO TENSION: 2,100 N/mm2
DIAMETRO
ALAMBRE: 1.7 mm
Operación Enrollado
Caracteristica 1 2 3 4 5 Rango Promedio
Longitud Libre 73.60 73.90 73.70 73.85 73.90 0.30 73.79
Diametro Exterior 16.36 16.38 16.37 16.38 16.36 0.02 16.37
Diametro Interior 10.63 10.62 10.63 10.65 10.61 0.04 10.63
Vueltas Totales 14.25 14.25 14.25 14.25 14.25 0.00 14.25
Operación Revenido a 260°C por 18 minutos
Característica 1 2 3 4 5 Rango Promedio
Longitud Libre 73.50 73.30 73.25 73.40 73.40 0.25 73.37
Diametro Exterior 16.15 16.10 16.13 16.15 16.13 0.05 16.13
Diametro Interior 10.45 10.45 10.45 10.43 10.45 0.02 10.45
Operación Esmerilado
Característica 1 2 3 4 5 Rango Promedio
Longitud Libre 72.6 72.80 72.50 72.70 72.70 0.30 72.66
Fuerza 1 53.65 52.00 52.56 54.25 52.40 2.25 52.97
Fuerza 2 95.24 94.00 94.37 96.22 93.83 2.39 94.73
Notas: *Rango es la diferencia entre el valor mayor y el valor menor para n=5
*Se marca en amarillo los resultados de la Fuerza 1.
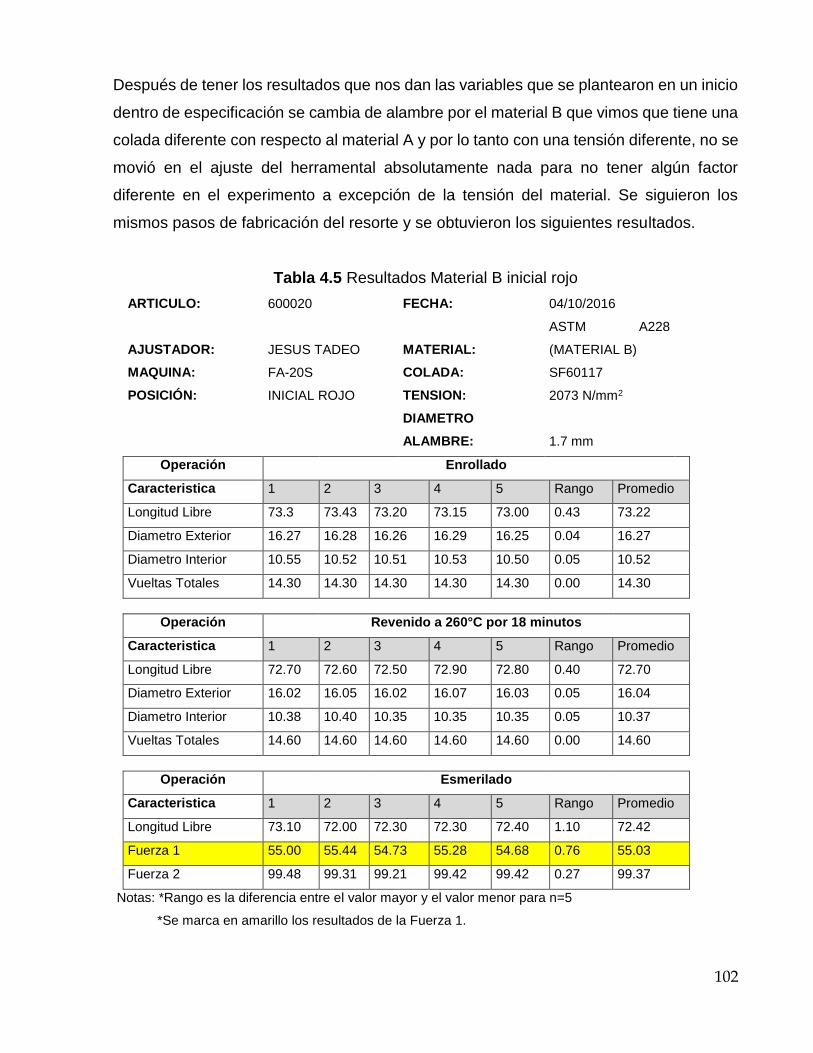
102
Después de tener los resultados que nos dan las variables que se plantearon en un inicio
dentro de especificación se cambia de alambre por el material B que vimos que tiene una
colada diferente con respecto al material A y por lo tanto con una tensión diferente, no se
movió en el ajuste del herramental absolutamente nada para no tener algún factor
diferente en el experimento a excepción de la tensión del material. Se siguieron los
mismos pasos de fabricación del resorte y se obtuvieron los siguientes resultados.
Tabla 4.5 Resultados Material B inicial rojo
ARTICULO: 600020 FECHA: 04/10/2016
AJUSTADOR: JESUS TADEO MATERIAL:
ASTM A228
(MATERIAL B)
MAQUINA: FA-20S COLADA: SF60117
POSICIÓN: INICIAL ROJO TENSION: 2073 N/mm2
DIAMETRO
ALAMBRE: 1.7 mm
Operación Enrollado
Caracteristica 1 2 3 4 5 Rango Promedio
Longitud Libre 73.3 73.43 73.20 73.15 73.00 0.43 73.22
Diametro Exterior 16.27 16.28 16.26 16.29 16.25 0.04 16.27
Diametro Interior 10.55 10.52 10.51 10.53 10.50 0.05 10.52
Vueltas Totales 14.30 14.30 14.30 14.30 14.30 0.00 14.30
Operación Revenido a 260°C por 18 minutos
Caracteristica 1 2 3 4 5 Rango Promedio
Longitud Libre 72.70 72.60 72.50 72.90 72.80 0.40 72.70
Diametro Exterior 16.02 16.05 16.02 16.07 16.03 0.05 16.04
Diametro Interior 10.38 10.40 10.35 10.35 10.35 0.05 10.37
Vueltas Totales 14.60 14.60 14.60 14.60 14.60 0.00 14.60
Operación Esmerilado
Caracteristica 1 2 3 4 5 Rango Promedio
Longitud Libre 73.10 72.00 72.30 72.30 72.40 1.10 72.42
Fuerza 1 55.00 55.44 54.73 55.28 54.68 0.76 55.03
Fuerza 2 99.48 99.31 99.21 99.42 99.42 0.27 99.37
Notas: *Rango es la diferencia entre el valor mayor y el valor menor para n=5
*Se marca en amarillo los resultados de la Fuerza 1.

103
Se puede observar que del material A al material B hubo un cambio en los valores de la
Fuerza del resorte, en el material A los valores rondaban entre los 52 y 53 N y para el
material B se puede ver que el resultado está entre los 54 y 55 N.
Como siguiente paso se marca la posición de la herramienta en la cual se obtuvieron
esos valores y la llamamos posición “rojo”, ahora se tratara de compensar la diferencia
que hay en fuerza del material B con respecto al material A, se debe mover una manivela
que regula el paso (da más o menos longitud al resorte y por lo tanto la fuerza) con esto
se busca ver que tanto se debe mover el ajuste para lograr tener la misma fuerza de
resorte en cada ajuste (ver Figura 4.5).
Figura 4.6 Imagen marca roja
La manivela del paso de movió 4mm para obtener valores muy similares entre los dos
materiales (A y B) y la nueva posición inicial fue el color Amarillo (ver figura 4.7).
El valor promedio de la Fuerza 1 es muy cercano al valor promedio obtenido de la fuerza
1 del material A, pero se tuvo que hacer el movimiento de la herramienta.

104
Ahora, si en un inicio se vio que al cambiar del material A al B con la misma posición de
herramienta hizo que subiera la fuerza 1 de 52.97 a 55.02 es decir, 2.054 N de diferencia
y al compensarlo bajamos esos 2 N si regresáramos al material A se debería esperar que
bajaran los resultados iniciales esos 2 N aproximadamente. Se corre el experimento
regresando a la maquina el material A a la segunda posición que se definió como color
amarillo.
Figura 4.7 Imagen marca amarilla
Los resultados obtenidos para el material B en la nueva posición amarillo se presentan
en la Tabla 4.6 y para el material A en la Tabla 4.7.

