-
i
-
ii
INTRODUCCIN
El presente trabajo nos ofrece una recopilacin de varias fuentes
bibliogrficas confiables,
de los aspectos principales relacionados con el proceso de
taladrado; que abarca desde los
antecedentes histricos, la lnea de tiempo que le permiti llegar
al nivel de desarrollo actual;
definiciones y conceptos generales acerca del taladrado; una
descripcin detallada de la
herramienta principal que se usa en dicho proceso, la broca;
tambin realizamos una descripcin
del proceso de arranque de viruta y los clculos que nos permiten
determinar con exactitud las
condiciones de corte, adems del estudio de la cadena cinemtica
necesaria para generar los
movimientos fundamentales y transmitirlos hacia los rganos
correspondientes, utilizando una de
las mquinas de taladrar ms comunes, la taladradora de columna.
Todo esto con el fin de conocer
y entender desde los puntos de vista de la ciencia y la
ingeniera, como se desarrolla uno de los
principales procesos de maquinado y uno de los ms usados en la
industria de manufactura
moderna.
Los Autores
-
1
TALADRADO
1. HISTORIA
Se conoce como taladrado, la operacin de abrir agujeros
circulares por medio de
herramientas animadas de dos movimientos, uno de rotacin y otro
de avance de
penetracin.
El precursor del taladrado fue probablemente el "molinillo" de
hacer fuego. Consista en
una varilla cilndrica de madera, cuyo sistema de giro fue
desarrollndose progresivamente,
primero accionando con las palmas de las manos, despus mediante
un cordel arrollado a la
varilla del que se tiraba alternativamente de sus extremos, segn
figura en un grabado
egipcio de 1440 aos A.C.
Un Procedimiento muy antiguo para taladrar piedra, segn un
bajorelieve egipcio de
2700 aos A.C. consista en un robusto eje que llevaba inserto una
punta de pedernal para
taladrar y en la parte superior un mango para facilitar el giro
y la incorporacin de dos
macetas para regular el giro.
Con el descubrimiento del arco de violn se produjo un adelanto
para conseguir el
movimiento de giro. El sistema consiste en arrollar una cuerda,
al eje porta brocas, atada por
sus extremos a un arco de madera, que con el impulso de la mano
del hombre, hace girar la
pieza en movimiento de vaivn.
-
2
Otro sistema muy utilizado fue el berbiqu de cuerda, que
consiste en un eje porta
herramienta de madera que lleva incorporado un volante de
inercia. A dicho eje se arrolla
una cuerda atada por sus extremos a un travesao que impulsado
por la mano del hombre se
consigue un giro alternativo.
A finales del siglo XV, Leonardo da Vinci disea un taladro
horizontal para taladros
profundos.
Joseph Whitworth, construy en 1850 un taladro de columna
accionado por transmisin
a correa y giro del eje porta brocas a travs de un juego de
engranajes cnicos. Llevaba una
mesa porta piezas regulable verticalmente, mediante el sistema
de pin de cremallera.
-
3
Del ao 1860, el fabricante ingls, "P. Fairbairn & Co."
construye un taladro, con
elevacin de mesa, mediante un sistema de corona sinfn y
cremallera.
En 1860, "Smith & Coventry" construye un taladro radial, con
brazo horizontal giratorio,
acoplado a un carro con desplazamiento vertical sobre una
columna, atornillada a una base
ranurada porta piezas. Para dar solucin al taladrado de piezas
voluminosas y pesadas, naci
el taladro radial.
-
4
Americanos e ingleses, estilizaron la estructura de los taladros
de columna, e
introdujeron importantes mejoras, entre otras, el avance
automtico del husillo porta
herramientas y elevacin de la mesa porta piezas con mecanismo de
pin - cremallera. Se
fabricaron taladros de distintos tipos y capacidades hasta
alcanzar su pleno desarrollo a
finales del siglo XIX.
En 1921, fabrican una completa gama de taladros, en la que
incluyen un modelo para
taladrado con broca de 50 mm de dimetro, con ocho velocidades de
giro y avance
indistintamente manual o automtico.
