-
Universitatea Tehnic a Moldovei
Catedra: Studiul i Tehnologia Materialului
Facultatea Inginerie si Management n Construcia de Maini
Practica de Iniiere n atelierile
didactice
A elaborat: st. gr. MSP
R.I
A verificat: prof.conf.Iurie Ciofu
Chiinu 2011
-
Raportul se stabileste n conformitate cu programa practicii de
iniiere n atelierele didactice cu
succesiunea lucrului ndeplinit n secii, separat pentru fiecare
secie in parte. Practica de initiere reprezinta o
disciplina destinata formarii bazei de viziuni si aptitudini
ingineresti pentru studenti de specialitatile
tehnologice-mecanice. Darea de seama contine informatii
teoretice si tehnice in domeniile de confectionare
ale semifabricatelor si pieselor finite si cunostinte in
prelucrarea materialelor constructoare de masini prin
diferite metode industriale.
I.Seciile Mecanice
Secia de Strungire
1) Regulile de securitate in sectie
2) Studierea construciei strungului normal
3) Micrile de baz
4) Scule achietoare pentru strunjire
5) Dispozitive utilizate la prelucrarea prin strungire
Secia de Frezare
1) Regulile de securitate n secie
2) Prile componente a mainii unelte de frezat i destinaia
lor.
3) Micrile de baz la frezare
4) Scule i dispozitive utilizate la frezat
-
II. Seciile Nemecanice
Secia de lcturie 1) Regulile de securitate n secie
2) Generaliti despre lcturie
3) Organizarea produciei i a locului de munc
4) ndoirea Metalelor
Secia de sudare
1) Regulile de securitate i protecia muncii n secie
2) Descrierea surselor de alimentare a arcului
3) Procesul formrii cusuturii
4) Tipuri de electrozi
Secia de Strungire
1. Regulile de securitate in sectie.
1. Aduceti in oridine haina de lucru, incheiati nasturii si
imbracati chipiul.
2. De muncit la masina-unelta la care sunteti admisi, sa
indepliniti lucrul pe care vi la incredintat maistrul.
3. De nu admis la locul sau de munca persoane , ce nu au relatie
cu lucrul incredintat.
4. De a nu se sprijini de masina-unelta in timpul lucrului.
5. Despre orice accident cu D-voastra sau cu colegii de munca ,
urgent raportati maistrului si la telefonul 903
chemati salvarea.
6.Daca la masina-unelta sau instalatie atirna afisul Nu
Cuplati-Reparatie sau Atentie-Inalta Tensiune,
categoric este interzisa cuplare a masinii sau instalatiei.
7. De nu muncit la masina-unelta defecta si de nu petrecut
reparatie de sinestatator.
8. Nu se admite de muncit la masina-unelta cu degetele
pansate.
9. Cu rigiditate si siguranta de fixat la masina-unelta
semifabricatele.
-
10. Alimentarea iluminari locale se admite de la surse cu
tensiunea de pina la 36V
11. La orice intrerupere a curentului electric deconecatti
masina electrica.
12.Folositiva de grilajul de lemn si de tinut in stare buna.
Daca podeaua e lunecoasa de facut curatenie.
13. De lucrat in incaltaminte usoara .
14.Daca in procesul prelucrarii metalului se formeaza aschie de
rupere de folosit ochelarii de protectie sau
ecran de protectie transparent.
15. De efectuat controlul strungului :
- de inlaturat toate obiectele , ce pot impedica lucrul;
- de verificat starea suportul de lucru de lemn de sub
picioare;
- de verificat starea ecranului de protective , legaturi cu
pamintul , dispozitivelor de securitate;
- de verificat strungul la mersul in gol;
- actiunile manivelelor si butoanelor de pornire , franare si
oprire;
- starea organelor de dirijare;
- starea de fixare a manivelelor de conectare si comutare ,
lipsa jocurilor in partile mobile ale masinii-unelte;
- sistemul de ungere(lubrifiere) si de convins, ca lubrifiantul
si lichidul de racire ajung in lucru continuu.
2. Studierea construciei strungului normal.
Scopul lucrrii: studierea construciei strungului normal,
dispozitivelor i sculelor utilizate,formarea
deprinderilor de ajustare a strungului i lucrul practic la
strung.
1. Studierea construciei strungului normal
Strungul normal este destinat executrii unei game diverse de
operaii de prelucrare a corpurilor de
revoluie strunjirea suprafeelor exterioare, interioare,
frontale, gurire, alezare, filetare, retezare etc.
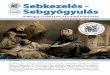
Vederea general i prile componente ale strungului normal sunt
prezentate n figura alturat.
Vederea general i prile componente ale strungului normal:
1, batiul strungului; 2. ppua fix; 3. schimbtor de turaii; 4.
panou electric de comand; 5. arbore
principal; 6. dorn de antrenare; 7. vrf; 8. crucior; 9. sania
transversal; 10. sania superioar; 11. dispozitiv
portscul; 12. vrf rotativ; 13. pinol; 14. ppua mobil; 15. urub
conductor; 16. axa avansurilor; 17.
motor auxiliar pentru deplasarea rapid a cruciorului; 18.
opritor pentru decuplarea antrenrii cruciorului;
19. bar; 20. ciocnitor reglabil; 21. motor principal de
antrenare; 22. cutie de avans; 23. locul roilor de
-
schimb pentru filetare; 24. manete pentru schimbarea avansului;
25. roat de deplasare longitudinal a
cruciorului; 26. manivel pentru deplasarea transversal a sniei
transversale 9; 27. manet pentru
cuplarea i decuplarea piuliei pentru filet.
