Embed Size (px)
DESCRIPTION
informe pulido
Citation preview
UNIVERSIDAD DE LAS FUERZAS ARMADAS- ESPEINGENIERÍA AUTOMOTRIZ
Integrantes: ● Rubén Durán
● Mario Logacho● Liseth Quishpe● David Suarez
Fecha: 2014-07-31 Tema: “Análisis del porcentaje de carbono que existe en aceros “1010” (Tool)
Objetivos:
General:● Determinar el porcentaje de carbono en el acero 1010 mediante la
vista en un microscopio.Específico:
● Realizar una probeta del acero 1010.● Determinar con qué sustancias podemos hacer el ataque térmico.
Marco Teórico
Propiedades del acero 1010
Propiedades de diseño
El 1010 es un acero al carbono común con 0.10% de contenido nominal de carbono. Este es un acero de relativamente baja resistencia, la que se puede incrementar por temple y revenido.
Aplicaciones
Los aceros al bajo carbono, como el 1010, son usados para aplicaciones tales como remaches de cabeza formada en frío y pernos.
Maquinabilidad
La maquinabilidad del acero 1010 es aceptablemente buena, especialmente cuando ha sido trabajado en frío. Con base en el acero al carbono 1112, que es considerado 100% maquinable (fácilmente mecanizado) el acero 1010 está en un rango de 55 %.
Conformado
La conformabilidad del acero 1010 es buena. La aleación tiene una buena ductilidad y es fácilmente conformado por métodos convencionales.
Soldadura
El acero 1010 puede ser soldado por todas las técnicas estándares de soldadura.
Tratamiento térmico
Este acero es usado generalmente recocido o en condiciones de endurecimiento. Este puede ser tratado térmicamente, templado y revenido, pero los costos de hacer esto generalmente no amerita los resultados.
Forja
La forja puede ser hecha en el rango de 2300 F a 1800 F.
Trabajo en caliente
La aleación puede ser trabajada en caliente en el rango de 900 F a 200 F.
Trabajo en frío
El acero 1010 es trabajado en frío fácilmente por métodos tradicionales. Luego de un trabajo en frío severo debe seguir un recocido total o de alivio de esfuerzos.
Recocido
El recocido completo se hace calentando entre 1600 y1800 F seguido por un enfriamiento lento en horno. Puede hacerse el recocido de alivio de tensiones a 100 F y enfriamiento lento. En condición de recocido completo el acero 1010 tiene una resistencia a la tensión de cerca de 45 Ksi.
Envejecimiento
No aplicable.
Revenido
El revenido puede hacerse entre 600 y 1100 F, después de un endurecimiento, dependiendo del nivel de resistencia deseado. El revenido a 1000 F le dará una resistencia a la tensión del orden de 75 Ksi.
Endurecimiento
Endurece por trabajo en frío o tratamiento térmico. Ver "Tratamiento térmico" y "Revenido"
ACEROS AL CARBONO PARA CEMENTACIÓN
Acero 1010: Acero muy tenaz, para piezas de pequeño tamaño y forma sencilla, en las cuales no sean necesarios altos valores de resistencia mecánica (bujes, pasadores, etc.). Se usa con temple directo en agua. En estado normalizado o como laminado sirve para piezas embutidas o estampadas en frío.
