Embed Size (px)
Citation preview

....................................................................................... 3
- . ., . ., . ., . . -
...................................................... 5
. ., . ., . .
.......................... 12
. ., . ., . ., . ., . .
, - - ...................................................... 19
., . ................................................ 25
., . , .................... 32
., ., ., . ............................................ 37
. ., . ., . ., . ., . .
.......................................................... 43
. .
............................................. 48
. ., . ., . ., . ., . ., . ., . ., . .
................................................................ 53
.............................................................. 55
............................................................ 57
. . . ...................... 60
« » « . » .................................. 60
« . » ................ 61
. . ................................................................. 64
.............................................................................. 65
-
:
. .
. . , . . ,. . , . . ,
. . , . . ,. . - ,
. . ,. . ( . . .),. . ( . . .),
. . , . . ,. . , . . ,
. . , . . , . . ( . .),. . , . .
:
:
, . . . ,
« »
:
« »
:03680, , -150,
. , 11
. . . .: (38044) 287 6302, 529 2623: (38044) 528 3484, 529 2623
E-mail: [email protected]://www.nas.gov.ua/pwj
:. . , . .
:. . , . . ,
. . , . . ,. .
- 4788
09.01.2001.
.
.
.
.
© , . . . , « », 2008
6 (662)
2008
-
1948
. .
. .
. . . .
. . . .
. . .
.
( )( )( )( )( )( )( )( )( )( )( )( )

CONTENTS
NEWS ................................................................................................. 3
Kuchuk-Yatsenko S. I., Zagadarchuk V. F., Shvets V. I., Gor-dan G. N. Effect of non-metallic inclusions in low-alloy steelson their weldability in flash-butt welding .............................................. 5Makhnenko V. I., Velikoivanenko E. A., Oleinik O. I. Selectionof technologies of elimination of defects in main pipeline with-out its service interruption ................................................................. 12Kharlamov M. Yu., Krivtsun I. V., Korzhik V. N., Petrov S. V.,Demjanov A. I. Effect of type of concurrent flow gas on charac-teristics of arc plasma, generated by plasmatron with a wire-anode ............................................................................................... 19Bokota A., Pekarska V. Modeling of residual stresses in laserwelding ............................................................................................. 25Kolodziejczak P., Kalita W. Assessment of quality of magne-sium alloy joints made by laser welding ............................................. 32
Albert F., Grimm A., Kageler C., Schmidt M. Laser welding andbrazing in automotive industry ........................................................... 37Pashkov I. N., Iljina I. I., Rodin I. V., Shokin S. V., TavolzhanskyS. A. Methods of producing and application of rapidly-quenc-hed brazing alloys ............................................................................. 43Poklyatsky A. G. Characteristic defects in friction stir weldingof thick-sheet aluminium alloys and main causes of their for-mations ............................................................................................ 48
Naida V. L., Mozzhukhin A. A., Lobanov O. F., Ignatenko V. A.,Oleinik Yu. A., Efimov I. V., Kopylov A. P., Zakharov A. F. Up-dated equipment for AUST of cumferential regions of pipes ............... 53Inventions of countries of allover the world ....................................... 55Review of foreign journals ................................................................. 57
Congratulations to laureates of the E. O. P ton Prize ......................... 60International specialized exhibitions «Welding and Cutting» and«Corrosion Protection. Coatings» ....................................................... 60Exhibition «Welding. Related Technologies» in Kiev ............................ 61In memory of V. M. Karpenko ............................................................ 64
INFORMATION ............................................................................ 65
SCIENTIFIC AND TECHNICAL
INDUSTRIAL
BRIEF INFORMATION
NEWS
EDITORIAL BOARD:
Editor-in-Chief B.E.PATON
Yu. S. Borisov, N. M. Voropaj,V. F. Grabin, A. T. Zelnichenko,A. Ya. Ishchenko, I. V. Krivtsun,
S. I. Kuchuk-Yatsenko,Yu. N. Lankin,
V. K. Lebedev (vice-chief ed.),V. N. Lipodaev (vice-chief ed.),
L. M. Lobanov, A. A. Mazur,V. I. Makhnenko,
O. K. Nazarenko, I. K. Pokhodnya,I. A. Ryabtsev,
B. V. Khitrovskaya (exec. secr.),V. F. Khorunov, K. A. Yushchenko
THE INTERNATIONALEDITORIAL COUNCIL:
FOUNDERS: The National Academy of Sciencesof Ukraine,The E. O. Paton Electric
Welding Institute,International Association «Welding»
PUBLISHER:International Association «Welding»
Address of Editorial Board:11 Bozhenko str., 03680, Kyiv, Ukraine
Tel.: (38044) 287 63 02, 529 26 23 Fax: (38044) 528 04 86
E-mail: [email protected]://www.nas.gov.ua/pwj
Editors:E. N. Kazarova, T. V. Yushtina
Electron galley:I. S. Batasheva, L. N. Gerasimenko,
A.I.Sulima, I. R. Naumova,I. V. Petushkov
State Registration CertificateKV 4788 of 09.01.2001
All rights reserved.This publication and each of the articles
contained here in are protectedby copyright.
Permission to reproduce materialcontained in this journal must be obtained
in writing from the Publisher.
© NAS of Ukraine, PWI, International Association «Welding», 2008
6 (662) June 2008 Published since 1948
Journal «Avtomaticheskaya Svarka» is published in English under the title «The Paton Welding Journal»
International Scientific-Technical and Production Journal
N. P. AlyoshinD. von HofeGuan QiaoU. Dilthey
P. SeyffarthA. S. Zubchenko
V. I. LysakN. I. Nikiforov
B. E. PatonYa. Pilarczyk
G. A. TurichinZhang Yanmin
(Russia)(Germany)(China)(Germany)(Germany)(Russia)(Russia)(Russia)(Ukraine)(Poland)(Russia)(China)
AvtomaticheskayaAvtomaticheskayaSvarkaSvarka(Automatic Welding)
WELDING – CUTTING – SURFACING – BRAZING – COATING

36/2008
ÑÂÀÐÎ×ÍÛÅ ÒÅÕÍÎ -ËÎÃÈÈ ÔÐÎÍÈÓÑ Â ÌÎÑÒÎÑÒÐÎÅÍÈÈ
Êîãäà â Ñàðàãîñå 14 èþíÿ2008 ã. îòêðîåòñÿ âñåìèðíàÿâûñòàâêà, âñå âíèìàíèå áóäåòïðèêîâàíî ê êîíñòðóêöèè äëè -íîé 275 ì, âîçâåäåííîé ÷åðåçðåêó Ýáðî. Ìîñò áóäåò ïðèòÿ -ãèâàòü âíèìàíèå, çàâîðà æè -âàòü è ñòàíåò öåíòðîì è ìíî -ãîýòàæíûì âûñòàâî÷íûì ïàâè -ëüîíîì äëÿ «Ýêñïî 2008».  åãîñåðäöå íàõîäèòñÿ 5,500 òûñ. êãñòàëè. Ñâàðêà îïîðíîé êîí -ñòðóêöèè áûëà âûïîëíåíàèçâåñòíîé èñ ïàíñêîé êîìïà -íèåé «Óðññà», ñïåöèàëè çèðóþ -ùåéñÿ â îá ëàñòè îòêðûòûõñòàëüíûõ êîí ñò ðóêöèé.
Íàä ñîç äàíèåì ýòîãî ìîñòàêîìïàíèÿ ðàáîòàëà ñ ÿíâàðÿ2007 ã. Èñïîëüçîâàëîñü ñâà -ðî÷íîå îáîðóäîâàíèå êîìïà -íèè «Ãàëàýëåêòðîíèê», èñïàí -ñ êîãî ïàðòíåðà «Fronius Inter-national», êîòîðîå âêëþ÷àëî 42ñâàðî÷íûå ñèñòåìû TransPlus -Synergic 4000, VarioSynergic5000 è TransSynergic 5000. Ñëó -æàùèå êîìïàíèè «Ãàëàýëåêò -ðîíèê» òàêæå îêàçûâàëè òåõ -íè÷åñêóþ ïîääåðæêó. Îíè ïî -êàçàëè, ÷òî 80 ñïå öèàëèñòîâ ïîñâàðêå êîìïàíèè «Óðññà», êî -òîðûå ðàáîòàëè â äâå ñìåíû,ñïîñîáíû áûëè âûïîëíèòü ðà -áîòó òî÷íî ïî ãðàôèêó ñ íàè -âûñøèì êà ÷åñòâîì.  êëþ -÷åâûå ìîìåíòû íà ó÷àñòêåíàõîäèëîñü áîëåå 160 ñâàð -ùèêîâ. Ñòàëü, 95 % êîòîðîéïîñòàâëÿëîñü â âèäå ëèñòîâûõçàãîòîâîê, èìåëà òîë ùèíó îò 6äî 100 ìì, è ýòî íå åäèí -
ñòâåííûé âïå÷àòëÿþùèé ôàêò:çàêîí÷åííàÿ ñòàëüíàÿ êîíñò -ðóêöèÿ èìååò 10 òûñ. ì ñâàð -íûõ øâîâ, äëÿ âûïîëíåíèÿ êî-òîðûõ ñâàðùèêè èñïîëü çîâàëèâ öåëîì 100 òûñ. êã ïðè ñà äî÷ -íîãî ìàòåðèàëà äëÿ ðàç äåëêèêðîìîê ñ çàçîðîì äî 2 ìì.
Ï. Àððå äîíäî, òåõíè÷åñêèéðóêîâîäèòåëü ïðîåêòà ïî ñòà -ëüíûì êîíñòðóêöèÿì êîìïà -íèè «Óðñ ñà», îòìå÷àåò, ÷òî ïå -ðåä ïîäïèñàíèåì äîãî âîðà îíàéìå è íàðÿäà-çàêàçà íà âû -ïîëíåíèå óñëóã áûëà ïðî âå -äåíà îöåíêà òåõíè÷åñêèõ âîç- ìîæ íîñòåé ñâàðî÷íûõ ñèñòåìîò êîìïàíèè «Fronius» íà ïðàê -òèêå. Âûáîð áûë ñäåëàí âïîëüçó ñâà ðî÷íûõ ñèñòåì îòêîìïàíèè «Fronius».
14 èþíÿ, êîãäà ïåðâûå ïîñå -òèòåëè ïîïàäóò íà ìîñò âîâðåìÿ «Ýêñïî 2008», ñâàðùèêèêîìïàíèè «Óðññà» è îáîðó -äîâàíèå êîìïàíèè «Ãàëàýëåêò -ðîíèê» óæå áóäóò âîâëå÷åíû ââûïîëíåíèå äðóãèõ îòâåòñò -âåííûõ çàêàçîâ.
ÊÎÌÏËÅÊÑ ÍÎÂÎÃÎÏÎÊÎËÅÍÈß ÄËß ÄÓ -ÃÎÂÎÉ ÑÂÀÐÊÈ ÍÅÏÎ -ÂÎ ÐÎÒÍÛÕ ÑÒÛÊÎÂÒÐÓÁ ÌÀÃÈÑÒ ÐÀËÜÍÛÕÒÐÓÁÎ ÏÐÎ ÂÎÄÎÂ
Íàçíà÷åíèå ðàçðàáîòàííîãîâ ÈÝÑ èì. Å. Î. Ïàòîíà ÍÀÍÓêîìïëåêñà «ÑÒÛÊ» — àâòîìà -òè÷åñêàÿ äóãîâàÿ ñâàðêà íåïî -âîðîòíûõ ñòûêîâ òðóá ìàãèñò -ðàëüíûõ òðóáîïðîâîäîâ ïî -ðîø êîâîé ïðîâîëîêîé ñ ïðè -íóäè òåëü íûì ôîðìèðîâàíèåìøâà äâó ìÿ ñâàðî÷íûìè ãî -ëîâêàìè îðáèòàëüíî ñíèçóââåðõ.
Êîðíåâîé øîâ âûïîëíÿåòñÿñíàðóæè ñîåäèíåíèÿ òðóá ñïðè ìåíåíèåì ñàìîõîäíîãîâíóò ðåííåãî öåíòðàòîðà ñîñïå öèàëüíûì ìåäíûì ïîäêëàä -íûì êîëüöîì â àâòîìàòè÷åñêîìðåæèìå. Ïîñëåäóþùèìè ïðî -õîäàìè çàïîëíÿåòñÿ ðàçäåëêà èâûïîëíÿåòñÿ îáëèöîâêà øâà.Çà êàæäûé ïðîõîä ðàçäåëêàçàïîëíÿåòñÿ íà 5...8 ìì (âçàâèñèìîñòè îò òîëùèíû ñòåí -êè òðóá). Äëÿ âûïîëíåíèÿñâàðíûõ ñîåäèíåíèé èç ñòàëåéêëàññà Õ70 è Õ80 ðàçðàáîòàíûñïåöèàëèçèðîâàííûå ïîðîøêî -

4 6/2008
âûå ïðîâîëîêè äèàìåòðîì 1,6;2,0 è 2,4 ìì.
Èçãîòîâèòåëü îáîðóäîâàíèÿêîìïëåêñà «ÑÒÛÊ» — ÎÀΫÊàõîâñêèé çàâîä ýëåêòðîñâà -ðî÷íîãî îáîðóäîâàíèÿ». Èçãî -òî âèòåëü ñïåöèàëèçèðîâàííûõïîðîøêîâûõ ïðîâîëîê — ÃÏ«Îïûò íûé çàâîä ñâàðî÷íûõìàòåðèàëîâ ÈÝÑ èì. Å. Î. Ïà -òîíà ÍÀÍ Óêðàèíû». Íàó÷íî-òåõíè÷åñêîå ñîïðîâîæäåíèåïðîåêòà — ÈÝÑ èì. Å. Î. Ïà -òîíà ÍÀÍÓ.
ÝËÅÊÒÐÎØËÀÊÎÂÀßÒÈÃÅËÜÍÀß ÏÅ×ÜÏÎÑÒÎßÍÍÎÃÎ ÒÎÊÀ
Ðàçðàáîòàííàÿ â ÍÒÊ «ÈÝÑèì. Å. Î. Ïàòîíà» òèãåëüíàÿïå÷ü ïðåäñòàâëÿåò ñîáîé êîì -ïàêòíûé àãðåãàò, ïîñòàâëÿåìûéâ ñîñòàâå òåõíîëîãè÷åñêîãîêîìïëåêñà, ïðåäíàçíà÷åííîãîäëÿ ñîçäàíèÿ ìåòàëëóðãè ÷åñ -êîãî ìèíè-çàâîäà.
Êîìïëåêñ íàõîäèò ïðèìå -íåíèå äëÿ ïåðåïëàâà îòõîäîâïðîèçâîäñòâà ÷åðíûõ è öâåò -íûõ ìåòàëëîâ è ñïëàâîâ, äëÿïåðåðàáîòêè îòâàëîâ ôåððîñï -ëàâíûõ ïðåäïðèÿòèé è âïåðåäåëå ðàçëè÷íûõ ïðîìûø -ëåííûõ íåìåòàëëè÷åñêèõ îò -õîäîâ, â ïðîèçâîäñòâå êàðáèäàêàëüöèÿ è ôëþñîâ.
Ïîìèìî ïå÷è, â ñîñòàâ êîì -ïëåêñà âõîäÿò:
- îðèãèíàëüíûé ìîäóëüíûéèñòî÷íèê ïèòàíèÿ, êîòîðûéñîñòîèò èç íåñêîëüêèõ íåçàâè -ñèìûõ âûïðÿìèòåëåé;
- áëîê óïðàâëåíèÿ, ñîñòîÿ -ùèé èç ïóëüòà óïðàâëåíèÿ èøêàôà;
- ãàçîî÷èñòíîé àãðåãàò (îáå -ñ ïå÷èâàåò ñòåïåíü î÷èñòêè îò -õîäÿùèõ ãàçîâ íå ìåíåå —97,5%; ñîäåðæàíèå îêñèäîâóãëå ðîäà, àçîòà, ñåðû â íèõ
ïîñëå î÷èñòêè íèæå óðîâíÿÏÄÊ ).
Îñíîâíûå òåõíè÷åñêèå õà -ðàêòåðèñòèêè êîìïëåêñà: íàï -ðÿ æåíèå ïèòàþùåé ñåòè380 Â; ïåðâè÷íàÿ ìîùíîñòü 630êÂò; ðàáî÷åå íàïðÿæåíèå0…56 Â; ðàáî÷èé òîê (max)9000 À; îáúåì òèãëÿ ïå÷è (ðà -áî÷èé) 200 äì3; ðåæèì ðàáîòû— íåïðå ðûâ íûé.
ÓÑÒÐÎÉÑÒÂÎÍÅÏÐÅÐÛÂÍÎÉ ÐÅÇÊÈ«ÄÎÍÌÅÒ-807»
Êðàìàòîðñêèé çàâîä àâòî -ãåí íîãî îáîðóäîâàíèÿ «Äîí -ìåò» ðàäóåò ïîòðåáèòåëåé íåòîëüêî ñâîåé ñåðèéíîé ïðî -äóêöèåé, íî è îðèãèíàëüíûìèóñòðîéñòâàìè äëÿ ãàçîïëàìåí -íîé ðåçêè ïðîêàòà.
Îäíî èç òàêèõ óñòðîéñòâ —«Äîíìåò-807». Ëåòîì 2007 ã.îíî áûëî âíåäðåíî â ïðîèç -âîäñòâî íà ìåõàíè÷åñêîì ó÷à -ñòêå ïðî êàòíîãî öåõà ÎÀΫÄî íåöêèé ìåòàëëîïðîêàòíûéçàâîä». Ýòî óñò ðîéñòâî ïîç âî -ëè ëî àâòîìàòèçèðîâàòü ðàç äåë -êó ïðîêàòà ñå÷åíèåì 125 õ 125ìì, îñóùåñòâëÿâøóþñÿ ðàíååðó÷ íûìè ðåçàêàìè.
Óñòðîéñòâî íåïðåðûâíîéðåçêè ïðåäñ òàâ ëÿåò ñîáîé ñà -ìî õîäíóþ ïåðå íîñíóþ ìà øèí -êó CG-100 ñî ñìîí òèðîâàííîéíà íåé øòàí ãîé ñ ñóïïîðòîì, âêîòîðîì çàêðåïëåíû ãàçîâûåðåçàê è ãîðåëêà «Äîíìåò-290».
Ýíåðãî íîñèòåëè (ãîðþ÷èéãàç è êèñëîðîä) ïîäâîäÿòñÿ êðåçàêó è ãîðåëêå ïî ñïå öèà -ëüíûì ðó êàâàì îò ãàçîâîãîêîë ëåêòîðà, çàêðåïëåííîãî íàêîðïóñå ñà ìîõîäíîé ìàøèíêè.
Ñàìîõîä íàÿ ìàøèíêà ïåðå -ìåùàåòñÿ ïî íàïðàâëÿþùåìó
ðåëüñó. Íà ïî âåðõíîñòè ðåëüñàíà ðàñ ñòîÿíèè 150 ìì äðóã îòäðóãà èìåþòñÿ äâå ïàðàë ëå ëü -íûå áî ðîçäû äëÿ êîëåñ. Ìåõà -íè ÷åñêèé ôðèêöèîííûé âàðè -à òîð îáåñïå÷èâàåò ïëàâíóþáåñ ñòóïåí÷àòóþ ðåãóëèðîâêóñêîðîñòè äâèæåíèÿ ìàøèíêè,à ñëåäîâàòåëüíî, è ãàçîâîéðåçêè.  êà÷åñòâå ïðèâîäà äëÿïå ðåìåùåíèÿ èñïîëüçóåòñÿìàëî ìîùíûé ýëåêòðîäâèãàòåëü(220 Â), êîòîðûé ÷åðåç äâóõ -ñòóïåí÷àòûé ðåäóêòîð ñâÿçàí ñêîëåñàìè. Ìóôòà õîëîñòîãî õî -äà ïîçâîëÿåò îòêëþ÷èòü ïðèâîäè ñâîáîäíî ïåðåìåùàòü ìà -øèíêó âäîëü íàïðàâëÿþùåãîðåëüñà. Òîëùèíà ðåçà îïðå -äåëÿåòñÿ ñìåíîé ìóíäøòóêàãàçîâîãî ðåçàêà. Îò ýòîãî çà -âèñèò çàäàâàåìàÿ ñêîðîñòü ïå -ðåìåùåíèÿ ìàøèíêè.  çàâè -ñèìîñòè îò òîëùèíû ïðîêàòà
ñêîðîñòü ãàçîâîé ðåçêè óñò -ðîéñòâà ìîæåò ñîñòàâëÿòü îò80 äî 800 ì/ìèí.
Êàê ïîêàçàëà ïðàêòèêà èñ -ïîëüçîâàíèÿ óñòðîéñòâà «Äîí -ìåò-807» íà ìåõàíè÷åñêîìó÷àñòêå ïðîêàòíîãî öåõà ÎÀΫÄîíåöêèé ìåòàëëîïðîêàòíûéçàâîä», âðåìÿ ðåçàíèÿ ïðîêàòàñå÷åíèåì 125 õ 125 ìì ñîê -ðàòèëîñü íà 40 % ïî ñðàâ íåíèþñ ðó÷íîé ðåçêîé. Êðîìå òîãî,ïðè ìàøèííîé îáðàáîòêåáîëåå ÷åì â ïîëòîðà ðàçà (ñ 8äî 5 ìì) óìåíüøèëàñü øèðèíàðåçà, à ñëåäîâàòåëüíî, è ïî òåðèìåòàëëà â ïðîöåññå ïîä ãîòîâêèçàãîòîâîê. Òàêæå íà 10 % ñíè -çèëñÿ ðàñõîä ãîðþ÷åãî ãàçà(ìåòàíà) è êèñëîðîäà.

УДК 621.791:669.14.018.2/.8-194.2
ВЛИЯНИЕ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙВ НИЗКОЛЕГИРОВАННЫХ СТАЛЯХ НА ИХ СВАРИВАЕМОСТЬПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ
Академик НАН Украины С. И. КУЧУК-ЯЦЕНКО, В. Ф. ЗАГАДАРЧУК, инж.,В. И. ШВЕЦ, Г. Н. ГОРДАНЬ, кандидаты техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины)
Исследовано влияние неметаллических включений (НВ), содержащихся в низколегированных сталях, наформирование соединений при контактной стыковой сварке оплавлением (КССО). Рассмотрены НВ в сталях данногокласса, в состав которых входят элементы, не регламентируемые стандартами. Показано, что наличие в сталитаких НВ ухудшает ее свариваемость, особенно если в них содержатся элементы, образующие тугоплавкие оксиды.Определены пути совершенствования технологий КССО при сварке сталей с повышенным содержанием НВ.
К л ю ч е в ы е с л о в а : контактная стыковая сварка оп-лавлением, режим сварки, низколегированная сталь, легиру-ющий элемент, неметаллическое включение, оксид, сва-риваемость, соединение, микроструктура, излом, фрактог-рафия
Контактная стыковая сварка оплавлением (КССО)широко используется для соединения проката изнизкоуглеродистых и низколегированных сталей(профили, трубы, листы) в заводских и монтаж-ных условиях. Режимы сварки таких изделий рег-ламентированы в различных ведомственных ин-струкциях и нормативных документах. При ихопределении обычно принимают во внимание со-держание в стали основных легирующих элемен-тов, а также некоторых примесей, в частности,серы и фосфора, содержание которых контроли-руется. Соединения, выполненные КССО, отли-чаются стабильными и высокими показателямимеханических свойств, близкими к соответству-ющим показателям основного металла. Однако измноголетней практики применения КССО извес-тны случаи, когда при сварке отдельных партийпроката, несмотря на отсутствие каких-либо от-клонений режимов сварки и химического составастали от регламентированных значений, не уда-ется получить стабильные показатели механичес-ких свойств. Чаще всего это обусловлено нали-чием неметаллических включений (НВ) в свар-ных швах.
В современном металлургическом производс-тве применяются различные методы обработкижидкого металла с использованием шлаков, фер-роприсадок, содержащих различные модификато-ры и раскислители. В результате их взаимодейс-твия с жидким металлом в нем остаются НВ, со-держащие различные элементы, которые не вхо-дят в состав легирующих. Их содержание в ме-талле не регламентируется [1].
Целью настоящей работы было исследованиевлияния НВ в низколегированных сталях на фор-мирование соединений, полученных КССО, и ихмеханические свойства.
Исследования проводили на цельнотянутыхтрубах нефтегазового сортамента из стали 20, из-готовленных на различных предприятиях Укра-ины и России и отличающихся технологией про-изводства. Для сварки были выбраны две партиитруб диаметром 168 мм с толщиной стенки 6,5 мм(партия 1) и диаметром 178 мм с толщинойстенки 10 мм (партия 2). Сварку труб выпол-няли на контактной стыковой машине К584 кон-струкции ИЭС им. Е. О. Патона, которая серийновыпускается Каховским заводом электросвароч-ного оборудования [2]. Такие машины использу-ются в различных отраслях промышленности, втом числе на предприятиях нефтегазового ком-плекса для сварки труб диаметром 114…325 мм.
С. И. Кучук-Яценко, В. Ф. Загадарчук, В. И. Швец, Г. Н. Гордань, 2008
Т а б л и ц а 1. Параметры режимов сварки труб
пар-тии труб Режим сварки Время свар-
ки, с
Конечнаяскоростьоплавле-ния, мм/с
Припускна оплавле-ние, мм
Максималь-ная потреб-ляемая
мощность,кВ⋅А
Удельноедавлениеосадки,кг/мм2
Величинаосадки, мм
Минималь-ная ско-
рость осад-ки, мм/с
1, 2 А (регламентирован ВСН 006–89) 75...80 1,0...1,2 16,5...19,2 76 4,0...5,6 6 25
2 Б (усовершенствованный) 45...50 4,0...4,5 15,0...16,0 304 5,0 7 100
6/2008 5

На первом этапе исследований сварку трубобеих партий проводили на режиме, регламенти-руемом ведомственным нормативным докумен-том [3]. Основные параметры режима приведеныв табл. 1 (режим A). Испытание сварных соеди-нений труб проводили в соответствии с упомя-нутым выше нормативным документом и меж-дународным стандартом API 1104.
Идентификацию и распределение НВ в иссле-дуемых образцах основного металла и сварныхсоединений проводили на полированных микрош-лифах, содержание химических элементов в НВопределяли на микроанализаторе модели SХ-50Camebax фирмы «Cameсa». С целью идентифи-кации структурных составляющих основного ме-талла и сварных соединений в исследуемых об-разцах применяли травление в нитале, а микрос-труктуру изучали на микроскопе «Неофот-32» приразличных увеличениях. Фрактографические ис-следования поверхности изломов выполняли нарастровом микроскопе JSM-840 с микроанализа-тором «Lynk-Systems».
Содержание регламентированных легирую-щих элементов в обеих партиях примерно оди-наково (табл. 2), а по составу неконтролируемыхвключений они различаются (табл. 3). В сталипартии 1 присутствуют мелкие глобулярныевключения оксидов железа и включения большегоразмера оксисульфидов марганца и железа (рис. 1,а). Встречаются однородно распределенные вструктуре включения оксидов алюминия, окан-тованные сульфидной фазой. В стали труб партии 2 оксисульфиды не наблюдаются. В металле
присутствуют многочисленные частицы сложныхоксидов размером порядка 1 мкм, в состав кото-рых входят алюминий, кремний, магний, кальций
Т а б л и ц а 2. Химический состав стальных труб, мас. % партиитруб C Si Mn S P Cr Ni Cu Al* V* Mo* Ti* Nb* As
1 0,212 0,218 0,60 0,017 0,014 0,03 0,03 <0,02 0,021 <0,02 <0,03 <0,002 0,002 —
2 0,163 0,327 0,52 0,003 0,007 0,11 0,13 0,19 0,010 0,05 0,03 0,002 <0,002 0,01
* Элементы, не регламентируемые ГОСТ.
Та б л и ц а 3. Элементный состав НВ в трубных сталях, мас. %
партиитруб
Al Si Mg S Mn O V Ca Примечание
1 0,382 0,421 0,467 0,132 0,659 1,157 Не опр. Не опр. Мелкиеоксидыжелеза
0,278...0,298 0,321...0,464 0,366...0,775 5,584...13,496 10,358...19,304 1,267...13,425 » » » » Оксисуль-фиды железаи марганца
2 8,680...31,183 1,216...23,117 1,969...8,194 0,105...0,421 0,389...1,000 15,263...37,527 0,018...0,059 0,277...6,819 ОксидысистемыAl–Si–Mg–Ca
0,331...0,653 6,672...30,933 0,328...0,731 0,012...0,050 0,484...0,226 10,206...17,722 0,074...0,062 0,074...0,261 Силикатыжелеза
Рис. 1. Неметаллические включения в трубных сталях ( 250)партии 1 (а) и 2 (б)
6 6/2008

