Embed Size (px)
Citation preview

GUIAS DE PRODUCCION MAS LIMPIA
l.GALVANOPLASTIA
Produccion mas limpiaon el sector dogalvanoplastia

9) Centro Mexicano para la Producci6n mds Limpia(D INSTITUTO POLITLCNico NAcIONAL, 1997Direcci6n de Publicaciones y Materiales Educativos Tresguerras 27, 06040, M6xico, D.F.
Galvanoplastia. Producci6r; mis Limpia en el Sector de GalvanoplastiaPrimera edici6n: 1997
Coordinador del proyecto: QFB Guillermo Morales Paniagua Coordinadora editorial: Ing. Patricia Cruz Ortega
ISBN: 970-18-0848-7 (obra general)ISBN: 970-18-0849-5
Impreso y hecho en M6xico/ Printed and made in Mexico

I N D I C E
Presentaci6n ...............................................................................................9El Centro Mexicano para la. Producci6n mis Limpia ..................................... 11CAPiTULO I~Qu6 es la producci6n mds limpia? ...........................................................13Introducci6n ..............................................................................................13
1. Estructura de la industria de, galvanoplastia en M6xico 13H. Experiencia de producci6n mds limpia en la, industria
de galvanoplastia en M,6xico ...........................................................14HI. Resultados del proyecto de demostr-aci6n en la, industria
de galvanoplastia en M,6xico ...........................................................15
CAPfTULO 2Opciones de producci6n mds Iimpia en el sector degalvanoplastia ............................................................................................171. Proceso de galvanoplastia .....................................................................17H. Oportunidades de producci6n mis limpia ............................................... 23CAPfTULO 3Pasos para implementar la. producci6n mds limpia ..................................... 47
I. Criterios para establecer el enfoque de la evaluaci6n 49H. Fuentes de inforrnaci6n para elaborar el balance de
materiales ..................................................................................................50ANEXOSAnexo A. Costos de inversi6n y operaci6n para eltratamiento de aguas residuales ..................................................................59
Anexo B. Formatos para la implementaci6n de producci6nmds limpia ......................................................................................61
7

8 PRODUCC16N MAS LnKPL4, Y AHORRO DE ENERGfA PARA, EL SECTOR DE GALVANOPLASTIA
Formato 1. Cuestionario general de la compaffia ........................... 61Formato 2. Esquema para elaborar el diagnamade, flujo ........................................................................................ 62For-mato 3. Esquema par-a recopilar la informaci6nde los materiales ........................................................................... 63Formato 4. Ejemplo de, balance de, materiales parael proceso de, niquelado ............................................................... 64Formato 5. Esquema para elaborar un balancede, materiales ............................................................................... 65Formato 6. Lista de verificaci6n para el estudio de,factibflidad ................................................................................... 66Formato 7. Lista de verificaci6n para las evaluacionest6cnica, econ6mica y ambiental, .................................................... 67For-mato 8. Selecci6n de, opciones viables .................................. 70Formato 9. Plan para la producci6n mds limpia ............................. 71Formato 10. Monitoreo para el proceso de cromado . . 72
1. Llenado del for-mato 10 ....................................................................73IL M6todo para determinar el metal depositado en laspiezas ....................................................................................................73III. M6todo para determinar el consurno mensual de placasmetdficas en el proceso .........................................................................74Anexo C. Directoiio de, organismos e institucionesparticipantes en el primer proyecto de demostraci6n de
Producci6n m6s Limpia en la Industria de Galvanoplastiade M6xico ...................................................................................77
Bibliografta
i .

PRESENTACIO'N
La Gufa de Producci6n mds Limpia para la Industria de Galvanoplastia es la primera de una serie documental denominadaGufas de Producci6n mds Limpia que desarrollard el. Centro Mexicano par-a la Producci6n mds Limpia.
El prop6sito de esta serie de documentos es; apoyar a la industria con una herramienta prdctica que facilite la implementaci6naut6noma de prognamas de producci6n mds limpia par-a reducir la gener-aci6n de desperdicios, optimizando el uso de materiasprimas y aumentando los beneficios econ6micos de la planta.
El ndmero de empresas dedicadas a la galvanoplastia, o recubrimientos metAlicos; en. M6xico, segdn los registros oficiales, esdel orden de 800 establecimientos, y se estima que existen por lo menos 400 establecimientos mds del nango demicroempresas, que operan sin registro, pero, que consumen el mismo tipo de materias primas, tienen las mismascaracterfsticas de proceso y por lo tanto gener-an el mismo tipo de desperdicios. Como consecuencia, la autoridad ambientalde M6xico ha clasificado este giro industrial como prioritario dentro de los prognamas de regulaci6n ambiental.
En este contexto, el Centro Mexicano para la Producci6n mds Limpia, con la participaci6n y cooperaci6n de industriales de lagalvanoplastia de M6xico, desarroll6 un trabajo prdctico para incorporar los principios de Producci6n mds Limpia y evaluar susresultados. El potencial encontrado en las empresas participantes fue de 4001o de reducci6n en el uso de materias primas y de60% de reducci6n en. la gener-aci6n de residuos.
Los principios de producci6n mds limpia se aplican de igual manera a negocios pequefios que a la gr-an industria enpr-Acticamente cualquier giro de producci6n, por lo que esta gufa estd orientada al sector de galvanoplastia independientementede su tamafio.
9

10 PRODUCC16N MAS LIMPU Y AHORRO DE ENERGfA PARA EL SECYOR DE GALVANOPLASTIA
La gufa comprende tres; partes; medulares: en el capftulo I se presenta el. concepto de producci6n mds limpiadel proyecto que realiz6 el Centro en el sector de galvanoplastia. El capitulo 2 describe las opciones deproducci6n mds limpia que resultaron comunes en la experiencia de M6xico, y el capitulo 3 expone los pasosmetodol6gicos par-a la implementaci6n de los principios en. la industria, los cuales fueron utilizados en elproyecto de demostr-aci6n.
El Centro Mexicano para. la Producci6n mds Limpia espera que esta gufa sea de utilidad para. diversosespecialistas y expresa su agradecimiento a las empresas que participaron en el primer proyecto dedemostraci6n, en un esfuerzo por presentar los beneficios de la aplicaci6n de los principios de producci6nmAs limpia en la industria de galvanoplastia de M6xico.

EL CENTRO MEXICANO PARALA PRODUM6N NIA'S UMPIA
EI Centro Mexicano par-a la Producci6n mds Limpia forma parte del Programa Global de los Centros Nacionales deProducci6n mds Limpia de la. Organizaci6n de Naciones Unidas para el Desarrollo Industrial (ONUDI). A la fecha, el programase desarrolla en 10 pafses de cuatro continentes: China, India, Hungria, Rep6blica Checa, Repfiblica Eslovaca, Zimbabwe,Tanzania, Timez, Brasil y M6xico.
En M6xico el. Centro oper-a en el Instituto Polit6cnico Nacional mediante un convenio de colaboraci6n firmado con la ONUMen diciembre de 1995 en cooperaci6n con la CANACINTRA. El objetivo del Centro es "crear la capacidad nacional para asegurarla aplicaci6n sostenida del concepto de producci6n mds limpia en el sector industrial", par-a lo cual Ileva a cabo cuatroactividades bAsicas: 1) evaluaciones en planta o proyectos de demostraci6n, 2) capacitaci6n, 3) diseminaci6n de informaci6n y4) asistencia en polftica. ambiental.
inmediatamente despu6s de su creaci6n, la ONUDI y el Instituto Polit6cnico Nacional establecieron una cooperaci6n con elProyecto par-a la Prevenci6n de Contaminaci6n (EP3), un proyecto financiado por la Agencia de Desarrollo Internacional de los;Estados Unidos (USAID), para operar en conjunto el Centro Mexicano para la Producci6n mds Limpia.
El EP3 es un programa establecido por el gobierno de los Estados Unidos para. crear programas sostenibles en paises endesarrollo, transferir conocimientos especializados e informaci6n sobre la prevenci6n de contaminaci6n industrial y urbana, yapoyar esftierzos para mejor-ar la calidad del medio ambiente. Actualmente oper-a en Indonesia, Egipto, Ecuador, Bolivia,Par-aguay y M6xico.
11

CAPITULO 1
;,QW ES LA PRODUCCI 'ON M AS LIMPIA 09
I
INTRODUCC16N
La producci6n mds limpia es una estnategia preventiva e integr-al aplicada a procesos, productos y servicios paraincrementar la. eficiencia y reducir los riesgos par-a los seres; humanos y el medio ambiente. Por lo que se refiere a losprocesos, la producci6n m6s limpia incluye el uso eficiente de materias pnmas y energia, adernis de la reducci6n decontaminantes; en la fuente. Pana productos y servicios, los puntos estr-at6gicos se centran en la reducci6n de los efectosnegativos al ambiente a lo largo de todo el ciclo de vida del producto, desde el disefio y uso hasta su disposici6n final. Laexperiencia con producci6n mds limpia muestra que se pueden implementar mejor-as en el proceso industrial, con costosrelativamente bajos y en algunos casos nulos.
La definici6n anterior hace hincapi6 en el proceso, lo cual indica el punto centr-al del programa de producci6n mds limpia.Sin embargo, tambi6n se subraya la importancia del ciclo de vida para alcanzar una soluci6n sustentable a los problemasambientales del mundo causados por los sectores productivos de la sociedad.
El programa de producci6n mds limpia se enfoca. al potencial de ahorros directos en el mismo proceso de producci6n y alos; ahorros indirectos por eliminaci6n de costos, asociados con el tr-atamiento y la disposici6n final de residuos, comom6todo par-a hacer un uso eficiente de las materias primas y energfa, y reducir la descarga de contaminantes desde lafuente, al menor costo y de la manera mAs eficiente, con periodos cortos de amortizaci6n de las inversiones.
A diferencia del concepto "producci6n mds limpia", la aplicaci6n de sistemas de control de la contami-
13
naci6n, es decir, el buscar la soluci6n al final del proceso cuando la contaminaci6n ya se produjo, constituye siempre unacarga para la empresa, al bajar su competitividad, ya que los costos de tr-atamiento y disposici6n de desperdicios; soncargados al costo del producto.
1. ESTRUCTURA DE LA INDUSTRIIA DEGALVANOPLASTIA EN MtMC0
La industria de galvanoplastia en M6xico es un sector impoilante en la economfa del pals, consider-ando el nfimero deempresas y de empleos; gener-ados. La industria se centra principalmente en tresdreas: la zona metropolitana de la ciudadde M6xico, Jalisco y Nuevo Le6n.
En la esfera nacional, hasta el mes de junio de 1996, existfan 794 establecimientos; registrados, de los; cuales 610funcionaban como microempresas, 138 como empresas pequefias, 29 como empresas medianas y 17 estaban clasificadascomo empresas gnandes, dado el ndmero de empleados y el volumen anual de ventas. Del total de establecimientos, 40%corresponde a la zona metropolitana de la ciudad de M6xico, 28% a Jalisco, 19% a Nuevo Le6n y 12% al resto del pals.
En lo que concierne al personal ocupado, la industria de galvanoplastia genera 13 176 empleos, de los cuales el subsectorde la micro-pequefia-mediana empresa contribuye con 10 312, cifra que representa el 78% del total, y las empresasgrandes lo hacen con 2864 empleos, que corresponden al 22% restante. La distribuci6n regional del personal ocupado es54% en la zona metropolitana de la ciudad de M6xico, 20% en Jalisco, 18% en Nuevo Le6n y 8% en el resto del pals.

14
PRODUCC16N MAS LIMPU Y AMORRO DE ENERGIA EN EL SECTOR DE GALVANOPLASTIA
Por lo que se refiere a los aspectos ambientales, esta industria enfrenta problemas serios debido a que los residuos y emisiones;generados por 6sta han sido considerados en su mayorfa como peligrosos. En un estudio elaborado por el Instituto Nacional deEcologia en 1996, denominado "Ciudades y giros prioritarios de acuerdo con su potencial contaminante", se clasifica el rubrode productos metdlicos -que abarca el de acabados metdlicos-, que ocupa el octavo lugar por su contribuci6n a lacontaminaci6n por aguas residuales en el pais, y en el quinto lugar en cuanto a la contaminaci6n por residuos peligrosos.
Las emisiones mds importantes son las aguas residuales procedentes de las descargas de los enjuagues de las piezas, de losbafios de proceso agotados y de los escurrimientos provenientes; del mantenimiento de l6s baflos. Por lo que se refiere a lasaguas residuales, esta industria genera principalmente metales pesados, grasas y aceites, cianuro, dcidos y 61calis. Unproblema adicional lo constituyen los lodos que se obtienen en los procesos de tratamiento de estas aguas residuales, los cualesdeben ser confinados dada su naturaleza t6xica.
La industria de galvanoplastia en M6xico ha realizado diversos esfuerzos encaminados a controlar sus propias emisiones decontaminantes en el medio ambiente, para cumplir asf con la normatividad ecol6gica vigente. Sin embargo, la mayorfa de lasempresas de este sector industrialhan presentado serias dificultades,. debido principalmente, a los altos costos de instalaci6n yoper-aci6n de los sistemas de tratamiento, adem;As de los elevados costos de disposici6n final de los residuos. Esto representaun problema para las empresas porque es dificil cargar los costos ambientales al precio de sus productos finales.
Una opci6n viable para estas empresas lo constituye la implementaci6n de un sistema de producci6n mds limpia y ahorro deenergla de manera continua, que de modo global ataque el problema desde su origen, disminuyendo el consumo de materiasprimas, minimizando los residuos, disminuyendo los costos de tratamiento y disposici6n final, y aumentando la calidad delproducto.
11. EXPERIENCIA, DE PRODUCCIONMfkS LIMPU EN LA, INDUSTRIA DE
GALVANOPLASTIA EN MtXIC0
Dada la natur-aleza de los procesos en la industria de galvanoplastia y la experiencia del sector en el manejo de sus descargas yresiduos, la primera experiencia de demostraci6n del Centro Mexicano para la Producci6n m6.s Limpia se orient6 hacia laindustria de galvanoplastia. Este sector industrial se seleccion6 de acuerdo con el andlisis de prioridades sectoriales, realizadapor las autoridades ambientales de M6xico. Como se mencion6 anteriormente, la complejidad de este giro industrial se derivadel uso de sustancias t6xicas en el proceso, que se asocian con impactos negativos al ambiente, ademds de que los sistemas decontrol de la contaminaci6n son complejos y generalmente costosos.
En el proyecto de demostraci6n participaron seis empresas del drea metropolitana de la ciudad de M6xico. Estas empresas sonmaquiladoras --en el rango de micro a mediana empresa- que manejan los procesos electrolfticos de cromado, galvanizado yanodizado.
El objetivo del proyecto de Producci6n mds Limpia en el Sector de Galvanoplastia fue encaminar los esfuerzos de las empresasparticipantes para que se pudiera evaluar, implementar y monitorear cambios en el proceso industrial y reducir la contaminaci6ncon un beneficio econ6mico para 6stas.
La metodologfa aplicada en el proceso y las opciones de producci6n mds limpia encontradas se presentan en esta gula, con elprop6sito de extender los beneficios de la producci6n mds limpia a otras empresas del sector.
El proyecto mcluye varias etapas relacionadas que requieren la participaci6n del personal de la propia empresa, de expertos enel proceso y de producci6n mds limpia; estas etapas se Ilevaron a cabo de acuerdo con las actividades establecidas en elcapitulo 3.

Los datos que sirvieron de base para generar las opciones de producci6n mds limpia fueron proporcionados por las propiasempresas; tambi6n se realiz6 una serie de mediciones en los casos en que no se contaba con informaci6n del Proceso. Por ello,

a
0
a
;e
is le el n10
ia
)S
ie[I-
a-
0-
e)sn-
ieiain
T-
as Ira-
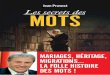
GRAHCA 2. Itmerskmes requeridas. (En pesos)
1000-2000(8%
..11~ 2000-3000
0 - 1000(41%)
Inversi6nrequerida
ZQU]t ES LA PRODUCC16N MAS LIMPLO 15
las opciones generadas, en gran medida, son especfficas para cada empresa. Posteriormente, cada empresa determin6 elcalendario de implementaci6n de cada opci6n, basandose en las estimaciones de los costos y los beneficios de cada una deellas.
Una vez implementadas las opciones recomendadas, se realiz6 un monitoreo de los resultados, con la finalidad de comprobarsu buen funcionamiento, efectuar cambios adicionales necesarios y realimentar el sistema de producci6n m;As limpia. Seconsider-a que los resultados representan beneficios econ6micos y ecol6gicos importantes par-a las empresas degalvanoplastia. Como regla general, se ha notado que a mayor producci6n de una empresa, mayores sendn los beneficiosecon6micos de 6sta.
111. RESULTADOS DEL PROTECTODE DEMOSTRAC16N EN LA IINDUSTRIA

DE GALVANOPLASTU EN MtXICO
De manera. general, se encontraron 71 oportunidades de producci6n mds limpia y ahorro de energfa. Con la finalidad deproporcionar un panorama del proyecto, se han elaborado gr-dficas que induyen resultados estimados globales de las seisempresas, en las cuales se observan los beneficios que se pueden obtener a corto, mediano y largo plazos al. implementar unprograma de producci6n mds limpia en el sector de galvanoplastia.
Gastooperativo
anual
pesos y gastos de operaci6n. anual de 172 151 pesos, que generan un ahorro anual. de 10 14 111 (v6-ase GRAFICA 1). Cabedestacar que cada empresp, en la medida de sus posibilidades, determina las opciones que desea implementar en primerainstancia (generalmente las de nulo o bajo costo), para generar ahorros econ6micos que puedan servir par-a la implementaci6nde las opciones que implican un. costo mayor. Tambi6n, los niveles de inversi6n, gasto operativo y ahorros estAn en funci6n.del nivel de producci6n de la empresa en particular.
El rango de las inversiones requeridas es 41%, de cero a mil pesos; 3 1 % de mil a 5 mil pesos; 6% de 5 a 10 mil pesos; 6%mayor de 10 mil pesos, con un 16% no determinado (v6ase GRAFICA 2). Como puede observarse, la mayorfa de las inversionespuedenconsiderarse de bajo costo, por lo que no representan una carga muy fuerte par-a las empresas. Cada. empresa decide lamaner-a de implementar las opciones, evaluando varias opciones, de acuerdo con sus posibilidades.
El beneficio econ6mico de la implementaci6n de todas las opciones de producci6n mis limpia en las seis empresas, de acuerdocon el tiempo de recuperaci6n. de las inversiones es: 54%, de cero a seis meses; 11%, de seis meses a un afto; 8%, de uno ados afios; 2% mayor de dos afios, con un 25% no disponible (v6ase GPAFICA 3).
GRAFICA 1. Inversi6n, gastos y ahorro de seis empresas. (En pesos)
Ahorros anuales
320334 172 151 1014 Ill
La implementaci6n total de las oportunidades deproducci6n mds limpia identificadas en las seis empresas requieren una inversi6n global de 320334
(9%)
3000-5000(14%)
000-10000
0000 (6%)No determinado (6%)
(16%)
Lo anterior significa que, debido a la poca inversi6n que requiere la implementacift de la mayorfa de las opciones, 6sta serecupera en su mayor parte en menos de un afto, lo cual resulta muy atractivo para las empresas.

16 PRODXJCC16N MAS LIMPM T AHORRO DE ENERGtA EN IEL SECTOR DE GALVANOPLASTU
GRANCA 3. Tiempo de recstperacidnde la inversi6n
(Tiempo y poreentaje)
>24 meses12 - 24 meses (2%)
0 - 6 meses(54%)
El 27% de las opciones repercuten en la disminuci6n del uso de materias primas, 28% en ahorros de agua y descarga de aguasresiduales, 33% en ahorros de energfa, 9% en reducci6n en la generaci6n de residuos y 30/~ en reducci6n de emisiones a laatm6sfera. Esto significa que lo8 sistemas de control de la contaminaci6n, necesarios para cumplir con las nor-
mas ecol6gicas correspondientes (por ejemplo, sistemas de tratamiento), deben ser mAs sencillos y econ6micos que los que serequerirfan sin la implementaci6n de producci6n limpia. Ademds, los ahorros que se obtienen pueden emplearse para la ins-talaci6n y operaci6n de estos sistemas de control ambiental (v6ase GRAFicA 4).
GRAFICA 4. Area de redswci6n(Porventaje)
AhorTo de energfa(33
Ahorro de agua v disminucift de la descarga e aguas residuales (28%)
Reducci6n en el usode materias primas (27%)
a la atm6sfera (3%)

trgaYO)
CAPITULO 2
OPCIONES DE PRODUCC10" N MAS LIMPIA
EN EL SECTOR DE GALVANOPLASTIA
I. PROCESO DE GALVANOPLASTU
Las oper-aciones unitarias que conforman los procesos electrolfticos de galvanoplastia son, de manera general, las operacionesde pretratamiento (descromado, desniquelado, decapado, pulido, desengrase), la electrodeposici6n (galvanizado, cobrizado,niquelado, cromado), y el sellado. Como se describird en el capftulo 3, serd de gran utilidad el desarrollo de un diagrama deflujo de la planta. A maner-a de ejemplo, se presenta el diagrama de flujo general para el proceso cobre-nfquel-cromo, el cual sepuede tomar como base para elaborar los diagramas de flujo para. otros procesos de galvanoplastia (v6ase DIAGRAMA 1).
1. DESCRIPC16N DEL PROCESO
Los procesos de recubrimiento electrolftico, tambi6n denominados galvanoplastia, consisten en depositar por vfaelectroqufmica delgadas capas meWicas sobre la superficie de las piezas a recubrir. Estas piezas por lo general son de hierro,acero o aluminio.
El principio bdsico de los procesos de recubrimientos electrolfticos consiste en la conversi6n del metal deldnodo en ionesmetdlicos, que se distribuyen en la soluci6n (electrolito). Luego, estos iones metAlicos en soluci6n se reducen sobre las piezasa recubrir, las cuales actdan como citodos al aplicarles corriente el6ctrica proveniente de una fuente externa. Tambi6n existenprocesos de recubrimiento por inmersi6n, en los que el metal se deposita sin fuente externa de corriente el6ctrica.
ii
17
Las propiedades; del recubrimiento metdlico dependen de factores fisicos y qufmicos. Entre estos factores, destacan:
• La densidad de corriente aplicada• La concentracift de los iones metdlicos• El tipo y la concentraci6n de los aniones Y/0
aditivos;• El pH y la temperatura de la soluci6n• El tipo y la concentraci6n de aditivos especfficos par-a conseguir las propiedades del recubrimiento deseadas (brillo, dureza).
Como en esta gufa se desarrollan opciones generales de producci6n mis limpia para las empresas de galvanoplastia en M6xico,s6lo se tr-atan opciones pertinentes a los procesos de recubrimiento que se encuentran con mayor frecuencia. Estos son: a)cobre-nfquel-cromo, b) galvanizado, y c) anodizado condcido sulf-arico. Sin embargo, es posible aplicar los principiosgenerales de las evaluaciones de producci6n mds limpia a procesos mds especializados, los cuales no son tratados en estetrabajo.
Una Ifnea de recubrimientos electroliticos estA compuesta por numerosas operaciones que, en funci6n de las exigencias decalidad y del campo de aplicaci6n seleccionado, pueden clasificarse de la siguiente manena: a) decapado, b) pulido, yabrillantado, c) desengrase, d) activado, y e) recubrimiento electrolftico.

A. Decapado. El objetivo del decapado es eliminar las capas de 6xido, formadas en la superficie de las piezas metAlicas debidoal contacto entre 6stas y la atm6sfera. El decapado se realiza sumergiendo ]as piezas en una soluci6n que puede ser Acida oalcalina, dependiendo del tipo de proceso.