Arborele principal se rotete de la motorul electric, 21, plasat
n tumba din stnga, prin intermediul
transmisiei prin curea i a sistemului de roi dinate i ambreaje,
plasate n ppua fix formnd cutia de
viteze.
Cruciorul 8 cu portcuitul 11, care servete la fixarea cuitelor
de strunjire, asigur micarea de avans.
Avansul transversal, realizat de sania transversal, se asigur de
mecanismul urub-piuli pentru
transformarea micri de rotaie n micare rectilinie.
Curia de avansuri 22 reprezint un mecanism, care transmite
micarea de rotaie de la arborele
principal la axe avansurilor sau la urub conductor i permite
modificarea vitezei de deplasarea cruciorului
(valorii avansului).
Ppua mobil 14 servete la centrarea pieselor lungi ntre vrfuri i
fixarea unor scule (burghiuri,
adncitoare, alezoare) e.t.c.
Dirijarea strungului se execut cu ajutorul manetelor: 3 de
dirijare a cutiei de viteze, 24 de dirijare a
cutiei de avansuri, 27 de cuplare, decuplare i inversare a
avansurilor longitudinal i transversal, 25, 26 de
executare manual a avansurilor.
3. Micrile de baz
Procesul de achiere const n desprinderea stratului de adaos de
pe suprafaa semifabricatului, sub
form de achie n vederea asigurrii formei geometrice, preciziei
dimensionale i rogozitii suprafeei
prelucrate n urma unor micri relative executate de scul i piesa
prelucrat.
Aceste micri pot fi clasificate n urmtoarele categorii:
Micri principale, care au drept scop desprinderea achiilor.
Micri de avans, n vederea aducerii de noi straturi de material n
faa tiului principal.
Micri de poziionare, care au drept scop aducerea sculei n
aproprierea piesei.
Pentru cazul strunjirii micarea de achiere sau principal este
numit micarea de rotaie a arborelui
principal cu semifabricatul, iar micarea de avans se produce de
scul prin deplasarea cruciorului n direcie
longitudinal sau transversal.
Micri auxiliare sunt considerate deplasarea accelerat a
cruciorului n direciile longitudinale i
transversale, ct i micrile de ajustare a cruciorului executate
manual, fixarea i schimbul sculelor i a
semifabricatului etc.
4. Scule achietoare pentru strungire
-
Desprinderea achiilor de pe suprafaa semifabricatelor n vederea
ndeprtrii adaosului de prelucrare i asigurrii preciziei
dimensionale i a rogozitii se realizeaz cu ajutorul unor scule
achietoare.
Scula achietoare este prevzut cu una sau mai multe muchii
ascuite, denumite tiuri, configuraia cror,
permit s ptrund n materialul prelucrat, s-l deformeze local i s
desprind achia, care alunec pe
suprafaa sculei.
La prelucrarea prin strunjire sunt utilizate cuite sub diverse
forme constructive, cu un singur ti principal,
care n timpul achierii se afl permanent n contact cu materialul
piesei, dac configuraia acesteia nu
impune ntreruperea temporar a achierii.
La prelucrarea prin strunjire a suprafeelor exterioare, cea mai
frecvent utilizat scul este cuitul drept,
construcia cruia este prezentat n (fig. 2).
Cuitul drept (normal) este compus din 2 pri: activ (capul) i de
fixare (corpul).
Partea activ a sculei particip n mod direct la detaarea achiei i
formarea suprafeei prelucrate. Ea
cuprinde urmtoarele elemente (fig. 2):
Partea achietoare (activ)
Fig. 2. Prile componente ale cuitului normal:
1. faa de degajare pe care alunec achia n procesul de
achiere;
2. faa de aezare principal orientat spre suprafaa de
achiere;
3. faa de aezare secundar, orientat spre suprafaa prelucrat;
4. muchia achietoare principal, format la intersecia feei de
degajare cu faa de aezare principal;
5. muchia achietoare secundar format la intersecia feei de
degajare cu faa de aezare secundar;
6. vrful cuitului format la intersecia muchiilor achietoare:
principale i secundare.
Tipurile si scheme de cuite utilizate n diferite operaii de
prelucrare prin strungire.
a) - construcia cuitului; b) - elementele prii active
Schema strunjirii suprafetelor exterioare Schema strunjirii
suprafetelor profilate si interioare
a)cu cuit drept (normal) a) cuite profilate
b)cu cuit ncovoiat; b) suprafeelor profilate cu cuite disc
c)cu cuit drept pentru col c) filetarea cu cuite de
filetare;
-
d)cu cuit ncovoiat i avans longitudinal d)cu cuite
interioare.
e)cu cuit de retezat i avans transversal e)cu cuite
interioare
5)Dispozitive utilizate la prelucrarea prin strungire
La prelucrrile, executate pe strunguri, se utilizeaz dou grupe
de dispozitive:
dispozitive folosite pentru prinderea i fixarea sculelor;
dispozitive folosite pentru prinderea i fixarea pieselor.
