Embed Size (px)
Citation preview

Teppo Vihervä / Rakennustuoteasetuspäivä 21.8.2013 / Oulun Yliopisto
HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUSSFS-EN ISO 15614-1 + A1+A2:2012
Esityksen rakenne:-SFS-EN 1090-2 + A1:2012
-tarkastuksen ja testauksen tavoite
-tarkastus- ja testauslaajuus
-rikkomaton aineenkoetus (NDT)
-rikkova aineenkoetus (DT)
-raportointi
-käytännön kokemuksia testauksesta
-valmistautuminen hitsausmenetelmäkokeen suoritukseen

DEKRA Industrial Oy
SFS-EN 1090-2 + A1:2012
§ Hitsaus tulee suorittaa hyväksytyillä hitsausmenetelmillä käyttäen hitsausohjetta (WPS) asiaan kuuluvan standardien EN ISO 15609 tai EN ISO 14555 tai EN ISO 15620 osan mukaisesti.
§ Hitsaajat tulee pätevöittää standardin EN 287-1 mukaan ja hitsausoperaattorit standardin EN 1418 mukaan.2
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Tarkastuksen ja testauksen tavoite
§ Hitsausmenetelmäkokeen (tarkastuksen ja testauksen) tavoite on osoittaa, että hitsausmenetelmää käytettäessä, valmistettavassa tuotteessa saavutetaan laadullisesti riittävä taso.
§ Standardi asettaa minimivaatimuksen testauslaajuudelle, jos hitsausmenetelmä pätevöitetään SFS-EN ISO 15614-1 mukaisesti.-tämä ei takaa, että kaikissa tuotteissa saavutetaan laadullisesti riittävä taso-voidaan määritellä tarvittaessa myös lisäkokeita
3
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Testauksen laajuus SFS-EN ISO 15614-1 mukaisesti
4
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
NDT-tarkastus, ainetta rikkomaton tarkastus
§ Kaikki rikkomaton aineenkoetus suoritetaan koekappaleille ennen koesauvojen irrottamista.
§ Määritetty jälkilämpökäsittely suoritetaan ennen rikkomatonta aineenkoetusta.§ Kun materiaali on vetyhalkeamille altis, eikä jälkikuumennusta tai
jälkilämpökäsittelyä vaadita, tulisi rikkomaton aineenkoetus lykätä.§ Koekappaleen rikkomaton aineenkoetus suoritetaan liitosmuodolle, materiaalille
ja tuotteelle asetettujen vaatimusten perusteella seuraavien standardien mukaisesti:-EN 970 Silmämääräinen tarkastus (uusi standardi SFS-EN ISO 17637:2011)
-EN 1435 Radiografinen kuvaus (uudet standardit EN ISO 17636-1(filmi) ja -2(digi):2013)
-EN 1714 Ultraäänitarkastus (uusi standardi SFS-EN ISO 17640:2011)
-EN 571-1 Tunkeumanestetarkastus (uusi standardi ISO 3452-1:2013)
-EN 1290 Magneettijauhetarkastus (uusi standardi SFS-EN ISO 17638:2010)
§ Tarkastuslaajuus 100%
5
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
NDT-tarkastus, rikkomaton aineenkoetus
§ Hitsin pinnan eheyden ja geometrian tarkastukseen tarkastusmenetelmä:-EN 970 Silmämääräinen tarkastus (uusi standardi SFS-EN ISO 17637:2011)
§ Tarkastetaan visuaalisesti hitsin virheettömyys ja geometria§ Hyväksymisrajat:
-Hitsausohje on hyväksytty, jos koekappale täyttää hitsiluokan B mukaiset vaatimukset havaittujen hitsausvirheiden osalta standardin ISO 5817 mukaan, lukuun ottamatta korkeata kupua (pienahitsi), ylisuurta a-mittaa, korkeata juuren kupua ja jyrkkää liittymistä, joille vaatimus on hitsiluokka C. Vaatimusta ≤ 0,05 t ei sovelleta reunahaavalle. Reunahaavan on oltava ≤0,5 mm. Kulmapoikkeamaa ei sovelleta menetelmäkokeeseen. HUOM. Standardin ISO 5817 mukaisten hitsiluokkien ja eri NDT-menetelmien hyväksymisrajojen riippuvuus annetaan standardissa EN 12062.
