Embed Size (px)
Citation preview

.. ... -- .... "
4~
MINISTERIO DE DESARROLLO ECONOMICO/'
V'ARTESAt',IIAS DE COLOMBIA S.A.UNIDAD DE DISEÑO
~GION OCCIDENTE, DEPARTAMENTO DE NARIÑOPROPUESTAS DE INNOVACION TECNOLÓGICA EN LOS PROCESOS DETRANSFORMACiÓN, ELABORACION y ACABADO DEL SOMBRERO EN
PALMA DE IRACA.:Primera Fase: Descripción de los procesos, panorama de riesgos, soluciones e
inversión en equipo
YlUZ DARY ROSERO ALVAREZDiseñadora Industrial
LABORATORIO COLOMBIANO DE DISEÑO PASTO
Pasto, Octubre de 2003
.., "~ .
INTRODUCCiÓN
El sector de la .minicadena productiva de la palma de lraca, es uno de losoficios que mayor número de artesanos involucra en el departamento deNariño; éste se ve afectado por la carencia de herramienta adecuadas, áreas yespacios de trabajo apropiados, lo que conlleva a que los artesanos esténexpuestos a riesgos como el contacto con productos químicos, maquinaria,herramientas deterioradas y posturas inadecuadas entre otros; esto ocasionaenfermedades ocupacionales que se ven reflejadas en la producción y en lacalidad del producto artesanal.
Se trata entonces de aprovechar la tecnología tradicional existente, sinrenunciar al uso de nuevos conocimientos, para mejorar o crear nuevasherramientas y para diseñar nuevos puestos de trabajo que mejoren lascondiciones de los artesanos y ayuden a desarrollar los procesos productivosde la palma de Iraca.

'-.' .
OBJETIVOS
• Describir los procesos de la minicadena productiva de la Palma de Iraca.
• Detectar los riesgos físicos a que están expuestos los cultivadores yartesanos de la palma de Iraca.
• Identificar las necesidades ergonómicas, estéticas y funcionales que sedetectan en herramientas, puestos de trabajo y equipos de procesos de laminicadena de la Palma de Iraca.
• Minimizar los factores de riesgo a que están expuestos los artesanos.
• Diseñar puestos de trabajo y herramientas que mejoren las condicionesergonómicas y funcionales de los artesanos, y así mejorar la calidad de losproductos para ser más competitivos.

"..
FASES DE LA MINICADENA PRODUCTIVA DE LA PALMA DEIRACA
COSECHA:Se corta el cogollo con un machete corriente,dejando una porción de tallo entre 10 Y 15 cm. Seforman atados de 100 cogollos, La herramientautilizada es un machete corriente compuesto por unmango en plástico y una hoja metálica. Lamanipulación de esta herramienta produce en elartesano ampollas y dolor de muñeca, ademáspuede ocasionar accidentes de trabajo comocortes.
DESORILLADA:Se abre el cogollo y se procede a retirar las 3 ó 4 hojasinteriores y exteriores. Trabajo realizado con las manos,no utiliza ningún tipo de herramienta.
RIPIADO Y DESVENADO:Utilizando un compás o tarja se rasgan las hojas del cogollo, el grosor de la fibra loda el compás. Este compás o tarja está compuestapor dos pinzas metálicas y un mango o empuñaduraque se encuentra recubierto por materiales comocu~rda sintética, plásticos, tela, fique y neumático;no está estandarizada y carece de un mecanismopara graduar el grosor de la fibra, lo que genera la nouniformidad de la misma, Es una herramientapráctica y de fácil elaboración; es un diseñoantiergonómico por que su manipulación constanteproduce ampollas, dolor de manos y antebrazo.

. "
COCCiÓN:Se somete a cocción en agua la materia prima (300cogollos) a fuego lento durante un periodo de tres acuatro horas, para lograr el blanqueamiento de la hoja.La herramienta utilizada es una olla metálica de grantamaño; este proceso se realiza en un fogón provisionalcon leña, y la constante manipulación al voltear la fibraexpone al trabajador a inhalar el humo que expide laleña y la fibra, además corre el riesgo de sufrirquemaduras.
DESAGÜE:Los manojos se extienden en el piso para enfriarlosy luego se depositan en estanques con aguacorriente durante toda una noche. No se utilizaningún tipo de herramienta.
ENTORCHADA:Se cuelgan los manojos para que se escurran. No seutiliza ningún tipo de herramienta.
CHIRLlADA:Durante la etapa del secado se toman los manojospor los extremos se abren y se cierran con unmovimiento brusco para separar completamente lasfibras. No se utiliza ningún tipo de herramienta.