DUGRAMA 1. Proceso de galvanoplastia (cobre-niquel-cromo)
Materms primas auxthares y emrgia Operacidn unitaria Desperdicios, emisiones, energiay productos secundarios.
Partfeulas etAhcasHojalateria k b
y esmeriles gastados.
<Zj.:s.:~ag-a, car~b-mt. y ~e-erg%a~. i, Descromado y desnique-l-a-d-ol b,
Arrastre de soluci6n declescromado y desniquelado.
Enjuague
Pastas de paliclo, ienergfa, piezas metAlicas nuevas Pulido
y usadas, rueda de fieltroy rueda sisal.
Fr-anela, gasolina, asen-fn Limpiezay blanco de Espana.Agua, sosa, cianuro Desengrase Vapores de sosa
y arrastres de soluci6n.aditivos, vapor, gas y energfa.
Agua alcalina, cianuro,~gua. P Enjuague aditivos y arrastres de
desengrase.
<::7-A-gua y dcido ul&Iric--o7_---;j, Activado Arrastres de soluci6n.
M~r - ----j
Enjuague
a, cianuro, cobre, sosa, 4aditivos, gas, vapor y energia. F- Bafio de cobreVapores de soluci6n
y arrastre de soluci6n.Enjuag-ue Agua y arrastre de soluci6n
de cobrizado.
~Agua y ~Acido su~IfWico.~ m- F- ActivaArrastre de soluci6n.
Agua Acida y arrastrede soluci6n de activado.
Enjuague
Aire, nfquel, agua, dcido i <:~ ~Arrastre de solLfci6nNiquelado ci
b6rico, Acido sulfdrico, energfa y y vapores de soluci6n.aditivos.
EnjuagueCromado Arrastre de soluci6n
y vapores de soluci6n.Enjuague
~ela- m- F- Secado ---I P
P F- Pintado
<::::7-m-`a-te-r-ia-l -de-e-m-pa-que------.;~ Empaque
1R

OpcioNiEs DE PRoDuccr6N mAs Limpu
B. PuBdo y abrMantado. El pulido elimina asperezas o defectos; de las superficies de las piezas, mientr-as que el abrillantadomejor-a la apariencia y acondiciona la pieza para su recubrimiento.
C. Desengrase. El desengr-ase elimina las gr-asas y los aceites (provenientes del pulido) de la superficie de las piezas y puedeefectuarse bdsicamente de dos maneras: utilizando disolventes; orgdnicos o soluciones alcalinas con poder emulsificador.
D. Activado. El proceso de activado se utiliza para asegurar que no se fon-ne una capa de 6xido sobre la superficie del metal,antes de pasar a los bafios de recubrimiento electrolftico. Esa capa de 6xido puede dar lugar a una mala conducci6n el6ctrica.En esta opemci6n se emplean soluciones dcidas, diluidas, que ademds de eliminar la capa de 6xido, penniten eliminar manchasgenemdas por compuestos, orgAnicos y/o inorgdnicos, adheridos; a las piezas.
E. RecubArniento electrolitico. Los procesos que se han estudiado par-a la elabor-aci6n de este manual son:cobre-nfquel-cromo, galvanizado y anodizado.
* Cobre-niquel-cromo. Este proceso consta de tres pasos:
19
Cromado. Este tipo de acabado posee excelentes; caracterfsticas de brillo, dureza y poder anticor-rosivo. Los electrolitos decromo contienen Acido cr6mico, pequenas cantidades de dcido sulf-drico y, segdn su composici6n, catalizadores, por logener-al fluorados. Cuando se aplica en bajos espesores sobre dep6sitos de nfquel se denomina cromo decorativo. Cuando seaplica sobre acero en grandes espesores, como es el caso de los amortiguadores y similares, se denomina cromo dur-o.
- Galvanizado. Los recubrimientos; de cinc o galyanizado tienen propiedades anticorrosivas, y de manera muy ocasional,decorativas. Tradicionalmente, los electrolitos de cinc mAs utilizados son los cianurados, de media y alta concentraci6n decianuro; estos electrolitos poseen una gr-an toler-ancia a la contamihaci6n orgAnica y permiten trabajar con pretrutamientos nooptimizados.
Por otro lado, se estdn imponiendo los galvanizados dcidos, que se caracterizan por ser muy brillantes y tener un altorendimiento; el uso de estos electrolitos Acidos reducen de maner-a consider-able el costo de tr-atamiento de las aguasresiduales.
Por idltimo, existen galvanizados alcalinos, exentos de cianuro, que combinan una gran parie de las cualidades de loselectrolitos cianurados con un tratamiento de bajo costo para las aguas residuales.
Cob?izado. El cobrizado cianurado es el primerrecubrimiento de los sistemas multicapas, de granprotecci6n anticor-rosiva, que se realizan habitualmente sobre zamac (aleaci6n de cinc, aluminio, Anodizado. La reacci6n bdsica en cualquier promagnesio y cobre) y/o acero como materiales ba- ceso de anodizado es la conversi6n de la superficiese. Los electrolitos de cobre mAs empleados son los de aluminio a 6xido de aluminio. Las ventajas delde base cianuro y de base sulfato. El electrolito anodizado son las siguientes:cianur-ado (cianuro de potasio o sodio) contienepocos aditivos orgdnicos.
M
Niquelado. Los recubrimientos de niquel sonuna base muy apr-opiada para la mayorfa de losrecubrimientos decorativos, como el cromo, ellat6n, la plata y el oro. Existen diferentes variedades clasificadas en funci6n de sus; aditivos y abri

Ilantadores. Los principales son niquel semibriIlante y nfquel brillante. El electrolito de niquelmds empleado en M6xico contiene cloniro, sulfato, Acido b6rico y aditivos orginicos en sucomposici6n.
• Aumenta la resistencia a la corrosi6n y a la abrusi6n• Aumenta la adherencia a la pintura• Permite recubrimientos subsecuentes• Proporciona aislamiento el6ctrico.
Los tipos de anodizado son:
• Anodizado decorativo. Con dcido sulf~irico y dcido cr6mico, a temperatura de 20-30 OC.
• Anodizado duro. Con Acido sulMrico, a temper-atura de 0- 10 *C.

CUADRO 1. Acciones de producci6n mds limpia
1. USO EFICIENTE DE AGUA Y MATERULLES
Aspecto Ticnico Aspecto Econ6micoAspecto Ambiental9 Reducci6n en el uso de e Hasta 90% de recupe-Reducci6n de
descargas ala)Recuperaci6n del arrastre materias primas. raci6n de soluci6n del drenaje o a la planta de
de las soluciones del pro- proceso. tratarniento de metalesceso. pesados y compuestos t6
xicos.Reducci6n en el uso deagua y en la generaci6n deaguas residuales y de residuos s6lidos peligrosos.
b) Agitar los enjuagues. - Aurnento en la eficiencia Hasta 50% de reducci6n Reducci6n adicional dedel enjuague. en los costos de mante- descargas al drenaje o a laeDisminuci6n de la conta- nimiento de las solucio-planta de tratarniento
deminaci6n de las solucio- nes del proceso. metales y compuestos t6nes de proceso. xicos.- Aurnento en la calidad del Reducci6n adicional en elrecubrimiento. uso de agua y en la ge
neraci6n de aguas residuales y de residuos s6lidos peligrosos.
c)Eliminar el aceite y la gra- e Capturar la grasa y el Hasta 25% de reducci6nReducci6n en las dessa superficiales de las so- aceite para evitar que pue- en el mantenimiento de cargas de grasas ~ aceitesluciones de desengrase. da pasar hasta las solu- lassoluciones del pro-hacia el
ambiente.ciones de recubrimiento. ceso.9Aurnento en la calidad delrecubrimiento.
d)Remover los Anodos de e Reducci6n del proceso de Reducci6n en los recha-Reducci6n adicional decinc del bafio de proceso disoluci6n de los dnodos zos. descargas al drenaje o a lacuando no estdn en ope- de cinc. Reducci6n en la p6rdida planta de tratarniento deraci6n. *Reducci6n en la p6rdida de materiales del proceso. compuestos de cinc.
de cinc por arrastre. Reducci6n adicional en el9 Aurnento en la calidad del uso de agua y en la generecubrimiento. raci6n de aguas resi
duales.e)Reducir la concentraci6n & Disminuci6n en el con- Hasta 50% de ahorro por 9
Reducci6n adicional dede materias primas en las sumo de materias primas p6rdida de materiales de descargasal drenaje desoluciones del proceso. por reducci6n de arrastres proceso por arrastre. metales y compuestos t6
de las soluciones de pro- xicos.ceso. o Reducci6n adicional en el
uso de agua y en la generaci6n de aguas residuales y de residuos s6lidospeligrosos.
20

CUADRO 1. Acciones de producci6n mds limpia (eontinuac:16n)
Aspecto T&nico Aspecto Econ6mico Aspecto Ambientalf) Reducci6n del consurno 0 Reducci6n en el consurno * Ahorro de 30% a 90% en e Reducci6n en la descarga
de agua de enjuague. de agua. el consurno de agua y en de aguas residuales.los costos de inversi6n yoperaci6n para el trata-miento de aguas resi-duales.
2. SUSTITUCI6N DE MATERIALESa)Utilizar productos no 9 Simplificaci6n de la lim- e De 30% a 100% en la ma- Reducci6n en la descarga
grasos para el pulido de pieza y desengrase poste- no de obra utilizada para de grasas y aceites hacialas piezas. rior al pulido. la limpieza de las piezas, el ambiente.
* Aumento en la calidad del despu6s del pulido.recubrimiento. e Potencial eliminaci6n del
uso de solventes orgi-nicos u otros materiales.
b)Cambiar la soluci6n de 9 Mejoramiento en la cali- * Ahorro igual al costo Reducci6n en las descar-galvanizado por una solu- dad del recubrimiento. anual por compra de cia- gas de cianuro al arn-ci6n alcalina sin cianuros. nuro para el proceso de biente.
galvanizado, mds el costode inversi6n y operaci6npara. la destrucci6n decianuro en las aguasresiduales.
OCambiar la soluci6n de Mejoramiento de la cali- * Ahorro de por lo menos Eliminaci6n de la descar-cromo hexavalente por dad del recubrimiento. 30% en los costos de ope- ga de cromo hexavalenteuna soluci6n de cromo raci6n. al ambiente.
trivalente para sellado en * Reducci6n en los costosgalvanizado. de inversi6n y operacion
para el tratarniento delcromo hexavalente.
3. EFICIENCIA ENERGATICAa)Evitar el uso de ilumina-Reducci6n en el consumo 9 Hasta 30% de consurno de Beneficios indirectos.
ci6n artificial cuando la de energla el6ctrica. energfa.luz diuma sea suficiente. e Ahorros variables, depen-
diendo de las condicionesde cada empresa.
b)Remplazar la iluminaci6n Reducci6n en el consurno * Hasta 20% de consurno de Beneficios indirectos.estdndar por fluminaci6n de de energia el6ctrica. energia.
alta eficiencia. - Ahorros variables, depen-diendo de las condicionesde cada empresa.
21

CUADRO 1. Acciones de producci6n mds limpia (condusi6n)
Aspecto T&-nico Aspecto Econ6mico Aspecto Ambientalc)Reducir las horas de ope- * Programaci6n del despin- e Hasta 60% del consurno de * Beneficios indirectos.raci6n del tanque de des- tado de las piezas. energfa, dependiendo de lapintado. programaci6n.d)Aislar los tanques que ope- * Evitar el desperdicio de, e Hasta, 80% de ahorro en el * Beneficios indirectos.ran a temperaturas eleva- energia. consurno de energfa paradas. calentar los tanques.e)Cambiar los quernadores * Aumento en la eficiencia o Hasta, 6001o de ahorro, en 9 Beneficios indirectos.de gaS L.P. por resistencias del calentarniento. los costos por calenta-el6ctricas en los tanques miento de los tanques quede desengrase que se ope- se operan calientes.ran calientes.f) Control de la demanda mA- o Programaci6n de la opera- s Hasta 4001o de reducci6n 9 Beneficios indirectos.xima de energia mediante ci6n de los rectificadores en los costos por deman-el desfase de los rectifica- para controlar la demanda da mixima de energia.dores en anodizado. mixima de energfa.4. BUENAS PRACTICAS DE MANUFACTURA ADICIONALESa)Mejorar los controles del * Mejoramiento de la cali- Hasta 1% de ahorros de e Beneficios indirectos.proceso: pH, concentra- dad del recubrimiento. los costos totales de manoci6n y temperatura. * Reducci6n en los recha- de obra y materias primas
Zos. al reducir el reproceso delas piezas rechazadas.
b)Reducir el tiempo entre el 9 Mejoramiento de la lim- Hasta 30% de ahorro en Beneficios indirectos.pulido y el desengrase. pieza y desengrase de las los costos de, reproceso.
piezas.9 Aumento en la calidad del
recubrimiento.c)Aprendizaje y conciencia e Mejoramiento de, las con- 9 Beneficios indirectos. Implementacift efectivade los empleados. diciones laborales. - Reducci6n de desperdi- del proceso de producci6n
cios de materias primas y mis limpia.energfa.
d)Compra de productos quf- * Mejoramiento del control * Reducci6n en el desperdi- Reducci6n en la descargamicos, su almacenaje, uso en el manejo interno, de cio de productos qufmicos. de compuestos t6xicos aly manejo. productos qufmicos. ambiente.e)Prevenci6n y control de * Mejoramiento de las con- * Ahorros econ6micos por Prevenci6n de fugas o de-goteras y escurrimientos, diciones generales de los evitar la realizaci6n cons- rrames de materiales t6xi-y mantenimiento preven- equipos de, trabajo. tante de mantenimiento, cos al ambiente.tivo. correctivo.22

OpcioNEs DE PixoDuccx6N m4s Limpm
Otros procesos utilizados en acabados especiales utilizan dcido fosf6rico y dcido, sulf6ftdlico.
11. OPORTUNEDADES DE PRODUCC16NM" LEMPU
Este manual presenta a1gunas de las oportunidades bAsicas de producci6n mds limpia en el sector de galvanoplastia, las cualesestAn clasificadas de la siguiente manera: 1) uso eficiente de agua y materiales; 2) sustituci6n de materiales; 3) eficiencia ener-g6tica, y 4) buenas pr-Scticas de manufactur-a. En el cuADRo 1 se presenta un resumen de varias de las oportunidades de PML
que se obtuvieron en el proyecto de demostraci6n. Estas aportaciones son descritas detalladamente en cada secci6n. Tambi6n,al final de cada. secci6n se encuentra una lista de otras opciones de producci6n mis limpia, pero explicadas con menor detalle.
1. USO EFICIENTE DE AGUA Y MATERULES
OPCIONES PRINCIPALES
A. Recuperar el arrastre de las soluciones del proceso.
Consideraciones Mcnicas. El arrastre de las soluciones del proceso es un problema com6n en la industria de galvanoplastia, yrepresenta p6rdidas econ6micas considerables a las empresas (en. forma de materias primas y tratarniento de aguas residua-les). El arrastre generado depende de factores como la forma de la pieza, la posici6n en el soporte y la velocidad de extracci6nde las piezas, entre otros. El cuadro 2 presenta fndices de arrastre comunes en galvanoplastia. En la bibliograffa pueden encon-tr-arse mds detalles sobre estos fndices.
La reducci6n del arrastre de las soluciones del proceso puede lograrse de las siguientes maneras:
* Colocar adecuadantmte las piezas sobre el soporte. La principal consider-aci6n acerca de la posici6n de las piezas en lossoportes; es la exposici6n apropiada de las superficies que serin recubiertas, gar-antizando asf una capa de recubrimiento6ptima y uniforme. Sin embargo, las consideruciones; respecto al escurrimiento de la soluci6n son tambi6n importantes; ydeben ser tomadas en cuenta en el
CUADRO 2. Indke de arrastm, seglin el tipo de sokwi6n'
7fpo de soluci6n
BronceCadmioCromo (250 g/1)Cromo (400 g/1)Cianuro de cobreNfquel (watts)PlataEstaftoCincdcidoCinc cianurado
,16dice de arrastreOitrosll 000 d?n2)
Superflaes superflaesplanas con curvas
0.390.41

0.481.85 b0.370.410.490.340.530.49
23
1.341.261.224.85b1.301.551.300.651.431.55
FuENTE: George C. Cushnie, Pollution Prevention and ControlTechnology for Plating Operations, Centro Nacional de las Ciencias de la Manufactura y Asociaci6n Nacional de Trabajos Metdlicos.
' Los datos se limitan a pieza colgadas en soportes; para el caso del recubrimiento en barriles el indice de an-astre puede Ilegar a ser20 veces mayor.
h Es de inter6s notar el efecto del incremento en la viscosidad; hay un arrastre casi cuatro veces mayor por menos del doble delincremento en la concentracift.
momento de colocar las piezas. La posici6n de las piezas que maximice el escurrimiento debe determinarse experimentalmentepara cada pieza, tomando en cuenta factores como la forma de las piezas y su tarnaflo.
* Fscur7ir sobre el tanque del proceso. El volumen de arrastre de las soluciones del proceso es una funci6n del tiempo deescurrimiento sobre dicha soluci6n. Como puede verse en la GRAFICA 1, a partir de los diez segundos el escurTimiento noaumenta de manera apreciable. Dado que 6ste es un tiempo gener-al de escur-rimiento, aplicable a un rango extenso de piezas,se recomienda realizar pruebas para determinar el tiempo de escurrimiento 6ptimo de cada pieza, cuidando de no ocasionarproblemas de calidad.
Otr-a consider-aci6n a tomar en cuenta es la velocidad de extr-acci6n de las piezas de las soluciones; del proceso. El volumen.de arrastre es funci6n directa de la velocidad de extr-acci6n de las piezas; entre

F
24 PRoDuccx6N MAS LIMPU Y AHORRO DE ENERGtA EN EL SECTOR DE GALVANOPLASTU
m" rdpido se extraigan las piezas, mayor serd la pelfcula de soluci6n sobre 6stas, y, por lo tanto, mayor el volumen de arrastre,por lo cual se recomienda extraer las piezas lo mds despacio posible, sin que Ilegue a afectar otros factores (por ejemplo, lacalidad del recubrimiento).
En el caso de una Ifnea manual, el escurrimiento de la soluci6n puede realizarse colgando las piezas sobre un soporte instaladosobre el tanque del proceso. Las Ifneas automdticas pueden ser programadas para escurrir las piezas a] ser 6stas extr-aidas (demaner-a inclinada) de las soluciones del proceso. Debe tenerse en cuenta que un escurTimiento muy prolongado puedeocasionar deficiencias en la calidad del recubrimiento debido a la adhesi6n de contaminantes y qufmicos en la superficie de laspiezas.
GRkHCA 1. Curvas caracteristicas de arrastre
200 -
0 to
20 30 40Tiempo (segundos)
50 60
Posicidn de la pieza: -*- Horizontal -a- Inclinado -4- Vertical
9 Enjuagar sobre el tanque del proceso. El enjuague de las piezas sobre el tanque del procesodebe hacerse por medio de aspersores. La cantidad
de agua utilizada dependerd del equilibrio de agua de cada soluci6n del proceso en particular, siendo la evaporaci6n y el arrastrede la soluci6n los principales factores que afectan este equilibrio. Esta operaci6n s6lo se recomienda en los tanques del procesoque tr-abajen a temperaturas mayores que la ambiental. Se estima que al escurrir y enjuagar sobre el tanque del proceso serecupera hasta 90% del arrastre de la soluci6n.
La cantidad de agua evaporada puede ser estimada de la siguiente manera:
Evaporaci6n (1/dfa) = drea superficial de la solucift (ml) x 5.3 I/m'/hr de p6rdidas evaporativas (asumiendo 50 *C segCin Durney, 1966) xtiempo de operaci6n (h/dfa).
* Instalar tanque de escurrimiento. El tanque de escurrimiento es un tanque vaclo que sirve de recolector del arrastre de lasoluci6n del proceso antes de enjuagar las piezas. Se recomienda el uso de tanques de escurrimiento para procesos con pocaevaporaci6n, o que necesiten escurrir durante un tiempo' prolongado (como el escurrimiento de los barriles en galvanizado y delas piezas en anodizado). Una gran ventaja de este sistema es que permite la recolecci6n del arrastre sin interferir en el flujooperativo ni demorar la producci6n.
Para implementar esta opci6n se necesitan por lo menos dos tanques despu6s de la soluci6n del proceso. El primero serfa untanque vacfo que recolecta la mayor parte del escuri-imiento de las piezas y puede retomarse directamente al tanque del pro-ceso. El o los tanques siguientes son tanques de enjuague que se recomienda operen a contracorriente (v6ase DIAGRAMA 2).
DUGRAMA 2. Tanque de escurrimiento
Aqua DI

(ZradstreY rejo~
rrjoy reforno
arrostre A fralamiento EnjuagLie
rkraore
ENuague

OpcioNEs DE PRoDucci6N mAs Lnwu 25
DUGRAMA 3. Tanque estdtico
i i
Aqua DIIastre
ryl,r:C,61_1`19,~ Y (kr,~Ore
proceso Tanque on arraske A tratomiento Enjuague
e Instalar tanque estddco. El tanque estAtico es un tanque de enjuague que se utiliza para reponer las p6rdidas evaporativas y dear-rastre de la soluci6n del proceso. El tanque estdtico permite la recuperaci6n de un alto porcentaje del arrastre de la soluci6ndel proceso. Se recomienda solamente par-a soluciones del proceso que trabajen a temperaturas mayores que la ambiental(nfquel o cromo).
Pana implementar esta opci6n se necesitan por lo menos dos tanques de enjuague despu6s de la soluci6n del proceso. Elprimero es un enjuague estdtico con agua desionizada. El volumen perdido de la soluci6n del proceso send repuesto con aguade este tanque, la cual contiene una alta concentraci6n de los quimicos utilizados en la soluci6n del proceso a reponer. Losdemds tanques de enjuagues est6n interconectados y trabajan a contracorriente. La eficiencia de este tanque dependerd de lasp6rdidas evaporativas y del arrastre de la soluci6n del proceso (v6ase DIAGRAMA 3).
e Instalar sistema de drag-hp drag-out. El sistema de arrastre de entrada y salida de una soluci6n, denominado drag-indrag-out, consiste en utilizar el enjuague anterior y posterio, a la soluci6n del
Enjuague
proceso como enjuagues principales. Las piezas se surnergen en el primer enjuague, despu6s pasan a la soluci6n derecubrimiento, regresando posteriormente al primer enjuague, para finalmente sumergirse en el enjuague posterior a la soluci6ndel recubrimiento. De esta manera, la mayor parte de la soluci6n del proceso se regresa al tanque, por arrastre de las piezas, yel enjuague posterior al tanque del proceso se descarga de modo menos frecuente (v6ase DLAGRAMA 4).
NOTA. La recuperaci6n del arrastre de las soluciones del proceso puede provocar, a largo plazo, la concentraci6n decontarninantes en dichas soluciones, lo cual obliga a realizar mantenimientos mis frecuentes. Para evitar este inconveniente sedebe utilizar agua desionizada: i) al preparar las soluciones del proceso; ii) al enjuagar las piezas sobre las soluciones delproceso; iii) en el agua del enjuague estdtico, y iv) en el agua de los enjuagues anterior y posterior del sistema drag-indrag-out.
Beneflvios ewonhmicos- Pana calcular la cantidad de materias primas perdidas por arrastre debe cuantificarse el volumen dearnastre, el 6xea superficial recubierta y la concentraci6n de los qufmicos en la
DIAGIUMA 4. Proceso de arrastre de entrada y salida de una soluci6n (drag-in drag-out)
---- -------------------Agua DI
E aporadon
tY rkrras_tr*e~" Y
Tanque do arrastre Solud6n del proceso Tonque do orrastre
I
_kI ra-st-r-ey-r-e-tow-no ------------ gua - DI --------
Y (krast,'e

