Embed Size (px)
Citation preview

Herzog, T.; von Trotha, G.; Molitor, D. (2013):
Von Korrosion lernen - Welche Herausforderungen stellt der Betrieb, was ist
schweißtechnisch beim Korrosionsschutz durch Cladding machbar? -
In: Thomé-Kozmiensky, K. J. und Beckmann, M. (Hrsg.): Energie aus
Abfall, Band 10. Neuruppin: TK Verlag, 2013, S. 473-488

CheMin
Berliner Abfallwirtschafts- und Energiekonferenz 28.-29. Januar 2013
Von Korrosion lernen
Welche Herausforderungen stellt der Betrieb,
was ist schweißtechnisch beim Korrosionsschutz durch Cladding machbar?
Dr. Thomas Herzog, Ghita von Trotha und Dominik Molitor
CheMin GmbH Am Mittleren Moos 46a
D-86167 Augsburgwww.chemin.de
Das Schweißplattieren von Rohrwänden und Einzelrohren mit Nickelbasislegierungen, das sog. Cladding
mit Inconel®, ist eine vorsorgliche Maßnahme beim Neubau oder eine Reaktion auf Abzehrung der Ver-
dampfer und Überhitzer in Verbrennungsanlagen mit schwierigen Brennstoffen. Dies sind Abfall, aus Abfäl-
len sortierte Chargen und Altholz. Man weiß also im Voraus oder bemerkt im Nachhinein, dass der Kessel
dem Brennstoff, der Feuerung, dem Prozess etc. nicht standhalten kann oder nicht mehr standhält.
In der Regel findet die Abzehrung unter Belägen statt, es ist eine chemische Reaktion von abgelagerten
Komponenten aus dem Verbrennungsprozess mit den Rohren aus warmfesten Stahl. Es handelt sich um
Korrosion bei hohen Temperaturen und meist im Beisein von Chlor, also um Hochtemperatur-Chlor-Korro-
sion1, oder von geschmolzenen Salzen. Natürlich sind auch erosive Prozesse vorhanden, wenn z.B. durch
das Zuwachsen von konvektiven Heizflächen ungeplant hohe Rauchgasgeschwindigkeiten in den verblie-
benen Gassen auftreten (mechanischer Impuls von außen), oder wenn die Korrosion so dynamisch abläuft,
dass die am Werkstoff immer weiter wachsenden Korrosionsprodukte das Abplatzen der Belagsschichten
verursachen (mechanischer Impuls von innen). Erosion und Korrosion kombinieren sich und verstärken
den Abzehrungsprozess, es ist eine Erosions-Korrosion.
Wenn ein Kessel Korrosion hat, wenn der gewöhnliche warmfeste, ferritische Stahl abgezehrt wird, dann
wird die Korrosion auch auf der Schweißplattierung aus Nickelbasislegierung weitergehen. Es ist wie
die Wirkung der Kopfschmerztablette: Der Wirkstoff überdeckt den Schmerz, aber in Wirklichkeit ist der
Schmerz noch da. Cladding ist kein Heilmittel gegen Korrosion, es überdeckt nur den gegen Korrosion
empfindlichen Nerv aus warmfesten Stahl, aber die Korrosion geht weiter. Bleibt man bei diesem Bild, dann
muss man die Krankheit der Korrosion auf der primären Seite bekämpfen, am Brennstoff, der Luftführung
in der Feuerung, Optimierung der Verfahrenstechnik etc. Um eine Optimierung der primären Seite durch-
zuführen, benötigt man Zeit. Diese kann durch eine Schweißplattierung gewonnen werden.
Der vorliegende Beitrag beleuchtet zuerst beispielhaft einige Aspekte der Korrosion von Schweißplattierun-
gen in dem Sinne, dass man von der Korrosion lernen kann, wie man sich am besten gegen sie schützt.
Danach werden einige neue schweißtechnische Optimierungen vorgestellt, die darauf eingehen.
1: Synonym stehen andere Bezeichnungen wie z.B. Aktive Oxidation, Chlorinduzierte Korrosion, Chlorkorrosion u.v.m.
Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 2 von 13
1 Betriebliche Limits
Ein Kessel soll Wärme auskoppeln. Nickelbasislegierungen haben im Vergleich zu warmfesten Stählen eine
deutlich schlechtere Wärmeleitfähigkeit. Bei z.B. 300°C leitet warmfester Stahl ca. 45 W/ mK, eine Nickelba-
sislegierung aber nur ca. 14 W/ mK, also rund 2/3 weniger. Auch wenn sich die Oberfl ächentemperatur des
Cladding im Vergleich zum warmfesten Stahl nur um mehrere Kelvin erhöht, so kann der schweißplattierte
Verdampfer zunächst weniger Wärme auskoppeln, als er es ohne Cladding könnte. Damit verschieben sich
die Wärme und die von ihr beeinfl usste Korrosion entlang vom Rauchgasweg zu der Stelle, wo die erste gute
Wärmeleitfähigkeit bzw. Kältefalle zur Verfügung steht.
In der Praxis kennt man diesen Effekt so, dass zunächst der erste, oder die ersten Meter über dem Feuerfest
gecladdet wurden, weil hier die stärksten Abzehrungen auftraten (Feuerfest hat eine geringe Wärmeleitfähig-
keit, warmfester Stahl eine hohe, also korrodiert das erste kalte Stück nach der heißen Strecke). Dann wurden
bei folgenden Revision die nachfolgenden Meter der Kessel gecladdet und manch ein Kessel bis zur Decke im
3. Zug.
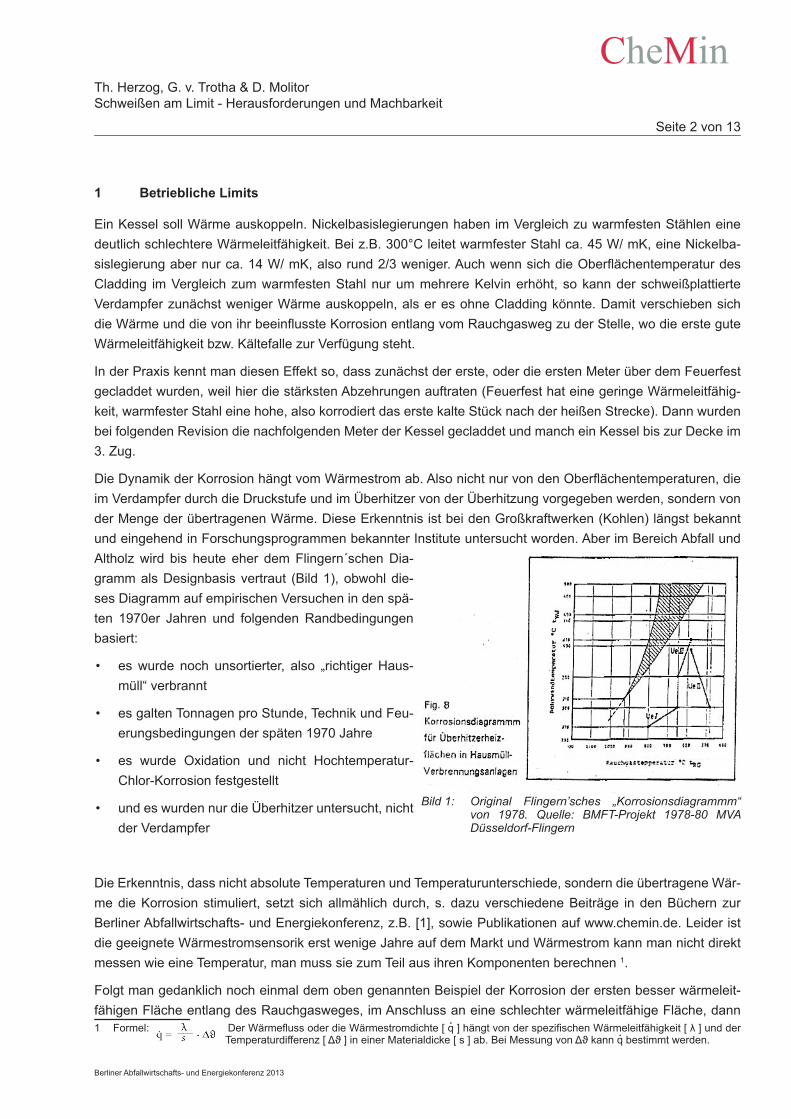
Die Dynamik der Korrosion hängt vom Wärmestrom ab. Also nicht nur von den Oberfl ächentemperaturen, die
im Verdampfer durch die Druckstufe und im Überhitzer von der Überhitzung vorgegeben werden, sondern von
der Menge der übertragenen Wärme. Diese Erkenntnis ist bei den Großkraftwerken (Kohlen) längst bekannt
und eingehend in Forschungsprogrammen bekannter Institute untersucht worden. Aber im Bereich Abfall und
Altholz wird bis heute eher dem Flingern´schen Dia-
gramm als Designbasis vertraut (Bild 1), obwohl die-
ses Diagramm auf empirischen Versuchen in den spä-
ten 1970er Jahren und folgenden Randbedingungen
basiert:
• es wurde noch unsortierter, also „richtiger Haus-
müll“ verbrannt
• es galten Tonnagen pro Stunde, Technik und Feu-
erungsbedingungen der späten 1970 Jahre
• es wurde Oxidation und nicht Hochtemperatur-
Chlor-Korrosion festgestellt
• und es wurden nur die Überhitzer untersucht, nicht
der Verdampfer
Die Erkenntnis, dass nicht absolute Temperaturen und Temperaturunterschiede, sondern die übertragene Wär-
me die Korrosion stimuliert, setzt sich allmählich durch, s. dazu verschiedene Beiträge in den Büchern zur
Berliner Abfallwirtschafts- und Energiekonferenz, z.B. [1], sowie Publikationen auf www.chemin.de. Leider ist
die geeignete Wärmestromsensorik erst wenige Jahre auf dem Markt und Wärmestrom kann man nicht direkt
messen wie eine Temperatur, man muss sie zum Teil aus ihren Komponenten berechnen 1.
