Embed Size (px)
Citation preview

Expansão da Produção de Bioetanol e
Melhoria Tecnológicada Destilação Alcoólica
Antonio J. A. MeirellesProfessor Associado FEA/UNICAMPE-mail: [email protected]

PRODUTOS
�Álcool Hidratado Combustível
� Álcool Hidratado Especial
� Álcool Hidratado Neutro
� Álcool Anidro Combustível
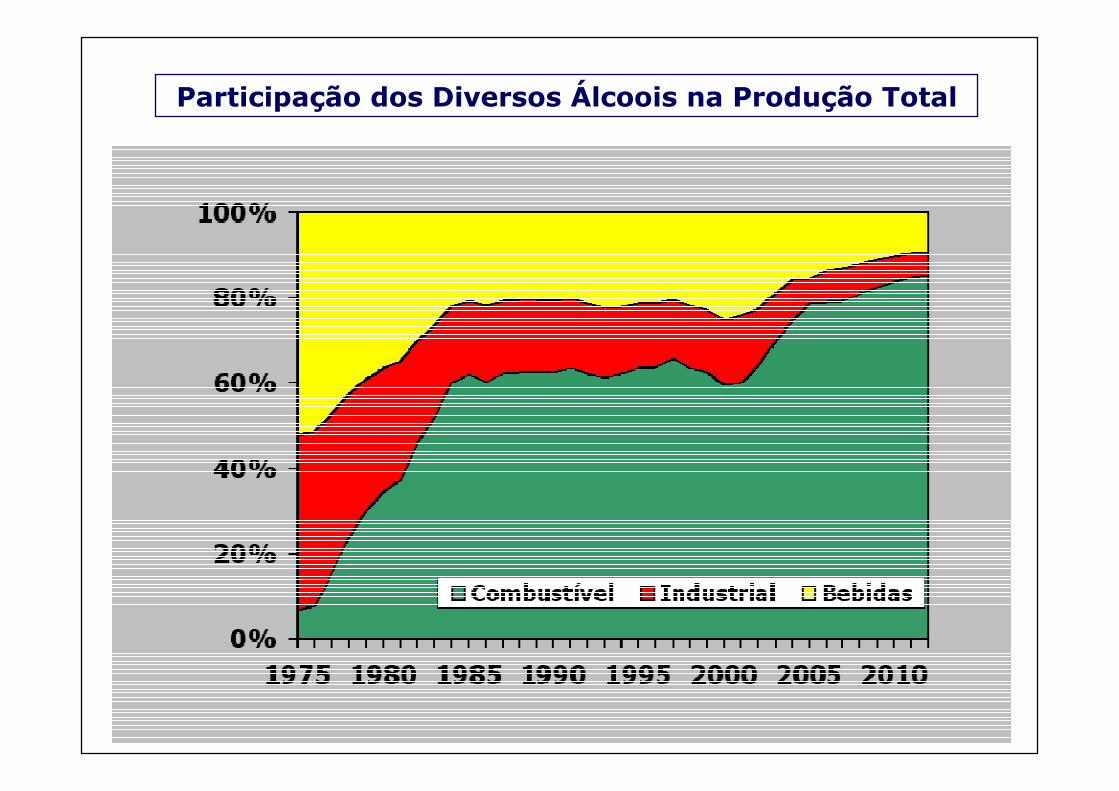
Participação dos Diversos Álcoois na Produção Total
ÁLCOOL
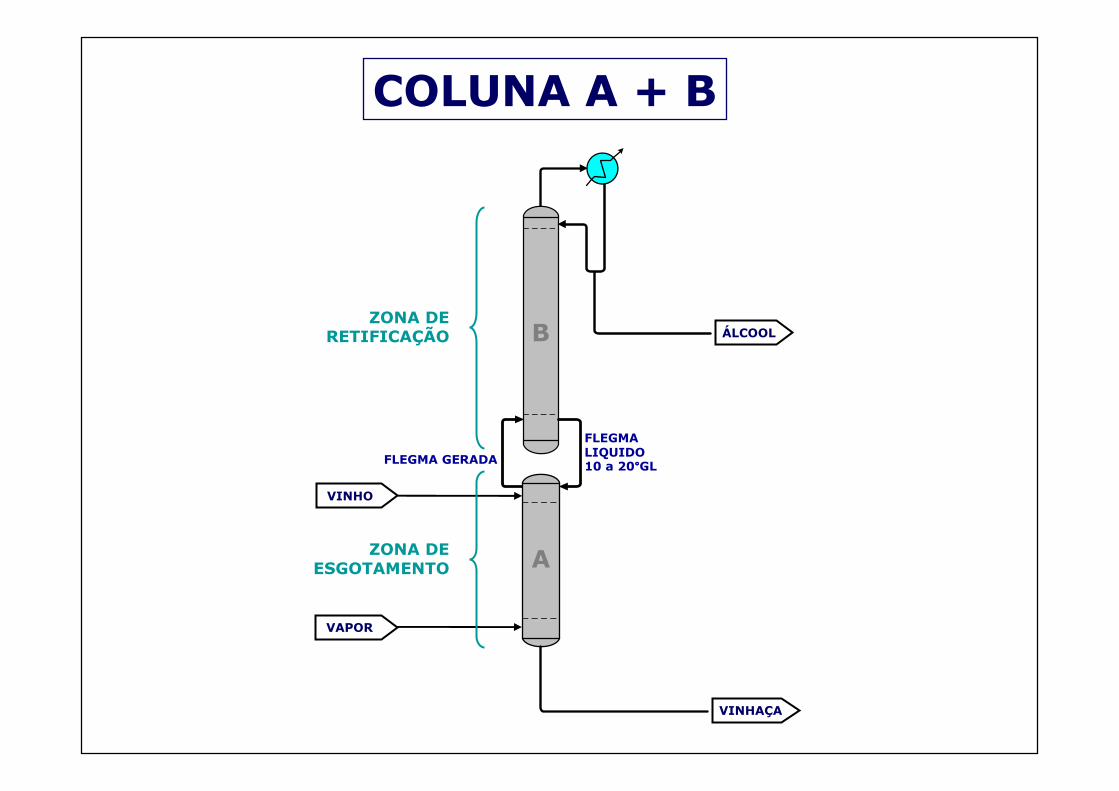
COLUNA A + B
A
B
FLEGMA GERADA
FLEGMA LIQUIDO10 a 20°°°°GL
VINHO
VAPOR
VINHAÇA
ZONA DEESGOTAMENTO
ZONA DERETIFICAÇÃO
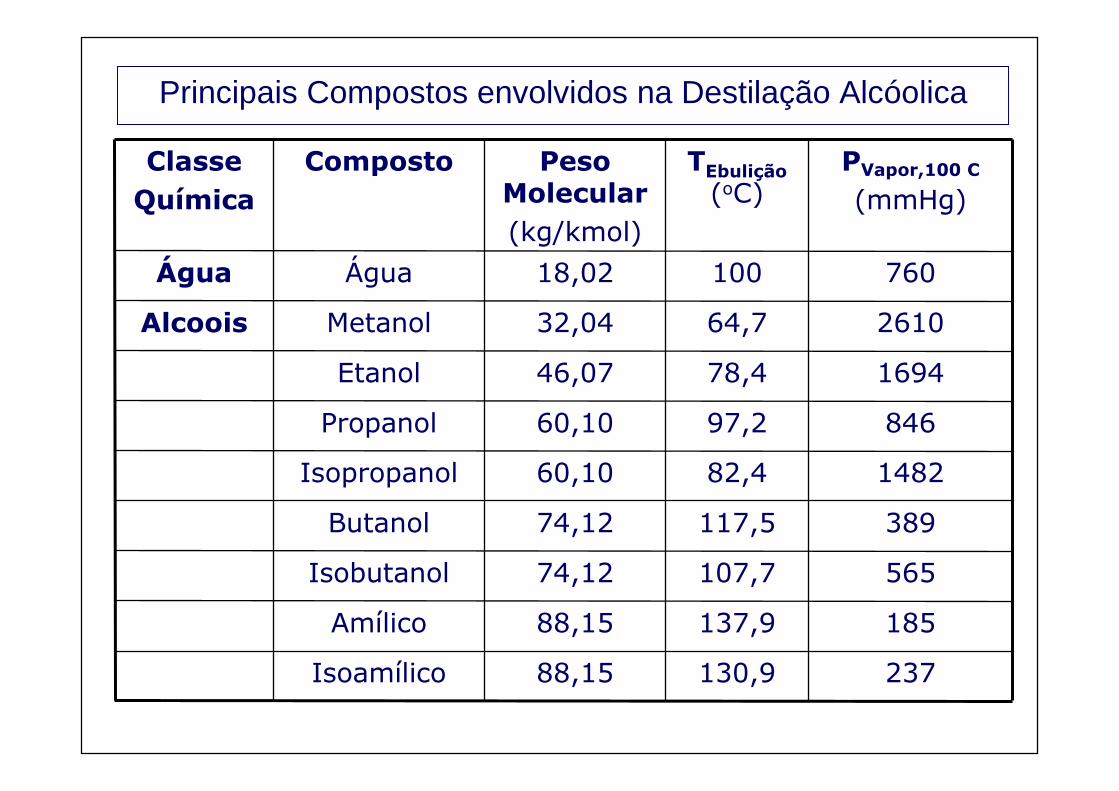
88,15
88,15
74,12
74,12
60,10
60,10
46,07
32,04
18,02
Peso Molecular(kg/kmol)
237130,9Isoamílico
185137,9Amílico
565107,7Isobutanol
389117,5Butanol