- - - - I -
Y krastre
A tralamiento
- - - I ---
Y Agua
Enjuoguo

26 PRODUCC16N MAS LIMPM Y ABORRO DE FI%MRGiA EN EL SECYOR DEGALVANOPLASTU
soluci6n del proceso. A continuaci6n se presenta. un ejemplo de c6mo calcular las p6rdidas por arrastre de un. bafio denfquel y los ahorros; que se pueden lograr al implementar medidas de reducci6n de arrastre.
EJFAIPW 1. Cdkulo de pirdidas y ahorros desobwi6n de niquel por arrastre y recuperuci6n*
Supuestos:• No se tomardn en cuenta los costos de los aditi-
vos, abrillantadores o surfactantes• Un 50% de superficies planas y el 50% restante
superficies curvas• Soluci6n de niquel (sus caracterfsticas de arras-
tre son indicadas en el cuadro 2)• Una producci6n anual de 300 000 dmI• Costo de la soluci6n de niquel es 7.50 pesos/I• Se dejar-A escurrir y se enjuagark arriba del tan-
que de soluci6n• La reducci6n del arrastre es de 90 por ciento• Se implementard esta opci6n en dos tanques de
niquel.
CAICUIOS:Primero se calculan los voldmenes de arrastre de las superficies planas y curvas. El volumen de arrastre se obtienemultiplicando el drea superficial recubierta por el fndice de arrastre corTespondiente.
Volumen de arrastre de superficies planas:300 000 dml/afio x 0. 5 x 0.411/1 000 dm' = 61.5 I/afto
Volumen de arrastre de superflcies curvas:300 000 dmI/afto x 0.5 x 1.55 1/1000 dmI
= 232.5 I/afio.
Calculamos ahora el costo anual de volumen dearrastre sumando los voldmenes de arrastre y multiplicando la suma por el costo volum6trico de la soluci6n.
Costo anual del voltunen de arrastre:(61.5 + 232.5 ) I/afio x 7.5 pesos/I = 2 205 pesos/afio.
Por filtimo, calculamos el ahorro obtenido por laimplementac16n de esta opci6n. Estos ahorros se calculan multiplicando los costos anuales del volumen de arrastre por elporcentaje de reducci6n esperado.
Ahorro anual por reducci6n del arrastre:2 205 pesos/afto x 0.9 = 1984.50 pesos/afio.
Ahorros anuales totales por reducci6n del arrastre:1984.50 pesos/afio x 2 tanques = 3 969 pesos/afio,
El costo de implementaci6n de esta opci6n es mfnimo, pues s6lo se requiere la instalaci6n de ganchos -para colgar laspiezas y dejarlas escurrir- y de un aspersor con el cual. rociar las piezas sobre la soluci6n del proceso.
* Todos los ejernplos (del I al 10) son expresados en pesos, considerando el tipo de cambio de 8 pesos por d6lar.
Es importante tomar en cuenta que las medidas de producci6n mds limpia generan. ahorros relacionados con el tratarnientode las aguas residuales. Al disminuir el volumen de arrastre disminuye la carga de compuestos t6xicos a tratar (cianuros ycromo hexavalente) y la carga de metales a precipitar (por ejemplo, cromo, nfquel, cinc). Los ahor-ros estardnrelacionados con una menor inversi6n debido a la compra de sisternas de tratamiento mds pequeflos, asi como con unareducci6n en los; gastos de oper-aci6n del sisterna debido a un menor consumo de sustancias quimicas (v6ase ANExo A).
Beneflcios antbientates. Los beneficios ambientales que se relacionan con la. reducci6n del arrastre de las soluciones delproceso son:
• La reducci6n de las descargas de metales• La reducci6n de las descargas de compuestos t6xicos• La reducci6n del volumen de aguas residuales a tratar• La reducci6n del consumo de quimicos en el

tratarniento de aguas residuales• La reducci6n en la generaci6n de residuos s6li
dos peligrosos.
B. EUndmar los aceltes y ks grasas superficia. les de Im soluciones de desengrase.
Consideraciones t&nicas. Las grasas y aceites removidas de las piezas en la soluci6n de desengnase forman. una capa enla superficie de la soluci6n. Esta capa de grasas y aceites es un gnave contaminante de las soluciones posteriores delproceso, ademas de ser la fuente principal de grasas y aceites en la descarga final de aguas residuales.

kSTU
)esos,
as de iona-s. Al t car, cropitar
)s es-bido
bienastre
ixicos des a
en el
s6li-
Icia-
es regrase 1. Esinanemds en la
OPCIONES DE PRODUCC16N MAS LIMPU 27
FIGURA 1. Sistema aWomdfico pararentoci6n de grasas y aceites
Tubo perforado
XN(anal
I
Bornba surnergible Exfrocci6n de grasas y aceites
Se propone la instalaci6n de un sistema de eliminaci6n de grasas y aceites superficiales en el bafto de desengr-ase. Estesistema ayudar-d a prevenir la contaminaci6n de las soluciones del proceso posteriores, a extender la vida de lassoluciones de limpieza, a prevenir la adhesi6n de grasa en las piezas limpias cuando 6stas se sacan del bafto dedesengrase, y a disminuir las descargas de aceite y grasa al drenaje. La remoci6n de esta capa superficial de grasas yaceites puede realizarse de manera manual o automdtica:
9 Sistema manswi. Se puede usar una, rastra para empujar el aceite hacia una esquina del tanque, y posteriormentecolectarse y enviarse a un recipiente adecuado par-a su confinamiento final. El sistema manual tiene dos desventajas: i)requiere la participaci6n de los operadores, cuando su principal ocupaci6n es la producci6n, y ii) se desperdicia soluci6n delproceso, ya que es imposible remover el aceite sin remover tambi6n soluci6n de desengrase.
0 Sistema automdfico. Una mejor opci6n es modificar el tanque de desengrase pana permitir la remoci6n del aceite demanera automdtica (v6ase FIGURA
Drencie inferior
(anal de derrarne(vertedor)
1). Este sistema mueve la soluci6n de desengrase sobre un vertedor hacia otro, tanque, en el cual se separ-a la soluci6n delas grasas y aceites. Las grasas y aceites se pueden drenar sencillamente a trav6s de un tubo. Por filtimo, par-a completar

el ciclo, una bomba regresa la soluci6n del tanque de separ-aci6n hacia el tanque de desengrase. Es recomendable instalareste sistema tanto en los desengrases por inmersi6n como en los electrolfficos.
Benefidos econ6micos. Aunque es; dificil estimar el beneficio econ6mico de esta opci6n, se puede hacer un cdlculocomparando la pr-Actica de mantenimiento de la soluci6n con la que se considera la pr-Actica estdndar. Parte de ladiferencia se debe atribuir a la contaminaci6n por grasas y aceites.
Generalmente, se da mantenimiento a las soluciones de cobre, nfquel y cromo cada 4 o 5 semanas. Durante, este proceso-el cual incluye tr-atamiento qufmico, filtraci6n y ajustes de sustancias quimicas-, se puede perder mds de 10% de lasoluci6n del proceso en los filtros, filtro auxiliar, fondo del tanque y transferencia entre tanques. Las p6rdidas totales sepueden estimar, como se observa en el ejemplo 2:

28 PRODUCC16N MAS LIMPU Y AHORRO DE ENERGtA EN EL SECTOR DE GALVANOPLASTU
FJEMPLO 2. CdkuIo de pirdidas y ahorrospor mantenimiento de las soluciones
I del proceso de cronutdo*
0
Supuestos:* Las grasas y aceites son la causa de 25% de la
necesidad de mantenimiento de la soluci6nEl costo de la construcci6n e instalaci6n delsistema automitico es de aproximadamente6 000 pesos2%* de p6rdida de soluci6n en el mantenimiento.Un tanque de cobre de 2 000 1 a un costo de 2.4pesos/IDos tanques de nfquel de 5 000 1 a un costo de7.6 pesos/I
Un tanque de cromo de 5 0001 a un costo de 3.2 pesos/I * 8 mantenimiento/afio de cada baflo.
CAICtdOS:Primero calculamos los ahorros potenciales; de cada bafto, multiplicando el volumen del bafio x el costo de la soluci6n x elndmero de mantenimientos al aflo y x las p6rdidas debidas al mantenimiento.
Ahorro de soluci6n de cobre (pesoslafio):8 mantenimientos/afio x 2 000 1 x 2.4 pesos/I
x 0.02 = 768 pesos/afio.
Ahorro de soluci6n de niquel (pesoslafio):8 mantenimientos/afio x 2 bafios x 5 000 1
x 7.6 pesos/I x 0.02 = 12 160 pesos/afio.
Ahorro de soluci6n de cromo (pesoslafio):8 mantenimientos/afio x 5 000 1 x 3.2 pesos/I
x .02 = 2 560 pesos/afio.
Par-a calcular entonces el ahor-ro total que puede obtenerse de la implementaci6n de esta opci6n se suman los ahorrosobtenidos anteriormente y se multiplica el resultado por el valor estimado de ahorro del mantenimiento de los baflos.
Ahorro total (pesoslafio):(768 pesos/afio + 12 160 pesos/afio + 2 560 pesos/afio)
x 0.25 = 3 872 pesos/afio.
Por 61timo, calculamos el periodo de retorno de la inversi6n dividiendo el costo de implementaci6n entre el ahorro que seobtendrfa. Periodo de retomo (aftos):
6 000/3 872. pesos/afio = 1.55 aflos.
* Un porcentaje de 10% es un valor mds cercano a la experiencia profesional, pero se seleccion6 el 2% para hacer un cdlculoconservador.
El costo de la construcci6n e instalaci6n del sistema automAtico varfa de acuerdo con las condiciones especificas de cadaempresa, pero en las empresas que ya se ha implementado se tienen datos desde 3 600 pesos para el caso de construcci6ninterna, hasta 9 000 pesos, en caso de que la construcci6n e instalaci6n sea realizada por personal externo.

Ben~ ambientales. El beneficio ambiental que se obtiene de implementar esta opci6n es que dismmuye la descarga de grasas vaceites hacia los sistemas de drenaje y alcantarillado municipal.
C. Reducir el consumo de agua de enjuague.
Consideraciones t&nicas. Se han identificado diferentes m6todos en la bibliograffa para la reducci6n del consumo del agua deenjuague. Estos m6todos pueden clasificarse de la siguiente manera: i) optimizaci6n del disefio del tanque de enjuague; ii)control del flujo de agua del enjuague, y iii) otras opciones de enjuague.
* OPtimizaci6n en el diseho del tanque. Se considera diseflo 6ptimo de los tanques de enjuague el que ofrece una remoci6nr;Apida de arrastres y dispersi6n completa de los materiales adheridos a las piezas mediante el enjuague. Este disefio considerael tipo de piezas que se va a procesar y la manera de procesarlas (racks o barriles). Los m6todos siguientes pueden combinarsepara el diseifio y funcionamiento 6ptimo del tanque de enjuague:
Seleccionar las dimensiones minimas del tanque que proporcionen un enjuague adecuado de las piezas, y utilizar esasdimensiones para los tanques de la Ifnea de recubrimiento.
• Localizar los puntos de alimentaci6n y descarga de agua del tanque en paredes opuestas para evitar que el agua fluya encircuitos cortos.
• Utilizar agitaci6n neumdtica, mezclado mecdnico u otros medios de turbulencia.
e Control del flujo del agua de enjuague. Se puede alcanzar una reducci6n del consumo de agua de enjuague por medio dela optimizaci6n de su uso. Se han identificado cuatro m6todos para la utilizaci6n eficiente del agua de enjuague:

USTIA
;temaLes es)resasdesdetema,,i6n e
al que e disia los 1.
gue.
do dieducs M6-ra: i) je; ii) otras
-onsipe el y disa las~ideraau deuieniona-
nquele las; tan-
,arga para
cdni-
pueia deo. Seici6n
OpcioNiEs DE PRoDucci6N WS LIMPIA 29
- Reguladores de flujo. Los reguladores de flujo son utilizados como m6todo efectivo de control par-a Ifneas de recubrimiento,con rangos de producci6n homog6nea o lineas de producci6n automdticas; para Ifneas de producci6n variables, losreguladores de flujo no proporcionan la coordinaci6n necesaria entre la demanda y el uso. Estos reguladores son generalmentede plAstico y soporlan altas presiones.
- Controles de conductividacL Los controladores de conductividad basan su funcionamiento en la medici6n de puntos de alta ybaja conductividad en los enjuagues. Estas unidades consisten de tres componentes: i) sensores localizados dentro del tanque,que reportan la conductividad de la soluci6n; H) caja transformadora, que envia la sefial transformada al circuito del sistema, yiii) vAlvula solenoide, que regula la apertura o cierre de la vdlvula reguladora de agua en respuesta a la seiial del circuito.Cuando se introducen los escurrimientos al enjuague, el sensor registra el aumento en la conductividad y la vilvula se abre para.ajustar el nivel adecuado de calidad del agua.
- Controladores de tiempo para enjuague. Los controladores; de tiempo constan de un interruptor, un mecanismo regulador detiempo y una vdlvula solenoide que permiten el paso del agua con base en un tiempo previamente determinado. El operadorsurnerge las piezas en el agua de enjuague y simultdneamente oprime un bot6n; el bot6n activa el medidor de tiempo y abre lavdlvula solenoide por el tiempo progra.mado para ello. Despu6s de ese periodo la vdlvula se cierra automiticamente. El tiempose selecciona por medio de pruebas preliminares.

- Medidores de flujo. Estos dispositivos no reducen por sl mismos el consumo de agua. Sin embargo, son dtiles porque tomanmediciones en tiempos determinados que muestran tendencias del consurno de agua. Utilizando estos datos, el director de laempresa identifica los lugares especificos donde ocurre un uso de agua excesivo y puede implementar medidas para corregir elproblema.
* Otras opcion4es de enjuague. Existen diferentes opciones en la disposici6n y secuencia de los tan-
ques; de enjuague que permiten una reducci6n apreciable en el consurno de agua. Las m6s importantes se detallan acontinuaci6n:
- Enjuagues a contracorriente. El enjuague acontrucorriente se refiere a la pr-Actica de utilizar varios enjuagues conectados en serie. Se introduce agua limpia al. enjuague que se encuentra mds lejano a la soluci6n del proceso, y fluyehasta el tanque mis cercano a dicha soluci6n.Esta t6cnica se denomina "contrucorriente", debido a que el agua y las piezas fluyen en direcci6n opuesta. A] paso del tiempo, el primer enjuague se contamina por el arrastre y Ilega a estabilizarse con una concentraci6n menor a la dela soluci6n del proceso; el segundo enjuague seestabiliza a una concentraci6n todavfa menor, yasi sucesivamente. Una mayor cantidad de enjuagues permite un menor consumo de agua deenjuague. Debe tenerse en cuenta que este m( Aodo aumenta el tiempo de producci6n, requieretanques adicionales de enjuague y ocupa espacio que podrfa ser utilizado en otro aspecto de laproducci6n.
- Enjuague en cascada. El enjuague en cascada se refiere a la prictica de reutilizar los enjuagues en mCiltiples ocasiones entanques de enjuague diferentes, siendo el flujo de reutilizaci6n desde un enjuague mis critico a uno menos crftico.
- Enjuague reactivo. El enjuague reactivo es similar al enjuague de cascada, pero se refiere a los casos en que ocurre unareacci6n qufmica como resultado del uso m6ltiple del agua de enjuague. Un ejemplo es la reutilizaci6n del enjuague luego delactivado como enjuague de una soluci6n alcalina; en este caso, el enjuague Acido ayuda a remover los residuos alcalinos quepuedan encontr-arse en la superficie de la pieza.
- Enjuague de doble uso. Los enjuagues de doble uso se refieren a la pr-Actica de utilizar un mismo tanque para. el enjuague dedos soluciones del proceso. En muchos casos, el uso de este tipo de enjuague envuelve el transporte de ]as piezas pordistancias considerables y puede causar ]a contaminaci6n de otnas soluciones; del proceso debido a] goteo de las piezas; es poresto que debe hacerse un andlisis detallado de la factibilidad

30 PRODUCC16N MAS LIMPU Y ABORRO DE FAIERCAA EN EL SECTOR DE GALVANOPIASTU
econ6mica y t6cnica de este m6todo antes de su implementaci6n. Generalmente este m6todo es utilizado en plantas noautomatizadas.
Beneflcios econ6micos. Los beneficios; econ6micos generados por la reducci6n en el consumo de agua de enjuague son,por lo general, considerables. Los ahorros estin relacionados con la reducci6n del pago por consumo, ast como tambi(!n porla reducci6n en el tamafio del sistema de tratamiento de las aguas residuales. En la prdctica, la reducci6n en el consumo deagua puede Ilegar a ser hasta de 90%, lo cual disminuirfa considerablemente la inversi6n y el mantenimiento del sistema detratamiento.
EJEMPLO 3. CdIculo del ahorro de agna porla instalavi6n de enjuagues a contracorriente
pdra el proceso do cromado
Supuestos:Se tomar-A en cuenta solamente los enjuagues; posteriores a los baiios de cobre, nfquel, y cromoExiste un solo bafto de enjuague despu6s de cada soluci6n del procesoSe recomienda la instalaci6n de un enjuague extra despu6s de cada soluci6n del proceso, trabajado a contnacorrienteEl consumo actual de agua de enjuague para cada bafio es de 5 ml/mesEl uso de dos enjuagues; a contracorriente reduce el consumo de agua. aproximadamente un 60 por ciento
• El costo del agua es 6 pesos/ml• Se trabaja 12 meses/afio.
CAICUIOS:Primero calculamos el ahorro de agua de enjuague despu6s de cada una de las soluciones del proceso. Este ahorro secalcula multiplicando el consumo de agua de cada enjuague por la reducci6n porcentual estimada y por el mAmero de me-ses al afio.
Ahorro en el enjuague de cobre:5 m/mes x 0.6 x 12 meses/afto = 36 ml/afto
Ahorro en el eniuague de niqueb5 m/mes x 0.6 x 12 meses/afio = 36 ml/afio
Ahorro en el enjuague de cromo:5 ml/mes x 0.6 x 12 meses/afio = 36 ml/afio
Ahorro total de agua de enjuague:36 ml/afio x 3 = 108 ml/afio.
Ahora podemos calcular el ahorro econ6mico de la implementaci6n de esta opci6n multiplicando el ahorro de agua por suscosto.
Ahorro econ6mico (pesosll):108 ml/afio x 6 pesos/ml = 648 pesos/afio
Los ahorros econ6micos significativos; resultaran de la reducci6n del capital a invertir en la compra de una planta detratamiento, debido a la reducci6n de la capacidad necesitada.

Be~os antWentaks. Los beneficios ambientales que se relacionan con la implementaci6n de esta opci6n consisten en lareducci6n de la descarga hacia las aguas residuales de materiales t6xicos, como los metales pesados, ya que se quedan enel enjuague y finalmente ser-An regresados al baho del proceso.
D. Agitar los enjuagues.
Consideraciones t&-nicas. En muchos casos los enjuagues son operados a temperatura ambiente; asimismo, 6stos sonestdticos; y se descargan peri6dicamente al sistema de drenaje municipal. Este tipo de enjuague ocasiona diferencias en lahomogeneidad de la limpieza de las piezas a lo largo del tiempo, ya que con el uso diario, a medida que se va contaminandoel enjuague, va disminuyendo la eficiencia en la limpieza de las piezas.
Se propone la agitaci6n vigorosa de todos los enjuagues con aire suministrado por un soplador. La agitaci6n mejora laeficacia del enjuague, reduciendo asf la contaminaci6n de las soluciones subsecuentes del proceso. Se prefiere el aire abaja presi6n, suministrado por un soplador par-a la agitaci6n, debido a que estd menos contaminado que el aire suminstradopor un compresor, aun cuando se tomen precauciones par-a eliminar el aceite y los s6lidos.
El aire puede ser distribuido de la mejor maner-a a travA-s de un tubo de I pulgada de didmetro, colocado de I a 3pulgadas del fondo del tanque. En el tubo deben perforarse agujeros; de 0.158 cm. (1/16 pulgadas) a 0.476 cm (3/16pulgadas) de didmetro y

rIA
Mo-
del
e va efi-
OPCIONEES DE PRODUCC16N MAS LIMPIA 31
separ-ados de 2.5 a 12.5 cm (I a 5 pulgadas), a lo largo de dos lineas centrales; en el lado inferior del tubo, a un dngulo de35 a 400 de la vertical. Con este diseflo, el aire fluye desde el fondo del tanque, proporcionando asf la agitaci6n mdsefectiva. El tubo usand aproximadamente 92.8 litros; por minuto de aire por metro lineal de longitud perforada. Serecomiendan vokimenes; de aire de 304.6 a 761.5 litros por minuto/m'de drea superficial para tanques; del proceso(recubrimiento) y de 913.8 a 1218.5 litros por minuto/ml de Area superficial para enjuagues. El tubo debe tener una secci6ntr-ansversal interior entre I y 1.5 veces el Srea total de los agujeros.
Beneflcios econ6micos. Si se implementa la agitaci6n con aire de los enjuagues se reducird la contaminaci6n de lassoluciones; del proceso subsecuente, lo cual reduch-A la necesidad de un mantenimiento frecuente y costoso. Se estimaque la agitaci6n reducind los costos; de manutenci6n de las soluciones; del proceso.
EXEMPLO 4. Cdkulo del ahorro porntantenimiento de soluciones del proceso
de crontado por agitaci6n de los enjuagues
0
0
Supuestos:Se proporcionari aire a seis tanques de enjuague.El costo de una bomba que proporcione el flujo volum6trico necesario para los seis tanques se estima en 32 mil pesos.2%* de p6rdida de soluci6n en el mantenimientoUn tanque de cobre de 2 000 1, a un costo de 2.4 pesos /I2 tanques de niquel de 5 000 litros, a un costo de 7.6 pesos/1Un tanque de cromo de 5 000 litros, a un costo de 3.2 pesos/ILa reducci6n de los costos de mantenimiento send de un 25%.
CAICUIOS:Primero calculamos los ahorros potenciales de cada baflo, multiplicando el volumen de (!ste x el costo, x el ndmero demantenimientos al afto y x las p6rdidas de soluci6n debidas al mantenimiento.
Ahorro de solucidn de cobre (pesoslaflo):8 mantenimientos/afio x 2000 litros x
2.4 pesos/I x 0.02 = 768 pesos/afio.
Ahorro de soluci6n de niquel (pesoslafio):8 mantenimientos/afio x 2 baflos x 5 000 litros x 7.6
pesos/I x 0.02 = 12 160 pesos/afio.
Ahorro de soluci6n de cronto (pesoslaflo):8 mantenimientos/afio x 5 000 litros x 3.2 pesos/I x
0.02 = 2 560 pesos/afio.
Para calcular entonces; el ahorro total que puede obtener-se de la implementaci6n de esta opci6n, se suman los ahorrosobtenidos anteriormente y se multiplica el resultado x el valor estimado de ahorro del mantenimiento de los baflos.

Ahorro total (pesoslaflo):(768 pesos/afio + 12 160 pesos /afto + 2 560 pesos/afio)
x 0.25 = 3 872 pesos/afio.
Por dltimo calculamos el periodo de retorno de la inversi6n, dividiendo el costo de la implementaci6n entre el ahorro anualque se obtendrfa. En este caso, debido al alto costo del soplador, el periodo de retomo es muy alto (-8 aflos). Aun asf, debeconsiderarse el costo de la disminuci6n del mantenimiento, el costo de la mano de obra y de las ganancias por el aumentode la producci6n. Al tomar en cuenta todos estos factores el periodo de retorno disminuye considerablemente.
Un porcentaje de 10% es un valor mis cercano a la expenencia porfesional; sin embargo, se seleccion6 2% para hacer uncAlculo conservador.
Betteflcios antbientaks. Los beneficios ambientales que se relacionan con la implementaci6n de esta opci6n, consisten enque se reduce a6n m6s la descarga hacia las aguas residuales de materiales t6xicos, como metales pesados, ya que sequedan en el enjuague y finalmente ser-In regresados al baho del proceso. Tambi6n se reduce la producci6n de lodos,debido a la reducci6n del mantenimiento de las soluciones; del proceso.
E. Reducir la concentraci6n de las materias pjimas en las soluciones del proceso.

