Embed Size (px)
Citation preview

EVALUACIÓN Y REDISEÑO DE LA EDIFICACIÓN E INSTALACIONES ACTUALES DE LA PLANTA PROCESADORA DE PULPA DE FRUTA -PULPÍN-,
PARA CUMPLIR CON LOS CAPÍTULOS I Y VI DEL DECRETO 3075 DE 1997 DEL INVIMA
JUAN CAMILO GARCÍA ARENAS IVÁN DARÍO ENCISO CONGOTE
UNIVERSIDAD DE LA SABANA FACULTAD DE INGENIERÍA
AREA DE PRODUCCIÓN AGROINDUSTRIAL SANTA FE DE BOGOTÁ, D.C.
2000

EVALUACIÓN Y REDISEÑO DE LA EDIFICACIÓN E INSTALACIONES
ACTUALES DE LA PLANTA PROCESADORA DE PULPA DE FRUTA –PULPÍN-, PARA CUMPLIR CON LOS CAPÍTULOS I Y VI DEL DECRETO 3075 DE 1997 DEL
INVIMA
JUAN CAMILO GARCÍA ARENAS IVÁN DARÍO ENCISO CONGOTE
Tesis de grado para optar al título de Ingenieros de Producción Agroindustrial
Directora JOHANNA LUQUE
Ingeniera Química
Asesor MAURICIO AGUDELO
Ingeniero Civil
UNIVERSIDAD DE LA SABANA FACULTAD DE INGENIERÍA
AREA DE PRODUCCIÓN AGROINDUSTRIAL SANTA FE DE BOGOTÁ, D.C.
2000

RESUMEN
Debido a la construcción artesanal de la planta procesadora de pulpas de fruta PULPIN, se
realizó un diagnóstico de la edificación e instalaciones, de acuerdo con los parámetros
descritos en los capítulos I y VI del título II del decreto 3075 de 1997 del INVIMA, además
de los procesos de producción, la capacidad instalada y la calidad del agua de lavado.
Se encontró que la construcción de la edificación no cumple con los parámetros requeridos
por el INVIMA en el capítulo I del decreto, no cuenta con zonas ni instalaciones adecuadas
para el proceso realizado, presenta deficiencias en la línea de proceso por lo cual trabaja
con una capacidad de producción por debajo de la diseñada y genera una contaminación
cruzada del producto. También se encontró, de acuerdo al análisis realizado, que el agua de
lavado no posee la calidad microbiológica adecuada.
Para solucionar estos problemas se rediseñaron la edificación e instalaciones, sectorizando
e independizando cada etapa y linealizando el flujo del proceso, se logró ampliar la
edificación en 113 m2 y se mejoró la capacidad de producción en un 36.3 %. Además se
propuso un tratamiento, por cloración, para mejorar la calidad del agua de lavado
proveniente del aljibe.
Se estimaron los costos de ejecución de los cambios propuestos en $ 30´965.830.

OBJETIVOS
GENERAL
Adecuar la edificación e instalaciones para obtener el registro INVIMA y plantear la
posibilidad de mejorar la capacidad de producción, con el fin de lograr una participación en
el mercado nacional.
ESPECÍFICOS
• Hacer un diagnóstico del estado actual de la edificación, instalaciones, procesos,
capacidad instalada y calidad del agua de lavado.
• Rediseñar la edificación e instalaciones eléctricas, hidráulicas y drenajes según el
decreto 3075 de 1997 del INVIMA.
• Sugerir la posibilidad de mejorar la capacidad de producción y calidad del agua de
lavado.
• Estimar los costos de remodelación de la planta, según los resultados del diagnóstico y
rediseño.

CONTENIDO
Pág.
INTRODUCCIÓN.................................................................................................................. 1
1 REVISIÓN BIBLIOGRÁFICA ...................................................................................... 2
1.1 SITUACIÓN NACIONAL DE LAS PULPAS DE FRUTA...................................... 2
1.2 CARACTERÍSTICAS DE LAS PULPAS DE FRUTA............................................. 4
1.3 MÉTODOS DE CONSERVACIÓN PARA LAS PULPAS DE FRUTA.................. 6
1.3.1 Congelación. ....................................................................................................... 6
1.3.2 Pasteurización.. ................................................................................................... 7
1.4 MATERIA PRIMA: MANGO ................................................................................... 7
1.5 PROCESAMIENTO DE LA PULPA DE MANGO .................................................12
1.5.1 Recepción. .........................................................................................................13
1.5.2 Selección.. ..........................................................................................................13
1.5.3 Clasificación.. ....................................................................................................13
1.5.4 Lavado. ..............................................................................................................13
1.5.5 Desinfección. .....................................................................................................14
1.5.6 Pelado y retirado de la semilla. ..........................................................................14
1.5.7 Despulpado.. ......................................................................................................14
1.5.8 Pasteurización ....................................................................................................15
1.5.9 Empaque y congelación.. ...................................................................................15
1.6 REQUISITOS HIGIÉNICOS PARA LA FABRICACIÓN DE PULPAS DE
FRUTA ..............................................................................................................................15

1.6.1 Higienización del área de recepción. .................................................................17
1.6.2 Higienización del área de selección y clasificación ..........................................19
1.6.3 Higienización del área de lavado y desinfección...............................................19
1.6.4 Higienización del área de proceso. ....................................................................20
1.6.5 Higienización del área de empaque. ..................................................................21
1.7 ANÁLISIS DE AGUAS ............................................................................................22
1.7.1 Normas generales...............................................................................................23
1.7.2 Descripción de hipocloritos. ..............................................................................24
1.7.3 Método de cloración. .........................................................................................24
1.8 INSTALACIONES ELÉCTRICAS...........................................................................26
1.8.1 Conductores eléctricos. ......................................................................................26
1.8.2 Tubos Conduit. ..................................................................................................28
1.8.3 Motores eléctricos de corriente alterna.. ............................................................29
1.8.4 Dispositivos de control.:....................................................................................29
1.9 INSTALACIONES HIDRÁULICAS........................................................................30
1.10 DRENAJES Y CAJAS DE RECOLECCIÓN.......................................................33
1.11 CAPACIDAD DE PRODUCCIÓN.......................................................................35
2 ESTADO ACTUAL DE LA EDIFICACIÓN, INSTALACIONES, PROCESOS,
CAPACIDAD DE PRODUCCIÓN Y CALIDAD DEL AGUA DE LAVADO..................36
2.1 LOCALIZACIÓN Y ACCESOS...............................................................................36
2.2 EDIFICACIÓN..........................................................................................................37
2.2.1. Paredes. ..............................................................................................................37
2.2.2 Techos. ...............................................................................................................38

2.2.3. Ventanas.. ..........................................................................................................38
2.2.4. Puertas................................................................................................................38
2.2.5. Pisos ...................................................................................................................39
2.2.6. Ventilación.........................................................................................................40
2.3 INSTALACIONES ELÉCTRICAS...........................................................................40
2.3.1. Acometidas eléctricas. .......................................................................................40
2.3.2. Maquinaria.........................................................................................................41
2.3.3. Alumbrado y tomas............................................................................................42
2.4 INSTALACIONES HIDRÁULICAS........................................................................45
2.4.1. Abastecimiento de agua.. ...................................................................................45
2.4.2. Tanque de reserva. ...............................................................................................46
2.4.3. Baño. ..................................................................................................................46
2.4.4. Área de proceso. ................................................................................................48
2.5 DRENAJES Y CAJAS DE RECOLECCIÓN...........................................................49
2.5.1. Pozo séptico. ......................................................................................................49
2.5.2 Caja de residuos sólidos.....................................................................................49
2.5.3. Baño...................................................................................................................49
2.5.4. Piletas. ................................................................................................................50
2.5.5 Canal de desagüe del piso de la planta ..............................................................50
2.5.6. Lavaplatos del laboratorio. ................................................................................50
2.6 DESCRIPCIÓN DEL PROCESO ACTUAL DE PRODUCCIÓN...........................51
2.6.1 Recepción. .........................................................................................................51
2.6.2. Selección.. ..........................................................................................................51

2.6.3. Clasificación.. ....................................................................................................52
2.6.4. Pesaje.. ...............................................................................................................52
2.6.5. Lavado. ..............................................................................................................52
2.6.6. Desinfección. .....................................................................................................52
2.6.7. Acondicionamiento. ...........................................................................................53
2.6.8. Despulpado y refinado.. .....................................................................................53
2.6.9. Pasteurización. ...................................................................................................53
2.6.10 Empaque, sellado y refrigeración .....................................................................54
2.6.11 Congelación .......................................................................................................54
2.7 EVALUACIÓN DE LA CALIDAD DEL AGUA ....................................................57
2.7.1. Métodos colorimétricos .....................................................................................57
2.7.2. Métodos titrimétricos.........................................................................................58
2.7.3. Métodos microbiológicos ..................................................................................59
2.7.4. Presentación de resultados.. ...............................................................................61
2.7.5. Análisis de resultados. .......................................................................................62
2.8 CAPACIDAD DE PRODUCCIÓN...........................................................................64
3. REDISEÑO DE LA EDIFICACIÓN E INSTALACIONES, Y PROPUESTA PARA
MEJORAR LA CAPACIDAD DE PRODUCCIÓN Y LA CALIDAD DEL AGUA DE
LAVADO ..............................................................................................................................68
3.1. EDIFICACIÓN..........................................................................................................68
3.1.1. Paredes. ..............................................................................................................69
3.1.2. Techos. ...............................................................................................................69
3.1.3. Ventanas.. ..........................................................................................................70

3.1.4. Puertas. ...............................................................................................................71
3.1.5. Pisos...................................................................................................................71
3.1.6. Ventilación.........................................................................................................72
3.1.7 Sanitarios. ..........................................................................................................72
3.2. INSTALACIONES ELÉCTRICAS...........................................................................72
3.2.1. Motores. .............................................................................................................73
3.2.2. Alumbrado y tomas............................................................................................78
3.2.3. Acometida..........................................................................................................80
3.3. INSTALACIONES HIDRÁULICAS........................................................................84
3.3.1 Consumos. .........................................................................................................84
3.3.2 Suministro de agua a la planta. ..........................................................................85
3.3.3 Tanque de cloración...........................................................................................86
3.3.4 Dimensionamiento de las redes .........................................................................86
3.4 DRENAJES ...............................................................................................................92
3.4.1 Caja de residuos sólidos.....................................................................................92
3.4.2 Desagües. ...........................................................................................................93
3.5 PROPUESTA PARA MEJORAR LA CAPACIDAD DE PRODUCCIÓN .............93
3.5.1 Recepción, selección y clasificación .................................................................94
3.5.2 Lavado y desinfección .......................................................................................94
3.5.3 Acondicionamiento. ...........................................................................................95
3.5.4 Despulpado y refinado. ......................................................................................95
3.5.5 Pasteurización.. ..................................................................................................96
3.5.6 Empaque y sellado. ............................................................................................96

3.5.7 Enfriamiento y congelación. ..............................................................................96
3.5.8 Lavado y desinfección de la planta....................................................................97
3.5.9 Capacidad de producción...................................................................................98
3.6 PROPUESTA PARA MEJORAR LA CALIDAD DEL AGUA DE LAVADO....101
4 COSTO ESTIMADO DEL PROYECTO....................................................................104
4.1 COSTO DE OBRA FÍSICA....................................................................................104
4.2 COSTOS DE INSTALACIONES ELÉCTRICAS..................................................105
4.3 COSTO DE INSTALACIONES HIDRÁULICAS .................................................106
4.4 COSTO DE EQUIPOS Y OTROS ..........................................................................107
5 CONCLUSIONES.......................................................................................................109
6 RECOMENDACIONES..............................................................................................112

LISTA DE CUADROS
Pág.
Cuadro 1. Concentración de elementos y sustancias químicas permitidas en el agua potable
.......................................................................................................................................25
Cuadro 2. Cloro disponible en el hipoclorito de sodio ..........................................................26
Cuadro 3. Características actuales de la maquinaria existente ..............................................42
Cuadro 4. Distribución de fases para alumbrado y tomas del estado actual. ........................43
Cuadro 5. Instalaciones sanitarias..........................................................................................48
Cuadro 6. Instalaciones hidráulicas del area de la planta ......................................................48
Cuadro 7. Resultados de los métodos colorimétricos ............................................................61
Cuadro 8. Resultados de los métodos titrimétricos ...............................................................61
Cuadro 9. Resultados del análisis microbiológico.................................................................61
Cuadro 10. Comparación de los resultados de las pruebas colorimétricas con las normas
existentes........................................................................................................................62
Cuadro 11. Comparación de los resultados de las pruebas titrimétricas con las normas
existentes........................................................................................................................62
Cuadro 12. Comparación de los resultados de las pruebas microbiológicas con las normas
existentes........................................................................................................................63
Cuadro 13. Cronograma del proceso actual..........................................................................67
Cuadro 14. Características de la maquinaria propuesta.........................................................79
Cuadro 15. Distribución propuesta de alumbrado y tomas....................................................80
Cuadro 16. Descripción y características de la red de suministro propuesta. ........................89

Cuadro 17. Pérdidas por fricción y accesorios en los elementos de la red de suministro
propuesta. .......................................................................................................................91
Cuadro 18. Caudales entregados por la tubería asumida en la red de suministro propuesta.91
Cuadro 19. Cronograma del proceso propuesto .................................................................101
Cuadro 20. Costos estimados de la obra física ....................................................................105
Cuadro 21. Costos estimados de la obra eléctrica ...............................................................106
Cuadro 22. Costos estimados de la obra hidráulica ............................................................107
Cuadro 23. Costos estimados para la adquisición de equipos y otros ................................108

LISTA DE FIGURAS
Pág.
Figura 1. Mango en fruta. ....................................................................................................... 7
Figura 2. Mango en flor .......................................................................................................... 9
Figura 3. Partes del mango ..................................................................................................... 9
Figura 4. Mango empacado ...................................................................................................11
Figura 5. Vía de acceso..........................................................................................................36
Figura 6. Acceso peatonal......................................................................................................37
Figura 7. Techos y paredes ....................................................................................................38
Figura 8. Puerta......................................................................................................................39
Figura 9. Pisos .......................................................................................................................39
Figura 10 Transformador .......................................................................................................40
Figura 11 Cuchilla .................................................................................................................40
Figura 12. Acometidas eléctricas...........................................................................................41
Figura 13. Caja de tacos. ........................................................................................................41
Figura 14. Punto de convergencia del cableado sobre la caja de tacos. ...............................43
Figura 15. Distribución actual de alumbrado y tomas. ..........................................................44
Figura 16. Aljibe ....................................................................................................................45
Figura 17. Tanque de reserva. ...............................................................................................46
Figura 18. Esquema isométrico de las instalaciones hidráulicas actuales. ............................47
Figura 19. Piletas de lavado y desinfección...........................................................................48
Figura 20. Caja de residuos sólidos. ......................................................................................49
Figura 21. Rejilla. ..................................................................................................................50
Figura 22. Canastillas con fruta. ............................................................................................51
Figura 23. Zona de empaque .................................................................................................54
Figura 24. Cuarto frío ............................................................................................................54
Figura 25 Diagrama de flujo del proceso actual de producción ............................................55
Figura 26. Esquema isométrico actual de maquinaria en la planta. .......................................56
Figura 27. Esquema de la distribución propuesta para los circuitos de los motores. ............77
Figura 28. Distribución de los circuitos para alumbrado y tomas propuestos. ......................81
Figura 29. Diagrama unifilar de las instalaciones eléctricas propuestas ...............................83
Figura 30. Esquema isométrico de la red de cloración propuesta. ........................................87
Figura 31. Esquema isométrico de la red de suministro propuesta. ......................................88
Figura 32. Esquema de los elementos de la red de suministro ..............................................90
Figura 33. Diagrama de flujo del proceso propuesto. ............................................................98
Figura 34. Esquema isométrico propuesto de maquinaría en la planta. ..............................100

LISTA DE ANEXOS
ANEXO A. CAPACIDAD DE CORRIENTE DE CONDUCTORES DE COBRE
ANEXO B. NÚMERO MÁXIMO DE CONDUCTORES EN MEDIDAS COMERCIALES
DE TUBERÍA CONDUIT
ANEXO C. FACTORES DE CAIDA DE TENSIÓN
ANEXO D. INTERRUPTORES, TRANSFORMADORES, ARRANCADORES Y
RELÉS
ANEXO E. BOMBA DEL ALJIBE
ANEXO F. BOMBA TANQUE DE CONSUMO
ANEXO G. BOMBA PARA LA PULPA
ANEXO H. PÉRDIDAS POR ACCESORIOS
ANEXO I. DESCRIPCIÓN Y MODO DE EMPLEO DEL TIMSEN
ANEXO J CAPÍTULOS I Y VI DEL DECRETO 3075 DE 1997 DEL INVIMA
ANEXO K. PLANOS EDIFICACIÓN ACTUAL
ANEXO L. PLANOS EDIFICACIÓN PROPUESTA
1
INTRODUCCIÓN
La empresa Industrias PULPIN cuenta con una planta procesadora de pulpas de fruta,
ubicada en zona rural del municipio del Espinal (Tolima). La construcción fue realizada por
los dueños de la finca frutícola “Le Frutier”, con el fin de minimizar costos de producción y
pérdidas en el manejo postcosecha, razón por la cual se hizo el levantamiento físico en
forma artesanal, sin contar con la asesoría profesional adecuada.
La empresa comercializa sus productos en Santa Fe de Bogotá a nivel institucional, y uno
de sus objetivos a mediano plazo es entrar al mercado de las grandes cadenas de
supermercados logrando incrementar sus ventas en aproximadamente un 20%, para lo cual
necesita contar con el registro INVIMA y mejorar su capacidad de producción. Para
conseguir este registro, debe hacerse un replanteamiento de la edificación e instalaciones de
acuerdo a los capítulos I y VI del título II del decreto 3075 de 1997 del INVIMA.
En este proyecto, inicialmente, se evaluará el estado actual de la edificación, instalaciones,
procesos, capacidad instalada y calidad del agua de lavado, y se hará un análisis que
facilite tanto el rediseño de la infraestructura hidráulica y eléctrica así como el
mejoramiento de la capacidad de producción y la calidad del agua utilizada para el lavado y
desinfección. Finalmente se hará un análisis estimativo de los costos que pueden generarse
en caso de ser aceptada y ejecutada la propuesta por la empresa.

2
1 REVISIÓN BIBLIOGRÁFICA
1.1 SITUACIÓN NACIONAL DE LAS PULPAS DE FRUTA
Debido a su topografía montañosa, Colombia presenta una amplia gama de climas y
microclimas, adecuados para el cultivo de frutas; la variedad de factores climáticos como
temperatura, lluvia, humedad relativa, radiación solar y vientos que existen en el país ha
permitido la existencia y desarrollo del cultivo de algunas especies de frutas que poco a
poco han alcanzado un alto consumo en fresco y también son materia prima de la industria
productora de pulpas y otros productos como mermeladas, néctares y compotas
principalmente. El consumo de frutas en la dieta es de vital importancia por el aporte de
vitaminas, minerales, carbohidratos, pigmentos, enzimas, agua y otra serie de compuestos;
además de la satisfacción de consumir un producto de características sensoriales
agradables.
“En Colombia el consumo de frutas promedio por persona es de 40 Kg al año, siendo el
recomendado por la Organización mundial de la salud (O.M.S.) de 120 Kg para lograr una
dieta adecuada”1. Este bajo consumo se debe en parte a su baja producción, a las altas
pérdidas postcosecha y a la poca información nutricional de la mayoría de la población, en
cuanto a la costumbre de consumo de frutas. El consumo de pulpas y jugos en Colombia
sigue siendo un mercado pequeño debido a las dificultades de índole tecnológico que los

3
procesadores enfrentan en la obtención y conservación de estos productos. En Colombia
cada año los supermercados le dedican más espacio en sus estantes a los derivados de fruta
como jugos y pulpas, debido a que son productos apetecidos por su alto valor nutritivo
participando estos con el desarrollo social y económico del país.
La mayoría de empresas utilizan como sistema de comercialización de la pulpa, la venta
indirecta a través de los supermercados, y en menor escala la venta directa a: hoteles, amas
de casa, restaurantes y fruterías. De las empresas existentes menos del 10% de ellas está
exportando2, debido a los altos costos arancelarios y a las exigencias de alta calidad y el
cumplimiento de volúmenes predeterminados en los mercados internacionales.
Las frutas más empleadas en la obtención de pulpas son: Mora, Mango, Lulo, Maracuyá,
Guanábana, Piña, Guayaba y Papaya (por comparación de las principales empresas
productoras de pulpa de frutas existentes en el mercado). Estas frutas ya se han logrado
programar para que sus cosechas produzcan de manera escalonada durante todo el año. Los
sitios de producción son muchos pero existen ciertos departamentos donde se concentra el
cultivo de frutas. Entre estos están Cundinamarca, Tolima, Valle, Huila, Santanderes,
Antioquia, Boyacá y los Llanos Orientales. La situación deseable es contar con los cultivos
cerca a los centros de procesamiento para reducir costos en transporte, mantener la calidad,
evitar pérdidas y no traer residuos a las ciudades. La fruta cultivada se prefiere de una
variedad tal, que reúna ciertas características ventajosas para la empresa productora de
1 CARULLA J. Disponibilidad De Frutas. (2°: 1990: Bogotá). Memorias de la conferencia: Obtención Y Conservación De Pulpas De Fruta. Bogotá: I.C.T.A., 1990. p. 2.

4
pulpas. Debe buscarse que la plantación pueda ser manejada con cierta técnica que permita
cosechar frutas sanas, maduras, resistentes a enfermedades, de alto rendimiento, de
características sensoriales fuertes y con el mínimo de pérdidas postcosecha. Uno de los
problemas que se inicia en el cultivo es la adición de agroquímicos a la planta durante la
precosecha. Esta práctica puede alterar la composición de la pulpa y se presenta por el
empleo de variedades de frutas poco resistentes a plagas y enfermedades, con lo que se
obliga al agricultor a aplicar tratamientos preventivos con el uso de sustancias químicas
sobre la fruta antes de la cosecha. Esta situación es de las más delicadas debido al rechazo
de este tipo de pulpa, sobretodo en los países importadores que son muy estrictos en este
sentido.
1.2 CARACTERÍSTICAS DE LAS PULPAS DE FRUTA
“LA PULPA, es el producto pastoso, tamizado, no diluido, ni concentrado, ni fermentado
obtenido a partir de frutas frescas, maduras, sanas y limpias”.3 La Pulpa está compuesta de
agua en un 60% a un 95%4, pero su mayor atractivo desde el punto de vista nutricional es
su aporte a la dieta de vitaminas, minerales, aminoácidos, enzimas y carbohidratos. Las
operaciones necesarias para la separación de pulpas, dependerán de las características de las
cáscaras, las semillas, la manera como están adheridas las semillas a la pulpa o la
sensibilidad de la pulpa al exponerse al medio ambiente. El objetivo central de una
2 CAMACHO, G., ROMERO, G., Obtención y Conservación de Pulpas de Mora, Guanábana, Lulo y Mango. I.C.T.A. s.p.i. p. 7. 3 INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Frutas Procesadas: Jugos y Pulpas de Frutas ICONTEC, NTC 404. 4 CAMACHO, G. Obtención De Pulpas De Fruta. (4°: 1990: Bogotá) Memorias de la conferencia: Obtención Y Conservación De Pulpas De Fruta. Bogotá: I.C.T.A., 1990. p. 2.
5
empresa productora de pulpas es lograr obtener pulpas que cambien lo menos posible sus
características sensoriales, sanitarias y nutricionales, es decir, que sean lo más parecidas a
las pulpas recién obtenidas de las frutas frescas. La apariencia de las pulpas debe estar libre
de materias extrañas, admitiéndose una separación en fases y la presencia mínima de trozos
y de partículas oscuras propias de la fruta utilizada. La mayor separación de fases se
produce por el tamaño grande de las partículas que componen la pulpa, que a su vez
depende del diámetro del orificio del tamiz que se emplee para la separación de las semillas
durante el despulpado. También hay mayor separación de fases al dejar las pulpas en estado
crudo, es decir sin aplicar un tratamiento térmico que inactive las enzimas causantes de la
hidrólisis de pectina y posterior formación de sales que precipitan. Esta precipitación es la
que produce un líquido más transparente en la parte superior y opaca en la inferior.
La naturaleza, características, composición y comportamiento de las pulpas de fruta están
directamente relacionados con la especie, variedad, lugar dónde se ha extraído, el estado de
madurez y condiciones ambientales que rodean la fruta durante su desarrollo. En particular,
cada especie de pulpa posee compuestos que la hace diferente en sus características
fisicoquímicas, gustativas y en sus rendimientos.
La presencia de partículas oscuras en la pulpa se puede deber a la rotura de semillas de
color oscuro durante el despulpado. También puede ser debido a la presencia de manchas
oscuras en la piel de la fruta que pueden pasar a la pulpa. El color y olor deben ser
semejantes a los de la fruta fresca de la cual se ha extraído. La pulpa debe contener el
elemento histológico o tejido celular de la fruta correspondiente.

