Embed Size (px)
DESCRIPTION
nnm
Citation preview
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
INDICE
GRAFICOS DE CONTROL............................................................................................................3
OBJETIVO........................................................................................................................................3
INTRODUCCIÓN..............................................................................................................................3
HOJAS DE CONTROL...................................................................................................................3
DIAGRAMA DE DISPERSIÓN......................................................................................................7
HISTOGRAMA.....................................................................................................................................8
GRÁFICAS X-R...................................................................................................................................10
DIAGRAMA DE ISHIKAWA, DE PESCADO O DE CAUSA EFECTO.........................................................12
CONCLUSIONES............................................................................................................................14
Bibliografía.......................................................................................................................................14
1

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
2

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
GRAFICOS DE CONTROL
OBJETIVO
Identificar las diferentes herramientas estadísticas (gráficos de control) utilizadas para el control de la calidad.
INTRODUCCIÓN
Un gráfico de control es un gráfico en el que se representa el comportamiento de un proceso anotando
sus datos ordenados en el tiempo.
El objetivo principal de los gráficos de controles detectar lo antes posible cambios en el proceso que
puedan dar lugar a la producción de unidades defectuosas y ello se consigue minimizando el tiempo que
transcurre desde que se produce un ajuste hasta que se detecta.
Así mismo el Control Estadístico de Procesos (CEP) hay que verlo también como una herramienta de
mejora continua de la calidad de los productos puesto que hoy en dia se mide la calidad de un producto
como un valor que es inversamente proporcional a la variabilidad que presentan sus características de
calidad en el cliente. Puesto que reducir la variabilidad debido a las causas comunes resulta más
complejo, en general el CEP ayuda a la detección de causas asignables para tomar acciones en función de
su naturaleza.
Por lo tanto se puede resumir lo anterior afirmando que el objetivo primordial de los gráficos de
controles la DETECCIÓN RÁPIDA de la presencia de causas asignables en un proceso
3

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
HOJAS DE CONTROL
Para explicarla hoja de control es necesario introducir el concepto de “variabilidad” como la
característica fundamental de todo proceso. La variabilidad afecta a las numerosas características de un
proceso; de todas ellas nos interesa en particular valorar las magnitudes del proceso.
Tomemos en consideración algunos procesos diferentes.
La producción de pistones para motores de explosión; ejemplo de característica variable: el
diámetro de los pistones producidos.
El llenado de frascos con cierto líquido farmacéutico; ejemplo de característica variable: los
gramos de líquido introducidos en cada frasco.
La soldadura de ciertas partes mecánicas realizada manualmente por un soldador; ejemplo de
característica variable; el número de soldaduras realizadas por hora.
Si tomamos en específico la variabilidad de un parámetro; el caso del llenado de frascos con líquido
farmacéutico se puede analizar el siguiente caso.
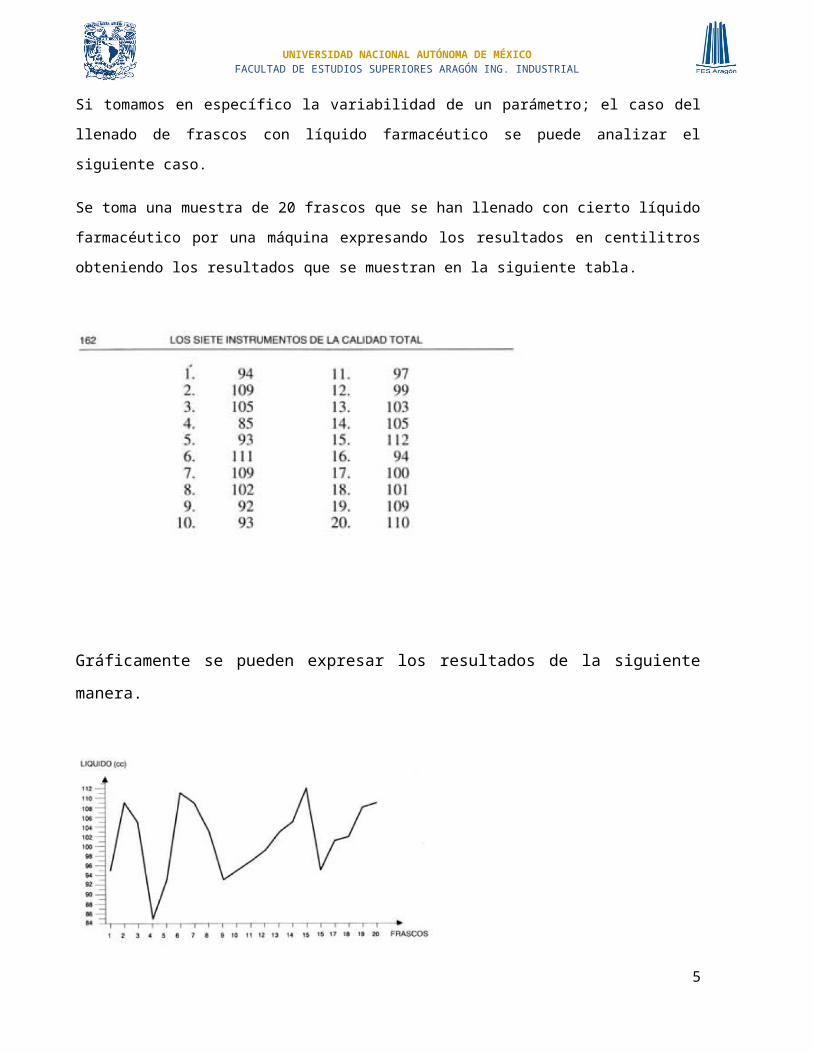
Se toma una muestra de 20 frascos que se han llenado con cierto líquido farmacéutico por una máquina
expresando los resultados en centilitros obteniendo los resultados que se muestran en la siguiente tabla.
4
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
Gráficamente se pueden expresar los resultados de la siguiente manera.
Si bien es cierto que es inevitable la variabilidad de todo proceso también lo es que el hombre debe de
mantener esa variabilidad bajo control para así obtener niveles de calidad aceptables.
Para alcanzar ese objetivo se desarrolló la herramienta que es conocida como hoja de control.
Se puede definir a la hoja de control como el documento escrito que se utiliza en el análisis de una
determinada unidad o lote elaborado de manera que los datos puedan recogerse de forma fácil y clara.
Las funciones principales de la hoja de control son:
Controlar la distribución de un proceso.
Registrar los productos defectuosos
Registrar la localización de defectos.
Verificar causas de unidades defectuosas.
Para que su empleo sea eficaz, es necesario que se cumplan las condiciones siguientes.
Han de incluir todo la información necesaria.
Solo la información necesaria
Espacio para cada concepto
Los conceptos deben de estar ordenados.
5