Folgt man gedanklich noch einmal dem oben genannten Beispiel der Korrosion der ersten besser wärmeleit-
fähigen Fläche entlang des Rauchgasweges, im Anschluss an eine schlechter wärmeleitfähige Fläche, dann 1 Formel: Der Wärmefl uss oder die Wärmestromdichte [ q ] hängt von der spezifi schen Wärmeleitfähigkeit [ λ ] und der
Temperaturdifferenz [ Δϑ ] in einer Materialdicke [ s ] ab. Bei Messung von Δϑ kann q bestimmt werden.
Bild 1: Original Flingern’sches „Korrosionsdiagrammm“ von 1978. Quelle: BMFT-Projekt 1978-80 MVA Düsseldorf-Flingern
..
CheMin
Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 3 von 13
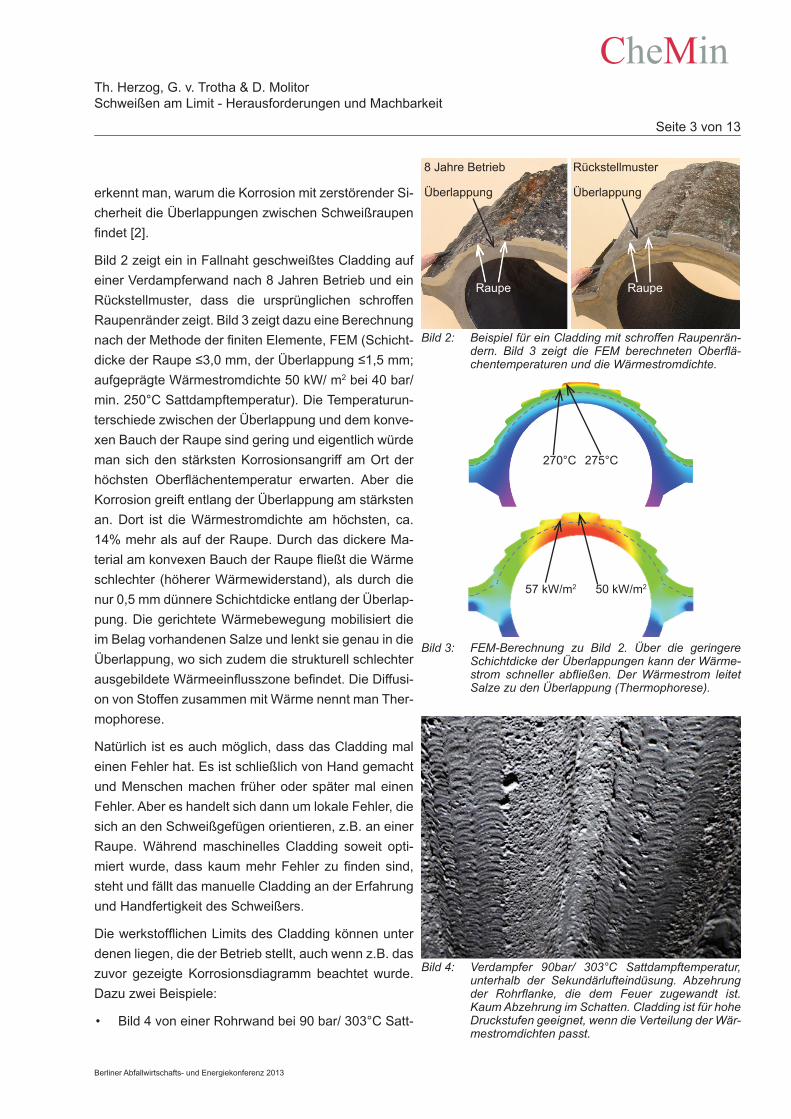
erkennt man, warum die Korrosion mit zerstörender Si-
cherheit die Überlappungen zwischen Schweißraupen
fi ndet [2].
Bild 2 zeigt ein in Fallnaht geschweißtes Cladding auf
einer Verdampferwand nach 8 Jahren Betrieb und ein
Rückstellmuster, dass die ursprünglichen schroffen
Raupenränder zeigt. Bild 3 zeigt dazu eine Berechnung
nach der Methode der fi niten Elemente, FEM (Schicht-
dicke der Raupe ≤3,0 mm, der Überlappung ≤1,5 mm;
aufgeprägte Wärmestromdichte 50 kW/ m2 bei 40 bar/
min. 250°C Sattdampftemperatur). Die Temperaturun-
terschiede zwischen der Überlappung und dem konve-
xen Bauch der Raupe sind gering und eigentlich würde
man sich den stärksten Korrosionsangriff am Ort der
höchsten Oberfl ächentemperatur erwarten. Aber die
Korrosion greift entlang der Überlappung am stärksten
an. Dort ist die Wärmestromdichte am höchsten, ca.
14% mehr als auf der Raupe. Durch das dickere Ma-
terial am konvexen Bauch der Raupe fl ießt die Wärme
schlechter (höherer Wärmewiderstand), als durch die
nur 0,5 mm dünnere Schichtdicke entlang der Überlap-
pung. Die gerichtete Wärmebewegung mobilisiert die
im Belag vorhandenen Salze und lenkt sie genau in die
Überlappung, wo sich zudem die strukturell schlechter
ausgebildete Wärmeeinfl usszone befi ndet. Die Diffusi-
on von Stoffen zusammen mit Wärme nennt man Ther-
mophorese.
Natürlich ist es auch möglich, dass das Cladding mal
einen Fehler hat. Es ist schließlich von Hand gemacht
und Menschen machen früher oder später mal einen
Fehler. Aber es handelt sich dann um lokale Fehler, die
sich an den Schweißgefügen orientieren, z.B. an einer
Raupe. Während maschinelles Cladding soweit opti-
miert wurde, dass kaum mehr Fehler zu fi nden sind,
steht und fällt das manuelle Cladding an der Erfahrung
und Handfertigkeit des Schweißers.
Die werkstoffl ichen Limits des Cladding können unter
denen liegen, die der Betrieb stellt, auch wenn z.B. das
zuvor gezeigte Korrosionsdiagramm beachtet wurde.
Dazu zwei Beispiele:
• Bild 4 von einer Rohrwand bei 90 bar/ 303°C Satt-
Bild 4: Verdampfer 90bar/ 303°C Sattdampftemperatur, unterhalb der Sekundärlufteindüsung. Abzehrung der Rohrfl anke, die dem Feuer zugewandt ist. Kaum Abzehrung im Schatten. Cladding ist für hohe Druckstufen geeignet, wenn die Verteilung der Wär-mestromdichten passt.
Bild 2: Beispiel für ein Cladding mit schroffen Raupenrän-dern. Bild 3 zeigt die FEM berechneten Oberfl ä-chentemperaturen und die Wärmestromdichte.
Bild 3: FEM-Berechnung zu Bild 2. Über die geringere Schichtdicke der Überlappungen kann der Wärme-strom schneller abfl ießen. Der Wärmestrom leitet Salze zu den Überlappung (Thermophorese).
270°C 275°C
57 kW/m2 50 kW/m2
8 Jahre Betrieb Rückstellmuster
Überlappung
Raupe
ppppppppununnnnunggg Überlappung
Raupe
pppppppppppununnnunu gggg
CheMin
Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 4 von 13
dampftemperatur in der Hauptbrennzone, Abfallverbrennung: Während die einen Rohrfl anken noch wie
neu sind, sind Abzehrungen auf der anderen stark. Die abgezehrte Flanke sieht das Feuer, die nicht ab-
gezehrte Flanke liegt im Schatten. Das Beispiel zeigt, wie stark der Einfl uss der Wärmestromdichte auf
die Korrosion ist. Leider müssen Kessel eckig gebaut werden, bei einem runden Kessel mit einem Feuer
in Zentrum wären Wärmeauskoppelung und resultierende Abzehrungen vermutlich gleichmäßiger verteilt.
Das Cladding hält also der Anforderung dieser hohen Druckstufe stand, sofern der Strahlungsanteil bei der
Wärmeübertragung moderat bleibt und der korrosive Salzanteil im Belag nicht gezündet wird.