105
Tabla 4.6 Resultados Material B inicial amarillo
ARTICULO: 600020 FECHA: 04/10/2016
AJUSTADOR: JESUS TADEO MATERIAL:
ASTM A228
(MATERIAL B)
MAQUINA: FA-20S COLADA: SF60117
POSICIÓN: INICIAL AMARILLO TENSION: 2073 N/mm2
DIAMETRO
ALAMBRE: 1.7 mm
Operación Enrollado
Caracteristica 1 2 3 4 5 Rango Promedio
Longitud Libre 72.50 72.67 72.45 72.50 72.40 0.27 72.50
Diametro Exterior 16.30 16.20 16.25 16.30 16.33 0.13 16.28
Diametro Interior 10.50 10.40 10.48 10.52 10.58 0.18 10.50
Vueltas Totales 14.30 14.30 14.30 14.30 14.30 0.00 14.30
Operación Revenido a 260°C por 18 minutos
Característica 1 2 3 4 5 Rango Promedio
Longitud Libre 72.40 72.00 72.40 72.10 72.60 0.60 72.30
Diámetro Exterior 16.05 16.05 16.05 16.07 16.05 0.02 16.05
Diámetro Interior 10.40 10.40 10.40 10.41 10.37 0.04 10.40
Vueltas Totales 14.60 14.60 14.60 14.60 14.60 0.00 14.60
Operación Esmerilado
Característica 1 2 3 4 5 Rango Promedio
Longitud Libre 72.10 71.95 71.90 72.00 71.90 0.20 71.97
Fuerza 1 54.79 53.27 52.62 54.14 53.05 2.17 53.57
Fuerza 2 99.86 97.47 96.33 98.17 98.55 3.53 98.08
Notas: *Rango es la diferencia entre el valor mayor y el valor menor para n=5
*Se marca en amarillo los resultados de la Fuerza 1.

106
Tabla 4.7 Resultados Material A inicial amarillo
ARTICULO: 600020 FECHA: 04/10/2016
AJUSTADOR: JESUS TADEO MATERIAL:
ASTM A228
(MATERIAL A)
MAQUINA: FA-20S COLADA: SF56360
POSICIÓN: AMARILLO TENSION: 2,100 N/mm2
DIAMETRO
ALAMBRE: 1.7 mm
Operación Enrollado
Caracteristica 1 2 3 4 5 Rango Promedio
Longitud Libre 73.10 73.10 73.12 73.4 73.00 0.40 73.14
Diametro Exterior 16.25 16.33 16.38 16.30 16.25 0.13 16.30
Diametro Interior 10.53 10.55 10.54 10.52 10.50 0.05 10.53
Vueltas Totales 14.30 14.30 14.30 14.30 14.30 0.00 14.30
Operación Revenido a 260°C por 18 minutos
Caracteristica 1 2 3 4 5 Rango Promedio
Longitud Libre 72.00 72.50 72.37 72.30 72.20 0.50 72.27
Diametro Exterior 16.00 16.10 16.19 16.15 16.05 0.19 16.10
Diametro Interior 10.40 10.48 10.50 10.48 10.38 0.12 10.45
Vueltas Totales 14.30 14.30 14.30 14.30 14.30 0.00 14.30
Operación Esmerilado
Característica 1 2 3 4 5 Rango Promedio
Longitud Libre 71.50 71.67 71.57 71.78 71.67 0.28 71.64
Fuerza 1 52.78 51.15 53.00 51.15 50.55 2.45 51.73
Fuerza 2 96.11 92.85 96.11 92.80 92.47 3.64 94.07
Notas: *Rango es la diferencia entre el valor mayor y el valor menor para n=5
*Se marca en amarillo los resultados de la Fuerza 1.
El valor promedio de fuerza 1 que se obtuvo es de 51.72 N, el valor original en la primera
posición era de 52.97 por lo que la diferencia es de 1.25 N el valor es próximo a lo que
se esperaría bajaría la fuerza después de hacer el cambio de posición.

107
Para mayor claridad en la Tabla 4.8 se presentan los resultados en forma comparativa
para los dos materiales de trabajo (A y B) y en las dos posiciones propuestas (Rojo y
amarillo) para las etapas de enrollado, revenido y esmerilado.
Tabla 4.8 Resumen de Resultados promedio obtenidos para el material A y B en las
posiciones rojo y amarillo
MATERIAL A B B A
TENSIÓN 2100 2077 2077 2100
POSICIÓN ROJO ROJO AMARILLO AMARILLO
Operación Enrollado
Característica
Longitud Libre 73.79± 73.22 72.50 73.14
Diámetro Exterior 16.37 16.27 16.28 16.30
Diámetro Interior 10.63 10.52 10.50 10.53
Vueltas Totales 14.25 14.30 14.30 14.30
Operación Revenido a 260°C por 18 minutos
Característica
Longitud Libre 73.37 72.70 72.30 72.27
Diámetro Exterior 16.13 16.04 16.05 16.10
Diámetro Interior 10.45 10.37 10.40 10.45
Vueltas Totales 14.60 14.60 14.60 14.30
Operación Esmerilado
Característica
Longitud Libre 72.66 72.42 71.97 71.64
Fuerza 1 52.97 55.03 53.57 51.73
Fuerza 2 94.73 99.37 98.08 94.07
El valor promedio de fuerza que se obtuvo es de 51.72 N, el valor original en la primera
posición era de 52.97 por lo que la diferencia es de 1.25 N el valor es próximo a lo que
se esperaría bajaría la fuerza después de hacer el cambio de posición.

108
4.5 Corrida de diseño de Experimentos 2k
4.5.1 Ingreso de valores en diseño experimental
Después de revisar a grandes rasgos las generalidades de un diseño experimental 2k,
como ya se había planteado en un inicio se correrá dicho diseño con un modelo 22 al
tener dos niveles con dos factores (2 posiciones y 2 materiales). Los niveles serán el
ángulo de posición de la herramienta que son de 30 y 35 grados y el material como mis
dos variables (uno a 2073 y el otro a 2100 N/mm2 de tensión).
Figura 4.8 Corrida de diseño experimental
Resultado obtenido para el valor de Fuerza como respuesta
Material 2073
Material 2100
Posición 30
Posición 35
Posición 30
Posición 35

109
Figura 4.9 Resultados de Minitab de Fuerza vs Material
Como se ve en la imagen la posición resulta tener el efecto más significativo sobre la
respuesta (-6.907) con respecto al material (-0.2437), lo cual ya se pensaba desde un
principio, esto derivado de la experiencia en dicho proceso.

110
Figura 4.10 Pareto de los efectos para Fuerza
Ahora si bien es parte de una investigación descubrir nuevos nichos de oportunidad y
mejor forma de hacer las cosas, nos dimos cuenta que hacer un corrida experimental
para todos los números de parte y hacer las validaciones de cada una de ellas será
extenso y muy costoso, de hecho el haberlo hecho, tan sólo con hacerlo para este número
de parte implico ocho semanas de trabajo ya que los operadores que pueden mover este
tipo de máquina no podrían hacerlo en jornadas normales, el hacerlo de esta manera nos
llevaría un par de años para completar toda la gama de productos que la empresa posee.
Afortunadamente y por la apertura de la misma, se tuvo la oportunidad de tener la
colaboración del departamento de Ingeniería de Baumann Springs que toco algunos de
estos temas en la planta de Suiza, es a partir de aquí donde la investigación tuvo un
rumbo diferente pero aún más productivo y contundente de la respuesta que estábamos
buscando.

111
Dentro de lo encontrado con estos ingenieros, se destacó la fórmula de donde proviene
el valor de las fuerzas, ya que tiene un dato importante, se usa el valor del módulo de
esfuerzo cortante, el cual viene dado por el módulo de Young, el cual está relacionado
con la materia prima, por lo que estamos volviendo a lo que planteamos de un inicio, ver
de qué manera podemos utilizar las condiciones de la materia prima, pero para ahora
optimizar un proceso.
4.6 Conclusiones del capítulo
En esta sección que en un inicio se vio que al cambiar del material A al B con la misma
posición de herramienta hizo que subiera la fuerza de 52.97 a 55.02 es decir 2.054 N de
diferencia y al compensarlo bajamos esos 2N si regresáramos al material A se debería
esperar que bajaran los resultados iniciales esos 2N aproximadamente. Se corre el
experimento regresando a la maquina el material A para la segunda posición que se
definió como color amarillo.
En el diseño de experimentos me dice que la posición tiene la mayor afectación sobre la
materia prima, lo cual nos dice algo lógico, ya que puedes poner la materia prima que
desees y la posición que se de en máquina es la que me ayudará a obtener un valor de
cargas, aun así, se observó que, es imposible señalar alguna escala en este tipo de
máquinas, y hacer una relación de las posibles combinaciones sería infinita.
Derivado de lo anterior en el siguiente capítulo se aborda una nueva raíz de la
investigación sobre un mecanismo que nos permitió predecir las fuerzas a partir de la
materia prima, aunque no será directamente a partir de la tensión pero si con el módulo
de elasticidad.

