Embed Size (px)
Citation preview

IMPLEMENTACIÓN DE LA SIMULACIÓN DE UNA PLANTA DE PRODUCCIÓN DE ACETAMINOFÉN MEDIANTE EL SOFTWARE DE WONDERWARE PARA LA
ESPECIALIZACIÓN EN CONTROL E INSTRUMENTACIÓN INDUSTRIAL DE LA UNIVERSIDAD PONTIFICIA BOLIVARIANA BUCARAMANGA
YILMAR ALFONSO JAIMES GAMBOA
UNIVERSIDAD PONTIFICIA BOLIVARIANA FACULTAD DE INGENIERÍA ELECTRÓNICA
FACULTAD INGENIERÍA INDUSTRIAL ESCUELA DE INGENIERÍAS
BUCARAMANGA AÑO 2015

IMPLEMENTACIÓN DE LA SIMULACIÓN DE UNA PLANTA DE PRODUCCIÓN DE ACETAMINOFÉN MEDIANTE EL SOFTWARE DE WONDERWARE PARA LA
ESPECIALIZACIÓN EN CONTROL E INSTRUMENTACIÓN INDUSTRIAL DE LA UNIVERSIDAD PONTIFICIA BOLIVARIANA BUCARAMANGA
YILMAR ALFONSO JAIMES GAMBOA
PROYECTO DE GRADO
DIRECTORES MSC. ORLANDO FEDERICO GONZÁLEZ CASALLAS
MSC. CLAUDIA LEONOR RUEDA GUZMÁN
UNIVERSIDAD PONTIFICIA BOLIVARIANA FACULTAD DE INGENIERÍA ELECTRÓNICA
FACULTAD INGENIERÍA INDUSTRIAL ESCUELA DE INGENIERÍAS
BUCARAMANGA AÑO 2015

NOTA DE ACEPTACIÓN
________________________________________
________________________________________
________________________________________
________________________________________
________________________________________
_______________________________________
Presidente de jurado
_______________________________________
Jurado
________________________________________
Jurado
Piedecuesta, Noviembre de 2015

DEDICATORIA
Para mi familia que me ha guiado, formado para actuar y especialmente para mi Abuelo que me demostró que el trabajo fuerte genera los frutos y experiencias más gratas.

AGRADECIMIENTOS
A Dios.
Este proyecto ha sido el fruto de los esfuerzos y las enseñanzas de mi familia a ellos les
debo la oportunidad de poder tener una formación profesional.
A la gran exigencia académica de mis profesores de la facultad de Ingeniería Electrónica.
A la Universidad Pontificia Bolivariana.
A los directores de este proyecto.
A la música de Pink Floyd y Gustavo Cerati.

CONTENIDO
GLOSARIO
INTRODUCCIÓN ............................................................................................................... 6
1. JUSTIFICACIÓN ........................................................................................................... 7
1.1 OBJETIVOS ................................................................................................................ 8
1.1.1 Objetivo general ....................................................................................................... 8
1.1.2 Objetivos específicos ............................................................................................... 8
2. MARCO TEÓRICO ....................................................................................................... 9
2.1 ESTADO DEL ARTE ................................................................................................... 9
2.1.1 Desarrollo de guías didácticas para el laboratorio del módulo “mes” en la
especialización en Control e Instrumentación Industrial de la Universidad Pontificia
Bolivariana seccional Bucaramanga .................................................................................. 9
2.1.2 Acondicionamiento de un brazo manipulador monitoreado por medio de una interfaz
gráfica realizada con “InTouch the Wonderware” ............................................................... 9
2.1.3 Desarrollo de un sistema SCADA del proceso de envasado de líquidos de la
Universidad Pontificia Bolivariana seccional Bucaramanga para la medición de variables
como parte de un sistema MES. Universidad Pontificia Bolivariana seccional
Bucaramanga. ................................................................................................................. 10
2.1.4 Sistemas de ejecución de manufactura en la fabricación integrada por computador y
prácticas de laboratorio de sistemas SCADA. .................................................................. 11
2.1.5 Cray Valley. Monitorización y control del proceso de producción de resinas con
perspectivas hacia una gestión estratégica de la planta. Wonderware Spain “Historias de
éxito en la industria farmacéutica y química” ................................................................... 11
2.2 FUNDAMENTOS TEÓRICOS ................................................................................... 12
2.2.1 PLC………………………………………………………………………………………….12
2.2.2 HMI………………………………………………………………………………………….12
2.2.3 Modelo CIM ............................................................................................................ 13
2.2.4 MES…………………………………………………………………………………………14
2.2.5 Plataforma de software de automatización Wonderware ........................................ 15
2.2.6 Norma ISA S5.1 ..................................................................................................... 16
2.2.7 Norma ISA S5.4 ..................................................................................................... 17
2.2.8 Norma ISA S88.01 ................................................................................................. 17
2.2.9 Norma ISA S95 ...................................................................................................... 18
3. DISEÑO METODOLÓGICO ........................................................................................ 21
3.1 ALCANCE DE LA INVESTIGACIÓN ......................................................................... 21

3.2 PLANTA DE PRODUCCIÓN INDUSTRIAL DE ACETAMINOFÉN ............................ 22
3.3 DISEÑO DE LA INVESTIGACIÓN ............................................................................ 22
3.3.1 Etapas para el desarrollo del proyecto ................................................................... 23
3.4 IMPLICACIONES ÉTICAS ........................................................................................ 25
4. PROCEDIMIENTO ...................................................................................................... 27
4.1 ANÁLISIS DE LA PLANTA DE PRODUCCIÓN ......................................................... 27
4.2 ESTANDARIZACIÓN DEL PROCESO DE PRODUCCIÓN ....................................... 29
4.2.1 Plano básico de la planta ....................................................................................... 29
4.2.2 Diagrama de procesos de la planta ........................................................................ 30
4.2.3 Descripción de cada uno de los procesos que se efectúa en la planta ................... 32
4.3 CREACIÓN DE LOS MODELOS ISA SELECCIONADOS Y FUNDAMENTOS DE
RENDIMIENTO Y DESEMPEÑO DE LA PLANTA ........................................................... 34
4.3.1 Norma ISA S5.1 y S5.4 .......................................................................................... 34
4.3.2 Norma ISA S88 ...................................................................................................... 36
4.3.3 Norma ISA S95 (MUÑOZ, 2015) ............................................................................ 38
4.4 DESARROLLO DEL PROGRAMA LADDER PARA EL PLC ..................................... 46
4.4.1 Grafcet .................................................................................................................. 46
4.4.2 Configuración del InControl .................................................................................... 48
4.5 CREACIÓN DE LA GALAXIA DE ARCHESTRA ....................................................... 51
4.6 DISEÑO DE LA HMI .................................................................................................. 59
4.7 PROGRAMACIÓN DE LA HMI .................................................................................. 59
4.7.1 Manejo de tiempos de flujo y de procesos .............................................................. 64
4.7.2 Actividades de apoyo para la programación en el comportamiento de la planta ..... 65
4.8 ESTABLECIMIENTO DE LOS PARÁMETROS DE RENDIMIENTO ......................... 69
4.9 DESARROLLO DEL VÍDEO TUTORIAL ................................................................... 69
4.10 IMPLEMENTACIÓN DE LA PLANTA EN LABORATORIO DE LA
ESPECIALIZACIÓN EN CONTROL E INSTRUMENTACIÓN INDUSTRIAL .................... 72
5. IMPLEMENTACIÓN DEL MÓDULO DE SIMULACIÓN EN LA PRÁCTICA DE
LABORATORIO MES EN LA ESPECIALIZACIÓN DE CONTROL E INSTRUMENTACIÓN
INDUSTRIAL ................................................................................................................... 73
5.1 HERRAMIENTA DE MEDICIÓN DEL DESEMPEÑO DE LA PLANTA EN LA
PRÁCTICA DE LABORATORIO ...................................................................................... 73
5.2 MEDICIÓN DEL PRE SABER DE LOS ESTUDIANTES ANTES DE LA CLASE ....... 73
5.2.1 ¿Ha tenido alguna interacción con la plataforma Software Wonderware? .............. 74

Se decidió conocer en qué ambiente o lugar interactuó el estudiante con la plataforma de
Wonderware. ................................................................................................................... 74
5.2.2 Seleccione cuál plataforma Wonderware ha trabajado (puede marcar más de una
respuestas) ………………………………………………………………………………………74
5.2.3 Se quiere conocer cuál es la frecuencia con la que se ha utilizado la plataforma
Wonderware por parte de cada uno de los estudiantes. .................................................. 75
5.2.4 ¿Tiene conocimiento y ha manejado alguna tecnología de información orientada a
los sistemas de ejecución de manufactura? ..................................................................... 75
5.2.5 ¿Tiene conocimiento sobre el manejo de Video Tutoriales para el aprendizaje virtual
de algún curso? ............................................................................................................... 76
5.2.6 ¿Tiene conocimiento y ha utilizado algún Sistemas Multimedia para el aprendizaje
de algún curso en modalidad virtual? ............................................................................... 76
5.2.7 Indique qué metodología pedagógica se le facilita para el proceso de aprendizaje en
un curso:…………………………………………………………………………………………...76
5.3 NIVEL DE ACEPTACIÓN DEL MÓDULO EN LA CLASE .......................................... 77
5.3.1 ¿Considera usted que la planta que se presentó para la simulación del proceso es
fácil y amigable de usar? ................................................................................................. 77
5.3.2 ¿Considera usted que la planta que se presentó para la simulación del proceso
ayuda al afianzamiento del conocimiento en el área de MES? ........................................ 77
5.3.3 La simulación que se realizó en la corrida de la planta cumplió con los objetivos que
se planteó al inicio de la actividad. ................................................................................... 78
5.3.4 Considera que la planta para la simulación se ajusta a un modelo real .................. 78
5.3.5 La planta que se presentó para la simulación permite la manipulación de sus
variables, para lograr una simulación real de un proceso. ............................................... 79
5.3.6 ¿El tiempo establecido para hacer la práctica de laboratorio sobre sistemas de
ejecución de manufactura fue el adecuado? .................................................................... 79
5.3.7 ¿Considera que el estudio de los sistemas de ejecución de manufactura debe ser
un punto diferenciado y punto de integración con otras carreras? ................................... 80
5.3.8 ¿Se presentó alguna problemática con el manejo de plataforma virtual del software
Wonderware? .................................................................................................................. 80
5.3.9 Las guías de aprendizaje referente al manejo de Archestra, Intouch e InControl
¿fueron adecuadas para el aprendizaje del laboratorio de sistemas MES? ..................... 81
5.3.10 ¿Presentó alguna dificultad sobre el manejo de los videos tutoriales en la práctica
de laboratorio? ................................................................................................................. 81
5.3.11 Seleccione en cuál de las plataformas de Wonderware desearía profundizar:
(puede marcar más de una respuesta) ............................................................................ 82
5.3.12 Con respecto al conocimiento de sistemas de ejecución de manufactura, indique
en que desea profundizar: (puede marcar más de una opción) ....................................... 82

5.3.13 ¿Cree usted que el curso debe tener mayor número de horas para el aprendizaje
óptimo sobre sistemas MES? .......................................................................................... 83
6. RESULTADOS OBTENIDOS DE LA APLICACIÓN DE LA PLANTA EN EL
LABORATORIO ............................................................................................................... 84
6.1 ASPECTOS SIGNIFICATIVOS ................................................................................. 84
6.1.1 Capacidad para tener el movimiento entre pantallas de la HMI por medio de botones
………………………………………………………………………………………………………84
6.1.2 Capacidad para alterar las cantidades de masa de los insumos. Esta modificación no
se lleva a cabo, pues al aplicar esta sugerencia se debe hacer una modificación del
ejercicio del laboratorio como tal. ..................................................................................... 84
6.1.3 Instalación de bombas. Esta mejora no se lleva a cabo pues el proceso de
producción y en general el computador sufren problemas de velocidad. ......................... 84
6.1.4 Mejor relación de tiempos: este aspecto tiene que ver con la conversión de tiempos
de simulación a tiempo de proceso en el ejercicio, se hace la mejora en el enunciado de la
práctica de laboratorio. .................................................................................................... 84
6.2 MEJORAS APLICADAS ............................................................................................ 84
6.2.1 Proceso .................................................................................................................. 84
6.2.2 Interfaz HMI............................................................................................................ 84
6.2.3 Vídeo tutorial .......................................................................................................... 86
CONCLUSIONES ............................................................................................................ 87
RECOMENDACIONES .................................................................................................... 88
ANEXOS ......................................................................................................................... 93
ANEXO A. Creación del proyecto .................................................................................... 93
A.1 USO DE LA MAQUINA VIRTUAL ............................................................................. 93
A.2 USO DE INCONTROL .............................................................................................. 97
A.1.1 Creación del proyecto ............................................................................................. 97
A.1.2 Programación ladder ........................................................................................... 102
A.1.3 Simulación del programa ..................................................................................... 105
A.1.4 Exportación de las variables ................................................................................ 109
A.3 USO DE ARCHESTRA ........................................................................................... 113
A.3.1 Creación de la galaxia del proyecto ...................................................................... 113
A.3.2 Creación de la planta y sus áreas dentro de la galaxia ......................................... 117
A.3.3 Creación de los elementos de control para la planta ............................................ 125
A.3.4 Creación de la conexión con el InControl ............................................................ 149
A.3.5 Asociación de las variables de InControl con los elementos creados .................. 159

A.3.6 Deploy (implementación) de la planta ................................................................. 162
A.4 USO DE INTOUCH ............................................................................................... 165
A.4.1 Creación de la plantilla InTouch en ArchestrA ..................................................... 165
A.4.2 Creación del archivo InTouch para el proyecto .................................................... 170
A.4.3 Selección y uso de primeros elementos de la HMI .............................................. 174
A.4.4 Programación de la HMI ...................................................................................... 179
A.5 USO DE LA PLANTA ............................................................................................. 185
ANEXO B. Lenguaje Ladder .......................................................................................... 199
ANEXO C. Código HMI .................................................................................................. 205
ANEXO D. Encuestas .................................................................................................... 217
ANEXO E. Guía de la práctica ....................................................................................... 220
ANEXO F. Evidencias fotográficas ................................................................................ 224
ANEXO G. Video tutorial para la simulación .................................................................. 229

LISTA DE TABLAS
Tabla 1.Etapas del desarrollo del proyecto y su clasificación ........................................... 23 Tabla 2. Elementos químicos y su masa atómica ............................................................ 28 Tabla 3. Expresión estequiometria de las sustancias y su respectiva masa atómica ....... 28 Tabla 4. Descripción de los actuadores de la planta ........................................................ 32 Tabla 5. Tanques de almacenamiento y estaciones de proceso ...................................... 32 Tabla 6. Modelo de proceso ............................................................................................ 36 Tabla 7.Tiempo de retardo relacionado a las válvulas ..................................................... 40 Tabla 8. Cada una de las sustancias involucradas y su masa en el proceso ................... 41 Tabla 9.Tiempo en segundos y minutos de cada proceso ............................................... 44 Tabla 10. Tabla de la demanda semanal de producto terminado ..................................... 45

LISTA DE GRAFICAS
Grafica 1.porcentaje de estudiantes que han usado Wonderware ................................... 74 Grafica 2. Ambiente donde el estudiante ha usado Wonderware ..................................... 74 Grafica 3. Software de Wonderware que los estudiantes han usado ............................... 74 Grafica 4. Frecuencia de uso de Wonderware ................................................................. 75 Grafica 5. Conocimiento de tecnologías orientadas a MES ............................................. 75 Grafica 6. Cantidad de estudiantes que ha usado ayudas académicas multimedia ......... 76 Grafica 7. Metodologías más acertadas para la formación según los estudiantes ........... 76 Grafica 8. Estudiantes que conocen ayudas en video para los cursos ............................. 76 Grafica 9. Facilidad para el manejo de la planta .............................................................. 77 Grafica 10. Percepción del apoyo de la planta para entender el tema ............................. 77 Grafica 11. Cumplimiento de las expectativas de la planta para la actividad .................... 78 Grafica 12. Acercamiento del funcionamiento de la planta a un proceso MES real .......... 78 Grafica 13. Manejabilidad de la planta ............................................................................. 79 Grafica 14. Cumplimiento del tiempo estimado para el uso de la planta .......................... 79 Grafica 15. Importancia de los MES para formación multidisciplinaria ............................. 80 Grafica 16. Aparición de problemas en la práctica ........................................................... 80 Grafica 17. Idoneidad de la guía para el laboratorio MES ................................................ 81 Grafica 18. Dificultades en el manejo de video tutoriales ................................................. 81 Grafica 19. Software de Wonderware que desean profundizar los estudiantes ................ 82 Grafica 20. Temas a profundizar en los MES ................................................................... 82 Grafica 21. Conveniencia de aumentar el número de horas de formación en Wonderware
........................................................................................................................................ 83

LISTA DE FIGURAS
Figura 1.Pirámide de la automatización (UPB, 2015) ....................................................... 13 Figura 2.Niveles ISA S95 ( Windsystems , 2015) ............................................................. 18 Figura 3. Planta productora de acetaminofén base .......................................................... 21 Figura 4. Planta de producción del ejemplo con las respectivas sustancias..................... 27 Figura 5.Diseño básico para los elementos de control y actuadores de la planta............. 30 Figura 6. Diagrama del proceso productivo de la planta .................................................. 31 Figura 7. P&ID ................................................................................................................. 35 Figura 8. Modelo físico..................................................................................................... 37 Figura 9. Modelo de control procedimental de la planta ................................................... 38 Figura 10. MRP para la producción de 300Kg de acetaminofén ...................................... 39 Figura 11. Diagrama GRAFCET base para la programación Ladder ............................... 47 Figura 12. Mejoras en la pantalla principal de la interfaz HMI .......................................... 85 Figura 13.Mejoras en la ventana de datos históricos ....................................................... 85 Figura 14.Mejoras en la ventana de parámetros de rendimiento ...................................... 86

LISTA DE IMAGENES
Imagen 1. Creación del proyecto de InControl ................................................................. 48 Imagen 2. Pantallazo del programa ladder....................................................................... 49 Imagen 3. Simulación y modificación de variables del ladder........................................... 49 Imagen 4. Exportación de las variables de InControl ....................................................... 50 Imagen 5. Archivo Excel donde quedan guardadas las variables .................................... 50 Imagen 6. Creación del área principal de la planta .......................................................... 51 Imagen 7.Creacion de la plantilla de las áreas de la planta ............................................. 52 Imagen 8. Creación de cada área .................................................................................... 52 Imagen 9.Creacion de plantillas para elementos discretos .............................................. 53 Imagen 10.Modificación de las plantillas .......................................................................... 53 Imagen 11. Creación de elementos desde las plantillas................................................... 54 Imagen 12. Visualización de las válvulas y bombas de la planta ..................................... 54 Imagen 13.creacion de la plantilla para InControl ............................................................ 55 Imagen 14.Aparición del icono de InControl ..................................................................... 55 Imagen 15. Selección de entradas para ArchestrA .......................................................... 56 Imagen 16. Selección del archivo Excel con las variables del InControl .......................... 56 Imagen 17. Ajuste de las variables del InControl ............................................................. 57 Imagen 18. Asignación de variables de InControl a los elementos creados en ArchestrA 57 Imagen 19. Deploy (implementación) ............................................................................... 58 Imagen 20.Proceso de implementación completo ............................................................ 59 Imagen 21.Creación de la plantilla del Intouch ................................................................. 60 Imagen 22. Visualización del icono de InTouch ............................................................... 61 Imagen 23. Pantallazo del entorno de creación de proyecto InTouch .............................. 61 Imagen 24. Entorno de diseño y librería de elementos .................................................... 62 Imagen 25. Creación de elementos básicos para el proceso ........................................... 62 Imagen 26. Entorno de programación de InTouch ........................................................... 63 Imagen 27. Control de los sensores................................................................................. 64 Imagen 28.control de los sensores .................................................................................. 65 Imagen 29. Alarmas para selección de velocidad y numero de corrida ............................ 66 Imagen 30. Paradas de emergencia y por modificación de válvulas ................................ 66 Imagen 31. Re inicialización de las variables ................................................................... 66 Imagen 32. Contadores que mantienen tiempo en paradas ............................................. 67 Imagen 33.detectores de nivel alto y bajo en cada dispositivo de almacenamiento ......... 68 Imagen 34. Contadores que miden el tiempo de proceso ................................................ 68 Imagen 35. Programación de los parámetros de rendimiento de la planta ....................... 69 Imagen 36. Pantallazo del video tutorial en YouTube ...................................................... 70 Imagen 37. Guía para uso de InControl ........................................................................... 70 Imagen 38. Guía para uso de InTouch ............................................................................. 71 Imagen 39. Guía para uso de la planta ............................................................................ 72

GLOSARIO
CIM: Manufactura Integrada por Computador (CIM, por sus siglas en inglés), consiste en
que todas las actividades que hacen parte de un proceso productivo que pueden ser
supervisadas y controladas por medio de computadoras. La supervisión de los procesos
se hace con el fin de programar las actividades productivas, tener información sobre
inventarios y proveedores con el fin de tomar decisiones estratégicas que orienten el
rumbo de la empresa (UBA, 2015).
HMI: Interfaz Humano Máquina (HMI, por sus siglas en inglés), este tipo de interfaz está
conformada por una pantalla o panel que indica el estado en tiempo real de un proceso
productivo, permite que se hagan acciones que modifiquen variables de proceso y facilita
la observación de datos históricos (REDLION, 2015).
ISA: Sociedad Internacional de Automatización (ISA, por sus siglas en inglés), la cual fue
fundada en 1945, está encargada de desarrollar estándares globales ampliamente
aplicados en los temas de la automatización de los procesos industriales y disciplinas
afines con el ánimo de unificar el desarrollo de las tecnologías de software, hardware y
redes de cada uno de los fabricantes, para de esta forma generar compatibilidad y evitar
redundancias en sus diseños. Además, certifica profesionales de la industria, proporciona
educación y formación, pública libros y artículos técnicos, acoge conferencias y
exposiciones proveer de redes y programas de desarrollo de carrera para sus miembros y
clientes (ISA, 2015).
LAZO DE CONTROL: Conjunto de componentes entre los que se encuentra un elemento
sensor(observa el comportamiento de la variable), un transductor de señal (emisor de
información de variable), un receptor de señal (recibe información sobre la variable), un
comparador de punto de ajuste (compara la información de la variable con un patrón
previamente establecido; suele ser de tipo neumático, electrónico, digital, entre otros) y un
elemento final de control (válvula, calentador, interruptor, entre otros) que están
configurados de una manera en la cual el comportamiento de una variable sea captado
por un sensor, este sensor transmite a un comparador, este identifica una acción a
desempeñar que es enviada al actuador con el fin de ajustar la variable deseada y
generar un estado en el proceso relacionado con la variable en cuestión (CREUS, 2011).
MES: Sistemas de Ejecución de Manufactura (MES, por sus siglas en inglés), estos
sistemas permiten evaluar los procesos productivos y obtener informes del
comportamiento de una planta con el fin de dirigir los esfuerzos de dicha planta a la
mejora del aprovechamiento de sus recursos (APRISO, 2015).
MRP: Material Requierement Planning) o planificador de las necesidades de material, es
el sistema de planificación de materiales y gestión de stocks que responde a las
preguntas de, cuánto y cuándo aprovisionarse de materiales. (GESTIOPOLIS, 2015)
PLC: Controlador Lógico Programable (PLC, por sus siglas en inglés), es un módulo
electrónico que contiene entradas y salidas binarias o analógicas que se comportan de

acuerdo a unos patrones de funcionamiento previamente configurados mediante software
( ROCATEK, 2015).
SERVUCCIÓN: Hace referencia a la fabricación de servicios, cómo los servicios son
intangibles, la generación de los mismos involucra un manejo diferente al de fabricación
de productos (UBA, 2015).
UML: Lenguaje de Modelado Unificado (UML, por sus siglas en inglés), se considera
como un lenguaje grafico para especificar, visualizar y documentar cada una de las partes
que comprende el desarrollo de software, este tipo de modelado entrega la forma de
modelar elementos conceptuales como los procesos de negocio y funciones de sistema;
además de conceptos concretos como lo es la programación, esquemas de bases de
datos y componentes de software.
VÁLVULA SOLENOIDE: Dispositivo de control remoto accionado eléctricamente, es
utilizado para el control del paso de líquidos o gases. Su maniobrabilidad se limita a dos
estados, los cuales son On y Off.
WONDERWARE: Es una plataforma de software que cuenta con una variedad de
aplicaciones que están destinadas a entornos relacionados con la automatización de
procesos industriales, esta plataforma es adquirida por grandes empresas para el control,
supervisión y planeación de sus procesos productivos (WONDERWARE, 2015)

RESUMEN GENERAL DE TRABAJO DE GRADO
TITULO: IMPLEMENTACIÓN DE LA SIMULACIÓN DE UNA PLANTA DE PRODUCCIÓN DE ACETAMINOFÉN MEDIANTE EL SOFTWARE DE WONDERWARE PARA LA ESPECIALIZACIÓN EN CONTROL E INSTRUMENTACIÓN INDUSTRIAL DE LA UNIVERSIDAD PONTIFICIA BOLIVARIANA BUCARAMANGA
AUTOR: Yilmar Alfonso Jaimes Gamboa
FACULTAD: Ingeniería Electrónica
Ingeniería Industrial
DIRECTOR: Orlando Federico González Casallas
Claudia Leonor Rueda Guzmán
RESUMEN
Con base a un ejemplo de clase, se desarrolló una herramienta que involucra temas de
simulación, producción y sistemas de ejecución de manufactura en una planta productora
de acetaminofén. Esta simulación es establecida como una herramienta académica en
una de las prácticas de laboratorio de la especialización en Control e Instrumentación
Industrial de la Universidad Pontificia Bolivariana seccional Bucaramanga. La primera
etapa de este proyecto se basa en la comprensión del proceso químico que rige la
producción de la planta, una vez se ha superado esta etapa se procede a estandarizar un
funcionamiento y el desarrollo de algunos modelos sugeridos en la norma ISA S88 que
guía el diseño físico y de los sistemas de control, esto facilitó conocer los elementos
necesarios para la planta. Al conocer los elementos de control y actuadores necesarios,
se pasa a hacer la programación de un PLC simulado, dicho PLC se conecta a una
interfaz HMI que muestra el comportamiento del proceso y permite generar
modificaciones en las variables de proceso, además de identificar alertas y recopilar
información histórica para el análisis de los parámetros de rendimiento de la producción
de la planta. Finalmente se probó la simulación de la planta en la práctica de laboratorio y
se hizo una medición de su aceptación entre los estudiantes del postgrado.
PALABRAS CLAVES:
Wonderware, MES, Producción, Programación.