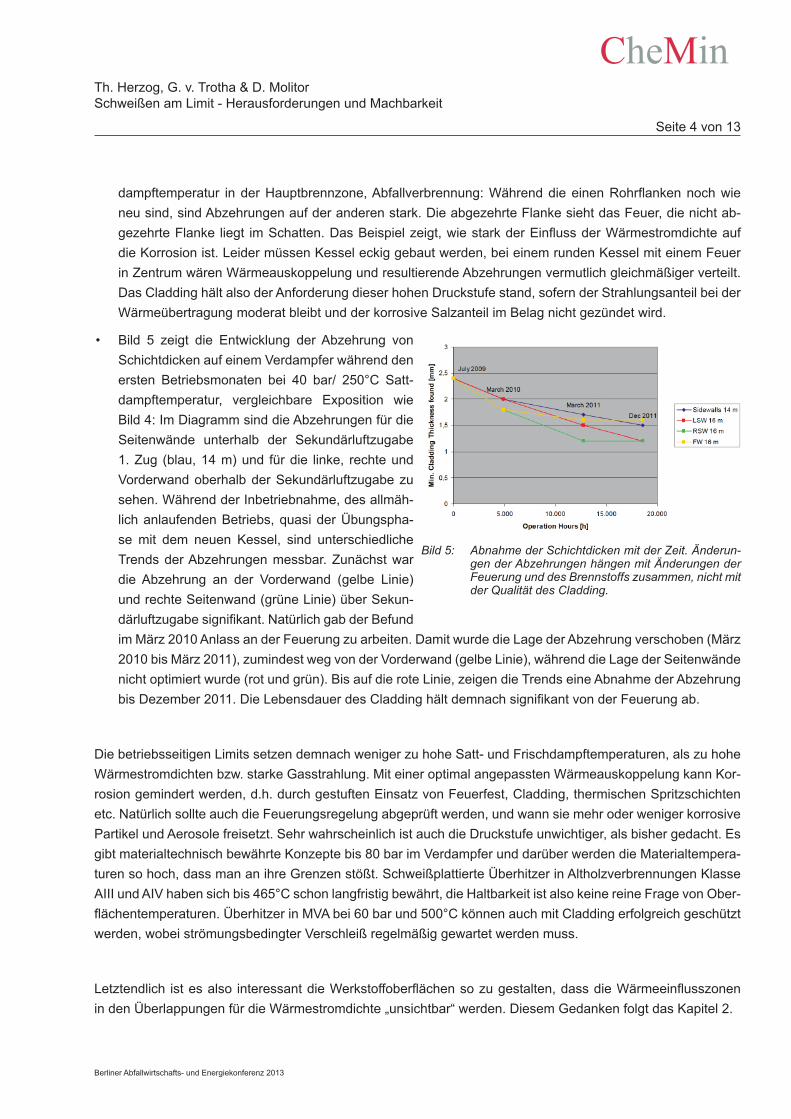
• Bild 5 zeigt die Entwicklung der Abzehrung von
Schichtdicken auf einem Verdampfer während den
ersten Betriebsmonaten bei 40 bar/ 250°C Satt-
dampftemperatur, vergleichbare Exposition wie
Bild 4: Im Diagramm sind die Abzehrungen für die
Seitenwände unterhalb der Sekundärluftzugabe
1. Zug (blau, 14 m) und für die linke, rechte und
Vorderwand oberhalb der Sekundärluftzugabe zu
sehen. Während der Inbetriebnahme, des allmäh-
lich anlaufenden Betriebs, quasi der Übungspha-
se mit dem neuen Kessel, sind unterschiedliche
Trends der Abzehrungen messbar. Zunächst war
die Abzehrung an der Vorderwand (gelbe Linie)
und rechte Seitenwand (grüne Linie) über Sekun-
därluftzugabe signifi kant. Natürlich gab der Befund
im März 2010 Anlass an der Feuerung zu arbeiten. Damit wurde die Lage der Abzehrung verschoben (März
2010 bis März 2011), zumindest weg von der Vorderwand (gelbe Linie), während die Lage der Seitenwände
nicht optimiert wurde (rot und grün). Bis auf die rote Linie, zeigen die Trends eine Abnahme der Abzehrung
bis Dezember 2011. Die Lebensdauer des Cladding hält demnach signifi kant von der Feuerung ab.
Die betriebsseitigen Limits setzen demnach weniger zu hohe Satt- und Frischdampftemperaturen, als zu hohe
Wärmestromdichten bzw. starke Gasstrahlung. Mit einer optimal angepassten Wärmeauskoppelung kann Kor-
rosion gemindert werden, d.h. durch gestuften Einsatz von Feuerfest, Cladding, thermischen Spritzschichten
etc. Natürlich sollte auch die Feuerungsregelung abgeprüft werden, und wann sie mehr oder weniger korrosive
Partikel und Aerosole freisetzt. Sehr wahrscheinlich ist auch die Druckstufe unwichtiger, als bisher gedacht. Es
gibt materialtechnisch bewährte Konzepte bis 80 bar im Verdampfer und darüber werden die Materialtempera-
turen so hoch, dass man an ihre Grenzen stößt. Schweißplattierte Überhitzer in Altholzverbrennungen Klasse
AIII und AIV haben sich bis 465°C schon langfristig bewährt, die Haltbarkeit ist also keine reine Frage von Ober-
fl ächentemperaturen. Überhitzer in MVA bei 60 bar und 500°C können auch mit Cladding erfolgreich geschützt
werden, wobei strömungsbedingter Verschleiß regelmäßig gewartet werden muss.
Letztendlich ist es also interessant die Werkstoffoberfl ächen so zu gestalten, dass die Wärmeeinfl usszonen
in den Überlappungen für die Wärmestromdichte „unsichtbar“ werden. Diesem Gedanken folgt das Kapitel 2.
Bild 5: Abnahme der Schichtdicken mit der Zeit. Änderun-gen der Abzehrungen hängen mit Änderungen der Feuerung und des Brennstoffs zusammen, nicht mit der Qualität des Cladding.
CheMin
Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 5 von 13
2 Schweißtechnische Limits
Im vorigen Kapitel wurden einige betriebsseitige Limits beispielhaft genannt. Die schwächste Stelle im Cladding
sind die Überlappungen und die dort liegenden Wärmeeinfl usszonen. Welche Wege gibt es, diese Stellen zu
optimieren? Es gibt verschiedene Ansätze, z.B.:
• Optimierung der Schweißtechnik
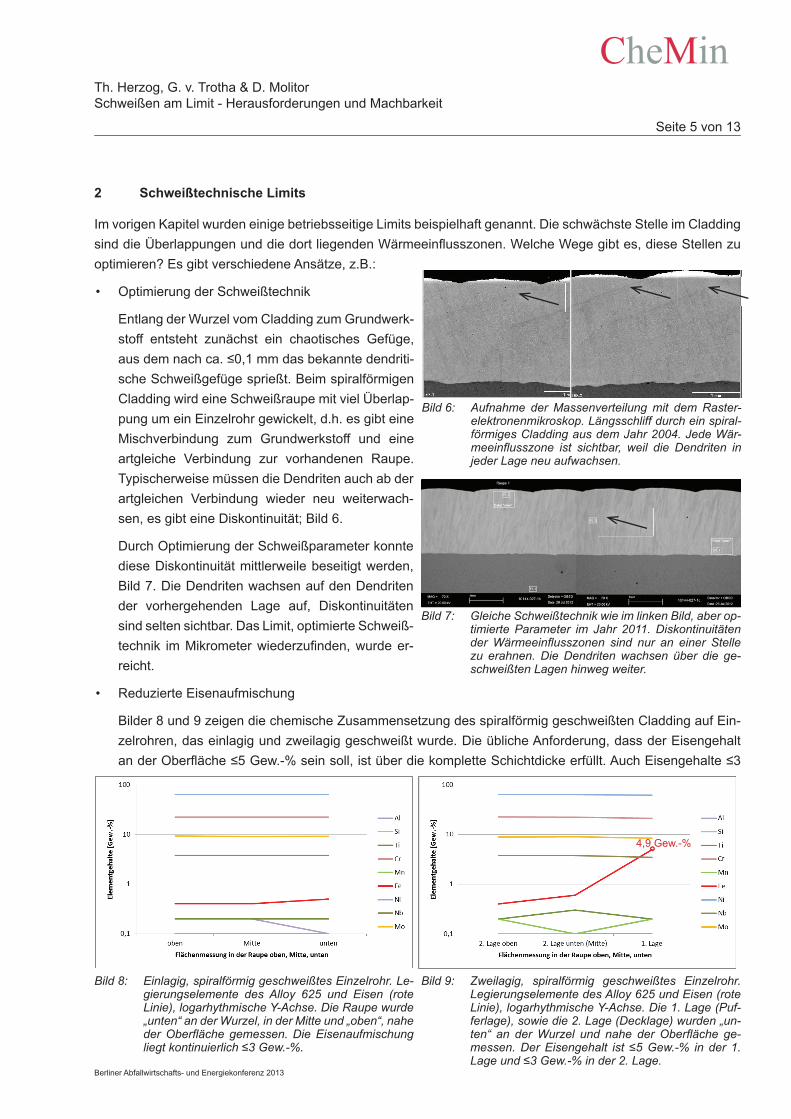
Entlang der Wurzel vom Cladding zum Grundwerk-
stoff entsteht zunächst ein chaotisches Gefüge,
aus dem nach ca. ≤0,1 mm das bekannte dendriti-
sche Schweißgefüge sprießt. Beim spiralförmigen
Cladding wird eine Schweißraupe mit viel Überlap-
pung um ein Einzelrohr gewickelt, d.h. es gibt eine
Mischverbindung zum Grundwerkstoff und eine
artgleiche Verbindung zur vorhandenen Raupe.
Typischerweise müssen die Dendriten auch ab der
artgleichen Verbindung wieder neu weiterwach-
sen, es gibt eine Diskontinuität; Bild 6.
Durch Optimierung der Schweißparameter konnte
diese Diskontinuität mittlerweile beseitigt werden,
Bild 7. Die Dendriten wachsen auf den Dendriten
der vorhergehenden Lage auf, Diskontinuitäten
sind selten sichtbar. Das Limit, optimierte Schweiß-
technik im Mikrometer wiederzufi nden, wurde er-
reicht.
• Reduzierte Eisenaufmischung
Bilder 8 und 9 zeigen die chemische Zusammensetzung des spiralförmig geschweißten Cladding auf Ein-
zelrohren, das einlagig und zweilagig geschweißt wurde. Die übliche Anforderung, dass der Eisengehalt
an der Oberfl äche ≤5 Gew.-% sein soll, ist über die komplette Schichtdicke erfüllt. Auch Eisengehalte ≤3
Bild 6: Aufnahme der Massenverteilung mit dem Raster-elektronenmikroskop. Längsschliff durch ein spiral-förmiges Cladding aus dem Jahr 2004. Jede Wär-meeinfl usszone ist sichtbar, weil die Dendriten in jeder Lage neu aufwachsen.