, ~,
BLANQUEADO:Las fibras secas se vuelven a remojar en agua, y seprocede nuevamente a extenderlas al sol.
TEÑIDO:Es dar color a la fibra etapa generalmente realizadapor las tejedoras. La herramienta utilizada es unaestufa o fogón de leña, una olla metálica y ungaravato en madera. El recipiente no permite obtenerun tinturado óptimo ya que la fibra tiene que estar encontinuo movimiento lo que conlleva a que ésta serompa y que el tinturado no sea uniforme. Además ladosificación de los tintes no tiene una medida exacta.
TEJIDO:La herramienta utilizada es una rueca y una horma de madera y en algunos casosun banco; también se utiliza elementos complementarios como una piedra de río yun recipiente con agua. Dentro de este proceso se realiza el empiece o cuadro,copa y ala o falda del sombrero.
EMPIECE O CUADRO:Parte plana de la copa ó centro de la plantilla.
COPA:Es el tejido vertical que forma la base cóncava delsombrero.

...~.
ALA O FALDA:Parte inferior del sombrero que sobresale de la copa enforma de disco.
REMATE:Tejido hecho en sentido contrario, donde la paja se doblahacia arriba. En ésta actividad el artesano no utilizaningún tipo de herramienta se vale sólo de sus manospara rematar el tejido del sombrero.
CIERRE:Se moja el sombrero y se cierra con aguja. El artesanoutiliza una aguja grande de acero para cerrar la costura otejido del sombrero, el proceso es netamente manual. Nose utiliza ningún tipo de herramienta.
APRETADO:Se rematan los bordes, anudando fuertemente los flecossobrantes del tejido. Actividad de procedimiento manual enla que no se utiliza ningún tipo de herramienta.
DESPUCHE DE COPA Y ALA:Se deja un centímetro de tolerancia de la paja sobrante yse recorta. Este proceso tiene como herramienta unastijeras.

. ,.
DESENCOQUE:Se hala el ala del sombrero para que pierda laconvexidad adquirida en el momento del apretado.No se utiliza ningún tipo de herramienta.
REMOJADO:El artesano procede a mojar los sombreros en unapozeta, con agua fría y se dejan escurrir.
ESTUFADO O AZUFRADO:Los sombreros húmedos se doblan y apilan en laparte superior de un horno de madera, y se lossomete al vapor de azufre durante toda la noche. Elartesano para realizar esta actividad utiliza un cajón;este está elaborado en madera y triplex, cuyasmedidas aproximadas son: 106 cm de ancho. Elartesano al realizar esta actividad corre el riesgo desufrir quemaduras al encender el fuego, además elazufre al entrar en combustión emana gases tóxicospara la salud del operario, el cual entra en contacto directo al momento de sacarlos sombreros.
LAVADO:Se lavan los sombreros con agua fría y jabón. Elartesano procede a dejar los sombreros en una pozetacon agua corriente, para quitarle los sobrantes de azufre;en esta actividad no se utilizan herramientas.