§ Lainaus standardista SFS-EN ISO 17637:2011-Henkilöstön pätevyys: Silmämääräinen tarkastus ja tarkastustulosten arvioiminen lopullista hyväksyntää varten on suoritettava pätevöidyn ja osaavan henkilöstön toimesta. Suositellaan, että henkilöstö on pätevöitetty standardin ISO 9712 tai vastaavan standardin mukaan sopivalle tasolle tarkoituksenmukaisella teollisuussektorilla.
§ Havaittavat virheet mm.:-sytytysjäljet-roiskeet-reunahaava-imuontelo-muotovirheet (korkea/vajaa kupu, jyrkkä liittyminen, a-mitta, kateettipoikkeama)-sovitusvirhe6
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
NDT-tarkastus, rikkomaton aineenkoetus
§ Hitsin tilavuuden eheyden tarkastukseen vaihtoehtoiset tarkastusmenetelmät:-EN 1435 Radiografinen kuvaus (uudet standardit EN ISO 17636-1(filmi) ja -2(digi):2013)
-EN 1714 Ultraäänitarkastus (uusi standardi SFS-EN ISO 17640:2011)
§ Tarkastetaan hitsin virheettömyys tilavuuden osalta§ Hyväksymisrajat:
-Hitsausohje on hyväksytty, jos koekappale täyttää hitsiluokan B mukaiset vaatimukset havaittujen hitsausvirheiden osalta standardin ISO 5817 mukaan, lukuun ottamatta korkeata kupua (pienahitsi), ylisuurta a-mittaa, korkeata juuren kupua ja jyrkkää liittymistä, joille vaatimus on hitsiluokka C. Vaatimusta ≤ 0,05 t ei sovelleta reunahaavalle. Reunahaavan on oltava ≤0,5 mm. Kulmapoikkeamaa ei sovelleta menetelmäkokeeseen. HUOM. Standardin ISO 5817 mukaisten hitsiluokkien ja eri NDT-menetelmien hyväksymisrajojen riippuvuus annetaan standardissa EN 12062.
§ Havaittavat virheet mm.:-huokoisuus-liitosvirhe-sulkeumat-halkeama-vajaa hitsautumissyvyys
7
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
NDT-tarkastus, rikkomaton aineenkoetus
§ Hitsin pinnan eheyden tarkastukseen vaihtoehtoiset tarkastusmenetelmät:-EN 571-1 Tunkeumanestetarkastus (uusi standardi EN ISO 3452-1:2013)
-EN 1290 Magneettijauhetarkastus (uusi standardi SFS-EN ISO 17638:2010)
§ Tarkastetaan hitsin virheettömyys pinnan osalta-Tunkeumanestetarkastusta käytetään ei-magneettisten metallien tarkastukseen (esim. austeniittiset RST/HST)-Magneettijauhetarkastusta käytetään magneettisten metallien tarkastukseen
§ Hyväksymisrajat:-Hitsausohje on hyväksytty, jos koekappale täyttää hitsiluokan B mukaiset vaatimukset havaittujen hitsausvirheiden osalta standardin ISO 5817 mukaan, lukuun ottamatta korkeata kupua (pienahitsi), ylisuurta a-mittaa, korkeata juuren kupua ja jyrkkää liittymistä, joille vaatimus on hitsiluokka C. Vaatimusta ≤ 0,05 t ei sovelleta reunahaavalle. Reunahaavan on oltava ≤0,5 mm. Kulmapoikkeamaa ei sovelleta menetelmäkokeeseen. HUOM. Standardin ISO 5817 mukaisten hitsiluokkien ja eri NDT-menetelmien hyväksymisrajojen riippuvuus annetaan standardissa EN 12062.