Pentru prinderea i fixarea cuitelor se folosesc portcuite cu
plac sau cu dou uruburi de strngere.
n funcie de forma i dimensiunile piesei, ce se prelucreaz, se
folosesc urmtoarele sisteme de prindere i
fixare a pieselor:
fixarea n consol (numai n partea dinspre ppua fix);
prinderea n consol i vrf;
prinderea ntre vrfuri.
Piesele scurte, la care lungimea (L) este mai mic dect trei
diametre (D) ale piesei, L/D < 3 se fixeaz n
platou universal cu trei flci, care asigur o strngere
concentric, prin deplasarea simultan a flcilor. Flcile
universalului, sunt reversibile, astfel nct permit strngerea
pieselor din exterior sau din interior.
Pentru prinderea pieselor la care lungimea sa depete trei
diametre L/D > 3 se utilizeaz, ca suport
suplimentar, vrfuri de diferite construcii (simple, rotative, cu
degajare, inverse, cu bil etc.). In unele cazuri
piesa poate fi prins ntre dou vrfuri, unul fixat n arborele
principal al strungului, iar cellalt n pinola
ppuei mobile, n aceste cazuri micarea de rotaie se transmite
piesei prin intermediul flanei de antrenare
i a inimii de antrenare.
-
Pentru fixarea pieselor cu diametrul mic se folosesc mandrine cu
buce elastice.La prelucrarea pieselor
lungi la'care raportul L/D > 8, cu scopul de a evita
ncovoierea sub aciunea forelor de achiere, se folosesc
dispozitive numite lunete, care pot fi mobile sau fixe.
Secia de Frezare 1.Regulile de securitate n secie
1. Aduceti in ordine haina de lucru, incheiati nasturii ,
imbracati chipiul .
2. De muncit numai la masina unelta la care sunteti admisi sis a
indepliniti lucrul pe care vi la incredintat
maistrul.
3. De nu admis la locul de munca personae , ce nu au relatie cu
lucrul incredintat. Fara permisiunea maistrului de
nu incredintat masina-unelta altui student.
4. De a nu se sprijini de masina unelta in timpul lucrului.
5. Despre orice accindent cu D-voastra sau colegii de munca ,
urgent raportati maistrului(administratiei) si la
telefon .903 chemati salvarea.
6. Daca la masina-unelta, sau instalatie atirna afisul NU
CUPLATI-REPARATIE, categoric este interzisa cuplarea
masinii sau instalatiei.
7. De nu muncit la masina-unelta defectata si de nu petrecut
reparatia de sinestatator.
8. Nu se admite de muncit la masina-unelta in manusi sau cu
degetele pansate.
9. Cu rigiditate si siguranta de fixat la masina-unelta a
semifabricatelor.
10. De reglat iluminarea locala a masinei-unelte.
11. Alimentarea iluminarii locale se admite de la surse cu
tensiunea de pina la 36V.
12. La orice intrerupere a curentului electric urgent
deconectati masina-unelta.
13. Daca ati observant ca unele parti ale masinii-unelte se afla
sub tensiunea electrica opriti masina-unelta si
raportati maistrului.
14.Folositi-va de grilajul de lemn care trebue sa fie in stare
buna. Daca podeaua e lunecoasa de facut curatenie.
15.Fiecare student este obligat:
-sa ceara de la maistru petrecerea instructajului tehnicii
securitatii pina la inceputul lucrului si la trecerea la o
masina-unelta de alt model;
-de indeplinit streict regulile securitatii;
-neaparat de folosit salopeta respective, incaltamintea si
misjloacele respective de protectie individuala;
- de pastrat curatenia la locul de munca si de nu-l ingramadit
cu piese, semifabricatele, deseuri.
-nu se admite de alungit chile cu alte tevi sau alte brate.De nu
folosit captuseala daca cheia nu corospuned
dimensiunii;
-de nu spalat miinile in ulei,gaz lampat si ed le sters cu cirpe
cu aschii;
-de nu lasat salopeta la locul de munca;
-de nu mincat linga masina-unealta;
16. Inainte de a conecta masina-unealta,convingetiva ca ea nu va
adduce pericol.
-
2. Prile componente a mainii unelte de frezat i destinaia
lor.
Scopul lucrrii: Studierea construciei i schemei cinematice
a mainilor de frezat; frezelor i a geometriei frezei
cilindrice;
proceselor de frezare; dispozitivelor utilitate; stabilirea
regimului raional de achiere. Formarea deprinderilor de
ajustare a mainilor unelte de frezat.
Construcia mainii unealt de frezat:
Maina de frezat orizontal
A - batiul mainii cu cutia de viteze; B - braul suport;
C - masa mainii;
D - legtura suplimentara a consolei cu braul;
E - ghidajele transversale;
F - consola cu cutia de avansuri;
G - placa de baza.
Organe de dirijare:
1) Mnerul de comutare a cutiei de viteze;
2) Mnerul de comutare a angrenajului intermediar;
3) Volanul pentru deplasarea longitudinal a mesei;
4) Mnerul pentru cuplarea avansului longitudinal;
5) Volanul pentru deplasarea transversal a mesei;
6) Mnerul pentru deplasarea verticala a consolei;
7) Volanul pentru comutarea cutiei de avans;
8) Mnerul pentru comutarea angrenajului cutiei de avans;
9) Mnerul da reversare a micrilor transversale i verticale ale
mesei.
