-
8/10/2019 Hidratao direta propeno
1/53
.
Report No. 53Al
Interim
SYNTHETIC ETHANOL
AND
ISOPROPANOL
by PARK L. MORSE
January 1974
A private report by the
PROCESS ECONOMICS PROGRAM
STANFORD RESEARCH INSTITUTE
I
MENLO PARK, CALIFORNIA
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
2/53
1
2
3
4
5
6
CONTENTS
INTRODUCTION
........................
SUMMARY
...........................
ISOPROPANOL BY DIRECT HYDRATION OF PROPYLENE:
REVIEW'OF PROCESSES
.....................
Tokuyama Technology
.....................
Deutsche Texaco Technology .................
ISOPROPANOL BY TOKUYAMA TECHNOLOGY
.............
Process Description
.....................
Process Discussion
.....................
Cost Estimates
.......................
ISOPROPANOL BY A PROCESS USING CATION EXCHANGE
RESIN CATALYST /
......................
Process Description
.....................
Process Discussion .....................
Cost Estimates
.......................
UPDATED PROCESSES FOR VAPOR PHASE DIRECT HYDRATION
OFOLEFINS
.........................
APPENDIX A
DESIGN AND COST BASIS
...............
APPENDIX B
SUMMARY OF WASTE STREAMS
..............
CITEDREFERENCES
........................
PATENT REFERENCES BY COMPANY
..................
1
3
7
7
13
19
19
27
28
35
35
45
46
53
55
59
63
67
V
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
3/53
ILLUSTRATIONS
3.1
Equilibrium Conversion of Propylene to Isopropanol . . . .
17
3.2
Isopropanol Production Rate with
Deutsche Texaco Catalyst . . . . . . . . . . . . . . . . .
18
4.1
Isopropanol by Tokuyama Technology . . . . . . . . . . . .
23
4.2
Isopropanol by Tokuyama Technology
Effect of Capacity and Operating Level on
Production Cost . . . . . . . . . . . . . . . . . . . . . .
33
5.1 Isopropanol by a Process Using Cation Exchange
Resin Catalyst . . . . . . . . . . . . . . . . . . . . . .
41
5.2
Isopropanol by a Process Using Cation Exchange
Resin Catalyst
Effect of Capacity and Operating Level on
Production Cost . . . . . . . . . . . . . . . . . . . . . .
51
Vii
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
4/53
TABLES
2.1
2.2
3.1
3.2
4.1
4.2
4.3
4.4
4.5
5.1
5.2
5.3
5.4
5.5
6.1
B.l
Process for Producing Isopropanol by Liquid Aqueous
Phase Direct Hydration of Propylene
Comparison of Economics . . . . . . . . . . . . . . . . . .
4
Process for Producing Isopropanol by Liquid Aqueous
Phase Direct Hydration of Propylene
Comparison of Technologies . . . . . . . . . . . . . . . .
5
Isopropanol by Direct Hydration of Propylene
Patent Summary . . . . . . . . . . . . . . . . . . . . . .
Tokuyama Experimental Data . . . . . . . . . . . . . . . .
9
14
Isopropanol by Tokuyama Technology
Bases for Reactor Design . . . . . . . . . . . . . . . . .
19
Isopropanol by Tokuyama Technology
Major Process Equipment and Utilities Summary . . . . . . .
Isopropanol by Tokuyama Technology
Stream Flows . . . . . . . . . . . . . . . . . . . . . .
22
25
Isopropanol by Tokuyama Technology
Total Capital Investment . . . . . . . . . . . . . . . . .
Isopropanol by Tokuyama Technology
Production Costs . . . . . . . . . . . . . . . . . . . . .
29
31
Isopropanol by a Process Using Cation Exchange
Resin Catalyst
Bases for Reactor Design . . . . . . . . . . . . . . . . .
35
Isopropanol by a Process Using Cation Exchange
Resin Catalyst
Major
Process Equipment and Utilities Summary . . . . . . .
Isopropanol by a Process Using Cation Exchange
Resin Catalyst
39
Stream Flows . . . . . . . . . . . . . . . . . . . . . . .
43
Isopropanol by a Process Using Cation Exchange
Resin Catalyst
Total Capital Investment . . . . . . . . . . . . . . . . .
Isopropanol by a Process Using Cation Exchange
Resin Catalyst
Production Costs . . . . . . . . . . . . . . . . . . . . .
Ethanol or Isopropanol by Vapor Phase Direct
Hydration of Olefins . . . . . . . . . . . . . . . . . . .
Summary of Waste Streams in SRI Design Cases . . . . . . .
47
49
54
61
ix
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
5/53
1 INTRODUCTION
This report emphasizes the economics and technology for
isopropanol
produced by the direct hydration of propylene.
Design cases based in
part on Tokuyama Soda and Deutsche Texaco technologies are
included.
In
addition, design cases for ethanol and isopropanol manufacture
that were
presented in Process Economics Program Report No. 53 (issued in
1969) are
updated.
Technical information for the study was taken from
nonconfidential
sources. Tokuyama Soda and Deutsche Texaco have commercial
isopropanol
plants that presumably use technologies somewhat similar to
those described
in this report.
Appendix A contains a definition of terms, design conditions,
and
the cost basis used.
'Appendix B presents waste disposal data.
Special acknowledgment is given the Loprest Company (fabricators
of
ion exchange equipment) of Rodeo, California,
and Dow Chemical Company
(manufacturers of ion exchange resins similar to those used in
the report)
for their help in the design work.
1
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
6/53
2 SUMMARY
This report emphasizes the manufacture of isopropanol (IPA) by
the
direct hydration of propylene.
SRI also updated designs for ethanol and
isopropanol manufacture (see Section 6) by direct hydration that
were
included in PEP Report 53.
The earlier report emphasized processes wherein hydration is
carried
out by water and olefinic reactants in the vapor phase. The
current re-
port evaluates the more recently developed reaction systems that
operate
with liquid water and a high density propylene phase.
Table 2.1 summarizes the results of SRI's economic evaluation of
the
Tokuyama Soda process,
and a process using a cationic exchange resin cata-
lyst.
When feasible, SRI used information authored by Deutsche
Texaco
personnel for the latter process.
Even though the two processes have
significantly different reaction systems, the overall economics
appear
to be quite similar.
Both of these processes apparently offer superior
economics to the vapor phase direct hydration process
(Hibernia-Scholven*
technology) that was updated in Section 6. However, the SRI
design for
the updated process contains appreciable uncertainties that
could well
exceed in significance those encountered by SRI in evaluating
the pro-
cesses shown in Table 2.1.
The stoichiometric equation for the hydration of propylene to
IPA is
C3% + %O -
(CH3)sCHOH
A technical comparison of the two SRI design cases for liquid
aqueous
phase direct hydration is shown in Table 2.2.
Both processes have been
commercialized in the last several years and appear to offer
advantages
*
Now Veba-Chemie.
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
7/53
Table 2.1
PROCESSES FOR PRODUCING ISOPROPANOL BY LIQUID AQUEOUS PHASE
DIRECT HYDRATION OF PROPYLENE
COMPARISON OF ECONOMICS
Capacity =
360 Million lb/yr (163,000 metric
tons/yr) at 0.9 Stream Factor
CE Cost Index = 142
Capital investment (million $1
Battery limits,
excluding catalyst
Utilities and tankage
Total fixed capital, not including
waste disposal
Production cost ($/lb)
Labor (operators, maintenance,
control laboratory)
Propylene at 2.8$/lb
Miscellaneous materials
Utilities
Overhead, taxes, and insurance
G&A, sales,
and research
Interest on working capital
Depreciation of fixed capital
Fuel credit
Net production cost, excluding
waste disposal and royalty
Confidence rating
Process Using
Process Using
Tokuyama Soda
Cation Exchange
Technology
Resin Catalyst
7.0
3.3
11.8
11.4
0.12
0.12
2.17
2.31
0.07
0.07
0.88
0.92
0.16
0.16
0.75
0.75
0.07 0.07
0.33
0.32
to.071
(0.12)
4.48
C
6.6
3.3
4.60
C
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
197
-
8/10/2019 Hidratao direta propeno
8/53
Table 2.2
PROCESSES FOR PRODUCING ISOPROPANOL BY LIQUID AQUEOUS PHASE
DIRECT HYDRATION OF PROPYLENE
COMPARISON OF TECHNOLOGIES
Capacity = 360 Million lb/yr (163,000 metric
tons/yr) at 0.9 Stream Factor
Plant yield on propylene (%)
Conversion of propylene per
pass (%I
Selectivity on propylene (%)
Average reaction temperature (OF)
Reaction pressure (psia)
Molar ratio of water .to olefin
at reactor inlet
Number of reactors
Type of reaction system
Reactor space-time-yield
[g IPA/(hr x liter)]
Utilities,*
per lb of alcohol
Steam (lb)
Cooling water (gallons)
Power (kwh)
Natural gas (Btu)
Operators (men/shift)
Process Using
Tokuyama Soda
Technology
95.7
Process Using
Cation Exchange
Resin Catalyst
89.4
65.0
75.3
98.5
96.0
490
282
3000
1200
27.7
2
*
13.8
4
t
260
108
4.4
6.1
22.9 22.4
0.041
0.026
1,780 0
3
4
*
Packed columns,
countercurrent flow with catalyst soluble in aqueous
phase.
t
Trickle cocurrent flow over resin catalyst.
*
Battery limits.
5
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
9/53
over other recently patented direct hydration processes.
