Embed Size (px)
Citation preview
¡Renovar la acreditación institucional es reafirmar nuestro compromiso con la calidad!
Guías de Trabajo Práctico
Área académica: Procesos, Gestión de oPeraciones y LoGística

Coca Ortegón, Germán Augusto Guías de trabajo práctico área académica: procesos, gestión de operaciones y logística / Germán Coca; Marcela Restrepo Bernal (Editora), Gloria Isabel Villegas Gómez (Directora Colección); Adriana Granda Atehortúa (Coordinadora libro) Envigado: Fondo Editorial EIA, c2013. 70 p.; 15 x 22 cm. – (Colección Recursos de Aprendizaje); 1).
ISBN- 97895857973691. Logística en los negocios 2. Gestión de operaciones 3. Logística I. Coca, Germán, II Restrepo Bernal, Marcela III. Gloria Isabel Villegas IV. Adriana Granda Atehortúa V. Título VI. Serie.
658.5 SCDD 22ed.
Guías de trabajo práctico área académica: procesos, gestión de operaciones y logística Germán Augusto Coca Ortegón1a. edición: Fondo Editorial EIA. Envigado, octubre 2013
ISBN- 9789585797369Queda hecho el depósito que ordena la ley
©Germán Augusto Coca Ortegón©Fondo Editorial EIA
Escuela de Ingeniería de Antioquia Sede de Las Palmas: Km 2 + 200 Vía al Aeropuerto José María Córdova Envigado, ColombiaCódigo Postal: 055428Tel: (57+4) 354 90 90 Ext. 223www.eia.edu.co
Dirección Editorial: Fondo Editorial EIADirección Colección Recursos de Aprendizaje: Gloria Isabel Villegas GómezDirección libro: Adriana Granda AtehortúaDiseño de carátula: Carlos Mario Mazo RicoDiagramación: Ángela Patricia Gómez VillegasImpresión y acabados: Color LíquidoImpreso en Colombia – Printed in Colombia
No se permite la reproducción total o parcial de este libro, ni su incorporación a un sistema informático, ni su transmisión en cualquier forma o por cualquier medio, sea éste electrónico, mecánico, por fotocopia, por grabación u otros métodos, sin el permiso previo y por escrito del editor.

Escuela de Ingeniería de AntioquiaEnvigado
2013
Guías de Trabajo Práctico
Área académica: Procesos, Gestión de oPeraciones y LoGística
La Escuela de Ingeniería de Antioquia es una institución
privada, de educación superior, sin fines lucrativos, cuya
misión es la formación integral de profesionales de la más
alta calidad en sus programas de pregrado y postgrado,
el fomento a la investigación aplicada y la interacción con
el entorno, con lo cual procura el desarrollo tecnológico,
económico, cultural y social de la nación.
como comunidad académica propicia la visión global,
la creatividad, el trabajo en equipo, el mejoramiento
de la calidad de vida y el respeto por el medio natural,
atendiendo los principios de la ética y la justicia.
ser una de las mejores instituciones de educación
superior de ingeniería en colombia, reconocida nacional
e internacionalmente por la calidad de ingenieros
y profesionales que forma, por sus resultados en
investigación aplicada y por su contribución efectiva a
la sociedad.
misión
Visión


InTroduccIón 11
ESTudIo dEL TrABAJo 13
Guía de Práctica: costo Primo 15i. temas de aplicación 15ii. Justificación 15iii. objetivos 15 iV. recursos 16 V. Procedimiento 16 Vi. Bibliografía 17
Guía de Práctica curva de experiencia 19i. temas de aplicación 19ii. Justificación 19iii. objetivos 19iV. recursos 20V. Procedimiento 20Vi. Bibliografía 21
Guía de Práctica:métodos y medición del trabajo 23 i. temas de aplicación 23ii. Justificación 23iii. objetivos 23 iV. recursos 24V. Procedimiento 24Vi. Bibliografía 26
contenidoPágina

Guía de Práctica muestreo del trabajo 28i. temas de aplicación 28ii. Justificación 28iii. objetivos 28iV. recursos 29V. Procedimiento 29Vi. Bibliografía 30
Guía de Práctica:tiempos Predeterminados 32i. temas de aplicación 32ii. Justificación 32iii. objetivos 32iV. recursos 33V. Procedimiento 33Vi. Bibliografía 34
Guía de Práctica: Valoración del ritmo 36i. temas de aplicación 36ii. Justificación 36iii. objetivos 36iV. recursos 37V. Procedimiento 37Vi. Bibliografía 38
GESTIón dE oPErAcIonES 41
Guía de Práctica : reglas sot, edd, FcFs, LcFs 42i. temas de aplicación 42ii. Justificación 42iii. objetivos 42iV. recursos 43V. Procedimiento 43Vi. Bibliografía 44
Guía de Práctica: regla de Jhonson 46i. temas de aplicación 46ii. Justificación 46iii. objetivos 46
Página

iV. recursos 46V. Procedimiento 47Vi. Bibliografía 48
Guía de Práctica: secuenciación en múltiples escenarios 49i. temas de aplicación 49ii. Justificación 49iii. objetivos 49 iV. recursos 50V. Procedimiento 50Vi. Bibliografía 51
Guía de Práctica: sistema dBr 53i. temas de aplicación 53ii. Justificación 53iii. objetivos 53 iV. recursos 54V. Procedimiento 54Vi. Bibliografía 55
Guía de Práctica: sistema KanBan 57i. temas de aplicación 57ii. Justificación 57iii. objetivos 57iV. recursos 58V. Procedimiento 58Vi. Bibliografía 59
TEorÍA dE rESTrIccIonES 61
Guía de Práctica:Lote de transferencia 63i. temas de aplicación 63ii. Justificación 63iii. objetivos 63 iV. recursos 64V. Procedimiento 64Vi. Bibliografía 65
Página

el área académica de procesos, gestión de operaciones y logística de la escuela de ingeniería de antioquia, ha estructurado una serie de guías de trabajo práctico, las cuales muestran de manera ilustrativa, aquellas actividades que son realizadas por los estudiantes, durante el desarrollo de algunos cursos.
de acuerdo con lo anterior, en el presente documento se han compilado las mencionadas guías, describiendo para cada una de ellas los siguientes aspectos: temas de aplicación, justificación, objetivos, recursos, procedimiento y bibliografía.
de forma particular, las asignaturas presentadas con sus respectivas guías de práctica son:
•�Estudio� del� trabajo:� costo� primo,� curva� de� experiencia,�métodos y medición del trabajo, muestreo del trabajo, tiempos predeterminados y valoración del ritmo.
•�Gestión�de�operaciones:�reglas�SOT,�EDD,�FCFS,�LCFS;�regla�de�Jhonson;�secuenciación�en�múltiples�escenarios;�sistema�dBr y sistema KanBan.
•Teoría�de�restricciones:�lote�de�transferencia.
introducción


Guías de trabajo Práctico
Estudio del trabajo
i. temas de aplicacióndiseño y rediseño de métodos de trabajo.
ii. Justificacióna nivel gerencial se espera que el diseño o rediseño de métodos de trabajo reduzcan los costos e incrementen la rentabilidad. Por este motivo, la reducción de costos es el indicador que permite a la Gerencia evaluar el impacto del cambio propuesto. debido a que el estudio de métodos implica mejorar el aprovechamiento de la mano de obra y de los materiales, se decide utilizar el costo primo como medio de comunicación con la dirección, mostrando la variación porcentual de tal indicador al comparar los estados inicial y propuesto del sistema.
iii. objetivosidentificar el concepto de costo primo.
identificar la metodología para determinar el valor del costo primo en operaciones industriales o de servicio.
realizar comparativos del valor del costo primo para las situaciones actual y propuesta.
Guía de Práctica costo Primo