148282,4Isopropanol
84697,2Propanol
169478,4Etanol
261064,7MetanolAlcoois
760100ÁguaÁgua
PVapor,100 C
(mmHg)TEbulição(oC)
CompostoClasseQuímica
Principais Compostos envolvidos na Destilação Alcóolica
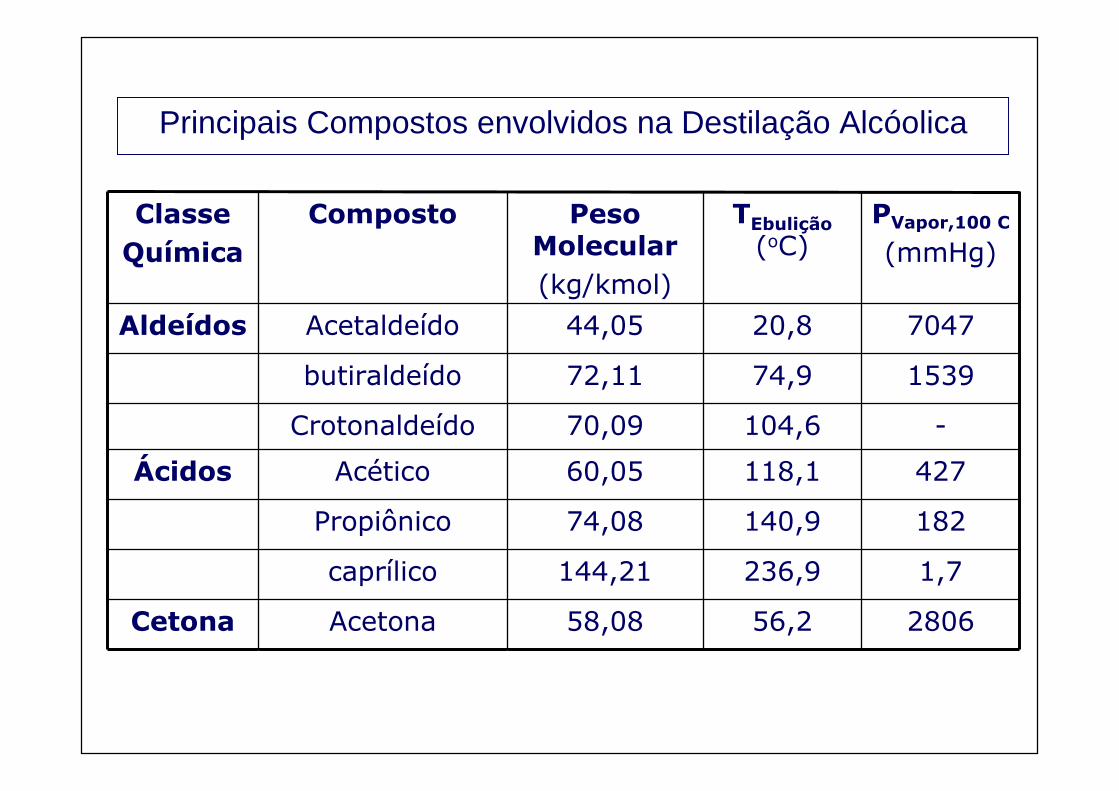
Acetona
caprílico
Propiônico
Acético
Crotonaldeído
butiraldeído
Acetaldeído
Composto
704720,844,05Aldeídos
153974,972,11
-104,670,09
280656,258,08Cetona
1,7236,9144,21
182140,974,08
427118,160,05Ácidos
PVapor,100 C
(mmHg)TEbulição(oC)
Peso Molecular(kg/kmol)
ClasseQuímica
Principais Compostos envolvidos na Destilação Alcóolica
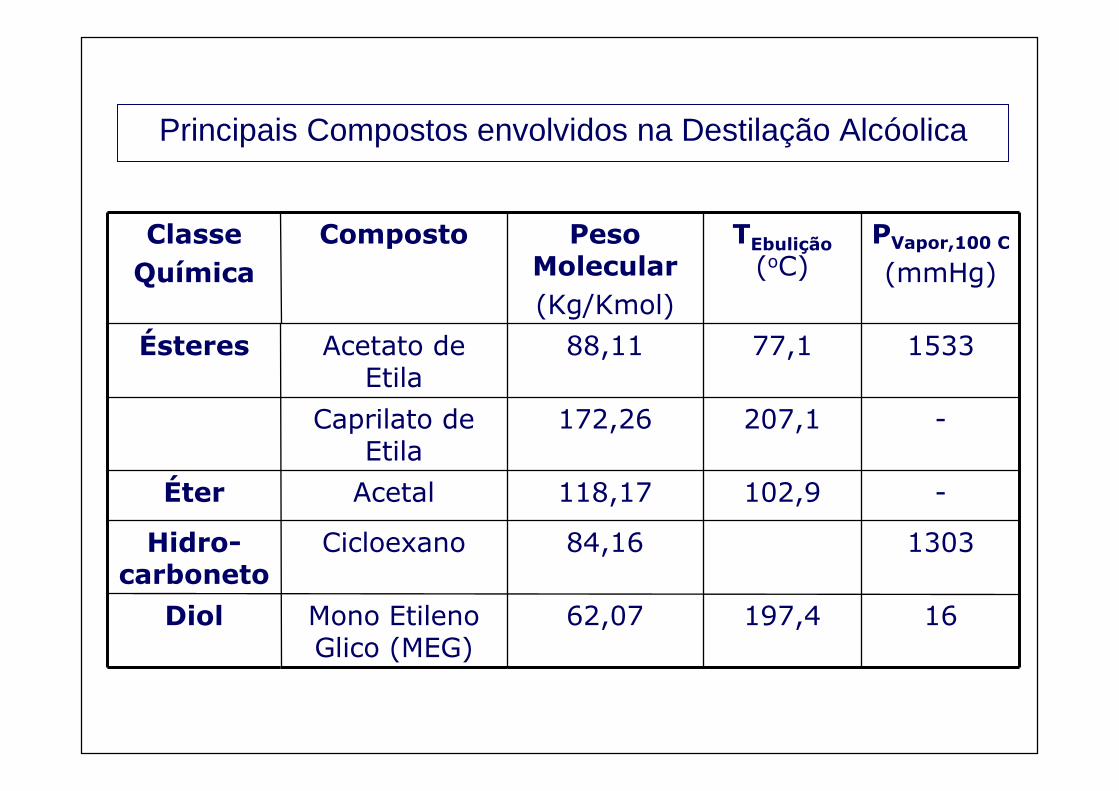
-102,9118,17AcetalÉter
130384,16CicloexanoHidro-carboneto
16197,462,07Mono Etileno Glico (MEG)
Diol
Caprilato de Etila
Acetato de Etila
Composto
-207,1172,26
