Embed Size (px)
Citation preview
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
“SISTEMA DE CALEFACCIÓN PARA CABINA
INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR”
MEMORIA DE EXPERIENCIA PROFESIONAL
QUE PARA OBTENER EL TITULO DE: INGENIERO EN COMUNICACIONES Y ELECTRÓNICA
PRESENTA: RODRIGO DELGADO RUBALCAVA
ASESOR: M. EN C. GABRIELA SÁNCHEZ MELÉNDEZ
MÉXICO D.F. 2013
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
AGRADEZCO ENORMEMENTE….
A mis padres, hermanos y mis tíos:
Aunque algunos de ellos ya no están presentes, siguen vivos en mi corazón.
Quienes con sus regaños y sus alientos hicieron de mi una persona
trabajadora y honesta.
Para mis hijos Blanca y David:
A quienes amo y fueron la fuente de inspiración de este trabajo, que me han
mostrado que siempre puedo esperar más de ellos.
Para mi querida esposa Blanca:
A quien jamás encontraré la forma de agradecer su amor, apoyo, comprensión y confianza, esperando que comprenda que mis logros son también suyos. Con amor y respeto infinito.
A mis amigos Jesús, Adán y José Luis:
Quienes con sus ocurrencias y amistad, hicieron que mi época de estudiante fuese inolvidable.
Para mi querido amigo Efraín:
Quién con su amistad entrañable, en los buenos y malos momentos siempre ha estado conmigo.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
ÍNDICE
1.- GENERALIDADES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2.- PLANTEAMIENTO DEL PROBLEMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
3.- JUSTIFICACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.- OBJETIVOS DEL PROYECTO. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5.- PANORAMA GENERAL
5.1 Los procesos industriales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5.2 Sistemas de ventilación/calefacción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
5.3 Teoría básica del control de temperatura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
5.3.1 La fuente de calor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
5.3.1.1 El Soplador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
5.3.1.2 El Interruptor de flujo de aire. . . . . . . . . . . . . . . . . . . . . . . . . 17
5.3.2 El sensor de temperatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
5.3.2.1 Sensores de temperatura por contacto . . . . . . . . . . . . . . . . 20
5.3.2.2 Tipos de termocoples. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
5.3.2.3 Unión del termocople. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
5.3.2.4 Tiempo de respuesta de un termocople . . . . . . . . . . . . . . . 23
5.3.2.5 Buenas prácticas para termocoples. . . . . . . . . . . . . . . . . . . . 24
5.3.2.6 Código de colores para termocoples. . . . . . . . . . . . . . . . . . . 25
5.3.3 Dispositivos para control de potencia a la carga. . . . . . . . . . . . . . . . . . 25
5.3.3.1 El relevador electromecánico. . . . . . . . . . . . . . . . . . . . . . . . . 26
5.3.3.2 El relevador por desplazamiento de mercurio (MDR). . . . . . 27
5.3.3.3 El relevador de estado sólido (SSR). . . . . . . . . . . . . . . . . . . . . 28
5.3.3.3. 1 SSR de cruce por cero. . . . . . . . . . . . . . . . . . . . . . . 29
5.3.3.3.2 SSR de encendido aleatorio. . . . . . . . . . . . . . . . . . . 30
5.3.3.3.3 SSR de control proporcional. . . . . . . . . . . . . . . . . . . 31
5.3.3.4 El disipador de calor en un SSR. . . . . . . . . . . . . . . . . . . . . . . . . 34
5.3.3.5 Protección del SSR contra corto circuito o sobrecorriente. . . 36
5.3.4 El controlador de temperatura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
5.3.4.1 Modo de control On-Off (encendido-apagado) . . . . . . . . . . 41
5.3.4.2 Modo de control proporcional (P). . . . . . . . . . . . . . . . . . . . . . 43
5.3.4.3 Control Proporcional Derivativo (PD). . . . . . . . . . . . . . . . . . . 46
5.3.4.4 Control Proporcional Integral (PI). . . . . . . . . . . . . . . . . . . . . . 48
5.3.5 Cálculos de requerimientos de calor. . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
5.3.5.1 Cálculos de potencia para calentamiento por conducción y
convección. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
5.3.5.2 Cálculo requerido para derretir (fusión) o vaporizar un
Material. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
5.3.5.3 Pérdidas de calor por conducción. . . . . . . . . . . . . . . . . . . . . . . 53
5.3.5.4 Pérdidas de calor por convección. . . . . . . . . . . . . . . . . . . . . . . 53
5.3.5.5 Pérdidas de calor por radiación . . . . . . . . . . . . . . . . . . . . . . . . 54
