Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
CURSO DE ENGENHARIA MECÂNICA
FABRICAÇÃO DE UM DINAMÔMETRO PARA
MEDIÇÃO DE FORÇA NO CORTE ORTOGONAL
INGISSON IAGO DA SILVA BRAGA
NATAL- RN, 2019

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
CURSO DE ENGENHARIA MECÂNICA
FABRICAÇÃO DE UM DINAMÔMETRO PARA
MEDIÇÃO DE FORÇA NO CORTE ORTOGONAL
INGISSON IAGO DA SILVA BRAGA
Trabalho de Conclusão de Curso
apresentado ao curso de Engenharia
Mecânica da Universidade Federal do Rio
Grande do Norte como parte dos requisitos
para a obtenção do título de Engenheiro
Mecânico, orientado pelo Prof. Dr.
Anderson Clayton Alves de Melo.
NATAL - RN
2019

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
CURSO DE ENGENHARIA MECÂNICA
FABRICAÇÃO DE UM DINAMÔMETRO PARA
MEDIÇÃO DE FORÇA NO CORTE ORTOGONAL
INGISSON IAGO DA SILVA BRAGA
Banca Examinadora do Trabalho de Conclusão de Curso
Prof. Dr. Anderson Clayton Alves de Melo ___________________________
Universidade Federal do Rio Grande do Norte - Orientador
Prof. Dr. Ulisses Borges Souto ___________________________
Universidade Federal do Rio Grande do Norte - Avaliador Interno
Prof. Eng. Edmilson Dantas de Lima Jr. ___________________________
Instituto Federal de Educação, Ciência e Tecnologia do Ceará - Avaliador Externo
NATAL, 27 de Junho de 2019.

i
Agradecimentos
Este trabalho não poderia ser concluído sem a ajuda de diversas pessoas as
quais presto minha homenagem:
Aos meus pais, Francisco Ivo e Maria Josenilda, pelo apoio e incentivo em
todos os momentos e que sempre priorizaram minha educação e bem-estar
Aos técnicos do Laboratório de Manufatura da UFRN, Elmar Damasceno, João
Maria Alves Frazão, pela disposição, paciência e conselhos para a realização desse
trabalho.
Ao professor Dr. Anderson Clayton Alves de Melo, pela confiança depositada,
pelos ensinamentos, pela paciência e, principalmente por sua dedicação para orientar
esse trabalho.

ii
Braga, I. I.S. Fabricação de um dinamômetro para medição de força no corte
ortogonal. 2019. 50 p. Trabalho de Conclusão de Curso (Graduação em
Engenharia Mecânica) - Universidade Federal do Rio Grande do Norte, Natal-RN,
2019.
Resumo
Este trabalho teve como finalidade a elaboração de um projeto e
construção de um dinamômetro para medição das componentes da força de
usinagem no corte ortogonal (forças de corte e de avanço). O projeto foi baseado
em células de carga com capacidade de 50 kgf e no uso da plataforma Arduino.
Foi preciso a elaboração de um dispositivo especial que conseguisse aliar a rigidez
necessária à usinagem, com os graus de liberdade requeridos para a deformação
das células de carga usadas nas direções de corte e avanço. O dispositivo foi
concebido com auxílio do software SolidWorks® versão premium 2013 x64 Edition
SP03, e sua construção foi realizada no Laboratório de Manufatura da
Universidade Federal do Rio Grande do Norte (UFRN). A calibração do sistema foi
feita usando massas-padrão pertencentes ao Laboratório de Metrologia da UFRN.
Ao final de sua construção e calibração foi possível observar que o protótipo
desenvolvido apresentou resultado satisfatório, ficando o mesmo disponível para o
desenvolvimento de futuros trabalhos a nível de graduação e pós-graduação no
Laboratório de Manufatura da UFRN.
Palavras-chave: Força de corte, Força de avanço, Corte ortogonal, Arduino.

iii
Braga, I. I.S. Design and manufacture of a dynamometer for force
measurement in orthogonal cutting. 2019. 50 p. Conclusion work project
(Graduate in Mechanical Engineering) - Federal University of Rio Grande do Norte,
Natal-RN, 2019.
Abstract
This work aimed to design and manufacture a dynamometer for measuring
the force components in orthogonal cutting (cutting and feed forces). The design
was based on 50 kgf load cells and on the Arduino platform. It was designed a
special device able to combine adequate stiffness for the machining operation and
degrees of freedom for the load cells deformation. It was used the SolidWorks®
version premium 2013 x64 Edition SP03 for the project design, and its manufacture
was performed at the Manufacturing Laboratory at UFRN. Part of calibration was
performed using standard weights from the Metrology Laboratory (UFRN). Finally,
it was possible to conclude that the prototype showed satisfactory performance and
it can be used for future developments at the Manufacturing Laboratory.
.
Keywords: Cutting force, Feed force, Orthogonal cutting, Arduino.

