Embed Size (px)
Citation preview

豊橋技術科学大学森 謙 一 郎
Ken-ichiro Mori
アルミニウム材の先端成形技術ー 軽量自動車部品の成形 ー
Advanced forming technologies for aluminium automobile parts
30km
名古屋
NSCNSC
浜松
愛知県
静岡県三重県豊橋
愛知県: • 名古屋,豊橋等,• 11% の工業生産• 自動車産業
豊橋
豊橋
1.軽量化
2.サーメット,ヘテロ表面ダイス
3.サーボプレス
4.ホットスタンピング
5.通電加熱ガスフォーミング
6.アルミニウム板と高張力鋼板の塑性接合
車体構造軽量材料: 高張力鋼板, アルミニウム, マグネ, CFRP
エンジンターボチャージャー,熱効率向上,可変バルブタイミング,摩擦低減,アイドリングストップ
EV, PHV, HV
CVT, 摩擦低減
駆動系
空気抵抗
ボディ形状
タイヤ表面パターン
転がり抵抗
車体重量低減
動力源
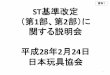
100kg減少:1km/l燃費向上
自動車の環境対策
20
25
30
35
40
燃費
値[km/L]
ハイブリッド車CVT車MT車AT車2015年度基準2020年度基準
0500 1000 1500 2000 2500 3000
自動車重量 [kg]
5
10
15
国土交通省ホームページ http://www.mlit.go.jp/common/001031308.pdf
自動車の燃費と重量の関係
61
96119
0
50
100
150
1990 2000 2010
75
117144
1990 2000 2010
51
89
122
1990 2000 2010
日本 北米 欧州
自動車におけるアルミニウムの使用量
kg/台
バックドア
フード
Toyota PRIUS
アルミニウム板材アルミニウム鋳造材アルミニウム押出し材ホットスタンピング材冷間プレス成形材
Audi A7 Sportback
車体へのアルミニウム板材の適用
1.軽量化
2.サーメット,ヘテロ表面ダイス
3.サーボプレス
4.ホットスタンピング
5.通電加熱ガスフォーミング
6.アルミニウム板と高張力鋼板の塑性接合
電気自動車
サーメットダイスを用いたアルミニウム合金容器のしごき加工
しごき加工
パンチ
しごきダイス
電池ケース
ステンレス鋼板アルミニウム合金板深絞り
ダイス
素板
しわ押え
二次電池200kg
金型焼付き
しごき加工ダイス材質
ダイス材質 最大高さ/mRz
平均粗さ/mRa
縦弾性係数E /GPa
硬さ/HV50
SKD11 0.28 0.02 206 750超硬 0.21 0.02 610 1650
超硬,TiC 0.14 0.02 610 1650,3000TiCN
サーメット0.20 0.02 410 1550
粗さ測定位置
1mm(a)SKD11
軸方
向
A3003におけるしごき加工後の容器
(d)破断(サーメット,rr=35.7%)
焼付き
破断
(c)焼付き(超硬,rr=28.6%)
(a)加工前(b)良好
(超硬,rr=24.2%)
10mm
1mm0
10
20
30
40
A3003における加工限界に及ぼすダイスの影響(v=8.3mm/s)
実し
ごき
率r r
/%
1mm
焼付き
焼付き焼付き
焼付き
良好
破断
SKD11
しごきダイスランド部の軸方向表面性状
0.1mm
(a) ラッピング, Rd=0.02µmRa
高さ /µm
0
21
軸方向位置 /µm100 200
(b) ヘテロ表面, Rd=0.06µmRa
0
21
100 200軸方向位置 /µm
(c) ヘテロ表面, Rd=0.08µmRa
0
21
100 200軸方向位置 /µm
(d) ヘテロ表面, Rd=0.12µmRa
0
21
軸方向位置 /µm100 200
(e) ヘテロ表面, Rd=0.14µmRa
0
21
軸方向位置 /µm100 200
観察部
円周方向
軸方
向
しごき加工後の容器
(b) Rd=0.06µmRa, r=36.9%
破断
(d) ラッピング, Rd=0.02µmRa,r=36.4%
良好
(a) 加工前
(c) Rd=0.14µmRa, r=25.3%
10 mm
焼付き
0.1mm
しごき加工限界に及ぼすダイスランド平均粗さの影響
