Embed Size (px)
DESCRIPTION
Masinski materijali
Citation preview
7 TERMIČKA OBRADA ČELIKA (TO)
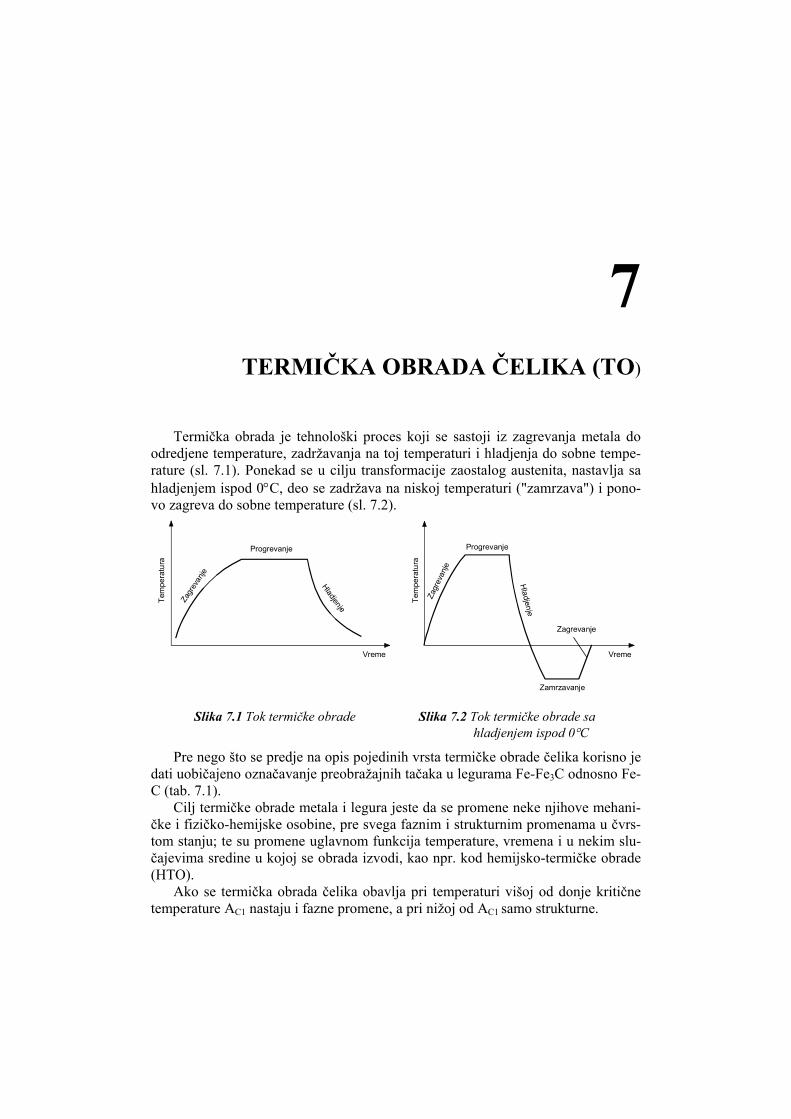
Termička obrada je tehnološki proces koji se sastoji iz zagrevanja metala do odredjene temperature, zadržavanja na toj temperaturi i hladjenja do sobne tempe-rature (sl. 7.1). Ponekad se u cilju transformacije zaostalog austenita, nastavlja sa hladjenjem ispod 0°C, deo se zadržava na niskoj temperaturi ("zamrzava") i pono-vo zagreva do sobne temperature (sl. 7.2).
Tem
pera
tura
Vreme
Zagr
evan
je
Hladjenje
Progrevanje Progrevanje
Hladjenje
Zamrzavanje
Tem
pera
tura
Zagr
evan
je
Vreme
Zagrevanje
Slika 7.1 Tok termičke obrade Slika 7.2 Tok termičke obrade sa hladjenjem ispod 0°C
Pre nego što se predje na opis pojedinih vrsta termičke obrade čelika korisno je dati uobičajeno označavanje preobražajnih tačaka u legurama Fe-Fe3C odnosno Fe-C (tab. 7.1).
Cilj termičke obrade metala i legura jeste da se promene neke njihove mehani-čke i fizičko-hemijske osobine, pre svega faznim i strukturnim promenama u čvrs-tom stanju; te su promene uglavnom funkcija temperature, vremena i u nekim slu-čajevima sredine u kojoj se obrada izvodi, kao npr. kod hemijsko-termičke obrade (HTO).
Ako se termička obrada čelika obavlja pri temperaturi višoj od donje kritične temperature AC1 nastaju i fazne promene, a pri nižoj od AC1 samo strukturne.
Mašinski materijali
156
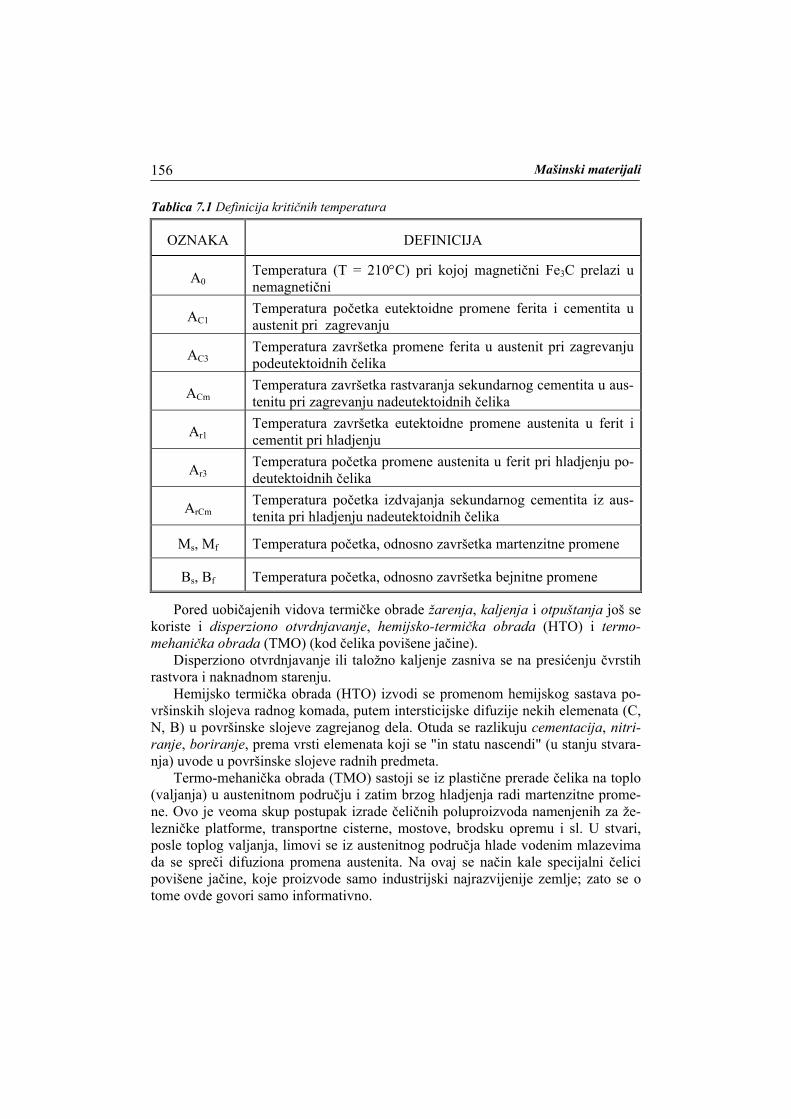
Tablica 7.1 Definicija kritičnih temperatura
OZNAKA DEFINICIJA
A0 Temperatura (T = 210°C) pri kojoj magnetični Fe3C prelazi u nemagnetični
AC1 Temperatura početka eutektoidne promene ferita i cementita u austenit pri zagrevanju
AC3 Temperatura završetka promene ferita u austenit pri zagrevanju podeutektoidnih čelika
ACm Temperatura završetka rastvaranja sekundarnog cementita u aus-tenitu pri zagrevanju nadeutektoidnih čelika
Ar1 Temperatura završetka eutektoidne promene austenita u ferit i cementit pri hladjenju
Ar3 Temperatura početka promene austenita u ferit pri hladjenju po-deutektoidnih čelika
ArCm Temperatura početka izdvajanja sekundarnog cementita iz aus-tenita pri hladjenju nadeutektoidnih čelika
Ms, Mf Temperatura početka, odnosno završetka martenzitne promene
Bs, Bf Temperatura početka, odnosno završetka bejnitne promene
Pored uobičajenih vidova termičke obrade žarenja, kaljenja i otpuštanja još se koriste i disperziono otvrdnjavanje, hemijsko-termička obrada (HTO) i termo-mehanička obrada (TMO) (kod čelika povišene jačine).
Disperziono otvrdnjavanje ili taložno kaljenje zasniva se na presićenju čvrstih rastvora i naknadnom starenju.
Hemijsko termička obrada (HTO) izvodi se promenom hemijskog sastava po-vršinskih slojeva radnog komada, putem intersticijske difuzije nekih elemenata (C, N, B) u površinske slojeve zagrejanog dela. Otuda se razlikuju cementacija, nitri-ranje, boriranje, prema vrsti elemenata koji se "in statu nascendi" (u stanju stvara-nja) uvode u površinske slojeve radnih predmeta.
Termo-mehanička obrada (TMO) sastoji se iz plastične prerade čelika na toplo (valjanja) u austenitnom području i zatim brzog hladjenja radi martenzitne prome-ne. Ovo je veoma skup postupak izrade čeličnih poluproizvoda namenjenih za že-lezničke platforme, transportne cisterne, mostove, brodsku opremu i sl. U stvari, posle toplog valjanja, limovi se iz austenitnog područja hlade vodenim mlazevima da se spreči difuziona promena austenita. Na ovaj se način kale specijalni čelici povišene jačine, koje proizvode samo industrijski najrazvijenije zemlje; zato se o tome ovde govori samo informativno.

Termička obrada čelika (TO)
157
7.1 Vrste termičke obrade čelika
Kao što je već spomenuto, u postupke obične termičke obrade spadaju: • Žarenje (difuziono, normalizaciono, meko, potpuno, rekristalizaciono, za ot-
klanjanje napona); • Kaljenje (zapreminsko ili potpuno, površinsko); • Otpuštanje (nisko, srednje, visoko).
7.1.1 Žarenje čelika
Žarenje je vid termičke obrade u toku koje se čelični delovi zagrevaju do odre-djenih povišenih temperatura, drže izvesno vreme na tim temperaturama i zatim la-gano hlade (najčešće u peći). Time se manje - više postiže uspostavljanje struktur-ne ravnoteže koja je poremećena nekim prethodnim postupkom termičke ili meha-ničke obrade. Posle žarenja se dobija perlitno-feritna, perlitna, ili perlitno-cementitna struktura (zavisno od sastava čelika). Ujedno se smanjuje tvrdoća, a povećavaju plastičnost i žilavost. Većina čelika se isporučuje od strane proizvodja-ča u žarenom stanju, ali je u toku dalje obrade često potrebno da se izvede dodatno žarenje.
Cilj žarenja može biti različit. Na primer, da se žarenjem popravi obradljivost čelika rezanjem ili deformacijom, da se homogenizuje neujednačena struktura, uklone unutrašnji naponi, smanji tvrdoća itd.
Podela pojedinih postupaka žarenja daje se uglavnom na osnovu temperature zagrevanja, režima hladjenja i namene. Ponekad se metodi žarenja dele na postup-ke sa faznim promenama (difuzno, normalizaciono, meko i potpuno žarenje) i pos-tupke bez faznih promena (rekristalizaciono žarenje, žarenje radi popuštanja napo-na).
Difuziono (homogenizaciono) žarenje zasniva se na zagrevanju čelika (visoko u austenitnom području), nešto ispod solidus linije, dugotrajnom progrevanju na toj temperaturi i sporom hladjenju; primenjuje se uglavnom za čelične odlivke ili ingo-te1 da bi se smanjila nejednorodnost hemijskog sastava izazvana mikrosegregaci-jom i delimično likvacijom2. Time se poboljšava mikrostruktura koja umesto neu-jednačene (dendritne) postaje homogena, ali zrno ostaje krupno zbog dugotrajnog držanja (8-15 h, ponekad i 40 h) na visokoj temperaturi (1050-1150°C). Zato se če-lični odlivci posle difuzionog žarenja podvrgavaju normalizaciji čime se dobija po-voljnija sitnozrnasta struktura.
1 Ingoti su liveni čelični blokovi (mase od 100 kg do 40 t) preseka kvadratnog, šestougaonog, pra-vougaonog, okruglog ili osmougaonog; namenjeni su daljoj preradi valjanjem radi dobijanja različitih železarskih proizvoda (šipki, cevi, profila, traka, ploča, limova, žica itd.). 2 Likvacija (lat.) – utečnjavanje, topljenje, izdvajanje metala topljenjem.

Mašinski materijali
158
Kod železarskih poluproizvoda - ingota - nije potrebna normalizacija jer su oni namenjeni za dalju plastičnu preradu na toplo, tj. valjanju na temperaturi oko 1200ºC, što dovodi do usitnjavanja metalnih zrna.
Normalizaciono žarenje (normalizacija) (sl. 7.3) se izvodi zagrevanjem čelika ili čeličnog liva do temperature oko 50°C iznad gornje kritične temperature A3 za podeutektoidne, odnosno iznad ACm za nadeutektoidne čelike, zatim progrevanjem pri toj temperaturi i najzad hladjenjem na mirnom vazduhu. Cilj normalizacije je da se dobije ravnomerna i sitnozrnasta struktura. Redje se normalizuju visokougljeni-čni čelici koji su skloni ka porastu zrna; temperatura zagrevanja se tada ograničava do tačke ACm ili čak nešto niže. Zadnje ograničenje proističe zbog sklonosti ka za-kaljivanju visokougljeničnih i legiranih čelika i pri hladjenju na vazduhu. U tom slučaju neophodno je naknadno visoko otpuštanje kao i posle kaljenja. Uglavnom se normalizuju valjaonički proizvodi, čelični odlivci, otkovci i zavareni spojevi od debelih čeličnih delova rdjave zavarljivosti. Masivni čelični odlivci, kao što su že-lezarski valjci, posle normalizacije se visoko otpuštaju .
0 0.4 0.8 1.2 1.6500
600
700
800
900
1000
1100
1200
Tem
pera
tura
, °C
Austenit
Perlit + Ferit Cementit + Perlit
AC3
A Cm
Sadržaj C, maseni %
AC1 AC1,3 727°C
0 0.4 0.8 1.2 1.6
500
600
700
800
900
1000
1100
1200
Tem
pera
tura
, °C
Austenit
Perlit + Ferit Cementit + Perlit
AC1
AC3
AC1,3
A Cm
Sadržaj C, maseni %
727°C
Slika 7.3 Temperatura zagrevanja Slika 7.4 Temperaturska oblast zagrevanja za normalizaciju čelika za meko žarenje
Meko (sferoidalno) žarenje (sl. 7.4) izvodi se uglavnom kod delova od visoko-ugljeničnih čelika, tako što se oni zagrevaju oko donje kritične temperature (A1), zadržavaju nekoliko desetina sati i zatim sporo hlade. Kao rezultat ove obrade do-bija se struktura mekšeg-zrnastog (globularnog) cementita, umesto lamelarnog koji je tvrdji. Sferoidizacija se izvodi i naizmeničnim zagrevanjem oko AC1 i Ar1
1. Pri-
menjuje se radi poboljšanja obradljivosti rezanjem, naročito otkovaka od visokoug-ljeničnih i legiranih čelika. Pri obradi rezanjem lamelarnog perlita, nož seče tvrde
1 Tačka AC1 predstavlja kritičnu temperaturu pri zagrevanju, a Ar1 pri hladjenju; one se razlikuju zbog termičkog histerezisa.

Termička obrada čelika (TO)
159
lamele Fe3C, a kod globularnog razmiče zrna i seče mekšu feritnu osnovu. Takodje se ovako žare nadeutektoidni čelici pre kaljenja, da bi se lamelarni cementit preveo u globularni.
Potpuno žarenje se zasniva na zagrevanju čelika do austenitnog područja (30-50°C iznad tačke AC3 - ACm), zatim zadržavanju na odabranoj temperaturi i veoma sporom hladjenju u peći u intervalu faznih promena (A3, ACm,- A1). Dalje hladjenje od A1 do sobne temperature može biti na vazduhu. Svrha potpunog žarenja jeste usitnjavanje zrna, otklanjanje nepovoljne Vidmanšetenove strukture, ujednačavanje strukture, kao i otklanjanje sopstvenih napona, tako da čelik postane mekši i kovni-ji. Primenjuje se kod niskougljeničnih čelika kao priprema za duboko izvlačenje i za poboljšanje mašinske obradljivosti kod visokougljeničnih čelika. Kad se kaže samo žarenje bez bližeg odredjenja, misli se na potpuno žarenje.
Varijanta potpunog žarenja je izotermičko žarenje namenjeno za neke legirane čelike koji bi primenom prethodno opisane procedure postali suviše tvrdi. U tom cilju, deo se zagreva 30-50°C iznad gornje kritične temperature AC3, zatim brzo hladi do temperature nešto iznad 550ºC, zadržava pri toj temperaturi do završetka perlitne promene i najzad hladi na vazduhu.
U izotermičko žarenje mogao bi da se svrsta i postupak nazvan patentiranje ži-ca1. Sastoji se iz zagrevanja do temperature 900-1100°C, zatim brzog hladjenja do približno 550ºC, te izotermičkog žarenja na sitni perlit i najzad plastične prerade vučenjem na hladno, tj. pri temperaturi nižoj od 550ºC.
Rekristalizaciono žarenje se zasniva na zagrevanju metala, prethodno plastično deformisanog na hladno, do temperature više od temperature rekristalizacije, zadr-žavanju na toj temperaturi i hladjenju proizvoljnom brzinom. Temperatura rekrista-
lizacije (Tr) metala i legura zavisi pre svega od njihove temperature topljenja (Tt, K). Za teh-nički čiste metale, ona približno iznosi
0.4r tT T≈ ⋅ , a za legure tipa čvrstog rastvora 0.6r tT T≈ ⋅ ; niskougljenični čelici imaju 650rT C≈ , što predstavlja granicu prerade na
toplo i hladno. Praktično se temperatura rekristalizacije
najlakše može odrediti merenjem tvrdoće na nizu uzoraka prethodno malo deformisanih na hladno i žarenih na različitim temperaturama. Rezultati merenja prikazuju se u obliku dija-grama datog na sl. 7.5. Prevojna tačka na kri-voj tvrdoća-temperatura žarenja, definiše tem-peraturu rekristalizacije (Tr).
Rekristalizaciono žarenje često se koristi
1 Patentiranje žica može se izvesti i izotermičkim kaljenjem pothladjenog austenita na gornji bejnit.
Tr
Temperatura žarenja
Tvrd
oća
Slika 7.5 Odredjivanje temperature rekristalizacije

Mašinski materijali
160
kao medjuoperacija u procesu valjanja ili vučenja metala na hladno, pa se onda zo-ve procesno žarenje. U stvari, na ovaj se način otklanjaju posledice deformisanja na hladno niskougljeničnih čelika (C = 0.08-0.2%) tj. porasta tvrdoće i svojstva otpor-nosti, a pada duktilnosti; ovim vidom žarenja omogućuje se dalja prerada presova-njem, valjanjem, vučenjem na hladno. Rekristalizaciono žarenje je kratkotrajno kod tankih preseka, a veoma dugo kod debelih preseka zbog potrebe jednolikog progre-vanja i rekristalizacije po celom preseku.
Žarenje za otpuštanje napona se primenjuje radi otklanjanja sopstvenih napo-na, tj. napona izazvanih u toku prerade metala, a ne dejstvom spoljnih sila i mome-nata. Nivo zaostalih sopstvenih napona u odlivcima može biti toliki da nastane pre-lom odlivaka čak i pri nepažljivoj manipulaciji u toku transporta. Zaostali naponi kod zavarenih spojeva mogu dovesti do pojave naprslina na hladno ili trajnih de-formacija (krivljenje, vitoperenje). Kod nekih delova koji rade u korozionim sredi-nama, zaostali naponi mogu prouzrokovati tzv. naponsku koroziju. U svim navede-nim i drugim sličajevima neophodno je primeniti otpuštanje. Otpuštanje napona os-tvaruje se laganim zagrevanjem dela do temperature ispod tačke A1 (A1,3), zadrža-vanjem pri toj temperaturi i potonjim još sporijim hladjenjem nego pri zagrevanju (da se spreči indukovanje novih termičkih napona). Cilj ove termičke obrade jeste otklanjanje ili bar redukcija nivoa zaostalih napona koja je moguća samo do vred-nosti granice elastičnosti čelika na temperaturi žarenja.
Čelične odlivke i odlivke od livenog gvoždja treba žariti radi otpuštanja napona pri temperaturi 500-600°C, po odgovarajućim termičkim režimima.
Zavarene čelične spojeve većih preseka, ili spojeve od čelika sa većim sadrža-jem ugljenika i legirajućih elemenata, treba žariti pri temperaturi oko 650°C, s tim što zagrevanje mora biti veoma sporo, zadržavanje srazmerno debljini (2 min po mm debljine), a hladjenje dva puta sporije od zagrevanja.
Čelični delovi, obradjeni plastičnom deformacijom na hladno žare se radi sma-njenja napona na znatno nižim temperaturama (250-300°C ispod temperature rekri-stalizacije). Ovo stoga da se ne ponište pozitivni efekti plastične prerade na hladno: povećanje tvrdoće, svojstva otpornosti, otpornosti na habanje i slično. Očigledno je da, čak i veoma dugo zadržavanje tretiranih delova pri tako niskoj temperaturi ža-renja (praktično na 100-150°C), ne dovodi do potpunog otklanjanja napona, već samo do njihovog sniženja na nivo koji ne ugrožava rad dela koji je u eksploataciji. Ponekad se žarenjem pri temperaturi od 150°C izvodi tzv. stabilizaciono otpušta-nje, uglavnom kod mernih i kontrolnih alata, da bi se postigla neophodna dimenzi-ona stabilnost. Posebno ovde treba istaći spontano ili sezonsko otpuštanje zaostalih napona koje nastaje dugim stajanjem odlivaka (tokom svih godišnjih doba) na ot-vorenom prostoru, katkad i više godina. Na ovaj se način smiruju unutrašnji napo-ni, npr. kod blokova motora, kućišta menjača i sl. pre nego što se oni podvrgnu ma-šinskoj obradi. Pojave koje se dešavaju pri ovom dugotrajnom držanju odlivaka na otvorenom prostoru ponekad se nazivaju dozrevanje ili prirodno starenje.