GENERAL SUMMARY OF WORK OF GRADE
TITLE: IMPLEMENTATION OF THE SIMULATION OF A PRODUCTION PLANT
ACETAMINOPHEN BY WONDERWARE SOFTWARE FOR SPECIALIZATION IN CONTROL AND INDUSTRIAL INSTRUMENTATION OF THE BOLIVARIAN PONTIFICAL UNIVERSITY
AUTHOR: Yilmar Alfonso Jaimes Gamboa
FACULTY: Electronics Engineering
Industrial Engineering
DIRECTOR: Orlando Federico González Casallas
Claudia Leonor Rueda Guzmán
ABSTRACT
Based on an example of class, it was developed a tool that involves issues of simulation,
production and manufacturing execution systems in a production plant acetaminophen.
This simulation is established as an academic tool in one of the labs of specialization in
Industrial Control and Instrumentation of the Universidad Pontificia Bolivariana in
Bucaramanga. The first stage of this project is based on the understanding of the chemical
processes governing the production of the plant, the second stage sets the operation of
the plant and are developed some suggested models in the ISA S88 standard that guides
the physical design and systems of control, this facilitated establish the necessary
elements for the plant. By knowing the control elements and actuators necessary, the next
step was to make the configuration of a simulated PLC, the PLC is connected to an HMI
interface that shows the behavior of the process and can generate changes in process
variables, identify alerts and to collect historical information for the analysis of performance
parameters of the production plant. The simulation of the plant in the lab was used, finally
was measured the acceptance the plant among graduate students.
KEY WORDS:
Wonderware, MES, PLC, Production, Programming

6
INTRODUCCIÓN
La Universidad Pontificia Bolivariana seccional Bucaramanga ofrece una variedad de programas de Postgrado entre los que se encuentra la especialización en Control e Instrumentación Industrial, programa que está dirigido a profesionales que se desempeñan en temas afines a la automatización, gestión de los procesos industriales, optimización y otras. La especialización en Control e Instrumentación Industrial surge con el fin de capacitar personal con el conocimiento que las empresas en la industria requieren para ser más competitivas, razón por la cual la educación de los profesionales aspirantes al Postgrado se enfoca en generar el conocimiento teórico y práctico que se va a requerir en el campo de acción.
Entre las temáticas que se abordan en la especialización se hace énfasis a los Sistemas MES (Manufacturing Execution Systems) o Sistemas de Ejecución de Manufactura por sus siglas en inglés, que a la vez hacen parte del modelo CIM (Computer Integrated Manufacturing) o Manufactura Integrada por Computador; razón por la cual una de las asignaturas de profundización que se ofrecen en el programa es la de sistema MES, dicha asignatura cuenta con clases presenciales y prácticas de laboratorio en las cuales los tutores exponen los temas relacionados a los sistemas MES.
La asignatura de Sistemas de Ejecución de Manufactura cuenta con una práctica de laboratorio que tiene una metodología que divide en tres partes el desarrollo de la misma. En una primera parte de la práctica se exponen conceptos teóricos que apoyan la temática tratada, en la segunda parte se hace entrega de un computador con el software necesario a cada estudiante para que desarrolle un tutorial sobre el manejo de la plataforma de software de Wonderware, mediante la elaboración de un ejemplo sencillo, en donde se elabora la construcción de una planta pequeña.
El desarrollo de este proyecto tiene relación con la última parte de la práctica, donde se hace uso de un módulo de simulación de una planta de producción industrial desarrollada en la plataforma de software de Wonderware, la cual tiene como objetivo ser una herramienta didáctica para que cada uno de los estudiantes observe el funcionamiento de la misma y tenga la capacidad de manipular las variables de proceso en tiempo real durante la producción, de tal manera que se pueda interpretar la forma en la cual la productividad se ve afectada por cada una de las modificaciones que se le apliquen a la planta; la implementación de esta planta en la práctica de laboratorio arroja como resultado una herramienta acorde para lograr un análisis de los temas relacionados con el sistema de ejecución de manufactura para los estudiantes; lo que se traduce como una fortaleza para el programa de especialización en Control e Instrumentación Industrial de la Universidad Pontificia Bolivariana, Seccional Bucaramanga.

7
1. JUSTIFICACIÓN
La demanda en la industria por profesionales competentes promueve la constante búsqueda de la excelencia académica en la Universidad Pontificia Bolivariana (UPB, 2015), por esta razón se aprecia el interés por parte de la institución por la creación y renovación de recursos académicos tales como bases de datos, software, fuentes bibliográficas, acondicionamiento de laboratorios; además de contar con un cuerpo docente altamente calificado.
El constante desarrollo de la industria tiende a incorporar las tecnologías y la automatización a sus procesos, razón por la cual la implementación de sistemas de supervisión es cada vez más común en las empresas (BENAVIDES, 2015). Dichos sistemas pueden dar a conocer el comportamiento de las variables de proceso que hacen parte de un sistema de producción o servucción y no sólo permite la supervisión sino la manipulación de dichas variables y generar modificaciones en tiempo real en los procesos.
La tecnología dirigida a los diferentes sectores industriales, además de ser una herramienta que proporciona el control y la supervisión de los procesos de producción, también permite medir el rendimiento de la operación con el fin de obtener reportes de eficiencias y establecer criterios en la producción. Estos criterios están orientados a mejoras en la ejecución de los procesos y de la producción, con el fin de maximizar la productividad, optimizando la utilización de los recursos, el rendimiento de la producción y la rentabilidad de la empresa.
Para la especialización en Control e Instrumentación Industrial, es fundamental el desarrollo de una herramienta (CNA, 2015) con características avanzadas y propias de un módulo de simulación que está en capacidad de permitir a los tutores de la asignatura exponer la temática con una mayor profundidad a los profesionales que cursan el postgrado. Además, es un módulo más completo y confiable que brinda la oportunidad al estudiante de interactuar con una simulación de una planta de producción en donde puede observar cada uno de los procesos que hacen parte de ella, así mismo, logra realizar una manipulación de actuadores en tiempo real y supervisar las variaciones en la productividad de la planta y de las eficiencias de los procesos. Por lo tanto, se puede generar una experiencia que aporta crecimientos a las competencias propias de cada uno de los aspirantes al postgrado, relacionado con temas de automatización, producción e instrumentación.
Por otra parte, la Universidad Pontificia Bolivariana seccional Bucaramanga cuenta con un laboratorio de automatización de procesos industriales, el cual pertenece a las facultades de Ingeniería Electrónica, Mecánica e Industrial. Este laboratorio posee licencias de la plataforma de software de Wonderware, lo que facilita el uso de la aplicación para las prácticas de laboratorio de la asignatura sistema MES; además, se destaca que la Universidad cuenta con aulas móviles de computadores disponibles para el servicio de cada asignatura de pregrado o postgrado, permitiendo que cada uno de los estudiantes trabaje de forma individual desde cualquier aula del campus universitario. Se debe tener en cuenta también que las facultades de Ingeniería Industrial e Ingeniería Electrónica cuentan con profesores con los conocimientos de la plataforma de software de Wonderware y sistema MES, lo que permite impartir las clases y laboratorios en la

8
especialización en Control e Instrumentación Industrial con el módulo de simulación diseñado en este proyecto de grado. 1.1 OBJETIVOS 1.1.1 Objetivo general Diseñar e implementar un módulo de simulación del proceso de producción de acetaminofén sobre la plataforma de software Wonderware para las prácticas de laboratorio, de la asignatura de Sistemas de Ejecución de Manufactura, para la especialización en Control e Instrumentación Industrial de la Universidad Pontificia Bolivariana seccional Bucaramanga. 1.1.2 Objetivos específicos
Describir la dinámica del proceso de producción del acetaminofén, sus variables de proceso y equipos necesarios para su producción.
Elaborar un diagrama de proceso en el cual se especifican la secuencia de pasos que se desarrolla durante el proceso de producción del acetaminofén.
Interpretar las normas ISA S88 e ISA S95 para su aplicación en la simulación de la planta de Acetaminofén en la plataforma Wonderware.
Diseñar el programa de automatización del proceso de producción mediante la herramienta InControl de la plataforma Wonderware.
Diseñar la HMI para la operación y visualización del proceso de producción mediante la herramienta InTouch de la plataforma de software Wonderware.
Establecer los parámetros de rendimiento, eficiencia que hacen parte del Sistema de Ejecución de Manufactura de la planta de Acetaminofén.

9
2. MARCO TEÓRICO 2.1 ESTADO DEL ARTE Se hace una investigación sobre proyectos con temáticas similares y que usen como herramienta base a la plataforma de software Wonderware, se seleccionan los trabajos más significativos, de los cuales se hace una descripción de cada uno donde se identifican las similitudes y diferencias al trabajo que se plantea para este proyecto de grado.
2.1.1 Desarrollo de guías didácticas para el laboratorio del módulo “mes” en la especialización en Control e Instrumentación Industrial de la Universidad Pontificia Bolivariana seccional Bucaramanga
Se desarrolló un serie de guías didácticas y metodológicas para la práctica de laboratorio de la asignatura de sistema MES para la especialización en Control e Instrumentación Industrial de la Universidad Pontificia Bolivariana seccional Bucaramanga, este trabajo de grado entrega como resultado: Guías didácticas para el manejo de los LEGO MINDSTORMS (estos son unos módulos robóticos fabricados por LEGO), unos videos tutoriales que orientan el uso básico de la plataforma de software de Wonderware por medio de un ejemplo sencillo, también se hace entrega de una simulación desarrollada en la plataforma de software de Wonderware de una planta productora de jugos, la cual permite hacer la medición de los indicadores de rendimiento de la planta y su manipulación en tiempo real, (MORENO, 2013). Se observa que este módulo de simulación presentó falencias a la hora de ser útil en el laboratorio, pues se presentan errores con el tiempo de los procesos y sus variables, lo que modifica la percepción del funcionamiento de la planta. También presentó dificultades de manejo para los estudiantes, además esta planta productora de jugos tiene un proceso muy básico en el que se manipula una pequeña cantidad de variables, tanques y válvulas solenoides. Las diferencias de este proyecto respecto al presente radican en que el trabajo realizado anteriormente posee una serie de propuestas que no se van a generar en el actual proyecto pues no se encuentran dentro del alcance del mismo, las propuestas que se presentaron anteriormente y que no se van a tener en cuenta son: la elaboración de guías para el manejo de los LEGO MINDSTORMS, la elaboración de los tutoriales y guías de laboratorio del uso básico de las herramientas de la plataforma de software Wonderware mediante un pequeño ejemplo. 2.1.2 Acondicionamiento de un brazo manipulador monitoreado por medio de una
interfaz gráfica realizada con “InTouch the Wonderware”
La Escuela Superior de Ingeniería Mecánica y Eléctrica perteneciente al Instituto Politécnico Nacional Seccional Zacatenco, localizada en ciudad de México, presentaba la ausencia de una herramienta de laboratorio adecuada para las materias de manipuladores industriales, por lo que se emprendió el trabajo de crear una aplicación

10
automatizada y que posea una HMI para observación y manipulación de un brazo mecánico que posee la Universidad, este brazo mecánico cuenta con tres grados de libertad y también fue creado previamente con fines didácticos (ZAMORA, 2009). Se hizo un proceso de instalación de sensores de movimientos basados por potenciómetros y detectores de posición o de trabajo que se hizo con pulsadores, después se pasó a la parte de instrumentación electrónica para llevar las señales a un PLC, la programación del PLC y finalmente el diseño de la aplicación HMI en el software InTouch de Wonderware.
Este proyecto se fundamentó en el uso del software de InTouch de Wonderware al adquirir información de un PLC real que está haciendo el control del comportamiento del brazo robótico, la información desde el PLC hacia el Computador y viceversa es transmitida mediante el estándar recodado 232 o más conocido como RS-232 que es un estándar que permite la comunicación binaria entre dos equipos, lo que permite el correcto funcionamiento de del HMI visualizando el movimiento y acciones del brazo además de hacer su control en tiempo real.
Respecto al proyecto actual para la especialización en Control e Instrumentación Industrial de la Universidad Pontificia Bolivariana seccional Bucaramanga, se tiene una diferencia fuerte pues este posee una simulación completa, es decir que tanto la planta de producción de acetaminofén como el PLC en cuanto a su funcionamiento y programación, hacen parte de una simulación. 2.1.3 Desarrollo de un sistema SCADA del proceso de envasado de líquidos de la
Universidad Pontificia Bolivariana seccional Bucaramanga para la medición de variables como parte de un sistema MES. Universidad Pontificia Bolivariana seccional Bucaramanga.
El desarrollo de este proyecto se basa en la mejora de proyectos anteriores, en los que se realizaron las etapas de diseño, construcción y automatización de una planta de envasado de líquidos que pertenece a la Universidad Pontificia Bolivariana seccional Bucaramanga. Se verificó y probó el funcionamiento de la planta y se desarrolló una interfaz de manejo HMI con una pantalla táctil Siemens que se controla con un PLC modelo s7 300 también del fabricante Siemens (HERRERA, 2013).
Este proyecto centró su esfuerzo en obtener una mejora en la automatización del proceso, pues se pretende instaurar un sistema MES en la planta y crear la HMI por medio del software Intouch. Para la comunicación entre computador y PLC se usa la conexión Ethernet que maneja un protocolo de comunicación TCP/IP, se hace uso de los software Step7 de Siemmens y la plataforma Wonderware de Invensys.
En este proyecto se usa un PLC Siemmens S7 300 real, que se comunica con el computador por medio de la red de Ethernet y el protocolo TCP/IP, esto hace la diferencia con el proyecto que se plantea para la especialización en Control e Instrumentación Industrial donde se va a hacer la simulación del PLC y de la planta a controlar.
11
2.1.4 Sistemas de ejecución de manufactura en la fabricación integrada por computador
y prácticas de laboratorio de sistemas SCADA.
Este trabajo de grado muestra el fruto de la investigación enfocada en estudios y temáticas afines a los sistemas de ejecución de manufactura MES y a la manufactura integrada por computador CIM, con el objetivo de planear una asignatura relacionada con estos temas para el programa de pregrado de Ingeniería Electrónica.
Es importante tener en cuenta los sistemas MES forman un papel importante en la formación de profesionales pues en la industria se aprecia el creciente interés en temas de automatización, pues cada vez es más fuerte la competencia que existe en la industria y las nuevas tecnologías generan integración en los procesos productivos, y de esta manera es posible la generación y manejo de información, información que es utilizada para dirigir las estrategias enfocadas en optimizar la producción (NAVARRO, 2010).
En esta investigación se obtiene una gran cantidad de información sobre la plataforma de software de Wonderware y su uso, aunque no se desarrolla una aplicación, este proyecto tiene la capacidad de aportar conceptos de interés para el desarrollo del módulo de simulación para la especialización en Control e Instrumentación Industrial. 2.1.5 Cray Valley. Monitorización y control del proceso de producción de resinas con
perspectivas hacia una gestión estratégica de la planta. Wonderware Spain
“Historias de éxito en la industria farmacéutica y química”
Cray Valley es una organización perteneciente al grupo empresarial multinacional Total, dicho grupo basa sus actividades en energéticos, en esta empresa en particular se desarrolla la fabricación de resinas alcídicas, que son sustancias materia prima para la elaboración de algunos tipos de pintura.
La empresa de Cray Valley en el pasado tenía un sistema automatizado con PLC y tecnología que no tenía la capacidad de generar información para ser analizada, dado a que posee una tecnología de control y automatización antigua de un fabricante que ya ha desaparecido; al comprender esta problemática y tener aspiraciones a promover en la empresa un sistema de producción más eficiente, se opta por solicitar los servicios y asesoría por parte de Wonderware (WONDERWARE, 2015).
Mediante una inversión en dinero y tiempo, logra instaurar un nuevo sistema automatizado con modelos de manufactura computarizados en los que la información fluye, logrando así mejorar sus procesos productivos y también optimizando el consumo de energía. Se tiene en cuenta que la planta y equipo cambió de forma poco significativa a la hora de aplicar la transformación Wonderware, generando un gran impacto de mejora para la empresa, en términos de ventaja competitiva y posicionamiento en el mercado, basado en inversión tecnológica.

12
2.2 FUNDAMENTOS TEÓRICOS
2.2.1 PLC Los PLC (programmable logic controller) o controladores lógicos programables, son dispositivos que están equipados con un software de monitoreo. Un PLC puede estar conectado mediante una red industrial, puerto serie o red Ethernet a un ordenador principal. Estos dispositivos tienen funciones entre las cuales se destacan la capacidad de realizar el control de procesos continuos. Los PLC llevan incorporados módulos analógicos de entrada y salida, siendo las entradas señales provenientes de sensores generalmente y las salidas señales encargadas de accionar actuadores como válvulas, motores, bombas y entre otros. En el caso de las señales a las entradas de un PLC, son procesadas por un software de monitoreo que manipula las señales en los módulos de salida del dispositivo, de esta forma se logra mantener el control de un proceso. Los sensores y actuadores conectados al PLC por medio de los módulos de entradas y salidas están sometidos a una revisión cíclica del estado de los mismos y se encarga de actualizar el estado de los actuadores en las salidas (WEBB, 1995). Las aplicaciones de un PLC son muy amplias ya que poseen características que permiten programación y manipulación en su software de monitoreo, de esta manera es fácil implementar en el PLC los cambios necesarios para lidiar con las exigencias que se tienen en la producción, lo que permite que muchas aplicaciones en diversos escenarios lleven incorporado un PLC en su sistema de control, por razones como esta un PLC es un dispositivo fundamental en el desarrollo industrial. Muchas de las aplicaciones en las que se interviene con un PLC están relacionadas con procesos repetitivos, en instalaciones de poco espacio que requieren alta rapidez y en donde la mano del hombre no tenga la suficiente competencia o estandarización a la hora de efectuar el trabajo. El lenguaje de programación más aplicado a la hora de generar la programación por medio del software de monitoreo en el PLC se conoce como diagrama de contactos (ladder) o simplemente lenguaje ladder (ROMERA, 1996), también conocido como lenguaje de escalera, surge a partir de los diagramas de relés. Su desarrollo es relativamente sencillo. El IEC (International Electrotechnical Commission) normalizó todos los símbolos que se utilizan en la programación, por esta razón todos los fabricantes de software y PLC aplican esta simbología (PIEDRAFITA, 2004). 2.2.2 HMI HMI (Human Machine Interface) o Interfaz Humano Máquina por sus siglas en español, es una herramienta grafica que es usada en la automatización de los procesos industriales como instrumento de comunicación, manipulación y supervisión de una tarea de una forma segura e intuitiva.

13
Entre las funciones que poseen se encuentran el monitoreo, supervisión, control y verificación de alarmas, permite maniobrabilidad al operador de manera instantánea de un proceso sobre tareas no preestablecidas en el software de monitoreo del PLC, almacenar archivos de datos tomados durante un intervalo de tiempo que posteriormente ayudarán a la corrección de procesos con el fin de optimizar los recursos usados en un proceso, entre otras.
El campo de utilización de una HMI está presente en la supervisión y control de procesos industriales en ambientes no favorables para los seres humanos, procesos que poseen una planta que abarca grandes extensiones o en procesos que, de acuerdo a su naturaleza, requieren de constante monitoreo por parte de un operador. 2.2.3 Modelo CIM Conocido como el modelo de la integración de las computadoras en todos los aspectos del proceso de manufactura, o un sistema complejo de múltiples capas diseñado con el propósito de minimizar los gastos y crear en todos los aspectos relacionados a la producción.
Entonces la manufactura CIM se define como el uso de la tecnología por medio de las computadoras para integrar las actividades de la empresa. La tecnología computacional incluye todo el rango de hardware y de software ocupado en el ambiente CIM, incluyendo lo necesario para el monitoreo, control, telecomunicaciones y administración de un proceso productivo. A continuación se muestra Ver Figura 1 el modelo CIM simbolizado en la pirámide de automatización (BAUMGARTNER & KNISCHEWSKI, 1991). Figura 1.Pirámide de la automatización (UPB, 2015)
Ahora se hace mención de cada una de las partes del modelo CIM y una descripción de sus funciones.
Nivel de Proceso e instrumentación
En este grupo están los elementos de medida de las variables de proceso, entre los que se encuentran los sensores y detectores; también se encuentran en este nivel los actuadores encargados de modificar las variables de proceso.

14
Nivel de control
En este nivel se encuentran el control de los procesos continuos por parte de los PLC, los cuales son configurados con el fin de interpretar las señales de los sensores a sus entradas y crear señales a sus salidas para manipular los actuadores que modifican el proceso.
Nivel de Taller SCADA
En este nivel se visualiza los procesos de la planta y cómo se están llevando a cabo mediante entornos SCADA (Supervisory Control And Data Adquisition, Supervisión, Control y Adquisición de datos) donde se visualiza por medio de herramientas como una HMI o pantallas de verificación los procesos que se están realizando, sus alarmas, alteraciones o fallas (PENIN, 2007).
MES sistema de ejecución de manufactura o Nivel de Fábrica
Este nivel del modelo CIM se encarga de entregar información la cual permite la optimización de las actividades realizadas en los tres niveles inferiores de la pirámide, que involucran etapas de la producción, en los que se abarcan desde el lanzamiento de la orden hasta los productos finales, en este nivel se permite a los operarios el monitoreo, visualización y evaluación de la cadena de producción.
Nivel de dirección empresarial ERP
ERP (Enterprise Resource Planning, Planificación de Recursos Empresariales) Está compuesto de las áreas de mercadeo, ventas, finanzas, compras y manejo de recursos humanos de una organización. En la punta de la pirámide del modelo CIM es la gestión de finanzas, este nivel tiene como objetivo el monitoreo de la efectividad de la planta.
2.2.4 MES Los sistemas MES o sistemas de ejecución de manufactura (Manufacturing Execution Systems) son sistemas informáticos que se encargan de proporcionar herramientas, orientadas a desarrollar de buena forma las distintas actividades, de la administración de la producción.
Un sistema MES es una herramienta que entrega información necesaria que permite la intervención en el nivel de ejecución de las actividades de manufactura, estas modificaciones conllevan a la optimización de las actividades de manufactura, desde que se genera la orden de producción hasta que el artículo está terminado. Las modificaciones que se generan por medio del sistema de control de los procesos y en nivel de producción se aplican con el fin de cumplir con un calendario de tareas asignadas (MEYER & FUCHS, 2009).
Entre las funciones de un sistema MES integrado se encuentran:
La descripción técnica del producto a trabajar y como se obtendrá, la información sobre la disponibilidad de los recursos requeridos para la elaboración del producto, la organización de un cronograma de producción de acuerdo a las actividades necesarias para la producción, planificación de las órdenes de materias primas y secuencias de elaboración ,evolución de la materia prima necesaria para la producción ,entrega de resultados de la producción para su evaluación y análisis, y finalmente el registro del producto final (SCHOLTEN, 2009).

15
Entre las funcionalidades que un sistema MES debe permitir verificar en tiempo real y por medio de software se encuentran.
Mediciones de los flujos de materia prima y productos en proceso
Planificación de la producción en base a la demanda.
Monitoreo y control de la orden. 2.2.5 Plataforma de software de automatización Wonderware Wonderware Se creó en 1987 con la finalidad de desarrollar y vender software de Interfaz Hombre-Máquina (HMI) para su uso en PC IBM y compatibles, en aplicaciones industriales y de automatización de procesos. Actualmente es una filial de la empresa británica Invensys PLC. Actualmente, Wonderware es la empresa líder del mercado de software industrial de manejo de operaciones en tiempo real ( WONDERWARE Spain, 2015), entre estas aplicaciones se incluyen: Supervisión HMI, GeoSCADA, Manejo de Producción, MES, Manejo de Performance, EMI e Integración con el manejo de activos, cadena de oferta y demanda y aplicaciones ERP. Las Soluciones de Software de Wonderware permiten a las empresas sincronizar sus operaciones con sus objetivos de negocios, logrando la flexibilidad y velocidad necesarias para lograr una ventaja competitiva y una rentabilidad sostenida (WONDERWARE Spain, 2015).
A continuación se mencionan las respuestas de software que ofrece Wonderware a la industria (PCASISTENCIAS, 2015).
WIS (Wonderware Information Server): es una aplicación de software que permite presentar la información de la planta en tiempo real a través de la web, permite la posibilidad de emitir reportes y gráficos con datos en tiempo real.
Historian Client (ActiveFactory): software que permite analizar la información histórica de la planta. Elabora gráficos de tendencias y permite que estos sean publicados en la Web o en la Intranet usando el WIS.
Intouch: software de modelado grafico de planta que permite conectar los diferentes dispositivos de la misma, también permite la publicación de resultados por la web mediante WIS
MES (Manufacturing Execution System) Performance: recolecta la información y hace seguimiento de la eficiencia de los equipos y procesos de producción en tiempo real, con el fin de mejorar la productividad.
HMI Reports: permite la generación de reportes del funcionamiento de la planta que son enviados por web mediante formatos comunes como Excel, Word o PDF.
Mobile Reporting (Smartglance): aplicación web que permite monitorear la planta desde un Smartphone para estar conectado en cada momento y en tiempo real con las condiciones de la planta.

16
En el desarrollo de este proyecto se consideran:
Wonderware System Plataform 3.0 es una plataforma de aplicaciones de software industrial que está construida sobre la tecnología Archestra para el control, supervisión y soluciones de generecia de la producción y el desempeño de la misma.
Entre las aplicaciones que se encuentran en Wonderware, se encuentra InTouch que es un software con capacidades gráficas y funcionalidad para la construcción y desempeño de la HMI con fines de automatización. Esta aplicación posee una librería con una amplia variedad de elementos usados en variedad de procesos industriales de los sectores farmacéuticos, químicos, petroleros y muchos más, lo que permite la construcción y modelado del equipo presente en cualquier planta industrial. InTouch Posee dos ventanas principales que son:
Windowmaker. Es una ventana que permite la construcción grafica de la HMI de la planta y su programación mediante comandos básicos de ELSE, IF, ELSE IF.
Windowviewer. Es una ventana que permite poner en funcionamiento la HMI y donde se lleva a cabo el control manual, supervisión y actividades que normalmente puede desarrollar una HMI.
InControl es una herramienta de control en tiempo real de arquitectura abierta que le permite diseñar, crear, probar y ejecutar programas para controlar su proceso. Es una solución que corre en computadores y en varios sistemas operativos, tiene la capacidad de comunicación con un PLC y a partir de allí hacer control, simulación de aplicaciones en el PLC y en algunas versiones la simulación del PLC, es decir que se trabaja un proceso sin la existencia de un PLC. Maneja lenguaje ladder para la creación del software de supervisión del (también conocido como RLL). Archestra: Es una arquitectura de software de información y automatización diseñada para integrar y extender la vida de los sistemas, aprovechando las tecnologías de software y los estándares abiertos más avanzados de la industria. Archestra ha posicionado su actuar en plataformas como las de Wonderware en donde, con el uso de la tecnología ArchestrA, es posible ensamblar aplicaciones rápidamente por medio del uso de objetos de software, en lugar de programarlas desde cero. Es posible crear objetos template para casi cualquier propósito y luego utilizarlos para a partir de ellos construir nuevas aplicaciones de manera sencilla a través del reensamble y la ligera modificación de estos objetos, ahorrando con ello tiempo y reduciendo los costos de desarrollo (WONDERWARE, Spain, 2015). 2.2.6 Norma ISA S5.1
ISA S5.1 ( ANSI/ISA, 1992) Es un estándar creado por la ISA (International society of automation) que tiene el propósito de establecer un medio uniforme para la designación y representación en forma de símbolos de las herramientas y sistemas de instrumentación que se utilizan para la medición, control y supervisión de los procesos en la industria.