-
5
2. DEFINICIONES Y CONCEPTOS
2.1. DEFINICION DE TALADRADO
Es una operacin de maquinado que se usa para crear agujeros
redondos en una pieza
de trabajo. El taladrado se realiza por lo general con una
herramienta cilndrica rotatoria,
llamada broca, que tiene dos bordes en su extremo. La broca
avanza dentro de la pieza de
trabajo estacionaria para formar un agujero cuyo dimetro est
determinado por el dimetro
de la broca. El taladrado se realiza en una prensa taladradora,
aunque otras mquinas
herramienta pueden ejecutar esta operacin.
Taladrar es arrancar virutas con tiles de uno o de varios filos
(brocas). Los filos estn
constantemente en accin. Se practican agujeros con superficie
interior cilndrica. El taladrar
es arrancar viruta en plan de desbastar.
El taladrado constituye uno de los procedimientos de trabajo por
arranque de viruta ms
importantes de la industria metalrgica. Alrededor de un 30 % de
las mquinas herramienta
son taladradoras.
A veces los agujeros taladrados se terminan de mecanizar por
medio de procedimientos
de afino, tales como el escariado, el esmerilado y el
bruido.
2.2. MOVIMIENTOS EN EL PROCESO DE TALADRADO
Como herramienta para taladrar en material macizo se utiliza
preferentemente la broca espiral formada por dos cortes. Con
objeto de que los
cortes o filos puedan arrancar virutas se necesitan dos
movimientos simultneos
como se muestra en la figura.
-
6
2.2.1. Movimiento de Corte:
Tambin llamado movimiento principal o movimiento de giro. Es en
la mayora de los casos realizado por la herramienta y se mide por
la velocidad de corte en m/min. La velocidad de corte es la
velocidad superficial en el dimetro exterior de la broca. Se
especifica de esta forma por conveniencia, aunque casi todo el
corte se realiza realmente a las velocidades ms bajas cercanas al
eje de rotacin. La velocidad es mxima en la periferia y disminuye
hacia el eje de la misma.
Como hemos definido la velocidad de corte, esta sera la
velocidad tangencial en el
dimetro exterior de la broca. Como la magnitud de la velocidad
tangencial depende del
radio, es fcil comprender que la velocidad de corte ira
disminuyendo a medida que el
rea de la broca tambin disminuya, hacia el eje de rotacin, hasta
llegar a ser cero.
Hablaremos tambin de esto ms adelante, en el apartado
condiciones de corte.
2.2.2. Movimiento de avance:
El movimiento de avance es la medida de la penetracin de la
broca en la pieza de
trabajo en una vuelta (mm/rev). El movimiento de avance sirve
tambin para determinar
el espesor de la viruta; en efecto, en una revolucin de la
broca, como son dos filos
principales, cada filo arranca la mitad del espesor
correspondiente al avance. Por
ejemplo si el avance en un proceso de taladrado fuera de 3
mm/rev, con esto resultara
-
7
que el espesor de viruta sera igual a 3mm/2=1.5 mm. Es decir, en
una vuelta cada filo
arrancara una viruta de un espesos de 1.5 mm, si la velocidad de
avance es constante, el
espesor de viruta sera, en todo el proceso, igual a 1.5 mm.
2.3. MAQUINAS DE TALADRAR
Los movimientos de corte y de avance los recibe la broca por
medio de la mquina de
taladrar. La distinta forma que puede tener la pieza a
mecanizar, as como la magnitud, la
calidad y el nmero de los taladros a ejecutar, han conducido a
la creacin de distintos tipos
de mquinas de taladrar. Adems de los trabajos normales de
taladrado pueden realizarse, en
la mayora de las mquinas de taladrar, trabajos de avellanado, de
escariado y de roscado.
Segn la posicin del husillo se distingue entre taladradoras
verticales y taladradoras
horizontales.
2.3.1 Taladradoras verticales
Son aquellas que tienen el husillo dispuesto en posicin
vertical. Existen diversos tipos de
taladradoras verticales:
TALADRADORAS DE COLUMNA
En el soporte, en forma de columna, de la taladradora van
dispuestos el husillo de
taladrar, los mecanismos para el movimiento principal y de
avance, y la mesa de taladrar. La
figura nos seala las partes principales de sta mquina.