ESCUELA DE INGENIERÍA DE ANTIOQUIA
16 iV. recursos
Papel blanco tamaño carta para reciclar.cronómetros.mesas de trabajo.
V. ProcedimientoDescripción Flujo
Entradas. Recursos físicos de la práctica (papel blanco tamaño carta para reciclar, cronómetros, mesas de trabajo).
Entrada
1. Integren grupos de 2 personas, distribúyanse de tal forma que una persona tome tiempos y la otra ejecute las operaciones relacionadas con la obtención de un producto de papel.
1
2. Determine la forma de obtener un tipo de producto, estableciendo las actividades que se ejecutarán en el puesto de trabajo.
2
3. Realice corridas de prueba para la obtención del producto en el puesto de trabajo hasta asegurar la apropiada comprensión de su elaboración.
3
4. Determine el tiempo de elaboración de 11 unidades al igual que el tiempo promedio de producción por unidad.
4
5. Determine el costo primo de la operación considerando los valores definidos para: salario mínimo legal, factor prestacional, número de horas trabajadas al mes, costo de cada hoja.COSTO PRIMO = COSTO UNITARIO MANO DE OBRA DIRECTA + COSTO UNITARIO DE MATERIALES DIRECTOS.
5
6. Determine el tiempo de elaboración de 11 unidades al igual que el tiempo promedio de producción por unidad para el nuevo método de trabajo.
6
7. Determine el costo primo para el nuevo método de trabajo. 7
17
Guías de Trabajo Práctico
Vi. Bibliografía•��NORMAN,� Gaithier� y� GREG,� Frazier.� Administración� de� Producción�
y operaciones. 8ta. edición. méxico: editorial: tHomson editores, 2000. 846 p. isBn: 970 - 686 - 031 - 2.
•��RENDER,� Barry� y� HEIZER,� Jay.� Principios� de� Administración� de�operaciones. 5ª ed. méxico: Prentice Hall, 2004. 638 p. isBn: 013 - 101613 - X.
•��OFICINA�INTERNACIONAL�DEL�TRABAJO,�GINEBRA.�Introducción�al�estudio del trabajo. 4ta. edición. méxico: 1998, editorial Limusa. 522 p. isBn: 968 -18 -5628 - 7.
•��GARCÍA�CRIOLLO,�Roberto.�Estudio�del�trabajo:�Ingeniería�de�métodos�y medición del trabajo. 2da. edición. méxico: 2005, mc Graw Hill. 459 p. isBn: 970 -10 -4657 - 9.
•��NIEBEL,� W� Benjamín� y� FREIVALDS� Andris.� Métodos,� estándares� y�diseño del trabajo. 11ª. edición. colombia: alfaomega grupo editorial, 2004. 745 p. isBn: 970 - 10 - 4657 - 9.
Descripción Flujo8. Establezca el crecimiento o decrecimiento porcentual del costo primo para el nuevo método de trabajo. 8
9. Elabore el informe correspondiente a la práctica presentando el método de trabajo inicial, el método de trabajo mejorado, el valor del costo primo asociado con cada método de trabajo y la justificación del decrecimiento porcentual en el valor del costo primo.
9
Salida. Los estudiantes comprenden el concepto de costo primo y su relación con el diseño de métodos de trabajo.
Salida
ESCUELA DE INGENIERÍA DE ANTIOQUIA
18
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y� RUIZ� JIMENEZ,� Antonio.� Dirección� de� Operaciones:� Aspectos�estratégicos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1848 - 0.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1803 - 0.
•��MASAAKI,� Imai.� Cómo� implementar� el� Kaizen� en� el� sitio� de� trabajo�
(Gemba). 1ª edición. colombia: mc Graw Hill interamericana s.a, 1998. 312 p. isBn: 958 - 600 - 798 - 7.

i. temas de aplicacióndiseño de métodos de trabajo.
ii. Justificaciónen las actividades industriales o de servicios caracterizadas por el predominio de la utilización de mano de obra se aplica el concepto denominado “curva de aprendizaje” o “curva de experiencia”. este concepto hace referencia a la reducción de los tiempos unitarios de fabricación durante cierto horizonte de tiempo, en el cual las personas desarrollan el mayor grado de habilidad. desde el punto de vista del análisis de capacidad es conveniente tomar en consideración dicho concepto con el propósito de proyectar de forma adecuada la capacidad disponible de la planta de producción.
iii. objetivosidentificar el concepto de curva de experiencia.
identificar los contextos en los cuales aplica el concepto de curva de experiencia.
Proyectar el tiempo unitario de fabricación de acuerdo con el comportamiento de la curva de experiencia.
Guía de Práctica curva de experiencia

ESCUELA DE INGENIERÍA DE ANTIOQUIA
20 iV. recursosPapel blanco tamaño carta para reciclar.cronómetros.mesas de trabajo.
V. ProcedimientoDescripción Flujo
Entradas. Recursos físicos de la práctica (papel blanco tamaño carta para reciclar, cronómetros, mesas de trabajo).
Entrada
1. Integren grupos de 2 personas, distribúyanse de tal forma que una persona tome tiempos y la otra ejecute las operaciones relacionadas con la obtención de un producto de papel.
1
2. Determine la forma de obtener un tipo de producto, estableciendo las actividades que se ejecutarán en el puesto de trabajo.
2
3. Realice corridas de prueba para la obtención del producto en el puesto de trabajo hasta asegurar la apropiada comprensión de su elaboración.
3
4. Determine el tiempo de elaboración de 11 unidades llevando el registro de producción por unidad en tiempos corridos.
4
5. Obtenga el tiempo de producción por unidad. 5
6. Obtenga el modelo potencial al cual se ajustan los datos analizados. ¿Cuál es la variable independiente y cuál es la variable dependiente?. ¿Qué explica el modelo obtenido?
6
7. Proyecte el tiempo de producción en el cual podría obtenerse las unidades número 12 a la número 20. 7
8. Elabore el informe correspondiente a la práctica presentando los datos de producción por unidad, el modelo obtenido, la explicación del mismo y los valores de los tiempos de producción correspondientes a las unidades número 12 a 20.
8
21
Guías de Trabajo Práctico
Vi. Bibliografía
•��NORMAN,� Gaithier� y� GREG,� Frazier.� Administración� de� Producción�y operaciones. 8ta. edición. méxico: editorial: tHomson editores, 2000. 846 p. isBn: 970 - 686 - 031 - 2.
•��RENDER,� Barry� y� HEIZER,� Jay.� Principios� de� Administración� de�operaciones. 5ª ed. méxico: Prentice Hall, 2004. 638 p. isBn: 013 - 101613 - X.
•��OFICINA�INTERNACIONAL�DEL�TRABAJO,�GINEBRA.�Introducción�al�estudio del trabajo. 4ta. edición. méxico: 1998, editorial Limusa. 522 p. isBn: 968 - 18 - 5628 - 7.
•��GARCÍA�CRIOLLO,�Roberto.�Estudio�del�trabajo:�Ingeniería�de�métodos�y medición del trabajo. 2da. edición. méxico: 2005, mc Graw Hill. 459 p. isBn: 970 - 10 - 4657 - 9.
•� NIEBEL,� W� Benjamín� y� FREIVALDS� Andris.� Métodos,� estándares� y�diseño del trabajo. 11ª. edición. colombia: alfaomega grupo editorial, 2004. 745 p. isBn: 970 - 10 - 4657 - 9.
Descripción Flujo
Salida. Los estudiantes comprenden el concepto de curva de experiencia y su relación con los tiempos de producción por unidad.
Salida

ESCUELA DE INGENIERÍA DE ANTIOQUIA
22
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y� RUIZ� JIMENEZ,� Antonio.� Dirección� de� Operaciones:� Aspectos�estratégicos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1848 - 0.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1803 - 0.
•��MASAAKI,� Imai.� Cómo� implementar� el� Kaizen� en� el� sitio� de� trabajo�
(Gemba). 1ª edición. colombia: mc Graw Hill interamericana s.a, 1998. 312 p. isBn: 958 - 600 - 798 - 7.
i. temas de aplicacióndiseño y rediseño de métodos de trabajo.estandarización de tiempos de operación.
ii. JustificaciónLas aplicaciones orientadas al diseño y rediseño de métodos de trabajo son fundamentales para la búsqueda del mejoramiento continuo. de esta manera, las organizaciones optimizan los tiempos de operación, reducen los�costos�asociados�e�incrementan�los�índices�de�rentabilidad;�así�mismo�se�definen e implementan condiciones en los puestos de trabajo que favorecen el bienestar y la productividad humana.
de acuerdo a lo expuesto la presente guía simula el montaje de una línea de producción, pretendiendo acercar al estudiante al diseño práctico de métodos de trabajo, al cálculo de tiempos estándar de operación y a partir de estos datos al balanceo de líneas de proceso.
iii. objetivos1. diseñar y rediseñar métodos de trabajo en una línea de ensamble
simulada.
Guía de Práctica métodos y medición del trabajo

ESCUELA DE INGENIERÍA DE ANTIOQUIA
24 2. definir las condiciones de habilidad al comparar diferentes personas y establecer los tiempos normales correspondientes.
3. identificar las condiciones de riesgo inherentes a los puestos de trabajo y asignar el nivel respectivo de suplementos.
4. Balancear líneas de ensamble para distintos niveles de fabricación.
iV. recursosJuego didáctico desarmable de 20 piezas (carro plástico)cronómetros.mesas de trabajo.
V. ProcedimientoDescripción Flujo
Entradas. Competencias a fortalecer (Ver IV 1) y recursos físicos de la práctica (juego didáctico, cronómetro, etc).
Entrada
1. Observe con detenimiento el juego didáctico que se le entrega, desármelo e identifique con precisión la interacción entre partes con el propósito de realizar su posterior montaje en una línea de ensamble.¿Comprendió el proceso de ensamble?
1
2. Integre grupos de 6 personas, distribúyanse de tal forma que 3 personas tomen tiempos y las otras 3 personas ejecuten una operación diferente por cada puesto de trabajo.
2
3. Decida que persona ocupará cada uno de los tres puestos de trabajo, de tal manera que el juego didáctico (carro) pueda ensamblarse al avanzar por ellos.
3
4. Realice una predefinición de las actividades que se ejecutarán en los diferentes puestos de trabajo y obtenga el prediseño del método de trabajo correspondiente.
4
5. Entrene a quienes ejecutarán la operación en el método de trabajo prediseñado. 5
Sí
No
1