Termička obrada čelika (TO)
161
7.1.2 Kaljenje čelika
Kaljenje čelika je termička obrada koja se izvodi zagrevanjem radnog predmeta iznad temperature Ac3, za podeutektoidne i A1,3 za nadeutektoidne čelike (sl. 7.6), progrevanjem na toj temperaturi i hladjenjem brzinom većom od kritične. Kod za-kaljivih ugljeničnih čelika (C > 0.25%) je gornja kritična brzina hladjenja oko 140-250°C/s, a donja1 oko 40°C/s pri 550°C. Sa porastom procenta ugljenika rastvore-nog u austenitu opada kritična brzina hladjenja i snižava se temperatura početka martenzitne transformacije prema izrazu Ms = 550 - 360% C. Što se tiče temperatu-re završetka martenzitne promene (Mf) ona iznosi -50°C za eutektoidni čelik, a da-lje opada sa sadržajem ugljenika rastvorenog u austenitu. Isto tako i svi legirajući elementi, izuzev Al i Co, smanjuju kritičnu brzinu hladjenja i snižavaju temperatu-ru Ms i Mf.
Kod većine čelika brzina hladjenja potrebna za kaljenje postiže se potapanjem predmeta u vodu ili ulje. Veće brzine hladjenja nego u vodi ostvaruju se u vodenim rastvorima soli ili baza, a nešto manja brzina u krečnom mleku. Izuzetno velike br-zine hladjenja postižu se prskanjem delova vodenim mlazevima, a veoma male br-zine postižu se hladjenjem na mirnom vazduhu ili vazdušnoj struji.
Kao što je već napomenuto, podeutektoidni čelici se kale iz čisto austenitnog područja, a nadeutektoidni iz cementitno-austenitnog (sl. 7.6), pošto se sferoidalno odžare.
Suština kaljenja čelika je da se pothladjivanjem austenita spreči nje-gova difuziona promena do Ms- tem-perature, ispod koje nastaje promena mehanizmom klizanja, tzv. martenzit-na transformacija. Kao rezultat kalje-nja dobija se tetragonalni martenzit-struktura koja se odlikuje velikom tvrdoćom i visokim svojstvima otpor-nosti (R0.2, Rm), ali niskim vrednosti-ma duktilnosti i žilavosti. Zbog toga što se kubna rešetka austenita tran-sformiše mehanizmom klizanja (a ne difuzijom kao u ravnotežnim uslovi-ma), dolazi do deformacije kubne u tetragonalnu kristalnu rešetku. Krista-lografske ose ostaju ortogonalne, s tim što su dva parametra (a i b) iste dužine, dok je treći parametar (c) u
1 Donja kritična brzina daje mešovite strukture (npr. M+B), a gornja čist martenzit pod uslovom da se čelik pothladi ispod temperature Mf.
0 0.4 0.8 1.2 1.6500
600
700
800
900
1000
1100
1200
Tem
pera
tura
, °C
Austenit
Perlit + Ferit Cementit + Perlit
AC1
AC3
AC1,3
A Cm
Sadržaj C, maseni %
727°C
Slika 7.6. Temperatura zagrevanja za kaljenje čelika (----)

Mašinski materijali
162
pravcu ose z izdužen, jer su u tom pravcu smešteni atomi ugljenika (sl. 7.7).
a
b
c
a
b
c
a
b
c
Ferit Austenit Martenzit
a = b = 0.2845 nmc = 0.297 nm
a = b = ca = b = c
Atomi Fe Atomi C
Slika 7.7 Kristalne rešetke čvrstih rastvora: ferita, austenita i martenzita
Tvrdoća martenzita ne daje se uopšteno već se vezuje za sadržaj ugljenika ras-tvorenog u austenitu koji posle kaljenja prelazi u martenzit (sl. 7.8).
Maksimalna tvrdoća martenzita od 64 HRC postiže se kod čelika sa 0.7% C. Dalje povećanje sadržaja ugljenika u austenitu neznatno utiče na porast tvrdoće čak i posle "zamrzavanja" (kriva 1). U stvarnosti kad se nadeutektoidni čelici zakale sa temperature iznad ACm javiće se relativno veliki udeo netransformisanog-zaostalog austenita, što dovodi do opadanja tvrdoće srazmerno porastu sadržaja ugljenika (kriva 3). Ako se isti čelici, kako je to uobičajeno, kale iz austenitno-cementitnog
područja (A1,3 + 30°C), tvrdoća neće zavisiti od ukupnog sadržaja uglje-nika u čeliku, već samo od količine ugljenika rastvorene u austenitu, ko-ja ostaje ista za sve nadeutektoidne čelike (0.7% C, kriva 2). Austenit zaostao posle kaljenja je nepoželjan strukturni sastojak, posebno kod alatnih čelika, jer ima malu tvrdoću i raspada se na povišenim tempera-turama u cementit, dovodeći do di-menzijske nestabilnosti.
Na osnovu svega izloženog, može se zaključiti da postoje dva razloga zbog kojih se nadeutektoid-ni čelici kale iz područja nepotpuno rastvorenih faza (A + Fe3C); cemen-
1 2
3
30
40
50
60
70
0 0.2 0.4 0.6 0.8 1.0 1.2 1.4Sadržaj ugljenika, %
Tvrd
oća,
HR
C
Slika 7.8 Tvrdoća martenzita u funkcji % C i temperature kaljenja (1- zamrzavanje, 2- kaljenje sa T> A1,3, 3- kaljenje sa temperature T > ACm,)

Termička obrada čelika (TO)
163
tit1 je nešto tvrdji (800-1000 HB) od martenzita, pa se u tvrdoći ništa ne bi dobilo ako bi se on rastvorio u austenitu pa ovaj zakalio na martenzit. Štaviše, ako se čelik zagreva do tako visoke temperature nastaje ogrubljivanje austenitnih zrna iz kojih se posle kaljenja dobija grub martenzit, (veoma krt) i dosta zaostalog austenita. Treba pri tome imati u vidu da se preobražaj austenita u martenzit kod nadeutekto-idnih čelika završava na temperaturi ispod 0°C .
Vreme zadržavanja na temperaturi kaljenja treba da bude toliko da se po celom preseku dobije struktura koja odgovara ravnotežnim uslovima; to se vreme često zove progrevanje. S obzirom na činjenicu da se jedino iz austenita može dobiti martenzit, proizilazi da na temperature Ms i Mf ne utiče ukupan sadržaj ugljenika u čeliku, već samo % C u austenitu. Dugo zagrevanje je takodje nepoželjno jer može dovesti do smanjenja sadržaja ugljenika u površinskim slojevima komada (tzv. ra-zugljenisavanje) kao i nepoželjnog porasta austenitnih zrna (krajnji efekat: gruba martenzitna struktura, zaostali austenit).
Jasno je da se martenzitna transformacija može ostvariti samo pri hladjenju br-zinom većom od kritične, koja se odredjuje kao tangenta na koleno krive kontinu-alnog hladjenja (skraćeno KH ili S-krive). Potrebna brzina hladjenja lako se može ostvariti na površini komada, ali idući ka njegovom jezgru ona može postati manja od kritične. To se i dešava kod ugljeničnih čelika koji se mogu samo plitko zakaliti, što znači samo na tankim presecima (može se prokaliti cilindar maksimalnog preč-nika 16 mm), dok se legirani čelici zakaljuju na znatno većem preseku. Ta se tehno-loška osobina čelika da mogu da se zakale do odredjene dubine radnog komada na-ziva prokaljivost. U nekim slučajevima se iz konstrukcionih razloga traži prokalji-vanje po celom preseku komada (zapreminsko kaljenje), a u drugim slučajevima traži se samo velika tvrdoća površinskih slojeva, a nezakaljeno jezgro (površinsko kaljenje).
Zapreminsko kaljenje može biti martenzitno (M) (kontinualno, stepenasto) i bejnitno (B) (izotermičko). Redje se koriste i varijante prekidno martenzitno i kon-tinualno bejnitno kaljenje, kao i taložno kaljenje i "zamrzavanje".
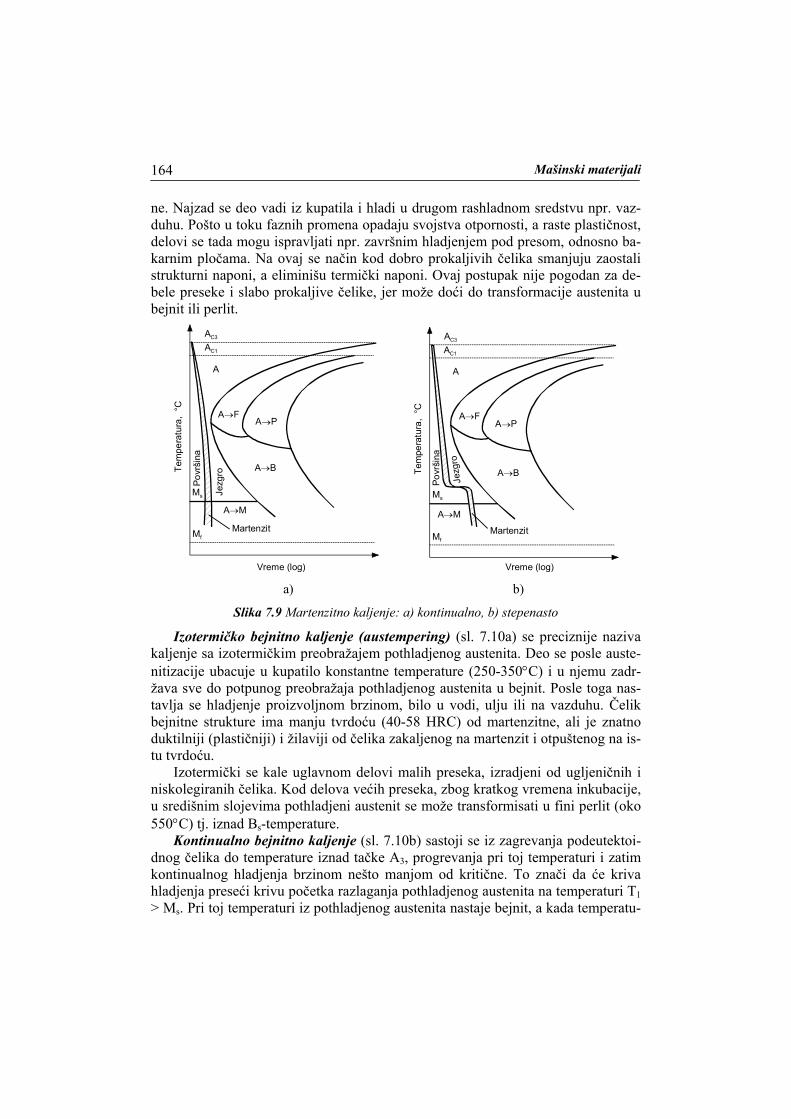
Kontinualno (obično) kaljenje (sl. 7.9a) izvodi se neprekidnim hladjenjem komada iz austenitnog područja do temperature ispod martenzitne promene Ms. Br-zina hladjenja se bira tako da se spreči difuziona promena austenita sve do tempe-rature martenzitnog preobražaja, gde on potpuno ili delimično prelazi u martenzit.
Stepenasto martenzitno kaljenje (martempering) (sl. 7.9b) se primenjuje kod ugljeničnih čelika tankih preseka (10-12 mm) ili malih prečnika 8-10 mm. Suština je u promeni brzine hladjenja na temperaturi nešto iznad Ms. Posredno sredstvo za hladjenje je kada sa rastopom soli2 konstantne temperature. U stvari deo se ubacuje u kadu temperature nešto iznad Ms, tu se hladi i zadržava do izravnanja temperatu-re po celom preseku, ali ne predugo jer mogu početi difuzione izotermičke prome-
1 Početni oblik cementita zadržava se i posle kaljenja; zato je korisno prethodno sferoidalno žarenje koje cementit prevodi iz lamelarnog u žilaviji globularni oblik. 2 Rastop šalitre (KNO3), čilske šalitre (NaNO3) ili njihove mešavine (1:1).
Mašinski materijali
164
ne. Najzad se deo vadi iz kupatila i hladi u drugom rashladnom sredstvu npr. vaz-duhu. Pošto u toku faznih promena opadaju svojstva otpornosti, a raste plastičnost, delovi se tada mogu ispravljati npr. završnim hladjenjem pod presom, odnosno ba-karnim pločama. Na ovaj se način kod dobro prokaljivih čelika smanjuju zaostali strukturni naponi, a eliminišu termički naponi. Ovaj postupak nije pogodan za de-bele preseke i slabo prokaljive čelike, jer može doći do transformacije austenita u bejnit ili perlit.
Tem
pera
tura
, °C
AC3
AC1
A
Ms
MfMartenzit
A→FA→P
A→B
A→M
Vreme (log)
Povr
šina
Jezg
ro
Tem
pera
tura
, °C
AC3
AC1
A
Ms
MfMartenzit
A→FA→P
A→B
A→M
Vreme (log)
Jezg
ro
Povr
šina
a) b)
Slika 7.9 Martenzitno kaljenje: a) kontinualno, b) stepenasto
Izotermičko bejnitno kaljenje (austempering) (sl. 7.10a) se preciznije naziva kaljenje sa izotermičkim preobražajem pothladjenog austenita. Deo se posle auste-nitizacije ubacuje u kupatilo konstantne temperature (250-350°C) i u njemu zadr-žava sve do potpunog preobražaja pothladjenog austenita u bejnit. Posle toga nas-tavlja se hladjenje proizvoljnom brzinom, bilo u vodi, ulju ili na vazduhu. Čelik bejnitne strukture ima manju tvrdoću (40-58 HRC) od martenzitne, ali je znatno duktilniji (plastičniji) i žilaviji od čelika zakaljenog na martenzit i otpuštenog na is-tu tvrdoću.
Izotermički se kale uglavnom delovi malih preseka, izradjeni od ugljeničnih i niskolegiranih čelika. Kod delova većih preseka, zbog kratkog vremena inkubacije, u središnim slojevima pothladjeni austenit se može transformisati u fini perlit (oko 550°C) tj. iznad Bs-temperature.
Kontinualno bejnitno kaljenje (sl. 7.10b) sastoji se iz zagrevanja podeutektoi-dnog čelika do temperature iznad tačke A3, progrevanja pri toj temperaturi i zatim kontinualnog hladjenja brzinom nešto manjom od kritične. To znači da će kriva hladjenja preseći krivu početka razlaganja pothladjenog austenita na temperaturi T1 > Ms. Pri toj temperaturi iz pothladjenog austenita nastaje bejnit, a kada temperatu-

Termička obrada čelika (TO)
165
ra opadne do Ms, samo će se preostali deo austenita transformisati u martenzit. Ovaj vid kaljenja moguć je jedino za neke čelike čiji KH dijagram ima istureno ko-leno slično onom kao na slici (sl. 7.10b).
Tem
pera
tura
, °C
AC3
AC1
A
Ms
Mf Martenzit
A→F A→P
A→B
A→M
Vreme (log)
Ferit + perlit (krupni)
Ferit + perlit (sitni)
Gornji bejnit
Donji bejnitPovr
šina
Jezg
ro
Vreme (log)
Ms
Mf
A→B
A→PA→F
A
AC1
AC3
Tem
pera
tura
, °C
T1
Bejnit + martenzitPo
vrši
na Jezg
ro
a) b)
Slika 7.10 Bejnitno kaljenje: a) izotermičko, b) kontinualno
Prekidno kaljenje se izvodi zagrevanjem predmeta do temperature kaljenja, pa njegovim hladjenjem u dva rashladna sredstva; najpre u vodi dok se ne ohladi do oko 300ºC, a posle vadjenja iz vode deo se dalje hladi sa 300°C do 20°C u ulju ili na vazduhu. Ovo je varijanta stepenastog kaljenja koja se može primeniti i za veće preseke, pošto je brzina hladjenja u vodi velika pa se za kratko vreme izjednačava temperatura i kod velikih preseka, a da ne nastupi bejnitna promena. Ovaj postupak kaljenja zahteva veliko iskustvo kalioca i pažljiv rad, budući da je teško proceniti trenutak kada je predmet već pothladjen do 300°C. Prekidno kaljenje omogućuje da se deformacije delova pri kaljenju svedu na minimum, izbegnu prsline i dimen-zijske greške.
7.1.3 Otpuštanje
Kao što je već rečeno, martenzit je suviše krt da bi se čelični delovi sa takvom strukturom mogli uspešno primeniti u mašinstvu. Osim toga, u njima zaostaju zna-tni unutrašnji naponi. Zato se uvek posle kaljenja, izvodi naknadno zagrevanje i sporo hladjenje - otpuštanje. Tako se npr. kod čelika sa 0.3% C posle otpuštanja na 550ºC zaostali naponi smanjuju sa 600 na 80 MPa.
Martenzitna struktura kao presićena, tj. neravnotežna i nestabilna, može se odr-žati na normalnim temperaturama samo zahvaljujući maloj pokretljivosti atoma. Inače, pri tome je prisutna opšta težnja da se ovakva veštački stvorena struktura ra-
Mašinski materijali
166
spadne u smislu ponovnog približavanja ravnotežnoj strukturi koja odgovara sadr-žaju ugljenika (pre svega, postoji težnja da atomi ugljenika putem difuzije izadju iz presićene tetragonalne rešetke i formiraju posebnu cementitnu fazu).
Ako se okaljeni (zakaljen) čelik zagreva, aktivira se difuzija atoma, posebno ugljenika utoliko više, ukoliko je temperatura zagrevanja viša i duže vreme držanja na toj temperaturi. Ovakav proces termičke obrade, tj. naknadnog zagrevanja do is-pod kritične temperature A1, držanja kraće vreme na toj temperaturi i zatim laganog hladjenja (na primer, na mirnom vazduhu), naziva se otpuštanje. Brzina hladjenja posle zagrevanja znatno utiče na zaostale napone; što je ta brzina manja, niži će biti naponi. Brzo hladjenje u vodi sa 600ºC stvara nove termičke napone.
Otpusna krtost
Zapaženo je, da kod nekih čelika koji su legirani sa Mn ili Cr, odnosno sa Cr-Mn ili Cr-Ni, pri otpuštanju, može doći do nastanka štetne pojave tzv. "otpusne krtosti" (porast tvrdoće, opadanje žilavosti i istegljivosti). Treba izbegavati otpuš-tanje sa temperatura koje dovode do povećanja tvrdoće, pa čak i otpuštanje sa viših temperatura. U slučajevima da se otpuštanje izvodi na višim temperaturama prepo-ručuje se brzo hladjenje kroz kritičnu oblast temperatura, tj. pothladivanje, čime se sprečava difuzija kao bitan faktor nastanka otpusne krtosti.
Za neke klase čelika pad žilavosti moguće je uočiti i metalografskim metoda-ma, prema zadebljanju granica zrna. Metalurška mera kojom se otpusna krtost mo-že sprečiti je legiranje alatnih čelika molibdenom (do 0.6%), volframom (do 1.5%), kao i niobijumom. Pri otpuštanju ovi elementi imaju pozitivne efekte, jer koče se-gregaciju. Suprotno tome, ugljenik i fosfor doprinose pojavi krtosti otpuštanja. Pretpostavka je da negativno dejstvo fosfora počinje već i kod sasvim malih količi-na (oko 0.005% P). Uticaj fosfora povezan je sa njegovom izraženom sklonošću ka pojavi segregacije. Takodje, o vrlo bitnom uticaju fosfora na ovu pojavu govori i činjenica da su karbidi, izdvojeni iz čelika u krtom stanju, bogatiji fosforom od karbida izdvojenih iz čelika koji poseduje normalnu žilavost. Pomenuta pojava pa-da žilavosti je reverzibilna, što znači da će se ponovo ispoljiti pri naknadnom za-grevanju iznad kritične temperaturske oblasti i pri laganom hladjenju.
Takodje je utvrdjeno, prema najnovijim istraživanjima, da segregacija fosfora po granicama zrna predstavlja osnovni razlog povećanja sklonosti ka interkristal-nom krtom lomu. Utvrdjeno je da i Si i Mn ubrzavaju segregaciju fosfora, što znači da se smanjenjem koncentracije P, Mn i Si umanjuje sklonost ka otpusnoj krtosti. Medjutim, u praksi je teško smanjiti P ispod odredjenog nivoa (npr. ispod 0.015%), dok bi suviše veliko smanjenje Mn imalo druge nepovoljne posledice. Zato se se-gregacija P sprečava dodatkom Mo. Veliki efekti se, takodje, postižu dodatkom malih količina B (≈ 0.0003%) i Nb, koji segregiraju po granicama zrna i povećava-ju njihovu kohezionu jačinu i tako kompenzuju smanjenje kohezione jačine koje izaziva fosfor.
Osetljivost materijala prema otpusnoj krtosti može se utvrditi ispitivanjem udarne žilavosti čelika u širokom temperaturskom dijapazonu, kao i utvrdjivanjem