Bild 7: Gleiche Schweißtechnik wie im linken Bild, aber op-timierte Parameter im Jahr 2011. Diskontinuitäten der Wärmeeinfl usszonen sind nur an einer Stelle zu erahnen. Die Dendriten wachsen über die ge-schweißten Lagen hinweg weiter.
Bild 8: Einlagig, spiralförmig geschweißtes Einzelrohr. Le-gierungselemente des Alloy 625 und Eisen (rote Linie), logarhythmische Y-Achse. Die Raupe wurde „unten“ an der Wurzel, in der Mitte und „oben“, nahe der Oberfl äche gemessen. Die Eisenaufmischung liegt kontinuierlich ≤3 Gew.-%.
Bild 9: Zweilagig, spiralförmig geschweißtes Einzelrohr. Legierungselemente des Alloy 625 und Eisen (rote Linie), logarhythmische Y-Achse. Die 1. Lage (Puf-ferlage), sowie die 2. Lage (Decklage) wurden „un-ten“ an der Wurzel und nahe der Oberfl äche ge-messen. Der Eisengehalt ist ≤5 Gew.-% in der 1. Lage und ≤3 Gew.-% in der 2. Lage.
4,9 Gew.-%
CheMin
Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 6 von 13
Gew.-% können zuverlässig auf Einzelrohren oder in Fallnaht gewährleistet werden.
Die Aufmischung des Grundwerkstoffs ist mittlerweile so stark reduziert, dass die Eisengehalte bei Fall-
nahtschweißung <3 Gew.-% und bei Einzelrohren bei ca. 1 Gew.-% liegen, quasi kurz vor dem Bindefehler.
Die Messung der Eisenaufmischung dient bei so geringen Aufmischungen schon fast nicht mehr zur Kont-
rolle der max. Limits, sondern zur Kontrolle von Bindefehlern.
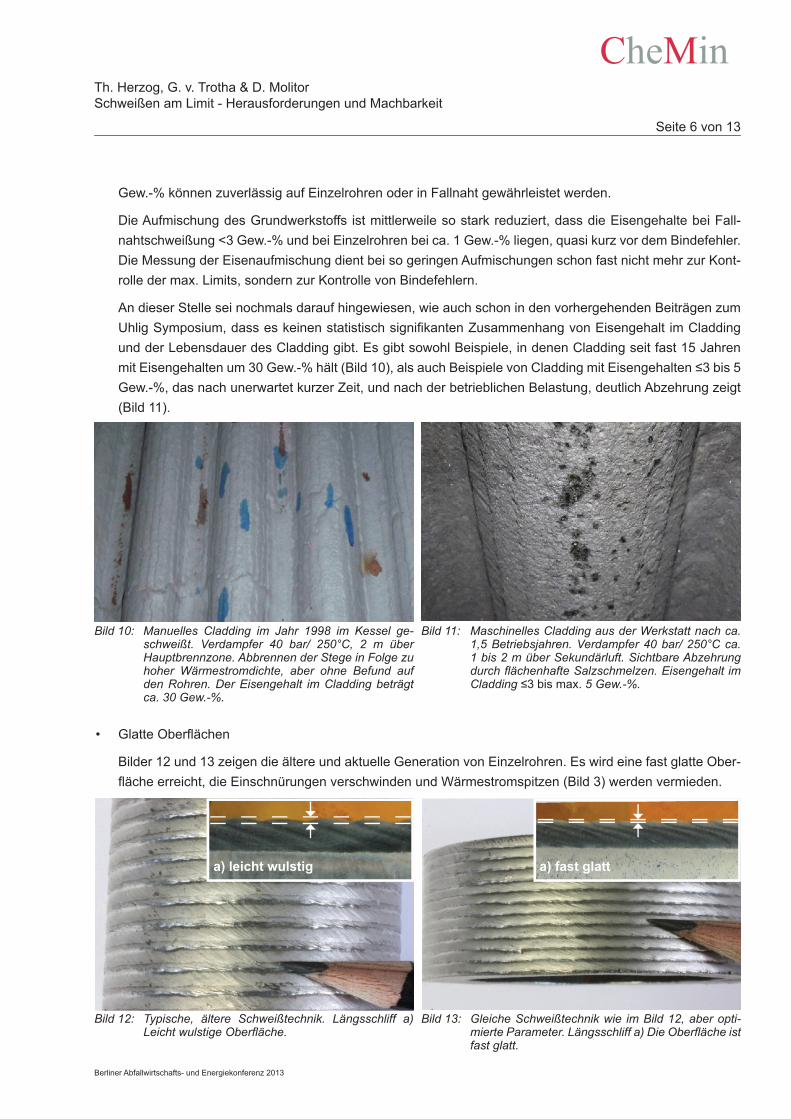
An dieser Stelle sei nochmals darauf hingewiesen, wie auch schon in den vorhergehenden Beiträgen zum
Uhlig Symposium, dass es keinen statistisch signifi kanten Zusammenhang von Eisengehalt im Cladding
und der Lebensdauer des Cladding gibt. Es gibt sowohl Beispiele, in denen Cladding seit fast 15 Jahren
mit Eisengehalten um 30 Gew.-% hält (Bild 10), als auch Beispiele von Cladding mit Eisengehalten ≤3 bis 5
Gew.-%, das nach unerwartet kurzer Zeit, und nach der betrieblichen Belastung, deutlich Abzehrung zeigt
(Bild 11).
• Glatte Oberfl ächen
Bilder 12 und 13 zeigen die ältere und aktuelle Generation von Einzelrohren. Es wird eine fast glatte Ober-
fl äche erreicht, die Einschnürungen verschwinden und Wärmestromspitzen (Bild 3) werden vermieden.
Bild 10: Manuelles Cladding im Jahr 1998 im Kessel ge-schweißt. Verdampfer 40 bar/ 250°C, 2 m über Hauptbrennzone. Abbrennen der Stege in Folge zu hoher Wärmestromdichte, aber ohne Befund auf den Rohren. Der Eisengehalt im Cladding beträgt ca. 30 Gew.-%.
Bild 11: Maschinelles Cladding aus der Werkstatt nach ca. 1,5 Betriebsjahren. Verdampfer 40 bar/ 250°C ca. 1 bis 2 m über Sekundärluft. Sichtbare Abzehrung durch fl ächenhafte Salzschmelzen. Eisengehalt im Cladding ≤3 bis max. 5 Gew.-%.
Bild 12: Typische, ältere Schweißtechnik. Längsschliff a) Leicht wulstige Oberfl äche.
Bild 13: Gleiche Schweißtechnik wie im Bild 12, aber opti-mierte Parameter. Längsschliff a) Die Oberfl äche ist fast glatt.
a) leicht wulstig a) fast glatt
CheMin
Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 7 von 13
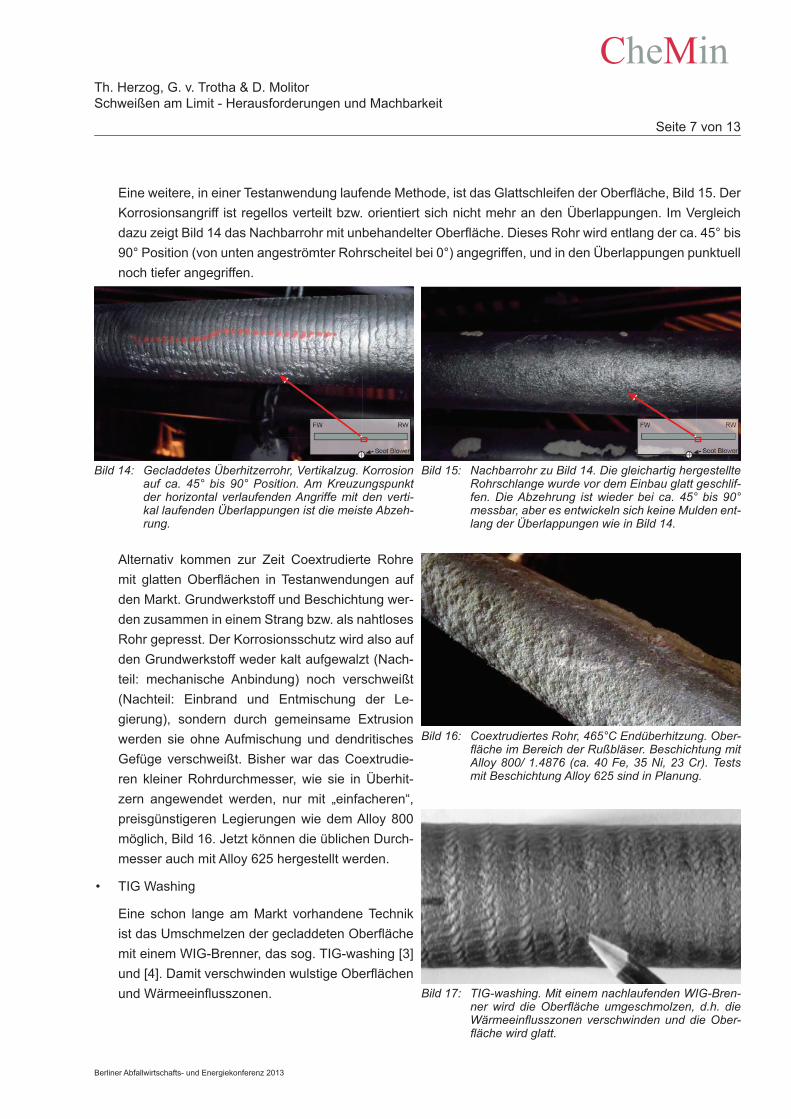
Eine weitere, in einer Testanwendung laufende Methode, ist das Glattschleifen der Oberfl äche, Bild 15. Der
Korrosionsangriff ist regellos verteilt bzw. orientiert sich nicht mehr an den Überlappungen. Im Vergleich
dazu zeigt Bild 14 das Nachbarrohr mit unbehandelter Oberfl äche. Dieses Rohr wird entlang der ca. 45° bis
90° Position (von unten angeströmter Rohrscheitel bei 0°) angegriffen, und in den Überlappungen punktuell
noch tiefer angegriffen.