6
1.3 MÉTODOS DE CONSERVACIÓN PARA LAS PULPAS DE FRUTA
Un factor importante que deben poseer las frutas es la estabilidad de su pulpa a las
condiciones ambientales y a las operaciones de conservación. Puede presentarse la
situación que la pulpa fácilmente cambie de color cuando se abre la fruta. Si es inevitable
éste fenómeno habrá necesidad de contrarrestarlo mediante tratamientos térmicos o
químicos. A veces los tratamientos con calor pueden inactivar las enzimas que favorecen el
cambio de color de la pulpa, pero también a veces el calor moderado puede acelerar éste
deterioro. La solución está en agregar sustancias antioxidantes o variar la acidez del medio.
En general, los microorganismos y los procesos bioquímicos son las causas principales de
alteración de los alimentos. Cuando las frutas y los vegetales son almacenados siguen
viviendo y respirando. Los distintos procesos bioquímicos son catalizados por un gran
número de enzimas y estos, para que el alimento no pierda sus propiedades inherentes,
deben ser inactivados, sobre todo por la acción del calor, pero también por otros
tratamientos. Sin embargo, aún en el caso de que la actividad bioquímica quede inactiva
cabe que la acción microbiana persista y provoque más tarde la alteración. Entre los
procesos de conservación de pulpas más utilizados se describen los siguientes:
1.3.1 Congelación. “La conservación de las pulpas por congelación depende
esencialmente de dos factores: por debajo de –8°C los microorganismos no se multiplican,
por debajo de cero grados centígrados van desapareciendo las reacciones bioquímicas”5.
5 Holdsworth, S. D., Conservación De Frutas Y Hortalizas. Acribia. España, 1988. p. 22.

7
Cuanto más baja es la temperatura, menores son las reacciones de alteración. Hay, sin
embargo, cierto número de organismos conocidos como psicrófilos que crecen por debajo
de cero grados centígrados mas no por debajo de menos ocho grados centígrados.
1.3.2 Pasteurización. Consiste en calentar el producto a temperaturas que provoquen la
destrucción de los microorganismos patógenos (temperatura de 60 a 70 °C durante 5 a 10
minutos o 90 °C por dos segundos). El calentamiento va seguido de un enfriamiento para
evitar la sobrecocción y la supervivencia de microorganismos termófilos. En el caso de las
pulpas no es necesario esterilizarlas, debido al bajo pH que caracteriza a la mayoría de las
frutas.
1.4 MATERIA PRIMA: MANGO
“El mango (Mangifera indica L.),
también conocido como “la Manzana del
Trópico” (ver figura 1), es originario de la
India y del Sur Oeste del Asia. Su fruto es
una drupa carnosa importante
nutricionalmente por la presencia de
minerales: calcio, fosfatos, hierro,
vitaminas ( carotenos, tiamina, niacina y
Figura 1. Mango en fruta.
vitamina C) además de algunos carbohidratos como fuente principal calórica. Contiene

9
agua, grasa, pigmentos, taninos y otras sustancias que le imparten suculencia, textura y
sabor exótico.” 6
Por la diversidad de condiciones climáticas y ecológicas del país, que permiten su
producción permanente durante el año, se presenta un sin número de variedades, entre las
cuales se encuentran el común o de azúcar, Kent, Sufaida, Van Dyke, Haden y el Tommy
Atkins entre otros. Las variedades anteriores proporcionan frutos con características
diferentes, de los cuales unos deben consumirse en fresco por presentar aromas y sabores
agradables y otros con alto contenido de pulpa y de jugo, deben ser procesados y utilizados
posteriormente.
6 GÓMEZ, J., MANGO: Producción, Mercadeo, Consumo. Impresol. Colombia, 1993. p. 14.
La cosecha de fruta se realiza tres a cuatro
meses después del florecimiento del árbol
(ver figura 2) y tiene una duración
similar, dependiendo de la variedad y de
las condiciones atmosféricas presentadas
en esta época, la producción puede ser
programada anticipadamente mediante el
Figura 2. Mango en flor
empleo de técnicas agrícolas que induzcan la floración y de la utilización de variedades
cuya producción se adelante con respecto a otras. Por otra parte, son conocidas también
prácticas agrícolas que permiten retrasar la producción y variedades que son de producción
retardada.

9
La calidad del fruto maduro está íntimamente asociada a los procedimientos y cuidados
practicados en su recolección y principalmente al estado de madurez fisiológica de la fruta
cosechada. En la práctica, las características de reconocimiento de la fruta apta para
cosechar deben ser del tipo visual para facilitar la labor de recolección. Estas características
no son siempre las mismas, difieren de alguna manera en función de la variedad y de las
condiciones climáticas regionales. Algunos productores inician la recolección cuando
normalmente empiezan a desprenderse las frutas maduras del árbol; otros se orientan por el
tamaño de la fruta y el color de la cáscara.
Los factores que suministran mayor
seguridad para determinar el punto de
cosecha están relacionados con la forma
del fruto, y se pueden determinar
visualmente (ver figura 3).
Apice: bastante redondeado.
Cáscara: bastante lisa y con brillo
Fruto: redondeado, con las espaldas
llenas y tamaño crecido.
Figura 3. Partes del mango
Pedúnculo: presenta una coloración oscura y su punto de inserción en el fruto se encuentra
a un nivel más bajo con relación a la altura de las espaldas.

11
La selección de dos o más de estas características externas del fruto y la práctica en las
actividades de recolección aseguran cada vez más el éxito del cosechador en esta labor. El
mango es muy susceptible a daños cuando la cáscara es lesionada; en consecuencia
medidas extremas deben ser tomadas para prevenir pérdidas por motivo de la inevitable
manipulación de la fruta. El fruto debe retirarse del árbol usando tijeras y dejándole
adherido un pedazo del pedúnculo de uno a dos centímetros de longitud para evitar que el
látex sea expelido y corra por la superficie de la fruta. Se acostumbra utilizar una vara de
guadua o de material liviano como aluminio, provista en un extremo de un aro metálico con
una cuchilla afilada y que soporte una cesta de lona donde se almacena la fruta cosechada;
se recomienda cortar fruta por fruta y racimos que quepan en la cesta.
El término postcosecha se refiere a dos procesos independientes. El primero corresponde al
manejo de la fruta una vez recolectada y el segundo al nuevo ciclo productivo del árbol,
que se inicia una vez recolectada la fruta. En este análisis se hace referencia al manejo de la
fruta. Con la selección primaria de frutas, retirando las que se encuentran dañadas o que no
hayan iniciado su madurez fisiológica, comienzan los cuidados de postcosecha.
El manejo del mango desde el sitio de producción, hasta la planta procesadora, debe
hacerse de tal manera que en una unidad de empaque solo se acomoden mangos de la
misma variedad, color, tamaño y grado de maduración.

11
Se recomienda utilizar empaque de
material plástico o de cartón (ver figura
4), de paredes lisas y de un tamaño tal
que acomode la fruta en no más de una
capa para frutas de gran tamaño, dos
capas para tamaño medio y tres capas
para tamaño pequeño.
Una vez efectuado el tratamiento de
selección y clasificación que minimiza las
frutas con daños de postcosecha, estas
pasan al proceso definitivo de lavado y
desinfección.
Figura 4. Mango empacado
El empleo de una temperatura indicada de almacenamiento de la fruta permite acelerar el
procesamiento de maduración. Se acostumbra utilizar cámaras de maduración a 25°C y
humedad relativa del 90 % para exponer las frutas a la acción de algunos compuestos de
etileno cuando se desea acelerar el proceso de maduración. Así mismo, se puede retardar
este proceso almacenando la fruta a una temperatura entre 10 y 12 °C. La utilización de
cámaras de atmósfera controlada también permite retardar la maduración mediante la
reducción y el control de la producción de etileno de la fruta.

12
El mango es una fruta de difícil conservación, no soporta bajas temperaturas (inferiores de
9 – 10 °C). La utilización de refrigeración para el mango es recomendada solo para el
transporte a larga distancia y no como almacenamiento de largo período, con el fin de
ampliar el lapso de suministro de la fruta al consumidor. A 7°C el mango se quema por el
frío. La fruta con menos grado de maduración es más sensible a las bajas temperaturas. La
conservación del mango ha demostrado que el efecto de la temperatura sobre la fruta es una
función de la variedad que se desee almacenar, su grado de maduración y el tiempo de
conservación en buen estado de la fruta.
La movilización de la fruta debe ser realizada en las horas menos calurosas del día,
preferiblemente por la noche; la fruta no debe estar muy madura para evitar su
ablandamiento cuando se realiza un empaque que acomoda la fruta en más de una capa,
teniendo en consideración, además, el estado de la vía de transporte. Para el caso de
transporte que tome más de un día en llegar a su destino es necesario utilizar un medio
dotado de facilidades de refrigeración y de control de humedad relativa, así como de
mecanismos para su periódica verificación.
1.5 PROCESAMIENTO DE LA PULPA DE MANGO
Para obtener una pulpa de mango, con las características exigidas por las normas
colombianas para el consumo interno o las establecidas para la exportación, debe tenerse en
cuenta las siguientes operaciones.

13
1.5.1 Recepción. En esta operación se recibe la fruta cosechada en canastillas plásticas y
se determina su peso en una báscula.
1.5.2 Selección. El principio de mantener la calidad de un producto final procesado se
basa en manejar materias primas de óptima calidad, tanto en los aspectos fisicoquímicos
como en los microbiológicos e higienico-sanitarios, por lo que corresponde en esta
operación retirar la fruta maltratada por daños mecánicos o que presente hongos, y dejar
solamente el mango apto para el procesamiento.
1.5.3 Clasificación. Con el fin de disponer de un lote adecuado para el proceso y
mantener la calidad de la pulpa se debe escoger la fruta por el grado de madurez, de manera
tal que la cáscara tenga entre un 50% y 75 % de coloración roja7, es decir, diferenciar los
lotes por su color (verde, pintón, maduro), garantizando de esta manera la homogeneidad de
las características fisicoquímicas de las pulpas obtenidas. En esta operación y en el destino
que se le da a la fruta, es indiferente clasificar por tamaños, a no ser que en un principio se
haga la salvedad de tener en cuenta este factor.
1.5.4 Lavado. Los posibles factores de contaminación como tierra, látex, carga
microbiana y hongos, entre otros, que puedan deteriorar la materia prima y por lo tanto la
calidad de la pulpa obtenida, se retiran satisfactoriamente, mediante la inmersión de la fruta
en agua bacteriológicamente pura para que la fruta quede excenta de cualquier material
extraño adherido a su piel. Este lavado puede también realizarse mediante la utilización del
7 Ibid., p. 136.

14
sistema de aspersión en tambor rotatorio con agua bacteriológicamente pura obteniéndose
los mismos resultados.
1.5.5 Desinfección. Para reducir en su totalidad la carga microbiana presente en la fruta,
una vez lavada, se sumerge en una solución clorada, empleando hipoclorito de sodio con 50
ppm de cloro activo con un tiempo de permanencia de 15 minutos8 y posterior enjuague
con agua bacteriológicamente pura y con aspersión para retirar totalmente el residuo del
desinfectante.
1.5.6 Pelado y retirado de la semilla. Teniendo en cuenta las exigencias del mercado de
las pulpas en el ámbito nacional e internacional, en cuanto a la calidad final y su destino
industrial, la cáscara puede ser retirada manualmente mediante la utilización de cuchillos y
luego ser tajada para separar la semilla y obtener la pulpa. En caso de disponer de una
máquina despulpadora versátil, este procedimiento se hará mecánicamente.
1.5.7 Despulpado. La eliminación de las partes no comestibles y la obtención de una
pulpa de óptima calidad, que va a ser almacenada por varios días o consumida
inmediatamente, permite disminuir costos y aumentar la capacidad de almacenamiento y
transporte. La operación de despulpado requiere de acciones previas y acondicionamiento
de la materia prima; el despulpado del mango con cáscara genera un mayor rendimiento
pero se sacrifica notablemente su calidad, en cuanto a sus características sensoriales: color,
sabor, aroma y textura.

15
1.5.8 Pasteurización. Este proceso se realiza con el fin de almacenar la pulpa durante
períodos prolongados y mantener todas sus características fisicoquímicas y sensoriales y
además reducir su carga microbiana. La pasteurización para la pulpa debe efectuarse a 80
°C, durante 1 segundo9, es el mejor tratamiento para reducir la carga microbiana, pero
disminuye la calidad sensorial; corresponde a cada industria de pulpas valorar la calidad
sensorial con respecto a la microbiológica y decidir su aplicación o no.
1.5.9 Empaque y congelación. El empacado y congelación de las pulpas se efectúa en
bolsas de polietileno de baja densidad y luego se colocan en canastillas de plástico para ser
almacenadas entre –18 °C y -20 °C, economizando espacio y capacidad de
almacenamiento. La congelación mantiene la carga microbiana inicial, sin que pueda
atribuírsele a esta temperatura un efecto reductor de la misma. Esto coincide con el hecho
de que salvo contadas excepciones, como algunas especies de psicrófilos, los
microorganismos ni crecen, ni se reproducen a temperaturas menores a 0 °C, aunque
permanecen latentes y su porcentaje de mortalidad es muy escaso.
1.6 REQUISITOS HIGIÉNICOS PARA LA FABRICACIÓN DE PULPAS DE FRUTA
La mayor fuente de contaminación en una empresa productora de pulpas, puede estar en los
empaques o en la fruta que llega del campo o del centro de acopio a la fábrica. Las frutas
crecen en ambientes naturales cargados de microorganismos propios de esos ecosistemas
(aire, agua y suelo), los cuales son trasladados a las plantas de procesamiento. La
8CAMACHO, OP.cit. p, 111. 9 Ibid. p. 118.

16
proliferación de microorganismos en la fruta, que en su mayoría son hongos y levaduras,
dependen de factores como el estado de madurez, del cuidado en la manipulación del
empaque que se use y de las condiciones de transporte a que se someta, desde el sitio de
producción hasta la planta de procesamiento.
El tipo de manejo de las frutas en la planta también incide en el grado de contaminación
con que llegan al proceso. Generalmente las materias primas llegan empacadas en costales,
cajas de madera o en el mejor de los casos en cestillos plásticos, los cuales son ubicados en
áreas abiertas o en cuartos a condiciones de almacenamiento controladas.
Las frutas ubicadas en áreas abiertas de la planta pueden llegar a niveles de contaminación
muy elevados y perjudiciales si son colocadas en ambientes cálidos, húmedos o
contaminados. Debe evitarse colocarlas cerca de la caldera o a motores que irradien calor,
salvo si se necesita madurarlas, debido a que aceleran en pocas horas el desarrollo de
microorganismos y el deterioro de las frutas. Igualmente debe evitarse que las frutas estén
al alcance de sectores de la fábrica que normalmente estén expuestos a contaminaciones,
como son los baños y las zonas de basuras.
Antes de almacenar la fruta debe someterse a una selección y clasificación preliminares
necesarios para transformar materia prima sana y de un grado de madurez uniforme.
La selección permite separar aquellas frutas que presenten heridas o magulladuras, daños
graves causados por insectos o aromas extraños que pueden causar contaminaciones

17
mayores de todo el lote si no se realiza ésta operación. La clasificación se hace para separar
las frutas según algún factor de calidad, como puede ser su grado de madurez, permitiendo
la uniformidad de la fruta que se destinará a procesos.
1.6.1 Higienización del área de recepción. De acuerdo al plan de higienización, el área de
recepción debe estar ordenada y despejada de costales, cajas, cestillos, guacales y demás
elementos que impidan recibir fácilmente la materia prima. También es necesario que se
evite en lo posible la entrada de tierra, insectos y ratas desde el exterior, al dejar abiertas las
puertas durante períodos prolongados de forma innecesaria, o cuando existen espacios o
ductos por donde estas plagas puedan ingresar con cierta facilidad.
En estas áreas de la planta se debe contar con algún medio de traslado de materias primas
como carretilla, montacargas o carro y una báscula o balanza. Estos elementos deben
permanecer limpios, ser suficientemente seguros y adecuados para que no aumenten la
contaminación o dañen mecánicamente los productos.
La higienización de estas áreas se realiza de la siguiente manera: se recolecta la mugre y se
procede a la limpieza desde las partes más altas, hasta las más bajas, empezando desde los
techos, luego ventanas, repisas, paredes, pisos, canales y finalmente rejillas o canales por
donde circulan los fluidos o aguas de lavado. La limpieza se continúa mediante el rociado
de las superficies con agua, enseguida se adiciona un detergente en solución dejándolo en
acción durante 10 a 15 minutos10, luego se cepilla toda la superficie y finalmente se enjuaga
10 Ibid. p. 18.

18
con suficiente agua para retirar los residuos de mugre y detergente. En algunas áreas no se
puede rociar agua, debido a las características de los materiales con que han sido
construidos o por estar cerca de redes eléctricas, por tal motivo hay necesidad de emplear
agentes limpiadores apropiados para ir eliminando la mugre como partículas de grasa,
depósito de polvo y demás sustancias que puedan ser medios de proliferación de
microorganismos.
El piso, canales o desagües y rejillas deben estar libres de toda clase de mugre o residuos
sólidos. Este tipo de materiales forma capas que impiden el libre flujo de residuos líquidos,
atraen insectos y son foco de alta contaminación. Una vez limpia esta área, se debe
desinfectar las superficies utilizando el medio disponible en la industria, sea calor o
desinfectantes químicos.
Al utilizar un desinfectante químico como el hipoclorito de sodio, la concentración máxima
a emplear es de 200 ppm del ingrediente activo en solución acuosa; de la misma manera se
pueden utilizar otros compuestos clorados orgánicos o de amonio cuaternario en una
concentración máxima de 400 ppm; estos se deben esparcir totalmente sobre la superficie y
dejar que actúen aproximadamente durante 10 minutos. Hay que prestar especial atención
debajo de las rejillas y en los sifones. Para retirar el exceso de desinfectante se procede a
realizar un enjuague con agua. La báscula y demás materiales o utensilios propios de ésta
área se someten a las mismas acciones de limpieza y desinfección, teniendo presente el
secado adecuado de estos elementos.

19
Si en la fábrica, en el área de recepción, se ubican canecas de basura, se debe tener en
cuenta lo siguiente: las canecas deben ser de materiales fáciles de higienizar como plástico
o metálicas con tapas, que no sean fáciles de oxidar y deben mantener en su interior una
bolsa plástica desechable. Los residuos de las frutas procesadas deben ubicarse cuanto antes
dentro de la caneca y taparse inmediatamente, las bolsas de basura deben cerrarse con el
mínimo de aire en su interior y retirarse de la planta donde no puedan contaminar.
1.6.2 Higienización del área de selección y clasificación. En el área de selección y
clasificación, además de contar con buena iluminación, es recomendable disponer de
bandas transportadoras, mesas o canastillas con la fruta seleccionada según el estado
sanitario y grado de madurez o cualquier otro parámetro de selección que se defina y
canecas para ubicar la fruta descartada. La fruta rechazada debe llevarse a la basura y los
recipientes usados deben higienizarse cuanto antes. Las mesas o bandas transportadoras
deben limpiarse e higienizarse al término de estas operaciones para evitar se conviertan en
foco de contaminación de la fábrica.
1.6.3 Higienización del área de lavado y desinfección. La operación de lavado permite
retirar la mugre y parte de la contaminación que traen las frutas desde los sitios de cultivo,
acopio y de los ambientes que las han rodeado durante el transporte. Mediante la
desinfección se pretende eliminar gran parte de la carga microbiana superficial de las frutas.
En el área de lavado se pueden encontrar lavadores o pocetas para inmersión.

20
La calidad del agua utilizada es determinante de las condiciones higiénicas de la fruta que
sale de éste lavado. Lo recomendable es emplear agua bacteriológicamente pura, la cual ha
sido tratada adecuadamente a fin de eliminar compuestos o gérmenes nocivos para el
consumidor. En caso de hacer un lavado por inmersión debe evitarse hacerlo durante un
tiempo prolongado, debido a que puede incorporarse sustancias indeseables dentro de la
composición de la materia prima. Además, cuando los equipos se limpian, debe retirarse
todo tipo de residuos sólidos o materiales extraños que generalmente acompañan a las
frutas, como hojas, tallos, trozos de las mismas, que al permanecer en los equipos son
fuente de contaminación.
1.6.4 Higienización del área de proceso. Cada área de una fábrica de procesamiento de
frutas, exige un nivel de higiene según su repercusión en la calidad del producto final. El
área por excelencia de mayor cuidado debe ser la de procesos. En esta área las frutas son
peladas y cortadas, con lo que se expone el interior a los diferentes medios causantes de
deterioro como son: el aire, los operarios, los recipientes, los utensilios y los equipos. En
esta área es donde se logra separar la parte comestible de las frutas, someterla a operaciones
de estabilización como tratamientos térmicos y posteriormente empacarlas y almacenarlas
bajo condiciones adecuadas.
En la sala de procesos es donde se logra obtener un producto de aceptable calidad,
ratificado por los controles en los diferentes puntos críticos de la producción. Estos
controles deben hacer parte de un programa que se adelante sobre el seguimiento de la

21
calidad fisicoquímica, sensorial y microbiológica, que se espera permita detectar
oportunamente cualquier indicio de deterioro en el producto causado por contaminación en
áreas críticas.
La evaluación de los resultados de estos controles ayudan a que operarios, técnicos y
profesionales de la fábrica tomen conciencia de que la higienización debe realizarse
periódicamente y que todas las áreas de la planta deben ser tenidas en cuenta ya que por
descuido de estas se puede convertir en fuente de contaminación y pérdida de la calidad del
producto terminado.
1.6.5 Higienización del área de empaque. Después de obtener la pulpa se traslada al área
de empaque, la cual estará ubicada lo más cerca posible a la de obtención de la pulpa. Esta
área involucra la operación de envasado o llenado, en donde la pulpa obtenida se vierte en
recipientes previamente higienizados. En el área de empaque se encuentran equipos,
materiales y utensilios tales como dosificadores, selladoras, mesas de trabajo y recipientes
plásticos.
Los operarios, las áreas y elementos empleados durante el proceso de empacado deben
mantenerse en estricto grado de higiene, teniendo en cuenta el alto riesgo de proliferación
de microorganismos que puede producir cualquiera de estos elementos que entran en
contacto directo con las pulpas antes de cerrar el empaque. La higienización de cada uno
de estos portadores potenciales de contaminación, se realiza siguiendo, de forma cuidadosa,
los procedimientos de higiene de áreas, equipos y personal.

22
1.7 ANÁLISIS DE AGUAS
Las pruebas para el análisis de aguas se realizan con el fin de verificar los parámetros
fisicoquímicos y microbiológicos del agua utilizada en los procesos de lavado y
desinfección en la industria. Dentro de las pruebas que se realizan se encuentran el análisis
del nivel de oxígeno, dureza total, nivel de nitritos, nitratos, pH y sólidos totales. Para el
agua de lavado y desinfección no existen parámetros regulados por las normas ICONTEC,
por lo tanto se hará un análisis comparativo con las normas existentes para el agua potable,
teniendo en cuenta que si cumplen las normas existentes, cumplirán también para el agua
de lavado y desinfección. Dentro de las pruebas microbiológicas para la calidad del agua,
también existen parámetros de control en cuanto a la presencia permitida de los diferentes
microorganismos en agua potable. La norma colombiana permite la realización del análisis
microbiológico y fisicoquímico por métodos autorizados por entidades internacionales o
nacionales como el INVIMA, diferentes a los establecidos para laboratorios oficiales. Uno
de los métodos para el análisis microbiológico es la utilización de membrana deshidratada
para recuento rápido “Petrifilm” (3M). Este método consiste en la inoculación directa, de
las muestras a analizar, sobre las placas con los nutrientes, para su posterior incubación.
Los resultados son mucho más rápidos que con el método del NMP o FM sugeridos por el
ICONTEC. Para las pruebas fisicoquímicas, Laboratorios Merck cuenta con unos kits de
análisis rápidos, colorimétricos y titrimétricos, para la determinación de las diferentes
propiedades del agua.

23
1.7.1 Normas generales. A continuación se hará un breve resumen de las normas
existentes para el agua potable11, con el fin de comparar estas normas con los resultados del
agua de lavado y desinfección de la planta.
• El agua potable deberá tener un intervalo de pH de 6.5 a 9.0.
• Los sólidos totales deben tener máximo 200 mg/dm3.
• Índices permisibles microbiológicos: el recuento de coliformes totales no debe exceder
en 2 UFC en 100 mL; el recuento de microorganismos mesófilos no debe exceder de
100 UFC por mL, independientemente del método de análisis utilizado, ninguna
muestra de agua potable debe contener E. Coli en 100 cm3 de agua. El número de
colonias producido por los hongos y levaduras no deberá exceder de:
• 1 colonia (UFC) en 5 cm3
• 10 colonias (UFC) en 50 cm3
• 20 colonias (UFC) en 100 cm3
• Las concentraciones de elementos y sustancias químicas permitidas en el agua potable
se pueden ver en el cuadro 1.
• Las formas de cloro que se pueden utilizar para las operaciones de desinfección son:
11 INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Agua: Agua potable.

24
cloro líquido, solución de hipoclorito de sodio y gránulos o tabletas de hipoclorito de
calcio.
1.7.2 Descripción de hipocloritos. A continuación se hará una descripción de las
presentaciones de cloro más comerciales
• Cal clorada: polvo fino de color blanco amarilloso e higroscópico, con densidad
aparente entre 0.61 gr/cm3 y 0.85 gr/cm3, que contiene entre 25 % y 37 % en peso de cloro
disponible. Una de las fórmulas aceptadas es: CaO.2Ca(OCl)2.3H2O.
• Hipoclorito de calcio: [Ca(OCl)2]. Es un polvo blanco amarillento granular o en forma
de tableta, que contiene de 65 % a 70 % en peso de cloro disponible. La densidad aparente
del polvo granular es cerca de 0.51 gr/cm3 y 0.8 gr/cm3. La densidad aparente de las
tabletas es de 1.1 gr/cm3 y 1.3 gr/cm3.
• Hipoclorito de sodio [NaOCl]: líquido transparente de color amarillo que contiene las
concentraciones indicadas en el cuadro 2.
1.7.3 Método de cloración. El agua y el cloro se agregan a la instalación de
almacenamiento en cantidades tales que la solución final contenga como máximo una
concentración de 1.2 mg de cloro por litro de agua. Para esto se debe llenar inicialmente el
5 % del volumen total de almacenamiento con la solución de cloro requerida. Esta solución
ICONTEC, NTC 813.