112
CAPITULO 5.
INVOLUCRAMIENTO DEL
MÓDULO DE
ELASTICIDAD

113
5.1 Introducción
Como parte de los hallazgos de esta investigación y teniendo toda esta información como
antecedente se observó que realmente el motivo de la tardanza en el ajuste, es
principalmente, que al tener valores libres en el plano como lo son muchas veces la
constante, el número de espiras, etc. los valores que se quieren obtener como no
referenciales, que la mayoría del tiempo es la Fuerza se debe estar intentando a prueba
y error y conseguir las fuerzas deseadas moviendo los otros valores, por ejemplo, en el
caso de estudio del artículo 600020, el plano nos indica que se debe cumplir la F1, F2 y
los diámetros, pero nos da opción de movernos en el número de espiras y en la longitud.
Después de varios análisis en este estudio y teniendo la oportunidad de trabajar en
conjunto con personal de diseño de la empresa, se observó en el transcurso de dichos
análisis una variable más a considerar y que es pieza clave en el proceso de ajuste (el
problema a resolver), ya que tiene relación más directa con el proceso. En el capítulo 2
se habló sobre el módulo de elasticidad en los materiales que, con base a lo reportado
en el libro de Uncetabarrenechea F. (1977) en los resortes al servicio del Técnico, el valor
del módulo de elasticidad se ve directamente relacionado con el valor de la constante de
elasticidad del resorte (k) o también llamada “rate”, así como también el número de
espiras totales, el diámetro y calibre del alambre. Derivado de esto, al tener el valor de la
constante de elasticidad y multiplicar esta por la longitud del resorte se puede calcular
teóricamente el valor de la Fuerza la cual es nuestra característica a controlar. Ahora
bien, aunque esto documentado en su libro, hasta el momento no hay algún caso práctico
o de aplicación que describa tal mecanismo, razón por la cual el proceso aquí descrito de
alguna manera es nuevo para la solución de este problema particular.
Como ya vimos en las múltiples investigaciones en las que tuvimos oportunidad de
indagar, el tema del módulo de Young del alambre resulta crucial, ya que de acuerdo a
la teoría de cálculo de diseño de resortes, hay una directa relación entre el módulo de

114
Young con la constante del resorte, que a su vez tiene directa relación con las cargas
(fuerzas) del resorte.
Derivado de todo esto y con las formulas ya establecidas lo único que resta es diseñar la
plantilla que nos servirá como guía en el diseño de los parámetros y hacer la prueba de
validación para el nuevo tiempo de ajuste.
5.2 Metodología
5.2.1 Calculo de la constante de elasticidad (k) o rate
Ya vimos en la teoría adjunta de resistencia de materiales que este valor de esfuerzo
cortante se relaciona con el valor del módulo de Young y con el coeficiente de Poisson,
ambos vimos su significado en la resistencia de un alambre en páginas anteriores, ahora
veamos la fórmula de Cálculo de este valor:
𝑮 =𝑬
𝟐 (𝟏 + 𝒗) 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟔
El valor del módulo de Young se obtuvo del certificado de calidad proporcionado por
proveedor del alambre, por lo que será un dato conocido; mientras que, el valor de “v” se
obtuvo de tablas de valores constantes de acuerdo al tipo de acero (ver anexo 3) de
acuerdo a Shigley (Nisbett, 2008). Por tanto obtendremos valores para k en función del
esfuerzo cortante (G), para ello se procedió al diseño de una plantilla que permitiera el
cálculo de estos parámetros.
5.2.2 Diseño de Plantilla de trabajo
Para la plantilla el operador tendrá que establecer primero los valores teóricos del dibujo
y tomar el dato del módulo de elasticidad de acuerdo al certificado de proveedor:
Calibre de alambre en milímetros
Diámetro Exterior del resorte en mm
Número de vueltas activas

115
Límite de elasticidad del alambre
Longitud libre del resorte en mm
Ingresa el valor de la L1 en mm
Ingresa el valor de la L2 en mm
Ingresa el valor de dibujo de F1
Ingresa el valor de dibujo de F2
Al ingresar los valores en el programa se calculó en automático la constante de forma
teórica la cual se graficó en color azul. (Figura 5.1)
Figura 5.1. Imagen de plantilla en parte azul
Después en el recuadro rojo se arrojaron los valores teóricos para F1 y F2 de acuerdo al
valor de la constante de elasticidad obtenida para el material (A o B) con su respectivo
módulo de Young.
Recordemos que la fórmula para k es:
𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟐
Para obtener los valores de F1 y F2 de acuerdo a los textos se haría como sigue:
𝑭𝟏 = 𝒌(𝑳𝟎 − 𝑳𝟏) 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟑
𝑭𝟐 = 𝒌(𝑳𝟎 − 𝑳𝟐) 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟒

116
5.3 Resultados
En el siguiente plantilla se muestra de forma gráfica si el valor de la constante k calculada
(línea roja) considerando el valor del módulo elástico está coincidiendo con la constante
k teórica (línea azul). Como se puede observar figura 5.2 vemos que el valor calculado
de k se encuentra por debajo del valor teórico.
Figura 5.2. Imagen de plantilla valor de la constante
Desde aquí el ajustador puede partir para hacer sus correcciones en el número de espiras
antes de comenzar en máquina, aprovechando la facilidad del uso de la plantilla, se le
incluyo un espacio que de acuerdo a los valores deseados y a partir del valor de la
constante de acuerdo al módulo de elasticidad, se despejo la fórmula que ya se ha estado
empleando pero para obtener el número de espiras, quedando como sigue:
𝑵𝒂 =𝑮𝒅𝟒
𝟖𝑫𝒎𝟑𝒌 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟑𝟎

117
Figura 5.3. Imagen de plantilla roja conclusiones
En esta imagen de la plantilla se puede observar que además se le agregaron 3 campos
importantes; el valor de la Fuerza 1, 2 y el Rate, además de una conclusión inicial, ¿en
que se basa?, resulta que se aplicó un rango de aceptación para estas tres
características, que son las críticas en mi proceso, de la tolerancia total que tienen las
fuerzas y el rate, le agregamos un más y menos el 30% de la tolerancia, el 30% debido a
que de acuerdo a los valores de Cpk y Ppk aceptables de la industria automotriz estando
dentro del 30% de las tolerancias somos capaces de cumplir con un Cpk de 2, aunque el
mínimo valor aceptable para una corrida de producción es 1.33 estamos apretando a 2
pensando en que es la puesta a punto y queremos lograr lo más centrado posible dando
tolerancia a las variaciones naturales de proceso que se pueden presentar a lo largo de
la corrida.
En la plantilla para cada valor de F1, F2 y Rate se ha incluido la fórmula que te señala si
alguno de estos valores están fuera de este +/- 30%, en caso de que estén fuera te dirá
cuál de los tres es. Ahora, de acuerdo a que valor este fuera existen tres posibles
soluciones, las soluciones son como sigue:
i) Si una Fuerza está bien y otra está mal se debe ajustar el Rate
ii) Si las tres están mal se debe ajustar el Rate y Longitud libre.
iii) Si F1 y F2 están mal y el rate está bien, sólo se ajusta Longitud libre.

118
El archivo especificará cual (es) parámetros se deben ajustar de acuerdo a los valores
obtenidos, y además, en la parte de debajo de la hoja de cálculo se presenta una
respuesta respecto al valor conveniente de acuerdo a lo que se desea obtener en el
parámetro de fuerza.
La fórmula de despeje de número de espiras que ya mencionamos anteriormente y
también se incluye la fórmula de la Lo ideal que queda como sigue:
𝑳𝟎 =𝑭𝟏
𝒌+ 𝑳𝟏 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟑𝟏
Con esto, el ajustador debe ser capaz de obtener el valor de los parámetros reales de
ajuste para iniciar su puesta a punto del resorte a partir del módulo elástico del material,
con esto el irá directamente a los valores en que debe dejar el resorte a fin de cumplir las
fuerzas, sin tener que pasar por la parte de prueba y error al no saber las condiciones
iniciales de su material.
Por último el archivo consta de una última sección en donde se indica los valores de
proceso de acuerdo a mediciones de piezas reales, en este se mide al azar 5 piezas en
en los parámetros de F1 y F2 para con esto obtener una constante de elasticidad “k” o
“rate” con valores más próximos a corridas reales. En teoría se obtiene resultados muy
similares al trabajar en la hoja de cálculo con valores teóricos. La idea de esta última
sección, es corroborarlo o bien tener oportunidad de reajustar en caso de que algo en
alguna condición extraordinaria en el diseño me haya dado unos valores diferentes a los
esperados.
Figura 5.4. Imagen de plantilla parte naranja

119
Figura 5.5. Imagen de plantilla línea naranja
Los valores de las dos líneas verdes, como lo hemos comentado son los límites del +/-
30% de la tolerancia que establecimos para que la plantilla emita como bueno o malo el
valor que me arroje, mientras estén dentro de ese 30% de la tolerancia la plantilla me
indicará que es un buen ajuste.
5.4 Conclusiones del capítulo
En el presente capitulo se logró el desarrollo de una plantilla de calculó que permitió
predecir las fuerzas (F1 y F2) a partir de su relación con el módulo de elasticidad para un
material de estudio. Esto diseño se valida en el siguiente capítulo donde se presentan
dos casos documentados de aplicación utilizando esta plantilla propuesta.