17
2.2.7 Norma ISA S5.4
La norma ISA-S5.4 ( ANSI/ISA, 1991) establece la información general de los elementos
que hacen parte de un lazo de control; donde este lazo forma parte de un proceso
descrito por un diagrama de ingeniería conocido como P&ID (Piping and Instruments
Drawings) o diagrama de tuberías e instrumentación. El propósito de esta norma, es
proveer una guía para comprender y elaborar los diagramas de lazos de control de una
forma entendible para todos los involucrados en el proceso de dicho lazo, lo que mejora la
comunicación entre el personal técnico, no técnico, gerentes, diseñadores, constructores,
operadores y personal de mantenimiento.
2.2.8 Norma ISA S88.01
La norma S88 (ANSI/ISA, 1995) en su Parte 1 (S88.01) define los modelos y terminología
que se aplican en los sistemas de control por lotes. Esta norma aparece en 1995 y su
fundamento radica en que permite establecer unos Modelos y unos Términos que han
permitido que todos los fabricantes, empresas consumidoras e ingenieros que participan
en la industria del control catch (control por lotes) hayan podido unificar su lenguaje
independientemente de las herramientas utilizadas en su implementación.
De esta forma, se tiene una homologación de términos como celda de proceso, unidad,
módulos de equipo o módulos de control de una forma unificada y que permite definir
concretamente que sea, que haga y que signifique cada una de ellas. En lo que al modelo
físico, modelo de procedimientos y modelo de control de actividad ha permitido a los
fabricantes de sistemas seguir un mismo criterio a la hora de definir los módulos y
funciones de los que debe tener y cumplir cada uno de sus productos, entre los que se
encuentra: La gestión de recetas, planificación de la producción, gestión de Información
de la producción, gestión del proceso y de la interrelación entre dichos módulos.
La parte 1 de la Norma también toca el tema que define los tipos de recetas que deben
gestionar las compañías con el fin de obtener máximos niveles de flexibilidad e
integración entre sus sistemas empresariales y de planta, y entre diferentes fábricas
(empresas) u organizaciones. Teniendo en cuenta esto, se definen los siguientes tipos de
recetas: receta general, receta de fábrica, receta maestra y receta de control.
La receta general y de fábrica describe los procesos de fabricación para la producción
independientemente de los requerimientos de equipos, las recetas maestra y de control
describen las acciones específicas y detalladas requeridas en unos determinados equipos
para producir un lote del producto.
Para finalizar, al aplicar la combinación del modelo físico y de procedimiento es posible
definir la secuencia de actividades físicas, químicas o biológicas para la fabricación de
una cantidad específica y finita de producto (lote), en una secuencia de procedimientos de
unidad, operaciones y fases a ejecutar en una celda de Proceso.

18
2.2.9 Norma ISA S95
La Norma ISA-95 (ANSI/ISA, 2000) es un estándar internacional que facilita la integración
de las funciones empresariales y los sistemas de control en empresas de manufactura.
Fue desarrollada por ISA (International Society of Automation) en el año de 1990, con el
fin de reducir el riesgo, el coste y los errores que van de la mano con la implementación
de interfaces entre dichos sistemas (funciones empresariales y sistemas de control)
(Scholten, 2007).
Esta norma contiene de los modelos y la terminología que son utilizados para el manejo de la información de un sistema automatizado teniendo en cuenta que la información, tiene que ser intercambiada entre sistemas de ventas, finanzas y logística y sistemas para la producción, mantenimiento y calidad.
El estándar ISA-95 internacional se aplica en todo tipo de entornos de fabricación, en todo el mundo y define 4 niveles en las empresas industriales:
Nivel 0. Define los procesos físicos reales. Nivel 1. Define las actividades involucradas en la detección y la manipulación de
los procesos físicos. Nivel 2. Define las actividades de seguimiento y control de los procesos físicos. Nivel 3. Define las actividades del flujo de trabajo para producir los productos
finales deseados. Nivel 4. Define las actividades relacionadas con la empresa necesaria para
gestionar una organización de fabricación (Brandl, 2015).
Figura 2.Niveles ISA S95 ( Windsystems , 2015)
Con base en cada uno de estos niveles se definen 5 partes o estándares de la norma ISA-95.
Norma ISA S95.00.01 ( ANSI/ISA, 2000) Modelos y terminología
La primera parte de esta norma proporciona los modelos estándar y la terminología para describir las interfaces entre los sistemas de negocio de una empresa y sus operaciones

19
de fabricación y sistemas de control. Los modelos y la terminología que se presentan en esta norma cuentan con los siguientes fines y características:
Hacer la integración de sistemas de control con sistemas de la empresa durante todo el ciclo de vida de los sistemas.
para mejorar las capacidades de integración existentes de las operaciones de fabricación y sistemas de control con los sistemas empresariales.
Se puede aplicar con independencia del grado de automatización.
Esta norma proporciona una terminología estándar y un conjunto coherente de conceptos y modelos destinados a la integración entre los sistemas de control y los sistemas para mejorar la comunicación entre todos los departamentos empresariales involucrados en la actividad.
Norma ISA S95.00.02 (ANSI/ISA, 2001) Atributos del modelo de objetos
Esta sección del estándar define, modelos de objetos formales para el intercambio de información descrita en la Parte 1 (siendo la parte 1 la encargada de definir las actividades involucradas en la detección y la manipulación de los procesos físicos) usando modelos UML de objetos, tablas de atributos y ejemplos.
Los modelos y terminología definidos en esta parte de la norma buscan establecer un estándar y un conjunto coherente de conceptos y modelos para la integración de sistemas de control con los sistemas empresariales que mejoren la comunicación entre todas las partes involucradas. Esta norma puede ser utilizada para reducir el esfuerzo asociado a la implementación de nuevas ofertas de productos. El objetivo es contar con sistemas empresariales y sistemas de control que interactúan y se integran fácilmente.
Norma ISA S95.00.03 (ANSI/ISA, 2005) Modelos de actividad
Define las actividades de producción y de los flujos de información. Esta parte de la norma proporciona modelos de referencia para las actividades de producción, actividades de calidad, actividades de mantenimiento y las actividades de inventario. Con estos modelos se puede dejar en claro cuál es la situación real de su empresa, en si fundamenta y es base del funcionamiento de una MES (sistema de ejecución de manufactura).
La aplicación de esta parte de la norma conlleva a las siguientes ventajas:
Conocimiento del manejo de proveedores con respecto al nivel de producción. Información sobre necesidades de los clientes. Se desarrolla una definición más completa de las actividades de producción y la
información dentro de la empresa. Se establece cuales sistemas de automatización se utilizan en el área de
producción y cuál es la responsabilidad exacta de cada una.
Norma ISA S95.00.04 Modelos y atributos de los objetos
Esta especificación técnica define los modelos de objetos que determinan qué información se intercambia entre las actividades MES (que se definen en el parte 3). Los modelos y los atributos de la parte 4 son la base para el diseño y la implementación de estándares de interfaz y asegurando de un lapso flexible de la cooperación y el intercambio de información entre las diferentes actividades MES.

20
Norma ISA S95.00.05 Transacciones de fabricación
Se basa en el uso de modelos de ISA-95 previamente definidas en los estándares de la Parte 1 y Parte 2, para definir modelos de transacción para el intercambio de información. Las transacciones se dan en todos los niveles dentro de la empresa y entre los socios de la empresa, y están relacionados con todas sus actividades; pero el foco de esta norma es la interfaz entre los sistemas empresariales, comerciales y sistemas de fabricación. Esta norma tiene la responsabilidad de proporcionar información acerca del nivel de trabajo requerido para la construcción de mensajes de información de las transacciones de negocio a la fabricación. Esta norma define las transacciones en materia de intercambios de información entre las
aplicaciones que realizan actividades empresariales y de fabricación asociados a los
niveles 3 y 4. Los intercambios tienen por objeto permitir la recopilación de información,
recuperación, transferencia y almacenamiento de apoyo a la integración de sistemas de
control de la empresa.

21
3. DISEÑO METODOLÓGICO 3.1 ALCANCE DE LA INVESTIGACIÓN El desarrollo del módulo de simulación destinado para las prácticas del laboratorio de la asignatura sistema MES de la especialización en Control e Instrumentación Industrial está centrado en implantar una herramienta completa que permita conocer el funcionamiento de una planta de producción, en donde se puede manipular las variables de proceso y observar el comportamiento de la eficiencia de los mismos y de los tiempos de producción, los cuales se alteran en tiempo real. Para tener un soporte técnico se hizo una interpretación de estándares ISA, en los que se busca aplicar en la simulación de la planta de acetaminofén algunos apartados de las normas ISA S88 e ISA S95. Respecto a la norma ISA S88 se generan los siguientes modelos: modelo de proceso, modelo físico y modelo de control procedimental; en cuanto a la norma ISA S95 se identificaron y se aplicaron conceptos fundamentados en modelos del estándar para establecer: Capacidad de la producción, definición de procesos productivos, definición de un cronograma de producción y desempeño de la producción de la planta productora de acetaminofén. También se genera el diagrama P&ID que está soportado por los estándares ISA S5.1 e ISAS5.4 donde se designan y simbolizan los componentes de la instrumentación de la planta y sus respectivos lazos de control. Figura 3. Planta productora de acetaminofén base
Una vez se estableció la aplicación de la simulación de la planta productora de acetaminofén, se mide el impacto en la clase impartidas a los estudiantes, se observó si se obtuvo una fortaleza en la explicación de la temática asociada a los sistemas MES por parte de los docentes, además, si se proporcionó una mejora en la calidad de las prácticas de laboratorio propias de la asignatura de sistema MES y en la formación de los profesionales aspirantes a la especialización en Control e Instrumentación Industrial.

22
De acuerdo a lo anterior, para el desarrollo del proyecto se hizo un estudio sobre los procesos y sus respectivas variables, las cuales están relacionadas con la producción del acetaminofén, la interpretación de los estándares ISA y la investigación sobre el uso de la plataforma de software de Wonderware. 3.2 PLANTA DE PRODUCCIÓN INDUSTRIAL DE ACETAMINOFÉN El módulo de simulación está basado en una planta de producción industrial de Acetaminofén, dicha planta se muestra en la Figura 3.
Se evidencia que en el diseño básico de la planta de Acetaminofén, se hace una descripción de la situación del funcionamiento de la planta y a su vez se enuncian cada uno de los procesos involucrados, además de los tiempos, temperaturas y niveles en los tanques de suministros, dichas características de la producción son ideales.
Se desea planificar la fabricación del Acetaminofén para el periodo de una semana. La planta que se tiene posee la particularidad de generar un producto con una concentración del 71% de acetaminofén líquido. Para hacer la explicación del proceso de producción, este se tuvo que clasificar en tres fases secuenciales, las cuales son: Hidratación de la cetena, esterificación del ácido acético y obtención del paracetaminofenol (acetaminofén o también conocido como paracetamol, al 71% de concentración), posteriormente, se hace a continuación una descripción más detallada de cada una de las fases del proceso de producción.
Pasos a seguir en la producción:
Purificación: Se realiza un proceso de purificación del para-Aminofenol; extrayendo un 4% del compuesto (este 4% es producto con nivel de impureza que afectaría la fabricación de acetaminofén). Las condiciones del proceso de purificación están controladas. Tiempo de 15 minutos. Reacción: El para-Aminofenol purificado junto con el ácido acético y el anhídrido acético, reaccionan (a 132 °C y presión controlada) para obtener el acetaminofén y ácido acético. Tiempo de 45 minutos. Separador: Se procede con la separación entre el acetaminofén y el ácido acético; en esta separación el ácido acético pasa a estado líquido y el acetaminofén se utiliza para generar las tabletas de concentración de 500 mg. Tiempo de 50 minutos. El enunciado de este proceso de producción fue tomado de un parcial con el título de “Caso de planificación y control de una empresa del sector farmacéutico”, formulado por el profesor Orlando Federico González Casallas para la asignatura de Control de la Producción de la facultad de Ingeniería Industrial de la Universidad Pontificia Bolivariana seccional Bucaramanga.
3.3 DISEÑO DE LA INVESTIGACIÓN Para el desarrollo del proyecto este se divide en 8 etapas, las cuales son secuenciales y se describen a continuación de acuerdo al tipo de investigación que se llevará a cabo.

23
Tabla 1.Etapas del desarrollo del proyecto y su clasificación
EXPLORATORIO ETAPA1. Análisis de la planta de producción ETAPA2. Estandarización del proceso de producción ETAPA3. Estudio e interpretación de los estándares de las normas ISA S5.1 S5.4 S88.01 S95.01-03 para el desarrollo de la automatización ETAPA4. Familiarización con la plataforma de software Wonderware
DESCRIPTIVO ETAPA5. Aplicación conceptos y creación de modelos de los estándares ISA en la planta, creación de modelos. ETAPA6. Creación del programa de automatización y simulación del PLC ETAPA7: Diseño de la HMI y unión con la simulación del PLC ETAPA8. Programación de la HMI ETAPA9. Establecimiento de los parámetros de rendimiento y eficiencia en los procesos de producción como parte de un sistema MES ETAPA10. Utilización del módulo de simulación de la planta en la práctica de laboratorio de la asignatura de sistema MES de la especialización en Control e Instrumentación Industrial ETAPA11. Análisis de los resultados obtenidos de la herramienta de medición ETAPA12. Aplicación de mejoras obtenidas desde la medición ETAPA13. Elaboración del informe final del proyecto
Fuente: Autor
3.3.1 Etapas para el desarrollo del proyecto
ETAPA1. Análisis de la planta de producción:
Se procedió a comprender la dinámica, el equipo necesario y variables del proceso de producción del Acetaminofén, con el fin de entender su funcionamiento y hacer modificaciones a los procesos y a la planta en el caso de ser necesarios. ETAPA2. Estandarización del proceso de producción:

24
En esta etapa fue necesario establecer una secuencialidad y orden en las actividades que hacen parte de la planta por lo que se pasa a elaborar un diagrama de proceso, en el cual se especifican la secuencia de pasos que se desarrolla durante la producción del Acetaminofén.
ETAPA3. Estudio e interpretación de los estándares de las normas ISA S88 S95 para el desarrollo de la automatización: Para el desarrollo de esta etapa se hizo un estudio minucioso sobre los estándares generados por la ISA S88 y S95, con el fin de orientar las siguientes etapas de este proyecto para la obtención de un diseño de funcionamiento de la planta que no tenga redundancias ni conflictos en los diferentes niveles de su automatización; también se tuvo en cuenta los estándares S5.1 y S5.4 para la creación del diagrama de planta. ETAPA4. Familiarización con la plataforma de software Wonderware: Una vez se estableció el proceso de producción se hizo una familiarización con las herramientas que proporciona la plataforma de software de Wonderware, donde se pudo identificar la funcionalidad de cada una de ellas y se proyectó el trabajo a realizar y así poder generar la simulación del módulo. ETAPA5. Creación de los modelos y aplicación de conceptos de los estándares ISA en la planta. Se aplicaron los conceptos y modelos previamente formulados en el alcance del actual proyecto, con el fin de orientar el diseño, estandarización y formalización de la planta. ETAPA6. Creación del programa de automatización y simulación del PLC:
Después de la secuencia de actividades de la planta, se procedió a diseñar el programa de automatización del proceso de producción en lenguaje ladder, así mismo, se estableció la lógica de la automatización de la producción, donde se generó la simulación del PLC y su programación mediante la herramienta InControl de la plataforma Wonderware, en esta etapa del desarrollo del proyecto se llevaron a cabo simulaciones del PLC y se comprobó su correcto funcionamiento de acuerdo a la estandarización del proceso que se estableció en la etapa 5.
ETAPA7: Diseño de la HMI y unión con la simulación del PLC:
Mediante el uso de la galaxia de Archestra, que también es una de las herramientas de software de la plataforma Wonderware, se generó un modelo en el cual se hizo la creación de módulos de cada uno de los elementos que hacen parte de la planta, entre los que se encuentran los tanques, válvulas y bombas; con el fin de relacionar las variables del programa del PLC con el modelo. Posteriormente, se procedió a realizar la toma de los módulos de los elementos de la planta que están en la galaxia de Archestra, como base para diseñar la HMI, esencial para llevar a cabo la operación y visualización del proceso de producción, mediante la herramienta InTouch que también hace parte de la plataforma de software Wonderware.
ETAPA8. Programación de la HMI:
En esta etapa se realizó el diseño de alarmas, variables y se obtuvo una representación gráfica de la planta, del mismo modo se ejecutó el proceso de programar el comportamiento de la HMI, de acuerdo a las variables que se han establecido en la etapa de la simulación del PLC y que se han anexado en el modelo como módulos en la galaxia de Archestra, donde se puede evidenciar que este proceso generó modificaciones en los

25
software de InControl, ArchestrA e InTouch a medida que se hizo su ejecución. Una vez finalizada esta etapa del proyecto, se pudo observar el comportamiento automático de la planta y se especifica que se tiene la posibilidad de intervenir en las variables del proceso de producción del Acetaminofén en tiempo real.
ETAPA9. Establecimiento de los parámetros de rendimiento y eficiencia en los procesos de producción como parte de un sistema MES: Una vez programada la HMI y comprobado su correcto funcionamiento se pasó a establecer los parámetros de la planta en funcionamiento en óptimas condiciones y respectivamente los de rendimiento y eficiencia en los procesos de la producción realizados por maquinaria, con el fin de identificar como se afecta el nivel de producción y eficiencia de los procesos a la hora de hacer cambios en las variables del mismo, de esta forma se estableció el sistema MES de la planta. Una vez se finalizó esta etapa se probó el completo funcionamiento del módulo de simulación, por consiguiente, a partir de esta etapa la planta ya está disponible para ser utilizada.
ETAPA10. Utilización del módulo de simulación de la planta en la práctica de laboratorio de la asignatura de sistema MES de la especialización en Control e Instrumentación Industrial: Se realizó la implementación del modelo de simulación en la práctica de laboratorio de sistemas MES, lo que permitió que estudiantes y docentes evidenciaran el respectivo funcionamiento de la planta y a su vez se apreciaron buenas críticas sobre su ejecución y algunas sugerencias. Además, en esta etapa se aplicó un instrumento de medición sobre la conformidad al usar la planta y en el desempeño de la clase y algunos pre saberes; este instrumento fue una encuesta dirigida sólo a los estudiantes.
ETAPA11. Análisis de los resultados obtenidos de la herramienta de medición: En esta etapa se realizó el debido análisis, el cual fue emitido por el instrumento de medición, donde se recopiló información sobre posibles mejoras que se pueden implementar y a su vez se adquirió un nivel de satisfacción e información referente a la competencia del uso de la planta en la práctica del laboratorio. ETAPA12. Aplicación de mejoras obtenidas desde la medición: Los resultados obtenidos desde el instrumento de medición permitieron identificar algunas debilidades que se presentaron en la planta y dichas debilidades son traducidas en fortalezas, debido a que se generaron modificaciones, las cuales mejoraron las características del funcionamiento de la simulación de la planta. ETAPA13. Elaboración del informe final del proyecto: En esta etapa se generó la documentación que respalda el respectivo proceso que se ha llevado a cabo para ejecutar el módulo de simulación, por lo tanto, esta documentación se define como la respuesta a la problemática que enfrenta la asignatura de sistema MES de la especialización en Control e Instrumentación Industrial; además se preparó la sustentación de este informe final del proyecto frente a los calificadores, directores de los programas académicos y personas interesadas en el tema. 3.4 IMPLICACIONES ÉTICAS Este proyecto tuvo como finalidad desarrollar una aplicación centrada a temas de automatización, la cual es y será útil para las prácticas de laboratorio de la asignatura

26
sistema MES de la especialización en Control e Instrumentación Industrial de la Universidad Pontificia Bolivariana seccional Bucaramanga. El actual proyecto se realizó con el ánimo de obtener los títulos de pregrado de Ingeniero Electrónico e Ingeniero Industrial. El resultado funcional del proyecto de grado fue implementado en la práctica de laboratorio de la asignatura de Sistemas MES para ser entregado a la Universidad Pontificia Bolivariana, con el fin de mejorar los procesos educativos de una de las materias de la respectiva especialización.

27
4. PROCEDIMIENTO
4.1 ANÁLISIS DE LA PLANTA DE PRODUCCIÓN
El proceso de producción de acetaminofén, propuesto por el Ingeniero Orlando Federico
Gonzalez Casallas, donde se muestran las reacciones químicas básicas. Fue diseñado
con el propósito de apropiar conceptos relacionados con materiales y planificación de
actividades; de modo que se afirma que no es una ejemplificación del proceso real de la
producción de dicho medicamento, debido a que las variables químicas y procesos que se
deben manipular en la producción real están fuera de las temáticas de la Ingeniería
Industrial y/o la Ingeniería Electrónica, por lo tanto hacen parte de la química aplicada.
Además, se consideraron los procesos de purificación, reacción y separación como
ideales, es decir que las variables de presión, temperatura y tiempo de dichos procesos
no van a ser alterados en ningún momento, debido a que se entraría a manipular
variables químicas que alterarían la calidad del producto, otro aspecto a tener en cuenta
se relaciona a la velocidad con la reacciona el proceso no cambia; de modo que los
aspectos mencionados anteriormente no se modifican pues no son el objetivo a trabajar
en el actual proyecto.
Las reacciones químicas del proceso son la base de la producción del Acetaminofén, y
estas reacciones se rigen por un balanceo de masas, que permitieron conocer las
cantidades que cada reactivo necesita para la producción de dicho medicamento.
Figura 4. Planta de producción del ejemplo con las respectivas sustancias
El primer paso para iniciar con el análisis de la planta fue el conocimiento de cada una de
las sustancias químicas que conforman los procesos químicos y también de cada uno de
los elementos químicos que conforman dichas sustancias. Se muestra en la Tabla 2 y
Tabla3 información de las sustancias y de los elementos químicos presentes en los
procesos de esta planta de producción de Acetaminofén:

28
Tabla 2. Elementos químicos y su masa atómica
Átomo Masa atómico (kg/kmol)
Carbono 12
Hidrógeno 1
Oxígeno 16
Nitrógeno 14
Tabla 3. Expresión estequiometria de las sustancias y su respectiva masa atómica
Se muestra en la Figura 4 que a la entrada de la reacción se tienen dos sustancias, estas
son: Para Aminofenol, ácido acético y anhídrido acético. Y a la salida se tienen dos
sustancias que son: Ácido acético y paracetamol (Acetaminofén)
A continuación se muestra la expresión del comportamiento de la reacción y de cada una
de las sustancias que la conforman:
𝑃𝑎𝑟𝑎𝐴𝑚𝑖𝑛𝑜𝑓𝑒𝑛𝑜𝑙 + 𝐴𝑐𝑖𝑑𝑜 𝑎𝑐é𝑡𝑖𝑐𝑜 + 𝐴𝑛ℎí𝑑𝑟𝑖𝑑𝑜 𝑎𝑐é𝑡𝑖𝑐𝑜 = 𝐴𝑐𝑖𝑑𝑜 𝑎𝑐é𝑡𝑖𝑐𝑜 + 𝑃𝑎𝑟𝑎𝑐𝑒𝑡𝑎𝑚𝑜𝑙
Es necesario manejar cada una de las sustancias químicas por su nomenclatura (Ver
Tabla 3), con el fin de conocer los elementos químicos que conforman la molécula de la
sustancia y así tener la capacidad de identificar su respectiva masa atómica para verificar
el balanceo de la expresión.
Ahora se muestra una igualdad con los valores de las masas atómicas de cada una de las
sustancias que hacen parte de la reacción del proceso.
Se hace la suma de unidades de masa atómica y se encuentra que la expresión no está
balanceada, es decir que no se cumple con la ley de la conservación de la masa, razón
por la cual se tiene que hacer balanceo.
Sustancia Nomenclatura Masa atómica
Para-amino fenol 109
Anhídrido acético 102
Acido acético 60
Acetaminofén 151
29
Para generar el balanceo de masas no hace falta entrar en complicados análisis químicos
de estequiometria, solo basta con deducir que se requieren dos moléculas de ácido
acético para que la expresión cumpla con la ley de la conservación de la masa.
Se observa la igualdad con las masas atómicas de cada sustancia, ahora teniendo las dos
moléculas de ácido acético mencionadas anteriormente
De esta forma se logró balancear la ecuación y establecer el cumplimiento de la ley de
conservación de masa en una reacción química.
Una vez se ha logrado el balance de masa en la reacción, se puede generar un MRP
(Material Requierement Planning o planificador de las necesidades de material) para
conocer las cantidades de insumos necesitados para producir 300 kilogramos de
acetaminofén que se producirán en cada una de los lotes. En el enunciado del problema
se indica que se puede obtener tabletas para adultos de Acetaminofén de 500 mg que se
venden en el mercado en cajas de presentación de 20 tabletas.
Se presenta el siguiente análisis dimensional para establecer la cantidad de cajas de
tabletas a producir teniendo como base 300 kilogramos de acetaminofén
4.2 ESTANDARIZACIÓN DEL PROCESO DE PRODUCCIÓN
Una vez se han identificado las proporciones de masa para cada uno de los reactivos se
procede a analizar la planta. El esquema del ejercicio, mostrado en la Figura 4, tiene
algunas falencias en lo que respecta a la falta de tanques de depósito para residuos y
reactivos, dichos tanques están destinados al almacenamiento de materiales para la
producción y del producto final, por lo que se debe crear un esquema básico de planta
con los elementos básicos para que el proceso se pueda desarrollar, una secuencia de
pasos en los procesos y una descripción detallada de cada uno de los procesos, a
continuación se muestra el diseño que se elaboró para la planta y su funcionamiento.
4.2.1 Plano básico de la planta
Para establecer un punto de inicio de los elementos que hacen parte de la planta, se
diseñó un dibujo del proceso básico que involucra cada uno de los elementos de control
fundamentales para el aseguramiento del proceso, así como los tanques y herramientas
de proceso que se requieren para la producción del Acetaminofén, cabe resaltar que por

30
cada una de las válvulas se debe ubicar una bomba y que las flechas conectoras no son
representativas respecto a las tuberías reales, de esta forma se obtuvo el diseño base
que se muestra en la Figura 5.
Figura 5.Diseño básico para los elementos de control y actuadores de la planta
4.2.2 Diagrama de procesos de la planta
Al tener establecido el diagrama base de la planta se procedió a identificar y plasmar en
un diagrama de procesos cada una de las decisiones y procedimientos respectivos, los
cuales son necesarios a lo largo de la producción desde que se inicia hasta que se finaliza
el funcionamiento de la planta, este diagrama de procesos se muestra en la Figura 6.