iv
Lista de Ilustrações
Figura 1 – Arestas e superfícies de uma ferramenta de tornear ________________ 2
Figura 2 – Planos dos sistemas de referência da ferramenta __________________ 3
Figura 3 – Ângulos de saída e de folga de uma ferramenta de corte. ____________ 3
Figura 4 – Ferramenta de corte com ângulo de folga maior do que zero e outra
(incorreta) com ângulo de folga igual a zero. _______________________________ 4
Figura 5 – Ferramenta de corte com ângulo de saída positivo e negativo. ________ 5
Figura 6 – Forças de usinagem no torneamento e suas principais componentes. __ 6
Figura 7 – Círculo de Merchant. ________________________________________ 7
Figura 8 – Extensômetro. _____________________________________________ 8
Figura 9 – Ponte de Wheatstone. _______________________________________ 9
Figura 10 – Projeto de Dinamômetro ____________________________________ 10
Figura 11 – Suporte _________________________________________________ 11
Figura 12 – Cabo ___________________________________________________ 11
Figura 13 – Pino-pivô _______________________________________________ 12
Figura 14 – Porta-célula horizontal _____________________________________ 13
Figura 15 – Porta-célula vertical _______________________________________ 13
Figura 16 – Tensor horizontal _________________________________________ 14
Figura 17 – Tensor vertical ___________________________________________ 15
Figura 18 – Célula de carga __________________________________________ 16
Figura 19 – Modelo de ponte de Wheastone com uso de célula de carga _______ 16
Figura 20 – Módulo Amplificador HX711 _________________________________ 17

v
Figura 21 – Esquema de ligação para obtenção de forças com o uso de uma célula
de carga. _________________________________________________________ 18
Figura 22 – Teflon® inserido no pino-pivô para diminuir o atrito _______________ 19
Figura 23 – Suporte e cabo ligados pelo pino-pivô. _________________________ 20
Figura 24 – Fabricação do elemento de suporte para as células de carga. ______ 20
Figura 25 – Sistema de molas para auxiliar obtenção de força de avanço. ______ 21
Figura 26 – Parafusos usinados para fixação da mola de compressão. _________ 21
Figura 27 – Dinamômetro montado na plaina limadora para sua calibração. _____ 22
Figura 28 – Metodologia adotada para o processo de calibração ______________ 23
Figura 29 – Gráfico leitura da célula de carga x tempo. _____________________ 25
Figura 30 – Dinamômetro ____________________________________________ 25
Figura 31 – Circuito utilizado para obtenção de força de usinagem ____________ 26
Figura 32 – Curva de calibração _______________________________________ 27

vi
Sumário
Agradecimentos ............................................................................................... i
Resumo .......................................................................................................... ii
Abstract ......................................................................................................... iii
Lista de Ilustrações ........................................................................................ iv
Sumário ......................................................................................................... vi
1 Introdução .................................................................................................... 1
1.1 Objetivo geral ........................................................................................ 1
1.2 Objetivos específicos ............................................................................ 1
2 Revisão Bibliográfica ................................................................................... 2
2.1 Geometria da ferramenta de corte ........................................................ 2
2.2 Forças de usinagem .............................................................................. 5
2.2.1 Forças no corte ortogonal ............................................................... 6
2.3 Sensores para medição de força .......................................................... 7
2.3.1 Célula de carga a base de extensômetros ..................................... 8
3 Metodologia ............................................................................................... 10
3.1 Projeto ................................................................................................. 10
3.1.1 Projeto mecânico .......................................................................... 10
3.1.2 Projeto do circuito de aquisição dos sinais de força ..................... 15
3.2 Construção .......................................................................................... 19
3.2.1 Componentes mecânicos ............................................................. 19
3.2.2 Circuito de aquisição de dados ..................................................... 21
3.3 Calibração ........................................................................................... 22
4 Resultados e Discussões .......................................................................... 25
4.1 Construção do dinamômetro ............................................................... 25
4.2 Construção do circuito ........................................................................ 25
4.3 Calibração ........................................................................................... 26

vii
5 Conclusões ................................................................................................ 28
6 Referências ............................................................................................... 29
7 Anexos ....................................................................................................... 30

1
1 Introdução
Segundo Ferraresi (1977), tanto na prática como na pesquisa, é de grande
importância o conhecimento das forças de corte na usinagem, pois permitem o cálculo
da potência de usinagem e consequentemente a determinação do rendimento da
máquina, para diferentes cargas, e velocidade de trabalho.
Assim, diversos trabalhos experimentais em usinagem, principalmente na
área acadêmica, necessitam de estudos detalhados acerca das forças que surgem
nos diversos processos de usinagem, afim de possibilitar um maior desempenho na
operação. Para a aferição das forças decorrentes do torneamento são normalmente
utilizados dinamômetros.
Atualmente, as células de carga são um dos instrumentos mais utilizados para
a medição de força. O mais difundido é célula de carga baseada em extensômetros,
porém ainda é possível apresentar outras variações, como células piezoeléctricas,
capacitivas, indutivas, entre outras.
As células de carga baseadas em extensômetros são dispositivos capazes de
medir força devido à deformação de um corpo sólido, gerando uma reposta
proporcional à carga aplicada. As principais razões para a sua aplicação estão
diretamente ligadas ao seu baixo custo, tamanhos reduzidos e a possibilidade de
realização de medições dinâmicas.
1.1 Objetivo geral
Construir um equipamento capaz de ser utilizado num torno mecânico
convencional para a obtenção de forças decorrentes do processo de corte ortogonal.
1.2 Objetivos específicos
Realizar o projeto em software SolidWorks® versão premium 2013 x64 Edition
SP03 de um sistema que atenda às exigências requeridas.
Desenvolver um circuito para utilização de célula de carga ligada à plataforma
Arduino.
Obter leituras do sensor em tempo real por meio de gráficos.

