-
8/12/2019 ET ZC362-L8
1/56
Control of Specific Gaseous Pollutants
Dr.Vandana
1ET ZC362: Environmental Pollution ControlBITS Pilani
-
8/12/2019 ET ZC362-L8
2/56
Learning Objectives
Dry and wet techniques for desulphurization of flue gases
Control of NOx, CO, Hydrocarbons and pollutants from mobile
sources
2
-
8/12/2019 ET ZC362-L8
3/56
Two classes of tech. by which gaseous pollutants may be
removed from an effluent gas
1.Sorption of pollutant
Absorption
Adsorption
2. Chemical alteration of the pollutant
combustioncatalytic treatment
Summary of Lecture 7
3
-
8/12/2019 ET ZC362-L8
4/56
Absorption : Involves the transfer of pollutant from gas phase
to liquid phaseacross the interface. A two-resistance theory is
used to explain this process, the
interface offers no resistance to mass transfer and the mass
transfer rate between
the two phases is controlled by the rates of diffusion through
the phases on each
side of the interface.
Adsorption : Surface phenomenon by which gas or liquid molecules
are
captured & adhere to the surface of a solid. The molecules
which are adsorbed on
the surface is called adsorbate and the substance on which an
adsorbate is
adsorbed is called adsorbent.
eg. molecular sieves, activated C etc.
Two types: Physical adsorption and chemical adsorption
4
-
8/12/2019 ET ZC362-L8
5/56
Adsorption techniques are widely used in the field of odour
control and also
used for collecting valuable organic substances that can not be
picked by
scrubbing.
The rate of adsorption depends on the concentration of the
material aroundthe adsorbent, the surface area of the adsorbent,
the pore volume of the
adsorbent, and properties like temperature, molecular polarity
and the
chemical nature of the adsorbent surface.
Commonly used adsorbents in air pollution control are activated
C, activated
alumina, silica gel and molecular sieves.
5
-
8/12/2019 ET ZC362-L8
6/56
Removal of Pollutants by Adsorption
Removal of pollutants by adsorption can be carried out in a
batchwise or
continuous manner of operation.
Eg; Fixed bed absorber.
Some time before sending the waste gas to the adsorber , it is
filtered to
prevent bed contamination by soot, resin droplets & large
particulates.
Molecular sieves are normally used for the removal of gaseous
pollutants.
6
-
8/12/2019 ET ZC362-L8
7/56
7
-
8/12/2019 ET ZC362-L8
8/56
Combustion/ Thermal Oxidation
Thermal oxidation ( flaring/ incineration ) is the process of
oxidizing
combustible materials in presence of air at a high temperature
for sufficient time
to complete combustion to CO2and water vap.
For complete combustion, the O2 must come into intimate contact
with the
combustible material through adequate turbulence at sufficiently
hightemperature and have a sufficiently long residence time.
Time, temp; and turbulence have important roles in combustion
and they are
often called the three Tsof combustion. Normal ranges: Temp: 375
825 oC, residence time: 0.2 0.5 sec,
gas velocity: 4.5
7.5 m/s.
8
-
8/12/2019 ET ZC362-L8
9/56
Three methods of combustion
1. Direct combustion ( Flaring)
2. Thermal incineration (Flame combustion)
3. Catalytic Oxidation
9
-
8/12/2019 ET ZC362-L8
10/56
Control of sp.gaseous pollutants
The sulphur oxides, the oxides of N2, CO2and hydrocarbons are
the important
gaseous air pollutants because of their known harmful effects
and their
presence in the atmosphere.
Three basic procedures for controlling SO2 emissions from
stationary combustionsources:
1. The extraction of sulphur from fuels
2. Sulphur reduction within the combustion chamber
3. Treatment of flue gases.
10
-
8/12/2019 ET ZC362-L8
11/56
Hydrodesulphurization of Coal:
Useful for removing both organic and inorganic forms of S.
Solvent: Anthracene
1-2% H2 to avoid polymerization
Temp: 4500
CGasification of Coal
C + H2O CO + H2
S is converted to H2S and which is separated by either
absorption or adsorption.
