Embed Size (px)
Citation preview

1
INIŢIERE IN REALIZAREA PRACTICĂ A SCHEMELOR ELECTRONICE (IRPSE)
IRPSE 5
22
Metode de realizare a prototipurilor PCB
- prin frezare- pe plăci tip breadboard

33
Echipamentul de frezare/găurire (în cadrul UPB-CETTI acesta este de tipul ProtoMat M100/HF) este în esenţă un plotter plan prevăzut, în locul capului clasic de plotare (tocului), cu un motor adaptat la operaţiile de găurire şi frezare specifice fabricaţiei PCB. El poate realiza prototipuri de înaltă calitate pentru plăci de cablaj imprimat standard dar este perfect adaptat şi fabricaţiei circuitelor de radiofrecvenţă şi microunde. O altă direcţie de utilizare a echipamentului este cea a realizării panourilor frontale pentru aparate, prin gravare în aluminiu sau în material plastic.
Prin intermediul unor freze de foarte mici dimensiuni are loc izolarea traseelor destinate interconectării componentelor electronice sau chiar îndepărtarea totală a ariilor conductoare, în cazul aplicaţiilor destinate lucrului la înaltă frecvenţă.
Operaţia de găurire în coordonate se realizează prin intermediul aceluiaşi echipament şi este practic similară cu cea din cadrul procesului industrial.
Realizarea prototipurilor PCB prin frezare

4
Echipament de realizare a circuitelor imprimate prin frezarLPKF-Protomat M100/HF
Lăţime min. traseu 100 μm (4 mil); Spaţieri minime 100 μm (4 mil)Diam. min. gaură 0.2 mm (8 mil)
Autocontac – dotare suplimentară pentru realizarea trecerilor prin umplerecu pastă conductoare

55
Se realizează în două etape:• Mai întâi se pregăteşte placa în cadrul unui software specializat, CircuitCAM, ce importă fişierele Gerber şi Excellon (N.C. Drill) şi realizează izolaţiile în jurul traseelor;
• Se exportă proiectul spre programul BoardMaster care realizează pregătirea de fabricaţie şi comandă maşina de gravare a structurii PCB.
Observatie: Layout-ul circuitului imprimat se importă, de regulă, din programul de proiectare asistată de calculator (CAD) cu care s-a executat proiectul PCB dar el poate fi generat şi direct în CircuitCAM prin adăugarea elementelor grafice care formează circuitul.
Fabricaţia unui circuit imprimat prin gravare mecanică(frezare şi găurire)

66
P C B L A Y O U T
L P K F C IR C U IT C A M
L P K F B O A R D M A S T E R
P o s tp r o c e s ă r i : F iş ie re G e rb e rT a b e lă d e a p e r tu r iF iş ie re N .C . D r i l lL is tă d e b u rg h ie
O p e r a ţ i i : Im p o r t f iş ie reE d ita re a p e r tu r iA lo c a re la y e reIz o la re t ra s e eC o n tu r d e f re z a re
S a lv a r e : F iş ie re * .C A M
E x p o r t : F iş ie re * .L M D = L P K F M il l-D r i l l
S a lv a r e : F iş ie re * .J O B
B ib lio te c ă d eu n e lte * .T O L
F iş ie re d e c o n f ig u ra re afa z e lo r * .P H S , a d is p e n s ă r i i* .D IS ş i a a s p iră r i i * .V A C
P R O T O M A TM 1 0 0 /H F
R S 2 3 2
O p e r a ţ i i : P o z iţ io n a re , p a n e liz ă r iS e le c ta re fa z e ş i p a ra m e tr id e p re lu c ra re
Principalele etape necesare realizării circuitelor imprimate prin frezare cu echipamente LPKF