32
Consideraciones t&wicas. Las empresas generalmente trabajan con las concentraciones de qufmicos que los proveedoressugieren. Sin embargo, la experiencia de varias empresas indica que estas concentruciones se pueden disminuir por debajo delnango sugerido por los proveedores, sin reducir la calidad del recubrimiento. Se recomienda. realizar pruebas disminuyendo laconcentraci6n de las sustancias quimicas en la soluci6n del proceso, hasta obtener los resultados 6ptimos par-a el tipo deacabado metAlico en particular.
Uno de los factores; que afectan el volumen de escurrimiento en los procesos de galvanoplastia es la viscosidad de la soluci6n.La viscosidad de una soluci6n del proceso de galvanoplastia se define como su resistencia al flujo o remoci6n por otro liquido(en este caso agua de enjuague) causada por fuerzas de atracci6n moleculares. Como regla general, cuando la c6ncentraci6n desustancias quimicas se incrementa, tambi6n aumenta la viscosidad de la soluci6n. Este incremento en la viscosidad contribuyeno s6lo a un alto volumen de arrastre, sino tambi6n a una elevada concentraci6n de las sustancias quimicas en el. arrastre. Seha demostrado (v6ase Cushine, 1994) que, en. algunos casos, al disminuir la concentraci6n de los qufmicos en las solucionesde galvanoplastia, se producen reducciones en el volumen de arrastre hasta de 73 por ciento.
Beneflcios econ6micos. Para calcular los beneficios econ6micos deben cuantificarse el volumen del arrastre, el volumenperdido de la soluci6n por mantenimiento, y la concentraci6n de las materias primas en la soluci6n antes y despu6s deimplementar esta opci6n. Los ahor-ros resultantes por implementar esta opci6n pueden calcularse utilizando las p6rdidas demateriales antes y despu6s de la disminuci6n de la concentraci6n.
EJEMPLO 5. Cdkuto del ahorro por raducci6nde concentraciones de materias printas
en el proceso de galvanizado
Supuestos:Bafio de galvanizado con una. concentraci6n de: ZnO = 27 g1l, NaCN = 67 g1l, NaOH = 95 g1I Costos de materias primas son:
ZnO = 12 pesos/kg NaCN = 14.4 pesos/kg Na0H = 4 pesos/kg.
PRODUCC16N MAS LIMPU Y AHORRO DE ENERGtA EN EL SECTOR DE GALVANOPLASTIA
• Asumir una concentraci6n ideal como:ZnO = 10 g1l, NaCN = 5 g1l, Na0H = 10 g1l
• Asumir un arrastre de 5 litros/dfa,*270 dfas/afio
• Asumir cinco tanques de galvanizado.
CAICUIOS:El primer paso es el cdlculo de la diferencia de concentraciones.• Diferencia en la concentraci6n de:
ZnO (gll): 27 g1I - 10 g1I = 17 g1I• Diferencia en la concentraci6n de:
NaCN (gll): 67 g1I - 5 g1l = 62 9/1• Diferencia en la concentracift de:
Na OH (gll): 9 5 g1I - 10 g1I = 8 5 g1l.
Conociendo el arrastre diario de la soluci6n po-demos calcular entonces la cantidad de materia prima que puede ahorrarse debido a la disminuci6n de las concentraciones. Estecilculo se realiza multiplicando la diferencia de las concentraciones de las materias primas por el volumen de arrastre diario.Luego se multiplica el valor obtenido por los dias de trabajo al aiio para obtener las p6rdidas anuales.
Ahorro de ZnO ftfafio):17 g/I x 5 I/dia x 270 dfas/afio x I kg/ 1000 g
= 23 kg/afto

Ahorro de NaCN (kglafio):62 g/l x 5 I/dfas x 27G dfas/afto x I kg/ 1000 g
= 84 kg/afio
Ahorro de NaOH ftlafto):85 g/I x 5 I/dfas x 270 dfas/afio x I kg/ 1000 g
= 115 kg/afio.
Por 61timo, multiplicamos las p6rdidas anualespor el costo de la materia prima para conocer losahorros econ6micos que se pueden obtener por
. I
la implementaci6n de esta opcion.
Ahorro (pesoslafto):ZnO: 23 kg/aflo x 12 pesos/kg = 280 pesos/afioNaCN. 84 kg/afio x 14.4 pesos/kg = 1208 pesos/afioNaOH: 115 kg/afio x 4 pesos/kg = 464 pesos/afio.
Ahorro total (pesoslafio):(280 pesos/afio + 1208 pesos/afio + 464 pesos/afio)
x 5. tanques = 9 760 pesos/afio.
Esta opci6n no requiere inversi6n alguna de capital, por lo que se considera el periodo de retorno como inmediato.
* El valor debe ser obtenido experimentalmente y varla para cada planta, seg6n la metodologfa empleada.

I
A ~
OpcioNEs DE PRoDuccx6N mAS LIMPIA
El dnico costo, asociado con la implementacift de esta opci6n serd el cambio en los sistemas de abrillantado, y esto puedeestablecerse posteriormente para no incrementar los costos de operaci6n. Dado que la implementacift de esta. opci6n s6lorequiere reducir las concentraciones, el (inico obstAculo ser6L el ajuste del monitoreo y el control de la soluci6n a menoresconcentraciones. Esta opci6n reducind los costos de inversi6n y oper-aci6n asociados; con el tratarniento de aguas residuales.Estimaciones del costo de tratarniento de las aguas residuales se presentan en el ANF-xo A.
OPCIONES SECUNDARIAS PARA EL USOEFICIENTE DE AGUA Y NUTERMLLES
Otras opciones para el uso eficiente, de agua y materiales incluyen:
A. Redisefiar I& planta.El redisefio de la planta. permitind la localizaci6n de las distintas operaciones unitarias de una maner-a secuencial y l6gica, almismo tiempo, que promueve un uso 6ptimo del tiempo, de los oper-adores. El principal beneficio de esta opci6n es lareducci6n de p6rdidas por arnastre debido al escurrimiento, entre tanques y a un mejoramiento de las pr-Acticas operativas dela planta.
B. Utiliza agua desionizada en los bafios del Proceso.Esta. opci6n reduce los riesgos de contaminaci6n de las soluciones del proceso. El uso de agua desionizada alarga la vida de lassoluciones del proceso y reduce las descargas de lodos debido a la reducci6n de mantenimientos necesarios de las solucionesdel proceso.
C. Filtrar las soluciones del proceso.La filtraci6n prolonga la vida de las soluciones del proceso, disminuye la cantidad de mantenimiento de las soluciones, y reducelas descargas de lodos en los mantenimientos.
D. Evaporar el tanque de enjuague estitico.La evaporaci6n del enjuague estitico permite una mayor recuperaci6n del ar-rastre de la soluci6n del proceso, y una mayoradici6n de agua desionizada al enjuague, lo cual ayuda a su limpieza y a disminuir la contaminaci6n de la soluci6n del proceso.
33
E. Utiliza agentes humectantes en Ins soluciones del proceso.El uso de agentes hurnectantes perinite la disminuci6n de la tensi6n superficial de las soluciones del proceso, reduciendo asf lasp6rdidas por arrastre de estas soluciones.
F. Incrementar la temperatura de hwaoluciones del proceso pertinentes.El incremento de la temperatura permite aumentar la recuperaci6n del arrastre de estas soluciones debido al mayor uso del aguadel enjuague estdtico, y disminuye asimismo la viscosidad de la soluci6n del proceso, lo cual reduce a su vez el arrastre de lasoluci6n.
G. Instalar tablas de escurrimiento.La instalaci6n de tablas de escurrimiento entre las soluciones del proceso y el enjuague posterior permite la recolecci6n delescurrimiento que se observa al transportar las piezas de un tanque al otro, disminuyendo asf las p6rdidas por arrastre.

H. Segregar las descargas de los enjuagues.La segregaci6n de las aguas residuales per-mite la recuperaci6n de los metales de aguas concentradas, lo cual reduce elconsurno de reactivos de tr-atamiento de estas aguas.
1. UtIlizar Anodos de alta pureza en las soluciones del proceso.El uso de dnodos de alta pureza reduce la contaminaci6n de la soluci6n del proceso, disminuyendo asi el n6mero demantenimientos necesarios, lo cual disminuye a su vez la cantidad de lodos; resultantes.
J. Remover los inodos de los bafios del proceso cuando no est6n en operacidn.Si los dnodos se dejan en la soluci6n cuando no se opera el proceso, se puede provocar un aumento en la concentraci6n de lasoluci6n por disoluci6n de los Anodos. Esta situaci6n puede provocar problemas de recubrimiento, en. las piezas por variaci6nen la relaci6n de concentraciones de los componentes de la soluci6n del proceso, adernds de que aumenta. la p6rdida dematerias primas de la soluci6n por arrastre debido a un aumento, en. la viscosidad. Par-a solucionar este problema serecomienda colocar los dnodos en barras, para que puedan ser f6cilmente removidas de la soluci6n.

34 PRODUCC16N mAS LIMPU Y ABORRO DF ENERGiA EN EL SECTOR DEGALVANOPLASTU
Los beneficios econ6micos que se obtienen de implementar esta oportunidad se refieren a la reducci6n en el m1mero derechazos y a la reducci6n en la p6rdida de materiales del proceso. La reducci6n en el n(Imero de rechazos; se debe calcularpara cada empresa en particular, ya que resulta muy dificil calcularlo de manera general. Los beneficios ambientales que seobtienen de la implementacift de esta. oportunidad son la reducci6n de las descargas de materiales t6xicos en las aguasresiduales, el ahorro de agua y, la reducci6n en los costos de tratamiento de estas aguas.
2. SUSTITUCION DE MATERIALES
Por lo general, las plantas de galvanoplastia trabajan con soluciones del proceso que contienen compuestos t6xicos. Estapr-dctica ha cambiado debido a polfticas ambientales mds estrictas y a la concientizaci6n de la sociedad en temas relativos a laecologia. Las soluciones del proceso cianuradas, u otras quimicas cancerigenas, pueden ser hoy en dfa sustituidas por otrasmenos peligrosas. En su gran mayorfa, estas nuevas soluciones se encuentran patentadas y su costo es por lo general muchomayor que el de soluciones m6.s contaminantes y peligrosas. Sin embargo, los ahorros provenientes del no tratamiento de loscompuestos peligrosos y las bajas concentraciones en que se utilizan estas soluciones compensan esta diferencia de costos. Al-gunos de los materiales a sustituir serAn las pastas de pulido, los baflos conteniendo cianuros, y los bafios conteniendo cromohexavalente.
OPCIONES PRINCIPALES
A. Utilizar productos no grasos para el pulido de las piezas.
Consideraciones Mcnicas. En M6xico generalmente se utilizan pastas de base grasa para el pulido de las piezas, lo cual causaproblemas subsecuentes en la limpieza y recubrimiento debido a la dificultad que presentan para su remoci6n. La grasa se vaacumulando en los baflos de recubrimiento electrolitico, lo cual crea problemas de calidad, incremento del consumo de agua yde la frecuencia del mantenimiento de los baflos. El problema se agrava por la alta velocidad de trabajo de los pulidores que
aplican una excesiva presi6n y cantidad de producto sobre las piezas.
Se recomienda reducir o eliminar el uso de productos de base gr-asa y usar pastas de base acuosa. El uso de productos depulido de base acuosa facilita la limpieza de las piezas, permite la utilizaci6n de un desengrase no cianur-ado, reduce losrechazos y sus costos asociados, y permite eliminar el uso de solventes orgdnicos par-a la limpieza de las piezas.
El problema fundamental para la implementaci6n de esta opci6n es la costumbre de los pulidores de trabajar con pastas depulido de base grasa y la resistencia al cambio de 6stas por pastas de base acuosa; en esta direcci6n las empresas debentrabajar intensamente.
En los Estados Unidos estd disponible una amplia variedad de opciones en forma lfquida y de barra, pero el costo de las pastassolubles en agua de importaci6n puede ser de 100% adicional con respecto al de las pastas nacionales de base grasa, lo cualrepresentarla un incremento en los costos de operaci6n de las empresas. Sin embargo, durante el desarrollo del proyecto dedemostraci6n de Producci6n m,-Is Limpia en el Sector de Galvanoplastia se encontr6 un proveedor que ya produce estaspastas en M6xico, y se ha comprobado que los costos son similares a las de base grasa. Por lo tanto, es recomendable quecada empresa trabaje con su propio proveedor nacional, para desarrollar la pasta mds adecuada a sus necesidades y reducir alminimo el posible incremento en los costos de operaci6n.
tste es un cambio extremadamente importante, como parte de la adopci6n de las prdcticas de producci6n mAs limpia. Losdemis cambios podrdn implementarse mis fdcilmente, despu6s de esta. recomendaci6n.
Beneflcios econ6micos. Los beneficios econ6micos que se han observado en una empresa que ya estA utilizando estosproductos se relacionan con la reducci6n del tiempo de limpieza de las piezas (alrededor de 30%). Por otro lado, al realizar este

cambio, en la mayorla de las empresas serd posible la eliminaci6n total de la etapa de limpieza, ya sea con aserrin y gasolina,detergentes, o con solventes orgdnicos. Por lo tanto, asumiendo que el costo y el con-

A
)s le
1-
)s r-
~n le
ir
ia
le
'e
le [a
~n
a
n
OpcioNEs DE PRoDucci6N MAS LIMPIA 35
sumo de las pastas de base acuosa es similar al de las pastas de base grasa, los beneficios econ6micos serdn iguales a loscostos anuales de estos materiales, mds la mano de obra requerida para la limpieza.
Benefldos anthientales. Los beneficios ambientales que se obtienen por la implementaci6n de esta opci6n son la reducci6nde la descarga de grasas y aceites en las aguas residuales y la reducci6n en la generaci6n de residuos s6lidos de naturalezagrasa, asf como que se facilita el cambio de los desengrases cianurados.
B. Cambiar la soluci6n de galvanizado por una soluci6n alcaUma sin cianuros.
Consideraciones t&nicas. Actualmente, muchas empresas usan una soluci6n alcalina de cianuro de cinc en el galvanizado.La presencia de cianuro causa problemas par-a la operaci6n de la planta, ya que es un material t6xico que requiere tratamientoantes de su descarga final. Las soluciones cianuradas son sumamente peligrosas debido a su toxicidad, ademds de querequieren un manejo cuidadoso par-a evitar la formaci6n del cianuro de hidr6geno, gas altamente t6xico y letal, el cual seforma por la mezcla de cianuros con aguas dcidas.
Por ello, la normatividad mexicana restringe la descarga de cianuro en las aguas residuales hacia los sistemas de drenaje yalcantarillado urbano o municipal a 1.0 mg/litro como promedio diario. Se propone cambiar la soluci6n cianurada existente poruna soluci6n alcalina sin cianuros. La ventaja principal de este cambio es que se eliminan los cianuros en las aguas residuales ysu posterior tratamiento.
Otra opci6n podria ser el uso de una soluci6n de cloruros, con el inconveniente de que esta formulaci6n requerirfa de lainstalaci6n de equipo nuevo.
Las soluciones alcalinas de cinc sin cianuro requieren que se ponga mucha mayor atenci6n en el proceso de limpieza, y en elmonitoreo y control de la soluci6n de cinc. La experiencia ha mostrado que el cambio requiere un extenso periodo deexperimentaci6n, que varfa seg6n la planta.

Beneflcios econ6micos. Los ahorTos serdn la suma de la reducci6n en la compra de cianuro y de la dis-
minuci6n de la necesidad de tratar aguas residuales con cianuro.
EJEMPLO 6. CdIculo del ahorro poreliminaci6n del tratamiento de cianuros
en las aguas residuales
Supuestos:• Asumir 3 enjuagues con descargas de cianuro,
cada uno de 5 1/min. = 15 I/min• Costo de la oxidaci6n del cianuro = 0.8
pesos/1 000 litros, cada uno de 15 mg/I en ladescarga del enjuague
• Asumir 9 h/dfa y 270 dfas/aflo de trabajo• Costo estimado de ahorTo de costo de capital:
24000 pesos. Este valor incluye el tanque de tratamiento, tanques; de adici6n de reactivo, agitador, bombas, controladores;de pH y temperatura, tuberlas y vdlvulas.
CAICUIOS:Podemos ahora determinar los ahorros que se obtienen de la eliminaci6n del cianuro de la solu-ci6n de cinc en el galvanizado.
Ahorro del costo de inversi6n para el tratamiento(pesos): 24 mil pesos
Ahorro anual del no tratamiento del cianuro (pesos):
0.80 pesos/1 000 litros x 15 I/m x 60 m/h x 9 IVdfax 270 dfas/afio = 1750 pesos/afio
El periodo de retomo de la inversi6n es, por logeneral, menor de un afto. El costo estimado de inversi6n consiste en el costo de las materias primas utilizadas en laprepar-aci6n de la nueva soluci6n, el cual varla seg6n la planta, dependiendo del proveedor, mds el costo de tratarniento ydesecho de la soluci6n original cianur-ada.
Es importante tomar en cuenta que el bafto de-be ser cambiado en su totalidad. La soluci6n que contenga cianuro debe ser desechada, tr-atada, y debe prepararse un baftonuevo siguiendo la nueva formula sin cianuro.
Beneflcios antbientales. Seri eliminada una fuente considerable de descargas de cianuro, simplificando el manejo dedesechos finales y mejorando la salud y seguridad de los trabajadores.

36 PRODucci6N mAs LIMPU Y AMORRO DE ENERGtA IEN EL SECTOR DE GALVANOPLASTIA
C. Camblar la soluci6n de cromo hexavalente por una soluci6n de cromo trivalente en el bafio deelectrodeposici6n.
Consideraciones t&wicas. Por diversas r-azones el cromo hexavalente presenta problemas ambientales, de salud y deseguridad en plantas de galvanoplastia. El cromo hexavalente es t6xico y requiere una etapa de reducci6n previa altratamiento tradicional de aguas residuales.
Se propone que la soluci6n de cromo hexavalente utilizada en el bafio de cromado se cambie por una soluci6n de cromotrivalente. El uso de soluciones de cromo trivalente para recubrimientos decor-ativos ha tenido gran A-xito en diversasplantas de recubrimiento.
Beneflcios econdmicos. El cambio a soluciones de cromo trivalente tendrA los; siguientes resultados:
• Bajar-A la concentraci6n de cromo en el bafto a 5 g/I (actualmente la concentraci6n es de 250 g/1)• Reducind el arrastre de la soluci6n debido a una menor viscosidad• UtilizarA menos energfa el6ctrica debido al uso de una densidad de corriente menor• Eliminard la necesidad de reducir el cromo hexavalente a cromo trivalente previo a su precipitaci6n, lo que significa
ahorros en el tratamiento de las aguas residuales.
Un factor importante a tomar en cuenta es que las soluciones de cromo trivalente son formulaciones patentadas quecuestan aproximadamente 3 a 4 veces; mAs que las formulaciones con cromo hexavalente. Aun asf, este aumento en loscostos es equilibrado por el aumento en la producci6n, la reducci6n en el consurno de energfa y la reducci6n en los costosde tr-atamiento. Los ahorros por eliminaci6n de reducci6n del cromo se detallan a continuaci6n.
Beneficios antbientales. Los beneficios ambientales obtenidos por la implementaci6n de esta opci6n senan la reducci6ndel vapor proveniente del bafto de cromado, que representa un peligro para los operarios; la eliminaci6n del cromohexavalente, el cual es muy t6xico, asi como una menor contaminaci6n por arrastre.
FJEMPLO 7. Cdlculo del ahorro poreliminacMn del tratamiento por reducci6n de
cromo hexavalente en las aguas residuales
Supuestos:• Asumir 3 enjuagues descargando Cr*'cada uno 5 I/min = 15 I/min• Costo de la reducci6n del Cr " a Cr 0.24 pesos /1000 litros para 15 mg/I en la descarga del enjuague• Asumir 9 h/dIa y 270 dfas/aho de trabajo• Costo estimado de ahorro de costo de capital: 24 mil pesos. Este valor incluye el tanque de tratamiento, tanques de
adici6n de reactivo, agitador, bombas, controladores de pH y temperatura, tuberfas y vdlvulas.
CAICUIOS:
Podemos ahora determinar los ahorTos que se
obtienen del cambio de Cr 6 a Cr 3 en la soluci6n
de cromado:
Ahorro anual por la no reducci6n del

Cr hexavalente (pesos):
0.24 pesos/I 000 fitros x 15 1/m x 60m/h x 9 h/dIax 270 dfas/afto = 525 pesos/afio
Ahorro del costo de inversi6n del tratamiento(pesos): 24 mil pesos.
. I
El periodo de retorno de la inversion es, por lo general, menor de un aflo. El costo estimado de inversi6n consiste en elcosto de las materias primas utilizadas en la preparaci6n de la nueva soluci6n, el cual varia seg6n la planta, dependiendo delproveedor, mds el costo de tratarniento y desecho de la soluci6n original de cromo hexavalente.
Es importante tomar en cuenta que el bafio debe ser cambiado en su totalidad. La soluci6n que contiene el croinohexavalente debe ser desechada o tratada, par-a preparar un bafto nuevo, siguiendo la nueva forTnulaci6n con cromotrivalente.

OPCIONES DE PRODUCC16N MAS LIMPIA
OPCIONES SECUNDARIAS PARA LASUSTITUCION DE MATERIALES
A. Flivnina el uso del cianuro en el bafio (sh-&e) de cobre.El cambio a una. soluci6n no cianur-ada en. el baho de strike de cobre permitind reducir el riesgo a los operadores y laformaci6n de cianuro de hidr6geno, el. cual es un gas surnamente t6xico. Aparte de estas ventajas, es importante tomar encuenta que se eliminan los costos de tratarniento del cianuro proveniente de este bafio.
B. Fliminar el uso del cianuro en el bafio de desengrase.Esta opci6n tiene las mismas ventajas que la opci6n anterior; el uso de pastas de pulido de base acuosa facilitand el cambio dedesengrases cianur-ados a desengrases alcalinos no cianurados. Un punto a tomar en consideraci6n es que, cuando la plantatiene una gran parte de su producci6n como reproceso (piezas viejas), es necesario descromar y desniquelar las piezas conanterioridad para. evitar problemas de calidad. en. el recubrimiento.
C.Flomena elcromohexavalenteenlasoluci6n de sellado del galvanimdo.El cromo hexavalente es un material t6xico para el medio ambiente y para. los trabajadores. Se recomienda cambiar estasoluci6n por otra con base en. cromotrivalente, lo cual reducirfa el an-astre -por disminuci6n de la viscosidad de la soluci6n-,los costos de tr-atamiento de las aguas residuales y la eliminaci6n de la etapa de reducci6n de cromo hexavalente. Los be-neficios ambientales que se obtienen son la eliminaci6n de la descarga. de cromo hexavalente en. las aguas residuales.
D. Eliminar el uso de solventes clorados.El uso de compuestos biodegradables en la operaci6n de limpieza ayuda a disminuir la contaminaci6n al. medio ambiente, al mismo tiempo que disminuye el 6~terioro potencial. de la salud de los operadores (por inhalaci6n de compuestos cancerIgenos).
3. EFICIENCIA ENERGATICA
Las plantas de galvanoplastia son grandes consumidoras de energia. Ya sea en forma de energfa el6ctrica o como combustibles para calderas, el consurno
37
energ6tico es una parte imporlante de los costos de la planta, por lo que es importante maximi:kar la eficiencia de su uso.
La energfa el6ctrica es utilizada en los rectificadores, en todas las soluciones del proceso que trabajen bajo el principioelectrolitico, en luces, bombas, y demds maquinarias auxiliares que existen en la planta. El combustible (por ejemplo, diesel, gasLP) se utiliza principalmente par-a el calentarniento de las soluciones del proceso que lo requier-an. Algunos de los puntosimportantes a tomar en cuenta. sobre la eficiencia energ6tica en. la planta son: el aislamiento t6r-mico de tanques, tuberfas yderrids superficies que contengan o transpor-ten soluciones/vapores a alta temper-atura; el uso eficiente de los equiposel6ctricos de la planta (por ejemplo, bombas, bombillas); una. progr-amaci6n que resulte en un mejor uso de la capacidadel6ctrica de la planta (por ejemplo, desfasamiento de rectificadores), y la optimizaci6n de los parimetros energ6ticosimportantes de cada una de las operaciones unitarias (por ejemplo, mezcla combustible/comburente en la calder-a).
OPCIONES PRINCIPALES
A. Aislar los tanques que operan a tempera. turas elevadas.
Consideraciones t&-nicas. Los tanques que operan a temperaturas elevadas y que no tienen ninon tipo de aislamiento, tanto ensu superficie como en. la parte lateral, pierden calor hacia el. ambiente circundante. Esto ocasiona gastos en energia para

mantener el tanque en. la temperatura de oper-aci6n durante las horas de trabajo, y una cafda de temperatura durante la noche,lo que provoca un gasto adicional de energia par-a elevar la temperatur-a de la soluci6n la manana siguiente. Estos gastos ener-g6ticos disminuyen al tener el. tanque aislado, lo cual puede realizarse de las siguientes maneras.
- Aislar la superficie. Para el aislamiento de la superficie de la soluci6n se pueden usar esferas flotantes de polipropileno.TambiA-n puede realizarse con la instalaci6n de una tapa aislante (por ejemplo, de poliestireno recubierto con Idmina negra). Lautilizaci6n de las esfer-as de polipropileno tiene el inconveniente de que pueden caer