25
Guías de Trabajo Práctico
Descripción Flujo6. Realice la primera corrida para el ensamble hasta obtener unidades de producto terminado (juego didáctico armado) y elabore un gráfico mano izquierda - mano derecha.
6
7. Identifique las oportunidades de mejora en los puestos de trabajo.¿Existen posibilidades de mejora?
7
8. Implemente las oportunidades de mejora para el método de trabajo prediseñado. Siga al paso No 9. 8
9. Realice una corrida para el método de trabajo prediseñado o rediseñado y elabore los formatos de medición de tiempos respectivos al considerar los elementos de operación que haya identificado.
9
10. Corra la línea de producción, tome los tiempos observados y regístrelos en la tabla elaborada.¿El tiempo observado de operación es el menor posible?
10
11. Repita los pasos 7 a 10 cuantas veces sea necesario hasta obtener el menor tiempo observado de operación posible. Continúe con el paso No 12.
11
12. Observe el flujo del material por la línea de ensamble, evalúe su permanente continuidad y la existencia de un aprovechamiento máximo de los recursos asignados. Dado el caso de no existir un aprovechamiento adecuado y uniforme de los recursos, reasigne actividades hasta encontrar el balanceo de línea más conveniente.
12
13. Obtenga el valor del tiempo observado para una muestra piloto. 13
14. Calcule el coeficiente de variación para el tiempo real de cada puesto de trabajo (CV = σ / χ , donde y χ : Datos de la muestra piloto.). Dado el caso que CV sea superior a 2 %, busque las causas de variabilidad (persona no entrenada, mal funcionamiento de algún instrumento utilizado, etc) y elimínelas.
14
15. Determine el tamaño de muestra representativo por cada puesto de trabajo y seleccione aquella muestra de mayor tamaño. (n = (zσ / Aχ) z: Valor equivalente bajo la curva normal para el nivel de confianza seleccionado. A: Nivel de error deseado).
15
Sí
Sí
No
No
9
12
ESCUELA DE INGENIERÍA DE ANTIOQUIA
26Descripción Flujo
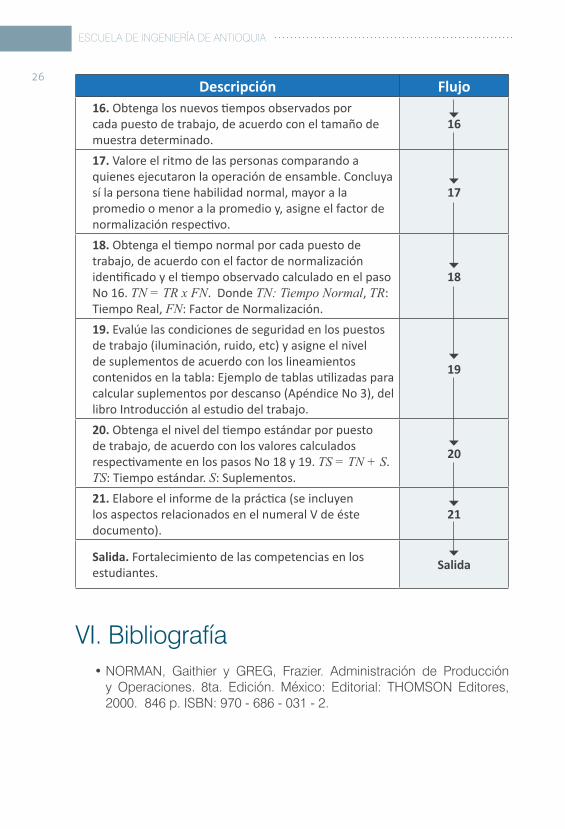
16. Obtenga los nuevos tiempos observados por cada puesto de trabajo, de acuerdo con el tamaño de muestra determinado.
16
17. Valore el ritmo de las personas comparando a quienes ejecutaron la operación de ensamble. Concluya sí la persona tiene habilidad normal, mayor a la promedio o menor a la promedio y, asigne el factor de normalización respectivo.
17
18. Obtenga el tiempo normal por cada puesto de trabajo, de acuerdo con el factor de normalización identificado y el tiempo observado calculado en el paso No 16. TN = TR x FN. Donde TN: Tiempo Normal, TR: Tiempo Real, FN: Factor de Normalización.
18
19. Evalúe las condiciones de seguridad en los puestos de trabajo (iluminación, ruido, etc) y asigne el nivel de suplementos de acuerdo con los lineamientos contenidos en la tabla: Ejemplo de tablas utilizadas para calcular suplementos por descanso (Apéndice No 3), del libro Introducción al estudio del trabajo.
19
20. Obtenga el nivel del tiempo estándar por puesto de trabajo, de acuerdo con los valores calculados respectivamente en los pasos No 18 y 19. TS = TN + S. TS: Tiempo estándar. S: Suplementos.
20
21. Elabore el informe de la práctica (se incluyen los aspectos relacionados en el numeral V de éste documento).
21
Salida. Fortalecimiento de las competencias en los estudiantes. Salida
Vi. Bibliografía•��NORMAN,� Gaithier� y� GREG,� Frazier.� Administración� de� Producción�
y operaciones. 8ta. edición. méxico: editorial: tHomson editores, 2000. 846 p. isBn: 970 - 686 - 031 - 2.
27
Guías de Trabajo Práctico
•��RENDER,� Barry� y� HEIZER,� Jay.� Principios� de� Administración� de�operaciones. 5ª ed. méxico: Prentice Hall, 2004. 638 p. isBn: 013 - 101613 - X.
•��OFICINA� INTERNACIONAL�DEL� TRABAJO,�GINEBRA.� Introducción� al�estudio del trabajo. 4ta. edición. méxico: 1998, editorial Limusa. 522 p. isBn: 968 -18 - 5628 - 7.
•��GARCÍA�CRIOLLO,�Roberto.�Estudio�del�trabajo:�Ingeniería�de�métodos�y medición del trabajo. 2da. edición. méxico: 2005, mc Graw Hill. 459 p. isBn: 970 - 10 - 4657 - 9.
•��NIEBEL,� W� Benjamín� y� FREIVALDS� Andris.� Métodos,� estándares� y�diseño del trabajo. 11ª. edición. colombia: alfaomega grupo editorial, 2004. 745 p. isBn: 970 - 10 - 4657 - 9.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y� RUIZ� JIMENEZ,� Antonio.� Dirección� de� Operaciones:� Aspectos�estratégicos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1848 - 0.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1803 - 0.
•��MASAAKI,� Imai.� Cómo� implementar� el� Kaizen� en� el� sitio� de� trabajo�
(Gemba). 1ª edición. colombia: mc Graw Hill interamericana s.a, 1998. 312 p. isBn: 958 - 600 - 798 - 7.

i. temas de aplicaciónmedición de tiempos.
ii. JustificaciónLa medición del tiempo estándar de una actividad es fundamental con el propósito de proyectar la capacidad total de un centro de trabajo en determinados períodos de tiempo. sin embargo, en algunas oportunidades las actividades ocurren de forma irregular y los tiempos de operación cambian entre un evento y otro. en este punto toma crucial importancia el muestreo del trabajo, permitiendo determinar a través del concepto de proporción cuál es la participación porcentual de las actividades dentro de una jornada de trabajo global.
iii. objetivosrelacionar el concepto de proporción con el concepto de muestreo del trabajo.
establecer la utilidad del muestreo del trabajo como herramienta para la medición de tiempos en situaciones de aleatoriedad en el orden de ocurrencia de las actividades y de los tiempos de operación.
relacionar el concepto de muestreo del trabajo con el valor del salario asignado a los puestos de trabajo.
Guía de Prácticamuestreo del trabajo

29
Guías de Trabajo Práctico
iV. recursosdescripción de cargos.mesas de trabajo.
V. Procedimiento
Descripción FlujoEntradas. Recursos físicos de la práctica (descripción de cargos, mesas de trabajo). Entrada
1. Integren grupos de 2 personas. 12. Reciban la instrucción del cargo (secretaria, director de programa, asistente de bienestar universitario, asistente de admisiones y registro, etc) que les corresponda para efectuar el análisis.
2
3. Analice las funciones del cargo y compleméntelas con su experiencia personal sí es del caso. 3
4. Defina el período de tiempo en el cual puede realizarse las observaciones sobre el puesto de trabajo para una muestra piloto de tamaño 11.
4
5. Divida las 11 observaciones entre el período de tiempo establecido en el punto anterior. 5
6. Asigne un número iniciando en uno y terminando en n de acuerdo con la cantidad de minutos que integran la jornada laboral. Por ejemplo, si la jornada laboral es de 480 minutos, se asignará el número uno al minuto uno y el número 480 al minuto 480.
6
7. Genere para el número de observaciones a realizar por día (cálculo del paso número cinco), una cantidad equivalente de números aleatorios, cuya base de selección está conformada por la base de datos obtenida en el punto anterior.
7
8. Realice las observaciones de acuerdo con los números aleatorios obtenidos por día. 8
9. Identifique, una vez haya tomado las 11 observaciones, aquella función que tiene la mayor probabilidad de ocurrencia.
9

ESCUELA DE INGENIERÍA DE ANTIOQUIA
30Descripción Flujo
10. Calcule el tamaño de la muestra aleatoria representativa de acuerdo con el resultado obtenido en el punto anterior.n = ( z2 x (1-P) ) / ( A2 x P ).Donde:n: Tamaño de muestra.z: Nivel de confianza.P: Probabilidad de ocurrencia de la función de mayor representatividad. A: Nivel de precisión deseado del error.
10
11. Repita los pasos 5 a 8 para la cantidad de observaciones determinadas en el punto anterior. 11
12. Tabule la información anterior y calcule la probabilidad de ocurrencia de las diferentes funciones. 12
13. Determine el costo de ejecución de cada función al considerar el nivel salarial mensual y el factor prestacional y de aportes parafiscales.
13
14. Evalúe la asignación salarial para cada función y conceptúe sobre su aporte real a la satisfacción de las necesidades del cliente.
14
15. Elabore el informe correspondiente de tal forma que contenga los puntos 3 a 14 de esta guía. 15
Salida. Los estudiantes comprenden el concepto de muestreo del trabajo y la importancia de esta técnica para la evaluación de aquellos cargos en los cuales las actividades no se repiten con cierta frecuencia ni con igual tiempo de ejecución.
Salida
Vi. Bibliografía•��NORMAN,� Gaithier� y� GREG,� Frazier.� Administración� de� Producción�
y operaciones. 8ta. edición. méxico: editorial: tHomson editores, 2000. 846 p. isBn: 970 - 686 - 031 - 2.
•��RENDER,� Barry� y� HEIZER,� Jay.� Principios� de� Administración� de�operaciones. 5ª ed. méxico: Prentice Hall, 2004. 638 p. isBn: 013 - 101613 - X.