25
se mantendrá en la instalación por un período no inferior a seis horas. La instalación de
almacenamiento luego se llenará hasta el nivel de rebosamiento haciendo fluir el agua sin
tratar, dentro del agua altamente clorada; esta se mantendrá llena durante un período de no
menos de 24 horas. La tubería de drenaje se debe purgar para retirar toda el agua altamente
clorada. Después de este procedimiento y que la calidad estética sea aceptable, el agua
restante se puede suministrar al sistema de distribución.12
Cuadro 1. Concentración de elementos y sustancias químicas permitidas en el agua potable
Valor permitido (mg/L) SUSTANCIAS
EXPRESADAS COMO Mínimo Máximo
Arsénico Aluminio
Bario Boro
Cadmio Cianuro
Cinc Cloruros
Cobre Cromo hexavalente
Dureza total Fenoles
Hierro total Magnesio
Manganeso Mercurio Nitratos Nitritos Plomo Plata
As Al Ba B Cd Cn Zn Cl Cu Cr+6
CaCo3 Fenol
Fe Mg Mn Hg NO3 NO2 Pb Ag
30
0.05 0.2 1.0 1.0
0.005 0.1 5.0
250.0 1.0 0.05 150
0.001 0.3 36 0.1
0.001 15
0.01 0.01 0.05
FUENTE: ICONTEC. NTC 813. Agua. Agua Potable.
12 INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Desinfección de instalaciones de agua potable. ICONTEC. NTC 4576.

26
Cuadro 2. Cloro disponible en el hipoclorito de sodio
CLORO DISPONIBLE (% P/V) EQUIVALENTE EN CLORO
(gr/L)
LITROS NECESARIOS PARA OBTENER UN KILO
DE CLORO 16 15
12.5 5 1
160 150 125 50 10
6.2 6.7 8 20 100
FUENTE: ICONTEC. NTC 1847. Productos químicos para uso industrial. Hipocloritos utilizados en el tratamiento de aguas
1.8 INSTALACIONES ELÉCTRICAS
Por instalaciones eléctricas se entienden aquellas que son encargadas de transmitir corriente
eléctrica a los motores, tomas y bombillos existentes en la planta. A continuación se hará
una breve descripción de algunos de sus elementos.
1.8.1 Conductores eléctricos. La mayor parte de los conductores usados en las
instalaciones eléctricas son de cobre (Cu) o aluminio (Al), debido a su buena conductividad
y a que comercialmente no tienen un costo alto. Comparativamente el aluminio es
aproximadamente un 16 % menos conductor que el cobre, pero al ser mucho más liviano
que éste, resulta un poco más económico cuando se hacen estudios comparativos, ya que a
igualdad de peso se tiene hasta cuatro veces más conductor que el cobre. Los conductores
se han identificado por un número que corresponde a lo que comúnmente se conoce como
el calibre y que normalmente se sigue el sistema americano de designación AWG
(American Wire Gage) siendo el más grueso el número 4/0, siguiendo en orden
descendente del área del conductor los números 3/0, 2/0, 1/0, 1, 2, 4, 6, 8, 10, 12, 14, 16, 18

27
y 20, que es el más delgado usado en instalaciones eléctricas.
Los conductores empleados en las instalaciones eléctricas están aislados y se fabrican con
aislantes de tipo termoplástico (T) con distintas denominaciones comerciales, según el tipo
de fabricante, siendo los más conocidos por ser a prueba de agua entre otras propiedades los
siguientes: Tipo TW, Vinanell 900, Vinanell Nylon, TWD, THW, entre otros.13
• Selección del calibre de conductores para instalaciones eléctricas de baja tensión. Los
conductores usados en las instalaciones eléctricas deben cumplir con ciertos requisitos para
su aplicación como son:
• Capacidad de conducción de corriente que representa la máxima corriente que puede
llevar un conductor para un calibre dado y que está afectado principalmente por factores
como temperatura y capacidad de disipación del calor producido por las pérdidas en
función del medio en que se encuentra el conductor.
• La máxima caída de voltaje permisible de acuerdo con el calibre del conductor y la
corriente que conducirá, según las normas internacionales NEC, hace referencia al tres por
ciento para la corriente nominal y al quince por ciento para la corriente de arranque, desde
el punto de alimentación al punto más distante de la instalación.14
• Número de conductores en un tubo Conduit. Normalmente los conductores en las
13 ENRÍQUEZ, H., El ABC de la Instalaciones Eléctricas Industriales. Limusa. México. 1997
28
instalaciones eléctricas se encuentran alojados, ya sea en tubos Conduit o en otro tipo de
canalizaciones. Debido a las restricciones térmicas, se debe establecer una relación
adecuada entre la sección del tubo y la de los conductores, para esto se puede proceder en la
siguiente forma:
El área de los conductores se obtiene de la tabla de clasificación de calibres standard del
anexo A. El factor de relleno tiene los siguientes valores para instalaciones en tubos
Conduit15:
• 53% para un conductor
• 31 % para dos conductores
• 40 % para más de dos conductores.
1.8.2 Tubos Conduit. El tubo Conduit es un tipo de tubo (de metal o PVC) usado para
contener y proteger los conductores eléctricos usados en las instalaciones. Los tubos
Conduit metálicos pueden ser de aluminio, acero o aleaciones especiales; los tubos de
acero, a su vez, se fabrican en los tipos pesado, semipesado y ligero, distinguiéndose uno de
otro por el espesor de la pared.
14INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Código eléctrico colombiano. ICONTEC. NTC 2050. 15 Ibid. Tabla 1. Capítulo 9.
)()(
)(FRrellenodeFactor
ACsconductorelosdeAreaATtubodelArea =

29
1.8.3 Motores eléctricos de corriente alterna. En todas las instalaciones eléctricas
industriales, en donde aparecen motores eléctricos, la instalación eléctrica de los mismos,
no sólo consiste en llevar la energía hasta ellos, sino que requiere de medios de conexión y
desconexión, así como el control de los mismos.
1.8.4 Dispositivos de control. El controlador de un motor eléctrico es un dispositivo que
se usa normalmente para arrancar un motor que va a desempeñar un comportamiento en
una forma determinada en condiciones normales de operación, y para pararlo cuando así se
requiera. Algunos de los principales elementos eléctricos de control son los que a
continuación se mencionan:
• Arrancadores. Conectan o desconectan a un motor de la fuente de alimentación. Por lo
general se encuentran alojados en una caja metálica y tienen un fusible por conductor.
• Interruptores termomagnéticos (Tacos). Se pueden abrir en forma automática cuando el
valor de la corriente que circula por ellos excede a un cierto valor previamente fijado. No
requieren del uso de fusibles.
• Relés de control. Son interruptores electromagnéticos que se emplean como dispositivo
auxiliar en los circuitos de control de arrancadores de motores grandes o directamente
como arrancadores en motores pequeños. El relé electromagnético abre y cierra un conjunto
de contactos cuando su bobina se energiza.

30
1.9 INSTALACIONES HIDRÁULICAS
El análisis de redes hidráulicas es un problema de gran importancia en ingeniería, éste
puede realizarse en estado estable o inestable, dependiendo del objetivo que se persiga. Si
el fin es dimensionar la red, el análisis en estado estable es el más adecuado, ya que
permite determinar la capacidad del sistema para cumplir con las necesidades de diseño,
presiones y flujos indefinidamente. Para el dimensionamiento de una red hidráulica, en la
que pueden existir accesorios, bombas, válvulas de control y equipos de proceso, los
métodos de resolución implican el establecimiento de un sistema de ecuaciones
simultáneas.
Hay dos leyes físicas que rigen el comportamiento de las redes de distribución de fluidos,
una declara que la suma algebraica de los flujos en cualquier punto de la red es cero
mientras que la otra declara que la suma algebraica de las pérdidas de energía alrededor de
un circuito es cero. Estas dos leyes deben cumplirse independientemente del tipo de
análisis. Para restringir el modelo al estado estable, es necesario que la suma algebraica de
los flujos que entran y salen de la red sea cero. Existen tres tipos de modelos que describen
el proceso: el primero plantea y resuelve el balance de energía en cada lazo, suponiendo el
cumplimiento del balance de masa y se conoce como modelo de balance de lazos; el
segundo plantea y resuelve el balance de materia en los nodos, suponiendo el cumplimiento
del balance de energía y recibe el nombre de balance de nodos; finalmente, si se plantean y
resuelven simultáneamente los dos tipos de ecuaciones se tiene el sistema de ecuaciones de
lazos y nodos.

31
El modelo del balance de nodos plantea y resuelve, simultáneamente, la ecuación de
balance de masa para cada uno de los nodos de energía desconocida de la red. En los nodos
de energía desconocida deben conocerse los flujos externos o cargas con el fin de no violar
los grados de libertad del sistema.
Este balance de nodos puede realizarse planteando la ecuación de Bernoulli entre los dos
extremos de un elemento.
Donde H [m] es la energía del nodo, P [kg/m*s2] es la presión en el nodo, ρ [kg/m3] es la
densidad del agua, g [m/s2] es la constante de gravedad, v [m/s] es la velocidad del agua y Z
[m] es la energía potencial del nodo.
En el modelo del balance de lazos se tienen en cuenta las pérdidas por fricción sin
restricción con respecto al tipo de fluido, material, rugosidad de la tubería y temperatura de
operación, mediante el método de Darcy-Weisbach16.
Las pérdidas menores por accesorios se deben calcular por el método de dos constantes17,
que tiene en cuenta la funcionalidad de este tipo de pérdidas con el régimen de flujo y el
16 CHEN, n. I., An Explicit Equation For Friction Factor In Pipe, Industrial Engineering and Chemical Fundamentals. V 18: N 3. 1979. P 296-297. Citado por: NARVÁEZ, P. C., Prototipo de software para el dimensionamiento de redes de flujo a presión. Tesis de maestría en Ingeniería Química, Universidad Nacional de Colombia, 1998.
Zg
vg
PH ++=
2
2
ρ
32
diámetro del accesorio, mediante las constantes K1 y K:, factores para los accesorios
operando a números de Reynolds de uno e infinito respectivamente.
Para introducir las bombas centrífugas en el modelo es necesario conocer tres o más puntos
de su curva característica, y por medio de una regresión cuadrática se ajustan a un
polinomio de segundo orden y se hace el cambio de variable propuesto por Isaacs y
colaboradores18. Este cambio de variables es el siguiente:
de donde:
Donde A, B y Ho son los coeficientes resultantes de la regresión cuadrática, Hb [m] la
energía de la bomba y los valores de G y Ho* están dados por:
Al resolver el modelo de lazos y nodos con la energía entregada por la bomba al sistema, la
ecuación quedaría:
Siendo
17 HOOPER, W., The Two K Method Predicted Head Lost In Pipe Fittings. Chemical Engineering. 1981 p 96-100. Citado por: NARVÁEZ, Opcit. 18 ISAACS, L. Et al. Linear Theory Methods For Pipe Network Analysis. Journal Of The Hydraulics Division. V 106. 1980 p 1191-1201. Citado por: NARVÁEZ, Opcit.
2.42
8 QKDfL
gDHbHH accji
Σ+=+−
π
AB
QG2
+=A
BHH4
2
0*0 −=
*0
2 HAGHb +=
Σ+
=
.42
81
accKDfL
gDQ
J
π
y
02 HBQAQHb ++=
++= ∞ D
KK
K1
1Re
1

33
de donde
Mediante la aplicación del "modelo de balance de nodos y el método de linealización de
ecuaciones"19 para la solución de redes hidráulicas se puede utilizar un programa
sistematizado que facilita el cálculo de estas pérdidas directamente en el diseño de la red.
1.10 DRENAJES Y CAJAS DE RECOLECCIÓN
Las aguas residuales provenientes de los procesos industriales, deben ser dispuestas de
alguna manera. Algunos de los métodos más utilizados son la descarga a aguas
superficiales, percolación a aguas subterráneas, reutilización o evaporación. La descarga a
aguas superficiales implica el vertimiento sobre corrientes naturales cercanas a la fuente,
donde se debe mantener un equilibrio entre la vida vegetal y animal.
En la percolación a aguas subterráneas, son descargadas bajo tierra, permitiendo que fluya
hasta el nivel freático del suelo. El percolado puede ser recuperado por debajo del sitio
mediante drenajes o pozos. En este caso el agua siempre es de alta calidad, comparada con
la suministrada por sistemas de tratamiento de aguas residuales, debido a la filtración
natural del suelo. En la reutilización, se efectúa un tratamiento previo con el fin de mejorar
su calidad para incorporarla a los procesos de producción. En la evaporación a la atmósfera
19 NARVÁEZ, P. C., Prototipo de software para el dimensionamiento de redes de flujo a presión. Tesis de maestría en Ingeniería Química, Universidad Nacional de Colombia, 1998.
)( HbHHJQ ji +−=

34
se utilizan piletas de recolección donde se dejan hasta que son oxidadas y evaporadas en su
totalidad.
El INVIMA recomienda al menos un drenaje de 10 cm de diámetro por cada 40 m2 en área
de producción de alta humedad y al menos un drenaje de 10 cm de diámetro por cada 90 m2
para áreas de baja humedad. El sistema de tuberías y drenajes para la conducción y
recolección de las aguas residuales, debe tener la capacidad y la pendiente requeridas para
permitir una salida rápida de los volúmenes máximos generados por la industria. Los
drenajes de piso deben contar con rejillas y, si se requieren, trampas adecuadas para grasas
y sólidos. Las trampas se deben diseñar de tal forma que faciliten su limpieza.
En todos los casos el agua debe ser tratada, con el fin de remover los sólidos suspendidos.
Para esto se utiliza una caja de recolección de residuos; estas cajas están construidas en
concreto, enterradas y protegidas con una tapa para evitar el ingreso de animales. Por lo
general se ubica al final de la tubería de drenaje de la planta, y en su interior cuenta con una
malla que filtra los residuos más gruesos. Los residuos deben ser removidos con
periodicidad para evitar que se pudran y generen malos olores y contaminación. De la caja
sale el agua, ya sea para un tratamiento posterior o para su vertimiento a aguas superficiales
o subterráneas. La descarga directa a la superficie no es recomendada por la generación
potencial de contaminación (insectos y microorganismos).

35
1.11 CAPACIDAD DE PRODUCCIÓN
La capacidad es la tasa de producción que puede obtenerse de un proceso. Esta
característica se mide en unidades de salida por unidad de tiempo. La capacidad diseñada
es la tasa de producción que quisiera tener una empresa en condiciones normales; es
también la capacidad para la que se diseñó el sistema. La capacidad máxima es la tasa de
producción más alta que puede obtenerse cuando se emplean de manera óptima los recursos
productivos. Sin embargo, la utilización de recursos puede ser deficiente en este nivel
máximo (incrementos en el costo de energía, horas de trabajo extraordinarias, mayores
costos de mantenimiento etc.).
El equilibrio de la capacidad en una planta se logra con un equilibrio perfecto, donde la
salida de la etapa 1 es precisamente el requisito de entrada para la etapa 2; la salida de la
etapa 2 es exactamente lo que se requiere como entrada para la etapa 3, etc. En la práctica
casi siempre es imposible e indeseable tener un diseño perfecto. Por lo general los niveles
operativos óptimos para cada etapa son diferentes; muchas veces las variaciones en la
demanda del producto y los procesos ocasionan desequilibrios. Hay varias formas de tratar
los desequilibrios. En una, se añade capacidad a las etapas que representan cuellos de
botella, algo que puede hacerse con medidas temporales como la programación de trabajo
extraordinario, alquiler de equipo o la obtención de capacidad adicional externa por medio
de subcontrataciones. Otra manera es usar inventarios reguladores frente a la etapa que
forma un cuello de botella. Otro método implica duplicar las instalaciones o capacidades de
los equipos.
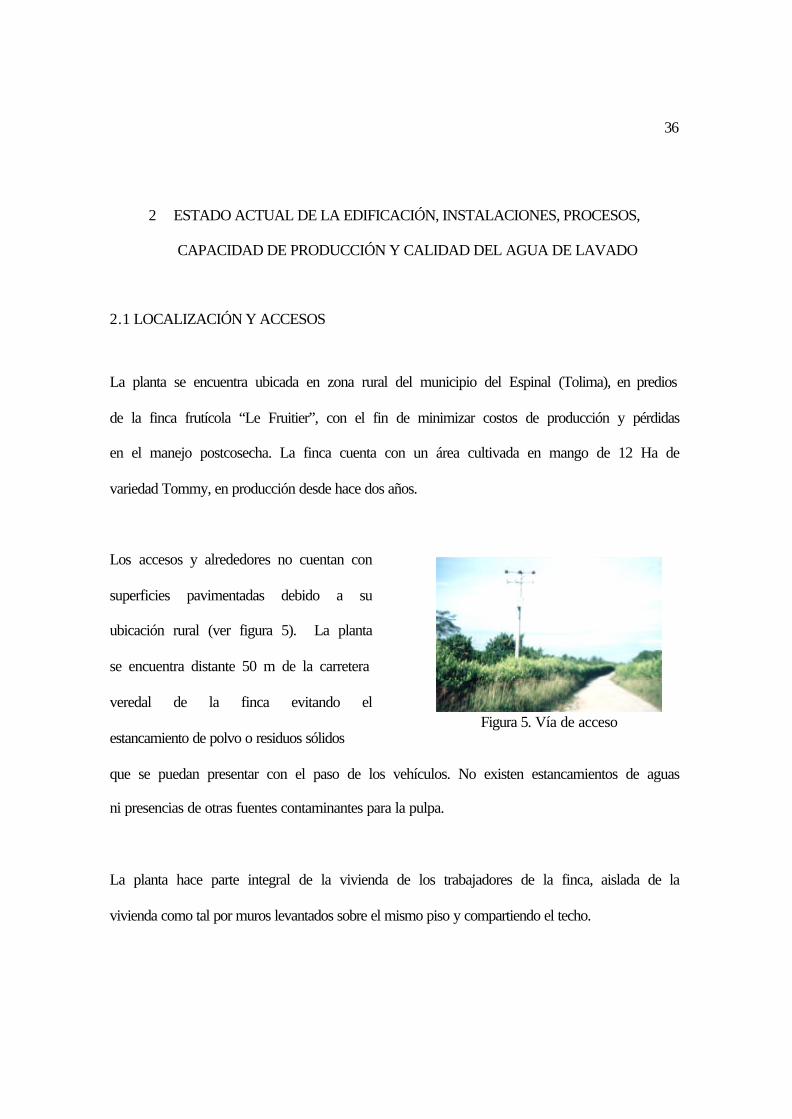
36
2 ESTADO ACTUAL DE LA EDIFICACIÓN, INSTALACIONES, PROCESOS,
CAPACIDAD DE PRODUCCIÓN Y CALIDAD DEL AGUA DE LAVADO
2.1 LOCALIZACIÓN Y ACCESOS
La planta se encuentra ubicada en zona rural del municipio del Espinal (Tolima), en predios
de la finca frutícola “Le Fruitier”, con el fin de minimizar costos de producción y pérdidas
en el manejo postcosecha. La finca cuenta con un área cultivada en mango de 12 Ha de
variedad Tommy, en producción desde hace dos años.
Los accesos y alrededores no cuentan con
superficies pavimentadas debido a su
ubicación rural (ver figura 5). La planta
se encuentra distante 50 m de la carretera
veredal de la finca evitando el
estancamiento de polvo o residuos sólidos
Figura 5. Vía de acceso
que se puedan presentar con el paso de los vehículos. No existen estancamientos de aguas
ni presencias de otras fuentes contaminantes para la pulpa.
La planta hace parte integral de la vivienda de los trabajadores de la finca, aislada de la
vivienda como tal por muros levantados sobre el mismo piso y compartiendo el techo.

37
El acceso vehicular a la edificación es el mismo de la planta, en pasto, debido a que ésta se
encuentra en medio de los cultivos.
El acceso peatonal a la planta cuenta con
un piso en cemento (ver figura 6) sin
incluir el área de maduración, la cual
presenta gravilla. Las áreas de producción
y maduración se encuentran protegidas
con una malla plástica, independizando la
planta de la finca y obligando el acceso a
Figura 6. Acceso peatonal
la zona de procesamiento por una sola entrada (sin puerta).
2.2 EDIFICACIÓN
El área interna construida de la planta de producción es aproximadamente de 47 m2 (ver
anexo K). Cuenta con un área de recepción de fruta, externa a la edificación, de
aproximadamente 80 m2, cubierta en teja de cinc y rodeada con malla plástica. Esta posee
piso en gravilla por lo cual se dificulta el apilamiento de las canastas e imposibilita el aseo
de la zona.
2.2.1. Paredes. Las áreas de elaboración y envasado cuentan con paredes porosas
construidas en bloque y recubiertas por una pintura en vinilo que dificulta las labores de
lavado (ver figura 7). Como no se encuentran estucadas, se facilita la acumulación de
residuos dificultando la limpieza y desinfección. Presentan una altura de 2.37 m. La unión

38
entre paredes, entre estas y los pisos y entre las paredes y el techo, se encuentran selladas y
formando un ángulo de 90°.
2.2.2 Techos. La totalidad del área de
procesamiento y envasado cuenta con
techo falso en madera (ver figura 7),
presentándose gran acumulación de
suciedad proveniente del techo en palma
que protege toda la construcción. Debido
al material en que se encuentra Figura 7. Techos y paredes
construido, se presenta formación de mohos y hongos, dificultando las labores de limpieza
y desinfección.
2.2.3. Ventanas. Posee tres ventanas que facilitan la iluminación del área de proceso (ver
anexo K). Están provistas con malla anti-insectos y presentan acabados que facilitan sus
procesos de limpieza y desinfección.
2.2.4. Puertas. Posee una puerta de acceso principal (ver figura 8) en contacto directo con
el exterior, metálica, corrediza, de superficie lisa, no absorbente, resistente a golpes y
corrosión (pintada con vinilo blanco) y de suficiente amplitud (2 m). No cuenta con ajuste
hermético y presenta una luz lateral de 5 cm, ocasionando el ingreso de animales e insectos.

39
Figura 8. Puerta
2.2.5. Pisos. Se encuentran en su
totalidad construidos en cemento con
recubrimiento en pintura de mineral rojo
(ver figura 9). Debido a sus acabados son
totalmente porosos, con grietas y
Figura 9. Pisos
defectos que dificultan su limpieza, desinfección y mantenimiento sanitario. En las áreas
húmedas (totalidad de la planta) se encuentran pendientes irregulares impidiendo que el
agua fluya hacia la rejilla de desagüe.