153377,188,11Ésteres
PVapor,100 C
(mmHg)TEbulição(oC)
Peso Molecular(Kg/Kmol)
ClasseQuímica
Principais Compostos envolvidos na Destilação Alcóolica
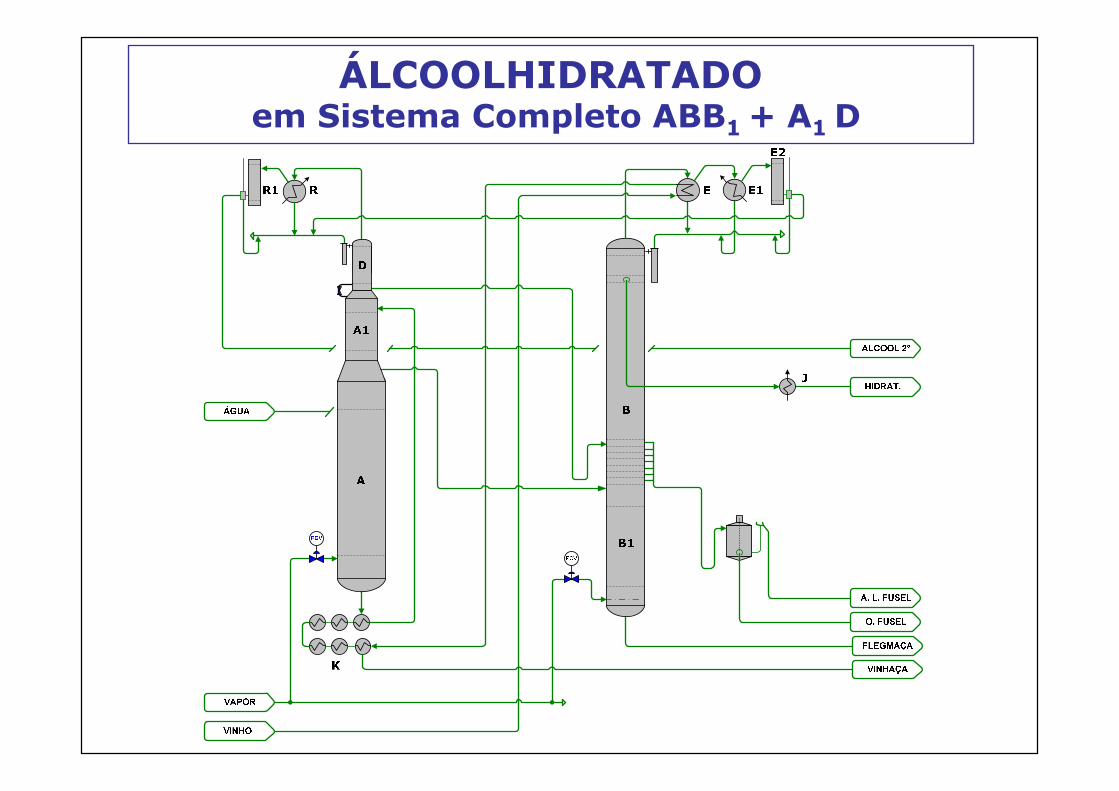
ÁLCOOLHIDRATADOem Sistema Completo ABB1 + A1 D
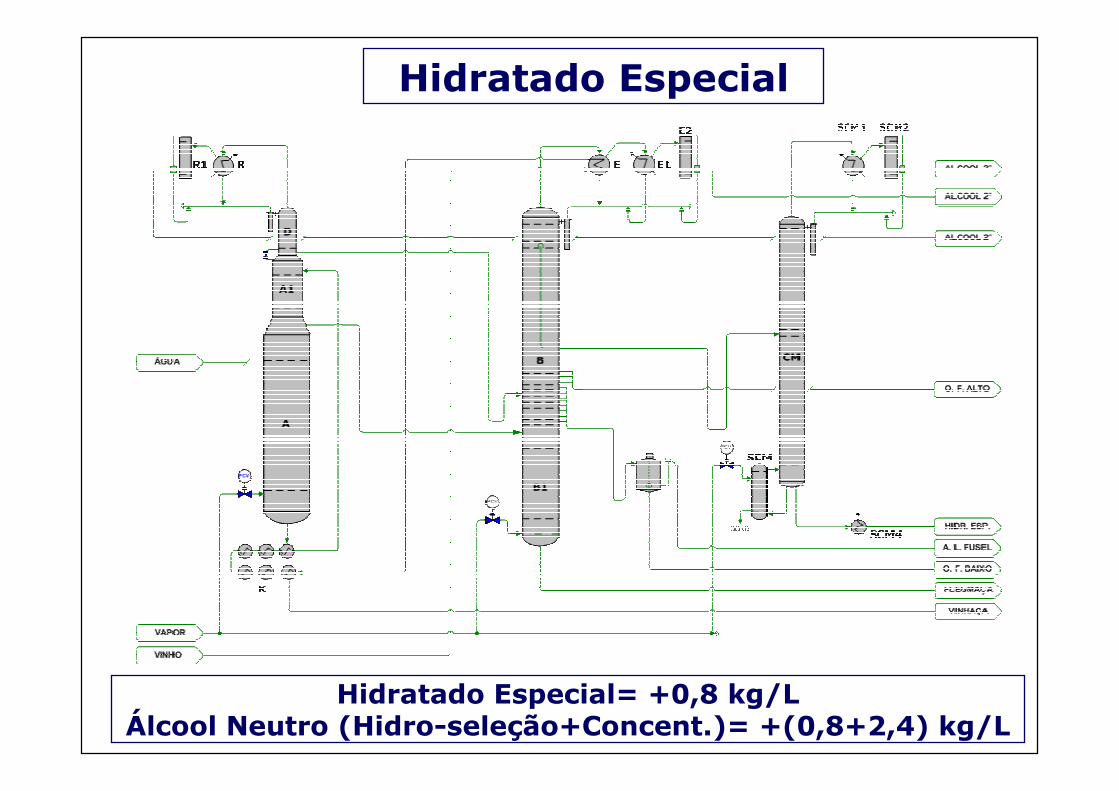
Hidratado Especial= +0,8 kg/LÁlcool Neutro (Hidro-seleção+Concent.)= +(0,8+2,4) kg/L
Hidratado Especial
Condições empregadas nas SIMULAÇÕES1. Alimentação do Vinho (6,5 ou 8,5 GL) a 92 oC.2. Hidratado (10.470,0 L/h) com 0,93 em massa
(93 INPM)3. Perdas na Vinhaça e na Flegmaça sempre de
0,02 GL (recuperação de 99,75 % do álcool alimentado).4. Coluna AB (Coluna única) ou ABB1.5. Coluna B com 40 bandejas.6. Coluna B1 com 13 bandejas.7. Coluna A com número de bandejas variando de
14 a 24.