Alternativ kommen zur Zeit Coextrudierte Rohre
mit glatten Oberfl ächen in Testanwendungen auf
den Markt. Grundwerkstoff und Beschichtung wer-
den zusammen in einem Strang bzw. als nahtloses
Rohr gepresst. Der Korrosionsschutz wird also auf
den Grundwerkstoff weder kalt aufgewalzt (Nach-
teil: mechanische Anbindung) noch verschweißt
(Nachteil: Einbrand und Entmischung der Le-
gierung), sondern durch gemeinsame Extrusion
werden sie ohne Aufmischung und dendritisches
Gefüge verschweißt. Bisher war das Coextrudie-
ren kleiner Rohrdurchmesser, wie sie in Überhit-
zern angewendet werden, nur mit „einfacheren“,
preisgünstigeren Legierungen wie dem Alloy 800
möglich, Bild 16. Jetzt können die üblichen Durch-
messer auch mit Alloy 625 hergestellt werden.
• TIG Washing
Eine schon lange am Markt vorhandene Technik
ist das Umschmelzen der gecladdeten Oberfl äche
mit einem WIG-Brenner, das sog. TIG-washing [3]
und [4]. Damit verschwinden wulstige Oberfl ächen
und Wärmeeinfl usszonen.
Bild 16: Coextrudiertes Rohr, 465°C Endüberhitzung. Ober-fl äche im Bereich der Rußbläser. Beschichtung mit Alloy 800/ 1.4876 (ca. 40 Fe, 35 Ni, 23 Cr). Tests mit Beschichtung Alloy 625 sind in Planung.
Bild 17: TIG-washing. Mit einem nachlaufenden WIG-Bren-ner wird die Oberfl äche umgeschmolzen, d.h. die Wärmeeinfl usszonen verschwinden und die Ober-fl äche wird glatt.
Bild 14: Gecladdetes Überhitzerrohr, Vertikalzug. Korrosion auf ca. 45° bis 90° Position. Am Kreuzungspunkt der horizontal verlaufenden Angriffe mit den verti-kal laufenden Überlappungen ist die meiste Abzeh-rung.
Bild 15: Nachbarrohr zu Bild 14. Die gleichartig hergestellte Rohrschlange wurde vor dem Einbau glatt geschlif-fen. Die Abzehrung ist wieder bei ca. 45° bis 90° messbar, aber es entwickeln sich keine Mulden ent-lang der Überlappungen wie in Bild 14.
CheMin
Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 8 von 13
3 Vertragliche Limits
Wenn Cladding einmal geschweißt ist, dann kann man fast nichts mehr ändern. Deshalb muss alles vorher
geklärt werden: Schweißfolge, Überlappung, wie sollen die Montagestöße aussehen etc. Statt einer Abnahme
sind also ein Startgespräch und eine Schweißfreigabe sinnvoller.
Nachfolgend ist eine teilweise historische, teilweise erlebnisartig von Erfahrungen geprägte Darstellung einiger
Eigenschaften des Cladding zu lesen, die typischerweise in Verträgen zu fi nden sind. Es wird versucht diese
Eigenschaften differenziert darzustellen, wo sie herkommen und was daran sinnvoll ist. Zudem werden Eigen-
schaften beschrieben, die mit der Korrosionsresistenz des Cladding zusammenhängen, aber nicht vertraglich
limitiert werden.
...der Eisengehalt
Nachdem das Cladding in den USA seit ca. 1984 erfolgreich mit Pulstechnik und inertem Gas (MIG) geschweißt
wurde, begann man 1993 in Deutschland, in der MVA Burgkirchen, mit dem selben Verfahren. Am Anfang wur-
de fast nur der Eisengehalt bewertet. Der Grund dafür war, dass Korrosionsversuche an Gußmaterial im Labor
mit zunehmendem Eisengehalt mehr Korrosion zeigten. Also wurde das Verfahren so optimiert, dass es wenig
Streckenenergie einbrachte und eine geringe Eisenaufmischung von bis zu ca. 7 Gew.-% im Kessel und von bis
zu ca. 5 Gew.-% bei Werkscladding eingehalten werden konnte. Blickt man heute, Anfang 2013 auf das Clad-
ding, das mittlerweile 15 oder mehr Betriebsjahre bei Eisengehalten von bis zu 30 Gew.-% erreicht hat (Bild
10), dann kommen einem Zweifel an der technischen Relevanz dieses Limits. Der Eisengehalt liefert wichtige
Hinweise, ob der Schweißprozess beherrscht wurde und wieviel Kohlenstoff und Silizium aus dem Grundwerk-
stoff aufgemischt wurden, die einen viel stärkeren Einfl uss auf das Alloy 625 haben, im Vergleich zum Eisen.
...die Schichtdicke
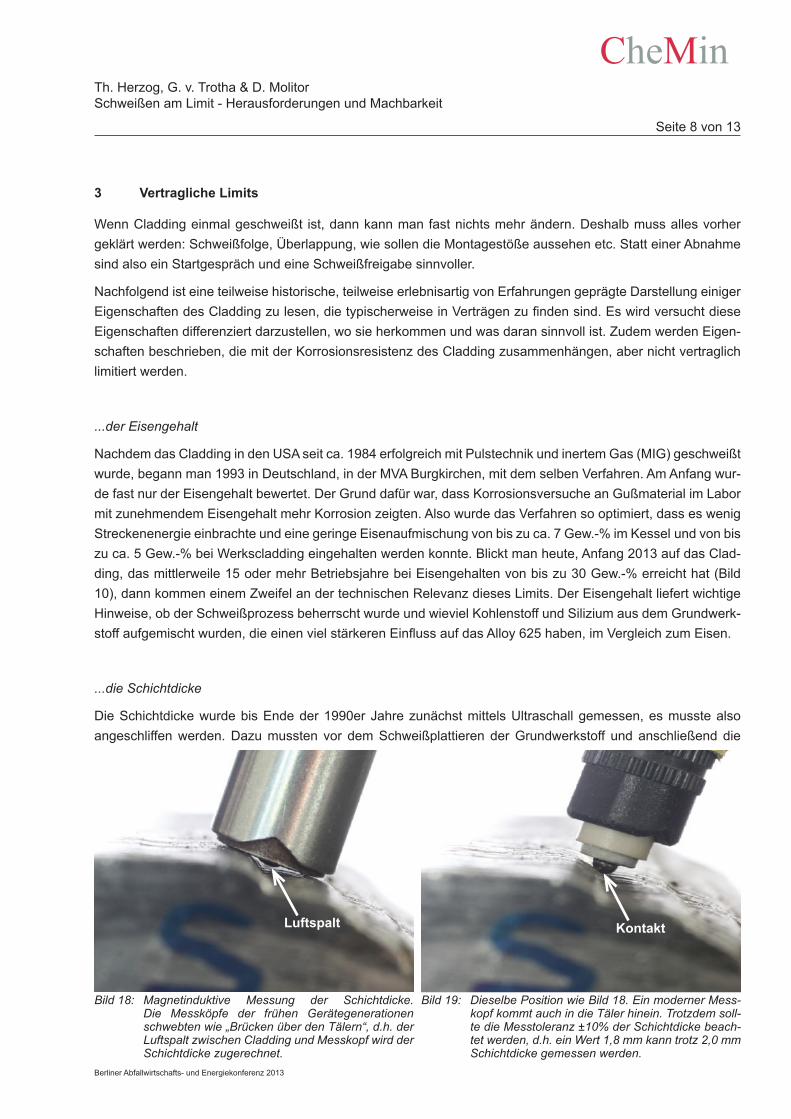
Die Schichtdicke wurde bis Ende der 1990er Jahre zunächst mittels Ultraschall gemessen, es musste also
angeschliffen werden. Dazu mussten vor dem Schweißplattieren der Grundwerkstoff und anschließend die
Bild 18: Magnetinduktive Messung der Schichtdicke. Die Messköpfe der frühen Gerätegenerationen schwebten wie „Brücken über den Tälern“, d.h. der Luftspalt zwischen Cladding und Messkopf wird der Schichtdicke zugerechnet.
Bild 19: Dieselbe Position wie Bild 18. Ein moderner Mess-kopf kommt auch in die Täler hinein. Trotzdem soll-te die Messtoleranz ±10% der Schichtdicke beach-tet werden, d.h. ein Wert 1,8 mm kann trotz 2,0 mm Schichtdicke gemessen werden.
Luftspalt Kontakt
CheMin

Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 9 von 13
Gesamtdicke gemessen werden, dann wurde die zuerst ermittelten Dicke des Grundswerkstoffs von der Ge-
samtdicke „Grundwerkstoff und Cladding“ abgezogen, so dass man die Schichtdicke des Cladding zu haben
glaubte. Aufgrund der unterschiedlichen Schallgeschwindigkeiten von Grundwerkstoff und Beschichtung und
dem bei der zerstörungsfreien Prüfung nicht sichtbaren Grenze zwischen Grundwerkstoff und Beschichtung,
sind die Messungenauigkeiten und Unsicherheiten groß.
Mit der magnetinduktiven Messung der Schichtdicke zog Ende der 1990er Jahre moderne Messtechnik ein.