40
2.2.6. Ventilación. Con excepción de la ventilación proveniente de las ventanas, no se
cuenta con sistemas apropiados que contrarresten las condiciones climáticas de la zona
(temperatura promedio 40°C, humedad relativa 65 %)
2.3 INSTALACIONES ELÉCTRICAS
A continuación se hará una breve descripción de las instalaciones eléctricas actuales en
cuanto a acometida, maquinaria, alumbrado y tomas.
Figura 10 Transformador
Figura 11 Cuchilla
2.3.1. Acometidas eléctricas. El suministro eléctrico viene en media tensión directamente
de Electrolima y se comparte el transformador de 30 KVA con una finca aledaña (ver
figura 10). Del transformador al contador de la finca hay 80 m con cuatro líneas de
alambre. Del contador al poste de la planta hay 50 m con cuatro líneas de alambre. El
contador cuenta con un taco de 3 X 100 A. En el poste hay una cuchilla de corte (ver

41
figura 11) con alambre encauchetado 4 X 12 AWG con una distancia de dos metros de las
líneas de conducción a ésta. La acometida a la planta se encuentra en tubería Conduit
metálica de 1 1/2 pulgada, la cuchilla es trifásica de 60 A. La distancia a la caja de tacos es
de seis metros y se encuentra con cable encauchetado de 4 X 10 AWG.
La planta cuenta con una caja de 18 tacos para motores, alumbrado y tomas; también posee
una caja con dispositivos de control y estación de botones exclusivamente para el
evaporador y condensador del cuarto frío (ver figuras 12 y 13).
En la figura 12 se puede ver un esquema general de las acometidas eléctricas.
Figura 12. Acometidas eléctricas Figura 13. Caja de tacos.
2.3.2. Maquinaria. Se muestra a continuación un cuadro con la descripción de las
características actuales de la maquinaria existente (Los valores de potencia, F.P. y voltajes
se obtuvieron de las placas de los motores y la intensidad In se midió con amperímetro)
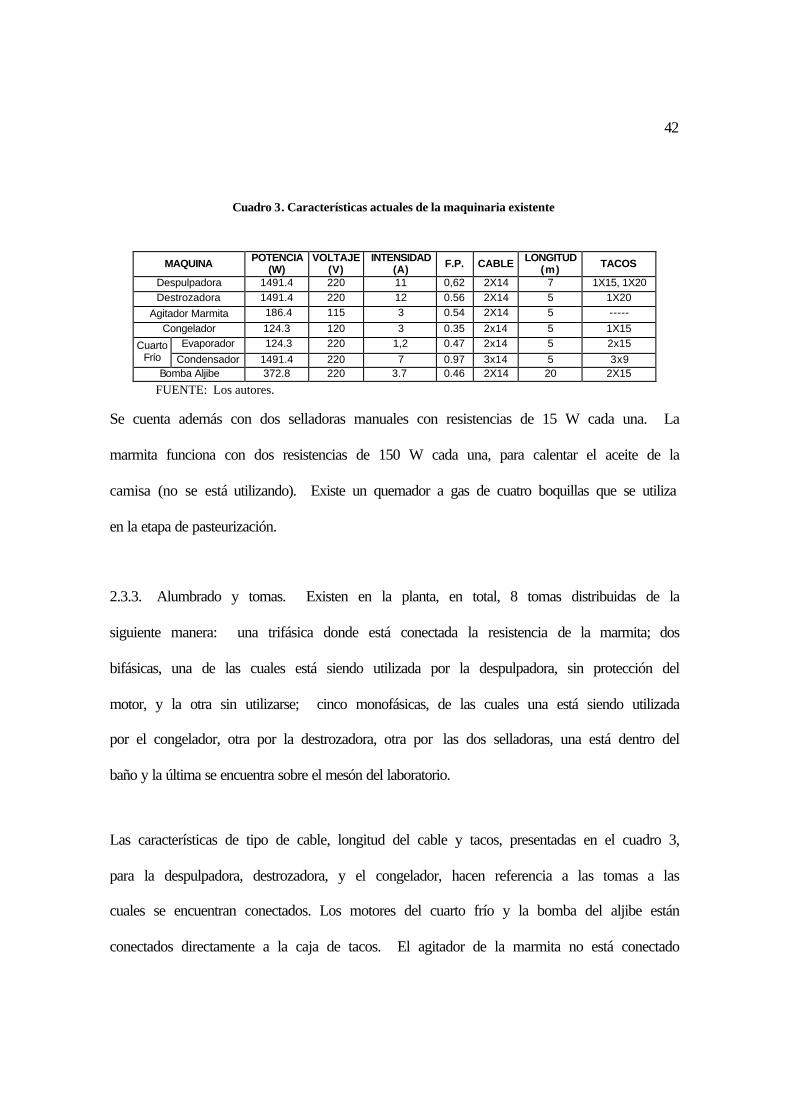
42
Cuadro 3. Características actuales de la maquinaria existente
MAQUINA POTENCIA (W)
VOLTAJE (V)
INTENSIDAD (A) F.P. CABLE LONGITUD
(m) TACOS
Despulpadora 1491.4 220 11 0,62 2X14 7 1X15, 1X20 Destrozadora 1491.4 220 12 0.56 2X14 5 1X20
Agitador Marmita 186.4 115 3 0.54 2X14 5 ----- Congelador 124.3 120 3 0.35 2x14 5 1X15
Evaporador 124.3 220 1,2 0.47 2x14 5 2x15 Cuarto Frío Condensador 1491.4 220 7 0.97 3x14 5 3x9
Bomba Aljibe 372.8 220 3.7 0.46 2X14 20 2X15
FUENTE: Los autores.
Se cuenta además con dos selladoras manuales con resistencias de 15 W cada una. La
marmita funciona con dos resistencias de 150 W cada una, para calentar el aceite de la
camisa (no se está utilizando). Existe un quemador a gas de cuatro boquillas que se utiliza
en la etapa de pasteurización.
2.3.3. Alumbrado y tomas. Existen en la planta, en total, 8 tomas distribuidas de la
siguiente manera: una trifásica donde está conectada la resistencia de la marmita; dos
bifásicas, una de las cuales está siendo utilizada por la despulpadora, sin protección del
motor, y la otra sin utilizarse; cinco monofásicas, de las cuales una está siendo utilizada
por el congelador, otra por la destrozadora, otra por las dos selladoras, una está dentro del
baño y la última se encuentra sobre el mesón del laboratorio.
Las características de tipo de cable, longitud del cable y tacos, presentadas en el cuadro 3,
para la despulpadora, destrozadora, y el congelador, hacen referencia a las tomas a las
cuales se encuentran conectados. Los motores del cuarto frío y la bomba del aljibe están
conectados directamente a la caja de tacos. El agitador de la marmita no está conectado

43
actualmente a ninguna toma debido a que la marmita no se usa en el proceso actual. Los
bombillos de la planta se encuentran todos en un solo circuito, accionados por tres
interruptores independientes así: uno para la luz del baño, uno para el cuarto frío, uno para
los cinco restantes dentro de la planta.
La zona de recepción no posee iluminación en la actualidad. Se presenta a continuación un
cuadro con las distribuciones de las fases en la caja de tacos.
Cuadro 4. Distribución de fases para alumbrado y tomas del estado actual.
TOMAS CARGA (W) CIRCUITO
M B T ALUMBRADO
A B C
CARGA TOTAL (W)
PROTECCIÓN (TACOS)
1 2, 3, 4
5 6, 7
0 0 5 0
0 0 0 2
0 1 0 0
7 bombillos 0 0 0
700 126.4
126.4 500 100
126.4 100
700 372.9 500 200
1 X 15 2 X20, 1X30
1X20 2X15
M: Monofásica B: Bifásica T: Trifásica FUENTE: Los autores
Todas las conexiones eléctricas convergen en un solo punto sobre el techo falso, encima de
la caja de tacos, como se aprecia en la figura 14. Todas poseen tubería Conduit plástica de
1/2 pulgada, y no poseen cajas de distribución, factor que dificulta la solución de problemas
que se puedan presentar.
Figura 14. Punto de convergencia del cableado sobre la caja de tacos.

44
Figura 15. Distribución actual de alumbrado y tomas.

45
En la figura 15 se ve la distribución de las tomas y el alumbrado existente, así como la
distribución de la tubería correspondiente.
2.4 INSTALACIONES HIDRÁULICAS
A continuación se hará una breve descripción del estado actual de las instalaciones
hidráulicas incluyendo la fuente de abastecimiento, tanque de reserva de agua de lavado y
baño.
2.4.1. Abastecimiento de agua. El abastecimiento de agua se realiza por medio de un
aljibe. No se cuenta con acueducto ni alcantarillado debido a su ubicación rural. Del aljibe
sale el agua por una tubería de 1 pulgada y se trifurca en ramificaciones independientes con
sus válvulas de bola de una pulgada, para manejar cada uno de los sectores. Uno de ellos
son las piletas de lavado y desinfección, otro el tanque de almacenamiento que abastece el
baño y el lavaplatos del laboratorio, y el tercero el grifo de la manguera de lavado de la
planta.
Figura 16. Aljibe

46
• Aljibe: Se encuentra ubicado a ocho metros de la planta. Está construido en su totalidad
en piedra. El abastecimiento se obtiene a partir de aguas subterráneas. Posee un diámetro
interno de 2.10 m y una profundidad de 12 m, para una capacidad de 20 m3, con un tiempo
de llenado de 6 hr cuando se desocupa totalmente. (Ver figura 16)
• Bomba de succión del aljibe: En la actualidad se cuenta con una bomba tipo JET marca
BARNES referencia 117, que genera una presión de trabajo de 60 psi y un caudal de 10
GPM. (Ver anexo E). Con la bomba se succiona el agua del aljibe sin tratamiento previo.
En la figura 18 se puede ver la distribución hidráulica total en la actualidad.
2.4.2. Tanque de reserva. Se encuentra
ubicado sobre el techo falso, encima del
baño (ver figura 17). Posee una tubería de
llenado desde la bomba del aljibe con una
longitud de 20 m y un diámetro de ¾ de
pulgada. Tiene una capacidad de 500 L.
Su acceso
Figura 17. Tanque de reserva.
y ubicación dificultan las labores de mantenimiento.
2.4.3. Baño. Se encuentra ubicado dentro del área de procesamiento, pero su ingreso se
realiza por la parte exterior al área de producción. Del tanque de almacenamiento baja el

47
Figura 18. Esquema isométrico de las instalaciones hidráulicas actuales.

48
agua al baño para surtir la ducha, el lavamanos y el inodoro. El área de proceso cuenta con
las instalaciones sanitarias descritas en el cuadro 5.
Cuadro 5. Instalaciones sanitarias
SERVICIO DIAMETRO TUBERÍA (in)
ALTURA DESDE EL TANQUE (m)
LAVAMANOS DUCHA INODORO DE TANQUE
1/2 1/2 1/2
1.8 1.0 2.0
FUENTE: Los autores
2.4.4. Área de proceso. El área de proceso cuenta con las instalaciones hidráulicas
descritas en el cuadro 6.
Cuadro 6. Instalaciones hidráulicas del area de la planta
SERVICIO DIAMETRO TUBERÍA (in)
DISTANCIA DESDE ABASTECIMIENTO (m)
LAVAPLATOS LABORATORIO GRIFO DE LA MANGUERA PILETA DE LAVADO PILETA DE DESINFECCIÓN
1/2 3/4 1 1
2.0 18 20 21
FUENTE: Los autores
Las piletas de lavado y desinfección
tienen una capacidad de 1.5 m3 cada una.
Se encuentran ubicadas en la parte
externa del área de proceso (ver figura
19) sin protección de techo o cieloraso, lo
cual genera una mayor contaminación por
suciedad y animales.
Figura 19. Piletas de lavado y
desinfección

49
2.5 DRENAJES Y CAJAS DE RECOLECCIÓN
La planta cuenta en la actualidad con los siguientes drenajes y caja de recolección de
residuos sólidos.
2.5.1. Pozo séptico. Se posee un pozo séptico para el tratamiento de las aguas negras
ubicado a una distancia de 50 m de la edificación. Tiene una capacidad de 10 m3
2.5.2 Caja de residuos sólidos. Es una
caja cuadrada construida en ladrillo,
incrustada en el terreno externo de la
planta, con 0.4 m de lado y 0.3 m de
profundidad. No cuenta con tapa, por lo
cual está protegida con una rejilla plástica
Figura 20. Caja de residuos sólidos.
que impide el ingreso de animales y suciedad externa. Posee una tubería de desagüe de
1 ½ pulgada con salida superficial directa al cultivo sin tratamiento previo (ver figura 20).
2.5.3. Baño. El desagüe del lavamanos y la rejilla de la ducha cuentan con sus respectivos
sifones conectados a la tubería de desagüe del inodoro, la cual se encuentra conectada a la
tubería central de aguas negras (3 pulgadas) de la casa principal y de ahí pasa al pozo
séptico.

50
2.5.4. Piletas. Los desagües de las dos piletas están conectados a un tubo de 1 ½ pulgada
que sale superficialmente al cultivo sin tratamiento previo. De la pileta de lavado sale el
agua con residuos sólidos que trae la fruta adherida del cultivo (tierra, hojas, ramas,
cáscaras, etc.). De la pileta de desinfección sale el agua con residuos químicos del
desinfectante usado (hipoclorito de sodio).
2.5.5 Canal de desagüe del piso de la planta. El canal tiene 0.3 m de ancho con una
pendiente del tres por ciento hacia la caja de residuos sólidos, con una profundidad final de
0.3 m. Posee una longitud de 10 m y tiene forma de “U” rodeando la mayor parte de la
planta.
Al final del canal se conecta una tubería de 1 ½ pulgadas con longitud de 1.5 m a la trampa
de residuos sólidos (ver anexo K).
El canal cuenta con una rejilla con bisagra
(ver figura 21) que facilita el
mantenimiento. Del canal sale agua con
residuos químicos del lavado de la planta
y residuos sólidos del proceso de
despulpado (cáscara, pepas, fibra, etc.)
Figura 21. Rejilla.
2.5.6. Lavaplatos del laboratorio. Está conectado directamente con el canal de desagüe
del piso con una tubería de 1 pulgada. Del lavaplatos sale agua con residuos químicos
correspondientes al lavado de los utensilios.

51
2.6 DESCRIPCIÓN DEL PROCESO ACTUAL DE PRODUCCIÓN
A continuación se hará una descripción de las etapas de producción actuales, incluyendo el
tiempo aproximado de cada una y la maquinaria utilizada. La planta cuenta con ocho
operarios de producción repartidos durante todo el procesamiento.
2.6.1 Recepción. La recepción de la
fruta proveniente del cultivo se realiza en
el área exterior de la planta de
procesamiento. La capacidad de
recepción actual es de aproximadamente
500 kg. de fruta fresca. La fruta entra
recién cosechada, en canastillas plásticas
Figura 22. Canastillas con fruta.
con 20 kg. de mango por canastilla (ver figura 22). Se pesan las canastillas a granel y luego
se apilan en la bodega de materias primas para pasar luego a la etapa de selección. Esta
etapa requiere de un tiempo de operación de 30 minutos.
2.6.2. Selección. Se escoge la fruta que no presente ningún daño externo superior al 50%,
para pasar al proceso de clasificación y se retiran cuerpos extraños como ramas y hojas. Los
mangos deteriorados se desechan. Esta etapa requiere de un tiempo de operación de 30
minutos.

52
2.6.3. Clasificación. Se clasifican los mangos solamente por grado de madurez. Los
maduros pasan directamente al proceso de lavado y los que no cumplen se dejan
madurando al ambiente apilados en canastillas plásticas. Esta etapa requiere de un tiempo
de operación de 30 minutos.
2.6.4. Pesaje. Antes de ingresar a la planta de procesamiento, se pesa la fruta óptima
proveniente de los procesos de selección y clasificación, para poder llevar un control de
ingreso de materia prima. Se realiza en canastillas plásticas taradas. Esta etapa requiere de
un tiempo de operación de 15 minutos.
2.6.5. Lavado. En este proceso se sumergen las frutas en la pileta de lavado, en canastillas
plásticas, en agua proveniente del aljibe. Se le retira la tierra, el látex, la carga microbiana
de la cáscara y, materiales extraños adheridos a su piel que puedan deteriorar la materia
prima y por lo tanto la calidad de la pulpa obtenida. Esta etapa requiere de un tiempo de
operación de 30 minutos.
2.6.6. Desinfección. Las canastillas se sumergen en la pileta de desinfección, en una
solución clorada, empleando hipoclorito de sodio con 50 ppm de cloro activo con un
tiempo de permanencia de 15 minutos y posterior enjuague con agua por aspersión, para
retirar totalmente el residuo del desinfectante. Para comenzar esta etapa es necesario haber
terminado el lavado de toda la fruta. Esta etapa requiere de un tiempo de operación de 30
minutos.

53
2.6.7. Acondicionamiento. Durante esta etapa se retiran pedúnculos y se eliminan pedazos
de la fruta que presenten daños externos inferiores al 5% de la fruta. Se realiza
manualmente, utilizando cuchillos previamente desinfectados por los operarios de la planta,
en mesones con láminas de acero inoxidable. Esta etapa requiere de un tiempo de operación
de 60 minutos.
2.6.8. Despulpado y refinado. La fruta ingresa a la despulpadora con cáscara y semilla.
Para la etapa inicial de despulpado se utiliza un tamiz de 0.06 pulgadas, en donde se separa
la pulpa de la semilla. La cáscara queda molida junto con la pulpa. El refinado de la pulpa
obtenida se efectúa por medio de una recirculación manual en la misma máquina, pero
utilizando un tamiz de 0.02 pulgadas. En ésta etapa se elimina la mayor parte de la fibra, así
como los trozos de cáscara que no hayan sido molidos adecuadamente. Con esto se logra
eliminar características indeseables de la pulpa como sabor astringente y textura gruesa que
facilitará la separación de fases del producto terminado. La pulpa obtenida se recoge en
recipientes plásticos de 60 L, en donde se le adiciona ácido ascórbico 0.1 % P/P. Estas
etapas requieren de un tiempo de operación de 225 minutos. Dentro de este tiempo se
incluye el acondicionamiento de la máquina para pasar a la etapa de refinado.
2.6.9. Pasteurización. La pulpa se pasa manualmente a una olla de aluminio con
capacidad de 80 kg; en ella se realiza el tratamiento térmico utilizando un quemador a gas
de cuatro boquillas. Se eleva la temperatura hasta 80 °C durante 10 min, agitando
manualmente con una pala de madera. Esta etapa requiere de un tiempo de operación de
180 minutos.

54
2.6.10 Empaque, sellado y refrigeración.
La pulpa se pasa manualmente y en
caliente al tanque de llenado. Éste cuenta
con una válvula de paso rápido de 1 1/2
pulgadas, con la que se controla el
llenado de las bolsas plásticas. El
operario controla el peso de llenado
Figura 23. Zona de empaque
mediante una balanza gramera. Las bolsas llenas pasan a ser selladas en caliente utilizando
las selladoras de pedal (ver figura 23). Una vez selladas, se colocan en canastillas plásticas
y se enfrían en las piletas de lavado hasta lograr un equilibrio con la temperatura del agua
(en este momento termina el proceso de pasterización). Estas etapas requieren de un tiempo
de operación de 120 minutos.
2.6.11 Congelación. Una vez frías, las
bolsas con la pulpa se pasan al cuarto frío
(ver figura 24), logrando un
congelamiento rápido (12 horas a –18
°C). Con esto se logra que la pulpa dentro
de la bolsa quede totalmente plana y
obtenga una buena apariencia visual, y de
Figura 24. Cuarto frío
fácil apilamiento en canastillas plásticas, hasta que son sacadas para la venta. Esta etapa
requiere de un tiempo de operación de 15 minutos para la acomodación de la pulpa en el
cuarto frío. Se presenta a continuación el diagrama de flujo del proceso de la pulpa de

55
mango en PULPÍN con los tiempos aproximados de operación en cada etapa, requeridos
para procesar 500 Kg de fruta al día:
Figura 25 Diagrama de flujo del proceso actual de producción
En la figura 26 se puede ver la distribución actual de máquinas, mesones de trabajo y
equipos de congelación en la planta. El flujo de producción y las áreas de procesamiento se
pueden ver en el anexo K.
Recepción de materia prima
Selección
Clasificación
Pesaje
Lavado
Desinfección
Acondicionamiento
Despulpado y Refinado
Pasteurización
Empaque y Sellado
Enfiamiento y Congelación
Pesaje, 30 min.
30 min.
Grado de madurez, 30 min.
15 min.
Inmersión en agua, 30 min.
Hiposodio 50 ppm, 30 min.
Manual, 60 min.
Mecánico, 225 min.
80°C por 10 min., 180 min. total
120 min. Bolsas de polietileno
-18°C, 75 min.
Frutas dañadas
Fruta verde
Agua, 0.75 m3
Agua, 0.75 m3
25 kg fruta dañada (5%)
220 kg desperdicios (46.3%)
5 kg desperdicios en máquinas (2%)
Agua, 0.75 m3
Pulpa congelada (250 kg pulpa)
Frutas sanas
Fruta madura
500 kg fruta
Agua 0.75 m3
Agua 0.75 m3
475 kg fruta, eficiencia 95%
255 kg pulpa, eficiencia 53.7%
250 kg pulpa, eficiencia 98%
Agua, 0.75 m3

56
Figura 26. Esquema isométrico actual de maquinaria en la planta.

57
2.7 EVALUACIÓN DE LA CALIDAD DEL AGUA
La evaluación de la calidad del agua de la planta se realizó por duplicado en el laboratorio
de Control de Calidad de la Universidad de la Sabana. Para la realización de las pruebas se
utilizaron métodos colorimétricos y titrimétricos. Dentro de los métodos colorimétricos se
realizaron las pruebas de Nitrito (NO2-), Nitrato (NO3
-) y pH. Dentro de los métodos
titrimétricos se realizaron las pruebas de dureza total, número de sólidos totales y
concentración de oxígeno (O2). Para esto se utilizaron los Kits para pruebas de agua de
Laboratorios Merck, y se siguieron las indicaciones por ellos establecidas para la buena
realización de las pruebas y la obtención de unos resultados confiables. También se
realizaron pruebas microbiológicas utilizando placas “Petrifilm”, analizando el contenido
de mesófilos, E. Coli, coliformes, hongos y levaduras.
2.7.1. Métodos colorimétricos. Los procedimientos realizados se describen a
continuación.
• Test de nitrito: Se lavaron varias veces con el agua de muestra los dos recipientes para
la realización del ensayo. Con una jeringa dosificadora se añadieron cinco mL del agua de
muestra en cada uno de los recipientes y uno de ellos se dejo como marco de comparación
(blanco). En el otro recipiente se le colocaron 5 gotas del reactante 1 y se agitó. Se adicionó
una microcucharada rasa del reactante 2 y se agitó. Después de un minuto se comparó con
el blanco y con la tabla de colores.

58
• Test de nitrato: Se lavaron varias veces con el agua de muestra los dos recipientes para
la realización del ensayo. Con una jeringa dosificadora se añadieron cinco mL del agua de
muestra en cada uno de los recipientes y uno de ellos se dejo como marco de comparación
(blanco). En el otro recipiente se colocó una microcucharada rasa del reactante. Se agitó por
un minuto y se esperó cinco minutos. Se comparó con el blanco y con la tabla de colores.
• pH: Se lavaron varias veces con el agua de muestra los dos recipientes para la
realización del ensayo. Con una jeringa dosificadora se añadieron cinco mL del agua de
muestra en cada uno de los recipientes y uno de ellos se dejo como marco de comparación
(blanco). En el otro recipiente se colocaron dos gotas del reactivo de pH y se agitó. Se
comparó con el blanco y con la tabla de colores.
2.7.2. Métodos titrimétricos. Los procedimientos realizados se describen a continuación.
• Dureza total (TH): Se lavó el recipiente de ensayo con el agua a examinar y se llenó
hasta la señal de enrase (5 ml), se le añadieron 5 gotas del reactivo 1 y se agitó. La solución
de titración se pasó a la pipeta y se añadió gota a gota al recipiente de medición hasta que la
coloración pasó de rojo a violeta grisáceo y luego a verde con agitación continua. Se leyó la
dureza total en % o en mmol de CaCO3/L de la escala de la pipeta.
• Nivel de oxígeno: Se lavó el recipiente de ensayo con el agua a examinar y se llenó
hasta la señal de enrase (5 ml) teniendo cuidado de no formar burbujas. Se le colocaron 5
gotas del reactante 1 y 5 gotas del reactante 2 con tres bolitas de vidrio. Se agitó y dejó

59
reposar por 1 minuto. Se colocaron 10 gotas del reactivo 3 y se agitó y con esto se lavó el
recipiente de medición. Se colocaron 5 mL de la solución en el recipiente de medición y se
le colocó una gota del reactante 4 agitando. Se colocó el reactante 5 en la pipeta y se
adicionó gota a gota al recipiente de medición hasta que se observó un cambio en la
coloración y se realizó la medición en la escala de la pipeta en mg/L.
• Sólidos Totales: Se colocaron 100 mL del agua de muestra en una cápsula tarada
previamente pesada y se colocan en la estufa a 110 °C durante 24 hr. Se enfría la cápsula en
un Desecador y se pesa nuevamente. Se determina por diferencia de pesos el contenido de
sólidos totales.
2.7.3. Métodos microbiológicos. Los procedimientos realizados se describen a
continuación.
• Recuento de mesófilos aerobios: Se colocó la placa Petrifilm en una superficie plana. Se
levantó el film superior. Con una pipeta perpendicular a la placa se colocó un mililitro de
muestra en el centro del film inferior. Se bajó el film superior, dejándolo caer y sin
deslizarlo hacia abajo. Con la cara lisa hacia arriba, se colocó el aplicador en el film
superior sobre el inóculo y se ejerció una presión sobre el aplicador para repartir el inóculo
sobre el área circular sin girarlo ni deslizarlo. Se levantó el aplicador, esperando un minuto
a que solidificara el gel. Se incubaron las placas cara arriba a 30 °C por 72 horas. Luego se
leyeron las placas en una fuente de luz con aumento.
60
• Recuento de hongos y levaduras: Se colocó la placa Petrifilm en una superficie plana.
Se levantó el film superior. Con una pipeta perpendicular a la placa se colocó un mililitro
de muestra en el centro del film inferior. Se bajó el film superior evitando introducir
burbujas de aire. Sujetando el aplicador por la barrita soporte se colocó el aplicador sobre la
placa. Se ejerció una presión sobre el aplicador para repartir el inóculo sobre el área circular
sin girar ni deslizar el aplicador. Se levantó el aplicador esperando un minuto a que
solidificara el gel. Se incubaron las placas cara arriba a una temperatura de 25 °C durante
cinco días. Se leyeron las placas utilizando una fuente de luz con aumento.
• Recuento de E. Coli: Se colocó la placa Petrifilm en una superficie plana. Se levantó el
film superior. Con una pipeta perpendicular a la placa se colocó un mililitro de muestra en
el centro del film inferior. Se bajó el film superior evitando introducir burbujas de aire. Con
la cara lisa hacia abajo se colocó el aplicador en el film superior sobre el inóculo. Se ejerció
una presión sobre el aplicador para repartir el inóculo sobre el área circular sin girar ni
deslizar el aplicador. Se levantó el aplicador esperando un minuto a que solidificara el gel.
Se incubaron las placas cara arriba a una temperatura de 37 °C durante 24 horas. Se leyeron
las placas utilizando una fuente de luz con aumento.
• Recuento de Coliformes totales: Se colocó la placa Petrifilm en una superficie plana. Se
levantó el film superior. Con una pipeta perpendicular a la placa se colocó un mililitro de
muestra en el centro del film inferior. Se bajó el film superior evitando introducir burbujas
de aire. Con la cara lisa hacia abajo se colocó el aplicador en el film superior sobre el
inóculo. Se ejerció una presión sobre el aplicador para repartir el inóculo sobre el área
circular sin girar ni deslizar el aplicador. Se levantó el aplicador esperando un minuto a que