3. Micrile de baz la frezare
Micarea principala (de achiere) este rotaia axului principal cu
freza.
Micarea de avans este deplasarea longitudinal, transversal
vertical a mesei cu semifabricatul.
Micrile auxiliare -deplasarea accelerat a mesei n aceleai trei
direcii.
-
4) Scule i dispozitive utilizate la frezat
Freze
Lucrari de frezare
Sculele se grupeaz n dou categorii de baz, dup cum muchiile
tietoare sunt expuse pe partea
cilindric sau frontal a suportului cilindric, avnd astfel freze
cilindrice i freze orizontale
Prelucrarea suprafeelor plane orizontal se efectueaz la mainile
de frezat orizontal cu freze cilindrice, iar la
mainile de frezat vertical cu freze frontale.
-
Frezarea suprafeelor verticale se efectueaz la mainile de frezat
orizontal cu ajutorul frezelor frontale , iar la
mainile de frezat vertical cu ajutorul frezelor de tip
deget.
Frezarea suprafeelor nclinate se efectueaz cu ajutorul frezelor
unghiulare la mainile de frezat orizontal, la
mainile de frezat vertical prin rotirea axului principal sub un
unghi.
Frezarea canalurilor se efectueaz cu ajutorul frezelor profilate
corespunztor: unghiulare, dreptunghiulare,
n forma de T, n forma de coad de rndunic, profilate n forma de
canelat (pentru pene) la mainile de
frezat orizontal i vertical.
Pentru frezarea suprafeelor n trepte (combinate) la mainile de
frezat longitudional sau orizontal se
practic utilizarea blocului de freze, care constitue un grupaj
de mai multe freze cilindrice sau cilindro-
frontale de diametre corespunztoare.
Frezarea suprafeelor fasonate se efectueaz cu ajutorul frezelor
cu profilul corespunztor.
Frezarea roilor dinate se efectueaz cu ajutorul frezelor
disc-modul la maini de frezat vertical.
Dup destinaie i metoda de prelucrare a suprafeelor snt freze :
cilindrice; frontale, disc, deget, profilate i
speciale.
Dup construcia lor snt freze cu dinii dintr-o bucat cu corpul ei
(freze monobloc) i freze cu dinii
aplicai.
Elementele i parametrii geometrici ai frezei cilindrice cu dini
elicoidali .
1) suprafaa de degajare, pe care alunec achia;
2) spatele dintelui,care poate fi: rectilinic sau
curbilinic;
3) suprafaa de aezare cu limea b= 1-2 mm;
4) tiul principal, care poate fi drept, nclinat sau elicoidal cu
unghiul de nclinaie ;
5) faeta f=0,5-0,1 mm (se las la reascuire, pentru a determina
precizia frezei dup diametru).
II. Seciile Nemecanice
Secia de lcturie 1. Regulile de securitate n secie
1Aduceti in ordine haina de lucru, incheiati nasturii ,
imbracati chipiul .
2. De muncit numai la masina unelta la care sunteti admisi sis a
indepliniti lucrul pe care vi la incredintat
maistrul.
3. De nu admis la locul de munca personae , ce nu au relatie cu
lucrul incredintat. Fara permisiunea maistrului de
nu incredintat masina-unelta altui student.
4. De a nu se sprijini de masina unelta in timpul lucrului.
5. Despre orice accindent cu D-voastra sau colegii de munca ,
urgent raportati maistrului(administratiei) si la
telefon .903 chemati salvarea.
6.Fiecare student este obligat:
-
-sa ceara de la maistru petrecerea instructajului tehnicii
securitatii pina la inceputul lucrului si la trecerea la o
masina-unelta de alt model;
-de indeplinit streict regulile securitatii;
-neaparat de folosit salopeta respective, incaltamintea si
misjloacele respective de protectie individuala;
- de pastrat curatenia la locul de munca si de nu-l ingramadit
cu piese, semifabricatele, deseuri.
-nu se admite de alungit chiele cu alte tevi sau alte brate.De
nu folosit captuseala daca cheia nu corospuned
dimensiunii;
-de nu spalat miinile in ulei,gaz lampat si ed le sters cu cirpe
cu aschii;
-de nu lasat salopeta la locul de munca;
-de nu mincat linga masina sau instalatie.
-de nu lasa salopeta la locul demunca.
-inainte de a conecta masina sau instalatia , convinge-te ca ea
nu adce pericol nimanui.
7. De pregatit si de controlat instrumentul si echipamentul
tehnic.De lucrat cu instrumente calitative:
-ciocanul trebuie sa corespunda urmatoarelor cerinte:
a) partea de lovire trebuie sa fie putin combata, neteda, sa nu
aiba crapaturi;
b) minerile ciocanului trebuie sa fie fixat cu pene de
metal;
c) coada de ciocan trebuie sa fie fabricata din lemn uscat si
tare
- cheile pentru piulite trebuie sa fie calitative si sa
corespunda dimensiunilor;
- dalta , punctatorul , priboiul trebuie sa nu fie indoiat ,
crapat sau cu bavura.
8. Daca sunt observate careva neregularirati sau defecte ,
urgent de spus maistrului si pina la inlaturarea lor lucrul
se interzice.