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
Cada tipo de control de cada producto y en cada etapa necesita su hoja de control correspondiente.
Cuando el control se realiza con la intención de determinar el grado de calidad de acuerdo con unas
normas preestablecidas es conveniente emplear un tipo de hoja en la que figuren los factores de calidad
exigidas por la norma y el sistema de calificación.
Supongamos que se quiere conocer los defectos de una conserva de melocotón antes de sacarla al
mercado en el cuadro al final del párrafo se muestran dos hojas de control una para emplearla para
conocer los defectos de la materia prima utilizada para la elaboración de esa conserva y otra para el
control del producto terminado, en las dos hojas se puede ver no solo como se analizan las
características del propio melocotón sino también aquellas que hacen referencia a su envase y a la
presentación.
6

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
DIAGRAMA DE DISPERSIÓN
El diagrama de dispersión es una forma sencilla de describir gráficamente las relaciones constatadas
entre dos variables, esta metodología consiste en representar cada observación por un punto en un
plano, cuya abscisa sea el valor de la primera variable y cuya ordenada sea el de la segunda.
La siguiente figura refleja el diagrama de dispersión de la variable PESO frente a ESTATURA. Para mayor
información los puntos correspondientes a chicas se han modificado con un (*) y los correspondientes a
chicos con (X).
El diagrama pone claramente de manifiesto una relación positiva entre las dos variables
estudiadas, que se refleja en una nube de puntos en forma de elipse cuyo eje principal tiene un
sentido creciente, como consecuencia del hecho de que, en términos generales, los individuos más
altos pesan más que los más bajos. El diagrama también pone en manifiesto que las chicas tienen
en general valores menores de ambas variables que los chicos, pero que la relación entre PESO y
ALTURA es bastante similar en ambos sexos.
7