Espesor de
viruta
Se aprecia la formacin de la viruta y su espesor
-
8
En el husillo (tambin llamado por esta razn husillo portatil) va
dispuesta la broca. En su
parte inferior va provisto de un agujero cnico en el que entra
el mango del til.
El cabezal, encierra los mecanismos necesarios para transmitir
la potencia que genera el
movimiento de corte.
El cabezal ajustable o portahusillo, es el que contiene los
mecanismos necesarios para
generar el movimiento de avance, en algunos casos, el movimiento
proviene del
accionamiento de una manivela, en las maquinas modernas, este
movimiento es tambin
automtico, y se transmite desde el motor principal.
La mesa de taladrar soporta la pieza a taladrar. La pieza se
sujeta por medio de ranuras
de fijacin. Una canal de captacin recoge el lquido utilizado
para refrigerar.
Mediante una manivela que acta sobre un mecanismo de rueda
dentada y cremallera
se mueve la mesa hacia arriba y hacia abajo. Con auxilio de una
palanca puede dejarse
la mesa firmemente sujeta a la columna.
La mquina taladradora del tipo de columna se emplea generalmente
para taladros hasta de
25 mm de dimetro. Tiene el inconveniente de que para practicar
taladros profundos el
husillo portatil sobresale mucho de su soporte, lo que puede dar
lugar a que la broca se
desve fcilmente.
TALADRADORA DE SOBREMESA
Tiene su sitio generalmente sobre el banco de trabajo y se
presta para la ejecucin de
agujeros hasta de unos 10 mm de dimetro.
TALADRADORA DE HUSILLOS MLTIPLES
El cabezal de taladrar va provisto de varios husillos accionados
por el husillo principal. En una
sola carrera de trabajo se pueden taladrar varios agujeros.
Estas mquinas se utilizan
principalmente en las fabricaciones en serie.
-
9
TALADRADORA EN FILA
En una pieza puede haber necesidad de realizar varios procesos
de trabajo, por ejemplo,
taladrado, avellanado y escariado. La mquina se emplea para
trabajos en serie.
RADIAL
El carro de taladrar es soportado por el brazo y puede
desplazarse sobre ste en forma radial.
El brazo puede girar alrededor de la columna de la mquina y
moverse verticalmente. El
husillo es accionado en las mquinas modernas por medio de un
motor directamente
acoplado sobre el carro de taladrar. Disponiendo de una extensa
gama de velocidades de
rotacin se pueden taladrar agujeros grandes y pequeos. La pieza
se fija a la mesa de
taladrar que va provista de ranuras de sujecin. En virtud de las
muchas posibilidades de
movimiento puede taladrarse en los sitios ms diversos sin
necesidad de cambiar la posicin
de la pieza, en coordenadas cilndricas
-
10
2.3.2 TALADRADORAS HORIZONTALES
Estas mquinas se emplean para maquinar piezas relativamente
grandes y voluminosas.
EN la taladradora se pueden realizan, adems del taladrado,
operaciones diversas como el
avellanado, escariado, roscado interiores y exteriores, etc.
-
11
2.3. HERRAMIENTAS PARA TALADRAR
LA BROCA ESPIRAL
Se encuentran disponibles varias herramientas de corte para
hacer agujeros; sin embargo, el
barreno espiral o broca espiral, es la ms comn de todas. Viene
en dimetros desde 0.15 mm
hasta 75 mm. Las brocas se utilizan ampliamente en la industria
para realizar agujeros de
maneara rpida y econmica.
La broca espiral, constituida partiendo de una barra redonda de
acero, obtiene su forma
caracterstica, por medio de las ranuras que suben por ella en
forma helicoidal y que sirven
para guiar las virutas, permitiendo as su salida; adems permiten
la entrada del lquido de
refrigeracin y lubricacin a la zona de corte.