Tabla de Composición de acero al carbono1
1 HandBook Metal ASM Vol.1 pag.362,Tabla 12
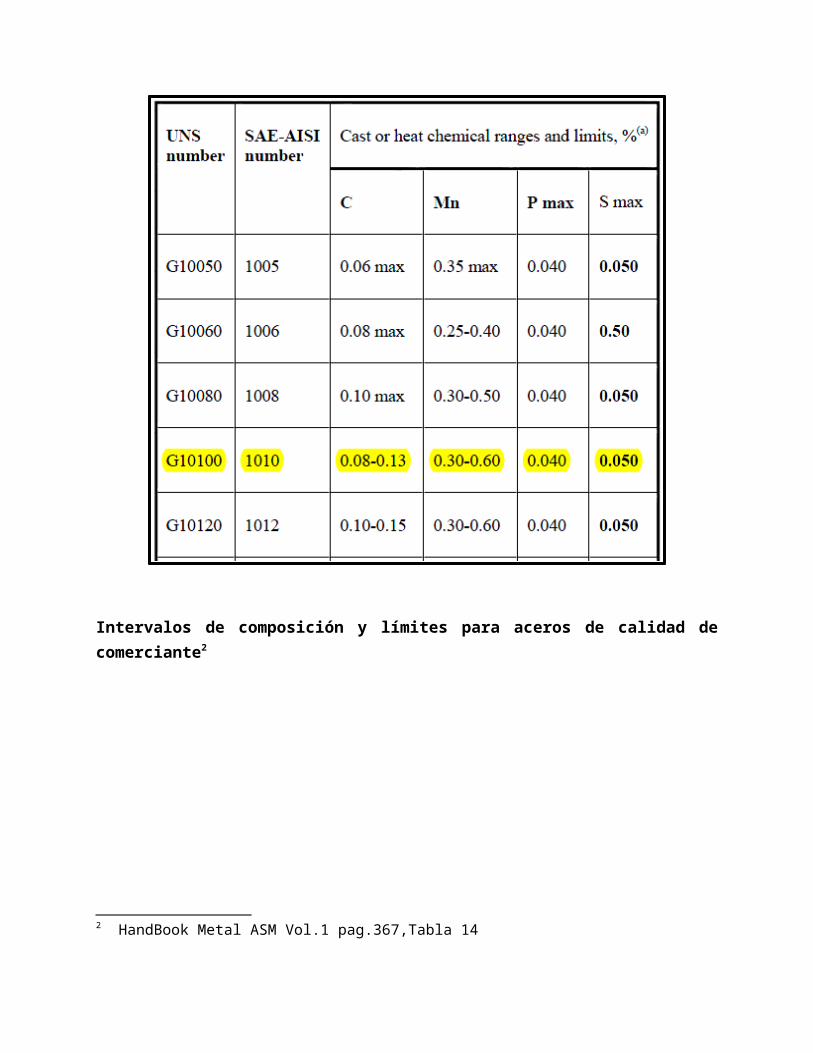
Intervalos de composición y límites para aceros de calidad de comerciante2
2 HandBook Metal ASM Vol.1 pag.367,Tabla 14
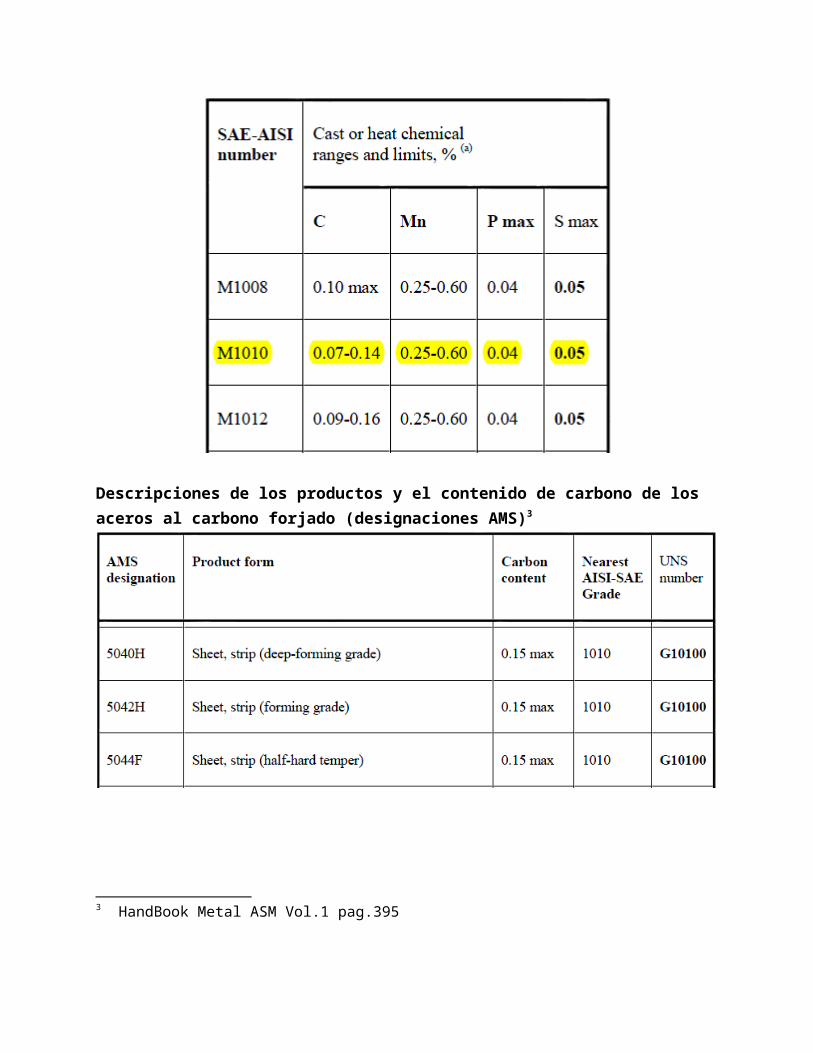
Descripciones de los productos y el contenido de carbono de los aceros al carbono forjado (designaciones AMS)3
Carbono y aceros de aleación: Técnicas metalográficos y microestructuras
3 HandBook Metal ASM Vol.1 pag.395
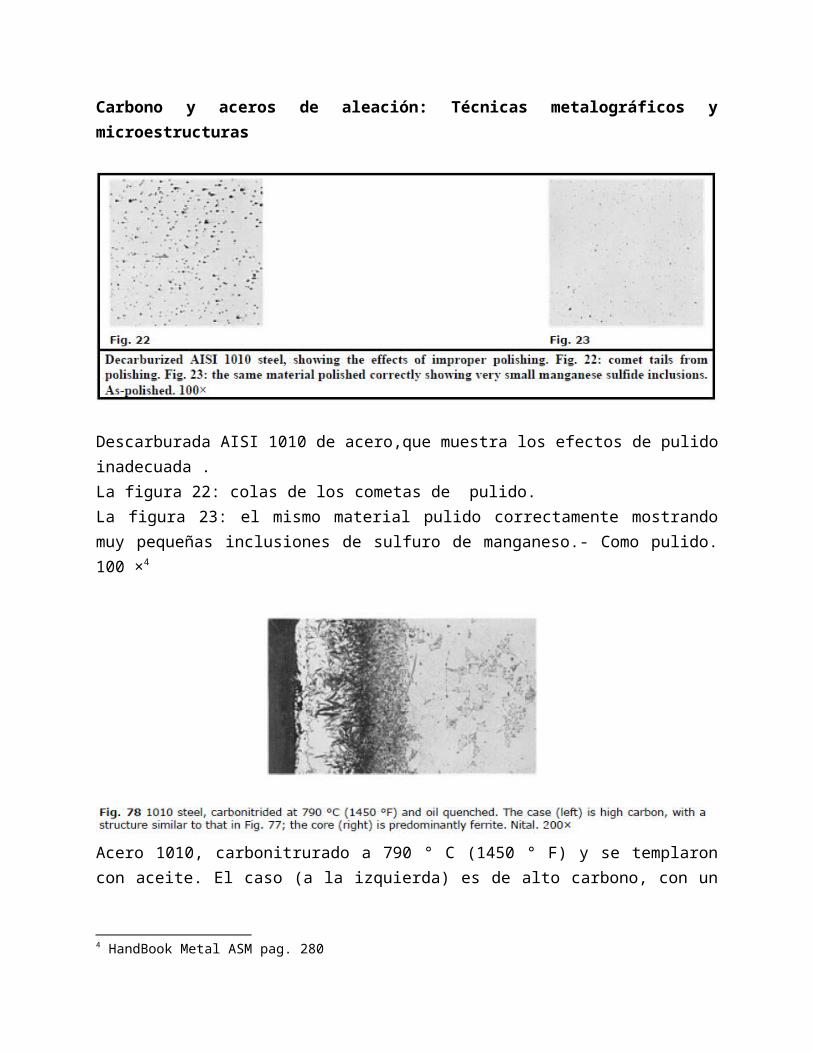
Descarburada AISI 1010 de acero,que muestra los efectos de pulido inadecuada .La figura 22: colas de los cometas de pulido. La figura 23: el mismo material pulido correctamente mostrando muy pequeñas inclusiones de sulfuro de manganeso.- Como pulido. 100 ×4