11
-
8/12/2019 ET ZC362-L8
12/56
For absorption, Na2CO3 or ethanolamine is used to scrub the
gases, followed by the regeneration of the reagent with the
production of elemental S.
The absorption of H2S takes place in a 15 20 % aq. solution
of
the amine and a temperature of 30-40
0
C.
The solvent is regenerated and H2S is converted to elemental S
by Claus
process.
1/3 H2S + 1/2 O2 1/3 SO2+ 1/3H2O
1/2 SO2+ 2/3 H2S S + 2/3 H2O
12
-
8/12/2019 ET ZC362-L8
13/56
Adsorption of H2S
Adsorbent : FeO in fluidized bed
Temp: 4000C
FeO is regenerated by roasting it in air at 8000C
Generated SO2used in H2SO4plant
Sulphur reduction during combustion
Dry limestone technique
CaCO3 CaO + CO2
CaO + SO2 CaSO3
CaO + SO2+ 1/2 O2 CaSO4
13
-
8/12/2019 ET ZC362-L8
14/56
Treatment of flue gases
Dry process are
a) adsorption of SO2 by metal oxide to form sulphites or
sulphates &
then regeneration of oxide & recovery of S
b) adsorption on activated C and then followed by regeneration
&conversion of SO2to H2SO4
Wet process are
a) Lime Limestone scrubbing
b) Magnesium oxide scrubbing
c) WelmanLord process
14
-
8/12/2019 ET ZC362-L8
15/56
Adsorption of SO2by metal oxides
Aluminium sodium oxide ( alkalized alumina) and manganese oxide
are the widely
used adsorbents, but oxides of Co and Cu are also active.
Alkalyzed Alumina Process
Na2O.Al2O3+ SO2+ 1/2O2 Na2SO4+ Al2O3
Na2SO4+ Al2O3+ 4H2 Na2O.Al2O3 + H2S + 3H2O
Manganese oxide process (90% removal)
MnOx.yH2O + SO2+ 1/2 (2-x)O2 MnSO4+ y H2O
MnSO
4
+2NH
3
+2H
2
O+(y-1)H
2
O+1/2(x-1)O
2
(
4
)
24
15
-
8/12/2019 ET ZC362-L8
16/56
Adsorption on activated carbon
Attractive method for continuous removal of SO2because of the
high surface area andlow cost of activated C.
1. The Reinluft Process
Uses Cheap semicoke of peat, carbonized under vacuum at 6000C,
as the adsorbent.
16
This uses a specially developed activated C having high
resistivity against ignition and
high SO2 adsorption capacity. The adsorbent can be regenerated
either thermally or
by washing with water.
-
8/12/2019 ET ZC362-L8
17/56
Westvaco Process
This process utilizes fluidized beds of high efficiency
activated C and uses H2S toreduce H2SO4to sulphur.
Flue gas is contacted with activated C in the adsorber unit
where the C acts as a catalyst
in the oxidation of SO2to SO3.
O2, H2O
SO3 H2SO4
The spent C is fed to a S generator and it is contacted with H2S
to form S.
H2SO4+ 3 H2S 4S + 4 H2O
17
-
8/12/2019 ET ZC362-L8
18/56
Adsorption of SO2by Wet method
18
-
8/12/2019 ET ZC362-L8
19/56
19
Hydrated lime can also be used in this process.
2Ca(OH)2+ 2 SO2+ O2 CaSO3+ CaSO4+ 2H2O
Various types of Scrubbers employed commercially :
Spray towers, venturies, packed beds, and turbulent contact
absorbers.
The scrubbing systems can be designed for 80 95 %
SO2removal.
Advantage: Relatively simple, low cost and the easy availability
of limestone
Disadvantage: Sludge disposal
-
8/12/2019 ET ZC362-L8
20/56
Magnesium Oxide Scrubbing
The flue gas is scrubbed with a slurry of MgO which absorbs SO2
and yields
magnesium sulphite and sulphate.
MgO + SO2 MgSO3
MgSO3+ SO2+ H2O
Mg(HSO3)2+ MgO
MgSO3+ O2 MgSO4
heatMgSO3 MgO + SO2
MgSO4+ C MgO + SO2+ CO2
Mg(HSO3)2
2 MgSO3+ H2O
20
-
8/12/2019 ET ZC362-L8
21/56
21
-
8/12/2019 ET ZC362-L8
22/56
Welman-Lord Process
Saturated sloution of Sodium sulphite absorb
SO2from flue gases; sulphite is converted to
bisulphite.