38 PRODUCC16N MAS LIMPIA Y ARORRO DE ENERGtA EN EL SECYOR DE GALVANOPLASYIA
hacia el piso e inclusive hacia los canales de drenaje, por lo que es conveniente instalar trampas en los canales pararecuperar las esferas.
- Aislar las paredes. Para el aislarniento de las paredes later-ales, los tanques pueden recubrirse con algan materialaislante, como por ejemplo con placas de poliestireno recubierto con Idmina negra o con fibr-a de vidrio.
El ahorro de energfa que se obtendrd al cubrir el tanque se deber-d a la cantidad de calor que se dejand de emitir hacia losah-ededores y que se aprovechand para mantener la temperatura de la soluci6n. Cualquiera de los sistemas anteriormentemencionados pueden disminuir la transferencia de calor a un sexto de la que se tiene sin cubrir el tanque.
Beneflcios'ewon6micos. Los beneficios econ6micos de esta medida de eficiencia energ6tica se mostrarin por medio delcAlculo de los ahorros que se pueden alcanzar por el aislamiento de las paredes laterales de un tanque del proceso que secalienta con un quemador de gas Lp. En el ejemplo 8 se muestra. la manera de calcular los ahorros obtenidos por elaislarniento de un tanque.
EJEMPLO 8. CdIculo del ahorro poraislamiento Mrmico de un tanque del proceso
Supuestos:Dimensiones del tanque del proceso: largo 0.85 m, ancho = 0.60 m, alto = 1.20 mTemperatura de operaci6n = 65 'C (durante 8 horas por df a)Temperatur-a promedio (horas no laborables) 45 'C (durante 16 horas por dia)Temperatura. ambiente promedio = 20 'C h = coeficiente de transferencia de calor en superficies planas,* kcal/h mlPara una diferencia de temperatura de 450 (C h = 346 kcal/h m' para superficies no aisladas h = 190.5 kcal/h m' parasuperficies aisladasPara una diferencia de temperatura de 25 'C h = 170 kcal/h m' para superficies no aisladas h = 92 kcal/h ml para superficiesaisladasEl gas LP tiene un poder calorf fico de 11000 kcal/kg y una densidad de 0.54 kg/l, y los quemadores tienen una eficienciadel 30%
CfiICUIOS:• La transferencia de calor en las paredes del tanque es dada por la ecuaci6n Q = h x A, donde h es el coeficiente de
tr-ansferencia de calor y A es el drea total de las paredes en ml.• P6rdida diaria de calor de tanques con paredes no aisladas, Q: (346 kcal/h.ml x 3.48 ml x 8 h) + (170 kcal/h M2 x 3.48 ml x 16
h) = 19 100 kcal/dia• P6rdida diaria de calor de tanques con paredes aisladas, Q: (190.5 kcal/h M2 x 3.48 M2 x 8 h) + (92 kcal/h.ml x 3.48 M2 X 16 h) =
10 424 kcal/dia.• El ahor-ro total de energfa logrado por el aislamiento del tanque send entonces la diferencia de las p6rdidas calculadas
anteriormente.
Ahorro de energ6w(19 100 kcal/dfa - 10424 kcal/dfa) x 250 dfas/afio
= 2.17 106 kcal/afio.
El ahorro econ6mico anual por ahorro de ener-gfa se calcula multiplicando el ahorro de energia por el costo de gas LP; luego se divide este producto entre el producto delpoder calotifico, la densidad y la eficiencia de los quemadores.
Ahorro econ6mico:

(2.17 x 10' kcal/aho x 1.25 pesos 1)(I 1000 kcal/kg x 0.54 kg/l x 0.30) = 1522 pesos/afio.
La implementaci6n implica: 3.48 M, de aislante(lana mineral) para el tanque (34 pesos/ml), con un costo estimado de 118 pesos; Idmina negra como recubrimiento delaislante para evitar deterioro de 6ste por el uso cotidiano que se les da (el recubrimiento para el aislarniento tiene un costoestimado de 461 pesos, y la instalaci6n tiene un costo estimado de 140 pesos). El costo total estimado para la implementaciftde esta medida es de 719 pesos.
Visto el ahorro de 1522 pesos/aflo logrado en elconsurno de gas LP, la inversi6n requerida para esta medida tiene un periodo de recuperaci6n de seis meses.
* Manual de eficiencia energitica t6rmica en la industria, CADEM, 1984, tomo 2.
Beneflcios ambientales. El beneficio ambiental que se obtiene de la implementacift de estas opciones consiste en lareducci6n de la emisi6n de vapores al ambiente laboral y la disminuci6n de los gases emitidos por la caldera.

a,
al
0~0
,a-
OPCIONES DE PRODUCC16N MAS LIMPIA 39
B. Controlar la denianda mAjdma en anodizado mediante el desfasamiento de los recfificadox-es.
Consideracione,s Mcnicas. En muchas ocasiones se trabaja en el proceso de anodizado con dos o mds rectificadores demanera simultAnea, o con ligeros desfasamientos, de cinco minutos de diferencia. Esto provoca que la demanda de energia seincremente a niveles demasiado altos, aumentando a su vez los costos por demanda de energfa de la empresa.
Se recomienda el desfasamiento de los rectificadores para disminuir la demanda de energfa. Como ejemplo, se describe acontinuaci6n la operaci6n de dos rectificadores utilizados comOnmente en anodizado. La demanda m;Axima de cada uno delos rectificadores es cercana a los 140 M en los ciclos completos, la cual se registra al momento en que se ajusta elrectificador para que proporcione 90 V y 1500 A de salida.
En la GRAFICA 2 se muestra la curva de demanda resultante al trabajar dos rectificadores en fase, es decir, ponerlos afuncionar al mismo tiempo. La demanda mixima que se alcanza con este modo de operaci6n es de 280 M y de acuerdo con lacurva de demanda, la demanda mAxima sostenida en un intervalo de 15 minutos es de 195 kW. En la grdfica 3 se presenta lacurva de demanda resultante, al considerar que los dos rectificadores tienen un desfasamiento de 5 minutos entre la puesta enmarcha de cada uno de ellos. La demanda. mdxima bajo esta fon-na de operaci6n es de 265 kW y la demanda m;1ximasostenible en un intervalo de 15 minutos es de 205 kW. Cabe aclarar que en esta evaluaci6n se est,A considerando un tiempode cuatro minutos para volver a poner a funcionar el mismo rectificador con un nuevo rack.
Si se repiten estas mediciones para un desfasamiento de 10 y 15 minutos, se obtienen una demanda mixima de 240 kW y 220kW, y una demanda mdxima sostenida de 195 kW y 200 M, respectivamente.
En la GRAFiCA 4 se presenta la proyecci6n de la curva de demanda, considerando un desfasamiento de 20 minutos, entre unoy otro de los rectificadores. Esta grdfica presenta la curva de demanda resultante para un intervalo de tiempo de 90 minutos;durante este tiempo el rectificador 1 habrd completado dos racks
280
260240220200180160140120too806040 20 0
28026024022020018016014012010080604020 0
y Ilevard 13 minutos del tercer rack, y para el caso del rectificador n~imero 2, se habr-dn hecho dos racks y faltara un minutopar-a meter el tercero. Para este caso se puede observar que el pico de demanda. mAxima Ilega a 220 M, sin embargo, lademanda mdxima sostenida par-a un intervalo de 15 minutos s6lo Ilega a una demanda m,4Lxima de 120 M Este nuevo valorde la demanda m6xima sostenida nos permite tener una disminuci6n de la demanda facturada en 80 kW, con respecto a lassituaciones actuales. A los 20 minutos es cuando la demanda ha Ilegado a su valor minimo.
GRAFICA 2. Curva de demanda conrectiflcadares en fase
0 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37
Tiempo, minutos
GRAFICA 3. Curva de dentanda condesfasamiento de 5 minutos

0 1 3 5 7 9 11 13 15 17 19 2123 25 27 29 3133 35 37 39 4143 45
Tiempo, minutos(4 minutos entre cada rack para el wdsmo rectificado)

40 PitoDucci6N uAs Limpu T Amoaxo DE FrimRGtA iEN iEL sFcToR DE GALvANoPLAsTu
GRAMA 4. Curva de demanda can desfasamiento de 20 minutos
220 200 180 160 140 120 100 80 60 40 200
Benefleibs econ6micos. No se requiere inversi6n econ6mica para. la implementaci6n de esta opci6n. El beneficioesper-ado es la disminuci6n en la demanda factur-ada, la cual representa una. disminuci6n econ6mica. en la factur-aci,6nel6ctrica. La disminuci6n en la demanda facturada send del orden de los 80 kW por mes; el ahorro econ6mico es:
Ahorro econ6mico, pesoslaflo =(disminuci6n en demanda facturada, Mafio)
x (Costo de la demanda pesos/kW).
Para la implementaci6n de esta. medida se requiere capacitar y concientizar al. personal, dado que son ellos quienes debensensibilizarse en el beneficio que representa la implementacift de esta acci6n. Otro aspecto importante a destacar es que larutina propuesta no producind disminuci6n en la producci6n, ya que s6lo se tendria un desfasamiento en cuanto a laoperaci6n de los racks, y como mdximo se disminuiria en un rack anodizado al principio de la secuencia propuesta.
Beneflcios anthientates. Los beneficios ambientales derivados de la implementaci6n de esta opci6n proceden de lareducci6n y la eficiencia en el uso de la demanda energ6tica general de la planta.
C. Reducir horas de operaci6n del tanque de despintado.
Consideraciotws t&nicas. Muchas empresas de galvanoplastia reciben piezas usadas para su reparaci6n y recromado. Seutiliza generalmente una
0 2 58 11 14 17 20 23 26 29 32 35 38 41 4447--SQ_,53 56 59 62 65 68 71 74 77 86
nutos.,_____Tiempo, minutos.
(4 minutos entre cada r"k para el mismo rectificado)
soluci6n de despintado que se mantiene a su temperatur-a de trabajo todos los dfas durante todo el. tiempo de operaci6n dela planta; la soluci6n se puede calentar por medio de un quemador de gas LP, de resistencias el6ctricas o de vapor.
Cuando solamente un porcentaje reducido de la producci6n de una planta de galvanoplastia se somete a este proceso, lasoluci6n debe usarse s6lo los dias por semana que se requieran, previamente programada la producci6n. Por ejemplo, paraun 10% de piezas que requieren despintado, este proceso solamente debe utilizarse uno o dos dfas por semana.
Este cambio depende principalmente de la disciplina en el programa de producci6n, es decir, se tiene que dar unseguimiento constante para que su cumplimiento sea efectivo, ya que en la rutina dia ria de la planta los trabajadorestender-Sn a regresar a la prdctica anterior de calentar la soluci6n todo el tiempo.
Ben4icios econdmicos. Debido a que esta opci6n s6lo consiste en una reducci6n del calentamiento de la soluci6n, no serequiere inversi6n ni se generan gastos de operaci6n adicionales. El principal beneficio econ6mico de esta opci6n serelaciona con el ahorro de energfa que, de otra forma, se desperdicia al estar calentando una soluci6n sin usar. Los ahorrosecon6micos anuales se pueden calcular conociendo el consumo de gas (kg/afto), energla elA-ctrica (kwh/afio) o vapor(litros de combustible/afio) relacionado con el calentamiento de la soluci6n. AdemAs, se debe conocer el costo unitario degas, ener-

e
a
)s
YO
;o
ie
;U
aar el
5n de 'in keel Ja~0-
ko-
ca laleer-
OPCIONES DE PRODUCC16N MAS LIMPU 41
gfa el6ctrica o vapor y estimar el porcentaje de, reducci6n del calentamiento de la soluci6n. El ejernplo 9 describe la realizaci6nde este cdIculo.
FJEMPLO 9. Cdkuto del ahorro por reducci6ndel fiempo de operaci6n de un tanque
de despintado
Supuestos:• Calentarniento a base de gas LP• El gas LP tiene un poder calorifico de I 1000 kcal/kg y una densidad de 0.54 kg/I• Los quemadores tienen una eficiencia del 30%• Se usard la soluci6n dos dfas/semana en vez de cinco dfas/semana• Reducci6n del 60% del consurno de gas LP
CAICUIOS:Conociendo el consurno de gas LP, y conociendosu poder calorifico, calculamos el consurno degas en kcal/dfa para luego calcular el ahorTo en elconsurno del 60%• Consurno de gas LP: 22 950 kcal/dfa• Reducci6n diaria del consurno: 22 950 kcal/dia x 0.6 = 13 770 kcal/dfa• Reducci6n anual del consurno: 13 770 kcal/dfa x 250 dfas/afto = 3 442 500 kcal/aflo.
El ahorro anual es entonces calculado multipli-cando la reducci6n del consurno, el costo, del gasLP, el poder calorffico y la densidad del gas
Ahorro anual:(3 442 500 kcal/aflo x 1.25 pesos/1)(I 1000 kcal/kg x 0.54 kg/I x 0.30) 2 414 pesos/afio.
El periodo de retorno, de esta. opci6n es inmediato.

Beneflcios ambieWales. Los beneficios ambientales que se obtienen de la implementaci6n de esta, opci6n son la reducci6n enla emisi6n de vapores al ambiente labor-al, ademis de la reducci6n en la emisi6n de gases de combusti6n para los casos de lautilizaci6n de vapor y quernadores de gas.
D. Evitar el uso de la fluminaci6n artiflcial cuando la luz diurna sea sufleiente.
Considerackwes t&wkas. En muchas empresas se encienden todas las luces del drea del proceso dur-ante todo, el tiempo deoper-aci6n, aun cuando exista suficiente luz de dfa. Esto, provoca gastos innecesarios par-a las empresas. Se recomiendaevitar el uso de la iluminaci6n artificial cuando exista. suficiente luz diuma para trabajar.
Beneflcios econ6micos. El ahorro de energfa que se puede lograr utilizando, la iluminaci6n artificial s6lo cuando, seanecesario se calcula de la manera siguiente:
Ahorro de energia (kwhlafio):(Potencia de la luminaria x (I + factor del balastro)*
x n6m. de luminaHasx (horas"" - horasPP))/l 000 V*qAWh.
Despu6s de calcular el ahorro de energia podemos; calcular el ahorro econ6mico que se obtendrIa de implementar'se estaopci6n. El ahorro econ6mico es el producto del ahorro de energfa por el precio de la energfa.
Ahorro econ6mico de energ(a (pesoslafio):Ahor-ro de energia (kWh/afio) x
precio de la energfa (pesos/kWh).
La demanda no se ve afectada, directamente, en el pico de demanda mdxima, por la iluminaci6n, ya que el tiempo de operaci6nde las Idmparas que de cualquier manera se encenderdn en alguna. hora del dia es superior a los 15 minutos.
La inversi6n par-a esta, oportunidad de ahorro en energfa es muy bajo, ya que incluye s6lo el costo, de interruptoresindividuales que perinitan encender s6lo las luces necesarias. La instalaci6n se puede Ilevar a cabo tambi6n de manera muyecon6mica, pero se requiere establecer en la empresa un programa de concientizaci6n hacia los trabajadores.
Beneflcios antbientaks. Los beneficios ambientales generados por esta, opci6n proceden de la reducci6n y la eficiencia en eluso de la demanda, energ6tica general de la planta.
* El factor del balastro se refiere a la potencia del mismo y esti dado por catilogo.

42 PRODUCC16N MAS LIMPU Y AHORRO DE KNERGIA EN EL SECYOR DE GALVANOPIASTU
E. Reemphaar la fluminaci6n extAndar por fluminacl6n de alta eficiencia.
Consideraciones t&wicas. En muchas empresas se utilizan Idmpar-as fluoresCentes de tipo estAndar (T - 12) de 2 x 75W, y balastros estdndares. Este tipo de Idmparas consurnen mucha energfa, por lo, que se recomienda cambiar lasI.Jimparas estdndar por Idmpar-as T - 12 de 2 x 60 W, y balastros eficientes.
Ben4k-ios econ6rnicos- En el ejemplo 10 se presenta la manera de calcular los ahoryos obtenidos de la implementaci6nde esta opci6n.
FJEMPLO 10. Cdculo del ahorropor reemplazo de iluminaci6n estAndar
por iluminaci6n de alta eflciencia
El primer paso es el cdlculo del consurno energ6tico, actual y propuesto. Para esto es necesario saber las potencias de lasluminarias, los factores de balastro, el nCimer-o de luminarias y las horas de, trabajo actuales y propuestas.
Consumo de ewwg~a~ (kWkafio):(potencia de la luminaria")
0 + factor del balastroa,,I) (ndm. de luminarias)(horaSac,") /1000 Wh/kWh
Consumo de energia propuesto (kUltkifto):(Potencia de la luminariaP'P)
0 + factor del balastroPP) (ndm. de luminarias)(horasP'P") /1000 Wh/kWh.
El ahorro de energfa se calcula entonces como, la diferencia entre el consurno de energfa actual y el consurno de, energiapropuesto.
Ahorro de energfa:Consumo de energfa"u' - Consurno de energfa pmpuesto
Ahora podemos calcular el ahorro econ6mico de energfa como el producto del ahorro de energia y el precio de la energia.
Ahorro econ6mico de energia (pesoslafio):Ahorro de energfa (kWh/aiio) x
precio de la energfa (pesos/kWh).
En este caso, la demanda sf se ve afectada por el hecho de que se disminuye la potencia de la iluminaci6n; por lo tantodebe calcularse el ahorTo en demanda. Para calcular el ahor-ro por demanda se utiliza la f6nnula siguiente:
Ahorro en demanda. [n(im. de luminariasx [potencia"' x (1+factor del balastro"A
- [potenciaP'Pu" x 0 +factor del balastroP~P`0)11.
Podemos ahora calcular el ahorTo, econ6mico por demanda como el producto del ahorro en la demanda y el precio de lademanda.
Ahorro econ6mico por demanda (pesoslafio):Ahorro en demanda (kW/afto) x precio de dernanda
(pesos/kW).

La inversi6n para esta oportunidad de ahor-ro de energia incluye el costo de Idmpar-as y balastros. Ya que el cambio detodas las lAmpar-as al mismo, tiempo puede resultar en un costo elevado, se recomienda hacer el cambio de limparasconforme se fundan las actuales; asf, el costo, de implementaci6n send la diferencia entre el costo de los luminariosactuales y los propuestos.
Beneflcios ambiepdales. Al igual que la opci6n anterior, los beneficios ambientales; generados por esta opci6n procedende la reducci6n y la eficiencia en el uso de'la demanda energ6tica general de la planta.
E Cambiar los quemadox-es de gaS LP por resistencias eNefticas en los tanques de desengrase que se operaneaRentes.
Consideradones t&nicas. En algunas plantas se utilizan quemadores de gas LP para mantener la temperatur-a de lastinas. La temperatura de operaci6n de las tinas debe ser de 50 a 60 'C, sin embargo si no se cuenta con un sistema decontrol de temperatura pueden registrarse temperatur-as superiores a los 60 OC; elevar 10 o 15 'C en ]as tinas dedesengrase representa gran cantidad de energfa requerida par-a tal prop6sito. El tipo de quemadores que se tiene en lasplantas generalmente no es muy eficiente, por lo que se requiere gran cantidad de gas para obtener la cantidad de energfarequerida, para calentamiento.
Se recomienda cambiar los quemadores de gas LP por resistencias el6ctricas. Aplicar esta medida implicard ahorrar el gasLP y se consurnind en su lugar energfa el6ctrica, ademds se proporcionand un meJor control de temperatura en las tinas.

A
r a
de Va TI-
6n ~os
insta i el a.
re-
M-
se la pe-
de pe-de reque efigas )ara
S LP
imigar me-
OPCIONFS DE PRODUCC16N MAS UMPU 43
Benefidos econ6micos. Los beneficios econ6micos resultantes de la implementaci6n de esta opci6n provendr-dn de lareducci6n en el consurno de energfa, con la consecuente disminuci6n en los costos de producci6n.
En el ejemplo 11 se describe paso a paso la metodologia de cdlculo del ahor-ro proveniente de la implementaci6n de estaopci6n en dos tanques de desengrase.
EJEMPLO 11. Cd&wto dd ahorro por ef aso deresistencias el&tricas, en lugar de quenuufores
de gas LP, para el calentamiento do dostanques de desengrase
0
Supuestos:• La planta trabaja 250 dfas al afio• Cinco horas de calentarniento de la soluci6n• Una resistencia de 2 000 watt, con una eficiencia de 0.95
El costo de la tarifa el6ctrica es 0.73 135 pesos/ kWh• Consurno de gas LP para planta micro es -29 I/dfa, equivalentes; a 51678 kcal/dfa• Costo de resistencias elA-ctricas es de 1000 pesos/resistencia.
CAlculos:El consurno el6ctrico se obtiene multiplicando elnfimero de tanques por la potencia de las resis-tencias (incluida su eficiencia) y por el tiempo de
USO.
Consumo de electricidad.2 tanques x 2 000 W x 0.95 x 5 h/dfa = 19 kWlVdfa

16 340 kcal/dfa.
Conociendo el consurno de gas LP podemos entonces calcular el ahon-o de energfa diario o anualpr-oveniente del cambio de gas a electricidad.
Ahorro de energiw51678 kcal/dfa - 16 340 kcal/dfa = 35 338 kcal/dfa
Ahorro anual de energ6w35 338 kcal/dfa x 250 dfas/afio + 8 835 Mcal/afio.
Conociendo el costo de la electricidad podemos entonces calcular el costo anual que resulta del uso de las resistenciasel6ctricas.
Costo de electricidad.19 kWh/dfa x 0.73135 pesos/kWh = 13.9 pesos/dfa
Costo anual de electricida&13.9 pesos/dia x 250 dfas/afto = 3 475 pesos/afio.
Para calcular el ahorTo que se obtendrd por el uso de las resistencias se resta el costo el6ctrico obtenido del costo actualde gas LP.
Costo anual de gas Lp. 9 063 pesos/afio
Ahorro anual.9 063 pesos/afio - 3 475 pesostafto = 5 588 pesostafio.
Conociendo el costo de las resistencias el6ctricas podemos entonces calcular el periodo de retorno de la inversi6ndividiendo el costo de implementaci6n entre el ahor-ro anual.
Costo de implement"i6n: 2 000 pesos
Periodo de retorno:2 000 pesos/5 588 pesos/afio x afio
12 meses
= -4 meses.
Beneflcios amtbimtaks. Los beneficios ambientales de la implementaci6n de esta opci6n se relacionan con la eliminaci6nde los gases de combusti6n en esta etapa del proceso.
OPCIONES SECUNDARIIASDE EFICEENCIA ENERGATICA
A. Aislar los tanques de condensado&El aislamiento de los tanques de condensado reducind las p6rdidas de calor y por lo tanto el consurno de combustible de laplanta. Asimismo, habr-d una disminuci6n en la emisi6n de gases de combusti6n de la caldera.
B. Aislamiento de tuberias de vapor y retorno al tanque de condensados.El aislamiento de la tuberfa reducind las p6rdidas de calor en las Ifneas de vapor de la planta y, por lo tanto, reducir-A elconsumo de combustible y la emisi6n de gases de combusti6n de la calder-a.

T
44 PRODUCC16N MAS LIMPU T AHORRO DE ENERGtA EN EL SECTOR DE CALVANOPLASTU
C. Opdmizar el alre consumido por las calderas.La optimizaci6n del aire de la caldera (comburente) aumentard la eficiencia de la caldera y reducird la emisi6n de gases.
D. Instalar control de temperatura en los tanques que lo necesiten.El control de la temperatura de los tanques pertinentes es un factor importante a la hora de ahorrar energla. En muchoscasos se tienen soluciones del proceso con temperatur-as muy altas o muy bajas que significan p6rdidas, ya sea porproblemas de calidad o por alto consurno de energia. Los controles de temperatura estabilizan la temperatura del tanque; laimplementacift de esta opci6n debe hacer'se concomitantemente con la opci6n de aislamiento de los tanques.
E. Instalar banco de capacitores.Esta medida ayuda a eliminar penalizaciones por bajo factor de potencia.
4. BUENAS PRACTICAS DE MANUFACTURA
Las buenas pr-Scticas de manufactura son actividades de gesti6n y proceso que reducen la generaci6n de residuos. Lasbuenas prdcticas de manufactura identificadas dan como resultado una mejor calidad de producto, la reducci6n de loscostos de oper-aci6n y la reducci6n de los residuos gener-ados, al mismo tiempo que mejoran el ambiente laboral.
El desar-rollo y ejecuci6n de buenas px-dcticas de manufactur-a permitind un proceso de recubrimiento mds eficiente queminimizar-A defectos y reproceso.
OPCIONES PRINCIPALES
A. Operaci6n y mantenimiento de las soluciones del proceso.
Consideraciones t&nicas. A menudo las concentraciones de los componentes de las soluciones del proceso, el pH y latemperatur-a de operaci6n de las soluciones del proceso no se controlan con la frecuencia debida, ocasionando que lasadiciones de materia prima y el control de los pardmetros de las soluciones del proceso se hagan de manera intui-
tiva, sin utilizar los resultados de andlisis qufmicos y fisicos.
Se recomienda:
0
Mejorar el nwnitoreo de las soluciones del proceso. La temperatura, el pH y la conductividad deben ser monitoreadasdiariamente, para asegurar que el bafto se encuentre en las condiciones de operaci6n adecuadas. Pueden construirsecurvas de conductividad para determinar la composici6n qufmica del bafio, en vez de hacer anAlisis diarios.Mejorar la secuencia del proceso. La secuencia exacta del proceso de recubrimiento debe tenerse por escrito y serrevisada ante todos los empleados para que ellos entiendan la operaci6n estAndar del proceso y las consecuencias de des-viarse de 46sta.
Estos cambios gener-almente mejoran el poder de penetraci6n y el brillo, y reducen el consurno de.materias primas yabrillantadores, asl como tambi6n aminoran.la necesidad de reproceso interno, tal como pulido dedreas quemadas u opacaso recromado de Areas poco recubiertas.