(рис. 1, б). Частицы наряду с однородным расп-ределением их в объеме образуют также скоп-ления в виде полос. Кроме этих частиц, в сталиприсутствуют включения силикатов железа с нес-колько повышенным содержанием элементов,входящих в состав частиц.
Микроструктура сталей труб обеих партийперлитно-ферритная (рис. 2), однако она значи-тельно отличается морфологически. Зерна ферри-та в стали труб партии 1 имеют грубую по-лигональную форму (рис. 2, а, б), между нимирасположены колонии перлита. Микроструктурастали труб партии 2 отличается меньшим раз-мером зерна и состоит из феррита и отпущенныхпродуктов эвтектоидного распада (рис. 2, в, г).
Ширина ферритной полоски [4] сварного шватруб партии 2 в 1,5 раза больше, чем в сое-динениях труб партии 1 (рис. 3, а, б). Приэтом протяженность остальных структурных учас-тков металла ЗТВ и размер зерен в них идентичны,что обусловлено одинаковым тепловложениемпри сварке. На рис. 4, а представлен макрошлифсоединения труб партии 1, а на рис. 4, б —партии 2, сваренных на режиме А. Увеличениеферритной составляющей в шве косвенно свиде-тельствует о более интенсивном зарождении цен-тров кристаллизации феррита, что может бытьвызвано присутствием в шве оксидов, в составкоторых входят ванадий и алюминий, которые,
как известно [5], относятся к ферритообразующимэлементам.
В работе [6] показано, что на формированиеструктуры в зоне соединения деталей при КССОсущественное влияние оказывает состояние рас-плава жидкого металла, образующегося при оп-лавлении контактирующих деталей. Формирова-ние качественных соединений возможно при та-ких параметрах КССО, когда расплав не успеваетзакристаллизоваться к моменту деформации тор-цов свариваемых деталей. При этом большая егочасть выдавливается из стыка, а часть остается,формируя структуру с ферритной окантовкой пограницам зерен. Расплав и соответственно его ос-татки в сварном шве отличаются повышеннымсодержанием кислорода. Поэтому металл на учас-тке ферритной полоски в целом имеет понижен-ные механические свойства по сравнению с со-седними участками. Наличие в стали элементов,образующих тугоплавкие оксидные плены на по-верхности расплава, удаление которых в процессеосадки затруднено, приводит к сохранению ок-сидных плен в структуре шва, формирование ко-торых во многом зависит от содержания оксидныхструктур в расплаве. При небольшом количествеоксидов образуются отдельные НВ.
В ферритной полоске соединений труб партии 1 обнаружены отдельные НВ глобулярной фор-мы (рис. 3, а). В швах труб партии 2 мно-
Рис. 2. Микроструктура стали труб партии 1 (а, б) и 2 (в, г) (а, в — 100; б, г — 500)
6/2008 7

Т а б л и ц а 4. Содержание химических элементов в НВ на различных участках соединений труб партии 2,мас. %
Участок соединения с НВ Si Al Mn Fe V O
Включения в шве (рис. 3, в) 5,482...24,052 0,300...0,826 2,698...26,686 17,792...53,723 0,354...1,066 25,846...36,060
Включения в МП (рис. 5, г) 14,084...31,699 0,655...1,167 15,690...30,428 4,586...22,436 0,584...0,536 28,654...56,919
Пленка непровара (рис. 5, в) 1,054 0,220 0,753 96,076 0,082 1,665
Т а б л и ц а 5. Механические свойства основного металла (ОМ) и соединений труб обеих партий
Режим сварки партии трубσт, МПа σв, МПа δ, %
ОМ Сварной шов ОМ Сварной шов ОМ Сварной шов
А 1 394...398397
388...391390
559...565564
555...563557
22...2423
21...2322
2 411...418415 — 543...547
545176...349
27531...33
32 —
Б 2 — 408...414412 — 531...537
534 — 29...3130
Окончание табл. 5
Режим сварки партии трубKCV+20, Дж/см2 Угол загиба,
град Характер дефектовв изломе
ОМ Сварной шов Сварной шов
А 1 121...153150
30...5145 120 Дефекты отсутствуют
2 249...263259 — 10...20
15Оксидные плены площадью 10…40 мм2 и МП
Б 2 — 32...6359 120 Дефекты отсутствуют
Рис. 3. Микроструктура соединений труб партии 1 (а) и 2 (б, г): а, б — режим A; в, г — Б (а, б, г — 100; в — 500)
8 6/2008

гочисленные выделения НВ расположены не толь-ко в плоскости соединения, но и по границамзерен приконтактных участков (рис. 3, б, в). Похимическому составу они представляют собой же-лезомарганцевые силикаты, содержащие алюми-ний и ванадий (табл. 4).
В табл. 5 приведены результаты механическихиспытаний соединений труб обеих партий, сва-ренных на режиме A. Показатели испытаний об-разцов партии 1 весьма близки к аналогичнымпоказателям испытаний образцов основного ме-талла. Механические свойства соединений трубпартии 2 значительно ниже, чем основного ме-талла. Все образцы этой партии разрушились позоне соединения — ферритной полоске. При ви-зуальном осмотре на поверхности изломов можновыделить характерные участки, отличающиесямакро- и микроструктурой. На участках, где при-сутствует металлическая связь, излом имеет круп-нокристаллическое строение (рис. 5, а, участок1). В местах отсутствия кристаллического изломасоединение проходит через монолитную оксид-ную плену (рис. 5, участок 2). При КССО такоесоединение классифицируется как непровар и от-личается низкой пластичностью и прочностью. Взависимости от химического состава оксидныеплены могут иметь различную окраску, выделя-ющую их на поверхности излома. В изломах об-разцов партии 2 имелись участки, отличаю-щиеся мелкокристаллической структурой (рис. 5,а, участок 3). Фрактографические исследованияучастков 1–3 показывают, что на участке излома1 (рис. 5, б) наблюдается характерная для хруп-кого разрушения структура транскристаллитногоскола. Структура участка излома 2 (рис. 5, в) пред-ставляет собой монолитную оксидную плену тол-щиной более 20…30 мкм с включениями сложныхоксидов на силикатной основе. Участок излома 3характеризуется ямочным изломом. В неглубокихямках располагаются преимущественно фрагментыразрушенной оксидной плены, толщина которой непревышает 10…20 мкм (рис. 5, г). Мелкие ямкис небольшими гребнями разрушений свидетель-ствуют о пластической деформации металла наэтом участке в момент зарождения трещины. Привизуальном осмотре эти участки поверхности из-лома независимо от химического состава сталиимеют окраску от серой до матовой. В практикеКССО их определяют как «матовые пятна» (МП).При небольшой площади МП относительно пло-щади поперечного сечения образцов их влияниена показатели статических испытаний на растя-жение сравнительно низкие.
Образцы партии труб 1 при стандартныхмеханических испытаниях разрушались за преде-лами плоскости соединения и ЗТВ, поэтому ис-следования проводили на изломах образцов с над-резами по линии сварки. Анализ полученных дан-
ных показывает, что в изломах образцов партии 1 обнаружены единичные глобулярные вклю-чения, по составу близкие к включениям основ-ного металла. При испытаниях сварных соеди-нений партии 2 наиболее низкие показателинаблюдались в образцах, где обнаружены оксид-ные плены и МП большой площади. В отличиеот НВ образцов партии 1 они формируютсяв виде протяженных плен в плоскости соединения,площадь которых составляет от 10 до 60 % ееповерхности. В состав оксидных плен, согласноданным микрорентгеноспектрального анализа(табл. 4), входят, кроме железа и кремния, алю-миний и ванадий, которые не являются контро-лируемыми элементами для этой стали. При этомсодержание ванадия в оксидной плене МП почтив 70…100 раз превышает его среднее содержаниев стали. Приведенные данные дают основание по-лагать, что доминирующее влияние на формиро-вание оксидных плен и МП в сварных швах трубпартии 2 оказывают оксиды, содержащие алю-миний, кремний, магний и ванадий в составе ста-ли. Сочетание этих элементов ведет к образова-нию сложных легкоплавких оксидов, приповер-хностный слой расплава которых при сварке со-держит тугоплавкие оксидные плены, из-за ко-торых затрудняется удаление оксидов при осадке.В местах скопления оксидов в стали (см. рис. 1,б) вероятность образования оксидных плен наи-более высокая. При сварке отдельных образцовтруб из партии 2, где содержание ванадия непревышало 0,02 %, были получены соединениябез дефектов в плоскости соединения при томже режиме A который был разработан для труб
Рис. 4. Макрошлифы сварных соединений труб ( 2): а —партия 1 режим A; б — партия 2, режим A; в — партия 2, режим Б
6/2008 9

выпуска 1990-х годов, подобных по химическомусоставу исследованной партии 1.
Были проведены работы по усовершенствова-нию режима A, с учетом сварки труб современ-ного производства, отличающихся большим со-держанием НВ. Они были направлены на разра-ботку способов повышения концентрации нагревапри оплавлении приконтактных слоев металла в
сочетании с их скоростной деформацией, обес-печивающих сокращение длительности кристал-лизации жидкого расплава на поверхности оплав-ления и взаимодействия его с воздушной средойискрового промежутка. Это потребовало созданияновой системы регулирования процесса оплавле-ния и переоборудования некоторых узлов свароч-ной машины К584. В результате проведенных ис-
Рис. 5. Поверхность излома ( 6) соединения труб партии 2, сваренных на режиме A (а) и фрактографическая картина( 300) на отдельных участках: 1 — крупнокристаллическое строение; 2 — оксидная плена; 3 — матовое пятно
10 6/2008

следований разработан режим сварки Б (см. табл.1), обеспечивающий получение качественных со-единений труб партии 2. По сравнению с ре-жимом A он отличается меньшей длительностьюпроцесса сварки, большей концентрацией энергиипри оплавлении, повышенной скоростью осадки.Сварные соединения отличаются меньшей про-тяженностью ЗТВ (см. рис. 4, в), уменьшениембалла зерна и ширины ферритной полоски (см.рис. 3, г). Механические свойства сварных сое-динений партии 2 соответствуют нормативнымдокументам, а в изломах отсутствуют дефектытипа оксидных плен (табл. 5 режим Б).
Полученные результаты свидетельствуют одостаточной адаптивности технологии КССО кизменениям структуры металла свариваемых ста-лей, в том числе и по содержанию в нем НВ.Однако они не дают оснований для отмены кон-троля над содержанием НВ в сталях при опре-делении режимов сварки и технологий. Особенноопасно наличие сегрегации включений, предст-авленных на рис. 1, б. При сварке образцов трубна участках, где сегрегации попадали в зону свар-ных соединений, не удалось получить стабильныепоказатели механических испытаний даже с ис-пользованием усовершенствованного режимасварки Б и последующей термической обработки.В местах выхода сегрегации в зону соединениянаблюдались оксидные плены большой площади.Для получения стабильного качества сварныхстыков рассматриваемых сталей ограничение со-держания некоторых НВ, в частности, с высокойтемпературой плавления, представляется наи-более рациональной мерой для конструкций от-ветственного назначения. Например, снижениесодержания ванадия в сталях труб партии 2с 0,05 до 0,02 % позволило бы сваривать эти трубына установленном нормативами режиме A с бо-льшими допусками на изменение условий экс-
плуатации без переоснащения и модернизациисварочного оборудования. По такому пути пошлинекоторые предприятия нефтегазового комплек-са РФ.
Выводы
1. Наличие в углеродистых и низколегированныхсталях НВ, содержащих элементы, которые об-разуют тугоплавкие оксидные структуры, ухуд-шает их свариваемость при КССО.
2. Режимы сварки указанных сталей, установ-ленные нормативными документами, требуюткорректировки в случае повышенного содержанияв стали неконтролируемых примесей металлур-гического производства, особенно содержащихтитан, ванадий и кальций.
3. Разработана технология сварки труб иссле-дованных сталей с повышенным содержаниемНВ, обеспечивающая получение механическихсвойств сварных соединений, соответствующихнормативным требованиям.
4. При изготовлении деталей ответственногоназначения целесообразно ввести контроль про-ката, поступающего на сварку, для определенияв нем локальных сегрегаций НВ.
1. Калинников Е. С. Хладостойкая низколегированнаясталь. — М.: Металлургия, 1976. — 288 с.
2. Контактная сварка трубопроводов / С. И. Кучук-Яцен-ко, В. Г. Кривенко, В. А. Сахарнов и др. — Киев: Наук.думка, 1986. — 180 с.
3. ВСН 006–89. Строительство магистральных и промыс-ловых трубопроводов. Сварка. — М.: Миннефтегазс-трой, 1989. — 55 с.
4. Особенности образования ферритной полоски при свар-ке давлением / С. И. Кучук-Яценко, Г. К. Харченко,Ю. В. Фальченко и др. // Автомат. сварка. — 2000. — 6. — С. 11–17.
5. Лахтин Ю. М. Металловедение и термическая обработкаметаллов. — М.: Металлургия, 1983. — 359 с.
6. Кучук-Яценко С. И. Контактная стыковая сварка оплав-лением. — Киев: Наук. думка, 1992. — 236 с.
Influence of nonmetallic inclusions (NMI) contained in low-alloyed steels on joint formation in flash-butt welding wasstudied. NMI based on chemical elements not belonging to alloying elements of this steel class and defined as endogenousimpurities were considered. It is shown that the presence of such NMI in steel impairs its weldability, particularly ifthey contain elements forming refractory oxides. Ways of improvement of flash-butt welding technologies for joiningsteels with an increased NMI content were determined.
Поступила в редакцию 10.12.2007
6/2008 11

УДК 621.791:621.643.1/.2
ВЫБОР ТЕХНОЛОГИЙ УСТРАНЕНИЯ ДЕФЕКТОВВ МАГИСТРАЛЬНОМ ТРУБОПРОВОДЕБЕЗ ВЫВОДА ЕГО ИЗ ЭКСПЛУАТАЦИИ
Академик НАН Украины В. И. МАХНЕНКО, Е. А. ВЕЛИКОИВАНЕНКО, канд. физ.-мат. наук,О. И. ОЛЕЙНИК, инж. (Ин-т электросварки им. Е. О. Патона НАН Украины)
Ремонтные технологии для устранения дефектов в магистральных трубопроводах требуют обоснования для харак-терных типовых случаев соответствия назначению. Для этой цели разрабатываются соответствующие расчетныеалгоритмы определения риска отказа отремонтированного дефекта в зависимости от его размеров, метода ремонтаи условий эксплуатации. В работе освещается разработанный подход при выборе технологии ремонта трещин.
К л ю ч е в ы е с л о в а : магистральные трубопроводы, бе-зопасная эксплуатация, техническая диагностика, обнару-женные дефекты, выбор технологии ремонта, герметичнаямуфта, бандаж, расчетные алгоритмы, метод Монте-Кар-ло, вероятность отказа, соответствие назначению
Обеспечение стабильной безопасной работы ма-гистральных трубопроводов является одной изглавных задач трубопроводного транспорта вовсем мире, в том числе и в Украине, где ежегоднос Востока на Запад транспортируется по трубоп-роводам до 120 млрд м3 газа и свыше 30 млн тнефти. Стабильность, связанная с безотказностьюфункционирования трубопроводов, в первую оче-редь определяется безопасной эксплуатацией тру-бопровода в результате своевременно проводи-мых мероприятий по технической диагностике егосостояния и соответствующими ремонтами обна-руженных дефектов. Среди большого количестваспособов ремонта трубопроводов основное вни-мание привлекают те из них, которые не требуютвывода трубопровода (участка) из эксплуатации.Для решения таких задач известен целый ряд под-ходов, в том числе и с применением сварочныхтехнологий [1–3]. Американским институтом неф-ти разработан специальный стандарт [4] по при-менению сварки при ремонте отдельных локаль-ных дефектов на действующем трубопроводе.Значительный объем работ в этом направлениивыполнен в последние годы в ИЭС им. Е. О. Па-тона НАН Украины [1, 2, 5, 6]. Целый ряд такихразработок получил признание соответствующихспециалистов и используется на практике [3].
Тем не менее многие вопросы, связанные сприменением сварочных технологий, остаютсяеще недостаточно исследованными. Это в первуюочередь относится к вопросам ресурса безопаснойэксплуатации отремонтированных в указанныхусловиях трубопроводов, поскольку спецификаремонтных условий накладывает целый ряд ог-
раничений на параметры сварочных технологий,форму и размеры конструктивных решений.Здесь часто невозможно уложиться в общие ре-комендации (стандарты), используемые при ре-монте сваркой подобных конструкций в обычныхусловиях, т. е. выведенных из эксплуатации ипрошедших соответствующую подготовку длявыполнения сварки. Поэтому большое значениедля таких технологий с учетом конкретных ус-ловий нагружения отремонтированного узла тру-бопровода имеют доказательства соответствияназначению.
Цель настоящей работы состоит в разработкерасчетной методики, позволяющей с определен-ной консервативностью оценить соответствие наз-начению участков трубопровода (по условию бе-зопасной эксплуатации) после характерных ме-тодов ремонта [3], связанных с устранением об-наруженных недопустимых дефектов.
Одним из наиболее опасных дефектов явля-ются несплошности материала типа трещин. Та-кие дефекты могут быть поверхностные (с на-ружной либо внутренней поверхности трубы),сквозные и подповерхностные (последние приобычных толщинах магистральных трубопрово-дов встречаются редко). Выбор ремонта таких де-фектов начинается, как правило, с оценки воз-можности путем шлифования перевода дефектаиз типа недопустимой трещины в объемный де-фект канавочного типа [7], расположенный вдольобразующей (длина дефекта s) либо вдоль окруж-ности (длина дефекта c) при глубине δизм (рис. 1).
Допустимость такого типа дефектов оценива-ется с учетом прогнозируемого уменьшения тол-щины в результате коррозии по соотношениямиз работ [7–9]
Y = δизм – ⎧⎨⎩[δ]Rj + vкорt
⎫⎬⎭, j = s, c > 0, (1)
© В. И. Махненко, Е. А. Великоиваненко, О. И. Олейник, 2008
12 6/2008

где
Rj ≥ 0,2 при λ = 1,285s√⎯⎯⎯⎯D[δ]
≤ 0,3475, cD ≤ 0,348;
Rs = f(λ) при 0,3475 < λ < 10;
Rc = – 0,7568 + 10,511(c ⁄ D)2
1,0 + 13,838(c ⁄ D)2 при cD > 0,348;
Rs ≥ 0,885 при λ ≥ 10;
Rj — допустимое снижение величины [δ]; D —диаметр трубы; [δ] — минимально допустимаятолщина трубы на основе применения расчетногокода для данного участка целой трубы (без учетакоррозии); vкор — скорость коррозии на прогно-зируемый интервал времени t эксплуатации доследующей диагностики.
Условие Y > 0 по (1) определяет допустимостьвыявленного дефекта. В случае, если Y < 0, т.е.
канавочный дефект полученных размеров недо-пустим, следует применить соответствующие тех-нологии для его устранения, например, заваркулибо постановку бандажа (рис. 2).
В случае, когда бандаж воспринимает значи-тельную часть силовой нагрузки [3], вместо ус-ловия (1) можно записать
Y = δизм – vкорt. (2)
Зависимость (2) соответствует условию появ-ления сквозного коррозионного дефекта. Видно,что силовое разгружение зоны дефекта канавоч-ного типа — удаление слагаемого [δ]Rj из (1) —формально может резко увеличить время t до по-явления течи. Учитывая значительную стохастич-ность в величинах δизм и vкор, такие оценки длявремени t более корректно выполнять в вероят-ностном виде, как предлагается, например, в ра-боте [9].
На рис. 3 с помощью методики расчета ве-роятности отказа на основе метода Монте-Карлопри заданных усеченных нормальных законах рас-пределения измеренных величин δизм и скоростикоррозии vкор построены вероятности отказа P вовремени t.
В качестве исходных данных относительноδизм, s, c и vкор, т. е. средних значений
δизм– , s– , c– , vкор
– в усеченном нормальном законераспределения , характеризуемом стандартом от-клонения ξ и нижним пределом отклонения A,приняты следующие: s– = 40 мм, c– = 500 мм,
δизм–
= 11,5 мм, ξδ = 0,5 мм, ξs = 2 мм, ξc = 5 мм,
vкор– = 1,0 мм/год, ξv = 0,1 мм/год, Aδ = 10,5 мм,Av = 0,8 мм/год. Кривые Ps и Pc определяют уве-личение вероятности отказа для случаев зашли-фованной трещины вдоль образующей (длинойs– = 40 мм), вдоль окружности (длиной c– =
Рис. 1. Схема удлиненных объемных дефектов, имеющихформу канавок (Groove-Like Flaw): а — дефект в виде канав-ки (вид сверху); б, в — соответственно длина дефекта (сече-ние А–А) и ширина дефекта в виде канавки (сечение В–В)
Рис. 2. Схема бандажа для ремонта коррозионно-механичес-ких повреждений стенки трубы глубиной до 50 % ее толщи-ны [3]
Рис. 3. Расчетная вероятность отказа во времени t с началапроцесса коррозии для дефекта канавочного типа вдоль обра-зующей Ps и окружности Pc при отсутствии бандажа и послеего установки Pбан в момент t = 0
6/2008 13

= 500 мм) на основе критерия (1) при D == 1420 мм, [δ] = 16 мм.
Видно, что через четыре года эксплуатациитаких канавочных утонений при наличии кор-розии вероятность отказа Pc ≈ 0,2. Однако ужепри t = 4,5 года Pc ≈ 0,5, т. е. надежность такоговида ремонта наружных трещин соответствующихразмеров является небольшой.
Кривая Pбан на рис. 3 определяет вероятностьотказа тех же дефектов во времени с учетом того,что установлен бандаж, способный взять на себязначительную часть силовой нагрузки, т. е. учи-тывается только коррозия по критерию (2). Видно,что установка бандажа значительно снижает ве-роятность отказа во времени. Тем не менее послеt = 10 лет с начала коррозионного процесса ве-роятность отказа выше 0,1, что во многих случаяхявляется нежелательным. С этих позиций болеенадежным является установка при ремонте гер-метичной муфты (рис. 4), позволяющей сохранитьработоспособность после образования сквозного
дефекта. Вероятность отказа P2 для такого вари-анта ремонта определяется в виде произведения
P2 = P1P1, 2, (3)
где P1 — вероятность получения во временисквозного дефекта в результате коррозии с учетомзависимости (2); P1, 2 — вероятность отказа муфтыпри условии появления рабочего давления газав полости между муфтой и трубой.
Критерий отказа в этом случае согласно работе[5] связан с работоспособностью сварных соеди-нений приварки муфты к трубе. Вероятность от-рыва углового либо прорезного шва (рис. 4) мож-но связать с критерием хрупковязкого разрушенияпо механизму спонтанного распространения при-мыкающей к сварному шву острой полости припоявлении в ней рабочего давления:
Y = – Kr + (1 – 0,14Lr2) [0,3 + 0,7 exp (– 0,65Lr
6)],
при Lr ≤ Lrmax =
σт + σв
2σт,
при Lr > Lrmax Y = – Kr,
(4)
где Кr характеризует чисто хрупкое разрушениесварного шва, Kr = KI/KIC (KI — коэффициентинтенсивности напряжений в металле сварногошва при указанном нагружении; KIC — вязкостьразрушения металла шва); Lr = σref/σт характе-ризует чисто вязкое разрушение сварного шва врезультате пластической неустойчивости, когдаσref определяется, например, по теории Мизесачерез компоненты тензора напряжений в металлешва при рассматриваемом нагружении.
В работе [5] описана методика определения ве-личин KI и σref через изгибающие моменты M иперерезывающие силы Qr, действующие на единицудлины кольцевого сварного шва (рис. 4). При фик-сированном рабочем давлении в полости доста-точно стохастичными величинами являются гео-метрические расчетные размеры сварного шва —h или 2а, сопротивление металла шва хрупкомуразрушению KIC, а также его механические свойс-тва σт и σв. Для величин X = h, a, σт и σв удобноиспользовать усеченный нормальный закон рас-пределения таких случайных величин, определя-
емый средним значением X–, стандартом откло-нения ξX и нижним пределом усечения AX [9].
Для значений KIC более приемлемым являетсяраспределение в соответствии с законом Вейбул-ла, когда вероятность
p(KIC) = 1 – exp ⎡⎢⎣– ⎛⎜
⎝
KIC – K0Kd – K0
⎞⎟⎠
η⎤⎥⎦,
(5)
где K0, Kd, η — параметры распределения, оп-ределяемые обычно по результатам 12-15 экспе-
Рис. 4. Схема герметичной муфты (а) и нагружения углового(б) и прорезного кольцевого шва (в) от рабочего давления вщели между муфтой и трубой
14 6/2008

риментов [8], из которых вычисляютсяKIC при p = 0,5; 0,05 и 0,95. Затем,подставляя в уравнение (4) значенияKIC и p, получаем систему из трех не-линейных уравнений, из которой на-ходим значения параметров ВейбуллаK0, Kd, η.
Рассмотрим генератор случайныхчисел Z в пределах 0 ≤ Z ≤ 1,0 и усло-вие соответствия исходной величиныX в виде
Z = ∫ A
X
X
ϕX– dX = P(X), (6)
где ϕX– — нормированный закон рас-
пределения величины X; P(X) — ве-роятность значения X.
Используя зависимость (6), полу-чаем возможность генерировать вы-борку вариантов по Y для метода Мон-те-Карло. Представительность выбор-ки проверяется увеличением количес-тва вариантов N до тех пор, пока сред-
нее значение Y–, стандарт отклонения
ξY = ⎡⎢⎣
⎢⎢
1N ∑
n
N
(Y – Y–
)n2 ⎤⎥⎦
⎥⎥
0,5
и вероятность
отказа P1, 2 практически не меняются.Вероятность отказа P1, 2 определяетсязависимостью
P1, 2 = ∫ – A
Y
0
ϕY– dY, (7)
где ϕY– — нормализованный закон распределения
величины Y для представительной выборки.Ниже выполнены расчеты вероятности отказа
P1, 2 для муфты с угловым и прорезным швом взависимости от толщины стенки муфты δм придлине 2L = 1000 мм для углового шва и 2L == 1000 + 2⋅100 мм для муфты с прорезным швом.
В табл. 1 приведены соответствующие вари-анты расчета для различных размеров h
_ (углового
шва при h(ϕ) = const) и 2a_ (размеров прорезного
шва) с указанием возникающего при рабочем дав-лении Pраб. дав = 5,5 МПа изгибающего моментаM и перерезывающей силы Qr в металле шва.
Соответственно для углового шва по [5, 8]
KI = 4,295 Mh3 ⁄ 2
+ 0,5369Qr
√⎯⎯h , σref = 4M
h2 + Qrh . (8)
Для прорезного шва
KI = 1,129 Ma3 ⁄ 2
+ Qr
√⎯⎯⎯πa , σref = M
a2 + Qr2a. (9)
Приведенные в табл. 1 данные относительноизгибающих моментов в сварном шве соответс-твуют средним значениям h
_ и 2a
_. Там же указаны
средние значения KI–
и σref– и приведены результаты
расчета P1, 2. Учитывалась стохастичность значе-ний h, a, KIC, σт, σв. Принималось ξh = 0,5 мм,Ah = h
_ – 2ξh, ξa = 0,5 мм, Aa = a
_ – 2ξa, σт
– =
= 270 МПа, σв– = 475 МПа, Aσт
= 230 МПа,
Aσв = 435 МПа, ξσ
т = ξσ
в = 20 МПа. Для KI ис-
пользовали два варианта значений: I — вариантдля основного металла Kd = 107,5 МПа⋅м1/2, K0 == 20 МПа⋅м1/2, η = 4,0; вариант II отличается зна-чением Kd = 42 МПа⋅м1/2.
Из данных табл. 1 видно, что по объему нап-лавляемого металла сварного шва при одинаковыхтолщинах стенки муфты δм сварные угловые швыимеют небольшое преимущество. Например, приδм = 28 мм и h = 2a = 28 мм объем наплавленного
Т а б л и ц а 1. Результаты расчета геометрических параметров для гер-метичной муфты
δм, мм
Угловые швы
h_, мм М, МПа⋅мм2 Qr,МПа⋅мм
KI–
,МПа⋅мм1/2 σref
– , МПаР1, 2
I II
20 12 13780 274 46,4 405,6 0,3670 1,0
20 20 23435 319 36,8 250 0,0837 0,867
28 20 25174 345 39,5 269 0,2300 0,969
28 22 27160 352 37,0 240 0,0450 0,839
28 24 29000 358 34,7 216 0,0030 0,577
28 26 30656 362 32,6 195 0 0,295
28 28 32120 370 30,6 177 0 0,188
28 — — — — — — —
Окончание табл. 1
δм, мм
Прорезные швы
2a_, мм М,
МПа⋅мм2Qr,МПа⋅мм
KI–
,МПа⋅мм1/2 σref
– , МПаР1, 2
I II
20 — — — — — — —
20 — — — — — — —
28 22 36915 447 38,5 327 0,7100 1,0000
28 24 37160 425 34,1 277 0,1730 0,9370
28 26 37351 405 30,4 238 0,0048 0,5310
28 28 37492 388 27,4 206 0 0,1090
28 30 37590 374 24,8 181 0 0,0045
28 32 37661 361 22,6 159 0 0
6/2008 15

металла на единицу длины для углового шваVуг ≈ πh2 ⁄ 4 = πδм
2 ⁄ 4 ≈ 0,785δм2 , а для прорезного
2aδм = δм2 . У угловых швов также наблюдается
определенное преимущество по надежности, т. е.меньше риск P1, 2 при одинаковых h = 2a.
С учетом полученных P1, 2 можно построитьвероятность отказа P2 = P1P1, 2. Видно, что посравнению с бандажом (см. рис. 3), применениегерметичной муфты может заметно снизить рискP2, особенно для тяжелых муфт, у которых рискP1, 2 → 0. Следует отметить, что по сравнению сработой [5], где использовали детерминирован-ный подход при KI = 1000 МПа⋅мм1/2 == 31,6 МПа⋅мм1/2, что соответствует p(KIC) << 0,05, у рассмотренного вероятностного подходаменее жесткие требования относительно размеровсварных швов, при которых P1, 2 ≈ 0.
Рассмотренные варианты ремонта трещиныбез вывода трубопровода из эксплуатации неп-рименимы для трещин на внутренней поверхнос-ти трубопровода, поскольку не предусматриваютудаления металла в зоне трещины на внутреннейповерхности трубы с целью предупреждения рас-пространения трещины во время эксплуатации.
Для таких случаев в работе [3] предлагаетсявариант ремонта с применением конструкции, ха-рактерной для получения отводов без вывода тру-бопровода из эксплуатации. В ее основе находитсяприварная муфта 2 с отверстием (рис. 5), к ко-торой заранее приварен патрубок 3 с фланцем 4,на котором крепится механизм для удаления зоныдиаметром d, в пределах которой расположенатрещина 5. Если муфта приварена к трубе тольконаружными кольцевыми швами 6, то ее надеж-ность определяется с учетом рабочего давлениягаза в полости между муфтой и трубой по опи-санному выше алгоритму для герметичной муфты.Если имеется возможность качественно выпол-
нить внутренний сварной шов 7 без наружного6, то в этом случае надежность конструкции будетопределяться способностью внутреннего сварногошва 7 выдерживать силу давления в патрубке,т.е. в этом сварном шве будут действовать пе-ререзывающие силы Qz на единицу длины внут-реннего шва. При этом
Qz = Pраб. дав(πdпат
2 ) ⁄ 4πdв.ш
η(ξ), (10)
где Pраб. дав — рабочее давление; η(ξ) — функцияраспределения Qz вдоль сварного шва; dпат — ди-аметр патрубка; dв.ш — диаметр внутреннего шва.
Максимальное значение η(ξ) согласно [10]имеет место в поперечном сечении трубы, сов-падающем с осью патрубка. При условии h/dв.ш << 0,2 и dв.ш/dпат → 1,0 максимальное значениеη(ξ) можно представить в следующем виде:
ηmax(ξ) = 0,9 + 10,6 ⋅dпат
D ⎛⎜⎝1 – 0,4δ + δм
dпат⎞⎟⎠ + 4,0 h
dпат. (11)
При указанных ограничениях вместо (10) по-лучаем
Qzmax = Pраб.дав
dпат4 ×
× ⎡⎢⎣0,9 +
10,6⋅dпатD
⎛⎜⎝1 – 0,4
δ + δмdпат
⎞⎟⎠ + 4,0 h
dпат
⎤⎥⎦.
(12)
Рис. 5. Схема конструкции для удаления трещин и прочих дефектов на внутренней поверхности трубопровода под давлением:1 — трубопровод; 2 — муфта; 3 — патрубок; 4 — фланец для крепления механического устройства удаления зоны с трещинойи глушения отвода; 5 — трещина; 6, 7 — соответственно наружные и внутренние сварные швы приварки муфты
Т а б л и ц а 2. Результаты расчета вероятности отказадля внутреннего шва (рис. 5)
d = 500 мм d = 400 мм d = 300 мм
h_, мм р h
_, мм р h
_, мм р
14,0 0,00054 10,0 0 6,0 0
13,0 0,02570 9,00 0,00360 5,5 0,00334
12,0 0,20900 8,00 0,18900 5,0 0,12000
16 6/2008

