Embed Size (px)
Citation preview
![Page 1: [IEEE Compound Semiconductors 1997. IEEE Twenty-Fourth International Symposium on Compound Semiconductors - San Diego, CA, USA (8-11 Sept. 1997)] Compound Semiconductors 1997. Proceedings](https://reader037.pdfslide.tips/reader037/viewer/2022092820/5750a7f71a28abcf0cc50bda/html5/thumbnails/1.jpg)
99
Solid Source Molecular Beam Epitaxy of GaxInl-xAsyP1-y Materials for 1.3 pm Lasers
J. N. Baillargeon, W.-Y. Hwang, S. N. G. Chu, and A. Y. Cho Bell Laboratories, Lucent Technologies, 600 Mountain Avenue, Murray Hill, NJ 07974
Abstract. Growth of lattice matched 1.124 and 1.3Q GaxInl.xAsyP1- was performed with all solid source molecular beam epitaxy. Different P and As valved cracking cell iesigns were investigated to enhance photoluminescence (PL) emission uniformity. With appropriately constructed cells, the variation in the PL emission wavelength across a two inch diameter wafer could be made as small as -1% at 1.3 pm and 0.6% at 1.12 pm. Multiquantum well laser diodes fabricated with strained wells and lattice matched barriers show a transparency current density as low as 71 A/cm2 per well and greater than 0.5 W/A efficiencies.
1. Introduction
All solid source molecular beam epitaxy (MBE) is a safe, high precision growth technique. Until just a few years ago growth of 111-V compounds and devices by MBE, exclusively with all solid sources, was limited to the arsenides and antimonides. Reproducible growth of quaternary compounds containing phosphorus was not possible without use of hydrides or metalorganic sources, even though polycrystalline InP and GaP sources were capable of supplying phosphorus vapor.] Red phosphorus could not be utilized because the derived beam flux was highly unstable, even though it had been used successfully for growth of red-emitting AlGaInP laser diodes2 The beam flux instability was a consequence of a seemingly random red to white phosphorus phase transformation. The three temperature zone valved phosphorus cell, recently developed, permits amorphous red phosphorus to be used as a starting source. More specifically, in-situ generation of high vapor pressure a-white phosphorus from amorphous red phosphorus allows the production of a an ultra-stable P, beam flux.3 Subsequently, reproducible stoichiometric growth of Ga$nl-xA%P1-y layers and heterojunction devices is now possible with all solid sources, provided both As and P valved cracking cells are employed. High electron mobility transistors,4 heterojunction bipolar transistors,5 Fabry-Perot lasers6-’ and distributed feedback laser diodes10 have all been demonstrated using valved arsenic an phosphorus sources. As solid source valved cracker cell technology continues to mature, it will become increasingly relevant to MBE electronic and photonic device production.
2. Experimental
Uniformity is of prime importance to the manufacture of devices. Different As and P valved cell designs were studied for the purpose of improving the emission wavelength uniformity. Spatially uniform beam fluxes are the most important requisite for achieving good composition uniformity. Particular attention was paid to the construction of the cracking head section of each valved cell. Minimization of the beam flux transient is essential for obtaining proper multi-quantum well (MQW) device performance, but at least with respect to phosphorus, this must not be realized at the expense of cracking efficiency.
CCC Code 0-7803-3883-9/98/$10.00 0 1998 IEEE
![Page 2: [IEEE Compound Semiconductors 1997. IEEE Twenty-Fourth International Symposium on Compound Semiconductors - San Diego, CA, USA (8-11 Sept. 1997)] Compound Semiconductors 1997. Proceedings](https://reader037.pdfslide.tips/reader037/viewer/2022092820/5750a7f71a28abcf0cc50bda/html5/thumbnails/2.jpg)
100
Modification of the cracking portion of the cells required changes to the flux control valve and/or heater geometry. For the arsenic cell, this entailed retracting the control valve so that it was contained entirely within the heated region, the addition of a small amount of baffling, and a diffuser at the end of the cracking tube. This is the VC-IV As cell, which is an altered VC-111. Modifications to the phosphorus cell cracker section included changing the in-line heater to a radial heater, adding 400 cm2 of a non- baffling Ta surface and end diffuser. The phosphorus valve was also modified to increase its conductance. More specific design details will be given elsewhere.