A brief descrip-
tion of the two processes follows:
IPA by Tokuyama Technology
The hydration of propylene to IPA in this technology is
conducted
at about 490'F and 3000 psia in the presence of a soluble
catalyst of
Na9H[SiW~,~~)41m
Liquid propylene is heated to 465'F before being intro-
duced in the bottom of a packed reactor. The olefin then moves
counter-
current to liquid water containing the catalyst, a dilute crude
alcohol
being discharged at the base of the column.
The unreacted olefin is sepa-
rated from the crude alcohol by lowering the pressure, the
unreacted pro-
pylene being recycled to the reactor.
The resultant aqueous stream con-
tains most of the IPA.
The IPA is then concentrated by distillation,
the predominately aqueous fraction being returned to the
reactor, the IPA
concentrate being sent to the purification section of the
plant.
By means
of distillation a 91 ~01% IPA product and an anhydrous IPA
product are
produced.
The 91 voi% IPA is used for acetone manufacture.
The anhydrous
IPA is passed over activated carbon and marketed as premium
grade isopro-
panel.*
IPA by a Process Using Cation Exchange Resin Catalyst
The hydration of propylene to IPA in this technology is
conducted
at about 280'F and 1200 psia by passing propylene and an aqueous
phase
downward over an acidic cation exchange resin.
Liquid propylene is
heated to 265'F by admixing with hot water before entering the
reactor.
A dilute aqueous alcohol solution and a gas phase are discharged
at the
base of the reactor.
The unreacted gaseous olefin is recycled to the
reactor after being separated from a liquid phase.
The liquid phase, con-
taining dilute IPA, is then sent to the purification section for
concen-
tration and purification.
The latter operations are similar to the pro-
cedures described under the Tokuyama Soda technology; however, a
much
larger quantity of water is separated (as a liquid phase) from
the
alcohol and returned to the reactor as recycle.
*
Tokuyama customers have not required this step.
6
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
10/53
3 ISOPROPANOL
BY DIRECT HYDRATION OF
PROPYLENE:
REVIEW OF PROCESSES
This section of the report
contains a patent review and a discussion
of the more pertinent technological advances since the 1969 PEP
report on
ethanol and isopropanol.
Table 3.1 summarizes the patents issued since
the 1969 report,
Major technological advancements have been made by
Tokuyama Soda and Deutsche Texaco.
Their technologies are summarized
below.
Tokuyama Technology
Tokuyama Soda has developed and commercialized a
high-pressure,
high-temperature process for converting propylene and water to
IPA by
use of a liquid phase reaction.
A small concentration of the catalyst
in an aqueous phase selectively converts at a high rate liquid
propylene
to IPA.
The catalyst formula can be written as XmHn[Si(Wa010)4] where X
is
hydrogen,
ammonium, methyl ammonium, ethyl ammonium, ethanol ammonium,
propyl ammonium,
or a water-soluble, salt-forming metal such as sodium,
potassium, lithium, copper, beryllium, magnesium, calcium,
barium, stron-
tium, zinc, cadmium, aluminum, chromium, manganese, iron,
cobalt, or nickel.
If the valence of X is equal to a, the sum of am + n is equal to
4 (m and
n are both positive integers).
Tokuyama Soda has used the abbreviation SW for
silicotungstate
l3~w3qo)41.
A few of the catalysts tested are H4SW, NaaHSW, LiaHSW,
and Cui., HSW.
The pH of the aqueous catalyst solution must be controlled
to around 2.0 to 4.5. At lower pH's polymerization of the olefin
occurs.
Typically, the pH of the catalyst solution is adjusted to around
3 by
the addition of acids or bases, the choice depending on the
degree of
acidity of the catalyst in question. During the conversion of
the olefin
the pH rises and presumably must be adjusted before the catalyst
solution
7
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
11/53
Table 3.1
ISOPROPANOL BY DIRECT HYDRATION
OF PROPYLENE
PATENT SUMMARY
Reference No./ Priority
Patent No. Application
Patent Examnle
67521 J 43-14621
J 45-29163 Mar. 8, 1968
67543
Brit 1,238,556
US 749,308
Aug. 1, 1968
OC Atm Catalyst
Raw Materials
Products
Notes
Gelatinized
silica sol
Propylene and water
IPA
Performance
Yield = 36% Molar ratio CeBs/RaO = 20.
Sulfonated co-
polymer of
styrene and di-
vinylbenzene
Propylene, water, IPA and diiso-
and l&PO4 propyl ether
Yield = 30.8% Deactivation of catalyst is combated by
addition
of 0.1 wtX RaPGa. Formerly the use of stainless
steel would deactivate system.
IPA/DIPE = 8 wt
ratio.
Acetic acid and
molybdophosphoric
acid
Propylene and water IPA and isopropyl
acetate
Probably olefin first forms ester with the acid.
Then ester is hydrolyzed to alcohol.
Diatomaceous
earth + Rap04
Oxides of Ti and
Zn
Propylene and water IPA
Yield = 33.1%
Conv.
= 65%
Yield = 2.1%
Propylene and water IPA Yield = 2.2%
Electric dis-
charge
w-n-0
Propane and Co, IPA and n-propanol
100,000 vo lts/cm and 200 set used for reaction.
Propylene and water IPA
Dealkalinated
zeolite
Propylene and water IPA
Yield = 8.0%
sv
= 380
Yield = 5.1% on
water
Molar ratio CsRs/BaO = 1.
Molar ratio CsRs/RsO = 2.4.
H3p04 on boro-
silicate
Propylene and water IPA Yield = 5.5% The propylene vapor leaving
the reactor is con-
densed and recycled to the reactor.
H3p04-MOO3
paste Propylene and water
Acetone, IPA, and
acids
Acetone yield = 29%
IPA yield = 8
Yield = 27%
Reaction time = 30 minutes in autoclave.
Silica-alumina
Propylene and water
IPA Reactor effluent is cooled at 458 atm and
organic ph ase is separated from an aqueous
liquid phase that is recycled to the reactor.
The organic phase is flashed, the olefin being
separated from IPA and recycled.
Assignee
Asahi Chem.
Ind.
Celanese
100 14
150 103
67549
US 772,817
US 3,644,497
Nov. 1 1968
Celanese
160
67524
J 47-23524
J 44-31449
Apr. 25, 1969
Mitsui Toatsu
67523
J 47-23523
J 47-23523
June 17, 1969
Mitsui Toatsu
46209
US 3,497,436
us 606,759
Jan. 3, 1967
Monsanto
67477
us 3,450,777
J 39-54792
Sept. 29, 1964
Tokuyama Soda
67525
J 47-45323
Toray
67532
Fr 2,098,801
J 43-77010
Oct. 24, 1968
USSR 3
USSR
100688
Ital 22,094
Edison
Brit 1,166,121
Oct. 4, 1965
International
67494
US 561,836 Standard Oil
US 3,548,013
June 30, 1966 of Ind.
300
1
180 4
1
200 10
200 10
180
16
250 45
257 458
240
N+HSi(W3C&O)q
Propylene and water IPA Yield/pass = 70%
Selectivity = 99%
STY = 182
Molar ratio water/olefin = 27.
Alcohol, water,
and a completely soluble catalyst le ave the
reactor. After separation, an aqueous phase con-
taining the catalyst is returned to the reactor.
Also see Tokuyama Soda patents identified by
reference numbers 67562, 67563, 67564, and 67565.
Propylene and water IPA Yield = 32% Molar ratio water/olefin =
2.4.
67499 J 34798 Tokuyama Soda 280
Brit 1,281,120 May 8, 1969
67529
US 853,489
UOP
Fr 2,059,246
Aug. 27, 1969
150
80
MeS&H and
dioxane
9
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
12/53
Table 3.1 (Concluded)
ISOPROPANOL BY DIRECT HYDRATION
OF PROPYLENE
PATENT SUMMARY
Reference No./ Priority
/
Patent Example
Patent No.
Application
Assignee
OC
Atm Catalyst
Raw Materials
Products Performance
Notes
323154 Ger P1,768,207 Veba-Chemie HsPGa on carrier Propylene and
water IPA Low molecular weight polymers are normally en-
Brit 1,269,553
Apr. 13, 1968 trained with recycle olefin and carried back
to
the reactor where they deactivate th e catalyst.
Polymer formation is greatly reduced by keeping
recycle o lefin concentration at 95% or higher.
Also see 67531.
67569
Ger 2,147,737
67570
Ger 2,147,739
67571
Ger 2,147,740
67572
Ger 2,147,738
Sept. 24, 1971 Deutsche
c
Texaco
135-155 100 Amberlite@ 252, Propylene and water IPA and
diiso-
etc. propyl ether
67578
J 46-59942
Mitsui Toatsu
200
J 48-26711
Aug. 10, 1971
67579
J 46-64744
Mitsui Toatsu
250
J 48-32809 Aug. 26, 1971
67580 J 46-64745
J 48-32810
Aug. 26, 1971
67568
us 3,705,912
US 127,030
Mar.
22, 1971
Mitsui Toatsu 200
UOP
140
18
STY = 108-126
Re2
7
Propylene and water
IPA
Yield = 34.2%
Conv. = 37.5%
Pyromellitic
anhydride
Propylene and water IPA, Me,CO
Yield = 36%
(trace), and
Conv. = 37.5%
isopropyl ether
Sulfonic acids:
CFaSOaH
Propylene and water
IPA, acetone, and
Yield = 65.0%
isopropyl ether
Conv. = 66.5%
45-84
Mo(V1) oxalate Propylene and water IPA
r Trickle flow of aqueous phase over catalyst and
downflow of gas with molar rati o of water/olefin
2 13 give high selectivity and yield/pass.