Раскладывая вектор Qz на составляющие вдольрадиуса r и окружности сварного шва β, получаем
Qrmax = Qz
max √⎯⎯⎯⎯⎯⎯⎯⎯⎯1 – (d ⁄ D)2 , Qβmax = Qz
max dD.
(13)
Соответственно в вершине сварной полости,примыкающей к внутреннему шву, будут дейс-твовать моды I и II коэффициента интенсивностинапряжений, определяемые величинами Qr
max дляKI и Qβ
max для KII.Для небольших отношений dпат/D, что харак-
терно для данной процедуры ремонта внутреннихтрещин относительно небольшой длины, величи-на Qr
max незначительно отличается от Qzmax по (13),
что позволяет использовать для вычисления KIи σref зависимости (8) при M = 0.
Риск спонтанного возрастания примыкающейк внутреннему шву острой полости можно опре-делить по критерию (4) с учетом стохастичностиисходных значений по h, KIC, σт, σв. В табл. 2приведены результаты такого расчета для D == 1420 мм, δ = 19 мм, δм = 28 мм приd = 500…300 мм в зависимости от катета угло-вого шва h
_ при отсутствии наружных швов 6.
Из таблицы видно, что ремонтная конструкциядля удаления трещин на внутренней поверхноститрубопровода отличается достаточно высокой на-дежностью при соответствующем выборе сечениясварного шва h
_, соединяющего муфту с трубой
(см. рис. 4). Чем больше отношение dпат/D, темболее высокие значения h
_ необходимы для тре-
буемой надежности.Следует отметить, что толщина стенки муфты
δм в пределах δ ≤ δм ≤ 1,5δ незначительно влияетна вероятность отказа при отсутствии внешнегошва (см. рис. 5). При наличии последнего рискотказа конструкции будет определяться произве-дением соответствующих вероятностей отказа изтабл. 2 с таковыми из табл. 1 при соответству-ющих δм, т. е. риск отказа можно еще сущест-венно снизить.
Как уже отмечалось выше, при использованииметода Монте-Карло для вычисления вероятностиотказа на основе соответствующего критерия пре-дельного состояния
Y = f(X) (14)
с помощью случайных чисел Z формируется вы-борка комбинаций соответствующих параметровX, на основе которой строится нормированнаяплотность распределения ϕY = ∂P ⁄ ∂Y, интегриро-вание которой по [8] дает значение искомой ве-роятности.
В качестве иллюстрации на рис. 6 приведеныплотность распределения ϕY
– величины Y по кри-терию (4) для варианта d = 300 мм, h
_ = 5,5 мм
из табл. 2, полученной на основе выборки из N == 104 комбинаций исходных параметров X, оп-ределяемых, как в работе [9], условием (6).
Современная компьютерная техника позволяетиспользовать величины таких выборок практичес-ки без серьезных ограничений, т. е. достоверностьполучаемых результатов в основном определяетсядостоверностью исходных параметров X, входя-щих в критерий предельного состояния (14). Этогеометрические размеры характерных элементов(утонений, трещин, сварных швов) и механичес-кие свойства материала в зоне указанных харак-терных элементов. Соответствующие рекомен-дации по этому вопросу технической диагностикиможно найти в работе [8], более детально его рас-смотреть применительно к трубопроводам плани-руется в отдельной статье.
Выводы1. Ремонтные технологии для обнаруженных де-фектов в магистральном трубопроводе без выводапоследнего из эксплуатации представляют боль-
Рис. 6. Плотность распределения ϕ__
Y величины Y по критерию(4) для варианта d = 300 мм, h– = 5,5 мм (а) и более подробноепредставление «хвоста» кривой ϕ
__Y в зоне Y ≤ 0 , по которой
определяется вероятность отказа Р (б)
6/2008 17

шой интерес для практики, но требуют для ти-повых случаев обоснования соответствия назна-чению.
2. Разработанные расчетные алгоритмы оценкириска отказа отремонтированных дефектов типатрещин на внешней и внутренней поверхностяхтрубопровода позволяют выстроить ремонтныетехнологии в ряд в зависимости от требуемогосоответствия назначению.
3. Положенный в основу расчета вероятност-ный подход позволяет учитывать разброс исход-ных данных по геометрическим размерам, меха-ническим свойствам и условиям эксплуатации со-ответствующим увеличением риска отказа, сти-мулируя получение исходных данных при тех-нической диагностике с максимально возможнойточностью.
1. Направления развития технологий ремонта магистраль-ных трубопроводов в условиях эксплуатации / В. С. Бут,В. М. Василюк, Ю. Т. Федоренко, М. Н. Дрогомирецкий// Сб. тр. науч. семинара «Обеспечение эксплуатацион-ной надежности систем трубопроводного транспорта».— Киев, 11 апр. 2006 г. — Киев, 2006. — С. 31–38.
2. Обгрунтування нового підходу до виконання зварюваль-них робіт на трубопроводах під тиском / В. С. Бут, Ю. Я.
Грецький, В. В. Розгонюк, В. М. Коломєєв // Нафт. і га-зова пром-сть. — 2001. — 4. — С. 33–39.
3. Бут В. С., Олійник О. І. Стратегія розвитку технологійремонту діючих магістральних трубопроводів // Пробле-ми ресурсу і безпеки експлуатації конструкцій, спорудта машин» / За ред. Б. Є. Патона. — К.: Ін-т електрозва-рювання ім. Є. О. Патона НАНУ, 2006. — С. 491–496.
4. API Standart 1104. Welding of pipelines and related faciliti-es. Appendix II — serves welding. — Pupl. Sept. 1999.
5. Определение допустимых размеров сварных швов приустановке тройников и муфт на действующих магист-ральных трубопроводах / В. И. Махненко, В. С. Бут,Е. А. Великоиваненко и др. // Автомат. сварка. — 2003.— 8. — С. 7–12.
6. Математическое моделирование язвенных дефектов надействующих нефте- и газопроводах и разработка чис-ленного метода оценки допустимых режимов дуговойзаварки таких дефектов / В. И. Махненко, В. С. Бут,Е. А. Великоиваненко и др. // Там же. — 2001. — 11.— С. 3–10.
7. Fitness-for-service. — American Petroleum Institute. Re-commended Practice 579. — 2000. — 625 p.
8. Махненко В. И. Ресурс безопасной эксплуатации свар-ных соединений и узлов современных конструкций. —Киев: Наук. думка, 2006. — 618 с.
9. Махненко В. И., Великоиваненко Е. А., Олейник О. И.Риск-анализ как средство формализации принятия реше-ний, связанных с внеплановым ремонтом сварных конс-трукций // Автомат. сварка. — 2008. — 5. — С. 5–10.
10. Нормы расчета на прочность оборудования и трубопро-водов атомных энергетических установок (ПНАЭ Г-7-002-86). — М.: Энергия, 1989. — 525 с.
Repair technologies for elimination of defects in the main pipelines require substantiation for the characteristic fitness-for-purpose cases. Appropriate calculation algorithms are developed for this purpose for determination of the risk offailure of the repaired defect, depending on its dimensions, repair method and operating conditions. The developedapproach to selection of the crack repair technology is described in the work.
Поступила в редакцию 15.11.2007
Неорганическое материаловедение: Энциклопед. изд.: В 2 т. / Под ред. В. В. Скорохода, Г. Г.Гнесина. — Киев: Наук. думка, 2008. — Т.1: Основы науки о материалах / В. В. Скороход, Г. Г.Гнесин, В. М. Ажажа и др. — 1152 с.
Первый том посвящен научным основам неорганического материало-ведения, что соответствует общей концепции издания, совмещающегоинформацию о фундаментальных принципах формирования и исследо-вания материалов со сведениями об их свойствах, технологиях и областяхприменения. Впервые создан энциклопедический свод современных на-учных представлений о физико-химической природе твердых тел, пове-дении неорганических материалов под действием внешних физическихполей и химических факторов, рассмотрены методы анализа, исследо-ваний и диагностики неорганических материалов.
Для научных работников, инженеров, аспирантов и студентов,специализирующихся в фундаментальных и прикладных областях сов-ременного материаловедения (металлургия расплавов, порошковая ме-таллургия, полупроводники и материалы электронной техники, специаль-ная керамика, оптические материалы, материалы ядерной техники, га-зофазные, плазменные, лазерные и электронно-лучевые технологии,техника высоких давлений, сварка, пайка и пр.).
НОВАЯ КНИГА
18 6/2008

УДК 621.793.74
ВЛИЯНИЕ РОДА ГАЗА СПУТНОГО ПОТОКАНА ХАРАКТЕРИСТИКИ ДУГОВОЙ ПЛАЗМЫ,
СОЗДАВАЕМОЙ ПЛАЗМОТРОНОМ С ПРОВОЛОКОЙ-АНОДОММ. Ю. ХАРЛАМОВ, канд. техн. наук (Восточноукр. нац. ун-т им. В. Даля, г. Луганск),
чл.-кор. НАН Украины И. В. КРИВЦУН, В. Н. КОРЖИК, С. В. ПЕТРОВ, доктора техн. наук,А. И. ДЕМЬЯНОВ, инж. (Ин-т электросварки им. Е. О. Патона НАН Украины)
Представлена математическая модель процессов тепло- и массопереноса, протекающих при взаимодействии сокружающей газовой средой турбулентного потока дуговой плазмы, создаваемого плазмотроном с проволокой-анодом. Проведен сравнительный численный анализ пространственных распределений тепловых, газодинамическихи других характеристик турбулентной струи аргоновой плазмы при ее обдуве ламинарным потоком аргона ивоздуха, а также при истечении в покоящийся газ.
К л ю ч е в ы е с л о в а : дуговая плазма, плазмотрон, прово-лока-анод, математическая модель, численный анализ, тур-булентная струя, спутный поток, тепло- и массоперенос
Во многих технических приложениях низкотем-пературной дуговой плазмы таких, например, кактермообработка поверхности, напыление покры-тий, различные плазмохимические и другие про-цессы, турбулентные потоки плазмы, формируе-мые электродуговыми генераторами (плазмот-ронами), истекают во внешнюю газовую средуиного, нежели используемый плазмообразующийгаз, химического состава, чаще всего в воздух.При этом поток дуговой плазмы во внешней об-ласти может представлять собой как бестоковуюплазменную струю (когда оба электрода дуги на-ходятся внутри плазмотрона), так и содержать от-крытый участок столба дугового разряда (напри-мер, в плазмотронах с внешним анодом-про-волокой [1], которые используются при плазмен-но-дуговом напылении покрытий). Кроме того,плазменный поток может истекать как в покоя-щуюся газовую среду (затопленная струя), так иобдуваться спутным потоком воздуха или защит-ного (инертного) газа [1]. Во всех случаях составвнешней газовой среды (если он отличается отсостава плазмообразующего газа) будет оказыватьопределенное влияние на характеристики форми-руемого потока дуговой плазмы. Таким образом,для корректного описания и математического мо-делирования таких потоков необходимо учиты-вать смешение плазмообразующего газа с окру-жающей газовой средой.
В большинстве существующих математичес-ких моделей турбулентных плазменных струйпоследние рассматриваются в условиях истеченияв газовую среду с идентичным плазмообразую-щему газу составом [1–4]. Одно из немногих ре-
шений задачи подмешивания к турбулентной га-зовой струе окружающего газа иного химическогосостава приведено в [5] и заключается в исполь-зовании условий подобия профилей избыточныхтемпературы и концентрации примеси. Однакоданный подход не описывает особенности тур-булентного диффузионного пограничного слоя вслучае рассматриваемых здесь плазменных пото-ков и неприемлем для течения сложных конфи-гураций. Цель данной работы состояла в разра-ботке математической модели, описывающей га-зодинамику и теплообмен в условиях турбулен-тного течения дуговой плазмы с учетом процессовконвективной диффузии, имеющих место присмешении плазмообразующего газа с внешней га-зовой средой (спутным потоком газа), и соответ-ствующего изменения состава, теплофизическихсвойств и коэффициентов переноса плазмы.
За основу предлагаемой математической мо-дели взята модель для расчета характеристик тур-булентного течения дуговой плазмы в плазмот-ронах с проволокой-анодом, в том числе при на-личии обдувающего газового потока [1]. Схемарассматриваемого в настоящей работе плазмот-рона представлена на рис. 1. Дуга постоянноготока горит между тугоплавким катодом и токо-ведущей проволокой, находящейся за срезом соп-ла плазмотрона на расстоянии Z2 от начальногосечения расчетной области (z = 0), расположен-ного вблизи рабочего конца катода. Предполага-ется, что весь ток дуги замыкается на проволокуи при z > Z2 имеет место бестоковое инерционноедвижение плазмы. Подаваемый в плазмоформи-рующее сопло длиной Z1 и радиусом Rc плазмо-образующий газ с расходом G1 нагревается элек-трической дугой и истекает во внешнюю газовуюсреду. Следует отметить, что, изменяя в парамет-
© М. Ю. Харламов, И. В. Кривцун, В. Н. Коржик, С. В. Петров, А. И. Демьянов, 2008
6/2008 19

рах модели длину дуги Z2, можно смоделироватьее горение внутри сопла плазмотрона (Z2 < Z1),что соответствует плазмотрону косвенного дейс-твия. Открытый участок течения дуговой плазмыможет обдуваться коаксиальным потоком внеш-него газа с расходом G2. При этом обдувающийгаз подается через кольцевой канал R1 ≤ r ≤ R2(рис. 1) под углом α к оси плазмотрона (при мо-делировании истечения дуговой плазмы в поко-ящийся газ можно положить G2 = 0). Давлениево внешней газовой среде предполагается атмос-ферным. Если составы плазмообразующего газаи внешней газовой среды (обдувающего газа) от-личаются, то при z > Z1 начинается их смешение.
Для описания смешения потока дуговой плаз-мы с внешним газом наряду с обычными допу-щениями при моделировании подобных течений[1, 6] примем следующие допущения:
плазменная компонента смеси является инер-тной (плазмообразующий газ — аргон) и не всту-пает в химические реакции с внешним газом;
смешение плазмообразующего газа с внешнейгазовой средой иного состава описывается урав-нением конвективной диффузии с учетом турбу-лентной составляющей коэффициента взаимнойдиффузии компонент;
при обдуве турбулентной плазменной струикоаксиальным ламинарным потоком холодного
газа, этот газ имеет такой же состав, что и ок-ружающая газовая среда.
Для расчета газодинамических, тепловых иэлектрических характеристик дуговой плазмы, ге-нерируемой рассматриваемым плазмотроном, бу-дем использовать систему магнитогазодинамичес-ких (МГД) уравнений уравнений в приближениитурбулентного пограничного слоя, записаннуюотносительно осредненных по времени значенийтемпературы T, радиальной v
_ и аксиальной u ком-
понент скорости плазмы с соответствующими на-чальными и граничными условиями [1]. При оп-ределении турбулентных составляющих коэффи-циентов вязкости и теплопроводности плазмы бу-дем использовать k–ε-модель турбулентности, ко-торая для рассматриваемых здесь условий опи-сана в [1]. Указанную систему уравнений допол-ним уравнением конвективной диффузии плазмо-образующего газа во внешней газовой среде:
ρ⎛⎜⎝u ∂m1
∂z + v_ ∂m1
∂r⎞⎟⎠ = 1r ∂
∂r ⎛⎜⎝r ρ D1, 2
– ∂m1
∂r ⎞⎟⎠,
m1 + m2 = 1.(1)
Здесь m1(r, z) и m2(r, z) — относительная массоваяконцентрация соответственно плазмообразующе-го и внешнего газа в плазменной смеси (здесь идалее индексом 1 будем обозначать характерис-тики плазмообразующего газа, а индексом 2 —внешнего газа), определяемые как
mi = ρi
ρ, (2)
где ρi — приведенная плотность компонент (i == 1, 2), характеризующая их массу в единицеобъема плазменной смеси; ρ — осредненная плот-
ность смеси; D1,2–
— коэффициент турбулентнойдиффузии, имеющий вид
D1,2–
= D1,2 + Dt = D1,2 + ηt
ρSmt, (3)
D1,2 — коэффициент взаимной молекулярнойдиффузии в плазменной смеси; Dt — турбулен-тная составляющая коэффициента диффузии;ηt — коэффициент турбулентной вязкости, опре-деляемый с помощью k–ε-модели турбулентности[1]; Smt — турбулентное число Шмидта, котороесогласно рекомендациям [4] принималось равнымединице.
Коэффициент взаимной диффузии для бинар-ной плазменной смеси рассчитывали по формулеЧепмена–Энскога [7]:
Рис. 1. Схема плазмотрона с проволокой-анодом: 1 — катод;2 — сопло; 3 — канал подачи обдувающего газа; 4 — обду-вающий газ; 5 — внешняя газовая среда; 6 — область смеше-ния; 7 — проволока-анод; 8 — дуговая плазма; остальныеобозначения см. в тексте
20 6/2008

D1,2 = 2,66⋅10–2 √⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯T3(M1 + M2)
⁄ (2M1M2)
pσ1,22 Ω(1,1)(T1,2
∗ ), (4)
где M1, M2 — молекулярная масса соответственноплазмообразующего и внешнего газа; p — дав-ление; σ1,2 — эффективное сечение столкновенийчастиц в модели твердых сфер для составляющихсмесь газов; Ω(1,1)(T*) — функция приведеннойтемпературы T* = kT/ε1, 2, таблица значений ко-торой дана, например, в [7]; k — постоянная Боль-цмана; ε1,2 — эффективный энергетический па-раметр в заимодействия частиц, составляющихсмесь газов.
Система МГД уравнений [1], а также уравне-ние диффузии (1) должны быть дополнены со-отношениями, определяющими зависимость тер-модинамических характеристик, молекулярныхкоэффициентов переноса и оптических свойствдвухкомпонентной плазмы от температуры, дав-ления и концентрации компонент. Подробныетаблицы температурных зависимостей этих вели-чин для различных газов приводятся, например,в работах [3, 8]. Для определения молекулярныхкоэффициентов вязкости и теплопроводностиплазменной смеси можно воспользоваться следу-ющими соотношениями [7, 8]:
ηсм = ∑ j = 1
2
xj2 ⎡⎢⎣
⎢⎢xj
2 ⁄ ηj + 1,385 ∑ k = 1, k ≠ j
2
xjxkRT ⁄ (PMjDj, k)⎤⎥⎦
⎥⎥
–1
, (5)
χсм = ⎛
⎜
⎝
⎜
⎜∑ j = 1
2
χjxj + ⎡⎢⎣
⎢⎢∑xjj = 1
2 ⁄ χj
⎤⎥⎦
⎥⎥
–1⎞
⎟
⎠
⎟
⎟ ⁄ 2, (6)
где ηсм, ηj — коэффициенты соответственно вяз-кости смеси и j-й компоненты (j = 1, 2); χсм, χj —коэффициенты соответственно теплопроводностисмеси и j-й компоненты; xj — объемная концен-трация j-й компоненты, определяемая соотноше-нием
xj = mj
⁄ Mj
∑mkk = 1
2 ⁄ Mk
.
Остальные свойства плазмы при смешенииприближенно вычислялись следующим образом:
Γ(T) = m1Γ1(T) + m2Γ2(T), (7)
где Г = ρ, Cр, σ, ψ — соответственно массоваяплотность, удельная теплоемкость при постоян-ном давлении, удельная электропроводность иобъемная плотность мощности собственного из-лучения.
Рассмотрим постановку граничных условийдля уравнения конвективной диффузии (1). На оси(r = 0) используется условие симметрии
∂m1 ⁄ ∂r = 0. (8)
Полагая, что в сопле плазмотрона может на-ходиться только плазмообразующий газ, для вход-ного сечения (z = 0 и 0 ≤ r ≤ Rс) ставится начальноеусловие
m1(r, 0) = 1, (9)
а на стенках сопла плазмотрона (при r = Rс и0 ≤ z < Z1) задается
m1 = 1. (10)
На внешних границах открытого участка рас-четной области, т. е. при r = R и z > Z1, полагается
m1 = 0. (11)
Система МГД уравнений турбулентного пог-раничного слоя [1] совместно с уравнением кон-вективной диффузии (1), соотношениями (2)–(7)и соответствующими граничными условиями (8)–(11) позволяет определять газодинамические итепловые характеристики плазменной струи с уче-том изменения свойств плазмы при смешенииплазмообразующего газа с внешней газовой сре-дой. По аналогии с уравнениями движения иэнергии уравнение (1) решалось методом конеч-ных разностей с использованием основной раз-ностной схемы для интегрирования уравненийпограничного слоя [9].
Математическое моделирование влияния родавнешнего газа на формируемый плазмотроном спроволокой-анодом поток дуговой плазмы про-водилось применительно к реальным условиямпроцесса плазменно-дугового напыления; приэтом плазмообразующий газ – аргон, внешняя га-зовая среда и обдувающий газ – воздух (для срав-нения — аргон). Выбирали следующие геомет-рические параметры расчетной области (см. рис.1): радиус и длина плазмоформирующего каналаравны соответственно 1,5 и 3,0 мм; проволока-анод расположена при z = Z2 = 9,3 мм; кольцевойканал для подачи обдувающего газа имеет в вы-ходном сечении (z = Z1 = 3 мм) внутренний радиус4,78 мм, внешний — 7,22 мм и наклонен под уг-лом 37,5° к оси плазмотрона; длина внешней частирасчетной области L выбиралась равной 250 мм,а ее радиус R = 12 мм. Температура холодныхстенок каналов и внешнего газа принималась рав-ной 300 К. Режим работы плазмотрона следую-щий: ток дуги I =200 А; расход плазмообразую-щего газа G1 = 1 м3/ч; расход обдувающего газаG2 = 20 м3/ч.
6/2008 21

Результаты численного моделирования харак-теристик потока аргоновой плазмы при истечениив воздушную среду и среду аргона как при на-личии обдувающего газового потока, так и длясоответствующей затопленной струи представле-ны на рис. 2–7. В частности, на рис. 2–4 показаны
радиальные профили и продольные распределе-ния аксиальной компоненты скорости и темпе-ратуры плазмы при истечении в каждую из рас-сматриваемых сред, а также соответствующее рас-пределение концентрации аргона в плазменнойструе при ее истечении в воздух. Как следует изэтих рисунков, затопленная струя, истекающая влюбой из рассматриваемых газов, достаточно быс-тро расширяется, интенсивно перемешиваясь приэтом с внешней газовой средой. Обдув плазмен-ной струи кольцевым ламинарным потоком хо-лодного газа того же состава, что и плазмообра-зующий, как описывалось в [1], препятствует рас-ширению плазменной струи. Турбулентность час-тично гасится окружающим струю кольцевым по-током газа, а энергия и импульс струи сохраня-ются на больших расстояниях, чем для затоплен-ной струи.
Аналогичный результат получен и при обдувеаргоновой плазменной струи спутным потокомвоздуха (рис. 2, 3). При этом, как следует из этихрисунков, род внешнего газа не оказывает сущес-твенного влияния на скорость потока. В началь-ных сечениях открытого участка течения темпе-ратура также изменяется незначительно. Однаков дальнейшем на расстоянии около 25…30 мм отсреза сопла аргоновая плазменная струя, обдувае-мая воздухом, в результате смешения газов начи-нает охлаждаться интенсивней, чем струя, обдува-емая аргоном. Открытый участок столба дуги приэтом дополнительно сжимается и напряженностьэлектрического поля на внешнем участке дуговогоразряда несколько возрастает (см. рис. 5).
Влияние состава внешней среды на тепловыехарактеристики течения дуговой плазмы особеннозаметно для затопленной струи, истекающей ввоздушное пространство. В этом случае смешение
Рис. 2. Радиальное распределение скорости u (а) и темпера-туры T (б) плазмы, обдуваемой кольцевым потоком аргона (1,2, 3, 5) и воздуха (1, 2, 4, 6), при I = 200 А, G1 = 1 м3/ч, G2 == 20 м3/ч: 1 — z = 3 (срез сопла плазмотрона); 2 — 9,3(область проволоки-анода); 3, 4 — 50; 5, 6 — 150 мм
Рис. 3. Продольные изменения скорости u (а), температурыT (б) плазмы и относительной концентрации аргона хAr (в) вплазменной струе, истекающей в аргоновую (1, 3) и воздуш-ную (2, 4) среду при различных режимах работы плазмотро-на (I = 200 А, G1 = 1 м3/ч): 1, 2 — G2 = 20 м3/ч соответственноаргон, воздух; 3, 4 — G2 = 0
22 6/2008

аргоновой плазмы с воздухом интенсифицирует-ся (см. рис. 3, 4), теплопроводность смеси ввидубольших значений χ для воздуха увеличивается,что приводит к более быстрому снижению тем-пературы струи.
Соответствующие истечению в воздушнуюсреду поля концентрации аргона и температурыплазмы для обдуваемой ламинарным потоком изатопленной турбулентной плазменной струипоказаны на рис. 6, 7. Как следует из результатовмоделирования, представленных на этих рисун-ках, при обдуве струи спутным потоком воздухапроисходит перестройка течения. В частности,формируется высокотемпературный след дуги, вкотором концентрация аргона остается достаточ-но высокой. Так, например, на расстоянии около50 мм от среза сопла концентрация аргона в плаз-менной смеси превышает 0,8, а на расстоянии100 мм — 0,6 (см. рис. 3, в; 7). Поперечное се-чение обдуваемой струи с увеличением расстоя-ния возрастает незначительно, а ядро струи имеетдостаточно равномерное распределение харак-теристик плазмы.
Выводы
1. Проведенные численные исследования подт-верждают широкие возможности предложеннойматематической модели для расчета характерис-тик турбулентных потоков дуговой плазмы, вза-имодействующих с внешней газовой средой. Дан-ная математическая модель может быть обобщенадля случая сложного многокомпонентного взаи-модействия различных газов и их смесей, в томчисле при наличии химических реакций междукомпонентами.
2. Затопленная турбулентная струя аргоновойплазмы, истекающая в воздушную среду, доста-точно быстро перемешивается с воздухом вслед-ствие ее неограниченного расширения и увели-чения теплопроводности образующейся плазмен-
Рис. 4. Профили относительной концентрации аргона в плаз-менной струе, обдуваемой кольцевым потоком воздуха (1, 2,4, 6, 7) и истекающей в покоящуюся воздушную среду (1, 3,5) ( I = 200 А; G1 = 1 м3/ч, G2 = 20 м3/ч): 1 — z = 3 (срез соплаплазмотрона); 2, 3 — 9,3 (область проволоки–анода); 4, 5 —50; 6 — 150; 7 — 250 мм
Рис. 5. Продольное изменение напряженности E электричес-кого поля на дуговом участке течения при различных режи-мах работы плазмотрона: 1–4 — см. на рис. 3
Рис. 6. Распределение температуры аргоновой плазменнойструи, истекающей в воздушное пространство без обдува (а)и с обдувом (б)
Рис. 7. Распределение относительной концентрации аргона вплазменной струе, истекающей в воздушное пространствобез обдува (а) и с обдувом (б)
6/2008 23