Acero 1010, carbonitrurado a 790 ° C (1450 ° F) y se templaron con aceite. El caso (a la izquierda) es de alto carbono, con un estructura similar a la de la figura. 77, el núcleo (a la derecha) es predominantemente de ferrita. 200 ×5
4 HandBook Metal ASM pag. 2805 HandBook Metal ASM pag. 1067
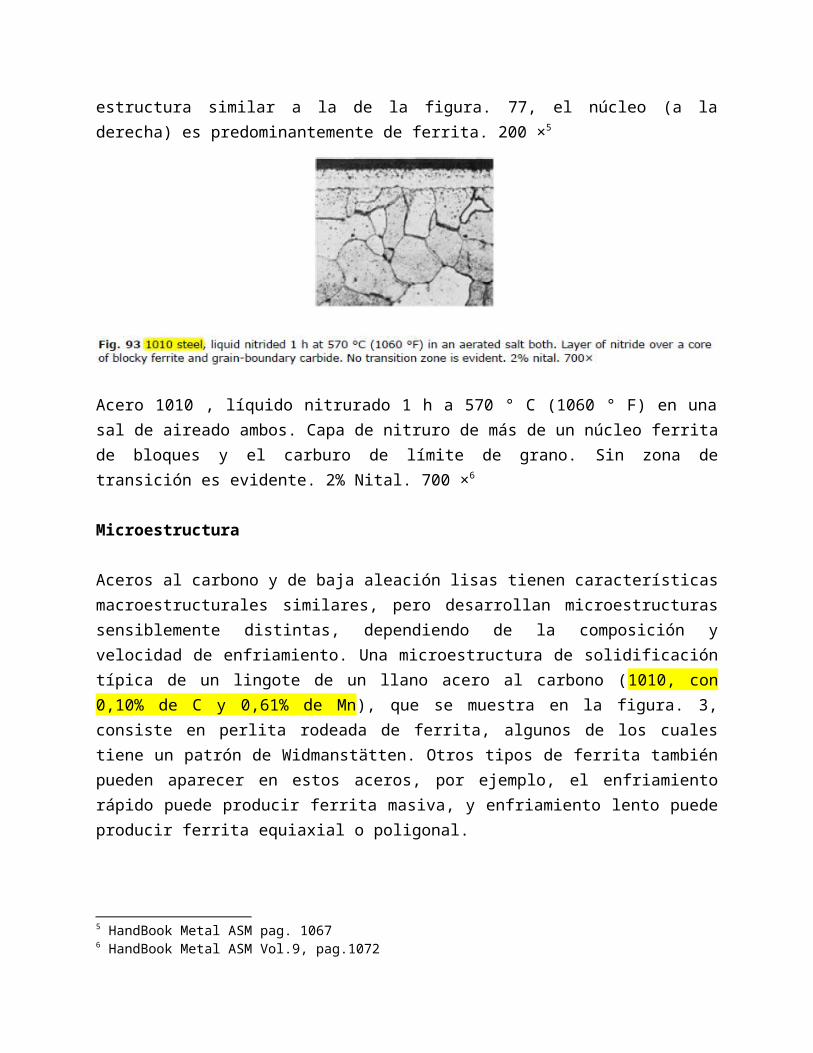
Acero 1010 , líquido nitrurado 1 h a 570 ° C (1060 ° F) en una sal de aireado ambos. Capa de nitruro de más de un núcleo ferrita de bloques y el carburo de límite de grano. Sin zona de transición es evidente. 2% Nital. 700 ×6
Microestructura
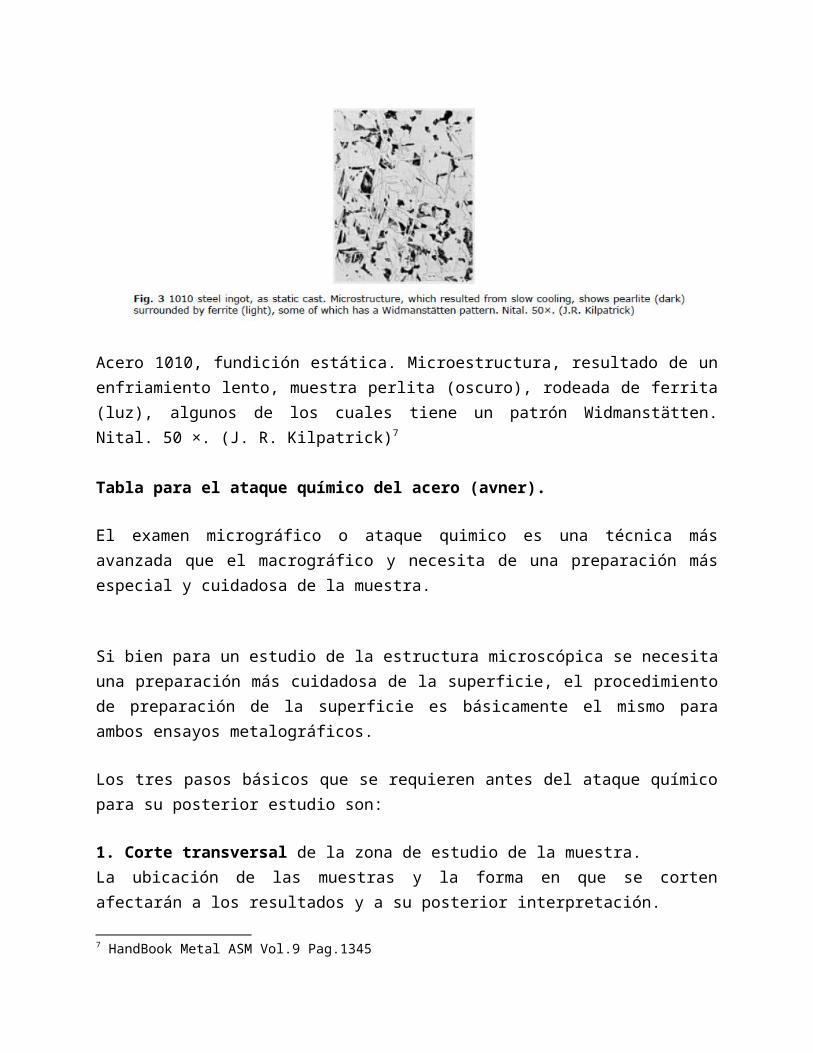
Aceros al carbono y de baja aleación lisas tienen características macroestructurales similares, pero desarrollan microestructuras sensiblemente distintas, dependiendo de la composición y velocidad de enfriamiento. Una microestructura de solidificación típica de un lingote de un llano acero al carbono (1010, con 0,10% de C y 0,61% de Mn), que se muestra en la figura. 