La disciplina para el control y monitoreo del proceso en muchas empresas ya existe; estas recomendaciones s6loincrementan la frecuencia de estas actividades. Por otro lado, existen muchas formulaciones y pardmetros para cada tipode soluci6n del proceso.
Ben4kios econ6micos. Es muy diffcil calcular los ahorros econ6micos del mejoramiento de los controles del proceso sinuna investigaci6n extensa en la empresa. Sin embargo, es nazonable suponer el ahorro de un 1% de los costos totales demateriales y mano de obra, debido a la mejora en la calidad y a la reducci6n de la necesidad de tratarniento y reproceso.Los ahorros de esta opci6n se pueden calcular de la siguiente manera:
Ahorros (pesos/afio) = (costos totales de materiasprimas y mano de obra, pesos/afio) (0.01).
Beneflcios antbientales. La reducci6n en el tratamiento de las soluciones del proceso resulta en unareducci6n de los lodos residuales provenientes del
II I
IP

OPCIONES DE PRODUCC16N MAS LIMPU
bairio, lo cual implica una reducci6n de los desechos al medio ambiente de residuos s6lidos con altas concentraciones demetales.
B. Compra, manejo y almacenaje de produetos quimicos.
Consideraciones t&wicas. En muchos casos las materias primas se encuentran esparcidas por toda la planta. La compr-a,almacenaje, uso y manejo adecuados de los productos qufmicos disminuye el porcentaje de materias primas que pueden Ilegara perderse, ya sea por escun-imientos, goteras u otro tipo de p6rdidas que podrian convertirse en residuos.
Se recomienda identificar y consolidar undrea para almacenar las materias primas (debidamente etiquetadas) para minimizar lasp6rdidas por fundas rotas o goteos de contenedores.
Tambi6n es importante que se implemente el uso de una base de datos o registro de compra de materias primas y de adicionesa los bafios. Se puede encontrar en el ANEXo B, formato 3, una lista de los datos y procesos que deben ser documentados.
Asimismo se recomienda tener por escrito la formulaci6n de cada soluci6n del proceso, asignar el personal adecuado parapreparar la soluci6n de los bafios del proceso, e implementar un control estadfstico del proceso para mejorar la eficiencia deluso de productos qufmicos.
Beneflcios econ6micos. Los beneficios econ6micos de esta opci6n se refieren a la reducci6n de las p6rdidas de materia prima,lo cual se refleja en una disminuci6n de las compras.
Beneflcios anthientales. La reducci6n en las p6rdidas de materias primas debido a la mejorla del uso, manejo y almacenajede6stas resulta en una reducci6n de las descargas no controladas al medio ambiente de productos qufmicos.
C. Mantenimiento preventivo.
Consideraciones t&nicas. Con respecto a la prevenci6n de la contaminaci6n, el mantenimiento preventivo puede minimizar lap6rdida de productos qufmicos debido a goteras v reducir el potencial
45
de una p6rdida mayor, ocasionada por un tanque defectuoso.
Deben hacerse inspecciones peri6dicas de tanques y Ifneas, con la reepar-aci6n de las unidades dafladas o corroidas,remplazarse regularmente los sellos en las bombas que transportan sustancias quimicas y sistemas de filtraci6n, y revisarregularmente el fondo de los tanques para recuper-ar piezas, accesorios y racks que se hayan cafdo dentro del bafio.
La p6rdida de productos qufmicos que se da por goteras y escurrimientos puede ser considerable; si el goteo proveniente de lasbombas, los filtros o los tanques es ignorado por un largo periodo, la p6rdida total puede ser significativa. Algunos m6todospara reducir las p6rdidas qufmicas a partir de estas fuentes son los siguientes:
• Adopci6n de una conducta preventiva para elmantenimiento de bombas, filtros, y tanques
• Instalar alarmas de sobreflujo en todos los tanques del proceso, especialmente en los que son calentados y que requieren serreconstituidos con agua.Implementar reglas sobre adiciones a los bafios y transferencia de materias primas.
Beneflcios econ6micos. Es muy dificil calcular los ahorros econ6micos del mantenimiento preventivo sin una investigaci6nextensa en la empresa. Sin embargo, es razonable suponer un ahorro debido a la reducci6n de paros de producci6n por equiposdefectuosos, y otras razones.

Beneflcios amb"ta&s. El mantenimiento preventivo reduce o elimina el riesgo de vertidos y derrames no controlados desoluciones del proceso al medio ambiente.
OPC16N SECUNDARIA DE BUENASPRACTICAS DE MANUFACTURA
A. Instalarloptimizar los sistemas de vendlaci6n. La instalaci6n u optimizaci6n de los sistemas de ventilaci6n permiten elmejor-amiento del ambiente laboral debido a la reducci6n de las partfculas en el aire. Tambi6n debe tomarse en cuenta que sedisminuiri la contaminaci6n de las soluciones del proceso por deposici6n de estas partfculas en su superficie.

CAPITULO 3
PASOS PARA IMPLEMENTAR LA PRODUCCI 'ON mAS LIMPIA
.qc,o,;,ntmuac16n se ofrece el procedimiento par-a implementar un prognama de producci6n m s limpia. El procedimientoconsiste en cinco fases: i) planeaci6n y organizaci6n, ii) evaluaci6n previa, iii) evaluaci6n, iv) estudio de factibilidad yv) implementaci6n.
Antes de iniciar una evaluaci6n, es recomendable que los evaluadores potenciales tengan idea del concepto de producci6nlimpia, ya que esto puede ayudarles a establecer dichas metas en la empresa.
FASE 1. Planeaci6n y organizaci6n
ACTWMAD 1. Imohwrar y obtener el congiruntin so de la gerencim La gerencia de la empresa dand apoyo a la evaluaci6n deproducci6n m6s limpia, cuando est6 convencida de sus beneficios. Sin el comprorniso de la gerencia no habrdn acciones niresultados reales.
ACTIVEDAD 2. Establecer el equ4po para el proyecto. La evaluaci6n de producci6n m" limpia afectand diversos grupos dentrode una. empresa. Se debe trutar de incluir a representantes; de todas las partes interesadas en el equipo del proyecto. Lacomposici6n adecuada del equipo dependerA del tarnaho y de la estructura de la organizaci6n. Las empresas pequefias en lasque cada empleado desempefia diversos cargos pueden for-mar un equipo de dos o tres personas que puedan Ilevar a cabo laevaluaci6n de producci6n mds limpia (v6ase ANF-xo B, formato 1). El equipo para el proyecto es responsable del progreso de laevaluaci6n. Se pueden identificar muchas actividades; sin embargo, las mds importantes son:
Analizar y revisar las prdcticas actuales (conocimientos)
• Desarrollar y evaluar los cambios (creatividad), e• Implementar y mantener los cambios (autori
dad).
FASE 1. Planeaci6n y organizaci6nActividad 1. Involucrar y obtener el cornprorniso de la gerencia Actividad 2. Establecer el equipo del proyecto Actividad 3. Establecer las metas deproducci6n rnds limpia Actividad 4. Identificar barrer-as y soluciones.
FASE 2. Evaluaci6n previaActividad 5. Desarrollar el diagrarna de flujo del procesoActividad 6. Evaluar las entrudas y salidasActividad 7. Seleccionar el enfoque de la evaluaci6n de
i3ruducci6n rnAs limpia.
FASE 3. Evaluaci6nActividad 8. Elabonar el balance de materiales Actividad 9. Evaluar las causas Actividad 10. Generar opciones Actividad 11. Seleccionar las opciones.
FASE 4. Estudio de factibiRdadActividad 12. Evaluaci6n prefirninar Actividad 13. Evaluaci6n t6cnica Actividad 14. Evaluaci6n econ6mica Actividad 15. Evaluaci6n ambiental Actividad16. Seleccionar opciones factibles.
FASE 3. Implementaci6nActividad 17. Preparar el plan de producci6n rnAs firnpia Actividad 18. Implementar las opciones de producci6n mis limpia Actividad 19. Supervisar yevaluar el avance Actividad 20. Mantener las actividades de producci6n mis limpia.
47

48 PROIDUCC16N MAS LIMPU T AHORRO DE ENERGtA EN EL SECTOR DE GALVANOPLASTU
ACTIVEDAD 3. Establecer las metas de producci6n limpia. Las metas serdn definidas conforme al equipo para que elproyecto obtenga mayor comprensi6n de las posibilidades de producci6n mAs limpia de la empresa. Las metas de producci6nmds limpia deben ser pensadas a fondo, ya que deben ser lo suficientemente ambiciosas como para motivar un esfuerzosignificativo respecto a la producci6n mds limpia, al tiempo de ser suficientemente realistas para servir como una medidaadecuada de, 6xito.
Algunos criterios (itiles para formular las metas de producci6n mds limpia hacia determinadas esferas de prioridad, son lossiguientes:
• Costos (mano de obna, tecnologfa, mantenimiento y materias primas)Cantidaaes utilizadas
• Inflarnabilidad• Reacciones qufmicas• Emisiones al aire• Emisiones al agua• Costos de residuos• M6todo de disposici6n (reciclaje en y fuera de sitio; relleno sanitario), y• Efectos en la salud.
ACTIVIDAD 4. Iderdiflcar barreras y sohwiones. Las barreras se pueden identificar en las actitudes del personal y de lagerencia, la falta de informaci6n, el tipo de organizaci6n de la empresa, los problemas econ6micos, la falta de informaci6nt6cnica, etc6tera.
La primera actividad para vencer las bar-reras es concientizar a todos sobre los beneficios de la producci6n mis limpia yhacer hincapi6 en que la evaluaci6n de producci6n mds limpia no es un proceso de asignacion de culpas, sino mds bien unproceso en el que todos se sienten libres y c6modos para. presentar sus sugerencias e ideas. Otras soluciones a las barreras sepueden encontrar utilizando las siguientes ideas:
Presentar la producci6n mds limpia como un reto par-a el desar-rollo positivo de la empresa
M
Presentar la producci6n mds limpia como una parte integr-ada al desarrollo de, productos y del procesoPresentar historias exitosas de otras empresas del mismo sector industrialReunir informaci6n sobre otr-as tecnologias, o sobre sus sustitutos, implementadas con 6xitoEvaluar los costos de, la energla el6ctrica, los residuos y las emisiones, y considerarlas como recursos potenciales, yHacer hincapi(! en los cambios sin costo, o de bajo costo, los cuales son f6ciles de implementar.
FASE 2. Evaluaci6n previa
ACTMDAD 5. Desarrollar el diagrama de flu. jo M proceso. La preparaci6n del diagrama de flujo detallado y correcto esla actividad clave de la evaluaci6n de, producci6n mds limpia y forma la base de la compilaci6n de los balances de materialesy de, energfa.
Se puede desarrollar el diagrama de flujo del proceso conectando las operaciones unitarias individuales en forma de undiagrama de bloques, como se observa en el ANF-xo B, formato 2. El diagrama de flujo debe incluir, y hasta cierto puntocaracterizar, los flujos de insumos o entradas y producci6n o salidas, poniendo especial atenci6n en los flujos de, reciclaje. Demanera particular, destacar los insumos gratuitos o de, bajo costo, Como agua, suelo, aire, etc6tera, ya que 6stos confrecuencia terminan siendo la causa principal de los residuos y de las emisiones.
El diagnama de flujo debe atender con especial atenci6n los diversos pasos que son frecuentemente soslayados en losdiagnarnas de flujo tradicionales. Estos incluyen:

• Almacenamiento y manejo de materiales• Mantenimiento y repar-aciones del equipo, y• Productos secundarios liberados al medio am
biente como emisiones fugitivas.

PAws Pmu impr ENTAit rA
PRoDuccx6N MAS LINIPU - 49
El diagnama de flujo del proceso puede ser complementado con ecuaciones qufmicas para facilitar la compr-ensi6n delproceso. Deben ser destacados de maneru apropiada los materiales que se utilizan ocasionalmente y/o que no aparecen enlos flujos de producci6n (como los catalizadores, el aceite reffigerante, etchter-a), los procesos peri6dicos, por lote ycontinuos.
ACTIVEDAD 6. Evahsar kts entradm y saUdas. Durante esta actividad se hace un cAlculo general de las cantidades dematerias primas, auxiliares, productos, productos secundarios, energia el6ctrica, residuos y ernisiones consurnidas oproducidas por cada proceso u operaci6n unitaxia. Los resultados de esta evaluaci6n se utilizan par-a establecer el enfoquede la evaluaci6n de producci6n rnds limpia (ANExo B, formato 3). La evaluaci6n se basa en el sentido comdn mis que en unc9culo. En esta etapa se recomienda que no se intente elabor-ar un balance detallado de materiales con base en el procesou operaci6n unitaria. Esto se hace dur-ante la f-ase de evaluaci6n.
En esta etapa se debe consider-ar si el sisterna de supervisi6n y andlisis existente es adecuado. La informaci6n de lascantidades y la. composici6n de las entrudas y salidas se debe registrar de maner-a peri6dica, con el fin de lognar unacornparaci6n "antes y despu6s" sobre la opci6n de producci6n.
ACTIVEDAD 7. Selecckwar el enfoque de la evatuaci6n de prodwcMn mds limpim El establecirniento del enfoque dela. evqluaci6n de producci6n limpia es bAsicamente la redefinici6n de las metas de la producci6n rnAs limpia que seestablecie ron durante la f-ase de planeaci6n y organizaci6n. Por lo tanto, aqui se aplican las mismas consideruciones ycriterios:
• Crea gran cantidad de residuos y ernisiones• Causa gr-aves p6rdidas econ6micas• Tiene numerosas opciones obvias de producci6n
m6s limpia, yEs aceptable par-a todo el personal involucr-ado.
A continuaci6n se presenta un conjunto de criterios rnds completo que se puede tornar en consider-aci6n
al establecer las prioridades de la. evaluaci6n de producci6n rnds limpia:
1. CRITERIOS PARA ESTABLECER ELENFOQUE DE LA EVALUAC16N
Nivel de riesgo ambientalCosto de las materias primasCurnplimiento con los reglamentos, cargos, etc6tera, presentes y futurosCostos de la administr-aci6n de residuos y emisiones (trutarniento y disposici6n)Potencial de residuos y emisiones Cantidad. de residuos y emisiones Consurno de energfa el6ctricaPropiedades de riesgo de los residuos y de las ernisiones (incluyendo la toxicidad, inflarnabilidad, disposici6n a la. corrosi6ny a la reactividad) Riesgos de seguridad para los empleados y los alrededoresPotencial (o facilidad) para lograr una producci6n mAs limpiaPotencial par-a retirar cuellos de botella de la producci6n o los flujos de residuos y emisionesPotencial para. recuperar productos secundarios valiososPresupuesto disponible par-a la. evaluaci6n de producci6n limpiaSubsidios o pr6stamos potenciales para invertir en tecnologfa rnds limpia, yExpectativas respecto a la competitividad de la. ernpresa.

FASE 3. Evaluaci6n
ACTIVEDAD 8. Ehiborar el bakitwe de nutteriales. Un balance de materiales permite identificar y cuantificar pA-rdidas oemisiones previamente desconocidas. El diagrama de flujo del proceso forma la. base para el cAlculo del balance demateriales. Este balance de materiales ofrece una comprensi6n de las fuentes y causas de los residuos y ernisiones. Estacornprensi6n es necesaria par-a la gener-aci6n de opciones de producci6n rnds limpia. El balance de materiales nosolarnente se utiliza para identificar los suministros o entradas y la producci6n o salidas,

50 PRODUCC16N mAs LDAPL4 Y AHoRRo DE ENERGiA EN EL sEcToR DE GALvANoPLAsTL4
sino tambi6n los costos asociados con ~stos. La comprr,nsi6n de estos costos puede convencer a la gerencia. de aprobar lar~dpida implementaci6n de las opciones de producci6n mds limpia. La siguiente lista presenta algunas fuentes deinformaci6n con las que se podrA localizar informaci6n necesaria para elaborar el balance de materiales.
H. FUENTES DE INFORMAC16N PARAELABORAR EL BALANCE DE SIATERIALES
a 0 R
M
a
M
Registros de compra Inventarios de material Registros de composici6n de lotes Infor-maci6n del producto de losproveedores;
• Especificaciones de producto Registros de oper-aci6n• Pr-ocedimientos de operaci6n estAndar y manua
les de oper-aci6n• Muestr-as, anAlisis y mediciones de materia prima; materiales de suministro, productos, residuos y emisiones• Facturas del servicio de energla el6ctrica• Inventarios de emisiones• Limpieza de equipo y procedimientos de validaci6n• Formas de emisiones y residuos
Bibliograffa, consultores, yEntrevistas con empleados de piso para verificar si las oper-aciones se realizan de acuerdo con las prescripciones.
Antes de realizar el balance de materiales, se debe definir cuidadosamente la unidad de oper-aci6n. Los balances dematerial son mAs f-Sciles, con un significado mAs amplio y m" precisos cuando se realizan para unidades individuales,opemciones o procesos de producci6n. Unbalance de materiales gener-al pana la empresa se puede confor-mar de losbalances de material de oper-aciones unitarias individuales (v6ase ejemplo en el ANExo B, fon-nato 4).
Mientras no sea posible establecer lineamientos de manera precisa y completa. para poder cuantificar los en-ores delbalance de materiales, los siguientes lineamientos pueden ser 6tiles:
0
0
M
d
M
Use el diagrama de flujo del proceso en las entr-adas y salidas: se puede utilizar la hoja de tr-abajo que se presenta en elANF_xo B, fonnato 5, para elabor-ar un balance de materiales de una sola operaci6n unitaria durante la evaluaci6n.Divida todo el sistema y seleccione el subsistema individual m6s sencillo. Generalmente, el subsistema individual es unaoperaci6n unitaria o un elemento de una oper-aci6n unitaria (v6ase la AcnviDAD 5). Sin embargo, usted puede seleccionarun flujo de material (por ejemplo, siga donde el cromo sea una entrada o suministro y termine donde 6ste sea el producto osalida).Seleccione el cuadro de balance de materiales de maner-a que el nfimero de cor-rientes que entran y salen del proceso dela operaci6n unitaria o de su elemento sea el menor posiblePara comenzar, siempre seleccione cor-fientes recicladas dentro del cuadro, yMientras investiga las entradas o suministros, hable con el personal y observe las oper-aciones de la unidad en acci6n; elequipo del proyecto d6be pensar c6mo mejor-ar la eficiencia de las operaciones de la unidad.
ACTIVEDAD 9. Evahmr Las ca=as. El balance de materiales debe proporcionar un entendimiento de d6nde, por qu6 ycuAntos residuos y emisiones se gener-an y cudnta energfa se pierde.
Con base en el conocimiento de los suministros o entradas se puede determinar el destino de las materias primas, losmateriales auxiliares y la energla, y la producci6n o salidas de los productos, los productos secundarios, los residuos o lasemisiones. En el caso de los residuos y las emisiones, se pueden derivar las causas para su gener-aci6n.
El DIAGR"A 1 muestra que las materias primas, las pr-Acticas oper-ativas, los productos, los residuos y la tecnologia son lascinco car-acteristicas principales implicadas en un proceso. El enfoque de estas car-acteristicas puede ayudar a identificarlas causas de la generaci6n de residuos y de emisiones.

PASOS PARA ]IMPLEMENTAX LA PRODUCC16N MAS LIMPU 51
DIAGRAMA 1. Cinco caracteristicas de an proceso
IN PROCESO
1. Causas relacionadas con las materlas primas. El uso de materias primas baratas, que no cumplen con las normas:carencia de especificaciones de calidad, escasez de materiales, sisterna. de administr-aci6n de compras inadecuado, yalmacenamiento inadecuado.
2. Causas relacionadas con la teenologia.
A. Operativa y de ntantenitniento. Consumo de aire/agua no verificado, funcionamiento innecesario del equipo, cargainferior a la. 6ptima, carencia de mantenimiento preventivo, mantenimiento, inferior al 6ptimo de las condiciones; delproceso, fugas en las Ilaves/vdlvulas/rebordes, dernames de las bandas m6viles, tuberlas, etc6ter-a, y Ilenado excesivo detanques.
B. Disefio de piwesos&qu4po. Capacidad no comparable del equipo, selecci6n de materiales inferiores a lo 6ptimo, diseflosusceptible al mantenimiento, adopci6n de pasos innecesarios par-a un proceso y carencia de informaci6n/capacidad dedisefio.
C. Disposici6n de las instalaciones. Expansi6n no planeada, plan de utilizaci6n de espacio deficiente y plan de tr-aslado demateriales deficiente.
D. Tecnologia. Continuaci6n de la misma tecnologia, a pesar de los cambios de materias primas o productos, costo elevadode mejor tecnologfa, dimensiones pequefias de, la planta y carencia de infonnaci6n.
ON
3. Caumm relacionadas con Im priteficas ope rativas.
A. Personal. Carencia. de disponibilidad de la. mano de, obr-a calificada, operuciones mec.Snicas, carencia de un sistemade capacitaci6n formal, carencia de instalaciones de, capacitaci6n, insegutidad labor-al, miedo a perder secretosindustriales, poco personal que causa presi6n excesiva y dependencia creciente de la mano de obna eventual o porcontr-ato.
B. Desnzotivaci6n de los emple;a&s. Carencia de reconocimientos, inexistencia de un sistema de recompensas y castigos,hincapi6 en la producci6n dnicamente, no en la gente, y falta de compromiso por parte de la gerencia ejecutiva.
4. Caums relacionadas con los productos. Proporci6n ineficiente entre los productos y los productos secundarios,demasiadas especificaciones de, alta calidad, diseflo poco, pr-dctico de los productos y productos compuestos conmateriales de riesgo.
S. Causas relacionadas con los residuos. No hay segregaci6n de residuos, se da. poca atenci6n al potencial de reuso oreciclaje de ciertos residuos, falta de recuperaci6n de, la energfa, de los residuos y emisiones, y manejo inadecuado.
ACTWMAD 10. Generar opciones de producci6n inds limpia. Una vez que se conocen las fuentes y causas de los residuos yde las emisiones, la

52 PRODUCC16N MAS LDIPM Y ABORRO DE FMIERGIA EN EL SECTOR DE GALVANOPIIASTM
evaluaci6n de pi-oducci6n limpia entra en la fase creativa. Con el diagnama de flujo del proceso y el balance de materialesa la mano, se puede elegir la oper-aci6n unitaria, material o flujo de residuos o emisiones que desee revisar con mayorurgencia.
El equipo para el proyecto deber-A ahora buscar posibles maneras de incrementar la eficiencia y reducir los residuos, lasen-Asiones y las p6rdidas de energia. Encontrar opciones depende del conocimiento y la creatividad de sus miembros deequipo, mucho de lo cual sur-ge de la educaci6n y experiencia de trabajo de cada uno.
1. Cambios en Ias materias prinms. Los cambios de las materias primas pen-niten una producci6n mAs limpia alrrducir o eliminar los materiales de riesgo que ingresan al proceso de producci6n. Asimismo, se pueden hacer cambios demateriales de suministro con el fin de evitar la genemci6n de residuos peligrosos dentro del proceso de pr-oducci6n.
2. Cambios en la teenologia. Los cambios de tecnologla se enfocan hacia las modificaciones de proceso y de equipopara reducir los residuos y las emisiones, lo cual es preliminar en un contexto de pr-oducci6n. Los cambios de tecnologfapueden variar desde transfor-maciones menores, que se pueden implementar en unos cuantos dfas, con un costo bajo,hasta el reemplazo del proceso, involucmndo grandes costos de capital.
3. Buenas prictleas operativas. Las buenas pr-dcticas opemtivas, tambi6n Hamadas buenas pr-Acticas de manufactum,implican medidas de procedimientos, administmci6n o institucionales, que puede utilizar una empresa pam minimizar losresiduos y las emisiones. Muchas de estas medidas se utilizan en la industria principalmente como mejora de la eficiencia ybuenas pr-Icticas ejecutivas. Las buenas pr-Scticas operativas se pueden implementar fi-ecuentemente con un costo bajoen todas las Amas de la planta, incluyendo las de producci6n, mantenimiento y almacenamiento de materias primas yproductos.
4. Cambies en los productos. Los cambios de productos son realizados por el fabricante de un
producto con la intenci6n de reducir los residuos y las emisiones, que resultan del uso del producto. Los cambios en losproductos; pueden conducir a cambios en el disefto o en la composici6n. Un producto nuevo puede tener un daftoambiental menor a lo largo de su ciclo de vida dtil: de la extracci6n de la materia prima a su disposici6n final.
S. Reuso y reciclaje en planta. El reuso y el reciclaje en planta involucr-an el retomo del material de desperdicio, ya seaa su proceso de origen como sustituto de un material de suministro o a otro proceso como material de suministro.
Una vez que todos los miembros del equipo se hayan familiarizado con los procesos y con las operaciones unitarias, y unavez que se ha retmido la infor-maci6n sobre las posibles opciones de producci6n mis limpia, se debe tener una sesi6n de"lluvia de ideas", durante la cual se desan-ollar-An ideas para la producci6n mds limpia. El resultado de la sesi6n de lluviade ideas es una lista realizada al azar de las opciones de producci6n mds limpia.
ACTIVEDAD 11. Seleccionar las opciones. Despu6s de que se ha genemdo un ndmero satisfactorio de ideas, las opciones sedeben seleccionar. Las opciones mds prometedoras se sujetan a un estudio de factibilidad. Las ideas confusas se debenaclar-ar, las opciones; similares o duplicadas se deben fusionar y todas las opciones se deben cuestionar par-a asegurarsede que sean realmente opciones de producci6n m" limpia. En esta etapa no se debe abandonar ninguna opci6n, a menosque sean obviamente poco factibles.
A fin de ordenar las opciones, se pueden distinguir las siguientes actividades:

1. Organizar Las opciones por operaci6n unitarhL Las opciones generadas dur-ante la Iluvia de ideas se refieren a lasdiferentes operaciones unitarias. La organizaci6n de las opciones por oper-aci6n unitaria permite un acercamiento mdsestructurado al pr-oceso de selecci6n.