31
Guías de Trabajo Práctico
•��OFICINA�INTERNACIONAL�DEL�TRABAJO,�GINEBRA.�Introducción�al�estudio del trabajo. 4ta. edición. méxico: 1998, editorial Limusa. 522 p. isBn: 968 - 18 - 5628 - 7.
•��GARCÍA�CRIOLLO,�Roberto.�Estudio�del�trabajo:�Ingeniería�de�métodos�y medición del trabajo. 2da. edición. méxico: 2005, mc Graw Hill. 459 p. isBn: 970 - 10 - 4657 - 9.
•��NIEBEL,� W� Benjamín� y� FREIVALDS� Andris.� Métodos,� estándares� y�diseño del trabajo. 11ª. edición. colombia: alfaomega grupo editorial, 2004. 745 p. isBn: 970 - 10 - 4657 - 9.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y� RUIZ� JIMENEZ,� Antonio.� Dirección� de� Operaciones:� Aspectos�estratégicos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1848 - 0.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1803 - 0.
•��MASAAKI,� Imai.� Cómo� implementar� el� Kaizen� en� el� sitio� de� trabajo�
(Gemba). 1ª edición. colombia: mc Graw Hill interamericana s.a, 1998. 312 p. isBn: 958 - 600 - 798 - 7.

i. temas de aplicaciónmedición de tiempos.
ii. Justificacióndebido a la diversidad de artículos solicitados por el mercado, en algunos tipos de industrias es necesario establecer de manera continua el tiempo de operación correspondiente a los nuevos desarrollos. el medio utilizado para establecer este tiempo de producción ha consistido en realizar mediciones directas sobre el puesto de trabajo, lo cual implica altos costos y� lentitud� de� respuesta;� de� esta� forma,� se� ha� propuesto� como� medio�alterno estudiar los micromovimientos de la operación, asociándoles los tiempos aplicados a micromovimientos análogos existentes en tablas de tiempo predeterminadas, entre las cuales se encuentran los estudios most (maynard operation sequence technique).
iii. objetivosidentificar el concepto de tiempos predeterminados.
establecer la metodología de aplicación de los tiempos predeterminados.
Guía de Práctica tiempos Predeterminados

33
Guías de Trabajo Práctico
establecer las relaciones existentes entre tiempos predeterminados, medición con cronómetro y muestreo del trabajo.
iV. recursosPapel blanco tamaño carta para reciclar.cronómetros.mesas de trabajo.
V. Procedimiento
Descripción FlujoEntradas. Recursos físicos de la práctica (papel blanco tamaño carta para reciclar, cronómetros, mesas de trabajo).
Entrada
1. Integren grupos de 2 personas, distribúyanse de tal forma que una persona observe la operación y la otra ejecute las operaciones relacionadas con la obtención de un producto de papel.
1
2. Determine la forma de obtener un tipo de producto, estableciendo las actividades que se ejecutarán en el puesto de trabajo.
2
3. Realice corridas de prueba para la obtención del producto en el puesto de trabajo hasta asegurar la apropiada comprensión de su elaboración.
3
4. Observe y descomponga la operación en sus micromovimientos. 4
5. Clasifique cada uno de los micromovimientos de acuerdo con lo establecido en la tablas de tiempos predeterminados para la técnica MOST.
5
6. Lea en las tablas del sistema MOST las unidades de tiempo (TMU) aplicables al micromovimiento que se encuentra analizando.
6
7. Determine la cantidad de unidades de tiempo (TMU) para la operación y halle su equivalente en segundos. 7
8. Establezca el tiempo estándar de la Operación. 8
ESCUELA DE INGENIERÍA DE ANTIOQUIA
34Descripción Flujo
9. Elabore el informe correspondiente a la práctica presentando el listado de micromovimientos, su clasificación frente al sistema MOST, las unidades de tiempo asignadas a cada micromovimiento, la justificación de esta asignación y el tiempo total de la operación.
9
Salida. Los estudiantes comprenden el concepto de tiempos predeterminados y la importancia de esta técnica para estimar tiempos estándar de producción sin necesidad de realizar mediciones directas en el puesto de trabajo.
Salida
Vi. Bibliografía•��NORMAN,� Gaithier� y� GREG,� Frazier.� Administración� de� Producción�
y operaciones. 8ta. edición. méxico: editorial: tHomson editores, 2000. 846 p. isBn: 970 - 686 - 031 - 2.
•��RENDER,� Barry� y� HEIZER,� Jay.� Principios� de� Administración� de�operaciones. 5ª ed. méxico: Prentice Hall, 2004. 638 p. isBn: 013 - 101613 - X.
•��OFICINA� INTERNACIONAL�DEL� TRABAJO,�GINEBRA.� Introducción� al�estudio del trabajo. 4ta. edición. méxico: 1998, editorial Limusa. 522 p. isBn: 968 - 18 - 5628 - 7.
•��GARCÍA�CRIOLLO,�Roberto.�Estudio�del�trabajo:�Ingeniería�de�métodos�y medición del trabajo. 2da. edición. méxico: 2005, mc Graw Hill. 459 p. isBn: 970 - 10 - 4657 - 9.
•��NIEBEL,� W� Benjamín� y� FREIVALDS� Andris.� Métodos,� estándares� y�diseño del trabajo. 11ª. edición. colombia: alfaomega grupo editorial, 2004. 745 p. isBn: 970 - 10 - 4657 - 9.

35
Guías de Trabajo Práctico
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y� RUIZ� JIMENEZ,� Antonio.� Dirección� de� Operaciones:� Aspectos�estratégicos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1848 - 0.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1803 - 0.
•��MASAAKI,� Imai.� Cómo� implementar� el� Kaizen� en� el� sitio� de� trabajo�(Gemba). 1ª edición. colombia: mc Graw Hill interamericana s.a, 1998. 312 p. isBn: 958 - 600 - 798 - 7.

i. temas de aplicaciónmedición de tiempos.
ii. Justificaciónal realizar un estudio de estandarización de un método de trabajo, se requiere contar con la colaboración de un grupo de operarios para realizar la actividad objeto de análisis. La selección de estos operarios debe procurar condiciones de habilidad normal y un apropiado nivel de capacitación. sin embargo, en algunas oportunidades al ejecutar el análisis, pueden observarse operarios con mayor o con menor grado de habilidad al normal, por tal motivo se requiere “Valorar el ritmo” de operación estimando aquel factor que será aplicado al tiempo real, con el objetivo de calcular el tiempo normal de la operación.
iii. objetivosidentificar el concepto de valoración del ritmo.
definir técnicas que permitan estimar el valor del factor de normalización.
establecer la importancia de la valoración del ritmo en un estudio relacionado con la medición de tiempos.
Guía de Práctica Valoración del ritmo

37
Guías de Trabajo Práctico
iV. recursosPapel blanco tamaño carta para reciclar.cronómetros.mesas de trabajo.
V. Procedimiento
Descripción FlujoEntradas. Recursos físicos de la práctica (papel blanco tamaño carta para reciclar, cronómetros, mesas de trabajo).
Entrada
1. Integren grupos de 6 personas, distribúyanse de tal forma que tres personas tomen tiempos y las otras tres ejecuten las operaciones relacionadas con la obtención de un producto de papel.
1
2. Determine la forma de obtener un tipo de producto, estableciendo las actividades que se ejecutarán en el puesto de trabajo.
2
3. Realice corridas de prueba para la obtención del producto en cada puesto de trabajo hasta asegurar la apropiada comprensión de su elaboración. Nota: El producto obtenido en cada puesto de trabajo es el mismo y las operaciones para su elaboración deben ser iguales.
3
4. Determine la cantidad de unidades que son obtenidas durante 10 minutos en cada puesto de trabajo.
4
5. Promedie la cantidad de unidades obtenidas en los tres puestos de trabajo. 5
6. Obtenga el factor de normalización dividiendo el nivel de producción obtenido entre el nivel de producción promedio y determine el tiempo normal para cada puesto de trabajo.
6
7. Elabore el informe correspondiente a la práctica presentando los niveles de producción por cada puesto de trabajo y el valor del factor de normalización para las diferentes situaciones evaluadas.
7
ESCUELA DE INGENIERÍA DE ANTIOQUIA
38
Vi. Bibliografía•��NORMAN,� Gaithier� y� GREG,� Frazier.� Administración� de� Producción�
y operaciones. 8ta. edición. méxico: editorial: tHomson editores, 2000. 846 p. isBn: 970 - 686 - 031 - 2.
•��RENDER,� Barry� y� HEIZER,� Jay.� Principios� de� Administración� de�operaciones. 5ª ed. méxico: Prentice Hall, 2004. 638 p. isBn: 013 - 101613 - X.
•��OFICINA� INTERNACIONAL�DEL� TRABAJO,�GINEBRA.� Introducción� al�estudio del trabajo. 4ta. edición. méxico: 1998, editorial Limusa. 522 p. isBn: 968 -18 - 5628 - 7.
•��GARCÍA�CRIOLLO,�Roberto.�Estudio�del�trabajo:�Ingeniería�de�métodos�y medición del trabajo. 2da. edición. méxico: 2005, mc Graw Hill. 459 p. isBn: 970 - 10 - 4657 - 9.
•��NIEBEL,� W� Benjamín� y� FREIVALDS� Andris.� Métodos,� estándares� y�diseño del trabajo. 11ª. edición. colombia: alfaomega grupo editorial, 2004. 745 p. isBn: 970 - 10 - 4657 - 9.
Descripción Flujo
Salida. Los estudiantes comprenden el concepto de factor de normalización y la forma de aplicarlo al tiempo real.
Salida

39
Guías de Trabajo Práctico
•��DOMINGUEZ� MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�estratégicos�en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1848 - 0.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p. isBn: 84 - 481 - 1803 - 0.
•��MASAAKI,� Imai.� Cómo� implementar� el� Kaizen� en� el� sitio� de� trabajo�(Gemba). 1ª edición. colombia: mc Graw Hill interamericana s.a, 1998. 312 p. isBn: 958 - 600 - 798 - 7.