120
CAPITULO 6
CASOS DE ESTUDIO
DOCUMENTADOS

121
6.1 Caso Documentado 1. Resorte 600842
6.1.1 Material
Utilizando el caso del artículo 600842, número de parte 8604287, se utilizó este artículo
ya que se tenía la materia prima de este en bodega disponible, además de que estaba
próximo a producirse.
Figura 6.1 Imagen de la etiqueta del proveedor del material usado para prueba
Figura 6.2. Imagen de la etiqueta de Baumann del material usado para prueba

122
Figura 6.3. Imagen del certificado de material usado para prueba
6.1.2 Desarrollo
Se obtuvo primero el valor del módulo de Young mediante un ensayo de tracción en un
equipo propiedad de la empresa en Suiza, la materia utilizada fue el alambre identificado
como número de parte 51005029, la colada de este material es la C672851 y el proveedor
TIM.
Debido a que es el número de parte que se tenía disponible tanto en cantidad material y
por requerimientos de producción había espacio para correr la prueba se decidió tomar
este material y producir el número de parte 600842. Los resultados que envío el equipo

123
de laboratorio en Suiza para el módulo de Young de este material son los del siguiente
reporte:
Figura 6.4. Imagen del certificado del módulo de Young.

124
En el reporte podemos ver los datos Generales como número de parte del material,
proveedor, las condiciones de la prueba, etc. Se hizo el ensayo con 5 probetas, los
resultados que más nos interesan es el resumen de la segunda tabla, donde nos muestra
el promedio de cada resultado, la primer columna que se llama “E” es la columna de
nuestro interés porque ese es el resultado del módulo de Young o modulo elástico, la
tabla arroja un valor de “X” promedio de 163 GPa, como dato adicional necesitamos
calcular el valor de G dado el valor de E, recordemos que para los esfuerzos de tensión
existe el esfuerzo cortante y la formula que la bibliografía nos da involucra a este factor,
pero como conocemos el módulo de Young, podemos calcular el esfuerzo cortante poder
sustituir en nuestra formula requerimos el valor de G ya que nuestra plantilla fue diseñada
para ingresar directo el valor de G y no el de E.
Recordemos Formula:
𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟐
k= Constante elástica del resorte necesario conocer para predecir las cargas (fuerzas)
d= diámetro del alambre ( ya lo tenemos).
D= Diámetro exterior del resorte deseado (ya lo tenemos).
Na= Número de espiras activas deseado (ya lo tenemos).
G= Esfuerzo cortante, la cual se determina a partir del módulo de elasticidad (E).
El cálculo se hizo auxiliándonos de la ecuación no.16 :
𝑮 =𝑬
𝟐 (𝟏 + 𝒗) 𝑬𝒄𝒖𝒂𝒄𝒊ó𝒏 𝟏𝟔
Donde v es el módulo de Poisson que es un valor constante (ver anexo 3) para el acero
inoxidable y tiene un valor de 0.305 por lo que nos queda que el esfuerzo cortante G es
de 62.452GPa o su equivalente de 62,452 N/mm2

125
Posteriormente se agregaron en la plantilla los valores del plano para comenzar el ajuste
junto con el valor de G que acabamos de calcular. En el caso de este plano, el dibujo
tiene unos valores teóricos para un módulo de rigidez de 70,000 N/mm2 si fuera real que
el material tuviera valor, los datos que tiene el dibujo en número de espiras y longitud
libre se cumplirían, para longitud libre indica 44.8 y para número de espiras activas son
4.75 como se muestra en la figura 6.5
Figura 6.5 Dibujo del resorte 600842
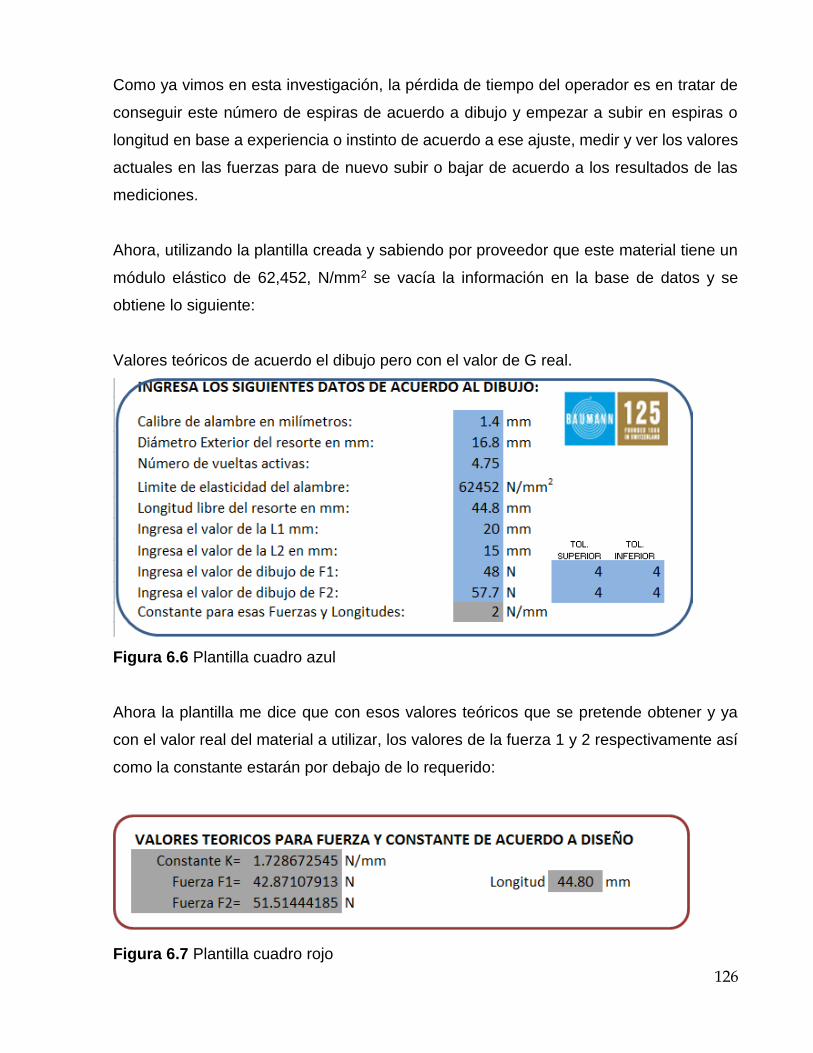
126
Como ya vimos en esta investigación, la pérdida de tiempo del operador es en tratar de
conseguir este número de espiras de acuerdo a dibujo y empezar a subir en espiras o
longitud en base a experiencia o instinto de acuerdo a ese ajuste, medir y ver los valores
actuales en las fuerzas para de nuevo subir o bajar de acuerdo a los resultados de las
mediciones.
Ahora, utilizando la plantilla creada y sabiendo por proveedor que este material tiene un
módulo elástico de 62,452, N/mm2 se vacía la información en la base de datos y se
obtiene lo siguiente:
Valores teóricos de acuerdo el dibujo pero con el valor de G real.
Figura 6.6 Plantilla cuadro azul
Ahora la plantilla me dice que con esos valores teóricos que se pretende obtener y ya
con el valor real del material a utilizar, los valores de la fuerza 1 y 2 respectivamente así
como la constante estarán por debajo de lo requerido:
Figura 6.7 Plantilla cuadro rojo

127
Para la fuerza 1 se busca tener 48 N y se obtendrán 42.87 N para la fuerza 2 se busca
tener un valor de 57.7 N y se obtendrán 51.51 N y el valor del rate ó debería ser de 2
cuando es de 1.72 N/mm2, esto en caso de que se deje ese valor en la longitud y número
de espiras, el valor teórico es señala el dibujo Figura 6.5).
En la gráfica podemos ver como los valores teóricos (línea azul) deberían dar dentro de
los límites que establecimos del 30% en color verde pero con los datos del valor real del
material (línea en color rojo) se encuentran por debajo de lo buscado.
La plantilla indica que aunque el rate o constante de elasticidad k está dentro del ± 30%
posible las fuerzas 1 y 2 están muy por debajo y como conclusión me indica que se debe
ajustar, me sugiere mover el número de espiras o la Longitud en caso de ser referenciales
ambas puedo mover cualquiera de las dos. Se sugiere mover primero el número de
espiras antes de mover la longitud.
Figura 6.8 Grafica líneas azul y roja con limites