I
5
PAWS PARA IMPLEMENTAR LA PRODUCC16N MAS LIMPU 53
2. Evahsar las interferencias Mutstas obvias. La implementaci6n de una opci6n puede hacer que otra opci6n seairrelevante. Es ftmdamental identificar las opciones mutuamente excluyentes con el fin de evitar que se seleccionen ambasopciones. La interferencia mutua entre operaciones unitarias tambi6n se debe investigar. Las opciones para una oper-aci6nunitaria pueden excluir una opci6n de otr-a oper-aci6n o, en caso contrario, requerir cambios; en otra oper-aci6n unitaria.
3. Intpknwntar las opckw" o&vkwtente f"db&s. Las opciones sin costo, o con bajo costo, no requieren de un estudio defactibilidad muy extenso. Pueden ser implementadas de inmediato.
4. Eliminar las opckmes obviantente no factibks. Las opciones que son demasiado caras, no disponibles o que nopueden ser implementadas por razones obvias, deben ser eliminadas de la lista de opciones que ser-An estudiadas a fondoposteriormente.
El resultado de este proceso de ordenar las opciones es una lista de las opciones existentes en tres grupos: i) las opcionesagrupadas conforme a una oper-aci6n unitaria; ii) las opciones que son mutuamente exclusivas, y iii) las opcionesinterdependientes. La lista deberi sujetarse a un proceso de prioridades.
S. Opciones prioritarks. Si no es posible implementar todas las opciones, y si no todas las opciones pueden ser evaluadas,las opciones deben recibir una prioridad. Las opciones; con mayor primidad en la lista se pueden sujetar a una evaluaci6ndurante el estudio de factibilidad. El proceso de asignaci6n de prioridades es una mezcla de "sentido comtm", aspectosecon6micos, t6cnicos y ambientales.
I
FASE 4. Estudio de fjo tibifldad
ACTIVEDAD 12. Evahwd6n preliminar. Se debeevaluar, en principio, la factibilidad t6cnica, econ6mica y ambiental de las opciones seleccionadas.La evaluaci6n preliminar deten-ninar-A qu6 nivel
tendr-A la evaluaci6n t6cnica, econ6mica y ambiental de las opciones seleccionadas. Se recomienda que, antes de someterlas opciones a alguna de las tres evaluaciones, se clasifiquen como:
1. Opciones t&wicas vs procedindentos. Algunas opciones solamente requieren cambios en los procedimientos y deempleados. Otr-as requieren un cambio t6cnico.
2. Opciones rehu*anwnte senciUas vs com. plqas. Las opciones sencillas pueden ser buenas prActicas operativas oligeros; cambios; t6cnicos que se pueden implementar, sin o con una pequena inversi6n mientras que las complejas puedennecesitar el reemplazo de una operaci6n unitaiia, requiriendo de una evaluaci6n t6cnica y econ6mica compleja.
3. Opciones de b4o, medio o ako costo. Las opciones pueden seleccionarse juzgando los costos de su implementaci6n.
Al final de la ACTIMAD 12 se deberd contar con un archivo de cada una de las opciones que contenga toda la informaci6nnecesaria para poder conducir el estudio de factibilidad. La informaci6n que no se pueda obtener tambi(!n se debe incluiren el archivo. Ademds, se debe detallar toda la informaci6n. En el ANExo B, formato 6, se presentan algunas ideas adi-cionales para realizar el estudio de factibilidad.

ACTIVIDAD 13. EvaluacMn Mcnica. Se recomienda. que se evalfie el impacto de las medidas propuestas para elproceso, el producto, las tasas de producci6n, la seguridad, etc6tera (v6ase ANExo B, for-mato 7). Adicionalmente, puedeser necesario contar con pruebas de laboratorio u oper-aciones de prueba de las opciones cuando 6stas representen uncambio consider-able en las pr-Acticas actuales del proceso. Es importante incluir a los empleados y los departamentos;afectados para la implementacift de estas opciones. La evaluaci6n t6cnica determinard si la opci6n requerind cambios depersonal, operaciones adicionales y personal de mantenimiento, ademSs de capacitaci6n adicional del personal.

54 PRODUCC16N Ads LimpiA Y AnoxRo DE ENERGfA EN EL sEcToR DE cAmANoPLAsTu
ACTIVWAD 14. Evahtaci6n ecan6mica. La factibilidad econ6mica es frecuentemente un par-Ametro clave paradeterminar si una opci6n debe ser implementada o no. Es recomendable evaluar primero las opciones mSs atractivasecon6micamente. Esto refuerza el inter6s y el compromiso, de la empresa en la producci6n mds limpia (v6ase ANEXO B,formato, 7).
Cada empresa tiene sus propios criterios; financieros para seleccionar proyectos que puedan implementarse. Las opcionesde producci6n mds limpia que no se sujeten a una evaluaci6n econ6mica nacional pueden resultar un fracaso econ6mico ydesalentar cualquier iniciativa futura respecto a la producci6n m6s limpia.
La evaluaci6n econ6mica se Ileva a cabo utilizando medidas estdndar de rentabilidad, como el periodo de recuper-aci6n, elvalor neto actual (VNA) y la tasa interna de recuperaci6n (TiR). Al realizar una evaluaci6n econ6mica se deben considerardiversos costos; y ahorros. Al igual que con muchos proyectos, los costos para las opciones de producci6n mds limpia sepueden desglosar en muchos costos operativos e inversiones. Los tres m6todos normales par-a medir la rentabilidad son:
• Periodo, de recuperaci6n• Tasa interna de recuper-aci6n (TiR), y
• Valor neto actual (VNA).
El periodo de recuper-aci6n de un proyecto es el tiempo que toma recuperar el efectivo inicial del proyecto. La f6rmulapara calcular el periodo, de recuper-aci6n antes de los impuestos es la siguiente:
Periodo de recuperaci6n (aftos) = Inversi6n de capital(pesos)Ahon-os anuales (pesos/afio)
El periodo de recuperaci6n se utiliza, generalmente, para las opciones de baja inversi6n o que son senciHas deimplementar. Por otro lado, la tasa interna de recuper-aci6n y el valor neto actual se usan cuando las opciones soncostosas o complejas.
Es importante considerar, en el andlisis financiero, los reglamentos; ambientales impuestos o que sendn
probablemente impuestos en el futuro. Las multas, sanciones, etc6tera, causadas por incumplimientos pueden resultar enun recorte considerable de la rentabilidad de la empresa. Los asuntos de responsabilidad, como la contaminaci6n de suelos,pueden incluso Ilevar a la bancarrota. En este caso es dificil atribuir ahorros a la producci6n mAs limpia para evitarproblemas con los reglamentos ambientales (v6ase ANExo B, formatos 6 y 7).
ACTWMAD 15. Ewahtaci6n antbient4al. Una de las metas de la producci6n mds limpia es; mejorar el desempefloambiental de las empresas. Por lo tanto, es fundamental una evaluaci6n ambiental (v6ase ANExo B, formato 7). En muchoscasos, la ventaja ambiental es obvia: una reducci6n neta, de la toxicidad y/o la cantidad de los residuos y de las emisiones.En caso de que cambie un proceso o un producto, se deben calcular las ventajas ambientales; a lo largo del ciclo de la vidafitil de dicho producto. En muchos casos no es; posible reunir toda la infonnaci6n necesaria para hacer una buenaevaluaci6n ambiental, o la informaci6n de los efectos ambientales de un producto sencillamente, podrian no estardisponibles. En estos casos se tendr-i que hacer una evaluaci6n cualitativa, con base en la informaci6n disponible. Con elfin de dar prioridad a ciertos efectos ambientales; respecto a otros, se deben estudiar las politicas ambientales nacionales ylas prioridades; gubernamentales para la protecci6n ambiental.
ACTIVIDAD 16. Seleccionar las opciones facfibles. En esta etapa se deberd documentar el trabajo realizado hasta ahora,incluyendo el trabajo que no ha Ilevado a la identificaci6n de una opci6n factible. De esta manera se puede seguir el rastroa todas las opciones de producci6n mds limpia que se han considerado. Si la evaluaci6n de producci6n limpia se vuelv~- aIlevar a cabo, el nuevo equipo del proyecto puede revisar estas opciones y aprender de la experiencia.
En cuanto al infonne, no solamente, debe indicar los costos y los resultados esper-ados, sino tambi6n la manera en que seflevard a cabo el proyecto. Antes de

S
r
~S
sn
ie~na;e~nelle
:)slaJe
PASOS PARA IMPI ENTAR LAPROIDUCC16N mAS LIMPU 55
finalizar el informe es fundamental revisar los resultados con los departamentos relevantes y buscar su apoyo o, mejor aiCin,realizarlo, juntos. Primero, se deben seleccionar las opciones que no son t6cnica o ambientalmente factibles. Las opcionesrestantes son las factibles en principio, siempre que no surjan restricciones; econ6micas; que pueden mantenerse si no secuenta con fondos suficientes para financiar todas las opciones, mismas que pueden clasificar por orden de prioridades; conbase en la tasa. de retorno(v6ase AcmviDAD 14). La opci6n con la. mayor tasa de retorno debe tener la. mayor prioridad para la implementaci6n. Recuerdeque a1gunas opciones no se pueden implementar independientemente unas de otras.
Las opciones que se consideren factibles deben. recibir prioridad consider-ando el "sentido comfin" (v6ase ANExo B, formato 8).Tambi6n se puede utilizar un andlisis comparativo de clasificaci6n para dar prioridades a las opciones para su implementaci6n.A cada opci6n se le asignari una calificaci6n por cada criterio, por ejemplo, del 1 al 10; al multiplicar el. peso relativo de cadacriterio por la calificaci6n de la opci6n respectiva, se obtendr-S una calificaci6n final par-a cada una de, las opciones; y la queobtenga la calificaci6n mds alta send seleccionada para su implementaci6n. Un ejemplo, del andlisis comparativo declasificaci6n se presenta en. el. cuadro 1.
Puede ser que las calificaciones; totales; de dos opciones; sean similares, esto es, cuando una opci6n tie-
ne una calificaci6n muy elevada. en criterios con un peso relativo bajo, mientras que, otr-a opci6n Obtiene una calificaci6n bajacon un peso relativo elevado. En este caso, se deber-A seleccionar la opci6n con base en una. evaluaci6n de los criterios; mAsimportantes.
FASE S. Implementaci6n
ACTWWAD 17. Pr~arar un plan de produc. ci6n ntds Umpia. El plan de producci6n mds limpia comienza con unan~disis preliminar de la evaluaci6n de, producci6n limpia. Las opciones sin ningdn costo y con bajo costo que ya se hayanimplementado durante la. evaluaci6n previa, y la evaluaci6n y el estudio de factibilidad se podr-,in analizar al realizar lascompar-aciones de "antes y despuk-s".
Por su parte, los recursos financieros se deben asignar para la implementaci6n del grupo de opciones; que han resultado delestudio de factibilidad. Los proyectos relacionados con la reducci6n de desechos y emisiones estAn involucr-adosgener-almente con las mejor-as en el. rendimiento de la producci6n y/o con una reducci6n en el. costo asociado con eldesperdicio y las emisiones.

El discernimiento en lo que ocurre durante la implementaci6n, al igual que la supervisi6n y evaluaci6n de las opciones, puedeservir par-a elaborar el plan de implementaci6n (v6ase ANExo B, formato 9). El programa debe explicar:
CUADRO 1. AnAffivis contparadvo
Pondffaci6n Opci6n I Opci6n 2Criterios CaWaci6n CaW"i6n CaWc"MnCaliftcaci6n
pondera,da ponderadaReducci6n de residuos y emisiones; 7 7 49 5 35Reducci6n de toxicidad 8 5 40 9 72Calidad del producto 8 7 56 2 16Facilidad de implementaci6n 3 5 15 3 9Responsabilidad futura 8 4 32 8 64Salud. y seguridad 7 9 63 6 42Costos 4 8 32 5 20Aceptaci6n del trabajador 5 6 30 4 20
Totales (51) 317 (48) 278

56 PRODUCC16N MAS LIMPU Y AHORRO DE ENERGfA EN EL SECYOR DE GALVANOPIASYU
• Qu6 actividades especificas se deben desarrollar• Qui6n es responsable de esas actividades• Qu6 resultados especfficos se esper-an• Cudndo y durante cuAnto tiempo se deben supervisar los cambios• Cudndo se debe evaluar el progreso.
Las actividades especfficas par-a las que se deben hacer estas consideraciones son:
• Cudndo se deben asegurar los recursos financieros
• Cudndo debe tomar una decisi6n la gerencia,• Cudndo se debe implementar la, pirimera. opci6n• Cudnto debe durar el periodo, de prueba• Cudl es la fecha de t6rmino de la implementaci6n.
ACTIVEDAD 18. Impkmeutur Im qpciw~ fac. tibks. La implementaci6n de opciones de producci6n m6s limpia implicamodificaciones o la obtenci6n de equipo nuevo que fundamentalmente no difiere de cualquier otro proyecto deinvestigaci6n, por lo, que la empresa puede seguir los mismos procedimientos que se utilizan para la implementaci6n deotros proyectos de empresas. Al igual que cualquier otro proyecto de inversi6n, las actividades para el proyecto deproducci6n mAs limpia incluyen lo, siguiente:
• Planeaci6n• Disefto• Gesti6n• Construcci6n.
Se debe poner especial atenci6n a las necesidades de capacitaci6n del personal administrativo y de otros em.pleados. Si alos empleados no se les proporciona capacitaci6n, el proyecto puede tener limitaciones para funcionar adecuadamente.Dur-ante la evaluaci6n t6cnica se deben haber identificado las necesidades de evaluaci6n. Tambi6n es importante que lagente responsable de la implementaci6n del proyecto est6 informada del trabajo y del prop6sito de esta opci6n, ya que laexperiencia ha mostrado que generalmente el equipo tiene sugerencias dtiles nara 6sta.
ACTIVEDAD 19. Supenisar y evaluar el avance. Se debe supervisar el desempefio de las opciones establecidas deproducci6n mds limpia. Los resultados "reales" se deben evaluar contra los resultados 11 esperados". Existen tres manerasde supervisar la efectividad de la implementacift de una opci6n de producci6n mds limpia. Se puede medir:
• Cambios en las emisiones y residuos• Cambios en el consumo de recursos (incluyendo
energia)• Cambios en la productividad.
Como medida de efectividad, la empresa se interesarA de maner-a especifica en incrementar la productividad. El proyectose puede poner en pr-dctica al disminuir los costos del manejo de residuos y emisiones, y tambi6n los costos operativos yde materia prima.
Los cambios en los residuos y emisiones se deben corregir para poder iniciar un cambio en los resultados de laproductividad. Tambi(!n, se deben considerar los cambios en la concentracift de residuos y de emisiones. Los costosoperativos y los; beneficios se pueden calcular con base en una compar-aci6n de "antes y despu6s".

En el formato 10 del ANF-xo B se presenta un formato especifico para un proceso de galvanoplastia que puede servir de,gufa para seguir las opciones generadas y tener la posibilidad de evaluarlas.
Las comparaciones de "antes y despu6s" son fundamentales para evaluar las opciones implementadas. Estascomparaciones le permiten realizar cambios producidos por la opci6n implementada de producci6n mAs limpia. Lacompar-aci6n de "antes y despuA-s" se puede utilizar par-a mostrar al departamento administr-ativo qu6 tan efectivas (enlo que respecta a costo) son las opciones establecidas.
La evaluaci6n de las opciones; se puede Ilevar a cabo de maner-a peri6dica par-a verificar si todavia se cumplen loscambios y los objetivos de producci6n mds limpia.

PAsos PAm impLEmENTAR LA PRoDuccift mAS LIMPM 57
Al final de la evaluaci6n de producci6n mAs limpia se deben r-ecopilar todos los materiales relevantes y archivarlos demanera adecuada par-a que se puedan utilizar fAcilmente cuando se inicie una nueva evaluaci6n de pr-oducci6n limpia.Las siguientes ideas se deben incluir en los arr-hivos:
• Informe de producci6n m" limpia de la empresa• Hojas d - e trabajo utilizadas o completadas duran
te la evaluaci6n de producci6n m;ks limpia• Evaluaci6n de la causa de emisiones y residuos• Lista de opciones de producci6n mAs limpia, generadas dur-ante la sesi6n de Iluvia de ideas• Lista de opciones que sean t6cnica, econ6mica y
ambientalmente factiblesPlan de implementaci6n
• Comparaci6n de "antes y despu6s" y evaluaci6nde opciones
• Infonne de evaluaci6n• Plan de acci6n a largo plazo para la producci6n
m" limpia.
ACTMDAD 20. Mantener ku actividades de producci6n timpia. Una empresa debe buscar continuamentemaner-as con las que pueda mejorar su desempefto ambiental. Como objetivo final, se debe Ilevar a cabo otr-a evaluaci6nde producci6n mds limpia. Si una producci6n mAs limpia se va a mantener en su empresa y se va a probar su eficienciagenuina, es muy importante que el equipo del proyecto no pierda el impulso despu6s de que ha implementado algunasopciones de producci6p mds limpia. La producci6n mds limpia no debe ser un asunto de una sola vez; la primera evaluaci6nde producci6n limpia debe proporcionar la experiencia necesaria para que el equipo del proyecto sea m6s eficiente alidentificar,
planear y realizar la evaluaci6n de proyectos de producci6n mAs limpia.
La mejor maner-a de mantener actividades de producci6n mds limpia es intr-oducir un programa de producci6n mds limpiaque abarque todas las actividades que se necesitan par-a obtener entusiasmo y compromiso par-a r-ealizar repetidamenteevaluaciones de producci6n mds limpia.
El programa de producci6n mds limpia es un conjunto integral de actividades de organizaci6n, planeaci6n y administr-aci6n,cuyo objetivo es mejorar el enfoque de producci6n mds limpia por medio de la empresa y sus actividades. Nuevamente, elcompromiso se debe obtener par-a permitir a un equipo o a una persona dedicar su tiempo par-a organizar actividadescontfnuas de producci6n mds limpia. Una segunda evaluaci6n de producci6n limpia no se debe iniciar inmediatamentedespu6s de finalizar la primera, ya que se deben generar las ideas e informaci6n para asimilar la siguiente evaluaci6n deproducci6n limpia.
El primer componente de un pr-ogr-ama de producci6n mds limpia debe ser que la gerencia haya disefiado una politica deproducci6n mds limpia (v6ase AMVIDAD 1). Otros; componentes de un pr-ogr-ama de producci6n mds limpia incluyen losiguiente:
• Asignaci6n de un coordinador de producci6n mds limpia• Desarrollo de un plan de acci6n, y• Evaluaci6n y ajuste del programa de producci6n
mds limpia.

A N E X 0 S
so
ANEXO A. Costos de invers MEW y aperacton para el tratamientode aguas residuales
Los costos de inversi6n. par-a diferentes flujos de aguasresiduales se, presentan en el cuadro:
ripo de Flujo de Las aguasCosto de inversi6ntratamiento residuales aproximado
(Litros/minuto) (Pesos)aOxidaci6nde cianuroReducciftde cromoSisterna deprecipitaci6ndarificaciftFiltros pulidoresmulticapas
40
19040
190
4076020300
13600016000096000136000
320000 1080000 40000 96000
a Este costo aproximado se refiere al equipo de tratamiento ya instalado, sin considerar costos de importaci6n. El tipo de cambio que setom6 fue de 8 pesos por d6lar.
Las empresas que, descarguen aguas residuales con flujos inter-medios entre los valores mostrados en la. tabla podr-dn estimarel costo de inversi6n por interpolaci6n directa entre ambos valores. Las empresas que descarguen flujos de aguas residualesmenores
59
que el mfnimo valor del flujo mostrado, en el cuadro, podr-dn inclusive instalar procesos de tr-atamiento "por lotes", lo cualdisminuye los costos de inversi6n. A continuaci6n se presentan a1gunas f6rmulas aproximadas par-a calcular los costos deoperaci6n que se gener-an por el tr-atamiento de aguas residuales de galvanoplastia:

Reducci6n de cronwH2S04: 0.5 a 5 kg/4 000 litros, y 2 kg/kg de, Ce'
NaHS03: 3 a 15 kgIkg de Ce"NaOH3 (5001o): 1.5 a 3 kg/4 000 litros
Oxidaci6n de cianurosNaOCI (15%): 60 a 300 litros/kg de cianuro
eciptNaOH (50%): 1 a 3 kg/4 000 litros,
5 kgIkg de cromo, y4 kgIkg de otros metales
Flocuhwi6nPolfmero: 0.05 a 0. 15 kg/4 000.1itros.

ANEXO B. Fonnatos para la intpkmenftwi6n deproducci6n MMI limpia
FORMTO 1. Cwe.~ general de la compafiia
Nombre de la compafffa: Fecha:
Ciudad: Estado: C6digo postal:Tel6fono: Fax: e-mail:Descripci6n de la. empresa:
Personal de la empresaNombre Posici6n Nfimero telef6nico
Equipo de producclon mAs UnipiaNombre Posici6n N(unero telef6nico
61

62 PRODUCC16N MAS LIMPU T AMORRO DE ENERGiA EN EL SECTOR DE GALVANOPLASTU
FORMATO 2. Esquenta para ekiborar el diagrama de flujo
Materias primasauxfliares y
corziente el6ctrica
Desperdicios, emisiones,energia y productos
secundaxios
nitariOper-aci6n u =j
Oper-aci6n unitaria:
ON
[Operaci6n unitaria: I
0- Operaci6n unitaria:
I
I Operaci6n unitaria: I
I
Operaci6n unitaria:
No-
I
I
10 Oper-aci6n unitaria--- i
10
I

Productos finales

64 PRoDucci6N mAs Limpm Y AHoRsLo DE ENERGIA EN EL sEcToR DiE GALvANopiAsTu
FORMALTO 4. Elempto de bakuwe de materkdes para el proceso de niquelada
Entradas Satidas
ProductosMaterias secun&Hos
costos Cantidades 17Hmas Operaci6n (eneryia, CostosCantidadesanuales anuales auxiliares unitaria emisiones, anuaksanuales(Pesos) (Kilogramo) (Energia) aguas (Pesos)
(Kilogramos)residuales)
86400 3600 Sulfato de nfquel24600 1200 Acido b6rico Sulfato de nfquel 13 056 547.2
216000 2400 Nfquel metilico Niquelado Acido b6rico 1611.11 175.2031200 2400 Cloruro de nfquel Cloruro de niquel 4 102.4 315.6
10
50400 24000 DieselL I
Fecha de la primer-a medici6n:
Fecha de la d1tima medici6n:

ANExo B: FoRmATos PARA iLA PRoDucci6N mAs LnipiA 65
FORMATO S. Fsquenta para elaborar un bakmce de materialesEntradas Proceso Salidas
Materiales Energia Liquidos S61idos GaseososCantidad Costo Cantidad Costo Cantidad Costo Cantidad Costo Cantidad Costo

66 PILODUCC16N MAS LIMPM Y ABORRO DE FAUERGL4 IEN IEL SECYOR DE GALVANOPLASTLA
FORMATO 6. Listu de veriflcaci6n para el estudio de factibiUdadEstudio de factibilidad Si N
o1. ZHa realizado una, evaluaci6n t6cnica de las opciones a las queasign6 prioridad?2. ZHa realizado una. evaluaci6n econ6mica de las opciones a las queasign6prioridad?3. ZHa realizado una evaluaci6n ambiental de las opciones a las queasign6 prioridad?4. ZHa detenninado la capacitaci6n que necesitardn los empleadospara lograr una.implementaci6n exitosa de las opciones seleccionadas?5. ZComprende cudles son las barreras que enfrentari laimplementaci6n de lasopciones par-a la producci6n mds limpia en el piso de trabajo?6. ZHa tornado las medidas necesarias para f-acilitar la implementaciftde estasopciones, corno los talleres, las reuniones, las juntas deinformaci6n, etc6tera?7. ZHa documentado las opciones factibles que fueron seleccionadaspar-a su imple-mentaci6n?8. ZHa documentado las opciones no factibles?9. ZHa ajustado la planeaci6n y el prognarna de tiernpo par-a laevaluaci6n de produc-ci6n mAs limpia?10. ZHa infonnado a la gerencia y a los empleados sobre el progreso dela evaluaci6nde producci6n mAs limpia?11. ZHa prepar-ado hojas de "antes y despu6s" para la fase deimplementaci6n?12. ZCon base en la situaci6n esperada de "antes y despu6s", Zhacalculado el periodode recuper-aci6n?
En caso de que la respuesta sea positiva, implica que existe un infor-me disponible. Incorpore esta infonnaci6n a los arr-hivos de laevaluaci6n de producci6n m;ks limpia.