Of interest here is the uniformity of quaternary material near 1.12 pm (1,12Q), used for separate confinement (SCH) and bamer layers, and 1.3 pm, the QW emission wavelength. The growth system used was a Riber 2300 with 2 inch capability. Column I11 sources were supplied via standard effusion cells. The column V fluxes were extracted from standard and modified Riber KPC series phosphorus, and Riber VAC series and EPI VC series arsenic valved cells. Quaternary layer growth was performed at 500 "C on (100) n-type InP, for both PL emission uniformity experiments and MQW laser structures. InP buffer and cladding layers were grown at 470 "C. Temperature was measured with an optical pyrometer and the values quoted are relative to a measured InP oxide desorption temperature of 490 "C. MQW lasers were grown by fixing the P flux and modulating the As flux during SCH, barrier and QW layer growth. Growth interrupt times of 12s were used at the SCH, QW and barrier interfaces to allow for stabilization of the As beam. Both n- and p- type dopant levels were held constant at 1 x 10l8 cmJ within the confinement regions of the laser, using Si and Be sources, respectively.
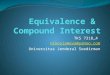
3. Results The PL emission wavelength uniformity as a finction wafer position, for three separate lattice matched quaternary layer growths (on InP), are shown in Fig. 1 . Each layer is 0.8 pm thick. Curve I was obtained using standard (unmodified) KPC40 and VC-I11 cell combination. The variation in wavelength is 56 nm (-4%). A maximum wavelength variation, shown by Curve 11, of 19 nm was obtained with
1.42
1.40
1 1'38
9 ' 1.34
w 2 1.32
1.30
5
s!
4 78 - 0 5 IO IS 20 25
RADIAL POSITION (mm) RADIAL POSITION (mm)
Fig. 1 PL wavelength as a function of wafer position for lattice matched layers obtained with three different As and P valved cell design combinations. The best uniformity achieved was 14.5 nm, -1%.
Fig. 2 PL emission wavelength as a function of wafer position for typical lattice matched SCH and barrier layer material. The uniformity is 6.5 nm, 0.6%.
![Page 3: [IEEE Compound Semiconductors 1997. IEEE Twenty-Fourth International Symposium on Compound Semiconductors - San Diego, CA, USA (8-11 Sept. 1997)] Compound Semiconductors 1997. Proceedings](https://reader037.pdfslide.tips/reader037/viewer/2022092820/5750a7f71a28abcf0cc50bda/html5/thumbnails/3.jpg)
101
unmodified KPC250 and Riber VAC500 combination. Curve 111, having a best wavelength uniformity of 14.5 tun, or -1?40, was achieved with modified KPC250 and VC-IV cells. Shown, in Fig. 2, is the emission uniformity for typical SCH and barrier layer material, also grown with the modified KPC250NC-IV combination. The wavelength uniformity here is 0.6%, or 6.5 nm. The variation in the As/P mole fraction indicated in the figure is believed due almost entirely to the variation in the IdGa mole fraction. The relative abundance of In and Ga adatoms strongly influences the As and P incorporation rates.11 Equally important, the run-to-run wavelength variation for the quaternary improved slightly, from 13 nm to 10 nm.
Epitaxial quaternary material can exhibit strong phase separation within the region bounded by 1.25 pm and 1.36 pm. The degree of spinodal decomposition occurring as the layer grows is intrinsically dependent upon growth temperature. In general, quaternary material tends to phase separate into GaP and InAs rich regions on the growth surface, which incorporate into the layer. The resultant spatial segregation induces non-uniform biaxial strain and energy shift to the band gap. This is a particularly important consideration when GaxInl-xASyP1-y is used for QW material. With respect to structural integrity, spinodal decomposition can impart a roughening to the QW-barrier interfaces. In the case of a MQW laser diode, rough interfaces will degrade device performance, primarily by increasing the internal losses of the structure. Higher growth temperatures produce layers with a smaller degree of phase separation, improved morphology, reduced PL spectral widths, higher PL intensities and less shift to the band edge emission. For these reasons, SCH, barrier and QW layers are grown between 500 - 510"C, rather than at 470 "C along with the InP cladding material.
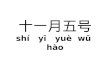
Threshold current density data as a function of inverse cavity length for lasers with different well strain, -0.5 % (tensile) and 0.73% (compressive), are shown in Fig. 3. Individual data points represent an average of three devices. The structure has nine-QWs and was designed for 1.3 pm fiber-to-the- home application. For both lasers, the n-type InP cladding layer thicknesses are 0.6 pm, the p-type InP cladding layers are 1.4 pm. Barrier and SCH region thicknesses are l O O A and 550A per side Gao,141"0,86A~0.32P0.6*, respectively. Barriers, SCH and QWs are unintentionally undoped. The
250
2M)
150 B 3 5 IM
50
0 0 10 20 30 40 50 2w 400 6W
CAVITY LENGTH (pm) INVERSE CAVITY LENOTH (em.')