§ Havaittavat virheet mm.:-halkeama-pintahuokonen-avoin imuontelo8
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
DT-testaus, rikkova aineenkoetus
§ Testattavien kappaleiden irrotus (sahaus)
-levy, päittäisliitos
9
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
DT-testaus, rikkova aineenkoetus
§ Testattavien kappaleiden irrotus (sahaus)
-putki, päittäisliitos
10
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
DT-testaus, rikkova aineenkoetus
§ Testattavien kappaleiden irrotus (sahaus)
-levy, T-liitos (pienaliitos)
11
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
DT-testaus, rikkova aineenkoetus
§ Testattavien kappaleiden irrotus (sahaus)
-putki, haaraliitos
12
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
DT-testaus, rikkova aineenkoetus§ Testattavien kappaleiden irrotus
-irrotus tehtävä niin, että testattavan kappaleen ominaisuudet eivät muutu.
-ei lämpöä-vältettävä muokkauslujittumista
-> sahaus
13
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
DT-testaus, rikkova aineenkoetus
§ Hitsausmenetelmäkokeissa käytettyjen rikkovan testauksen suoritusstandardit ovat osittain muuttuneet.
-Hitsien rikkova aineenkoetus metalleille. Poikittainen vetokoe*EN 895 -> uusi standardi SFS-EN ISO 4136:2011
-Hitsien rikkova aineenkoetus metalleille. Taivutuskokeet*EN 910 -> uusi standardi SFS-EN ISO 5173:2010
-Hitsien rikkova aineenkoetus metalleille. Iskukoe. Koesauvan sijainti, loven suunta ja tarkastus*EN 875 -> uusi standardi SFS-EN ISO 9016:2011
-Hitsien rikkova aineenkoetus metalleille. Kovuuskokeet. Osa 1: Kaarihitsausliitosten kovuuskoe*EN 1043-1 -> uusi standardi SFS-EN ISO 9015-1:2011
-Hitsien rikkova aineenkoetus metalleille. Hitsien makro- ja mikrohietutkimukset*SFS-EN 1321:1997 (pysynyt ennallaan)
14
Tepp
o V
iher
vä
21.8
.201
3
DEKRA Industrial Oy
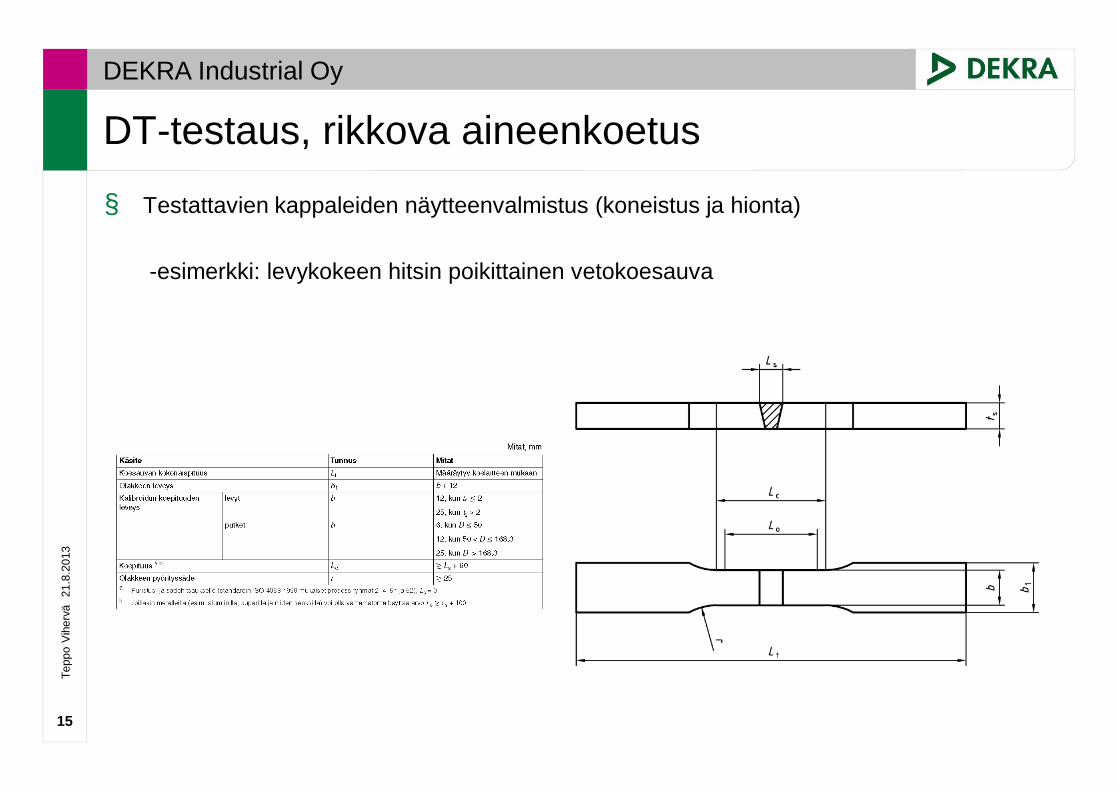
DT-testaus, rikkova aineenkoetus
§ Testattavien kappaleiden näytteenvalmistus (koneistus ja hionta)
-esimerkki: levykokeen hitsin poikittainen vetokoesauva
15
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
DT-testaus, rikkova aineenkoetus