Zunächst wurde ihre Genauigkeit überschätzt. Aufgrund verschiedener geometrischer Abhängigkeiten (kon-
vex, konkav, Oberfl ächen- und Wurzelgeometrie etc.) liegt sie bei ca. 10% der Schichtdicke. Zudem waren die
ersten Messköpfe groß und schwebten wie „Brücken über Tälern“ (Bild 18). Seit ca. 8 Jahren sind kleine Mess-
köpfe zu bekommen, mit denen man in die „Täler“ hineinkommt, auch bei 75er Teilung und bis zur Kehle (Bild
19). Jedenfalls sollte man an dieser Stelle die Prüfanweisung des VdTÜV Merkblatts 1166, Art. 2.5.3, Ausgabe
von 2008 ignorieren [5], in dem noch immer die Ultraschallmessung als Standardverfahren steht. Auch die
dort gegebene Prüfanweisung „ 1 Messpunkt je m2 “ sollte so präzisiert werden, dass Lieferant und Kunde an
Fertigkeitsproben gemeinsam die Überlappungen festlegen, entlang derer die Schichtdicken geprüft werden.
Natürlich muss eine geringe Schichtdicke nicht gleich die Stelle sein, an der ein Kessel versagt. Bilder 20 und
21 zeigen Stellen mit geringen Schichtdicken, die sich in 2 Jahren kaum verändert haben.
...die Anzahl der Messpunkte
Nur in Ausnahmen erleben die Autoren, dass bei ca. 10.000 Messpunkten nur ca. 2 bis 3 Messwerte zu finden
sind, die an der Untergrenze der ca. 10% Messtoleranz des Messverfahrens liegen, also bei 1,8 mm (die mo-
dernen Messgeräte speichern die Messwerte, damit sind solche präzisen Aussagen möglich). Durch die große
Schnelligkeit des magnetinduktiven Messverfahrens kann man zügig jede Überlappung auf einem Rohr z.B.
nach jedem halben Meter kontrollieren; das sind z.B. bei einer 80er Teilung, 60 mm Rohrdurchmesser und 10
Überlappungen je Rohr aufgerundet ca. 200 Messpunkte je Quadratmeter abgewickelter Fläche. Gemäß der
üblichen Prüfanweisung von 1 Messpunkt je m2 wäre bei einer 80er Teilung mit 60 mm Rohrdurchmesser auf
einem Rohr nur je ca. 8,8 m Länge ein Messpunkt bei abgewickelter Fläche erforderlich; aber diese Prüfanwei-
sung wurde auch mit Rücksicht auf eine Ultraschallprüfung geschrieben. Die Einhaltung der Schichtdicke ist
Bild 20: Inspektion nach ca. 5.000 Betriebsstunden. Doku-mentation der Schichtdicken auf einer Referenzfl ä-che, so lange noch das ursprüngliche Schweißbild sichtbar ist. Pfeile: Poren mit Minima von 1,1 und 1,6 mm Schichtdicke.
Bild 21: Referenzfl äche von Bild 20 nach ca. 18.000 Be-triebsstunden. Abzehrungsraten können quantifi -ziert werden. Pfeile: Die dünnsten Stellen, die Po-ren, haben sich gering verändert.
CheMin
Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 10 von 13
also meist kein Problem, wenn die WPS befolgt wird. Daneben werden hin und wieder mal Poren übersehen
und Dank dem CMT-Schweißen sind Eisengehalte über 5 Gew.-% fast nicht machbar. Es gibt also in der Regel
wenig Mängel zur Beanstandung.
...was tut man, wenn Abweichungen vorliegen bzw. wie beugt man vor?
Nun erleben aber die Autoren dieses Beitrags, dass die Schichtdicken <1,8 mm sind (2,0 mm Sollwert minus
10% Messtoleranz), weil z.B. eine der im Schweißfolgeplan WPS angegebenen Raupen weggelassen wurde,
oder weil der Brenner nicht lotrecht in Fallnaht lief, oder weil das Rohrbrett aufgrund von Winkelversätzen der
Stege während dem Schweißen stärker als erwartet schrumpfte etc., oder, ein typisches Zitat kommt, „das war
die Nachtschicht“. Beim Pulsschweißen mit inertem und aktivem Gas (MIG/ MAG) sind auch Eisengehalte >5
Gew.-% möglich, wenn die WPS nicht eingehalten oder ein Geräteproblem nicht sofort beseitigt wird. Die Au-
toren erleben dann, dass in den QA/QS Dokumenten, von der hausinternen Abteilung oder von zertifizierten
Unternehmen, bei der Produktion und Endkontrolle keine Abweichungen bemerkt wurden. Jede weitere Kor-
rektur ist zeitaufwändig:
• Fehler sind selten systematisch. Also müssten 100% der Fläche 100%-ig geprüft werden, was schwer
machbar oder bezahlbar ist.
• Meist ist vertraglich nicht defi niert, was mit Fehlstellen gemacht werden soll.
• Während man Schweißverbindungen nach dem Auffinden von Fehlern trennen und neu verbinden kann,
ist das bei Auftragsschweißungen nicht möglich. Nickelbasislegierungen enthalten Molybdän, enthalten
Karbide etc., sie sind nur schwer zu beschleifen.
• Werden Mängel durch weiteres Cladding nachgebessert, dann entstehen noch mehr Eigenspannungen.
• In der Regel werden die Mängel dann gefunden, wenn die Rohrbretter abgenommen oder angeliefert wer-
den. Dann muss die Produktionsfolge fast von Anfang an wiederholt werden (Rohrbrett auf Rahmen span-
nen, abschweißen, richten etc.). Damit gehen Endmaße und Liefertermine verloren.
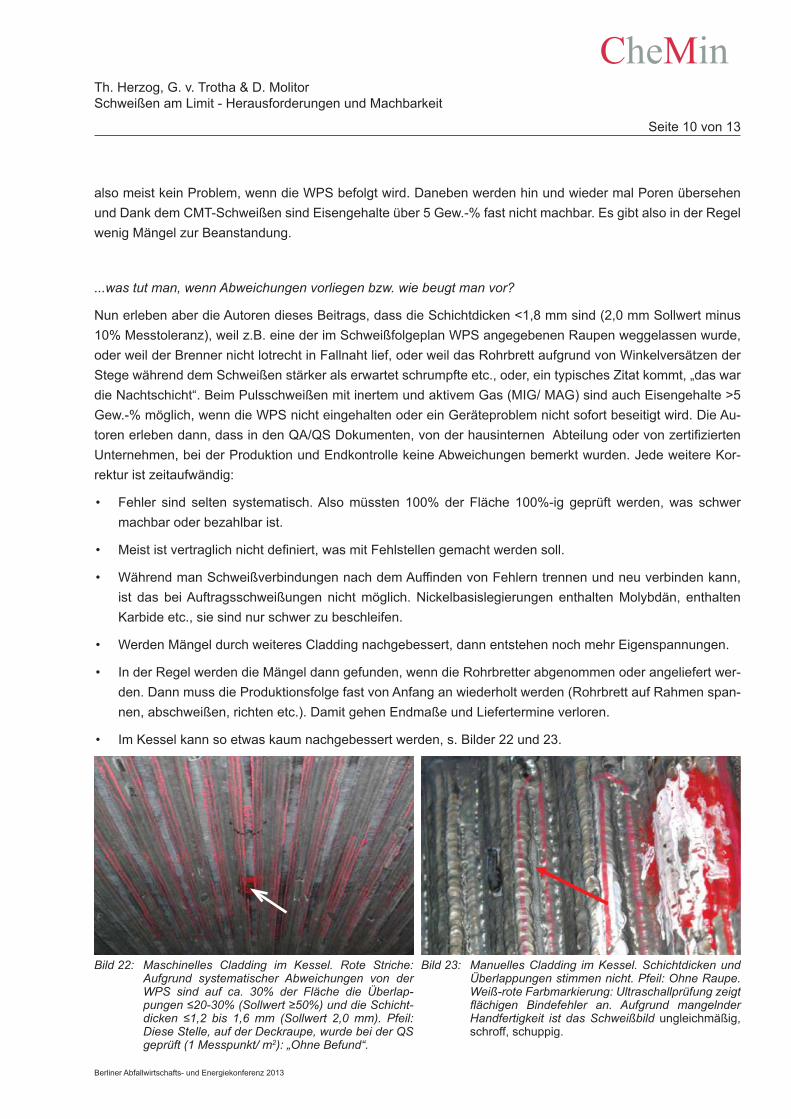
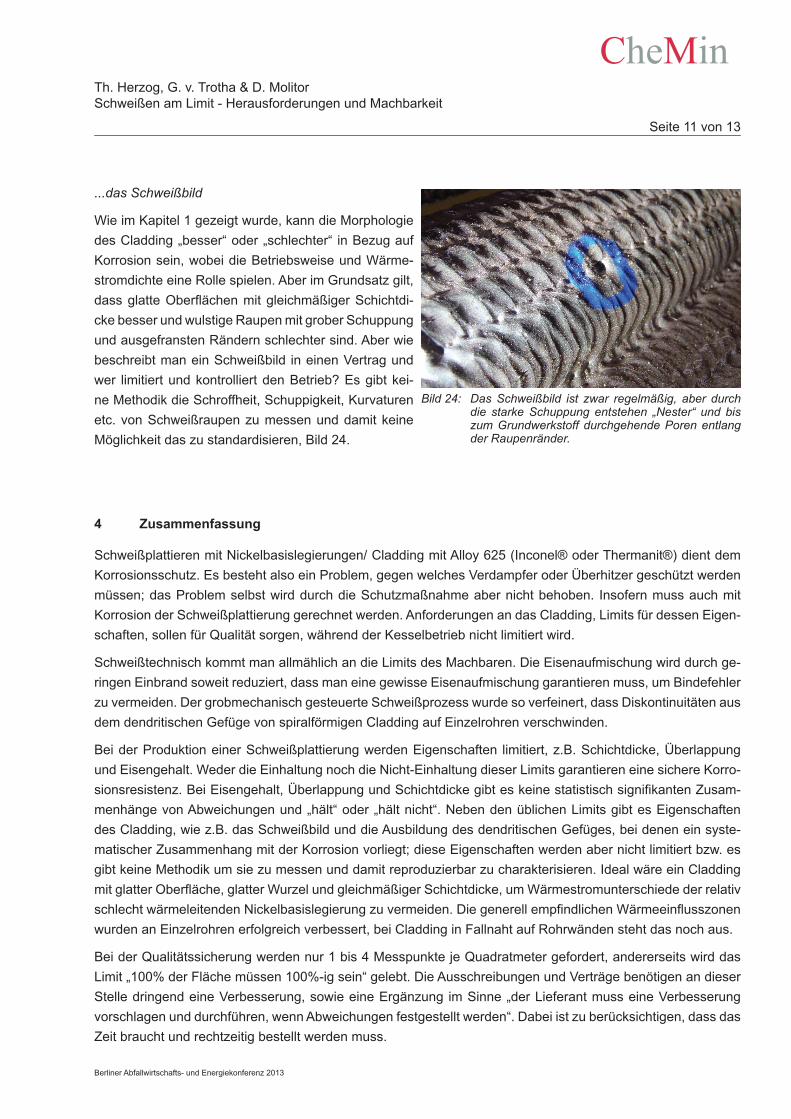
• Im Kessel kann so etwas kaum nachgebessert werden, s. Bilder 22 und 23.