128
Figura 6.9 Plantilla conclusiones
En este caso se sugiere que se trabaje con un valor de 4.23 espiras activas y los valores
que este ajuste arroja son los siguientes:
Figura 6.10 Plantilla cuadro azul y rojo
Como vemos en el cuadro rojo los valores ahora de la fuerza y el rate deben ser de 48.14
N, 57.84 N y 1.94 N/mm2, está ahora muy cercanos a los 48 y 57.7 N en fuerza que
estamos buscando, en la gráfica vemos que la línea de color rojo ahora está en la misma

129
posición que la línea de color azul, por lo que, estos son los valores que ahora
necesitamos dar a nuestra corrida para tener un ajuste correcto desde el primer intento.
Figura 6.11 Grafica línea roja con limites
Conclusiones en plantilla de acuerdo a estos valores:
Figura 6.12 Plantilla conclusiones dos
Haciendo la corrida real de producción y utilizando la siguiente parte de la plantilla de
Excel se hizo el ajuste en un tiempo cronometrado de 1.95 horas partiendo de la
colocación del alambre y herramienta y medición de los valores obtenidos dando un
número de espiras activas de 4.23 se obtuvieron los siguientes resultados para 5 piezas
que ahora fueron capturadas en la sección naranja de la plantilla:

130
Figura 6.13 Plantilla cuadro naranja
Se calculo el promedio real para la Fuerza 1 y 2 y el nuevo valor de la constante, además
se forma la gráfica en color naranja con estos valores que como podemos ver quedo
dentro del valor esperado:
Figura 6.14 Grafico línea naranja con limites
Así mismo, la plantilla da una conclusión de cómo fue la corrida real y en caso de que
hubiera algo fuerza de los limites te da una nueva sugerencia para el número de espiras
y longitud libre, en este caso no fue necesario dado que los valores esperados fueron los
valores que se obtuvieron:

131
Figura 6.15 Conclusiones de ajuste
De acuerdo al historial de tiempos de ajuste de este caso de estudio y de acuerdo a lo
contemplado por ingeniería sobre el tiempo de ajuste de este número de parte se
consideraba que su tiempo de ajuste se encuentra alrededor de 5 horas.
Tiempo y porcentaje de scrap antes de utilizar plantilla Excel, como se manufactura el
resorte:
Figura 6.16 Tiempo y porcentaje de scrap 600842

132
El costo del resorte actual es de 64.8533 pesos por cada 100 piezas, con un lote
productivo de 212,000 piezas por trimestre, lo cual indica que el volumen anual es de
848,000 piezas anuales.
Figura 6.17 Costo 600842
Tiempo y porcentaje de scrap después de utilizar plantilla Excel, como se manufactura el
resorte, se puso a 2 horas promedio:

133
Figura 6.18 Tiempo y porcentaje de scrap despues 600842
El costo del resorte es de 63.6525 pesos por 100 piezas, después de la implementación
de la plantilla de Excel.
Figura 6.19 Costo después de la aplicación de la plantilla de Excel 600842
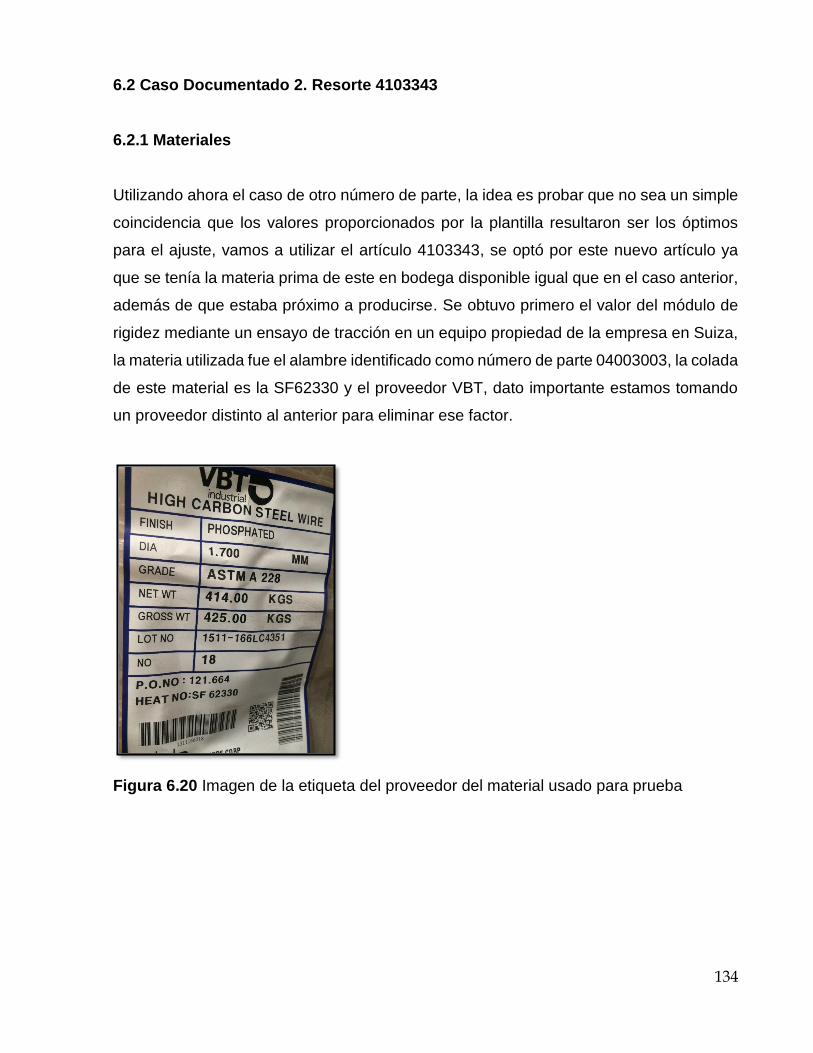
134
6.2 Caso Documentado 2. Resorte 4103343
6.2.1 Materiales
Utilizando ahora el caso de otro número de parte, la idea es probar que no sea un simple
coincidencia que los valores proporcionados por la plantilla resultaron ser los óptimos
para el ajuste, vamos a utilizar el artículo 4103343, se optó por este nuevo artículo ya
que se tenía la materia prima de este en bodega disponible igual que en el caso anterior,
además de que estaba próximo a producirse. Se obtuvo primero el valor del módulo de
rigidez mediante un ensayo de tracción en un equipo propiedad de la empresa en Suiza,
la materia utilizada fue el alambre identificado como número de parte 04003003, la colada
de este material es la SF62330 y el proveedor VBT, dato importante estamos tomando
un proveedor distinto al anterior para eliminar ese factor.
Figura 6.20 Imagen de la etiqueta del proveedor del material usado para prueba

135
Figura 6.21 Imagen de la etiqueta de Baumann del material usado para prueba
Figura 6.22 Imagen del certificado de material usado para prueba

136
6.2.2 Desarrollo
Debido a que es el número de parte que se tenía disponible tanto en cantidad material y
por requerimientos de producción había espacio para correr la prueba se decidió tomar
este material y producir el número de parte 4103343 como segunda prueba
documentada. Los resultados que envío el equipo de laboratorio en Suiza para el módulo
elástico de este material son los del siguiente reporte:
Figura 6.23 Imagen de los resultados para el módulo de Young