41
Guías de Trabajo Práctico
Guías de trabajo Práctico
Gestión de operaciones

i. temas de aplicaciónsecuenciación: n actividades en una máquina.
ii. Justificaciónen algunos escenarios (crecimiento económico permanente de la economía, demanda en crecimiento de algún sub sector económico, picos de demanda), la capacidad instalada no es suficiente para atender los pedidos de los clientes y no es posible en el corto plazo resolver la situación incrementando la cantidad de máquinas y equipos. Por este motivo, es necesario identificar racionalmente un esquema de trabajo bajo el cual se obtenga el menor retraso posible en las entregas.
iii. objetivosidentificar las reglas para programación de n actividades en una máquina.
establecer las posibilidades de gestionar el área de producción a partir de la aplicación de estas reglas.
definir la aplicación de estas reglas en escenarios diferentes a n actividades en una máquina.
Guía de Prácticareglas sot, edd, FcFs, LcFs
43
Guías de Trabajo Práctico
iV. recursosPapel blanco tamaño carta para reciclar.cronómetros.mesas de trabajo.
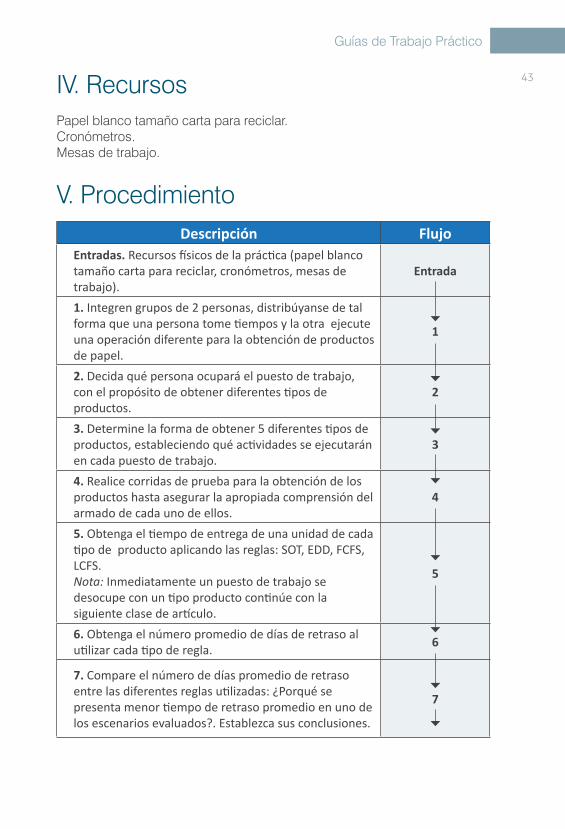
V. ProcedimientoDescripción Flujo
Entradas. Recursos físicos de la práctica (papel blanco tamaño carta para reciclar, cronómetros, mesas de trabajo).
Entrada
1. Integren grupos de 2 personas, distribúyanse de tal forma que una persona tome tiempos y la otra ejecute una operación diferente para la obtención de productos de papel.
1
2. Decida qué persona ocupará el puesto de trabajo, con el propósito de obtener diferentes tipos de productos.
2
3. Determine la forma de obtener 5 diferentes tipos de productos, estableciendo qué actividades se ejecutarán en cada puesto de trabajo.
3
4. Realice corridas de prueba para la obtención de los productos hasta asegurar la apropiada comprensión del armado de cada uno de ellos.
4
5. Obtenga el tiempo de entrega de una unidad de cada tipo de producto aplicando las reglas: SOT, EDD, FCFS, LCFS.Nota: Inmediatamente un puesto de trabajo se desocupe con un tipo producto continúe con la siguiente clase de artículo.
5
6. Obtenga el número promedio de días de retraso al utilizar cada tipo de regla. 6
7. Compare el número de días promedio de retraso entre las diferentes reglas utilizadas: ¿Porqué se presenta menor tiempo de retraso promedio en uno de los escenarios evaluados?. Establezca sus conclusiones.
7

ESCUELA DE INGENIERÍA DE ANTIOQUIA
44Descripción Flujo
8. Elabore el informe correspondiente a la práctica presentando los tiempos de entrega, los días de retraso y los días promedio de retraso al aplicar cada una de las reglas. Justifique porqué existe diferencia en los tiempos de entrega y en los tiempos de retraso promedio.
8
Salida. Los estudiantes tienen claridad sobre la secuenciación de n actividades en una máquina y porqué una de las reglas conduce al menor número de días de retraso promedio.
Salida
Vi. Bibliografía•��NORMAN,�Gaithier�y�FRAZIER,�Grez.�Administración�de�Producción�y�
operaciones. 4ta. edición. méxico: tHomson editores, 2000. 846 p.
•��HEIZER,�Jay�y�RENDER,�Barry.�Dirección�de�la�Producción:�Decisiones�estratégicas. 4ta. edición. españa: Prentice Hall, 2001. 451 p.
•��HARRINGTON,�H.�James.�Mejoramiento�de�los�Procesos�en�la�empresa.�ciudad: editorial mc Graw Hill, 1998. 309 p.
•��GOLDRATT,�Eliyau�M.�La�meta.�7a�edición.�México:�Ediciones�Castillo,�año.1998. 408 p.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p.

45
Guías de Trabajo Práctico
•� “A� first� introduction� of� customer-driven� capacity� Exchange� for� job�shops”. international journal of production research. Vol. 43, no. 13, July 2005, 2743 - 2758.
•��CHASE,� AQUILANO,� JACOBS,� Administración� de� la� Producción� y�operaciones para una Ventaja competitiva, macGraw Hill, 2005. 10ª. edición.
•��Daniel� Sipper,� Robert� Bulfin.� Planeación� y� control� de� la� producción.�mcGraw Hill, 1ª. edición. 1997.
�•��HOPP,� WALLACE� J.� And� SPEARMAN,� Mark� L.� Factory� Physics�(Foundation of manufacturing management). mcGraw Hill, 1996. 2ª. edición.