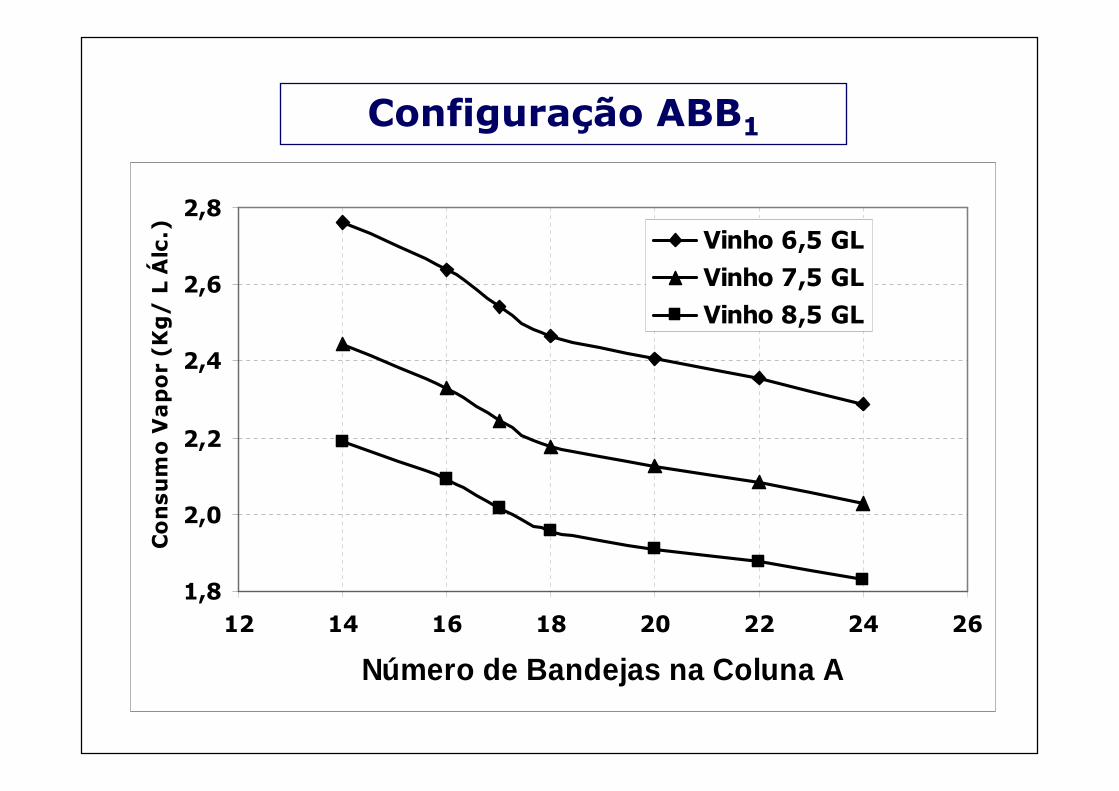
Efeito do No. de Bandejas na Coluna A
1,8
2,0
2,2
2,4
2,6
2,8
12 14 16 18 20 22 24 26
Número de Bandejas na Coluna A
Consumo Vapor (Kg/ L Álc.) Vinho 6,5 GL
Vinho 7,5 GL
Vinho 8,5 GL
Configuração ABB1
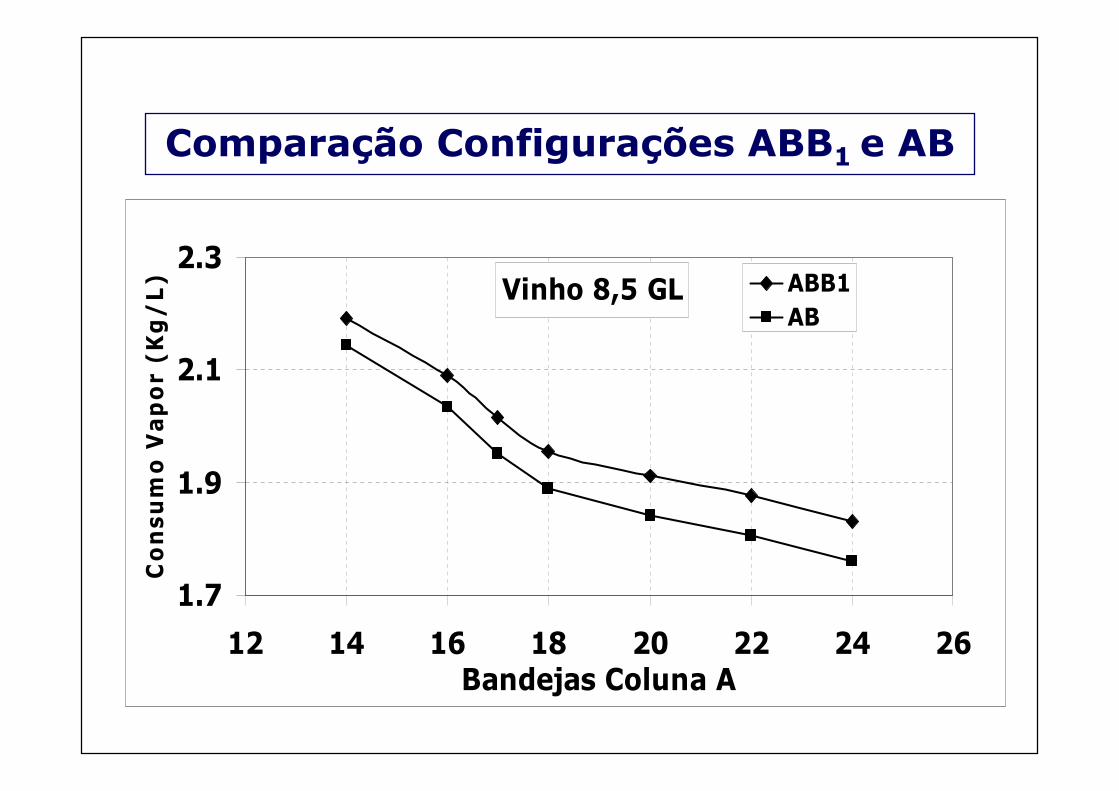
Vinho 8,5 GL
1.7
1.9
2.1
2.3
12 14 16 18 20 22 24 26Bandejas Coluna A
Consu
mo Vapor (K
g/L) ABB1
AB
Comparação Configurações ABB1 e AB
Hidratado - Conclusões
1. Teor alcoólico do vinho é decisivo no consumo de vapor. Já existem unidades em operação com Vinho a 11-12 oGL.
2. Pequenas modificações de projeto podem reduzir consumo de vapor. Coluna A de 18 para 24 bandejas (8% de economia de vapor). E quanto às Colunas B e B1?
3. Efeito das correntes de sub-produtos (álcool de segunda, óleo fúsel) sobre a qualidade do produto, a produtividade do processo e o consumo de vapor?
4. Desenvolvimento de melhores sistemas de controle das plantas de álcool hidratado.
5. Desenvolvimento de plantas mais flexíveis, que permitam a produção de hidratado com diferentes padrões de qualidade.
6. Existiria algum mercado que remunerasse melhor o óleo fúsel ou frações do mesmo?
DUPLO EFEITO – ÁLCOOL HIDRATADO
CONSUMO ESPECÍFICO DE VAPOR : DE 1,1 A 1,4 KG/LITRO
1-VAPOR COM PRESSÃO
>=1,5 Kgf/cm2g
2-RISCO DE FORMAÇÃO
DE INCRUSTAÇÕES
1.Investigar outras alternativas de integração energética de correntes do processo e outras modalidades de duplo efeito.
2.Investigar se tais alternativas garantem a qualidade do produto Álcool Hidratado e a viabilidade operacional do processo.
3.É viável encontrar outras soluções para problemas operacionais, como maior velocidade de formação de incrustrações?
4.Qual a relação Custo/Benefício associada a tais integrações energéticas.
Álcool Anidro
1.Destilação Azeotrópica com Cicloexano.
2.Destilação Extrativa com Mono Etileno Glicol (MEG).
3.Desidratação com Peneira Molecular.
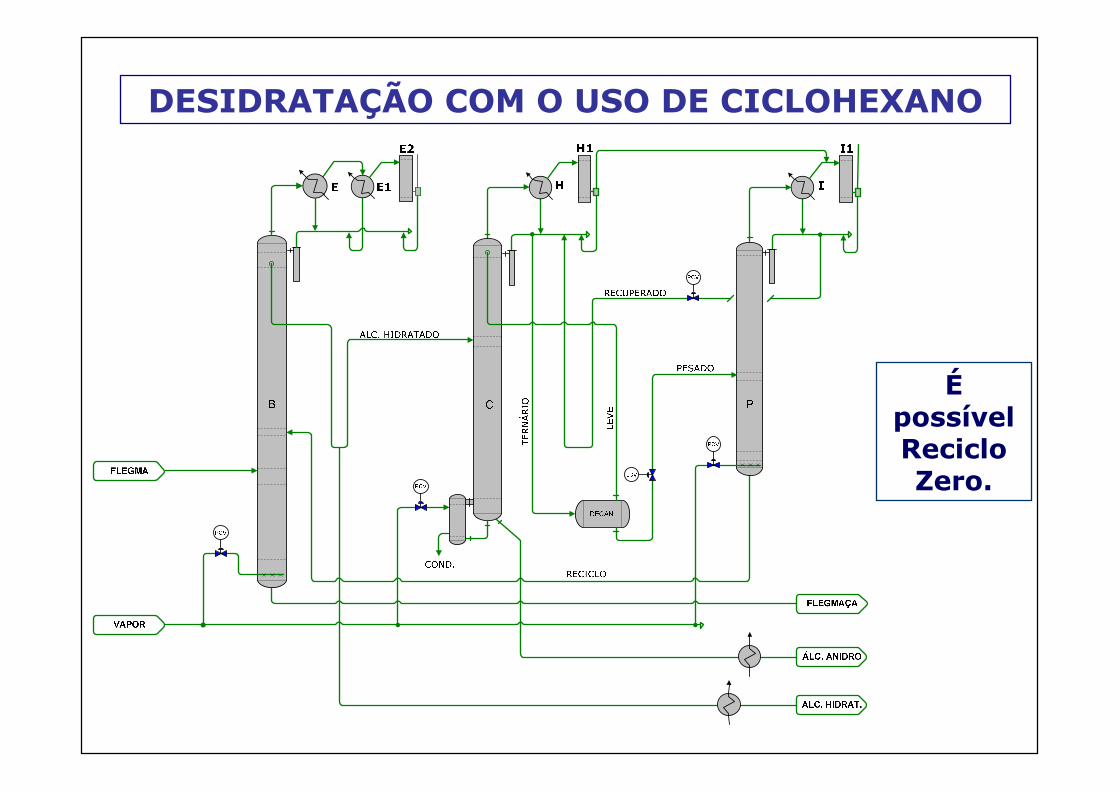
DESIDRATAÇÃO COM O USO DE CICLOHEXANO
Épossível Reciclo Zero.