31
Figura 6. Diagrama del proceso productivo de la planta

32
4.2.3 Descripción de cada uno de los procesos que se efectúa en la planta
Para comprender la descripción de los procesos a llevar a cabo en la planta, es necesario
comprender la relación que existe entre el numeral 4.2 ESTANDARIZACION DEL
PROCESO DE PRODUCCIÓN y el numeral 4.3.1 NORMA ISA S5.1 y S5.4 pues el
desarrollo de ambos numerales se hizo de forma simultánea, y antes de seguir es
necesario dar unas indicaciones que se muestran a continuación y que dan información
sobre las características físicas de la planta y de sus actuadores.
Tabla 4. Descripción de los actuadores de la planta
Descripción de cada tipo de elemento
Válvulas Bombas Función
FV1 P1 Permite el flujo de Para-Aminofenol entre el tanque de almacenamiento de este reactivo y el purificador
FV2 P2 Permite el flujo desde el purificador hasta el tanque de residuo de para Aminofenol
FV3 P3 Permite la salida de para Aminofenol desde el purificador hasta el reactor
FV4 P4 Permite el flujo de ácido acético desde el tanque de suministro hasta el reactor
FV5 P5 Permite el flujo de anhídrido acético desde el tanque de suministro hasta el reactor
FV6 P6 Permite el flujo desde el reactor hasta el separador
FV7 P7 Permite el flujo desde el separador hasta el tanque de almacenamiento de ácido acético
FV8 P8 Permite el flujo desde el separador hasta el tanque de almacenamiento de Acetaminofén.
Tabla 5. Tanques de almacenamiento y estaciones de proceso
Nombre de tanques, estaciones de proceso y sus funciones
TK-1 Almacenamiento de para Aminofenol
Purificador Purificación del para Aminofenol
TK-2 Almacenamiento de residuos después de la purificación del para Aminofenol
TK-3 Almacenamiento de ácido acético
Reactor Se lleva a cabo la reacción de los insumos
TK-4 Almacenamiento de anhídrido acético
Separador Se genera la separación de ácido acético y acetaminofén después de la reacción
TK-5 Almacenamiento de ácido acético después de la reacción
TK-6 Almacenamiento de acetaminofén como producto final
Una vez establecido el diagrama de procesos de la planta, y dadas las indicaciones
anteriores, el siguiente paso fue describir minuciosamente las acciones que se llevaron a
cabo en cada una de las etapas de la producción de Acetaminofén, de esta forma se
33
buscó eliminar posibles redundancias en la secuencia de actividades que se deben
cumplir para manipular las variables del proceso de la planta. Por consiguiente, se
muestra la secuencia obtenida:
Inicio de la operación por medio de un pulsador
Apertura de válvula FV1 que permitió el flujo de Para-Aminofenol entre el tanque
de almacenamiento de este reactivo y el purificador
Llenado del purificador
Cerrar FV1 válvula que permitió el flujo en Para- Amino fenol entre el tanque de
este reactivo y el purificador
Proceso de purificación
Apertura de FV2 FV3 FV4 FV5 válvulas que permitieron el flujo desde el
purificador hacia el tanque de residuo de Para-Aminofenol de baja pureza, para-
Aminofenol de puro desde el purificador hasta el reactor, flujo desde el tanque de
almacenamiento de ácido acético al reactor y finalmente desde el tanque de
almacenamiento de anhídrido acético hasta el reactor
Llenado del reactor
Cerrar FV2 FV3 FV4 FV5 las válvulas que permiten el flujo desde el purificador
hacia el tanque de residuo de para-Aminofenol de baja pureza, para-Aminofenol
de puro desde el purificador hasta el reactor, flujo desde el tanque de
almacenamiento de ácido acético al reactor y finalmente desde el tanque de
almacenamiento de anhídrido acético hasta el reactor
Proceso de reacción
Apertura de FV6 válvula que permitió el paso de fluido desde el reactor hasta el
separador
Llenado del separador
Cerrar FV6 válvula que permitió el paso de fluido desde el reactor hasta el
separador
Proceso de separación
Apertura de FV7 y FV8 válvulas que permitieron la salida de Ácido Acético y a
Acetaminofén a sus respectivos tanques de almacenamiento desde el separador
Llenado de TK-5 y TK-6 los tanques de almacenamiento del paracetamol y ácido
acético
Cerrado de FV7 y FV8 válvulas que permitieron la salida de Ácido Acético y
Acetaminofén a sus respectivos tanques de almacenamiento desde el separador
Fin
Para la medición del nivel de cada uno de los tanques de almacenamiento y de las
herramientas de proceso se hizo uso de sensores que se programaron dentro de la
HMI. Estos fueron los encargados de generar las modificaciones en el estado del PLC,
además se creó un botón de paro de emergencia.
Las variables a medir dentro del proceso fueron los tiempos de flujo de los reactivos,
mientras fueron transportados de un tanque a otro.

34
4.3 CREACIÓN DE LOS MODELOS ISA SELECCIONADOS Y FUNDAMENTOS DE RENDIMIENTO Y DESEMPEÑO DE LA PLANTA
Como se mencionó en el alcance del proyecto, se tiene como objetivo el desarrollo de la
creación de modelos, respecto a la norma ISA S88 estos son: modelo de proceso, modelo
físico y modelo de control procedimental; en cuanto a la norma ISA S95 se identifican y
aplican conceptos fundamentados en modelos del estándar para establecer: capacidad
de la producción, definición de procesos productivos, definición de un cronograma de
producción y desempeño de la producción de la planta productora de Acetaminofén;
también se genera el diagrama P&ID que está soportado por los estándares ISA S5.1 e
ISAS5.4; donde se designan y simbolizan los componentes de la instrumentación de la
planta y sus respectivos lazos de control.
4.3.1 Norma ISA S5.1 y S5.4
Se creó el P&ID representativo de la planta que se muestra en la siguiente figura:

35
Figura 7. P&ID

36
4.3.2 Norma ISA S88
Para iniciar la aplicación de este estándar, se tuvo que especificar claramente cuál fue el
objetivo de la planta, la actividad o actividades principales de la planta, actividades de
apoyo, variables a controlar en cada una de las actividades de apoyo, controladores
requeridos y finalmente elementos finales de control que se requieren. Además de
conocer los elementos físicos de la planta se tuvo que tener ya establecida la secuencia
de pasos necesaria, para poder ejecutar la producción.
Todos los pasos mencionados anteriormente se realizaron en los puntos 4.3.1 y 4.3.2,
donde se hizo un análisis de los procesos químicos a efectuar, así mismo, la secuencia de
pasos a seguir y los tanques, válvulas, bombas, sensores y maquinaria necesaria para
que llevar a cabo el procesamiento de materias primas y la obtención del producto final,
es decir el Acetaminofén.
Tabla 6. Modelo de proceso
De acuerdo a lo anterior, se procedió a crear los modelos pertinentes al estándar ISA
S88.01 (SERNA, 2015):
PROCESOETAPA DEL
PROCESO
OPERACIÓN DEL
PROCESO
ACCION DEL PROCESO(actividad
secundaria)
apertura de FV1
llenado del purificador
cerrado de FV1
separación de residuoseliminación de impurezas por 15
minutos
descarga del purificador apertura de FV2 FV3 FV4 FV5
llenado de reactor y TK-3
cerrar FV2 FV3 FV4 FV5
Proceso químicocondiciones temperatura 132 °C y
presión controlada y por 45 minutos
descarga del procesador apertura FV6
llenado del separador
cerrado de FV6
Obtención de producto y
residuos
división de los productos de la
reacción tarda 50 minutos
descarga del separador apertura de FV7 y FV8
Llenado de TK-8 y TK-9
Cerrado de FV7 y FV8
Proceso para la
fabricación de
acetaminofén
carga del purificador
carga del reactor
carga del separador
llenado del tanque de
producto
separación
reacción
purificación

37
Modelo de proceso: se hace un ordenamiento del proceso principal, los procesos
que conforman el proceso principal, actividades de apoyo o que se deben
desempeñar en cada subproceso, acción en actuadores que modifican las
variables del proceso, este modelo se muestra en la Tabla 6.
Figura 8. Modelo físico

38
Modelo físico: este modelo tiene una similitud a un mapa conceptual en el que se
encuentra: Célula (Objetivo de línea de producción), unidades (actividades de
apoyo para la línea de producción), módulos de equipo (tanques, máquinas de
proceso, almacenes y otros relacionados con la transformación de materiales),
módulos de control (elementos que pertenecen al lazo de control de cada módulo
de equipo) este modelo se muestra en la Figura 8.
Modelo de control procedimental: básicamente es una estructura similar a un
gráfico Grafcet que abarca más componentes (ROJAS, 2015). En este caso se
ordenan cada uno de los procesos y bifurcaciones que se presentaron en el
proceso productivo, ver Figura 9.
Figura 9. Modelo de control procedimental de la planta
4.3.3 Norma ISA S95 (MUÑOZ, 2015)
La norma ISA S95 establece estándares en cuanto a la producción e indicadores de la
misma, uno de los principales objetivos fue establecer parámetros estandarizados para
que facilitara la diferenciación en las etapas de instrumentación, control, sacada, MES y
ERP. Esta norma presenta un mayor enfoque en cuanto a la integración de los sistemas
MES y a los ERP; razón por la cual los principales fundamentos que esta norma establece
son el conocimiento de la producción, su planificación, desempeño y definición de
productos, de modo que a continuación se muestra cada uno de los aspectos más
importantes que el estándar exige desarrollar.
Capacidad de la producción
En cuanto a la capacidad de la producción, esta se estableció tomando como base el
enunciado del ejercicio que se ha trabajado en el actual proyecto, por lo tanto se tuvo en
cuenta supuestos que en un inicio en el ejercicio se establecieron y demás aspectos que
se anexaron a medida que el proyecto se desarrollaba.
En un inicio, cuando se generó el análisis primario del proceso, de la planta y a su vez,
de cada uno de los reactivos, se llegó a la conclusión de que por conveniencia se va a
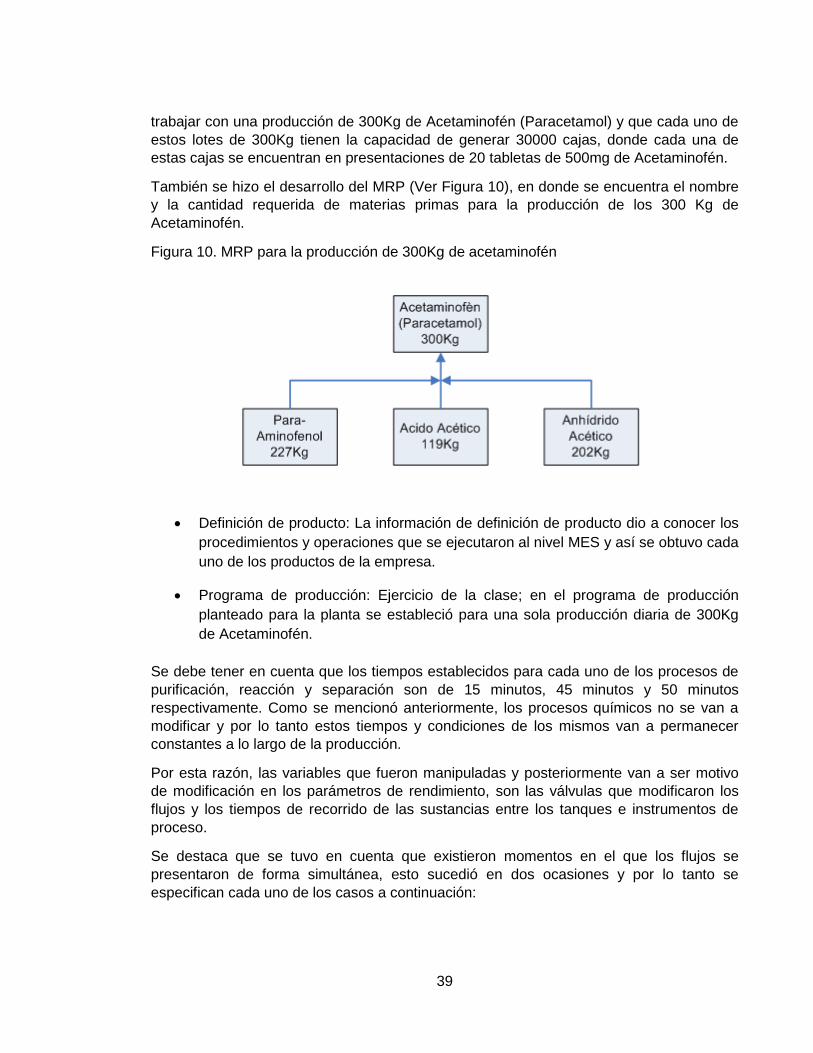
39
trabajar con una producción de 300Kg de Acetaminofén (Paracetamol) y que cada uno de
estos lotes de 300Kg tienen la capacidad de generar 30000 cajas, donde cada una de
estas cajas se encuentran en presentaciones de 20 tabletas de 500mg de Acetaminofén.
También se hizo el desarrollo del MRP (Ver Figura 10), en donde se encuentra el nombre
y la cantidad requerida de materias primas para la producción de los 300 Kg de
Acetaminofén.
Figura 10. MRP para la producción de 300Kg de acetaminofén
Definición de producto: La información de definición de producto dio a conocer los
procedimientos y operaciones que se ejecutaron al nivel MES y así se obtuvo cada
uno de los productos de la empresa.
Programa de producción: Ejercicio de la clase; en el programa de producción
planteado para la planta se estableció para una sola producción diaria de 300Kg
de Acetaminofén.
Se debe tener en cuenta que los tiempos establecidos para cada uno de los procesos de
purificación, reacción y separación son de 15 minutos, 45 minutos y 50 minutos
respectivamente. Como se mencionó anteriormente, los procesos químicos no se van a
modificar y por lo tanto estos tiempos y condiciones de los mismos van a permanecer
constantes a lo largo de la producción.
Por esta razón, las variables que fueron manipuladas y posteriormente van a ser motivo
de modificación en los parámetros de rendimiento, son las válvulas que modificaron los
flujos y los tiempos de recorrido de las sustancias entre los tanques e instrumentos de
proceso.
Se destaca que se tuvo en cuenta que existieron momentos en el que los flujos se
presentaron de forma simultánea, esto sucedió en dos ocasiones y por lo tanto se
especifican cada uno de los casos a continuación:

40
A la salida del separador, donde se encuentran los flujos de salida de
Acetaminofén (QY) y el Ácido Acético (QX), en este caso se tomó el flujo más
lento como el tiempo en que se tardó el separador en ser vaciado.
A la salida del separador y cuando se está llenando el reactor, razón por la cual se
escogió como criterio de funcionamiento el tiempo máximo de flujo.
En los casos mencionados anteriormente, siempre se tiene un flujo más rápido o más
lento, o una cantidad mayor o menor la cual está en tránsito, se tomó como tiempo de
proceso el tiempo mayor de flujo en cada uno de los casos, a continuación se muestra el
proceso que se desarrolló para el establecimiento de los tiempos.
Así mismo, se debió conocer la expresión matemática de cada uno de los flujos másicos
de las sustancias, que son descritos por las siguientes ecuaciones:
𝑄𝐸 = (32,8 𝐾𝑔
𝑠) [1 − 𝑒−0. 5 𝑇]
𝑄𝑋 = (1,5𝐾𝑔
𝑠) [1 − 𝑒−0, 5 𝑇]
𝑄𝑌 = (1,9𝐾𝑔
𝑠) [1 − 𝑒−0, 5 𝑇]
Dónde:
𝑄𝐸 Es el flujo másico desde el tanque de almacenamiento de para Aminofenol hasta
el purificador, desde el purificador hasta el tanque de almacenamiento de residuo
proveniente desde la purificación.
𝑄𝑋 Es el flujo másico desde el purificador, tanque de almacenamiento de ácido
acético, tanque de almacenamiento de anhídrido acético hacia el reactor, flujo másico
desde el reactor hasta el separador y finalmente el flujo másico desde el separador al
tanque de almacenamiento de ácido acético que se obtiene después de la reacción.
𝑄𝑦 Es el flujo másico desde el purificador hasta el tanque de almacenamiento de
acetaminofén.
𝑇 Es el tiempo de alistamiento referente al ajuste de las válvulas proporcionales para
el flujo de los compuestos.
Los tiempos de cada proceso; así como los tiempos de alistamiento de las válvulas por
producto, se presentan a continuación:
Tabla 7.Tiempo de retardo relacionado a las válvulas
Producto Tiempo (segundos)
Ácido acético 4,9
Anhídrido acético 12,94

41
Para-Aminofenol 8,65
Salida Reactor 12,94
Acetaminofén 13,76
Además, se debió tener en cuenta que cada una de las expresiones de caudal que se
establecieron en las ecuaciones pertenece a unos recorridos específicos que se muestran
en el respectivo diagrama básico de la planta.
Igualmente, fue esencial conocer las masas que se contienen o que se obtienen en cada
uno de los procesos, esta información se muestra en la siguiente tabla:
Tabla 8. Cada una de las sustancias involucradas y su masa en el proceso
Sustancia Masa en kilogramos
Para-Aminofenol en tanque de almacenamiento
227
Para-Aminofenol residuo después de la purificación
9
Para-Aminofenol después de purificación
218
Ácido acético en tanque de almacenamiento
119
Anhídrido acético en tanque de almacenamiento
202
Capacidad del reactor 539
Ácido acético obtenido después de la separación
239
Acetaminofén obtenido después de la separación
300
Como se mencionó anteriormente, se escogió el mayor tiempo de flujo como actividad
crítica para cada uno de los procesos de llenado simultáneo.
4.3.3.1.1 Llenado del purificador
Tiempo del recorrido de la sustancia desde el tanque de almacenamiento de Para-
Aminofenol hasta el purificador, teniendo como base la masa que abarcó dicho tanque y
el flujo másico de la sustancia.
𝑄𝐸 = (32,8 𝐾𝑔
𝑠) [1 − 𝑒−0. 5∗ , 5]
𝑄𝐸 = 29,02𝐾𝑔
𝑠𝑒𝑔

42
𝑇𝑖𝑒𝑚𝑝𝑜 𝑙𝑙𝑒𝑛𝑎𝑑𝑜 𝑝𝑢𝑟𝑖𝑓𝑖𝑐𝑎𝑑𝑜𝑟 = 227𝐾𝑔 /29,02𝐾𝑔
𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑙𝑙𝑒𝑛𝑎𝑑𝑜 𝑝𝑢𝑟𝑖𝑓𝑖𝑐𝑎𝑑𝑜𝑟 = 7,82 𝑠
De esta forma se encontró que el tiempo en el que se tardó el purificador en ser llenado
es de 7,82 segundos.
4.3.3.1.2 Llenado del reactor
Tiempo del recorrido de la sustancia desde el Purificador de Para-Aminofenol hasta el
Reactor, teniendo como base la masa que se comprendió en el Separador y el flujo
másico de la sustancia.
𝑄𝑋 = (1,5𝐾𝑔
𝑠) [1 − 𝑒−0, 5∗ , 5]
𝑄𝑋 = 1,32𝐾𝑔
𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑙𝑙𝑒𝑛𝑎𝑑𝑜 𝑑𝑒 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = 218𝐾𝑔 /1,32𝐾𝑔
𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑙𝑙𝑒𝑛𝑎𝑑𝑜 𝑑𝑒 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = 161,15 𝑠
Teniendo en cuenta que ya se conoció el flujo másico de la sustancia, posteriormente se
procedió a reemplazar la magnitud de la masa que se encontraba en el purificador.
Ahora, se procedió al tiempo del recorrido de la sustancia desde el tanque de
almacenamiento de ácido acético hasta el reactor, teniendo como base la masa que
estaba en el tanque y el flujo másico del ácido acético.
𝑄𝑋 = (1,5𝐾g
𝑠) [1 − 𝑒−0, 5∗ , ]
𝑄𝑋 = 1,05 𝐾𝑔
𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑙𝑙𝑒𝑛𝑎𝑑𝑜 𝑑𝑒 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = 119𝐾𝑔 /29,02𝐾𝑔
𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑙𝑙𝑒𝑛𝑎𝑑𝑜 𝑑𝑒 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = 113,33 𝑠
Tiempo del recorrido de la sustancia desde el tanque de almacenamiento de anhídrido
acético hasta el reactor, teniendo como base la masa que se encontraba en el tanque y el
flujo másico del anhídrido acético.
𝑄𝑋 = (1,5𝐾𝑔
𝑠) [1 − 𝑒−0, 5∗1 , ]
𝑄𝑋 = 1,44𝐾𝑔
𝑠

43
𝑇𝑖𝑒𝑚𝑝𝑜 𝑙𝑙𝑒𝑛𝑎𝑑𝑜 𝑑𝑒 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = 202𝐾𝑔 /1,44𝐾𝑔
𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑙𝑙𝑒𝑛𝑎𝑑𝑜 𝑑𝑒 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = 140,27 𝑠
Siendo el tiempo crítico, o mayor el tiempo que tardó el para- Aminofenol desde el
purificador hasta el reactor, se obtuvo un tiempo de
𝑇𝑖𝑒𝑚𝑝𝑜 𝑙𝑙𝑒𝑛𝑎𝑑𝑜 𝑑𝑒 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = 161,15 𝑠
4.3.3.1.3 Tiempo de vaciado del reactor
Tiempo de recorrido de la sustancia desde el reactor hasta el separador, teniendo en
cuenta la masa de sustancia que existió en el reactor y su flujo másico.
𝑄𝑋 = (1,5𝐾𝑔
𝑠) [1 − 𝑒−0, 5∗1 , ]
𝑄𝑋 = 1,44𝐾𝑔
𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑣𝑎𝑐𝑖𝑎𝑑𝑜 𝑑𝑒 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = 539𝐾𝑔 /1,44𝐾𝑔
𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑣𝑎𝑐𝑖𝑎𝑑𝑜 𝑑𝑒 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = 274,30 𝑠
Siendo este el único tiempo para el vaciado del reactor y llenado del separador.
4.3.3.1.4 Vaciado del separador
Tiempo de recorrido del ácido acético desde el separador y hasta su tanque de
almacenamiento al finalizar el proceso, teniendo en cuenta la masa de ácido acético y su
flujo másico.
𝑄𝑋 = (1,5𝐾𝑔
𝑠) [1 − 𝑒−0, 5∗ , ]
𝑄𝑋 = 1,05𝐾𝑔
𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑣𝑎𝑐𝑖𝑎𝑑𝑜 𝑑𝑒𝑙 𝑠𝑒𝑝𝑎𝑟𝑎𝑑𝑜𝑟 = 239𝐾𝑔 /1.05𝐾𝑔
𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑣𝑎𝑐𝑖𝑎𝑑𝑜 𝑑𝑒𝑙 𝑠𝑒𝑝𝑎𝑟𝑎𝑑𝑜𝑟 = 227,61 𝑠
Tiempo de recorrido del producto final es decir el Acetaminofén o Paracetamol, desde el
separador hasta el tanque de producto terminado, teniendo en cuenta la masa que se
encontraba en el separador de Acetaminofén y su flujo másico característico.
QY = (1,9Kg
s) [1 − e−0, 5∗1 ,7 ]
QY = 1,83Kg
s

44
𝑇𝑖𝑒𝑚𝑝𝑜 𝑣𝑎𝑐𝑖𝑎𝑑𝑜 𝑑𝑒𝑙 𝑠𝑒𝑝𝑎𝑟𝑎𝑑𝑜𝑟 = 300Kg /1,83Kg
s
𝑇𝑖𝑒𝑚𝑝𝑜 𝑣𝑎𝑐𝑖𝑎𝑑𝑜 𝑑𝑒𝑙 𝑠𝑒𝑝𝑎𝑟𝑎𝑑𝑜𝑟 = 163,93 s
Por lo tanto, se encontró que el tiempo crítico para el proceso del vaciado del separador
fue el tiempo de vaciado del ácido acético, con un tiempo de:
𝑇𝑖𝑒𝑚𝑝𝑜 𝑣𝑎𝑐𝑖𝑎𝑑𝑜 𝑑𝑒𝑙 𝑠𝑒𝑝𝑎𝑟𝑎𝑑𝑜𝑟 = 227,61 𝑠
4.3.3.1.5 Tiempos de proceso para la planta de producción.
Los tiempos que se estandarizaron para los respectivos procesos de la planta de
producción se muestran en la Tabla 9, se tiene en cuenta que estos tiempos son los
teóricos para el traslado de materiales de un tanque a otro y para la duración de los
procesos productivos, por esta razón, estos tiempos se usaron como guía en el momento
que se diseñó el comportamiento de la simulación, pero no se usaron de igual forma, pues
el tiempo de simulación que se obtuvo era muy alto, razón por la cual se los tiempos
tuvieron cambios con ánimos de reducir el tiempo de simulación, y no alterar los cálculos
obtenidos; estos cambios se muestran en la sección 4.7.1 Manejo de los tiempos de flujo
y de procesos industriales.
Tabla 9.Tiempo en segundos y minutos de cada proceso
Proceso Tiempo en minutos Tiempo en segundos
1 Llenado del purificador
0,13 7,82
2 Purificación 15 900
3 Llenado del
reactor 2,69 161,15
4 Reacción 45 2700
5 Vaciado del
reactor 4,57 274,3
6 Separación 50 3000
7 Vaciado del separador
3,79 227,61
Se determinó que la planta funcionara una única vez al día, de modo que se estimó
plantear la producción con un máximo diario de producción de 300 kg o 30.000 tabletas
de Acetaminofén en presentación de 20 tabletas de 500mg.

45
Se planeó que la planta trabajara de lunes a viernes es decir, 5 días a la semana, lo que
da como máxima producción semanal 150.000 cajas de tabletas de Acetaminofén. Una
vez conocida la situación el siguiente paso fue establecer un modelo de producción que
esté orientado al objetivo de cumplir la demanda que se muestra en la siguiente tabla.
Tabla 10. Tabla de la demanda semanal de producto terminado
Demanda (cajas)
Lunes Martes Miércoles Jueves Viernes
Semana 1 25000 29000 29000 30000 29000
Semana 2 31000 28000 29000 29000 29500
Desempeño de la producción: OEE
El parámetro OEE (Overall Equipment Effectiveness o Eficiencia General de los Equipos)
es la razón porcentual que tiene como objetivo medir la eficiencia productiva de la
maquinaria industrial.
La descomposición del mismo se fundamenta en tres razones que son: la disponibilidad,
rendimiento y calidad. A continuación se muestran las expresiones matemáticas que
describen cada una de estas razones y como se usan para hallar el OEE.
𝐸𝐸 = 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 ∗ 𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 ∗ 𝑎𝑙𝑖𝑑𝑎𝑑
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 =𝑇𝑖𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 𝑖𝑑𝑒𝑎𝑙 sin𝑝𝑎𝑟𝑎𝑑𝑎𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 𝑟𝑒𝑎𝑙
𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 = 𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑒 𝑡𝑖𝑒𝑚𝑝𝑜 𝑒𝑛 𝑝𝑟𝑜𝑐𝑒𝑠𝑜1 ∗ 𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑒 𝑡𝑖𝑒𝑚𝑝𝑜 𝑒𝑛 𝑝𝑟𝑜𝑐𝑒𝑠𝑜2
∗ …∗ 𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑒 𝑡𝑖𝑒𝑚𝑝𝑜 𝑒𝑛 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 𝑛
𝑎𝑙𝑖𝑑𝑎𝑑 = 𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑒 𝑚𝑎𝑠𝑎 𝑒𝑛 𝑝𝑟𝑜𝑐𝑒𝑠𝑜1 ∗ 𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑒 𝑚𝑎𝑠𝑎 𝑒𝑛 𝑝𝑟𝑜𝑐𝑒𝑠𝑜2 ∗ …
∗ 𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑒 𝑚𝑎𝑠𝑎 𝑒𝑛 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 𝑛
𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑒 𝑡𝑖𝑒𝑚𝑝𝑜 𝑒𝑛 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 𝑛 =𝑇𝑖𝑒𝑚𝑝𝑜 𝑒𝑠𝑡𝑎𝑛𝑑𝑎𝑟 𝑑𝑒𝑙 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 𝑛
𝑇𝑖𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒𝑙 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 𝑛
El tiempo estándar de proceso hace referencia al tiempo establecido en el cual una
máquina puede realizar una tarea. Este tiempo se puede ver alterado y dilatado de
acuerdo a la cantidad de alteraciones en las variables que se involucran con él.
𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑒 𝑚𝑎𝑠𝑎 𝑒𝑛 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 𝑛 =𝑀𝑎𝑠𝑎 𝑑𝑒 𝑠𝑎𝑙𝑖𝑑𝑎 𝑎𝑙 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 𝑛
𝑀𝑎𝑠𝑎 𝑑𝑒 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝑎𝑙 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 𝑛
Se debe tener en cuenta que, aunque existen leyes fisicoquímicas que tratan la
conservación de la masa en un proceso, se pueden generar mermas de estas cantidades
en su respectivo proceso productivo, debido a que en los ductos, tanques o bombas
quedan residuos de dichas sustancias, lo que origina pérdidas de masa.