Heated water enters top of reactor, cooler water
is added along reactor length to serve as a
quench. Catalyst has high activity for at least
8,000 hours.
L
45 minute batch reaction.
Molar ratio water/
olefin = 6.4.
1 hour batch reaction.
Molar ratio water/
olefin = 6.4.
90 minute batch reaction. Molar ratio water/
olefin = 15.
16 hour batch reaction.
Molar ratio water/
olefin = 2.
11
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
13/53
is used again.
Other than the drop in pH,
the catalyst is stable and
requires little replacement.
The catalyst concentration is about 0.001 mol per liter.
Lower con-
centrations cause a falloff in activity; however, higher
concentrations
cause no substantial benefit.
Either agitated batch-type or continuous column-type reactors
are
suitable for the olefin conversion.
It would appear that a packed column
feeding the aqueous phase at the top and olefin at the bottom
would be
ideal.
The product, together with catalyst solution and unconverted
ole-
fin would then be removed as bottoms.
Inert gases or liquids present would
be expected to accumulate at the top of the columns where they
could be
easily removed.
It is believed that Tokuyama Soda used a similar type
reactor to obtain the single pass performance data shown in
Table 3.2.
The material of construction used in commercial reactors has
not
been disclosed.
The low pH and high temperature would indicate that
carbon steel would corrode quite rapidly.
In addition, an Fe concentra-
tion >lOppm lowers catalyst activity. Accordingly, the use of
ion ex-
changers, nonferrous materials, or chelating agents has been
discussed
in a Tokuyama patent (67562).
Apparently diisopropyl ether and possibly trace amounts of
polymer
and acetone are the only significant by-products formed.
Tokuyama Soda
has stated that acids and aldehydes are not by-products.
The Tokuyama Soda technology has been used by SRI for a design
case
in Section 4. The reader is referred to the design case for
Tokuyama
recovery and purification technology.
Deutsche Texaco Technology
Deutsche Texaco has developed and commercialized a process for
con-
verting propylene and water to IPA under a moderate pressure and
temper-
ature.
The conversion is conducted with mixed phases of liquid and
gas
in contact with an acid-type ion exchange resin.
Selectivity is high,
only a small amount of polymer and diisopropyl ether being
formed.
13
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
14/53
Olefin feed
Propylene
Run 2
Run 3
Propylene
Propylene
Ethylene
Butene*
Aqueous solution+
Catalyst component
Molar concentration
of SW (mol/liter)
PH
.Na,HSW
0.001
3.0
Cq,sHSW
AlHSW
0.001 0.001
3.1 3.0
Na,HSW
0.001
3.0
Na,HSW
0.001
3.0
Feeding rates [kg/
(liter of reactor
vol x hr)]
Olefin
Aqueous solution
0.26 0.26
0.26 0.24
0.56
3.0
3.0 3.0
3.0
3.0
Reaction conditions
Temperature ('C)
Pressure (kg/en?)
280
250
IPA,
71
280
250
IPA
69
99
68
220
200
Product
Conversion (96)
Selectivity (%)
Yield (%I
STY [g alc./(liter of
reactor vol x hr)]
280
250
IPA
73
99
72
300
300
Ethanol Butanols
44
61
99
70
95
95
42
58
260
267 252 166
429
*
The starting butene was a mixture of 40% isobutylene and 4m
butene-1, the
balance being substantially butane,
and the main product was a mixture of
secondary and tertiary butanol at a mixing ratio of about
1:l.
'SW is abbreviation for [Si(W,CJo),].
Table 3.2
TOKUYAMA EXPERIMENTAL DATA
Run 1
Run 4
Run 5
14
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
15/53
Except as noted,
the technology in this subsection is based largely
on articles published by Deutsche Texaco personnel (67575,
67576).
Commercially,
the reaction is carried out at 130 to 150C and 60 to
100 atm.
The moderate temperatures and pressures are feasible because
of
the favorable thermodynamic equilibrium that is established and
because
of the high activity of the catalyst.
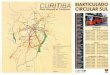
Figure 3.1 is a Deutsche Texaco
equilibrium diagram that clearly shows that at temperatures as
low as 250
to 300F, and pressures around 71 atm,
90% of a pure propylene feed theo-
retically can be converted to IPA.
Even when 20% inerts are present it
is possible to obtain equilibrium conversions around 80%.
Figure 3.2
shows the reaction rate as a function of propylene concentration
in the
organic feed.
A patent (67472) assigned to Rheinpreussen (integrated with
Deutsche
Texaco) may be the basis for some of the technology practiced
commercially.
The patent data indicate that the catalyst declines about 6% in
activity
over the first 1,000 hours. It is conjectured that regeneration
could be
conducted with sulfuric acid.
A more recent patent (67570) shows a 15%
falloff in activity for an Amberlite@ 252 catalyst over an 8,000
hour
period.
These excellent results were achieved by increasing the
tempera-
ture from 125 to 155'C to compensate for the tendency of the
catalyst to
lose activity.
Presumably the decrease in activity continues until re-
generation is an economic necessity.
The optimum water-to-propylene molar ratio in the reactor is
12.5 to
15:l.
If lower ratios are used,
or if water distribution in the reactor
is poor, polymer formation is favored. Good distribution is
provided by
allowing the liquid phase to trickle downward over the catalyst,
the gas
phase moving concurrently with the liquid.
Commercial propylene usually contains some propane, and hence
simple
recycle of unreacted feed to extinction is not feasible.
However, two
options would appear open to the IPA manufacturer:
15
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
16/53
Route unconverted Cs's to propylene plant
Recycle part of unconverted Cs's to reactor, using the re-
mainder for propylene plant, or as fuel.
The Deutsche Texaco technology has been used in part by SRI for
a
design case in Section 5.
The reader is referred to that section for
information on recovery and purification technology.
16
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
17/53
Figure 3.1
EQUILIBRIUM CONVERSION OF PROPYLENE TO ISOPROPANOL
125 I50 175
Temperature, OC
200 225 250
275 300 325
loo
90
80
70
60
50
40
30
20
IO
( \
212 atm
250 300 350 400 450 500
Temperature, OF
550 600 650
Source: 67576
17
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
18/53
Figure 3.2
ISOPROPANOL PRODUCTION RATE WITH DEUTSCHE TEXACO CATALYST
I
I
I
I
I
I
I
-
74 78 8 86 90 94
PROPYLENE IN FEED, mol%
Source:
67576.
18
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
19/53
4 ISOPROPANOL BY TOKUYAMA TECHNOLOGY
This section presents a design case based on Tokuyama
technology.
Section 3 contains a review of patents and the technologies of
Tokuyama
Soda and Deutsche Texaco.
Process Description
The flow diagram for SRI's design case is shown in Figure 4.1.
The
plant is composed of the following two sections:
100 section:
Propylene and water are converted to
crude IPA
200 section:
Crude IPA is concentrated and refined to
form -91 vol%IPA and anhydrous IPA.
The design is based on technical material forwarded to SRI
by
Tokuyama Soda (67573) and a Tokuyama Soda patent (67499).
Table 4.1
shows the bases used by SRI for design of the reactor.
The Tokuyama
material did not include distillation facilities for producing
91 ~01%
IPA or for treating anhydrous IPA with activated carbon followed
by dis-
tillation.
SRI added each of these process steps.
Table 4.1
ISOPROPANOL BY TOKUYAMA TECHNOLOGY
BASES FOR REACTOR DESIGN
Reaction temperature (OF)
Reaction pressure (psia)
Molar ratio of water/olefin in feed to reactor
Catalyst
Catalyst concentration in water (mol/liter)
pH of catalyst solution
Conversion of propylene per pass (%I
Selectivity of IPA on propylene (96)
Yield of IPA on propylene per pass (%I
STY [g IPA/(hr)(liters of reactor volume)]
19
465-518
3000
27.7
Na3HCSi(%qd41
0.001
3
65.0
98.5
64.0
260
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
20/53
a j or equipment and utility requirements are given in Table
4.2.
Stream rates for producing about 360 million lb/yr of 100% IPA
are given
in Table 4.3.
The production is split between -91 ~01% IPA (30.4 million
gal/yr to feed an acetone plant)*
and anhydrous IPA (27.7 million gal/yr
for marketing).*
Fresh liquid propylene (95 mol%) and recycle propylene are
pumped
through heater E-102 and into the base of reactor R-101.
Followingup-
ward movement through the packing,
contact is made with a downward-flowing
aqueous phase (stream 5) that contains the soluble
silicotungstate cat-
alyst.
Inert gas (propane, etc.) and some propylene are discharged at
the
top of the reactor. IPA and unconverted reactants are discharged
at the
bottom at about 3000 psia,
and then flow to separator V-101 where the
pressure is let down to 65 psia.
The flashed vapor phase, together with
propylene from C-101 is recycled to the reactors.
The liquid phase from V-101, containing the catalyst as well as
most
of the water and IPA discharged from the reactor,
is fed to the azeotropic
column C-101. The catalyst and a great share of the water is
taken off
as bottoms.
A small stream (stream 50) is bled off to prevent the
buildup
of high boiling polymers in the catalyst system,
t
The remainder of the
bottoms flow to one of three catalyst storage tanks (T-lOlA-0.
Each of
the tanks operates automatically on the following three hour
cycle:
b
Receiving, 1 hr
b
Discharging, 1 hr
0 Makeup of chemicals and mixing, 1 hr.
Catalyst (stream 20),
and an acid (stream 19) to adjust for pH's higher
than 3, are added to the makeup tank to allow for losses in the
system.