ной смеси она охлаждается интенсивней, чем та-кая же струя при истечении в покоящийся аргон.
3. Обдув турбулентной струи аргоновой плаз-мы кольцевым ламинарным потоком холодноговоздуха приводит к формированию достаточно уз-кого относительно высокотемпературного ядратечения, концентрации аргона, в котором остаетсявысокой на значительных расстояниях (около 0,5на расстоянии 150 мм от среза сопла).
1. Математическая модель дуговой плазмы, генерируе-мой плазмотроном с проволокой-анодом / М. Ю. Харла-мов, И. В. Кривцун, В. Н. Коржик и др. // Автомат. свар-ка. — 2007. — 12. — С. 14–20.
2. Favalli R. C., Szente R. N. Physical and mathematical mode-ling of non transferred plasma torches // Brazilian J. of Phy-sics. — 1998. — 1, Mar. — P. 25–34.
3. Математическое моделирование электрической дуги /В. С. Энгельшт, Д. С. Асанов, В. Ц. Гурович и др. —Фрунзе: Илим, 1983. — 363 с.
4. Теория столба электрической дуги / Под ред. М. Ф. Жу-кова. — Новосибирск: Наука, 1990. — 376 с.
5. Лойцянский Л. Г. Механика жидкости и газа. — М.: Нау-ка, 1973. — 847 с.
6. Компьютерное моделирование процесса плазменногонапыления / Ю. С. Борисов, И. В. Кривцун, А. Ф. Мужи-ченко и др. // Автомат. сварка. — 2000. — 12. —С. 42–51.
7. Арефьев К. М. Явления переноса в газе и плазме. — Л.:Энергоатомиздат, 1983. — 112 с.
8. Boulos M. I., Fauchais P., Pfender E. Thermal plasmas:Fundamentals and applications. — New York; London: Ple-num press, 1994. — Vol. 1. — 467 p.
9. Пасконов В. М., Полежаев В. И., Чудов Л. А. Численноемоделирование процессов тепло- и массообмена. — М.:Наука, 1984. — 286 с.
Mathematical model is presented, describing the heat and mass transfer processes occurring in interaction with the ambientgas of the turbulent arc plasma flow generated by plasmatron with an anode wire. Comparative numerical analysis ofspatial distributions of heat, gas-dynamic and other characteristics of the turbulent argon plasma jet blown about withlaminar argon and air flows, as well as emitted into a quiescent gas, was conducted.
Поступила в редакцию 27.11.2007
ВНИМАНИЮ ЧИТАТЕЛЕЙ ЖУРНАЛА!
С 1 по 5 октября 2008 г. в Ялте во время проведения традиционной осенней Международнойконференции «Современные методы и средства неразрушающего контроля и технической диагностики»состоится научно-технический семинар «Применение современной технологии дальнодействующего ульт-развукового контроля для мониторинга состояния длинномерных объектов с ограниченным доступом».
Используемые на протяжении последних пятидесяти лет методы контроля протяженных инженерныхсооружений имеют основной недостаток: с определенного места может быть проконтролирована тольконебольшая по площади зона с максимальными размерами, измеряемыми десятками миллиметров. Этозначит, что для контроля больших конструкций таких, как трубопровод и трубные конструкции, мостовыеканаты, рукавные части морских оснований и др., необходимы большие временные и финансовые затраты.Кроме того, эти методы контроля требуют доступа непосредственно ко всем участкам конструкции в целом.
Сегодня несомненно актуальной является задача разработки и внедрения новых технологий для диаг-ностики и контроля протяженных инженерных сооружений (нефте- и газопроводы, железнодорожные рельсы,морские основания, вантовые мосты, плоские речные сваи и волнобойные стенки).
Одной из таких технологий является метод дальнодействующего ультразвукового контроля (LRUT), ко-торый основан на использовании направленных волн, способных распространяться на большие расстоянияот места закрепления датчиков, что позволяет по эхосигналам обнаруживать, к примеру, коррозионныепоражения. Термин «направленная волна» в неразрушающем контроле означает волну с высокочастотноймодой, распространяющуюся вдоль пластин и труб. Эти волны характеризуются небольшим затуханием, таккак энергия при распространении концентрируется между нижней и верхней поверхностями трубы. Принеразрушающем контроле трубопроводов направленными волнами используется именно их способностьраспространяться на большие расстояния, что позволяет контролировать от нескольких метров до не-скольких десятков метров трубы. По сравнению с традиционными методами контроля производительностьконтроля направленными волнами намного выше, а стоимость ниже.
С целью развития этой технологии, разработки новых технологических инструментов – датчиков и системдальнодействующего ультразвукового контроля, предназначенных для обнаружения дефектов и кор-розионных поражений и внедрения их в практику неразрушающего контроля, 23 научные организации из12 европейских стран выполняют проект «Мониторинг состояния объектов посредством дальнодействую-щего ультразвука (LRUCM)» (в оригинале – Long Range Ultrasonic Condition Monitoring), который включен в6-ю Рамочную Программу Европейского Союза. Ведущей организацией Консорциума является Британскийинститут сварки (TWI). Украинское общество неразрушающего контроля и технической диагностики являетсяодним из участников проекта и выполняет задачи по продвижению данной технологии в Украине и странахСНГ.
По вопросу участия в работе конференции и семинара следует обращатьсяв Оргкомитет конференции:
02094, г. Киев, ул. Минина, 3, к. 47, тел./факс: (+38 044) 573 30 40, +38 067 708 93 95E-mail: [email protected], www.conference.kiev.ua
Почтовый адрес: 02094, г. Киев, a/я 41
24 6/2008

УДК 621.791.72:621.375.826
МОДЕЛИРОВАНИЕ ОСТАТОЧНЫХ НАПРЯЖЕНИЙПРИ ЛАЗЕРНОЙ СВАРКЕ
А. БОКОТА, В. ПЕКАРСКА (Политехника Ченстоховская, Республика Польша)
Представлены математическая модель и расчет деформаций и напряжений, возникающих при лазерной сваркестального листа. Для определения температурного поля используется уравнение теплопроводности с конвективнымчленом, решаемое методом функции Грина. Модель фазовых превращений базируется на диаграмме непрерывногоохлаждения свариваемой стали и уравнениях Авраами, Коистинена и Марбургера. При определении временныхи остаточных напряжений в зависимости от термической нагрузки и фазовых превращений учитывается связьтермофизических параметров с температурой и фазовым составом стали. В модели напряжений учитывается струк-турная и трансформационная деформация.
К л ю ч е в ы е с л о в а : лазерная сварка, сталь, сварныесоединения, модель, численное исследование, фазовый сос-тав, структурная и трансформационная деформация, нап-ряженное состояние
При рассмотрении процесса лазерной сваркиобычно отсутствуют комплексные описания и мо-дели, дающие возможность оценивать явления,сопутствующие ее процессу. Причиной возник-новения специфических процессов, не характер-ных для других способов сварки, является высо-кая скорость и специфическая форма шва,поскольку лазерный луч характеризуется высокойконцентрацией энергии. Металл в зоне сварки наг-ревается до высокой температуры при значитель-ном ее градиенте [1–3]. В результате возникаетсущественная термическая деформация и дефор-мация, обусловленная фазовыми превращениями,а в итоге — образование временных и остаточныхнапряжений [4–9].
В большинстве работ, главным образом экс-периментальных, рассматривается влияние пара-метров сварки на характеристики сварных сое-динений, а существующие цифровые модели от-носятся к определению температурного поля, зо-ны сплавления и ЗТВ. В работах [4, 6, 7] пред-ложена модель механических явлений при лазер-ной сварке, но без учета трансформационной де-формации.
Особое значение с технологической точки зре-ния имеет оценка влияния структурных превра-щений на деформацию и уровень напряжений всвариваемой зоне. Возникающие напряженияформируют механические характеристики и проч-ность сварного соединения. Такая оценка возмож-на, если имеется информация о значении и видефазовых превращений, возникающих в опреде-ленном тепловом цикле.
В работe для расчета удельного фазового сос-тава в твердом состоянии и сопутствующей изот-
ропной термической и структурной деформациииспользована модель фазовых превращений длясвариваемой низколегированной стали [8, 10].Принято, что свариваемый материал является уп-ругопластичным. Значения временных и остаточ-ных напряжений, возникающих в результате тер-мических нагрузок и фазовых превращений, по-лучены путем решения уравнений равновесия ме-тодом конечных элементов, используя закон не-изотермического пластического течения с изот-ропным упрочнением и условием Губера–Мизеса[11]. В модели учтена зависимость термофизи-ческих параметров от температуры и фазовогосостава металла [5, 8, 12]. Расчет фазовых прев-ращений и напряжений позволяет избегать доро-гостоящих экспериментов, проводимых с цельюполучения данных, необходимых для оптималь-ного ведения лазерной сварки.
Расчет температурного поля проводится поуравнению неустановившегося потока тепла сконвективным членом:
a∇2T(x, t) – ∂T(x, t)∂t
+ ∇T(x, t)v = – QC , (1)
где a — коэффициент выравнивания температу-ры; C — удельная теплоемкость; Q — мощностьобъемных источников тепла, в которых учиты-вается тепло от лазерного луча; v — вектор ско-рости перемещения лазерного луча; x = x(xα) —вектор положения рассматриваемой точки.
Уравнение (1) решено для линейного источ-ника тепла с определенным погружением hz ме-тодом суперпозиции функции Грина, предложен-ным в работе [3].
Температурное поле в рассматриваемой точкеопределяет источник тепла с распределениеммощности в виде
Q(x′) = ⎧⎨⎩
Q~ (1 – R) ⁄ (πr2hz), x′ = 0, y′ = 0, –hz ≤ z′ ≤ hz,0, |z′|> hz, (2)
© А. Бокота, В. Пекарска, 2008
6/2008 25

где hz — глубина лазерного проплавления, м;Q~ — мощность лазерного луча, Вт; R — коэффи-циент отражения; r — радиус лазерного луча, м.
Принято, что стационарное решение в рассмат-риваемой области существует для времени t, аподвижная система координат x′, y′, z′ переме-щается относительно базовой со скоростью v == v(u, 0, 0).
Используя функцию Грина и добавляя началь-ную температуру T0, получаем
T(x, t) = 1C ∫
0
t
∫ Ω
Q(x′, t′) G (|x – (x′ – d)|, t – t′) d Ω′dt′ + T0. (3)
Интегрируя выражение (3) по пространствен-ным координатам с учетом уравнения (2), полу-чаем полуаналитическое решение уравнения (1),численное интегрирование (3) по времени про-водится методом Ромберга.
Фазовые превращения, термические иструктурные деформации. Удельный объем аус-тенита, образовавшегося во время нагрева, опре-деляется по формуле Мехля–Авраами [13–15]:
η~A(T, t) = 1 – exp (–btn), (4)
где η~A — массовая доля аустенита, образовав-шегося в результате нагрева; t — время нагрева;b = b(T) и n = n(T) — коэффициенты, устанав-ливаемые в соответствии с условиями начала (ηs == 0,01) и конца (ηf = 0,99) превращений [15].
Массовая доля фазы, образовавшейся во времяохлаждения аустенита, определяется температу-рой и скоростью охлаждения в диапазоне тем-ператур T8/5. Количественно массовая доля новойфазы (феррит, перлит либо бейнит) также опре-деляется с учетом скорости охлаждения w8/5 поформуле Мехля–Авраами (диффузионные превра-щения) и с учетом уже существующих удельныхсоставляющих:
η(⋅)(T, t) = η(⋅)% η~A(1 – exp (–b(t(T))n)) + η0(⋅), (5)
где η%(⋅) — максимальная массовая доля фазыпри определенной скорости охлаждения, установ-ленная экспериментально; η~A — массовая доляаустенита, образующегося во время нагрева;η0(⋅) — количество фазы исходной структуры безперехода в аустенит.
Массовая доля мартенсита определяется по мо-дифицированной формуле Коистинена – Марбур-гера [10, 15, 16]:
ηM(T) = η%(⋅) η~A
⎛⎜⎝
⎜⎜1 – exp
⎛⎜⎝
⎜⎜
⎛⎜⎝–
Ms – TMs – Mf
⎞⎟⎠
m⎞⎟⎠
⎟⎟
⎞⎟⎠
⎟⎟,
T ∈ [Ms, Mf(w8 ⁄ 5)],(6)
где m — коэффициент, определяемый экспери-ментально (для испытуемой стали m = 2,5); Ms,Mf — температуры начала и конца мартенситногопревращения.
Приросты изотропных деформаций в зависи-мости от температуры и фазовых превращений(структурные деформации) определяются по фор-мулам [8, 10]:
dεTPh = ∑ i = 1
i = 5
αiηidT – εAPhdηA,
dεTPh = ∑ i = 1
i = 5
αiηidT + ∑ j = 2
j = 5
εjPhdηj,
(7)
где αi = αi(T), i = А, Б, Ф, М, П — коэффициентылинейной дилатации соответственно аустенита,бейнита, феррита, мартенсита и перлита; εA
Ph —изотропнaя деформация фазового превращенияисходной структуры в аустенит; j = Б, Ф, M иП; εj
Ph = εjPh(T) — изотропные деформации фазо-
вого превращения аустенита соответственно вферрит, бейнит, мартенсит и перлит.
Значения коэффициентов линейной дилатациии изменения объема в зависимости от фазовыхпревращений принимаем в соответствии с экс-периментальными данными, полученными на ус-тановке с воспроизведением тепловых циклов приразличных скоростях нагрева и охлаждения [10].
Напряжения. Напряжения во время лазернойсварки рассчитывали путем решения уравненияравновесия, выраженного в скоростях:
div(σ⋅ (x, t)) = 0, σT = σ. (8)
Формулы закона Гука, выраженные в скорос-тях, имеют вид
σ⋅ = E εe⋅ + E⋅
εe, εe = ε – εp – εTPh – εtp, (9)
где σ = σ(σαβ) — тензор напряжения; E — тензорпостоянных материала; εe, ε, εp — соответственнотензор упругой, суммарной и пластической де-формации; εTPh — тензор изотропных, термичес-ких деформаций и деформаций, возникающих врезультате фазовых превращений в твердом теле(εTPh = εT + εPh); εtp — тензор трансформационнойдеформации.
26 6/2008

Пластическая деформация определяется с уче-том закона неизотермического пластического те-чения [4, 11, 17]
ε p⋅ = Λ⋅ ∂f∂σ
= Λ⋅ 3S2Y, f
⋅ = 0, f = 0,
(10)
где Λ⋅ — скалярный множитель пластичности; f == f(σ, Y(T, εp) — функция пластического течения,зависимая от тензора напряжения и предела те-кучести; S — девиатор тензора напряжения.
Значение пластической деформации определя-ется с помощью модели неизотермического плас-тического течения с изотропным упрочнением иусловием пластичности Губера–Мизеса, a функ-ция течения равна
f = σef – Y(T, ∑ ηk, εefp ) = 0, (11)
где σef — эквивалентное напряжение; εefp — эф-
фективная пластическая деформация;Y = Y(T, ∑ ηk, εef
p ) — предел текучести материала,
зависимый от фазового состава ∑ηk при темпе-ратуре T и эквивалентной пластической дефор-мации εef
p ;
Y(T, ∑ ηk, εefp ) = Y0(T, ∑ ηk) + YH(T, ∑ ηk, εef
p ); (12)
Y0 = Y0(T, Σηk) — предел текучести материала,зависящий от температуры и фазового состава приотсутствии пластической деформации; YН = YН(T,Σηk, εef
p ) — прирост предела текучести в резуль-тате упрочнения материала.
Модуль Юнга и касательный модуль зависятот температуры, предел текучести — от темпе-ратуры и фазового состава:
E = E(T), Et = Et(T), Y0 = ∑ i = 1
5
Yi(T)ηi. (13)
Скорость изменения предела текучести опре-деляется зависимостью
Y⋅
= κ εefp⋅ + HT
Y T⋅ + ∑ Hηk
Y ηk⋅ , (14)
где κ, HTY, Hη
k
Y — соответственно модули упроч-
нения, термического ослабления, структурногоупрочнения-ослабления [7, 8, 17].
Очевидно, что скорость эквивалетной пласти-
ческой деформации (εefp⋅ = Λ
⋅) зависит от прироста
напряжений выше предела текучести, градиентов
термофизических параметров и структурного сос-тояния материала.
На основе модели Леблонда [13, 18] прини-маем, что трансформационная деформация
εtp⋅ = ⎧
⎨
⎩
⎪
⎪
0, ηi ≤ 0,03,
–K1i S
Y(η1)ln (ηi) ηi
⋅ , ηi ≥ 0,03, (15)
где Kli = 3ε1iph — объемные структурные дефор-
мации образования i-фазы с исходной фазы «1»;Y(ηl) — предел текучести для исходной фазы.
Уравнение равновесия дополняется соответс-твующими граничными и начальными условиями:
σ(x, t0) = σ(x, Tkr) = 0, ε(x, t0) = ε(x, Tkr) = 0, (16)
где Tkr — температура, принятая за начальнуюпри генерировании напряжений в зоне плавления.Задача решается методом конечных элементов, aв процессе итерации используется модифициро-ванный алгоритм Ньютона–Рапсона [11].
Примеры расчетов. Рассмотрим пример рас-четов температурного поля, количества фаз и нап-ряжений в прямоугольном образце размером100 20 5 мм, сваренного лазерной сваркой.
В расчетах принимали значение коэффициентаотражения R = 0,25, мощность источника теплаQ = 3,8 кВт, луч диаметром 2 мм, перемещаемыйсо скоростью 42 м/ч [1,7]. Результаты расчетовприведены на рис. 1, 2.
Исходя из рассматриваемой геометрии образца(призма), для решения напряжений и деформацийиспользуем модифицированные условия плоскойдеформации, когда выполняется условие равенс-тва нулю суммарной нормальной силы N |Г
x в по-
перечном сечении Гx образца (рис. 3). При вы-числениях определены средние значения дефор-мации, которые удовлетворяют условию [8]:
Рис. 1. Распределение температуры в поперечном сеченииобразца (зона максимальной температуры)
6/2008 27

∫ Γ
x
σx⋅ dΓ = N
⋅ |Γ
x = 0, ∫
Γx
σxdΓ = N |Γx = 0. (17)
С помощью формулы закона Гука для про-
дольного напряжения (σ11⋅ = σx
⋅ ) :
σ11⋅ = σx
⋅ = (2µ + λ)εxe⋅ + λ εγγ
e⋅ +
+ (2µ⋅ + λ⋅ )ε11e + λ⋅ εγγ
e⋅ , γ = 2,3 (18)
и зависимости (17) получаем следующее уравне-ние для определения скорости средней, суммар-ной продольной деформации:
(19)
где λ = λ(E, ν), µ = µ(E, ν) — постоянные Ламе;ν — коэффициент Пуассона [11].
Использование модифицированной моделиплоской деформации принимает суммарную нор-мальную силу, равную нулю в любом поперечномсечении прямоугольника.
Для низкоуглеродистой низколегированнойстали (S355J2G3) принимаем следующие термо-физические параметры: T0 = 300 К, Tсол = 1650 К,Tлик = 1750 К, Tкр = 0,5(Tлик + Tсол), E(T0) = 2,0⋅105,E(Tкр) = 10 МПа, Et(T) = 0,05E(T). Пределы те-кучести для образующихся структур Y0(T0, ηk)(аустенита, бейнита, феррита, мартенсита и пер-лита) имеют значения соответственно: 200, 600,320, 1200 и 320 MПa [2, 4, 5], а для T = Tкр пределтекучести Y0(Tкр, ηk) = 5 MПa. В интервале тем-ператур T0...Tкр значения термофизических пара-
( )( ) ( )11 11 11 11
11
2 (2 )
(2 )
xx x x
x
e e e p Tph tp
x
N d d d
d
γγ γγλε µ λ ε λε µ λ ε ε εε ε
µ λ
ΓΓ Γ Γ
Γ
− Γ − + + Γ + + + + Γ
= =+ Γ
∫ ∫ ∫
∫
& && & & & &&
& &
Рис. 2. Распределение бейнита (а) и мартенсита (б) в металле ЗТВ после сварки
Рис. 3. Схема прямоугольного образца, сваренного лазернойсваркой
Рис. 4. Зависимость модуля Юнга, касательного модуля ипредела текучести от температуры по [5] (штриховая) и [12](штрихпунктирная); сплошные кривые — расчет
28 6/2008

Рис. 5. Распределение осевых σ11 (а) и нормальных σ22 (б) остаточных напряжений в поперечном сечении образца
Рис. 6. Распределение нормальных σ33 (а) и касательных σ23 (б) остаточных напряжений в поперечном сечении образца
Рис. 7. Oстаточные эффективные напряжения σef в попереч-ном сечении образца
Рис. 8. Эффективная трансформационная деформация εeftp в
поперечном сечении образца
6/2008 29

метров аппроксимированы параболическими фун-кциями (рис. 4).
Результаты расчета распределения остаточ-ных напряжений и пластической деформации вметалле ЗТВ и околошовной зоне приведены нарис. 5–10.
Распределение напряжений в металле ЗТВсварного соединения, выполненного лазерной
сваркой (рис. 5–7, 9 и 11), не является благоп-риятным с эксплуатационной точки зрения. Этоотносится как к осевым (σ11, рис. 5, а и рис. 9),так и к нормальным напряжениям в перпенди-кулярном оси направлении (σ22, рис. 5, б). Данныенапряжения являются достаточно высокими рас-тягивающими, и кроме того, напряжения σ22 выс-тупают в приповерхностных слоях металла(рис. 5, б и рис. 9). На уровень напряжений су-щественное влияние оказывает структурная де-формация, при отсутствии которой результатыбудут уже другие (рис. 12). Трансформационнаядеформация в меньшей степени влияет на уровеньнапряжений (рис. 11), что позволяет не учитыватьее при моделировании напряженного состояниясварного соединения для принятых параметровсварки.
1. Особенности сварки тонколистовых низкоуглеродистыхсталей импульсно-периодическим излучением CO2-лазе-ра / В. Ю. Хаскин, С. Ю. Павловский, В. П. Таращук идр. // Автомат. сварка. — 2001. — 2. — С. 42–45.
2. Kyrsanidi An. K., Kermanidis Th. B., Pantelakis Sp. G. Nu-merical and experimental investigation of the laser formingprocess // J. Materials Proc. Technol. — 1999. — 87. —P. 281–290.
3. Liu Y.-N., Kannatey-Asibu E. Laser beam welding with si-multaneous gaussian laser preheating // J. Heat Transfer,Trans. of the ASME. — 1993. — 115. — P. 34–41.
4. Karlsson L. Thermal stresses in welding. Thermal stresses I /Ed. R. B. Hetnarski. — Elsevier Science Publ. B. V., 1986.
5. Исследование влияния фазовых превращений на оста-точные напряжения при сварке кольцевых стыков труб /В. И. Махненко, Е. А. Великоиваненко, О. В. Махненкои др. // Автомат. сварка. — 2000. — 5. — С. 3–8.
6. Junek L., Slovacek M., Prantl A. Thermal and stress analysisof fusion welding process incorporating microstructure ef-fect // Математическое моделирование и информацион-ные технологии в сварке и родственных процессах / Подред. В. И. Махненко: Сб. тр. международ. конф. 16–20сент. 2002, Кацивели, Крым. — Киев: ИЭС им. Е. О. Па-тона, 2002. — С. 161–170.
7. Bokota A., Piekarska W. State stresses in the heat-affectedzone during laser welding process // Mechanical Eng. —2003. — 6. — P. 27–32.
8. Бокота А., Пекарска В. Напряженное состояние сварныхсоединений, выполненных лазерной сваркой с подогре-вом // Математическое моделирование и информацион-
Рис. 9. Распределение остаточных напряжений в приповерх-ностных слоях верхней (сплошная кривая) и нижней(штриховая) поверхности образца
Рис. 10. Распределение пластической деформации в слое цен-тральной части образца (z = –2,5)
Рис. 11. Распределение остаточных напряжений в слое цент-ральной части образца (z = –2,5) с учетом (штриховая кривая)и без учета трансформационных деформаций (сплошная)
Рис. 12. Распределение остаточных напряжений в слое цент-ральной части образца (z = –2,5) без учета фазовых деформа-ций (εPh = 0)
30 6/2008

ные технологии в сварке и родственных процессах / Подред. В. И. Махненко: Сб. тр. международ. конф. 13–17сент. 2004, Кацивели, Крым. — Киев: ИЭС им. Е. О. Па-тона, 2004. — С. 32–37.
9. Ossenbrink R., Michailov V., Wohlfahrt H. Numerical simu-lation of welding stresses and distortions in consideration oftemporal and local changes of srain rate // Математическоемоделирование и информационные технологии в сваркеи родственных процессах / Под ред. В. И. Махненко: Сб.тр. международ. конф. 13–17 сент. 2004, Кацивели,Крым. — Киев: ИЭС им. Е. О. Патона, 2004. — С. 144–148.
10. Пекарска В. Численное моделирование структуры ме-талла в ЗТВ при сварке стали повышенной прочности //Автомат. сварка. — 2007. — 4. — С. 9–14.
11. Zienkiewicz O. C., and Taylor R. L. The finite element met-hod. — Fifth edition. — Butterworth-Heinemann, 2000. —Vol. 1–3.
12. Coret M., Combescure A. A mesomodel for the numerical si-mulation of the multiphasic behavior of materials under ani-sothermal loading (application to two low-carbon steels) //International J. of Mechanical Sci. — 2002. — P. 1947–1963.
13. Coret M., Calloch S., Combescure A. Experimental study ofthe phase transformation plasticity of 16MND5 low carbonsteel induced by proportional and nonproportional biaxial lo-ading paths // European J. of Mechanics A/Solids. — 2004.— 23. — P. 823–842.
14. Hougardy H. P. Calculation of the isothermal transformationinto different microstructures from measurements with conti-nuous cooling // Materials Technology, Steel Research. —1990. — 61, 10.
15. Melander M. Computational and experimental investigationof induction and laser hardening. Linkoеping Studies in Sc.and Techn.: Diss. 124, Linkoеping, 1985. — 124 р.
16. Koistinen D. P., Marburger R. E. A general equation prescri-bing the extent of the austenite-martensite transformation inpure iron-carbon alloys and plain carbon steels // Acta Me-tallurgica. — 1959. — 7. — P. 59–60.
17. Guеr H. C., Tekkaya E. A. Numerical investigation of non-homogeneous plastic deformation in quenching process //Materials Sci. and Eng. — 2001. — P. 164–169.
18. Taleb L., Sidoroff F. A micromechanical modelling of theGreenwood-Johnson mechanism in transformation inducedplasticity // International J. of Plasticity. — 2003. —P. 1821–1842.
Mathematical and digital models of strains and stresses formed in laser welding of steel plates are described. The heatconduction equation comprising a convection term, which is solved by the Green function method, is used to determinethe temperature field. The model of phase transformations is based on the diagram of continuous cooling of the steelwelded, as well as on the Avrami and Koistinen-Marburger equations. The relationship of thermal-physical parameterswith temperature and phase composition of the steel is taken into account in evaluation of temporary and residual stresses,depending upon the thermal load and phase transformations. The model allows for the structural and transformationdeformation.
Поступила в редакцию 23.10.2007
МАШПРОМ – 2008
8-я Международная специализированная выставка
7—10 октября г. Днепропетровск
Машиностроение,металлообработка и промышленное оборудование
Организатор: ООО «Экспоцентр «МЕТЕОР»40008, Украина, г. Днепропетровск, ул. А. М. Макарова, 27а
тел.: +38(056) 373 93 71, +38(0562) 357-357E-mail: [email protected]
http://www.expometeor.com
6/2008 31

УДК 621.791:669.721
ОЦЕНКА КАЧЕСТВА СОЕДИНЕНИЙ МАГНИЕВЫХСПЛАВОВ, ПОЛУЧЕННЫХ ЛАЗЕРНОЙ СВАРКОЙ*
П. КОЛОДЗИЙЧАК (Варшавский ун-т технологий, Республика Польша),В. КАЛИТА (Ин-т фундаментальных технологических исследований ПАН, г. Варшава, Республика Польша)
Представлены результаты математических исследований качества одно- и разнородных соединений магниевыхсплавов, полученных лазерной (CO2-лазер) сваркой с использованием гелия в качестве защитного газа.
К л ю ч е в ы е с л о в а : лазерная сварка, магниевые сплавы,защитный газ, качество соединений, микроструктура, расп-ределение твердости и микронеоднородности, статическаяпрочность, коррозионная стойкость
В последнее время магниевые сплавы получилибольшое распространение в автомобильной про-мышленности в основном благодаря их более низ-кой плотности по сравнению с такими традицион-ными материалами, как сталь и алюминиевыесплавы. Разработка новых магниевых сплавов,обладающих механическими свойствами сравни-мыми со свойствами традиционных материалов[1], расширила их применение в виде деталей,получаемых литьем под давлением [2]. Благодаряснижению массы транспортного средства и со-ответственно экономии топлива оказалось воз-можным удовлетворить строгие требования по за-щите окружающей среды [3] и безопасноститранспортировки [4]. Тем не менее производствои обработка магниевых сплавов в виде листовыхкомпонентов и модульных легковесных конст-рукций все еще находится в состоянии разработ-ки. При этом особое внимание уделяют лазернойсварке таких сплавов [5–17]. Последняя отлича-ется следующими уникальными характеристи-ками:
высокой плотностью энергии сфокусированно-го пучка, позволяющей соединять элементы с эф-фектом кинжального проплавления при сварке(глубокий и узкий шов);
количеством эффективной энергии (соотноше-ние между мощностью излучения лазера и ско-ростью сварки), необходимым для получениясплошного соединения, которое намного меньше,чем в традиционных способах (достигается узкаяЗТВ);
отсутствием необходимости в присадочномматериале.
Основные параметры лазерной сварки такие,как мощность излучения лазера и скорость ска-нирования, легко выбираются с учетом заданнойтолщины соединяемых деталей. Возможно при-менение постоянной (максимальной) мощностиизлучения и соответствующей скорости сварки,подходящей для достижения стабильного процес-са и полного проплавления. Параметрами процес-са являются также положение фокального пятна,тип защитного газа и способы его подачи. Хотязащита гелием более дорогостоящая, чем аргономили азотом, его применение обеспечивает лучшуюформу шва, качество поверхности, меньшее ко-личество пор и более быстрое протекание про-цесса сварки.
Оптимальное положение фокального пятнапучка (относительно наружной поверхности) за-висит от свойств материала, его толщины и длиныфокуса. Для магниевых сплавов с низкой темпе-ратурой плавления (~660 °С) и температурой ки-пения (~1100 °С) пластины толщиной до 5 мммогут быть сварены встык с положением фокусана наружной поверхности [5].
Для оценки качества соединений, сваренныхлазером, используют несколько методик. Поддействием лазерного пучка и образования зонысплавления микроструктура обработанного мате-риала существенно меняется. Изучение микрос-труктуры позволяет оценить форму зоны сплав-ления, изменение размера зерна, появление вы-делений и пористости, а также образование тре-щин. Твердость в поперечном сечении, перпен-дикулярном направлению сканирования пучка,может отличаться от твердости основного метал-ла. Облучение сфокусированным лазерным пуч-ком может вызвать испарение материала и тер-мокапиллярную конвекцию, а рекристаллизацияможет привести к изменению химического сос-тава после сварки, т. е. для определения атомар-ного распределения желателен анализ с помощьюрентгеновского микрозонда. Статическую проч-ность на растяжение и сопротивление соединенийна поперечную нагрузку определяют обычно ме-ханическими испытаниями на стенде «Инстрон».© П. Колодзийчак, В. Калита, 2008
* По материалам международной конференции «Lasertechnologies in welding and materials processing», 29 May–1June, 2007, vil. Katsieveli, Crimea, Ukraine.
32 6/2008