46
4.4 DESARROLLO DEL PROGRAMA LADDER PARA EL PLC
Para el desarrollo del programa de configuración para el PLC se tuvo como fundamento la
metodología Grafcet, este es un diagrama funcional que describe los procesos a
automatizar, teniendo en cuenta las acciones a realizar y los procesos intermedios que
provocan estas acciones (GENIA, 2015).
El Grafcet es una guía pues genera una lógica secuencial en el lenguaje ladder que
facilita su comprensión por parte de otras personas ajenas a la programación y permite
tener un orden claro en las ideas del programa (MARTIN, 2009).
4.4.1 Grafcet
Se crearon variables para sensores, válvulas, auxiliares, temporizadores, creadores de
pulsos, relés auxiliares, pulsadores; con los cuales se logró configurar el comportamiento
de la planta, el diagrama Grafcet se muestra en la Figura 11.

47
Figura 11. Diagrama GRAFCET base para la programación Ladder

48
4.4.2 Configuración del InControl
Se hace énfasis en las imágenes que se muestran a continuación, pues muestran parte
de los procesos realizados para la creación del proyecto de InControl, pero se omiten
varios pasos, dichos pasos se muestran y describen en el ANEXO A.1.
Imagen 1. Creación del proyecto de InControl
En la Imagen1 se muestra la apertura del software de InControl y se crea el archivo del
proyecto.

49
Imagen 2. Pantallazo del programa ladder
En la Imagen 2 se observa un pantallazo del programa ladder completo, en este punto la
programación está completa y solo hace falta probar el software.
Imagen 3. Simulación y modificación de variables del ladder

50
Imagen 4. Exportación de las variables de InControl
La Imagen 3 muestra la correcta simulación del programa, Imagen 4 e Imagen 5 muestra
el proceso de exportación de las variables de InControl que son usadas en el software de
ArchestrA. Finalmente la Imagen 5 muestra el archivo de Excel que contiene las variables
a exportar.
Imagen 5. Archivo Excel donde quedan guardadas las variables

51
4.5 CREACIÓN DE LA GALAXIA DE ARCHESTRA
El siguiente paso es el inicio del trabajo con la plataforma de ArchestrA y la creación de la
galaxia, este paso permite la obtención de las variables desde el InControl, la creación de
las conexiones con el PLC, creación de las áreas de la planta, creación de alarmas y
elementos de la planta que se requieren.
Se debe mencionar que este fue el proceso más largo de todos, razón por la cual se hace
una descripción completa en el ANEXO A.2.
En las siguientes imágenes se muestra el progreso que se llevó a cabo para realizar la
configuración de la galaxia, primero se hace la creación del área de la nueva planta:
Imagen 6. Creación del área principal de la planta
En la siguiente imagen se muestra la creación de la plantilla para las áreas de la planta

52
Imagen 7.Creacion de la plantilla de las áreas de la planta
Se creó cada una de las áreas a raíz de la plantilla
Imagen 8. Creación de cada área
La Imagen 9 muestra la creación de la plantilla para para los elementos discretos, es decir
las válvulas y las bombas.

53
Imagen 9.Creacion de plantillas para elementos discretos
Modificación de las características de la plantilla de la válvula, cabe resaltar que lo mismo
se hace con la plantilla de la bomba
Imagen 10.Modificación de las plantillas
Creación de instancias con el ánimo de obtener desde las plantillas cada una de las
válvulas y bombas que se requiere.

54
Imagen 11. Creación de elementos desde las plantillas
Hasta que se obtuvo el resultado mostrado en la Imagen 12.
Imagen 12. Visualización de las válvulas y bombas de la planta
Se hizo una nueva derivación, con la cual se crea una plantilla para la comunicación con
el InControl

55
Imagen 13.creacion de la plantilla para InControl
Tan pronto se ha nombrado la derivación, creado la instancia se han modificado algunas
carpetas de la página de deploy y nombrado dicha instancia, el resultado fue el siguiente:
Imagen 14.Aparición del icono de InControl
Al dar doble clic en el InControl se obtiene la pantalla de la configuración de entradas, en
este menú se tiene la posibilidad de escoger desde que origen se va a tener la
información para trabajar, o de donde se van a obtener variables para el proceso, en este

56
proyecto la finalidad es obtener la información desde el comportamiento del PLC, razón
por la cual se hace una configuración para obtener esta conexión.
Imagen 15. Selección de entradas para ArchestrA
Se selecciona el archivo Excel
Imagen 16. Selección del archivo Excel con las variables del InControl

57
Y se obtiene la siguiente ventana, en esta ocasión es necesario completar manualmente
los nombres de las variables, y de esta forma se configura la conexión de InControl con
ArchestrA.
Imagen 17. Ajuste de las variables del InControl
Cuando todas las variables se han completado, se hizo la conexión de cada una de las
variables de InControl con los elementos creados en ArchestrA
Imagen 18. Asignación de variables de InControl a los elementos creados en ArchestrA

58
Tan pronto se completa esta configuración se procede a hacer deploy, esta es la
implementación de los programas, de esta forma se generan las conexiones. Se muestra
ahora el proceso de deploy:
Imagen 19. Deploy (implementación)
El proceso de Deploy mostrado en la Imagen 20 tarda algunos minutos, una vez se ha
completado el proceso de deploy, se cierra la ventana que aparece y se está listo para
iniciar el trabajo con Intouch

59
Imagen 20.Proceso de implementación completo
4.6 DISEÑO DE LA HMI
Para el diseño de la HMI se debe tener en cuenta que los colores que se usen no deben
afectar la visión a largo plazo, es decir que por ejemplo un operador que normalmente es
la persona que trabaja en la supervisión de la HMI, suele pasar jornadas de varias horas
visualizando pantallas de este tipo, razón por la cual los colores que se deben usar deben
ser colores que no cansen a la vista (YOINGENIERIA, 2015). Pero también se debe tener
en cuenta el aspecto de que una HMI no debe ser aburrida de forma que haga perder el
interés de la persona que la monitorea.
Las animaciones, movimiento y cambio de colores son acciones que permiten que el
operario interactúe con la interfaz de forma que su atención no se disperse, pero se debe
tener en cuenta que no deben cansar al operario (EMB, 2015).
4.7 PROGRAMACIÓN DE LA HMI
Como se ha mencionado en los numerales 4.4.2 y 4.5, el proceso completo de la
programación de la HMI es mostrado en el ANEXO A.4 donde se explica el paso a paso
de la programación, y el código completo de la HMI se muestra en el ANEXO E.
Se inicia el proceso aun desde el software de ArchestrA, donde se crea una derivación
para un área que va a tener la función de crear la HMI

60
Imagen 21.Creación de la plantilla del Intouch
Haciendo algunas modificaciones, configuraciones y arreglos en las carpetas, como se
mostró en los pasos anteriores, se genera una instancia la cual se ubica en un área que
se llama HMI, se crea el archivo que se llamó PLANTAX, que es el archivo para abrir el
software de Intouch, dando doble clic sobre este abrimos el Windowmaker de dicho
software.

61
Imagen 22. Visualización del icono de InTouch
Se abrió el software y se dio la opción de crear un proyecto de Intouch, se da un nombre
la primera ventana que se va a trabajar.
Imagen 23. Pantallazo del entorno de creación de proyecto InTouch
Se tiene acceso a la posibilidad de crear elementos en la ventana principal, y se observa
la librería de elementos para el uso en la creación de la HMI.

62
Imagen 24. Entorno de diseño y librería de elementos
Imagen 25. Creación de elementos básicos para el proceso
Después de que se establecieron qué tipo de variables se iban a manipular desde la HMI
para controlar el PLC y cuáles eran las que se iban a visualizar en pantalla, se procedió a
iniciar la programación.

63
Imagen 26. Entorno de programación de InTouch
Se debe dar a resaltar que el entorno de programación que ofrece Intouch se limita a
condicionales de tipo IF y ELSE IF, razón por la cual no se tiene la posibilidad de usar
ciclos FOR, WHILE, DO WHILE y entre otras. Por lo tanto, se consideró que este aspecto
puede limitar las posibilidades de programación y generar que el programa sea extenso.
Dentro de la programación de la HMI se estructuró el funcionamiento visual de la planta,
además del manejo de actuadores y aparición de alarmas. Así mismo, se tuvo en cuenta
la programación de complementos como lo son los parámetros de rendimiento y la
visualización de datos históricos para su posterior análisis. Esta etapa de programación se
realiza más adelante cuando ya se ha asegurado el correcto funcionamiento en cuanto al
proceso básico y sus variables.
A continuación un breve repaso de algunas imágenes del código con ánimo de explicar la
relación de variables y funcionamiento de la planta.
La siguiente imagen muestra la estructura del control principal de código para cada uno
de los sensores, este manejo de sensores es el que tiene la capacidad de enviar ordenes
al programa ladder del InTouch con el fin de generar las transiciones que generan la
simulación de la planta y de su producción.

64
Imagen 27. Control de los sensores
El control de los sensores se programó con al ánimo de modificar el comportamiento del
PLC, se puede observar un fragmento del código en la Imagen 27.
4.7.1 Manejo de tiempos de flujo y de procesos
Es necesario aclarar que el comportamiento de los sensores fue programado de forma
que: un sensor puede ser activado por un contador o temporizador. Cada uno de los
temporizadores se debían relacionar con los tiempos de flujo de materiales de un tanque
a otro y de los procesos industriales de la planta que son mostrados en la Tabla 9 que
muestra el tiempo en segundos y minutos de cada uno de ellos, pero esto no se realiza de
esta forma, pues los tiempos de simulación superarían la hora, y una simulación con este

65
tiempo de duración es inaceptable, razón por la cual se opta por tomar tiempos iguales en
cuanto a proporción pero en una escala menor.
Imagen 28.control de los sensores
Entre las modificaciones que se hicieron están:
Se hacen reducciones notables en los tiempos de proceso, es decir que se crean
temporizadores para los procesos principales que trabajan en segundos en lugar
de minutos y se hace un arreglo en la programación con el fin de eliminar la
afección en los parámetros de rendimiento que se habían obtenido.
Se estandariza el tiempo de flujo a los tanques, de forma que el tiempo de flujo
más corto que se presenta en la Tabla 9 es el que rige el flujo simultaneo en los
momentos como por ejemplo llenado del reactor, donde fluyen sustancias desde el
separador, tanque 3 y tanque cuatro al reactor; y del separador al tanque 2. Lo
mencionado anteriormente hace referencia a que todos los flujos de este caso se
hacen de forma simultánea y tienen la misma duración, esta duración se relaciona
al flujo másico más lento.
En el caso en que sale el ácido acético y el acetaminofén desde el separador, se
tiene que salen sustancias diferentes, es decir; diferentes masas y flujos másicos
pero se establece un tiempo de flujo igual para ellos siendo este el más lento de
los dos.
4.7.2 Actividades de apoyo para la programación en el comportamiento de la planta
La creación de alarmas primarias, alarmas activadas por parada de emergencia o por
manipulación indebida de electroválvulas, se muestran en la Imagen 29

66
Imagen 29. Alarmas para selección de velocidad y numero de corrida
Condición para paradas de emergencia
Imagen 30. Paradas de emergencia y por modificación de válvulas
Reinicio de variables para iniciar una nueva corrida
Imagen 31. Re inicialización de las variables
Contadores que permanecen activos en caso de parado de emergencia

67
Imagen 32. Contadores que mantienen tiempo en paradas
Detectores de nivel alto y bajo

68
Imagen 33.detectores de nivel alto y bajo en cada dispositivo de almacenamiento
Contador alternativo que mide el tiempo de proceso
Imagen 34. Contadores que miden el tiempo de proceso

69
4.8 ESTABLECIMIENTO DE LOS PARÁMETROS DE RENDIMIENTO
El rendimiento total del proceso productivo se mide con el OEE (Overall Equipment
Efficiency o Eficiencia General de los Equipos), es una razón porcentual para medir la
eficiencia productiva de la maquinaria industrial (Sistemasoee, 2015). Este único indicador
unifica los parámetros fundamentales en la producción industrial que son la disponibilidad,
la eficiencia y la calidad.
Imagen 35. Programación de los parámetros de rendimiento de la planta
4.9 DESARROLLO DEL VÍDEO TUTORIAL
Se creó un video tutorial con las indicaciones para poder usar la planta de producción de
acetaminofén, se trata de un paso a paso de la secuencia a realizar para correr la
simulación y hacer uso correcto de esta.
Este video se sube en YouTube para que cada uno de los estudiantes tenga un rápido y
cómodo acceso del mismo.

70
Imagen 36. Pantallazo del video tutorial en YouTube
Este tutorial muestra cómo se hace uso de InControl, ArchestrA, InTouch y
funcionamiento de la planta.
Imagen 37. Guía para uso de InControl

71
El tutorial da recomendaciones a la hora de usar cada software con ánimos de que los
estudiantes no cometan errores durante el desarrollo de la práctica.
Imagen 38. Guía para uso de InTouch
Cuando los estudiantes tienen en cuenta las recomendaciones y los pasos a seguir del
video, la práctica se desarrolla rápidamente.

72
Imagen 39. Guía para uso de la planta
El video tutorial tuvo buena aceptación y cumplió con su objetivo de guiar a los aspirantes
de postgrado a terminar satisfactoriamente la práctica
4.10 IMPLEMENTACIÓN DE LA PLANTA EN LABORATORIO DE LA
ESPECIALIZACIÓN EN CONTROL E INSTRUMENTACIÓN INDUSTRIAL
Para esta etapa del proyecto se construye un capitulo para la exposición de la aplicación
de un cuestionario a cada uno de los estudiantes y los resultados obtenidos.

73
5. IMPLEMENTACIÓN DEL MÓDULO DE SIMULACIÓN EN LA PRÁCTICA DE LABORATORIO MES EN LA ESPECIALIZACIÓN DE CONTROL E
INSTRUMENTACIÓN INDUSTRIAL
Uno de los objetivos del desarrollo de esta planta se centró en la implementación de la
misma en el laboratorio de la asignatura de sistema MES de la especialización en Control
e Instrumentación Industrial; por consiguiente, el sábado 24 de octubre del 2015 la planta
desarrollada en este proyecto de grado se aplicó. Es necesario mencionar nuevamente
que el actual proyecto en uno de sus objetivos busca diseñar una herramienta con
características apropiadas para la exposición de las temáticas asociadas a los sistemas
de ejecución de manufactura y que a la vez reemplace a la planta antecesora.
Teniendo en cuenta lo anteriormente mencionado, los dos docentes encargados de la
clase del laboratorio de la asignatura de sistema MES, acordaron que la nueva planta
presenta características de funcionamiento en condiciones para ser aplicada y de esta
forma la planta que se usaba anteriormente queda descartada.
Con fin de conocer el grado de aceptación por parte de los ingenieros aspirantes al
postgrado, se diseñó y se aplicó un instrumento de medición en formato de encuesta a 14
estudiantes (Ver anexo D)
5.1 HERRAMIENTA DE MEDICIÓN DEL DESEMPEÑO DE LA PLANTA EN LA
PRÁCTICA DE LABORATORIO
En las secciones 5.2 y 5.3 se mencionan detalles sobre los resultados obtenidos después
de la aplicación de las encuentras durante la práctica de laboratorio de la asignatura de
sistemas MES.
5.2 MEDICIÓN DEL PRE SABER DE LOS ESTUDIANTES ANTES DE LA CLASE
En esta etapa, cabe resaltar que la encuesta se aplicó antes de iniciar el uso del software,
se hizo una exploración sobre el conocimiento existente en los estudiantes sobre la
plataforma de software de Wonderware, de modo que se pretendió identificar sí lo
conocen, sí lo han usado, sí saben diferenciar entre los diversos software que tiene la
plataforma y algunos aspectos más que se muestran a continuación:

74
5.2.1 ¿Ha tenido alguna interacción con la plataforma Software Wonderware?
Grafica 1.porcentaje de estudiantes que han usado Wonderware
Se decidió conocer en qué ambiente o lugar interactuó el estudiante con la
plataforma de Wonderware.
Grafica 2. Ambiente donde el estudiante ha usado Wonderware
Siendo el ambiente académico el que les ha dado la oportunidad de trabajar con esta
plataforma de software
5.2.2 Seleccione cuál plataforma Wonderware ha trabajado (puede marcar más de una
respuestas)
Grafica 3. Software de Wonderware que los estudiantes han usado
87%
13%
Interacción anterior con la plataforma de Wonderware
si no
13
0 0 0
Academia empresa consultoria interes particular
Ambiente donde interactuó con la plataforma
0
11 12
0 0 0
InControl Archestra InTouch MES Otras N/A
Software que ha usado de la plataforma

75
Con lo que se obtuvo que la más conocida y trabajada opción de software de Wonderware
por parte de los aspirantes al postgrado, fueran las herramientas de Archestra e InTouch
5.2.3 Se quiere conocer cuál es la frecuencia con la que se ha utilizado la plataforma
Wonderware por parte de cada uno de los estudiantes.
Grafica 4. Frecuencia de uso de Wonderware
Los resultados se centraron en que muy rara vez se ha hecho uso de esta plataforma por
parte de los estudiantes.
5.2.4 ¿Tiene conocimiento y ha manejado alguna tecnología de información orientada a
los sistemas de ejecución de manufactura?
Grafica 5. Conocimiento de tecnologías orientadas a MES
0 0 0
8
5
0
MuyFrecuentemente
Frecuentemente MedianamenteFrecuente
Poco Frecuente Solo una vez N/A
Frecuencia con la que usa el software
0
15
0 0 0
si no Solo una vez Frecuentemente cual?
Conocimiento en tecnología orientada a MES

76
5.2.5 ¿Tiene conocimiento sobre el manejo de Video Tutoriales para el aprendizaje
virtual de algún curso?
Grafica 6. Cantidad de estudiantes que ha usado ayudas académicas multimedia
5.2.6 ¿Tiene conocimiento y ha utilizado algún Sistemas Multimedia para el aprendizaje
de algún curso en modalidad virtual?
Grafica 7. Metodologías más acertadas para la formación según los estudiantes
5.2.7 Indique qué metodología pedagógica se le facilita para el proceso de aprendizaje
en un curso:
Grafica 8. Estudiantes que conocen ayudas en video para los cursos
13
2 0
si no parcialmente
Ha usado sistemas multimedia para el aprendizaje
7
1
7
0
ClasesMagistrales
Lectura deGuías Impresas
Utilización de lasTIC
Ninguna deestas
Metodologia pedagógica que facilita su aprendizaje de un curso
10
4 1
si no parcialmente
Conocimiento de video tutoriales para aprendizaje de algún curso

77
5.3 NIVEL DE ACEPTACIÓN DEL MÓDULO EN LA CLASE
El nivel de aceptación se midió con el instrumento, es decir con la encuesta que se aplicó
una vez se terminó la práctica, la cual se implementó en la planta simulada.
5.3.1 ¿Considera usted que la planta que se presentó para la simulación del proceso es
fácil y amigable de usar?
Grafica 9. Facilidad para el manejo de la planta
Se encuentra que 12 personas de las 14 en total consideran que la planta tiene un manejo
sencillo y fluido, sin embargo dos personas hacen una sugerencia en cuanto al manejo de
la HMI y esta consiste en que se tengan botones para el cambio de pantalla automático
entre los menús de proceso, datos históricos y rendimiento.
5.3.2 ¿Considera usted que la planta que se presentó para la simulación del proceso
ayuda al afianzamiento del conocimiento en el área de MES?
Grafica 10. Percepción del apoyo de la planta para entender el tema
Todos los estudiantes están de acuerdo en que la planta tiene la capacidad de exponer
las temáticas relacionadas a sistemas MES.
12
0 2
si no parcialmente ¿Por qué?
¿Encuentra fácil manejar la planta?
14
0 0
si no parcialmente ¿Porqué?
La planta aplicada ayuda al afianzamiento de la temática MES

78
5.3.3 La simulación que se realizó en la corrida de la planta cumplió con los objetivos
que se planteó al inicio de la actividad.
Grafica 11. Cumplimiento de las expectativas de la planta para la actividad
También se encontró que todos los estudiantes concuerdan en que la planta ha cumplido
con los objetivos establecidos para la práctica de laboratorio.
5.3.4 Considera que la planta para la simulación se ajusta a un modelo real
Grafica 12. Acercamiento del funcionamiento de la planta a un proceso MES real
Esta pregunta no se relaciona con el proceso químico que conlleva la reacción y la
producción del Acetaminofén, sino a las características de funcionamiento que exige la
planta, para este caso se encontró que 4 personas consideraron que la planta cumple
parcialmente con dicha característica. De modo que se les pidió a los estudiantes definir
el motivo que no permite que la planta se acerque a un modelo de funcionamiento real de
la planta y por consiguiente se encontró que un factor importante a tener en cuenta fue la
ausencia de bombas en el proceso, debido a que el proceso es muy complejo y a que no
se pueden cambiar las cantidades de insumos para hacer variar los tamaños de lote de
producción.
14
0 0
si no parcialmente ¿Porqué?
¿La simulación cumplió con los objetivos planteados en la actividad?
10
0
4
1 2 3
¿se ajusta el funcionamiento de la planta un modelo real?

79
5.3.5 La planta que se presentó para la simulación permite la manipulación de sus
variables, para lograr una simulación real de un proceso.
Grafica 13. Manejabilidad de la planta
Se encontró que diez de los estudiantes están conformes con la planta en cuanto a la
manipulación de variables, pero se obtuvo el caso de tres estudiantes que afirmaron que
la planta cumple parcialmente y un estudiante que opinó que dicha planta no cumple sus
expectativas, respecto a las razones que motivaron a decir que no cumple o que cumple
parcialmente la manipulación de variables se encuentran dos casos en particular.
El primero consiste en que las variables de masa de la planta no se pueden cambiar.
El segundo se relaciona con la guía de laboratorio y con el procedimiento que se sigue a
la hora de manipular la planta, el procedimiento que se realiza propone modificaciones
manuales con un tiempo establecido en los actuadores de la planta cuando esta está en
funcionamiento automático, dichas modificaciones alteran los parámetros de rendimiento.
Las sugerencias de los estudiantes se relacionaron en que estas modificaciones estén
programadas en la planta.
5.3.6 ¿El tiempo establecido para hacer la práctica de laboratorio sobre sistemas de
ejecución de manufactura fue el adecuado?
Grafica 14. Cumplimiento del tiempo estimado para el uso de la planta
Cabe resaltar que el tiempo que se destina para el uso de la planta en la práctica de
laboratorio es de 90 minutos. En esta pregunta se encontró que trece de los catorce
estudiantes consideraron que la planta tuvo un funcionamiento en un lapso de tiempo, el
10
1 3
si no parcialmente ¿Porqué?
La plantas presentada permite un buen manejo de las variables de su proceso?
13
0 1
si no parcialmente ¿Por qué?
¿Se cumplió el tiempo establecido de la practica con el uso de la planta?