77
Unelte LPKF utilizate pentru frezare şi găurire

8
Particularităţi pentru realizarea PCB prin frezare cu maşina LPKF ProtoMat M100
9
PLOTTERPROTOMAT
LAYOUT
CIRCUIT CAM
Procesor CAD
CalcululIzolaţiei
DATE CAD
GerberEXCELLONDXFHPGL
BOARD MASTER
Biblioteci de unelteFaze de producţieComenzi plotter
Laborator CAE-CAD-CAM Laborator de prototipuri
CADSTARORCADACCEL
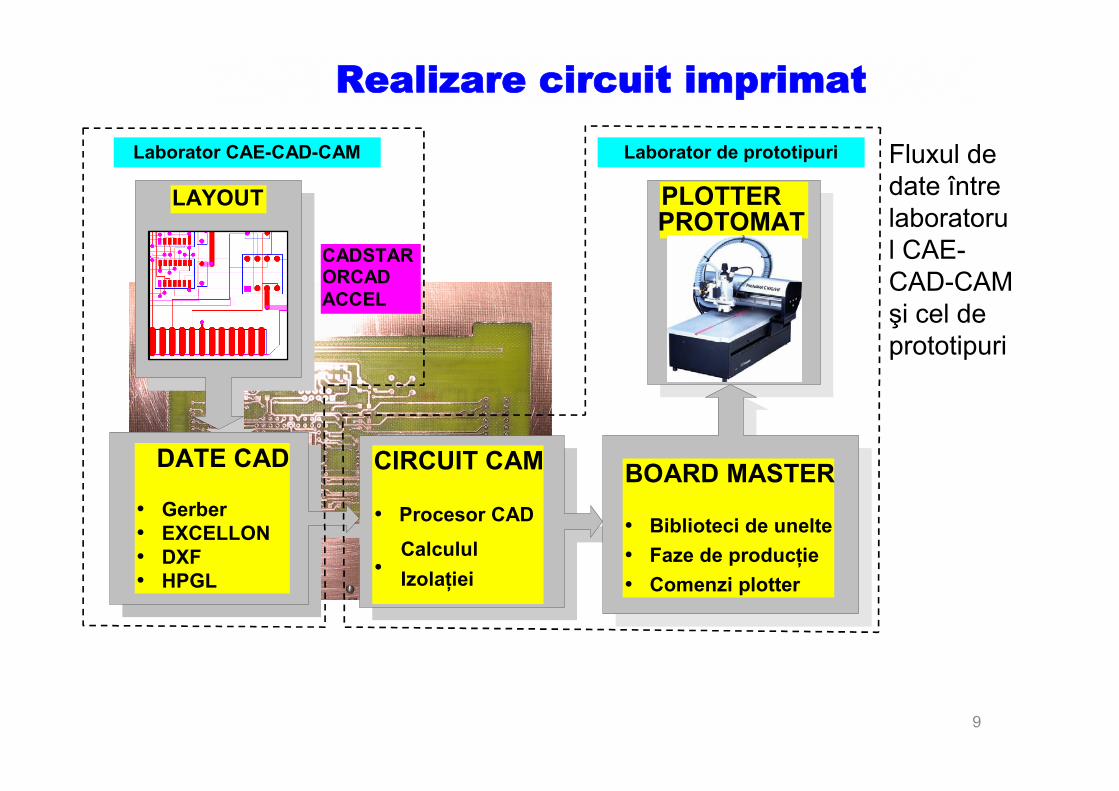
Realizare circuit imprimat
Fluxul de date între laboratorul CAE-CAD-CAM şi cel de prototipuri

1010
1. Izolarea standard (a traseelor)2. Izolare cu spaţiu în jurul padurilor (Pad Clearance)3 Izolare mai fină (Micro Cut)
4. Izolare cu spaţiu în jurul traseelor (Track clearance) 5 Rubout - îndepărtare completă sau parţială a cuprului6 Îndepărtarea vârfurilor
Opţiuni de realizare a izolării traseelor şi pastilelor (din aria de cupru)
Forma canalului de frezare produs de uneltele Universal Cutter, Micro Cutter şi End Mill (RF)

1111
Procesarea fişierelor de fabricaţie utilizând programul CircuitCAM
CircuitCAM este un sistem software specializat, destinat realizării interfaţării între fişierele de fabricaţie (CAD) şi echipamentul de gravare a circuitelor imprimate.
• El combină două domenii importante ale tehnologiei electronice: CAD şi CAM.
• Programul poate fi utilizat pentru importul, verificarea şi editarea fişierelor Gerber şi Excellon,
• Calcularea izolaţiei între traseele conductoare,
• Optimizarea comenzilor şi exportul fişierului creat într-un format specific (LMD - LpkfMillDrill) care să asigure legătura cu programul BoardMaster, program care controlează şi comandă plotterul LPKF.