.. . ,
MAJADO:Para alisar y emparejar el tejido se majan lossombreros sobre una piedra. La herramienta utilizadapor el artesano es el mazo, el cual está compuesto portres partes: catiporra, manilla y piso. El manipular estaherramienta le genera al artesano dolor de espalda,hombros y cuello; la carga postural es elevada debidoa que el artesano levanta un peso de 5 a 6kgaproximadamente durante un periodo de 4 horasdiarias.
BLANQUEADO CON PERÓXIDO:Se remojan los sombreros en esta solución de peróxidoyagua. Este químico al entrar en contacto con el solblanquea la fibra del sombrero. El artesano en estaactividad utiliza el peróxido de hidrógeno comoblanqueador, químico altamente corrosivo; para lamanipulación de este utiliza un tanque de aluminio yunos guantes de caucho que no le brindan la protecciónnecesaria, debido a esto los artesanos sufren constantesquemaduras.
HORMADO:Se procede a prensar los sombreros para darles laforma deseada. En este proceso la máquina utilizadaes la hormadora, dicho artefacto carece de condicionesde seguridad y ergonomía. Al manipular esta máquinalos artesanos presentan lumbalgias por la palanca quetienen que levantar, problemas respiratorios por elvapor que arroja la máquina al prensar el sombrero, yardor en los ojos debido a la elevada concentración deperóxido de hidrógeno presente en el sombrero.
RIBETEADO Y ENCINTADO:Los ribetes y tafiletes se cosen a máquina para obviar elproceso de remate del sombrero.Para esta labor el artesano utiliza máquinas de cosercomunes que presentan un mínimo riesgo para eloperario.
~--------------
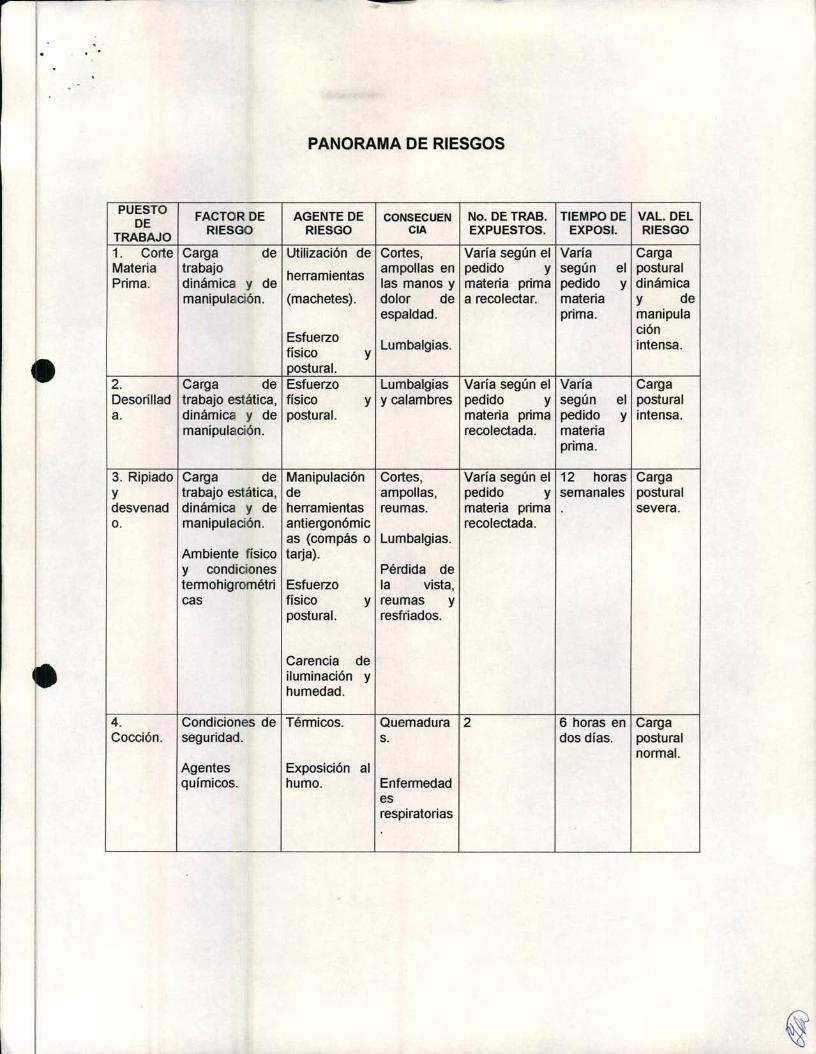
PANORAMA DE RIESGOS
de Utilización de
Esfuerzofísicopostura1.
Carga de Esfuerzotrabajo estática, físicodinámica y de postural.manipulación.
Cargael posturaly intensa.
Cargael posturaly dinámicay demanipulaciónintensa.
Varíasegúnpedidomateriaprima.
Varíasegúnpedidomateriaprima.
Varía según elpedido ymateria primarecolectada.
No. DE TRAB. TIEMPO DE VAL. DELEXPUESTOS. EXPOSI. RIESGO
Varía según elpedido ymateria primaa recolectar.
Lumbalgiasy y calambres
Lumbalgias.y
AGENTE DE CONSECUENRIESGO CIA
Cortes,ampollas enlas manos ydolor deespaldad.
herramientas
(machetes).
FACTOR DERIESGO
Cargatrabajodinámica y demanipulación.
2.Desorillada.
PUESTODE
TRABAJO1. CorteMateriaPrima.
Pérdida dela vista.
y reumas yresfriados.
3. Ripiadoydesvenado.
Carga detrabajo estática,dinámica y demanipulación.
Ambiente físicoy condicionestermohigrométricas
Manipulacióndeherramientasantiergonómicas (compás otarja).
Esfuerzofísicopost ura1.
Cortes,ampollas,reumas.
Lumbalgias.
Varía según elpedido ymateria primarecolectada.
12 horas Cargasemanales postural
severa.
Carencia deiluminación yhumedad.
4. Condiciones de Térmicos.Cocción. seguridad.
Quemadura 2s.
6 horas en Cargados días. postural
normal.Agentesquímicos.
Exposición alhumo. Enfermedad
esrespiratorias