i. temas de aplicaciónsecuenciación: n actividades en dos máquinas.
ii. Justificaciónen algunas circunstancias empresariales existen solo dos máquinas para procesar los pedidos y el tiempo óptimo de entrega se obtiene en algunas condiciones particulares que permiten mejorar la percepción por parte del cliente en cuanto al tiempo de entrega.
iii. objetivosidentificar el concepto correspondiente a la regla de Jhonson.
establecer el origen del concepto de la regla de Jhonson.
aplicar la regla de Jhonson en un escenario cercano a la realidad.
iV. recursosPapel blanco tamaño carta para reciclar.cronómetros.mesas de trabajo.
Guía de Práctica regla de Jhonson
47
Guías de Trabajo Práctico
V. Procedimiento
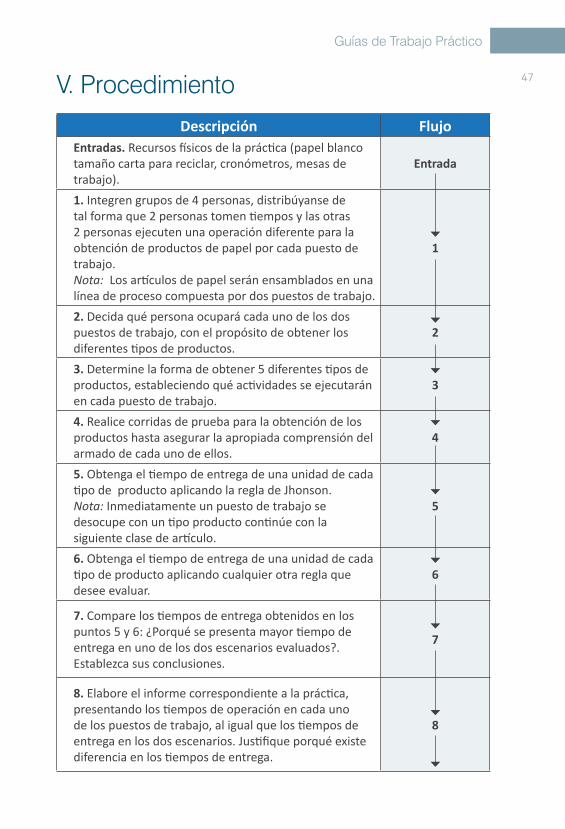
Descripción FlujoEntradas. Recursos físicos de la práctica (papel blanco tamaño carta para reciclar, cronómetros, mesas de trabajo).
Entrada
1. Integren grupos de 4 personas, distribúyanse de tal forma que 2 personas tomen tiempos y las otras 2 personas ejecuten una operación diferente para la obtención de productos de papel por cada puesto de trabajo.Nota: Los artículos de papel serán ensamblados en una línea de proceso compuesta por dos puestos de trabajo.
1
2. Decida qué persona ocupará cada uno de los dos puestos de trabajo, con el propósito de obtener los diferentes tipos de productos.
2
3. Determine la forma de obtener 5 diferentes tipos de productos, estableciendo qué actividades se ejecutarán en cada puesto de trabajo.
3
4. Realice corridas de prueba para la obtención de los productos hasta asegurar la apropiada comprensión del armado de cada uno de ellos.
4
5. Obtenga el tiempo de entrega de una unidad de cada tipo de producto aplicando la regla de Jhonson.Nota: Inmediatamente un puesto de trabajo se desocupe con un tipo producto continúe con la siguiente clase de artículo.
5
6. Obtenga el tiempo de entrega de una unidad de cada tipo de producto aplicando cualquier otra regla que desee evaluar.
6
7. Compare los tiempos de entrega obtenidos en los puntos 5 y 6: ¿Porqué se presenta mayor tiempo de entrega en uno de los dos escenarios evaluados?. Establezca sus conclusiones.
7
8. Elabore el informe correspondiente a la práctica, presentando los tiempos de operación en cada uno de los puestos de trabajo, al igual que los tiempos de entrega en los dos escenarios. Justifique porqué existe diferencia en los tiempos de entrega.
8
ESCUELA DE INGENIERÍA DE ANTIOQUIA
48Descripción Flujo
Salida. Los estudiantes tienen claridad sobre la secuenciación de n actividades en 2 máquinas y porqué la regla de Jhonson conduce al menor tiempo de entrega.
Salida
Vi. Bibliografía•��NORMAN,�Gaithier�y�FRAZIER,�Grez.�Administración�de�Producción�y�
operaciones. 4ta. edición. méxico: tHomson editores, 2000. 846 p.
•��HEIZER,�Jay�y�RENDER,�Barry.�Dirección�de�la�Producción:�Decisiones�estratégicas. 4ta. edición. españa: Prentice Hall, 2001. 451 p.
•��HARRINGTON,�H.�James.�Mejoramiento�de�los�Procesos�en�la�empresa.�ciudad: editorial mc Graw Hill, 1998. 309 p.
•��GOLDRATT,�Eliyau�M.�La�meta.�7a�edición.�México:�Ediciones�Castillo,�año.1998. 408 p.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p.
•��“A� first� introduction� of� customer-driven� capacity� Exchange� for� job�shops”. international journal of production research. Vol. 43, no. 13, July 2005, 2743 - 2758.
•��CHASE,� AQUILANO,� JACOBS,� Administración� de� la� Producción� y�operaciones para una Ventaja competitiva, macGraw-Hill, 2005. 10ª. edición.
•��Daniel� Sipper,� Robert� Bulfin.� Planeación� y� control� de� la� producción.�mcGraw Hill, 1ª. edición. 1997.
•��HOPP,� WALLACE� J.� And� SPEARMAN,� Mark� L.� Factory� Physics�(Foundation of manufacturing management). mcGraw Hill, 1996. 2ª. edición.

i. temas de aplicaciónsecuenciación: n operaciones en m máquinas.
ii. Justificaciónel actual ambiente de mercado exige que las empresas optimicen sus recursos con el propósito de asegurar el mejor servicio al cliente al menor costo posible. La secuenciación de n actividades en m máquinas permite identificar�el�tiempo�mínimo�de�entrega�bajo�este�escenario;�de�tal�manera�una compañía podrá evaluar la viabilidad de dicho tiempo de entrega de acuerdo con el comportamiento de variables tales como: fecha de entrega requerida por el cliente, importancia del cliente, tiempo de retraso de un pedido en planta, etc.
iii. objetivosidentificar el esquema de secuenciación de n actividades en m máquinas.
establecer la importancia de elaborar propuestas para programar la producción teniendo en cuenta el posible tiempo mínimo de entrega.
comparar el tiempo mínimo de entrega con variables tales como la importancia del cliente o la fecha de entrega requerida por el mismo.
Guía de Práctica secuenciación en múltiples escenarios

ESCUELA DE INGENIERÍA DE ANTIOQUIA
50 iV. recursosJuego didáctico desarmable de 20 piezas (carro de carga).Juego didáctico desarmable de 40 piezas (grúa).cronómetros.mesas de trabajo.
V. Procedimiento
Descripción FlujoEntradas. Recursos físicos de la práctica (juegos didácticos, cronómetros, mesas de trabajo). Entrada
1. Observe con detenimiento los juegos didácticos que se le entregan, desármelos e identifique con precisión la manera de volverlos a armar.
¿Comprendió el proceso de ensamble?
1
2. Integre grupos de 6 personas, distribúyanse de tal forma que 3 personas tomen tiempos y las otras 3 personas ejecuten una operación diferente por cada puesto de trabajo.Nota: Para armar cada tipo de vehículo deben existir dos operaciones externas que alimentan una operación intermedia, la cual ejecutará el ensamble de los juegos didácticos como producto terminado.
2
3. Decida que persona ocupará cada uno de los tres puestos de trabajo para armar cada tipo de juego didáctico.
3
4. Realice ensayos de armado para el primer tipo de juego (carro de 20 piezas) logrando que la Operación restricción se ubique en una de las dos operaciones externas.
4
5. Realice ensayos de armado para el segundo tipo de juego (carro de 40 piezas), logrando que la Operación restricción se ubique en la posición intermedia.
5
6. Obtenga el tiempo de entrega de cinco carros como producto terminado de cada tipo de modelo en el orden: cinco carros de 20 piezas y luego cinco carros de 40 piezas.
6
SíNo
1

51
Guías de Trabajo Práctico
Descripción Flujo7. Obtenga el tiempo de entrega de cinco carros como producto terminado de cada tipo de modelo en el orden: cinco carros de 40 piezas y luego cinco carros de 20 piezas.
7
8. Compare los tiempos de entrega obtenidos en los puntos 6 y 7: ¿Porqué se presenta mayor tiempo de entrega en uno de los dos escenarios de evaluación?. Establezca sus conclusiones.
8
9. Elabore el informe correspondiente a la práctica, presentando los tiempos de operación en cada uno de los puestos de trabajo, al igual que los tiempos de entrega en los dos escenarios. Justifique donde se encuentra la diferencia de tiempos al comparar la corrida: Carro de 20 piezas Carro de 40 piezas y al contrario.
9
Salida. Los estudiantes comprenden la secuenciación de n actividades en m máquinas con relación al porqué se genera la diferencia de tiempos de entrega de las diferentes posibilidades de combinación de las n referencias existentes en el sistema productivo.
Salida
Vi. Bibliografía•��NORMAN,�Gaithier�y�FRAZIER,�Grez.�Administración�de�Producción�y�
operaciones. 4ta. edición. méxico: tHomson editores, 2000. 846 p.
•��HEIZER,�Jay�y�RENDER,�Barry.�Dirección�de�la�Producción:�Decisiones�estratégicas. 4ta. edición. españa: Prentice Hall, 2001. 451 p.
•��HARRINGTON,�H.�James.�Mejoramiento�de�los�Procesos�en�la�empresa.�ciudad: editorial mc Graw Hill, 1998. 309 p.
•��GOLDRATT,�Eliyau�M.�La�meta.�7a�edición.�México:�Ediciones�Castillo,�año.1998. 408 p.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�

ESCUELA DE INGENIERÍA DE ANTIOQUIA
52 y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p.
•��“A� first� introduction� of� customer-driven� capacity� Exchange� for� job�shops”. international journal of production research. Vol. 43, no. 13, July 2005, 2743 - 2758.
•��CHASE,� AQUILANO,� JACOBS,� Administración� de� la� Producción� y�operaciones para una Ventaja competitiva, macGraw Hill, 2005. 10ª. edición.
•��Daniel� Sipper,� Robert� Bulfin.� Planeación� y� control� de� la� producción.�mcGraw Hill, 1ª. edición. 1997.
•��HOPP,� WALLACE� J.� And� SPEARMAN,� Mark� L.� Factory� Physics�(Foundation of manufacturing management). mcGraw Hill, 1996. 2ª. edición.