The solution being discharged from catalyst storage is returned
to the
reactor after first being mixed with fresh water.
*
About 180 million lb/yr of 100% alcohol is produced for each of
the
two products.
t
Tokuyama Soda has informed SRI that high boiling oligomers do
not.form.
Accordingly,
stream 50 is probably not required.
20
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
21/53
The overhead from C-101 is partially condensed.
The vapor phase
(stream 9), which is mostly propylene,
is recycled to the reactor after
a small stream (stream 10) is bled off to prevent a buildup of
nonreactive
*
components. The liquid phase (stream 11) is crude IPA that
contains water,
ether, and polymer as impurities.
The crude IPA is first mixed with a small amount of caustic
solution
to neutralize any acidic components and then is fed to light
ends column
c-201. Ether, water,
and a small amount of IPA and polymer are distilled
overhead and condensed to form two liquid layers. The bottom
layer is
primarily water and is discarded or incinerated. Part of the top
layer,
consisting of mostly diisopropyl ether, is drawn off and used as
fuel,
while the remainder is refluxed to the column. The bottoms from
C-201
are split,
one half being used for manufacture of 91 ~01% IPA and the
remainder being used for producing pure IPA.
The 91 ~01% IPA is produced as a distillate in C-202.
In the pro-
duction of pure IPA the bottoms from C-201 are first
dehydrated.
Benzene
(stream 32).is used as reflux in C-204 and acts as an
azeotroping agent
for water. The water distilled off is condensed, separated from
a benzene
layer, and eventually is removed as bottoms from C-203.
In the design
the bottoms are recycled to C-101; however, SRI has learned that
it is
acceptable to return them directly to the reactor.
Anhydrous IPA is taken
off as bottoms from C-204 and then removed as a distillate from
C-205.
The anhydrous distillate is then passed over activated carbon
and filtered.
The use of activated carbon is discussed further in the
following sub-
section.
A summary of waste disposal streams is included in Appendix
B.
*
SRI uses two bleed streams (6 and 10) to prevent a buildup of a
range
of molecular species in the system. Tokuyama Soda has indicated
that
its existing commercial design requires but one bleed
stream.
21
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
22/53
Table 4.2
ISOPROPANOL BY TOKUYAMA TECHNOLOGY
MAJOR PROCESS EQUIPMENT AND UTILITIES SUMMARY
Capacity =
360 Million lb/yr (163,000 metric
tons/yr) at 0.9 Stream Factor
Yajor Process Equipment
Equipment
Height
Number
N8lne (it)
Reactors
Diameter
(ft)
R-101
Reactors (2 units)
35
6.0
Coluallls
c-101
c-201
c-202
c-203
C-204
C-205
C-206
Aaeotropic column
Light
enda
Heavy ends column
Benzene recovery column
Drying column
Finishing column
Activated
carbon
treaters
(2 units)
30
92
42
62
75
32
15
E-101 Condenser
60 4.20
Carbon steel Carbon steel
E-102 Heater
400
22.60
Carbon steel
Carbon
steel
R-103 Exchanger
5,000
135.00 316 8s 316 as
E-104 Beater
630
30.00
Carbon
steel
316 8s
E-105
Cooler
110
1.00 Carbon steel Carbon steel
R-106
Condenser
620 16.50
Carbon
steel
Carbon steel
E-107 Reboiler
2,200 43.00 Carbon steel
316 ss
R-106
Condensers (2
units)
6,000
50.50 Carbon steel
Carbon steel
E-109
Exchangers (2 units)
4,OW 21.60
316 8s
316 ss
E-110 Cooler
660
11.60 Carbon steel
316 88
E-201 Reboiler
2,400 34.10 Carbon steel
Carbon
ateel
g-202 Condenser
3,920 33.00
Carbon
steel Carbon steel
E-203
Reboiler
460
9.30
Carbon
steel Carbon steel
E-204
Condenser (air cooled)
1,400 10.90
Carbon steel Carbon steel
E-205
Reboiler
600 12.00
Carbon steel
Carbon steel
E-206
Condenser 6,700 73.30 Carbon steel Carbon steel
E-207
Reboiler
5,100 61.30
Carbon steel Carbon steel
E-206
Reboiler
1,090 13.10
Carbon steel
Carbon
steel
E-209
Condenser (air cooled)
1,700 13.10 Carbon steel
Carbon steel
v-101
v-102
v-201
v-202
v-203 ) 4
v-205
T-101
T-161
T-201
Exchangers
Vessels and Tanks
Beparator
Reflux
drum
Reflux drum
Reflux drum
Reflux drums
Surge vessel
(3 units)
Propylene storage tank
Material of Construction
316
ss-clad shell;
porcelain packing
12.4 316 8s clad 316 88
6.3 Carbon steel
Carbon steel
4.0
Carbon steel Carbon steel
4.2 Carbon steel
Carbon steel
11.0 Carbon steel
Carbon steel
4.9 Carbon steel
Carbon steel
3.0
Carbon
steel
Material of Construction
Shell Trays
Heat Load, ea
Gize, ea
(million
Material of Construction
(sq ft)
Btu/hr)
Shell
TUbeS
Vol, ea (gal)
Baterial of Construction
2,600
316 ss
10,000
Carbon steel
3,000
Carbon steel
600 Carbon steel
6,000
Carbon steel
3,000
Carbon steel
60,000 Fiberglass
65,000
Carbon
steel
200
Carbon steel
Remarks
30 ft of packing each
12 valve trays, 24 in. spacing
44 valve trays, 24 in. spacing
20 valve trays, 24 in. spacing
40 valve trays, 24 in. spacing
36 valve trays, 24 in. spacing
15 valve trays, 24 in. spacing
22
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
23/53
Table 4.2 (Concluded)
ISOPROPANOL BY TOKUYAMA TECHNOLOGY
MAJOR PROCESS EQUIPMENT AND UTILITIES SUMMARY
Capacity = 360 Million lb/yr (163,000 metric
tons/yr) at 0.9 Stream Factor
Equipment
Number
Name
Major Process Equipment
Vol, ea (gal)
Material of Construction
Remarks
Vessels and Tanks
(Continued)
T-202
T-203
T-252
T-253
(2 units)
(2 units)
Alcohol storage tanks
(2 units)
Alcohol storage tanks
(2 units)
33 ) 00 Carbon steel
37,000
Carbon steel
1,200,000
Carbon steel
1,400,000
Carbon steel
Size (bhpl
K-101
K-102
Compressors
Compressor
Compressor
Pumps
710
300
Carbon steel
Carbon steel
100 section:
14 operating, no spares; 688 operating bhp
200 section: 21 operating,
no
spare*;
56 operating bhp
Utilities Summary (Average Conaumptions)
Cooling water (gpm)
Process water (gpm)
Electricity (kw)
Steam
at 150 psig (lb/hr)
Natural gas (million Btu/hr)
Inert gas, low pressure (scfh)
Battery Limits
100
Total Section
17,500
3,500
56 56
1,969 1,767
202,000
50,000
62
82
20,000 17,000
Additional Requirements
Utility
To Operate Utilities
Electricity (kw) Makeup Water (gpml
Steam
226
20
Cooling
water 261
350
-
-
Total
487
370
200
Section
14,000
102
152,000
3,000
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
197
-
8/10/2019 Hidratao direta propeno
24/53
Figure 4.1
ISOPROPANOL BY
TOKUYAMA TECHNOLOGY
150Fb Cw
vE-IM utr,
t
.- .--.
Lqdd
Propylene
hilr
Cad.nsat.