5.3.5.6 Pérdidas de calor por convección y radiación combinadas . . 55
5.3.5.7 Pérdidas totales de calor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
5.3.5.8 Potencia requerida durante el arranque y durante el proceso 56
6.- IMPLEMENTACIÓN
6.1 Cálculo de requerimientos de calor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
6.2 Diseño del circuito eléctrico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
6.3 Diseño del circuito de control. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
6.4 Manual de operación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
6.5 Mantenimiento del horno. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
7.- PRUEBAS E INTERPRETACIÓN DE RESULTADOS. . . . . . . . . . . . . . . . . . . . . . . . . . . 89
8.- CONCLUSIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
9.- RECOMENDACIONES PARA TRABAJOS FUTUROS. . . . . . . . . . . . . . . . . . . . . . . . . . 92
10.- BIBLIOGRAFÍA
11.- GLOSARIO DE TÉRMINOS
12.- APÉNDICES
13.- ANEXOS
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
1
1.- GENERALIDADES
ACERCA DE TEMPCO MÉXICO
TEMPCO Electric Heater Corporation fue fundada por Fermín Adames en agosto de 1972,
con la finalidad de fabricar resistencias eléctricas calentadoras industriales, comerciales,
para aplicaciones científicas y médicas.
Los primeros productos que se fabricaron fueron cartuchos de alta y baja concentración y
bandas mica (duraband) que fue la primera patente de TEMPCO.
Durante los primeros años de la compañía, Fermín Adames determinó el objetivo de
establecer un programa de investigación y desarrollo de nuevos y mejores productos, esto
amplió los horizontes de la línea de productos anualmente para satisfacer lo diversificado
del mercado, donde diferentes tipos de resistencias calentadoras son usadas.
Actualmente se fabrican más de treinta tipos diferentes de resistencias eléctricas
calentadoras y termopares, con cientos de variantes en diseño. Algunos de los productos
han sido desarrollo original para la industria, de los cuales TEMPCO tiene las patentes.
Muchos de los productos que se fabrican tienen certificación “UL” y el reconocimiento
“CSA”. En adición a la línea estándar de productos, en 1982, se integró un moderno
equipo de fundición y taller de maquinado para fabricar resistencias ahogadas en aluminio
y en bronce, utilizando moldes permanentes y de arena en el proceso.
TEMPCO ha crecido hasta ser reconocido como el líder en el diseño y fabricación de
resistencias eléctricas calentadoras utilizadas en la Industria del Plástico, así como en las
aplicaciones comerciales, industriales y especiales. La clave del éxito de TEMPCO ha sido
la continua innovación y el trabajo intenso con los clientes para mejorar sus productos y
procesos, así como los propios, lo cual se logra con la vasta experiencia en diseño e
ingeniería aplicada del staff de ingenieros de TEMPCO.
TEMPCO atiende principalmente a los fabricantes de equipo original y usuarios finales en
las industrias del plástico, hule, empaque, equipos médicos y de alimentos. También se
atiende a numerosas industrias en las que los productos TEMPCO son usados en procesos
en los que se requiere calor.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
2
La fuerza de trabajo en el 2012 consiste aproximadamente en 500 empleados. Los
productos TEMPCO se venden en todo Estados Unidos e internacionalmente a través de
una red de representantes, distribuidores, un centro propio de distribución ubicado en
California, USA y su filial en la Ciudad de México.
TEMPCO México, S. A. de C. V., empresa mexicana fue fundada en el mes de noviembre
de 1981 y es filial de TEMPCO Electric Heater Corporation.
TEMPCO México se ha destacado desde sus inicios en promover resistencias eléctricas
calentadoras, controles de temperatura, termopares y accesorios importados y nacionales
y principalmente asesoría a nuestros clientes mediante nuestro equipo de ingenieros,
asesores y nuestro Departamento de Ingeniería en Sistemas de Control y Calentamiento
Eléctrico.
La industria del plástico fue en un principio el giro principal de nuestros clientes, que nos
favorecieron con sus adquisiciones, extendiéndose con el tiempo a las industrias papelera,
del vidrio, química, automotriz, del calzado, alimentación, farmacéutica, metalmecánica,
etc.
El continuo crecimiento de TEMPCO México y las asociaciones estratégicas que se ha
llevado a cabo, han permitido convertirnos en uno de los líderes de la industria en México.