После разрушения изделий РЭМ-изображения из-ломов можно сравнить с изломами основного ме-талла.
Коррозионные характеристики магниевыхсплавов существенно зависят от способа их из-готовления. Разработка новых технологий позво-лила получить высокочистые сплавы и значитель-но улучшенную коррозионную стойкость [18, 19].Изменения в сварном соединении, вызванные ла-зерной сваркой (модификация химического сос-тава, металла шва и его литое состояние, воз-никновение интерметаллидных фаз), могут сущес-твенно сказаться на коррозионной стойкости ме-талла шва по сравнению с основным металлом.Обычно для образцов основного материала в ли-том состоянии и образцов с соединениями вы-полняют сравнительные испытания на коррозион-ную стойкость с помощью простого иммерсион-ного испытания, а также электрохимическим спо-собом, за которым следуют микроскопическиеоценки. Для более детальной оценки сваренныхструктурных компонентов можно использоватьиспытания на усталость и испытания на чувстви-тельность деформации (для ударостойких компо-нентов [20]).
В данной статье представлены некоторые ре-зультаты применения перечисленных вышеметодик для оценки качества соединений магни-евых сплавов, полученных лучом СО2-лазера скинжальным проплавлением.
Методика эксперимента. Стыковую сваркупластин из одно- и разнородных сплавов без ис-пользования присадочного металла выполнялиCO2-лазером с быстрым осевым потоком при мак-симальной мощности 2,5 кВт. Пучок с режимом,близким к ПЭМ, сфокусировали до диаметра
0,25 мм с помощью линз ZnSe 5". Литые маг-ниевые сплавы AM50 (химический состав, мас. %:5,0 Al; 0,30 Mn; < 0,2 Zn) и AZ91 (9,0 Al; 0,17 Mn;0,7 Zn) обрабатывали из брусков в литом состо-янии до пластин толщиной 2,0…4,5 мм, шириной50 мм и длиной сварочных кромок 100 мм. Встатье представлены результаты, полученные дляпластин толщиной 4,5 мм.
Режимы сварки устанавливали следующие:мощность излучения лазера 2 кВт, скорость свар-ки 4 м/мин. После оценки влияния положения фо-кального пятна (относительно поверхности мате-риала) на зону проплавления положение фокус-ного пучка было установлено на верхней повер-хности пластин. Гелиевую защиту наружных по-верхностей обеспечивали с помощью сопла ди-аметром 4 мм с расходом 15 л/мин, нижние по-верхности защищали продувкой аргоном.
Микроструктуры и распределение твердостиоценивали на поперечных сечениях, перпендику-лярных направлению сканирования пучка, а такжена поперечных сечениях, выполненных парал-лельно по отношению к наружной поверхностивдоль шва. Для определения любых изменений,появившихся в результате действия лазерного лу-ча (например, испарение материала и конвекции),выполняли анализ элементного распределения ос-новных элементов рентгеновским микрозондом.Механические характеристики соединений опре-деляли с помощью испытаний на стенде «Инс-трон» для статического сопротивления растяже-нию и на стенде для трехточечного изгиба. Послеразрушения изделий были получены РЭМ-изоб-ражения изломов. Сравнительные испытания насопротивление коррозии выполняли электрохи-
Рис. 1. Макроструктура стыковых сварных соединений из одно- и разнородных сплавов: а — AZ91–AZ91; б — AM50–AM50;в — AZ91–AM50
6/2008 33

мическим способом (измерение переменного нап-ряжения).
Результаты и обсуждение. Макроструктурастыковых сварных соединений из одно- и разно-родных сплавов приведены на рис. 1. Границызон сплавления практически параллельны, соот-ношение геометрических размеров швов (толщи-ны пластины к средней ширине зоны сплавления)свидетельствует о полученном кинжальном проп-лавлении с хорошим формированием соединения.На макрошлифах отсутствуют поры и трещиныкак в свариваемых сплавах, так и в их сварныхсоединениях.
В результате короткого времени (не менее4 мс) излучения луча и быстрой кристаллизациизоны сплавления характеризируются значитель-ным измельчением зерна. Резкие переходы от ос-новного металла к зоне сплавления могут ука-зывать на отсутствие ЗТВ. На рис. 2 видно, чтохарактерное направление кристаллизации отно-сится только к однозеренному слою со сторонысплава АМ50.
Измерения распределения твердости в попе-речном сечении швов (перпендикулярно направ-лению сварки) для однородных соединений спла-вов показали значительное увеличение твердостив зонах сплавления по сравнению с основным ме-таллом. Эти результаты могут быть связаны нетолько с сильным измельчением зерна в шве, но
и с увеличением осаждения на границах зерна ипоявлением интерметаллидных соединений. Вразнородных соединениях сплавов таких явленийне наблюдается (рис. 3).
Для определения изменений в химическом сос-таве материала, вызванных влиянием действия луча,были выполнены измерения элементного распре-деления с помощью рентгеновского микрозондаXL-30 компании «Филипс». Установлено, что из-заочень низкой точки кипения магния (~1100 °С) посравнению с алюминием (~2300 °С) содержаниемагния в соединениях было несколько сниженов результате его испарения (особенно в соеди-нении AZ91–AZ91). Амплитуды элементного из-менения в результате сильного измельчения зернав зонах сплавления оказались намного меньше,чем на наружной стороне швов. Особенно инте-ресным является элементное распределение раз-нородных соединений сплавов АМ50–AZ91. Входе измерений, выполненных по толщине сое-динений, можно обнаружить влияние термокапил-лярной конвекции и последующего смешивания.В действительности наиболее значительные из-менения в химическом составе вдоль соединенияможно наблюдать в районе наружных и нижнихповерхностей, в то время как распределение на
Рис. 2. Микроструктура в переходных зонах от основного металла (сплав АМ50) до зоны сплавления (а) и от зоны сплавленияк сплаву AZ91 (б) в соединении AM50–AZ91
Рис. 3. Распределение микротвердости для соединений изразнородных сплавов AZ91–AM50, измеренное на рассто-янии 1,5 мм с внешней поверхности
Рис. 4. Элементное распределение вдоль соединения из спла-вов АМ50 и AZ91, измеренное до половины толщины попе-речного сечения
34 6/2008

половине толщины является достаточно гладким(рис. 4).
Как видно из рис. 5, разрушение сварных об-разцов для всех сплавов возникало в отдаленииот границ зоны сплавления, т. е. в области ос-новного металла. Как можно было бы ожидать,
образцы со швами имеют меньшее удлинение приразрушении, чем основной металл. Однако сущес-твуют различия для напряжения при растяжении:для соединения АМ50–АМ50 напряжение при раз-рушении меньше, а для AZ91–AZ91 больше, чемдля образцов основного металла. Для соединенийAZ91–AM50 изделие разрушалось со стороныAZ91 также далеко от зоны сплавления. Сравне-ние кривых напряжения–деформация для всех со-единений приведено на рис. 6. Согласно пред-положениям, удлинение при разрушении для раз-нородных соединений находилось между значе-ниями для соединений из хрупкого сплава AZ91и вязкого АМ50. Поскольку разрушение сварныхобразцов возникало далеко от зон сплавления, наРЭМ-изображениях поверхностей разрушенныхизделий из основного металла и образцов с со-единениями не обнаружено различий.
Статическое испытание на изгиб было выпол-нено на стенде для трехточечного изгиба (шагопорных роликов 70 мм, диаметр роликов 30 мм).Различия между образцами со швом и основнымметаллом наблюдались только у соединений изхрупкого сплава AZ91, где максимальная нагрузка
Рис. 5. Кривые напряжения–деформации при растяжении ос-новного металла (1) и соединений (2): а — AZ91–AZ91; б —AM50–AM50
Рис. 6. Кривые напряжения–деформации при растяжении длясоединений из одно- и разнородных сплавов: 1 — AZ91–AZ91; 2 — AZ91–AМ50; 3 — AМ50–AМ50
Рис. 7. Влияние отклонения на нагрузку для сплава AZ91:1 — соединение; 2 — основной металл
Рис. 8. Зависимость силы тока от потенциала электрода для сварного образца (1) и основного металла (2) сплавов AZ91 (а)и АМ50 (б)
6/2008 35

для основного металла ниже, чем для соединения(рис. 7).
Коррозионное поведение сварного соединенияи основного металла практически одинаковой пло-щадью (1 см2) оценивали электрохимическим ме-тодом. Измерения выполняли в аэрированном0,9%-м растворе NaCl, с шагом потенциала в 1 мВ/с(от – 100 до + 300 мВ). Кривые поляризации длясварного соединения и основного металла дляAZ91 и АМ50 приведены на рис. 8. Сравнив кри-вые поляризации для сварного и основного ме-талла, можно сделать вывод, что фактически от-личия в коррозионном сопротивлении отсутс-твуют.
В заключение следует отметить, что сварка од-но- и разнородных сплавов в одинаковых усло-виях обеспечивает кинжальное проплавлениесоединений с практически параллельными грани-цами, отсутствие пор и трещин, а также ЗТВ.
Сильное измельчение зерна и увеличенноеосаждение в зоне сплавления усиливает прочностьв этих областях по сравнению с основным ме-таллом.
Во время статических испытаний на растяже-ние разрушения во всех соединениях появлялисьдалеко от шва, т. е. в соединениях из разнородныхсплавов со стороны хрупкого сплава AZ91. Плас-тические характеристики образцов со швами ни-же, чем для основного металла. При испытанияхна изгиб различия между сварным соединениеми основным материалом можно наблюдать толькодля соединений хрупкого сплава AZ91.
Результаты испытаний на коррозию погруже-нием, выполненные в 0,9%-м растворе NaCl, по-казали, что сварка разнородных сплавов, в данномслучае AZ91–АМ50, увеличивает чувствитель-ность к электрохимической коррозии, даже еслиразница между значениями потенциала электроданебольшая. Оценка коррозионной стойкости, вы-полненная электрохимическим методом, для со-единений из однородных сплавов практически неотличается от данных испытаний основного ме-талла.
1. Fredrich H., Schumann S. Resarch for a «new age of magne-sium» in the automоtive industry // Mater. Proc. Technolo-gy. — 2001. — 117. — P. 276–281.
2. Longworth S. J. P. The bolting of magnesium components incar engines: Diss. for Master of Philosophy Degree to Uni-versity of Cambridge, 2001.
3. Aghion E., Bronfin B., Elieze D. The role of magnesium in-dustry in protecting the environment // J. Mater. Proc. Tech-nology. — 2001. — 117. — P. 381–385.
4. Mordike B. L., Ebert T. Magnesium. Properties–applicati-ons–potential // Material Sci. and Eng. A. — 2001. — 302.— P. 37–45.
5. Weisheit A., Galun R., Mordike B. L. CO2 laser beam wel-ding of magnesium-based alloys // Welding Res. Suppl. —1998. — 77. — P. 149–154.
6. CO2 laser weldability of WE43 magnesium alloy for aerona-utic industry / M. Dhari, J. E. Masse, J. F. Mathieu et al. //Proc. of LANE, Erlangen, Germany, 28–31 Aug. 2001. —P. 297–310.
7. Zhao H., Debroy T. Pore formation during laser beam wel-ding of die-cast magnesium alloy AM60B — mechanismand remedy // Welding Res. Suppl. — 2001. — P. 204–210.
8. A comparative evaluation on microstructures in TIG andlaser welded AZ31 magnesium alloy / Z. Sun, J. Wei, D. Panet al. // SIMTech Technical Report PT/01/008/JY. — 2001.— P. 1–8.
9. Laser beam welding of magnesium alloys — new possibiliti-es using filler wire and arc welding / H. Hakekamp,M. Goede, A. Bormann et al. // Proc. of LANE, Erlangen,Germany, 28–31Aug. 2001. — 2001. — P. 333–338.
10. Watkins K. G. Laser welding of magnesium alloys // Proc. ofmagnesium technology conf., San Diego, USA, March 2–6,2003. — 2003. — P. 153–156.
11. Stern A., Munitz A., Koln G. Application of welding techno-logies for joining of Mg alloys. Microstructure and mechani-cal properties // Ibid. — 2003. — P. 163–170.
12. Welding and weldability of AZ31B by gas tungsten arc andlaser beam / S. Lathabai, K. J. Barton, D. Harris et al. // Ibid.— 2003. — P. 157–162.
13. Kalita W., Kolodziejczak P., Pokhmurska H. Welding ofMg-based alloy AM20 by CO2 laser beam // Proc. of Intern.conf. on laser technologies in welding and materials proces-sing, Katsiveli, Ukraine, 19–23May , 2003. — P. 214–216.
14. Dasgupta A. K., Mazumder J. Laser welding of AM60 mag-nesium alloy // Proc. of magnesium technology conf., Char-lotte, USA, 14–18 March, 2004. — P. 43–48.
15. Laser welding of magnesium-based alloys of MgAlZn group/ W. Kalita, P. Kolodziejczak, J. Hoffman et al. // Advancesin Manufacturing Sci. and Techn. — 2004. — P. 45–53.
16. Properties of the butt-welded joints of CO2 laser welded Mgalloys / W. Kalita, P. Kolodziejczak, L. Kwiatkowski et al. //Proc. of LANE, Erlangen, Germany, 21–24 Sept., 2004. —Vol. 1. — P. 317–328.
17. Kalita W., Kolodziejczak P., Kwiatkowski L. Properties ofthe CO2-laser welded joints of dissimilar magnesium alloys// Proc. of 2nd Intern. conf. on laser technologies in weldingand materials processing, Katsiveli, Ukraine, 23–27 May,2005. — P. 79–84.
18. Factors affecting the corrosion resistance of cast magnesiumalloys / P. Y. Li, H. J. Yu, S. C. Chen et al. // Proc. of mag-nesium technology conf., San Diego, USA, 2–6 March,2003. — P. 51–58.
19. Corrosion properties of the butt-welded joints of laser wel-ded Mg alloys / L. Kwiatkowski, M. Grobelny, W. Kalita etal. // Inzynieria Powierzchni A. — 2005. — 11, 2. —P. 191–197.
20. Abbott T., Easton M., Schmidt R. Magnesium for crashwort-hy components // Proc. of magnesium technology conf., SanDiego, USA, 2–6 March, 2003. — P. 227–230.
Presented are the results of comprehensive investigations of the quality of similar and dissimilar magnesium alloy joints,produced by CO2-laser welding using helium as a shielding gas.
Поступила в редакцию 22.02.2008
36 6/2008

УДК 621.791.72:621.375.826
ЛАЗЕРНАЯ СВАРКА И ПАЙКАВ АВТОМОБИЛЕСТРОЕНИИ*
Ф. АЛЬБЕРТ, А. ГРИММ, С. КАГЕЛЕР, М. ШМИДТ (Лазерный центр Байера GmbH, г. Эрланген, Германия)
Лазерная сварка и пайка приобретают все большее значение в современном автомобилестроении. Эти высокоп-роизводительные способы обеспечивают получение качественных соединений материалов и минимизируют затратына повторную обработку. Возможность управления этими процессами позволяет избежать возникновения дефектов.Указанными проблемами занимается Лазерный центр Байера. Там, в частности, решают задачу лазерной сваркиоцинкованных стальных листов в конструкциях с соединением внахлестку и для лазерной пайки.
К л ю ч е в ы е с л о в а : лазерные сварка и пайка, авто-мобилестроение, тонколистовые конструкции, оцин-кованный лист, дефекты соединения, параметры модуляциимощности
Лазерная сварка тонких оцинкованных стальныхлистов в конструкциях с соединением внахлестку,широко используется при производстве кузововлегковых автомобилей. Однако даже с учетом ре-зультатов последних исследований и технологи-ческих усовершенствований очень трудно конт-ролировать и прогнозировать лазерный процесссоединения таких листов при сварке с нулевымзазором. В большинстве случаев оцинкованныепокрытия на поверхности стальных листов имеюттемпературу испарения ниже, чем температураплавления стали (Tпл
см > 1800 К; ТиспZn = 1800 K).
При сварке с нулевым зазором, как правило, де-газация испарившегося цинка между листами не-возможна. Следовательно, он испаряется через па-рогазовый канал, при этом нарушается балансдавления и гидродинамических процессов, про-исходящих в сварочной ванне, и как следствие,в сварном шве появляются повреждения и дефек-ты (рис. 1).
Существует несколько способов воздействияна процесс лазерной сварки и качество форми-рования сварного шва. Один из них, описанныйв настоящей статье, основывается на модуляциимощности лазерного излучения, что должно спо-собствовать стабильной динамике парогазовогоканала и создавать постоянную дегазацию испа-рившегося цинка через выпускное отверстие, атакже исключать повреждения, появившиеся в ре-зультате разрушений парогазового канала. Взаи-модействие модуляции мощности излучения с па-рогазовым каналом и жидким металлом анали-зируется с помощью высокоскоростной съемки,
сигналов оптического процесса и результатовсварки.
Лазерная пайка является перспективным спо-собом получения соединений при изготовлениикузовов легковых автомобилей. Но поскольку по-явление таких дефектов, как поры, отверстия, неп-ровары и одностороннее расплавление стальныхлистов, полностью исключить невозможно, топроверка качества изделий после их изготовленияявляется обязательной. Точность используемыхроботов и изменения мощности излучения лазераи фокального положения являются определяющи-ми факторами в процессе образования дефектов.Дорогостоящую проверку после изготовления из-делий можно заменить пирометрическим контро-лем качества в режиме реального времени, ко-торый также рассматривается в этой статье. Ис-пользование системы контроля, основанной на из-мерении температуры, позволяет определятьотмеченные дефекты. Более того, такой контрольлежит в основе управления процессом с обратнойсвязью, что дает возможность регулировать по-ложение робота, мощность излучения лазера и по-ложение фокуса. В работе рассматриваются сис-тема-технология и результаты пирометрическихсигналов и экспериментов.
Лазерная сварка стальных оцинкованныхлистов. На рис. 2 представлена схема экспери-ментальной установки. С помощью сварки с глу-боким проплавлением два стальных оцинкован-ных листа толщиной 0,6 и 0,7 мм соединяютсявнахлестку с нулевым зазором. Цинковое покры-тие имеет среднюю толщину 10 мкм. Лазернымисточником является дисковый Yb:YAG-лазер смаксимальной выходной мощностью 4 кВт и дли-© Ф. Альберт, А. Гримм, С. Кагелер, М. Шмидт, 2008
Рис. 1. Вид сварного шва оцинкованных стальных листов вконструкции с соединением внахлестку с нулевым зазором
* По материалам международной конференции «Lasertechnologies in welding and materials processing», 29 May–1 June, 2007, vil. Katsieveli, Crimea, Ukraine.
6/2008 37

ной излучения 1030 нм. Качество выработки лучасоставляет приблизительно 9,2 мм⋅мрад, фоку-сное расстояние — 450 мм.
Оптическая эмиссия процесса сварки опреде-ляется силиконовым фотодиодом со спектраль-ным диапазоном, составляющим приблизительно400…1000 нм, и профильтрованным полосой про-пускания на 530 нм. Мощность излучения лазера,сигнал модуляции и эмиссии процесса сварки оп-ределяются одновременно с частотой выборки 50кГц. Угол обзора фотодиода, составляющий приб-лизительно 80°, ориентирован на горизонтальнуюбазисную линию.
Для того чтобы оказать влияние на колебанияпарогазового канала, мощность лазерного излу-чения модулируют в диапазоне средней мощностиP = 3,6 кВт. В качестве режима модуляции, какправило, выбирают обычную синусоидальнуюкривую. Во избежание возникновения эффекта ре-зонанса при модуляции в диапазоне собственнойчастоты динамической характеристики парогазо-вого канала в течение длительного времени, не-сущая частота изменяется с помощью частотноймодуляции. Несущий сигнал представляет собойпиковую мощность лазерного излучения. При из-менении частотной модуляции или сдвиге можноопределить диапазон мощности лазерного излу-чения. Типичный сигнал модуляции, который ис-пользовался в исследованиях, показан на рис. 3.
Для предотвращения появления дефектов прилазерной сварке с глубоким проплавлением сталь-ных оцинкованных листов важным фактором яв-ляется наличие незначительных отклонений дав-ления парогазового канала в определенном диа-пазоне частот. Результаты сварки незагрязненныхлистов показали, что глубина сварки стабили-зируется. При более низком диапазоне частот на-блюдаются отклонения [1].
Для понимания этого явления необходимо при-нимать во внимание то, что в лазерной сварке сглубоким проплавлением сложные физическиепроцессы накладываются друг на друга. Парога-зовый канал с раскрытием по направлению ла-зерного луча формируется при испарении мате-риала и окружен ванной, которая состоит из жид-кой стали. Газообразный материал направляетсяв сторону раскрытия капилляра, что приводит кснижению давления внутри парогазового канала.Для достижения стабильности сварочного про-цесса эту потерю давления необходимо компен-сировать за счет постоянного испарения матери-ала. Баланс давления пара при испарении сталии давления жидкой стали ванны удерживает па-рогазовый канал в открытом состоянии. Балансдавления создается внешним давлением, вклю-чающим поверхностное давление Pпов, гидроста-тическое Pгидрост, гидродинамическое Pгидродин ивнутреннее давление, состоящее из абляционногоPабл и газового гидродинамического давления Pгаз.Взаимодействие внешнего и внутреннего давле-ния приводит к специфической динамической ха-рактеристике парогазового канала. С помощьюБПФ анализа оптических эмиссий при немоде-лированном процессе лазерной сварки оцинкован-ных стальных листов (конструкция с перекрыти-ем, зазор 100 мкм) была продемонстрирована ха-рактерная частота колебаний парогазового канала(рис. 4).
Дисбаланс давления внутри и снаружи паро-газового канала может возникнуть при изменениипараметров процесса сварки, толщины листовцинка или геометрии (размера) зазора, а такжемощности лазерного излучения и скорости сварки.При сварке стальных оцинкованных листов вок-руг расплава появляется область испарения с вы-соким давлением. Если зазор между листами уз-кий, испарение не может выйти наружу, возни-кают отклонения в давлении парогазового каналаи появляются повреждения. Взрывообразный про-цесс дегазации нарушает процесс сварки, и па-рогазовый канал разрушается вследствие дисба-ланса давления (рис. 5). Большой объем жидкойстали вытесняется из ванны расплава, что при-водит к образованию раковин, непроваров или порв металле сварного шва, которые негативновлияют на механические свойства сварного шва[2–7]. Собственную частоту парогазового канала
Рис. 2. Схема экспериментальной установки
Рис. 3. Характерная форма волны частотной модуляции, ис-пользуемой для контроля мощности лазерного излучения
38 6/2008

в этом случае определить невозможно, и процесссварки является нестабильным.
В настоящей работе определяли параметры эф-фективной модуляции, с помощью которых мож-но влиять на процесс сварки при раскрытом па-рогазовом канале. Такое условие выполнимо, еслидиапазон частоты модуляции мощности излучениянаходиться в области собственных колебаний ди-намической характеристики парогазового канала.Это справедливо, если пики в диапазоне частот про-цесса эмиссий находятся в том же диапазоне, чтои частота модуляции мощности излучения. Экспе-риментальным путем замедление процесса можетбыть определено с помощью расчета передаточнойфункции с информацией относительно частотыэмиссий процесса и мощности лазерного излучения.
В течение одного сварочного процесса (длинашва 300 мм) частота модуляции мощности (f == 0 и 10 кГц) зависит от оптической эмиссии ипараметров модуляции, что позволяет определитьпередаточную функцию и требуемую частоту мо-дуляции (рис. 6).
На рис. 7 представлена типичная передаточнаяфункция при сварочном процессе при описанныхвыше условиях. Небольшое замедление процессасварки можно наблюдать при fнес = 4,5 и 6,0 кГц.Несущая частота, необходимая для модуляциимощности излучения, должна находиться в томже диапазоне.
Рис. 4. Временной сигнал оптической эмиссии при сварке внахлестку лазером непрерывного действия двух оцинкованныхстальных листов толщиной 0,6 или 0,7 мм с нулевым зазором при P = 3600 Вт, скорости сварки vсв = 6 м/мин, длине излученияλ = 1030 нм и размере сварочной точки dspot = 600 мкм
Рис. 5. Спектр частот сварки внахлестку лазером непре-рывного действия двух оцинкованных стальных листов тол-щиной 0,6 или 0,7 мм с зазором 100 мкм при P = 3600 Вт,vсв = 6 м/мин, λ = 1030 нм, dspot = 600 мкм (серым цветомобозначен диапазон частоты парогазового отверстия)
Рис. 6. Модель для вычисления передаточной функции иопределения параметров модуляции
Рис. 7. Передаточная функция при лазерной сварке оцинко-ванных стальных листов толщиной 0,6 или 0,7 мм при P == 3,6 кВт, vсв = 6 м/мин, dspot = 600 мкм: 1 — 40; 2 — 120;3 — 200 Вт
6/2008 39

Такие факторы модуляции, как ее скважность(амплитуда), частотная модуляция, а также ско-рость частотной модуляции, не обнаруживаются.Эти данные можно получить путем измерений входе дальнейших экспериментальных исследова-ний.
Как видно из рис. 8, модуляция мощности из-лучения с несущей частотой в определенном диа-пазоне приводит к открытию парогазового каналав течение всего сварочного процесса. Без модуляцииразмер парогазового канала будет изменяться. На-личие повреждений определяется с помощью вы-сокоскоростной съемки.
Результаты экспериментов показали, что в слу-чае применения модуляции мощности количествораковин в шве уменьшается (рис. 9). Количествоповреждений можно уменьшить, но достичь ихполного отсутствия пока невозможно.
Дальнейшие эксперименты показали, что пов-реждения могут образовываться также позади па-рогазового канала. Стабильность парогазового ка-нала — это только один шаг к уменьшению ко-личества дефектов. Для получения бездефектныхсварных швов необходимо дополнительно осу-ществить повторную дегазацию.
Контроль качества лазерной пайки в режи-ме реального времени. Рассмотрим вопрос о раз-работке контроля для лазерной пайки с помощьювысокомощного диодного лазера, который позво-ляет обнаружить такие недостатки, как поры, неп-ровары и одностороннее расплавление в режимереального времени. Более того, эта система кон-троля лежит в основе управления процессом собратной связью, что дает возможность отказать-ся от дорогостоящего послеоперационного конт-роля качества.
Новым перспективным подходом для процессауправления и контроля в режиме реального вре-мени являются локально обозначенные измерениятемпературного поля обеих соединяемых частей.Исследования подтвердили наличие взаимосвязимежду температурой и качеством шва.
Новая система управления и контроля процес-са в режиме реального времени, основанная наизмерении температуры, дает возможность зна-чительно уменьшить производственные затратыдля лазерной пайки. Таким образом, этот процессстанет более привлекательным для автомобилес-троения благодаря системе, основывающейся напирометрах, способной выполнять измерения тем-пературы. Целью этого исследования является оп-ределение дефектов в шве для исключения ихпоявления при последующем процессе сварки сконтролируемой обратной связью. Это можно вы-полнить с помощью как температурных измере-ний во время процесса пайки, так и детекторовинфракрасного излучения для того, чтобы полу-чить информацию о влиянии неотрегулированно-го контроля температуры на процесс пайки. Сле-дующей целью является внедрение устройств из-мерения температуры в паяльную головку с сис-темой подачи проволоки для высокомощных ди-одных лазеров, что позволит обеспечить роботи-зированный и лазерный контроль.
Исследование выполняется при помощи сис-темы, используемой для лазерной пайки, котораявключает устройство подачи проволоки и воло-конно-световодный высокомощный диодный ла-
Рис. 8. Изображения выходного отверстия при сварке листовтолщиной 0,6 или 0,7 мм с модуляцией мощности при P == 3,6 кВт, fнес = 4,5 кГц, vсв = 6 м/мин, dspot = 600 мкм: а —τ = 0; б — 0,1; в — 0,2; г — 0,3; д — 0,4; е — 0,5; ж — 0,6;з — 0,7 мс
Рис. 9. Зависимость количества N впадин на шве длиной300 мм от несущей частоты модуляции мощности (средняямощность P = 3,6 кВт)
Рис. 10. Основная схема системы контроля процесса: 1 —лазер; 2 — пирометр; 3 — температурные поля; 4 — прово-лока
40 6/2008

зер с максимальной выходной мощностью 2,7кВт. Благодаря оптической системе, встроеннойв паяльную головку, и световоду диаметр лазер-ной точки на конце проволоки составляет 3,1 мм.Наиболее важными элементами эксперименталь-ной установки являются две встроенные пиромет-рические оптические системы, которые подсое-динены с помощью оптоволокна к пирометрам.Используемая двухцветная технология измерениядолжна быть независима от фактора эмиссии, ко-торый определяет температуру от 500 до 1300 °Спри длине волны 1,52 и 1,64 мкм с временем сра-батывания t90 до 2 мс. Измерение выполняли вмонорежиме при ε = 0,8. Вследствие динамичес-ких характеристик процесса сварки и постоянногоизменения соотношения между расплавленнымии твердыми материалами в зоне обработки не-обходимо принимать во внимание тот факт, чтосоответствующее определение эмиссионной спо-собности и абсолютное определение температурыневозможны. Диаметр зоны измерения может ре-гулироваться от 1 до 5 мм.
Исследования выполняли на линейных торце-вых соединениях стальных листов глубокого от-пуска DX 54 D + Z100 толщиной 0,8 мм, исполь-зуемых для изготовления деталей автомобильныхкузовов. Скорость пайки составляла 2,1 м/мин, амощность лазера — 2,7 кВт. Это оптимальные па-
раметры для получения качественной поверхнос-ти шва и необходимой степени его заполнения.
На рис. 11 показано несколько видов наме-ренно поврежденных деталей с линейными тор-цевыми соединениями. Исходя из идеальногоположения паяльной головки по отношению к со-единению (рис. 11, а) боковое отклонение тра-ектории постоянно увеличивается на 0,3 мм(рис. 11, б). Затем паяльная головка возвращаетсяназад в идеальное положение и снова смещается.Боковое смещение от оси в этом случае составляетдо 0,5 мм (рис. 11, в). В конце специальное от-клонение от оси отсутствует.
Боковые отклонения указывают на очевидноерасплавление нижнего стального листа, посколькурасплавление при отклонении от оси на 0,5 мм,естественно, превышает требуемое расплавление(рис. 11, б).
С помощью системы измерения, описаннойвыше, фиксируется последовательность сигналовэтих процессов (рис. 12), при этом обнаружива-ются два отклонения от оси. Два имеющихся де-фекта отличаются амплитудами своих сигналов,что можно определить по различным отклонениюи расплавлению.
Изменение мощности лазера также можно оп-ределить исходя из последовательности сигналов.Оба пирометрических сигнала увеличиваются при
Рис. 11. Вид очищенного сверху шва (а) с боковым смеще-нием на 0,3 (б) и 0,5 (в) мм: а — τ = 1,8 с; ∆y = 0; б — τ == 3,8 с; ∆y = 0,3 мм; в — τ = 7,5 с; ∆y = 0,5 мм
Рис. 12. Последовательность сигнала при боковом смещениина 0,3 (τ = 3,8 с) и 0,5 мм (τ = 7,5 с); количество образцовn = 5
Рис. 13. Последовательность сигнала при изменениях мощ-ности излучения лазера (средняя мощность 700 Вт) n = 5
6/2008 41