3, consiste en perlita rodeada de ferrita, algunos de los cuales tiene un patrón de Widmanstätten. Otros tipos de ferrita también pueden aparecer en estos aceros, por ejemplo, el enfriamiento rápido puede producir ferrita masiva, y enfriamiento lento puede producir ferrita equiaxial o poligonal.
6 HandBook Metal ASM Vol.9, pag.1072
Acero 1010, fundición estática. Microestructura, resultado de un enfriamiento lento, muestra perlita (oscuro), rodeada de ferrita (luz), algunos de los cuales tiene un patrón Widmanstätten. Nital. 50 ×. (J. R. Kilpatrick)7
Tabla para el ataque químico del acero (avner).
El examen micrográfico o ataque quimico es una técnica más avanzada que el macrográfico y necesita de una preparación más especial y cuidadosa de la muestra.
Si bien para un estudio de la estructura microscópica se necesita una preparación más cuidadosa de la superficie, el procedimiento de preparación de la superficie es básicamente el mismo para ambos ensayos metalográficos.
Los tres pasos básicos que se requieren antes del ataque químico para su posterior estudio son:
1. Corte transversal de la zona de estudio de la muestra.La ubicación de las muestras y la forma en que se corten afectarán a los resultados y a su posterior interpretación.
2. Montaje.Si la muestra que va a examinarse es lo suficientemente grande como para sujetarse con la mano, no es necesario montarla. La mayoría de las veces la muestra es demasiado pequeña como para que pueda sostenerse mientras se pule, por tanto, es necesario encerrarla en resina epóxicas o fenólicas. También pueden usarse resinas termoplásticas transparentes.