R-101
v-101
c-101
RMCbl
s9$umt~
l-lOlA,,a6C
(2 hih)
Azwlroplc Column
cddyst 5torape
Crud* Ale&d
1 -
Acid
30% NoOH
V-205
Pnhydmm IPA
Fresh Actvated
T202A&B
-
Lne Flter
c-201
c-202
Lgh? End,
Hwvy Ends
Collmm
CdW
C-203
Benzene Recovery
CdWt
c-20(
DrybaRColumn
C-205
Fnishing Cdumn
i
C-206A&B
:
Actvated Cmko
Treater
23
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
25/53
Table 4.3
ISOPROPANOL BY TOKUYAMA TECHNOLOGY
STREAM FLOWS
Capacity = 360 Million lb/yr
(163,000 metric tondyr)
at 0.9 Stream Factor
Stream Flows (lb-mol/hr)
(1)
(2)
(3)
(4)
(6) (7) (9) (11)
(12)
(13) (14) (15) (16)
(17) (18) (19)
---
(5) -
(8) - -
10)
- --
-
-
--
5.66
-
-
-
63.35
-
6.02
--
--
-
-- -
-
10.74
-
tr
--
927.59
-
-
-- --
4.72 --
tr
-
664.24
-
-
-
-- -
- --
4.72 -
- tr
777.61 66.42
- -
- --
-- -
-
--
- -
--
-
--
- -
-- -
tr -
- -
tr -
*
86.42 -
- -
86.42 -
-
--
--
-
-
5.65 lb
--
-
-
106.7
(20
-
-
4.72
-
777.61
--
1.22
--
-
1.24
765.42
(22) (23)
(24)
--
-- 11.45
1.22 30.00
-- -
-- -
-- --
776.96 30.970.91
11.45 -
-- -
11.45 -
--
--
- -
30.00 --
--
- -
-- --
--
-
- --
- --
- --
-
- -
-- I
--
-
30.970.91 --
- - 31,077.61 --
--
-
- --
-
-- --
-
1,005.36
1,000.64
-
-- --
-- 146.24
133.56
Activated carbon
Ben?Zne
Diisopropyl ether
Acid
Isopropanol
Na0H[Wh4c). 1
Polymert
Propane
Propylene
Sodium hydroxide
water
--
tr
66.39
3.35
11.45
-
11.45
30.00 -- 31.29
--
41.94
32.72
tr
6.00
417.39
--
--
-
32.639.06
-- 32.919.94
11.45
-
31.22
17.63
17.65
227.43
225.16
-
--
31,656.58
--
-
- -
-- 257.73
256.52
--
-- -
--
-- -
--
- -
191.70 469.86
67.84
- -
-- 0.08
-- 74.66
-- 1,215.40
- -
1,566.11 1.063.59
--
42.12
600.35
--
0.06
32.54
415.11
--
1.063.36
0.18
2.27
Stream Flows (lb-mol/hr)
(25) (2.6) (27) (28)
(29) -------
30) (31) (32) (33) (34)
(35)
(36) (37)
(36)
(39)------
40) (41)
(42)
(43)
(44) (45)
(46)
(47) (48) (49) (50)
----
-- -
--
--
-
12.05
--
--
-
-
765.14
-- -
--
- - -
380.57 --
362.67
-
-
--
364.57
--
-
2.106.70 2,108.70
-- -
-
-
805.14 805.14
--
50.49
-
--
205.99
50.49
-
-
205.99
-
2.159.19
-
-
1,011.13
--
--
-
--
-
- -
384.57
--
-
-
--
-- -
-
--
362.57 2.00 383.34
-
-
-
--
--
1.07
--
-
-
-
-
-
-
--
-
--
-
--
-
-
0.15
-
-
-
--
--
-
0.15
--
-
--
--
-
1.10
--
--
-
-
2.30
-
3.5 lb/hr
3.5 lb/hr --
-- -
- -
-- --
- 4.72
- -
-- --
382.27 -
- 0.63
--
--
-
-- -
-
tr
-- -
-
tr
--
-
1.24
363.40
-
-
--
-
-- --
--
--
--
-
920.16
728.46
--
-
-
-
-- --
-
-
-- -
634.08
442.36
-
-
-
tr
--
-
-
--
-
0.62
1,362.54
--
-
-
-
tr
-
--
- --
-
0.62
- -
-
tr
-
--
0.62
1.10
Activated carbon
Benzene
Diisopropyl ether
Acid
Isopropanol
Ne.aHbi(Ws4c)cl
Pkymert
Propane
Propylene
Sodium hydroxide
water
-- tr
- tr
-- --
- --
1.24 --
6.45 298.39
- -
-- --
- -
--
1.21
- -
-- -
- - -- -
-- --
0.62 --
- -- 10.61
0.32
- - --
-
--
-
-
401.70
tr
--
--
0.62
191.70
tr
tr
--
- --
-
--
- -
0.62
1.24 --
191.70
9.02 183.78
--
11.90
*
Add acid to achieve pH = 3.
t .
Mixture of high and low molecular wt polymers.
25
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
26/53
Process Discussion
It was necessary to make several assumptions in closing the
material
balance.
It was assumed that polymers of varying chain length and di-
isopropyl ether are the only by-products formed in significant
quantity.
Some of the polymers were assumed to have higher boiling points
than
water and accordingly to circulate between the catalyst storage
(T-101)
and the reactor.
A buildup of the polymer is prevented by use of bleed
stream 50.
Most of the low boiling polymers are assumed to distill
over-
head in column C-201, the remaining polymers being removed as
bottoms
from C-202.
The vapor-liquid equilibrium constants required for
estimating
the phase split in V-101 are not known,
hence the material balance at
this point in the process is uncertain.
A small amount of acid probably must be added to maintain the
catalyst
system at a pH of 3.
The preferred acid has not been revealed; however,
acetic acid would permit adequate catalyst activity and not pose
the
corrosion problem that hydrochloric or sulfuric acid would.
The liquid from the reactor is considered to be corrosive
because
of the presence of the acidic catalyst solution.
It is not known whether
the distillate from C-101 contains components corrosive to
carbon steel.
Nonetheless, because of the low cost entailed,
SRI treated the distillate
with caustic before beginning purification of the IPA.
If corrosive com-
ponents are present in the distillate,
it will be necessary to change the
choice of materials for E-108 and V-102 from carbon steel to
stainless.
SRI is not informed on the commercial technology used for
treatment
of IPA with activated carbon.
In addition, the purpose and extent of this
practice is not known.
As a result, SRI's design for the treatment is a
speculative one. It would seem probable that the use of
activated carbon
is justified commercially on the basis of improving odor.*
*
Tokuyama Soda has informed SRI that its IPA customers do not
require
an activated carbon treatment of the product.
27
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
197
-
8/10/2019 Hidratao direta propeno
27/53
The following sequence is used in each of two columns:
.
Impurities adsorbed from anhydrous IPA by use of a flow
of 2,800,OOO gal of IPA per charge of carbon (1 lb
carbon/l,000 gal).
.
Na blow to remove IPA from bed, the IPA being returned
to c-208.
.
Sweetening off cycle. Process water is used to remove
residual IPA from bed, the effluent liquid being returned
to c-202.
.
Column recharged with fresh carbon.
Sweetening on cycle. Pure IPA is pumped briefly through
bed.
Adsorption (repeat of first item).
During adsorption there may be a tendency of carbon fines or
im-
purities to plug the flow.
A once-a-day backwash with pure IPA should
alleviate the problem.
Cost Estimates
The battery limits and utilities investment, together with
other
capital requirements, are given in Table 4.4. Production costs
are given
in Table 4.5. Figure 4.2 shows production cost as a function of
plant
capacity and operating level.
Tokuyama Soda has made public cost and performance data for
their
process (67573).
This information is compared with SRI's as shown below:
Tokuyama
Soda
(67573)
SRI
Battery limits investment for 30,000 metric
tons/yr (million $1
$2.6* $2.3
Raw materials and utilities
Propylene (lb/lb) 0.72-t 0.73t
Steam (lb/lb)
3.5
4.4
Electricity (kwh/lb) 0.09 0.04
*
Based on 266 yen = US$l.
t
As pure propylene.
28
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
28/53
Table 4.4
ISOPROPANOL BY TOKUYAMA TECHNOLOGY
Battery limits equipment,
f.o.b.
Reactors
Columns
Vessels & tanks
Exchangers
Compressors
Pumps
S 431,200
231,500
185,300
671,500
183 200
299,900
$ 431,200
69,900
93 900
732,100
163,200
276,700
Total
Battery limits investment
2,202,600 0.62 0.72 1,767,000
7,006,000
0.77
0.67 5,569,000
Utilities & tankage
Cooling water
Process water
steam
Inert gas
Tankage
Dowtherm@
566,600
117,700
4,000
4,000
1.053,200 260,700
72,300
61,500
904,600
133.100
244,200
244,200
Total
2,866,900
0.89
0.63
s 921.200
Utilities 0 tankage
investment 3,265,OOO 0.86
0.80
$ 935,000
0.75 0.66 2,330,000
BATTERY LIMITS &
Ul'ILITIES OST
10,273,000 0.80
0.71
6,504,000
b.80
0.72 3.769,000
General service facili-
ties et 15% of above
1.541.000
TOTAL FIXED CAPITAL
$11,814,000
Interest on construction
loan at 9.5%/yr*
start-up cost
Working capital
746,000
933 ) 000
2,609,OOO
TOTAL CAPITAL INVBS'I?dBNT,
not including land
16,104,000
TOTAL CAPITAL INVESTMENT
Capacity = 360 Million lb/yr (163,000 metric
tons/yr) at 0.9 Stream Factor
CE Cost Index = 142
Total
Reaction-Recovery
Section
cost
capacity Capacity
Exponent
Exponent
J L-
Down
cost
l L-
Down
0.95
n.95
0.95
0.62
0.60 0.59
0.95
0.94
0.41
0.40
0.H9
0.62
0.65
0.76
0.81
0.74
0.95 0.79
0.76 0.79
0.91 0 39
0.95
0.52
0.73 0.73
0.50 0.50
0.76 0.70
Purification Section
Capacity
Exponent
cost
ulr
DOWll
--
S
161,61Kl
91,400
139,400
23,200
415,600
sl.439.oor)
470,900
792,500
10,900
771,500
2,045,700
0.64
0.47
0.61
0.40
O.XG
0.82
0.26
0.22
0.66
0.54
Il.61
0.44
0.95
0.79
0.91
n.t49
0.95
0.52
0.95
0.95
0.93
0.89
0.91
n.xs
0.80
0.68
*
Interest calculsted over half of construction Period of 16
months,
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
29/53
Table 4.5
ISOPROPANOL BY TOKUYAMA TECHNOLOGY
Labor
Operating 3 men/shift, $6.25/man-hr
Maintenance
3%/yr of battery limits cost
Control laboratory 20% of operating labor