изменениях мощности ∆P = 700 Вт в периоды 3,7и 7,6 с (рис. 13).
Следовательно, сигналы датчика позволяютустановить различия между типами дефектов иих различной интенсивностью.
Результаты экспериментов подтверждают воз-можность системы контроля качества лазернойпайки в режиме реального времени. Исследованиянаилучших условий для обнаружения дефектов,а также эффективности применения системы из-мерения на намеренно поврежденных деталях чет-ко показали имеющийся потенциал.
Этапы настоящего проекта включают оценкусистемы измерения для соединений с угловымшвом и сложной геометрией шва. В будущемполученные данные должны стать основой дляразработок температурного процесса с обратной
связью применительно к пайке высокомощнымидиодными лазерами.
1. Otto A. Transiente Prozesse bein Laserstrahlschweissen:Diss.: Reihe Fertigungstechnik. — Erlangen, 1997.
2. Geisel M. Prozesskontrolle und Steuerung beim Laserstrah-lschweissen mit der nichtlinearen Methodik: Diss.: ReiheFertigungstechnik. — Bamberg: Meisenbach, 2002.
3. Hohenstein R., Otto A., Geiger M. Systemanalyse des dyna-mischen Verhaltens beim Laserstrahlschweissen // Strahl-Stoff-Wechselwirkung bei der Laserbearbeitung. — Bre-men: BIAS, 1998. — S. 125–130.
4. Kaplan A. Modellrechnung und numerische Simulation vonAbsorption, Waеrmeleitung und Stroеmung des Laser-Tief-schweissens. — Diss.: TU Wien, 1994.
5. Beck M. Modellierung der Lasertiefschweissens. Stuttgart:Teubner, 1996.
6. Kroos J. Stabilitat und Dynamik der Dampfkapillаre beimSchweissen von Metallen: Diss. — TU Braunschweig, 1993.
7. Klein T. Freie und erzwungene Schwingungen der Dampfka-pillare beim Laserstrahlschweissen von Metallen. — Aac-hen: Shaker, 1997.
Laser welding and brazing have an increasingly great importance in current motor car construction. Both methods providethe possibility of high-efficiency joining of materials, and minimise machining costs. Stable process control allowsavoidance of defects. Two research projects performed at the Bavarian Laser Centre (Bayersches Laserzentrum) addressthis problem and verify solutions for laser welding of galvanised steel plates in roofed structures, and for laser brazing
Поступила в редакцию 22.02.2007
ИНСТИТУТ ЭЛЕКТРОСВАРКИ им. Е. О. ПАТОНА НАН УКРАИНЫ
объявляет ежегодный набор в
ДОКТОРАНТУРУ по специальностям:
сварка и родственные технологии автоматизация технологических процессов металловедение и термическая обработка металлов металлургия высокочистых металлов и специальных сплавов
АСПИРАНТУРУ по специальностям:
сварка и родственные технологии автоматизация технологических процессов металловедение и термическая обработка металлов металлургия высокочистых металлов и специальных сплавов
Прием в аспирантуру проводится в сентябре.Контактный телефон: 289-84-11
Подробная информация на сайте института (раздел аспирантура):www: paton.kiev.ua
Документы направлять по адресу:03680, Украина, Киев-150, ГСП, ул. Боженко, 11
Институт электросварки им. Е. О. Патона НАН Украины, ученому секретарю
42 6/2008

УДК 621.791.3.04
СПОСОБЫ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕБЫСТРОЗАКАЛЕННЫХ ПРИПОЕВ
И. Н. ПАШКОВ, д-р техн. наук, И. И. ИЛЬИНА, И. В. РОДИН, С. В. ШОКИН,С. А. ТАВОЛЖАНСКИЙ, кандидаты техн. наук (ЗАО «АЛАРМ», г. Москва, РФ )
Рассмотрены способы получения быстрозакаленных припоев в виде проволоки диаметром от 0,3 до 6 мм из труд-нодеформируемых материалов в пластическом состоянии. Композиции припоев на основе Cu–P, Cu–P–Sn, Cu–Zn–P–Niи других в результате закалки приобретают структуру квазиэвтектики, содержащую пересыщенный твердый растворс распределенными фазами фосфида меди. Приведены примеры применения быстрозакаленных припоев.
К л ю ч е в ы е с л о в а : пайка, быстрозакаленные припои,проволока, лента, микроструктура, способы получения, при-менение
Процессы получения припоев методом закалки израсплава, с одной стороны, позволяют достигатьвысоких скоростей охлаждения, что приводит ккардинальному изменению структуры и свойствполучаемого материала, с другой — получать про-дукцию в таком виде (например, волокна, чешуй-ки, иглы, фольги) и форме, которые трудно дос-тижимы традиционными методами. В наиболь-шей мере приведенные преимущества проявля-ются в случае получения металлов и сплавов,хрупких по своей природе и труднообрабатыва-емых давлением. Кроме того, при обеспечениипостоянства подачи расплава процесс полученияматериалов из расплава легко автоматизироватьи сделать непрерывным или полунепрерывным.
Наиболее интересны с точки зрения получениядлинномерных заготовок, полуфабрикатов и из-делий литье способом жидкой прокатки, непре-рывное литье и литье намораживанием.
Затвердевание расплавленного металла со свер-хвысокими (более 105 К/с) скоростями охлажденияпозволяет с достаточно высокой производитель-ностью получать практически всю гамму аморфныхи микрокристаллических материалов, что уже дли-тельное время используется в зарубежной и оте-чественной практике. Технология быстрого затвер-девания расплава на вращающемся диске-крис-таллизаторе позволяет получать калиброванныеАМС-припои в виде тонкой пластичной ленты тол-щиной 20…100 мкм и шириной 2…50 мм [1]. Про-изводителем таких припоев в России являетсяМИФИ-АМЕТО.
Преимуществами данного способа являютсявысокая химическая активность, чистота и одно-родность припоя, что предопределяет его высокиетехнологические свойства при пайке, возмож-ность точной дозировки припоя и разнообразие
его составов, получение которых исключено дру-гими способами, обеспечение высокого качествапаяного соединения и его высокого качества и др.Недостатки способа заключаются в трудоемкостивыполнения технологии и высокой цене продукции,необходимости в очень точных и фиксированныхзазорах при сборке паяных соединений (оптимально0,025…0,050 мм), значительном ограничении в вы-боре способов и оборудования для пайки. Исполь-зование АМС-припоев обусловливает повышенныетребования к механической обработке паяемых де-талей. Затруднено их применение в массовом про-изводстве паяных конструкций, когда, например,соединяются пайкой концы прессованных трубокв состоянии поставки. Так, в производстве тепло-обменников, бытовых и промышленных холодиль-ников, радиаторов и др. при сборке величина зазораможет колебаться в широких пределах (от близкогок нулю до 0,7 мм), что обусловлено большими до-пусками по диаметру трубок.
Для решения задач по обеспечению потреби-телей более металлоемкой продукцией, например,проволокой (диаметром от 0,3 до 3 мм) из хруп-ких припоев, был рассмотрен процесс закалкиприпоя из расплава при одностороннем отводетепла [2–4].
В ЗАО «АЛАРМ» (г. Москва) получил раз-витие способ экстракции расплава, который зак-лючается в извлечении вращающимся кристалли-затором из ванны расплава заготовки, затверде-вающей на его поверхности, отделении ее с по-верхности диска-кристаллизатора и смотке на спе-циальном устройстве в виде бухты. Таким спо-собом можно получать проволоку или ее отрезкинекруглого сечения (в виде зернышка боба) спеременным диаметром 0,3…3,0 мм.
Для получения прутков с определенным диа-метром (от 3 до 6 мм) был применен способ ро-торной разливки расплава в желоб вращающегосякристаллизатора. Увеличение времени охлажде-ния затвердевшего материала на поверхности
© И. Н. Пашков, И. И. Ильина, И. В. Родин, С. В. Шокин, С. А. Таволжанский, 2008
6/2008 43

кристаллизатора одновременно с фиксацией егов желобе с помощью обкатной ленты позволилоза одну технологическую операцию получить за-готовку медно-фосфорных припоев трапециевид-ного сечения. Для получения мерной продукциисразу после ее отделения с поверхности кристал-лизатора осуществляется рубка с помощью лету-чих ножниц. Во избежание разрушения про-дукции и нарушения ее непрерывности главнойзадачей было достижение определенной темпе-ратуры продукции в момент ее отделения с по-верхности диска-кристаллизатора. Данная задачарешалась, с одной стороны, выбором оптимальнойконструкции кристаллизатора, с другой — путемувеличения времени нахождения охлаждаемойпроволоки на его поверхности. Скорость охлаж-дения является достаточной для формированиямелкозернистой структуры. Прутки медно-фос-форных припоев крупного сечения могут бытьуспешно применены вместо литых в уголок прут-ков, обычно получаемых на предприятиях из слит-ков фосфористой меди, которые трудно обес-печить достаточно прочными при диаметре менее10 мм. Высокая производительность способа иего внешняя простота, не требующая сложногоаппаратурного оформления, сделали его потенци-ально перспективным для массового полученияпроволоки (прутков) труднодеформируемых ма-териалов в пластичном состоянии [3]. На рис. 1приведена схема затвердевания расплава на крис-таллизаторе.
Использование высоких скоростей охлажденияпозволяет получить высокую химическую и мик-роструктурную однородность в результате равно-мерного распределения фаз в структуре матери-ала. При этом хрупкие фазы (фосфиды, интер-металлиды) находятся в мелкодисперсном состо-
янии, что обусловливает повышенную пластич-ность получаемой продукции и возможность даль-нейшей ее обработки для придания необходимойформы, например, круглой проволоки с калиб-рованными геометрическими размерами. Припайке такими припоями образуется однороднаямикроструктура соединения без пор и раковин,что в свою очередь способствует улучшению ка-чества паяного соединения.
По сравнению с традиционными способами об-работки материалов давлением, быстрая закалкаиз расплава менее чувствительна к составу сплава,что позволяет получать довольно широкий спектркомпозиций припоев заданной геометрии.
Исследованы процессы получения проволокииз сплавов медь–фосфор, медь–фосфор–олово,медь–цинк–фосфор–никель на основе системымедь–фосфор и сплавов медь–цинк–олово, медь–цинк–марганец на основе системы медь–цинк. Ис-следования на микроанализаторе электронногомикроскопа «Jeol 6400» показали, что в результатевысоких скоростей охлаждения достигается ме-тастабильное состояние структуры с размеромзерна менее 10 мкм. Металлографический анализприпоя П14 указывает на то, что структура пред-ставляет собой квазиэвтектику и состоит из пе-ресыщенного твердого раствора с распределен-ными фазами фосфида меди (рис. 2).
Благодаря мелкодисперсному состоянию фос-фидов и равномерному характеру их распреде-ления проволока и лента припоев на основе этойсистемы имеют повышенные пластические свойс-тва, например, проволока припоя П14 выдержи-вает гиб с перегибом на 180° несколько раз.
Перспективными материалами с точки зрениязамены серебряных припоев в процессах пайкисталей и сталей с медью являются припои П21
Рис. 1. Схема затвердевания расплава на кристаллиза-торе: а — экстракция расплава снизу; б — литье набоковую поверхность кристаллизатора; в — роторнаяразливка в желоб
44 6/2008

на основе системы медь-цинк-олово и припой П47на основе системы медь–цинк–марганец. Указан-ные сплавы, вследствие наличия в них легирую-щих элементов, относятся к многофазным лату-ням. В литом состоянии они отличаются низкойпластичностью и трудно поддаются обработкедавлением. Интерес к этим припоям обусловлених относительно низкими температурами плавле-ния, а следовательно, и пайки по сравнению собычно используемыми латунями. Это важно припайке сталей с медными сплавами, сталей, гденежелателен нагрев выше 900°С, а также при из-готовлении твердосплавного инструмента.
Быстрая закалка из расплава позволила полу-чить эти материалы в виде проволоки и лентыс повышенной пластичностью в результате об-разования метастабильной структуры [5]. Как вид-но из рис. 3 и данных рентгеноструктурного ана-лиза, припой П21, полученный высокоскорост-ным затвердеванием расплава, имеет однофазнуюструктуру β-латуни в отличие от трехфазной влитом состоянии.
Припой П21 имеет сложный состав из болеечем пяти компонентов. Его основой являетсясплав медь–цинк–олово, который в литом состо-янии имеет структуру, состоящую из трех фаз:α-, β- и γ-латуней. Основной вклад в придании
хрупких свойств сплаву вносит наличие γ-латуни.После горячего прессования указанного припояв процессе получения прутков диаметром 3 ммв результате термического воздействия при тем-пературах около 600 °С и деформации материалаудается получить двухфазную латунь, в которой,однако, остается присутствие хрупкой γ-фазы. Вы-сокоскоростное затвердевание расплава (ВЗР)позволило зафиксировать область, в которой дан-ный сплав имеет однофазную структуру β-латуни,что и определило более высокие пластическиесвойства припоя по сравнению с горячепрессо-ванным и литым состоянием.
Как уже отмечалось ранее, быстрая закалкаприводит к образованию неравновесной структу-ры с пересыщенными твердыми растворами, приэтом структура отличается анизотропией ростакристаллов из-за одностороннего охлаждения впроцессе получения припоя методом ВЗР. Плас-тифицирование проволоки припоя в этом случаевозможно путем использования гомогенизирую-щих отжигов, которые приводят к перераспреде-лению элементов без заметного роста зерна.
Преимущество быстрой закалки для данноготипа сплавов заключается в том, что проволокаили лента заданных размеров получается за однутехнологическую операцию. При этом для быс-
Рис. 2. Микроструктура припоя П14 (медь–фосфор–олово) в литом состоянии, 200 (а) и после закалки на диске-кристаллизаторе, 400 (б)
Рис. 3. Микроструктура припоя П21 на основе системы медь–цинк–олово в литом состоянии, 200 (а); горячепрессованном,800 (б) и после высокоскоростного затвердевания расплава, 800 (в)
6/2008 45

трой закалки характерно то, что поверхность про-дукции отличается низким содержанием оксид-ных пленок, а это в дальнейшем позитивно влияетна процессы пайки, особенно при предваритель-ном внесении припоя в зону образования шва.
Продукцию, полученную методом ВЗР и от-личающуюся специфичностью формы сечения,можно считать полуфабрикатом для производствакалиброванной проволоки круглого сечения, атакже проволоки, имеющей продольный паз подлине для заполнения флюсом или пастой на егооснове. При этом деформацию проволоки можнопроводить традиционными способами обработкисплавов давлением, как, например, волочениемили фасонной прокаткой.
Комплекс проведенных в ЗАО «АЛАРМ» ис-следований позволил создать базовые прогрессив-ные технологии (совмещающие метод ВЗР, неп-рерывное и полупрерывное литье, волочение принеобходимости совместно с флюсованием) и обо-рудование для производства прутков, лент, про-волочных полуфабрикатов некруглого сечения,круглой калиброванной проволоки ( с флюсом ибез флюса) широкого сортамента. Проволока пос-тавляется диаметром 0,3…3,0 мм; прутки с при-
веденным диаметром 1,6…6,0 мм и лента толщи-ной 0,4…1,0 мм и шириной 10…40 мм.
Разнообразие марок и широкая гамма сорта-мента припойной продукции позволили значи-тельно расширить возможности использованиятруднодеформируемых припоев в различных об-ластях промышленности и при разных способахпайки. Возможность изготовления длинномернойпластичной продукции, в том числе и малых се-чений, позволяет получать закладные элементыдля автоматических и механизированных спосо-бов пайки, что значительно снижает неоправдан-ное использование дефицитных серебряных при-поев.
Уникальные возможности метода ВЗР позво-лили скорректировать состав припоя ПМФОЦр6-4-0,03 системы Cu–P–Sn, легированный дляобеспечения процесса горячего прессования илучшей проработки структуры малыми добавкамициркония [6].
Как показало исследование, микроструктураприпоев ПМФОЦр 6-4-0,03 и П14, полученных ме-тодом ВЗР, не различается. Она представляет собойквазиэвтектику и состоит из пересыщенного твер-дого раствора фосфора в меди с равномерно рас-пределенными в нем дисперсными частицами фос-фида меди (рис. 4). Такая структура обусловливаетповышенную пластичность получаемой продукциии возможность дальнейшей ее обработки для при-дания необходимой формы, в том числе для зак-ладных элементов. Проволока и лента припоев П14и ПМФОЦр6-4-0,03 выдерживают гиб с перегибомна 180° несколько раз, в несколько раз увеличи-ваются значения δ при растяжении проволок, по-лученных методом ВЗР по сравнению с показате-лями прессованных прутков.
Значение σв для припоя П14 (МФ06-4) в быс-трозакаленном состоянии соответствует 670, а дляпрессованного припоя ПМФОЦр6-4-0,03 —460 МПа, а значение δ — соответственно 7,0 и1,7 %.
Рис. 4. Микроструктура припоев ПМФОЦр6-4-0,03 и П14после ВЗР, 500
Рис. 5. Микроструктура паяного соединения меди с медью ( 500): прессованным прутком ПМФОЦр6-4-0,03 (медь–шов) (а)и быстрозакаленным припоем П14 (медь–шов–медь) (б)
46 6/2008

Высокая химическая и структурная однород-ность, дисперсность структуры, низкое содержа-ние оксидных пленок на поверхности припоев,изготовленных методом ВЗР, способствуют по-лучению однородной и мелкозернистой структу-ры паяного шва с меньшим количеством пор, ра-ковин и других дефектов, что положительно ска-зывается на механических характеристиках сое-динений.
Более низкое качество поверхности литых ипрессованных прутков вызывает загрязнение ме-талла паяного шва шлаками и приводит к обра-зованию пористости, а более грубая структурапрессованных прутков — получение более грубойструктуры металла шва (рис. 5, а) по сравнениюсо структурой, получаемой с помощью припоя,изготовленного методом ВЗР (рис. 5, б). Такимобразом, как показал металлографический анализ,микроструктура паяного шва, ее дисперсность оп-ределяются при равных условиях пайки плот-ностью, чистотой поверхности, дисперсностьюструктуры припоя в состоянии поставки и не за-висят от наличия в его составе циркония. Полу-ченные нами данные хорошо согласуются с из-вестными результатами исследований положи-тельного влияния аморфной и микрокристалли-ческой структуры припоев разных систем наструктуру и свойства паяных соединений [1, 7].
Быстрозакаленные припои вместо серебряныхприпоев ПСр45, ПСр40, ПСр29,5, ПСр15, ПСрФ5-5 применяют в производстве бытовых холодиль-
ников (медные и стальные трубопроводы хо- ло-дильных агрегатов), теплообменной аппаратуры,инструмента, приборостроении (в том числе со-единения из латуни и сочетании латуни состалью (припой П81)), энергетическом маши-ностроении, электротехнической промышлен-ности и т. д.
1. Аморфные ленточные припои для высокотемпературнойпайки. Опыт разработки технологии производства и при-менения / Б. А. Калин, В. Т. Федотов, О. Н. Севрюков идр. // Свароч. пр-во. — 1996. — 1. — С. 15–19.
2. Сверхбыстрая закалка жидких сплавов: Сб. науч. тр. /Под ред. Г. Германа. — М.: Металлургия, 1986. — 375 с.
3. Научные предпосылки и практика производства метаста-бильных материалов / В. А. Васильев, А. А. Лозован,И. Н. Пашков и др. — М.: РГТУ им. К. Э. Циолковского,2002. — 204 с.
4. Высокоскоростное затвердевание расплава / В. А. Ва-сильев, Б. С. Митин, И. Н. Пашков и др. — М.: СП «Ин-термет Инжиниринг», 1998. — 395 с.
5. Быстрозакаленные проволока и лента бессеребряныхприпоев: новые аспекты производства и применения.Роль процессов пайки в создании новой техники. Ч. 2 /И. Н. Пашков, И. И. Ильина, С. В. Шокин и др. — М.:ЦРДЗ, 1996. — С. 46–57.
6. Влияние микролегирования цирконием системы медь–фосфор–олово и технологии производства на структуруи свойства припоев ПМФОЦр6-4-0,03 и П14, а такжепаяных ими соединений / И. Н. Пашков, И. И. Ильина,С. В. Шокин, И. В. Родин // Пайка, современные техно-логии, материалы, конструкции, опыт эксплуатации пая-ных конструкций: Материалы конф. — М.: ЦРДЗ, 2003.— С. 86–92.
7. Влияние структурного состояния припоя на физико-ме-ханические свойства паяных соединений / Б. А. Калин,А. Н. Плющев, В. Т. Федотов и др. // Свароч. пр-во. —2001. — 8. — С. 38–41.
Methods for production of rapidly quenched brazing filler metals in the form of 0.3...6.0 mm diameter wires of hard-to-deformmaterials in a plastic state are considered. As a result of quenching, the compositions of brazing filler metals based onCu-P, Cu-P-Sn, Cu-Zn-P-Ni, etc. acquire a quasi-eutectic structure consisting of oversaturated solid solution with distributedcopper phosphide phases. Examples of application of the rapidly quenched brazing filler metals are given.
Поступила в редакцию 17.01.2008
6/2008 47

УДК 621.791.14
ХАРАКТЕРНЫЕ ДЕФЕКТЫ ПРИ СВАРКЕ ТРЕНИЕМС ПЕРЕМЕШИВАНИЕМ ТОНКОЛИСТОВЫХ АЛЮМИНИЕВЫХ
СПЛАВОВ И ОСНОВНЫЕ ПРИЧИНЫ ИХ ОБРАЗОВАНИЯА. Г. ПОКЛЯЦКИЙ, канд. техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины)
Рассмотрены характерные дефекты, образующиеся в швах при сварке трением с перемешиванием тонколистовых(1,8…2,5 мм) алюминиевых сплавов. Исследовано влияние основных параметров процесса сварки и различных тех-нологических факторов на образование этих дефектов. Установлены основные причины возникновения несплавления,грата и перегрева металла на лицевой поверхности металла швов, образования несплавления в корневой части швови формирования дефектов в виде несплошностей в центральной их части. Разработана конструкция инструментови определены диапазоны изменения основных параметров процесса, позволяющие получать сваркой трением с пере-мешиванием качественные сварные соединения тонколистовых алюминиевых сплавов.
К л ю ч е в ы е с л о в а : сварка трением с перемешиванием,алюминиевые сплавы малой толщины, сварное соединение,дефекты швов, несплавление, перегрев, грат, несплошности,предотвращение дефектов
Сварка трением с перемешиванием (СТП) широкоприменяется во многих странах мира для изго-товления различных конструкций из алюминие-вых сплавов [1–5]. Получение неразъемных сое-динений при СТП происходит в твердой фазе безрасплавления основного металла, что позволяетизбежать образования горячих трещин в швах,снизить степень разупрочнения сварных соеди-нений и уменьшить уровень остаточных напря-жений и деформаций в сварных узлах, тем самымповышая их эксплуатационные характеристики иресурс [6–9].
Однако условия формирования и качество швовсущественно зависят от параметров процесса сваркии различных технологических факторов. К основ-ным параметрам (рис. 1) относят: радиус бурта rби конструктивные особенности рабочих поверхнос-тей бурта и наконечника инструмента; угол наклонаинструмента Q относительно вертикальной оси;усилие прижатия F рабочего инструмента к поверх-ностям свариваемых деталей; глубину погруженияt бурта инструмента в свариваемый металл толщи-ной δ и проникновения наконечника lн в стык; час-тоту вращения ω инструмента вокруг вертикальнойоси; скорость сварки vсв.
Стабильность процесса формирования швов икачество сварных соединений существенно зави-сят также от надежности фиксации свариваемыхкромок, точности их подгонки и сборки, протя-женности швов, конфигурации соединений и др.Эти технологические факторы могут приводитьк возникновению чрезмерно больших зазоров встыке, депланации кромок, смещению оси стыка
относительно инструмента, а также к изменениюнекоторых параметров процесса сварки (усилияприжатия инструмента, глубины погружения бур-та или проникновения наконечника). Вследствиенеправильного выбора параметров СТП или ихотклонения в процессе получения соединений, атакже нарушения условий сборки и фиксации кро-мок в швах, как правило, образуются дефекты.
Цель настоящей работы — определить основ-ные причины появления характерных дефектовв швах при СТП тонколистовых алюминиевыхсплавов, а также найти эффективные способы ихпредотвращения, обеспечивающие получение ка-чественных сварных соединений.
Исследования проводили на эксперименталь-ной лабораторной установке для СТП, позволя-ющей плавно регулировать скорость сварки в пре-делах 4…40 м/ч при частоте вращения инстру-мента 1420 или 2880 об/мин. Влияние параметровпроцесса и технологических факторов на обра-зование дефектов в швах оценивали при сваркестыковых соединений тонколистовых алюмини-евых сплавов АД31, АМцН, АМг2М, АМг6М,1420, 1201 и 1460. Дефектность швов определяливизуально, а также с помощью металлографичес-ких исследований, выполняемых на оптическом
© А. Г. Покляцкий, 2008 Рис. 1. Схема процесса СТП и его основные параметры
48 6/2008

микроскопе МИМ-8. Установлено, что при СТПтонколистовых (1,8…2,5 мм) алюминиевых сплавовможно выделить несколько видов характерных де-фектов, возникающих по разным причинам.
Несплавление на лицевой поверхности шва.К основным причинам возникновения таких де-фектов можно отнести малый диаметр бурта ин-струмента; большой диаметр наконечника инстру-мента; значительное углубление на рабочей (тор-цевой) поверхности бурта инструмента; недоста-точное заглубление бурта инструмента в свари-ваемый металл; недостаточное усилие прижатияинструмента к поверхностям свариваемых дета-лей в процессе сварки; малая частота вращенияинструмента; значительная скорость сварки; боль-шие зазор в стыке и смещение оси стыка отно-сительно инструмента; ненадежная фиксация сва-риваемых кромок.
Формирование шва при СТП происходит приизбыточном давлении в объеме, ограниченном ра-бочими поверхностями инструмента и подклад-кой. Металл нагревается за счет сил трения допластического состояния и выдавливается нако-нечником, который вращается и перемещаетсявдоль стыка инструмента в освобождающийся заним объем. В связи с этим при использованииинструмента с малым диаметром бурта или боль-шим диаметром наконечника объема пластифи-цированного металла может быть недостаточнодля полного заполнения освобождающегося за ин-струментом пространства, в результате чего налицевой поверхности шва образуется дефект в ви-де несплавления (рис. 2).
Для стабилизации процесса сварки на торцевойповерхности бурта инструмента делают неболь-шое кольцевое углубление, обеспечивающее плав-ное и непрерывное перемещение пластифициро-ванного металла и формирование качественнойлицевой поверхности шва. Размер этой канавкидолжен быть таким, чтобы при небольшом заг-лублении бурта инструмента перемещающийсяпластифицированный металл постоянно находил-ся под избыточным давлением. Недостаточныезаглубления бурта инструмента в свариваемыйметалл или усилие прижатия инструмента к по-верхностям свариваемых деталей при сварке при-
водят к увеличению объема, заполняемого плас-тифицированным металлом при формированиишва, а следовательно, к снижению избыточногодавления и образованию несплавления на лицевойповерхности шва.
Скорость сварки и частота вращения инстру-мента существенно влияют на тепловыделение взоне сварки. При определенных соотношенияхчастоты оборотов инструмента и скорости его пе-ремещения по стыку выделяемого при трении теп-ла может оказаться недостаточно для пластифи-кации объема металла, необходимого для запол-нения образуемой наконечником инструмента по-лости. Повысить степень пластификации металламожно за счет уменьшения скорости сварки илиповышения частоты вращения инструмента.
Наличие зазора в стыке также приводит к не-сплавлению, поскольку объема пластифицирован-ного металла недостаточно для заполнения до-полнительного пространства между свариваемы-ми кромками.
При смещении инструмента относительно осистыка формирование шва происходит в стороне.Вдоль оси стыка располагается зона термодефор-мационного влияния, в которой кромки сплавля-ются лишь на незначительную глубину или воз-никает дефект в виде несплавления.
Недостаточная фиксация свариваемых кромокспособствует возникновению зазора между ними,смещению оси стыка, депланации кромок и на-рушению условий заглубления и прижатия буртаинструмента, в результате чего на лицевой по-верхности швов образуются такие дефекты.
Перегрев металла на лицевой поверхностишва. Основные причины образования этого де-фекта следующие: большой радиус бурта инстру-мента; чрезмерное усилие прижатия инструмента;большой угол наклона инструмента относительновертикальной оси; значительная частота вращенияинструмента; малая скорость сварки; недостаточ-ная чистота обработки рабочей поверхности буртаинструмента; загрязнение поверхностей сварива-емых деталей.
Основное количество тепла, необходимое дляпластификации металла в зоне сварки, выделяетсяпри трении рабочей поверхности бурта инстру-мента с поверхностями свариваемых деталей иопределяется из выражения [10]
Q = 3/4π(rб)3Fωµ/vсв,
где µ — коэффициент трения.Экспериментальные исследования показали,
что при использовании инструмента с большимдиаметром бурта избыток выделяемого тепла мо-жет приводить к перегреву металла в зоне сваркии ухудшению качества лицевой поверхности шва(рис. 3). Образование такого дефекта возможно
Рис. 2. Вид ( 2) лицевой поверхности шва с дефектом типанесплавление, выполненного СТП на алюминиевом сплавеАМг6М толщиной 2 мм
6/2008 49