i. temas de aplicaciónProgramación de Producción Bajo toc.
ii. Justificaciónel actual comportamiento del mercado exige a las empresas la capacidad de responder a cambios en la demanda en el menor tiempo posible y con el mínimo costo por manejo de inventarios. el sistema dBr propuesto desde teoría de restricciones permite a las compañías organizar su sistema Productivo, de tal manera que pueda atenderse la demanda de mercado de�forma�oportuna,�manteniendo�un�stock�razonable�de�producto�terminado�y un nivel de ventaja en tiempo, al lanzar las órdenes de producción con debida anticipación sobre la operación restricción.
iii. objetivosidentificar el concepto dBr.
establecer las situaciones en las cuales el concepto dBr es aplicable.
determinar las relaciones entre el sistema dBr y el sistema halar.
Guía de Práctica sistema dBr
ESCUELA DE INGENIERÍA DE ANTIOQUIA
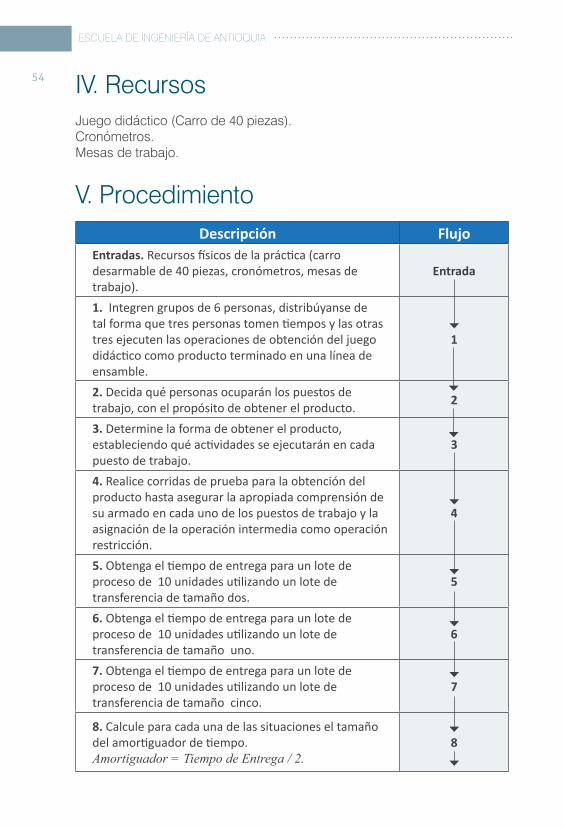
54 iV. recursosJuego didáctico (carro de 40 piezas).cronómetros.mesas de trabajo.
V. ProcedimientoDescripción Flujo
Entradas. Recursos físicos de la práctica (carro desarmable de 40 piezas, cronómetros, mesas de trabajo).
Entrada
1. Integren grupos de 6 personas, distribúyanse de tal forma que tres personas tomen tiempos y las otras tres ejecuten las operaciones de obtención del juego didáctico como producto terminado en una línea de ensamble.
1
2. Decida qué personas ocuparán los puestos de trabajo, con el propósito de obtener el producto. 2
3. Determine la forma de obtener el producto, estableciendo qué actividades se ejecutarán en cada puesto de trabajo.
3
4. Realice corridas de prueba para la obtención del producto hasta asegurar la apropiada comprensión de su armado en cada uno de los puestos de trabajo y la asignación de la operación intermedia como operación restricción.
4
5. Obtenga el tiempo de entrega para un lote de proceso de 10 unidades utilizando un lote de transferencia de tamaño dos.
5
6. Obtenga el tiempo de entrega para un lote de proceso de 10 unidades utilizando un lote de transferencia de tamaño uno.
6
7. Obtenga el tiempo de entrega para un lote de proceso de 10 unidades utilizando un lote de transferencia de tamaño cinco.
7
8. Calcule para cada una de las situaciones el tamaño del amortiguador de tiempo.Amortiguador = Tiempo de Entrega / 2.
8
55
Guías de Trabajo Práctico
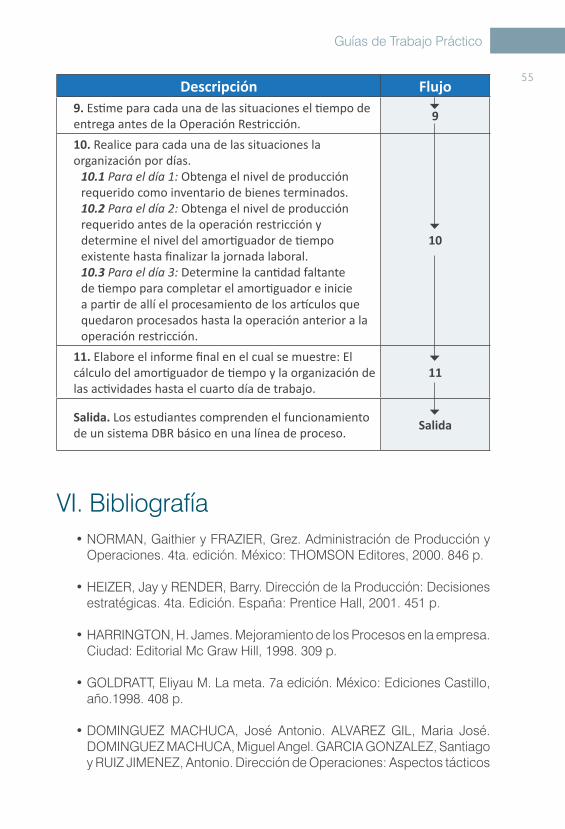
Descripción Flujo9. Estime para cada una de las situaciones el tiempo de entrega antes de la Operación Restricción. 9
10. Realice para cada una de las situaciones la organización por días.
10.1 Para el día 1: Obtenga el nivel de producción requerido como inventario de bienes terminados.10.2 Para el día 2: Obtenga el nivel de producción requerido antes de la operación restricción y determine el nivel del amortiguador de tiempo existente hasta finalizar la jornada laboral.10.3 Para el día 3: Determine la cantidad faltante de tiempo para completar el amortiguador e inicie a partir de allí el procesamiento de los artículos que quedaron procesados hasta la operación anterior a la operación restricción.
10
11. Elabore el informe final en el cual se muestre: El cálculo del amortiguador de tiempo y la organización de las actividades hasta el cuarto día de trabajo.
11
Salida. Los estudiantes comprenden el funcionamiento de un sistema DBR básico en una línea de proceso. Salida
Vi. Bibliografía•��NORMAN,�Gaithier�y�FRAZIER,�Grez.�Administración�de�Producción�y�
operaciones. 4ta. edición. méxico: tHomson editores, 2000. 846 p.
•��HEIZER,�Jay�y�RENDER,�Barry.�Dirección�de�la�Producción:�Decisiones�estratégicas. 4ta. edición. españa: Prentice Hall, 2001. 451 p.
•��HARRINGTON,�H.�James.�Mejoramiento�de�los�Procesos�en�la�empresa.�ciudad: editorial mc Graw Hill, 1998. 309 p.
•��GOLDRATT,�Eliyau�M.�La�meta.�7a�edición.�México:�Ediciones�Castillo,�año.1998. 408 p.
•��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�
ESCUELA DE INGENIERÍA DE ANTIOQUIA
56 y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p.
•��“A� first� introduction� of� customer-driven� capacity� Exchange� for� job�
shops”. international journal of production research. Vol. 43, no. 13, July 2005, 2743 - 2758.
•��CHASE,� AQUILANO,� JACOBS,� Administración� de� la� Producción� y�operaciones para una Ventaja competitiva, macGraw Hill, 2005. 10ª. edición.
•��Daniel� Sipper,� Robert� Bulfin.� Planeación� y� control� de� la� producción.�mcGraw Hill, 1ª. edición. 1997.
•��HOPP,� WALLACE� J.� And� SPEARMAN,� Mark� L.� Factory� Physics�(Foundation of manufacturing management). mcGraw Hill, 1996. 2ª. edición.

i. temas de aplicaciónProgramación de Producción Bajo Justo a tiempo.
ii. Justificaciónel actual comportamiento del mercado exige a las empresas la capacidad de responder a cambios en la demanda en el menor tiempo posible y con el mínimo costo por manejo de inventarios. el sistema Jat propuesto en el sistema de Producción toyota (sPt) permite a las compañías organizar su sistema Productivo, de tal manera que pueda atenderse la demanda de mercado de forma oportuna, manteniendo un inventario razonable de producto terminado y de producto en proceso entre las diferentes operaciones.
iii. objetivosidentificar el concepto de sistema Kanban.
aplicar el concepto de sistema Kanban a una situación cercana a la realidad.
establecer las relaciones entre sistema Kanban y toc.
Guía de Práctica sistema KanBan

ESCUELA DE INGENIERÍA DE ANTIOQUIA
58 iV. recursosJuego didáctico (carro de 40 piezas).cronómetros.mesas de trabajo.
V. ProcedimientoDescripción Flujo
Entradas. Recursos físicos de la práctica (carro desarmable de 40 piezas, cronómetros, mesas de trabajo).
Entrada
1. Integren grupos de 6 personas, distribúyanse de tal forma que tres personas tomen tiempos y las otras tres ejecuten las operaciones de obtención del juego didáctico como producto terminado en una línea de ensamble.
1
2. Decida qué personas ocuparán los puestos de trabajo, con el propósito de obtener el producto. 2
3. Determine la forma de obtener el producto, estableciendo qué actividades se ejecutarán en cada puesto de trabajo.
3
4. Realice corridas de prueba para la obtención del producto hasta asegurar la apropiada comprensión de su armado en cada uno de los puestos de trabajo y la asignación de la operación intermedia como operación restricción.
4
5. Obtenga el tiempo de entrega para un lote de proceso de 10 unidades utilizando un lote de transferencia de tamaño dos.
5
6. Obtenga el tiempo de entrega para un lote de proceso de 10 unidades utilizando un lote de transferencia de tamaño uno.
6
7. Obtenga el tiempo de entrega para un lote de proceso de 10 unidades utilizando un lote de transferencia de tamaño cinco.
7
8. Calcule para cada una de las situaciones el tamaño de la demanda durante el tiempo de entrega. 8
59
Guías de Trabajo Práctico
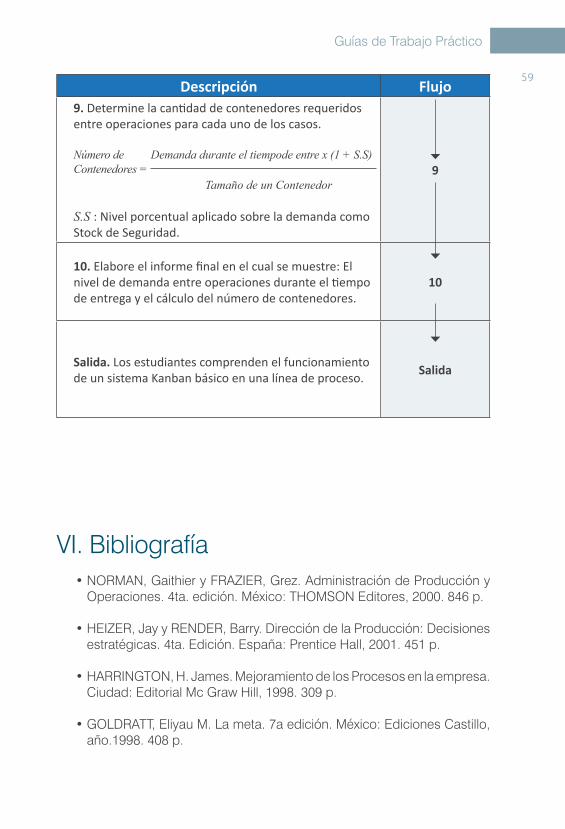
Descripción Flujo9. Determine la cantidad de contenedores requeridos entre operaciones para cada uno de los casos.
Número de Demanda durante el tiempode entre x (1 + S.S)Contenedores = Tamaño de un Contenedor S.S : Nivel porcentual aplicado sobre la demanda como Stock de Seguridad.
9
10. Elabore el informe final en el cual se muestre: El nivel de demanda entre operaciones durante el tiempo de entrega y el cálculo del número de contenedores.
10
Salida. Los estudiantes comprenden el funcionamiento de un sistema Kanban básico en una línea de proceso. Salida
Vi. Bibliografía•��NORMAN,�Gaithier�y�FRAZIER,�Grez.�Administración�de�Producción�y�
operaciones. 4ta. edición. méxico: tHomson editores, 2000. 846 p.
•��HEIZER,�Jay�y�RENDER,�Barry.�Dirección�de�la�Producción:�Decisiones�estratégicas. 4ta. edición. españa: Prentice Hall, 2001. 451 p.
•��HARRINGTON,�H.�James.�Mejoramiento�de�los�Procesos�en�la�empresa.�ciudad: editorial mc Graw Hill, 1998. 309 p.
•��GOLDRATT,�Eliyau�M.�La�meta.�7a�edición.�México:�Ediciones�Castillo,�año.1998. 408 p.