9.Ca reguli principale de protecia muncii, de care trebuie s in
seama un lucrtor care lucrerz la ndoire, pot
fi considerate urmtoarele :
Manevrarea materialelor s se fac pe cit posibil mecanizat, iar
muncitorul s poarte mnui de protecie i
or din piele groas ;
Sculele de susinere i fixare a pieselor s fie bine fixate pe
suporturi;
Ciocanele s fie bine prinse n cozi ;
La lucrul cu maini mecanice de ndoit, s se respecte prescripiile
de protecia muncii specifice acestora ;
In cazul ndoirii evilor la cald, s se foloseasc mnui de protecie
din estur de azbest.
2. Generaliti despre lcturie
Tehnologia lcturiei studiaz metodele si procedeele de prelucrare
manual i mecanic n stare
rece a diferitelor materiale, n scopul de a se obine piese sau
produse finite. Dintre acestea, principalele
procedee snt: ajustarea i finisarea pieselor executate la
mainile-unelte, asamblarea pieselor definitiv
prelucrate n vederea realizrii unor aparate, maini etc.,
repararea utilajelor. Lucrrile de lcturie cuprind
operaii variate, care se aplic fie asupra materialelor laminate
(table, bare, evi), vie asupra pieselor turnate,
forjate sau prelucrate la diferite maini-unelte.
-
Locul de munc al lctuului l constituie suprafaa pe care este
aezat bancul de lcturie
echipat cu trusa individual de scule (trusa individual se
pstreaz n dispozitivele bancului). La bancul de
lucru, lctuii exercit diferite operaii, reparaii, montri i
demontri de piese
Menghinele snt dispozitive universale cu ajutorul crora se
fixeaz piesele de diferite forme i
dimensiuni n vederea prelucrrii, n lucrrile de lcturie se
folosesc mai multe tipuri de menghine :
menghina paralel cu falc fix,
menghina paralel rotativ,
menghina de mn,
menghina pneumatic.
Cele mai rspndite snt ns menghinele paralele i menghinele de
mn.
Menghina de banc paralel cu falca fix este compus din dou flci
de font, una fix i alta mobil. Falca
fix 1 face corp menghinei 2, pe cnd n cea mobil 3 se deplaseaz
pe sania de ghidare 4, paralel cu cea fix,
n direcia sgeii. Falca fix este prevzut cu o gaur, prin care
trece urubul de strngere cu filet ptrat 5.
Acest urub se nurubeaz n piulia 6. Manivela 7 servete pentru
rotirea urubului de strngere. In timpul
rotirii manivelei, urubul de strngere este mpiedicat s se
deplaseze longitudinal de placa de siguran 8,
care este
fixat cu uruburi cu cap necat 9 de corpul menghinei. Pe feele
de
strngere ale flcilor snt fixate bacurile de oel 10, care snt
zimate,
pentru a asigura o strngere sigur. Mrimea menghinei de banc
paralel cu falca fix se determin dup lungimea bacurilor. In
ara
noastr, conform STAS 4247-54, se fabric menghine paralele de
60,
80, 100, 120 i 180 mm.
Menghin de banc
Menghina trebuie ferit de lovituri puternice, deoarece se poate
sparge. Este interzis prelungirea
manivelei cu o eava sau lovirea ei cu ciocanul, pentru a nu se
ndoi sau rupe filetul urubului. Menghina
trebuie curit zilnic de achii.
Sculele trebuie bine pstrate, pentru a nu se deteriora repede.
In acest scop, sertarul bancului de lcturie
trebuie prevzut n interior cu perei.
-
3. Organizarea produciei i a locului de munc
In producie ca i n orice sector de activitate, muncitorii
primesc sarcini precise. Aceasta este posibil
deoarece planul de producie se defalc pe sectoare, ateliere,
echipe i chiar pe fiecare muncitor.
De exemplu : dac Uzina ..Autobuzul" din Bucureti trebuie s
fabrice 100 de autobuze ntr-o lun
(25 de zile lucrtoare), nseamn c echipa de l?tui care va executa
scheletul metalic al acoperiului, va
trebui s confecioneze cte patru schelete n fiecare zi. Dac ntr-o
zi echipa de lctui nu va reui s
realizeze cele patru schelete metali:e. atunci nici celelalte
echipe de muncitori, care lucreaz n alte sectoare,
nu vor reui s-i ndeplineasc sarcinile de plan.
De aici rezult atit importana organizrii produciei i a locului
de munc, cit i necesitatea
ndeplinirii ritmice a planului de producie.
Prin desfurarea unei activiti ritmice colectivele din
ntreprinderi au posibilitatea s foloseasc
raional utilajele, timpul de lucru i s realizeze o
productivitate tot mai nalt.
In vederea ndeplinirii ritmice a planului de producie numeroase
ntreprinderi din ara noastr
organizeaz munca dup grafic. Desfurarea muncii dup grafic
permite folosirea mai bun a tehnicii i a
timpului de lucru i contribuie la respectarea strict a
disciplinei n munc.
O form naintat de organizare a produciei o constituie metoda
produciei n flux tehnologic, adic
utilajele snt amplasate n ordinea operaiilor de prelucrare. La
fiecare loc de munc se realizeaz o anumit
operaie din procesul de producie.