§ Testattavien kappaleiden näytteenvalmistus (koneistus ja hionta)
-esimerkki: levykokeen hitsin poikittainen taivutuskoesauva (vasemmalla pinta-/juuritaivutuskoesauva ja oikealla sivutaivutuskoesauva)
16
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
DT-testaus, ainetta rikkova testaus
§ Testattavien kappaleiden näytteenvalmistus (koneistus ja hionta)
-esimerkki: iskukoesauva
17
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
DT-testaus, rikkova aineenkoetus§ Testattavien näytteiden valmistus
-CNC-vältettävä muokkauslujittumista
18
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Hitsin poikittainen vetokoe
§ Päittäisliitoksen vetokokeen koesauvat ja testaus tehdään standardin EN ISO 4136:2011 mukaisesti.
§ Putken ulkohalkaisijan ollessa yli 50 mm poistetaan hitsin kuvut koesauvan molemmilta puolilta putken pinnan tasoon.
§ Putken ulkohalkaisijan ollessa enintään 50 mm ja kun vetokoe tehdään koko putken poikkileikkaukselle, voidaan putken sisäpuolinen kupu jättää koneistamatta.
§ Vetosauvan murtolujuuden tulee normaalitapauksessa täyttää perusaineelle asetettu vähimmäisvaatimus, ellei toisin ole määritetty ennen koetta.
§ Eripariliitoksen vetolujuus ei saa alittaa alemman lujuuden omaavalle perusaineelle asetettua vähimmäisarvoa.
19
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Hitsin poikittainen vetokoe
§ Hitsin poikittainen vetosauva koestettuna
20
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Hitsin poikittainen vetokoe
§ Esimerkki vetokokeen raportoinnista
21
Tepp
o V
iher
vä
21.8
.201
3
EN ISO 4136:2011

DEKRA Industrial Oy
Hitsin poikittainen taivutuskoe§ Päittäisliitoksen taivutuskokeen koesauvat ja testaus tehdään standardin EN ISO 5173:2010
mukaisesti.
§ Kun aineenpaksuus on <12 mm, testataan kaksi juuritaivutussauvaa ja kaksi pintataivutussauvaa. Kun aineenpaksuus on ≥ 12 mm, suositellaan juuri- ja pintataivutuskoesauvojen tilalle neljä sivutaivutuskoesauvaa.
§ Eripariliitoksissa tai kun hitsiaine poikkeaa perusaineesta, voidaan levyn päittäisliitoksen neljä poikittaista taivutuskoetta korvata yhdellä pitkittäisellä juuritaivutuskokeella ja yhdellä pitkittäisellä pintataivutuskokeella.