также в случае чрезмерного прижатия бурта ин-струмента к поверхностям свариваемых деталейи заглубления его в металл. При этом, помимоувеличения тепловыделения, приводящего к пе-регреву металла, на его поверхности образуютсянадрывы.
К нарушениям стабильности перемещающего-ся потока пластифицированного металла можетпривести увеличение угла наклона инструмента.Чрезмерное погружение бурта инструмента в зад-ней части шва вызывает локальный перегрев ме-талла, периодически изменяет траекторию его пе-ремещения, способствуя формированию неравно-мерной лицевой поверхности шва с выступами,заглублениями и надрывами.
Соотношение скорости сварки и частоты вра-щения инструмента также существенно влияет настепень нагрева и уровень пластификации метал-ла. Поэтому уменьшение скорости сварки или по-вышение частоты вращения инструмента могутпривести к перегреву металла и ухудшить качес-тво лицевой поверхности шва.
Для обеспечения равномерной мелкочешуйча-тости на лицевой поверхности шва рабочую по-верхность бурта инструмента, как правило, шли-фуют или полируют. Высокая чистота ее обработкиспособствует плавному и равномерному перемеще-нию пластифицированного металла. Любые заусен-цы, выступы или вмятины на ней будут вызыватьпериодические изменения траектории перемещенияметалла, скорости его движения, а также объема.При этом нарушается подвижное тепловое равно-весие и непрерывность течения металла, а на ли-цевой поверхности шва образуются дефекты в виде
локальных участков перегретого металла и от-дельных надрывов. К таким же последствиям при-водят различные загрязнения в виде твердых час-тиц на поверхностях свариваемых деталей, кото-рые, попадая под рабочую поверхность бурта ин-струмента, перемещаются вместе с пластифици-рованным металлом и вызывают в нем локальныйперегрев, нарушая непрерывность его течения. Врезультате лицевая поверхность шва формируетсянеравномерно, местами возникают надрывы, вмя-тины, заусенцы.
Грат на лицевой поверхности шва. Такойдефект при СТП возникает вследствие наличияследующих причин: чрезмерного заглублениябурта инструмента в свариваемый металл; боль-шого угла наклона инструмента относительно вер-тикальной оси; чрезмерного завышения (депла-нации) кромки со стороны отхода инструмента;отклонения инструмента от вертикальной оси вле-во или вправо относительно стыка; ненадежнойфиксации свариваемых кромок.
При СТП для обеспечения качественного фор-мирования шва рабочая поверхность бурта пог-ружается в свариваемый металл на незначитель-ную глубину. Чрезмерное ее заглубление приво-дит к вытеснению части пластифицированногометалла на лицевой поверхности шва со стороныотхода инструмента (где векторы направлениявращения инструмента и скорости сварки ориен-тированы в противоположных направлениях) ввиде грата (рис. 4). Такой же дефект может воз-никнуть в швах при большом угле наклона ин-струмента относительно вертикальной оси, когдаметалл выдавливается буртом инструмента в зад-ней части шва. Как правило, к образованию гратасклонны пластичные материалы (АД31, АМцН,АМг2М), тогда как при сварке высокопрочныхалюминиевых сплавов (1420, 1201 и 1460) можетодновременно происходить перегрев металла, об-разование надрывов и вытеснение металла на ли-цевой поверхности шва.
Депланация кромок также способствует обра-зованию грата на лицевой поверхности шва. Нопри завышении кромки со стороны набегания ин-струмента (где векторы направления вращенияинструмента и скорости сварки совпадают) лиш-ний металл срезается буртом, а грат остается толь-
Рис. 3. Вид (а, в, 1,25) и микроструктура (б, г, 125)лицевой поверхности шва, выполненного СТП на сплаве 1420толщиной 2 мм с перегревом (а, б) и без него (в, г)
Рис. 4. Вид ( 1,25) лицевой поверхности шва с дефектомтипа грата, выполненного СТП на алюминиевом сплавеАМцН толщиной 2 мм
50 6/2008

ко при завышении кромки со стороны отхода ин-струмента.
При СТП инструмент должен быть расположентаким образом, чтобы в процессе формированияшва не происходило отклонения его от вертикаль-ной оси влево или вправо относительно стыка,иначе при наклоне его к кромке со стороны на-бегания инструмента пластифицированный ме-талл будет частично вытесняться из-под бурта иформировать грат.
Тонколистовые алюминиевые сплавы оченьсклонны к короблению в результате нагрева присварке. Поэтому в случае ненадежного закрепле-ния или фиксации кромок далеко от зоны сваркиможет произойти их смещение на определенномучастке стыка в вертикальной плоскости. В такомслучае оттесняемый буртом инструмента металлобразует дефект в виде грата.
Несплавление в корневой части шва. При-чинами возникновения в швах таких дефектов явля-ются недостаточные для данной толщины свари-ваемого металла длина наконечника, погружениебурта инструмента в свариваемый металл и усилиеприжатия инструмента к поверхностям сваривае-мых деталей в процессе сварки; большое смещениеоси стыка относительно инструмента; износ нако-нечника инструмента в процессе сварки.
Для обеспечения надежного перемешиванияметалла по всей толщине свариваемых кромок иформирования качественных швов наконечникинструмента должен иметь определенную длякаждой толщины свариваемого металла длину.Если наконечник инструмента проникает практи-чески на всю толщину кромок, то выделяемогопри СТП тепла и прикладываемого силового воз-действия достаточно, чтобы границы раздела по-верхностей свариваемых деталей приближалисьпо размеру к межзеренным границам. Иначе вкорневой части шва возникает дефект в виде нес-плавления (рис. 5).
Однако даже при правильном выборе длинынаконечника инструмента при СТП необходимообеспечить требуемое погружение бурта инстру-мента в свариваемый металл и постоянное усилиеприжатия инструмента к поверхностям сварива-емых деталей, поскольку при сварке тонколис-товых материалов даже незначительные переме-щения инструмента в вертикальной плоскости мо-гут привести к несплавлению в корневой частишвов. Возникновение таких дефектов возможнотакже при большом смещении стыка относитель-но инструмента. Это обусловлено очень неболь-шим (около 3 мм) диаметром наконечников ко-нусообразной формы, применяемых при СТП тон-колистовых материалов.
В процессе эксплуатации наконечник инстру-мента может изнашиваться (чаще всего в результатекасания к подкладке), поэтому инструменты необ-
ходимо изготавливать из прочных и стойких кизносу материалов. Оснастка должна обеспечи-вать высокую точность сборки стыка и переме-щения вдоль него инструмента, а также надеж-ность фиксации кромок и стабильность прижатияинструмента к поверхностям свариваемых дета-лей.
Внутренние дефекты в виде несплошностей.Как показали результаты экспериментов, такие де-фекты могут возникать в швах в случае перегревасвариваемого металла или при недостаточномтепловыделении для пластификации в зоне сваркинеобходимого для формирования шва объема ме-талла (рис. 6).
Чрезмерный нагрев металла в зоне сварки, при-водящий к оплавлению межзеренных границ соскапливающимися там легкоплавкими эвтектика-ми, происходит в основном по тем же причинам,что и вследствие перегрева лицевой поверхностишва металла и образования грата. Только степеньперегрева металла при этом более высокая.
В случае недостаточного тепловыделения в зо-не сварки не обеспечивается требуемая пластич-ность необходимого для формирования шваобъема металла, который беспрерывно перемеща-ется по сложной траектории в ограниченном прос-транстве. В результате нарушается непрерывностьпотока пластифицированного металла, а в шве об-разуются внутренние, не заполненные металломполости. Причины их появления практически та-кие же, как указано выше. Они приводят к не-сплавлению металла на лицевой поверхности шва,
Рис. 5. Поперечный макрошлиф сварного соединения с несп-лавлением в корневой части шва (а, 25), полученного СТПна сплаве АМг2М толщиной 2 мм, и микроструктура ( 300)участка шва (б) в месте расположения дефекта
6/2008 51

но поскольку при этом объем пластифицирован-ного металла несколько больше, дефект наружуне выходит, а остается внутри шва.
Таким образом, в результате проведения ком-плекса научно-экспериментальных исследований,а также на основе данных зарубежных публика-ций определены диапазоны изменения основныхпараметров процесса, позволяющие получать спо-собом СТП качественные сварные соединениятонколистовых алюминиевых сплавов. Разработа-на конструкция инструментов с наконечникамив виде усеченного конуса. Диаметр основания на-конечников должен составлять 3,2…3,6 мм, а вер-шины — 2,4…2,6 мм. Во избежание несплавле-ния в корневой части шва длина наконечника дол-жна быть равна (0,90…0,95)δ, оптимальный ди-аметр бурта инструментов — 10…12 мм. Дляобеспечения стабильности формирования швов нарабочей поверхности бурта необходимо делать ко-ническую или полусферическую канавку. Изго-тавливать инструменты для СТП тонколистовыхалюминиевых сплавов рекомендуется из инстру-ментальных сталей типа Р6М5. Сварку осущес-твляют углом вперед при наклоне инструментаотносительно вертикальной оси на 2…3°. Силаприжатия инструмента к поверхностям сварива-емых деталей составляет 5…10 кН и зависит отмарки свариваемого сплава.
Смещение оси стыка относительно инструмен-та при сварке тонколистовых алюминиевых спла-вов не должно превышать 0,5 мм. Зазор междукромками допускается не более 0,3 мм. Завыше-ние кромки со стороны набегания инструментане должно составлять более 25 %, а со стороныего отхода — 5 % толщины свариваемого металла.В связи с этим в процессе сварки необходимообеспечивать надежную фиксацию свариваемыхдеталей поближе к стыку, а впереди инструмента
размещать прижимной ролик, препятствующийкороблению кромок при сварке.
Получить качественные сварные соединения присоблюдении всех выше перечисленных условийможно только в определенных диапазонах изме-нения частоты вращения и скорости перемещенияинструмента, которые могут быть довольно широ-кими для пластичных низколегированных сплавовили более узкими для высокопрочных сложноле-гированных сплавов. Как правило, для исследован-ных толщин материалов частота вращенияинструмента составляет 1000…3000 об/мин, а ско-рость сварки — 4…40 м/ч. В зависимости от маркисвариваемого сплава и предъявляемых к сварномусоединению требований необходимо эксперимен-тальным путем определять оптимальные частотувращения и скорость перемещения инструментавдоль стыка.
1. Norlin A. A century of aluminium — a product of the future// Svetsaren. — 2000. — 2. — P. 31–33.
2. Weman K. Equipment for aluminium welding // Ibid. —P. 11–13.
3. Kallee S. W., Devenport J., Nicholas E. D. Railway manu-facturers implement friction stir welding // Welding J. —2002. — 10. — P. 47–50.
4. Arbegast W. Friction stir welding after a decade of develop-ment // Ibid. — P. 28–35.
5. Friction stir welding flies high at NASA / J. Ding, R. Carter,K. Lawless et al. // Ibid. — 2006. — 3. — P. 54–59.
6. Defalco J. Friction stir welding VS. Fusion welding // Ibid.— P. 42–44.
7. Okamura H., Aota K., Ezumi M. Friction stir welding of alu-minum alloy and application to structure // J. Jap. Institute ofLight Metals. — 2000. — 4. — P. 166–172.
8. Lanciotti A., Vitali F. Characterisation of friction stir weldedjoints in aluminium alloy 6082-T6 plates // Welding Intern.— 2003. — 8. — P. 624–630.
9. Ericsson M., Sandstrom R. Influence of welding speed onthe fatigue of friction stir welds and comparison with MIGand TIG // Intern. J. Fatigue. — 2003. — 25. — P. 1379–1387.
10. Okamura H. Point of application for FSW // WeldingTechn. — 2003. — 15. — P. 60–69.
Characteristic defects formed in friction stir welds on aluminium alloy sheets are considered. The effect of main weldingprocess parameters and different technological factors on formation of these defects was studied. Basic causes of lacks offusion, formation of flash and overheating of metal on the top surface of the weld metal, as well as lacks of fusion in theroot part of the welds and formation of defects in the form of discontinuities in their central part were established. Designsof the tools were developed, and ranges of variations in the main process parameters were determined, providing soundfriction stir welded joints on aluminium alloy sheets.
Поступила в редакцию 26.01.2008
Рис. 6. Макрошлиф сварного соединения с внутренними дефектами в шве (а, 25) и микроструктура металла шва в зонедефекта, обусловленного перегревом металла (б, 500) или недостаточным объемом пластифицированного металла (в, 300),полученного СТП на сплаве АМг6М толщиной 2 мм
52 6/2008

УДК 621.19.12
МОДЕРНИЗИРОВАННОЕ ОБОРУДОВАНИЕДЛЯ АУЗК КОНЦЕВЫХ УЧАСТКОВ ТРУБ
В. Л. НАЙДА, А. А. МОЗЖУХИН, О. Ф. ЛОБАНОВ, В. А. ИГНАТЕНКО, Ю. А. ОЛЕЙНИК, инженеры(ГП «ОКТБ ИЭС им. Е. О. Патона НАН Украины»),
И. В. ЕФИМОВ, А. П. КОПЫЛОВ, А. Ф. ЗАХАРОВ, инженеры(ОАО «Выксунский металлургический завод», РФ)
Описаны направления совершенствования технологии автоматизации ультразвукового контроля (АУЗК) концевыхучастков труб большого диаметра на действующем поточном производстве. Модернизация установок для АУЗКНК 362М выполнена с использованием нового дефектоскопа типа НК 363, разработанного в ОКТБ ИЭС им. Е. О.Патона на базе промышленного компьютера серии АСР 4000 и пяти восьмиканальных ультразвуковых мультиплек-соров USPC 3108 MBA (фирма «Socomate», Франция).
К л ю ч е в ы е с л о в а : ультразвуковой контроль, трубы,поточное производство, дефектоскоп, установка
В 2004 г. в ОКТБ ИЭС им. Е. О. Патона былиразработаны, изготовлены и поставлены на ОАО«Выксунский металлургический завод» два ком-плекса установок НК 362 (рис. 1) для автомати-зированного ультразвукового контроля концевыхучастков сварных труб диаметром 508…1420 ммс толщиной стенки 7…50 мм. В 2007 г. на ОАО«Выксунский металлургический завод» был пос-тавлен модернизированный вариант этой уста-новки НК 362М.
Установка НК 362М по срав-нению с НК 362 имеет следую-щие отличия:
повышена жесткость монтажаблоков акустических преобразо-вателей;
акустические блоки А и Б (рис.2) имеют самостоятельные пнев-моприводы;
возможно увеличение шириныконтролируемого концевогоучастка до 300 мм;
изменена акустическая схемаконтроля и алгоритм его прове-дения, при котором акустическиеблоки всегда находятся в зенитетрубы, а преобразователи дляконтроля на наличие продольныхдефектов и расслоений вынесеныв отдельные блоки, щелевой спо-соб создания акустического кон-такта заменен на иммерсионный;
многоканальный УЗ дефектос-коп производства НИИНК (г. Ки-шинев, Молдова) заменен дефек-тоскопом собственной разработ-
ки, выполненным с применением многоканаль-ных УЗ плат (фирма «Socomate», Франция).
Схема контроля и пространственное располо-жение УЗ преобразователей показаны на рис. 2.При УЗ контроле на наличие расслоений работаеттолько акустический блок Б. При проведении кон-троля на наличие расслоения и продольных тре-щин контроль осуществляется последовательно:контроль на наличие расслоений в течение пер-вого оборота трубы; перемещение акустическихблоков вдоль сварного шва; контроль на наличие
© В. Л. Найда, А. А. Мозжухин, О. Ф. Лобанов, В. А. Игнатенко, Ю. А. Олейник, И. В. Ефимов, А. П. Копылов, А. Ф. Захаров, 2008
Рис. 1. Установка НК 362М в ТЭСЦ-4 ОАО «Выксунский металлургический завод»
6/2008 53

продольных дефектов в течение второго оборотатрубы (акустические блоки всегда находятся в зе-ните трубы). При обнаружении дефектов акусти-ческие блоки А и Б перемещаются на смежноекольцо и цикл контроля повторяется.
Кабина оператора установок НК 362М пока-зана на рис. 3.
Основные преимущества нового дефектоскопасостоят в универсальности УЗ плат, позволяющейлегко перенастраиваться на новую схему контро-ля; высокой скорости сбора и обработки данныхконтроля; повышенном уровне помехозащиты;высокой надежности и стабильности работы; гиб-ком и отвечающем современным требованиямпрограммном обеспечении.
Используемые в дефектоскопе универсальныеУЗ платы фирмы «Socomate» представляют собойPCI-платы полного размера для установки в шассипромышленного компьютера и предназначеныдля создания УЗ дефектоскопов различной слож-
ности и реализации различных схем контроля. Не-посредственно плата осуществляет усиление,фильтрацию и оцифровку сигнала, цифровую об-работку и предварительное хранение его в памятисамой платы для дальнейшей передачи пакетамив запоминающее устройство компьютера с ис-пользованием режима DMA.
Платы серии USPC бывают следующих типов:одноканальные с генератором на борту и выне-сенным генератором; многоканальные (8 муль-типлексированных каналов) с общими и незави-симыми параметрами. Благодаря своим функ-циональным возможностям они позволяютосуществлять высокоскоростной сбор данных врежиме А- и С-скана и нескоростной сбор — врежиме С-скана.
Directions of improvement of the technology of automation of ultrasonic testing of end pieces on large-diameter pipesin operating mass line production are described. Upgrading is performed using a new flaw detector of NK 363 typedeveloped at PWI EDTB based on an industrial computer of ACP 4000 series and five eight channel ultrasonic multiplexersUSPC 3108 MBA «Socomate», France.
Поступила в редакцию 05.03.2008
Рис. 3. Кабина оператора установок НК 362М
Рис. 2. Схема контроля и пространственное расположениеультразвуковых (УЗ) преобразователей: 1 — пленочные ши-рокозахватные пьезоэлектронные преобразователи (ПЭП)фирмы «Krautkramer», зона контроля 60 мм; 2 — иммерсион-ная ванна; 3 — наклонные ПЭП с углом ввода 45°, зона кон-троля 30 мм; А, Б — акустические блоки для контроля наличиясоответственно продольных дефектов и расслоений
54 6/2008

ИЗОБРЕТЕНИЯ СТРАН МИРА*Установка пайки волной припоя. Установка содержитустройство, вдувающее инертный газ в направлении вершиныволны припоя, которая направляется соплом против движенияпаяемых печатных плат. Установка, кроме того, содержит ваннус расплавленным припоем и насос, нагнетающий расп-лавленный припой в сопло. Одна или несколько стенок соплаизготовлена из материала, смачиваемого припоем, в то времякак остальные стенки изготовлены из материала, который несмачивается припоем, в результате чего волна припоя течетвдоль смачиваемых стенок в заданном направлении. Рядом ссоплом может быть закреплена направляющая полоса изсмачиваемого материала, выполняющая те же функции. Спомощью электроэлемента производится подогрев инертногогаза, который подается в виде прерывистой струи в направлениивершины волны припоя. Благодаря этому предотвращаетсяохлаждение волны припоя инертным газом. ПатентВеликобритании 2418881 А1. W. Lambertus, P. Christiaаn (Vitron-ics Soltec B. V.).
Способ и устройство для контактной сварки. Предложенспособ контактной сварки с помощью устройства, содержа-щего управляемый источник тока, сварочные клещи с двумяэлектродами, которые получают электрическую энергию отисточника тока, а также средства, с помощью которыхэлектрические характеристики используют для определенияполного сопротивления на электродах, причем с помощьюблока управления задают по меньшей мере одну испытатель-ную фазу. Способ отличается тем, что для определения пол-ного сопротивления используют соотношение электрическойвеличины, соответствующей сварочному напряжению, иэлектрической величины, соответствующей сварочномутоку, что установленное во время испытательной фазы пол-ное сопротивление сравнивают с заданным полнымсопротивлением, что при значении, которое меньше заданнойвеличины полного сопротивления, непосредственно послеэтого осуществляют точечную сварку и что при превышениизаданной величины дополнительно вводят фазу нагрева, ко-торую продолжают до тех пор, пока соп- ротивление нестанет ниже заданного значения, причем сварку осуществля-ют непосредственно после этого. Патент Германии10334478В4. G. Koelzer, P. Puschner, D. Regner et al. (AdamOpel Ag).
Машина ультразвуковой сварки плоских дeтaлей, прово-локи или переплетенной проволочной сетки содержит волно-вод, передающий ультразвуковые колебания; упор и боковуюдеталь, которые ограничивают камеру сжатия и/или де-формирования свариваемых деталей. Упор и боковая детальсинхронно перемещаются навстречу, причем вектор дви-жения приводной детали, которая перемещает упор и боко-вую деталь, направлен перпендикулярно вектору переме-щения упора. Патент Германии 102004028788 В4. K.-E. Do-bernecker (Stado Praezisionsteehnik Gmbh).
Способ контактной стыковой сварки оплавлением сталь-ных рельсов. Способ включает оплавление и осадку на за-данный припуск с определением усилия сдавливания приосадке. При осадке вычисляют удельное усилие сдавливаниякак частное от деления усилия сдавливания на площадь попе-речного сечения рельса, по которому судят о тепловложениив свариваемые детали при оплавлении. Сравнивают вы-численное значение удельного усилия сдавливания с поро-
говым значением удельного усилия сдавливания, определен-ным опытным путем. При равенстве вычисленного и поро-гового значения удельного усилия сдавливания цикл сваркизавершают. При превышении вычисленным значениемудельного усилия сдавливания, порогового значения удель-ного усилия сдавливания определяют разность между ними,которую используют и качестве количественного показателяэлектрической энергии, требуемой для дополнительноговвода в сварное соединение. Вычисляют произведение ука-занной разности на константу C, лежащую в пределах от 0,7до 0,85 кВт⋅ч⋅мм2/кг в зависимости от марки стали рельсов.Подают на сварное соединение напряжение и контролируютколичество дополнительно вложенной электрической энергии.При достижении указанной энергией значения, определяемогопроизведением разности усилий сдавливания на константу C,напряжение отключают и цикл сварки завершают. Это позволитповысить качество сварного соединения за счет стабилизациинагрева деталей. Патент России 2296652С2. Д. И. Беляев, А. В.Бондарук, А. В. Гудков и др.
Способ нанесения наплавки лучом лазера. Изобретениеотносится к технологии нанесения наплавки лазерным лучоми может быть использовано в химическом и судовоммашиностроении для увеличения коррозионной стойкости иизносостойкости деталей машин и узлов, в частности судовойарматуры. Способ включает предварительный нагрев детали,формирование подслоя, получение слоя наплавки путемподачи порошка на обрабатываемую поверхность и облу-чения ее лучом лазера в течение 0,005…2,0 с. Предваритель-ный нагрев детали проводят до 300…400 °С. Формированиеподслоя осуществляют путем подачи на обрабатываемуюповерхность металлического порошка из материала с твер-достью менее HRC 30 и облучения ее лучом лазера. Приполучении слоя наплавки в качестве порошка используютсмесь порошков материала с твердостью более HRC 60 иметаллического материала с твердостью менее HRC 30 в со-отношении (3-4):1 соответственно. Последующее облучениепроводят лучом лазера с плотностью мощности излучения104…106 Вт/см2 таким образом, чтобы глубина проплавленияподслоя составляла 0,3…0,7 его толщины, при этом отно-шение толщины слоя наплавки к толщине подслоя вы-держивают пределах (1-3):1. Отпуск осуществляют при тем-пературе 300±20 °С с выдержкой в течение 1±0,2 ч с после-дующим охлаждением на воздухе. Техническим результатомизобретения является нанесение бездефектной износостой-кой наплавки лазерным лучом на чугун и высокоугле-родистые стали. Патент России 2297310С2. А. В. Баранов,В. О. Попов, Л. П. Розовская, И. П. Попова (ФГУП «ЦНИИКМ «Прометей»).
Способ и машина для дуговой сварки двумя последова-тельно перемещаемыми электродами. Машина содержитпервый и второй плавящиеся электроды, которые одновре-менно перемещаются вдоль разделки кромок свариваемыхплит, шлифованных в сборе; первый источник питания, ко-торый подает первый ток первой низкой частоты на первыйэлектрод и плиты, а также второй источник питания, которыйподает ток второй низкой частоты на второй электрод исвариваемые плиты. Каждый источник питания имеет трех-фазный вход напряжения, имеющего частоту сети; вы-прямитель, преобразующий входное напряжение в напря-жение постоянного тока; высокочастотный инвертор, преоб-разующий напряжение постоянного тока в ток высокойчастоты; выходной выпрямитель, имеющий положительный*Приведены сведения о патентах, опубликованных в реферативном
журнале «Изобретения стран мира», 4 за 2007 г.
6/2008 55

и отрицательный контакты; связанную с контактами вы-прямителя выходную переключающую сеть, которая образу-ет пульсирующий ток низкой частоты и направляет его насварочные электроды и свариваемые плиты, а также цепь,которая независимо регулирует частоту тока, подаваемого напервый и второй электроды, образуя токи, имеющие первуюи вторую различные частоты. Патент США 7022942ВВ. StavaElliot K., Peters Steven R. (Lincoln, Clobal, Inc.).
Машина для сварки трением вращающимся инструмен-том заготовок из высокопрочных материалов содержитвращающийся инструмент, изготовленный из жаростойкогосплава на основе вольфрама, легированного рением, позво-ляющим термообрабатывать сплав на твердый раствор;молибденом; танталом и ниобием. Инструмент может такжесодержать тугоплавкий карбид. Инструмент может бытьизготовлен путем спекания порошков перечисленных метал-лов; путем спекания и прессования; путем спекания и горя-чего изостатического прессования или способом литья ипрессования. Машина с таким инструментом может приме-няться для сварки трением высокопрочных материалов,например, сплавов никеля и титана. Патент США7032800ВВ. S. P. Rawanathan, B. B. Patrick, H. E. Clаude, T. T.Joseph (General Electric Company).
Способ сварки листовых заготовок из алюминия или егосплава путем сквозного проплавления лазерным лучомповышенной мощности в среде защитного газа. На листо-вые заготовки, установленные внахлестку, направляют излу-чение мощного лазера, проплавляющего заготовки на всютолщину. При этом в зоне сварки создают давление инерт-ного газа, действующего с верхней и нижней сторон листовойсборки. Способ позволяет предотвратить образованиебольших сварных валиков с двух сторон сквозного сварногошва. Патент США 7022939ВВ. Y. Takanori, T. Masato, S.Hirobuni et al. (Honda Ginen Kogуo Kabushiki Kaisha).
Способ изготовления пленки для пайки из алюминиевогосплава и пайка узлов теплообменника. Предлагаемый спо-соб относится к изготовлению пленки для пайки легких эле-ментов теплообменника. Такая пленка легка в изготовлении,не склонна к проникновению базового металла в состояниичерновой стадии процесса и удобна на всех этапах процесса,включая вытяжку, придание формы и пайку. Сначалапроизводится отливка металла на основе Al–Mn, далее осу-ществляется гомогенизация, плакирование этого базовогометалла сплавом Al–Si, предназначенным для пайки, раскат-ка в горячем, а затем в холодном состояниях, прокаливаниепосредством рекристаллизации, отверждение, изменениетолщины посредством деформации, достигающей 10…40 %и последнее прокаливание такой пленки для пайки в течение1…10 ч при 250…420 °С для того, чтобы этот продукт, под-вергшийся последнему прокаливанию, не рекристаллизовал-
ся и чтобы средний размер зерен после прокаливаниярекристаллизацией выдерживался в пределах 60 мкм. ПатентФранции 2876606А1. S. W. Haller, G. Laliberte, A. Burger(Corus Aluminium Walzprodukte Gmbh).
Способ наплавки твердого покрытия. Твердый сплав свысоким содержанием углерода и хрома наплавляют наповерхность основы, изготовленной из высокохромистоголитейного чугуна с повышенной чувствительностью к обра-зованию трещин. Наплавку производят в два этапа. На пер-вом этапе на поверхность основы наплавляют параллельныевалики твердого сплава, находящиеся на некотором рассто-янии друг от друга. На втором этапе наплавляют вторыевалики, которые расположены в зазорах между первымиваликами, и перекрывают боковые стороны этих валиков.Способ позволяет уменьшить подвод тепла и снизить уро-вень сварочных напряжений, в результате чего предотвраща-ется развитие мелких случайных трещин в наплавленномслое и проникновение их в металл основы. Патент Японии3763089В2. M. Koichi, U. Keiji (Babcocu Hitachi Kk).
Порошковая проволока для сварки нержавеющей стали.Проволока диаметром 0,8…1,6 мм состоит из стальной обо-лочки, которая изготовлена из аустенитной нержавеющейстали, и флюса, заполняющего оболочку. Флюс, составля-ющий 17…26 % от массы оболочки, содержит 0,1…1,6 %(от массы проволоки) Al2O3; 0,2…3,5 % ZrO2; 0,04…0,15 %фторида металла (в пересчете на фтор) и 0,04…0,2 %соединения калия (в пересчете на калий). Химсостав флюсаопределяют с помощью формулы Х = ([F] + + [К])/[Al2O3 +ZrO2], где Х — величина, удовлетворяющая неравенству0,025 ≤ Х ≤ 0,47. Содержание карбоната металла ≤ 0,01 %;суммарное содержание азота в составе флюса и оболочки≤ 0,04 %. Проволока позволяет снизить разбрызгивание рас-плавленного металла в процессе сварки; хорошо свариваетсяна больших токах и улучшает удаление шлака после сварки.Патент Японии 3767796В2. W. Daisune, H. Hajime, M. Manabu(Nippon Steel Weld Prod).
Способ и устройство для восстановления электродов то-чечной сварки. Для восстановления изношенной головкиэлектрода из меди или медного сплава используют форму,состоящую из матрицы и опорного кольца, которое окружаетматрицу. В матрице вырезано отверстие, имеющее формуголовки электрода. Конец электрода вставляют в отверстиематрицы и прилагают к электроду осевое усилие, в резуль-тате чего головка электрода принимает форму отверстияматрицы. Простой и дешевый способ позволяет многократноиспользовать электроды точечной сварки без снятиястружки. Патент Японии 3763813В2. H. Nobuo, H. Morio(Hoshi Seisaku Sho Kk).
56 6/2008