2.- PLANTEAMIENTO DEL PROBLEMA
Se tiene en Inbera (antes Vendo de México), una línea de hornos de curado individuales.
Cada horno recibe un mueble de lámina de un peso conocido y debe ser precalentado
como máximo a 45°C. El mueble es transportado vía una plataforma motorizada con una
guía en el piso y es introducido manualmente en el horno en una vía de rodillos locos.
Una vez que el “mueble” o estructura de acero es calentada a la temperatura ideal del
proceso, que puede ser prefijada entre 30 y 45°C en un tiempo predeterminado por el
usuario, debe pasar al área de inyección de poliestireno donde mediante un dosificador
automático se le inyectará dicha liga de poliestireno y por efecto de la temperatura se
expande y distribuye uniformemente.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
3
En el horno actual se han encontrado las siguientes deficiencias u oportunidades de
mejora:
a) La temperatura del mueble de lámina no se distribuye uniformemente por lo que a
la salida del mismo, se pueden tener muebles con 25, 30 o 45°C o también tener
muebles con variaciones de temperatura de hasta 5°C entre un punto en un
extremo y otro extremo.
b) Para subsanar el problema descrito en el inciso a, el personal operativo (producción)
aumenta la temperatura y el tiempo de residencia del mueble dentro del horno.
c) Debido a que el tiempo y la temperatura son variadas con intermitencia, no se logra
la estabilidad del proceso requerida y el número de piezas que son producidas no
alcanzan el estándar establecido por Planeación de la Producción.
d) Más importante aún, es que si el mueble metálico no tiene la temperatura necesaria
o mínima que requiere el proceso, entonces se entra en un reproceso que
incrementa los costos tanto del proceso como de mano de obra y de los servicios
necesarios, es decir, energía eléctrica.
e) Aunado a lo anterior, se ha detectado también que con cierta regularidad se
encuentra que las resistencias del horno actual (resistencias aletadas) se dañan, con
esto el departamento de mantenimiento incrementa sus paros de producción, los
costos de refaccionamiento y se disminuye la productividad.
3.- JUSTIFICACIÓN DEL PROYECTO
a) Debido a que la producción tiene diferentes temperaturas sobre el cuerpo, existen
una gran cantidad de “muebles” que tienen que ser reprocesados.
b) Para subsanar el problema descrito en el inciso a, la empresa cliente buscó un
proveedor confiable de gran reputación siendo esa empresa, Tempco México.
c) Tempco México acepta el proyecto, aún cuando no es el proyecto más barato en
costo; es la solución ganadora debido a las garantías que puso sobre la mesa la
empresa.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
4
4.- OBJETIVOS DEL PROYECTO
Se trata de realizar un proyecto que garantice sobretodo los siguientes puntos, uno de
ellos desde el punto de vista del fabricante, en este caso Tempco de México y otros desde
el punto de vista del cliente, que en este caso se trata de Inbera de México, S. A. de C. V.
a) El horno debe cumplir con las expectativas de producción del cliente, es decir, debe
dar un tiempo de proceso de 6 min., o una producción muy cercana a 9 muebles
por hora (considerando el tiempo de cambio de mueble). Esta producción por 16
horas contínuas de trabajo nos darán aproximadamente 144 muebles diarios.
b) El horno debe ser estable, es decir, no debe haber tantas intermitencias que el
operador tenga que estar ajustando la temperatura varias veces durante el turno.
c) Una vez aceptada la cotización, el horno debe estar puesto en marcha dentro del
tiempo y costo fijado.
También debe cubrir los siguientes objetivos para Tempco de México:
a) Cumplir o superar las necesidades de Inbera de México.
b) El proyecto debe ser realizable en su totalidad por Tempco de México, desde el
diseño hasta la construcción, instalación y puesta en marcha.
c) El proyecto debe ser realizado utilizando la mayor parte de componentes que
fabrica Tempco de México.
d) El proyecto debe ser realizado con materiales de la más alta calidad, la calidad ha
sido el sello distintivo de la empresa.
e) El proyecto debe ser realizado en tiempo y forma hasta la puesta en marcha.
f) Los costos en los que incurre Tempco de México deben ser cuidadosamente
calculados para que la utilidad del proyecto sea íntegra.