2.3.1. GEMETRA
La punta de la broca est afilada en forma cnica (Figura c). En
la interseccin de las ranuras
que llamaremos para virutas, con la superficie afilada o
superficie de incidencia, se forman
los dos filos principales o labios y en la interseccin de las
superficies de incidencia, se forma
el filo transversal, en la figura b se observan claramente estos
elementos
La broca espiral se constituye partiendo de una barra redonda de
acero. Las superficies
cilndricas que suben en forma helicoidal entre las ranuras antes
mencionadas (guiadoras de
viruta), se rectifican a la medida exacta de la broca y se
fresan por detrs de modo que dan
lugar a la formacin de delgados bseles, las superficies que
quedan detrs de ellos se
llaman Nervios.
Los biseles (resto de la periferia del cilindro original) guan
la broca en el orificio que taladrar.
Son estrechos para reducir el rozamiento contra las paredes del
orificio. Los bordes de los
biseles constituyen los filos auxiliares de la broca.
a)
c)
b)
-
12
Los filos principales producen un efecto de rascado en el
material de trabajo, absorviendo
aproximadamente los 2/3 de la fuerza de avance.
El extremo de la broca por donde se sujeta a la mquina; es
decir, el mango, tiene, cuando se
trata de dimetros pequeos (10mm), forma cnica
Tipos de Mango (Cilndrico y Cnico)
2.3.2. ANGULOS EN LOS FILOS DE LAS BROCAS
Lo mismo que en los otros procesos de maquinado, como torneado
cincelado, intervienen
tambin en la broca los ngulos que caracterizan a toda
herramienta para arranque de viruta
y que son los de corte o de filo, de ataque y de incidencia, que
aqu llamaremos destalonado.
En la broca son estos ngulos ms difciles de reconocer y de medir
que en las dems
herramientas de corte.
ngulo de ataque
Para poder juzgar sobre las relaciones de magnitud de los ngulos
en los filos principales hay,
en primer lugar, que observar el llamado grado de pendiente de
las ranuras para viruta. Se
entiendo por grado de pendiente a la inclinacin de la hlice o
del rayado, es decir el ngulo
entre el eje de la broca y la arista del bisel o faja gua.
Cuanto ms empinado sea el rayado,
tanto ms pequeo ser el ngulo de la pendiente del rayado y
viceversa. Este ngulo
corresponde aproximadamente a lo que hemos llamado ya antes
ngulo de ataque , es
decir, al ngulo con respecto a la vertical (eje de la
broca).
En toda la extensin del cuerpo de la broca, el ngulo que formen
los bseles con el eje
vertical ser igual al ngulo de ataque y puede tambin ser llamado
ngulo de hlice.
-
13
ngulo de corte
Juntamente con la magnitud del ngulo de rayado o ngulo de ataque
se determina en la
broca la magnitud del ngulo de corte . = ngulo entre la
superficie de las ranuras para
viruta y la superficie de afilado posterior o de despulla.
SI el ngulo de ataque es grande, el ngulo de corte es pequeo; si
el ngulo de ataque es
pequeo, el ngulo de ataque es grande.
Con objeto de que los filos de la broca espiral puedan soportar
las grandes resistencias de
corte que se presentan al taladrar materiales duros y frgiles,
se da a estas brocas grandes
ngulos de corte ( 7 ); para taladrar materiales blandos, por el
contrario, se necesita un
ngulo de corte de nicamente 45 50 .
Por lo tanto, para obtener en la broca espiral los ngulos
correctos de corte, deber elegirse
en cada caso un determinado ngulo de pendiente del rayado (ngulo
de ataque)
Angulo de incidencia o de destalonado
La inclinacin de la arista que en el afiliado de la punta se
forma entre la superficie afilada y la
parte cilndrica del filo, nos da aproximadamente una idea sobre
la magnitud del ngulo de
destalonado. Cuando el afilado de destalonado es correcto esa
arista debe subir unos 6 8
respecto a la horizontal.
Con el objeto de que puedan penetrar en el material los filos
principales, las superficies de
incidencia caen en forma curvada, hacia abajo, partiendo de los
filos principales.
ngulo de la punta
El ngulo de la punta es el ngulo bajo el cual estn inclinados
entre si los dos filos
principales. Las magnitudes de los ngulos, dependientes del
material a taladrar, estn fijados
-
14
empricamente en la norma DIN 1414. Para materiales con alta
resistencia al arranque de
viruta, se deben escoger ngulos ms pequeos.