2
2 Revisão Bibliográfica
2.1 Geometria da ferramenta de corte
Definir a geometria da ferramenta de corte é de vital importância para o
desempenho e qualidade da usinagem. A Figura 1 apresenta uma ferramenta de
barra, muito usada em operações de torneamento, mostrando suas principais arestas
e superfícies.
Figura 1 – Arestas e superfícies de uma ferramenta de tornear
Fonte: Machado et al. (2009)
• Superfície de saída (A): é a superfície da cunha de corte sobre a qual o
cavaco se move;
• Superfície de folga: superfície que determina a folga entre a ferramenta
e a superfície em usinagem. Distinguem-se a superfície principal de folga (Aα)
e a superfície secundária de folga (Aα');
• Arestas de corte: são definidas pela interseção das superfícies de saída
e de folga. Sendo a aresta principal de corte (S) aquela cuja cunha de corte é
observada na direção de avanço, e a aresta secundária e corte (S') indicada
na direção contrária à direção de avanço.
• Ponta de corte: é a interseção das arestas principal e secundaria de
corte, servindo como referência para a determinação das superfícies e dos
ângulos de cunha de corte.
A Figura 2 ilustra os planos do sistema de referência da ferramenta, os quais
são essenciais para determinação dos ângulos da ferramenta.

3
Figura 2 – Planos dos sistemas de referência da ferramenta
Fonte: Pereira (2011)
• Plano de referência da ferramenta (Pr): perpendicular à direção
admitida de corte, escolhida de modo que esse plano seja o mais
paralelo ou perpendicular possível à superfície ou eixo da ferramenta.
• Plano de corte da ferramenta (Ps): é o plano que passando pela aresta
de corte, é perpendicular ao plano de referência da ferramenta.
• Plano dorsal da ferramenta: (Pp): perpendicular aos planos de
referência da ferramenta e admitido de trabalho.
• Plano ortogonal da ferramenta: é o plano ortogonal aos planos de
referência e de corte da ferramenta;
No plano ortogonal, três ângulos são medidos, o ângulo de folga da
ferramenta, o ângulo de cunha da ferramenta, e o ângulo de saída da ferramenta
(Figura 3).
Figura 3 – Ângulos de saída e de folga de uma ferramenta de corte.
Fonte: Fitzpatrick (2013)

4
Para evitar atrito entre a peça e a superfície de folga da ferramenta, uma
inclinação é necessária entre o flanco da ferramenta e a peça. Uma ferramenta sem
essa folga (Figura 4) não usinará o material e irá superaquecer rapidamente. O ângulo
formado devido a essa inclinação entre a superfície de folga e o plano de corte da
ferramenta recebe o nome de ângulo de folga e geralmente varia entre 5º e 20º,
dependendo principalmente da resistência mecânica do material, pois valores muitos
elevados enfraquecem a cunha de corte e podem quebrar a ferramenta e em valores
muito baixos ocorrerá uma maior concentração de calor. O aumento do ângulo, não
acarretará efeito algum na operação de corte.
Figura 4 – Ferramenta de corte com ângulo de folga maior do que zero e outra (incorreta)
com ângulo de folga igual a zero.
Fonte: Fitzpatrick (2013)
Localizada entre a superfície de saída e o plano de referência da ferramenta,
o ângulo de saída (α) influencia diretamente na potência e força de corte, e
consequentemente na temperatura e no acabamento da superfície usinada. De
acordo com Fitzpatrick (2013), há muito atrito no ponto de contato entre o cavaco e a
superfície de saída por onde o cavaco é expelido. Essa zona de forte pressão de saída
é fundamental para a ação de corte. Um maior ângulo de saída define uma geometria
positiva, que deforma o cavaco ao mínimo, enquanto um ângulo negativo, deforma-o
mais (Figura 5).

5
Figura 5 – Ferramenta de corte com ângulo de saída positivo e negativo.
Fonte: Fitzpatrick (2013)
O ângulo de cunha da ferramenta é formado pelas superfícies de saída e de
folga. Os ângulos de folga (α), de cunha (β) e de saída () são complementares,
portanto:
𝛼 + 𝛽 + = 90° (1)
2.2 Forças de usinagem
As componentes da força de usinagem são dependentes dos parâmetros do
processo, da geometria e do material da ferramenta de corte. O conhecimento destas
é de fundamental importância, pois influenciam na capacidade de obtenção de
tolerâncias apertadas, na temperatura de corte, no desgaste da ferramenta e,
consequentemente, na viabilidade econômica do processo.
Normalmente a força de usinagem é o resultado da composição de três
componentes: (1ª) Forças de corte (Fc), que é a projeção da força de usinagem na
direção de corte; (2ª) Força de avanço (Ff), que a projeção da força de usinagem na
direção do avanço; e (3ª) Força passiva (Fp), que é a projeção da força de usinagem
perpendicular ao plano de trabalho (plano que contém as direções de corte e de
avanço). Portanto, a partir de suas principais componentes, a força de usinagem pode
ser obtida a partir da Equação 1:
𝐹𝑢 = √𝐹𝑐2 + 𝐹𝑝
2 + 𝐹𝑓2 (2)
A Figura 6 apresenta um esquema mostrando a foça de usinagem e suas
principais componentes para a operação de torneamento (corte tridimensional).

6
Figura 6 – Forças de usinagem no torneamento e suas principais componentes.
Fonte: Machado et al. 2009
2.2.1 Forças no corte ortogonal
No corte ortogonal as componentes da força de usinagem irão atuar em único
plano, o plano de trabalho. Assim, por serem perpendiculares, as forças de corte (Fc)
e de avanço (Ff) podem ser facilmente obtidas através do uso de um dinamômetro
biaxial.
A decomposição da força de usinagem (Fu) nas diversas direções obedece a
um teorema da geometria que permite representar todos as componentes em um
círculo, onde Fu é o seu diâmetro. Essa representação é conhecida por Círculo de
Merchant, pesquisador que foi o primeiro a idealizá-la (MACHADO et al.,2009).
A Figura 7 apresenta o círculo de Merchant (corte ortogonal) mostrando a
força de usinagem (Fu) e suas principais componentes: Força tangente ao plano de
cisalhamento primário (Fz), força normal ao plano de cisalhamento primário (Fnz), força
de atrito (Ft) e força normal (Fn). Nota-se as componentes de corte (Fc), assentada
sobre a direção de corte, e de avanço(Ff) sobre a direção de avanço, podem ser
aferidos por um dinamômetro e todos os outros componentes podem ser
determinados em função do ângulo de saída da ferramenta e do ângulo do plano de
cisalhamento.