Total labor
Materials
Propylene
2.8c/lb (6.17c/kg)
Catalyst
$l.OO/lb ($2.2O/kg)
Activated carbon 0.4$/lb (0.882$&g)
Caustic
4$/lb (8.82c/kg)
Maintenance
3%/yr of battery limits cost
Operating
10% of operating labor
Basis or Unit Cost Units/lb
0.0001 man-hr
0.7741 lb 0.7741 tons
0.00012 lb 0.00012 tons
0.00759 lb
0.00759 tons
0.00108 lb
0.00108 tons
Total materials
2.24 4.93 8,100
Utilities
Cooling water
Zc/l,OOO gal (0.528c/cu m)
22.99 gal
191.9 cu m
Steam
$1.35/1,000 lb ($2.98/tori)) 4.424 lb
4.424 tons
Process water
35$/1,000 gal (9.25c/cu m)
0.0746 gal
0.6228 cu m
Electricity
1.35$/kwh (1.35'$/kwh) 0.0409 kwh
90.24 kwh
Natural gas
9Ochillion Btu (0.357c/ton cal) 0.0018 million Btu 997.7 ton
cal
Inert gas (low pressure)
15$/1,000 scf (0.53c/cu m)
0.438 scf 27.34 cu m
Total utilities
TOTAL DIRECT OPERATING COST
Plant overhead
8oo/o f total labor
Taxes and insurance 2%/yr of fixed capital
Plant cost
G&A, sales, research
Cash expenditures
Depreciation
10o/o/yr f fixed capital
Interest on working capital 9.5%/yr
TOTAL PRODUCTION COST
By-product fuel credit,
streams 6 and 10 60c/million Btu
NET PRODUCTION COST
PRODUCTION COSTS
Capacity
= 360 Billion lb/yr
(163,000 metric tons/yr)
at 0.9 Stream Factor
CE Cost Index = 142
Costs by Section (thousand $/yr)
Thousand
Reaction-Recovery Purification
Units/l,000 kg c/lb
0.1609 man-hr
0.05
0.06
0.01
0.12
c/kg
0.11
0.13
0.02
0.26
2.17 4.78
0.01
0.02
0.06
0.13
0.05
0.60
0.06
0.16
0.01
0.88
3.24
0.09
0.07
3.40
0.75
4.15
0.33
0.07
4.55
0.11
1.32
0.13
0.35
0.02
1.93
7.12
0.20
0.15
7.47
1.65
9.12
0.73
0.15
10.00
(0.07)
4.48
(0.15)
9.85
Wyr
164
210
33
407
7,803
43
11
16
210
17
165
'2,150
9
199
582
24
3,129
11,636
326
236
12,198
2,700
14,898
1,181
248
16,327
(240)
16,087
Section
Section
55
109
167 43
11
22
233 174
7,803
43
11
16
167 43
6
11
8,019
81
33 132
532
1,618
9
188
11
582
20
4
1,364 1,765
9,616
2,020
31
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
30/53
Figure 4.2
ISOPROPANOL BY TOKUYAMA TECHNOLOGY
EFFECT OF CAPACITY AND OPERATING LEVEL ON PRODUCTION COST
6.5
4.0
3.5
3.0
l-
\
I -
\
\
\
I
I
I
I
I
I I
I
.5 .52 .54 .56 .5B .6
,fi .7
.75
.a .05 .9 .951.0
OPERATING LEVEL, fraction of design capacity
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
31/53
5 ISOPROPANOL BY A PROCESS USING CATION
EXCHANGE RESIN CATALYST
This section presents a design case based on a cation exchange
resin
catalyst.
Although SRI drew heavily on literature published by
Deutsche
Texaco, the design is not intended to represent the commercial
practice
followed by Deutsche Texaco.
Section 3 contains a review of patents and
the technologies of Tokuyama Soda and Deutsche Texaco.
Process Description
The flow diagram for SRI's design case is shown in Figure
5.1.
The
plant is composed of the following two sections:
100 section:
Propylene and water are converted to crude IPA
200 section:
Crude IPA is concentrated and refined to form
~91~01% IPA and anhydrous IPA.
The design is based largely on Deutsche Texaco articles and
patents
(67569, 67570, 67571, 67572, 67575).
A patent (67472) assigned to
Rheinpreussen,
which is integrated with Deutsche Texaco, is believed to
also have application.
Table 5.1 shows pertinent details of the reaction system.
Table 5.1
ISOPROPANOL BY A PROCESS USING CATION
EXCHANGE RESIN CATALYST
BASES FOR REACTOR DESIGN
Reaction temperature (OF)
265-300
Reaction pressure (psia)
1200
Molar ratio of water/olefin in feed 13.75
Conversion of propylene per pass (%) 75
Selectivity of IPA on propylene (%I 96
Yield of IPA on propylene per pass (%I
72
STY [g IPA/(hr x liters of catalyst)] 108
35
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
32/53
The exact processing steps used by Deutsche Texaco for
purifying
two grades of alcohol,
if indeed this was the intent, were not clear from
the literature.
As a result SRI made assumptions in the design of the
purification section.
It is understood that Deutsche Texaco uses a
significantly different purification train and only produces
anhydrous
premium grade alcohol.
Major equipment and utility requirements are tabulated in Table
5.2.
Stream rates for producing
N360million lb/yr of 100% IPA are given in
Table 5.3.
The production is split between
-91~01% IPA (30.4 million
gal/yr* that is to feed an acetone plant) and pure anhydrous IPA
(27.7 mil-
lion gal/yr* for marketing).
Recycled hot water (stream 2) and fresh liquid propylene (95
mol%)
are mixed to form a two-phase (vapor-liquid) system. The
olefin-water
mixture is admixed with recycle stream 3 and the combination
then enters
the top of reactor R-101 at 265'F and 1200 psia.?
The liquid phase
trickles downward through a series of four beds packed with a
cation ex-
change resin (such as Rohm and Haas' Amberlite 8 252),the gas
phase moving
concurrently with the liquid; as IPA is formed, the heat of
reaction is
compensated for by the addition of quench water (stream 4) into
each of
the packed beds.
The reaction mix leaves the reactor at the base and flows to
high
pressure separator V-101 where gas and liquid phases are split.
Pressure
is controlled in the reactor by regulating the flow of gas from
the sep-
arator, the off-gas then being recycled to the reactor. The
liquid phase
flows to low pressure separator V-102, where most of the
remaining soluble
gas is flashed, and then compressed and recycled to the reactor.
However,
part of the recycle gas is bled from the system (s.tream 10) and
returned
to the propylene plant for removal of propane.
*
About 180 million lb/yr of 100% alcohol
is
produced for each of two
products.
t
Deutsche Texaco does not recycle this stream to the reactor, but
returns
it, along with stream 10, to the propylene plant.
36
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
33/53
Crude alcohol flows from the low pressure separator to light
ends
column C-201 where ether, water,
some IPA and a small amount of polymer
are distilled overhead, condensed into two liquid layers, and
drawn off.
The upper, ether layer is used as fuel and also refluxed to the
column
while the lower,
water layer is discarded or incinerated.
The bottoms from C-201 are fed to C-202, where 91 ~01% IPA is
dis-
tilled overhead. Half of the product is sent to the acetone
plant, the
remainder is pumped to C-204 for dehydration.
Benzene (stream 32) as used as reflux in C-204 and acts as
an
azeotroping agent for removing water from IPA.
The water that is distilled
is condensed, separated from a benzene layer, and eventually
removed as
bottoms from PAC-101.
The aqueous bottoms (stream 28) from C-202 contains sodium ions
and
possibly some iron ions that must be removed before the water
can be re-
used in R-101. This is accomplished by routing stream 28, as
well as
stream 22, through ion exchange resins in PAC-101.
In SRI's design
PAC-101 operates with two columns (A&C) on stream while
duplicate columns
undergo some stage of regeneration.*
Stream 28,
in combination with water
from various other sources in the process,
is fed (in stream 19) to
column c,
which contains a weak acid cation exchanger such as
Dowe
x@ CCR-2
to remove Na+ and possibly other cations.
The effluent is passed down-
ward through a second column containing a weak base anion
exchanger, such
as Dowe
# WGR, to remove S04-- ions. Regeneration of the cation
exchanger
is accomplished by washing with 0.075 wt% HaSO, (stream 16)
followed by
a thorough water rinse (stream 15).
The cycle for each of two fully automated cation exchange
columns
is as follows:
.
8 hours on stream
.
10 minutes backwash
*
It is understood that Deutsche Texaco uses a significantly
different
design than SRI for PAC-101.
37
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
197
-
8/10/2019 Hidratao direta propeno
34/53
.
40 minutes acid wash
0 40 minutes rinse.
Because of the lack of information on SO," content, the size
of
the anion exchange columns was arbitrarily made the same as that
of the
cation exchange column. No effort was made to fix the sodium
hydroxide
(stream 14) and rinse requirements (stream 13) for the
regeneration of
column A.
Anhydrous IPA is taken off as bottoms from C-204 and then
removed
as a distillate from C-205.
The anhydrous distillate is then passed over
activated carbon and filtered.
The use of activated carbon is discussed
further in the following subsection.
A summary of waste disposal streams is included in Appendix
B.