-
15
2.4. PROCESO DE ARRANQUE DE VIRUTA
Al aplicar la broca se encuentra la punta guiada previamente por
la concavidad del granetazo
que marca el centro del agujero a realizar, esto se realiza para
garantizar mayor precisin en
el proceso. EL filo transversal que penetra en ese sitio aplasta
el material hacia afuera
durante todo el tiempo que media hasta que, al seguir
penetrando, entran en accin los dos
filos principales y levantan en el fondo del agujero dos virutas
del mismo espesor.
Simultneamente el filo achaflanado (en la seccin de dimetro
mximo de la punta de la
broca) o bseles que giran arrancan el material correspondiente a
la pared del taladro.
Las virutas se alojan en las ranuras helicoidales de la broca y
se guan hacia el exterior.
Las virutas se eliminan de un modo tanto ms eficaz cuanto ms
recto sea el rayado es decir
cuanto mayor sea el ngulo de rayado o ngulo de la hlice (ngulo
de ataque), que forman
los bseles con el eje vertical de la broca
a) Centro del agujero marcado con granate
b) Aplastamiento con el filo transversal
c) Accin de corte de los filos principal y bisel
b) Salida de viruta b) La broca atraviesa la pieza y
salida de viruta
-
16
MOVIMIENTO EFECTIVO
Mediante el avance de la broca en la direccin de su eje se
introducen los filos principales en
el material y arrancan viruta. Se distingue entre movimientos de
corte y movimiento de
avance. Como diagonal a ambos movimientos, en el paralelogramo
de movimientos aparece
el movimiento efectivo de la broca.
El plano de corte queda en la direccin del movimiento efectivo.
Como consecuencia de esto
varan en el taladrado los ngulos de ataque y despullo
(incidencia), dando lugar a los ngulos
de ataque y despullo efectivos Como puede deducirse de la
figura, el ngulo de ataque
aumenta y el ngulo de despullo disminuye.
Movimiento efectivo en el proceso de formacin de viruta
Formacin del ngulo de despullo efectivo
-
17
2.5. TRABAJO DE TALADRADO
Sujecin de la broca
El mandril con mordazas de sujecin se fija al husillo del
taladro. EL mango cilndrico de las
brocas pequeas se sujeta con el mandril de tres mordazas, o con
un mandril de cambio
rpido en mquinas funcionando y cuando hay cambios frecuentes de
broca. Tambin para
brocas pequeas se utilizan adems casquillos suplementarios. Las
brocas grandes se encajan
por su mango cnico en el husillo del taladro y se quitan con una
chaveta cnica.
Sujecin de la pieza a mecanizar
Las piezas a mecanizar deben sujetarse para que no las arrastre
el giro de la broca. En el
taladrado de orificios pasantes los filos principales de la
broca se agarran al final del recorrido
en el material de forma que aparecen grandes esfuerzos
giratorios sobre la pieza que se
perfora.
Las piezas largas se colocan sobre una base de madera o de acero
y se sujetan a mano. Las
piezas cortas se aseguran bien en un tornillo portapiezas, o con
un entenallas o dispositivos
de taladrado. Las piezas cilndricas se sujetan firmemente en
prismas de taladrar.
-
18
2.6. CONDICIONES DE CORTE
Velocidad de corte
La velocidad de corte en una operacin de taladrado es la
velocidad superficial del
dimetro exterior de la broca. Se especifica de esta forma por
conveniencia, aunque casi todo
el corte se realiza realmente a las velocidades ms bajas
cercanas al eje de rotacin. Para fijar
la velocidad deseada de corte en taladrado, es necesario
determinar la velocidad de rotacin
de la broca por su dimetro. Si N representa las rev/min del
husillo, entonces:
En algunas operaciones de taladrado, la superficie de la pieza
gira sobre una herramienta en
reposo, pero se aplica la misma frmula.