Termička obrada čelika (TO)
167
prelazne temperature čelika iz žilavog u krti lom. Sklonost različitih vrsta čelika prema otpusnoj krtosti zavisi u najvećoj meri od njihovog hemijskog sastava, nači-na proizvodnje i primarne ili metalurške prerade (vidi glavu 8).
Zavisno od temperature zagrevanja pri otpuštanju ugljeničnih čelika, razlikuju se: nisko, srednje i visoko otpuštanje (sl. 7.11).
Ms
Mf
Martenzit 65HRC
Otpuštenimartenzit
Austenit
Tem
pera
tura
, °C
10210 103 104 105 106
700
600
500
400
300
200
100
0
∼750
∼500
∼250
SorbitVisoko otpuštanje
TrustitSrednje otpuštanje
MartenzitNisko otpuštanje
Vreme, (logt), s
Slika 7.11 Kaljenje i otpuštanje prikazano u KH dijagramu
Nisko otpuštanje izvodi se pri temperaturi 150-250°C i vremenu 1-45 h, pri čemu tetragonalni martezit prelazi u kubni. Sopstveni naponi nastali pri kaljenju opadaju uz neznatno poboljšanje plastičnosti i održavanje visoke tvrdoće, jačine i otpornosti na habanje. Uglavnom se koristi za alate, opruge, kontrolnike. Isto tako, nisko se otpuštaju delovi posle površinskog kaljenja, cementacije, cijanizacije ili karbonitriranja.
Srednje otpuštanje izvodi se progrevanjem (2 min/mm) pri 350-500°C i zatim hladjenjem u vodi. Time jačina i napon tečenja ostaju isti kao i posle kaljenja, ali raste granica elastičnosti, otpornost na relaksaciju i dinamička izdržljivost (zbog pojave spoljašnjih pritiskujućih napona pri hladjenju u vodi). Zato se na ovaj način otpuštaju delovi kao što su opruge (lisnate, zavojne), poluge za balansiranje, matri-ce i sl.
Visoko otpuštanje izvodi se na temperaturi iznad 500°C, ali ispod kritične tem-perature Ac1. Cilj je da se postigne najbolja duktilnost i žilavost. Kaljenje i visoko otpuštanje zajedno se nazivaju poboljšanje. U poredjenju sa čelikom u normalizo-vanom ili žarenom stanju, kaljenje praćeno visokim otpuštanjem dovodi do istov-remenog povećanja jačine i napona tečenja, istegljivosti, suženja i naročito udarne žilavosti (tab. 7. 2). Pošto se sve osobine popravljaju, to se termička obrada kalje-nje + visoko otpuštanje zove poboljšanje. U tom smislu postoji i posebna grupa ug-ljeničnih (0.25-0.60% C) i niskolegiranih čelika pod nazivom čelici za poboljšanje. Kod ugljeničnih čelika debljih preseka (preko 16 mm) ne može se ostvariti potpuno prokaljivanje; niskolegirani čelici su u tom pogledu povoljniji. Za ocenu prokalji-vosti koristi se čeono hladjenje vodom prethodno austenitiziranog cilindričnog

Mašinski materijali
168
uzorka-Džomini proba. Kriterijum za ocenu dubine prokaljivanja jeste rastojanje od čela uzorka pa do tačke u kojoj je posle kaljenja, ostvarena polu-martenzitna struktura1 (50%M + 50% B). Piše se npr. I50 = 24 mm, što znači da je na rastojanju od 24 mm izmerena tvrdoća od 50 HRC, koja za ugljenični čelik sa 0.57% C odgo-vara strukturi 50% M + 50% B.
Termička obrada - poboljšanje izvodi se u železarama na proizvodima kao što su limovi, šipke, otkovci, i na delovima koji se mašinski obradjuju da bi se pre te obrade smanjila tvrdoća.
Kao što je već spomenuto kod nekih vrsta legiranih čelika može pri otpuštanju doći i do pojave tzv. otpusne krtosti, tj. izvesnog pada žilavosti zbog raspadanja zaostalog austenita. Ovo se dogadja u jednoj odredjenoj temperaturnoj zoni i može se izbeći dodavanjem odgovarajućih legirajućih elemenata, kao npr. molibdena kod kovačkih alata (matrica za kovanje u kalupima). Tablica 7.2 Uporedne karakteristike čelika u žarenom, kaljenom i otpuštenom stanju
Termička obrada Rm, MPa
Rp, MPa
A5, %
Z, %
KCV, J/cm2
Žarenje na 880ºC 550 350 20 52 90
Kaljenje u vodi sa 880ºC i otpuštanje pri 300º 1100 700 12 35 30
Isto sa otpuštanjem pri 600ºC 620 430 22 55 140
U zaključku ovog razmatranja može se reći da se kaljenje izvodi tako što se najpre dovoljno brzim hladjenjem čelika, zagrejanog do austenitnog područja, do-bije u njemu martenzitna struktura. Ona se zatim naknadnim otpuštanjem prevodi u jednu od željenih struktura, koju u osnovi karakteriše feritna i cementitna faza. Za-visno od namene čeličnog dela, ovo otpuštanje se može uopšte izvoditi na različi-tim temperaturama i time postići željena mehanička svojstva (tvrdoća, čvrstoća, ži-lavost, ...). Budući da je ovaj proces otpuštanja relativno dugotrajan, on se može bez teškoća tačno regulisati i time pouzdano doći do željenog rezultata, za razliku od eventualnog dobijanja sličnih struktura putem hladjenja austenita brzinom ma-njom od kritične (kada bi praktično bilo znatno teže voditi proces hladjenja odred-jenom brzinom, s obzirom na njegovo relativno kratko trajanje, teškoće u vezi sa prilagodjavanjem dimenzijama delova i dr.). Sem toga, oblik cementita u struktu-rama otpuštanja znatno je povoljniji, jer obezbedjuje veću plastičnost.
Kod srednjeg otpuštanja odvija se dakle difuzija atoma ugljenika i stvaranje cementita, tako da rezultat čitavog procesa za neki odredjen čelik zavisi od tempe- 1 Polu-martenzitna zona se uzima kao kriterijum za ocenu prokaljivosti, budući da se ona može lako ustanoviti pomoću metalografskog mikroskopa ili još lakše merenjem tvrdoće na probnom uzorku. Tvrdoća polu-martenzitne strukture iznosi 25 HRC za ugljenični čelik sa 0.15-0.22% C, odnosno 50 HRC za ugljenični čelik sa 0.53 do 0.62% C.

Termička obrada čelika (TO)
169
rature i vremena otpuštanja. To znači da se načelno isti efekat otpuštanja može pos-tići pri višoj temperaturi a kraćem vremenu, kao i na nižoj temperaturi i dovoljno dugom vremenu. Medjutim, praktično prihvatljiva i ekonomski opravdana vremena se kreću obično od 0.5-2 časa, tako da se tome prilagodjavaju i temperature otpuš-tanja. Zajednički efekat temperature i vremena na tvrdoću ugljeničnih čelika može se proceniti pomoću izraza ( log )P T M t= + , gde je: T - apsolutna temperatura otpuštanja (uzima se u granicama od 570 do 920 K), 15.6 5.6 %M C= − ⋅ , t - vreme otpuštanja od 1 do 24 h i C- sadržaj ugljenika u čeliku.
Najpreciznije se temperatura može kontrolisati pri otpuštanju u tečnom kupati-lu (sonom, olovnom, sa vrelim uljem). Nešto teže je regulisanje temperature pri ot-puštanju u industrijskim pećima.
Taložno kaljenje (precipitaciono, disperziono otvrdnjavanje)
Neki metali kao npr. austenitni čelici ili neželezni metali koji nemaju alotrop-ske modifikacije već samo promenljivu rastvorljivost u čvrstom stanju, mogu biti podvrgnuti disperzionom otvrdnjavanju. Ovaj postupak predstavlja povezivanje te-hnoloških operacija presićenja i starenja.
Presićenje se zasniva na zagrevanju legure do temperature 30-50°C iznad gra-nične rastvorljivosti (temperatura Tp za leguru I na sl. 7.12), zadržavanju na toj temperaturi i zatim brzom hladjenju. Tom prilikom rastvaraju se istaloženi sastojci npr. tercijarni cementit kod niskougljeničnih čelika, i legura kao rezultat presićenja dobija jednofaznu strukturu. Svojstva otpornosti čelika (Rp, Rm) posle presićenja neznatno se menjaju, ali se povećavaju svojstva plastičnosti, zbog prelaska dvofa-zne (α + β) strukture u monofaznu strukturu (α).
Starenje (veštačko) se sastoji u zagrevanju prethodno presićene legure do tem-perature niže od granične rastvorljivosti, držanju na toj temperaturi i hladjenju. U toku starenja dolazi do izlučivanja viška sastojka iz presićenog čvrstog rastvora, u
obliku faze visoke disperzije. Starenje dovodi do ojačanja koje se ispoljava pora-stom svojstava otpornosti i smanjenjem svojstava plastičnosti. Ako se starenje odvija i na temperaturi okoline, onda je reč o prirodnom starenju.
Starenje može biti i nepoželjan pro-ces, kao npr. kod limova za duboko izvlačenje ili kotlovskih limova, jer dovodi do pada svojstava plastičnosti i porasta krtosti. Isto tako, kod zavarenih spojeva izlučivanje nitrida gvoždja (Fe2N i Fe4N) po granicama metalnih zrna (prirodno starenje) izaziva pad duktilnosti i žilavosti, tj. svojstava plastičnosti.
Koncentracija B, %A I
Tem
pera
tura
Tp
Rastop (R)
αR + α
Slika 7.12 Ravnotežni dijagram sa ograničenom rastvorljivošću elementa B u elementu A

Mašinski materijali
170
7.2 Termička obrada ispod nule
7.2.1 Kaljenje na niskim temperaturama
Pri razmatranju procesa martenzitnog preobražaja u toku kaljenja ukazano je da temperatura završetka formiranja martenzita kod nekih čelika leži ispod normalnih temperatura. Tako je, na primer, za slučaj eutektoidnog čelika ona bila Mf ≈ -50°C. To istovremeno znači da pri uobičajenom kaljenju do normalnih temperatura, u če-liku zaostaje nešto austenita (količina zaostalog austenita zavisi od sastava čelika i raste sa porastom sadržaja ugljenika). Ukoliko se, dakle, želi preobražaj i ove koli-čine austenita, potrebno je izvoditi hladjenje sve do temperature Mf ( obično -30°C do -60°C). Na tom principu se zasniva mogućnost termičke obrade čelika na sniže-nim temperaturama ili kako se još kaže subnultim tretmanom, odnosno najkraće re-čeno zamrzavanjem.
Medjutim, hladjenje do ovih temperatura se ne mora izvoditi direktno iz auste-nitnog područja, već se čelik može najpre ohladiti do normalne temperature i tek naknadno hladiti do nižih temperatura.
Ovim postupkom (koji, inače, nije u naročito širokoj primeni) postiže se odgo-varajuće povećanje tvrdoće i bolja stabilizacija strukture, smanjuju se unutrašnji strukturni naponi i time umanjuje sklonost ka spontanoj promeni specifične zapre-mine u toku vremena (tzv. starenje), što je u nekim slučajevima veoma značajno. Na primer, pri izradi preciznih mernih alata potrebno je ostvariti dimenzijsku sta-bilnost, koja neće biti poremećena u toku vremena, pa se oni često kale na niskim temperaturama.
Inače, čitav postupak termičke obrade na sniženim temperaturama ograničen je na čelike sa većim sadržajem ugljenika (> 0.5% C), jer je količina zaostalog auste-nita u niskougljeničnim čelicima neznatna, pa i eventualno hladjenje do niskih temperatura ne bi imalo efekta. Stoga se najčešće ovako obradjuju visoko-ugljenični i legirani alatni čelici, a takodje i neki konstrukcioni (naročito legirani čelici za cementaciju - radi povećanja tvrdoće cementiranog sloja posle kaljenja).
Za postizanje niskih temperatura do -78°C može se upotrebiti CO2 u čvrstom stanju ("suvi led"), a za postizanje još niže temperature do oko -180°C tečni vazduh ili tečni azot. Medjutim, za većinu čelika temperatura kraja martenzitnog preobra-žaja Mf nije ispod -80°C, tako da se uglavnom može koristiti prvo sredstvo.
Na osnovu svega rečenog, proizilazi da se pri termičkoj obradi čelika na sniže-nim temperaturama povećava količina martenzita u strukturi, što dovodi, pre svega, do: • povećanja tvrdoće, • povećanja zapremine i • stabilizacije dimenzija.