61
solidificara el gel. Se incubaron las placas cara arriba a una temperatura de 35 °C durante
24 horas. Se leyeron las placas utilizando una fuente de luz con aumento.
2.7.4. Presentación de resultados. Se presentará, en los cuadros 7, 8 y 9, los resultados a
las pruebas realizadas al agua de lavado proveniente del aljibe.
Cuadro 7. Resultados de los métodos colorimétricos
Prueba Resultado muestra 1
Resultado muestra 2
Test de Nitrito 0.025 mg de NO2-
/L 0.025 mg e NO2
-/L
Test de Nitrato 50 mg de NO3- / L 50 mg de NO3
-/L Test de pH 7.5 8
FUENTE: Los autores
Cuadro 8. Resultados de los métodos titrimétricos
Prueba Resultado muestra 1
Resultado muestra 2
Ensayo de Dureza Total
1.3 m mol de CaCO3/ L
1.4 mmol de CaCO3/L
Ensayo de Sólidos Totales
0.0317 g/L 0.0309 g/L
Ensayo de Oxigeno 5.9 mg de O2 / L 5.8 mg de O2/L FUENTE: Los autores
Cuadro 9. Resultados del análisis microbiológico
Prueba Resultado muestra 1
Resultado muestra 2
MESÓFILOS AEROBIOS
Incontable > 250 UFC
Incontable > 250 UFC
HONGOS Y LEVADURAS
Negativo Negativo
E. COLI Positivo Positivo COLIFORMES TOTALES
Negativo Negativo
FUENTE: Los autores

62
2.7.5. Análisis de resultados. Se hará a continuación un análisis de los resultados de las
pruebas realizadas al agua de lavado y desinfección de la planta, comparándolo con las
normas existentes para el agua potable establecidas por el ICONTEC y los parámetros de
calidad del agua de Laboratorios Merck.
Cuadro 10. Comparación de los resultados de las pruebas colorimétricas con las normas existentes
Prueba Resultado Promedio Norma NTC 813 Test de Nitrito 0.025 mg de NO2
-/L Máx. 0.1 mg/L Test de Nitrato 50 mg de NO3
-/L Máx. 15 mg/L Test de pH 7.75 6.5 – 9.0
FUENTE: Los autores
Como se puede apreciar en cuadro 10, el nivel de nitratos se encuentra, en 35 ppm, por
encima de la norma establecida, lo cual podría afectar el olor y el sabor del agua en el caso
que se utilizara para consumo. Los niveles de pH y nitritos se encuentran dentro de la
norma recomendada por el ICONTEC para agua potable, por lo cual se puede decir que, en
cuanto a estos tres parámetros, el agua es aceptable para el lavado de la planta.
Cuadro 11. Comparación de los resultados de las pruebas titrimétricas con las normas existentes
Prueba Resultado Promedio Norma NTC 813 Ensayo de Dureza Total 135 mg de CaCO3/L 150 mg de CaCO3/L Ensayo de Sólidos Totales
31.3 mg/L 200 mg/L
Ensayo de Oxigeno 5.85 mg de O2/L ----- FUENTE: Los autores

63
Para los resultados de la dureza total, la prueba dio un resultado de 1.35 mmol de CaCO3/L.
Para poder comparar este resultado se realizó la conversión de unidades a mg de CaCO3/L,
y se observa que se encuentra dentro de la norma establecida para agua potable. Para los
resultados de sólidos totales se realizó la conversión de unidades a mg/L, y se observa que
se encuentra dentro de la norma establecida para agua potable. Para el ensayo de oxígeno
no existe norma establecida por el ICONTEC, pero la Comisión Para El Control De La
Polución Del Agua de Inglaterra∗, establece que para el uso industrial, el agua debe tener
por lo menos 5 mg de O2 /L disuelto, por lo cual se puede decir que, en cuanto a estos tres
parámetros, el agua es aceptable para el lavado de la planta.
Cuadro 12. Comparación de los resultados de las pruebas microbiológicas con las normas existentes
Prueba Resultado Norma NTC 813
MESÓFILOS AEROBIOS Incontable > 250 UFC < 100 UFC / mL HONGOS Y LEVADURAS Negativo 1 UFC / 5 mL E. COLI Positivo Negativo en 100 cm3 COLIFORMES TOTALES Negativo Negativo
FUENTE: Los autores
En el cuadro 12 se puede observar que los mesófilos aerobios se encuentran por fuera de la
norma, así como el recuento de E. Coli. Los hongos y levaduras y los coliformes totales se
encuentran dentro de la norma establecida por el ICONTEC para el agua potable. Cabe
anotar que no es normal que E. Coli de positivo con Coliformes totales negativo, lo cual
puede ser debido a contaminación durante el muestreo. Esto indica que, en cuanto a
∗ AGUDELO, A. M., et al. Guía Para La Elaboración De Estudios Del Medio Físico: Contenido y Metodología. 3 ed. Closas-Orcoyen. España. 1991. p 287.

64
mesófilos aerobios y E. Coli, el agua no es aceptable para el lavado de la planta y necesita
un tratamiento previo a su utilización.
2.8 CAPACIDAD DE PRODUCCIÓN
La capacidad diseñada de la planta está dada por la cantidad de fruta (en esta caso mango)
que se puede procesar en una jornada de producción diaria. En la actualidad se están
procesando 500 kg de mango diarios en aproximadamente 11 hr (ver cuadro 13), que
representan aproximadamente 250 kg de producto terminado (pulpa de mango congelada).
La capacidad diseñada actual está dada por la siguiente relación:
La planta está trabajando con su máxima capacidad para cubrir la demanda actual de pulpa
de mango de la empresa. Debido al diseño artesanal de la planta y a la falta de maquinaria
apropiada, se genera la necesidad de tiempo extra en la jornada laboral, además de
presentarse varios cuellos de botella como son:
• El despulpado y refinado se realizan en la misma máquina, retardando los procesos
siguientes en la línea de producción, debido a que es necesario realizar el despulpado de
toda la fruta que entra a la planta, para después adecuar la máquina para el refinado. El
proceso de adecuación de la despulpadora a refinadora se demora aproximadamente quince
minutos mientras se cambia el tamiz, se lava y se desinfecta. Además de esto se necesitan
hrkg
horasfrutadekg 5.45
11500 =

65
recipientes de almacenamiento que contengan la pulpa sin refinar. Este procedimiento se
realiza en su totalidad manualmente por los operarios, factor que, además de generar
demoras en el transporte de la pulpa, puede ocasionar su contaminación. Este proceso dura
aproximadamente tres horas y media.
• El transporte de la pulpa refinada a la olla de calentamiento para la pasteurización
actual, se realiza trasvasando los recipientes de almacenamiento manualmente por los
operarios, y en algunas ocasiones, con la ayuda de vasijas plásticas.
• El proceso de pasteurización se realiza en tres etapas (lotes), retardando el proceso de
producción debido al cargue y descargue manual de la olla. La capacidad de pasteurización
por lote es de 80 kg de pulpa y el tiempo que se tarda el producto en alcanzar la
temperatura de pasteurización es de 1 hora. Este proceso dura aproximadamente tres horas.
• La pulpa pasteurizada se pasa manualmente al tanque de llenado, obligando a los
operarios a utilizar una escalera para alcanzar la altura de la boca de llenado de éste. El
empaque de cada lote pasteurizado tarda aproximadamente media hora, por lo cual es
necesario detener esta etapa hasta que se termine de pasteurizar el siguiente lote.
• Antes de ingresar el producto empacado a congelación, es necesario terminar el proceso
de pasteurización. El enfriamiento de las bolsas se efectúa en la pileta de lavado en el
exterior del área de proceso. Esto ocasiona demoras en el transporte y puede generar una

66
contaminación cruzada en el área de producción debido al flujo de operarios hacia el
exterior.
Al comenzar la jornada los operarios reciben la fruta proveniente del cultivo y la pesan para
después seleccionarla; cuando toda la fruta ha sido seleccionada se clasifica, una vez
clasificada se ingresa a la pileta de lavado hasta que toda la fruta se encuentre inmersa. La
etapa de desinfección se debe realizar después de haber lavado la totalidad de la fruta
clasificada. Antes de comenzar el acondicionamiento de la fruta en planta es necesario
pesarla para el control de su rendimiento.
La despulpada de la fruta comienza 30 minutos después de empezar el acondicionamiento,
momento en el cual ya se cuenta con el 50 % de la fruta lista para procesar. A la media hora
de haber comenzado el proceso de refinado, ya se cuenta con el primer lote a ser
pasteurizado. Cada lote se demora una hora en el tratamiento térmico. La etapa de empaque
comienza una vez sale el primer lote de pasteurización y cada uno de estos lotes tarda
media hora en empacarse. Después de empacado el primer lote, es necesario esperar media
hora a que salga el siguiente.
El enfriamiento de las bolsas se hace una vez empacado el primer lote y la acomodación en
el cuarto frío se realiza cuando éste se ha enfriado. Al finalizar la producción total se
efectúa un lavado de la planta que tarda 30 minutos. El tiempo total para procesar los 500
kg de mango es de 11 horas aproximadamente. Esto implica tres horas extras en costos de
mano de obra. (Ver cuadro 13)

67
Cuadro 13. Cronograma del proceso actual
HORA DE TRABAJO ETAPA
1 2 3 4 5 6 7 8 9 10 11 Recepción 30’
Selección 30’
Clasificación 30’
Pesaje 15’ Lavado 30’
Desinfección 30’
Acondicionamiento fruta 60’
Despulpado 105’
Adecuación 15’
Refinado 105’
Lote 1 60’
Lote 2 60’ Pasteurización
Lote 3 60’ Lote 1 30’
Lote 2 30’ Empaque
Lote 3 30’
Lote 1 15’
Lote 2 15’ Enfriamiento
Lote 3 15’
Lote 1 10’
Lote 2 10’ Acomodación cuarto frío
Lote 3 10’ Lavado planta 30’
FUENTE: Los autores

68
3. REDISEÑO DE LA EDIFICACIÓN E INSTALACIONES, Y PROPUESTA PARA
MEJORAR LA CAPACIDAD DE PRODUCCIÓN Y LA CALIDAD DEL AGUA DE
LAVADO
A continuación se planteará, a modo de sugerencia, y con base en los capítulos I y VI del
título II del decreto 3075 de 1997 del INVIMA, el rediseño de la planta, incluyendo
ampliación física, sistemas eléctricos, hidráulicos, sanitarios y drenajes, y se hará una
redistribución de la maquinaria existente en la nueva edificación, buscando mejorar la
capacidad de producción mediante el mejoramiento de la capacidad instalada actual; al
mismo tiempo se propondrá el tratamiento al agua de lavado proveniente del aljibe, con el
fin de mejorar las características microbiológicas encontradas en el análisis descrito en el
capítulo anterior, y con apoyo en las normas ICONTEC para manejo de agua potable. En
cuanto a la localización y accesos de la planta, no se plantea ningún cambio, debido a la
cercanía de los cultivos frutales que rodean la edificación.
3.1. EDIFICACIÓN
Se propone una ampliación del área construida de la edificación de 113 m2, con lo cual se
tendrá un área total construida de 160 m2 en una sola planta (ver anexo L). La nueva
construcción cubrirá el área enmallada aledaña a la construcción actual y que comprende
las zonas de recepción, maduración, lavado y desinfección de la fruta proveniente del
69
cultivo. El interior de la edificación estará dividido en dos sectores principales, uno de los
cuales será la zona de producción de pulpa, con un área interna de 69.5 m2, y el otro la zona
de recepción, maduración, lavado y desinfección de la fruta con un área interna de 90.5 m2,
incluidos los dos baños. Con éste diseño se busca separar el área de producción del resto de
la edificación a donde llega la fruta sucia y contaminada. A su vez la zona de producción
está dividida en dos subsectores: producción y laboratorio de control de calidad.
3.1.1. Paredes. Las paredes de las zonas de producción actual y recepción tendrán una
altura total de 2.5 m, es decir, 13 cm más altas que las actuales debido a que se requiere por
el cambio en la línea de producción. Las paredes de la zona de maduración tendrán una
altura máxima de 5 m y mínima de 2.5 m. Las paredes de la zona de lavado y desinfección,
así como de la ampliación en la zona de producción tendrán una altura máxima de 2.70 m y
mínima de 2.50 m. La totalidad de las paredes estarán construidas en bloque y
debidamente estucadas, además deberán ser perfectamente lisas para evitar la acumulación
de mugre y microorganismos. No se recomienda el uso de enchape en cerámica debido a la
facilidad de acumulación de suciedad y microorganismos en las uniones. Estarán en su
totalidad recubiertas con pintura epóxica para facilitar su lavado y desinfección. La unión
entre las paredes debe ser redondeada para evitar la acumulación de suciedad y
microorganismos en sitios de difícil acceso para la limpieza y desinfección.
3.1.2. Techos. El techo de la zona de maduración de fruta, mantendrá el diseño actual,
será en teja de eternit, lo que reducirá la temperatura interna, mejorando las condiciones de
maduración de la fruta (la temperatura de la región es de 40 °C) y con claraboyas que

70
faciliten la iluminación natural. La parte más alta del techo en esta zona estará a una altura
de 5 m y la más baja a 2.5 m. con esta altura se garantiza el espacio necesario para el
almacenamiento de la fruta recibida y el mantenimiento del tanque de cloración (ver anexo
L). El techo de la ampliación de la zona de producción, así como la de lavado y
desinfección será construido a una altura máxima de 2.60 m y una mínima de 2.50 m.
Estará construido con tejas de eternit, al igual que la zona de maduración. La zona de
producción, así como la de recepción, tendrán un techo interno plano en láminas de
asbesto-cemento, recubiertas con pintura epóxica en su interior para facilitar el lavado y
desinfección y evitar la filtración de suciedad producida por el techo actual en palma. La
unión entre los techos y las paredes debe ser redondeada para evitar la acumulación de
suciedad y microorganismos. Los canales de desagüe de aguas lluvia deberán ser diseñados
por un ingeniero civil para garantizar la evacuación del agua hacia el exterior y evitar que
se rebosen hacia el interior de la edificación.
3.1.3. Ventanas. Se colocarán dos tipos de ventanas diferentes, dependiendo de la zona en
la planta. En las paredes cercanas a la línea directa de producción se colocarán ventanas
pequeñas de 0.99 m2 (1.1m X 0.9m) con el fin de prevenir una posible recontaminación de
la fruta o la pulpa; también se colocará éste tipo de ventana en las paredes que por su
tamaño así lo requieran. Las ventanas grandes de 2 m2 (2m X 1m) se colocarán donde el
riesgo de contaminación sea mínimo, el tamaño de la pared lo permita o se necesite una
mayor iluminación natural. Debido a que en la zona donde se encuentra ubicada la planta
existe una alta población de plagas, todas las ventanas deberán llevar malla anti-insecto,
para evitar una posible infestación interior.

71
3.1.4. Puertas. Todas la puertas de la planta serán metálicas, lisas y de fácil limpieza y
desinfección. La zona de producción estará comunicada con las zonas de recepción, lavado
y desinfección con dos puertas, una de ellas es la de acceso de la zona de lavado y
desinfección de la fruta; la otra es la de salida de la pulpa congelada a la zona de recepción,
para su distribución. Estas dos puertas, así como la puerta de entrada a la planta serán
corredizas y sin luces entre el piso y las paredes para impedir el ingreso de animales,
evitando posibles infestaciones. La puerta de entrada a la planta será de 2 m de ancho, 2.37
metros de alto y 10 centímetros de espesor para facilitar la entrada de la fruta. La puerta de
entrada de la fruta a la zona de producción será de 1.7 m de ancho, 2.37 m de alto y 10 cm
de espesor; la puerta de salida de la pulpa, de la zona de producción será igual a la puerta de
entrada a la planta. Con este diseño se garantiza que no quede un acceso directo desde el
exterior de la edificación a las áreas de elaboración.
3.1.5. Pisos. El piso de la planta será completamente liso y antideslizante. Tendrá una
pendiente del 2 % dirigida hacia el canal de drenaje en las zonas de producción, lavado y
desinfección, por ser zonas de alta humedad. En las zonas de recepción y maduración la
pendiente será del 1 %, dirigida hacia el canal de drenaje, por ser zonas de baja humedad.
Los pisos, en su totalidad, estarán estucados y recubiertos con pintura epóxica, evitando la
formación de grietas o porosidades y facilitando su lavado y desinfección. La unión entre
los pisos y las paredes debe ser redondeada para evitar la acumulación de suciedad y
microorganismos que alteren la calidad del producto.

72
3.1.6. Ventilación. En la zona de producción, la ventilación estará dada por la circulación
del aire a través de las ventanas, así como por un ventilador con el fin de mejorar la
circulación del aire hacia el exterior de la planta. Con esto se baja la temperatura ambiente,
elevada por el calor de la marmita. El ventilador deberá limpiarse periódicamente para
evitar la acumulación de polvo. La ventilación del resto de la edificación estará dada por la
circulación del aire a través de las ventanas.
3.1.7 Sanitarios. Se propone la construcción de dos baños independientes para hombres y
mujeres, con capacidad suficiente para los operarios de la planta. Cada uno de ellos cuenta
con un lavamanos, un inodoro y lockers de seis compartimentos donde se pueda guardar la
dotación y artículos personales. El acceso se hará por la parte externa de la edificación con
el fin de evitar la contaminación, tanto de la fruta que entra como de la pulpa que sale. En
la zona de producción se pondrá un lavamanos con accionamiento de pedal para facilitar la
higiene del personal durante las horas de proceso. La zona de laboratorio de control de
calidad contará con un lavaplatos donde se puedan lavar los utensilios de proceso (ver
anexo L).
3.2. INSTALACIONES ELÉCTRICAS
De acuerdo a la distribución de las máquinas que se propone (ver figura 27) en el
…numeral 3.5… de este capítulo, se realizó el cálculo del calibre del cable que cada motor
debe llevar, así como la tubería, y accesorios técnicos. Se realizó el mismo procedimiento

73
para los circuitos de tomas e iluminación y se calculó la acometida desde los tableros de
control hasta el poste.
3.2.1. Motores. En el cuadro 14 se describirán los motores existentes y propuestos, con
los cables y características que deberían tener si se conectaran directamente, con sus
respectivos arrancadores y relés, a la caja de tacos y no directamente a la toma, como se
encuentran en la actualidad. Los cálculos realizados fueron los siguientes:
• Potencia (P) indicada en la placa de cada motor en HP y convertida a wattios
multiplicándola por el factor 745.7. En caso de no conocer la potencia, se puede calcular
mediante:
donde cosϕ es el factor de potencia (F.P.) y η es el rendimiento del motor (relación entre la
potencia que necesita y la que entrega).
• η=0.8 para motores menores de 10 HP
• η=0.9 para motores mayores o iguales a 10 HP
En el caso de motores trifásicos esta potencia se multiplica por raíz de tres.
• Voltaje (V) indicado en la placa de cada motor. En el caso de no conocer el voltaje se
puede utilizar la ley de Ohm (V=I*R)
ηϕ *cos**VnInP =

74
• Intensidad nominal (In) despejada de la fórmula de potencia descrita con anterioridad
en este numeral.
• Factor de potencia (F.P.) indicado en la placa de cada motor.
• Corriente de arranque (Iarrq.) corriente necesaria en el momento de arrancar el motor.
Esta se calcula:
Iarrq. = 1.25*In para conexiones automáticas
Iarrq. = 6*In para conexiones directas
• El cable asumido se escogió de la tabla de capacidad de corriente de conductores de
cobre basada en una temperatura ambiente de 30 °C del anexo A según la corriente de
arranque.
• El factor de caída de tensión (Fc) se obtuvo de la tabla de factores de caída de tensión
unitaria del anexo C teniendo como parámetros el calibre de cable asumido y el sistema de
fases del motor.
• La longitud es la medida desde el motor hasta la caja de tacos.
• Para calcular el porcentaje de caída de tensión ()V%) se realizó:
VInLFc
V*10
**% =∆

75
• Se toma como aceptado si cumple el )V% establecido por las normas internacionales
NEC tanto para la corriente nominal como para la de arranque (máximo 3 % para corriente
nominal y máximo 15 % para corriente de arranque); si cumple, se elige el cable asumido,
si no cumple, se asume un cable de calibre mayor y se vuelve a calcular hasta que cumpla.
• El tubo seleccionado para llevar varios conductores del mismo calibre se escogió de la
tabla de número máximo de conductores en medidas comerciales de tubería Conduit del
anexo B, teniendo en cuenta que sólo va el cableado para el motor que se está trabajando
por esa tubería. Para los tramos de tubería que llevan los cables de varios motores y
circuitos, es necesario calcular el diámetro de la tubería tomando como base el alambre de
mayor calibre y el número total de alambres que se conduce. En la parte externa de la
planta se debe instalar una bandeja portacables puesto el calibre de la tubería sería mayor
de 2 pulgadas, en este caso no se tiene en cuenta el factor de relleno ya que la bandeja va
abierta al ambiente.
• Los relés de cada motor se escogieron de la tabla de valores de relés térmicos del anexo
D, tomando como parámetro de selección la corriente nominal.
• Los termomagnéticos se escogieron de la tabla de interruptores termomagnéticos del
anexo D tomando como parámetro de selección la potencia del motor.
• Los arrancadores se escogieron de la tabla de arrancadores del anexo D.

76
A continuación se describe, como ejemplo, el cálculo para el motor de la despulpadora:
Voltaje: 220 V; Intensidad nominal (In): 13.67 A. Factor de corrección para temperatura
ambiente de 40 °C =0.82 (ver anexo A).
Cable asumido: 2 N° 10 AWG; Fc: 4.26
Cable seleccionado: 2 N° 10 AWG; Tubo seleccionado: ½ pulgada (conexión individual).
Relé: 13-18 A; Termomagnético: 2X20 A; Arrancador: 9 A.
WHP
WHPWP 4.14911
7.745*2)( ==
AAIarrq 83.2025.1*67.16. ==
%23.1220*10
67.16*38*26.4*10
**% ===∆
VAm
VInLFc
Vn
%53.1220*10
83.20*38*26.4*10
.**%. ===∆
VAm
VIarrqLFc
Varrq
AAcorregidaIn 67.1682.0
67.13 ==

77
Figura 27. Esquema de la distribución propuesta para los circuitos de los motores.

78
3.2.2. Alumbrado y tomas. De acuerdo al diseño propuesto de la planta, las tomas y
bombillos se organizaron de la siguiente manera:
• Tomas trifásicas: se colocó una correspondiente a las resistencias de la marmita (dos
resistencias de 150 W cada una).
• Tomas bifásicas: se colocaron dos dobles, de las cuales una quedó en la zona de
producción y la otra en la zona de maduración. Estas tomas se colocaron pensando en una
eventual instalación de maquinaria que requiera este voltaje.
• Tomas monofásicas: se colocaron nueve dobles distribuidas de la siguiente manera: una
en cada baño; una en la zona de recepción; seis en la zona de producción de las cuales dos
se encuentran utilizadas por los congeladores, una por las selladoras, una por el ventilador,
una libre en control de calidad y una libre a la entrada de la zona de producción.
• Bombillos: se colocaron 11 distribuidos de la siguiente manera: uno en cada baño; tres
en las zonas de recepción, maduración, lavado y desinfección; uno en el cuarto frío; uno en
control de calidad y cuatro en la zona de producción.
Para calcular el número de circuitos se dividió la potencia total (wattios) entre el voltaje de
cada elemento (V), multiplicado por el amperaje del termomagnético designado, que se
obtiene de la corriente nominal corregida. Se toma como base una potencia individual de
150 W para los bombillos, tomas monofásicas y bifásicas, y de 300 W para la toma
trifásica.