Velocidad de avance
En el taladrado, el avance se especifica en mm/rev. Las
velocidades
recomendadas son aproximadamente proporcionales al dimetro de la
broca; los
avances ms altos se logran con brocas de dimetro grande. Como
generalmente
existen dos bordes de corte en la punta de la broca, es espesor
de viruta que se toma
en cada borde de corte es la mitad del avance. El avance puede
convertirse a
velocidad de avance si se utiliza la misma ecuacin que en el
torneado:
Tiempo de maquinado
El tiempo de maquinado es el tiempo de funcionamiento de la
mquina; es
decir, el tiempo durante el cual el filo de la broca arranca
virutas
Los agujeros taladrados pueden ser agujeros completos o agujeros
ciegos. EN los
agujeros pasados, la broca sale en el lado opuesto del trabajo;
en los agujeros ciegos
no es as.
=
= velocidad de corte (mm/min) = diametro de la broca, mm
= Velocidad de giro del husillo (rev/min)
=
= Velocidad de avance (mm/min) = Avance (mm/rev)
= Velocidad de giro del husillo (rev/min)
-
19
El tiempo de maquinado requerido para taladrar un agujero pasado
se puede
determinar con la formula siguiente:
En un agujero ciego la profundidad se define como la distancia
entre la superficie de trabajo
y la punta del agujero. Entonces, el tiempo de maquinado para un
agujero ciego est dado
por:
Velocidad de remocin de material
Se determina como el producto de la seccin transversal de la
broca y la velocidad de avance:
a) Agujero Pasado b) Agujero Ciego
= Velocidad de avance (mm/min) = espesor de trabajo (mm) =
Distancia de Aproximacin
= ,5 tan( +
)
= +
=
= distancia entre la superficie de trabajo y la punta del
agujero
=24
-
20
2.7. OPERACIONES RELACIONADAS CON EL TALADRADO
Varias operaciones se relacionan con el taladrado. Dichas
operaciones se muestran en
la figura 22.14 y se describen en esta seccin. La mayora de las
operaciones son posteriores
al taladrado. Primero debe hacerse un agujero por taladrado y
despus modificarse por
alguna de estas operaciones. El centrado y el refrenteado son
excepciones a esta regla.
a) Escariado
Se usa para agrandar ligeramente un agujero, suministrar una
mejor tolerancia en su
dimetro y mejorar su acabado superficial. La herramienta se
llama escariador y, por lo
general, tiene ranuras rectas.
Con el objeto de que el escariador tenga en las paredes del
taladro suficiente material
para arrancar, el agujero se taladra previamente, o se barrena,
a un dimetro inferior al
dimetro final deseado del agujero en el valor del exceso para el
escariado, segn se
muestra en la tabla. Cuando para el escariado se hace el taladro
previo con la broca
helicoidal hay que tener en cuenta el juego (o exceso de medida)
a que da lugar la broca,
por ejemplo; 0,05 mm
b) Roscado interior
Esta operacin se realiza por medio de un machuelo y se usa para
cortar una rosca
interior en un agujero existente.
-
21
c) Abocardado
En el abocardado se produce un agujero escalonado en el cual un
dimetro ms grande
sigue a un dimetro ms pequeo parcialmente dentro del agujero. Se
usa un agujero
abocardado para asentar las cabezas de los pernos dentro de un
agujero, de manera que
no sobresalgan de la superficie.
d) Avellanado
Es una operacin similar al abocardado salvo que el escaln en el
agujero tiene forma de
cono para tornillos y pernos de cabeza plana.
La parte cortante es de acero rpido; el mango puede ser del
mismo material cortante.
Frecuentemente, sin embargo, se usa un mango de hacer (St 70),
soldado a la parte
cortante (ahorro de material de corte). Existen avellanadores de
espiral, cnicos y
cilndricos. EL mango para sujetarlos puede ser cilndrico o cnico
(cono Morse)
-
22
e) Centrado
Tambin llamado taladrado central, esta operacin taladra un
agujero central para
establecer con precisin el lugar donde se taladrar el siguiente
agujero. La herramienta
se llama broca de centros.
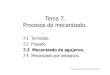
2.8. CADENA CINEMTICA
Como hemos explicado, para realizar una operacin de taladrado,
son necesarios dos
movimientos fundamentales que deben transmitirse a la
herramienta; uno de giro sobre su
eje vertical y otro de avance en la direccin de dicho eje, que
permitan el arranque de viruta y
la penetracin de la herramienta en el material de trabajo, a los
que llamaremos movimientos
principales. Las mquinas de taladrar deben tener la capacidad de
proporcionar a la broca
estos movimientos, que generalmente provienen de un
electromotor.