§ Taivutuskulma on 180°. Taivutintelan tai sisemmän rullan halkaisija on 4 t, kun perusaineen murtovenymä A ≥ 20 %. Kun perusaineen murtovenymä A < 20 % lasketaan halkaisija seuraavasta kaavasta:
-jossad on taivutintelan tai sisemmän rullan halkaisijats taivutuskoesauvan paksuusA on materiaalispesifikaatiossa vaadittu vähimmäismurtovenymä
§ Kokeen aikana koesauvoihin ei saa syntyä missään suunnassa yli 3 mm suuruisia avoimia vikoja. Taivutuskoesauvan nurkissa olevia virheitä ei tarvitse ottaa huomioon arvostelussa.
22
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Hitsin poikittainen taivutuskoe
§ Hitsin poikittainen taivutussauva koestettuna. Vasemmalla sivutaivutussauva ja oikealla pintataivutussauva
23
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Hitsin poikittainen taivutuskoe
§ Testausselosteissa sauvoilla on uudet merkinnät uusien standardien myötä..
-poikittainen pintataivutuskoesauva TFBB (vanha merkintä FBB)-poikittainen juuritaivutuskoesauva TRBB (vanha merkintä RBB)-sivutaivutussauva SBB (merkintä pysyy ennallaan)-pitkittäinen pintataivutuskoesauva LFBB (uusi merkintä)-pitkittäinen juuritaivutuskoesauva LRBB (uusi merkintä)
24
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Hitsin poikittainen taivutuskoe
§ Esimerkki sivutaivutussauvan raportoinnista
25
Tepp
o V
iher
vä
21.8
.201
3
EN ISO 5173:2010

DEKRA Industrial Oy
Hitsin iskukoe§ Päittäisliitosten iskukokeissa koesauvojen sijainti ja testauslämpötila määräytyy tämän standardin mukaisesti.
Koesauvojen mitoituksessa ja kokeen suorituksessa noudatetaan standardia EN ISO 9016:2011
§ Hitsiaineen koesauvana käytetään tyyppiä VWT (V: Charpy lovi – W: lovi hitsissä – T: lovi läpi paksuuden) ja muutosvyöhykkeen koesauvana tyyppiä VHT (V: Charpy lovi – H: lovi muutosvyöhykkeellä – T: lovi läpi paksuuden). Kustakin määritetystä kohdasta otetaan 3 iskusauvaa.
§ Koesauvoina käytetään Charpy-V-sauvoja. Sauvat otetaan poikittain hitsiin nähden enintään 2 mm yläreunasta perusaineen pinnan alapuolelta.
§ Muutosvyöhykkeellä lovi tehdään 1...2 mm sularajalta ja hitsiaineelle hitsin keskiviivalle.
§ Kun aineenpaksuus on yli 50 mm, otetaan kaksi lisäsarjaa iskusauvoja, toinen hitsiaineesta ja toinen muutosvyöhykkeeltä, joko aivan hitsin paksuuden keskilinjan alapuolelta tai hitsin juuren alueelta.
§ Iskuenergian tulee olla tarkoituksenmukaisen materiaalistandardin mukainen, ellei tuotestandardissa toisin määritetä. Kolmen iskusauvan keskiarvon on täytettävä annetut vaatimukset. Kullekin lovipositiolle (sarjalle) yksi yksittäinen arvo saa olla alle annetun vähimmäiskeskiarvon edellyttäen, ettei se ole pienempi kuin 70 % tästä keskiarvosta.
§ Eripariliitosten iskukokeissa koesauvat otetaan kunkin perusaineen muutosvyöhykkeen alueelta.
§ Kun menetelmäkokeessa käytetään koekappaleessa yhdistelmähitsausta, iskukoesauvat otetaan kunkin hitsausprosessin hitsiaineesta ja muutosvyöhykkeestä.26
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Hitsin iskukoe§ Esimerkkejä iskusauvan sijoittumisesta hitsiin nähden ja niiden merkintä.