Na2SO3+ SO2+ H2O 2 NaHSO3
Bisulphite decomposes into sodium sulphite
around 1100C, releases conc.SO2and steam.
2NaHSO3 Na2SO3+ SO2+ H2O
Degree of desulphurization : 90 %
22
-
8/12/2019 ET ZC362-L8
23/56
23
SO2 oxidation leads to the formation of sodium sulphate which
can not be
regenerated and therefore it is purged from the system.
An equivalent amount of NaOH is addded to maintain the sodium
balance.
Deg.of desulphurization 90 %
-
8/12/2019 ET ZC362-L8
24/56
Other flue Gas Scrubbing processes
1. Stone& Webster Ionics Process
Reaction is based upon the reaction of caustic soda solution
with SO2to form
sodium sulphite and bisulphite.
2 N a O H + C O 2 N a 2 C O 3 + H 2 O
N a 2 C O 3 + S O 2N a 2 S O 3 + C O 2
N a 2 S O 3 + 1 / 2 O 2 N a 2 S O 4
N a 2 S O 3 + S O 2 + H 2 O2 N a H S O 3
NaHSO3/ Na2SO3is treated with dil.H2SO4to get sod.sulphate and
Conc.SO2
gas.
24
-
8/12/2019 ET ZC362-L8
25/56
Na2SO3+H2SO4 Na2SO4+SO2+
2NaHSO3+H2SO4 Na2SO4+2SO2+
The caustic soda is returned to the absorber and acid is used in
the desorption
tower.
Electrolytic regeneration cell converts Na2SO4into caustic soda
and H2SO4.The overall reaction is
Na2SO4+3H2O2a
2. The Atomics International molten salt process
Unconventional scrubbing process which uses a mixture of
lithium, sodium and
potassium carbonates in a melt at about 4250C.
SO2and SO3react with metal carbonates to yield corresponding
sulphites and
sulphates. .
25
-
8/12/2019 ET ZC362-L8
26/56
M2CO3+ SO2 M2SO3+ CO2
M2CO3+ SO3 M2SO4 + CO2M- alkali metal ions
The mixture is regenerated in a two stage process. First stage,
the sulphateand sulphite are reduced to sulphide by using producer
gas ( CO + H2).
M2SO3+ 2CO + H2 M2S + 2 CO2+ H2O
M2SO4+ 2CO + 2H2 M2S + 2CO2+ 2 H2O
The reduced melt is then reacted with steam and CO2 to produce
H2S and
M2CO3
M2S + H2O + CO2 M2CO3+ H2S
26
-
8/12/2019 ET ZC362-L8
27/56
Metal Smelting Operations - Sources of SO2emissions
The conc. of SO2emissions from smelting is high enough to
produce either
H2SO4or S.
Liquid SO2can be produced using theASARCOprocess by absorbing
SO2
in dimethylamine.
Byproduct H2SO4manufacture
The manufacture of H2SO4 from smelting involves gas
conditioning,
drying, catalytic conversion, and absorption. The gas
conditioning step removes impurities like As, Cl-, F-, fumes of
metal sulphide or oxide, mercury etc. This is necessary to avoid
rapid
deactivation of the catalyst.
27
-
8/12/2019 ET ZC362-L8
28/56
-
8/12/2019 ET ZC362-L8
29/56
Double contact, double absorption (DCDA) method
This method provides higher plantefficiencies (99.5%) and
SO2emissions of
below 500 ppm.
The gases from the converter, after
conversion of (90%) SO2to SO3passed at
an intermediate stage to an absorber toremove the SO3.
The gases are reheated and returned to the
converter for further conversion.
This then pass through additional catalyst,
cooled and flow through a secondabsorber and then to the
atmosphere.
29
-
8/12/2019 ET ZC362-L8
30/56
Absorption in Dimethylaniline- ASARCO Process
ASARCO- American Smelting& Refining Co. The waste gases
containing SO2 are absorbed in
dimethyaniline in the lower stages of an absorber.