Fig. 3 Average threshold current density as a Fig. 4 Inverse differential quantum efficiency as m function of inverse cavity length for lasers with function of cavity length for lasers with -0.5% and -0.5% and 0.73% well strain. The transparency 0.73% well strain. Internal losses and quantum current density is 71 and 74 A/cm2, respectively efficiency are provided.
![Page 4: [IEEE Compound Semiconductors 1997. IEEE Twenty-Fourth International Symposium on Compound Semiconductors - San Diego, CA, USA (8-11 Sept. 1997)] Compound Semiconductors 1997. Proceedings](https://reader037.pdfslide.tips/reader037/viewer/2022092820/5750a7f71a28abcf0cc50bda/html5/thumbnails/4.jpg)
102
entire structure was grown with a fixed P beam equivalent pressure (BEP) of 8.3 x 10-6 Torr. During growth of the active region, the As BEP was modulated between 1.4 x IOa Torr (for barriers and SCH regions) and 5.4 x wells), or 5.2 x IO4 Torr (-OS%, lOOA - G ~ o 26IrI072AS0.42P0.58 wells). Both structures have nearly the same transparency current density of -70 Ncm2 per well, and show similar threshold current dependencies with cavity length. A per well transparency current density as low as 55 Ncm2 has been obtained for the same structure utilizing 9- lattice matched, Gao,261~,74Aso,57P~,4~ wells. The corresponding differential quantum efficiencies (DQE), shown in Fig. 4, were measured for the laser diodes of Fig. 3. Data points represent an average of three devices. The devices with the highest DQE have compressive strain wells, as expected. Internal losses for that structure are 12 cm-1 and the internal quantum efficiency is 74%. For the typical 300 pm cavity device with 9 compressive wells, an average power slope efficiency of 0.53 W/A is realized. The tensile strained well devices show a slightly lower slope efficiency of 0.44 W/A for the same cavity length. These values are state-of-the-art.
Torr (0.73%, 75w -
References
[l] A. Y. Cho, M. P, Panish, and Hayashi, Gallium Arsenide andRelated Compoun&, Inst. ofphysics 9, 18 (1970). [2] H. Ashi, Y. Kawamura, M. Ikeda, and H. Okamoto, J. Appl. Pbys. 52,2852 (1981). [ 3 ] J. N. Baillargeon, A. Y. Cho, F. A. Thiel, R. J. Fischer, P. J. Pearah, and K. Y. Cheng, Appl. Phys. Lett. 65, 207
(1994). [4] W. E. Hoke, P. J. Lemonias, D. G. Weir, H. Y. Hendriks, L. J. Chou, and K. C. Hsieh, J. Vac. Sei. Technol.
B14,2233 (1996). [5] T. P. Chin, J. C. P. Chang, J. M. Woodall, W. L. Chen, G. I. Haddad, C. Parks, and A. K. Ramdas, J. Vac. Sei.
Technol. B13,750 (1995). [6] J. N. Baillargeon, K. Y. Cheng, and A. Y., Cho, Proceedings of the 15th North American Conference on Molecular
Beam Epitaxy, September, 1995 (College Park, MD). [7] J. N. Baillargeon, K. Y. Cheng, A. Y. Cho, and S.N.G. Chu, J. Vac. Sci. Technol. B14,2244 (1996). [8] M. Toivonen, P. Savolainen, H. Asonen, and M. Pes% J. Ctystal. Growth 175, 37 (1997). 191 F. G. Johnson, 0. King, F. Seiferth, S. Horst, D. R. Stone, R. D. Whaley, M. Dagenais, and Y. J. Chen, J. Crystal
Growth 175, 46 (1997). [lo] W.-Y. Hwang, J. N. Baillargeon, S. N. G. Chu, P. Sciortino, and A. Y. Cho, 9fh International Conference on
Molecular Beam Epitaxy, September 1996 (Malibu, CA). [ll] J. N. Baillargeon, A. Y. Cho, and K. Y. Cheng, J. Appl. Phys. 79,7652 (1996).