Bild 22: Maschinelles Cladding im Kessel. Rote Striche: Aufgrund systematischer Abweichungen von der WPS sind auf ca. 30% der Fläche die Überlap-pungen ≤20-30% (Sollwert ≥50%) und die Schicht-dicken ≤1,2 bis 1,6 mm (Sollwert 2,0 mm). Pfeil: Diese Stelle, auf der Deckraupe, wurde bei der QS geprüft (1 Messpunkt/ m2): „Ohne Befund“.
Bild 23: Manuelles Cladding im Kessel. Schichtdicken und Überlappungen stimmen nicht. Pfeil: Ohne Raupe. Weiß-rote Farbmarkierung: Ultraschallprüfung zeigt fl ächigen Bindefehler an. Aufgrund mangelnder Handfertigkeit ist das Schweißbild ungleichmäßig, schroff, schuppig.
CheMin
Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 11 von 13
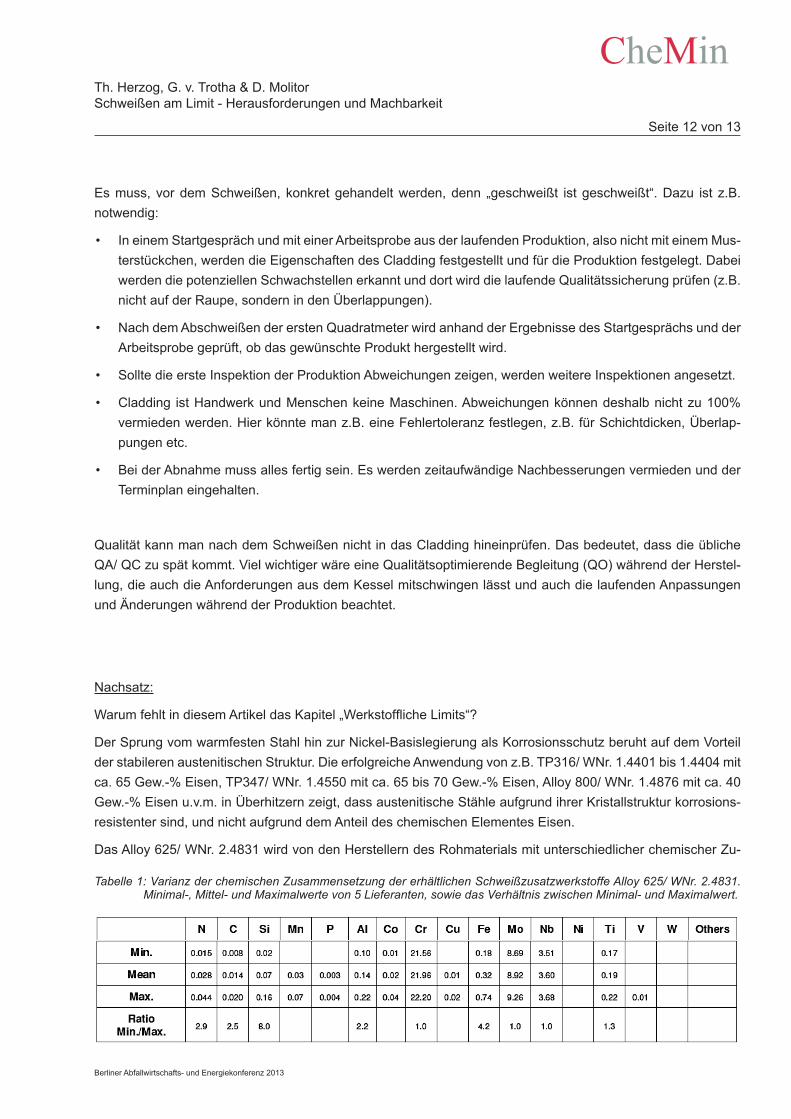
...das Schweißbild
Wie im Kapitel 1 gezeigt wurde, kann die Morphologie
des Cladding „besser“ oder „schlechter“ in Bezug auf
Korrosion sein, wobei die Betriebsweise und Wärme-
stromdichte eine Rolle spielen. Aber im Grundsatz gilt,
dass glatte Oberfl ächen mit gleichmäßiger Schichtdi-
cke besser und wulstige Raupen mit grober Schuppung
und ausgefransten Rändern schlechter sind. Aber wie
beschreibt man ein Schweißbild in einen Vertrag und
wer limitiert und kontrolliert den Betrieb? Es gibt kei-
ne Methodik die Schroffheit, Schuppigkeit, Kurvaturen
etc. von Schweißraupen zu messen und damit keine
Möglichkeit das zu standardisieren, Bild 24.
4 Zusammenfassung
Schweißplattieren mit Nickelbasislegierungen/ Cladding mit Alloy 625 (Inconel® oder Thermanit®) dient dem
Korrosionsschutz. Es besteht also ein Problem, gegen welches Verdampfer oder Überhitzer geschützt werden
müssen; das Problem selbst wird durch die Schutzmaßnahme aber nicht behoben. Insofern muss auch mit
Korrosion der Schweißplattierung gerechnet werden. Anforderungen an das Cladding, Limits für dessen Eigen-
schaften, sollen für Qualität sorgen, während der Kesselbetrieb nicht limitiert wird.
Schweißtechnisch kommt man allmählich an die Limits des Machbaren. Die Eisenaufmischung wird durch ge-
ringen Einbrand soweit reduziert, dass man eine gewisse Eisenaufmischung garantieren muss, um Bindefehler
zu vermeiden. Der grobmechanisch gesteuerte Schweißprozess wurde so verfeinert, dass Diskontinuitäten aus
dem dendritischen Gefüge von spiralförmigen Cladding auf Einzelrohren verschwinden.
Bei der Produktion einer Schweißplattierung werden Eigenschaften limitiert, z.B. Schichtdicke, Überlappung
und Eisengehalt. Weder die Einhaltung noch die Nicht-Einhaltung dieser Limits garantieren eine sichere Korro-
sionsresistenz. Bei Eisengehalt, Überlappung und Schichtdicke gibt es keine statistisch signifikanten Zusam-
menhänge von Abweichungen und „hält“ oder „hält nicht“. Neben den üblichen Limits gibt es Eigenschaften
des Cladding, wie z.B. das Schweißbild und die Ausbildung des dendritischen Gefüges, bei denen ein syste-
matischer Zusammenhang mit der Korrosion vorliegt; diese Eigenschaften werden aber nicht limitiert bzw. es
gibt keine Methodik um sie zu messen und damit reproduzierbar zu charakterisieren. Ideal wäre ein Cladding
mit glatter Oberfläche, glatter Wurzel und gleichmäßiger Schichtdicke, um Wärmestromunterschiede der relativ
schlecht wärmeleitenden Nickelbasislegierung zu vermeiden. Die generell empfindlichen Wärmeeinflusszonen
wurden an Einzelrohren erfolgreich verbessert, bei Cladding in Fallnaht auf Rohrwänden steht das noch aus.
Bei der Qualitätssicherung werden nur 1 bis 4 Messpunkte je Quadratmeter gefordert, andererseits wird das
Limit „100% der Fläche müssen 100%-ig sein“ gelebt. Die Ausschreibungen und Verträge benötigen an dieser
Stelle dringend eine Verbesserung, sowie eine Ergänzung im Sinne „der Lieferant muss eine Verbesserung
vorschlagen und durchführen, wenn Abweichungen festgestellt werden“. Dabei ist zu berücksichtigen, dass das
Zeit braucht und rechtzeitig bestellt werden muss.
Bild 24: Das Schweißbild ist zwar regelmäßig, aber durch die starke Schuppung entstehen „Nester“ und bis zum Grundwerkstoff durchgehende Poren entlang der Raupenränder.
CheMin
Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 12 von 13
Es muss, vor dem Schweißen, konkret gehandelt werden, denn „geschweißt ist geschweißt“. Dazu ist z.B.
notwendig:
• In einem Startgespräch und mit einer Arbeitsprobe aus der laufenden Produktion, also nicht mit einem Mus-
terstückchen, werden die Eigenschaften des Cladding festgestellt und für die Produktion festgelegt. Dabei
werden die potenziellen Schwachstellen erkannt und dort wird die laufende Qualitätssicherung prüfen (z.B.
nicht auf der Raupe, sondern in den Überlappungen).