Termička obrada čelika (TO)
171
Na kraju ovog poglavlja o termičkoj obradi date su neke osnovne fizičke i me-haničke karakteristike gvoždja i ugljenika, kao i cementita i čvrstih rastvora koje ova dva elementa obrazuju i najzad strukture koje nastaju kako u ravnotežnim tako i u neravnotežnim uslovima hladjenja (tab. 7.3). Tablica 7.3 Osobine strukturnih sastojaka sistema Fe-C
Sastojci, oznaka Gustina, g/cm3
Rm, MPa
A5, % Tvrdoća, HB
Gvoždje, Fe 7.874 295 50 50-60 Ferit, α 7.86 295 40 80 Austenit, γ 8.06 740 50 200 Cementit, Cm 7.66 295 0 900 Grafit, Gr 2.22 19.5 0 < 1 Perlit, P 7.85 740 8 200 Ledeburit, L - - - 450 Perlit-sitni, P - 940 - 250 Bejnit, B - 1285 20 400 Martenzit, M 7.74 1485 0 700
7.3 Sredstva za zagrevanje i hladjenje pri termičkoj obradi
7.3.1 Sredstva za zagrevanje
Za zagrevanje čelika pri termičkoj obradi najviše se upotrebljavaju specijalne peći. One se zagrevaju električnim otporom - efektom R·I2 ili indukcijom, odnosno sagorevanjem čvrstih, tečnih i gasovitih goriva. Pri tome se toplota predaje direkt-no preko gasa koji okružuje delove (konvekcijom) ili zračenjem. Zagrevanje se u nekim redjim slučajevima obavlja i u vakuumskim pećima i tada se toplota predaje zračenjem. Peći na čvrsta goriva imaju rešetke (rostove) na kojima sagoreva čvrsto gorivo (ćumur, ugalj), a peći na tečna i gasovita goriva opremljene su posebnim uredjajima za raspršivanje goriva-gorionicima.
Peći za zagrevanje pri termičkoj obradi mogu biti veoma različite po konstruk-ciji, usled čega imaju različite nazive kao što su: komorne, jamske, dubinske, rota-cione, nagibne, kombinovane, protočne itd. Medjutim, one se prema konstrukcio-nom izvodjenju obično razvrstavaju na:
Mašinski materijali
172
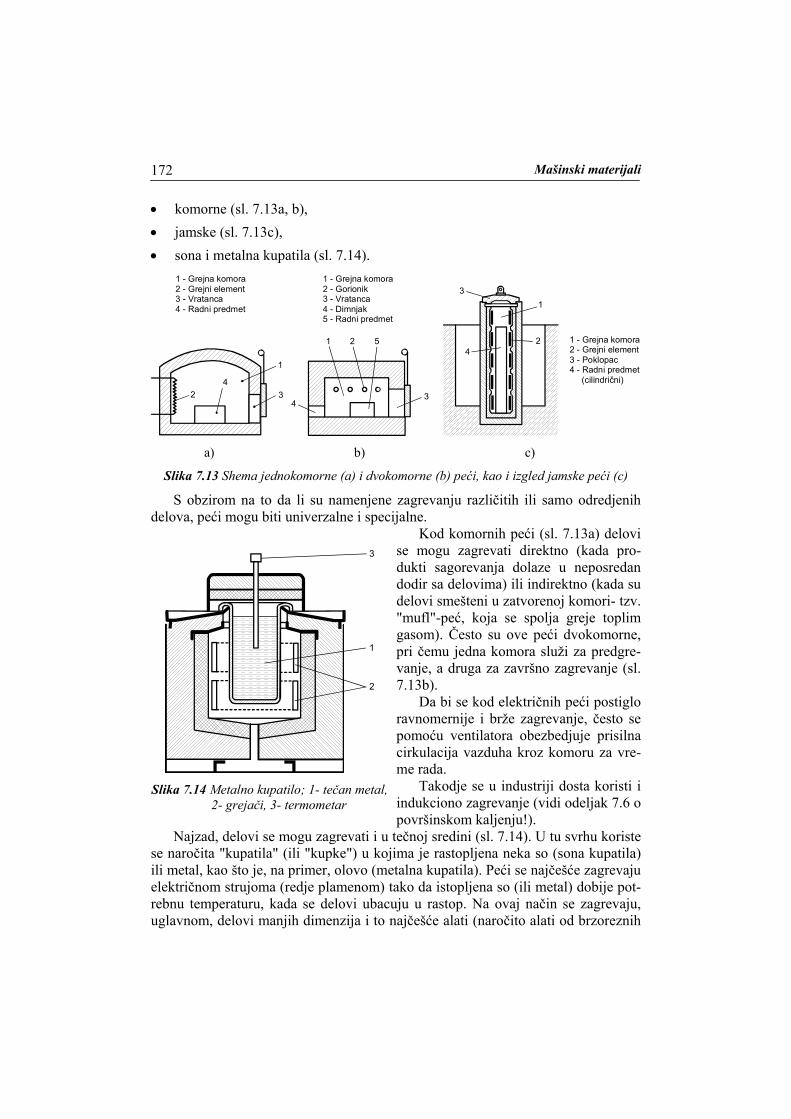
• komorne (sl. 7.13a, b), • jamske (sl. 7.13c), • sona i metalna kupatila (sl. 7.14).
1
2
3
41 - Grejna komora2 - Grejni element3 - Poklopac4 - Radni predmet (cilindrični)
1 - Grejna komora2 - Grejni element3 - Vratanca4 - Radni predmet
432
1
4
1 2 5
3
1 - Grejna komora2 - Gorionik3 - Vratanca4 - Dimnjak5 - Radni predmet
a) b) c)
Slika 7.13 Shema jednokomorne (a) i dvokomorne (b) peći, kao i izgled jamske peći (c)
S obzirom na to da li su namenjene zagrevanju različitih ili samo odredjenih delova, peći mogu biti univerzalne i specijalne.
Kod komornih peći (sl. 7.13a) delovi se mogu zagrevati direktno (kada pro-dukti sagorevanja dolaze u neposredan dodir sa delovima) ili indirektno (kada su delovi smešteni u zatvorenoj komori- tzv. "mufl"-peć, koja se spolja greje toplim gasom). Često su ove peći dvokomorne, pri čemu jedna komora služi za predgre-vanje, a druga za završno zagrevanje (sl. 7.13b).
Da bi se kod električnih peći postiglo ravnomernije i brže zagrevanje, često se pomoću ventilatora obezbedjuje prisilna cirkulacija vazduha kroz komoru za vre-me rada.
Takodje se u industriji dosta koristi i indukciono zagrevanje (vidi odeljak 7.6 o površinskom kaljenju!).
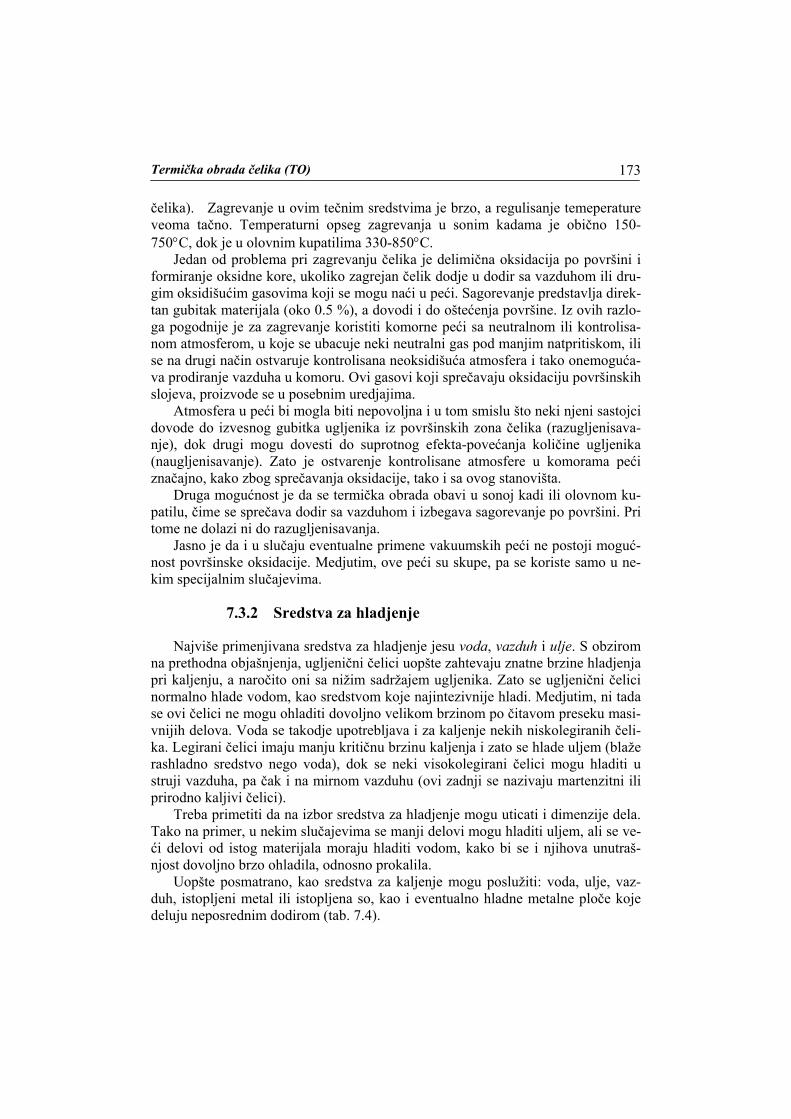
Najzad, delovi se mogu zagrevati i u tečnoj sredini (sl. 7.14). U tu svrhu koriste se naročita "kupatila" (ili "kupke") u kojima je rastopljena neka so (sona kupatila) ili metal, kao što je, na primer, olovo (metalna kupatila). Peći se najčešće zagrevaju električnom strujoma (redje plamenom) tako da istopljena so (ili metal) dobije pot-rebnu temperaturu, kada se delovi ubacuju u rastop. Na ovaj način se zagrevaju, uglavnom, delovi manjih dimenzija i to najčešće alati (naročito alati od brzoreznih
3
1
2
Slika 7.14 Metalno kupatilo; 1- tečan metal, 2- grejači, 3- termometar
Termička obrada čelika (TO)
173
čelika). Zagrevanje u ovim tečnim sredstvima je brzo, a regulisanje temeperature veoma tačno. Temperaturni opseg zagrevanja u sonim kadama je obično 150-750°C, dok je u olovnim kupatilima 330-850°C.
Jedan od problema pri zagrevanju čelika je delimična oksidacija po površini i formiranje oksidne kore, ukoliko zagrejan čelik dodje u dodir sa vazduhom ili dru-gim oksidišućim gasovima koji se mogu naći u peći. Sagorevanje predstavlja direk-tan gubitak materijala (oko 0.5 %), a dovodi i do oštećenja površine. Iz ovih razlo-ga pogodnije je za zagrevanje koristiti komorne peći sa neutralnom ili kontrolisa-nom atmosferom, u koje se ubacuje neki neutralni gas pod manjim natpritiskom, ili se na drugi način ostvaruje kontrolisana neoksidišuća atmosfera i tako onemoguća-va prodiranje vazduha u komoru. Ovi gasovi koji sprečavaju oksidaciju površinskih slojeva, proizvode se u posebnim uredjajima.
Atmosfera u peći bi mogla biti nepovoljna i u tom smislu što neki njeni sastojci dovode do izvesnog gubitka ugljenika iz površinskih zona čelika (razugljenisava-nje), dok drugi mogu dovesti do suprotnog efekta-povećanja količine ugljenika (naugljenisavanje). Zato je ostvarenje kontrolisane atmosfere u komorama peći značajno, kako zbog sprečavanja oksidacije, tako i sa ovog stanovišta.
Druga mogućnost je da se termička obrada obavi u sonoj kadi ili olovnom ku-patilu, čime se sprečava dodir sa vazduhom i izbegava sagorevanje po površini. Pri tome ne dolazi ni do razugljenisavanja.
Jasno je da i u slučaju eventualne primene vakuumskih peći ne postoji moguć-nost površinske oksidacije. Medjutim, ove peći su skupe, pa se koriste samo u ne-kim specijalnim slučajevima.
7.3.2 Sredstva za hladjenje
Najviše primenjivana sredstva za hladjenje jesu voda, vazduh i ulje. S obzirom na prethodna objašnjenja, ugljenični čelici uopšte zahtevaju znatne brzine hladjenja pri kaljenju, a naročito oni sa nižim sadržajem ugljenika. Zato se ugljenični čelici normalno hlade vodom, kao sredstvom koje najintezivnije hladi. Medjutim, ni tada se ovi čelici ne mogu ohladiti dovoljno velikom brzinom po čitavom preseku masi-vnijih delova. Voda se takodje upotrebljava i za kaljenje nekih niskolegiranih čeli-ka. Legirani čelici imaju manju kritičnu brzinu kaljenja i zato se hlade uljem (blaže rashladno sredstvo nego voda), dok se neki visokolegirani čelici mogu hladiti u struji vazduha, pa čak i na mirnom vazduhu (ovi zadnji se nazivaju martenzitni ili prirodno kaljivi čelici).
Treba primetiti da na izbor sredstva za hladjenje mogu uticati i dimenzije dela. Tako na primer, u nekim slučajevima se manji delovi mogu hladiti uljem, ali se ve-ći delovi od istog materijala moraju hladiti vodom, kako bi se i njihova unutraš-njost dovoljno brzo ohladila, odnosno prokalila.
Uopšte posmatrano, kao sredstva za kaljenje mogu poslužiti: voda, ulje, vaz-duh, istopljeni metal ili istopljena so, kao i eventualno hladne metalne ploče koje deluju neposrednim dodirom (tab. 7.4).
Mašinski materijali
174
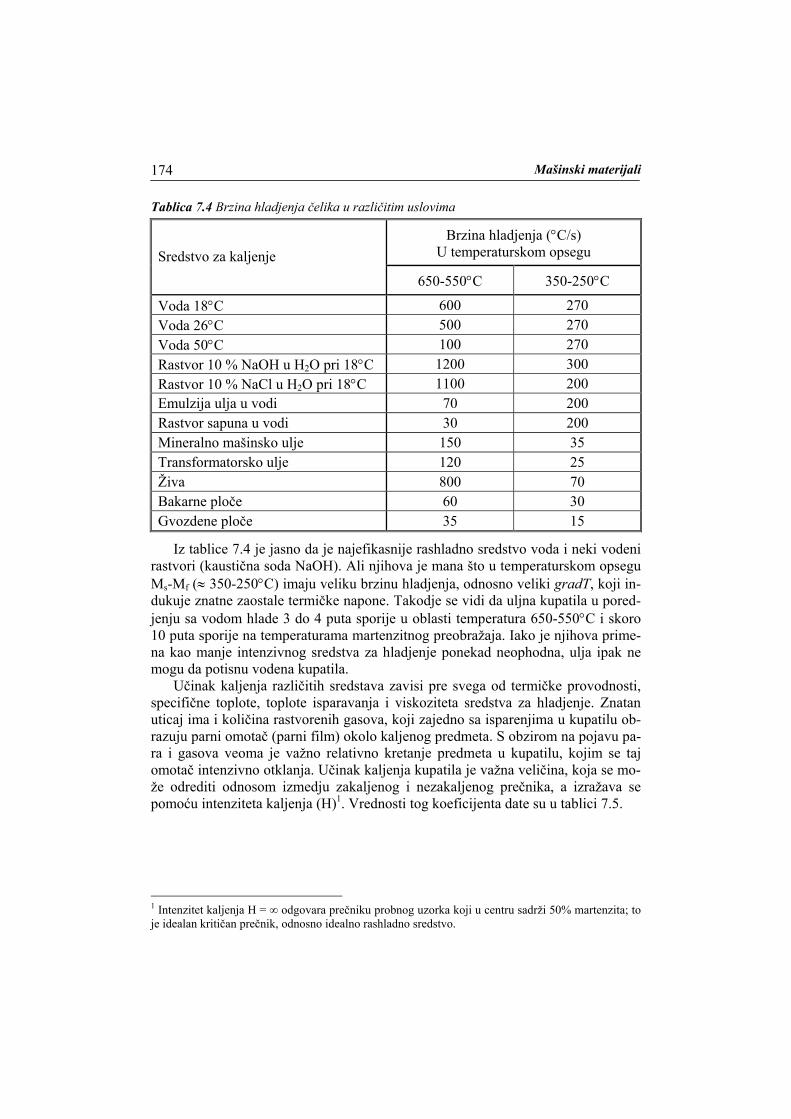
Tablica 7.4 Brzina hladjenja čelika u različitim uslovima
Brzina hladjenja (°C/s) U temperaturskom opsegu Sredstvo za kaljenje
650-550°C 350-250°C
Voda 18°C 600 270 Voda 26°C 500 270 Voda 50°C 100 270 Rastvor 10 % NaOH u H2O pri 18°C 1200 300 Rastvor 10 % NaCl u H2O pri 18°C 1100 200 Emulzija ulja u vodi 70 200 Rastvor sapuna u vodi 30 200 Mineralno mašinsko ulje 150 35 Transformatorsko ulje 120 25 Živa 800 70 Bakarne ploče 60 30 Gvozdene ploče 35 15
Iz tablice 7.4 je jasno da je najefikasnije rashladno sredstvo voda i neki vodeni rastvori (kaustična soda NaOH). Ali njihova je mana što u temperaturskom opsegu Ms-Mf (≈ 350-250°C) imaju veliku brzinu hladjenja, odnosno veliki gradT, koji in-dukuje znatne zaostale termičke napone. Takodje se vidi da uljna kupatila u pored-jenju sa vodom hlade 3 do 4 puta sporije u oblasti temperatura 650-550°C i skoro 10 puta sporije na temperaturama martenzitnog preobražaja. Iako je njihova prime-na kao manje intenzivnog sredstva za hladjenje ponekad neophodna, ulja ipak ne mogu da potisnu vodena kupatila.
Učinak kaljenja različitih sredstava zavisi pre svega od termičke provodnosti, specifične toplote, toplote isparavanja i viskoziteta sredstva za hladjenje. Znatan uticaj ima i količina rastvorenih gasova, koji zajedno sa isparenjima u kupatilu ob-razuju parni omotač (parni film) okolo kaljenog predmeta. S obzirom na pojavu pa-ra i gasova veoma je važno relativno kretanje predmeta u kupatilu, kojim se taj omotač intenzivno otklanja. Učinak kaljenja kupatila je važna veličina, koja se mo-že odrediti odnosom izmedju zakaljenog i nezakaljenog prečnika, a izražava se pomoću intenziteta kaljenja (H)1. Vrednosti tog koeficijenta date su u tablici 7.5.
1 Intenzitet kaljenja H = ∞ odgovara prečniku probnog uzorka koji u centru sadrži 50% martenzita; to je idealan kritičan prečnik, odnosno idealno rashladno sredstvo.
Termička obrada čelika (TO)
175
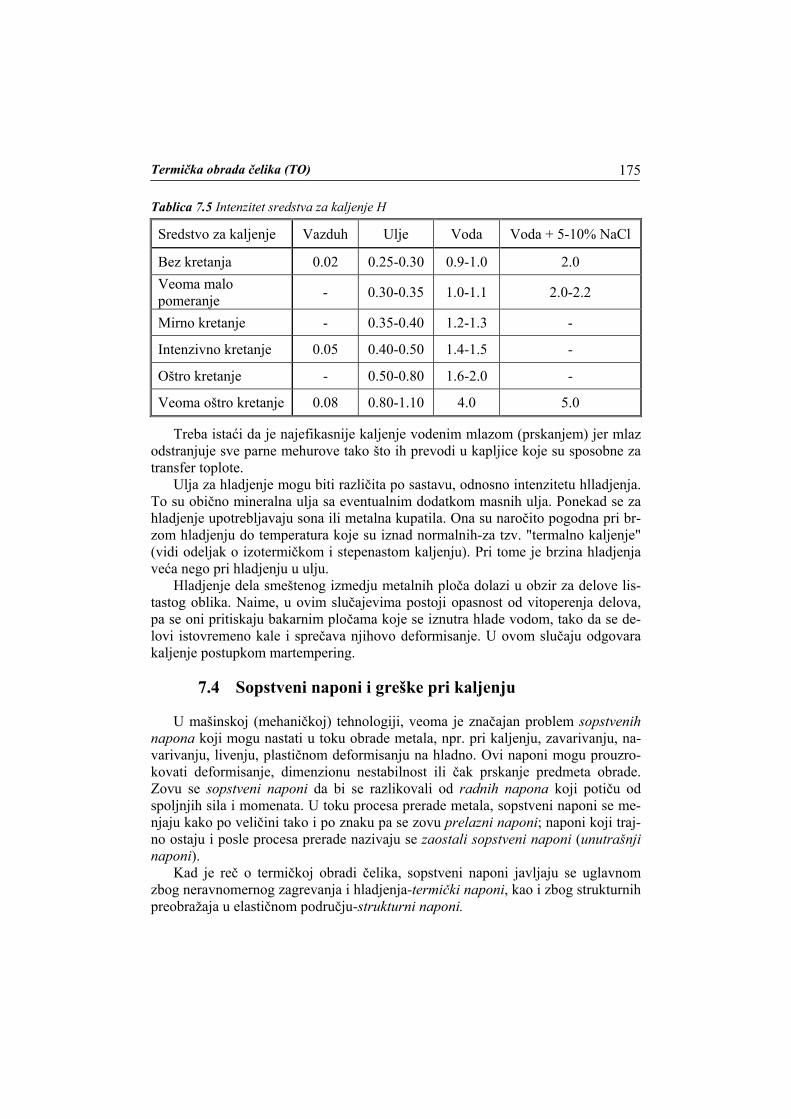
Tablica 7.5 Intenzitet sredstva za kaljenje H
Sredstvo za kaljenje Vazduh Ulje Voda Voda + 5-10% NaCl
Bez kretanja 0.02 0.25-0.30 0.9-1.0 2.0 Veoma malo pomeranje - 0.30-0.35 1.0-1.1 2.0-2.2
Mirno kretanje - 0.35-0.40 1.2-1.3 -
Intenzivno kretanje 0.05 0.40-0.50 1.4-1.5 -
Oštro kretanje - 0.50-0.80 1.6-2.0 -
Veoma oštro kretanje 0.08 0.80-1.10 4.0 5.0
Treba istaći da je najefikasnije kaljenje vodenim mlazom (prskanjem) jer mlaz odstranjuje sve parne mehurove tako što ih prevodi u kapljice koje su sposobne za transfer toplote.
Ulja za hladjenje mogu biti različita po sastavu, odnosno intenzitetu hlladjenja. To su obično mineralna ulja sa eventualnim dodatkom masnih ulja. Ponekad se za hladjenje upotrebljavaju sona ili metalna kupatila. Ona su naročito pogodna pri br-zom hladjenju do temperatura koje su iznad normalnih-za tzv. "termalno kaljenje" (vidi odeljak o izotermičkom i stepenastom kaljenju). Pri tome je brzina hladjenja veća nego pri hladjenju u ulju.
Hladjenje dela smeštenog izmedju metalnih ploča dolazi u obzir za delove lis-tastog oblika. Naime, u ovim slučajevima postoji opasnost od vitoperenja delova, pa se oni pritiskaju bakarnim pločama koje se iznutra hlade vodom, tako da se de-lovi istovremeno kale i sprečava njihovo deformisanje. U ovom slučaju odgovara kaljenje postupkom martempering.
7.4 Sopstveni naponi i greške pri kaljenju
U mašinskoj (mehaničkoj) tehnologiji, veoma je značajan problem sopstvenih napona koji mogu nastati u toku obrade metala, npr. pri kaljenju, zavarivanju, na-varivanju, livenju, plastičnom deformisanju na hladno. Ovi naponi mogu prouzro-kovati deformisanje, dimenzionu nestabilnost ili čak prskanje predmeta obrade. Zovu se sopstveni naponi da bi se razlikovali od radnih napona koji potiču od spoljnjih sila i momenata. U toku procesa prerade metala, sopstveni naponi se me-njaju kako po veličini tako i po znaku pa se zovu prelazni naponi; naponi koji traj-no ostaju i posle procesa prerade nazivaju se zaostali sopstveni naponi (unutrašnji naponi).
Kad je reč o termičkoj obradi čelika, sopstveni naponi javljaju se uglavnom zbog neravnomernog zagrevanja i hladjenja-termički naponi, kao i zbog strukturnih preobražaja u elastičnom području-strukturni naponi.
Mašinski materijali
176
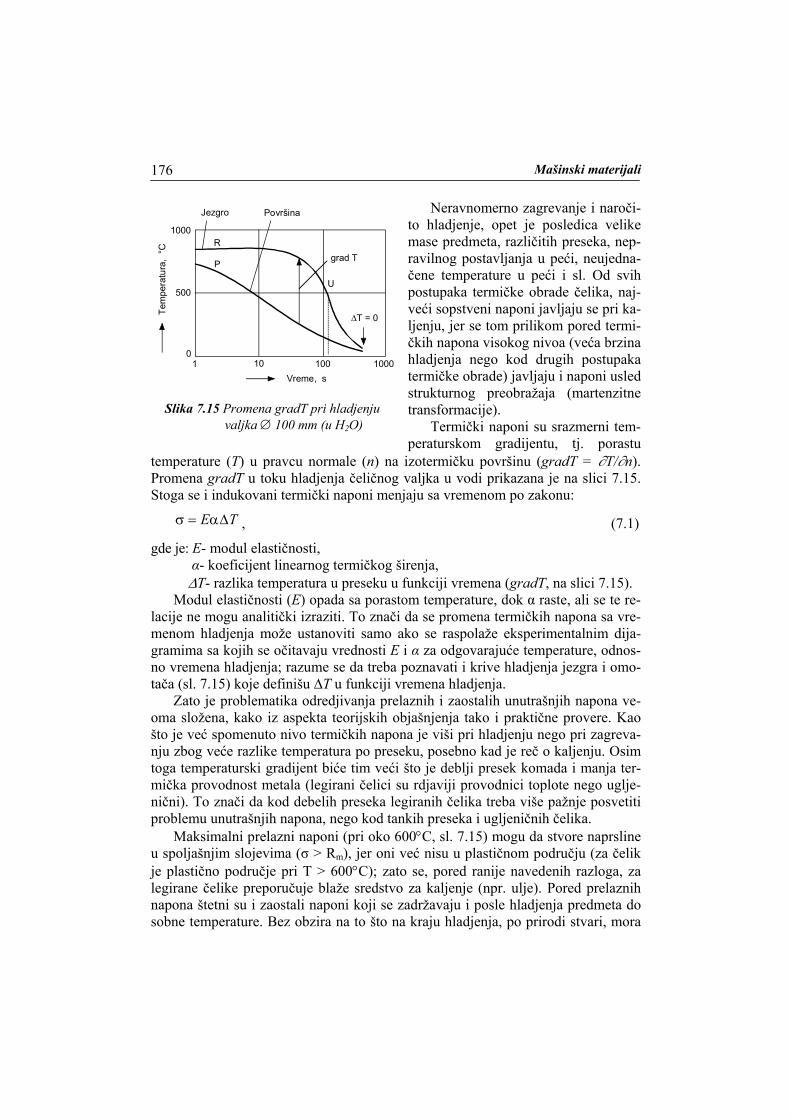
Neravnomerno zagrevanje i naroči-to hladjenje, opet je posledica velike mase predmeta, različitih preseka, nep-ravilnog postavljanja u peći, neujedna-čene temperature u peći i sl. Od svih postupaka termičke obrade čelika, naj-veći sopstveni naponi javljaju se pri ka-ljenju, jer se tom prilikom pored termi-čkih napona visokog nivoa (veća brzina hladjenja nego kod drugih postupaka termičke obrade) javljaju i naponi usled strukturnog preobražaja (martenzitne transformacije).
Termički naponi su srazmerni tem-peraturskom gradijentu, tj. porastu
temperature (T) u pravcu normale (n) na izotermičku površinu (gradT = ∂T/∂n). Promena gradT u toku hladjenja čeličnog valjka u vodi prikazana je na slici 7.15. Stoga se i indukovani termički naponi menjaju sa vremenom po zakonu:
TE ∆α=σ , (7.1)
gde je: E- modul elastičnosti, α- koeficijent linearnog termičkog širenja, ∆T- razlika temperatura u preseku u funkciji vremena (gradT, na slici 7.15). Modul elastičnosti (E) opada sa porastom temperature, dok α raste, ali se te re-
lacije ne mogu analitički izraziti. To znači da se promena termičkih napona sa vre-menom hladjenja može ustanoviti samo ako se raspolaže eksperimentalnim dija-gramima sa kojih se očitavaju vrednosti E i α za odgovarajuće temperature, odnos-no vremena hladjenja; razume se da treba poznavati i krive hladjenja jezgra i omo-tača (sl. 7.15) koje definišu ∆T u funkciji vremena hladjenja.
Zato je problematika odredjivanja prelaznih i zaostalih unutrašnjih napona ve-oma složena, kako iz aspekta teorijskih objašnjenja tako i praktične provere. Kao što je već spomenuto nivo termičkih napona je viši pri hladjenju nego pri zagreva-nju zbog veće razlike temperatura po preseku, posebno kad je reč o kaljenju. Osim toga temperaturski gradijent biće tim veći što je deblji presek komada i manja ter-mička provodnost metala (legirani čelici su rdjaviji provodnici toplote nego uglje-nični). To znači da kod debelih preseka legiranih čelika treba više pažnje posvetiti problemu unutrašnjih napona, nego kod tankih preseka i ugljeničnih čelika.
Maksimalni prelazni naponi (pri oko 600°C, sl. 7.15) mogu da stvore naprsline u spoljašnjim slojevima (σ > Rm), jer oni već nisu u plastičnom području (za čelik je plastično područje pri T > 600°C); zato se, pored ranije navedenih razloga, za legirane čelike preporučuje blaže sredstvo za kaljenje (npr. ulje). Pored prelaznih napona štetni su i zaostali naponi koji se zadržavaju i posle hladjenja predmeta do sobne temperature. Bez obzira na to što na kraju hladjenja, po prirodi stvari, mora
1 10 100 10000
500
1000R
P
U
Jezgro Površina
Tem
pera
tura
, °C
Vreme, s
grad T
∆T = 0
Slika 7.15 Promena gradT pri hladjenju valjka ∅ 100 mm (u H2O)
Termička obrada čelika (TO)
177
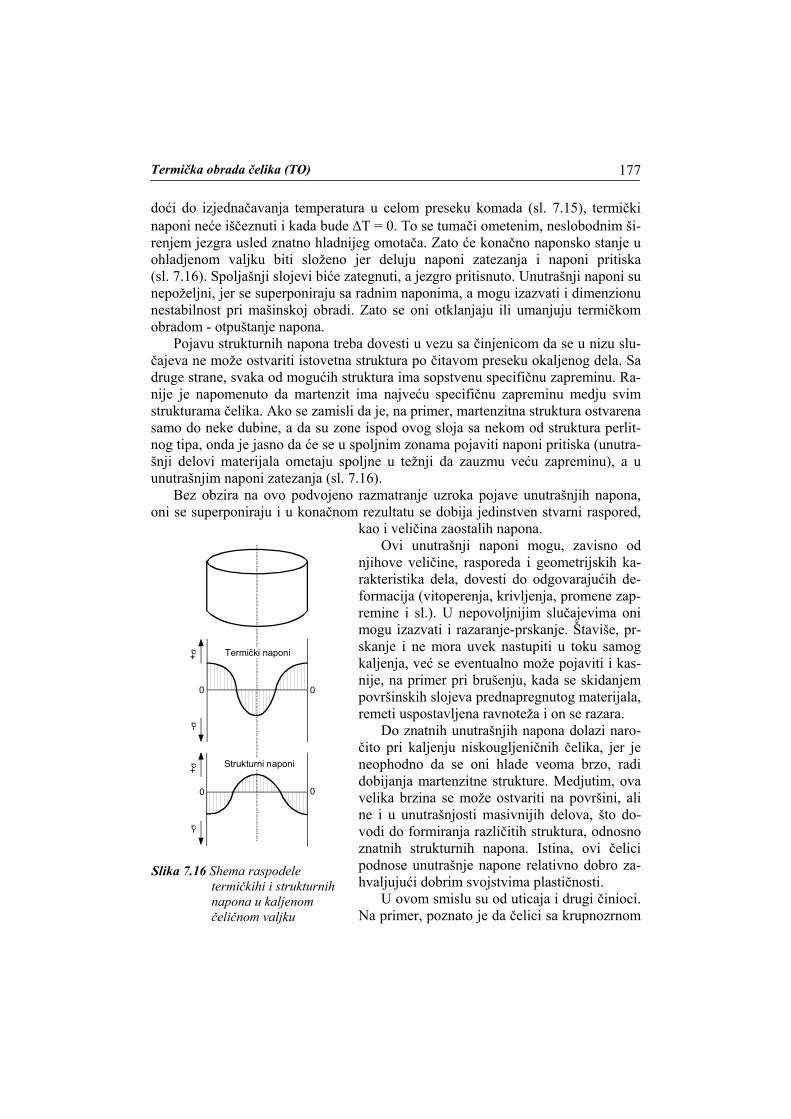
doći do izjednačavanja temperatura u celom preseku komada (sl. 7.15), termički naponi neće iščeznuti i kada bude ∆T = 0. To se tumači ometenim, neslobodnim ši-renjem jezgra usled znatno hladnijeg omotača. Zato će konačno naponsko stanje u ohladjenom valjku biti složeno jer deluju naponi zatezanja i naponi pritiska (sl. 7.16). Spoljašnji slojevi biće zategnuti, a jezgro pritisnuto. Unutrašnji naponi su nepoželjni, jer se superponiraju sa radnim naponima, a mogu izazvati i dimenzionu nestabilnost pri mašinskoj obradi. Zato se oni otklanjaju ili umanjuju termičkom obradom - otpuštanje napona.
Pojavu strukturnih napona treba dovesti u vezu sa činjenicom da se u nizu slu-čajeva ne može ostvariti istovetna struktura po čitavom preseku okaljenog dela. Sa druge strane, svaka od mogućih struktura ima sopstvenu specifičnu zapreminu. Ra-nije je napomenuto da martenzit ima najveću specifičnu zapreminu medju svim strukturama čelika. Ako se zamisli da je, na primer, martenzitna struktura ostvarena samo do neke dubine, a da su zone ispod ovog sloja sa nekom od struktura perlit-nog tipa, onda je jasno da će se u spoljnim zonama pojaviti naponi pritiska (unutra-šnji delovi materijala ometaju spoljne u težnji da zauzmu veću zapreminu), a u unutrašnjim naponi zatezanja (sl. 7.16).
Bez obzira na ovo podvojeno razmatranje uzroka pojave unutrašnjih napona, oni se superponiraju i u konačnom rezultatu se dobija jedinstven stvarni raspored,
kao i veličina zaostalih napona. Ovi unutrašnji naponi mogu, zavisno od
njihove veličine, rasporeda i geometrijskih ka-rakteristika dela, dovesti do odgovarajućih de-formacija (vitoperenja, krivljenja, promene zap-remine i sl.). U nepovoljnijim slučajevima oni mogu izazvati i razaranje-prskanje. Štaviše, pr-skanje i ne mora uvek nastupiti u toku samog kaljenja, već se eventualno može pojaviti i kas-nije, na primer pri brušenju, kada se skidanjem površinskih slojeva prednapregnutog materijala, remeti uspostavljena ravnoteža i on se razara.
Do znatnih unutrašnjih napona dolazi naro-čito pri kaljenju niskougljeničnih čelika, jer je neophodno da se oni hlade veoma brzo, radi dobijanja martenzitne strukture. Medjutim, ova velika brzina se može ostvariti na površini, ali ne i u unutrašnjosti masivnijih delova, što do-vodi do formiranja različitih struktura, odnosno znatnih strukturnih napona. Istina, ovi čelici podnose unutrašnje napone relativno dobro za-hvaljujući dobrim svojstvima plastičnosti.
U ovom smislu su od uticaja i drugi činioci. Na primer, poznato je da čelici sa krupnozrnom
0
00
0
+σ-σ
-σ+σ
Termički naponi
Strukturni naponi
Slika 7.16 Shema raspodele termičkihi i strukturnih napona u kaljenom čeličnom valjku
Mašinski materijali
178
strukturom imaju manju kritičnu brzinu kaljenja, pa izgleda na prvi pogled da su oni manje podložni unutrašnjim naponima (mogu se sporije hladiti pri kaljenju). Ipak, usled povećane koncentracije napona po granicama velikih zrna, maksimalne vrednosti napona veće su nego kod sitnozrnih čelika.
U svakom slučaju, unutrašnji naponi su štetni i zato se nastoji da se oni različi-tim pogodnim merama što više smanje.
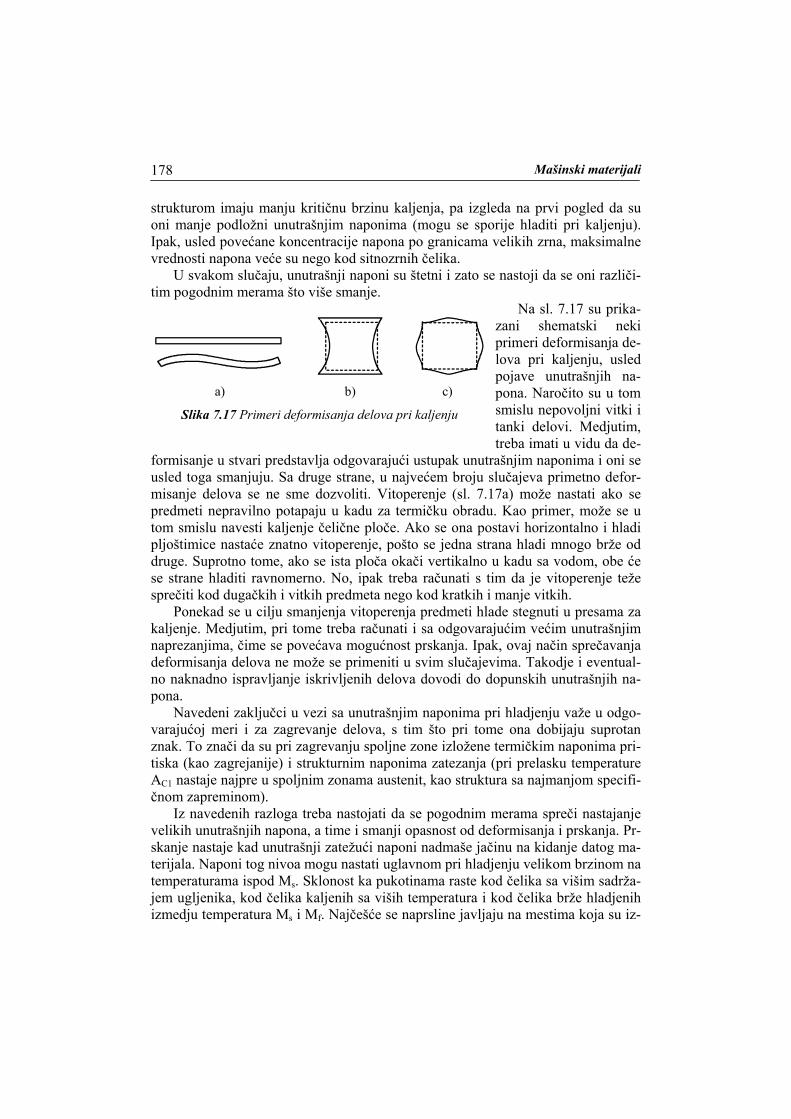
Na sl. 7.17 su prika-zani shematski neki primeri deformisanja de-lova pri kaljenju, usled pojave unutrašnjih na-pona. Naročito su u tom smislu nepovoljni vitki i tanki delovi. Medjutim, treba imati u vidu da de-
formisanje u stvari predstavlja odgovarajući ustupak unutrašnjim naponima i oni se usled toga smanjuju. Sa druge strane, u najvećem broju slučajeva primetno defor-misanje delova se ne sme dozvoliti. Vitoperenje (sl. 7.17a) može nastati ako se predmeti nepravilno potapaju u kadu za termičku obradu. Kao primer, može se u tom smislu navesti kaljenje čelične ploče. Ako se ona postavi horizontalno i hladi pljoštimice nastaće znatno vitoperenje, pošto se jedna strana hladi mnogo brže od druge. Suprotno tome, ako se ista ploča okači vertikalno u kadu sa vodom, obe će se strane hladiti ravnomerno. No, ipak treba računati s tim da je vitoperenje teže sprečiti kod dugačkih i vitkih predmeta nego kod kratkih i manje vitkih.
Ponekad se u cilju smanjenja vitoperenja predmeti hlade stegnuti u presama za kaljenje. Medjutim, pri tome treba računati i sa odgovarajućim većim unutrašnjim naprezanjima, čime se povećava mogućnost prskanja. Ipak, ovaj način sprečavanja deformisanja delova ne može se primeniti u svim slučajevima. Takodje i eventual-no naknadno ispravljanje iskrivljenih delova dovodi do dopunskih unutrašnjih na-pona.
Navedeni zaključci u vezi sa unutrašnjim naponima pri hladjenju važe u odgo-varajućoj meri i za zagrevanje delova, s tim što pri tome ona dobijaju suprotan znak. To znači da su pri zagrevanju spoljne zone izložene termičkim naponima pri-tiska (kao zagrejanije) i strukturnim naponima zatezanja (pri prelasku temperature AC1 nastaje najpre u spoljnim zonama austenit, kao struktura sa najmanjom specifi-čnom zapreminom).
Iz navedenih razloga treba nastojati da se pogodnim merama spreči nastajanje velikih unutrašnjih napona, a time i smanji opasnost od deformisanja i prskanja. Pr-skanje nastaje kad unutrašnji zatežući naponi nadmaše jačinu na kidanje datog ma-terijala. Naponi tog nivoa mogu nastati uglavnom pri hladjenju velikom brzinom na temperaturama ispod Ms. Sklonost ka pukotinama raste kod čelika sa višim sadrža-jem ugljenika, kod čelika kaljenih sa viših temperatura i kod čelika brže hladjenih izmedju temperatura Ms i Mf. Najčešće se naprsline javljaju na mestima koja su iz-
a) b) c)
Slika 7.17 Primeri deformisanja delova pri kaljenju
Termička obrada čelika (TO)
179
vor koncentracije napona; to su nagle promene preseka, oštri žlebovi, nagla pro-mena tvrdoće i sl. Budući da se naprsline ne mogu naknadnim merama otkloniti, mora se sve preduzeti da se one ne pojave. To znači da treba eliminisati koncentra-tore napona: izvesti promenu preseka sa radijusom, zaobliti ivice žlebova i sl., iz-vesti kaljenje sa najniže moguće temperature, hladiti predmete što sporije izmedju Ms i Mf temperature (martempering).
Imajući u vidu da termička provodnost legura opada sa povećanjem stepena le-giranja, može se zaključiti da legirane i naročito alatne čelike treba obazrivo zagre-vati, kako bi se izbegli preveliki naponi. Zato se često zagrevanje delova izvodi dvostupno, tj. kao: predgrevanje (do temperature oko 400-500°C) i zatim završno zagrevanje. Predgrevanje se obavlja relativno lagano, tako da ima dovoljno vreme-na za približno ujednačavanje temperature po preseku, čime se izbegava pojava ve-likih termičkih napona. Završno zagrevanje se izvodi brže, jer je u toj temperatur-skoj zoni mogućnost nastajanja napona umanjena usled povećane plastičnosti ma-terijala.
Termički naponi pri hladjenju mogu se smanjiti ako se upotrebi što blaže ras-hladno sredstvo. Na primer, ako se neki čelik može kaliti u ulju onda se neće uzeti voda, jer bi se time kroz nepotrebno brzo hladjenje povećali unutrašnji naponi (prebrzo hladjenje ima i drugih negativnih posledica, kao što je npr. smanjenje pro-kaljivosti).
Takodje je ranije naglašeno da zagrevanje nadeutektoidnih čelika samo do temperatura koje su malo iznad tačke AC1 ima, pored ostalog i tu dobru stranu što se time unutrašnji naponi smanjuju u odnosu na slučaj zagrevanja do iznad ACm temperature.
Neke greške kaljenja kao što su meke zone (zbog korodiranih, nauljenih ili ofarbanih površina) mogu se otkloniti ponovnom termičkom obradom; predmet se najpre normalizuje, a zatim kali. Iskrivljeni i izvitopereni delovi mogu se ispraviti pod presom i posle toga žariti radi smanjenja napona. U slučaju neuspeha ovih me-ra izvitoperen predmet se može podvrći mekom žarenju, a zatim ispraviti na presi i najzad ponoviti kaljenje.
U greške nastale pri kaljenju spadaju i nedovoljno zagrevanje, pregrevanje i pregorevanje. Nedovoljnim zagrevanjem, npr. ispod tačke AC3 kod podeutektoid-nih čelika, dobija se posle kaljenja struktura martenzit + ferit. Pregrevanje nastaje kad se čelik kali znatno iznad predvidjene temperature od 50ºC iznad tačke AC3, odnosno A1,3. Time se dobija početna gruba austenitna struktura, što posle kaljenja daje krupnoigličasti martenzit rdjavih mehaničkih osobina. Obe gore objašnjene greške mogu se otkloniti žarenjem i ponovnim kaljenjem. Pregorevanje nastaje kad se čelik zagreva do blizu solidus temperature. Tom prilikom izdvajaju se oksidi gvoždja po granicama metalnih zrna i čelik postaje veoma krt. Ova se greška ne može naknadno otkloniti i deo se odbacuje u staro gvoždje.
Predmeti koji su u toku kaljenja razugljenisani ili površinski oksidisani, mogu se prebrusiti ako su predvidjeni dovoljno veliki dodaci za obradu. Na ovaj način se postiže tražena površinska tvrdoća. U slučajevima kada navedene mere ne daju že-
Mašinski materijali
180
ljene rezultate, ili kada se pri mašinskoj obradi pojave naprsline (poremećaji ravno-težnog stanja unutrašnjih napona), predmet se odbacuje kao otpadni materijal.
7.5 Termo-mehanička obrada (TMO) i reaustenitizacija
TMO je noviji način obrade čelika, zasnovan na plastičnom deformisanju aus-tenita i potonjoj martenzitnoj promeni. U poredjenju sa konvencionalnim poboljša-njem dobija se viša granica tečenja, te povećanje jačine na kidanje i duktilnosti. Na osnovu temperature na kojoj se TMO izvodi razlikujemo: • visokotemperatursku termo-mehaničku obradu (VTMO) i • niskotemperatursku termo-mehaničku obradu (NTMO).
U slučaju VTMO čelik se plastično preradjuje deformisanjem po debljini, u ob-lasti stabilnog austenita, iznad tačke A3. Posle završenog valjanja na toplo izvodi se brzo hladjenje vodenim mlazem što sprečava difuzionu promenu austenita, a omo-gućava martenzitnu transformaciju. Najzad se valjani proizvodi (ploče, profili) nis-ko otpuštaju.
Pri niskotemperaturskoj TMO čelik se najpre austenitizira (iznad tačke A3), po-tom naglo hladi do temperaturskog intervala metastabilnog austenita (vidi sl. 6.22b). Na toj temperaturi (oko 500°C) čelik se preradjuje valjanjem, pa zatim di-rektno kali i najzad nisko otpušta. Na ovaj način mogu se preradjivati samo čelici koji na dijagramu izotermičkog razlaganja imaju potpuno razdvojene oblasti perlit-ne i bejnitne promene kako je prikazano na slici 6.22b.
Reaustenitizacija (kratkovremena austenitizacija, dvostruko kaljenje) je relati-vno nova termička obrada visokougljeničnih čelika. Mašinski deo, koji je prethod-no okaljen sa uobičajene temperature kaljenja, naknadno se zagreva do nešto više temperature i odmah potom kali. U toku zagrevanja jedan deo ugljenika difunduje na granice zrna i obrazuje fini cementit, a drugi deo (oko 0.3% C) ostaje rastvoren u austenitu. To znači da se kao konačna struktura dobija martenzit sa 0.3% C i fini cementit, što predstavlja najbolju kombinaciju svojstava otpornosti (Rm, R0.2) i svojstava deformacije (A5 i Z).
7.6 Površinsko kaljenje
Površinsko kaljenje je termička obrada kojom se zakaljuju samo površinski slo-jevi komada, dok njegovo jezgro zadržava početnu strukturu. Tako se dobija velika površinska tvrdoća uz veliku žilavost i manju tvrdoću jezgra što je poželjno kod delova od kojih se traže sledeće osobine: • velika otpornost površine protiv habanja, • povećana otpornost protiv udarnog dinamičkog opterećenja i • visoka granica zamaranja površine.
Termička obrada čelika (TO)
181
Površinsko kaljenje se sastoji iz brzog zagrevanja površinskih slojeva do tem-perature kaljenja i zatim brzog hladjenja; pri tome se austenit u površinskim sloje-vima preobražava u martenzit.
Prema izvoru toplote razlikujemo: • površinsko kaljenje plamenom i • indukciono površinsko kaljenje.
7.6.1 Površinsko kaljenje plamenom
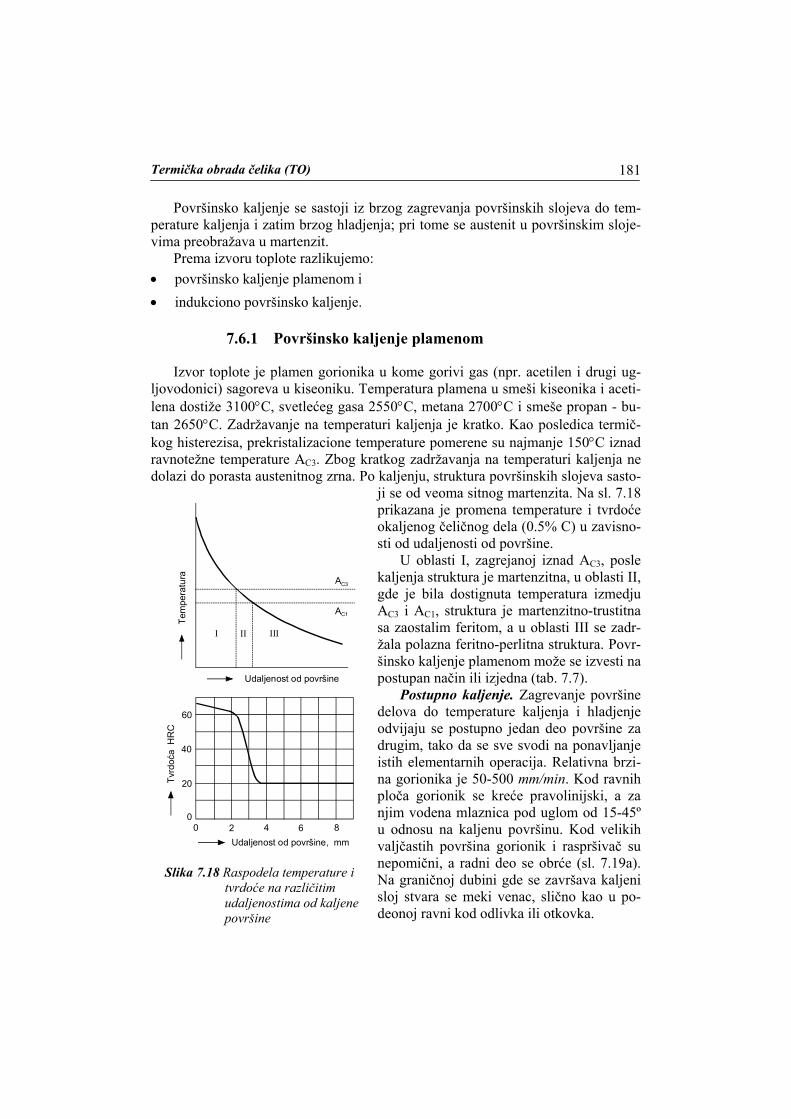
Izvor toplote je plamen gorionika u kome gorivi gas (npr. acetilen i drugi ug-ljovodonici) sagoreva u kiseoniku. Temperatura plamena u smeši kiseonika i aceti-lena dostiže 3100°C, svetlećeg gasa 2550°C, metana 2700°C i smeše propan - bu-tan 2650°C. Zadržavanje na temperaturi kaljenja je kratko. Kao posledica termič-kog histerezisa, prekristalizacione temperature pomerene su najmanje 150°C iznad ravnotežne temperature AC3. Zbog kratkog zadržavanja na temperaturi kaljenja ne dolazi do porasta austenitnog zrna. Po kaljenju, struktura površinskih slojeva sasto-
ji se od veoma sitnog martenzita. Na sl. 7.18 prikazana je promena temperature i tvrdoće okaljenog čeličnog dela (0.5% C) u zavisno-sti od udaljenosti od površine.
U oblasti I, zagrejanoj iznad AC3, posle kaljenja struktura je martenzitna, u oblasti II, gde je bila dostignuta temperatura izmedju AC3 i AC1, struktura je martenzitno-trustitna sa zaostalim feritom, a u oblasti III se zadr-žala polazna feritno-perlitna struktura. Povr-šinsko kaljenje plamenom može se izvesti na postupan način ili izjedna (tab. 7.7).
Postupno kaljenje. Zagrevanje površine delova do temperature kaljenja i hladjenje odvijaju se postupno jedan deo površine za drugim, tako da se sve svodi na ponavljanje istih elementarnih operacija. Relativna brzi-na gorionika je 50-500 mm/min. Kod ravnih ploča gorionik se kreće pravolinijski, a za njim vodena mlaznica pod uglom od 15-45º u odnosu na kaljenu površinu. Kod velikih valjčastih površina gorionik i raspršivač su nepomični, a radni deo se obrće (sl. 7.19a). Na graničnoj dubini gde se završava kaljeni sloj stvara se meki venac, slično kao u po-deonoj ravni kod odlivka ili otkovka.
Tem
pera
tura
Udaljenost od površine
AC3
AC1
I II III
2 4 6 800
20
40
60
Udaljenost od površine, mm
Tvrd
oća
HR
C
Slika 7.18 Raspodela temperature i tvrdoće na različitim udaljenostima od kaljene površine
Mašinski materijali
182
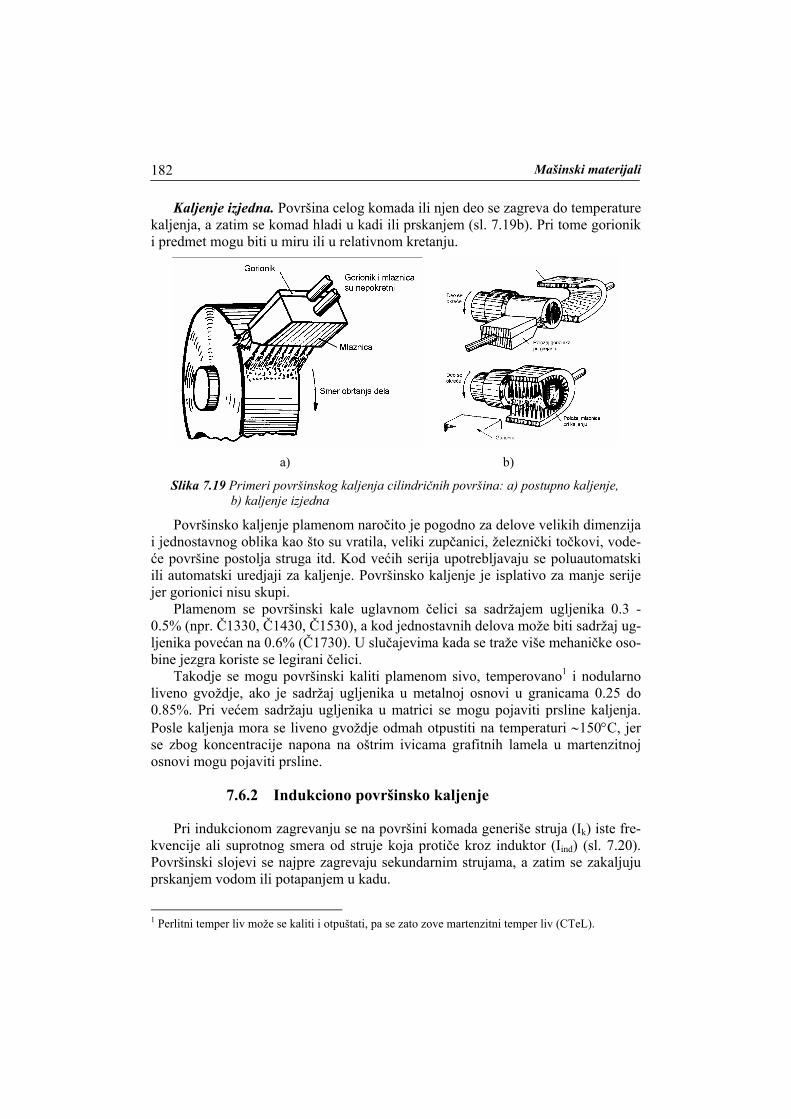
Kaljenje izjedna. Površina celog komada ili njen deo se zagreva do temperature kaljenja, a zatim se komad hladi u kadi ili prskanjem (sl. 7.19b). Pri tome gorionik i predmet mogu biti u miru ili u relativnom kretanju.
a) b)
Slika 7.19 Primeri površinskog kaljenja cilindričnih površina: a) postupno kaljenje, b) kaljenje izjedna
Površinsko kaljenje plamenom naročito je pogodno za delove velikih dimenzija i jednostavnog oblika kao što su vratila, veliki zupčanici, železnički točkovi, vode-će površine postolja struga itd. Kod većih serija upotrebljavaju se poluautomatski ili automatski uredjaji za kaljenje. Površinsko kaljenje je isplativo za manje serije jer gorionici nisu skupi.
Plamenom se površinski kale uglavnom čelici sa sadržajem ugljenika 0.3 - 0.5% (npr. Č1330, Č1430, Č1530), a kod jednostavnih delova može biti sadržaj ug-ljenika povećan na 0.6% (Č1730). U slučajevima kada se traže više mehaničke oso-bine jezgra koriste se legirani čelici.
Takodje se mogu površinski kaliti plamenom sivo, temperovano1 i nodularno liveno gvoždje, ako je sadržaj ugljenika u metalnoj osnovi u granicama 0.25 do 0.85%. Pri većem sadržaju ugljenika u matrici se mogu pojaviti prsline kaljenja. Posle kaljenja mora se liveno gvoždje odmah otpustiti na temperaturi ∼150°C, jer se zbog koncentracije napona na oštrim ivicama grafitnih lamela u martenzitnoj osnovi mogu pojaviti prsline.
7.6.2 Indukciono površinsko kaljenje
Pri indukcionom zagrevanju se na površini komada generiše struja (Ik) iste fre-kvencije ali suprotnog smera od struje koja protiče kroz induktor (Iind) (sl. 7.20). Površinski slojevi se najpre zagrevaju sekundarnim strujama, a zatim se zakaljuju prskanjem vodom ili potapanjem u kadu.
1 Perlitni temper liv može se kaliti i otpuštati, pa se zato zove martenzitni temper liv (CTeL).