27
Tepp
o V
iher
vä
21.8
.201
3
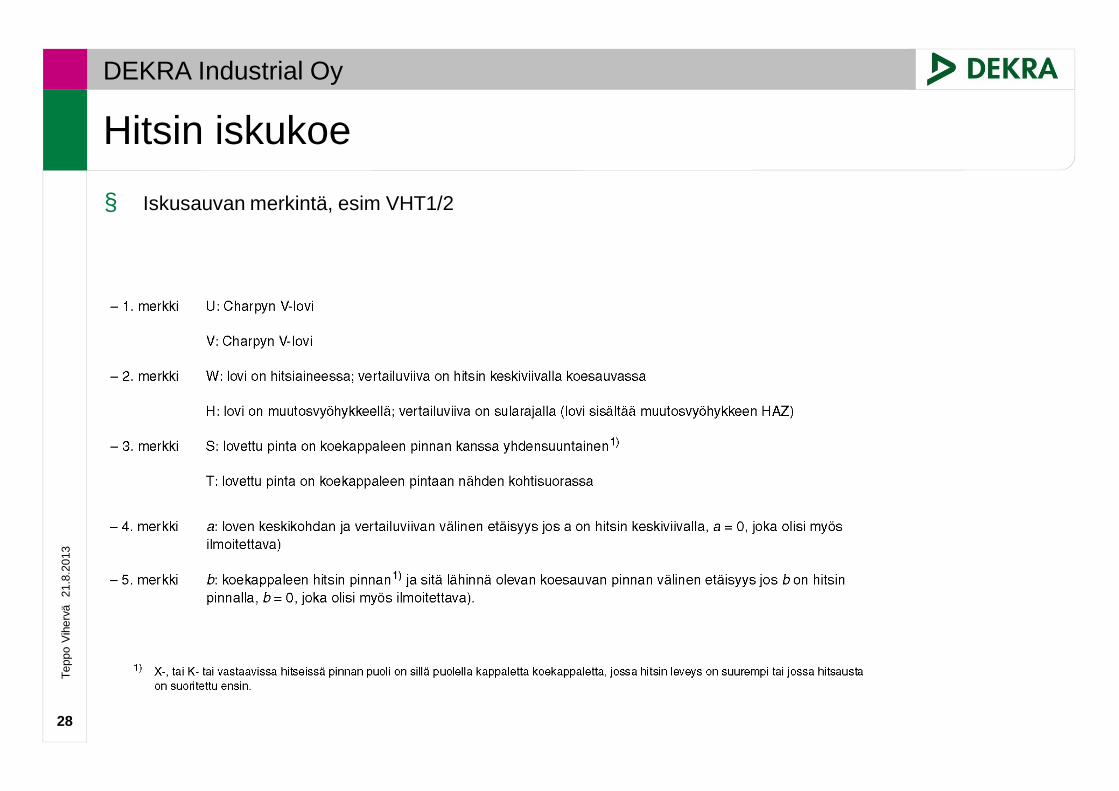
DEKRA Industrial Oy
Hitsin iskukoe§ Iskusauvan merkintä, esim VHT1/2
28
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Hitsin iskukoe
§ Esimerkki iskukokeen raportoinnista
29
Tepp
o V
iher
vä
21.8
.201
3
EN ISO 9016:2011

DEKRA Industrial Oy
Hitsin iskukoe
§ Uusittu iskukoestandardi velvoittaa suorittamaan iskukokeen standardin SFS-EN ISO 148:2010 mukaisesti, jossa iskuenergian lisäksi mahdollisia mittauksia ovat:
-Lateral expansion-iskusauvan ”levenemä”
-Shear fracture-sitkeämurtuman %-osuus
-Transition temperature-transitiolämpötilan määritys30
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Hitsin makrohietutkimus
§ Koesauva hiotaan ja syövytetään standardin EN 1321:1997 mukaisesti niin, että sauvan toisella puolella sularaja, muutosvyöhyke ja palkorakenne ovat selvästi näkyvissä.
§ Makrohien tulee sisältää perusainetta muutosvyöhykkeen ulkopuolelta ja vähintään yksi makrojäljenne kutakin menetelmäkoetta kohti kirjataan.