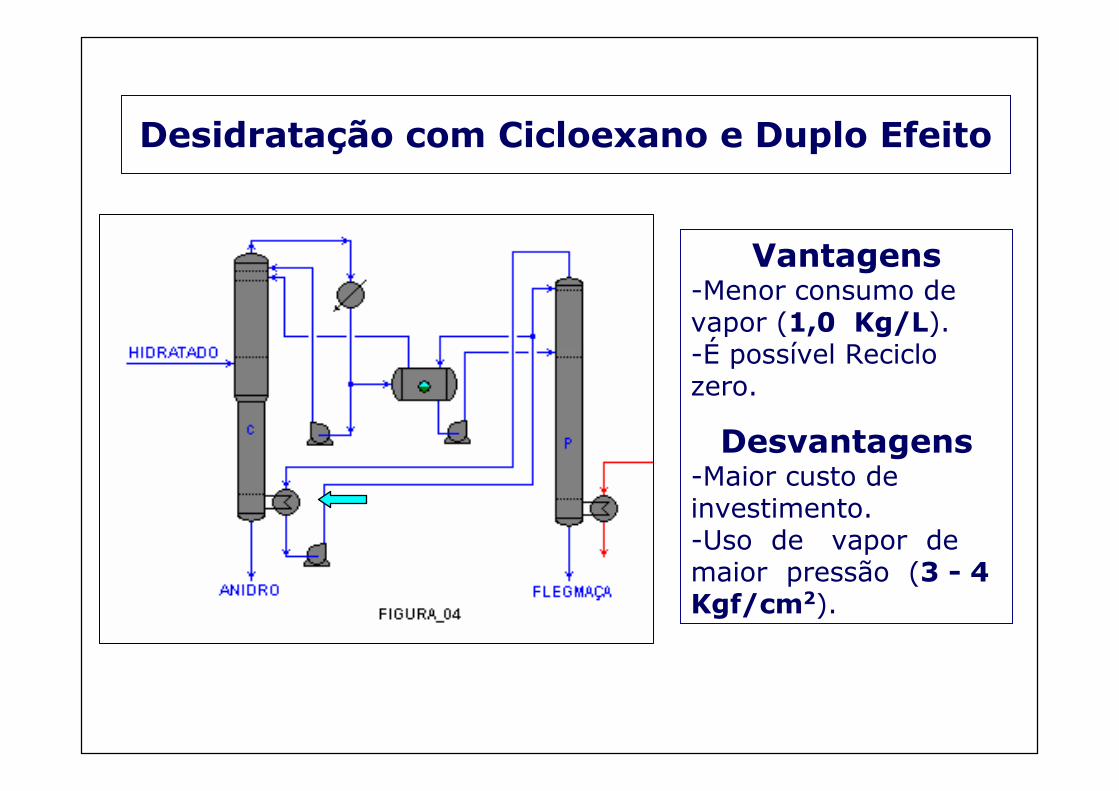
Desidratação com Cicloexano e Duplo Efeito
Vantagens-Menor consumo de vapor (1,0 Kg/L). -É possível Reciclo zero.
Desvantagens-Maior custo de investimento.-Uso de vapor de maior pressão (3 - 4 Kgf/cm2).
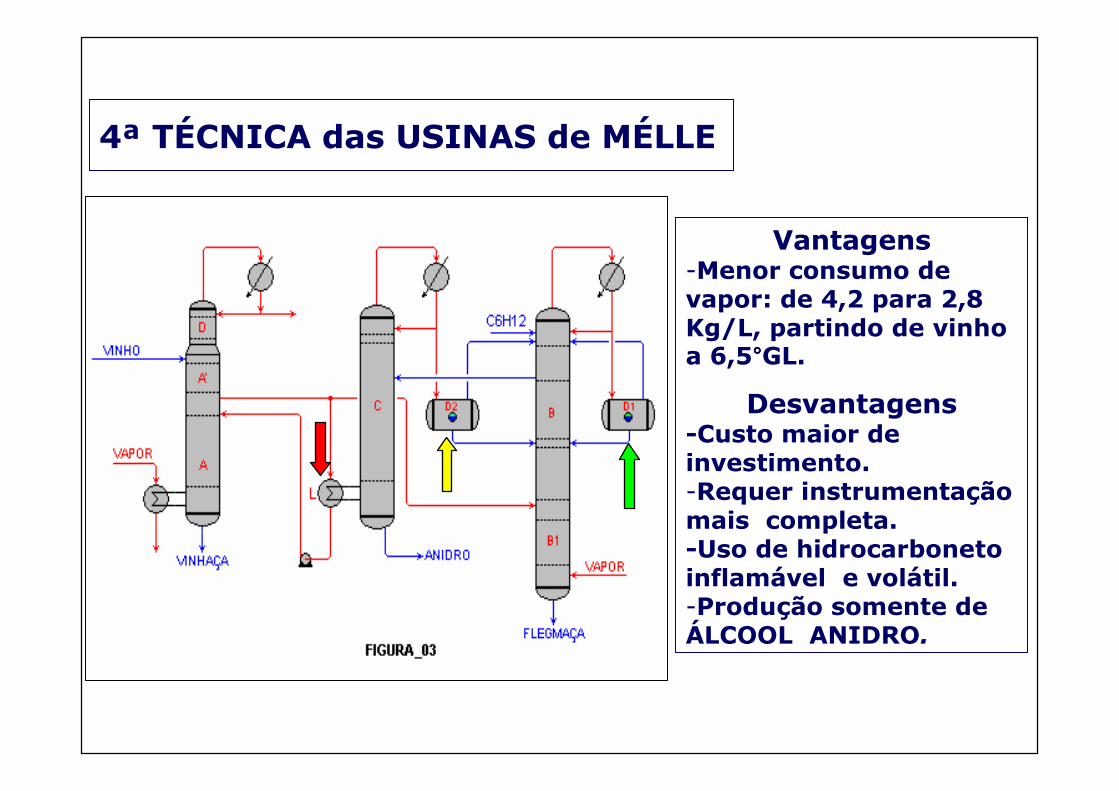
4ª TÉCNICA das USINAS de MÉLLE
Vantagens-Menor consumo de vapor: de 4,2 para 2,8 Kg/L, partindo de vinho a 6,5°°°°GL.
Desvantagens-Custo maior de investimento.-Requer instrumentação mais completa.-Uso de hidrocarboneto inflamável e volátil.-Produção somente de ÁLCOOL ANIDRO.