Termička obrada čelika (TO)
183
Induktor se pravi od bakarne cevčice savije-ne u obliku navojka, spirale ili petlje. Bakarnu cevčicu hladi tekuća voda. Gustina indukovane struje u komadu nije konstantna po njegovom preseku, već raste ka površini. Za utvrdjivanje dubine prodiranja struje δ važi izraz:
mmf
,1003.5 4
µρδ⋅
⋅⋅= (7.2)
gde je: f – frekvencija naizmenične struje, ρ - specifični električni otpor i µ - magnetni permeabilitet. Za čelik se gornji izraz može svesti na:
60 / fδ = , mm.
Pošto je dubina sloja obrnuto srazmerna fre-kvenciji, znači da će dubina progrejanog sloja
opadati sa porastom frekvencije. Izmerene dubine kod ugljeničnog čelika sa 0.5% C date su u tablici 7.6. Tablica 7.6 Tipovi frekvencije
Frekvencija f (Hz) Tip Dubina zakaljenog sloja, mm (zagrevanje 5 s na T ≤ 850°C)
50 niska 9 1000 srednja 2 104 visoka 0.6 105 visoka 0.2 106 visoka 0.06
Da bi deo bio ispravno zakaljen, neophodno je izabrati temperaturu kaljenja u zavisnosti od brzine zagrevanja. Kao primer, dat je na slici 7.21 dijagram te zavis-nosti za nadeutektoidni čelik sa 0.9% C; 1.4% Si; 1.15% Cr. Dijagram je podeljen na tri oblasti koje označavaju: (I)- nedovoljnu temperaturu kaljenja, (II)- pravilnu temperaturu kaljenja i (III)- pregrevanje materijala. Posle zakaljivanja sa tempera-ture prve oblasti, u strukturi je pored martenzita perlit i bejnit, posle zakaljivanja sa temperature druge oblasti nastaje sitni martenzit i po zakaljivanju sa temperature treće oblasti obrazuje se grubi martenzit. Sa dijagrama se vidi da svakoj brzini za-grevanja odgovaraju različiti intervali pravilne temperature kaljenja.
Slika 7.20 Induktor za površinsko indukciono kaljenje