79
Cuadro 14. Características de la maquinaria propuesta
DIMENSIONAMIENTO DE CABLES, TUBERÍA Y ACCESORIOS PARA MOTORES
MOTOR CAPACIDAD DE CORRIENTE COMPROBACIÓN POR CAIDA DE VOLTAJE
SERVICIO Circuito N°
Potencia (W)
Voltaje (V) F:P: In
(Amp.) Iarrq.
(Amp.) Cable
Asumido Fc
(mV/AM) L
(m)
DV% (Plena Carga)
Máx. 3%
DV% (Arranque) Máx. 15%
Aceptado por DV%
Cable Seleccionado
Tubo Seleccionado
(in)
Reles (A)
Termomag-nético
(A)
Arran-cador
(A)
Despulpadora 4, 5 1491,4 220 0,62 16.67 20.83 2X10 4.26 38 1.23 1.53 CUMPLE 2X10 1/2 13-18 2X20 9
Refinadora 6, 7 1491,4 220 0,62 16.67 20.83 2X10 4.26 37 1,19 1,49 CUMPLE 2X10 1/2 13-18 2X20 9
Destrozadora 8, 9 1491,4 220 0,56 18.45 23.07 2X10 4.26 26 0.93 1,16 CUMPLE 2X10 1/2 18-25 2X20 9
Agitador Marmita 26 186,4 115 0,54 4.58 5.72 2X12 6.78 32 0.86 1,08 CUMPLE 2X12 1/2 4-6.3 1X15 9
Bomba pulpas 10, 11 1491,4 220 0,58 17.82 22.27 2X10 4.26 34 1,17 1,47 CUMPLE 2x10 1/2 13-18 2x20 9
Bomba tanque 27 745,7 115 0,5 19.77 24.71 2X12 13.56 9 2.10 2.62 CUMPLE 2x12 1/2 18-25 1x30 9
Bomba aljibe 12, 13 372,8 220 0,46 5.62 7.02 2X12 6.78 69 1.19 1,49 CUMPLE 2X12 1/2 4-6,3 2X15 9
Evaporador 14, 15 124,3 220 0,47 1.83 2.29 2X12 6,78 18 0.10 0,13 CUMPLE 2X12 1/2 1.6-2.5 2X15 9 Cuarto Frío Condensador 16,17,18 1491,4 220 0,97 10.65 13.32 3X12 11,74 18 1.02 1,28 CUMPLE 3X12 1/2 10-13 3X15 9
FUENTE: Los autores

80
En total resultaron 9 circuitos repartidos de la siguiente manera (ver figura 28): tres
circuitos para la toma trifásica. Cuatro circuitos para las dos tomas bifásicas. Dos circuitos
para las tomas monofásicas y los bombillos repartidos como se ve en el cuadro 15.
El calibre del alambre a utilizar se obtuvo del anexo A.
Cuadro 15. Distribución propuesta de alumbrado y tomas
TOMAS CARGA (W) CIRCUITO
N° M B T ALUMBRADO
A B C
CARGA TOTAL (W)
PROTECCIÓN (A)
ALAMBRE (AWG)
28 29
22, 23 24, 25
19, 20, 21
5 4 0 0 0
0 0 1 1 0
0 0 0 0 1
5 BOMBILLOS 6 BOMBILLOS
0 0 0
1500
100
1500
75 75
100
75 75
100
1500 1500 150 150 300
1X20 1X20 2X15 2X15 3X30
2X12 2X12 2X12 2X12 3X8
M: Monofásica. B: Bifásica. T: Trifásica. A, B, C: Distribución de fases. FUENTE: Los autores
La corriente total para alumbrado y tomas es de 28.24 A
3.2.3. Acometida. Para calcular el calibre del cable de la acometida, se obtuvo la corriente
que debería circular por éste, de la siguiente manera:
In = 19.77 A * 2.5 + 120.53 A = 169.96 A
22.120*120
)150*9()150*11()(*)(
)(cos ≅=
+==°
AIntensidadVVoltajeWtotalPotencia
monofásicircuitosN
restantesacometida InInIn Σ+= 5.2*.máx

81
Figura 28. Distribución de los circuitos para alumbrado y tomas propuestos.

82
Con éste valor de corriente se obtiene el calibre del cable de la acometida, el
termomagnético y la tubería correspondiente, mediante los anexo A, B Y D.
• Cable: 4 N° 250 KCM
• Termomagnéticos: 3X175 A
• Diámetro de tubería: 2 ½ pulgadas
Con este rediseño propuesto, se utilizarán en total 29 interruptores termomagnéticos
(tacos), por lo tanto la caja de tacos actual se debe cambiar por una caja de 36 tacos.
En la figura 29 se puede ver el diagrama unifilar del sistema eléctrico total donde está la
distribución de motores y circuitos de alumbrado y tomas organizadas por voltajes. Se
diferencian los sistemas mofásicos, bifásicos y trifásicos con sus respectivos accesorios
técnicos para cada carga.

83
Figura 29. Diagrama unifilar de las instalaciones eléctricas propuestas
3 N° 12 φ 1/2 "
16,17,18
#, #
R
8,9
R13-18
2X20
9 A
2 N° 10 φ 1/2 "
4,5
R 13-18
2 N° 10 φ 1/2 "
6,7
18-25R
2X20
9 A 9 A
2X20
2 N° 12 φ 1/2 "
10,11
2 N° 10φ 1/2 "
13-18 R2 N° 10 φ 1/2 "
12,13
4-6.3 R
9 A
2X20
9 A
2X15
2 N° 12 φ 1/2 "
14,15
1.6-2.5 R 10-13 R
9 A
2X15
9 A
3X15
3X175
19,20,21
R
27
2X15
3 N° 8 φ 1/2 "
2 N° 12 φ 1/2 "
22,23
2X153X30
2 N° 12 φ 1/2 "
24,25
4-6.3
2 N° 12 φ 1/2 "
26
R
1X15
9 A 9 A
4 N° 250 KCM φ 2 1/2 "
2 N° 12 φ 1/2 "
2 N° 12 φ 1/2 "
28
2 N° 12 φ 1/2 "
29
1X20 1X201X30
18-25

84
3.3. INSTALACIONES HIDRÁULICAS
Dentro del rediseño propuesto para las instalaciones hidráulicas se va a mantener el aljibe,
por ser la única fuente de agua disponible. Esto incluye la bomba y tubería de succión. El
tanque de reserva actual de 500 L se sustituye por dos tanques de 10.000 L cada uno, el
primero para el tratamiento del agua mediante cloración y el segundo como suministro de
agua para todos los servicios propuestos, y que garantice un almacenamiento para, por lo
menos, dos días de producción. A continuación se describirá, por separado, cada una de las
modificaciones propuestas para el sistema hidráulico, con base en el decreto 3075 de 1997
del INVIMA y en el Código Colombiano de Fontanería o norma ICONTEC 1500.
3.3.1 Consumos. Se edificarán dos baños, aledaños a las zonas de recepción y
maduración. Cada uno de ellos cuenta con un lavamanos y un inodoro. Los lavamanos
requieren un caudal de 0.3 L/s cada uno, y los inodoros requieren un caudal de 0.225 L/s
cada uno. A la entrada de la zona de producción se colocará un lavamanos, con
accionamiento de pedal que requiere un caudal de 0.45 L/s. El lavaplatos de la zona de
control de calidad requiere un caudal de 0.43 L/s. Las piletas de lavado y desinfección se
colocarán a la entrada de la zona de producción, dejando espacio libre para el ingreso de
materia prima a la misma. Cada una posee un volumen de 1.5 m3 y requiere un caudal de
0.45 L/s. En la zona de producción se construirá una pileta de enfriamiento, con el fin de
reducir los tiempos de transporte en esta etapa, y minimizar la contaminación cruzada. Esta
pileta posee un volumen de 0.5 m3 y requiere un caudal de 0.45 L/s. Se colocarán dos
grifos para manguera, para el lavado general de las instalaciones, una en la zona de
producción y otra en la zona de maduración. Cada una requiere un caudal de 0.45 L/s.

85
3.3.2 Suministro de agua a la planta. De acuerdo a los volúmenes requeridos se diseñó un
tanque de almacenamiento y abastecimiento de agua previamente tratada por cloración.
Este se ubicará subterráneo en el área de maduración, con el fin de facilitar su
aprovisionamiento por gravedad desde el tanque de cloración. Asumiendo que la pileta de
lavado se llena hasta la mitad dos veces al día (1.5 m3), y que la pileta de desinfección se
llena hasta la mitad una vez al día (0.75 m3), entre las dos estarían consumiendo un total de
2.25 m3 de agua. Suponiendo que cada operario entra al baño una vez al día, estaría
consumiendo 28.5 L de agua, de los cuales 15 L corresponden al tanque del inodoro (4 gal)
y 13.5 L al agua utilizada en el lavamanos (30 seg por lavada de manos). Esto da un total de
0.23 m3 de agua en los baños. Si cada operario se lava las manos mínimo tres veces al día
en el área de producción, se estarían consumiendo 0.33 m3 de agua. Se asume que el
lavaplatos de la zona de control de calidad permanece con la llave abierta durante 15
minutos al día, con lo cual se estarían consumiendo 0.4 m3 de agua. La pileta de
enfriamiento se llena hasta la mitad (debido al volumen ocupado por la pulpa) dos veces al
día, con lo cual se estarían consumiendo 0.5 m3 de agua. La planta se lava en su totalidad
dos veces al día. Se asume que cada grifo permanece abierto durante 20 minutos diarios,
con lo cual se estarían consumiendo 1.08 m3 de agua. El consumo diario total de agua en la
planta sería de 4.79 m3, si se construye el tanque de 5 m3, se tendrían 0.21 m3 para
eventualidades La capacidad del tanque de suministro se diseño para 10 m3 de agua, con el
objetivo de garantizar el abastecimiento de agua, por lo menos, de dos días de plena
producción (teniendo en cuenta el tiempo de cloración). Para el suministro desde el tanque
a los diferentes puntos de consumo, debe colocarse una bomba que cumpla con las
características de caudal y presión requeridas. Para escoger la bomba, se supone que el

86
70% de los consumos requeridos trabajarán al mismo tiempo, por lo cual se sugiere una
bomba tipo caracol marca BARNES, referencia C 210 (ver anexo F).
3.3.3 Tanque de cloración. Teniendo en cuenta que el agua debe ser tratada antes de ser
utilizada en producción, se deberá construir un tanque de la misma capacidad del de
suministro, esto debido al tiempo necesario para el proceso de cloración (aproximadamente
30 horas). Este tanque se colocará encima de los baños, para aprovechar el área construida
y con el fin de facilitar el llenado del tanque de abastecimiento por gravedad, evitando el
montaje de una bomba adicional. El abastecimiento de este tanque se realiza directamente
desde el aljibe. Según el caudal efectivo entregado por la bomba (10 GPM, ver anexo E), el
tanque se llenará en su totalidad en 4.4 horas.
3.3.4 Dimensionamiento de las redes. Para facilitar el dimensionamiento de la totalidad
del sistema hidráulico de la planta, éste se dividió en dos redes independientes. Una es la
que suministra el agua desde el aljibe hasta el tanque de cloración. La otra es la que
suministra el agua previamente tratada, desde el tanque de suministro hasta los diferentes
puntos de consumo. Cada una se va a tratar por separado.
Red de cloración. Esta red está compuesta por un solo elemento que lleva el agua desde el
aljibe hasta el tanque de cloración (ver figura 30). El fabricante de la bomba del aljibe
(existente en la actualidad) sugiere un diámetro de succión de 1 ¼" y un diámetro de
descarga de 1” (ver anexo E), por lo cual se mantendrán estas dimensiones en el diseño de
la red de cloración.

87
Figura 30. Esquema isométrico de la red de cloración propuesta.

88
Figura 31. Esquema isométrico de la red de suministro propuesta.

89
• Red de suministro: según el sistema de balance de nodos y el método de linealización
de ecuaciones descrito en el …numeral 1.9…, se plantea lo siguiente:
La red está compuesta por 10 elementos y 11 nodos. Los elementos son la tubería que
descarga el agua desde la bomba del tanque hasta los diferentes puntos de consumo (ver
figuras 31 y 32). Los nodos son la bomba, el tanque de consumo y los diferentes puntos de
la red donde se bifurca la tubería. Por norma del fabricante de la bomba, la tubería de
succión debe ser de 1 ½ pulgada por lo tanto este elemento se asume como conocido y no
se tiene en cuenta dentro del análisis. Según el manual técnico de PAVCO para sistemas de
tuberías y accesorios de presión en PVC se sabe que el factor de fricción es 150, constante
para este tipo de tubería
Cuadro 16. Descripción y características de la red de suministro propuesta.
ELEMENTO LONGITUD
m DIAMETRO
m Q
m3/s REYNOLD
S FRICCION
(PVC) ACCESORIOS
1 0,79 0,048 0,00296 78516,4386 150 1 Tee, 2 codos 90°, 1 válvula de compuerta
2 3,59 0,048 0,00263 69762,9167 150 1 Tee, 1 codo 90°
3 0,15 0,021 0,00037 22433,2682 150 1 Tee, 1 Válvula de compuerta
4 2,03 0,048 0,00203 53847,4224 150 1 Tee
5 0,15 0,021 0,00031 18795,4409 150 1 Tee, 1 válvula de compuerta
6 7 0,048 0,0017 45093,9005 150 1 Tee 7 2,75 0,033 0,00063 24307,3004 150 1 Tee 8 7 0,033 0,0011 42441,3182 150 1 Tee, 1 codo 90° 9 0,3 0,033 0,0018 69449,4297 150 1 Tee
10 3 0,033 0,0006 23149,8099 150 1 Tee
FUENTE: Los autores
Los diámetros se suponen según los caudales requeridos. Los valores de K, para hallar las
pérdidas por accesorios se obtienen del anexo H. Con estos valores se pueden obtener los
valores de pérdida total (J) y que se muestran en el cuadro 17.

90
Figura 32. Esquema de los elementos de la red de suministro

91
Cuadro 17. Pérdidas por fricción y accesorios en los elementos de la red de suministro propuesta.
ELEMENTO SUMA K J (m2/s)
1 16,4011 8,7426E-06
2 5,46980 2,1786E-06
3 43,8062 5,7099E-06
4 17,4815 4,9802E-06
5 38,9378 6,8450E-06
6 17,4844 1,7280E-06
7 25,0753 1,8208E-06
8 32,9059 4,1007E-07
9 25,0539 5,7478E-06
10 25,0770 1,7528E-06
FUENTE: Los autores
Resolviendo el sistema lineal de ecuaciones de los balances de nodos por un programa
sistematizado se obtienen los caudales mostrados en el cuadro 18, y se comparan con los
caudales requeridos en los elementos de la red mostrados en el cuadro 16:
Cuadro 18. Caudales entregados por la tubería asumida en la red de suministro propuesta
Q requerido m 3/s
Q propuesto m 3/s
Q1 0,002935 0,00296
Q2 0,00262 0,00263
Q3 0,00037 0,00037
Q4 0,00225 0,00203
Q5 0,00037 0,00031
Q6 0,00188 0,00170
Q7 0,00063 0,00063
Q8 0,00125 0,00110
Q9 0,000935 0,00180
Q10 0,00062 0,00060
FUENTE: Los autores

92
Se puede observar que los diámetros asumidos cumplen con los caudales requeridos en los
elementos, por lo tanto son los que se deberá instalar.
3.4 DRENAJES
Dentro del diseño propuesto se mantendrá el pozo séptico para el tratamiento de las aguas
negras. Se recomienda que el vertimiento de las aguas negras, de los baños que se
proponen, se conecte a la red existente. A continuación se hará una descripción del diseño
de los drenajes y la caja de recolección de residuos sólidos.
3.4.1 Caja de residuos sólidos. Debido a la ampliación propuesta, la trampa de residuos
sólidos quedaría en el interior de la edificación, por lo tanto debe ser trasladada hacia el
exterior, pero sobre la misma línea de la tubería de desagüe actual con el fin de aprovechar
el drenaje existente (ver anexo L). Se propone una caja con capacidad de 0.2 m3 suficiente
para recibir la descarga de las piletas de lavado, desinfección y enfriamiento, así como el
agua de lavado de la edificación. Se le debe colocar una malla con tamaño de orificio no
mayor a 0.25 cm2 con el fin de retener los residuos sólidos pequeños que puedan afectar la
descarga final. Los residuos sólidos resultantes, así como los que salen de las etapas de
acondicionamiento, despulpado y refinado son de origen orgánico y se pueden utilizar para
la producción de compost. De la trampa sale el agua por una tubería subterránea de cuatro
pulgadas, perforada, con el fin de que se filtre hacia el cultivo. Este manejo del agua
residual se sugiere para evitar al vertimiento superficial existente en la actualidad y
garantizar la reutilización del agua percolada hacia aguas subterráneas. Para evitar una
93
contaminación del suelo y del nivel de aguas subterráneas, se recomienda la utilización de
productos cien porciento biodegradables.
3.4.2 Desagües. Los desagües de las piletas de lavado, desinfección y enfriamiento, así
como el del lavamanos de la zona de producción y del lavaplatos del laboratorio se
conectarán al canal de desagüe de la edificación. Estos tendrán una tubería de 1 pulgada
con el fin de lograr una evacuación rápida. La edificación contará con dos canales
principales de desagüe (ver anexo L). El primero de ellos en la zona de producción con una
longitud de 15 m, una rejilla de protección de 30 cm con bisagras que faciliten su aseo y
una pendiente del tres por ciento hacia la caja de recolección. La segunda comprende las
zonas de recepción, lavado y desinfección, posee una longitud de 10 m, una rejilla de
protección de 30 cm con bisagra para facilitar su aseo y una pendiente del 3.5 por ciento
hacia la tubería de drenaje que viene de la zona de producción. Se recomienda esta
pendiente debido al volumen de agua generado durante el proceso de lavado y desinfección.
Estos dos canales convergen a una tubería subterránea de cuatro pulgadas conectada a la
caja de recolección de residuos sólidos con la misma pendiente de 3.5 por ciento.
3.5 PROPUESTA PARA MEJORAR LA CAPACIDAD DE PRODUCCIÓN
De acuerdo al rediseño propuesto para la edificación, el proceso total de producción se
mejorará en algunos aspectos importantes. A continuación se hará una descripción por
etapas de las mejoras sugeridas.

94
3.5.1 Recepción, selección y clasificación. La fruta proveniente del cultivo debe ingresar
a la edificación, con el fin de comenzar el proceso de producción, en una forma higiénica y
apropiada; para esto se ha destinado una zona cubierta, con piso firme en cemento, sin
porosidades y antideslizante. Al ampliarse el área destinada para esta etapa, se facilita la
recepción de mayores volúmenes de fruta en condiciones apropiadas (aproximadamente
tres toneladas diarias). El piso firme facilita el apilamiento de canastillas en forma estable,
además minimiza la contaminación generada por la irregularidad del piso actual.
Debido a la habilidad de los operarios, los procesos de selección y clasificación se realizan
simultáneamente trasvasando la fruta de las canastillas provenientes del cultivo, a
canastillas limpias y desinfectadas (sin usar mesones) después de ser pesadas en una
báscula, controlando el ingreso de materia prima al proceso. Al no utilizar mesones de
trabajo, se reduce el tiempo de operación y se facilita el flujo, tanto de fruta como de los
operarios, en esta zona. La fruta que no cumpla con el grado de madurez requerido para el
proceso de producción, se pasa directamente a un sector destinado exclusivamente para
maduración a temperatura ambiente.
3.5.2 Lavado y desinfección. Las canastillas con la fruta clasificada, se sumergen en
agua bacteriológicamente pura en las piletas de lavado y desinfección. Durante el lavado se
remueven por inmersión las impurezas que trae la fruta del cultivo. Para la desinfección se
requiere un desinfectante cien por ciento biodegradable con el fin de no contaminar las
aguas residuales y evitar el proceso de enjuagar la fruta para retirar el exceso de químicos

95
que alteren la calidad del producto terminado. Para esto se sugiere la utilización de
productos comerciales como el Timsen (ver anexo J). Se recomienda su rotación periódica
con productos similares para evitar la generación de resistencia de los microorganismos a
un solo producto
3.5.3 Acondicionamiento. La fruta desinfectada y pesada, ingresa a la zona de
producción, donde se coloca en mesones de acero inoxidable para su acondicionamiento. El
ingreso a la zona de producción está separado de la zona de lavado y desinfección por una
puerta, con el fin de mantener las condiciones higiénicas adecuadas en ésta. En el
acondicionamiento se retiran los pedúnculos y trozos de fruta que presenten daños externos.
Esta operación se realiza manualmente con la ayuda de utensilios previamente
desinfectados con el producto propuesto. La disposición de los mesones facilita la
continuidad del flujo de materia prima en el proceso de producción (ver figura 34), además
de reducir el tiempo de operación y permitir la circulación de canastillas y operarios.
3.5.4 Despulpado y refinado. Con el fin de evitar la etapa de acondicionamiento de la
despulpadora a refinadora y permitir un flujo continuo en el proceso, se propone la
adquisición de una máquina refinadora, con la misma capacidad que la despulpadora
actual. Estas dos máquinas se deberán colocar en serie de tal forma que la salida de la pulpa
sin refinar entre directamente a la máquina refinadora por gravedad. Por tal motivo se debe
construir una base firme con las mismas características de las paredes de la edificación y
que le facilite al operario cargar manualmente la fruta. La pulpa refinada se recoge en un
tanque de acero inoxidable con capacidad de 70 kg de donde pasa directamente al proceso

96
de pasteurización.
3.5.5 Pasteurización. Para esta etapa se sugiere la adaptación de la marmita existente, con
capacidad de 175 kg de pulpa refinada, con el fin de reducir la etapa a dos lotes. La
agitación estará dada por el motor agitador con aspas con lo cual se suprime la agitación
manual. Para cargar la marmita se sugiere la adquisición de una bomba portátil, con una
manguera plástica flexible y no tóxica que facilite su manipulación. La pulpa de mango
posee una viscosidad de 3950 cP♣ por lo cual la bomba escogida debe ser de 2 HP (ver
anexo G). El primer lote de pasteurización se pasa directamente a la marmita por medio de
la bomba. Durante la pasteurización de este lote, se pasará la pulpa refinada restante a un
tanque de acero inoxidable con capacidad de 200 kg (similar al tanque de llenado) colocado
sobre la marmita, de donde bajará por gravedad a ésta para la pasteurización del segundo
lote. La temperatura de pasteurización es de 80 °C durante 10 minutos.
3.5.6 Empaque y sellado. La pulpa pasteurizada se pasa de la marmita al tanque de
llenado utilizando la misma bomba de la etapa anterior. El tubo de succión de la bomba y
la manguera de descarga, se deben desinfectar antes de ser introducidos en la marmita y en
los tanques respectivos. Una vez pesada la pulpa en las bolsas desinfectadas, se pasan a las
selladoras, donde se cierran en caliente y se acomodan en canastillas plásticas previamente
desinfectadas.
3.5.7 Enfriamiento y congelación. Las canastillas con la pulpa empacada en caliente se
sumergen en la pileta de enfriamiento con agua a 20 °C (temperatura aproximada del agua
97
en la zona), donde se produce un choque térmico y finaliza el proceso de pasteurización.
Con el fin de minimizar las pérdidas de frío por el flujo de aire en el cuarto frío, se sugiere
la instalación de un congelador con capacidad de 500 kg. Las bolsas se acomodan en el
congelador ubicado al lado de la pileta de enfriamiento donde se realiza un congelamiento,
de aproximadamente 12 hr, para ser transferidas al cuarto frío al día siguiente, donde
permanecerán en canastillas plásticas a una temperatura de –18 °C, hasta que salen para su
distribución.
3.5.8 Lavado y desinfección de la planta. El lavado de la planta debe realizarse al
comenzar y al finalizar cada jornada de producción. Para esto se colocarán dos grifos para
manguera, uno en la zona de producción y otro en la zona de lavado y desinfección. El
lavado se realizará aplicando agua a presión y con la adición de un detergente
biodegradable. La desinfección deberá realizarse al comienzo de cada jornada de
producción, justo después del lavado de la planta, maquinaria y utensilios. Se deberá usar
el desinfectante propuesto con las concentraciones descritas en la ficha técnica del producto
(ver anexo J).
♣ Litz, R. E., The Mango. Botany, Production and Uses. Cab International. 1997

98
Figura 33. Diagrama de flujo del proceso propuesto.
3.5.9 Capacidad de producción. Una forma de darle continuidad al proceso total es la
realización de varias actividades simultáneamente. Al comienzo de la jornada de
producción, los operarios recibirán y pesarán la fruta, paralelo a este proceso se irá
seleccionando y clasificando. La fruta que va siendo clasificada, se deberé pesar y se
ingresará a la pileta de lavado hasta que toda la fruta se encuentre adentro. La etapa de
desinfección se debe realizar después de haber lavado la totalidad de la fruta clasificada. El
acondicionamiento de la fruta en planta comenzará 15 minutos después de empezar la
desinfección. La despulpada de la fruta y refinada de la pulpa comienza 30 minutos
después de empezar el acondicionamiento, momento en el cual ya se cuenta con el 50 % de
la fruta lista para procesar. A los 70 minutos de haber comenzado el proceso de despulpado
Pulpa congelada (250 kg pulpa)
475 kg fruta, eficiencia 95%
500 kg fruta
Fruta madura
Frutas sanas
250 kg pulpa, eficiencia 98%
255 kg pulpa, eficiencia 53.7%
Pesaje
Acondicionamiento
Desinfección
Lavado
Clasificación
Selección
Recepción de materia prima
Enfiamiento y Congelación
Empaque y Sellado
Pasteurización
Despulpado y Refinado
5 kg desperdicios en máquinas (2%)
220 kg desperdicios (46.3%)
25 kg fruta dañada (5%)
Frutas dañadas
Fruta verde
15 min.
Inmersión en agua, 30 min.
Manual, 60 min.
Mecánico, 225 min.
Grado de madurez, 30 min.
Pesaje, 30 min.
30 min.
Agua, 1.5 m3
Agua, 1.5 m3Agua 1.5 m3
Agua 1.5 m3
Timsen, 30 min.
80°C por 10 min., 120 min. total
90 min. Bolsas de polietileno
-18°C, 30 min.Agua, 0.5 m3Agua, 0.5 m3

99
y refinado, ya se cuenta con el primer lote a ser pasteurizado. Cada lote se demora una hora
en el tratamiento térmico. La etapa de empaque comienza una vez sale el primer lote de
pasteurización y cada uno de estos lotes tarda 45 minutos en empacarse. Después de
empacado el primer lote, toca esperar 15 minutos a que salga el siguiente. El enfriamiento
de las bolsas se hace una vez empacado el lote y la acomodación en el congelador se realiza
cuando éste se ha enfriado. Al finalizar la producción total se efectúa un lavado de la
planta que tarda 30 minutos. El tiempo total para procesar los 500 kg de mango es de siete
horas aproximadamente (ver cuadro 19), esto implica una reducción de tiempo de cuatro
horas con respecto al proceso actual. La capacidad diseñada actual está dada por la
siguiente relación:
esta capacidad de 71.4 kg/hr representa un incremento del 36.3 % con respecto a la
capacidad actual de 45.5 kg/hr. Si se toman 11 horas como base de la jornada de
producción actual, la planta estaría en capacidad de procesar 786 kg de fruta diarios.
hrkg
horasfrutadekg 4.71
7500 =

100
Figura 34. Esquema isométrico propuesto de maquinaría en la planta.

101
Cuadro 19. Cronograma del proceso propuesto
HORA DE TRABAJO ETAPA
1 2 3 4 5 6 7 8 9 10 11
Recepción 30’ Selección 30’ Clasificación 30’ Pesaje 15’ Lavado 30’ Desinfección 30’ Acondicionam. fruta 60’ Despulpado 105’ Refinado 105’
Lote 1 60’ Pasteurización Lote 2 60’ Lote 1 45’
Empaque Lote 2 45’ Lote 1 15’
Enfriamiento Lote 2 15’ Lote 1 10’ Acomodación
congelador Lote 2 10’ Lavado planta 30’
3.6 PROPUESTA PARA MEJORAR LA CALIDAD DEL AGUA DE LAVADO
Los resultados de los análisis efectuados al agua de lavado proveniente del aljibe se
compararon con los parámetros de calidad establecidos por la norma ICONTEC NTC 813
para la calidad del agua potable, y se pudo determinar que, con la excepción del contenido
de mesófilos aerobios y E. Coli, la calidad del agua es aceptable para emplearla como agua
de lavado de la planta, máquinas y utensilios, así como para el lavado y desinfección de la
fruta proveniente del cultivo. Como el agua que se emplea no es potable o de consumo,
debido a que a la pulpa no se le adiciona agua, el exceso de nitratos no implica una
alteración a la calidad final de la pulpa.