137
Figura 6.23 Imagen de los resultados para el módulo de Young
En el reporte podemos ver los datos Generales como número de parte del material,
proveedor, las condiciones de la prueba, etc. Se hizo el ensayo con 5 probetas, los
resultados que más nos interesan es el resumen de la segunda tabla, donde nos muestra
el promedio de cada resultado, para el valor de “E” la tabla arroja un “X” promedio de 192
GPa
El cálculo lo haremos auxiliándonos de la fórmula no. 16, donde v para el valor constante
de Poisson (de tablas en el anexo 3) para el acero al carbón es de 0.292 por lo que
obtenemos un valor para el esfuerzo cortante G de 74.303 GPa o su equivalente de
74,303 N/mm2
Se agregaron en la plantilla los valores del plano para comenzar el ajuste junto con el
valor de G que acabamos de calcular. En el caso de este plano, el dibujo tiene unos
valores teóricos para un módulo de Young de 82,000 N/mm2 si fuera real este valor, los
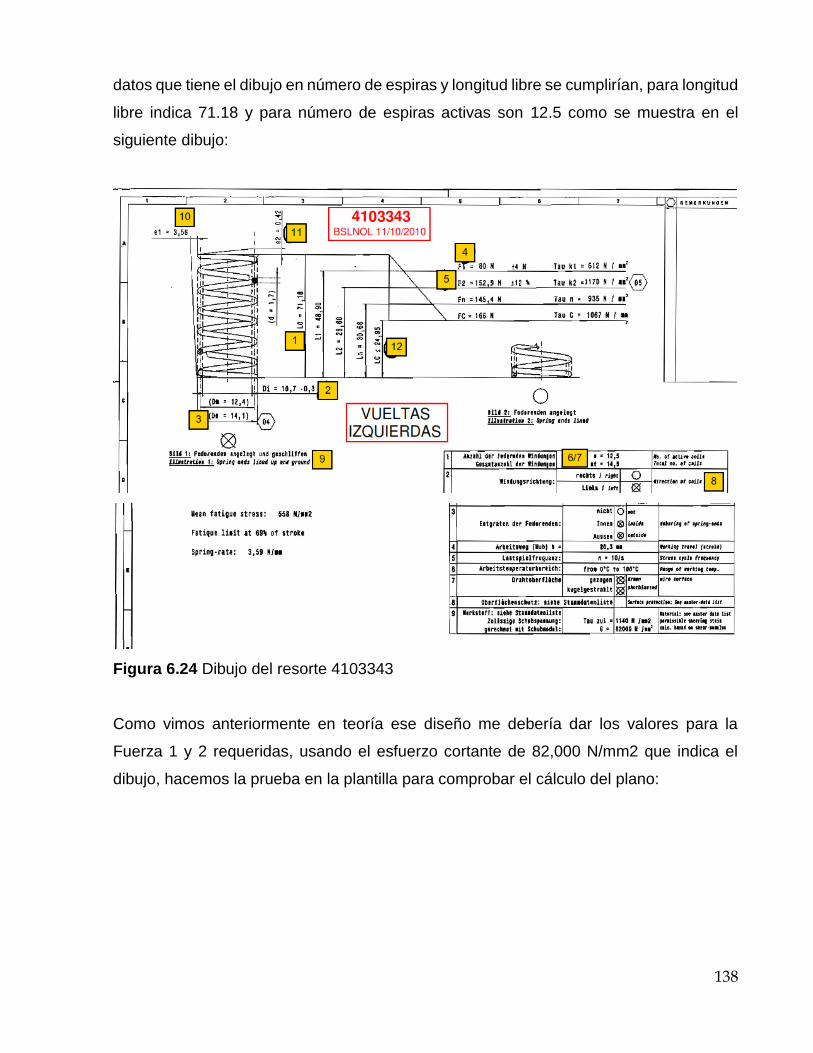
138
datos que tiene el dibujo en número de espiras y longitud libre se cumplirían, para longitud
libre indica 71.18 y para número de espiras activas son 12.5 como se muestra en el
siguiente dibujo:
Figura 6.24 Dibujo del resorte 4103343
Como vimos anteriormente en teoría ese diseño me debería dar los valores para la
Fuerza 1 y 2 requeridas, usando el esfuerzo cortante de 82,000 N/mm2 que indica el
dibujo, hacemos la prueba en la plantilla para comprobar el cálculo del plano:

139
Figura 6.25 Dibujo del resorte 4103343
Como vemos en teoría todo debería cuadrar perfecto, pero la realidad es otra.
Utilizando la plantilla creada y sabiendo por proveedor que este material tiene un valor
real de 74,303 N/mm2 se vacía la información en la base de datos y se obtiene lo
siguiente:
Valores teóricos de acuerdo el dibujo pero con el valor de G real.
Figura 6.26 Cuadro azul resorte 4103343

140
Ahora la plantilla me dice que con esos valores teóricos que se pretende obtener y ya
con el valor real del material a utilizar, los valores de la fuerza 1 y 2 respectivamente así
como la constante estarán por debajo de lo requerido:
Figura 6.27 Cuadro rojo resorte 4103343
Para la fuerza 1 se busca tener 80 N y se obtendrán 72.51 N para la fuerza 2 se busca
tener un valor de 152.9 N y se obtendrán 138.59 N y el valor del rate debería ser de 3.59
N/mm2 cuando es de 3.25 N/mm2, esto en caso de que dejáramos ese valor en la longitud
y número de espiras, el teórico que señala el dibujo, estaríamos muy por debajo de lo
buscado.
En la gráfica podemos ver como los valores teóricos (línea azul) deberían dar dentro de
los límites que establecimos del 30% en color verde pero con los datos del valor real del
material (línea en color rojo) se encuentran por debajo de lo buscado.
Figura 6.28 Grafico líneas azul y rojo y límites del 4103343

141
La plantilla indica que aunque el rate está dentro del +/- 30% posible las fuerzas 1 y 2
están muy por debajo y como conclusión me indica que se debe ajustar, me sugiere
mover el número de espiras o la Longitud en caso de ser referenciales ambas puedo
mover cualquiera de las 2, se sugiere mover primero el número de espiras antes de mover
la longitud.
Figura 6.29 Conclusiones del 4103343
En este caso me sugiere que trabaje con un valor de 11.33 espiras activas y los valores
que este ajuste me debería arrojar serían los siguientes:
Figura 6.30 Cuadro azul y rojo del 4103343

142
Como vemos en el cuadro rojo los valores ahora de la fuerza y el rate deben ser de 80.00
N, 152.90 N y 3.59 N/mm, está ahora casi idénticos a los 48.9 y 152.9 N en fuerza que
estamos buscando, en la gráfica vemos que la línea de color rojo ahora está en la misma
posición que la línea de color azul, por lo que, estos son los valores que ahora
necesitamos dar a nuestra corrida para tener un ajuste correcto desde el primer intento.
Figura 6.31 Grafico línea naranja y límites del 4103343
Conclusiones en plantilla de acuerdo a estos valores:
Figura 6.32 Conclusiones dos del 4103343
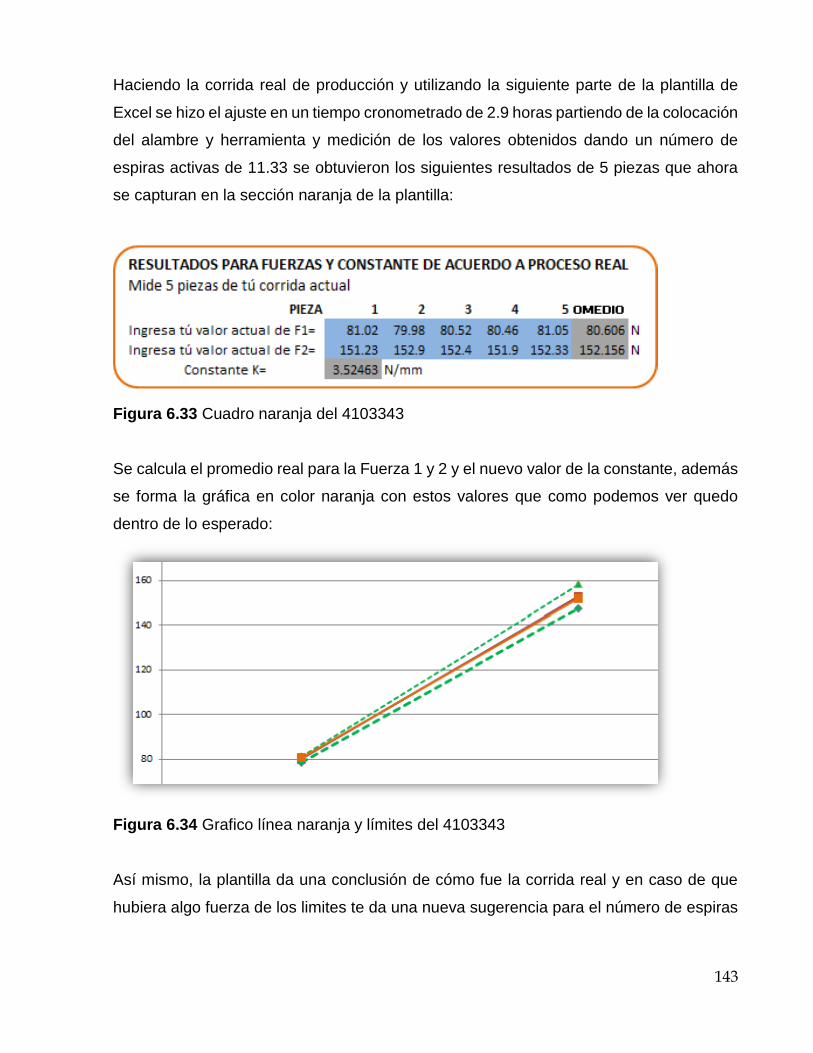
143
Haciendo la corrida real de producción y utilizando la siguiente parte de la plantilla de
Excel se hizo el ajuste en un tiempo cronometrado de 2.9 horas partiendo de la colocación
del alambre y herramienta y medición de los valores obtenidos dando un número de
espiras activas de 11.33 se obtuvieron los siguientes resultados de 5 piezas que ahora
se capturan en la sección naranja de la plantilla:
Figura 6.33 Cuadro naranja del 4103343
Se calcula el promedio real para la Fuerza 1 y 2 y el nuevo valor de la constante, además
se forma la gráfica en color naranja con estos valores que como podemos ver quedo
dentro de lo esperado:
Figura 6.34 Grafico línea naranja y límites del 4103343
Así mismo, la plantilla da una conclusión de cómo fue la corrida real y en caso de que
hubiera algo fuerza de los limites te da una nueva sugerencia para el número de espiras