ランド部表面平均粗さ Rd /µmRa
焼付き
0.1mm
観察部
超硬合金しご
き率
r /%
破断
ラッピング
SKD11
0
20
10
30
40
50
0.05 0.10 0.15
良好
0.20
焼付き
ラッピング
SKD11 ヘテロ,Rd=0.14µmRa
Rd=0.12µmRa
Rd=0.06µmRa
焼付き
ヘテロ表面とラッピングダイスの平均しごき荷重としごき率の関係
12
0
2
4
6
8
10
平均
しご
き荷
重/k
N
しごき率 r /%
ラッピング
ヘテロ表面,Rd=0.06~0.12µmRa
20 25 30 35 40 45

1.軽量化
2.サーメット,ヘテロ表面ダイス
3.サーボプレス
4.ホットスタンピング
5.通電加熱ガスフォーミング
6.アルミニウム板と高張力鋼板の塑性接合
コマツ,非常に高価最大荷重がどのストローク
直接駆動タイプ
コマツ 汎用モーター:下死点付近だけ高荷重低価格
メカニカルリンク・トグルタイプ
servo motor
link
アマダ,アイダ
クランク式
高トルクモーター,比較的低価格振動モーション
クランク式サーボプレスのモーション
Amada SDE
(a) エンボス加工: (b) ヒートシンク:下死点付近で減速 下死点位置の制御
精度:スライドモーションの制御
コマツ
振動しごき加工: 摩擦の低下
(a) 通常 (b) 振動
パンチの振動モーション
日本工大 古閑
アルミニウム合金限界しごき率の向上
振動による潤滑剤の取り込み
33
上型(250 )
下型(250 )
A
A’ A-A’断面9.25
14
9.25
50
ビレットφ17×48(400 )
アルミニウム合金のバリ出し熱間型鍛造方法
下死
点か
らの
高さ
/mm
1 2 3
4
8
12
16
0成形時間 /s
v=82.5mm/s
16.5mm/s
6.6mm/s
スライドモーション
33
上型(250 )
下型(250 )
A
A’ A-A’断面9.25
14
9.25
50
ビレットφ17×48(400 )
下型
A’ A-A’断面
A上型
ビレット
下死
点か
らの
高さ
/mm
1 2 3
4
8
12
16
0成形時間 /s
v=82.5mm/s
16.5mm/s
6.6mm/s
スライドモーション
アルミニウム合金のバリ出し熱間型鍛造方法
33
上型(250 )
下型(250 )
A
A’ A-A’断面9.25
14
9.25
50
ビレットφ17×48(400 )
下死
点か
らの
高さ
/mm
1 2 3
4
8
12
16
0成形時間 /s
v=82.5mm/s
16.5mm/s
6.6mm/s
スライドモーション
アルミニウム合金のバリ出し熱間型鍛造方法
33
上型(250 )
下型(250 )
A
A’ A-A’断面9.25
14
9.25
50
ビレットφ17×48(400 )
アルミニウム合金のバリ出し熱間型鍛造方法
成形品(v=82.5mm/s)
バリ
製品充満部
33
製品充満部
バリ部
下死
点か
らの
高さ
/mm
1 2 3
4
8
12
16
0成形時間 /s
v=82.5mm/s
16.5mm/s
6.6mm/s
スライドモーション
バリ
厚さ
1.92
mm
バリ幅および最大荷重と平均スライド速度の関係
最大
荷重
/kN
20 40 60 80 1000
10
20
30
40
50
60
0
500
1000
1500
2000
平均スライド速度v /mm・s-1
最大荷重
バリ幅
バリ
幅/m
m
バリ
幅
製品上部断面形状の比較
測定箇所
v=6.6mm/s82.5mm/s
製品端部からの距離 /mm2 4 6 8 10
2
4
6
8
10
0
製品
端部
から
の距
離/m
m 1.軽量化
2.サーメット,ヘテロ表面ダイス
3.サーボプレス
4.ホットスタンピング
5.通電加熱ガスフォーミング
6.アルミニウム板と高張力鋼板の塑性接合
超髙強度鋼部材のホットスタンピング
加熱 成形 ダイクエンチング
成形荷重の低下 スプリングバックの防止 成形性の向上 引張強さ1.5GPa
レーザー切断下死点保持
後加工
超髙強度鋼部材のホットスタンピング
Volkswagen Passat: 車体の16%
550500450400350300250200150100500
1987 1997 ’2007 '08 '09 ’10 ’11 ’12 ’13Year