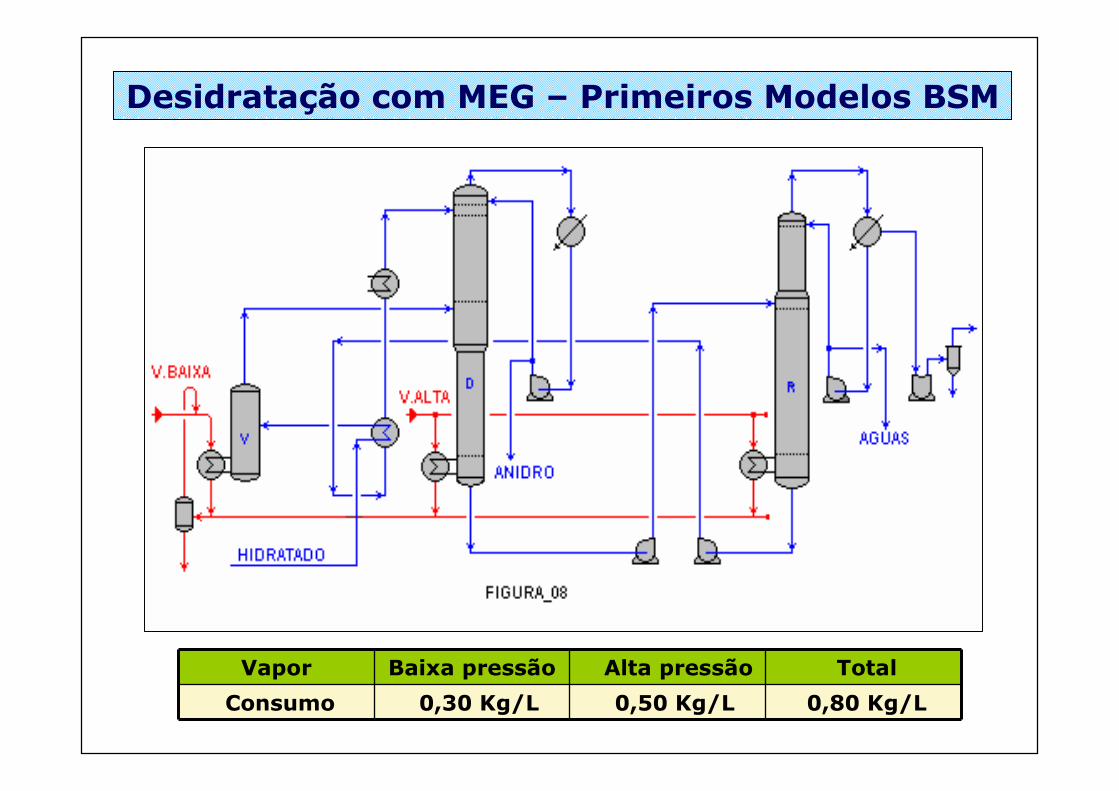
Desidratação com MEG – Primeiros Modelos BSM
Consumo
Vapor
0,80 Kg/L0,50 Kg/L0,30 Kg/L
TotalAlta pressãoBaixa pressão
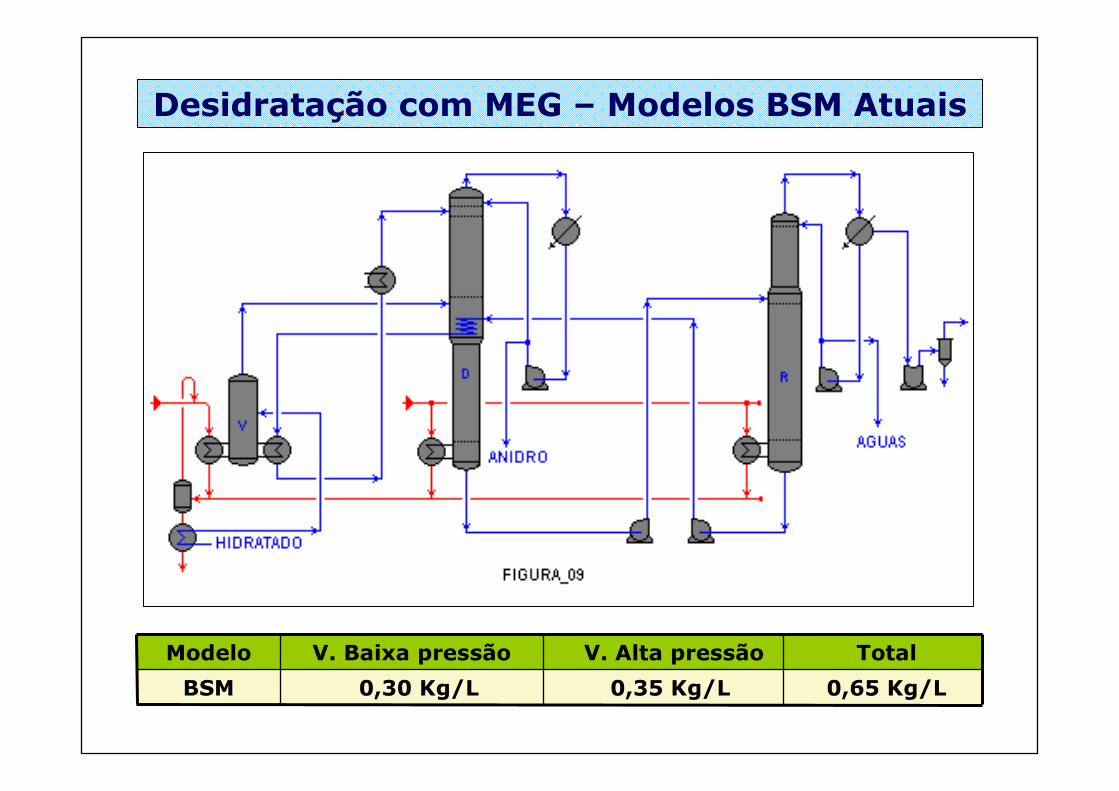
0,65 Kg/L0,35 Kg/L0,30 Kg/LBSM
Modelo TotalV. Alta pressãoV. Baixa pressão
Desidratação com MEG – Modelos BSM Atuais
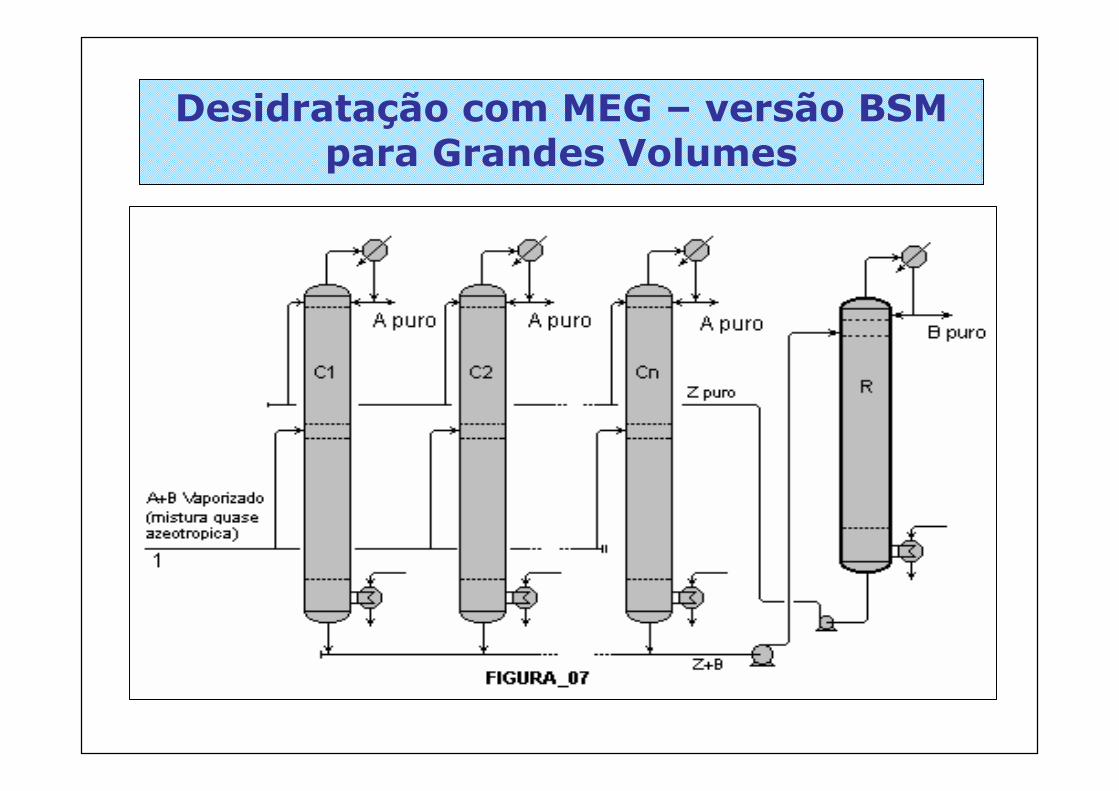
Desidratação com MEG – versão BSM para Grandes Volumes
Destilação Extrativa com MEG - BSM
1.Antigas plantas com Ciclo convertidas para MEG duplicam produção
2.Baixas taxas de escoamento de vapor permite construir unidades de escala muito elevada (1.000.000 Litros/dia). Melhor aproveitamento de economias de escala.
3.Opção de várias Desidratadoras com uma única regeneradora permite construir unidades ainda maiores.
4.Baixa sensibilidade do processo ao teor alcoólico do hidratado alimentado. É possível utilizar hidratado de menor teor alcoólico, reduzindo o consumo de vapor do processo como um todo.
Desidratação com Peneira Molecular
•Sólidos Porosos (Zeólita) seletivos, aprisionam preferencialmente água e liberam ETANOL anidro.