Mašinski materijali
184
Takodje je važna polazna struktura pre površinskog kaljenja. Na sl. 7.22 je pri-kazan uticaj prethodne termičke obrade na tok tvrdoće površinski kaljenih delova. Najbolji rezultati bili su dobijeni pri kaljenju poboljšanih čelika, jer se sorbit pri br-zom zagrevanju najlakše transformiše u austenit.
0.5 1.0 1.5
20
30
40
50
60
70
Udaljenost od površine, mm
Tvrd
oća,
HR
C
1
2
3
10
20
30
40
50
60
70
0 0.2 0.4 0.6 0.8
Sadržaj C, %
Tvrd
oća
HR
C
Kaljenje
Indukcionokaljenje
Slika 7.22 Tok tvrdoće površinski kaljenog Slika 7.23 Tvrdoće površinskih slojeva dela koji je prethodno: posle običnog i indukcionog 1) poboljšan na jačinu 810 MPa, kaljenja 2) normalizovan, 3) žaren
Visokofrekventnim indukcionim kaljenjem se postiže, u poredjenju sa običnim kaljenjem (pri kome se zagrevanje obavlja u peći), veća tvrdoća površine. Na slici. 7.23 je data zavisnost tvrdoće površine kaljenog čelika od sadržaja ugljenika pri ra-zličitim načinima kaljenja. Gornja kriva odgovara indukcionom kaljenju, donja kriva kaljenju sa uobičajenim zagrevanjem. Veća tvrdoća čelika austenitizovanih pri brzom zagrevanju i zakaljivanju objašnjava se usitnjavanjem substrukture mar-
Zagrevanje, °C/s
100 300 500 700
700
900
1100
1300
Tem
pera
tura
kal
jenj
a, °
C
AC1
III Pregrevanje
II Prava temperatura kaljenja
I Nedogrevanje Inte
rval
tem
per.
kalje
nja
pri s
poro
m z
agre
vanj
u
Slika 7.21 Zavisnost brzine zagrevanja i temperature kaljenja pri površinskom kaljenju
Termička obrada čelika (TO)
185
tenzita i povećanim brojem dislokacija. Takodje se pri otpuštanju dobija martenzit viših mehaničkih osobina, naročito udarne žilavosti.
Visokofrekventno indukciono kaljenje povećava jačinu na zamor, zato što u površinskim slojevima nastaju pritisni naponi, koji sprečavaju pojavu i širenje za-mornih naprslina. Primenjuje se sve češće u mašinstvu, pošto se proces može pot-puno automatizovati i ne zahteva kvalifikovane kalioce. Potrebno vreme se sma-njuje 2.5 puta u odnosu na obično kaljenje, a potrošnja električne energije 5 puta. Uslov je ipak velika serija, jer je početna investicija velika. Najčešće se indukciono kale kolenasta vratila, bregaste osovine, valjci za hladno valjanje, zupčanici, zavoj-na vretena, vodjice strugova, burgije, točkovi kranova, zupčaste spojnice, mačevi motornih testera za drvo i sl.
Visokofrekventno indukciono kaljenje se može izvesti na dva načina: • postupnim zagrevanjem i kaljenjem cele površine odjednom, • postupnim zagrevanjem i kaljenjem samo odredjenog dela površine.
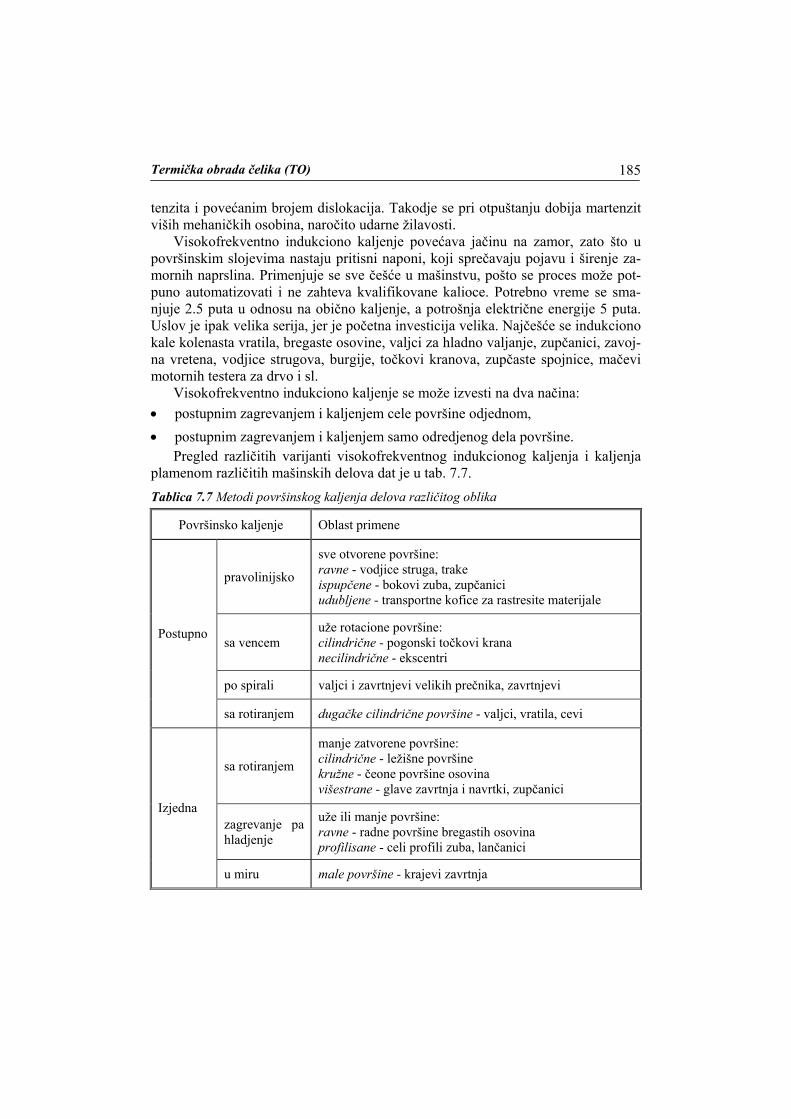
Pregled različitih varijanti visokofrekventnog indukcionog kaljenja i kaljenja plamenom različitih mašinskih delova dat je u tab. 7.7. Tablica 7.7 Metodi površinskog kaljenja delova različitog oblika
Površinsko kaljenje Oblast primene
pravolinijsko
sve otvorene površine: ravne - vodjice struga, trake ispupčene - bokovi zuba, zupčanici udubljene - transportne kofice za rastresite materijale
sa vencem uže rotacione površine: cilindrične - pogonski točkovi krana necilindrične - ekscentri
po spirali valjci i zavrtnjevi velikih prečnika, zavrtnjevi
Postupno
sa rotiranjem dugačke cilindrične površine - valjci, vratila, cevi
sa rotiranjem
manje zatvorene površine: cilindrične - ležišne površine kružne - čeone površine osovina višestrane - glave zavrtnja i navrtki, zupčanici
zagrevanje pa hladjenje
uže ili manje površine: ravne - radne površine bregastih osovina profilisane - celi profili zuba, lančanici
Izjedna
u miru male površine - krajevi zavrtnja

Mašinski materijali
186
7.7 Hemijsko - termička obrada (HTO)
U tehničkoj praksi postoji više slučajeva, kad se traži tvrda površina komada i istovremeno dovoljna žilavost njegovog jezgra. Kaljeni deo ispunjava zahteve u pogledu tvrdoće, ali u celini ostaje krt; otpuštanjem se povećava žilavost, opada tvrdoća. Zahtev za visoku tvrdoću površine i žilavo jezgro istovremeno, može se ostvariti bilo površinskim kaljenjem ili procesima koji se zajednički nazivaju he-mijsko-termička obrada. Za razliku od površinskog kaljenja, kod ovih procesa od-vija se difuzno zasićenje površine čelika metalom ili nemetalom na povišenoj tem-peraturi, tj. menja se hemijski sastav, a time i osobine površine; sastav ispod povr-šinskog sloja ostaje neizmenjen. Kod nekih od ovih procesa, posle promene hemij-skog sastava površine, izvodi se termička obrada dok kod drugih procesa ona nije nužna.
Medju glavne načine hemijsko-termičke obrade ubrajaju se: 1) cementacija, 2) nitriranje, 3) cijanizacija i karbonitriranje, 4) drugi načini HTO otvrdnjavanja površine (alitiranje, siliciranje, hromiranje, bo-
riranje).
7.7.1 Cementacija
Spada u najrasprostranjenije metode HTO. Pri cementaciji se zasićuje površina nelegiranih i legiranih čelika ugljenikom koji u stanju isporuke sadrže 0.15-0.25% C. Posle cementacije ovi se čelici mogu zakaliti na visoku površinsku tvrdoću. Poš-to se % C povećava samo u površinskom sloju komada, ostaje zadržana velika ži-lavost jezgra. Cementacija se može izvesti u gasovitoj, čvrstoj i tečnoj sredini. U svim sredinama, za cementaciju je neophodan atomni ugljenik in statu nascendi (u stanju stvaranja). On se uglavnom dobija hemijskom reakcijom ugljenmonoksida (CO) sa usijanim gvoždjem ili razlaganjem metana (CH4). Pri temperaturi cemen-tacije (oko 900ºC) odvijaju se reakcije:
22CO CO C↔ + ; (7.3)
4 22CH H C↔ + ; (7.4)
Reakcija (7.3) odvija se pri dodiru CO sa usijanim gvoždjem koje deluje kao katalizator.
Ako su smese CO i CO2 pri odredjenoj temperaturi u kontaktu sa dovoljnom količinom ugljenika, npr. u obliku grafita, tada ravnoteža izmedju CO i CO2 zavisi, pri konstantnom pritisku, samo od temperature. Ravnotežne sadržaje CO i CO2 da-je tzv. Buduarova (Boudouard) kriva data na sl. 7.24. Sa slike se zapaža da se pri
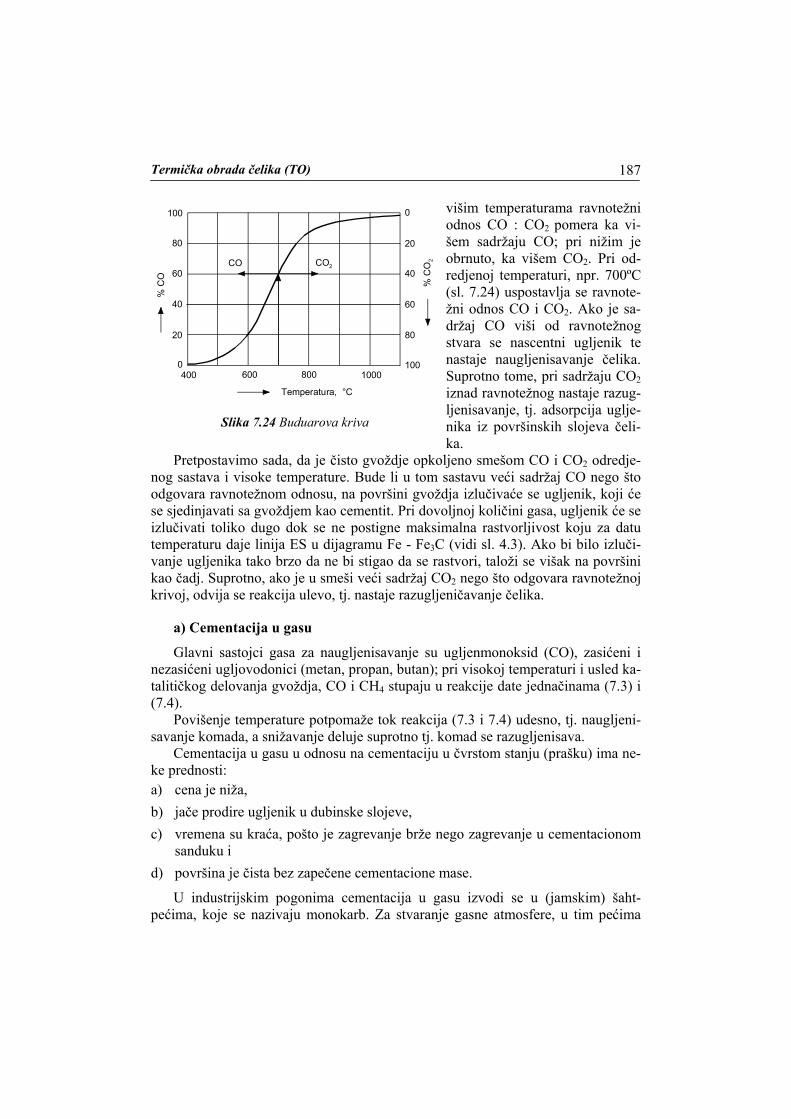
Termička obrada čelika (TO)
187
višim temperaturama ravnotežni odnos CO : CO2 pomera ka vi-šem sadržaju CO; pri nižim je obrnuto, ka višem CO2. Pri od-redjenoj temperaturi, npr. 700ºC (sl. 7.24) uspostavlja se ravnote-žni odnos CO i CO2. Ako je sa-držaj CO viši od ravnotežnog stvara se nascentni ugljenik te nastaje naugljenisavanje čelika. Suprotno tome, pri sadržaju CO2 iznad ravnotežnog nastaje razug-ljenisavanje, tj. adsorpcija uglje-nika iz površinskih slojeva čeli-ka.
Pretpostavimo sada, da je čisto gvoždje opkoljeno smešom CO i CO2 odredje-nog sastava i visoke temperature. Bude li u tom sastavu veći sadržaj CO nego što odgovara ravnotežnom odnosu, na površini gvoždja izlučivaće se ugljenik, koji će se sjedinjavati sa gvoždjem kao cementit. Pri dovoljnoj količini gasa, ugljenik će se izlučivati toliko dugo dok se ne postigne maksimalna rastvorljivost koju za datu temperaturu daje linija ES u dijagramu Fe - Fe3C (vidi sl. 4.3). Ako bi bilo izluči-vanje ugljenika tako brzo da ne bi stigao da se rastvori, taloži se višak na površini kao čadj. Suprotno, ako je u smeši veći sadržaj CO2 nego što odgovara ravnotežnoj krivoj, odvija se reakcija ulevo, tj. nastaje razugljeničavanje čelika.
a) Cementacija u gasu
Glavni sastojci gasa za naugljenisavanje su ugljenmonoksid (CO), zasićeni i nezasićeni ugljovodonici (metan, propan, butan); pri visokoj temperaturi i usled ka-talitičkog delovanja gvoždja, CO i CH4 stupaju u reakcije date jednačinama (7.3) i (7.4).
Povišenje temperature potpomaže tok reakcija (7.3 i 7.4) udesno, tj. naugljeni-savanje komada, a snižavanje deluje suprotno tj. komad se razugljenisava.
Cementacija u gasu u odnosu na cementaciju u čvrstom stanju (prašku) ima ne-ke prednosti: a) cena je niža, b) jače prodire ugljenik u dubinske slojeve, c) vremena su kraća, pošto je zagrevanje brže nego zagrevanje u cementacionom
sanduku i d) površina je čista bez zapečene cementacione mase.
U industrijskim pogonima cementacija u gasu izvodi se u (jamskim) šaht-pećima, koje se nazivaju monokarb. Za stvaranje gasne atmosfere, u tim pećima
400 600 800 1000
100
80
60
40
20
0
0
20
40
60
80
100
Temperatura, °C
% C
O
% C
O2CO CO2
Slika 7.24 Buduarova kriva