12
Fereastra in CircuitCAM

1313
Procedura de realizare a izolaţiilorO operaţie foarte importantă în programul CircuitCAM, proces în care se calculează traseele pe care trebuie să le urmărească freza pentru a izola traseele PCB de masa de cupru. Parametrii de realizare a izolaţiei se aleg în funcţie de unealta cu care se va realiza efectiv frezarea şi de precizie plotter.
Porţiune dintr-un layout corespunzător unei plăci de circuit imprimat după procedura de generare a izolaţiilor în jurul traseelor

14
Prezentarea plăcilor prototip cu contacte metalice (Breadboard)

15
Ce este un “breadboard”?
• Un “breadboard”, cunoscut şi sub numele de proto-board este o platformă reutilizabilă folosită pentru construirea temporară a circuitelor electronice.
15

16
Cum funcţionează?
• Componentele sunt introduse prin găuri în vederea interconectării.
• Conexiunile se fac cu ajutorul unor lamele de metal aflate în interiorul breadboard-ului.
• Lamelele formează o reţea bine definită, aceeaşi pentru orice breadboard.
16

17
Constructie
• Dispunerea internă a lamelelor pentru un breadboard de dimensiuni normale:
17

18
Constructie
• Dispunerea internă a lamelelor pentru un breadboard de dimensiuni normale:
18

19
Constructie
• Găurile interconectate intern:
19

20
Canalul şi rolul acestuia:
• Circuitele integrate, întrerupătoarele şi alte componente similare se montează foarte uşor peste canal, distanţa între cele mai apropiate găuri este de 0.3 inch (300 mil sau 3 module/3M).
20
0.3 inch 0.1 inch

21
Exemple
• Conectarea rezistoarelor în serie:
21
Fire

22
Exemple
• Conectarea rezistoarelor în paralel şi o greşeală întâlnită frecvent:
Masa nu este conectată
23
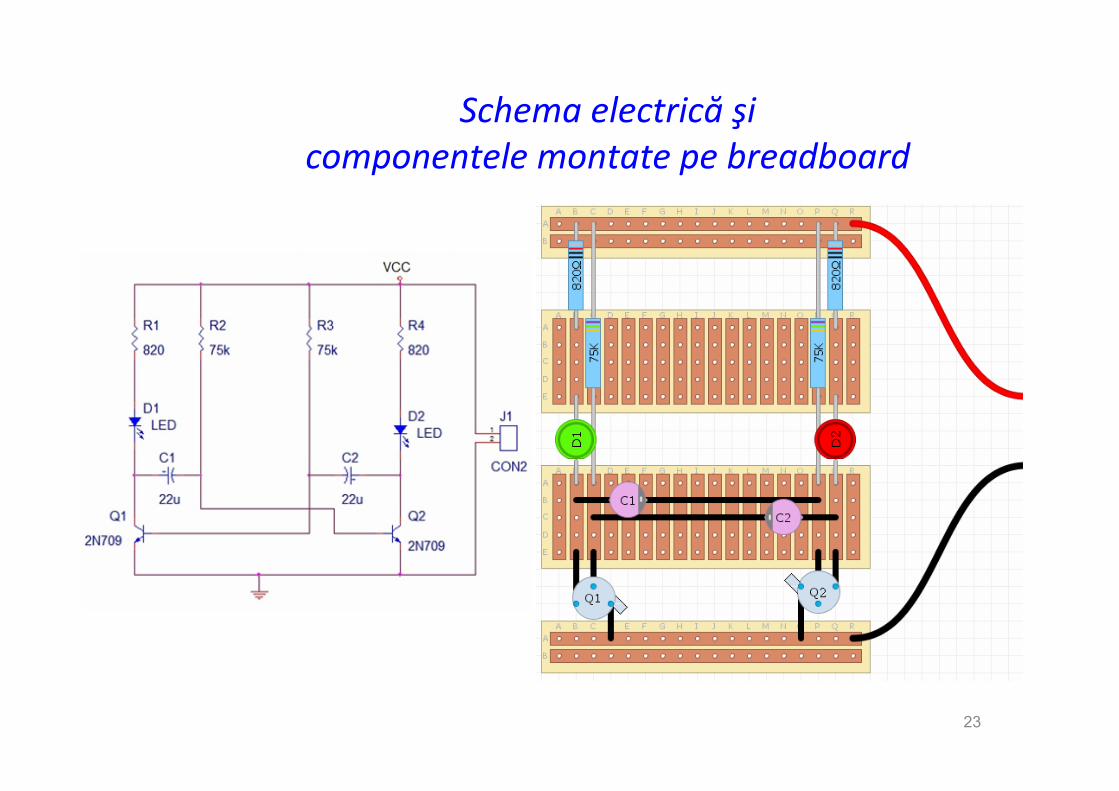
Schema electrică şicomponentele montate pe breadboard
23