The desulphurized gas containing dimethylaniline
is scrubbed with Na2CO3 solution and then with
dil.H2SO4 to remove traces of SO2 and
dimethylaniline. The SO2 rich liquor is fed to a steam
distillation
column which strips SO2 from the liquor and
dimethylaniline is recycled.
SO2 is dried with 98% H2SO4 in a drying tower,
liquified and sent to storage for further processing.
The tail gas leaving the stack after scrubbing
contains around 500ppm SO2.
This process is economical only for SO2 conc.
Above 2%.
30
-
8/12/2019 ET ZC362-L8
31/56
Absorption in Ammonia
Aq.ammonia is used in the COMINCO (Consolidated mining and
smelting Co.) process for reducing the SO2conc.
A 30% solution of aq.ammonia absorbs SO2 , producing
ammonium
bisulphite.
SO2 is then stripped from this solution by adding 93% H2SO4 in
astripping column.
31
-
8/12/2019 ET ZC362-L8
32/56
Around 2000 PPM of SO2is released through tail gases (limit: 500
PPM)
DCDA (double contact and double absorption) process reduces the
SO2emissions.
Here 90% of SO2 is converted to SO3. The gases are re-heated,
passed through
additional catalyst, cooled, flow through a second absorber and
then to the
atmosphere. Here microporous molecular sieves such as
alumino-silicate zeolites
are used as adsorbents.
The sodium (Welman) and magnesium (Chemico) scrubbing systems
have been
used to reduce the SO2emission to less than 300 PPM
Ammonium scrubbing process is also used and here the ammonium
sulphite-
bisulphite formed is reacted with nitric or orthophosphoric acid
to produce the
ammonium salt and SO2is recovered for further processing.
Contact process is used to manufacture Oleum and
Sulfuric acid. The methods involved in controlling SO2
emissions in this process.
32
-
8/12/2019 ET ZC362-L8
33/56
Petroleum Refining
Sulphur is found in the combined form in crude oil; H2S and
thiophenes are
the most common S compounds , but it may also be present in the
form of
mercaptans and sulphides.
Desulphurization is carried out , not only for the sake of
pollution control but
also for improving the product quality and minimizing corrosion
problems in
the processing plant. Removal of H2S and mercaptans can be
carried out by washing the oil with
aq.soda solution and complex S compounds have to be broken
down
catalytically .
Hydrodesulphurization is the most common method in which
H2reacts with
organic S compounds forming H2S which is collected and can be
convertedto S.
33
-
8/12/2019 ET ZC362-L8
34/56
Control of NOx emission
Two main sources of N2which contribute to the formation of
nitrogen oxides
during combustion are atmospheric nitrogen and the other is the
bound nitrogen
in the fuel.
NOxare formed in the combustion processes according to the
reactions
1/2N2+1/2O2
NO+1/2O2
The primary oxide is NO, which rapidly converts by reaction with
O2 or
ozone to NO2. NOx emissions from stationary sources can be
reduced by
1. minimizing the residence time
2. minimizing temp.
3. minimizing the availability of O2for reaction with N2.
34
-
8/12/2019 ET ZC362-L8
35/56
The methods for the removal of NOx can be grouped into two
categories
1. Scrubbing - two ways a) Absorption by liquids
b) Adsorption by solids
2. Catalytic decomposition and reduction : Involves
decomposition of nitric
oxide into N2and O2or reaction with another gas such as CO.
Absorption by liquids
The processes which have been proposed for controlling NOx
emissions from
power plants are
1. Treatment with lime slurry2. Scrubbing with Magnesium
hydroxide liquor
3. Absorption in H2SO4
35
-
8/12/2019 ET ZC362-L8
36/56
All these processes are complex and require attainment of
equimolarconcentrations of NO and NO2 in the gas, since the
absorption of the
combined oxide N2O3is most favourable.
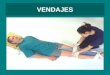
In Magnesium hydroxide scrubbing process, the oxides of nitrogen
are
absorbed by magnesium hydroxide liquor in an absorption
tower.
The resulting magnesium nitrate/nitrite solution is taken to a
pressure reactorand nitrite is converted to nitrate.