Prin urmare pentru creterea cantitativ i calitativ a
rezultatelor muncii, pe ling ali factori, este i
organizarea locului de munc. Prin organizarea raional a locului
de munc se nelege ntreinerea
uneltelor sau mainilor n stare de funcionare, aprovizionarea la
timp cu materialele necesare i executarea
corect a diferitelor operaii. Organizndu-se bine locul de munc,
se nltur timpii neproductivi, se reduce,
n bun msur oboseala i se evit accidentele de munc.
Organizarea locului de munc depinde'de rriai muli factori : de
tipul produciei (individual, de serie sau de
mas), de caracterul utilajului (manual sau mecanizat), de felul
locului de munc (loc de munc pentru un
muncitor sau pentru o brigad, permanent sau mobil).
Dei organizarea locurilor de munc este diferit, totui exist
anumite trsturi comune pentru toate
locurile de munc, i anume:
Poziia ct mai comod a muncitorului.
Aezarea sculelor i materialelor pe banc.
Calitatea utilajelor
.
-
4.ndoirea Metalelor
Un mare numr de piese care se execut n atelierul de lcturie se
realizeaz din materiale ndoite
(table, bare, evi etc.).
Prin ndoirea unui material se nelege deformarea permanent la
cald sau la rece a acestuia sub aciunea
unor fore din afar, care i 'schimb forma fr s se ndeprteze
material prin achiere.
Procesul de deformare a metalelor prin ndoire. Dup cum se
cunoate din cursul de tehnologia
materialelor, metalele snt formate din cristale, care n timpul
deformrii se deplaseaz unele fa de altele
sau chiar se sparg.
Acest fenomen conduce ri la schimbarea formei exterioare a
materialului respectiv, lucru de care trebuie s
se in seama la ndoire.
Procesul de deformare a metalelor Ia ndoire
Rezult c cristalele din regiunea marcat de suprafaa ABCD s-au
alungit, iar cele din regiunea marcat
de suprafaa CDFE s-au comprimat.
In seciunea fcut n regiunea ndoirii (b) se poate vedea de
asemenea cum s-a deformat materialul. In
cazul metalelor mai dure, de fia o anumit raz de ndoire,
deformarea este att de mare nct poate duce; la
apariia de fisuri (crpturi), ceea ce face materialul
inutilizabil.
TEHNOLOGIA NDOIRII METALELOR
Alegerea procedeului de ndoire se face n funcie de dimensiunile
i calitatea materialului, precum i de
numrul de piese care trebuie executate.
n lcturie, ndoirea metalelor se face manual sau mecanic.
ndoirea mecanic :
Pentru ndoirea rotund a tablelor se folosesc mainile de ndoit cu
val-uri n principiu, aceast
main se compune din trei valuri care se rotesc, din care dou
dedesubtul tablei, iar al treilea deasupra
tablei. orientat ntre cele dou inferioare.
Prin coborrea mai mult sau mai puin a valului superior, tabla
care trece printre valuri capt o
curbur mai mare sau mai mic.
-
Pentru ndoirea tablelor n linie dreapt i cu raze mici se
folosesc de asemenea maini' speciale, care
se numesc i abkanturi a). Aceast main se compune din trei mese,
masa inferioar l, masa superioar 2 i
Pentru lucrri mai complicate i de serie mai mare, se folosesc
prese speciale pentru ndoit
ndoirea manual a tablelor i benzilor :
n general, ndoirea manual se realizeaz sub aciunea unor lovituri
aplicate asupra materialului
ntr-un anumit fel. Sculele cu care se aplic loviturile snt
ciocane de diferite forme i dimensiuni.Se folosesc
ciocane executate din cupru, aluminiu, plumb, lemn sau
cauciuc.
n afar de sculele de lovire, la ndoirea unei piese din metal se
mai folosesc i anumite scule de
susinere sau prindere. Aceste scule au forme i dimensiuni
diferite, n funcie de materialul de ndoit i de
natura n-doiturii.
Snt reprezentate cteva nicovale de ndoit, confecionate din oel"
i cu partea superioar, pe care se
aaz materialul, de diferite forme : bombate concav, convex,
drepte, cu coluri ascuite sau rotunjite etc. La
ndoirea unei benzi sau table se mai pot utiliza pentru susinere
i simple plci metalice, menghine de banc,
nicovale de fierrie etc.
ndoirea unei benzi prin lovire cu ciocanul.
ndoirea tablei se obine prin ntinderea materialului, mai mult n
regiunea cea mai bombat, ntindere care
se realizeaz prin lovituri succesive date cu ciocanul.
mbinarea a dou table, de-a lungul a dou muchii, se face prin
fluire, adic prin ndoirea
marginilor respective ca n figura 55.
ndoirea manual a benzilor i a tablelor presupune atenie si o
calificare destul de ridicat din
partea lucrtorului, aceasta pentru a nu se produce fisuri n
material i a nu rmne urme de lovituri care
afecteaz aspectul i rezistena pieselor respective. Dup cum s-a
precizat la nceput , piesele confecionate
din metale, cu ocazia ndoirilor, i schimb seciunea, datorit
deformrilor care au loc n interior.
-
ndoirea tablelor prin ndesarea sau ntinderea materialului
Secia de sudare
1. Regulile de securitate i protecia muncii n secie
Datorit faptului c sudarea nu este o secie mecanic, regulile de
securitate sunt diferite, specifice
pentru aceast secie.