144
y longitud libre, en este caso no fue necesario dado que los valores esperados fueron los
valores que se obtuvieron:
Figura 6.35 Conclusiones tres del 4103343
Como se puede ver la tabla me arroja excelente ajuste, ya que los valores para Fuerza
1, fuerza 2 y el rate, estuvieron dentro de tolerancias y dentro de la variación del +/- 30
% de la tolerancia que le indicamos.
De acuerdo al historial de tiempos de ajuste de este caso de estudio y de acuerdo a lo
contemplado por ingeniería sobre el tiempo de ajuste de este número de parte se
consideraba que su tiempo de ajuste esta alrededor de las 6 horas.
Tiempo y porcentaje de scrap antes de utilizar plantilla Excel, como se manufactura el
resorte:

145
Figura 6.36 Costos originales del 4103343
Figura 6.37 Scrap original del 4103343
El costo del resorte actual es de 68.7666 pesos por cada 100 piezas, con un lote
productivo de 150,000 piezas por trimestre, lo cual indica que el volumen anual es de
600,000 piezas anuales y su porcentaje de scrap es del 10%.

146
Tiempo y porcentaje de scrap después de utilizar plantilla Excel, como se manufactura el
resorte, se puso a 3 horas promedio de tiempo de ajuste y un scrap del 4 por ciento según
los datos obtenidos.
Figura 6.38 Costos nuevos del 4103343
Figura 6.39 Scrap nuevo del 4103343

147
El costo del resorte ahora es de 64.8962 pesos por 100 piezas, después de la
implementación de la plantilla de Excel.
6.3 Conclusiones
Caso 1: En conclusión el ahorro monetario es de 0.012 pesos por cada resorte. Si el
volumen anual es de 848,000 piezas, el ahorro monetario total de este número de parte
es de $10,182.784 pesos anuales.
Además de la reducción de tiempo durante el ajuste lo que me permite es que durante
ese tiempo se puede aprovechar en comenzar el ajuste de otro resorte, por lo tanto las 8
horas diarias en las que se tiene al ajustador más experimentado del área de compresión
se ven mejor empleadas, en promedio el ajustador realizaba 1.5 ajustes diarios por 5 días
a la semana son en total 7.5 ajustes semanales.
Después de la base de datos, se tomó un nuevo cálculo de una semana, quedando 2
ajustes diarios en promedio, lo que semanalmente lo subió a 12 ajustes por semana; su
salario en promedio es de 12,000 pesos mensuales, lo que equivale a 3,000 semanales,
por lo que el costo de cada ajuste a nivel operador era de 400 pesos y ahora ese costo
de operador por ajuste bajo de 400 a 250 pesos semanales, un ahorro de 150 pesos
semanales, al año en cada ajustador se reduce un costo de $ 7,821 pesos por ajustador,
aunque la mayor ventaja no sólo está en el tema de reducción de costos por personal
sino en que ahora la cantidad de resortes que se pueden fabricar en una semana por
modelo distinto ha aumentado en un 40%.
Caso 2: En conclusión el ahorro monetario es de 68.7666 menos 64.8962 pesos
quedando en 3.8704 por cada 100 resortes, entre los 100 queda en 0.038704. Si el
volumen anual es de 600,000 piezas, el ahorro monetario total de este número de parte
es de 23,222 pesos anuales. Además de la reducción de tiempo durante el ajuste lo que
me permite es que durante ese tiempo se puede aprovechar en comenzar el ajuste de
otro resorte, aunado a esto, el tiempo de reducción de ajuste que permite ocupar el tiempo
de ajustador en otra máquina como lo vimos en el caso 1 documentado.
Otro dato importante que no se tenía contemplado es la reducción del Scrap, dadas las
últimas pruebas que se hicieron, este tuvo una disminución de alrededor del 50% en

148
algunos números de parte, ya que por el tipo de pieza Baumann se decide tirar esas
piezas una vez que el ajuste queda hecho, dado que ahora el tiempo es menor y ya no
es necesario hacer la puesta a punto a prueba y error no es necesario desperdiciar una
gran cantidad de piezas en dichas corridas.
Un solo número de parte represento un aproximado de 10,300 pesos anuales en el caso
del 600842 y 23,200 en el segundo caso.
Se hicieron 3 pruebas adicionales con otro números de parte y dos de ellas repitiendo los
dos números de parte mostrados, sólo para corroborar que no haya sido una coincidencia
de la plantilla funcionara, aunque para el reporte de tesis sólo se incluyeron los dos
primeros con información completa, los datos arrojados están en la siguiente tabla de
manera resumida para darnos un panorama general de la reducción:
Tabla 6.1 Resumen de los cambios en los artículos de prueba.
Baumann cuenta con un estimado de 30 números de parte a los que se podría extender
este proyecto, por lo que se contempla que la reducción en costo con menor tiempo de
ajuste, del promedio de los 3 números de parte de los cuales ya se tiene el costo reducido
es de 15,964 entre reducción de tiempo de ajuste y scrap por lo que se cree que la suma
de ahorro hacienda a una suma no menor de los 480,000 pesos anuales, esto sin contar
lo dicho de mejorar la cantidad de ajustes por semana y facilitar la capacitación al
personal. La empresa ahora se encuentra desarrollando un nuevo plan de capacitación
en donde no sólo se enseñará al ajustador a predecir su ajuste sino que también le servirá
para entender la relación entre fuerzas, longitudes y número de vueltas por lo práctico y
fácil de usar que es.

149
CAPITULO 7.
CONCLUSIONES
GENERALES

150
7.1 Conclusiones generales
Obtenidas en:
*Revisión de bitácoras
*Ajuste con dos materiales de diferente colada
*Empleando el módulo de elasticidad
Como se menciona en la parte de resultados, originalmente se planteaba la reducción de
tiempo de ajuste como fundamental función de este proyecto, pero de la mano trajo
consigo una reducción en piezas de scrap de la cual no se habló originalmente, cosa que
nos trae mayor satisfacción al ser un gasto menos que la empresa deberá hacer.
Nos damos cuenta con esta investigación que en la ciencia hay mucho campos que
explotar y conocer, y también nos dimos cuenta que una cosa te puede llevar por un
camino distinto, originalmente se planteaba mediante el diseño de experimentos
investigar la variable de relación, se vio que si había relación directa entre una y otra,
pero en la misma búsqueda de información se vio una posibilidad de hacerlo diferente
pero que los resultados serían los mismos con ahora mucho menor esfuerzo y costo.
Con este trabajo, tuvimos la oportunidad de ver directamente que hoy en día las industrias
le apuestan poco a la investigación, pero el riesgo que esta empresa tomó al permitir
desarrollar este trabajo, es un gran paso para avanzar en la relación investigación –
fabricación que ahora esta tan distante.
Guanajuato es ahora un líder en México para la producción de autopartes, empresas que
poco a poco se ha abierto más a ideas como esta en donde se permita explotar la
investigación conjugada con la tecnología y procesos productivos que ellos manejan, me
quedo con la satisfacción de haber aportado no sólo desarrollo tecnológico para las
empresas de este giro, y una reducción significativa para esta impresa, sino que además
con esto se contribuyó con un granito de arena para invitar a esta empresa, ingenieros
que laboran en esta, y nuevas generaciones a creer que la investigación existe, que no

151
es algo sólo que se debe quedar detrás del escritorio, sino que es real, y que los
beneficios que trae consigo son inimaginables.
7.2 Recomendaciones
Aunque para este Proyecto se contó con toda la apertura para uso de maquinaria y
material necesarios para las pruebas en la empresa Baumann Springs, dado al tiempo
tan corto del proyecto y la ambición de este, en la parte de pruebas aunque se pudo
comprobar el uso de la plantilla y se validaron los datos para el articulo descrito en la
parte de resultados, no se tuvo oportunidad de verificar si la plantilla podría ser
implementada en resortes con características distintas.
Consideramos conveniente el hacer pruebas con otro tipo de Geometría de resortes a fin
de comprobar si lo dicho podría ser extensible a más números de parte y así lograr una
mayor contribución a la empresa, así como reducción de tiempos y costos, aunque la
teoría en la que se basó este reporte no considero otra geometría especial, se vieron
algunos artículos en donde se hacía mención que su cálculo no varía mucho al caso de
estudio, por lo que hay gran posibilidad de que esto llegará a funcionar.