The byproduct NO is oxidized to NO2 and the liquid leaving the
pressure
reactor, consisting of Mg(NO3)2/ Mg(OH)2 is sent to a settling
chamber. Here
the nitrate is separated from the hydroxide which is recycled to
the absorption
tower. Part of the NO2is sent to the absorber to maintain
equimolar conc. Of NO and
NO2while the rest of NO2is used for HNO3production.
36
-
8/12/2019 ET ZC362-L8
37/56
37
Absorption of NOxby mag.hydroxide
-
8/12/2019 ET ZC362-L8
38/56
Other types of scrubbing techniques developed
1. Two stage absorption, first in water and then in NaOH,
yielding nitrite and nitrate salts.
2. Absorption in various types of ammonical solutions such as
ammonium bicarbonate
and ammonium bisulphite : Ammonium bisulphite can be used as a
scrubbing liquor when
NOxreact quickly at normal pressure and temp. to form ammonium
sulphate which can be
used a fertilizer.
3. Absorption with an aq.suspension of lime: Aq.suspension of
calcium hydroxide as
absorbing medium results in reduction of NOx levels to 200 ppm.
The calcium nitrite
can be converted to calcium nitrate by treating withH2SO4.
During the oxidation of
nitrite to nitrate, NO is evolved.
2H2SO4+ 3 Ca(NO2)2 2 CaSO4+ 4NO + Ca(NO3)2+ 2 H2O
The evolved NO is recycled to the HNO3plant and calcium nitrate
can be used as a
fertilizer.
38
-
8/12/2019 ET ZC362-L8
39/56
39
Adsorption by solids
The commonly used adsorbents are activated C, silica gel,
molecular sieves, ion
exchange resins and metal oxides like manganese oxide and
alkalised ferric
oxides. These adsorbents shows some capacity for oxidising NO to
NO2and for
adsorbing nitrogen dioxide.
The main disadvantage of using molecular sieves as adsorbents is
the
simultaneous adsorption of water vapour in the tail gas which
decreases theefficiency of the bed.
The most suitable adsorbent is the one which can be regenerated
and at the
same time which does not react with water vapour or with CO2and
the most
preferred adsorbent is ferrous salt.
-
8/12/2019 ET ZC362-L8
40/56
Catalytic Decomposition The decomposition of NO ( both
homogeneous and heterogeneous) is slow
and therefore we can use variety of catalysts like Al2O3, Cr2O3,
Fe2O3, ZrO3
and Co3O4for the decomposition.
At reasonable temp. no catalyst has been found with sufficient
activity.
Catalytic Reduction
Catalytic reduction is an attractive method for controlling
nitrogen oxide
emissions.
Catalytic decolourizers are used to reduce NOxto NO, but NO
reduction to N2is
limited.
The decolourization product NO could be reduced to molecular N2
in the
presence of reducing agents like H2, natural gas and CO or we
can use the most
effective catalysts like Pd and Pt (catalytic abatement
process).
40
-
8/12/2019 ET ZC362-L8
41/56
The noble metal catalysts used in HNO3 plants, for application
to flue gasemission control, are expensive and subject to S
poisoning in the case of coal
and oil fired equipment and this led to the study of the
reduction reaction over
different types of commercial catalysts.
There are two types of reduction process, selective and
non-selective.
The added reactant reduces NOx in selective reduction, and in
non-selective
reduction, the excessive oxygen must be consumed first and the
former one is
preferred because it minimizes the amount of reactant required.
Selective
reduction can be carried out with H2, CO or NH3as the reactant
gas.
41
-
8/12/2019 ET ZC362-L8
42/56
Typical reactions are
2 NO + 2 H2 N2+ 2H2O
2NO + 2CO N2+ 2CO2
6NO + 4NH3 5N2+ 6H2O
In non-selective reduction, there are two types of reactions.
First type involves
the reaction of the fuel with oxygen and NO2, the latter being
reduced to NO.
CH4+ 2O2 CO2+ 2 H2O
CH4+ 4NO2 CO2+ 2H2O + 4 NO
42
-
8/12/2019 ET ZC362-L8
43/56
The second reaction reduces the NO but the reduction does not
take placeuntil all the oxygen in the flue gas has been reacted
with the fuel and
reducing conditions have been achieved.