ESCUELA DE INGENIERÍA DE ANTIOQUIA
60 •��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p.
•��“A� first� introduction� of� customer-driven� capacity� Exchange� for� job�shops”. international journal of production research. Vol. 43, no. 13, July 2005, 2743 - 2758.
•��CHASE,� AQUILANO,� JACOBS,� Administración� de� la� Producción� y�operaciones para una Ventaja competitiva, macGraw Hill, 2005. 10ª. edición.
•��Daniel� Sipper,� Robert� Bulfin.� Planeación� y� control� de� la� producción.�mcGraw Hill, 1ª. edición. 1997.
•��HOPP,� WALLACE� J.� And� SPEARMAN,� Mark� L.� Factory� Physics�(Foundation of manufacturing management). mcGraw Hill, 1996. 2ª. edición.
Guías de trabajo Práctico
Teoría de restricciones

i. temas de aplicaciónGestión de operaciones.
ii. Justificaciónal estimar el tiempo de entrega de un pedido existen múltiples variables que puedan�afectarlo;�una�de�estas�variables�es�el� tamaño�del� lote�transferido�de una estación de trabajo a otra. es así como, al aumentarse o disminuirse el lote de transferencia se impacta de manera directa el tiempo de entrega, lo cual se convierte en información de entrada fundamental para garantizar que la promesa de servicio hecha al cliente se ajusta a la capacidad real de una planta de producción.
iii. objetivosidentificar el concepto del lote de transferencia y sus variaciones.
evaluar el impacto en el tiempo de entrega al aumentar o disminuir el lote de transferencia.
establecer la relación del tiempo de entrega con la promesa de venta hecha al cliente.
Guía de Práctica Lote de transferencia
ESCUELA DE INGENIERÍA DE ANTIOQUIA
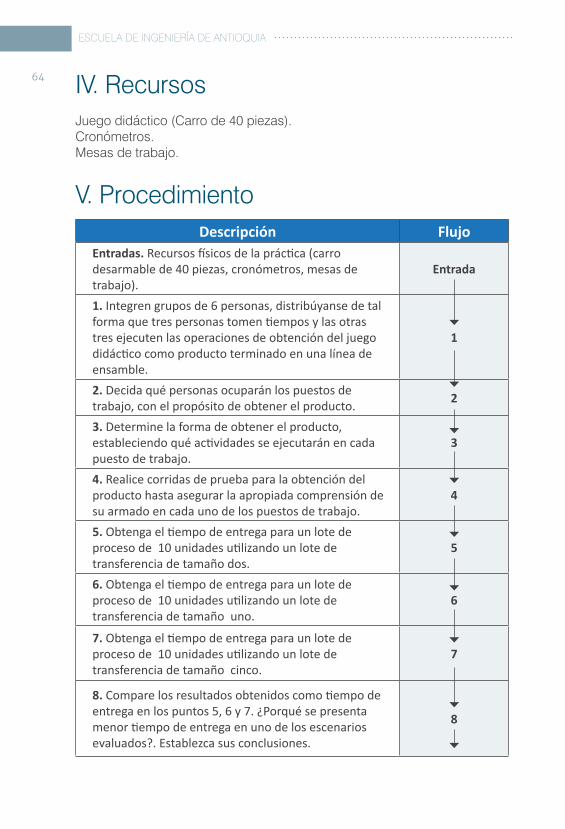
64 iV. recursosJuego didáctico (carro de 40 piezas).cronómetros.mesas de trabajo.
V. ProcedimientoDescripción Flujo
Entradas. Recursos físicos de la práctica (carro desarmable de 40 piezas, cronómetros, mesas de trabajo).
Entrada
1. Integren grupos de 6 personas, distribúyanse de tal forma que tres personas tomen tiempos y las otras tres ejecuten las operaciones de obtención del juego didáctico como producto terminado en una línea de ensamble.
1
2. Decida qué personas ocuparán los puestos de trabajo, con el propósito de obtener el producto. 2
3. Determine la forma de obtener el producto, estableciendo qué actividades se ejecutarán en cada puesto de trabajo.
3
4. Realice corridas de prueba para la obtención del producto hasta asegurar la apropiada comprensión de su armado en cada uno de los puestos de trabajo.
4
5. Obtenga el tiempo de entrega para un lote de proceso de 10 unidades utilizando un lote de transferencia de tamaño dos.
5
6. Obtenga el tiempo de entrega para un lote de proceso de 10 unidades utilizando un lote de transferencia de tamaño uno.
6
7. Obtenga el tiempo de entrega para un lote de proceso de 10 unidades utilizando un lote de transferencia de tamaño cinco.
7
8. Compare los resultados obtenidos como tiempo de entrega en los puntos 5, 6 y 7. ¿Porqué se presenta menor tiempo de entrega en uno de los escenarios evaluados?. Establezca sus conclusiones.
8
65
Guías de Trabajo Práctico
Vi. Bibliografía•��NORMAN,�Gaithier�y�FRAZIER,�Grez.�Administración�de�Producción�y�
operaciones. 4ta. edición. méxico: tHomson editores, 2000. 846 p.
•��HEIZER,�Jay�y�RENDER,�Barry.�Dirección�de�la�Producción:�Decisiones�estratégicas. 4ta. edición. españa: Prentice Hall, 2001. 451 p.
•��HARRINGTON,�H.�James.�Mejoramiento�de�los�Procesos�en�la�empresa.�ciudad: editorial mc Graw Hill, 1998. 309 p.
•��GOLDRATT,�Eliyau�M.�La�meta.�7a�edición.�México:�Ediciones�Castillo,�año.1998. 408 p.
Descripción Flujo
9. Elabore el informe correspondiente a la práctica presentando la descripción de las operaciones en cada etapa de proceso, los tiempos de producción por etapa y los tiempos de entrega en cada escenario. Justifique porqué existe diferencia en los tiempos de entrega.
9
Salida. Los estudiantes comprenden el efecto del tamaño del lote de transferencia sobre los tiempos de entrega.
Salida

ESCUELA DE INGENIERÍA DE ANTIOQUIA
66 •��DOMINGUEZ�MACHUCA,� José� Antonio.� ALVAREZ� GIL,� Maria� José.�DOMINGUEZ�MACHUCA,�Miguel�Angel.�GARCIA�GONZALEZ,�Santiago�y�RUIZ�JIMENEZ,�Antonio.�Dirección�de�Operaciones:�Aspectos�tácticos�y operativos en la producción y los servicios. 1ª edición. españa: mc Graw Hill, 1995. 482 p.
•��“A� first� introduction� of� customer-driven� capacity� Exchange� for� job�shops”. international journal of production research. Vol. 43, no. 13, July 2005, 2743 - 2758.
•��CHASE,� AQUILANO,� JACOBS,� Administración� de� la� Producción� y�operaciones para una Ventaja competitiva, macGraw Hill, 2005. 10ª. edición.
•��Daniel� Sipper,� Robert� Bulfin.� Planeación� y� control� de� la� producción.�mcGraw Hill, 1ª. edición. 1997.
•��HOPP,� WALLACE� J.� And� SPEARMAN,� Mark� L.� Factory� Physics�(Foundation of manufacturing management). mcGraw Hill, 1996. 2ª. edición.

Este libro se terminó de imprimir en Medellín mes de octubre de 2013,
en los talleres de Color Líquido. La carátula se imprimio en propalcote 250 grms,las páginas interiores en propalcote 150 gramos.
La fuente tipográfica empleada es Swiss 721.50 ejemplares.






