152
CAPITULO 8.
ACTIVIDADES
COMPLEMENTARIAS

153
8.1 Actividades de Divulgación
a) Se presentó el trabajo titulado “ESTUDIO SOBRE LAS VARIABLES QUE
INTERVIENEN EN EL PROCESO DE ELABORACIÓN DE RESORTES DE
COMPRESIÓN EN MAQUINAS TIPO FA-20S” Congreso Internacional de
Investigación e Innovación Cortázar, memorias en extenso (Anexo 1).
b) Participación en el concurso de carteles de Divulgación Científica de la Semana
Nacional de Ciencia y Tecnología 2016 de la UPB. Con el cartel de
"ELABORACIÓN DE RESORTES DE COMPRESIÓN EN MAQUINAS TIPO FA-
20S: REVISIÓN DE LAS VARIABLES DE PROCESO".
c) 2 seminarios nacionales por parte de la Institución Ciatec y 1 Seminario local.

154
8.2 Carta de Satisfacción del cliente

155
8.0 BIBLIOGRAFÍA
10002-1, E. (Julio de 2001). Tensile Testing. Tensile Testing. European Standar.
A313, I. A. (s.f.). Standar specification for Stainless Steel Spring wire. Standar specification
for Stainless Steel Spring wire. Internacional ASTM.
A510/A510M-13, A. (2013). ASTM A510/A510M-13. ASTM INTERNACIONAL.
All, B. K. (2011). VHCF-Behavior of helical compression springs made of different
materials. Elsevier.
All, V. D. (2007). Stress relief effect on fatigue and relaxion of compression springs.
Elsevier.
All, V. O. (2007). Investigation of service failures of steel music wire. Elsevier.
Ames. GereE, S. P. (2003). Mecánica de Materiales- Internacional. Thomson Editores.
ASTM A228. (s.f.). Standar specification for steel wire, music spring quality.
International ASTM.
Azuaga, P. M.-M. (1997). Medición del módulo de elasticidad de Young. Laboratorio IV -
Depto. de Física - UBA.
Bamatec. (s.f.). Bamatec. Recuperado el 2016, de
http://www.bamatec.ch/wEnglisch/Unternehmen/unternehmen.asp?navid=26
Baumann Springs. (2014). Baumann. Obtenido de http://www.baumann-
springs.com/en/
Castillo, F. (2011). Diseño de elementos de máquinas. México.
Castro, P. S. (2013). UNIVERSIDAD TECNOLÓGICA DE PEREIRA. Recuperado el Junio
de 2016, de UNIVERSIDAD TECNOLÓGICA DE PEREIRA:
http://blog.utp.edu.co/metalografia/2-propiedades-mecanicas-de-los-
materiales/
Contero, J. O. (s.f.). MEDIDAS DE FORMA: ASIMETRÍA Y CURTOSIS. MOMENTOS .
En J. O. Contero, Estadística .
Escuela de Mecánica Universidad de Los Andes, E. d. (s.f.). ula. Recuperado el 2015, de
www2.ula.ve/dsiaportal/dmdocuments/elementos/RESORTES.pdf
Faires, V. (1995). Diseño de Elementos de Máquinas. México: Limusa.

156
Gerez, C. (Octubre de 2014). Resortes Mecánicos. Resortes Mecánicos.
Gutiérrez-Pulido, H. y. (2005). CONTROL ESTADÍSTICO DE CALIDAD Y SEIS SIGMA.
México: McGraw-Hill.
Hayes. (2015). M. Institute of Spring Technology (IST). Recuperado el 2015, de
www.ist.org.uk
Institute, S. M. (2014). The International magazine of Spring Manufacture Springs. The
International magazine of Spring Manufacture Springs, Vol. 53 No. 4.
López, E. M. (2013). UPCT. Recuperado el 15 de Julio de 2015, de
repositorio.bib.upct.es/dspace/bitstream/10317/3379/1/1pfc5169.pdf
López, E. M. (s.f.). UPCT. Recuperado el 15 de Julio de 2015
Lorito, F. (1997). Adaptive Quality Control for Springs Production. Elsevier Science Ltd.
Manual, O. C. (s.f.). BVSCuba. Obtenido de http://gsdl.bvs.sld.cu/cgi-bin/library?e=d-
00000-00---off-0estomato--00-0----0-10-0---0---0direct-10---4-------0-1l--11-es-50---
20-about---00-0-1-00-0-0-11-1-0utfZz-8-
00&a=d&cl=CL1&d=HASH0120bcbd5e0318889638021e.30.3.2
Martínez, J. P. (2008). Análisis del Proceso de Trefilado. Santiago de Chile.
mécanica, I. (s.f.). Inge mécanica. Recuperado el 2015, de Inge mécanica:
http://ingemecanica.com/tutorialsemanal/tutorialn100.html
Nave, R. (2015). Resortes Nave. Obtenido de
http://www.resortesnave.com/pages/productos/resortes-de-compresion.php
Nisbett, R. G. (2008). Diseño en Ingeniería Mécanica de Shigley. México DF.: McGraw-Hill
Interamericana.
Norm DIN, 2. (Noviembre de 1981). Compression Spring made of round wire and rod.
Norm DIN 2096.
Paredes. (2002). Optimization Techniques for Industrial Spring Desing . Springer Verlag.
Paredes. (2005). Advanced assistance tool for optimal compression spring design.
Springer-Verlag.
Paredes. (2009). Methodology to build an assistance tool dedicated to preliminary
design: application to compression springs. Springer-Verlag.
Podskrebko. (2001). Resistencia de Materiales: Manual de Laboratorio. Minsk Amalfeya.

157
Pyttel. (2014). Fatigue behavior of helical compression springs at a very high number of
cycles- Investigation of various influences. Elsevier.
R., B. F. (1993). Mecánica de Materiales. Colombia: McGraw-Hill 2da edición.
Ripoll, E. M. (2013). Cálculo de resortes Helicoidales de Compresión. Cartagena:
Departamento de Ingeniería Mecánica.
SC.EHU. (2016). Obtenido de
http://www.sc.ehu.es/sbweb/fisica/dinamica/trabajo/muelle/muelle.htm
Schmid, S. K. (2002). Manufactura, Ingeniería y Tecnología. México: Pearson Educación.
Solo mantenimiento. (s.f.). Recuperado el 2015, de
www.solomantenimiento.com/articulos/composicion-acero.htm
Spring, A. (2015). Obtenido de http://www.asraymond.com.mx/p/171/resortes-de-
compresion-conicos/
Tambaca, J. (2001). Derivation of the Elastic Force of Springs form the Curved rod
Model. C.R. Acad. Sci. Paris.
Tegger. (s.f.). Tegger. Recuperado el 2015, de
www.tegger.com/hondafaq/mastercylinderreplace/howwork.html
Tipos. (s.f.). Tipos de resortes. Recuperado el Mayo de 2016, de Tipos:
http://www.tipos.co/tipos-de-resortes/#ixzz4HX6raLbM consultada 16-08-2016
Todinov, M. (1999). Maximun principal tensile stress and fatigue crack origin for compression
spring. Pergamon.
Trujillo, J. E. (2007). Resistencia de Materiales Básica para estudiantes de Ingenieria.
Colombia: Universidad Nacional de Colombia.
Unad. (s.f.). Recuperado el 2015, de
http://datateca.unad.edu.co/contenidos/201020/Capitulo6.pdf
UNAD. (2015). UNAD. Obtenido de
http://datateca.unad.edu.co/contenidos/201020/Capitulo6.pdf
Uncetabarrenechea, F. (1977). Los resortes al servicio del Técnico. España: La editorial
Vizcaina.
Useche, L. V. (2011). Diseño de Resortes Diseño I.
Wahl, A. (2005). Mechanical Springs. Penton Publishing.

158

159
ANEXOS
Anexo 1. Certificado de Calidad de Material A
Resultados de composición química:
Resultados en diámetro del alambre:
Resultados de la Tensión:

160
Anexo 2. Certificado de calidad de material B
Resultados de composición química:
Resultados en diámetro del alambre:
Resultados de la Tensión:

161
Anexo 3. Tabla de constantes físicas de los materiales (Nisbett, 2008)

162
Anexo 4. Extracto de Norma de material ASTM A313

163
Anexo 5. Congreso Internacional de Investigación e Innovación Cortázar, Memorias en
Extenso.

164
Anexo 6. Participación en el concurso de carteles de Divulgación Científica de la Semana
Nacional de Ciencia y Tecnología 2016 de la UPB