g) El horno debe ser totalmente funcional pues de él depende la construcción similar
de otros 3 hornos y probablemente la tecnología implementada en la planta de San
Juan del Río, Qro., sea llevada a otras plantas de otros países (estandarización). Esto
conlleva para Tempco la posibilidad de seguir construyendo hornos para el grupo
empresarial al cual pertenece Inbera.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
5
Objetivos específicos:
a) Cálculo y diseño de un horno de precalentamiento por el método de ventilación
forzada.
b) Diseño e implementación de un sistema de control de lazo cerrado para el control
de la temperatura dentro del horno, utilizando un controlador de temperatura
digital.
c) Diseño e implementación del sistema de potencia para calentar la carga u horno, así
como la selección de componentes y los cuidados que se deben observar en dicha
selección.
d) Cómo toda máquina o equipo, se deben entregar los manuales respectivos de los
cuales se da una pequeña reproducción en este trabajo, el cual debe incluir como
mínimo:
d.1) Manual de operación
d.2) Manual de Mantenimiento
d.3) Manual de operación del controlador (en español).
d.4) Diagramas y planos.
5.- PANORAMA GENERAL
5.1 LOS PROCESOS INDUSTRIALES
Los procesos industriales pueden ser de distinta naturaleza pero en general tienen como
aspecto común que se requiere del control de algunas magnitudes como son: la
temperatura, la presión, el flujo, etc. El sistema de control para estas magnitudes se
puede definir como: Un sistema que compara el valor de una variable a controlar con un
valor deseado y cuando existe una desviación, efectúa una acción de corrección sin que
exista intervención humana.
Los sistemas de control industrial pueden ser operados como sistemas de lazo abierto o
sistemas de lazo cerrado.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
6
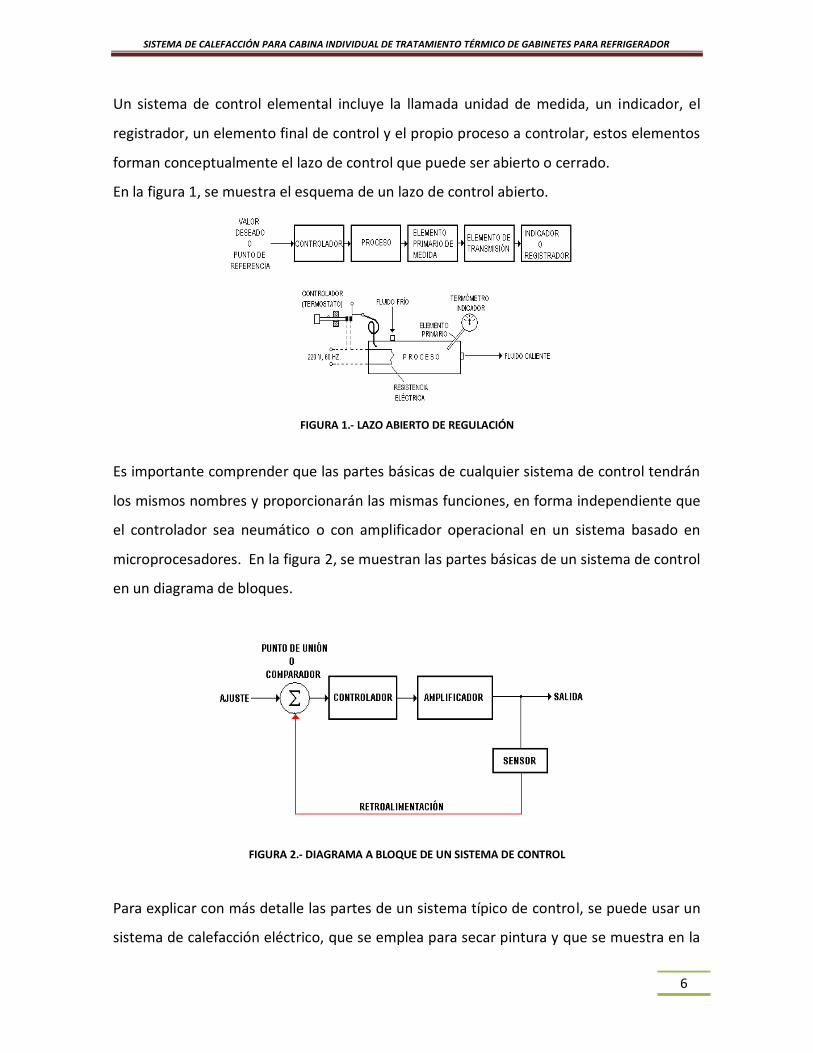
Un sistema de control elemental incluye la llamada unidad de medida, un indicador, el
registrador, un elemento final de control y el propio proceso a controlar, estos elementos
forman conceptualmente el lazo de control que puede ser abierto o cerrado.