ВULETINUL INSTITUTULUI IN SUDURA SI INCERCARI DE MATERIALE —BID ISIM (Румыния) 2007. — 4 (рум. яз.)
Cioclov D. D. Прочность и усталость наноматериалов.Ч. 3, с. 3–18.
Starke P. et al. Измерение гистерезиса, температуры ипрочности для определения усталостных характеристик ме-таллов, c. 19–30.
Grimberg R. et. al. Токовихревой метод для определенияхарактеристик труб под давлением тяжеловодного ядерногоуранового реактора, c. 31–37.
Savu S., Savu D. Новые датчики для сварочных техно-логий, c. 39–45.
JOURNAL OF THE JAPAN WELDING SOCIETY (Япония) 2007. — Vol. 76, 6 (яп. яз.)
Техническая спецификацияItsuhiko S. Сварочные материалы из высокопрочной
2,25Cr–1Mo–0,25V стали, c. 3–5.Специальный выпускПерспективные концепции проектирования крупнога-
баритных конструкций и требования к применяемымматериалам
Tetsuya F., Tadao N. Стальные строительные конст-рукции и требования к характеристикам сварныхсоединений, c. 7–10.
Koutarou I. Проектирование мостов и требования кприменяемым материалам, c. 11–15.
Hiroshi Shi., Kazuhiro H. Проектирование корпусов всудостроении и требования к материалам и сварным швам,c. 16–23.
Hiroo K. Современные требования к рельсовой стали,c. 24–27.
Nobuhisa S., Takahiro K., Satoshi I. Требования к дефор-мационным характеристикам трубных сталей в современномтрубопроводостроении, c. 28–31.
Курс лекций по монокристаллическим материаламSachio Shi. et al. Разработка технологий ремонта мо-
нокристаллических лопастей летательных аппаратов, c. 32–37.
Лекции для практикующих инженеровKiyoto N. Способ соединения с применением радиочас-
тотных микроэлектронных механических систем, c. 38–42.
DER PRAKTIKER (Германия) 2007. — 4 (нем. яз.)
Zech F. et. al. Новые возможности неразрушающего кон-троля для защиты стальных конструкций от коррозии, c. 106–110.
Schmidt J. Защита стальных конструкций от коррозии— предписания DIN EN IS0 14713 и DIN EN ISO l461 попроектированию конструкций, c. 113–121.
Weib K. Быстрая и точная промышленная обработкаизображений при лазерной сварке мелких деталей, c. 122–124.
Springfeld P. Эргономический поворот улучшеннойдетали с помощью пневматического манипулятора, c. 126–129.
DER PRAKTIKER (Германия) 2007. — 11 (нем. яз.)
Schmidt J. Защита стальных конструкций от коррозии— сварка оцинкованных конструкций и исправление дефек-тов, с. 336–340.
Zwatz R. Существенные возражения немецкой стороныпротив prEN ISO/DIS 9606-1:2007-05, c. 342–344.
Klier R. Дуговая приварка шпилек. Ч. 1, c. 346–354.
* Раздел подготовлен сотрудниками научной библиотеки ИЭС им. Е. О. Патона. Более полно библиография представлена в Сигнальной инфор-мации (СИ) «Сварка и родственные технологии», издаваемой в ИЭС и распространяемой по заявкам (заказ по тел. (044) 287-07-77, НТБ ИЭС).
6/2008 57

Tatter U., Schmidt J. Риск при использовании некоторыхсварочных спреев — не только из-за горючего рабочего газа,c. 356–358.
DER PRAKTIKER (Германия) 2007. — 12 (нем. яз.)
Защита от сварочных брызг без нежелательных побоч-ных влияний, с. 366–368.
Weinreich M. Встреча специалистов в 2007 г. в Базеле,с. 370–379.
Волоконный лазер — Сварка и резка от 10 Вт до 20 кВтЛазерная сварка в аппаратостроенииПрименение импульсного Nd:YAG-лазера для
соединения материалов и комбинаций материалов с особымисвойствами
Процесс переноса холодного металла — преимуществав промышленном применении
Расширение границ применения гибридной сварки(лазер+дуга) за счет применения подкладки под ванну и ко-лебания дуги
Ручная лазерная сварка инструментальных сталейЦентры автоматической ЭЛС в производстве деталей
автомобилей и машин
ЭЛС в атмосфере смешанных соединений алюминий–сталь
Значение ЭЛС для крупных литых и кованых изделийСоединение турбинных лопаток пайкой в защитном газеРезка струей водыСварка трением с перемешиванием тонких
алюминиевых и стальных листов.Vollrath K. Резка водяной струей больших толщин,
c. 380–384.Klier R. Приварка шпилек. Ч. 2. Факторы, влияние и их
воздействие на результаты соединения, c. 386–390.Polrolniczak P., Aretz W. Дефекты при контактной свар-
ке и их снижение, c. 392–397.Janssen A. Соединение пластмасс — доклады на конфе-
ренции в Базеле, c. 400–406.
PRZEGLAD SPAWALNICTWA (Пoльша) 2008. — 1 (пол. яз.)
Szefner Z. Усовершенствование неразрушающих испы-таний с учетом контроля качества сварных конструкций,с. 4–8.
Szymlek K., Cwiek J. Зависимость между параметрамипроникновения водорода и поглощением и микроструктуройстали S355 и ее сварных соединений, c. 9–13.
Nowacki J., Wypych A. Ручное и роботизированное вос-становление головок цилиндров судовых двигателей,c. 14–24.
Zwierzchowski M. Структура, свойства и износостой-кость покрытий, нанесенных на кобальтовую основу,с. 25–30.
Masek R. Физические и химические свойства, а такжепрочность композиционных материалов BELZONA, с. 31–35.
Olejnik G. Резать быстро — резать дешево; режущаяструя Jetex для кислородной резки, с. 36–38.
RIVISTA ITALIANA DELLA SALDATURA (Италия) 2007. — An. LiI. — 5 (итал. яз.)
Fersini M., Demofonti G., Sorrentino S., Mecozzi E. Коль-цевая сварка газопроводов с помощью гибридной сварки во-локонным лазером, c. 627–635.
Pandolfo A. Европейские стандарты для аттестациисварщиков и сертификации технологии подводной сваркисухим и мокрым способом, c. 637–647.
Cappabianca C., Marracino F. Цифровой радиогра-фический контроль, c. 649–662.
Rosellini C., Russo R., Costa L., Caruggi M., Niberto A.Вентилируемый шлем сварщика, разработанный в рамках
европейского проекта ECONWELD (COLL-CT-2005 516336),c. 665–671.
Cristofori A., Livieri P., Tovo R. Специальная методикацифрового трехмерного моделирования и анализа напря-жений для оценки усталости сварных соединений, c. 673–680.
Matsuyama K. Тенденции развития автомобильной про-мышленности и технологий соединения, c. 683–693.
Области применения контактной сварки, c. 695–707.
SCHWEISS-& PRUЕFTECHNIK (Австрия) 2007. — Dezember (нем. яз.)
Giebler S., Wihsbeck M. Плазменная сварка боковых де-талей рельсовых транспортных средств, c. 179–182.
SCHWEISS-& PRUЕFTECHNIK (Австрия) 2008. — Janner (нем. яз.)
Fiedler M. et. al. Источник опасности «водород» присварке нелегированных сталей, c. 3–6.
Орбитальная сварка в аппаратостроении, c. 8–9.
SCHWEISSEN UND SCHNEIDEN (Германия) 2007. — 11 (нем. яз.)
Hartmann Gert F. Еврозона увеличивает своиинвестиции, с. 582–583.
Выставка роботов в Базеле 18 сентября 2007, c. 583–584.Ограниченные, но очень важные задачи специалиста по
обновлению предприятия, c. 584–585.Варка и резка в автоматизированной поточной линии
производства, c. 586–587.
Использование вихревых токов для слежения за стыкомпри лазерной сварке, c. 587–588.
Schaumann P. et al. Цифровое определение внутреннихнапряжений в однослойном стыковом шве с последующейультразвуковой ударной обработкой, c. 590–599.
Wielage B. et al. Исследование высокоскоростного газоп-ламенного напыления проволокой, c. 600–607.
58 6/2008

Li J. et al. Улучшение структуры наплавленного металлапри гибридно (Nd:YAG-лазер + MSG) сварке алюминиевыхсплавов, c. 608–612.
SCHWEISSEN UND SCHNEIDEN (Германия) 2007. — 12 (нем. яз.)
Hartmann Gert F. Положительный промежуточный ба-ланс в станкостроении, с. 650–652.
Основан «Форум будущего нанотехнологий», с. 652.Шланг для подачи проволоки «Rolliner» уменьшает
трение и износ, с. 656–657.Новое оборудование для нанесения покрытий кафедры
обрабoтки поверхности в аахенском университете, c. 658–659.
Holthaus M. et al. Применение сплющенной электроднойпроволоки при механизированной сварке высокопрочныхмелкозернистых строительных сталей в защитном газе,c. 662–666.
Alaluss K. et al. Моделирование плазменного МИГ-про-цесса с целью применения на практике, c. 668–677.
Tikhomirov D. et al. Методы моделирования сварочныхдеформаций для автомобильной промышленности, c. 678–680.
Schambach B. Заседание комитета стандартизации МИСв июле в Дубровнике 2007 г., c. 687.
Конференция DVS, сентябрь 2007 г. Базель Швейцария:
Волоконный лазер для сварки и резки от 10 Вт до 20 кВтЛазерные сварные соединения труба-трубная доскаИмпульсный Nd:YAG-лазер для соединения материалов
и комбинаций материалов с особыми свойствамиПроцесс переноса холодного металла — преимущества
при промышленном применении и перспективыГорячая правка в судостроении, вагоностроении и пр.Усовершенствование гибридного способа лазерной
сварки путем применения подкладки под ванну и колебаниядуги
Ручная лазерная сварка инструментальных сталейАвтоматизированное производство компонентов в ав-
томобилестроении и машиностроении с применением ЭЛСЭЛС смешанных соединений алюминий–сталь в атмос-
фереЗначение ЭЛС для решения проблем с крупнога-
баритными литыми и коваными деталямиСоединение рабочих колес турбин пайкой в защитном
газе, с. 689–701.
TWI CONNECT (Англия) 2007. — Issue 151 November–December (англ. яз.)
Назад в прошлое — совсем другой сварной шов длявозрожденного катера «Bluebird», c. 1–2.
Команда Британского института сварки выиграла призза лучшие материалы и инновационные разработки, c. 2.
Срочный осмотр повреждения, вызванного пожаром, ус-покаивает заказчика, c. 3.
Проектирование. Ч. 2, c. 4–5.
WELDING and CUTTING (Германия) 2007. — 6 (англ. яз.)
Сварка и пайка в автоматизированных производствен-ных циклах, с. 310.
Фирма Sulzer Metco объявила о своих возможностях эк-спериментального распыления газом, с. 311–313.
Маленькая деталь с большим эффектом — защитноеустройство от противотока газа и обратного удара пламени,c. 314–318.
Опытно-конструкторская разработка концепции внедо-рожника, c. 319–321.
Alves de Oliveira M., Dutra J. C. Электрическая модельпроцесса гибридной сварки плазма-МИГ, c. 324–328.
Xueqin L. et al. Контроль мобильного робота для авто-матического нахождения сварного соединения, c. 334–338.
Cramer H. et al. Расчет и измерения остаточных напря-жений в алюминиевых сварных соединениях, c. 342–347.
Vollner G. et al. Потенциальные возможности сваркитрением с перемешиванием с использованием примера изавиационной промышленности, c. 348–351.
WELDING JOURNAL (США) 2007. — Vol. 86, 11 (англ. яз.)
Johnsen M. R. Строительство нового завода по изготов-лению цистерн в Александрии, Луизина, с. 32–37.
Cannell G. R. Безопасные контейнеры для радио-активных материалов, c. 38–40.
Steadham D. Принятие необходимых решений перед ав-томатизацией, c. 43–44.
Crockett D. D. Американское сварочное общество добав-ляет два варианта к классификации для дуговой сварки подфлюсом, c. 46–48.
Yang Y. K., Kou S. Макросегрегация на границе сплав-ления сварных швов Al–Cu с использованием разнородныхметаллов, c. 331–339.
Sigler D. R. et al. Сульфидная коррозия паяныхсоединений медь–серебро–фосфор в сварочных трансформа-торах, c. 340–348.
Malene S. H. et al. Реакция на экзотермическую добавкув электрод для дуговой сварки порошковой проволокой. Ч. 2,c. 349–359.
Nguyen T. C. et al. Прерывистый дефект валиков швов,наплавленных высокоскоростной дуговой сваркой пла-вящимся электродом, в среде защитного газа, c. 360–372.
ZVARANIE — SVAROVANI (Словакия) 2007. — Roc. 56, 9 (словац. яз.)
Hobbacher A. F. et al. Уровни качества сварных швовсогласно ISO и их влияние на пригодность к эксплуатациисварных компонентов, с. 243–249.
Kalna K. Требования к качеству сварных соединений всоответствии со стандартами и оценка дефектов с помощьюподхода «пригодности к эксплуатации», c. 250–259.
Galazzi G. et al. Применение технологии наплавки лен-той фирмы ЭСАБ, c. 254–259.
6/2008 59

ПОЗДРАВЛЯЕМ ЛАУРЕАТОВ ПРЕМИИ им. Е. О. ПАТОНА!На Общем собрании НАН Украины 17 апреля 2008 г.были подведены итоги по оценке результатов на-учных достижений за 2007 г. Там же состоялосьторжественное вручение наград и премий имени вы-дающихся ученых Украины. В частности, Премииимени Е. О. Патона был удостоен коллектив сот-рудников отдела физико-химических процессов пай-ки ИЭС им. Е. О. Патона: чл.-кор. НАН Украины,д-р техн. наук, проф., заведующий отделом В. Ф.Хорунов, канд. техн. наук, ст. науч. сотр., ведущийнаучный сотрудник С. В. Максимова, мл. научныйсотрудник О. М. Сабадаш за цикл работ «Припоии технологические процессы пайки перспективныхматериалов».
Известно, что пайка является одним из способовсоединения материалов, который наиболее дина-мично развивается в последние годы. Это обуслов-лено, с одной стороны, стремительным развитиемотраслей промышленности, в которых пайка доми-нирует (электроника, авиа- и ракето- , газотурбос-троение, производство теплообменной аппаратурыи др.). С другой, введением в промышленное ис-пользование новых материалов, которые, как пра-вило, не могут быть соединены с помощью сваркиплавлением, и пайка является основным способомполучения неразъемных соединений.
Авторы представили результаты фундаменталь-ных и прикладных исследований по созданию при-поев и технологии пайки перспективных сплавов наоснове интерметаллидных соединений, высоколеги-
рованных жаропрочных никелевых и дисперсно-уп-рочненных сплавов и др., а также узлов и конс-трукций из традиционных материалов для работыв экстремальных условиях эксплуатации (установкатермоядерного синтеза, газотурбинные двигатели,криогеника, теплообменная аппаратура различногоназначения и др.). На основе полученных резуль-татов выбраны оптимальные составы сплавов дляпайки перспективных материалов, разработана тех-нология получения ответственных конструкций.Оригинальность разработок и эффективность дос-тигнутых результатов проведенных исследованийподтверждается полученным патентом США и ис-пытаниями узлов и изделий в сложных условияхэксплуатации.
Редколлегия и редакция журнала
УДК 621.791:061.2/.4
МЕЖДУНАРОДНЫЕ СПЕЦИАЛИЗИРОВАННЫЕВЫСТАВКИ «СВАРКА И РЕЗКА»
И «ЗАЩИТА ОТ КОРРОЗИИ. ПОКРЫТИЯ»25–28 марта 2008 г. в Минске (Республика Беларусь)на территории выставочного комплекса «Белэкспо»были проведены 8-я Международная специализиро-ванная выставка «Сварка и резка» и международныйспециализированный салон «Защита от коррозии.Покрытия». Организатор выставок — ЗАО «Мин-скэкспо» при поддержке Национальной академии на-ук Беларуси, ГНПО порошковой металлургии и ОХП«Институт сварки и защитных покрытий». Инфор-мационную поддержку оказывали специализирован-ные журналы «Сварщик в Белоруссии», «Сварщик»(Украина), «МеталлИнфо», «Материально-техничес-кое снабжение», «РИТМ» (Россия), «Бизнес-Мост»(Украина), «Цены и товары сегодня», «Оптом и в
розницу», «Бизнес-Инфо», газеты «Международныйклуб», «Бизнес-регионы», «Бриг Экспо» (Россия),«Коммерсант Белоруссии», «КоммерсантЭкспо»,«Белорусы и рынок».
В экспозиции были представлены 80 организа-ций, предприятий и фирм из Республики Беларусь,Российской Федерации, Украины, Китая, Литвы,Турции, Финляндии, Франции, ФРГ, Швейцарии.От Республики Беларусь экспозиции имели: ООО«Оливер», ЧПТУП «ВнешИТС», ОДО «БелСваМо»,ЧТУП «Алви-Торг», ПТЧУП «ЛДМ», ЗАО«Объединенная сварочная компания», ОДО «Атлас-Инвест», УП НПО «Центр», ЗАО «НГК Силовыекомпоненты», ЗАО «Машагропром», ЧУП «Плазма-
60 6/2008

техинструмент», ОДО «Техносварка», СООО«АДВ-Гарант», СП ООО «Белфин» и др. С фунда-ментальными и прикладными исследованиями в об-ласти сварки и защитных покрытий можно былоознакомиться на стенде ГНПО порошковой метал-лургии. Среди постоянных зарубежных участниковпредставители Украины: ОАО «Каховский заводэлектросварочного оборудования», ОАО «Зонт»,ОАО «ПлазмаТек», НПП «Техмаш»; российскиекомпании: ООО Торговый Дом «ЛЭЗ», ТорговыйДом «Межгосметиз», ОАО «Металлургический за-вод «Электросталь», Государственный Рязанскийприборостроительный завод, Санкт-Петербургскийэлектродный завод и другие; ведущие компании изЛитвы: «ВМТС» и «Atotex-Chemeta». Сварочноеоборудование финской фирмы «Kemppi OY» пред-ставлял их партнер ОДО «Кемфин». Сварочное обо-рудование экспонировали также и две китайскиефирмы: «Advanced Technology & Materials Co.Ltd.»,«Wuxi Hanshen Electric Co.Ltd.».
Специализированный салон «Защита от кор-розии. Покрытия» был проведен во второй раз.Участие в нем приняли производственные и торго-вые предприятия, а также научные учреждения иинновационные ассоциации. Этот выставочный са-лон дал возможность сконцентрировать в одномместе экспозиции материалов, технологий и обору-дования для комплексного решения проблем защи-ты от коррозии, повышения надежности и срокаслужбы механизмов и сооружений, придания имспециальных свойств, таких, как, например, повы-шенная прочность, износостойкость, термостой-кость, электробезопасность и пр.
В рамках выставки были проведены: республи-канское совещание главных сварщиков и специа-
листов министерств и предприятий «Состояние ипути развития сварки в Республике Беларусь» (былопредставлено 18 докладов), международный симпо-зиум «Сварка и родственные технологии» (былопредставлено 20 докладов). Организатором этих фо-румов выступил Институт сварки и защитных пок-рытий ГНПО порошковой металлургии.
В третий раз был проведен конкурс «Мисс Свар-ка-2008». Победительницей стала Ольга Шут (фир-ма «БассантТорг», Минск).
К выставке был проявлен большой интерес состороны специалистов машиностроения, строитель-ной индустрии и учебных заведений. По сравнениюс предыдущей выставкой и участников, и посети-телей на этой выставке было больше. Контингентпосетителей составляли в основном ведущие спе-циалисты и руководящий состав предприятий и ор-ганизаций среднего возраста. Прослеживался инте-рес посетителей к высоконадежному сварочному ирезательному оборудованию, к сложным и эффек-тивным технологиям сварки, реновации и упрочне-ния, к высококачественным сварочным и наплавоч-ным материалам общего и специального примене-ния, новым методикам подготовки высококвалифи-цированных инженеров-сварщиков и практиков-сварщиков, к специализированной литературе посварке и родственным технологиям (книгам и жур-налам).
В целом выставка была хорошо организована иполучила положительную оценку посетителей и эк-спонентов.
А. А. Кайдалов, д-р техн. наук
УДК 621.791:061.2/.4
ВЫСТАВКА«СВАРКА. РОДСТВЕННЫЕ ТЕХНОЛОГИИ — 2008» В КИЕВЕ
7–9 апреля 2008 г. в выставочном центре«КиевЭкспоПлаза» прошли выставки ПА-ТОН ЭКСПО, объединившие такие экспо-зиции, как «Сварка. Родственные техно-логии», «Трубопроводный транспорт», «Не-разрушающий контроль», «Защита от кор-розии», «Промышленная экология», «Креп-ления и инструменты», «Измерения. Лабо-раторное оборудование», организатором ко-торых выступил Центр трансфера техноло-гий ИЭС им. Е. О. Патона НАН Украиныпри поддержке Общества сварщиков Укра-ины, НАК «Нефтегаз Украины», Ассоци-ации «ОКО», Ассоциации промышленногоарматуростроения Украины, Ассоциации Открытие выставки
6/2008 61

производителей и строителей полимерных трубоп-роводов Украины.
Всего в рамках выставки свои достижения экс-понировали 48 участников из Украины, России,Литвы, Италии, Чехии. Среди них ИЭС им. Е. О.Патона, ОКТБ Института, два опытных завода (ОЗ-СО и ОЗСМ), НТЦ «СЕПРОЗ», Межотраслевойучебно-аттестационный центр, известные произво-дители оборудования для сварки, резки и пайки —«КЗЭСО» — (г. Каховка), фирма «СЭЛМА» (г.Симферополь), «Фрониус-Украина» (Киевскаяобл.), «Коммунар» (г. Харьков), «СиМЗ» (г. Сим-
ферополь), «ДОНМЕТ» (г. Новокраматорск),«ГРПЗ» (г. Рязань), «Зонт» (г. Одесса), производи-тели сварочных материалов «Опытный завод сва-рочных материалов» ИЭС (г. Киев), «Лосиноостров-ский электродный завод» (г. Москва), «Торговыйдом Межгосметиз» (г. Мценск), «Плазматек»(г. Винница), «Anykscin Varis» (г. Аникщяй). Зна-чительную долю экспозиций выставки занималипредставительства известных мировых брендов вобласти сварочного производства (ESAB, LincolnElectric, Kemppi, Boеhler, Abicor Binzel, Weldotermи др.) — ООО «ЭСАБ» в Украине, «Бинцель Ук-
Фрагменты рабочих моментов выставки
62 6/2008

раина», «Велдотерм-Украина», «Интерхим-БТВ»,«Вистек» и др. Еще большее количество стендовзанимали торгующие организации — «АбпланалпУкраина», «Авдекс», «АВЦентр», «Дары природы»,«Девелд», «Идель», «Индустриальный метизный со-юз», «Линкольн Электрик Европа», «Мигатех», «Ру-со», «Сварком» и др. Отрадным является факт, чтовпервые на специализированных выставках Украи-ны сразу четыре фирмы — «НАВКО-ТЕХ»,«Фрониус Украина» и «АББ – ABB» (все г. Киеви Киевская обл.) демонстрировали роботехническиесварочные комплексы, включающие роботы такихизвестных фирм, как «Фанук», «Кавасаки», «ПА-НАСОНИК». Это несомненно обусловлено возрас-тающим интересом промышленности Украины квопросам автоматизации производственных процес-сов.
Достижения итальянских предприятий былипредставлены на стенде «Mipa Italy» (производствооборудования для дуговой сварки и термическойрезки, нержавеющей и алюминиевой сварочныхпроволок и прутков, а также порошковых прово-лок).
Чехия была представлена компанией «MGM» —производителем плазменных и газокислородных ма-шин термической резки. Характерно, что все оникомплектуются системами удаления обработанныхгазов. Она же демонстрировала свою новую разра-ботку — ультразвуковую установку для сварки сол-нечных элементов.
В период работы выставки состоялась конферен-ция Общества сварщиков Украины на тему «Путиразвития сварочного производства Украины в связис вступлением во Всемирную Торговую Организа-
цию», а также прошли заседания ряда секций кон-ференции по неразрушающему контролю.
В рамках ПАТОН ЭКСПО представительной (15стендов) выглядела экспозиция фирм и компаний,работающих в области неразрушающего контроляи технической диагностики. Среди них «Изотоп»,«Научно-производственный диагностический цен-тр», Ассоциация «ОКО», «Ультракон», представи-тельство америанской фирмы «National Instumints»(г. Киев), «Интрон» (г. Одесса), «Машиностроение»(г. Днепропетровск), «Olympus Moskow» (г. Моск-ва), а также торгующие организации — «Киевпро-минвест», «Онико», «Пергам», «Твема» (г. Киев),«Сперанца» (г. Желтые воды).
В целом выставка продемонстрировала современ-ное состояние сварочного производства и тен-денции в разработке и производстве широкого спек-тра оборудования и материалов различного назна-чения. В одном из ближайших номеров журнала«Автоматическая сварка» планируется опублико-вать аналитический обзор состояния разработок ипроизводства источников питания для дуговой свар-ки, в представленных и в экспозициях настоящейвыставки.
В заключение следует отметить, что ежегоднаявыставка «Сварка. Родственные технологии» ужетрадиционно является основной профильной выс-тавкой в Украине. За три дня работы наблюдалосьактивное ее посещение многочисленными специа-листами подразделений, ведомств, институтов икомпаний из многих регионов Украины.
В. Н. Липодаев, д-р техн. наук,А. Т. Зельниченко, физ.-мат. наук
«ДОНМЕТ» традиционно демонстрирует свою продукциюна открытой площадке
Директор КЗЭСО Я. И. Микитин знакомит посетителей вы-ставки с производимым на заводе оборудованием
6/2008 63

ПАМЯТИ В. М. КАРПЕНКО2 мая 2008 г. ушел из жизниизвестный ученый в областинаплавки и разработки свароч-ных материалов, заведующийкафедрой сварочного производ-ства Донбасской государствен-ной машиностроительной ака-демии, профессор, академикАкадемии инженерных наукУкраины Владимир Михайло-вич Карпенко.
В. М. Карпенко родился 27 января 1935 г. в селеНовопарофеевка, Кегичевского района, Харьковс-кой области. В 1947 г. семья переехала в Крама-торск, где он закончил школу. В 1953 г. поступилв Харьковский государственный университет, послеокончания которого с отличием в 1958 г. был нап-равлен на работу в НИИПТМаш г. Краматорска. С1958 по 1967 гг., работая в этом институте, прошелпуть от рядового инженера до старшего научногосотрудника отдела сварки, занимаясь исследовани-ями остаточных деформаций сварных конструкцийи разработкой сварочных материалов. В 1967 г. пос-тупил в аспирантуру, а в 1970 г. после досрочнойзащиты был оставлен на кафедре сварочного про-изводства в должности старшего преподавателя, ас 1971 г. — доцента Краматорского индустриаль-ного института (ныне ДГМА). С 1977 г. с неболь-
шим перерывом возглавлял кафедру сварочногопроизводства. Научная школа, созданная под его ру-ководством, позволила подготовить восемь канди-датов технических наук, а два его ученика защитилидокторские диссертации. Им лично и в соавторствеопубликовано более 120 статей, получено свыше230 авторских свидетельств СССР и 11 патентовУкраины.
В 1981 г. В. М. Карпенко назначается прорек-тором по научной работе, а в 1989 г. первым про-ректором и проректором по учебной работе ДГМА.На проректорских должностях он проработал до1997 г., после чего все силы и кипучую энергиюотдает любимой кафедре. В 2004 г. решением ВАКУкраины ему присвоено звание профессора.
За многолетнюю плодотворную работу он былнагражден Орденом «Знак Почета», бронзовой ме-далью участника ВДНХ СССР и выставки дости-жений народного хозяйства Украины, грамотами изнаками отличия Министерства образования и на-уки Украины.
Светлая память о Владимире Михайловиче на-долго сохранится в сердцах его учеников, в сердцахтех, кто знал и работал с ним.
Институт электросварки им. Е. О. Патона,редколлегия журнала «Автоматическая сварка»,
коллектив Донбасской государственноймашиностроительной академии
64 6/2008

6/2008 65

6/200866

6/2008 67

6/200868
Подписано к печати 06.05.2008. Формат 60×84/8. Офсетная печать.
Усл. печ. л. 9,04. Усл. кр.-отт. 9,89. Уч.-изд. л. 10,24 + 2 цв. вклейки.
Цена договорная. Печать ООО «Фирма «Эссе». 03142, г. Киев, просп. Акад. Вернадского, 34/1.© Автоматическая сварка, 2008

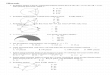























![ART COMBITRIM€¦ · Hilo de corte [mm] Ø 1,6 Ø 1,6 Ø 1,6 Diámetro de corte [cm] 23 26 30 Capacidad del carrete de hilo [m] 8 8 8 Hilo de corte especial [mm] Ø 2,4 Ø 2,4 Ø](https://img.pdfslide.tips/doc/110x75/5f94f1e6e7312a259970c76c/art-hilo-de-corte-mm-16-16-16-dimetro-de-corte-cm-23-26-30-capacidad.jpg)