38
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
35/53
Table 5.2
ISOPROPANOL BY A PROCESS USING CATION
EXCHANGE RESIN CATALYST
MAJOR PROCESS EQUIPMENT AND UTILITIES SUMMARY
Capacity =,360 Million lb/yr (163,000 metric
tons/yr) at 0.9 Stream Factor
Major Process Equipment
Number
Name
Height Diameter
(ft) (ft)
Material of Construction
Remarks
-101
Reactors (4 units)
Columns
Ether column
Aseotropic column
Benzene recovery column
Drying column
Finish column
Activated carbon treaters
(2 units)
-210
Exchangers
Heater 100
Exchanger
1,900
Cooler
40
Condenser
30
Condenser
10
Cooler '
2,200
Reboiler 4,100
Condenser
7,700
Reboiler
3,380
Condensers (2 units)
6,000
Reboiler
600
Condenser
6,700
Reboiler
5,100
Reboiler
1,090
Condenser 1,700
2xchanger
80
Vessels R Tanks
6eparators
Reflux drum
Reflux drum
Reflux drums
6urge vessels
Propylene storage tank
(2 units)
(2 units)
Alcohol storage tanks
(2 units)
Alcohol storage tanks
(2 units)
40
8.0
316 ss-clad shell
92 12.8 Carbon steel Carbon steel
30 10.4 Carbon steel Carbon steel
62
4.2
Carbon steel Carbon steel
75 11.0 Carbon steel Carbon steel
32 4.9 Carbon steel
Carbon steel
15 3.0 Carbon steel
Size, ea
(sq ft)
Heat Load, ea
(million
Btu/hr)
Material of Construction
Shell Tubes
3.40 Carbon steel 316 ss
36.40 316 6s 316 ss
0.60
Carbon steel
316 ss
0.60 Carbon steel Carbon steel
0.20 Carbon steel 316 ss
46.60 Carbon steel 316 ss
80.60 Carbon steel
Carbon steel
71.30 Carbon steel Carbon steel
67.60 Carbon steel Carbon steel
37.20 Carbon steel Carbon steel
12.00 Carbon steel Carbon steel
73.30 Carbon steel Carbon steel
61.30 Carbon steel
Carbon steel
13.10 Carbon steel
Carbon steel
13.10 Carbon steel Carbon steel
1.70 Carbon steel Carbon steel
~01, ea (gal)
1,200
316 ss clad
9,000
Carbon
steel
5,000
Carbon steel
6,000
Carbon steel
20,009 Carbon steel
13,000 Fiberglass
65,000 Carbon steel
200
Carbon steel
33,000 s Carbon steel
37,000
Carbon steel
2,000
Carbon steel
1,200,000
Carbon steel
Material of Construction
Shell Trays
Material of Construction
1.400,000 Carbon steel
44 valve trays,
24 in. spacing
12 valve trays,
24 in. spacing
40 valve trays,
24 in. spacing
36 valve trays,
24 in. spacing
15 valve trays,
24 in. spacing
39
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
36/53
Table 5.2 (Concluded)
ISOPROPANOL BY A PROCESS USING CATION
EXCHANGE RESIN CATALYST
MAJOR PROCESS EQUIPMENT AND UTILITIES SUMMARY
Capacity =
360 Million lb/yr (163,000 metric
tons/yr) at 0.9 Stream Factor
Major Process Equipment
Equipment
Number
Name
Size
Material of Construction
Remarks
Compressors
K-101
Compressor
13 bhp
Carbon steel
K-102
Compressor
100 bhp
Carbon steel
Package Units
PA0101
Ion exchanger
500 gpm
Pumps
100
section:
8 operating,
no
spares;
645
operating
bhp
200 section:
18 operating,
no spares; 115 operating
bhp
Utilities Summary (Average Consumptions)
Battery limits
100 200
Total Section
Section
--
Cooling water (gpm)
17,200
2,700 14,500
Process water (gpm)
83
63
Electricity (kw)
1,lSS
794 394
Steam used at 150 psig
(lb/hr)
279,000
4,000 275,000
Inert gas, low pressure (scfh) 23,000 lS,OOO 5,000
Additional Requirements
To Operate Utilities
Utility Electricity (kw)
Makeup Water (gpm)
Steam
312
2s
Cooling water
257
-
- 44
Total
569
372
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
37/53
Figure 5.1
ISOPROPANOL BY A PROCESS USING
CATON EXCHANGE RESIN CATALYST
,........................................................................................................................RE~,o~EcoMRy
SECTION
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . .
E-104 I _-. -
Rm0
Aqu-
limo
b-1
water Far PAC-101
Lquid Qs to
Pmpyheu Pkmt
I
quid
PwI*ll*
s
ooOF
1200 pi0
I -1 -I
Rockwash
I 1x1 I
1x1 I
0
R-101
RM.Zlor
(4 Units)
Reoston Quench
v-101
HI& Fmwm
Se$amtaI
Cd. IPA
I
v-102
Low Ptmwa
Separo~
wear tkPAC-101
rkgeonnotm
(Column A)
PAC-I01
la Exsho~~
Fmm C-2026262
Jwb NoOH
212F
15OF
15 pi0
I T 201
c-201
Ether Column
c-202
Azeatropic
Column
c-203
hnnrma Recovery
COIUM
C-2Q4
Drying Column
C-205
Fnishing Column
To C-202
C-206ARB
Ac&otad Cohn
TrtStCf
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
38/53
Table 5.3
ISOPROPANOL BY A PROCESS USING
CATION EXCHANGE RESIN CATALYST
STREAM FLOWS
Capacity = 360 Million lb/yr
(163,000 metric tons/yr)
at 0.9 Stream Factor
*
stream Flows (lb-mols/hr)
15) f6l
-I
(71
-_
((11
(9) (10)
(11)
(12) (15)
(16)
(19) ( 20)
(21) ----
22) (23)
(24)
(25)
(26)
-- ---
2)
-
-
--
-
-
-
0.04
-
--
-
12.667.59
(3)
--
(4)
-
--
--
--
- -
-
--
15.07
- - -
-
-
780.84
--
0.01
--
--
-
-
2,165.Ol
--
270.00
1,080.OO
-
12.685.04
- -
1.18
1.18
270.00 21.26
266.76 21.00
- --
14.054.18 14,034.23
- - - -
- - --
-- 15.07 --
- - --
-- 780.84 -
-
--
--
--
-
--
-
--
-
340.00
-
-
--
-
-
0.82
-
--
-
--
592.00
--
-
-
--
-
--
-
--
-
15.01
-- -
-
780.84
--
-
0.04
-
-- --
-
-
1.48
-
14,832.60
2,310.36
-
1.18
-
-
1.57
14.041.59
--
--
-- -
-
3.209.91 3,194.84
-- -
440.20 426.12
-- --
251.34 250.16
-- -
- --
-- --
621.94 218.36
-
-
--
--
- -
-- -
12.07 766.76
--
--
--
0.05
- -
--
--
-
1.57
402.55
13.638.01
Activated carbon
Benzene
Diisopropyl ether
Acid
Isopropanol
Sulfuric acid
--
Polymer
--
Propane 45.15
Propylene 857.85
Sodium hydroxide
--
Water
-
-
-L
15.07
-
780.84
-
--
tr
248.75
245.76
-
19.94
- - -
- 1.18 --
45.15 -- -
44.61 -- --
- - 0.09
3.50 14,033.22 932.31
--
--
224.85
222.15
21.26
21.00
-
17.45 1.01
184.56
(27)
Stream Flows (lb-mols/hr)*
(28) ----------
29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40)
o----
(42) (43) (44)
(45) (46)
(47) - -
48) (49)
- -- --
-- 2.108.70 2,108.70
- - --
- -- -
384.49 805.14 805.14
-
50.49
-
-
205.99
--
50.49
-
-
205.99
-- -
- -
-- -
-- -
-
--
634.08 449.52
-
--
2,159.19
--
- --
-- -
1.011.13 384.49
-- -
-
--
- -
-- --
--
--
1,362.54
--
-
-
-
-
382.57
--
--
--
--
-
-
--
--
-
-
1.92
-
--
-
-
--
--
--
-
-
-
383.34
--
-
-
--
--
--
-
-
--
-
1.07
--
-
--
-
-
-
- -
--
--
-
-
0.15
--
-
--
--
-
1.10
- --
3.5 lb/hr 3.5 lb/hr -
- - - - -
- -- - -- 15.07
- - -- -- -
2.22 382.27 -- -- 2.01
Activated carbon
Benzene
Diisopropyl ether
Acid
Isopropanol
Sulfuric acid
Polymer
Propane
Propylene
Sodium hydroxide
Water
-
-
--
--
--
--
-
-
1.57
8.00
-- - -
-- -- --
-- -- -
766.76 -- 384.49
-
--
- -
- --
--
0.15
-- -- -- -- -
-- - - --
1.18
- -- -- - -
- - - - --
- - -- -- --
1.10 - -- 10.75 1.03
-- - -
0.05 0.05 -
-- - -
-- - -
1.57 1.57 --
13,638.01 13.270.00 184.56
- - --
- -- -
-- -- --
- - -
-- -- --
184.56 913.02 728.46
- -
- --
_- --
- --
11.85 -
*
Streams 13, 14, 17, and 18 were not estimated.
43
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
39/53
Process Discussion
It was necessary to make several assumptions in closing the
material
bal ante.
It was assumed that polymers of varying chain length and di-
isopropyl ether are the only by-products formed in significant
quantity.
Some of the polymers were assumed to have higher boiling points
than
water and accordingly to circulate between T-102 and the
reactor. A
buildup of the polymer is prevented by use of stream 12, which
is used
along with acid for regeneration of the cation exchanger.
Most of the
low boiling polymers are assumed to distill overhead in column
C-201.
The vapor-liquid equilibrium constants required for estimating
the phase
split in V-101 are not known, hence the material balance at this
point
in the process is uncertain.
SRI designed for a slight rise in temperature through the
reactor.
A recent Deutsche Texaco patent (67570) describes operation with
a fairly
uniform temperature through the reactor. Over a period of time
temperature
is allowed to increase to compensate for a decrease in catalyst
activity.
The SRI design for the ion exchange treatment is highly
speculative.
This was caused by lack of knowledge of the identity and
quantity of all
of the ions present.
SRI is not informed on the commercial technology used for
treatment
of IPA with activated carbon.