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
HISTOGRAMA
El histograma es un tipo especial de gráfico de barras que se puede utilizar para comunicar información
sobre las variaciones de un proceso y tomar decisiones enfocándose en los esfuerzos de mejora que se
han realizado.
Comúnmente las estadísticas por si mismas no proporcionan una imagen completa e informativa del
desempeño de un proceso. El histograma, siendo un gráfico de barras especial, se utiliza para mostrar las
variaciones cuando se proporcionan datos continuos como tiempo, peso, tamaño, temperatura,
frecuencia, etc.
El histograma permite reconocer y analizar patrones de comportamiento en la información que no son
aparentes a primera vista al calcular un porcentaje o la media.
Elaboración del histograma
A) Recolecte datos continuos (tiempo, peso, tamaño, número de quejas, etc)
B) Organice los datos de acuerdo a su ocurrencia y tabúlelas en una tabla. Se recomienda utilizar de 40 a
50 valores por un determinado período de tiempo (semana, mes, etc)
C) Calcule el rango y amplitud de intervalo. Antes de graficar la información establezca una escala y
defina los intervalos:
• Calcule el Rango: Simplemente calcule las diferencias entre los números más altos y más bajos de la
información obtenida
• Calcule la Amplitud del Intervalo: Decida cuántas barras desea tener en su histograma. Entre más
barras tenga, más angosta deberá ser cada una. Normalmente el número ideal de barras es de 6 a 12.
Para determinar la amplitud de un intervalo, divida el rango por el número de barras. Cada intervalo
representa una barra en el histograma.
D) Dibuje los ejes horizontal y vertical. Grafique los intervalos utilizando la amplitud previamente
calculada.
E) Tabule los datos por intervalos.
F) Una vez que se han determinado los intervalos y se ha ordenado la información por categorías, el
siguiente paso es graficar los datos.
8

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
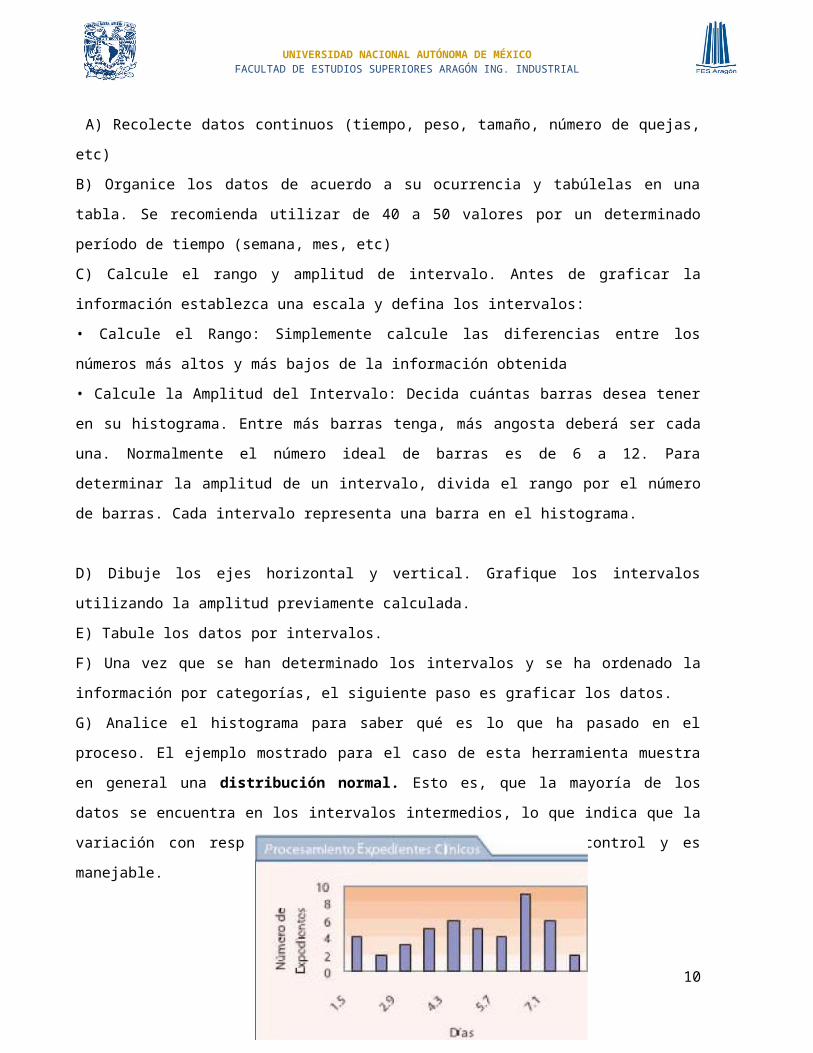
G) Analice el histograma para saber qué es lo que ha pasado en el proceso. El ejemplo mostrado para el
caso de esta herramienta muestra en general una distribución normal. Esto es, que la mayoría de los
datos se encuentra en los intervalos intermedios, lo que indica que la variación con respecto al promedio
se encuentra bajo control y es manejable.
En este caso el histograma muestra un proceso que tiene una depresión izquierda. Esto indica que algo
está pasando en el proceso que produce un decaimiento de los datos. Esto es causado por
inconsistencias en el proceso, tales como la incorporación de nuevos empleados, faltas de comunicación,
etc. Será necesario conocer la causa y atacarla.
9
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
GRÁFICAS X-R
El gráfico X-R nos ayuda a conocer si nuestro proceso se encuentra dentro de las especificaciones. La
medición de las variables y de los rangos de estas nos indican si nuestro proceso es constante o no. Si
hay una gran variación en nuestros valores significa que el proceso está fuera de control o en otras
palabras que existen variables asignables o atribuibles que están ocasionando una variación.
Proceso de Implantación del Gráfico X - R
1. Definir característica de calidad (Variable). Selección de la característica que se deba controlar:
longitud, área, dureza, etc.
2. Controlar condiciones de proceso. Eliminar todas las variables asignables o atribuibles.
3. Toma de muestras y tamaño de muestra. Tomar K muestras, deben ser más de 25 muestras (K>= 25),
el tamaño de muestra es el número de piezas que se van a tomar en cada muestra (n). El tamaño más
efectivo que se ha determinado en diversas aplicaciones industriales ha sido el de 5 unidades; pero
puede variar de 2 a 10 unidades. El tamaño de todas las muestras debe ser constante.
Las muestras deben tomarse a intervalos regulares de tiempo, y se van registrando los datos de cada una
en el mismo orden en que sean seleccionadas y medidas.
4. Calculó del valor promedio y de la amplitud de la muestra. Cálculo de los promedios X y del rango de
las muestras R.
5. Calculó de X y R
6. Establecer los límites de control
Límite superior de Control (LSC), Límite Central de Control (LCC) y límite Inferior de Control (LIC)
Límites para la gráfica X
Límites para la gráfica R
7. Graficar
8. Analizar los datos y modificar los límites en caso de que haya puntos fuera de los límites. Analizar los
promedios y las amplitudes de cada muestra con relación a los límites de control. Ajustar los límites
eliminando los puntos que se encuentran fuera de los límites y volviendo a calcular estos últimos.
9. Calcular la capacidad del proceso
10. Comparar el proceso con los límites de especificaciones. Analizar los datos para ver si no existe un
punto fuera de los límites de control y revisar si existen variables asignables o atribuibles en el proceso.
10