Mašinski materijali
188
koje imaju hermetičnu komoru gde se ubacuju delovi za cementaciju, upotrebljava-ju se nisko isparljive tečnosti. Ta tzv. cementaciona tečnost je smesa terpentina1 i alkohola (ili petroleja) trgovačke oznake "Teral". U peći, zagrejanoj do oko 950ºC, ova tečnost prelazi u gas koji sadrži približno: 27% CO, 65% H2, 2% CH4, 5% N2 i tragove viših ugljovodonika.
U monokarbu je nužno kontrolisati hermetičnost peći (tj. održavanje natpritis-ka) i naugljenišući potencijal atmosfere. Natpritisak u elektro peći se meri veoma jednostavno; u staklenu posudu sa vodom zagnjuri se cevčica (na dubinu 30 mm), koja je spojena sa atmosferom peći. Ako je u monokarbu dovoljan natpritisak pro-bijaju se mehurovi gasa kroz tečnost. Ako se mehurovi ne probijaju, u peći je manji natpritisak i cementacioni gas se gubi kroz nehermetično zatvorena mesta.
Sadržaj ugljenika u austenitu koji je u ravnoteži sa gasovitom smesom pri datoj temperaturi, daje tzv. naugljenisavajući potencijal atmosfere ili ugljenični potenci-jal atmosfere. Što je viši naugljenišući potencijal atmosfere, tim će veći biti sadržaj ugljenika i obrnuto. Pošto površinski slojevi posle cementacije treba da imaju prib-ližno eutektoidni sastav, neophodno je kontrolisati atmosferu. Najbrža je kontrola pomoću tzv. tačke orošavanja koja se definiše kao temperatura pri kojoj se prvo zamagli sjajna ploča koja je u dodiru sa ispitivanom atmosferom. Pomoću ustanov-ljene tačke rose može se zatim iz poznatih dijagrama odrediti koliki će biti sadržaj ugljenika u komadu pri odredjenoj temperaturi cementacije (sl. 7.25).
815°C
870°C
925°C1040°C
980°C
1095°C1150°C
0.3 0.5 0.7 0.9 1.1
-10
-5
0
5
10
15
20
Sadržaj ugljenika, %
Tem
pera
tura
, °C
C
B
A150
∅20
∅50
Slika 7.25 Zavisnost tačke rose od temperature i Slika 7.26 Pribor za odredjivanje sadržaja ugljenika tačke rose
Odredjivanje tačke rose veoma je jednostavno (sl. 7.26). U zatvoreni stakleni cilindar A postavljena je hromirana bakarna cev (B), koja ima prečnik oko 20 mm. U cevi je tečnost čija se temperatura meri termometrom (C). Oko cevčice struji is-pitivani gas. Ako sada postepeno snižavamo temperaturu tečnosti (npr. suvim CO2), cevčica se pri odredjenoj temperaturi orošava. Izmerena temperatura daje ta- 1 Terpentin je balzam (polutečna smolasta materija) dobijen zasecanjem kore četinara; u stvari to je smesa terpentinskog ulja i kolofonijuma (C10H16).
Termička obrada čelika (TO)
189
čku rose. Na primer, za tačku rose od -5ºC i temperaturu cementacije 980ºC, može se dobiti 0.7% C u površinskim slojevima (sl. 7.25).
b) Cementacija u čvrstom sredstvu (prašku)
Cementacija u čvrstom sredstvu se izvodi u praškastoj smesi čije glavne sastoj-ke čine drveni ugalj i viterit (BaCO3). Radni delovi se najpre stavljaju u čelični (zavaren) sanduk koji se zasipa ovom smesom, zatim se stavlja poklopac i prema-zuje glinom, i najzad sanduk unosi u peć temperature oko 950ºC, u kojoj se drži približno 6h. Ugljenik iz drvenog uglja ne prelazi direktno u čelik već posredstvom CO i CO2.Pri zagrevanju reaguje najpre vazdušni kiseonik iz sanduka sa ugljeni-kom iz drvenog uglja prema jednačini:
22 2C O CO+ = . (7.5)
U prisustvu gvoždja nastaje reakcija:
22 atomniCO CO C→ + (atomni ugljenik in statu nascendi). (7.6)
Atomni ugljenik prodire u spoljašnje slojeve komada, a preostali ugljenmonok-sid dalje reaguje sa površinom komada po jednačini:
3 22 3CO Fe Fe C CO+ = + . (7.7)
To znači da se naugljenisavanje opet odvija preko gasne faze. Reakciju ubrzava prisustvo BaCO3, koji sa ugljenikom stvara dodatnu količinu CO:
3 2BaCO C BaO CO+ → + ;
3 22 3CO Fe Fe C CO+ → + ; (7.8)
2 3CO BaO BaCO+ → .
Sadržaj BaCO3 u cementacionoj smesi se kreće izmedju 8 i 20% zavisno od to-ga koliko jako treba sredstvo da deluje. Pri većem sadržaju BaCO3 je sposobnost naugljenisavanja veća i obrnuto.
Cementacija u čvrstom sredstvu ne zahteva velike investicije, jer se može izve-sti u bilo kojoj peći, ali su vremena duža i rad otežaniji, tako da je pogodna samo za cementaciju jednostavnih komada. Oni se slažu u sanduk naizmenično sa ćumu-rom, granulacije 3-10 mm, ubacuju u peć zagrejanu do 950ºC, drže u njoj oko 6h; posle toga sanduk se vadi i hladi do 450ºC. Na ovoj temperaturi sanduk se otvara, delovi izbacuju i hlade do sobne temperature. Posle toga, delovi se kale i nisko ot-puštaju.

Mašinski materijali
190
c) Cementacija u tečnoj sredini
Cementacija u tečnosti se izvodi u cijanidnim kupatilima od vatrostalnog mate-rijala (obloge od grafitnih ploča) pri temperaturi 840 do 930°C. Ovaj postupak tre-ba razlikovati od cijaniziranja, kada je u kupatilu više cijanida i kada površinski slojevi imaju viši sadržaj azota, a niži sadržaj ugljenika. Primer sastava kupatila dat je u tab.7.8.
Kupatilo se može zagrevati spolja gasom ili direktno strujom koja protiče iz-medju uronjenih elektroda. Tablica 7.8 Sastav kupatila za cementaciju
Sadržaj sastojaka (%) pri temperaturama Sastojak 840 - 900°C 900 - 930°C
NaCN 10 - 23 6 - 16 BaCl2 0 - 40 30 - 55 KCl 0 - 25 0 - 20 NaCl 26 - 40 0 - 20 Na2CO3 max 30 max 30 NaNCO max 1 max 0.5
Osnovni parametri cementacije
Na kraju, za sve postupke cementacije treba još jednom navesti osnovne para-metre: temperaturu zagrevanja, vreme držanja i debljinu cementi-ranog sloja.
Temperatura mora biti iznad ta-čke AC3. U intervalu temperatura 800-850°C proces je spor pa su za-to najpogodnije temperature oko 900°C. Pri temperaturama iznad 900°C mogu se cementirati sitno-zrni čelici sa dodatkom titana kod kojh ne ogrubljava austenitno zrno ni pri dugom zadržavanju.
Vreme držanja na odabranoj temperaturi odredjuje se prema tra-ženoj debljini cementiranog sloja. Pri cementaciji u čvrstom sredstvu dobija se maksimalna debljina sloja od ~ 1.5 mm, a za dublje slojeve već su vremena prilično duga pa je
0 4 8 12 140
0.5
1.0
1.5
2.5900°C
Gas
Kupatilo
Čvrsta sredina
Vreme, h
Dub
ina
sloj
a, m
m
Slika 7.27 Zavisnost dubine cementiranog sloja od temperature i vremena cementacije
Termička obrada čelika (TO)
191
povoljnija cementacija u gasu, odnosno u tečnosti. Uticaj vremena na dubinu ce-mentiranog sloja pri cementaciji u različitim sredinama na temperaturi od 900°C dat je na sl. 7.27.
Debljina cementiranog sloja se odredjuje na različite načine: • merenjem udaljenosti od površine komada, pa do dubine koja sadrži 0.40% C, • merenjem udaljenosti površine na kojoj je posle kaljenja tvrdoća 50, odnosno
55 HRC i • usvajanjem da cementirani sloj odgovara dubini koja potamni posle nagrizanja
sa 5% ili 10% rastvora HNO3 u alkoholu. U cementirani sloj tada se uračunava i polovina prelazne zone1.
7.7.2 Termička obrada pre i posle cementacije
Pre cementacije, delovi se bilo normalizuju ili poboljšavaju. Neki autori navode da poboljšani delovi imaju posle cementacije manju deformaciju; novija ispitivanja ipak nisu potvrdila te stavove, tako da se pre cementacije većinom delovi samo normalizuju. Posle cementacije se delovi uvek kale2. Prema traženim osobinama delova mogu se načini kaljenja posle naugljenisavanja podeliti na tri grupe: • direktno kaljenje, • jednostruko kaljenje i • dvostruko kaljenje.
Shematski su svi načini prikazani na slici 7.28. Direktno kaljenje. Posle završenog naugljenisavanja delovi se kale direktno sa
temperature cementacije (900ºC) bilo u vodi ili ulju (sl. 7.28, kriva A2). Pošto je temperatura kaljenja od 900ºC previsoka za eutektoidni sastav, u površinskom sloju dobija se grub martenzit nepovoljnih osobina. Direktno kaljenje se može poboljšati tako, što se deo pre kaljenja najpre sporo ohladi do iznad temperature AC1 (sl. 7.28, kriva A1), a zatim zakali. Ovaj način istina ne usitnjava zrna, ali ipak snižava nivo termičkih napona.
Jednostruko kaljenje posle zagrevanja. Sa temperature cementacije komad se sporo hladi do sobne temperature. Zatim se kali bilo sa temperature iznad A3, tzv. kaljenje na jezgro (sl. 7.28, način B1), ili iznad AC1, tzv. kaljenje na površinu (sl. 7.28, način B3); način B2 je kompromisan. Kaljenje B3 daje sitno igličast martenzit i najmanje deformacije, dok jezgro ima veću količinu ferita.
1 Idući od površine razlikuju se (pre kaljenja) perlitno-cementitna struktura, potom perlitna i najzad prelazna feritno-perlitna struktura. 2 Kaljenje je neophodno da se u površinskim slojevima dobije martenzit i da se gruba zrna (površine i jezgra) nastala dugotrajnim žarenjem delova na 950ºC, transformišu u sitnija zrna.
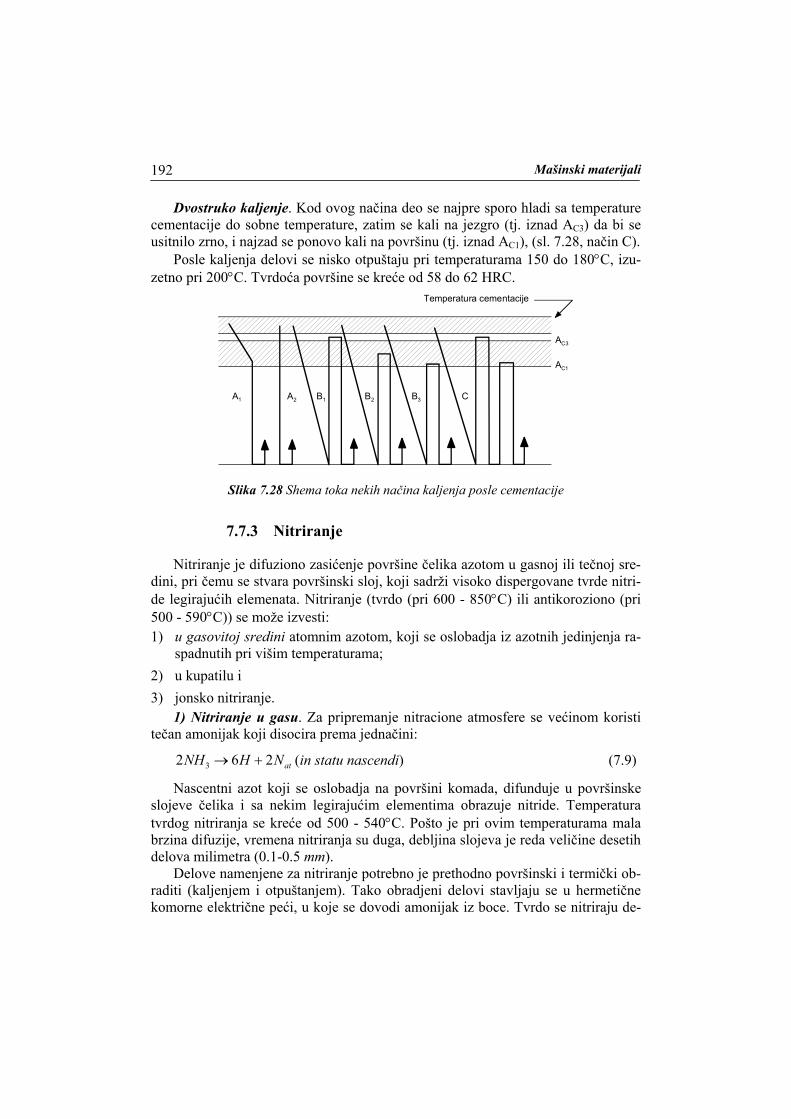
Mašinski materijali
192
Dvostruko kaljenje. Kod ovog načina deo se najpre sporo hladi sa temperature cementacije do sobne temperature, zatim se kali na jezgro (tj. iznad AC3) da bi se usitnilo zrno, i najzad se ponovo kali na površinu (tj. iznad AC1), (sl. 7.28, način C).
Posle kaljenja delovi se nisko otpuštaju pri temperaturama 150 do 180°C, izu-zetno pri 200°C. Tvrdoća površine se kreće od 58 do 62 HRC.
A1 A2 B1 B2 B3 C
AC3
AC1
Temperatura cementacije
Slika 7.28 Shema toka nekih načina kaljenja posle cementacije
7.7.3 Nitriranje
Nitriranje je difuziono zasićenje površine čelika azotom u gasnoj ili tečnoj sre-dini, pri čemu se stvara površinski sloj, koji sadrži visoko dispergovane tvrde nitri-de legirajućih elemenata. Nitriranje (tvrdo (pri 600 - 850°C) ili antikoroziono (pri 500 - 590°C)) se može izvesti: 1) u gasovitoj sredini atomnim azotom, koji se oslobadja iz azotnih jedinjenja ra-
spadnutih pri višim temperaturama; 2) u kupatilu i 3) jonsko nitriranje.
1) Nitriranje u gasu. Za pripremanje nitracione atmosfere se većinom koristi tečan amonijak koji disocira prema jednačini:
32 6 2 atNH H N→ + (in statu nascendi) (7.9)
Nascentni azot koji se oslobadja na površini komada, difunduje u površinske slojeve čelika i sa nekim legirajućim elementima obrazuje nitride. Temperatura tvrdog nitriranja se kreće od 500 - 540°C. Pošto je pri ovim temperaturama mala brzina difuzije, vremena nitriranja su duga, debljina slojeva je reda veličine desetih delova milimetra (0.1-0.5 mm).
Delove namenjene za nitriranje potrebno je prethodno površinski i termički ob-raditi (kaljenjem i otpuštanjem). Tako obradjeni delovi stavljaju se u hermetične komorne električne peći, u koje se dovodi amonijak iz boce. Tvrdo se nitriraju de-

Termička obrada čelika (TO)
193
lovi automobilskih i avionskih motora, uglavnom osovinice klipova, kolenasta vra-tila, delovi vodene pumpe i pumpe za gorivo.
Sadržaj ugljenika kod čelika za nitriranje se kreće od 0.3 do 0.4%. Da bi se na površini stvorio pojas sa tvrdim dispergovanim nitridima, legiraju se čelici za nitri-ranje elementima koji grade tvrde nitride. Najčešće se koristi kombinacija Al, V, Cr sa dodatkom Mo (npr. čelik sastava: 0.4% C; 0.5% Mn; 0.25% Si; 1.4% Cr; 1% Al; 0.2% Mo; + P i S). Aluminijum obrazuje nitride AlN, koji su u obliku veoma sitnih čestica rasejanih u feritu, tako da čelici za nitriranje koji sadrže Al imaju ma-ksimalnu tvrdoću. Hrom povećava prokaljivost i obrazuje nitride koji su manje tvr-di nego nitridi aluminijuma. Kod čelika bez aluminijuma se zato povećava sadržaj hroma do 2.5%. Vanadijum gradi veoma stabilan, tvrdi nitrid VN. Pošto se nitrira na temperaturi gde se oslobadja izotermička komponenta otpusne krtosti, većina čelika za nitriranje ima dodatak molibdena. Čelici bez Mo se koriste samo u onim slučajevima gde se ne traži dobra žilavost.
Nitriranje alatnih čelika u gasnoj atmosferi zahteva posebne mere jer je potre-ban tanak sloj ravnomerne debljine. To se postiže primenom pogodne retorte, koja omogućuje minimalnu disocijaciju amonijaka. Kod alata od brzoreznih čelika do-voljan je ciklus od 30 do 60 min pri 540-560°C. Površine koje treba zaštititi od nit-riranja prethodno se kalajišu, ili se elektrolitički nikluju ili bakarišu. Istina, kalaj se topi na temperaturi nitriranja, ali kao zaštita ostaje tanak kalajni film.
2) Nitriranje u kupatilu (tenifer postupak). Sprovodi se u smeši rastopljenih cijanida (NaCN) i kristalne sode (Na2CO3) pri temperaturi oko 560°C. Iz ove smeše izdvajaju se atomni N i C, a u površinske slojeve čelika difunduje uglavnom N, jer je za difuziju ugljenika potrebna viša temperatura (oko 950°C). Otpornost na haba-nje nitriranih alata za obradu rezanjem povećava se ne samo zbog porasta tvrdoće već i zbog smanjenja koeficijenta trenja. Zato se u kupatilu nitriraju uglavnom alati kao što su nareznice, glodači, proširivači od brzoreznog čelika. Pošto se zahteva tanak sloj (∼ 0.05 mm), proces ne traje duže od 30 minuta
3) Jonsko nitriranje. Postupak se ostvaruje u komori koja sadrži gasove NH3 i N2, a deo koji se nitrira vezuje se za negativan pol izvora struje (katodu), a zid ko-more za pozitivan pol (anodu). Pozitivni joni gasa bombarduju komad (katodu) i zagrevaju ga do potrebnih temperatura. Sam proces se odvija u tri faze: u prvoj nastaje čišćenje površine, u drugoj difuzija atoma azota, i u trećoj hladjenje delova u vakuumu. Difuzioni sloj obrazuju čvrsti rastvori azota u α- Fe i nitridi azota sa Al, Cr, V i Mo. Ovim se postupkom nitriraju čelici i livena gvoždja. Nelegirani če-lici imaju tvrdoću difuzionog sloja 350-550 HV0.3, visokolegirani alatni i nerdjajući čelici dostižu 1000 HV0.3. Na ovaj način se radni vek kovačkih i preserskih kalupa može povećati 3-10 puta.
7.7.4 Cijanizacija i karbonitriranje
Ovi postupci se sastoje u istovremenom obogaćivanju površinske zone čeličnih delova ugljenikom i azotom, posle čega se izvodi kaljenje. Pri tome je cilj da se posti-