En la figura 1, se muestra el esquema de un lazo de control abierto.
FIGURA 1.- LAZO ABIERTO DE REGULACIÓN
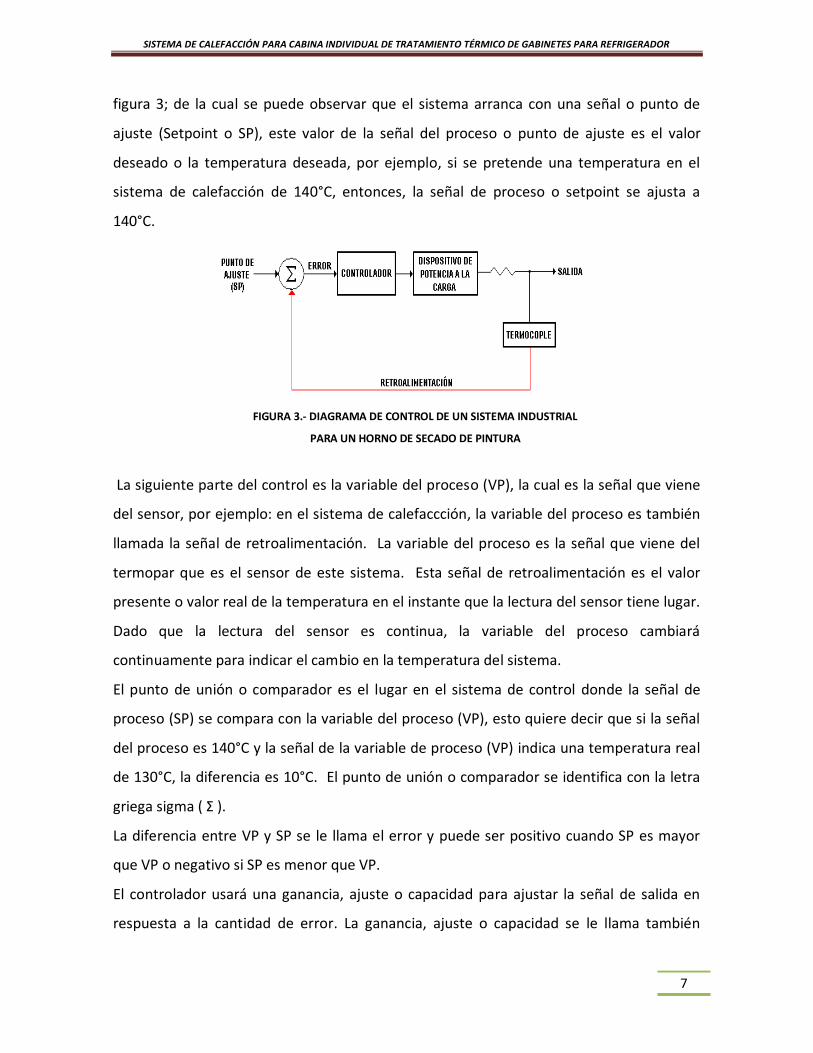
Es importante comprender que las partes básicas de cualquier sistema de control tendrán
los mismos nombres y proporcionarán las mismas funciones, en forma independiente que
el controlador sea neumático o con amplificador operacional en un sistema basado en
microprocesadores. En la figura 2, se muestran las partes básicas de un sistema de control
en un diagrama de bloques.