7
Figura 7 – Círculo de Merchant.
Fonte: Machado et al. (2009)
2.3 Sensores para medição de força
A força que atua sobre um objeto, provoca a sua deformação. Esta
deformação pode ser medida de forma mecânica, ótica, acústica, pneumática ou
elétrica (VIEIRA, 2016). Por muito tempo as molas foram frequentemente utilizadas
para a medição das forças por meio da Lei de Hooke, conhecida assim por conta do
cientista inglês Robert Hooke (1635 – 1703), que observou que a deformação sofrida
por qualquer mola é proporcional à força nela aplicada. Assim, utilizando-se de uma
mola fixa em uma das extremidades e aplicando uma força na outra é possível
observar a deformação desta. Esse é o princípio de funcionamento de um
dinamômetro simples.
Também é possível realizar a medição de forças a partir do uso de uma célula
de carga, que consiste em um sensor que gera sinal elétrico a partir de sua
deformação, promovida por uma força proporcional. Este sinal pode ser uma variação
de tensão elétrica, corrente ou frequência dependendo do tipo de célula e circuito
usado (VIEIRA, 2016).
As células de carga podem ser piezoelétricas, onde a partir de uma força
mecânica o material que a constitui é capaz de gerar uma tensão elétrica como
resposta; com o uso de extensômetros, em que elementos resistivos estão colados
estrategicamente na estrutura da célula a fim de acompanhar a sua deformação de
modo que, quando o elemento é esticado, ocorre um aumento da resistência elétrica,
e quando o mesmo é comprimido, a resistência elétrica diminui.

8
2.3.1 Célula de carga a base de extensômetros
Se um dado material é tracionado, a força aplicada no material é proporcional
à deformação causada na região elástica, mantendo uma relação constante entre a
magnitude da força externa e a quantidade de deformação (ANDOLFATO et al., 2004).
Os extensômetros são colados em uma estrutura metálica que vai sofrer deformação
quando uma força é aplicada na mesma (Figura 8), constituindo uma célula de carga
a base de extensômetros.
Figura 8 – Extensômetro.
Fonte: Vieira (2016)
O extensômetro deve ser montando seguindo a teoria da ponte de
Wheastone. Desenvolvida por Charles Wheastone (1802-1875), a ponte é um circuito
elétrico formada por 4 elementos resistivos em formato de losango, de modo que é
possível utilizá-lo para medir uma resistência desconhecida. Os extensômetros podem
ser utilizados na ponte em três configurações distintas: ponte completa, meia ponte e
um quarto de ponte, de acordo com o número de extensômetros utilizados, 4, 2 ou 1,
respetivamente. A Figura 9, representa a configuração com a utilização de 4
extensômetros (ponte completa).

9
Figura 9 – Ponte de Wheatstone.
Fonte: Vieira (2016)
A seguir apresenta-se a metodologia utilizada neste trabalho.

10
3 Metodologia
Diante da carência de equipamentos para medição de força de usinagem do
Laboratório de Manufatura, o presente trabalho buscou o desenvolvimento e
fabricação de um dinamômetro para utilização no torno mecânico IMOR-II-520. O
equipamento será de grande utilidade para o desenvolvimento de futuros trabalhos a
nível de graduação e pós-graduação no laboratório.
Para simplificar a aquisição de dados e focar em uma objetividade maior
acerca dos valores obtidos, foi definido um sistema de usinagem com corte ortogonal,
pois as duas componentes da força de usinagem atuam em único plano (plano de
trabalho). Assim, por serem perpendiculares, as forças de corte (Fc) e de avanço (Ff)
podem ser facilmente obtidas.
Para uma melhor exposição da metodologia adotada, o presente trabalho foi
dividido em elementos mecânicos e elementos eletrônicos.
3.1 Projeto
3.1.1 Projeto mecânico
A Figura 10 mostra o conjunto básico do projeto do dinamômetro. A seguir,
passa-se a descrever suas principais partes, destacadas em negrito.
Figura 10 – Projeto de Dinamômetro

11
O dinamômetro foi desenvolvido a partir de um suporte (porta-bits) padrão
para ferramentas (bits) de ½”, de dimensões 150 x 28 x 26. (Figura 11).
Figura 11 – Suporte
O dispositivo foi projetado de modo a permitir o deslocamento do suporte nas
direções de corte (para medição de Fc) e de avanço (para medição de Ff) e,
simultaneamente, permanecer rígido o suficiente para que suportasse a dinâmica da
operação de corte (corte ortogonal).
Como as duas componentes da força de usinagem devem ser medidas no
contato ferramenta/peça, estabeleceu-se que o suporte deveria ser o elemento móvel
do dispositivo. Assim, foi preciso desenvolver um elemento fixo que seria usado para
fixação do dinamômetro na torre porta-ferramentas do torno, denominada cabo.
Nesse caso, suas medidas foram baseadas nas dimensões do suporte e do castelo
do torno usado como referência. A Figura 12 mostra o desenho para fabricação do
cabo, de dimensões 160 x 32 x 31.
Figura 12 – Cabo