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
En la siguiente imagen se muestra un ejemplo representativo de una gráfica de control X – R (media
rango)
11

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
DIAGRAMA DE ISHIKAWA, DE PESCADO O DE CAUSA EFECTO
El diagrama de Ishikawa es una representación gráfica compuesta de líneas y símbolos que tiene por
objeto representar una relación entre un efecto y sus causas. Estos diagramas han sido creados para
describir un conjunto de factores concretos.
Es posible que para cada efecto existan muchas causas interrelacionadas. Por ejemplo: consideremos la
fabricación de un determinado producto que ha sido rechazado por algún defecto; cada una de las fases
del proceso de producción puede, de algún modo, ser la causa de ese efecto y , por lo tanto, del rechazo
del producto.
Los diagramas causa efecto tienen por objeto describir esta situación compleja para que se pueda
comprender mejor y, en consecuencia, identificar las causas responsables del defecto en el producto
considerado, a fin de que se puedan aplicar las acciones correctivas necesarias.
Es probable que para cada efecto haya diversas categorías principales de causas. En general, éstas caen
dentro de las conocidas 6M
12
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
En síntesis el diagrama de Ishikawa ayuda a graficar las causas de un problema que se estudia y
analizarlas. Es llamado diagrama de pescado por la forma en que se van colocando cada una de las
causas o razones que a entender originan un problema. Tiene la ventaja que permite visualizar de una
manera muy rápida y clara, la relación que tiene cada una de las causas con las demás razones que
inciden en el origen del problema. En algunas oportunidades son causas independientes y en otras,
existe una íntima relación entre ellas, las que se pueden estar actuando en cadena.
A continuación se muestra un ejemplo de aplicación de un diagrama de Ishikawa para el efecto concreto
de la derrota de un torneo deportivo.
13
DERROTA EN UN TORNEO DEPORTIVO

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
En el siguiente otro ejemplo se muestra un diagrama de Ishikawa para el efecto en específico en una
empresa de informes mensuales atrasados
CONCLUSIONES
Los gráficos de control son una herramienta fundamental tanto en la detección de errores en la
producción como en la mejora continua de la calidad ya que ayudan a la modificación de procesos con el
fin de evitar futuras fallas que interfieran en el cumplimiento de la calidad de la producción.
BibliografíaAlonso, V. C. (1990). Control Estadístico de la Calidad. Valencia.
Galgano, A. (1995). Los 7 intrumentos de la calidad total. Milan : Diaz de Santos.
Hansen, B. L. (1987). CONTROL DE CALIDAD. MADRID: Diaz Santos.
Sacristán, F. R. (s.f.). Técnicas de resolución de problemas. Madrird: FC EDITORIAL.
www.dgplades.salud.gob.mx/descargas/dhg/HISTOGRAMA.pdf
http://www.slideshare.net/stemur/interpretacion-graficas-de-control
14

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES ARAGÓN ING. INDUSTRIAL
15