80
cual no alteró el cronograma de actividades propuesto para la práctica de laboratorio de
sistema MES.
Una vez se recopiló la información pertinente a la percepción del grupo respecto al
funcionamiento de la planta, se obtuvo una segunda sección de preguntas que se
relacionan con la práctica en general y las herramientas de trabajo que se asignaron para
la misma.
5.3.7 ¿Considera que el estudio de los sistemas de ejecución de manufactura debe ser
un punto diferenciado y punto de integración con otras carreras?
Grafica 15. Importancia de los MES para formación multidisciplinaria
Respecto a la importancia de los sistemas MES, su carácter multidisciplinario y su baja
diferenciación en las asignaturas de pregrado y postgrado. Los catorce estudiantes
coincidieron en que los sistemas MES deben ser considerados más seriamente como un
factor de integración múltiples disciplinas y en que se debe hacer más diferenciación en
sus temáticas.
5.3.8 ¿Se presentó alguna problemática con el manejo de plataforma virtual del software
Wonderware?
Grafica 16. Aparición de problemas en la práctica
Durante el desarrollo de la práctica se obtuvo un procedimiento bastante extenso en el
que se programó el InControl, se configuró el Archestra para hacer la conexión con el
14
0
si no ¿Por qué?
¿Considera que los MES deben ser un punto diferencia y punto de conexión con otras carreras?
29%
71%
¿Se presento alguna problemática con el manejo de la plataforma de software de Wonderware?
si no

81
InControl y finalmente se programó la HMI, al mismo tiempo se estimó que sí se llegara a
cometer algún error en estos pasos o sí se omitiera alguna de las sugerencias de los
videos tutoriales, seguramente no se hubiera obtenido el resultado alcanzado. Estos
problemas se presentaron en la etapa del desarrollo del ejemplo de creación,
programación y funcionamiento de un tanque en la plataforma de software de
Wonderware, por lo tanto se tuvo que hacer correcciones en la programación o
configuración del software en los computadores de algunos estudiantes para proseguir
con la práctica de laboratorio.
5.3.9 Las guías de aprendizaje referente al manejo de Archestra, Intouch e InControl
¿fueron adecuadas para el aprendizaje del laboratorio de sistemas MES?
Grafica 17. Idoneidad de la guía para el laboratorio MES
Se evidenció que todos los estudiantes encuestados están de acuerdo con la pedagogía
aplicada en las guías de manejo y funcionamiento de los diferentes software de la
plataforma Wonderware.
5.3.10 ¿Presentó alguna dificultad sobre el manejo de los videos tutoriales en la práctica
de laboratorio?
Grafica 18. Dificultades en el manejo de video tutoriales
Ninguno de los 14 estudiantes tuvo problemas con la interpretación o manejo de los
videos tutoriales que guiaron el desarrollo de la práctica en la etapa de creación de la
planta de ejemplo.
14
0
si no
¿La guía de aprendizaje de los software de la plataforma fueron adecuados para el laboratorio MES?
0
14
si no
¿Presento alguna dificultad con el manejo de video tutoriales?
Series1

82
5.3.11 Seleccione en cuál de las plataformas de Wonderware desearía profundizar:
(puede marcar más de una respuesta)
Grafica 19. Software de Wonderware que desean profundizar los estudiantes
Se observa el gran interés que despierta la plataforma de software de Wonderware, que
aunque la mayoría de estudiantes no la usan seguido como se conoció en la prueba
anterior al uso del software, todos los estudiantes quieren ampliar sus conocimientos en
alguno de los software especificados y 7 de los estudiantes seleccionaron la opción de
Todas. Cabe resaltar que dos estudiantes sugirieron la implementación de dos temáticas
relacionadas con los sistemas MES, las cuales son el manejo de bases de datos, buses
de datos y la interconexión del software con elementos reales físicos como un PLC.
5.3.12 Con respecto al conocimiento de sistemas de ejecución de manufactura, indique
en que desea profundizar: (puede marcar más de una opción)
Grafica 20. Temas a profundizar en los MES
Se identifican las inquietudes de los estudiantes en cuento a nuevas posibilidades en el
curso
2 3
5
3
7
2
InControl Archestra InTouch Mes Todas otras¿Cuáles?
¿En cuales software le interesaría profundizar?
8 7 9
Diseño de una arquitecturames para el control de
producción
Análisis de informaciónsobre una plataforma MES
Comunicación entre lasdiversas plataformas del
sistema MES
Respecto a tecnologías en los MES en que temáticas le gustaría profundizar
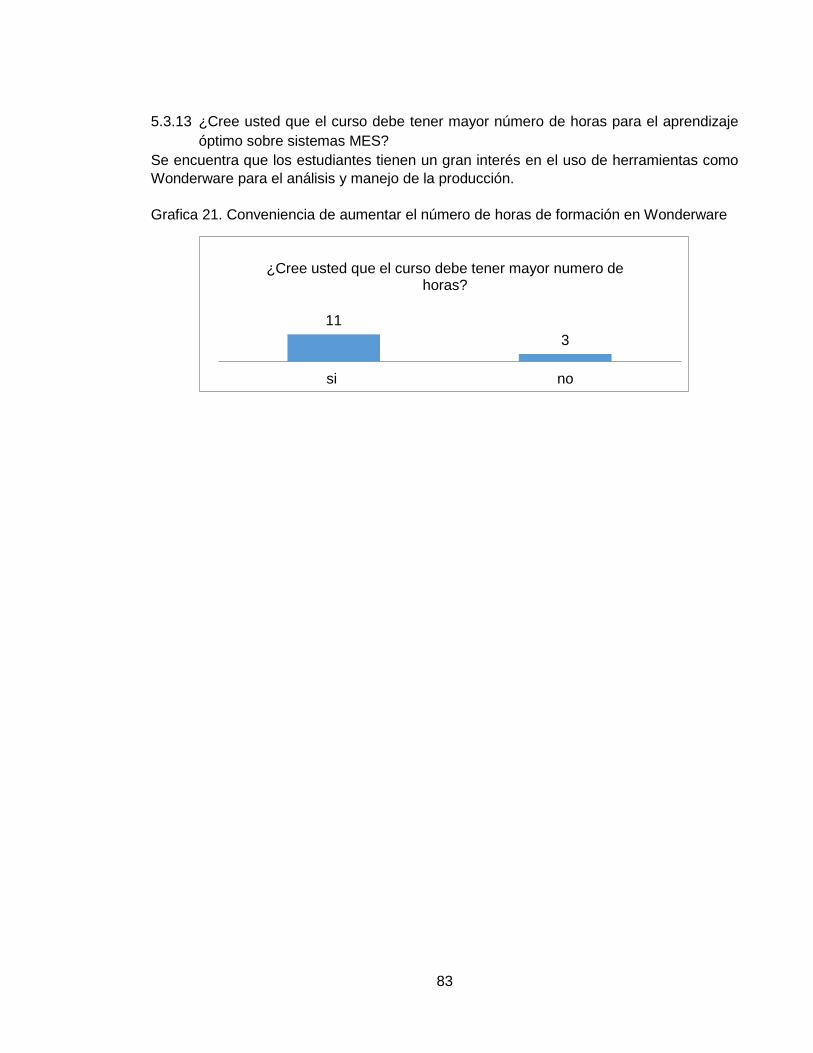
83
5.3.13 ¿Cree usted que el curso debe tener mayor número de horas para el aprendizaje
óptimo sobre sistemas MES?
Se encuentra que los estudiantes tienen un gran interés en el uso de herramientas como
Wonderware para el análisis y manejo de la producción.
Grafica 21. Conveniencia de aumentar el número de horas de formación en Wonderware
11
3
si no
¿Cree usted que el curso debe tener mayor numero de horas?

84
6. RESULTADOS OBTENIDOS DE LA APLICACIÓN DE LA PLANTA EN EL LABORATORIO
Este capítulo tiene como finalidad mencionar aspectos significativos obtenidos de la
implementación de la planta productora de acetaminofén en la práctica del laboratorio,
además de la herramienta de medición que arrojó resultados que indican aspectos a tener
en cuenta tales como:
6.1 ASPECTOS SIGNIFICATIVOS
6.1.1 Capacidad para tener el movimiento entre pantallas de la HMI por medio de
botones
6.1.2 Capacidad para alterar las cantidades de masa de los insumos. Esta modificación
no se lleva a cabo, pues al aplicar esta sugerencia se debe hacer una modificación
del ejercicio del laboratorio como tal.
6.1.3 Instalación de bombas. Esta mejora no se lleva a cabo pues el proceso de
producción y en general el computador sufren problemas de velocidad.
6.1.4 Mejor relación de tiempos: este aspecto tiene que ver con la conversión de
tiempos de simulación a tiempo de proceso en el ejercicio, se hace la mejora en el
enunciado de la práctica de laboratorio.
6.2 MEJORAS APLICADAS
Se mencionan a continuación las mejoras que se aplican en la planta con el fin de generar
una herramienta que tenga una mayor facilidad de manejo y mejores características para
su uso en la práctica de laboratorio, entre estas mejoras también aparece el cambio de
pantalla por medio de botones.
6.2.1 Proceso
Se hacen ajustes en variables que alteraban las velocidades de funcionamiento y la
obtención de los parámetros de rendimiento. Una vez se ha ajustado las variables se tiene
un comportamiento de simulación más fluido y preciso en los tiempos.
6.2.2 Interfaz HMI
Una vez se tuvo la realimentación por parte del instrumento de medición que ayudó a la
aceptación de la planta por parte de los estudiantes, se procedió a aplicar correcciones
orientadas al cumplimiento de normas, estándares internacionales, manejo de alarmas y
finalmente botones que permiten la navegación entre las diferentes ventanas de la
interfaz, estas modificaciones se muestran a continuación:

85
Figura 12. Mejoras en la pantalla principal de la interfaz HMI
Como se observa la imagen anterior, se han eliminado los indicadores por defecto de los
tanques, pues estos no tenian ninguna utilidad, se han aumentado los tamaños de las
etiquetas en los pulsadores y botones; se ha instalado un cuadro de texto que facilita la
lectura del estado de la valvula (apagada-cerrada) y finalmente se han creado los botones
para la navegacion entre las ventanas de la interfaz,parámetros de rendimiento y datos
históricos, esta ultima modificacion fue una de los resultados obtenidos de la medicion del
grado de aceptacion de la simulacion de la planta en la práctica de laboratorio de la
especialización.
Figura 13.Mejoras en la ventana de datos históricos

86
En la ventana de datos históricos se tenía unos errores respecto a la ortografía y la
distribución del espacio, la modificación final se relaciona con la instalación de un botón
que permite que se retorne a la ventana de proceso o ventana principal.
Figura 14.Mejoras en la ventana de parámetros de rendimiento
Para la ventana de parámetros de rendimiento se mejorar errores de escritura y de
distribución de espacio, se aumenta el tamaño de algunas fuentes y finalmente se instala
el botón que permite volver a la ventana principal o ventana de proceso.
6.2.3 Vídeo tutorial
Para el video tutorial se estableció una metodología en la cual se realizó una secuencia
de pasos más estructurada a la que se había presentado en la primera versión. Algunas
de las modificaciones ejecutadas se relacionaron con el desarrollo de orientaciones más
precisas y al mismo tiempo, se hizo énfasis en las diferencias entre el procedimiento a
seguir en la práctica y en el ejemplo ilustrativo del vídeo, pues esta falta de diferenciación
en la primera versión del tutorial ocasionó algunas confusiones en la primera
implementación de la planta en la clase de laboratorio de la asignatura de sistema MES.

87
CONCLUSIONES
Se propuso la simulación de una planta que tiene la capacidad de manejar los temas
relacionados con la producción y los sistemas de ejecución de manufactura, para ser
aplicada en las prácticas de laboratorio de la asignatura de sistema MES de la
especialización en Control e Instrumentación Industrial, de la Universidad Pontificia
Bolivariana seccional Bucaramanga.
La herramienta desarrollada tiene la capacidad de ser útil y facilitar los procesos
académicos para los profesores que se encargan de la práctica de laboratorio, esta planta
supera las capacidades y la facilidad de uso que la planta que se aplicaba anteriormente.
Se identifican nuevas posibilidades de mejora dentro de la práctica de laboratorio y en los
temas que se profundizan en la asignatura de sistema MES de la especialización en
Control e Instrumentación Industrial.
Se identifica el gran interés de los aspirantes del postgrado por los temas relacionados a
MES, la carga académica de la asignatura de sistema MES y de las herramientas
académicas que involucran su formación.

88
RECOMENDACIONES
Los avances de la tecnología llevan a cambios en las herramientas utilizadas, el constante
crecimiento y surgimiento de software de automatización es una oportunidad de mejora,
pues los profesionales deben estar capacitados en varias plataformas, sin embargo en
caso de que nuevos software tomen fuerza en el entorno industrial y académico, la
herramienta desarrollada en este proyecto presenta las características y funcionalidades
idóneas para exponer las temáticas MES razón por la cual la migración a una nueva
tecnología de este módulo de simulación debe ser una oportunidad a considerar.
Para proyectos futuros ya sea basado en la plataforma de Wonderware o de alguna otra
plataforma diferente de esta, es necesario implementar otras posibilidades a la planta,
tales como uso de servidores y de bases de datos, pues se observó en los estudiantes
gran interés en estos temas que tienen un gran surgimiento en el ambiente profesional.
Esta herramienta también tiene la capacidad de ser usada en laboratorios de asignaturas
de pregrado de la facultad de Ingeniería Industrial que están relacionadas con la
producción y en asignaturas de pregrado de la facultad de ingeniería electrónica en temas
relacionados con instrumentación electrónica.
El laboratorio de automatización y procesos industriales requiere de herramientas
tangibles que permitan la posibilidad de aplicar los conceptos de sistemas MES, pues a
pesar que la herramienta de simulación desarrollada en este proyecto cumplió y
sobrepaso las expectativas, no reemplaza el funcionamiento y dinámica presentados al
trabajar con un módulo de producción real.

89
BIBLIOGRAFIA
ANSI/ISA. (1991). ANSI/ISA-S5.4-1991 Instrument Loop Diagrams. ANSI/ISA.
ANSI/ISA. (1992). ANSI/ISA-S5.1-1984 (R 1992) Instrumentation Symbols and
Identification. ANSI/ISA: ANSI/ISA.
ANSI/ISA. (1995). ANSI/ISA–S88.01–1995 Batch control Part 1: Models and Terminology.
ANSI/ISA.
ANSI/ISA. (2000). ANSI/ISA–95.00.01–2000 Enterprise-Control System Integration Part I:
Models and Terminology. ANSI/ISA.
ANSI/ISA. (2000). ANSI/ISA–95.00.01–2000 Enterprise-Control System Integration .
ANSI/ISA.
ANSI/ISA. (2001). ANSI/ISA–95.00.02–2001 Enterprise-Control System Integration Part 2:
Object Model Attributes. ANSI/ISA.
ANSI/ISA. (2005). ANSI/ISA–95.00.03–2005 Enterprise-Control System Integration Part 3:
Activity Models of Manufacturing Operations Management. ANSI/ISA.
APRISO. (2015, Marzo 29). APRISO, Solutions Manufacturing Execution Systems .
Retrieved from apriso: <URL:
http://www.apriso.com/solutions/manufacturing_execution_system.php>.
BAUMGARTNER, H., & KNISCHEWSKI, K. y. (1991). BAUMGARTNER, Horst;
KNISCHEWSKI, Klaus y WIEDING, Harald. CIM consideraciones básicas.
Traducido por ME&TA Madrid España. Madrid: Marcombo.
BENAVIDES. (2015, Marzo 29). Universidad Tadeo Lozano, La automatización robara tu
empleo descripción. (G. BENAVIDES, Editor) Retrieved from Universidad Tadeo
Lozano, La automatización robara tu empleo descripción:
<URL:http://www.utadeo.edu.co/files/collections/documents/field_attached_file/auto
matizacion.pdf?width=740&heigh
Brandl, D. (2015, Agosto 10). What is ISA-95? Retrieved from What is ISA-95?:
<URL:http://www.apsom.org/docs/T061_isa95-04.pdf>.
CNA. (2015, Agosto 17). Consejo Nacional de Acreditación, Lineamientos para la
acreditación institucional descripción. Retrieved from Consejo Nacional de
Acreditación, Lineamientos para la acreditación institucional descripción: <URL:
http://www.cna.gov.co/1741/articles-186359_Acuerdo_3_2014_Lin_Acr_IES.pdf>.
CREUS. (2011). Instrumentación Industrial. Octava Edición. Barcelona: Marcombo.
EMB. (2015, 10 13). electroindustria. Retrieved from electroindustria:
http://www.emb.cl/electroindustria/articulo.mvc?xid=2302&xit=consejos-para-un-
buen-diseno-de-pantallas-hmi-

90
GENIA. (2015, Octubre 18). Resumen sobre grafcet. Retrieved from Resumen sobre
grafcet: http://isa.uniovi.es/docencia/iea/teoria/grafcet_resumen.pdf
GESTIOPOLIS. (2015, Noviembre 27). Gestiopolis.com. Retrieved from Gestiopolis.com:
http://www.gestiopolis.com/sistemas-mrp/
HERRERA, A. S. (2013). Desarrollo de un sistema SCADA del proceso de envasado de
liquidos de la Universidad Pontificia Bolivariana seccional Bucaramanga.
Bucaramanga: Universidad Pontificia Bolivariana seccional Bucaramanga.
ISA. (2015, Marzo 29). ISA. Retrieved from ISA: <URL: https://www.isa.org/>.
MARTIN, J. G. (2009). Automatismos Industriales. Editex.
MEYER, H., & FUCHS, F. Y. ( 2009). Manufacturing execution systems. . Mc Graw Hil.
MORENO, M. (2013). DESARROLLO DE GUÍAS DIDÁCTICAS PARA EL LABORATORIO
DEL MÓDULO “MES” EN LA ESPECIALIZACIÓN EN CONTROL E
INSTRUMENTACIÓN INDUSTRIAL DE LA UNIVERSIDAD PONTIFICIA
BOLIVARIANA BUCARAMANGA. Bucaramanga: Universidad Pontificia
Bolivariana seccional Bucaramanga.
MUÑOZ, V. R. (2015, Octubre 18). PRINCIPIOS PARA LA APLICACIÓN DEL
ESTÁNDAR ISA S95 . Retrieved from PRINCIPIOS PARA LA APLICACIÓN DEL
ESTÁNDAR ISA S95 :
http://www.unicauca.edu.co/ai/publicaciones/Principios_para_aplicacion.pdf
NAVARRO, C. (2010). Sistemas de ejecución de manufactura en la fabricación integrada
por computador y prácticas de laboratorio de sistemas SCADA. Bucaramanga:
Universidad Pontificia Bolivariana seccional Bucaramanga.
PCASISTENCIAS. (2015, Marzo 29). PCASISTENCIAS. Soluciones Invensys
Wonderware [online]. Registro como integradores de Invesys Wondereware.
Retrieved from PCASISTENCIAS. Soluciones Invensys Wonderware [online].
Registro como integradores de Invesys Wondereware:
http://www.pcasistencias.com/index.php?option=com_content&view=article&id=10:
soluciones-invensys-wonderware&catid=8:ingenieria&Itemid=7
PENIN, R. (2007). Sistemas SCADA. Segunda edición. Alfaomega.
PIEDRAFITA. (2004). Ingeniería de la automatización industrial. Segunda edición.
Alfaomega.
REDLION. (2015, Mayo 12). redlion. Retrieved from redlion: REDLION [cited 12 mayo,.
2015]. Available from Internet: <URL:http://www.redlion.net/hmi-operator-panels
2015>.
ROCATEK. (2015, Marzo 29). ROCATEK, PLC forum. Retrieved from ROCATEK, PLC
forum: <URLhttp://www.rocatek.com/forum_plc1.php >.

91
ROJAS, C. R. (2015, 18 Octubre). Aplicación del Estándar ISA88 en el Modelado del
Proceso de. Retrieved from Aplicación del Estándar ISA88 en el Modelado del
Proceso de: http://www.laccei.org/LACCEI2009-Venezuela/p141.pdf
ROMERA. (1996). Automatización problemas resueltos con autómatas programables.
Segunda edición. Paraninfo.
Scholten, B. (2007). B. Scholten, “The Road to Integration. A Guide to Applying the ISA-95
Standard in Manufacturing”. United States of America.
SCHOLTEN, B. (2009). SCHOLTEN, Bianca. MES guide for executives. ISA. 2009. ISA.
SERNA, V. F. (2015, Septiembre 28). PROCEDIMIENTO DE MODELADO ISA S88 PARA
EJECUCIÓN DE ÓRDENES DE PRODUCCIÓN BASADAS EN RÉCIPES.
Retrieved from PROCEDIMIENTO DE MODELADO ISA S88 PARA EJECUCIÓN
DE ÓRDENES DE PRODUCCIÓN BASADAS EN RÉCIPES:
http://www.scielo.org.co/scielo.php?pid=S0124-
81702011000200006&script=sci_arttext
Sistemasoee. (2015, Noviembre 1). sistemasoee. Retrieved from sistemasoee:
http://www.sistemasoee.com/index.php/oee/icomo-se-calcula-el-oee
UBA. (2015, Marzo 29). redlion. Retrieved from redlion:
<URL:http://materias.fi.uba.ar/7565/U3-Modelos-parte-B.pdf>.
UBA. (2015, Marzo 29). UNIVERSIDAD DE BUENOS AIRES, SISTEMAS DE
INFORMACIÓN PARA ADMINISTRACIÓN DE OPERACIONES, Manufactura
Integrada por Computadora (CIM) . Retrieved from UNIVERSIDAD DE BUENOS
AIRES, SISTEMAS DE INFORMACIÓN PARA ADMINISTRACIÓN DE
OPERACIONES, Manufactura Integrada por Computadora (CIM) :
<URL:http://materias.fi.uba.ar/7565/U3-Modelos-parte-B.pdf>.
UPB. (2015, Mayo 27). Universidad Pontificia Bolivariana seccional Bucaramanga,
Acreditación, información general descripción. Retrieved from Universidad
Pontificia Bolivariana seccional Bucaramanga, Acreditación, información general
descripción: <URL:http://www.upb.edu.co/portal/page?_pageid=1134, 31185365,
1134_55397067&_dad=portal&_schema=PORTA
UPB. (2015, Mayo 27). UNIVERSIDAD PONTIFICIA BOLIVARIANA seccional
Bucaramanga. Especialización en Control e Instrumentación Industrial descripción.
Retrieved from UNIVERSIDAD PONTIFICIA BOLIVARIANA seccional
Bucaramanga. Especialización en Control e Instrumentación Industrial descripción:
UNIVERSIDAD PONTIFICIA BOLIVARIANA seccional Bucaramanga.
Especialización en Control e Instrumentación Industrial descripción [cited 27
mayo,. 2015]. Available from Internet:
<URL:http://www.upb.edu.co/portal/page?_pageid=1134,
32665677,1134_55396989&_dad

92
WEBB. (1995). Programmable Logic Controllers principles and applications. Prentice Hall.
1995. Prentice Hal.
Windsystems . (2015, Agosto 13). Wind systems A road map of efficiency . Retrieved from
Wind systems A road map of efficiency :
<URL:http://windsystemsmag.com/article/detail/547/a-road-map-for-efficiency>.
WONDERWARE Spain. (2015, 29 Marzo). WONDERWARE Spain, software solutions dor
real-time success description . Retrieved from WONDERWARE Spain, software
solutions dor real-time success description: <URL:http://www.wonderware.es/>.
WONDERWARE Spain. (2015, Marzo 29). WONDERWARE Spain, software solutions for
real time success, Nuestra historia . Retrieved from WONDERWARE Spain,
software solutions for real time success, Nuestra historia :
<URL:http://www.wonderware.es/aboutus/AboutWonderware.asp>.
WONDERWARE, Spain. (2015, Marzo 29). WONDERWARE Spain. Software solutions for
real time success, Tecnología archestra. 2002-2009 Invensys Systems, Inc.
Retrieved from WONDERWARE Spain. Software solutions for real time success,
Tecnología archestra. 2002-2009 Invensys Systems, Inc.:
:<URL:http://www.wonderware.es/contents/WonderwareArchestrATechnology.asp
>.
WONDERWARE. (2015). Motorizacion y control del proceso de produccion de resinas con
perspectivas hacia una gestion estrategica de la planta. Cataluña: Wonderware.
WONDERWARE. (2015, Marzo 29). Wonderware Spain. Retrieved from Wonderware
Spain: <URL http://www.wonderware.es/>.
YOINGENIERIA. (2015, 10 13). Yoingenieria. Retrieved from yoingenieria:
http://yoingenieria.com/buenas-practicas-de-diseno-hmi/
ZAMORA, A. (2009). Acondicionamiento de un brazo manipulador monitoreado por medio
de una interfaz gráfica realizada con “InTouch the Wonderware”. Zacatenco:
Instituto Nacional Escuela Superior de Ingenieria Mecanica y Électrica unidad
profesional Adolfo Lopez Mateos.

93
ANEXOS
ANEXO A. Creación del proyecto
Para el desarrollo del proyecto se ha seguido una secuencia de pasos que se registraron por medio de pantallazos con el ánimo de hacer este anexo, se explica y se hace énfasis en cada uno del software que se usó.
A.1 USO DE LA MAQUINA VIRTUAL Para el desarrollo de este proyecto, uno de los requerimientos era la posibilidad de programar un PLC, por lo cual dentro de la simulación se requería de uno, sin embargo las versiones más actuales del software de Wonderware no tienen esta posibilidad, razón por la cual se trabaja con una versión anterior que necesariamente debe estar instalada y ejecutada en Windows XP. Para manejar este sistema operativo se hace uso de la herramienta VMWare que permite la posibilidad de creación y gestión de varios sistemas operativos como máquinas virtuales, una de las ventajas de usar dichas máquinas virtuales radica en que: si un computador cualquiera tiene instalado el software de VMWare, este tendrá la posibilidad de usar la máquina virtual que se puede guardar en una USB o disco duro portable, lo que permite que sea fácilmente replicable. Respecto al proyecto, al ser fácilmente replicada la máquina virtual en la cual se desarrolló la planta de simulación, facilita el uso de la misma en cada uno de los computadores del aula móvil que se usó en la práctica del laboratorio de sistemas MES de la especialización en control, e instrumentación industrial. A continuación se observa el entorno del software de VMware y como se hace el proceso de selección de la máquina virtual:

94
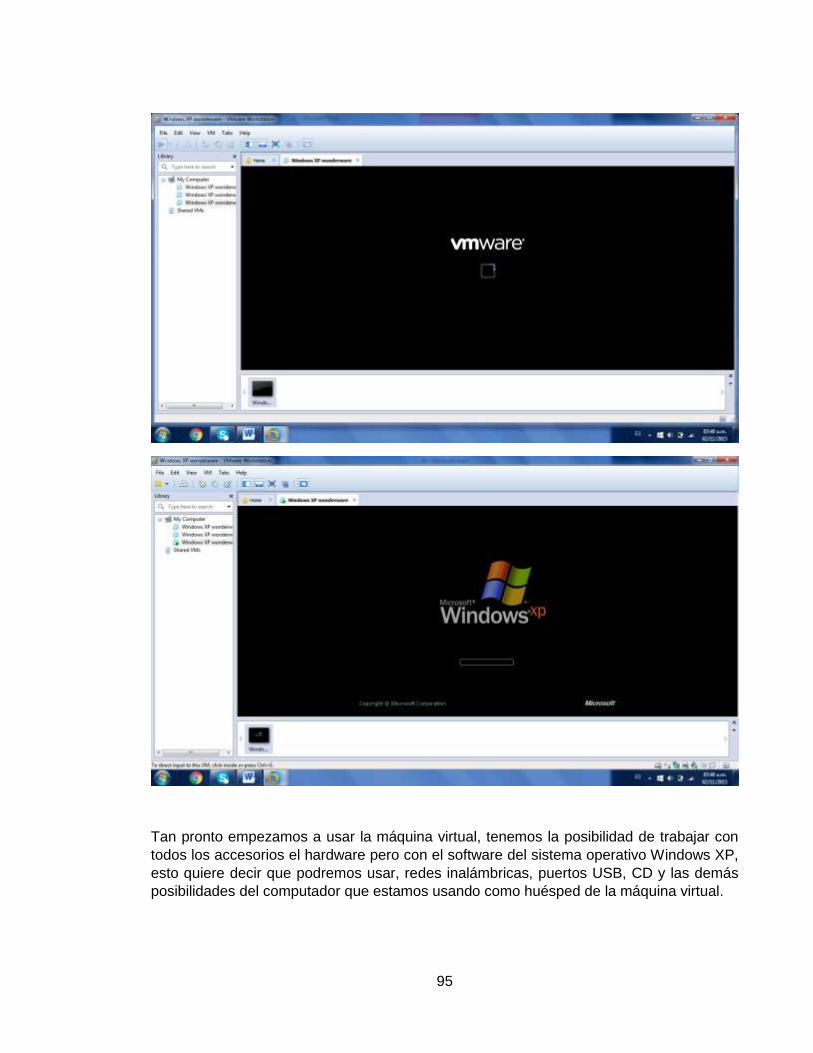
95
Tan pronto empezamos a usar la máquina virtual, tenemos la posibilidad de trabajar con
todos los accesorios el hardware pero con el software del sistema operativo Windows XP,
esto quiere decir que podremos usar, redes inalámbricas, puertos USB, CD y las demás
posibilidades del computador que estamos usando como huésped de la máquina virtual.