102
Los resultados del análisis microbiológico arrojaron un resultado positivo en la prueba de
E. Coli y un exceso del nivel permitido de mesófilos aerobios para el agua potable, lo que
puede generar un potencial de contaminación cruzada al emplearse durante todo el proceso.
Por esta razón el tratamiento sugerido para mejorar la calidad del agua se basa en el método
de cloración propuesto por la norma ICONTEC NTC 4576 descrito en el …numeral
1.7.3…
Se sugiere la construcción de un tanque para el proceso de cloración del agua proveniente
del aljibe, con la misma capacidad del tanque de consumo (10 m3), debido a que el tiempo
de residencia del agua durante la cloración debe ser mínimo de 30 hr, con esto, mientras un
tanque está clorando el agua del aljibe, el otro provee a la planta el agua necesaria durante
dos días de producción. El tanque de cloración se deberá construir a una altura superior a la
del tanque de consumo para facilitar el paso por gravedad hacia el tanque de consumo,
razón por la cual se sugiere su construcción sobre la estructura de los baños. Esto evitará la
adquisición de una bomba adicional, reduciendo los costos de montaje de equipos.
El método de cloración propuesto consiste en llenar el tanque con agua del aljibe hasta un
volumen de 500 L (5 % del volumen total) y agregarle una solución de hipoclorito de sodio
al 15% (P/V) de tal forma que los 10.000 L contengan una concentración final de 1.2 ppm
de cloro libre. Para obtener un kilo de cloro libre se necesitan 6.7 L de hipoclorito de sodio
al 15% (P/V).

103
La cantidad de hipoclorito de sodio al 15% P/V que deberá agregarse a los 500 L de agua
iniciales deberá ser de 80.4 mL. Esta solución altamente clorada deberá permanecer en el
tanque por un periodo no inferior a seis horas. Después de este tiempo se deberá llenar el
tanque hasta el nivel de rebosamiento, y se deberá mantener durante un periodo no inferior
a 24 hr, tiempo después del cual se puede bajar el agua clorada al tanque de consumo.
22 000.12000.10*
12.1
)( ClmgaguaLaguaL
Clmgmglibreclorodecantidad ==
NaOClLEClkgClkg
NaOClLVPNaOCldeCantidad 34.80012.0*1
7.6)/%15( 22
−==

104
4 COSTO ESTIMADO DEL PROYECTO
Para la estimación de los costos del proyecto se calculó, con base en listas de precios con
IVA actualizadas en marzo y vigentes hasta Junio de 2000, el valor total de la obra y
equipos propuestos. A continuación se dará una descripción de los materiales y equipos
que se necesitarían con sus respectivos precios, además del costo de mano de obra.
El costo total del proyecto se estima en treinta millones novecientos sesenta y cinco mil
ochocientos treinta ($ 30’965.830) pesos m/cte.
4.1 COSTO DE OBRA FÍSICA
En la cuadro 20 se describen los materiales necesarios para el levantamiento de la
edificación incluyendo paredes, pisos, techo, ventanas, puertas, canales de desagüe, caja de
residuos sólidos, rejillas, piletas, mesones y tanques de cloración y consumo, propuestos en
el rediseño. Los valores descritos incluyen la mano de obra.
Estos costos no incluyen la cimentación ni los costos generados por honorarios de la parte
administrativa de la obra, y deberán ser actualizados en el momento de realizarse la obra.

105
Cuadro 20. Costos estimados de la obra física
OBRA FÍSICA DESCRIPCIÓN CANTIDAD UNIDAD VALOR TOTAL Demolición de paredes 18 m2 $ 200.000,00
Construcción de paredes en bloque, pañetadas 154 m2 $ 3.000.000,00 Pañete paredes existentes 123 m2 $ 615.000,00 Pintura epóxica pisos y paredes 277 m2 $ 1.000.000,00 Ventanas grandes 2 UNIDAD $ 300.000,00 Ventanas pequeñas 3 UNIDAD $ 240.000,00 Puerta principal planta 1 UNIDAD $ 450.000,00 Puerta entrada producción 1 UNIDAD $ 400.000,00 Puertas baños 2 UNIDAD $ 300.000,00 Pisos con desnivel 156 m2 $ 2.000.000,00 Tanques de cloración y almacenamiento 2 UNIDAD $ 6.000.000,00 Piletas lavado y desinfección 2 UNIDAD $ 300.000,00 Pileta de enfriamiento 1 UNIDAD $ 100.000,00 Techos con vigas y amarres 110 m2 $ 2.000.000,00 Mesón de laboratorio 1 UNIDAD $ 150.000,00 Mesón máquina despulpadora y refinadora 1 UNIDAD $ 200.000,00 Caja de residuos sólidos con tapa 1 UNIDAD $ 100.000,00 Rejilla para caja de residuos 1 UNIDAD $ 70.000,00 Rejillas para canales de drenaje 16 m $ 240.000,00 Cieloraso asbesto-cemento 120 m2 $ 500.000,00 Tapa metálica para tanque de almacenamiento 1 UNIDAD $ 70.000,00
TOTAL $ 18.235.000,00 FUENTE: Los autores
4.2 COSTOS DE INSTALACIONES ELÉCTRICAS
En la cuadro 21 se describen los materiales necesarios para la adecuación de las
instalaciones eléctricas, incluyendo cableado, tuberías, caja de tacos, accesorios, bandeja
portacables, arrancadores y relés para los motores.

106
Cuadro 21. Costos estimados de la obra eléctrica
OBRA ELÉCTRICA DESCRIPCIÓN CANTIDAD UNIDAD VALOR TOTAL Cable TW N° 8 AWG 50 m $ 35.000,00 Cable TW N° 10 AWG 210 m $ 90.300,00 Cable TW N° 12 AWG 750 m $ 210.000,00 Cable TW N° 250 KCM 110 m $ 1.837.000,00 Tubería conduit metálica 1/2 " 87 m $ 110.200,00 Tubería conduit metálica 3/4 " 21 m $ 31.850,00 Tubería conduit metálica 1" 9 m $ 20.331,00 Tubería conduit metálica 1 1/4" 3 m $ 10.888,00 Tubería conduit metálica 1 1/2" 3 m $ 13.697,00 Tubería conduit metálica 3" 3 m $ 421.900,00 Caja de 36 tacos con tapa 1 UNIDAD $ 142.100,00 Cajas rectangulares 16 UNIDAD $ 30.000,00 Cajas cuadradas 20 UNIDAD $ 67.500,00 Cajas octogonales 11 UNIDAD $ 15.000,00 Tomas dobles 5 UNIDAD $ 14.800,00 Interruptores sencillos (switches) 5 UNIDAD $ 13.400,00 Rosetas para bombillos 5 UNIDAD $ 9.800,00 Tacos de 20 A 10 UNIDAD $ 65.000,00 Tacos de 15 A 12 UNIDAD $ 57.000,00 Tacos de 30 A 3 UNIDAD $ 30.000,00 Totalizador 3X30 A 1 UNIDAD $ 25.000,00 Totalizador 3x175 A 1 UNIDAD $ 43.500,00 Bandeja portacables 30 m $ 450.000,00 Cinta aislante 10 ROLLOS $ 7.800,00 Arrancadores de 9 A 7 UNIDAD $ 1.260.000,00 Relé de 4-6,3 A 2 UNIDAD $ 90.000,00 Relé de 13-18 A 3 UNIDAD $ 195.000,00 Relé de 18-25 A 2 UNIDAD $ 130.000,00 Mano de obra instalación eléctrica $ 800.000,00
TOTAL $ 6.227.066,00 FUENTE: Los autores
4.3 COSTO DE INSTALACIONES HIDRÁULICAS
En la cuadro 22 se describen los materiales necesarios para la adecuación de las
instalaciones hidráulicas, incluyendo tuberías, accesorios y válvulas.

107
Cuadro 22. Costos estimados de la obra hidráulica
OBRA HIDRÁULICA DESCRIPCIÓN CANTIDAD UNIDAD VALOR TOTAL Tubería PVC RDE 21 1 1/2" 2 Tubo $ 52.368,00 Tubería PVC RDE 21 1" 10 Tubo $ 114.660,00 Tubería PVC RDE 21 3/4" 5 Tubo $ 39.330,00 Tubería PVC RDE 21 1/2" 1 Tubo $ 6.018,00 Tubería PVC drenaje 4" 2 Tubo $ 151.008,00 Tee 4" 1 UNIDAD $ 9.369,00 Tee 1 1/2" 4 UNIDAD $ 10.348,00 Tee 1" 6 UNIDAD $ 6.588,00 Tee 1/2" 2 UNIDAD $ 764,00 Codo 90° 1 1/2" 8 UNIDAD $ 15.728,00 Codo 90° 1" 18 UNIDAD $ 15.876,00 Codo 90° 3/4" 14 UNIDAD $ 6.468,00 Codo 90° 1/2" 8 UNIDAD $ 2.304,00 Uniones 1" 8 UNIDAD $ 3.848,00 Uniones 3/4" 5 UNIDAD $ 1.475,00 Adaptadores macho 1 1/2" 7 UNIDAD $ 8.316,00 Adaptadores macho 1" 2 UNIDAD $ 1.194,00 Adaptadores macho 3/4" 14 UNIDAD $ 9.128,00 Adaptadores macho 1/2" 8 UNIDAD $ 1.880,00 Buje soldado 1 1/2" X 3/4" 1 UNIDAD $ 800,00 Buje soldado 1 1/2" X 1/2" 2 UNIDAD $ 1.800,00 Buje soldado 1 1/2" X 1" 2 UNIDAD $ 2.180,00 Buje soldado 1" X 3/4" 6 UNIDAD $ 3.396,00 Válvula de pie 1 1/2" 1 UNIDAD $ 30.000,00 Válvula de compuerta 1 1/2" 2 UNIDAD $ 60.000,00 Válvula de cheque 1" 1 UNIDAD $ 20.000,00 Cinta de teflón 10 UNIDAD $ 3.000,00 Limpiador 0,5 Galón $ 34.170,00 Soldadura 1 Galón $ 141.748,00 Mano de obra instalación hidráulica $ 350.000,00
TOTAL $ 1.103.764,00
4.4 COSTO DE EQUIPOS Y OTROS
En la cuadro 23 se describen los equipos y otros implementos necesarios para cumplir con
el rediseño propuesto incluyendo baños, lockers y equipos en general.

108
Cuadro 23. Costos estimados para la adquisición de equipos y otros
EQUIPOS Y OTROS DESCRIPCIÓN CANTIDAD UNIDAD VALOR TOTAL Sanitario baño 1 UNIDAD $ 60.000,00 Lavamanos baño 1 UNIDAD $ 40.000,00 Lavamanos con válvula de pedal 1 UNIDAD $ 200.000,00 Lockers (6 gavetas cada uno) 2 UNIDAD $ 200.000,00 Manguera no tóxica bomba de pulpa 1 1/2" 5 m $ 100.000,00 Refinadora (capacidad 300 kg/hr) 1 UNIDAD $ 2.000.000,00 Báscula (500 kg) 1 UNIDAD $ 300.000,00 Bomba pulpa 2 HP 1 UNIDAD $ 2.000.000,00 Bomba sistema hidráulico 1 HP con accesorios 1 UNIDAD $ 500.000,00
TOTAL $ 5.400.000,00 FUENTE: Los autores

109
5 CONCLUSIONES
• La edificación actual no posee una zona adecuada para las etapas iniciales del proceso
de producción (recepción, selección, clasificación, lavado y desinfección). El techo
permite la filtración de suciedades que se acumulan en la porosidad de las paredes y el piso
y no se cuenta con una pendiente adecuada, que permita el flujo del agua de lavado hacia el
canal de desagüe. La zona de producción posee acceso directo al exterior permitiendo el
ingreso de animales por las ranuras de la puerta. Se cuenta con un solo baño que comparten
hombres y mujeres y además no cuenta con un espacio para vestieres. Las instalaciones
eléctricas no cuentan con un diseño apropiado para el funcionamiento óptimo de los
motores y no poseen la protección necesaria. Todo el cableado eléctrico converge en forma
desordenada a una caja inapropiada situada sobre el techo. Se posee un aljibe que
proporciona la cantidad de agua necesaria para el funcionamiento de la planta, pero no se
cuenta con un tanque con capacidad de almacenamiento suficiente para proveer los
consumos de, por lo menos, un día de producción. La planta posee una caja de residuos
sólidos, pequeña para el volumen de producción y no cuenta con un medio de separación de
sólidos y líquidos ni con tapa, lo que permite el ingreso de animales a la zona de
producción. Esta arroja los desechos superficialmente al cultivo, ocasionando el
estancamiento de agua en la zona aledaña a producción y generando contaminación tanto
por la materia orgánica como por los residuos de hipoclorito. El flujo en la línea de
producción no es el apropiado, porque permite cuellos de botella y contaminación cruzada.

110
De acuerdo al análisis efectuado al agua de lavado proveniente del aljibe, se pudo
determinar que la calidad microbiológica es inadecuada.
• Con el rediseño se propone una ampliación del área construida en 113 m2, incluyendo
una zona para la recepción, lavado, desinfección y maduración de la fruta proveniente del
cultivo, independiente de la zona de producción, garantizando que no quede acceso directo
al exterior. En el área de proceso se debe colocar un cieloraso que impida la filtración de
suciedad proveniente del techo, además se deben estucar y pintar las paredes y pisos,
eliminando las porosidades. Los pisos de la zona de producción deberán tener una
pendiente del dos por ciento y los de la zona de recepción y maduración del uno por ciento,
hacia los canales de desagüe. Para la iluminación y ventilación se propone la instalación de
ventanas apropiadas con malla anti-insecto con el fin de evitar posibles infestaciones. Se
propone el diseño de puertas donde se elimine la luz con el piso y las paredes, impidiendo
el ingreso de animales. Se deben construir dos baños independientes para hombres y
mujeres, con acceso por la parte exterior de la edificación y con gavetas para la comodidad
de los operarios. Se propone la instalación de un lavamanos en la zona de producción, con
accionamiento de pedal para facilitar la higiene del personal durante el proceso de
producción. A cada motor se le colocará la protección necesaria y se independizarán los
circuitos eléctricos, para equilibrar las cargas, además de dimensionar correctamente las
especificaciones técnicas de cada uno. Se deberá construir un tanque de 10 m3, con
capacidad suficiente para proveer las necesidades totales de dos días de producción. La
tubería de la red de consumo y la bomba de distribución se dimensionaron con las
características apropiadas, para los consumos requeridos. Se deberá ampliar el canal de

111
desagüe, manteniendo la pendiente existente y cubriendo la totalidad de la edificación. Se
propuso una caja de residuos sólidos con capacidad suficiente para el volumen de los
desechos generados y con tapa que evita el ingreso de animales, además de una malla que
retiene los sólidos provenientes de los drenajes. El vertimiento de las aguas de desecho se
realizará subterráneamente hacia el cultivo, con una tubería perforada para permitir la
adecuada percolación.
• Se deberá modificar el flujo de producción, independizando la entrada de materia prima
de la salida de producto terminado, con el fin de evitar la contaminación cruzada. Se
deberá establecer una línea continua de proceso mediante la adquisición de maquinaria
adicional además de sugerir la realización de ciertas etapas simultáneamente. Se logró un
aumento en la capacidad de producción del 36.3%. Se deberá construir un tanque de
cloración con la misma capacidad del tanque de consumo (10 m3), para mejorar las
características microbiológicas del agua de lavado, mediante un tratamiento de cloración al
agua proveniente del aljibe.
• Se estimaron los costos de ejecución de los cambios propuestos en el proyecto y estos
ascienden a $ 30’965.830.
• Con el rediseño propuesto se pueden lograr las condiciones iniciales para la obtención
del registro INVIMA.

112
6 RECOMENDACIONES
• Se recomienda la asesoría de un Ingeniero Civil que efectúe los cálculos estructurales
de la obra física antes de ser ejecutada por la empresa, incluyendo las bajantes del agua en
los techos y la cimentación de la estructura física.
• Se recomienda la realización de los análisis fisicoquímicos y microbiológicos, del agua
proveniente del aljibe, por un laboratorio oficial, con el fin de comprobar los resultados
obtenidos durante el desarrollo de este proyecto y analizar permanentemente el agua para
controlar los niveles microbiológicos óptimos.
• Con el fin de mejorar la capacidad de producción propuesta en el rediseño, se
recomienda la adquisición de una marmita con una capacidad, por lo menos del doble de la
actual, con el fin de reducir la etapa de pasteurización a un solo lote, así como la
adquisición de una selladora automática que permita unas condiciones asépticas de
empacado y logren reducir este proceso a una sola etapa.
• Se recomienda la utilización de detergentes y desinfectantes cien por ciento
biodegradables, con el fin de evitar una contaminación química de las aguas residuales de
los procesos de lavado y desinfección.

113
• Se recomienda la implementación de la Buenas Prácticas de Manufactura al proceso de
producción, con el fin de lograr las condiciones finales necesarias para la obtención del
registro INVIMA.
• Se recomienda la separación física de la entrada de materia prima y la salida de
producto terminado en la puerta de acceso principal de la edificación, o la adecuación de
una puerta extra en la zona de producción con el fin de garantizar las condiciones
higiénicas del producto empacado cuando sale a su distribución a los diferentes puntos de
consumo.

BIBLIOGRAFÍA
AGUDELO M. Curso sobre Instalaciones Industriales. Notas de Clase. Universidad de la
Sabana: Facultad de Ingeniería. 1999.
AGUDELO, A. M., et al, Guía Para La Elaboración De Estudios Del Medio Físico:
Contenido Y Metodología. 3 ed. Closas-Orcoyen. España. 1991. 572 p.
BARRERA, E. Higiene Y Sanidad En Plantas. (7°: 1990: Bogotá) Memorias de la
conferencia: Obtención Y Conservación De Pulpas De Fruta. Bogotá: I.C.T.A., 1990. 37 p.
BROCK, T., MADIGAN, M., Microbiología. 6 ed. Prentice Hall Hispanoamericana,
México. 1991. 956 p.
CAMACHO, G. Obtención De Pulpas De Fruta. (4°: 1990: Bogotá) Memorias de la
conferencia: Obtención Y Conservación De Pulpas De Fruta. Bogotá: I.C.T.A., 1990. 14 p.
CAMACHO, G., ROMERO, G., Obtención y Conservación de Pulpas de Mora,
Guanábana, Lulo y Mango. I.C.T.A. s.p.i. 130 p.
CARTAGENA, J. R., VEGA, D. Floricultura Colombiana: El Mango. Manual de
Asistencia Técnica No 43. Instituto Colombiano Agropecuario ICA., Produmedios.
Colombia. 1992. 124 p.

CARULLA J. DISPONIBILIDAD DE FRUTAS. (2°: 1990: Bogotá). Memorias de la
Conferencia: Obtención Y Conservación De Pulpas De Fruta. Bogotá: I.C.T.A., 1990. 12 p.
CHASE, R., AQUILANO, N., Dirección y Administración de la Producción y de las
Operaciones. 6 ed. Addison-Wesley Iberoamericana. España, 1992. 1065 p.
CORPORACIÓN AUTÓNOMA REGIONAL DEL CENTRO DE ANTIOQUIA.
Normatividad Ambiental Básica. s.p.i. 463 p.
CRANE. Flujo de Fluidos en válvulas, Accesorios y Tuberías. Mc Graw-Hill. México.
1998.
GARAVITO, L. F., Diseño de acueductos y alcantarillados. 10 ed. s.p.i.
GILES, V., Mecánica de los Fluidos e Hidráulica. 2 ed. McGraw-Hill. México. 1991. 273p.
GÓMEZ, J., MANGO: Producción, Mercadeo, Consumo. Impresol. Colombia, 1993. 200p.
HARPER. E., El ABC de las instalaciones eléctricas industriales. Limusa. México. 1997.
HOLDSWORTH, S. D., Conservación De Frutas Y Hortalizas. Acribia. España, 1988.
186p.

INSTITUTO COLOMBIANO AGROPECUARIO, ICA, Fundamentos para Producir
Mangos de Buena Calidad. Emcoper. Colombia. 1990. 16 p.
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Agua:
Agua potable. ICONTEC, NTC 813.
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Código
eléctrico colombiano. ICONTEC. NTC 2050.
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN.
Desinfección de instalaciones de agua potable. ICONTEC. NTC 4576.
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Frutas
Procesadas: Jugos y Pulpas de Frutas ICONTEC, NTC 404.
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN.
Productos químicos para uso industrial: Hipocloritos utilizados en el tratamiento de aguas.
ICONTEC. NTC 1847.
INSTITUTO NACIONAL DE VIGILANCIA DE MEDICAMENTOS Y ALIMENTOS,
INVIMA, Decreto 3075 de 1997. 79 p.
LITZ, R. E., The Mango. Botany, Production And Uses. CAB International Inglaterra.
1997.

MCGHEE, T., Abastecimiento de agua y alcantarillado. Ingeniería ambiental. 6 ed.
McGraw-hill Interamericana. Colombia. 1999.
MELGUIZO, S., Fundamentos de Hidráulica e Instalaciones de Abasto en las
Edificaciones. Segunda parte. Universidad Nacional de Colombia. Seccional Medellín.
Facultad de Arquitectura. Departamento de construcción. s.p.i.
Merck. Aquamerck Oxygen. Alemania. s.p.i.
NARVÁEZ, P. C., Prototipo de software para el dimensionamiento de redes de flujo a
presión. Tesis de maestría en Ingeniería Química, Universidad Nacional de Colombia,
1998.
O’MALLEY, J., Análisis de Circuitos Básicos. Serie Schaum. McGraw-Hill. México.
1986.
Productora de Cables Ltda, Procables. Catálogo de productos. s.p.i.
SALDARRIAGA, J., Hidráulica de tuberías, McGraw-Hill Interamericana, Colombia 1998
SCHMELKES, C., Manual para la presentación de anteproyectos e informes de
investigación. Harla. México. 1988. 175 p.

VENNARD, J. K., STREET, R. L., Elementos de Mecánica de Fluidos. 3 ed. Compañía
Editora Internacional. México, 1989. 851 p.