§ Hyväksymisrajat:-Hitsausohje on hyväksytty, jos koekappale täyttää hitsiluokan B mukaiset vaatimukset havaittujen
hitsausvirheiden osalta standardin ISO 5817 mukaan, lukuun ottamatta korkeata kupua (pienahitsi), ylisuurta a-mittaa, korkeata juuren kupua ja jyrkkää liittymistä, joille vaatimus on hitsiluokka C. Vaatimusta ≤ 0,05 t ei sovelleta reunahaavalle. Reunahaavan on oltava ≤0,5 mm.
31
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Hitsin kovuuskoe§ Kovuuskokeet tehdään standardin EN ISO 9015-1:2011 mukaisesti käyttäen Vickers kovuuskoetta HV10.
Kovuusmittaukset tehdään hitsistä, muutosvyöhykkeeltä ja perusaineesta tavoitteena arvioida hitsausliitoksen kovuusarvojen vaihtelualue. Kun aineenpaksuus on korkeintaan 5 mm, käytetään vain yhtä mittauspisteen riviä, korkeintaan 2 mm hitsausliitoksen pinnan alapuolelta.
§ Kun aineenpaksuus on yli 5 mm, käytetään kahta mittauspisteen riviä, korkeintaan 2 mm hitsausliitoksen kummankin pinnan alapuolella. Kahdelta puolelta hitsatuille hitseille, pienahitseille ja T-liitoksille (päittäishitsit) tehdään yksi mittauspisteiden rivi lisää juuren puolella.
§ Kussakin rivissä tulee olla vähintään 3 yksittäistä mittauspistettä seuraavilla alueilla:-hitsissä-kummallakin muutosvyöhykkeellä-kummallakin perusaineen puolella.
§ Muutosvyöhykkeellä 1. mittauspiste sijoitetaan niin lähelle sularajaa kuin mahdollista.
§ Hyväksymisrajat (suurimmat sallitut kovuusarvot, HV10):
-Ennen koetta on kuitenkin määritettävä ryhmien 6 (lämpökäsittelemätön), 7, 10 ja 11 sekä kaikkien eripariliitosten vaatimukset.32
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Vickers kovuuskoe
§ Esimerkki kovuusmittauksen raportoinnista
33
Tepp
o V
iher
vä
21.8
.201
3
EN ISO 9015-1:2011

DEKRA Industrial Oy
Vickers kovuusmittaus – esimerkki
34
Tepp
o V
iher
vä
21.8
.201
3
8mm
§ S355-lujuusluokan vaakahitsin kovuusjakauma muutosvyöhykkeellä. Pisteet 0,4mm:n välein.
0

DEKRA Industrial Oy
Testauksen uusinta
§ Jos koekappale ei täytä rikkomattoman aineenkoetuksen vaatimuksia, hitsataan uusi koekappale, jolle tehdään samat testaukset. Jos uusi koekappale ei myöskään täytä asetettuja vaatimuksia, menetelmäkoe on hylätty.
§ Jos koesauva ei täytä rikkovien aineenkoetuksen vaatimuksia hitsausvirheistä johtuen, koe uusitaan kutakin hylättyä koesauvaa kohden otetuilla kahdella uudella koesauvalla. Lisäkoesauvat voidaan ottaa samasta koekappaleesta, jos sitä on riittävästi jäljellä, tai uudesta koekappaleesta. Kullekin koesauvalle tehdään samat testaukset kuin hylätylle koesauvalle.
§ Jos yksikään näistä uusista koesauvoista ei täytä vaatimuksia, on menetelmäkoe hylätty.§ Jos vetokoesauva ei täytä vaatimuksia, otetaan kaksi lisäkoesauvaa kutakin hylättyä sauvaa
kohti. Molempien koesauvojen on täytettävä vaatimukset.§ Jos kovuuskokeessa ilmenee, että eri koealueilla on yksittäisiä kovuusarvoja, jotka ylittävät em.
taulukon mukaiset arvot, lisäkokeita saa tehdä (koesauvan toiselta puolelta tai koepinnasta sopivan hionnan jälkeen). Yksikään lisäkovuusarvo ei saa ylittää em. taulukon mukaisia enimmäiskovuusarvoja.