Pentru prevenirea accidentelor trebuie luate urmtoarele
msuri:
numai persoanele autorizate pot executa lucrri de sudare
pentru fiecare loc de munc trebue asigurate condiii de aerisire,
n ncperi de cel puin 3m
nceperea lucrului este permis numai de maestru
la masa de lucru li se interzice acordul persoanelor strine
in timpul sudrii, sudorul trebuie s fie echipat cu tot
echipamentul special, ncepnd de la
nclmintea cu talpa groas i terminnd cu masca speciala, destinat
sudrii.
La exploatarea echipamentului pentru sudare electrica se vor
respecta masurile prevezute in
normele de tehnica a securitatii la instalatiile electrice de
joasa tensiune , precum si regulile prevazute
de standardele in vigoare, vizind transformatoarele de
sudura.
Intreaga instalatie electrica va fi conectata la retea printr-un
intrerupator de protectie si va fi legata la
priza de pamint , pentru prevenirea electrocutarii.
Inainte de inceperea lucrului va fi controlata cu atentie
izolatia cablurilor de sudura si se va opri
functionarea instalatiei care are cablurile defecte.
Lungimea cablului de la panoul distributiei la instalatia de
sudat va fi de cel putin 2m.
-
Minerile port-electrozilor trebuie sa fie construite astfel ,
incit sa asigure stringerea puternica si
inlocuirea rapida a electrozilor.Minerul port-electrodului
trebuie sa fie confectionat dintr-un material
rezistent la caldura , izolat electric si rau conducator de
caldura.
Mastile de protectie trebuie sa acopere toata fata sudorului si
sa fie confectionate din materiale
usoare si rau conductoare de caldura si prevazute cu filtre
lentile din sticla speciala contra radiatiilor
arcului voltaic. Este interzisa a se folosi sticla afumata sau
vopsita in locul filtrelor de sticla.
Sudarea este procesul de primire a legturilor nedesprite prin
nclzirea marginelor pieselor pn la starea de
topire. Legtura prin sudare reprezint metal cristalizat, care n
procesul sudrii sa gsit n stare topit. Legtura
prin sudare ca element de construcie, este o parte din
construcie n care elementele snt unite cu ajutorul
sudrii. Sudarea ocup un loc deosebit n diverse domenii o
industriei i construciei datorit avantajelor fa de
alte metode de producere. Important lucru pentru sudare este de
a alege cele mai raionale construcii i forme.
Ea permite de a folosi metale economice i foarte mult micoreaz
rmiele producerii.
2. Descrierea surselor de alimentare a arcului
Sursele de curent pentru sudare sunt maini electrice speciale
care trebuie s ndeplineasc condiiile:
tensiunea i curentul s corespund arcului electric necesar
sudrii, tensiunea de mers n gol s fie suficient
pentru atmosfera arcului i stabilizarea acestuia, ca maina s fie
de construcie simpl i ieftin i s permit
un reglaj fin i uor caracteristica extern a mainii s fie
pronunat cobortoare.
Generatorul de sudare este ansamblu compas dintr-un generator de
curent continuu, cu caracteristic
extern pronunat cobortoare, antrenat de un motor electric, cu
ardere intern sau hidraulic. Generatorul de
sudare permite sudarea cu diferite tipuri de electrozi a
oelurilor, fontelor, chiar la valori mici ale curentului.
Reglarea regimului de sudare se obine la sudarea rezistenei
inductive a bobinei de reactan, pentru o
tensiune neschimbat n mers n gol,prin deplasarea blocului mobil
al mezului bobinei de reactan la rotirea
mecanizmului (5).
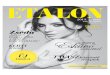
Schema simplificat a transformatorului de sudat.
-
3 4
5 R S T
9 6
1
8
2
7
1. bobina primar;
2. bobina secundar;
3. bobina de reactan;
4. miezul mobil al bobinei de reactan
5. mecanismul elicoidal;
6. alimentarea de la reeaua de curent;
7. miez de fier al transformatorului;
8. piesa de sudat;
9. electrodul.
Randamentul transformatorului este de 75-85%,fiind aproape de 2
ori mai mare dect al
generatorului de sudare. Perderele n gol sunt de 0,25 kw, iar
factorul de putere este de 0,4 , care poate fi
mbuntit pn la 0,7 prin folosirea bobinei de reactan. Are ns
dezavantajul c ncrcarea fazelor
curentului este nesimetric, legarea, la reeaua trifazat fcndu-se
ntre 2 faze sau una i nul.
-
Redresorul de sudare, folosit pentru transformarea curentului
alternativ n curent mediu continuu,
se compune dintr-un transformator trifazic, care reduce
tensiunea i mrete intensitatea curentului i dintr-
un redresor care transform curentul alternativ n curent
continuu. Curentul are oscilaii foarte slabe i
practic nu se deosebesc de un curent continuu dat de un
generator.
Randamentul este de 53-66%, iar factorul de putere
0,57-0,23%
5
1 2
3 4
1. reeaua de alimentare;
2. transformatorul trifazic;
3. piesa de sudat;
4. electrod
3. Procesul formrii cusuturii Arcul arde ntre vrful electrodului
i baza metalic format ntre piesele de sudat. Electrodul sub form
de
vergea, este mplut cu past , avnd un capt nenvelit, prins n
portelectrodul izolat cu manonul .
Portelectrodul asigur fixarea de adaos i conectarea prin cablu
de legtur la unii din polii sursei de curent.