ANEXOS

ANEXO A. CAPACIDAD DE CORRIENTE DE CONDUCTORES DE COBRE
CAPACIDAD DE CORRIENTE DE CONDUCTORES DE COBRE BASADA EN UNA TEMPERATURA AMBIENTE DE 30 °C (A) TIPO VF, T.W., T, TW H, 60°C VINANEL 900 RH, RVH, V, 75 °C
CALIBRE A.W.G K.C.M. 1 a 3 CONDS.
TUBO 4 a 6 CONDS.
TUBO 1 a 3 CONDS.
TUBO 1 CONDS.
AIRE 1 a 3 CONDS.
TUBO 4 a 6 CONDS.
TUBO 1 a 3 CONDS.
TUBO 1 CONDS. AIRE
14 16 12 10 20 18 12 10 20 12 20 16 14 25 24 16 14 25 10 27 24 21 40 33 24 21 40 8 36 32 28 55 43 36 31 65 6 48 44 38 80 65 52 45 95 4 66 56 49 105 85 68 59 125 2 88 76 66 140 115 92 80 170 0 121 100 87 195 150 120 105 230
00 138 116 110 225 175 140 122 265 000 165 132 115 260 200 160 140 310
0000 195 156 132 300 230 184 161 360 250 215 172 150 340 255 204 178 405 300 240 192 168 375 285 228 199 445 350 260 208 182 420 310 248 217 505 400 280 224 196 155 335 268 234 545 500 320 256 224 515 380 304 266 680
TEMP.°C FACTOR DE CORRECCIÓN PARA TEMPERATURA AMBIENTE MAYOR DE 30 °C 40 0,82 0,82 0,82 0,82 0,88 0,88 0,88 0,88 45 0,71 0,71 0,71 0,71 0,82 0,82 0,82 0,82 50 0,58 0,58 0,58 0,58 0,75 0,75 0,75 0,75 55 0,41 0,41 0,41 0,41 0,67 0,67 0,67 0,67 60 0,58 0,58 0,58 0,58
FUENTE: INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN: ICONTEC NTC 2050

ANEXO B. NÚMERO MÁXIMO DE CONDUCTORES EN MEDIDAS COMERCIALES DE TUBERÍA CONDUIT
NÚMERO MÁXIMO DE CONDUCTORES EN MEDIDAS COMERCIALES DE TUBERÍA CONDUIT
DIAMETRO DE LA TUBERÍA (in) ½ ¾ 1 1 ¼ 1 ½ 2 2 ½ 3 3 ½ 4 4 ½ 5 6 TIPO DE
CONDUCTOR CALIBRE
CONDUCTOR AWG-KCM
13 mm
19 mm
25 mm
32 mm
38 mm
51 mm 63 mm
78 mm
89 mm
102 mm
114 mm
127 mm
152 mm
14 8 15 25 43 60 99 142 12 6 11 19 33 47 78 111 171 10 4 8 11 24 36 60 85 131 176
TW, T, RUH, RUW,XHHW(14
hasta 8) 8 2 5 8 13 17 28 40 82 84 104
14 6 10 18 29 40 65 93 145 192 12 4 8 13 24 32 55 76 117 157 10 4 6 11 19 26 43 61 95 127 163
RHW and RHH (con cubierta exterior) THW
8 1 3 5 10 13 22 32 49 66 85 106 133 6 1 2 4 7 10 16 23 36 48 62 78 97 141 4 1 1 3 5 7 12 17 27 36 47 58 73 106 3 1 1 2 4 6 10 15 23 31 40 50 66 91 2 1 1 2 4 5 9 13 20 27 34 43 54 78 1 1 1 3 4 6 9 14 19 25 31 39 57 0 1 1 2 3 5 8 12 16 21 27 33 49
00 1 1 1 3 5 7 10 14 18 23 29 41 000 1 1 1 2 4 6 9 12 15 19 24 35
0000 1 1 1 3 5 7 10 13 16 20 29 250 1 1 1 2 5 6 8 10 13 16 23 300 1 1 1 2 3 5 7 9 11 14 20 350 1 1 1 3 4 6 8 10 12 18 400 1 1 1 2 4 5 7 9 11 16 500 1 1 1 1 3 4 6 7 9 14 600 1 1 1 3 4 5 6 7 11 700 1 1 1 2 3 4 5 7 10
TW, T, THW, RUH (6 a 2), RUW (6 a 2), FEPS (6 a 2), RHW, RHH (sin cubierta exterior)
750 1 1 1 2 3 4 3 6 9 14 13 24 39 69 94 154 12 10 18 29 51 70 114 164 10 6 11 18 32 44 73 104 160 8 3 5 9 16 22 36 51 79 106 136 6 1 4 6 11 13 24 37 57 76 98 125 154 4 1 2 4 7 9 14 22 35 47 60 73 94 137 3 1 1 3 6 8 13 19 29 39 51 64 80 116 2 1 1 3 5 7 11 16 25 33 43 54 67 97 1 1 1 3 5 8 12 18 25 32 40 50 72 0 1 1 3 4 7 10 15 21 27 33 42 61
00 1 1 2 3 6 8 13 17 22 28 35 51 000 1 1 1 3 5 7 11 14 18 23 29 42
0000 1 1 1 2 4 6 9 12 15 19 24 35 250 1 1 1 3 4 7 10 12 16 20 28 300 1 1 1 3 4 6 8 11 13 17 24 350 1 1 1 2 3 5 7 9 12 15 21 400 1 1 1 3 5 6 8 10 13 19 500 1 1 1 2 4 5 7 9 11 16 600 1 1 1 1 3 4 5 7 9 13 700 1 1 1 3 4 5 6 8 11
THWH, THHH, FEP (14 a 12), FEPB (14 a 3), PFA (14 a 4/0),
PFAH (14 a 4/0), Z (14 a 4/0), XHHW
(14 a 500KCM)
750 1 1 1 2 3 4 6 7 11 6 1 3 5 9 13 21 30 47 65 81 102 128 185
600 1 1 1 1 3 4 5 7 9 13 700 1 1 1 3 4 5 6 7 11
XHHW
750 1 1 1 2 3 4 6 7 10
FUENTE: INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN: ICONTEC NTC 2050

ANEXO C. FACTORES DE CAIDA DE TENSIÓN
FACTORES DE CAIDA DE TENSIÓN UNITARIA MILIVOLTS/AMPER-METRO (Fc) MONOFÁSICO BIFÁSICO TRIFÁSICO
CONDUIT CONDUIT CONDUIT Calibre AWG o
MCM Metálico No metálico Metálico No metálico Metálico No metálico 14 21,54 21,54 10,77 10,77 18,65 18,65 12 13,56 13,56 6,78 6,78 11,74 11,74 10 8,52 8,52 4,26 4,26 7,38 7,38 8 5,36 5,36 2,68 2,68 4,64 4,64 6 3,37 3,37 1,69 1,69 2,92 2,92 4 2,12 2,12 1,06 1,06 1,84 1,84 2 1,35 1,33 0,68 0,67 1,18 1,16
1/0 0,86 0,84 0,43 0,42 0,74 0,73 2/0 0,68 0,67 0,34 0,34 0,59 0,59 3/0 0,55 0,53 0,28 0,27 0,48 0,47 4/0 0,44 0,42 0,22 0,21 0,38 0,36 250 0,38 0,36 0,19 0,18 0,33 0,31 300 0,32 0,30 0,16 0,15 0,28 0,26 350 0,27 0,26 0,14 0,13 0,24 0,23 400 0,24 0,22 0,12 0,11 0,21 0,19 500 0,20 0,18 0,10 0,09 0,17 0,16 600 0,17 0,15 0,09 0,08 0,16 0,14 750 0,14 0,12 0,07 0,06 0,12 0,10
1000 0,12 0,09 0,06 0,05 0,10 0,09
FUENTE: NEC
VInLFc
e*10
**%. =

ANEXO D. INTERRUPTORES, TRANSFORMADORES, ARRANCADORES Y RELÉS
A. INTERRUPTORES TERMOMAGNÉTICOS
CORRIENTE NOMINAL (A) 15 20 30 40 50 60 70 100 125 150 175 200 225
B. TRANSFORMADORES DE DISTRIBUCIÓN (CAPACIDAD EN KVA)
MONOFÁSICOS 15 25 37,5 50 75 100
TRIFÁSICOS 30 45 75 113 150 225
C. ARRANCADORES
Valores nominales en Amperios 9 12 16 25 40 50 63 80 125 200 440V 5,5 7,5 12,5 15 30 35 50 60 75 100
Potencia máxima en HP 220V 3 4 5,5 7,5 15 20 25 30 40 50
D. VALORES DE LOS RELES TÉRMICOS (RANGO DE CORRIENTE NOMINAL EN A)
0,10 - 0,16 4,00 - 6,30 38 - 50 0,16 - 0,25 5,50 - 8,00 48 - 57 0,25 - 0,40 7 - 10 57 - 66 0,40 - 0,63 10 - 13 66 - 80 0,63 - 1,00 13 - 18 70 - 105 1,00 - 1,60 18 - 25 80 - 130 1,60 - 2,50 23 - 32 110 - 160 2,50 - 4,00 30 - 40
FUENTE: NEC

ANEXO E. BOMBA DEL ALJIBE

ANEXO E. BOMBA DEL ALJIBE (CONTINUACIÓN)

ANEXO F. BOMBA TANQUE DE CONSUMO

ANEXO F. BOMBA TANQUE DE CONSUMO (CONTINUACIÓN)

ANEXO G. BOMBA PARA LA PULPA

ANEXO H. PÉRDIDAS POR ACCESORIOS
Accesorio Tipo K1 K4 Estándar roscado (R/D=1) 800 0,40 Estándar soldado flanchado (R/D=1) 800 0,25 Codo de 90° Radio largo (R/D=1,5) todas las clases 800 0,20 Estándar (R/D=1) todas las clases 500 0,20
Codo de 45° Radio largo (R/D=1) todas las clases 500 0,15 Estándar roscado (R/D=1) 1000 0,60 Estándar soldado flanchado (R/D=1) 1000 0,35 Codo de 180° Radio largo (R/D=1,5) todas las clases 1000 0,30 Estándar roscado 500 0,70 Estándar soldado flanchado 800 0,80 T, como codo Radio largo roscado 800 0,40 Roscada 200 0,10 T Soldada flanchada 150 0,15 Compuerta 300 0,10 Bola (B=0,9) 500 0,15 Globo estándar 1500 4,00 Globo en ángulo o y 1000 2,00 Diafragma 1000 2,00
Válvulas
Mariposa 800 0,25 Movimiento vertical (lift) 2000 10,00 Giratorio (swing) 1500 1,50 Cheques Basculante 1000 0,50
AGUDELO M. Curso sobre Instalaciones Industriales. Notas de Clase. Universidad de la Sabana: Facultad de Ingeniería. 1999.

ANEXO I. DESCRIPCIÓN Y MODO DE EMPLEO DEL TIMSEN
• Descripción: Sal mejorada de Amonio en forma de perla seca, compuesta por 40 % de
ingrediente activo, de n-alquil dimetil bencil amonio y 60 % de úrea estabilizada (tipo
G.R.A.S.).
• Clasificación toxicológica: IV
• Resistencia al agua dura: 550 ppm de CaCO3
• PH: 3-11
USOS DEL TIMSEN
USOS DILUCIÓN (g/L de agua)
CONCENTRACIÓN ppm
APLICACIÓN
Equipos y utillaje 1 400 Aspersión, inmersión. Mesones y superficies 1 400 Directa, aspersión. Cuartos fríos y congeladores 2 800 Aspersión, nebulización Ambiente 2 800 Aspersión, nebulización Paredes y pisos 1 400 Directa, aspersión. Envases 0.5 200 Directa, inmersión. Frutas y verduras 0.5 200 Inmersión. Manos y guantes 1 400 Inmersión. Carros transportadores 2 800 Diercta, aspersión, nebulización Sifones 5 2000 Directa. FUENTE: Promotoras Unidas LTDA.

ANEXO J CAPÍTULOS I Y VI DEL DECRETO 3075 DE 1997 DEL INVIMA
CAPÍTULO I: EDIFICACIÓN E INSTALACIONES
ARTÍCULO 8º.- Los establecimientos destinados a la fabricación, el procesamiento,
envase, almacenamiento y expendio de alimentos deberán cumplir las condiciones
generales que se establecen a continuación:
LOCALIZACIÓN Y ACCESOS
a. Estarán ubicados en lugares aislados de cualquier foco de insalubridad que represente
riesgos potenciales para la contaminación del alimento
b. Su funcionamiento no deberá poner en riesgo la salud y el bienestar de la comunidad.
c. Sus accesos y alrededores se mantendrán limpios, libres de acumulación de basuras y
deberán tener superficies pavimentadas o recubiertas con materiales que faciliten el
mantenimiento sanitario e impidan la generación de polvo, el estancamiento de aguas o
la presencia de otras fuentes de contaminación para el alimento.

DISEÑO Y CONSTRUCCIÓN
d. La edificación debe estar diseñada y construida de manera que proteja los ambientes de
producción, e impida la entrada de polvo, lluvia, suciedades u otros contaminantes, así
como el ingreso y refugio de plagas y animales domésticos.
e. La edificación debe poseer una adecuada separación física y/o funcional de aquellas
áreas donde se realizan operaciones de producción susceptibles de ser contaminadas por
otras operaciones o medios de contaminación presentes en las áreas adyacentes.
f. Los diversos locales o ambientes de la edificación deben tener el tamaño adecuado para
la instalación, operación y mantenimiento de los equipos, así como para la circulación
del personal y el traslado de materiales o productos. Estos ambientes deben estar
ubicados según la secuencia lógica del proceso, desde la recepción de los insumos hasta
el despacho del producto terminado, de tal manera que se eviten retrasos indebidos y la
contaminación cruzada. De ser requerido, tales ambientes deben dotarse de las
condiciones de temperatura, humedad u otras necesarias para la ejecución higiénica de
las operaciones de producción y/o para la conservación del alimento.
g. La edificación y sus instalaciones deben ser construidas de manera que se faciliten las
operaciones de limpieza, desinfección y desinfestación según lo establecido en el plan
de saneamiento del establecimiento.
h. El tamaño de los almacenes o depósitos debe estar en proporción a los volúmenes de

insumos y productos terminados manejados por el establecimiento, disponiendo además
de espacios libres para la circulación del personal, el traslado de materiales o productos
y para realizar la limpieza y el mantenimiento de las áreas respectivas.
i. Sus áreas deberán estar separadas de cualquier tipo de vivienda y no podrán ser
utilizadas como dormitorio.
j. No se permite la presencia de animales en los establecimientos objeto del presente
Decreto.
ABASTECIMIENTO DE AGUA
k. El agua que se utilice debe ser de calidad potable y cumplir con las normas vigentes
establecidas por la reglamentación correspondiente del Ministerio de Salud
.
l. Deben disponer de agua potable a la temperatura y presión requeridas en el
correspondiente proceso, para efectuar una limpieza y desinfección efectiva.
m. Solamente se permite el uso de agua no potable, cuando la misma no ocasione riesgos
de contaminación del alimento; como en los casos de generación de vapor indirecto,
lucha contra incendios, o refrigeración indirecta. En estos, casos el agua no potable
debe distribuirse por un sistema de tuberías completamente separados e identificados
por colores, sin que existan conexiones cruzadas ni sifonaje de retroceso con las
tuberías de agua potable.

n. Deben disponer de un tanque de agua con la capacidad suficiente, para atender como
mínimo las necesidades correspondientes a un día de producción. La construcción y el
mantenimiento de dicho tanque se realizará conforme a lo estipulado en las normas
sanitarias vigentes.
DISPOSICIÓN DE RESIDUOS LÍQUIDOS
o. Dispondrán de sistemas sanitarios adecuados para la recolección, el tratamiento y la
disposición de aguas residuales, aprobadas por la autoridad competente.
p. El manejo de residuos líquidos dentro del establecimiento debe realizarse de manera
que impida la contaminación del alimento o de las superficies de potencial contacto con
éste.
DISPOSICIÓN DE RESIDUOS SÓLIDOS
q. Los residuos sólidos deben ser removidos frecuentemente de las áreas de producción y
disponerse de manera que se elimine la generación de malos olores, el refugio y
alimento de animales y plagas y que no contribuya de otra forma al deterioro ambiental.
r. El establecimiento debe disponer de recipientes, locales e instalaciones apropiadas para
la recolección y almacenamiento de los residuos sólidos, conforme a lo estipulado en
las normas sanitarias vigentes. Cuando se generen residuos orgánicos de fácil

descomposición se debe disponer de cuartos refrigerados para el manejo previo a su
disposición final.
INSTALACIONES SANITARIAS
s. Deben disponer de instalaciones sanitarias en cantidad suficiente tales como servicios
sanitarios y vestideros, independientes para hombres y mujeres, separados de las áreas
de elaboración y suficientemente dotados para facilitar la higiene del personal.
t. Los servicios sanitarios deben mantenerse limpios y proveerse de los recursos
requeridos para la higiene personal, tales como: papel higiénico, dispensador de jabón,
implementos desechables o equipos automáticos para el secado de las manos y
papeleras.
u. Se deben instalar lavamanos en la áreas de elaboración o próximos a éstas para la
higiene del personal que participe en la manipulación de los alimentos y para facilitar la
supervisión de éstas prácticas.
v. Los grifos, en lo posible, no deben requerir accionamiento manual. En las
proximidades de los lavamanos se deben colocar avisos o advertencias al personal sobre
la necesidad de lavarse las manos luego de usar los servicios sanitarios, después de
cualquier cambio de actividad y antes de iniciar las labores de producción.

w. Cuando lo requieran, deben disponerse en las áreas de elaboración de instalaciones
adecuadas para la limpieza y desinfección de los equipos y utensilios de trabajo. Estas
instalaciones deben construirse con materiales resistentes al uso y a la corrosión, de
fácil limpieza y provistas con suficiente agua fría y caliente, a temperatura no inferior a
80°C.
ARTÍCULO 9º.- CONDICIONES ESPECÍFICAS DE LAS ÁREAS DE
ELABORACIÓN: Las áreas de elaboración deben cumplir además los siguientes
requisitos de diseño y construcción:
PISOS Y DRENAJES
a. Los pisos deben estar construidos con materiales que no generen sustancias o
contaminantes tóxicos, resistentes, no porosos, impermeables, no absorbentes, no
deslizantes y con acabados libres de grietas o defectos que dificulten la limpieza,
desinfección y mantenimiento sanitario.
b. El piso de las áreas húmedas de elaboración debe tener una pendiente mínima del 2 % y
al menos un drenaje de 10 cm de diámetro por cada 40 m2 de área servida; mientras que
en las áreas de baja humedad ambiental y en los almacenes, la pendiente mínima será
del 1 % hacia los drenaje, se requiere de al menos un drenaje por cada 90 m2 de área
servida. Los pisos de las cavas de refrigeración deben tener pendiente hacia drenajes
ubicados preferiblemente en su parte exterior.

c. El sistema de tuberías y drenajes para la conducción y recolección de las aguas
residuales, debe tener la capacidad y la pendiente requeridas para permitir una salida
rápida y efectiva de los volúmenes máximos generados por la industria. Los drenajes
de piso deben tener la debida protección con rejillas y, si se requieren trampas
adecuadas para grasas y sólidos, estarán diseñadas de forma que permitan su limpieza.
PAREDES
d. En las áreas de elaboración y envasado, las paredes deben ser de materiales resistentes,
impermeables, no absorbentes y de fácil limpieza y desinfección. Además, según el
tipo de proceso hasta una altura adecuada, las mismas deben poseer acabado liso y sin
grietas, pueden recubrirse con material cerámico o similar o con pinturas plásticas de
colores claros que reúnan los requisitos antes indicados
e. Las uniones entre las paredes y entre éstas y los pisos y entre las paredes y los techos,
deben estar selladas y tener forma redondeada para impedir la acumulación de suciedad
y facilitar la limpieza.
TECHOS
f. Los techos deben estar construidos de manera que se evite la acumulación de suciedad,
la condensación, la formación de mohos y hongos, el desprendimiento superficial y
además facilitar la limpieza y el mantenimiento.

g. En lo posible, no se debe permitir el uso de techos falsos o dobles techos, a menos que
se construyan con materiales impermeables resistentes, de fácil limpieza y con
accesibilidad a la cámara superior para realizar la limpieza y desinfestación.
VENTANAS Y OTRAS ABERTURAS
h. Las ventanas y otras aberturas en las paredes deben estar construidas para evitar la
acumulación de polvo, suciedades y facilitar la limpieza; aquellas que se comuniquen
con el ambiente exterior, deben estar provistas con malla anti-insecto de fácil limpieza y
buena conservación.
PUERTAS
i. Las puertas deben tener superficie lisa, no absorbente, deben ser resistentes y de
suficiente amplitud; donde se precise, tendrán dispositivos de cierre automático y ajuste
hermético. Las aberturas entre las puertas exteriores y los pisos no deben ser mayores
de 1 cm.
j. No deben existir puertas de acceso directo desde el exterior a las áreas de elaboración;
cuando sea necesario debe utilizarse una puerta de doble servicio, todas las puertas de
las áreas de elaboración deben ser autocerrables en lo posible, para mantener las
condiciones atmosféricas diferenciables deseadas

ESCALERAS, ELEVADORES Y ESTRUCTURAS COMPLEMENTARIAS
(RAMPAS, PLATAFORMAS)
k. Estas deben ubicarse y construirse de manera que no causen contaminación al alimento
o dificulten el flujo regular del proceso y la limpieza de la planta.
l. Las estructuras elevadas y los accesorios deben aislarse en donde sea requerido, estar
diseñadas y con un acabado para prevenir la acumulación de suciedad, minimizar la
condensación, el desarrollo de mohos y el descamado superficial.
m. Las instalaciones eléctricas, mecánicas y de prevención de incendios deben estar
diseñadas y con un acabado de manera que impidan la acumulación de suciedades y el
albergue de plagas.
ILUMINACIÓN
n. Los establecimientos objeto del presente decreto tendrán una adecuada y suficiente
iluminación natural y/o artificial, la cual se obtendrá por medio de ventanas, claraboyas
y lámparas convenientemente distribuidas.
o. La iluminación debe ser de la calidad e intensidad requeridas para la ejecución
higiénica y efectiva de todas las actividades. La intensidad no debe ser inferior a:

540 lux (59 bujía - pie) en todos los puntos de inspección;
220 lux (20 bujía - pie) en locales de elaboración; y
110 lux (10 bujía - pie) en otras áreas del establecimiento.
p. Las lámparas y accesorios ubicados por encima de las líneas de elaboración y envasado
de los alimentos expuestos al ambiente, deben ser del tipo de seguridad y estar
protegidas para evitar la contaminación en caso de ruptura y, en general, contar con una
iluminación uniforme que no altere los colores naturales.
VENTILACIÓN
q. Las áreas de elaboración poseerán sistemas de ventilación directa o indirecta, los cuales
no deberán crear condiciones que contribuyan a la contaminación de estas o a la
incomodidad del personal. La ventilación debe ser adecuada para prevenir la
condensación de vapor, polvo, facilitar la remoción de calor. Las aberturas para
circulación del aire estarán protegidas con malla de material no corrosivo y serán
fácilmente removibles para su limpieza y reparación.
r. Cuando la ventilación es inducida por ventiladores y aire acondicionado, el aire debe
ser filtrado y mantener una presión positiva en las áreas de producción en donde al
alimento está expuesto, para asegurar el flujo de aire hacia el exterior. Los sistemas de
ventilación deben limpiarse periódicamente para prevenir la acumulación de polvo.

CAPITULO VI: SANEAMIENTO
ARTÍCULO 28.- Todo establecimiento destinado a la fabricación, procesamiento, envase
y almacenamiento de alimentos debe implantar y desarrollar un Plan de Saneamiento con
objetivos claramente definidos y con los procedimientos requeridos para disminuir los
riesgos de contaminación de los alimentos. Este plan debe ser responsabilidad directa de la
dirección de la empresa.
ARTÍCULO 29.- El Plan de Saneamiento debe estar escrito y a disposición de la autoridad
sanitaria competente e incluirá como mínimo los siguientes programas:
a. Programa de Limpieza y Desinfección:
Los procedimientos de limpieza y desinfección deben satisfacer las necesidades particulares
del proceso y del producto de que se trate. Cada establecimiento debe tener por escrito
todos los procedimientos, incluyendo los agentes y sustancias utilizadas así como las
concentraciones o formas de uso y los equipos e implementos requeridos para efectuar las
operaciones y periodicidad de limpieza y desinfección.
b. Programa de Desechos Sólidos:
En cuanto a los desechos sólidos (basuras) debe contarse con instalaciones, áreas, recursos
y procedimientos que garanticen una eficiente labor de recolección, conducción, manejo,
almacenamiento interno, clasificación, transporte y disposición, lo cual tendrá que hacerse
observando las normas de higiene y salud ocupacional establecidas con el propósito de

evitar la contaminación de los alimentos, áreas, dependencias y equipos o el deterioro del
medio ambiente.
c. Programa de Control de Plagas
Las plagas entendidas como artrópodos y roedores deberán ser objeto de un programa de
control específico, el cual debe involucrar un concepto de control integral, esto apelando a
la aplicación armónica de las diferentes medidas de control conocidas, con énfasis en las
radicales y de orden preventivo.

ANEXO K. PLANOS EDIFICACIÓN ACTUAL



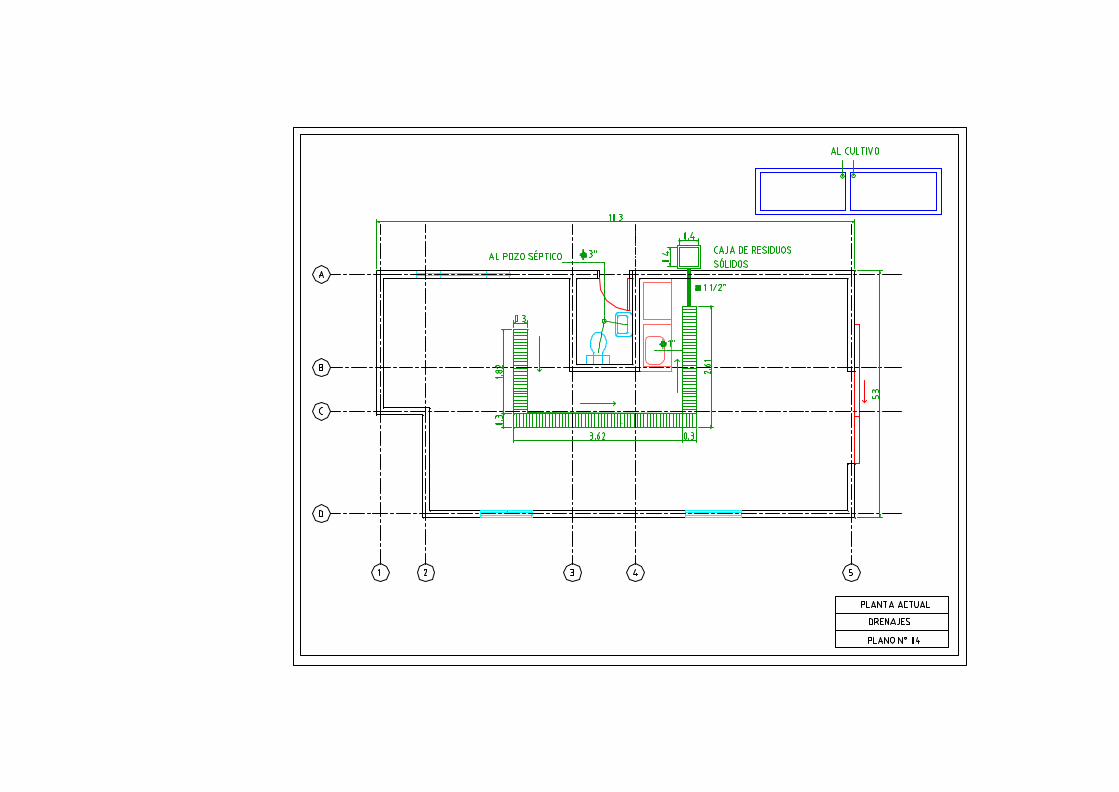

ANEXO L. PLANOS EDIFICACIÓN PROPUESTA




