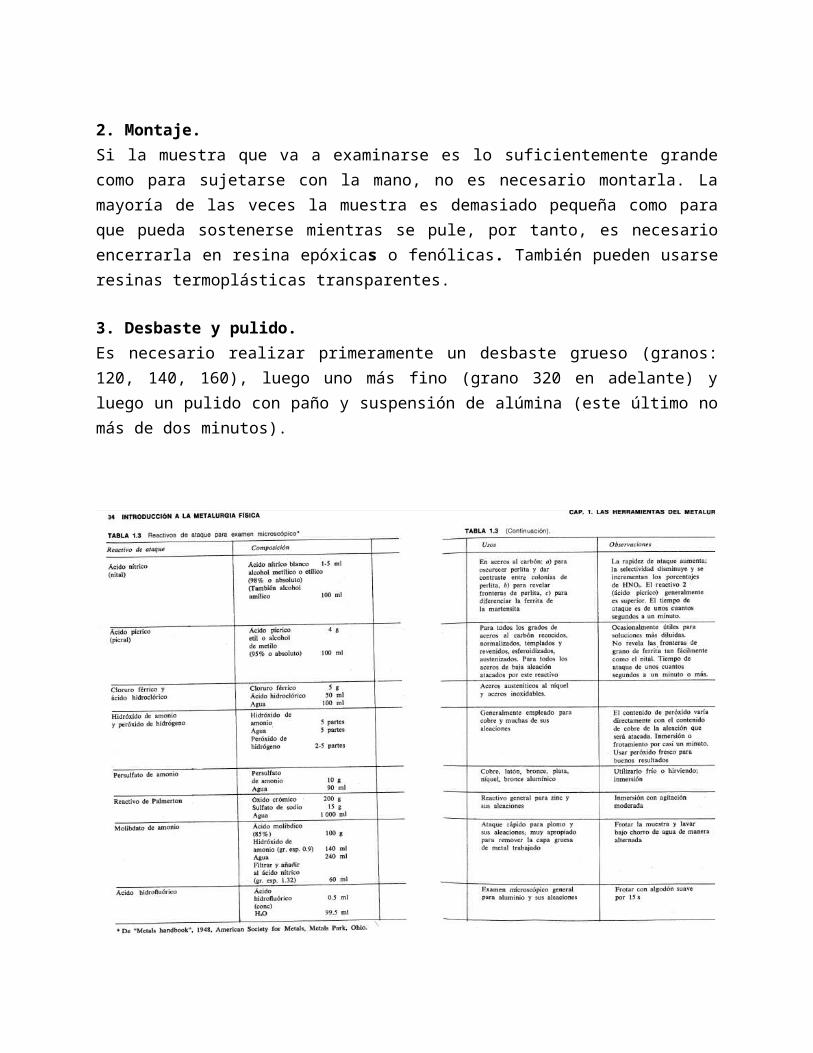
3. Desbaste y pulido.Es necesario realizar primeramente un desbaste grueso (granos: 120, 140, 160), luego uno más fino (grano 320 en adelante) y luego un pulido con paño y suspensión de alúmina (este último no más de dos minutos).
7 HandBook Metal ASM Vol.9 Pag.1345
MATERIALES:
● Tool (acero 1010)● Lijas (220-400-600-320)● Pulidora● Sustancias químicas● Secadora
PROCEDIMIENTO:● Conseguir el acero necesario para la práctica en este caso el Tool
(1010).● Establecer la medida necesaria de la muestra de acero para la probeta
(10 mm).● Colocar la placa de Tool en la máquina● Ubicar esto en la máquina para ubicar la baquelita y la muestra del
acero para realizar la probeta ● Esperar aproximadamente 10 minutos.● Verificar si el foco de la máquina está encendido
● Si en el momento del procedimiento el foco llega apagarse,dar manivela a la máquina.
● Una vez terminado el proceso debemos sacar nuestra probeta y lijar.● Debemos ligar de arriba hacia abajo 100 veces en los diferentes tipos
de lijas: de 220,320, 400 y 600● Mientras se lija tenemos que ir poniendo agua cuidadosamente, y el
rato de cambiar de lija teníamos que girar la probeta 90º grados.● Ubicamos la probeta en la pulidora para retirar el exceso de polvo.● Realizamos el ataque químico correspondiente y después lo secamos.● Por último ponemos la probeta en el microscopio y vemos la imagen
del acero para analizar el porcentaje de carbono.