12
Definidas as partes fixa e móvel do dispositivo, foi preciso desenvolver uma
ligação entre as duas de modo a permitir liberdade de movimentos do suporte em
relação ao cabo nas direções dos movimentos de corte e de avanço. Assim, foi
projetado a ser construído em aço ABNT 1020, o pino-pivô, conforme Figura 13.
Figura 13 – Pino-pivô
O pino-pivô deverá ser montado no furo passante presente no cabo por
interferência. À outra extremidade do pino-pivô foi montada uma jaqueta de teflon
(Figura 22). Esta jaqueta tem por finalidade reduzir o atrito entre o pino-pivô e as
guias horizontais feitas no suporte (Figura 11) com a finalidade de permitir pequenos
deslocamentos na direção do movimento de avanço.
Na sequência, partiu-se para a definição do posicionamento das células de
carga.
Como a força de corte (Fc) atua na direção do movimento de corte, sempre no
sentido de cima para baixo, foi projetado um porta-célula horizontal, usinado em aço
ABNT 1020 e fixado por meio de parafusos no cabo, e abaixo do suporte. Para
acomodar a célula de carga, será construído conforme mostrado na Figura 14.

13
Figura 14 – Porta-célula horizontal
Para o posicionamento da célula de carga responsável pela medição da
componente de avanço da força de usinagem, foi projetado um porta-célula vertical
(Figura 15). Assim como no caso anterior, este foi fixado por 3 parafusos Allen M6 no
cabo.
Figura 15 – Porta-célula vertical
O porta-célula vertical foi projetado com o intuito de manter a célula de
carga entre ele e o suporte.

14
Diferentemente da força de corte (FC), a força de avanço (Ff) atua tanto no
sentido de se aproximar da peça de trabalho (caso a mesma tenha um ângulo de saída
positivo) ou de se distanciar desta (caso a mesma tenha um ângulo de saída negativo).
Antecipando as possibilidades descritas no parágrafo anterior, sabendo que o
funcionamento da célula de carga ocorre por meio de sua deformação e tendo em
vista que a força de avanço normalmente mostra valores menores do que a força de
corte, foi desenvolvido um sistema que possibilitasse a aplicação de uma pré-carga
no sensor. Partindo dessa configuração como sendo o ponto inicial, o suporte teria
liberdade para se deslocar em ambos os sentidos (na direção do movimento de
avanço), apresentando valores positivos de força quando pressionado contra o sensor
e valores negativos no sentido contrário.
Para possibilitar o pré-carregamento descrito no parágrafo anterior, foram
usadas molas de tração com suas extremidades presas no suporte por meio de
parafusos Allen M6 e no tensor horizontal (Figura 16). Essa configuração foi
desenvolvida para que com o auxílio de um parafuso Allen M10, forneça as condições
necessárias ao aperto.
Figura 16 – Tensor horizontal
Além de possibilitar a leitura dos valores de força de avanço nos dois sentidos
do movimento de avanço, as molas de tração também exercem o papel de aumentar
a rigidez do sistema.

15
Semelhante ao dispositivo descrito anteriormente para garantir o pré-
carregamento da célula de carga responsável pela medição de Ff, foi desenvolvido um
outro que permitisse o pré-carregamento da célula responsável por medir Fc. Nesse
caso, diferentemente, foi usada uma mola de compressão, confinada entre o tensor
vertical (Figura 17) e o suporte.
Figura 17 – Tensor vertical
Os desenhos de cada uma das peças fabricadas e suas dimensões
encontram-se no final deste texto em ANEXO.
3.1.2 Projeto do circuito de aquisição dos sinais de força
A primeira etapa do projeto do circuito de aquisição dos sinais de força foi
definir o tipo de sensor que seria adotado para obtenção das componentes da força
de usinagem. Nesse caso foram escolhidas células de carga baseadas em
extensômetros, normalmente usadas em projetos com Arduino, com as seguintes
características:
• Capacidade de peso de cada célula: até 50 kg
• Potência nominal: 1,0 ± 0,1 mV/V
• Temperatura, efeito sobre o produto: 0,02% Full Scale/°C
• Equilíbrio zero: ± 0,1000 mV/V
• Impedância de entrada: 1000 ± 20% Ω
• Impedância de saída: 1000 ± 10% Ω
• Resistência de isolamento: 2000 Ohms
• Seguro de Sobrecarga: 120% Full Scale
• Temperatura: -20 ~ 65 °C
• Excitação Tensão: 5VDC
• Tensão máxima de trabalho: 8 VCC

16
Assim, o dinamômetro foi projetado e construído para medição de forças de,
no máximo, 500 N. A Figura 18 mostra uma das células de carga que foram usadas.
Figura 18 – Célula de carga
Fonte: Faranux Electronics (2019)
Neste tipo de sensor os extensômetros são colados na estrutura da célula a
fim de acompanhar sua deformação em resposta a aplicação de uma carga. Assim,
quando o elemento é esticado ocorre um aumento da resistência elétrica e quando o
mesmo é comprimido a resistência elétrica diminui.
A montagem do extensômetro deve seguir a teoria da ponte de Wheastone.
Como essa célula possui dois elementos resistivos de 1000 Ohm, outros dois
resistores de igual valor devem ser inseridos no sistema para completarem a ponte
(Figura 19).
Figura 19 – Modelo de ponte de Wheastone com uso de célula de carga
Fonte: Vieira 2016
Para a leitura dos sinais elétricos provenientes das células de carga foi
utilizado a plataforma Arduino Uno, um microcontrolador que, por meio de
programação específica, processa os sinais provenientes das células de carga e
mostra os valores através de uma interface de comunicação com o usuário. Seguem
algumas características relevantes do Arduino Uno:

17
• Voltagem operacional: 5V
• Voltagem de alimentação (recomendada): 7-12V
• Voltagem de alimentação (limites): 6-20V
• Pinos I/O digitais: 14
• Pinos de entrada analógica: 6
• Corrente contínua por pino I/O: 40 mA
• Memória flash 32 KB (2KB usados para o bootloader)
• SRAM: 2 KB
• EEPROM: 1 KB
Como os sinais enviados pelas células para o Arduino são baixos, foi
necessária a montagem no circuito de um amplificador de sinais. Neste caso foi
utilizado o Módulo HX711, um conversor/amplificador de sinal (analógico digital)
desenvolvido especialmente para o uso com células de carga. Seguem suas principais
características:
• Módulo HX711
• Tensão de operação: 4,8 à 5,5V DC
• Corrente de operação: 1,6mA
• Temperatura de operação: -20 à 85°C
• Interface SPI
• Precisão dos dados: 24 bits
• Frequência de atualização: 80 Hz
• Dimensões: 34x21x02mm
A Figura 20 mostra o módulo HX711
Figura 20 – Módulo Amplificador HX711
Fonte: Faranux Electronics (2019)

18
A Figura 21 apresenta a representação esquemática para ligação entre célula
de carga, resistores, amplificador HX711 e Arduino Uno.
Figura 21 – Esquema de ligação para obtenção de forças com o uso de uma célula de
carga.
Fonte: Faranux Electronics (2019)
Após a montagem do circuito, o próximo passo foi a sua programação.
Como o Arduino Uno e o módulo amplificador hx711 são desenvolvidos para
o funcionamento com uma gama de equipamentos diferentes, foi necessário o
desenvolvimento de um código especifico para o sistema.
O desenvolvimento do código e o carregamento (upload) para o circuito foi
realizado por meio do software Arduino IDE versão 1.8.9. Nesse caso, a linguagem
de programação é baseada em Java e a execução é feita no Windows®, Mac OS X®
e Linux®. Por tratar-se de software livre, apresenta uma variada lista de projetos
disponível na nuvem hospedada pelo GitHub (https://github.com), onde os
desenvolvedores podem trabalhar juntos para revisar, gerenciar e construir projetos.
Assim a programação para esse trabalho foi desenvolvida com o auxílio de códigos
de licença pública.
A própria interface do software Arduino IDE, possui um ambiente para
visualização das leituras e gráficos para avaliação de projetos desenvolvidos na placa,
porém, no presente trabalho, optou-se para que os dados adquiridos durante os
ensaios fossem transferidos para o software Microsoft Office Excel® 2016, para facilitar

19
o armazenamento dos dados. De modo a facilitar a comunicação entre os dois, foi
utilizado ainda o software PLX-DAQ® 2014.
3.2 Construção
3.2.1 Componentes mecânicos
A construção dos componentes mecânicos foi realizada no Laboratório de
Manufatura da UFRN com o auxílio dos equipamentos ali disponíveis.
Seguindo o projeto a primeira peça fabricada foi o cabo. Nesse caso, foi
escolhida uma barra de aço fundido com dimensões próximas às constantes no
projeto.
Com a utilização de uma serra de fita Franho FM-500 o corte foi realizado de
modo que a peça chegou as suas dimensões finais.
Antes de seguir para o próximo componente foi realizado ainda o furo
passante para encaixe do pino-pivô numa fresadora convencional.
O mesmo procedimento de furação da barra fixa foi utilizado para fabricação
do guia horizontal no suporte. Nesse caso, realizou-se previamente um furo de 10
mm de diâmetro e posterior fresamento do rasgo com uma fresa de topo também de
10 mm.
A próxima etapa foi a fabricação do pino-pivô. Para isso foi usado o torno
mecânico IMOR-II-520. O material do pino foi aço ABNT 1020. Posteriormente, foi
inserido uma capa de Teflon® em volta da sua superfície (Figura 22).
Figura 22 – Teflon® inserido no pino-pivô para diminuir o atrito
Teflon®

20
O pino-pivô foi montado no furo passante de 10 mm de diâmetro presente no
cabo por interferência e com folga no suporte, conforme Figura 23.
Figura 23 – Suporte e cabo ligados pelo pino-pivô.
O próximo passo foi a construção dos porta-células horizontal e vertical.
Foram utilizadas chapas metálicas com alturas próximas às do projeto, sendo
necessário alterar somente suas dimensões de largura e comprimento. Esse processo
foi realizado com a serra de fita, já citada anteriormente, para uma aproximação
grosseira, e com a fresadora convencional para chegar as medidas finais. A seguir,
com o uso da própria fresadora, foi realizado o rebaixamento necessário para
acomodar as células de carga. A Figura 24 mostra como essa operação foi realizada.
Figura 24 – Fabricação do elemento de suporte para as células de carga.
Essa mesma metodologia de construção foi utilizada ainda para fabricação
das peças de apoio para as molas. Os apoios para as células de carga e o apoio da
mola de compressão foram fixados com parafusos tipo Allen M6 e para os parafusos

21
de aperto, Allen M10 e sextavado M10, seguindo as localizações previamente
projetadas.
A Figura 25 mostra a construção do sistema de aperto horizontal, com as
molas de tração, tensor horizontal, suporte e guias de deslizamento.
Figura 25 – Sistema de molas para auxiliar obtenção de força de avanço.
Para o confinamento da mola de compressão, o parafuso Allen M6 e o
sextavado M10, foram torneados em sua extremidade superior e inferior
respectivamente, como mostra a Figura 26.
Figura 26 – Parafusos usinados para fixação da mola de compressão.
3.2.2 Circuito de aquisição de dados
Para realização de testes e simulações, o circuito foi montado em uma placa
protoboard, baseado na representação esquemática projetado para utilização de uma
célula de carga (Figura 21).
Por se tratar de dois sistemas de medição de força independentes cada célula
de carga necessita da utilização do seu próprio módulo amplificador. Antes disso, para
completar a ponte, cada uma foi ligada a dois resistores de 1000 Ohm com uma
Guias de deslizamento
Mola de tração