• Nach dem Abschweißen der ersten Quadratmeter wird anhand der Ergebnisse des Startgesprächs und der
Arbeitsprobe geprüft, ob das gewünschte Produkt hergestellt wird.
• Sollte die erste Inspektion der Produktion Abweichungen zeigen, werden weitere Inspektionen angesetzt.
• Cladding ist Handwerk und Menschen keine Maschinen. Abweichungen können deshalb nicht zu 100%
vermieden werden. Hier könnte man z.B. eine Fehlertoleranz festlegen, z.B. für Schichtdicken, Überlap-
pungen etc.
• Bei der Abnahme muss alles fertig sein. Es werden zeitaufwändige Nachbesserungen vermieden und der
Terminplan eingehalten.
Qualität kann man nach dem Schweißen nicht in das Cladding hineinprüfen. Das bedeutet, dass die übliche
QA/ QC zu spät kommt. Viel wichtiger wäre eine Qualitätsoptimierende Begleitung (QO) während der Herstel-
lung, die auch die Anforderungen aus dem Kessel mitschwingen lässt und auch die laufenden Anpassungen
und Änderungen während der Produktion beachtet.
Nachsatz:
Warum fehlt in diesem Artikel das Kapitel „Werkstoffl iche Limits“?
Der Sprung vom warmfesten Stahl hin zur Nickel-Basislegierung als Korrosionsschutz beruht auf dem Vorteil
der stabileren austenitischen Struktur. Die erfolgreiche Anwendung von z.B. TP316/ WNr. 1.4401 bis 1.4404 mit
ca. 65 Gew.-% Eisen, TP347/ WNr. 1.4550 mit ca. 65 bis 70 Gew.-% Eisen, Alloy 800/ WNr. 1.4876 mit ca. 40
Gew.-% Eisen u.v.m. in Überhitzern zeigt, dass austenitische Stähle aufgrund ihrer Kristallstruktur korrosions-
resistenter sind, und nicht aufgrund dem Anteil des chemischen Elementes Eisen.
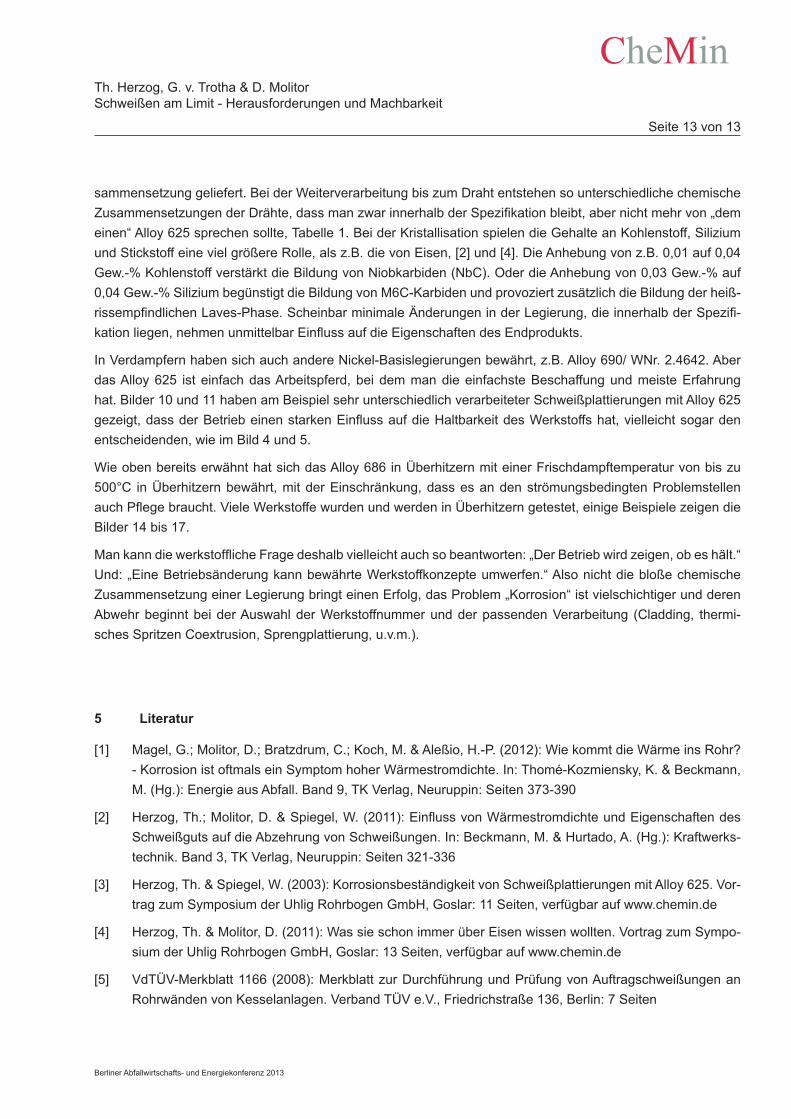
Das Alloy 625/ WNr. 2.4831 wird von den Herstellern des Rohmaterials mit unterschiedlicher chemischer Zu-
Tabelle 1: Varianz der chemischen Zusammensetzung der erhältlichen Schweißzusatzwerkstoffe Alloy 625/ WNr. 2.4831. Minimal-, Mittel- und Maximalwerte von 5 Lieferanten, sowie das Verhältnis zwischen Minimal- und Maximalwert.
CheMin
Berliner Abfallwirtschafts- und Energiekonferenz 2013
Th. Herzog, G. v. Trotha & D. MolitorSchweißen am Limit - Herausforderungen und Machbarkeit
Seite 13 von 13
sammensetzung geliefert. Bei der Weiterverarbeitung bis zum Draht entstehen so unterschiedliche chemische
Zusammensetzungen der Drähte, dass man zwar innerhalb der Spezifi kation bleibt, aber nicht mehr von „dem
einen“ Alloy 625 sprechen sollte, Tabelle 1. Bei der Kristallisation spielen die Gehalte an Kohlenstoff, Silizium
und Stickstoff eine viel größere Rolle, als z.B. die von Eisen, [2] und [4]. Die Anhebung von z.B. 0,01 auf 0,04
Gew.-% Kohlenstoff verstärkt die Bildung von Niobkarbiden (NbC). Oder die Anhebung von 0,03 Gew.-% auf
0,04 Gew.-% Silizium begünstigt die Bildung von M6C-Karbiden und provoziert zusätzlich die Bildung der heiß-
rissempfi ndlichen Laves-Phase. Scheinbar minimale Änderungen in der Legierung, die innerhalb der Spezifi -kation liegen, nehmen unmittelbar Einfl uss auf die Eigenschaften des Endprodukts.
In Verdampfern haben sich auch andere Nickel-Basislegierungen bewährt, z.B. Alloy 690/ WNr. 2.4642. Aber
das Alloy 625 ist einfach das Arbeitspferd, bei dem man die einfachste Beschaffung und meiste Erfahrung
hat. Bilder 10 und 11 haben am Beispiel sehr unterschiedlich verarbeiteter Schweißplattierungen mit Alloy 625
gezeigt, dass der Betrieb einen starken Einfl uss auf die Haltbarkeit des Werkstoffs hat, vielleicht sogar den
entscheidenden, wie im Bild 4 und 5.
Wie oben bereits erwähnt hat sich das Alloy 686 in Überhitzern mit einer Frischdampftemperatur von bis zu
500°C in Überhitzern bewährt, mit der Einschränkung, dass es an den strömungsbedingten Problemstellen
auch Pfl ege braucht. Viele Werkstoffe wurden und werden in Überhitzern getestet, einige Beispiele zeigen die
Bilder 14 bis 17.
Man kann die werkstoffl iche Frage deshalb vielleicht auch so beantworten: „Der Betrieb wird zeigen, ob es hält.“
Und: „Eine Betriebsänderung kann bewährte Werkstoffkonzepte umwerfen.“ Also nicht die bloße chemische
Zusammensetzung einer Legierung bringt einen Erfolg, das Problem „Korrosion“ ist vielschichtiger und deren
Abwehr beginnt bei der Auswahl der Werkstoffnummer und der passenden Verarbeitung (Cladding, thermi-
sches Spritzen Coextrusion, Sprengplattierung, u.v.m.).
5 Literatur
[1] Magel, G.; Molitor, D.; Bratzdrum, C.; Koch, M. & Aleßio, H.-P. (2012): Wie kommt die Wärme ins Rohr?
- Korrosion ist oftmals ein Symptom hoher Wärmestromdichte. In: Thomé-Kozmiensky, K. & Beckmann,
M. (Hg.): Energie aus Abfall. Band 9, TK Verlag, Neuruppin: Seiten 373-390
[2] Herzog, Th.; Molitor, D. & Spiegel, W. (2011): Einfluss von Wärmestromdichte und Eigenschaften des
Schweißguts auf die Abzehrung von Schweißungen. In: Beckmann, M. & Hurtado, A. (Hg.): Kraftwerks-
technik. Band 3, TK Verlag, Neuruppin: Seiten 321-336
[3] Herzog, Th. & Spiegel, W. (2003): Korrosionsbeständigkeit von Schweißplattierungen mit Alloy 625. Vor-
trag zum Symposium der Uhlig Rohrbogen GmbH, Goslar: 11 Seiten, verfügbar auf www.chemin.de
[4] Herzog, Th. & Molitor, D. (2011): Was sie schon immer über Eisen wissen wollten. Vortrag zum Sympo-
sium der Uhlig Rohrbogen GmbH, Goslar: 13 Seiten, verfügbar auf www.chemin.de
[5] VdTÜV-Merkblatt 1166 (2008): Merkblatt zur Durchführung und Prüfung von Auftragschweißungen an
Rohrwänden von Kesselanlagen. Verband TÜV e.V., Friedrichstraße 136, Berlin: 7 Seiten
CheMin