In addition, the purpose and extent of
this practice is not known. As a result, SRI's design for the
treatment
is a speculative one. It would seem probable that the use of
activated
carbon is justified commercially on the basis of improving odor
in top
quality cosmetics.
The following sequence is used in each of two columns:
Impurities adsorbed from anhydrous IPA by use of a flow
of 2,800,OOO gal of IPA per charge of carbon (1 lb carbon/
1,000 gal).
Na blow to remove IPA from bed, the IPA being returned
to c-202.
.
Sweetening off cycle. Process water is used to remove
residual IPA from bed,
the effluent liquid being returned
to c-202.
45
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
40/53
.
Column recharged with fresh carbon.
.
.Sweetening on cycle.
Pure IPA is pumped briefly
through bed.
.
Adsorption (repeat of first item).
During adsorption there may be a tendency of carbon fines or
impurities
to plug the flow.
A once-a-day backwash with pure IPA should alleviate
the problem.
Cost Estimates
The battery limits and utilities investments, together with
other
capital requirements, are given in Table 5.4. Production costs
are given
in Table 5.5. Figure 5.2 shows production cost as a function of
plant
capacity and operating level.
Deutsche Texaco has supplied cost and performance data for
its
process.
This information is compared with SRI's in the tabulation
that
follows.
Cooling water is much higher for SRI's design; possibly,
Deutsche
Texaco used a higher At for cooling water and made more
extensive use of
air coolers.
Deutsche
Texaco
SRI
Battery limits investment for
100,000 metric tons/yr (million $1
Raw materials and utilities
Propylene (lb/lb)
Steam (lb/lb)
Cooling water (gal/lb)
Process water (gal/lb)
Electricity (kwh/lb)
$4.9*
$4.6
0.74-t 0.78-t
6.3
6.1
4.2
22.4
0.08
0.11
0.06
0.03
*
Based on 3.22 DM = US$l.
t
As pure propylene.
46
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
197
-
8/10/2019 Hidratao direta propeno
41/53
Table 5.4
ISOPROPANOL BY A PROCESS USING CATION
EXCHANGE RESIN CATALYST
Battery limits equipment,
f.o.b.
Reactors
columns
Vessels & tanks
Exchangers
Compressors
Pumps
$ 441,600
206,000
185,500
326,100
47,900
504,700
Total
Ion exchanger
Battery limits investment
$1,713,800
0.84 0.76
42,600
$ 6,558,OOO
0.81 0.74
Utilities and tankage
Cooling water
Process water
Steam
Inert gas
Tankage
579,800
5,300
1,363,600
77.300
904;600
Total
2,930,600
0.94 0.86
Utilities & tankage
investment $ 3,336,OOO
0.91 0.83
$ 352,000
0.83
BATTERY LIMITS IE
UTILITIES COST
9,894,OOO 0.64
0.77
4,799,000
0.85
General service facili-
ties at 15% of above
1,484.OOO
TOTAL FIXED CAPITAL $11,378,000
Interest on construction
loan at 9.5$/yr*
Start-up cost
Catalyst cost
Working capital
676,000
1,072,OOO
140,000
2,671,OOO
TOTALCAPITAL IRVRSTMRRT,
not including land
$15,937,000
TOTAL CAPITAL INVESTMENT
Capacity = 360 Million lb/yr (163,000 metric
tons/yr) at 0.90 Stream Factor
CE Cost Index = 142
Total
Capacity
Exponent
-L L
ost
E
Reaction-Recovery
section
capacity
Exponent
cost
A JL
$ 441,600
0.95
53,200
0.70
71,900
0.79
47,900
0.76
479,300
0.92
$1,093,900
0.90
42,600
0.40
$4,447,000
0.85
91,000
0.95
5,300
0.77
19,500
0.95
60,500 0.95
133,100
0.73
$ 309,400
0.66
DOWll
-.
0.95
0.68
0.72
0.76
0.90
0.88
0.40
0.84
0.79
0.77
0.89
0.51
0.73
0.71
0.68
0.83
purification Section
Capacity
Exponcnl
cost
s
208,000
0.80
132,300 0.58
254,200 0.62
25,400 0.36
5
619,900
0.72
$2,111,000 0.71
48X,600
0.95
1.344,lOO
0.95
16,600 0.95
771,500 0.95
S2,621,200
0.95
$2,984,000 0.92
s5,095,000
fl.S4
DlJWll
0 55
0.43
0.7H
0.29
0.59
0.54
0.79
o.n9
0.51
0.95
o.nx
o.ns
0.71
*
Interest calculated over half of construction period of 15
months.
47
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
42/53
Table 5.5
ISOPROPANOL BY A PROCESS USING
CATION EXCHANGE RESIN CATALYST
Labor
Operating
Maintenance
Control laboratory
Total labor
Materials
Propylene 2.8'$/lb (6.17c/kg)
Caustic 3.8C/lb (8.38$&J
Sulfuric acid
0.9$/lb (1.98$/kg)
Activated carbon
0.4$/lb (0.88X-&)
Maintenance 30/o/yr f battery limits cost
Operating
10% of operating labor
Total materials
Utilities
Cooling water
Steam
Process water
Electricity
Inert gas (low pressure)
Total utilities
TOTAL DIRECT OPERATING COST
3.42
Plant overhead
80% of total labor
Taxes and insurance
2%/yr of fixed capital
Plant cost
G&A, sales, research
Cash expenditures
Depreciation
Interest on working capital
TOTAL PRODUCTION COST
By-product credit
Fuel credit, Stream 10
Fuel credit, Stream 48
NET PRODUCTION COST
4.60
2c/l,OOO gal (0.528c/cu m)
22.6 gal
$1.35/1,000 lb ($2.98/tori))
6.11 lb
35$/1,000 gal (9.25c/cu m)
0.1096 gal
1.35c/kwh (1.35$/kwh)
0.026 kwh
15c/1,000 scf (0.53$/cu Ill)
0.5037 scf
lOX/yr of fixed capital
9.5Wyr
60c/million Btu (0.10)
6O$/million Btu
(0.02)
0.8267 lb
0.00133 lb
0.00175 lb
0.00759 lb
0.8267 tons 2.31
0.00133 tons 0.01
0.00175 tons
0.00759 tons
0.05
0.01
2.38
Basis or Unit Cost Units/lb
Units/l,000 kg c/lb
C/kg $/yr
Section Section
4 men/shift, $6.25/man-hr
3%/yr of battery limits cost
20% of operating labor
0.0001 man-hr 0.2146 man-hr 0.06
0.05
0.01
0.12
0.13
219
99 120
0.11
196 133 63
0.02
44
20
24
0.26 459 252 207
5.09
0.02
0.11
0.02
5.24
8,333
18
6
11
196
22
8,333
6
18
133
10
11
63
12
8,586 8,482
104
188.6 cu m 0.05
6.11 tons 0.82
0.9144 cu m
57.33 kwh 0.04
31.44 cu m 0.01
0.92
0.11
1.81
0.09
0.02
2.03
7.53
163
26
2,970 43
14 14
126
84
27 21
137
2,927
42
6
188 3,112
8,922
3,423
0.10
0.06
3.58
0.75
4.33
0.32
0.07
4.72
0.22
0.13
7.88
1.65
9.53
0.71
0.15
10.39
3,300
12,345
367
228
12,940
2,700
15,640
1,138
254
17,032
(0.22)
(0.04)
10.13
(351)
(90)
16,591
PRODUCTION COSTS
Capacity = 360 Million lb/yr
(163,000 metric tons/yr)
at 0.9 Stream Factor
CE Cost Index = 142
Total Costs
Costs by Section (thousand $/yr)
Thousand Reaction-Recovery
Purification
49
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
43/53
Figure 5.2
ISOPROPANOL BY A PROCESS USING CATION EXCHANGE RESIN
CATALYST
EFFECT OF CAPACITY AND OPERATING LEVEL ON PRODUCTION COST
7 0
6 5
3 5
3 0
I
I
I
I
I
I
I I
I-
I
I I
I
I
I
I
I
5 S2 54 56 58 6
65 7
75 a a5 9 951 0
OPERATING LEVEL, fraction of design capacity
51
Ethanol and Isopropanol, Synthetic, Supp. A. Part 1, January
1974
-
8/10/2019 Hidratao direta propeno
44/53
6 UPDATED PROCESSES FOR VAPOR PHASE
DIRECT HYDRATION OF OLEFINS
Processes evaluated earlier in the report use direct hydration
re-
action systems that operate with liquid water and a high density
propylene
phase, the product mainly being contained in a liquid
effluent.
PEP
Report 53, issued in 1969, evaluated processes wherein reactants
and prod-
ucts within the reactor are principally in the vapor phase.
This section
of this report updates the earlier so-called vapor phase direct
hydration
processes.
Table 6.1 summarizes the results.
The current results for the ethanol process were obtained by
using
updated costs, the plant capacity and design remaining
essentially the
same as in the 1969 report.
For the process producing isopropanol, the
following adjustments were made to the 1969 case:
.
Plant capacity was increased to correspond to designs
in Sections 4 and 5 of this report.
.
Provision was made to produce 91 ~01% IPA (produced
in 1969 report) and anhydrous IPA. The revised design
produces products corresponding to those of the designs
in Sections 4 and 5 of this report.
Costs were updated.
In the earlier report,
SRI also evaluated a process based on Pullman
technology.
No updating of that process was attempted in the current
report, because the confidence rating, which was poor in 1969,
would not
be improved by information acquired since then.
53
Ethanol and Isopropanol, Sy