96

97
A.2 USO DE INCONTROL
La segunda etapa del trabajo se basó en el uso e InControl para la simulación del PLC,
programación y obtención de las variables del mismo.
Se abre el software:
A.1.1 Creación del proyecto
Se crea un nuevo proyecto

98
Es asignado un Nuevo nombre para dicho proyecto
Se pasó a abrir el nuevo proyecto en la ubicación seleccionada.
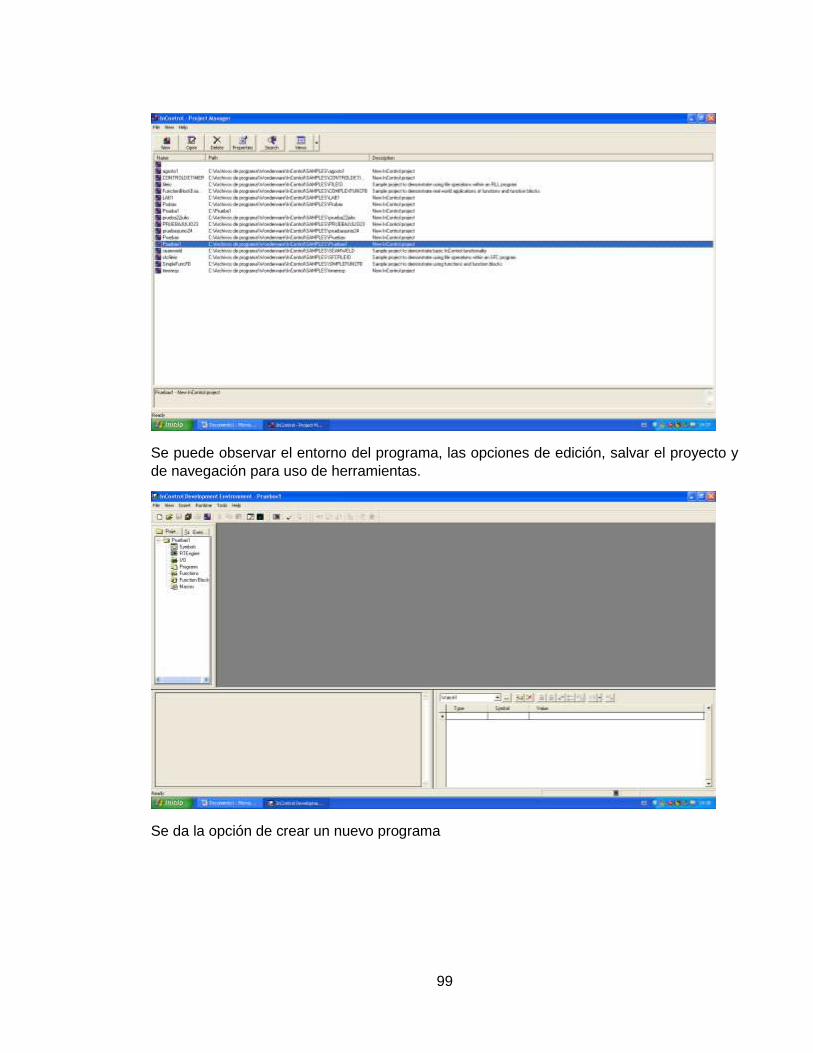
99
Se puede observar el entorno del programa, las opciones de edición, salvar el proyecto y
de navegación para uso de herramientas.
Se da la opción de crear un nuevo programa

100
Se escoge RLL program, cabe aclarar que esta opción es la que permite que el programa
este diseñado bajo el lenguaje de programación ladder.
Se da un nuevo nombre al programa, en este caso se llamó prueba1

101
Se observa el menú de variables, entre los que están los relés auxiliares, módulos varios
(temporizadores, contadores) y bobinas.
Se pasó a la creación de variables, es importante aclarar que el proceso de programación
y creación de variables es conjunto, lo que quiere decir que es un proceso que tiene un
progreso lento y constante.

102
A.1.2 Programación ladder
Se llevan a cabo los primeros pasos para la programación, estos se basan en la creación
de cada uno de los peldaños característicos del lenguaje ladder, es necesario enfatizar
que el desarrollo de este programa se ha basado en el desarrollo del Grafcet que se
encuentra en la sección 4.4.1 Grafcet del documento principal.
Se muestran los avances en la programación

103
Con el fin de evitar la prolongación de la visualización de pantallazos en este anexo, se
crea un ANEXOB que se encarga de hacer una explicación del proceso de la creación del
programa ladder, de esta manera a continuación se muestra una imagen del resultado
final , es decir tan pronto se acabó el proceso de programación.
Se hace la conexión del programa
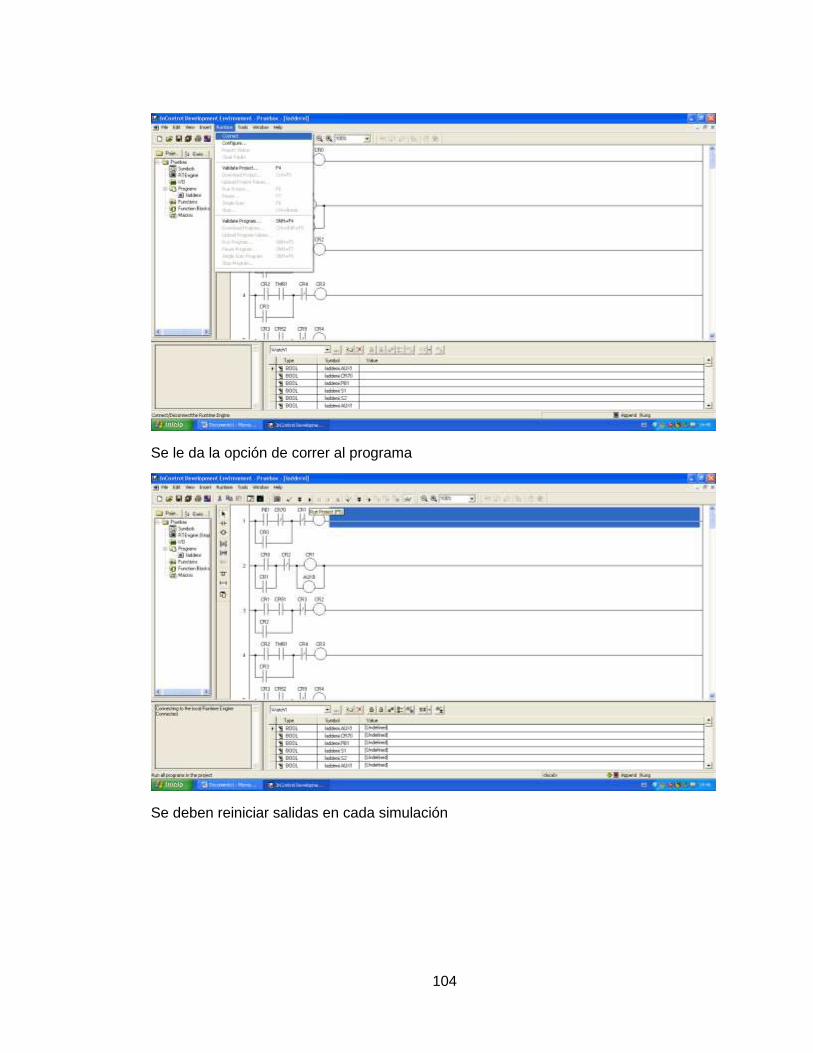
104
Se le da la opción de correr al programa
Se deben reiniciar salidas en cada simulación

105
A.1.3 Simulación del programa
Se observa la manipulación de las variables en el proceso de simulación
Cada una de las salidas está sujeta a modificaciones en su estado a medida que se
modifican las entradas, así se observa en la siguiente imagen.

106

107
Una vez se manipulan las variables y se observa que el comportamiento deseado ha sido
el requerido se ha culminado la programación, de esta forma el siguiente paso es parar el
programa.

108
Y se hace la desconexión del mismo.
Como se mencionó anteriormente, se ha comprobado que el funcionamiento del programa
es el adecuado, el siguiente paso es hacer la exportación de las variables del InControl a
un archivo Excel, este archivo Excel es el encargado de tomar dichas variables con el fin
de ser utilizadas en la etapa de trabajo con ArchestrA, pasar las variables a este último

109
software, se siguió el siguiente procedimiento, el primer paso es hacer la selección de las
variables.
A.1.4 Exportación de las variables
Para poder hacer la exportación de las variables se abre la opción de add symbol como
se muestra en la siguiente imagen
Se hace la selección de cada variable

110
Una vez se ha hecho la selección de todas las variables se da la opción de exportar
Se hace clic en la opción de exportar
Aparece una pantalla donde seleccionamos InControl Cross reference y damos aceptar

111
Se hace la creación de archivo de variables en formato Excel, este archivo debe ser
salvado en una ubicación fácilmente reconocible, pues dicho archivo se va a necesitar
mas adelante.
Para verificar la creación y funcionamiento del archivo Excel, se hace la búsqueda del
archivo

112
Se abre el archivo y se observa el listado de las variables, este permitirá que se haga la
conexión con la galaxia de ArchestrA.

113
A.3 USO DE ARCHESTRA
El siguiente paso es el inicio del trabajo con la plataforma de ArchestrA y la creación de la
galaxia, este paso permite la obtención de las variables desde el InControl, la creación de
las conexiones con el PLC, creación de las áreas de la planta, creación de alarmas y
elementos de la planta que se requieren.
Se debe mencionar que este es el proceso más largo de todo el anexo, razón por la cual
se hace una diferenciación a lo largo de las tares que se realizan en este software.
A.3.1 Creación de la galaxia del proyecto
Se muestra el proceso de ventanas para abrir el software de ArchestrA
Se hace la creación de la galaxia

114
Se da la opción de nombrar la galaxia
Proceso de creación de la galaxia, este proceso puede tardar unos minutos y se muestra
en la siguiente imagen.

115
Una vez se acaba este proceso se da cerrar y pasamos a conectar la galaxia
Ahora se muestra el entorno de la plataforma de ArchestrA

116
Se despliegan algunos sub menús que se muestran en las siguientes imágenes, se hizo
un reconocimiento de las opciones que da el software de ArchestrA y se da via libre al
siguiente paso del manejo del software.

117
A.3.2 Creación de la planta y sus áreas dentro de la galaxia
Se hacen unas modificaciones en las ventanas del programa que dan paso a la creación
del área de la planta

118
Se crea la planta piloto
La renombramos como plantax, esta planta es la base fundamental de todo el proyecto.

119
Ahora vamos a parte de System y vamos a crear una derivación de la plantax, con el fin
de crear una plantilla para las áreas de la planta
En área damos clic derecho y creamos una derivación

120
Se crea area1
Movemos area1 hasta plantax, esta area1 es una plantilla, a partir de esta vamos a
generar las instancias de las otras áreas de la planta.

121
Se debe tener en cuenta que la creación de las áreas de la planta en el software, fueron
orientadas por la creación de los modelos de la norma ISA S88.01, más específicamente
el modelo físico de la planta que se encuentra en la sección 4.3.2 NORMA ISA S88; del
documento principal.
Creación de la primera área de la planta
Esta sera el área del purificador, se observa que aparece en la parte de modelo, es el
nuevo y único elemento de la parte de abajo.

122
Le cambiamos el nombre el área a purificador
Creamos el área del reactor

123

124
Se debe crear también el área de separación de la planta

125
A.3.3 Creación de los elementos de control para la planta
Como se ha mencionado anteriormente, cada uno de los elementos de control se han
creado y posicionado en una determinada área de la planta basado en el criterio
establecido por el modelo físico de la planta, cuyo diseño fue establecido de acuerdo a la
norma ISA S88.

126
Una vez se han creado las áreas de la planta, se crean las plantillas para los elementos
de la planta, se entra a System elementos discretos, en esta parte podemos hacer las
plantillas para los objetos de la planta, que en este caso son válvulas y bombas.
Este elemento nuevo lo vamos a llamar válvula, y va a ser la plantilla base para cada una
de las válvulas a crear más adelante.

127
La movemos a plantax
Acá se puede modificar las características de la plantilla de la válvula

128
Se habilitan las entradas
Se habilitan salidas

129
Se habilita la transición de estado
se hace cambio de las características del uso de las válvulas, es decir que se dan valores
de cerrado en estado pasivo, abierto en estado activo, un estado de transición y un valor
por defecto.

130
Ahora se modifican características del estado a las entradas
Ahora con las salidas se hace las modificaciones de las salidas

131
Salvamos el programa
Damos clic en la opción ok

132
Damos cerrar
Y ahora vamos a hacer la creación de la plantilla de las bombas, primero se hace la
creación de la instancia para el elemento

133
Se renombra la instancia para la bomba

134
Esta instancia y las de más se trasladan al sub menú de plantax
Se abre el menú de la bomba, en este manu se pueden modificar las características del
funcionamiento de la bomba.

135
Se habilita entrada y salida de la bomba
Se hace la configuración de los estados de la bomba basándose en la entrada y salida

136
Se modifican las entradas con relación a los estados
Y se ponen cambios en las salidas

137
Ya hemos terminado la creación de la plantilla de la bomba. Se salva el progreso
Damos ok

138
Esperamos y cerramos la ventana
Tomando como base las plantillas que se crearon anteriormente, ahora se van a crear
cada una de las válvulas. A partir de la plantilla de válvula se crea una instancia de
válvula.

139
Se ve de esta forma
La renombraremos como fv1

140
De esta forma se crea cada una de las variables que se necesitan para la planta, en esta
planta de acuerdo al diseño del modelo físico basado por el estándar ISA S88,
observamos que necesitamos 8 válvulas que se distribuyen a lo largo de la planta y las
áreas.
Se renombra cada una de las valvulas

141
Ahora se debe poner cada una de las válvulas dentro de las áreas necesitadas

142
En caso de que necesitaremos otro tipo de válvulas se debería hacer más plantillas de
tipos de válvulas diferentes.
Se repite el proceso anterior con las bombas, es decir se toma la plantilla, se crea
derivaciones y se renombra cada una de ellas, finalmente se traslada cada una de las
bombas a cada una de las áreas de la planta.
Se
la siguiente imagen muestra cómo se asigna cada bomba a su área

143
El siguiente paso es el modelo de implementación de toda la planta
Para generar la implementación de la planta, es decir que el programa se compile, se
debe crear una nueva derivación
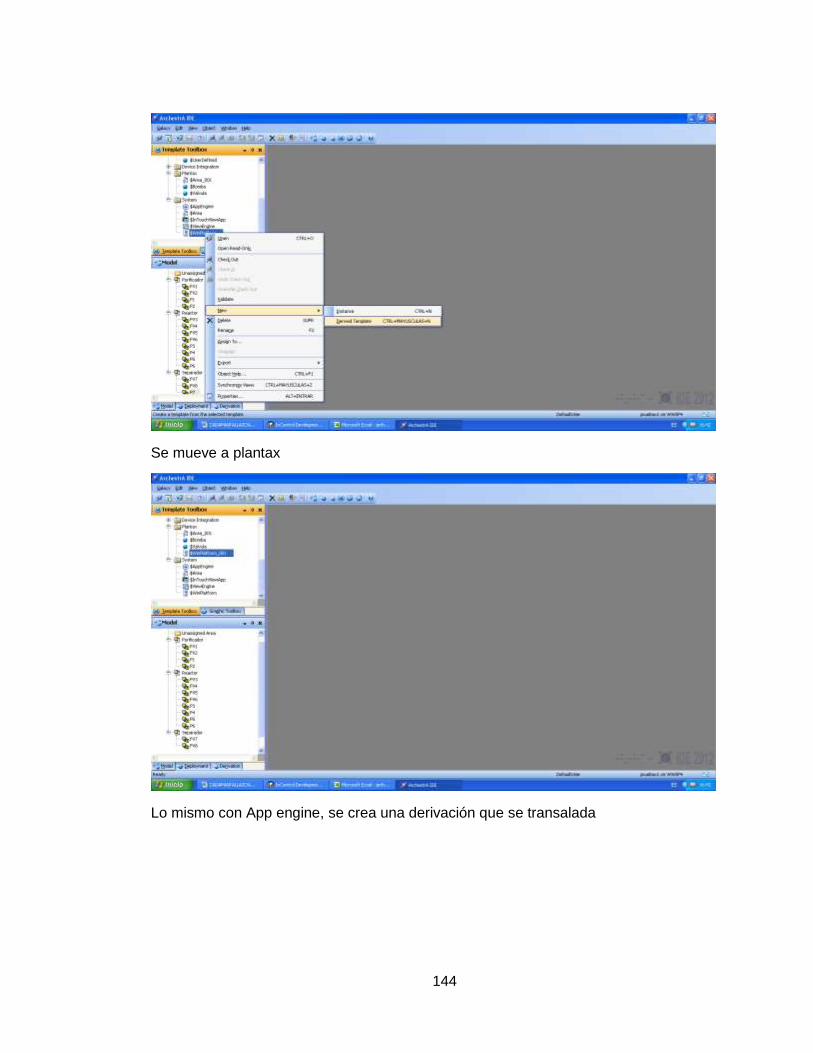
144
Se mueve a plantax
Lo mismo con App engine, se crea una derivación que se transalada

145
Y
se mueve a plantax

146
Se debe crear una nueva área de la planta que tiene como fin albergar el control y por lo
tanto las variables que provienen del InControl, se crea una nueva instancia desde el área
base que hay en plantax y se llamara control, en engine una nueva instancia que se
llamara maquina1 y en Winplataform una instancia llamada plataforma, lo que da como
resultado

147

148
Ahora movemos maquina1 y plataforma al área de control
Pasamos a la ventana de deploy

149
Se organiza los elementos por jerarquías, quedando de la siguiente forma:
A.3.4 Creación de la conexión con el InControl
La siguiente etapa es la creación de la conexión con el InControl

150
Aparece la derivación
La movemos a plantax

151
Desde aquí creamos una nueva instancia que llamaremos InControl

152
Le damos doble clic
Procedemos a configurarlo, vamos a poner el nombre de wsp3 t Rtengine para poder
manejar la conexión al pc y para especificar que no estamos trabajando con servidores.

153
Ahora vamos a abrir en el símbolo de + para anexar las variables
Al poner la opción de tagname damos la orden de buscar las variables como se
configuraron en el Excel previamente en la parte de configuración del InControl.

154
Damos clic en la opción de buscar las variables en archivo Excel
Sale esta pantalla donde buscamos el archivo Excel

155
Buscamos el archivo donde se había guardado

156
Se observa una columna a la izquierda donde aparece cada una de las variables
completa, la de la izquierda debe aparecer de igual forma pero para que aparezca
completa, esta se debe completar a mano.
Hasta que se complete todo el proceso

157
Y ahora solo queda salvar el progreso
Se selecciona la opción de ok

158
El siguiente paso es relacionar cada una de las variables del InControl con los elementos
creados
Dentro de la pantalla de deploy se observa el InControl creado
Este se movió a maquina1

159
A.3.5 Asociación de las variables de InControl con los elementos creados
Ahora se asocia cada una de las válvulas y bombas con las variables que las activan y
desactivan
Se modifican entradas

160
Y
así con cada uno de los elementos

161
Seguimos así con cada una de las válvulas y las bombas hasta que tenemos completo el
proceso de asignación de variables para los elementos creados en ArchestrA.
Esto se identifica cuando tanto válvulas como bombas no tienen ningún signo de
admiración en su icono

162
A.3.6 Deploy (implementación) de la planta
Implementación de la planta, se buscar el icono de deploy y se ejecuta el programa que
implementa la planta, al decir implementar significa que genera la conexión entre
ArchestrA e InControl para el posterior manejo de InTouch.
Este proceso tarda varios minutos

163
Al finalizar este proceso cerramos
Verificamos la conexión
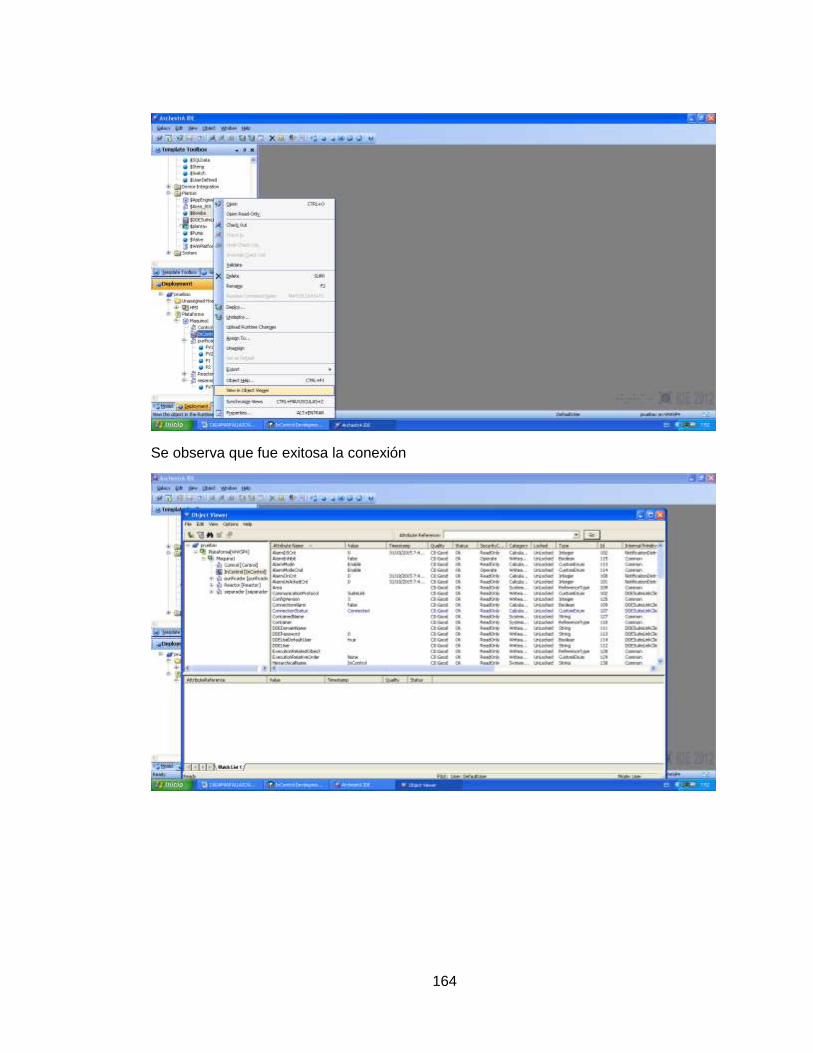
164
Se observa que fue exitosa la conexión

165
A.4 USO DE INTOUCH
A.4.1 Creación de la plantilla InTouch en ArchestrA
Ahora se procede a crear la HMI, como todo lo que se ha creado, se va a System y se
crea una derivación
Esta nueva derivación se llamó plantax

166
Ahora en Viewengine se crea una nueva instancia

167
Que se nombró como HMI
Ahora se selecciona la plantax de la HMI que es una derivación, es decir una plantilla

168
Y se lleva al área principal de plantax
Se crea una nueva instancia de plantax HMI

169
Que la llamaremos planta x
Esta plantax la pasaremos a HMI

170
De esta forma cuando pasamos a la pantalla de deploy encontramos que se observa de la
siguiente manera.
A.4.2 Creación del archivo InTouch para el proyecto
Damos doble clic en la plantax, cabe resaltar que esta es el área principal de la planta y
se selecciona la plantilla que hace para el software de InTouch, es decir que se abre el
software de InTouch

171
Lo primero que sucede es que nos da la opción de crear una aplicación i abrir una, en
este caso la vamos a crear.
Le se selecciona la opción: nombre.
Una vez cumplido el proceso anterior, se abre el Windowmaker, que es la ventana de
creación y programación de la HMI que tiene InTouch

172
Se crea una ventana
Se le da nombre, se selecciona un tamaño y un color de fondo

173
Acá se observa la ventana nueva
Podemos modificarla manualmente

174
A.4.3 Selección y uso de primeros elementos de la HMI
Se ponen los primeros elementos desde este menú
Se
ve la librería de elementos que existe

175
Se escoge el tanque y se pone
Se arregla su tamaño
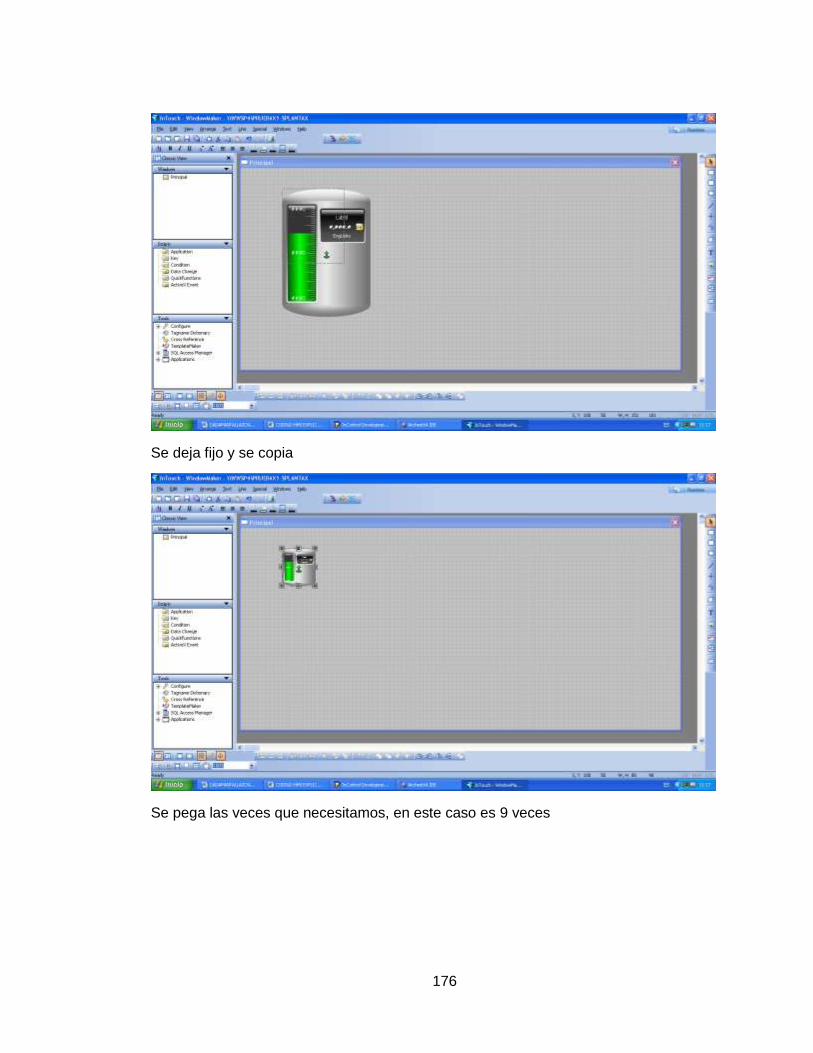
176
Se deja fijo y se copia
Se pega las veces que necesitamos, en este caso es 9 veces

177
Se crean las 8 válvulas necesarias, primero es escoge
Se hace la instalación de la válvula en window maker.

178
Se copia y pega 8 veces, pues necesitamos 8 válvulas
De la misma forma se debe hacer con cada tubo, codo y bomba que se necesite
Es necesario hacer referencia que el comportamiento de cada uno de los tanques,
válvulas, bombas, tubos, codos, conexiones y demás tienen un comportamiento
modificable, al dar doble clic en un elemento, por ejemplo un tanque, se obtiene el
siguiente menú

179
En este menú se puede modificar el color del fluido, el nivel máximo y mínimo de
capacidad y algunas características más.
A.4.4 Programación de la HMI
Se selecciona la opción ok y se pasa a abrir el entorno de programación

180
Este es el entorno de programación donde se desarrolla el código que controla el
movimiento de los tanques, la modificación de las variables del PLC, las alarmas y otros
aspectos más
Se omite cada uno de los pasos de la programación de la HMI, el progreso de la creación
de la HMI se muestra en el ANEXO C, allí se encuentra la explicación paso a paso del
cogido elaborado y de cada uno de los elementos que se usaron para el desarrollo de la
misma.