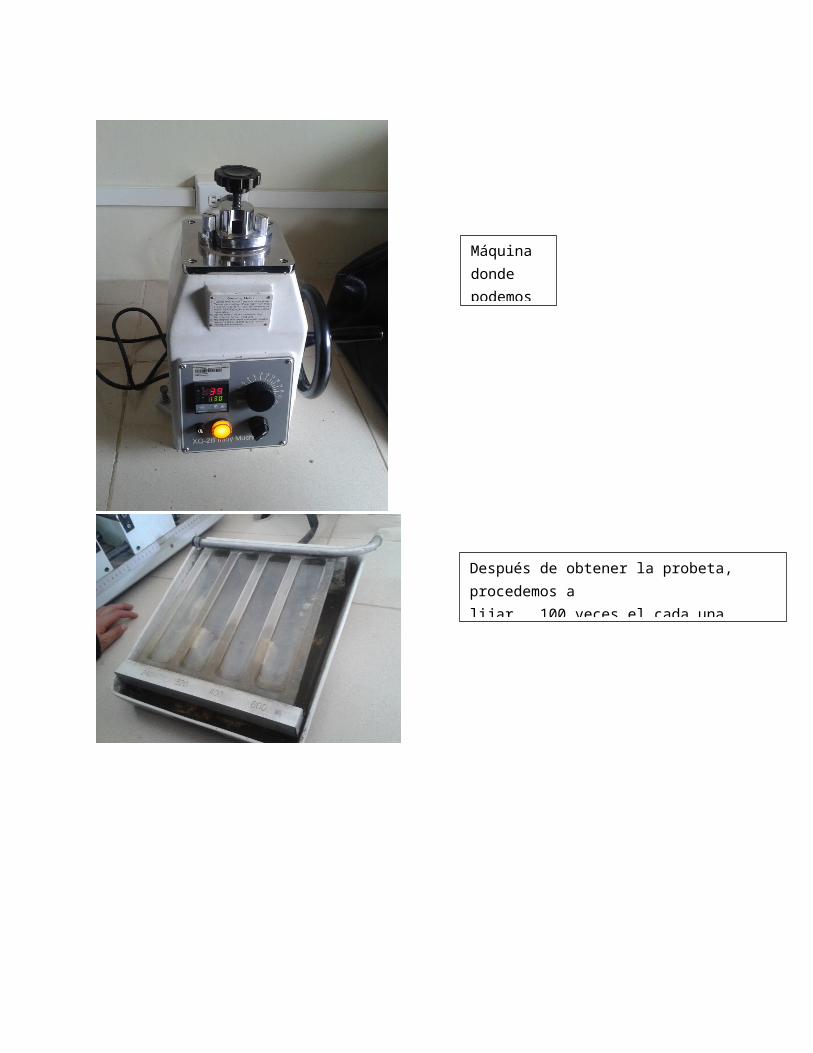
Máquina donde podemos realizar el
Después de obtener la probeta, procedemos a lijar , 100 veces el cada una rotando 90° la probeta
Pulimos la probeta para retirar
CONCLUSIONES:
● Mediante el microscopio se logró verificar la cantidad de carbono presente en el acero.
● El momento de lijar tenemos estar pendientes de los 90 grados que debemos hacer girar a la muestra, caso contrario resultará defectuosa.
● Mediante la reacción química logramos comprobar la variación en el acero.
RECOMENDACIONES:● El momento de lijar procurar siempre tener los 90 grados y lijar en uno
solo sentido.● Esperar el tiempo necesario para este proceso no adelantarse, en este
caso esperar los 10 minutos.● Ubicar el microscopio en una vista adecuada para poder verificar el
porcentaje aproximado de carbono
BIBLIOGRAFÍA:
Después de haber realizado el ataque químico procedemos a realizar el análisis del porcentaje de carbono
http://ingemecanica.com/tutorialsemanal/tutorialn101.html#seccion32Avenr, Metalúrgica de la Fisca, segunda edición.





