24
Recomandări pentru proiectarea PCB in cazul contactării pe în tehnologia SMT
- orientarea componentelor pe una sau doua axe in scopul simplificarii inspectiei optice cu spatii de siguranta conform reglementarilor IPC.- utilizarea elemente de referina pe placi. Aceste referinte se numesc fiduci, fiducials sau fiducial marks. Se utilizeaza markeri fiducial de componenta (local fiducials), de placa (global fiducials) si de panel. Conform IPC7351, markerii cei mai utilizati au dimensiunile 50/100mil si 50/150mil. - pastrarea unui ecart intre solder mask si pad de circa 5 milpe contur - utilizarea puntilor termice (thermal relief) pentru racordarea padurilor de dimensiuni mari sau a suprafetelor corespunzatoare radiatoarelor componentelor de putere.

25
-panelarea placilor prin frezare sau prin taietura in V –scoring, conform IPC 7351. - utilizarea echipamentelor specializate pentru depanelare.- padurile vor fi de dimensiuni standard functie de fata pe care sunt amplasate componentele. Optim este sa fie realizate dintr-o singura apertura tip flash. - padurile vor fi conectate la trasee sau la suprafetele de cupru prin punti cu latimea sub1/3 din latura respectiva a padului.- Silkscreen nu va f idepus pe paduri sau sub componente.- un spatiu liber de componente cu lungimea de 4.5mm in partea anterioara pcb (conform directiei de lipire) inclusiv marginea tehnologica (daca exista).- Grosime pcb: (0.8 – 5)mm- Greutate max. placa asamblata: 2Kg

26
Orientarea componentelor faOrientarea componentelor faţţăă de marginile PCBde marginile PCB
Zona de stress tipica este până în 5 mm de la marginile PCB sau a găurilor de fixare

27
Orientarea componentelor SMD pentru contactarea prin retopire

28
Caracteristici Fiducials Marks-Sunt definiți ca o structură formată dintr-o pastila centrală de diametru determinat D și o zonă de contrast în jurul pastilei cu diametrul 3D, neacoperită de solder mask. Pe suprafața pastilei se acceptă denivelări de max. 0.015mm (0.0006in).- Dimensiuni: diametru minim 1mm(0.040in); maxim 3mm(0.120in)- Pastila poate fi lasata cupru pur, cupru OSP , nichelata sau acoperita standard- Plasarea se face astfel încât să asigure un ecart al zonei de contrast de minim 4.75mm(0.187in) de marginile placii. - Sunt necesari 3 fiduci de aceasi dimensiune (eroare max. 25µm(0.001in) intr-un proiect pcb. Se acceptă 2 fiduci sau un fiduc în cazul panelării.

29

30
Tăiere (V – Cut)
IPC-7351A





