CH4+ 4NO CO2+ 2H2O + 2N2
CO control
CO is an intermediate product of chemical reaction between
fossil fuels and
oxygen.
There are two reasons for the formation of CO
1. Because of insufficient quantity of O2.
2. Due to poor turbulance of the fuel and air in the reaction
chamber or due to
dissociation of CO2to CO in high temp zones.
43
-
8/12/2019 ET ZC362-L8
44/56
The control of CO formation is not easy because the control
strategies forCO and NOxare in conflict.
The most practical method of reducing the CO emisions from
stationary
combustion sources is by proper design, installation, operation
and
maintenance of the combustion equipment.
CO and H2are widely used in the chemical industry for the
manufacture of
methanol,ammonia and various organic acids and aldehydes.
The emissions from the chemical and petroleum industry are minor
because
of good design codes and careful operating practices.
44
-
8/12/2019 ET ZC362-L8
45/56
Control of Hydrocarbons
Four techniques are there to control hydrocarbon emissions from
stationary
sources.
1. Incineration
2. Adsorption
3. Absorption4. Condensation
Adsorption: The polluted gas stream is passed through one or
several adsorbers
operated in parallel.
Operating temp: between 30 and 600C
Preferred adsorbent: granular activated C The adsorbed vapours
are removed by passing steam through the system.
The mixture of steam and hydrocarbons are liquefied in a mixture
and cooled
down to ambient temp. in a cooler.
45
-
8/12/2019 ET ZC362-L8
46/56
The hydrocarbons are separated from the water and recovered for
further use.
The most effective way of removing hydrocarbons from a polluted
stream is by
contact with a liquid or a series of different liquids, in one
or more absorption
towers.
If the hydrocarbons have sufficiently high solubility water is a
suitable solvent .
Condensation : - Direct Contact condenser (counter current
flow)- Surface type condenser (shell and tube) In direct contact
condensers, a stream of water or other cooling liquid is in
contact with the vapour to be condensed.
The polluted stream enters the condenser at the bottom and the
cooling liquid is
introduced at the top.
The gaseous stream leaving the condenser at the top contains non
condensable
gases and the condensate is withdrawn from the bottom of the
condenser.
46
-
8/12/2019 ET ZC362-L8
47/56
Spray chambers, cyclone scrubbers and venturi scrubbers can be
used as direct
contact condenser.
Vertical condenser
47
The polluted gas stream enters at the top
and flows through the tube passes and
the cold liquid enters at the bottom on
the shell side and leaves at the top.
The condensed liquid is separated fromthe non-condensable
vapours at the
bottom of the condenser.
Vertical type surface condenser
-
8/12/2019 ET ZC362-L8
48/56
Biological Oxidation
Biological oxidation is an important method in industry for
hydrocarbon and
odour control.
In this method, microorganisms are employed to metabolize
pollutants in gas
streams. This process takes place at ambient temp., consume very
little energy and
produce no nitrogen oxides.
The oxidation reactions are carried out in biofilters and the
end products are
CO2, H2O and microbial mass.
If the conc. Of hydrocarbons is below 1.0 mg/m3biofilters are
most effective.
Biofilter consists of a bed of packing material on which a
microbial film is
attached. Activated sludge from municipal waste water treatment
plants are also
used.
48
-
8/12/2019 ET ZC362-L8
49/56
The polluted gas is introduced at the bottom of the filter and
the pollutantsdiffuse into the biofilm and there they are
metabolised by aerobic bacteria.
Mobile Sources
The principal pollutants emitted from mobile sources are CO, NOx
and
hydrocarbons. The major source of air pollution from automobiles
is the exhaust pipe which
accounts for about 70% of the pollution and crank case emissions
about 20 % and
evaporations from fuel tank and carburettor account for the
remaining.
Control methods applied to one pollutant influence the out put
of other pollutants.
Eg; The amount of CO formed during the combustion period is
related to the ratioof air and fuel in the cylinder. If there is
excess of fuel, then the products of
combustion contain high level of CO and hydrocarbons and low
levels of NOx.