22
tolerância de 5%. Para garantir que a ponte estivesse em equilíbrio (balanceada) foi
utilizado ainda um equipamento multímetro digital compacto, para a sua aferição.
Como o Arduino Uno possui 6 portas de entrada analógicas, ele é capaz de
controlar os dois componentes eletrônicos simultaneamente. Assim foi utilizado a
tensão de saída de 5v para alimentação das células de carga e o recebimento de
sinais através das portas: A0, A1, A3 e A4.
3.3 Calibração
Com o intuito de analisar o comportamento do protótipo, foi realizado um
processo de calibração no Laboratório de Manufatura da UFRN, com a utilização de
massas-padrão, fornecidas pelo Laboratório de Metrologia da UFRN.
O dinamômetro desenvolvido foi montado em uma plaina limadora e, com o
auxílio dos graus de liberdade fornecidos pela mesa do equipamento, o protótipo foi
fixado de modo rígido e nivelado, conforme Figura 27.
Figura 27 – Dinamômetro montado na plaina limadora para sua calibração.
A calibração foi efetuada somente para o eixo vertical, na célula de carga
localizada para medição da força de corte.
Foi colocada uma ferramenta de corte com ângulo de saída nulo, com uma
distância da sua extremidade para o suporte de 20 mm. Na sua ponta uma lâmina
bem fina foi colocada para tentar reproduzir a área de contato a qual será submetida

23
no momento da usinagem. Assim uma haste com um sistema de pesos-padrão foi
inserida, conforme Figura 28.
Figura 28 – Metodologia adotada para o processo de calibração
Com o esquema mostrado na Figura 28 são realizadas medições partindo do
ponto inicial de equilíbrio do sistema, sem a haste, mas com uma pré-carga exercida
pelas molas. Esse ponto representa o sistema inicial e leitura zero. O próximo ponto
é a força exercida pela própria massa da haste (2,034kg), seguindo de aumentos
sucessivos de massas-padrão de 1kg. Ao alcançar o limite de peso do procedimento,
foi realizado o processo inverso (removendo massas de 1kg) até o ponto inicial.
As leituras são obtidas a partir da média dos dados obtidos durante um
período de aproximadamente 3 minutos, com uma taxa de aquisição de 0,3 segundos,
após a estabilização da massa-padrão. Esse período foi estabelecido por conta de
oscilações existentes decorrentes de ruídos no circuito que chegavam a ter amplitudes
de até 0,1 Kg. Com o auxílio do software Excel®, todos os valores recebidos são

24
atualizados em um gráfico de dispersão para uma melhor avalição do sistema (Figura
29).
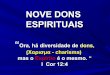
A Tabela 1 mostra o exemplo do sistema de aquisição de dados em um
período de 6 segundos de uma massa padrão de 8,034kg, para o procedimento de
calibração a ser realizado.
Tabela 1 – Sistema de aquisição de dados.
Tempo (s) Leitura da célula de carga(Kg)
0 8,993
0,3 8,968
0,6 8,959
0,9 8,985
1,2 8,993
1,5 8,96
1,8 8,95
2,1 8,953
2,4 8,937
2,7 8,915
3 8,923
3,3 8,897
3,6 8,922
3,9 8,931
4,2 8,918
4,5 8,891
4,8 8,914
5,1 8,897
5,4 8,922
5,7 8,941
6 8,968
Média 8,940
A Figura 29 mostra o exemplo do gráfico gerado em tempo real a partir dos
dados recebidos.

25
Figura 29 – Gráfico leitura da célula de carga x tempo.
4 Resultados e Discussões
4.1 Construção do dinamômetro
De modo geral, a construção mecânica atingiu o objetivo esperado, pois todas
as peças funcionaram de acordo com o que foi projetado.
Para evitar a corrosão do dinamômetro sugere-se que seja aplicada
posteriormente um tratamento da superfície no equipamento, como por exemplo uma
pintura das peças. Aumentando assim a vida útil do equipamento. A Figura 30
apresenta o dinamômetro após a montagem dos componentes construídos.
Figura 30 – Dinamômetro
4.2 Construção do circuito
O circuito foi construído na placa Protoboard (Figura 31), que é uma excelente
ferramenta para a montagem de circuitos eletrônicos, sendo uma maneira rápida, fácil
8,8
8,85
8,9
8,95
9
9,05
9,1
0 1 2 3 4 5 6 7Leit
ura
da
célu
la d
e ca
rga(
Kg)
Tempo (s)
Variação daleitura da célula de carga no tempo

26
e prática para montagem de projetos. Porém trata-se de um sistema provisório, que
facilita a realização de testes, assim como ocorreu o seu correto funcionamento,
recomenda-se o desenvolvimento de uma placa definitiva.
Figura 31 – Circuito utilizado para obtenção de força de usinagem
4.3 Calibração
Como o código desenvolvido para aplicação nesse trabalho foi baseado em
um projeto de uma balança de carga, utilizou-se dos valores de calibração
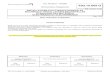
previamente definidos no mesmo, como ponto de início. A Tabela 2 apresenta os
valores obtidos em um intervalo de 0 a 12,034 kg de massa padrão, seguindo o
procedimento especificado.
Tabela 2 – Procedimento de calibração
Calibração
Massa padrão (Kg) Valores obtidos (Kg)
0 0
2,034 2,21
3,034 3,22
4,034 4,34
5,034 5,46
6,034 6,69
7,034 7,9
8,034 8,94
9,034 10,03
10,034 11,2
11,034 12,05
12,034 13,47