Par
tspe
ryea
r(in
milli
ons)
3 million in 1987
8 millionin 1997
95 million in 2007
450 millionin 2013
142 lines in 2011,around the world

熱処理型アルミニウム合金の航空機部品急速加熱成形
成形目標品
アルミニウム合金
電気抵抗:低熱伝導率:高
炉内温度:1050℃加熱時間:19s加熱温度:400℃
赤外線炉
3001.6
通電加熱:難
(a) 上面
(b) 断面
試験片寸法
赤外線炉加熱による航空機部品の成形
パンチ
ダイス
赤外線炉
赤外線炉加熱による航空機部品の成形A2024およびA6061における人工時効処理後の成形品のビッカース硬さ分布
20
40
60
80
100
120
140
160
180
0 20 40 60 80 100 120 140
ビッ
カー
ス硬
さ/HV5
中心からの距離x /mm
A6061
A2024
A B C DA2024-T6
A6061-T6
x
A B C
D
冷間成形
T= 342°C
フランジ部
成形品T= 342°C
1.軽量化
2.サーメット,ヘテロ表面ダイス
3.サーボプレス
4.ホットスタンピング
5.通電加熱ガスフォーミング
6.アルミニウム板と高張力鋼板の塑性接合
エアサスペンションケース部品
アルミニウム合金
サスペンション部品
アルミ合金
VW Touareg
Porsche Cayenn
HEAT form
GFU
アルミニウム合金管の熱間ガスフォーミング
直接通電加熱
拡管成形 φ95→φ160 3MPa
予備成形
最終成形最終成形
予備成形
拡管成形
ホンダの通電熱間ガスフォーミング
φ22.0
1.0
100
Oリング 素管
パンチ
電極
空気
初期内圧 p0 =0.2-0.8MPa通電容量 I =3.0~9.0kA軸押し速度 v=0~40mm/s
通電加熱ガスフォーミング
空気を封入
軸押し速度 v=20mm/s,ストローク s=24mm
パンチ パンチ
電極電極
アルミニウム管の通電加熱ガスバルジ成形
1.軽量化
2.サーメット,ヘテロ表面ダイス
3.サーボプレス
4.ホットスタンピング
5.通電加熱ガスフォーミング
6.アルミニウム板と高張力鋼板の塑性接合
摩擦攪拌接合
大きな塑性変形:発熱,材料流動
Tool
Pin
Tilt angle
SeamFeed rate
Rotational speed
A.S.R.S.
Feed rateRotational speed
AA6181-T4 DP600
アルミニウム板と鋼板の摩擦攪拌点接合
AluminiumSteel
Mazda Motor
板にSPRを打込み,機械的に結合穴あけ不要溶接の難しい材料の締結異種材料の締結
ダイス
板押え リベット
パンチ
Cフレーム
接合部
<工法のメリット>
セルフピアスリベッティング
高張力鋼板
•高強度,高硬度•延性小
ダイ形状の最適化(ダイ径,深さ)
リベット硬度に近い
多種の不良が想定
リベット割れ リベット折れ
アルミニウム板と高張力鋼板の接合
(a) 上板 SPFC980 t1.4,下板 A5052 t1.5
(b) 上板 A5052 t1.5,下板 SPFC980 t1.4
有限要素シミュレーション
曲面ダイ テーパーダイ形状
ダイ形状の最適化
上板:SPFC980, 1.4mm, 下板:A5052, 1.5mm

•リベット
メカニカルクリンチング
セルフピアシングリベット
•パンチパンチ
パンチ
メカニカルクリンチング
リベット使用高コスト
セルフピアシングリベット
リベット不要低コスト
ダイ
リベット
パンチ
ダイ
メカニカルクリンチングによる高張力鋼板とアルミニウム合金板の接合
メカニカルクリンチングダイス形状の最適化(上板:A5052,1.5mm,下板:SPFC780, 1.4mm)
t=0.24㎜
x=0.13㎜
1.8φ8.0
(a)従来ダイス (b)改善ダイス
φ8.0 1.8
放射割れ
接合部裏側
0.09㎜
メカニカルクリンチングダイス形状の最適化(上板:SPFC590, 1.4mm,下板:A5052,1.5mm)
(a)従来ダイス (b)改善ダイス
1.軽量化
2.サーメット,ヘテロ表面ダイス
3.サーボプレス
4.ホットスタンピング
5.通電加熱ガスフォーミング
6.アルミニウム板と高張力鋼板の塑性接合