49
-
8/12/2019 ET ZC362-L8
50/56
The control of pollutant emissions from automobiles is based on
the following
approaches:
1. Reduction of the amount of pollutants formed during
combustion by suitable
modification of the internal combustion engine.
2. Development of exhaust system reactors that will complete the
combustionprocess and change potential pollutants into more
acceptable materials.
3. Development of substitute fuels for petrol that will produce
low levels of
pollutants upon combustion.
4. Replacement of internal combustion engine with low pollution
producing
engines.
50
-
8/12/2019 ET ZC362-L8
51/56
Exhaust system reactors , both thermal and catalytic can be used
to reduce CO
and hydrocarbon emissions.
By changing the fuel either by mixing petrol with other
substances or by
substituting another fuel with petrol.
Alternative fuels are there and the known petrol substitutes are
methane or natural
gas, hydrogen and methanol. Replacement of IC engines with other
types of engines like steam, electric and gas
turbine engines is a good solution to the emission control
problem.
The control of hydrocarbon emissions from automobiles is more
complicated than
control of CO emissions evaporation contribute to the pollution
problem.
The use of a canister filled with activated C to adsorb the
hydrocarbon vapourscan reduce the evaporation losses from fuel tank
and carburettor. The adsorbed
vapours are desorbed and returned to the carburettor and burned
in the engine.
51
-
8/12/2019 ET ZC362-L8
52/56
The control of NOxemission from automobiles
1. Exhaust gas recirculation (EGR)
In EGR, portion of the exhaust gas (inert), is continuously
recirculated through the engine
so that the burning air-fuel mixture is diluted.
This decreases the O2conc. In the burning mixture thereby
lowering the combustiontemperature.
The exhaust gas is regulated by an EGR valve.
2. Catalytic reduction.
Dual catalyst system in which NO is reduced to N2 and
hydrocarbons and CO are
oxidized to CO2and H2O simultaneously.
The exhaust gases are passed over a reductive catalyst and here
NO reacts with CO to
form N2and CO2.
52
-
8/12/2019 ET ZC362-L8
53/56
Air is injected and the mixture is passed over an oxidative
catalyst and the remaininghydrocarbons and CO are oxidised to
CO2and H2O.
In reduction catalyst chamber, ammonia may form which will be
converted to NO or
N2O in the oxidising catalyst chamber.
53
-
8/12/2019 ET ZC362-L8
54/56
Briefly describe the two techniques used in Control of
hydrocarbon emissions from stationary sources.
Incineration:
If the waste gas contains sufficient combustible material, then
incineration may be
the simplest route. Normally it is smokeless and odorless unless
high molecular
weight hydrocarbons are used. Most efficient in destroying
diluted gas streams.
Waste gas is preheated over an auxiliary fuel fired burner and
passed into acombustion chamber where a temperature of 500-800 OC
is maintained. Gas stream
is kept at this temperature for a residence time of 0.3 to 0.7s
to allow complete
oxidation Gas stream is introduced in such geometry and at a
velocity that promote
turbulence and thorough mixing with a burning fuel. High
operating cost of fuel is
reduced by recovering the waste heat. It emits NOX, which can be
reduced by
adopting catalytic incineration.
54
-
8/12/2019 ET ZC362-L8
55/56
Adsorption:
Hydrocarbons (HC) are passed through one or several absorbers
in
parallel Operating temperature is kept between 30 -60OC.
Adsorbent:
granular activated carbon (particle diameter: 2-4 mm). Adsorbed
vapors
are removed by passing steam through the system. The mixture
is
liquefied in a condenser and cooled down to a ambient
temperature. HC
are separated from water and used again. Capital cost is high,
but low
maintenance .
55
-
8/12/2019 ET ZC362-L8
56/56
Write the name, source and control of air pollutants from
automobiles?
Air Pollutants from automobiles:
Principal Pollutants from automobiles: CO, NOx, HC
Sources: Exhaust pipe, Crankcase emissions and Evaporations from
fuel tank/
Carburettor. Exhaust emissions differs with the type of engine
(petrol or diesel),
because diesel engine works with compression ignition and petrol
engine works
with spark ignition.Control of Pollutant emission is possible
by
1. Modification or replacement of internal combustion Engine
2. Developing the exhaust system
3. Developing the fuel alternatives