Cellalt pol al sursei este legat la piesa de sudat prin cablu i
clem.
Coloana arcului se formeaz ntre vrful unirii metalice a
electrodului i baea de metal topit.Cldura
degajat de arcul electric topete metalul din vrful vergelei, din
care se desprinde pictura ce se depune n
custur.
Baia de metal topit conine i metal de baz pe adncimea de
ptrundere .Prin solidificarea baei, rezult
custura de lime c.
Datorit excesului de metal topit i adaos, cu scopul asigurrii
unui coeficient de siguran al mbinrii
cordonului de sudur se realizeaz cu supranlare. Odat cu vergeaua
metalic se topete i nveliul lund
forma de plnie, aceasta derijeaz gazele generate sub forma de
jet.
-
4) Tipuri de electrozi
Cu nveli acid, care cuprinde acizi metalici, silicai naturali
substane organice i dezoxidani. Aceste
nveliuri asigur viteze mari de sudare i proprieti bune ale
sudrii la oelurile neclite cu maximum 0,2%
C. La coninut mai mare n carbon, dau tendina de fusurare la
cald.
Cu nveli celularic, format din cel puin 10% de celuloz sau alt
substan organic care formeaz
gaze cu efect seductor pentru O2 i N2, i alte tipuri de
electrozi cu nveli titanic special.
Cu nveli bazic, carbonai de Ca, florin. nveliul bazic asigur o
puritate mare a sudurii.
Cu nveliuri speciale, cum sunt cei de mare productivitate cu
peste 50% pulbere de pe un nveli, se
folosete pentru sudarea sub ap.
Determinarea diametrului electrodului:
de=s/2+1 [de]=[mm],
unde "S" este grosimea plcii(mm).
Diametrul arcului n corespundere cu STAS se aplic nu mai mare de
12mm, indiferent de grosimea
materialului.
Diametrul curentului electric pentru sudare:
I=Kde, [I]=[A],
unde "K" este densitatea curentului electric n amperi pe un mm
din diametrul arcului, este egal cu 35-50
A/mm.
n tehnica sudurii, prin noiunea de electrod se subnelege orce
corp metalic legat la unul din polii
unei surse electrice de sudare ; dac acel corp nu este nsui
obectul prelucrrii.
Electrozii pot fi nefizibili, atunci cnd particip la realizare
sursei termice, dar nu i la realizarea
direct a sudurii sau fuzibile, cnd pe lng rolul de electric l
ndeplinise i pe acela de material de adaos.
Electrozii fuzibili pot fi nenvelii sau nvelii.Electrozii nvelii
sunt destinai sudrii manuale cu arc.
nveliul electrozilor este un strat format dintr-un amestec de
substane, aplicat pe exteriorul materialului de
ados n scopul mbuntirii procesului de sudare cu arc electric i a
calitii sudurii. nveliul are
urmtoarele funci n procesul de sudare:
s mreasc stabilitatea arcului asigurnd ionizarea uoar a spaiului
descrcrii prin ntroducere n
atmosfera a unor substane cu potenial de ionizare sczut;
-
s se topeasc o zgur suficient de uoar, s se separe la partea
superioar a bii de metal topit
acoperind uniform custura;
s asigure nlturarea elementelor nedorite din baza
lichid(S.P.O);
s realizeze n unele condiii alierea n stare lichid a
custurii.
Pentru a ndeplini aceste funcii n structura-lichid nveliului
electrozilor intr urmtoarele materiale:
DENUMIREA FUNCIA
carburi de calciu, luxid de titan coninut de
potasiu,oxizi i sruri ale metalelor alcaline-
pmntoase
Ionizai
minereuri de titan mangan i fer, carbonai
naturali;
Fluidani
fiero aliaje, aluminiu, grafit; Fluidani
srurile i oxizii metalelor alcolino-pmntoase,
bioxid de titan, fluorin .
Fluidani
substane organice, amidon, celuloz Gaze fiani
substane minerale, carbonai de caliu,magneziu Liani
silicai,lichizi de sodiu i potasiu, doftrin. Liani
betonin, doxtrin, amidon, ciment. Plastifiani
Aciunea mecanic a jetului contribue la sporirea penetraiei i
omogenizrii bii. Prin solidificarea
zgurii se formeaz o crust care protejeaz termic i chimic
custura.
Sudarea cu gaz i gaze inerte, se mai numete i sudarea
chimic.Mecanica este sudarea prin
nurubare. Electric, este acea sudare manual cu curent alternativ
sau continuu. Se mai fac sudri
automate si semiautomate, unde se include inulare electric i
chimic, electric i mecanic.
-
Concluzia! La efectuarea acestui raport am obtinut cunostinte in
prelucrarea materialelor constructoare de masini prin
diferite metode industriale, ceea ce are o mare importanta
pentru
formarea unui viitor inginer, designer , proiectant sau
manager
industrial. Conform programului practicii de initiere am studiat
si am
acumulat informatii teoretice si tehnice in domeniile de
confectionare
ale semifabricatelor si pieselor finite, precum am obtinut
deprinderi
practice in prelucrarea materialelor de constructie , precum
si
dezvoltarea gindirii si creativitatii ingineresti ,privind asa
profesii de
baza in industria constructoare de masini ca lacatus, strungar,
frezor si
sudor.