§ Kun iskukokeessa kolmen sauvan tulokset eivät täytä vaatimuksia siten, että vain yksi arvo alittaa 70 %, otetaan kolme lisäsauvaa. Näiden koesauvojen keskiarvo yhdessä alkuperäisten tulosten kanssa ei alittaa vaadittua keskiarvoa.
35
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Akkreditoitu laboratorio testauksen tekijänä
§ Akkreditointi on pätevyyden toteamista.-Akkreditointi on kansainvälisiin kriteereihin perustuva menettelytapa, jonka avulla
toimielimen pätevyys ja sen antamien todistusten uskottavuus voidaan luotettavasti todeta.
§ Elinkeinoelämä ja julkinen hallinto edellyttävät yhä useammin, että testauksen, tarkastuksen, kalibroinnin, sertifioinnin ja ympäristötodennuksen tuloksista annettu todistus tai raportti on luotettavaksi osoitettu.
§ Akkreditointitodistus viestii asiakkaille toiminnan pätevyydestä, uskottavuudesta ja luotettavuudesta
§ Akkreditointi lisää toimielinten antamien todistusten ja raporttien uskottavuutta ja hyväksyttävyyttä
§ Pätevyyden osoittamisesta on tullut yhä tärkeämpi kaupankäyntiä ja yhteistyötä edistävä tekijä sisä- ja kansainvälisillä markkinoilla.
36
Tepp
o V
iher
vä
21.8
.201
3
DEKRA Industrial Oy
Havaintoja ja käytännön kokemuksia tarkastuksesta ja testauksesta
§ Hitsausmenetelmäkokeen suoritukseen tulee perehtyä kunnolla ja hitsaajan tulisi harjoitella käytännön suoritusta.
§ Menetelmäkoestandardi määrittää koekappaleen minimimitat. Koekappaleen mitassa ei kannata säästellä, koska materiaalia voidaan tarvita uusinta- tai lisäkokeisiin.
§ Tutustu tuotestandardeihin huolella esim. iskukokeen osalta. Tuotestandardi saattaa tuoda myös helpotuksia vaatimuksiin.
§ Pienahitsaus on vaikeaa.
§ Hylättyjä tuloksia aiheutuu melko tasaisesti eri tarkastus- ja testausmenetelmien kesken.
§ Tee esikokeita ennen varsinaisen menetelmäkokeen hitsausta ja laadi pWPS huolella.
§ Silmämääräinen tarkastus on hyvä ja halpa tarkastusmenetelmä, jonka tuloksia hyödynnetään liian vähän
§ Tarkastuksella ja testauksella on lähes aina kiire37
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
Valmistautuminen hitsausmenetelmäkokeen suoritukseen
§ Suunnittele hitsausmenetelmäkoe huolellisesti§ Huomioi omat tulevaisuuden tuotteet ja menetelmäkokeen antama
pätevyysalue-tuotemuoto/-dimensiot/-perusaineet/-hitsausprosessit/-hitsausasennot/-liitosmuodot/-
lisäaineet/-lämpökäsittelyt§ Laadi alustava hitsausohje (pWPS) huolellisesti§ Hanki materiaalit, myös hitsausaineet, riittävän ajoissa (+materiaalitodistukset)§ Materiaalit, myös hitsausaineet, on oltava tunnistettavissa
-merkinnät/stanssit/tarrat-materiaalitodistukset
§ Käytä hitsaustapahtumassa talon parasta hitsaaja§ Tee/Teetä testaukset ja tarkastukset viipymättä§ Testaukset ok -> Koe ok -> Laadi hitsausmenetelmäkoeyhteenveto (WPQR) ja
varsinainen hitsausohje (WPS)
38
Tepp
o V
iher
vä
21.8
.201
3

DEKRA Industrial Oy
39
Tepp
o V
iher
vä
21.8
.201
3
Kiitos mielenkiinnosta!





