Mašinski materijali
194
gne velika površinska tvrdoća kod alatnih čelika i otpornost prema habanju kod kons-trukcionih čelika.
Cijanizacija se obavlja potapanjem delova u tečna sredstva, odnosno istopljene soli koje sadrže cijansku grupu (CN), kao što su: NaCN, KCN, Ca(CN)2 i dr. Otuda potiče i naziv postupka.
Rezni alati od brzoreznih čelika i visokohromni čelici za alate pri obradi deformi-sanjem podvrgavaju se cijanizaciji niskotemperaturskim postupkom (T = 510-560ºC, t = 10-30 min, dubina sloja 0.05 mm, 900-950 HV). Delovi mašina od konstrukcionih srednje ugljeničnih čelika postaju otporniji na habanje posle visokotemperaturske ci-janizacije (T ≈ 778ºC, 58-62 HRC (680-760 HV)). Pored alatnih čelika cijaniziraju se i konstrukcioni čelici, uglavnom delovi avionskih motora i automobila više klase (ru-kavci kolenastih vratila, bregaste osovine, stabla ventila, cilindarske košuljice, brizga-ljke dizel motora). Isto tako se tretiraju i vretena mašina alatki, zupčanici, ekstruderi, matrice za presovanje plastike, kontrolnici. U pogledu kvaliteta cijanizacija je slična cementaciji, ali daje znatno veću tvrdoću - najveću koja se može postići pre naknadne termičke obrade, koja se sastoji iz kaljenja i niskog otpuštanja.
Karbonitriranje je postupak difuznog unošenja ugljenika i azota iz odgovarajuće gasne atmosfere u plitke površinske slojeve čeličnih delova. Posle toga obavlja se ka-ljenje, najčešće u ulju. Po svojoj suštini ovaj postupak je blizak visokotemperaturskoj cijanizaciji, a po rezultatima cementaciji. Zato karbonitriranje često zamenjuje cemen-taciju jer kraće traje i daje čistije površine (zahvaljujući azotu).
Zadatak azota je da delujući kao legirajući element smanji kritičnu brzinu hladje-nja (kaljenja), jer se i on, pored ugljenika, rastvara u austenitnoj γ-rešetki. Zato se pri karbonitriranju hladjenje može izvoditi i sa manjom brzinom, tj. u ulju umesto u vodi što smanjuje opasnost od deformacija.
Dubina karbonitriranog sloja ne prelazi 0.8 mm (najčešće ispod 0.60 mm), a ako su potrebne veće dubine otvrdnjavanja obično se koristi gasna cementacija. Posle ka-ljenja i otpuštanja dobija se površinska tvrdoća oko 63 HRC, a struktura se sastoji, od finih kristala martenzita, fino dispergovanih karbidno-nitridnih čestica i 25-30% zaos-talog austenita. Ovaj austenit poboljšava radne osobine, naročito kada su u pitanju be-šumni zupčanici.
Temperatura karbonitriranja je nešto niža od temperature cementacije, a viša od temperature nitriranja, tako da predstavlja izvestan kompromis sa gledišta brzine difu-zije ugljenika i azota. Zagrevanje je u granicama 800-900°C za konstrukcione čelike što daje karbidnu strukturu otvrdnutog sloja, i 830-850ºC za alatne čelike kad se dobi-ja pretežno nitridna struktura tog sloja.
7.7.5 Ostali metodi termo-hemijskog otvrdnjavanja površine (difuzna metalizacija)
Pored navedenih postupaka, koriste se i postupci difuzne metalizacije, čiji je cilj da se uvodjenjem odgovarajućih elemenata u površinske slojeve čelika i livenih gvož-dja postignu povoljna svojstva (povećana otpornost prema habanju, koroziji itd.). Za
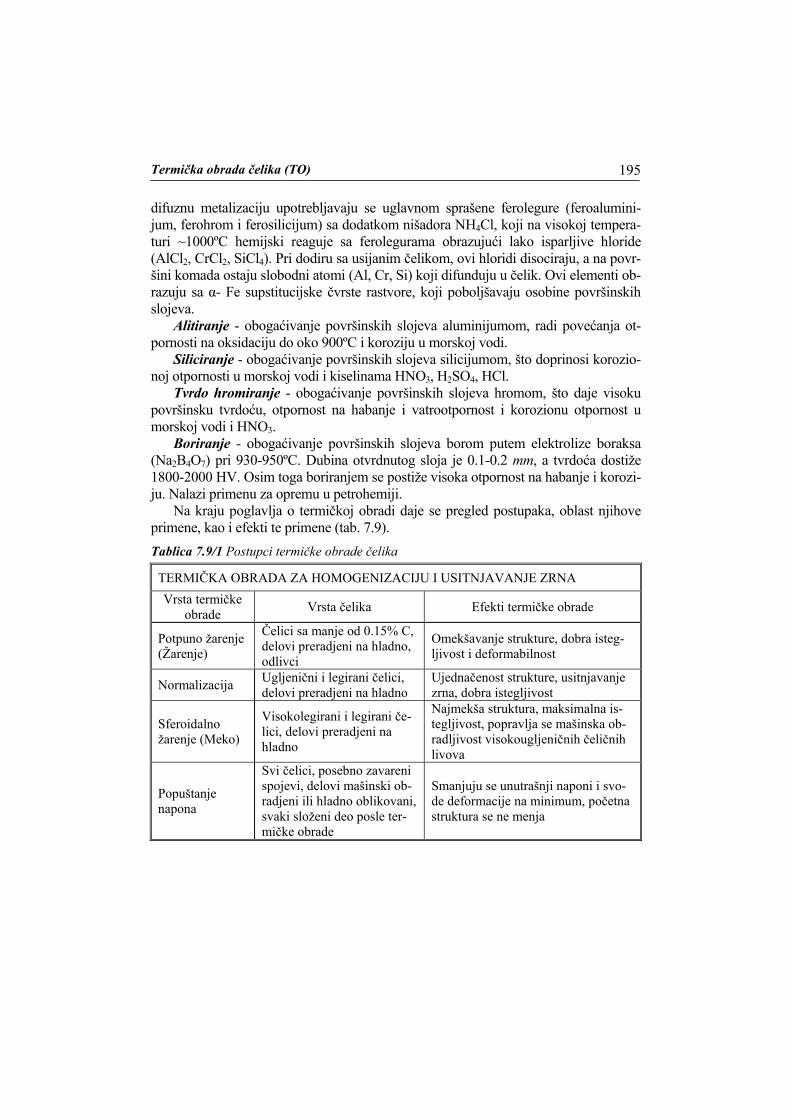
Termička obrada čelika (TO)
195
difuznu metalizaciju upotrebljavaju se uglavnom sprašene ferolegure (feroalumini-jum, ferohrom i ferosilicijum) sa dodatkom nišadora NH4Cl, koji na visokoj tempera-turi ~1000ºC hemijski reaguje sa ferolegurama obrazujući lako isparljive hloride (AlCl2, CrCl2, SiCl4). Pri dodiru sa usijanim čelikom, ovi hloridi disociraju, a na povr-šini komada ostaju slobodni atomi (Al, Cr, Si) koji difunduju u čelik. Ovi elementi ob-razuju sa α- Fe supstitucijske čvrste rastvore, koji poboljšavaju osobine površinskih slojeva.
Alitiranje - obogaćivanje površinskih slojeva aluminijumom, radi povećanja ot-pornosti na oksidaciju do oko 900ºC i koroziju u morskoj vodi.
Siliciranje - obogaćivanje površinskih slojeva silicijumom, što doprinosi korozio-noj otpornosti u morskoj vodi i kiselinama HNO3, H2SO4, HCl.
Tvrdo hromiranje - obogaćivanje površinskih slojeva hromom, što daje visoku površinsku tvrdoću, otpornost na habanje i vatrootpornost i korozionu otpornost u morskoj vodi i HNO3.
Boriranje - obogaćivanje površinskih slojeva borom putem elektrolize boraksa (Na2B4O7) pri 930-950ºC. Dubina otvrdnutog sloja je 0.1-0.2 mm, a tvrdoća dostiže 1800-2000 HV. Osim toga boriranjem se postiže visoka otpornost na habanje i korozi-ju. Nalazi primenu za opremu u petrohemiji.
Na kraju poglavlja o termičkoj obradi daje se pregled postupaka, oblast njihove primene, kao i efekti te primene (tab. 7.9). Tablica 7.9/1 Postupci termičke obrade čelika
TERMIČKA OBRADA ZA HOMOGENIZACIJU I USITNJAVANJE ZRNA Vrsta termičke
obrade Vrsta čelika Efekti termičke obrade
Potpuno žarenje (Žarenje)
Čelici sa manje od 0.15% C, delovi preradjeni na hladno, odlivci
Omekšavanje strukture, dobra isteg-ljivost i deformabilnost
Normalizacija Ugljenični i legirani čelici, delovi preradjeni na hladno
Ujednačenost strukture, usitnjavanje zrna, dobra istegljivost
Sferoidalno žarenje (Meko)
Visokolegirani i legirani če-lici, delovi preradjeni na hladno
Najmekša struktura, maksimalna is-tegljivost, popravlja se mašinska ob-radljivost visokougljeničnih čeličnih livova
Popuštanje napona
Svi čelici, posebno zavareni spojevi, delovi mašinski ob-radjeni ili hladno oblikovani, svaki složeni deo posle ter-mičke obrade
Smanjuju se unutrašnji naponi i svo-de deformacije na minimum, početna struktura se ne menja
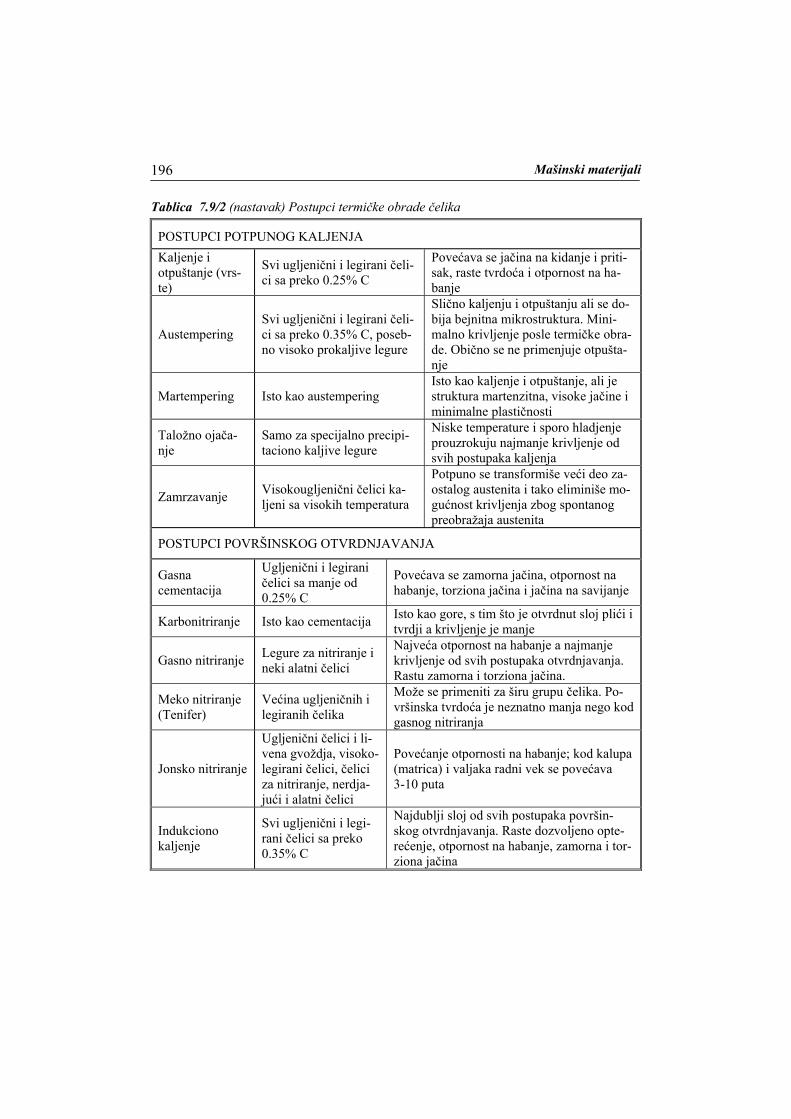
Mašinski materijali
196
Tablica 7.9/2 (nastavak) Postupci termičke obrade čelika
POSTUPCI POTPUNOG KALJENJA Kaljenje i otpuštanje (vrs-te)
Svi ugljenični i legirani čeli-ci sa preko 0.25% C
Povećava se jačina na kidanje i priti-sak, raste tvrdoća i otpornost na ha-banje
Austempering Svi ugljenični i legirani čeli-ci sa preko 0.35% C, poseb-no visoko prokaljive legure
Slično kaljenju i otpuštanju ali se do-bija bejnitna mikrostruktura. Mini-malno krivljenje posle termičke obra-de. Obično se ne primenjuje otpušta-nje
Martempering Isto kao austempering Isto kao kaljenje i otpuštanje, ali je struktura martenzitna, visoke jačine i minimalne plastičnosti
Taložno ojača-nje
Samo za specijalno precipi-taciono kaljive legure
Niske temperature i sporo hladjenje prouzrokuju najmanje krivljenje od svih postupaka kaljenja
Zamrzavanje Visokougljenični čelici ka-ljeni sa visokih temperatura
Potpuno se transformiše veći deo za-ostalog austenita i tako eliminiše mo-gućnost krivljenja zbog spontanog preobražaja austenita
POSTUPCI POVRŠINSKOG OTVRDNJAVANJA
Gasna cementacija
Ugljenični i legirani čelici sa manje od 0.25% C
Povećava se zamorna jačina, otpornost na habanje, torziona jačina i jačina na savijanje
Karbonitriranje Isto kao cementacija Isto kao gore, s tim što je otvrdnut sloj plići i tvrdji a krivljenje je manje
Gasno nitriranje Legure za nitriranje i neki alatni čelici
Najveća otpornost na habanje a najmanje krivljenje od svih postupaka otvrdnjavanja. Rastu zamorna i torziona jačina.
Meko nitriranje (Tenifer)
Većina ugljeničnih i legiranih čelika
Može se primeniti za širu grupu čelika. Po-vršinska tvrdoća je neznatno manja nego kod gasnog nitriranja
Jonsko nitriranje
Ugljenični čelici i li-vena gvoždja, visoko-legirani čelici, čelici za nitriranje, nerdja-jući i alatni čelici
Povećanje otpornosti na habanje; kod kalupa (matrica) i valjaka radni vek se povećava 3-10 puta
Indukciono kaljenje
Svi ugljenični i legi-rani čelici sa preko 0.35% C
Najdublji sloj od svih postupaka površin-skog otvrdnjavanja. Raste dozvoljeno opte-rećenje, otpornost na habanje, zamorna i tor-ziona jačina

Termička obrada čelika (TO)
197
DEFINICIJE I DOPUNE:
Kritične temperature čelika: temperature pri kojima nastaju fazne i druge prome-ne u čvrstom stanju. Osnovne vrste termičke obrade čelika: žarenje, kaljenje, otpuštanje. Specijalne vrste termičke obrade: termo-mehanička obrada, reaustenitizacija, in-dukciono kaljenje, hemijsko-termička obrada. Difuziono žarenje: zagrevanje i progrevanje ingota i čeličnih odlivaka blizu soli-dus temperature, pa zatim sporo hladjenje. Normalizacija: zagrevanje čelika na temperaturama 30-50ºC iznad AC3 i ACm i sporo hladjenje na mirnom vazduhu. Meko žarenje: zagrevanje neznatno ispod AC1 i sporo hladjenje. Lamelarni cemen-tit prelazi u povoljniji globularni (sferoidalni) cementit (sorbit). Potpuno žarenje: zagrevanje čelika 30-50ºC iznad AC3 i ACm, zatim sporo hlad-jenje do A1 u peći i najzad na mirnom vazduhu do sobne temperature. Rekristalizaciono žarenje: zagrevanje i progrevanje delova preradjenih na hladno; zagrevanje legura je iznad temperature rekristalizacije (iznad 0.6Tt, a ispod AC1), a hladjenje proizvoljnom brzinom. Medjufazno žarenje: žarenje metala izmedju pojedinih faza valjanja na hladno; time se vaspostavlja plastičnost metala opala zbog hladnog ojačanja, što je uslov za dalje deformisanje, tj. nastavak procesa hladne prerade. Žarenje za popuštanje napona: termička obrada odlivaka, zavarenih spojeva, delova preradjenih na hladno i dr., radi smanjenja nivoa zaostalih napona. Kaljenje čelika: zagrevanje čelika do austenitne odnosno austenitno-cementitne strukture, progrevanje i hladjenje brzinom većom od kritične. Zapreminsko (potpuno) kaljenje: zakaljivanje komada po celom preseku. Površinsko kaljenje: zakaljivanje samo plitkih površinskih slojeva tretiranih delova. Martenzitno kontinualno kaljenje: izvodi se neprekidnim hladjenjem sa tempera-ture kaljenja do temperature rashladnog sredstva, koja mora biti niža od Ms- tem-perature. Stepenasto martenzitno kaljenje (martempering): postupak kaljenja pri kome se koristi posredno sredstvo za hladjenje - sono kupatilo temperature nešto iznad Ms; vreme držanja mora biti kratko da se spreči početak transformacije austenita u be-jnit. Izotermičko bejnitno kaljenje (austempering): postupak kaljenja u sonom ku-patilu iznad temperature- Ms, sa vremenom držanja dovoljnim da se austenit pot-puno transformiše u bejnit. Na ovaj se način ugljenični eutektoidni čelik može pot-puno zakaliti na bejnit.

Mašinski materijali
198
Otpuštanje čelika: postupak naknadnog zagrevanja zakaljenog čelika ispod tem-perature AC1 s ciljem da se tvrda i krta martenzitna struktura transformiše u ot-pušteni martenzit. Otpusna krtost: štetna pojava manifestovana porastom tvrdoće, opadanjem žila-vosti i duktilnosti pri otpuštanju čelika legiranih sa Mn, Cr, Ni; krtost raste posle sporog hladjenja čelika oko 500ºC. Poboljšanje: kombinovana termička obrada koja obuhvata kaljenje i visoko ot-puštanje (500-700ºC). Popravljaju se sve korisne osobine čelika: jačina, žilavost, plastičnost. Taložno kaljenje: otvrdnjavanje nekih legura povezivanjem tehnoloških operacija presićenja i starenja. Presićenje: pri brzom hladjenju nekih legura iz oblasti povišenih temperatura, one i na sobnoj temperaturi zadržavaju višak rastvorka ostajući jednofazne, mada rav-notežnim uslovima tih legura odgovara dvofazno stanje i manji sadržaj rastvorka. Starenje: zagrevanje prethodno presićene legure do temperature niže od granične rastvorljivosti. Termička obrada ispod nule: hladjenje okaljenih delova do niskih temperatura (-30 do -60ºC) radi transformacije zaostalog austenita u martenzit (za čelike sa C > 0.60%). Zakaljivost čelika: mogućnost kaljenja uslovljena sadržajem ugljenika (kod nelegiranih čelika taj je uslov: C > 0.25%). Prokaljivost: dubina zakaljenog sloja koja zavisi od hemijskog sastava čelika i veličine austenitnog zrna. Jako prokaljiv legiran čelik može se zakaliti i na debelim presecima, a ugljenični samo do 16 mm debljine. Ispitivanje prokaljivosti po Džomini metodi: cilindrična čelična epruveta preč-nika 25 mm i dužine 100 mm, austenitizira se i potom kali mlazom vode sa jedne čeone površine. Prokaljivost se procenjuje merenjem tvrdoće od čela epruvete pa do udaljenja od oko 64 mm. Sredstva za hladjenje: pri kaljenju se koriste tečnosti (voda i vodeni rastvori, sona kupatila, metalna kupatila, motorno ulje), komprimovani vazduh, metalne ploče (bakarne, čelične). Termo-mehanička obrada: plastična prerada (valjanje, presovanje) u austenitnom području i potom direktno kaljenje vodenim mlazevima. Reaustenitizacija: dvostruko kaljenje s ciljem da se smanji sadržaj ugljenika u po-četnom austenitu, odnosno posle drugog kaljenja i u martenzitu. Površinsko kaljenje plamenom: kratkovremeno zagrevanje čelika acetilenskim plamenom i potonje hladjenje vodom. Indukciono površinsko kaljenje: zagrevanje površinskih slojeva čeličnih delova pomoću induktora uz brzo hladjenje. Dubina zagrevanja reguliše se pomoću frek-vencije naizmenične struje (f = 1 do 10 kHz).
Termička obrada čelika (TO)
199
Hemijsko-termička obrada: zasićenje površinskih slojeva čeličnih delova meta-lom ili nemetalima; od difundovanog elementa zavisi da li je potrebna naknadna termička obrada. Cementacija: hemijsko-termička obrada pri kojoj se površinski slojevi niskougl-jeničnih čelika (0.1-0.25% C) zasićuju ugljenikom i potom kale i nisko otpuštaju. Tako se postiže velika površinska tvrdoća (bitna za smanjenje habanja), a zadržava žilavo jezgro (bitno za ciklična i udarna opterećenja). Nitriranje: zasićenje površinskih slojeva čeličnih delova azotom koji sa legira-jućim elementima (Al, Cr, Mo) obrazuje tvrde ravnomerno razložene (disper-govane) karbide; stoga nije potrebna naknadna termička obrada, ali je pre nitriranja neophodno poboljšanje mašinski obradjenih (gotovih) delova. Cijanizacija i karbonitriranje: postupci istovremenog obogaćivanja površinskih slojeva ugljenikom i azotom, iz tečnog, odnosno gasovitog medijuma; potom se delovi kale i nisko otpuštaju. Sopstveni naponi usled kaljenja: sopstveni naponi nastali u procesu kaljenja; mogu biti prelazni i zaostali. Prema uzroku nastajanja razlikuju se termički i struk-turni naponi. Termički naponi: naponi zbog neravnomernog zagrevanja i hladjenja komada u toku kaljenja, zavarivanja i sl. Strukturni naponi: naponi stvoreni pri termičkoj obradi zbog veće zapremine martenzita nego drugih strukturnih sastojaka. Greške kaljenja: prsline, meke zone, nedovoljno pregrevanje, pregorevanje, ra-zugljenisavanje, oksidacija.
PITANJA:
1. Navesti postupke termičke obrade koji se odvijaju uz fazne promene i bez tih promena.
2. Zašto je potrebno progrevanje čelika na odabranoj temperaturi termičke obrade? 3. Zašto se sferoidalno žare nadeutektoidni čelici pre kaljenja? 4. Kako se izradjuju patentirane žice? 5. Medjuoperaciono žarenje pri preradi na hladno (valjanju limova, vučenju žice,
dubokom izvlačenju). 6. Izbor temperature kaljenja i sredstva za hladjenje ugljeničnih čelika. 7. Skicirati elementarne rešetke ferita, austenita i martenzita, i objasniti fenomen
zaostalog austenita. 8. Uticaj sadržaja ugljenika u čeliku na tvrdoću posle kaljenja. 9. Pomoću KH dijagrama objasniti postupke martenzitnog i bejnitnog kaljenja.
Mašinski materijali
200
10. Objasniti zašto se potpuno bejnitno kaljenje ne može izvesti kontinualnim hlad-jenjem.
11. Taložno kaljenje, presićenje i starenje. 12. Vrste otpuštanja, poboljšanje i otpusna krtost kod čelika. 13. Pojmovi zakaljivosti i prokaljivosti. 14. Sredstva za zagrevanje i hladjenje pri termičkoj obradi. 15. Termo-mehanička obrada čelika i reaustenitizacija. 16. Površinsko plameno i indukciono kaljenje. 17. Cementacija čelika. 18. Nitriranje čelika. 19. Cijanizacija i karbonitriranje. 20. Sopstveni naponi pri kaljenju. 21. Greške pri kaljenju (meke zone, nedovoljno zagrevanje, pregrevanje, pregore-
vanje, razugljenisavanje, oksidacija).





