181
Una vez se ha culminado la HMI, se obtiene tiene esta imagen, se muestra primero la
pantalla de selección de ventana a abrir, cabe resaltar que se abre en la opción de
Windowmaker que es la opción donde InTouch permite la programación y modificación de
la parte visual de la planta.
Se abre la ventana principal que muestra la planta

182
La pantalla de datos históricos en su modo de Windowmaker
Se muestra la pantalla de parámetros de rendimiento

183
Se muestra ahora la ubicación de donde se encuentra el código que maneja la parte
visual, botones, alarmas y comportamiento de los tanques.
Código del programa y entorno de desarrollo del mismo

184

185
A.5 USO DE LA PLANTA
Ahora se procede a abrir el runtime que permite abrir el Windowviewer para visualizar las
variables de proceso en modificación.
Se observa que sale la planta y lo primero que se hace es escoger una velocidad de
proceso, esta velocidad está relacionada únicamente a la rapidez con la que se lleva a
cabo la visualización de la simulación y no influye con el proceso o sus parámetros de
rendimiento.

186
Se seleccionó el número de corrida, este número de corrida hace diferencia en cada una
de las veces que se hace el proceso y perite guardar los datos históricos para su posterior
análisis.
Ahora se pone en funcionamiento la planta, con el pulsador de inicio
Se observa que el proceso de producción inicia y es automático

187
Se puede hacer una parado de emergencia
Y si se desea reanudar el proceso productivo, esto obviamente altera los parámetros de
rendimiento de la plata

188
Otra forma de hacer un paro en la planta es la manipulación de variables, como el flujo
por medio de las válvulas, la planta identifica que está siendo alterada y detiene la
producción, esto ocasiona también que se afecte el performance de la planta y por lo
tanto va a disminuir el OEE.
El comportamiento que se muestra en la imagen anterior, es decir que se encuentre activa
la alarma por válvulas en posición de off, no cambiara hasta que la válvula no vuelva a su
estado original.

189
Se pueden oprimir varios pulsadores para activar las válvulas y se va a obtener el mismo
resultado.
Hasta que no se desactiven todas las válvulas no se va a seguir con el proceso.

190
En la siguiente imagen se muestra que ya se ha quitado la última válvula que modificaba
el funcionamiento normal de la planta, por esta razón el proceso sigue llevándose a cabo.
Ahora se cambia el número de corrida y se hace la simulación una vez más, dicho número
de corridas, se consideró que era mejor dejarlo manual y no automático, ya que en caso
que el estudiante cometa un error de manejo de la planta, este podrá volver al número de
corrida deseado para volver a hacer el proceso y de esta forma seguir avanzando en el
manejo de la planta en la practica.

191
Continuamos haciendo corrida tras corrida para de esta forma llenar las 10 corridas de
requisito que se requieren para hacer la práctica de laboratorio.
Se avanza en el número de corridas, en la siguiente imagen se muestra la numero 4

192
En cada una de las corridas se puede cambiar de pantallas, es decir pasar de la ventana
principal a la ventana de parámetros de rendimiento o a la de datos históricos.
Esto se logra de la siguiente forma
De esta manera se selecciona la pantalla que se quiere visualizar

193
Se abre la ventana de parámetros de rendimiento, y se puede analizar dichos parámetros
para la última corrida que fue la número 4
Y podemos de la misma forma abrir la ventana de datos históricos

194
Se selecciona la pantalla de datos historicos
Y se observa la información histórica de la planta durante las 4 corridas que se han
llevado a cabo

195
El objetivo a desarrollar en la práctica usando como herramienta esta planta es de
completar las 10 corridas para poder hacer el posterior análisis de la producción que se
llevó a cabo.
Se cambia de ventana, y se selecciona la principal
Y se sigue con la corrida de simulación 5, y la 6; hasta completar la corrida número 10 con
el fin de observar los datos históricos

196
Se hace la corrida numero 10
Se pasa a ver los datos históricos donde se observa la información de los parámetros de
rendimiento a lo largo de la producción

197
En el pantallazo que se muestra a continuación se toman los datos y se culmina la
utilización de la planta.

198
Ahora se pasa a cerrar el programa.
Y se da por finalizada la tarea.

199
ANEXO B. Lenguaje Ladder

200

201
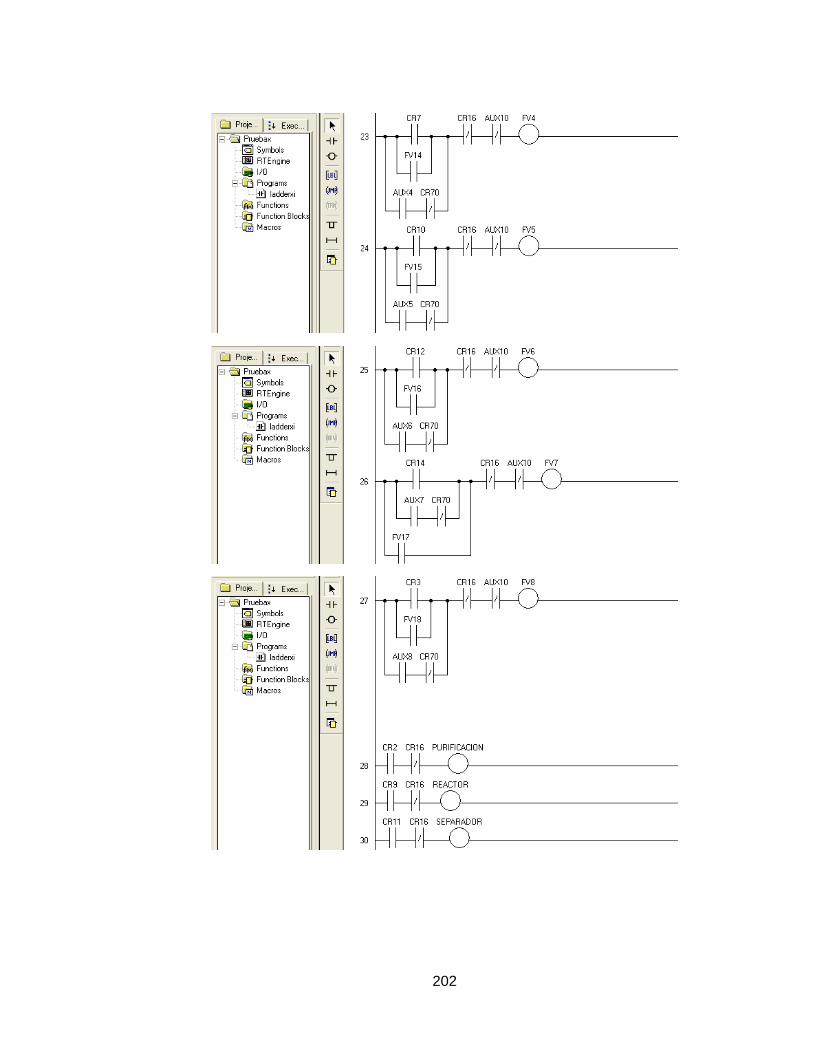
202

203

204

205
ANEXO C. Código HMI
A continuación se muestra todo el código generado para la manipulación de las variables
y el movimiento de la HMI
F6C6=319;
F4C2=OEE1;
F4C3 = OEE2;
F4C4 = OEE3;
F4C5 = OEE4;
F4C6 = OEE5;
F4C7 = OEE6;
F4C8 = OEE7;
F4C9 = OEE8;
F4C10 = OEE9;
F4C11 = OEE10;
IF Z > 0 THEN
ERRORVELOCIDAD=0;
IF CORRIDAS > 0 THEN
ERRORCORRIDA=0;
IF Galaxy:InControl.Tagname.ladderxi.AUX10 == 1 THEN
ERRORVALVULA=1;
ELSE
ERRORVALVULA=0;
ENDIF;
IF CORRIDAS == 1 THEN
OEE1=OEE;
TABLETAS1=TABLETAS;
ENDIF;
IF CORRIDAS == 2 THEN
OEE2=OEE;
TABLETAS2=TABLETAS;
ENDIF;
IF CORRIDAS == 3 THEN
OEE3=OEE;
TABLETAS3=TABLETAS;
ENDIF;
IF CORRIDAS == 4 THEN

206
OEE4=OEE;
TABLETAS4=TABLETAS;
ENDIF;
IF CORRIDAS == 5 THEN
OEE5=OEE;
TABLETAS5=TABLETAS;
ENDIF;
IF CORRIDAS == 6 THEN
OEE6=OEE;
TABLETAS6=TABLETAS;
ENDIF;
IF CORRIDAS == 7 THEN
OEE7=OEE;
TABLETAS7=TABLETAS;
ENDIF;
IF CORRIDAS == 8 THEN
OEE8=OEE;
TABLETAS8=TABLETAS;
ENDIF;
IF CORRIDAS == 9 THEN
OEE9=OEE;
TABLETAS9=TABLETAS;
ENDIF;
IF CORRIDAS == 10 THEN
OEE10=OEE;
TABLETAS10=TABLETAS;
ENDIF;
POR1=NIVEL_TK1*(100/109);
IF POR1 < 0 THEN
POR1=0;
ENDIF;
IF POR1 > 109 THEN
POR2=100;
ENDIF;
POR2=NIVEL_TK22*(100/109);
IF POR2 < 0 THEN
POR2=0;

207
ENDIF;
IF POR2 > 100 THEN
POR2=100;
ENDIF;
POR3=NIVEL_TK3*(100/5);
IF POR3 < 0 THEN
POR3=0;
ENDIF;
IF POR3 > 100 THEN
POR3=100;
ENDIF;
POR4=NIVEL_TK4*(100/60);
IF POR4 < 0 THEN
POR4=0;
ENDIF;
IF POR4 > 100 THEN
POR4=100;
ENDIF;
POR5=NIVEL_TK5*(100/271);
IF POR5 < 0 THEN
POR5=0;
ENDIF;
IF POR5 > 100 THEN
POR5=100;
ENDIF;
POR6=NIVEL_TK6*(100/102);
IF POR6 < 0 THEN
POR6=0;
ENDIF;
IF POR6 > 100 THEN
POR6=100;
ENDIF;
POR7=NIVEL_TK7*(100/271);
IF POR7 < 0 THEN
POR7=0;
ENDIF;
IF POR7 > 100 THEN
POR7=100;
ENDIF;

208
POR8=NIVEL_TK8*(100/120);
IF POR8 < 0 THEN
POR8=0;
ENDIF;
IF POR8 > 100 THEN
POR8=100;
ENDIF;
POR9=NIVEL_TK9*(100/151);
IF POR9 < 0 THEN
POR9=0;
ENDIF;
IF POR9 > 100 THEN
POR9=100;
ENDIF;
TIEMPO2=40;
TIEMPO4=40;
TIEMPO6=40;
TIEMPO=TIEMPO1 + TIEMPO2 + TIEMPO3 + TIEMPO4 + TIEMPO5 + TIEMPO6 +
TIEMPO7;
IF Galaxy:InControl.Tagname.ladderxi.CR16 == 0 THEN
IF Galaxy:InControl.Tagname.ladderxi.AUX10 == 0 THEN
IF Galaxy:InControl.Tagname.ladderxi.CR1 == 1 THEN
TM1=TM1+1;
TIEMPO1=TM1;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR2 == 1 THEN
TIEMPO1=TM1;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR3 == 1 THEN
TM2=TM2+1;
TIEMPO3=TM2;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR9 == 1 THEN
TIEMPO3=TM2;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR10 == 1 THEN
TM3=TM3+1;

209
TIEMPO5=TM3;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR11 == 1 THEN
TIEMPO5=TM3;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR12 == 1 THEN
TM4=TM4+1;
TIEMPO7=TM4;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR13 == 1 THEN
TIEMPO7=TM4;
ENDIF;
IF NIVEL_TK1 >= 109 * 0.95 THEN
NH1 = 1;
ELSE
NH1 = 0;
ENDIF;
IF NIVEL_TK22 >= 109 * 0.95 THEN
NH2 = 1;
ELSE
NH2 = 0;
ENDIF;
IF NIVEL_TK3 >= 5 * 0.95 THEN
NH3 = 1;
ELSE
NH3 = 0;
ENDIF;
IF NIVEL_TK4 >= 60 * 0.95 THEN
NH4 = 1;
ELSE
NH4= 0;
ENDIF;
IF NIVEL_TK5 >= 271 * 0.95 THEN
NH5 = 1;
ELSE
NH5 = 0;
ENDIF;
IF NIVEL_TK6 >= 102 * 0.95 THEN
NH6 = 1;
ELSE
NH6 = 0;
ENDIF;
IF NIVEL_TK7 >= 271 * 0.95 THEN

210
NH7 = 1;
ELSE
NH7 = 0;
ENDIF;
IF NIVEL_TK8 >= 120 * 0.95 THEN
NH8 = 1;
ELSE
NH8 = 0;
ENDIF;
IF NIVEL_TK9 >= 151 * 0.95 THEN
NH9 = 1;
ELSE
NH9 = 0;
ENDIF;
IF NIVEL_TK1 <= 109 * 0.05 THEN
NL1 = 1;
ELSE
NL1 = 0;
ENDIF;
IF NIVEL_TK22 <= 109 * 0.05 THEN
NL2 = 1;
ELSE
NL2 = 0;
ENDIF;
IF NIVEL_TK3 <= 5 * 0.05 THEN
NL3 = 1;
ELSE
NL3 = 0;
ENDIF;
IF NIVEL_TK4 <= 60 * 0.05 THEN
NL4 = 1;
ELSE
NL4= 0;
ENDIF;
IF NIVEL_TK5 <= 271 * 0.05 THEN
NL5 = 1;
ELSE
NL5 = 0;
ENDIF;
IF NIVEL_TK6 <= 102 * 0.05 THEN
NL6 = 1;
ELSE
NL6 = 0;
ENDIF;
211
IF NIVEL_TK7 <= 271 * 0.05 THEN
NL7 = 1;
ELSE
NL7 = 0;
ENDIF;
IF NIVEL_TK8 <= 120 * 0.05 THEN
NL8 = 1;
ELSE
NL8 = 0;
ENDIF;
IF NIVEL_TK9 <= 151 * 0.05 THEN
NL9 = 1;
ELSE
NL9 = 0;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR1== 1 THEN
TKM =TKM + Z;
NIVEL_TK1 = 114 - 0.4022 * TKM;
NIVEL_TK22 = 0.4022 * TKM;
ENDIF;
IF NIVEL_TK22 >= 114 THEN
Galaxy:InControl.Tagname.ladderxi.S1 = 1;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR3 == 1 THEN
TKM2 =TKM2 + Z;
NIVEL_TK3 = 0.018 * TKM2;
NIVEL_TK5 = TKM2;
NIVEL_TK22= 109 - 0.4022 * TKM2;
NIVEL_TK4 = 60 - 0.22 * TKM2;
NIVEL_TK6 = 102 - 0.376 * TKM2;
ENDIF;
IF NIVEL_TK5 >= 271 THEN
Galaxy:InControl.Tagname.ladderxi.S2 = 1;
Galaxy:InControl.Tagname.ladderxi.S3 = 1;

212
Galaxy:InControl.Tagname.ladderxi.S4 = 1;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR10 == 1 THEN
TKM3 =TKM3 + Z;
NIVEL_TK7 = TKM3 ;
NIVEL_TK5 = 271 - TKM3 ;
ENDIF;
IF NIVEL_TK7 >= 271 THEN
Galaxy:InControl.Tagname.ladderxi.S5 = 1;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR12 == 1 AND
Galaxy:InControl.Tagname.ladderxi.CR14 == 1 THEN
TKM4 =TKM4 + Z;
NIVEL_TK7 = 271 - TKM4;
NIVEL_TK8 = 0.442 * TKM4;
NIVEL_TK9 = 0.557 * TKM4;
ENDIF;
IF NIVEL_TK7 <= 0 AND Galaxy:InControl.Tagname.ladderxi.CR12 == 1 THEN
Galaxy:InControl.Tagname.ladderxi.S6 = 1;
Galaxy:InControl.Tagname.ladderxi.S7 = 1;
IF Z == 1 THEN
V1=285;
V3=272;
V5=271;
V7=276;
ENDIF;
IF Z == 2 THEN
V1=144;
V3=141;

213
V5=139;
V7=141;
ENDIF;
IF Z == 3 THEN
V1=97;
V3=95;
V5=95;
V7=95;
ENDIF;
INIC=(V1 + V3 + V5 + V7)/TIEMPO * 100;
IN1=V1/TIEMPO1;
IN2=TIEMPO2/TIEMPO2;
IN3=V3/TIEMPO3;
IN4=TIEMPO4/TIEMPO4;
IN5=V5/TIEMPO5;
IN6=TIEMPO6/TIEMPO6;
IN7=V7/TIEMPO7;
MASA1 = (5100)/5100;
MASA2 = (539)/539;
MASA3 = (539)/539;
MASA4 = (539)/539;
MASA5 = (539-12)/539;
MASA6 = (539)/539;
EF=IN1 * IN2 * IN3 * IN4 * IN5 * IN6 * IN7 * 100;
MASA=MASA1 * MASA2 * MASA3 * MASA4 * MASA5 * MASA6 * 100;
OEE=(INIC / 100)*(EF / 100)*(MASA / 100)*100;
TABLETAS=(30000*MASA)/100;

214
TOTALTABLETAS=TABLETAS1 + TABLETAS2 + TABLETAS3 + TABLETAS4 +
TABLETAS5 + TABLETAS6 + TABLETAS7 + TABLETAS8 + TABLETAS9 +
TABLETAS10;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR13 == 1 AND
Galaxy:InControl.Tagname.ladderxi.CR15 == 1 THEN
NH1=0;
NH2=0;
NH3=0;
NH4=0;
NH5=0;
NH6=0;
NH7=0;
NH8=0;
NH9=0;
NL1=0;
NL2=0;
NL3=0;
NL4=0;
NL5=0;
NL6=0;
NL7=0;
NL8=0;
NL9=0;
TM1=0;
TM2=0;
TM3=0;
TM4=0;
TM5=0;
TM7=0;
TKM=0;
TKM2=0;
TKM3=0;
TKM4=0;
NIVEL_TK1=0;
NIVEL_TK22=0;
NIVEL_TK3=0;
NIVEL_TK4=0;
NIVEL_TK5=0;

215
NIVEL_TK6=0;
NIVEL_TK7=0;
NIVEL_TK8=0;
NIVEL_TK9=0;
Galaxy:InControl.Tagname.ladderxi.S1 = 0;
Galaxy:InControl.Tagname.ladderxi.S2 = 0;
Galaxy:InControl.Tagname.ladderxi.S3 = 0;
Galaxy:InControl.Tagname.ladderxi.S4 = 0;
Galaxy:InControl.Tagname.ladderxi.S5 = 0;
Galaxy:InControl.Tagname.ladderxi.S6 = 0;
Galaxy:InControl.Tagname.ladderxi.S7 = 0;
ENDIF;
ELSE
TKM = TKM;
TKM2 = TKM2;
TKM3 = TKM3;
TKM4 = TKM4;
IF Galaxy:InControl.Tagname.ladderxi.CR1 == 1 THEN
TM1=TM1+Z;
TIEMPO1=TM1;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR3 == 1 THEN
TM2=TM2+Z;
TIEMPO3=TM2;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR10 == 1 THEN
TM3=TM3+Z;
TIEMPO5=TM3;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR12 == 1 THEN
TM4=TM4+Z;
TIEMPO7=TM4;
ENDIF;
ENDIF;
ELSE
TKM = TKM;
TKM2 = TKM2;
TKM3 = TKM3;
TKM4 = TKM4;
IF Galaxy:InControl.Tagname.ladderxi.CR1 == 1 THEN
TM1=TM1+Z;

216
TIEMPO1=TM1;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR3 == 1 THEN
TM2=TM2+Z;
TIEMPO3=TM2;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR10 == 1 THEN
TM3=TM3+Z;
TIEMPO5=TM3;
ENDIF;
IF Galaxy:InControl.Tagname.ladderxi.CR12 == 1 THEN
TM4=TM4+Z;
TIEMPO7=TM4;
ENDIF;
ENDIF;
ELSE
ERRORCORRIDA=1;
ENDIF;
ELSE
ERRORVELOCIDAD=1;
ENDIF;

217
ANEXO D. Encuestas

218

219

220
ANEXO E. Guía de la práctica
SEGUNDA PRÁCTICA DE LABORATORIO
SISTEMA DE EJECUCIÓN DE MANUFACTURA (MES)
ESPECIALIZACIÓN EN CONTROL E INSTRUMENTACIÓN INDUSTRIAL
M.Sc. Claudia Leonor Rueda Guzmán
M.Sc. Orlando Federico González Casallas
Ing. Yilmar Alfonso Jaimes Gamboa
Análisis de una Planta Industrial de Acetaminofén
La empresa Baxter S.A.S, desea planificar la fabricación de Acetaminofén para las
próximas semanas. Se dispone de una planta industrial automatizada que permite obtener
una concentración del 71% de Acetaminofén líquido. Para entender el proceso de
producción se clasifica en tres fases secuenciales: hidratación de la cetena, Esterificación
del ácido acético (Reactor) y obtención del Paracetaminofenol “Separador” (Acetaminofén
al 71% de concentración). La Figura 1, presenta el proceso de fabricación del
Acetaminofén.

221
Figura 1. Bosquejo de la planta industrial de acetaminofén para la empresa Baxter S.A.S
Fuente: Autores
La empresa considera el estudio de la planificación de la producción para las próximas
dos semanas; para lo cual se desea supervisar la producción de lunes a viernes. Se sabe
por estudio del mercado que las órdenes de cajas de acetaminofén son:
Demanda (cajas)
Lunes Martes Miércoles Jueves Viernes
Semana 1 25000 29000 29000 30000 29000
Semana 2 31000 28000 29000 29000 29500
Adicionalmente, se conoce que la fabricación de una caja de acetaminofén tiene un costo
de $ 2800. El costo referente al almacenamiento de una caja de acetaminofén es de $
800, y que una orden de producción de cajas de acetaminofén (alistamiento de equipos y
recursos indirectos de fabricación) es de $ 120000. Con base en la información anterior:
a) Encontrar la expresión analítica que permita conocer la capacidad de producción diaria
de acetaminofén que maneja la empresa Baxter S.A.S.
b) Desarrolle una corrida de simulación de la planta industrial de acetaminofén, diseñada
en Wonderware, en condiciones ideales, ¿Cuál es la cantidad diaria de acetaminofén que
se produce en la planta?, registre el valor de la eficiencia operacional de equipos (OEE)
de esta simulación. Nota: Debe trabajar la simulación con nivel de velocidad 1.

222
c) Desarrollar la planificación detallada de la producción (Programa Maestro de
Producción) para las dos semanas de supervisión de la planta, considerando diez corridas
de simulación (una corrida de simulación equivale a un día de producción) y la siguiente
tabla.
Programa Maestro Producción
Día 1 Día 2
Órdenes de producción
Inventario Inicial
MPS
Inventario Final
OEE
Tiempo Producción
Nota: Se debe considerar los siguientes problemas en planta:
El primer día de producción de la Semana 1, se dispone de un inventario inicial de
5000 cajas de acetaminofén.
El segundo día de producción de la Semana 1, se presenta una abertura de la
válvula FV-3, mientras se suministra el paraminofenol al purificador, esto ocurre en
un tiempo de simulación de cuatro segundos.
El quinto día de producción de la Semana 1, se presenta una abertura de la
válvula FV-7, mientras se suministra paraminofenol y ácido acético al reactor, esto
ocurren en un tiempo de simulación de 2,5 segundos.
El primer día de producción de la Semana 2, ocurre un paro programado para la
reparación de una válvula FV-3, esto ocurre en tiempo de simulación de tres
segundos.
El tercer día de producción de la Semana 2, se realiza una parada programada
para el mantenimiento del tanque separador, esto ocurre en un tiempo de
simulación de 1 minuto.
El quinto día de producción de la Semana 2, se presenta un abertura de la válvula
FV-6, mientras se suministra el producto en proceso desde el reactor al separador,
esto ocurre en un tiempo de simulación de 4 segundos.
d) Bajo un nivel de confianza del 92%, ¿existe suficiente evidencia estadística para
afirmar que el valor de la eficiencia operacional de equipos de las dos semanas de
producción son equivalentes? Aplicar técnicas de pruebas de hipótesis y justificar su
respuesta.
e) Construir una carta de control que representa la dinámica de la eficiencia operacional
de equipos (OEE), y explicar el comportamiento de la planta de acetaminofén durante las
dos semanas de producción. Considerar el siguiente intervalo de confianza.

223
𝐼 0% [ 𝐸𝐸̅̅ ̅̅ ̅̅ ± 𝑡1−𝛼/ 𝑆𝑂𝐸𝐸
√𝑛]
Entrega del Informe
El informe de aplicar normas Icontec para la presentación de trabajos escritos. El documento no debe exceder las 10 hojas.
Plazo de entrega: hasta las 11:59 p.m del día Viernes 07 de Noviembre, al correo: [email protected].

224
ANEXO F. Evidencias fotográficas
Es necesario mostrar las evidencias fotográficas de la implementación de la planta en la
práctica de laboratorio de la asignatura sistema MES de la especialización en Control e
Instrumentación Industrial de la Universidad Pontificia Bolivariana seccional Bucaramanga
La primera etapa que se llevó a cabo para poder usar el módulo de simulación en la
práctica de laboratorio consistió en copiar la máquina virtual que posee instalada la
plataforma de software de Wonderware y se instala la licencia de dicho software en cada
uno de los computadores destinados a ser usados en la práctica de laboratorio, este
proceso se realizó el día jueves 22 de octubre del año 2015.
Una vez instalada la máquina virtual y la licencia del software en cada uno de los
computadores se esperó el día de la práctica, dicho día fue el sábado 22 de octubre del
año 2015.

225
La imagen anterior muestra la primera etapa del laboratorio, que consiste en la exposición
de términos y teoría que apoya el desarrollo de la práctica.
En el momento en que se inicia la explicación e introducción del funcionamiento del
módulo de simulación desarrollado en este proyecto, se hace una breve explicación del
uso del mismo, se observa los trazos realizados por parte del autor de este proyecto:

226
Una vez se ha culminado con la explicación del funcionamiento de la planta, se indica a
los estudiantes que hagan uso del video tutorial que se desarrolló y se subió en YouTube,
este video tiene como finalidad dar indicaciones precisas, consejos de uso y forma de uso
de la simulación de la planta productora de acetaminofén.
Se solicita permiso a los estudiantes con el fin de tomar las fotografías que se muestran,
de esta forma se logra tener evidencias graficas de la aplicación del módulo.

227

228
Se observó la forma en la que los estudiantes comprenden el uso de la simulación y se
observa que manejan la planta con facilidad, se dio indicaciones y se solucionaron
algunas inquietudes a algunos estudiantes que lo solicitaron. Al finalizar la práctica se
llegó a la conclusión de que el uso de esta simulación fue rápido y sencillo.

229
ANEXO G. Video tutorial para la simulación
Como se ha mencionado anteriormente, se desarrolló un video tutorial que da indicación,
consejos y orientación sobre el funcionamiento de la simulación de la planta productora de
acetaminofén, con el fin de facilitar el manejo de la planta y permitir que la práctica de
laboratorio, en la etapa de la aplicación de la herramienta, se desarrolle rápidamente, a
continuación se muestra el link del enlace donde se puede observar el video tutorial.
https://www.youtube.com/watch?v=stnLQlOVt48





