•Regenerações periódicas da Zeólita reciclando soluções alcóolicas diluídas que devem ser redestiladas.
•Baixo consumo de vapor; deve ser considerado o consumo de vapor na redestilação das soluções alcoólicas recicladas (0,80 Kg de Vapor/L de álcool).
•Os processos mais modernos prevêem sistemas integrados que solucionam o consumo excedente de energia na redestilação (0,55 Kg/L).
•Baixo Consumo de Vapor de Alta Pressão (0,05 Kg/L).
•Poucas empresas fabricam Zeólitas em nível mundial, produto importado e de custo relativamente elevado (≅≅≅≅¼ do Custo total do Equipamento).
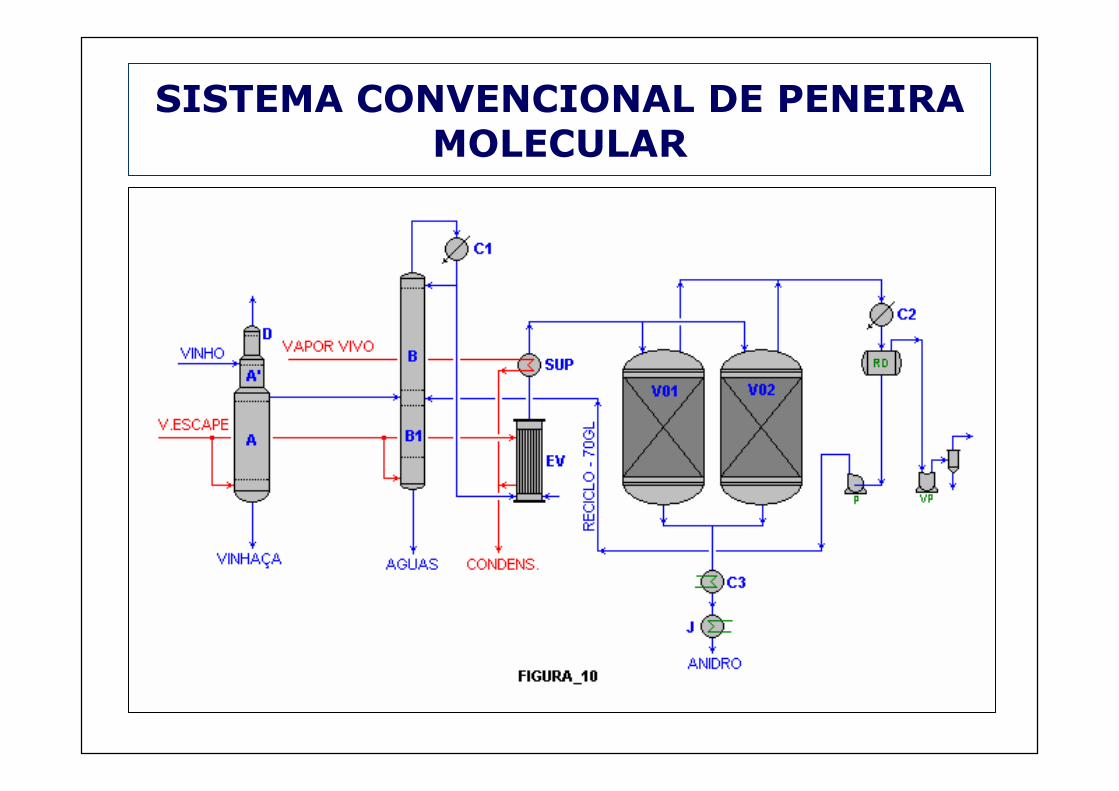
SISTEMA CONVENCIONAL DE PENEIRA MOLECULAR
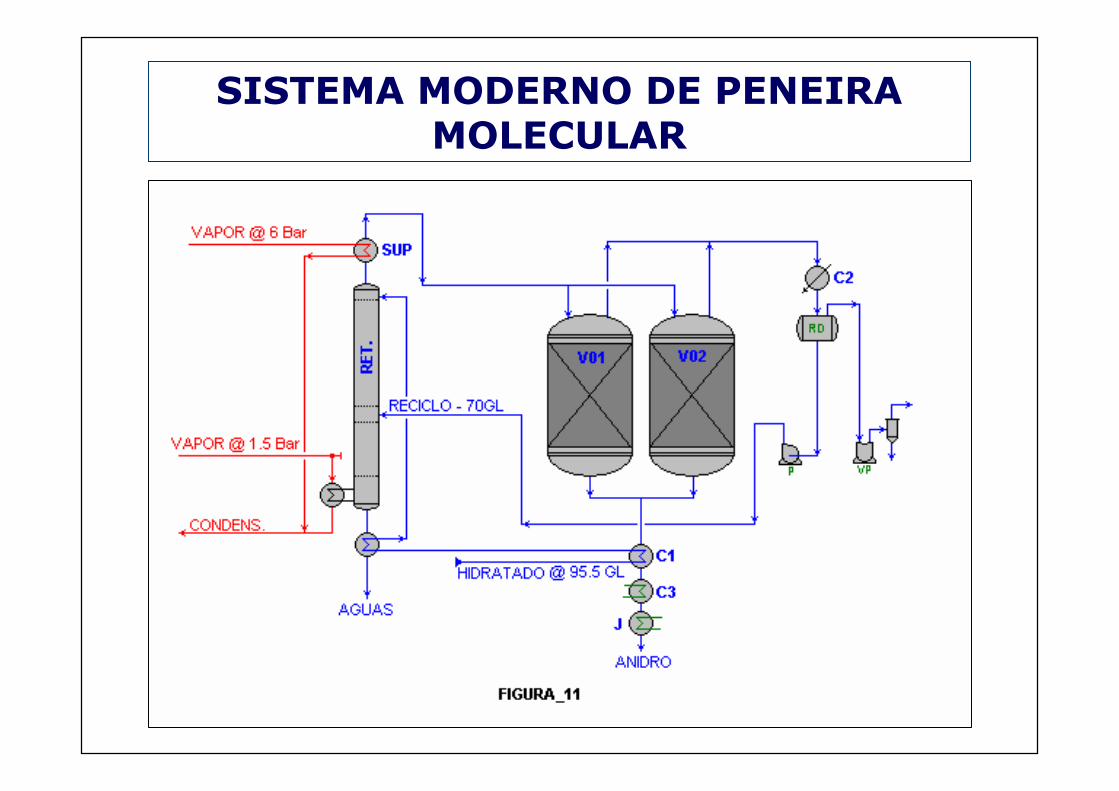
SISTEMA MODERNO DE PENEIRA MOLECULAR
0
5
10
15
20
25
30
2000 2001 2002 2003 2004 2005
ANO
% PARTICIP
AÇÃO
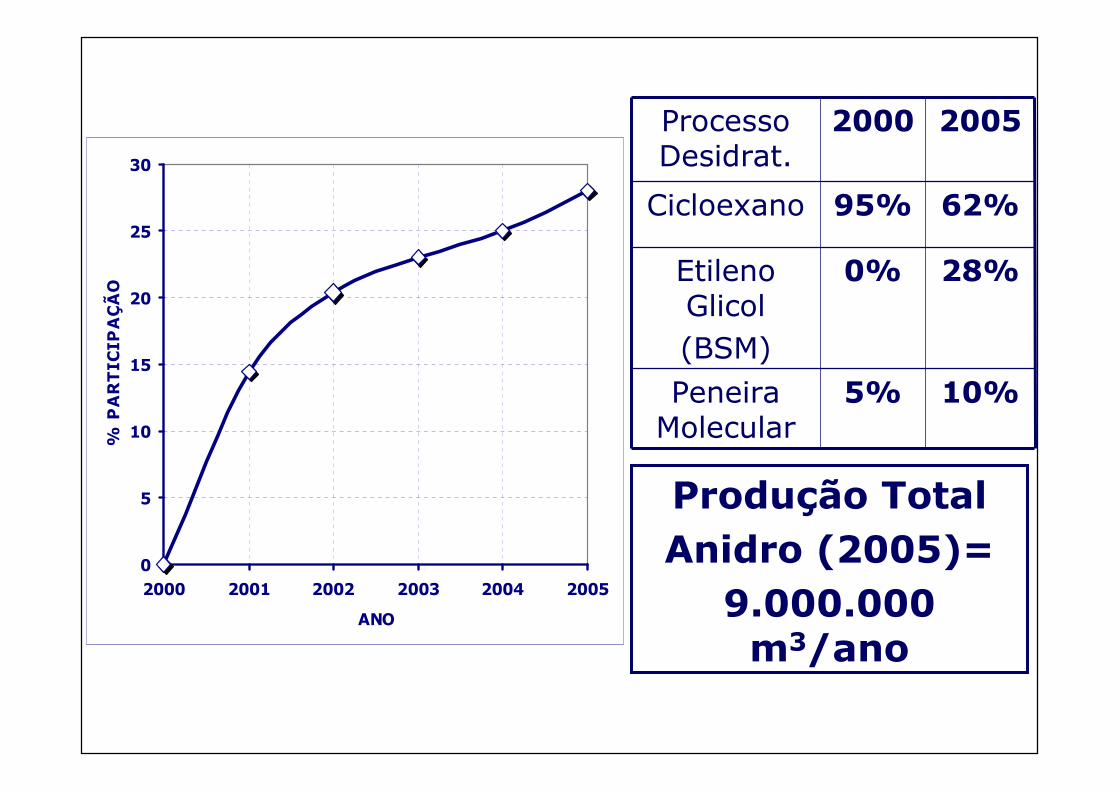
10%5%Peneira Molecular
28%0%Etileno Glicol(BSM)
62%95%Cicloexano
20052000Processo Desidrat.