Adems, para poder realizar un proceso de mecanizado cualquiera,
en este caso de
taladrado, sern tambin necesarios algunos movimientos
adicionales que deben transmitirse
a los distintos rganos de la mquina que servirn para preparar y
acondicionar el proceso de
corte, tales como, movimiento de la mesa de trabajo y de los
cabezales; a estos los
llamaremos movimientos secundarios.
-
23
A continuacin explicaremos mediante esquemas cinemticos, como se
generan y
transmiten a los rganos correspondientes estos movimientos en
una mquina de taladrar,
para este fin utilizaremos un modelo de mquina de taladrar de
columna.
Esquema cinemtico de una mquina de taladrar de columna
-
24
En la figura podemos distinguir algunos elementos que vale la
pena resaltar, como la baja de
velocidades y la caja de avances, mecanismo para el
desplazamiento vertical del cabezal y el
mecanismo para el desplazamiento vertical de la mesa de
trabajo.
2.8.1. Movimientos principales
a. Movimiento de corte (rotacin del husillo)
Se verifica mediante un electromotor dispuesto verticalmente
(N=1.5kW; n=1420 r.p.m.)
por la transmisin dentada 2
2 y la caja de velocidades que, gracias a dos bloques triples
de
ruedas dentadas, comunica al husillo nueve diferentes valores de
la frecuencia de rotacin
de este. Cuando es necesario, puede variarse el campo de las
velocidades de rotacin del
husillo, aumentndolo o disminuyndolo, cambiando la relacin de
transmisin de la
transmisin dentada situada entre el electromotor y la caja de
velocidades. El ltimo rbol
Caja de velocidades
Caja de Avances
Desplazamiento del Cabezal Porta husillo
Desplazamiento de la mesa de trabajo
-
25
de esta caja es un casquillo huevo, cuyo orificio estriado
transmite la rotacin al husillo de la
taladradora.
La ecuacin de la cadena cinemtica para la frecuencia mxima de
rotacin del husillo es:
b. Movimiento de avance
Se transmite desde el husillo por las ruedas dentadas 22
2, caja de avances, transmisin
dentada
, acoplamiento M (que sirve para desconectar el avance mecnico
al alcanzar la
profundidad necesaria de taladrado), el par de tornillo sin
fin
y la transmisin de
cremallera (z=14, m=2,5) en el casquillo del husillo. La caja de
avances permite obtener seis
velocidades diferentes.
La ecuacin de la cadena cinemtica para el avance mximo es:
2.8.2. Movimientos secundarios
a. Desplazamiento vertical del cabezal
El cabezal, en donde estn alojados la caja de velocidades, la
caja de avances, el husillo y
los mecanismos de avance, puede realizar un desplazamiento
vertical a lo largo del montaje
o columna al girar la correspondiente manivela; mediante los
pares de tornillo sin fin
2 y de
cremallera ( = 4, = )
= 4 7
733
335
6= 84 ...
=
4 4
43
7
44
6 3. 4 .5 4 = ,56 /
Tornillo sin fin
2
Cremallera (z = 4, m = )
-
26
b. Desplazamiento vertical de la mesa de trabajo
Tambin se verifica con accionamiento manual, girando la manivela
a travs del par
cnico
y el par helicoidal o tornillo tuerca.
REFERENCIAS BIBLIOGRFICAS
[1] GROOVER, MIKELL P. 3 ed. 2007. Fundamentos de Manufactura
Moderna. S.l. McGraw-Hill
[2] CHERNOV N. N. 1974. Maquinas-Herramientas para Metales.
Mosc, Mir.
[3] GERLING HEINRICH. 3 Ed. 1984. Alrededor de las Mquinas
Herramientas. Barcelona, Reverte
S.A.
[4] APPOLD HANS; FEILER KURT, 1984. Tecnologa de los Metales.
Barcelona, Reverte S.A.
[5]BENDIX FRIEDRICH. Alrededor del Trabajo de los Metales. S.l.
Reverte S.A.
Par Cnico
Par Helicoidal