27
A Figura 32 apresenta o gráfico massa padrão x valores obtidos.
Figura 32 – Curva de calibração
Apesar da célula de carga suportar uma carga máxima de 50kg, não se fez
necessário percorrer a um intervalo muito extenso, tendo em vista o comportamento
linear da deformação do sensor, e consequentemente dos valores. Assim a diferença
obtida pelos valores lidos em relação aos da massa padrão poderão ser facilmente
corrigidos no código e carregado para a placa Arduino.
O mesmo procedimento deverá ser realizado para calibração da outra célula
de carga localizada na parte posterior do equipamento, utilizado para aferir a força de
avanço. Por conta de o circuito ser provisório, optou-se para que a calibração final
seja realizada após um circuito definitivo ser implementado, reduzindo assim ruídos
decorrentes da aglomeração de fios do sistema de teste.
y = 1,1082x
0
2
4
6
8
10
12
14
16
0 2 4 6 8 10 12 14
Val
ore
s o
bti
do
s (K
g)
Massa padrão (Kg)
Calibração

28
5 Conclusões
Neste trabalho realizou-se o desenvolvimento de um dinamômetro para ser
utilizado no torno mecânico IMOR-II-520, com a utilização de células de carga de
50kgf como elementos sensores, para medição de forças decorrentes do processo de
corte ortogonal.
Foi realizado um projeto mecânico com o auxílio do software SolidWorks®
versão premium 2013 x64 edition SP03 que atendesse as condições do projeto
permitindo a sua construção no laboratório de manufatura da Universidade Federal do
Rio grande do Norte.
O circuito para utilização dos sensores foi desenvolvido em placa protoboard
com a utilização da plataforma Arduino. Para o armazenamento dos dados e para
facilitar a observação do comportamento do sistema, foi utilizado o software Microsoft
office Excel® 2016, que permitiu a obtenção de gráficos dos valores em tempo real.
De maneira geral o protótipo desenvolvido se mostrou capaz de utilizar as
células de cargas escolhidas para obtenção de forças de usinagem no corte ortogonal,
de modo que poderá contribuir para o desenvolvimento de futuros trabalhos a nível de
graduação e pós-graduação no Laboratório de Manufatura.

29
6 Referências
ANDOLFATO, R. P.; CAMACHO, J. S.; BRITO, G. A. Extensometria básica.
Universidade estadual Paulista "Júlio de Mesquita Filho" (UNESP). Ilha Solteira, 2004.
ARDUINO. Disponível em: < https://www.arduino.cc/>. Acesso em 29 de
março de 2019.
FARANUX ELECTRONICS. Disponível em:
<https://www.faranux.com/product/50kg-body-load-cell-weighting-sensor-resistance-
strain-half-bridge>. Acesso em 10 de abril de 2019.
FERRARESI, Dino. Usinagem dos metais: fundamentos da usinagem dos
metais. Editora Edgard Blucher. São Paulo, 1977.
FITZPATRICK, Michael. Introdução aos processos de usinagem. AMGH
Editora Ltda: 2013.
MACHADO, A. R.; ABRÃO, A. M.; COELHO, R. T.; SILVA, M. B. Teoria da
Usinagem dos Metais. Editora Edgard Blücher: São Paulo, 2009.
PEREIRA, Robson Bruno Dutra. Influência do quebra-cavaco na dinâmica
do torneamento do aço ABNT 1045. São João del Rei, MG, 2010.
VIEIRA, Manuel António Rodrigues. Sensor Inteligente para Medição de
Cargas Mecânicas. Relatório Final da Dissertação/Trabalho de Projeto apresentado
à Escola Superior de Tecnologia e de Gestão Instituto Politécnico de Bragança, 2016.
VIDAL, Vitor. Balança digital com Arduino e célula Strain Gauge – Revisada.
Eletrogate. Disponível em: <http://blog.eletrogate.com/balanca-digital-com-arduino-
aprenda-a-usar-a-celula-de-carga/>. Acesso em 29 de março de 2019.

30
7 Anexos
Nessa seção serão apresentados o código utilizado durante o processo de calibração e os desenhos projetados no software SolidWorks. #include <HX711.h> #define DOUT1 A0 #define CLK1 A1 #define DOUT2 A3 #define CLK2 A4 HX711 balanca1(DOUT1, CLK1); HX711 balanca2(DOUT2, CLK2); float calibration_factor = 42130; void setup() { Serial.begin(9600); Serial.println("CLEARDATA"); Serial.println("LABEL,Time,Started Time,balanca1,balanca2"); Serial.print("RESETTIMER"); //Serial.println("Balança com HX711 - celula de carga 50 Kg"); //Serial.println("Pressione t para Tara"); balanca1.set_scale(calibration_factor); balanca2.set_scale(calibration_factor); balanca1.tare(); balanca2.tare(); } void loop() { Serial.print("DATA,TIME,TIMER,"); //Serial.print("Peso1: "); Serial.print(balanca1.get_units(), 3); //Serial.println(" kg"); Serial.print(","); //Serial.print("Peso2: "); Serial.println(balanca2.get_units(), 3); //Serial.println(" kg");

31
delay(300) ; if (Serial.available()) { char temp = Serial.read(); if (temp == 't' || temp == 'T') { balanca1.tare(); balanca2.tare(); // zera a balança Serial.println(" Balança zerada"); } } } Baseado em Vidal (2019).

32

33

34

35

36

37

38

39

40