Produção Total Anidro (2005)=
9.000.000 m3/ano
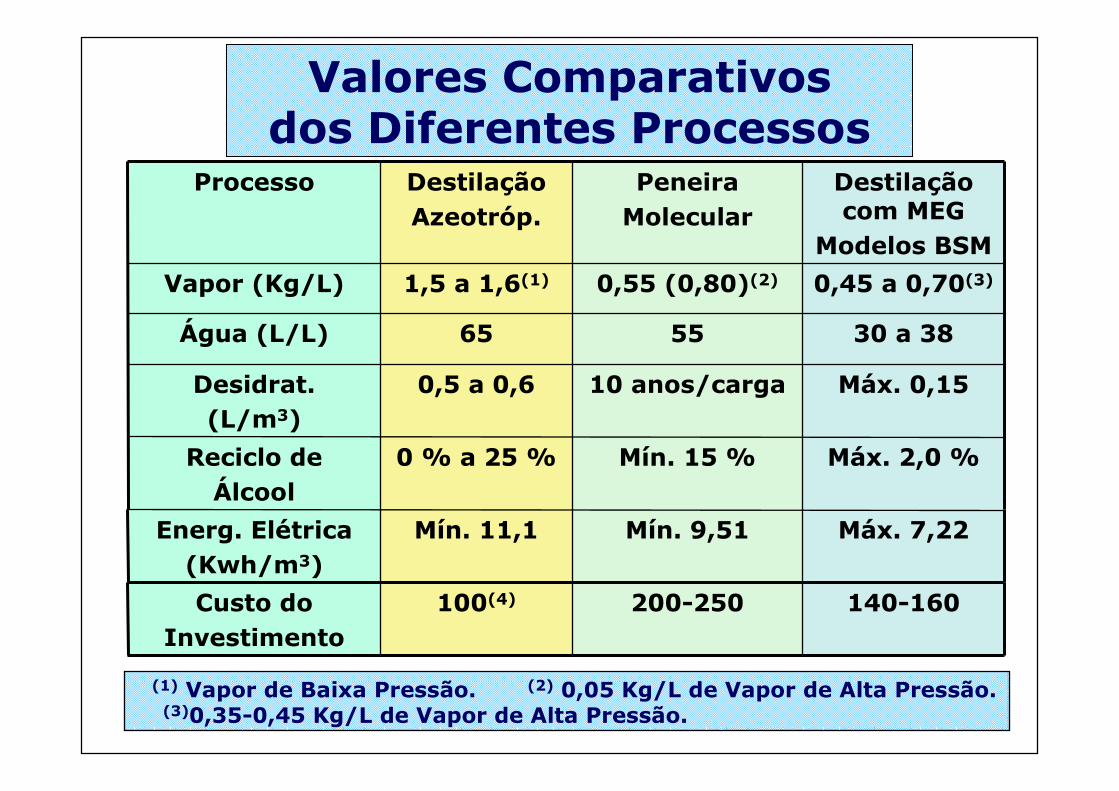
Valores Comparativos dos Diferentes Processos
Máx. 7,22Mín. 9,51Mín. 11,1Energ. Elétrica(Kwh/m3)
140-160200-250100(4)Custo do Investimento
Máx. 2,0 %Mín. 15 %0 % a 25 % Reciclo de Álcool
Máx. 0,1510 anos/carga0,5 a 0,6Desidrat.(L/m3)
30 a 385565Água (L/L)
0,45 a 0,70(3)0,55 (0,80)(2)1,5 a 1,6(1)Vapor (Kg/L)
Destilação com MEG
Modelos BSM
PeneiraMolecular
DestilaçãoAzeotróp.
Processo
(1) Vapor de Baixa Pressão. (2) 0,05 Kg/L de Vapor de Alta Pressão. (3)0,35-0,45 Kg/L de Vapor de Alta Pressão.
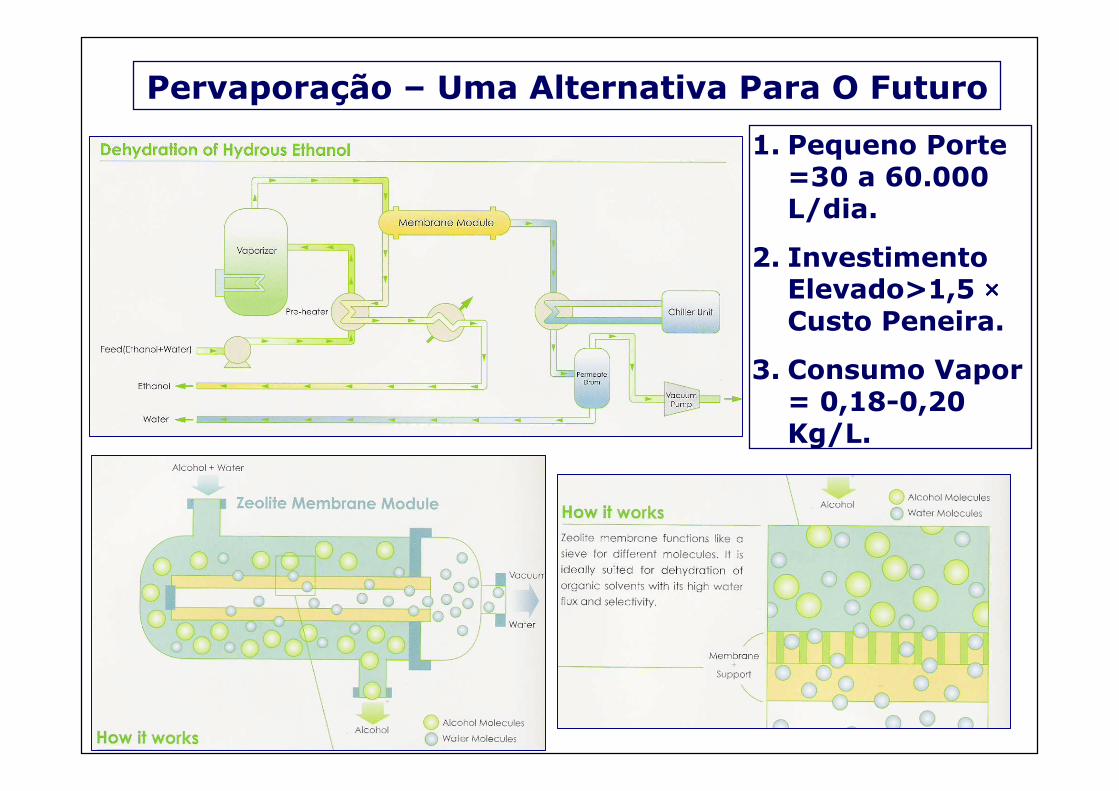
Pervaporação – Uma Alternativa Para O Futuro
1. Pequeno Porte =30 a 60.000 L/dia.
2. Investimento Elevado>1,5 ××××Custo Peneira.
3. Consumo Vapor = 0,18-0,20 Kg/L.
Grato
pela
Atenção





