ANExo B: FoRmATos PARA ILA PRODUCC16N mAs Lnipu 67
FORMATO 7. Lista de verificaci6n para las evabuwiones t&nica, econ6ntica y ambkmtd
Opci6n de producci6n mds limpiaEvaluaci6n t6cnica Sf No No estoy
seguro1. ZHa revisado si otras compafifas han experimentado antes con esto?2. ZSe mantendrd la calidad del producto con esta. opci6n?3. ZAfectand esta. opci6n la producci6n de maner-a adversa?4. ~Requerind esta. opci6n de personal adicional?5. ZSerdn capaces los trabajadores de conducir este proceso con laopci6n imple-mentada?6. ZSe requiere de capacitaci6n adicional para los trabajadores?7. ~Estd seguro de que esta opci6n creand menos desperdicios?8. ~Esti seguro de que esta opci6n no trusladand sencillamente losproblemas de re-siduos de un medio a otro, (esto es, de residuos s6lidos a residuosatmosf6ricos)?9. ~La disposici6n y el disefio de su planta son capaces; de incorpor-aresta opci6n?10. ~El proveedor garantizard esta. opci6n?11. ~Ha determinado que esta. opci6n mejorard o mantendrd laseguridad y la salud delos trabajadores?12. ZEsta opci6n reducird los residuos en su origen?13. ~Estdn los materiales y las partes f6cilmente disponibles?14. ZSe puede dar mantenimiento, con facilidad a esta opci6n?15. ZSe promueve el reciclaje con esta opci6n?

68 PRoDuccx6N mAs Limpu Y AHoRRo DiE FwRGIA iEN EL sEcToR DE GALvANoPiAsTu
FORMATO 7. Lima de veriflead6n para Las evabawiones t&vdct,4 econdmica y ambieumal
Qpd6n do producci6n mds limpia (continuacidn)Evaluaci6n econ6mica Si No No estoy
seguro1. ZReduce esta opci6n el costo de sus materias primas?2. ZReduce esta opci6n el costo de sus servicios pdblicos?3. ZReduce esta opci6n el costo de almacenamiento demateriales y residuos?4. ZReduce esta opci6n los costos causados por el cumplimientode los reglamentos?5. ZReducird esta opci6n los costos asociados con las lesionesy enfermedades de sustrabajadores?6. eReducir-A esta opci6n sus primas de aseguramiento?7. ZReducird esta opci6n los costos de desecho de desperdicios?8. jiene esta opci6n un periodo de recuperaci6n aceptable?9. ZEsta opci6n se encuentra dentro de un rango de preciosaceptable (considerando lasoperaciones actuales y el capital)?

ANExo B: FoRmATos PAitA iLA PRoDucci6N mAs LncpiA
FORMATO 7. Lista de veriflcaci6n para las evahmciones ticnica, econ6mica y ambientai
Opci6n,de producci6n mds Untpia (conclusi6n)Evabawi6n ambiental Sf No No es
mlevante1. ZReduce esta opci6n la toxicidad y el volumen de susresiduos s6lidos y sedimentos?2. ZReduce esta opci6n la toxicidad y el volumen de las aguasresiduales?3. ZReduce esta opci6n la toxicidad y el volumen de susemisiones atmosf6ricas?4. ZMejor-a esta opci6n las condiciones de salud y la seguridaden el Area de tr-abajo?5. ZReduce esta opci6n el uso de materias pximas (porproducto)?6. ZReduce esta opci6n el uso de elementos auxjhares (porproducto)?7. ZReduce esta opci6n el consumo de energfa (por producto)?8. ZCrea esta opci6n nuevos impactos ambientales?9. ZAumenta esta opci6n las posibifidades de reciclar los flujosde residuos?10. jncrementa esta opci6n las posibilidades de reciclar elproducto?

Nombre de la compaftia:
Oportunidad: Meta especiflca:
72 PiLoDucci6N mAs Limpu Y AmoiLRo DE ENEjtGiA EN iEL siEcToit DE GALvANoPLAsTu
FORMALTO 10. Monitoreo para el proceso de crontado
Costo estimado de implementaci6n (pesos): Costo estimado de gasto extra operativo (pesos/afio)Ahorros estimados (pesos/afio):
Costo real de implementaci6n (pesos): Costo real de gasto, extra operativo (pesos/afio): Ahorros reales (pesos/afio):Meses anteriores a la implementaci6n Meses posteriores a la implementaci6n
Costos de M.P. I (pesos/kg). . . . . . . . . . . . . . .WCT (pesos/mes)"dA. 0. mli~lli~i:!
................. ........................... . ........ ..... ........ .......... - .... .
. . . ............. ... .......... ............. ........ .
........................... . ..................................................................
..... ..................... ........
............................................................................... ........................................
..............................
...................................................................... .............................................
......................................................................................
:e ..........................................................................................
..... ....... ....... ........... .....................
. .......... . ...
....
. .. .... .
Area de piezas 1 (mVpieza) .................. ....... ........ . . . ...... . ...
X
.... . ..... .NX.
N
. .. .................. ............. .... .......
-F .............. .
.............. ........
...... ....... .
........ ...............
indice (Pesos/m2) .ww,

I
ANExo B: FoRmATos PARA iLA PRoDuccift mAs Limpu
1. UXZ"W DEL FORMATO 10
El llenado de este formato ser-A de la siguiente mane
ra: inicialmente se propone colocar los datos generales como, r-az6n social de la compaftfa, seguida del nombre de la oportunidad quese requiere evaluar. Posteriormente, se describir-A la. meta especffica que se persigue con la evaluaci6n.
La segunda parte del formato se conforma de los si
guientes datos:
• Costo estimado de implementaci6n (pesos). Representa la. estimaci6n de la. inversi6n antes de implementar la. opci6n propuesta.
• Costo estimado de gasto extra oper-ativo (pesos/afio). Representa la estimaci6n del gasto extra operativo antes de implementar la.opci6n.
• Ahorros estimados (pesos/afio). Representa los ahorros esper-ados al concluir la implementaci6n.
Costo real de implementaci6n (pesos). Representa el monto real de la inversi6n despu6s de la implementaci6n.
• Costo real de gasto extra operativo (pesos/afio). Representa el costo extra operativo despu6s de la implementaci6n.
Ahorros reales (pesos/afio). Representa los ahon-os obtenidos reales por concepto de la implementaci6n de la oportunidad.
Finalmente, la 61tima parte de este formato estA
compuesta de los datos de todV y cada una de las materias primas implicadas en el proceso. Los datos requeridos par-a esta secci6n serefieren a los consumos de materias primas y al costo mensual de las mismas. Se obtiene el costo mensual por consumo, de materiasprimas de la. siguiente maner-a:
cT = (costo de m.p. 1 x consumo de m.p. 1) + (costo de m.p.2 x consumo de m.p. 2) +. ... + (costo de
M.p. N x consumo de m.p. N).
donde:
cT representa el costo total por consumo de materias primas en pesos/mes, y
N representa el ndmero de materias primas utilizadas en todo el proceso.
Posterionnente se Rena en el formato el nfimero de piezas procesadas en el mismo periodo, y el Area recubierta, expresada en metroscuadrados por pieza procesada, para poder determinar el Area total procesada de la siguiente maner-a :
AT = (nfimero de piezas I x drea de pieza 1) + (nfimero de piezas 2 x drea de pieza 2)+.
+ (nfimero pieza M x drea de pieza M),
donde: AT representa el irea total procesada en ml/mes. m representa. la variedad de piezas misceldneas que pudieran procesarse.

Finalmente se calculan un fndice para el seguimiento de la implementaci6n y los ahorros para cada oportunidad de la siguiente manera :
I = CTIAT ahorro = (JAI-11M)*AT
donde: i representa, el fndice para la implementaci6n de la
oportunidad en pesos/m'. w representa el Indice antes de la implementaci6n
pesos/MI.im representa el fndice despu6s de la implementaci6n
en pesos/mI. AT representa el drea total recubierta en m/mes.
Adicionalmente, con esta informaci6n se puede representar de manera grifica la tendencia del fndice con respecto, al tiempo. Estagrdfica se construye colocando en el eje de las abscisas (x) los meses durante los cuales se ha Revado la implementaci6n, y en lasordenadas (y) los fndices obtenidos durante el mismo periodo.
11. MATOIDO PARA DETERMINAR EL METALDEPOSITADO EN LAS PIEZAS
A continuaci6n se presenta un m6todo aproximado par-a determinar la cantidad de metal depositado en las piezas durante, el proceso, elcual se recomienda cuando es dificil obtener los datos de drea de todas las piezas que se recubren en una empresa.

74 PaoDucci6N uAs Lwpu Y ABoRxo DE ENERGIA PAm iEL swiroR DE GALvANopiAsTu
Hora de entroda Hora de entrodaP i e z a del barril o rack del barril o rack Amperaie
en el bafio en el bafio. .
..................................................................................... .......... .. ............ .. . .
........
..........
. .. ................ ........................ ............. ........................... .....
.................................. .................................... ............ ...........................................................................................................................
.. ............................... ................ ............................. ............................................................................................................................ .
...
..... .....
..................
.... ............................... . ....... .............................. . ..... ... ........ .........................
. ............................
............... . . ....................................................... ................... ....................................................... ....
. . ................................................... ........
...... ...................... .........................
. .
......................................................................................... ......
.. ..............................
.......... ........................................................................................... ........... ............
..........
....... .. I I.................................................................................................................................................................. .... ....................................... ......................... .....
. .................................................................. ..................................................................... . . ..... .......
.
. ..................................................................... .......... ... ....
.......................................................................
.. ..................e., ....................................................................... ............ .................. .......................... .......................................... ......... ......

.....................
. ........ ....
.
..................................................................................... .. ......................... .. ......................................................................................... . . . .. ................................................................................... .....
11 ................................................................................................................................................. . .. ........... ... I
..................................................
..................................................................................... . ............................................................................ ......
............................. I.
.... ....
I ........
1. Elaborar un registro de operaci6n del baflo en el cual se debe indicar el nombre de la pieza, la hora de entrucla. del barTil o delrack en el baflo, asf como la hora de salida. del bar-ril o rack del bafio y el arnperaje registrado por el rectificador.
2. Cada medici6n de amperaje se deberd multiplicar por el tiempo (en horas) dur-ante el cual se mantuvo dicho amperaje. Esimportante hacer notar que el tiempo se debe utilizar en t6nninos de fi -acci6n de hora, es decir, multiplicar los minutos por (1/60);por ejemplo, 15 minutos = 0.25 horas, 30 minutos = 0.5 hor-as, 45 minutos = 0.75 horas, etc6ter-a. El resultado de esta oper-aci6nsend el ndmer-o de ampere/hora utilizados en cada. periodo, de tiempo.
3. Cada. ampere/hora obteniclo se deberA multiplicar por alguno de los siguientes factores que representan los gramosdepositaclos en. las piezas por cada amperrJhora, el cual representa. los gramos depositados en las piezas por cada ampere/hora.Con esta operaci6n se obtendr-I la canticlad en grumos (o en kg si se multiplica por 1000) que se depositaron en las piezas en cadaperiodo de tiempo.
4. Las cantidades en. grarnos obteniclas se deberdn sumar para determinar la canticlad. depositada de
metal por dfa. Cada mes se deberi sumar las diferentes canticlades de metal depositado de cada dia para determinar el dep6sitomensual, el cual podrd expresarse en kg/mes.
M. A19TODO PAIRLA DETERMU"R ELCONSUB40 MENSUAL DE PLACAS
mETAucAs EN EL PRocEso
A continuaci6n se presenta un procedimiento, senciIlo para deter-minar el consurno de placas metdlicas en los procesos.
1. Cada inicio de mes se debend registrar la cantidad de metal (kg) que permanece en el bafio del proceso, despuA-s de agregar lasplacas necesarias; esta cantidad se denominard P1.
2. Al final del mes siempre se deber-A pesar la cantidad de metal (kg) remanente en el bafio del proceso, antes de agregar mAsplacas metdlicas; esta canticlad se denominard P2.
3. Se deberd registrar el metal total agregado, en los diferentes dfas del mes (P3), asf como la cantidad de metal total retirado, delbaflo del proceso (N).
M e t a I F a c t o r

.......................... . ..... . ... ... ......................... ................... ................. ....... . ... .....I .
................................................................................................................ . . ......... ....
.
Co6re (Cuproso) ................ 2.37W.M.Niquel ................ 1.095
. ....... ...
. .....

7
ANExo B: FoRmATos PARA iiA PRoDucci6N Ws Lngpu
4. Al final del mes se deber-I calcular la canticlad. de metal consumido en el proceso, que send igual a:
Metal consumido (kg) = [(P I - P2) + (P3 - P4)].
Como el total corresponcle a un mes determinado, el
75
resultado, puede expresarse en. kgImes. Es muy importante, consider-ar el hecho de que la canticlad de metal agregado el dia filtimo delmes no deberd considerarse en el total de ese mes, sino en la surna del mes pr-6ximo.
F e c h a Kg cle metal al inidodel mes
Kq de metal ol irddodel mes
Kg de metalogregodos
Kg do metalrekedas
... ... ...
. ......... .........
..........
................ ......... .............
. .
. ... .. .... .
.. .........
............. .
.
. . ....... ....... . . . .........
..............
. ..........
............. . . .
..........
..: - '. , -
. ...........
...... . .
.
. .... . . . . . ... .
.. ..
. ....... ..
... . .....-------------.
(P2)......... ................... .. .............. .. ...
. ..-------------
...
I .... ............. ............................. I ...... ....... .....
... ..... ...
........ .....
........ .....
(PA)
... .... . . ..
. ... . ........
.. ........
.... ..
.. . .
.......... ......... .. ... .
.. ........ . .." . .
.... .
..... ..... ...
.. .. ....
....................
...
.... ...... ...
.. . .
............ ..... .
....... ... .
...........
.... ........ ...................
. .........
.... . ... ...-i A. . ............. ".... . . ...
111.1 ..
.. . ... . ......
.....
.11.1-11 .1
........
.. ... ...
......-------------
.............
. .... ........
..... .......
.......... .... ...
......... . . .. .. ... . ...
. . .. ............ .......
..... ... .... .... I ....
...
.. . ......... . . ....... .
................ ... . .................... . . .
:: ... .... ..... ...........
......... .............................. I.
. . .............. ...........
............... ..
... . .. .. .. .....
....................
.................................... ............ .. ........
.. . . ... ........
-
.................... ..

. ..............
. ...............

ANEXO C. Directorio de organismos e insfituciones participantesen el Primer Proyecto de Demostraci6n de Producci6n m M1 Limpia
en la Industria de Galvanoplastia de Wxico
CffWM0 MFMCANO PMU LA PRODUCCI6N MAS LUWU
Av. Instituto Polit6cnico Nacional s/nEdificio de Laboratorios Pesados de Ffsico-Matemdticas
Unidad Profesional Adolfo L6pez MateosZacatenco, 07738, M6xico, D.F
Tel: 7-29-62-01Fax: 7-29-62-02
E-mail: [email protected]
Ing. Susana Hurtado Baker DirectoraQfb. Guillermo Morales Paniagua Coordinador del Proyecto de GalvanoplastiaIng. Margarita Judrez Ndjer-a Coordinadona del Proyecto de Fundici6nIng. Patricia Cruz Ortega Coordinadora de Capacitaci6n y Difusi6n de InformaciftIng. Guillermo Vdzquez Morales Ingeniero de Producci6n mds LimpiaQfb. Alfonso Garcfa Judrez Ingeniero de Producci6n mAs Limpia
E3WRESAS PART11CEPANTES EN EL PROYECTO
ANODIZADOS ESPECL4J_IZADOS, S.A. DE C.V, CROMADORA DELGADO, S.A. DE C.V,Priv. Smetana nfim. 15 E, Col. Vallejo TlMoc 3207870, M6xico D.F Col. TlaxpanaTel: 5-17-10-30 01132, M6xico, D.RFax: 5-17-01-81 Tel: 7-03-27-10 / 5-92-24-10Sr. Jos6 Contreras Fax: 5-66-11 -01Gerente general Arq. Jos6 Delgado G.
DirectorcRomADoRA ALvAREZ HERMANOS, S.A. CROMUMOCalz. Vallejo 1248 Morelos n6m. 4Col. Venustiano Carranza Col. Loma Bonita54170, Tlalnepantla, estado de M&ico Cuautitldn de Romero Rubio, estado de M6xicoTel: 3-89-38-48 Tel: 8-72-73-12Fax: 3-89-53-70 Fax: 8-72-73-12Ing. Rafil Alvarez Ing. Alejandro Mufloz MoyaGerente general Gerente gener-al

78 PRODUCC16N MAS LUIPU Y ARORRO DE ENERWA EN EL SECTOR DE GALVANOPLASTILA
INDUSTRIAS GISA, S.A. DE C.V NICRO, S.A. DE C.VCalle 28 C nfim. 52 Pinil nfim. 33, Col. BellavistaCol. San Jos6 de la Escaler-a 54080 Tlalnepantla, estado de M6xicoM6xico, D.F. Tel: 3-61-07-10 / 3-61-09-84Tel: 3-92-73-93 Fax: 3-60-38-83Fax: 3-91-45-78 Ing. Pablo Pag6sIng. Rafael Gon7Alez Lomelf Director generalGerente general
OTROS PARTICEPANTES EN EL PROYECTO
INSTITUTO DE INGENIERIA, UNAM CENTRO INTERDISCIPLINARIO DECircuito escolar, Ciudad Universitaria INVESTIGACIONES Y ESTUDIOS SOBRE MEDIOEdificio 5 Hidr-dulica, ler. piso AMBIENTE Y DESARROLLO (CIEMAD, IPN)045 10, M6xico, D.F. Av. Instituto Polit6cnico Nacional s/nTel: 6-22-33-20 07738, M6xico, D.F.E-Mail: jlm@puma. iingen.unam.mx Tel: 7-29-60-00, ext: 55242 y 55241Ing. Jos6 Luis Martfnez Fax: 7-54-02-06Investigador Bi6l. Antonio Solano
ORGAMMMO DE COOPERAC16N PARA LA EJECUC16N DEL PROYECTO
UNITED STATES AGENCY FOR INTERNATIONAL DEVELOPMENTPaseo de la Reforma n6m. 305
Col. Cuauht6moc06500 M6xico, D.F.
PROYECTO PARA LA PREVENCION DE LA CONTAMINAC16N AMBIENTAL (EP3)oper-ado por:
HAGLER BAiLLY CONSULnNG, INC.1530 Wilson Boulevard
Arlington, Va22209-2406
EUATel: (703) 3-51-40-04Fax: (703) 3-51-61-66
Lic. Ilze GotelliIng. Miguel Fr-anco
Ing. Patricio GonzAlez

ANExo Q DutEcTowo 79
ORGANISMOS DE AP0Y0-T1tCMC0 AUSPICIAI)OS POR USAID/EP3
cooRDwAcMN NACIONAL DEL PROYECTO: EXPERTO INTERNACIONAL:DIAGN6STICO Y EvALuAc16N AMBIENTAL, S.A. WASTE REDUCTION INSTITUTEDE C.V, (GRUPO AMBIO CONSULTORES) 1821 University Avenue, Suite S-219Tulancingo n6m. 1425 St. Paul, Mn, 55104Col. Mitras Centro EUA64460, Monterrey, Nuevo Le6n Tel: (612) 603-82-82Tel: (8) 3-46-90-80 Fax: (612) 603-82-86Fax: (8) 3-33-15-02 Sr. Terry FoeckeM. Sci. Magdalena Rovalo Merino PresidenteDirectoraEFICIENCIA ENERGtTICAAmsterdam 188-502Col. Hip6dromo CondesaM(!xico, D.F.Ing. Alejandro DelmarIng. Rub6n TorresIng. Martin VargasIng. Francisco Vargas

BIBLIOGRAFtA
Centro Mexicano par-a la Producci6n mAs Limpia, informes finales de las seis empresas participantes en el Proyecto de Demostr-aci6nde Producci6n mds Limpia en el Sector de Galvanoplastia, M6xico, 1997.
Cushnie C. George, Pollution Prevention and Control Technology for Plating Operations, Estados Unidos, Ann Arbor, Biblioteca delCongreso, 1994.
Dennis J.K., y T. E. Such, Nickel and Chromium Plating, Gran Bretafla, Woodhead Publishing Limited, 1993, 3' edici6n.
Durney J., Lawrence, Electroplating Engineering Handbook, Chapman y Hall, EUA, 1996, 4' edici6n.
EPA, Techniquea for Reducing or Eliminating Releases of Toxic Chemicals in Electroplating, EUA, Editorial Battelle, 1996.
Geduld, Herb, Zinc Plating, Gr-an Bretafia, Finishing Publications, Ltd., 1988.
Hagler Bailly Consulting Inc., "Pollution Prevention in Metal Finishing", Proyecto de Prevenci6n de la Contaminaci6n Ambiental, (EP3),EUA, 1996.
Higgins E., Thomas, Pollution Prevention Handbook, Boca Rat6n, EUA, Lewis Publishers, 1995.
IHOBE, Libro blanco para la minimizaci6n de residuos y emisiones, recubrimientos electroliticos, iHoBE, S.A. de C.V, Espafia, 1997.
Metal Finishing, 65th Guidebook and Directory Issue 97, enero 1997, vol. 95, ndmero 1A.
81
Organizaci6n de las Naciones Unidas para el Desar-rollo Industrial (ONUDI), Programa de las Naciones Unidas par-a el Medio Ambiente(PNUmA), "Manual de auditorla y reducci6n de emisiones y residuos industriales", Austria, publicaciones de las Naciones; Unidas, 1994.
Organizaci6n par-a el Desar-rollo de las Naciones Unidas, Unidad de Coordinaci6n Ambiental, Prototype Waste Minimization Project,Gujranwala. Waste Reduction Audit of BaJwa Industries, infor-me final hbp ref, R4B01WMP, octubre, 1994.
Programa de Asistencia T6cnica de Connecticut. 'Waste Minimization and Pollution Prevention: Self Audit Manual-Metal Finishing",elaborado por Integrated Technologies, Inc., septiembre, 1990.
Safranek, WH., y E.W. Brooman, Finishing and Electroplating Die Cast and Grougth Zinc, Zinc Institute Inc., Nueva York, 1973.
Sociedad Estadunidense de Metales, Metals Handbook vol. 5, 9' edici6n, EUA, 1995.
USEPA. EPA 600/R-95/070, "Pollution Prevention Possibilities for Small and Medium-Sized Industries", resultados del Write Projects,mayo, 1995.
Waste Reduction Institute for Training and Applications Researrh (wRnAR), Proftle of the Metal Finishing Industry, Minneapolis, MN.,abril, 1995.
Weiner, Robert, y Adrian Warnsley, Chromium Plating, Gnan Bretafial Finishing Publications Ltd., 1980.

Impreso en los Talleres Gnificos de la Direcci6nde Publicaciones y Materiales Educativos del
INSTMTO POLMACNico NACIONAL,Tresguerras 27, Centro Hist6rlco, Mdxico, D.FNoviembre de 1997. Edici6n: 1000 ejemplares.
Cuidado de la edici6n: KALEEDoscopio/Leticia Picazo.Diseflo y formaci6n: Guillermo Huerta.
i

ADS GALvANOPLASTIA
"'Gufas de Producci6n ntro, Mexicano para la
tria con una
t de rogra- 01~