FIGURA 2.- DIAGRAMA A BLOQUE DE UN SISTEMA DE CONTROL
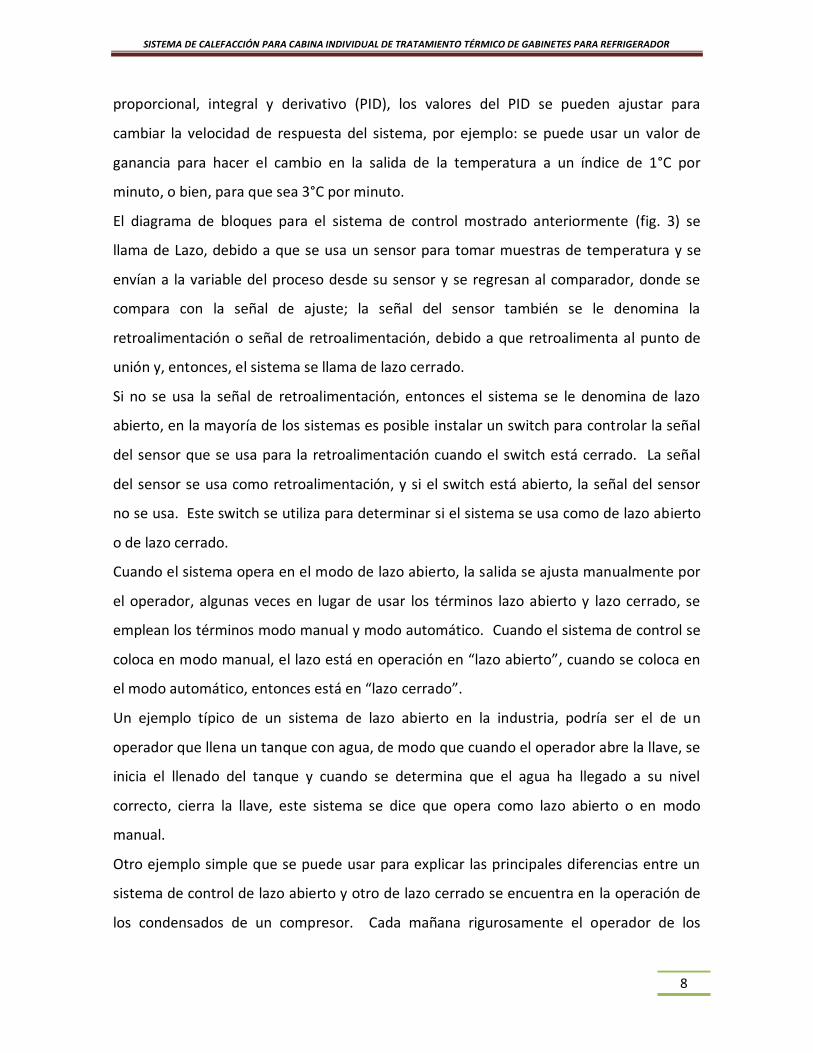
Para explicar con más detalle las partes de un sistema típico de control, se puede usar un
sistema de calefacción eléctrico, que se emplea para secar pintura y que se muestra en la
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
7
figura 3; de la cual se puede observar que el sistema arranca con una señal o punto de
ajuste (Setpoint o SP), este valor de la señal del proceso o punto de ajuste es el valor
deseado o la temperatura deseada, por ejemplo, si se pretende una temperatura en el
sistema de calefacción de 140°C, entonces, la señal de proceso o setpoint se ajusta a
140°C.
FIGURA 3.- DIAGRAMA DE CONTROL DE UN SISTEMA INDUSTRIAL
PARA UN HORNO DE SECADO DE PINTURA
La siguiente parte del control es la variable del proceso (VP), la cual es la señal que viene
del sensor, por ejemplo: en el sistema de calefaccción, la variable del proceso es también
llamada la señal de retroalimentación. La variable del proceso es la señal que viene del
termopar que es el sensor de este sistema. Esta señal de retroalimentación es el valor
presente o valor real de la temperatura en el instante que la lectura del sensor tiene lugar.
Dado que la lectura del sensor es continua, la variable del proceso cambiará
continuamente para indicar el cambio en la temperatura del sistema.
El punto de unión o comparador es el lugar en el sistema de control donde la señal de
proceso (SP) se compara con la variable del proceso (VP), esto quiere decir que si la señal
del proceso es 140°C y la señal de la variable de proceso (VP) indica una temperatura real
de 130°C, la diferencia es 10°C. El punto de unión o comparador se identifica con la letra
griega sigma ( Σ ).
La diferencia entre VP y SP se le llama el error y puede ser positivo cuando SP es mayor
que VP o negativo si SP es menor que VP.
El controlador usará una ganancia, ajuste o capacidad para ajustar la señal de salida en
respuesta a la cantidad de error. La ganancia, ajuste o capacidad se le llama también
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
8
proporcional, integral y derivativo (PID), los valores del PID se pueden ajustar para
cambiar la velocidad de respuesta del sistema, por ejemplo: se puede usar un valor de
ganancia para hacer el cambio en la salida de la temperatura a un índice de 1°C por
minuto, o bien, para que sea 3°C por minuto.
El diagrama de bloques para el sistema de control mostrado anteriormente (fig. 3) se
llama de Lazo, debido a que se usa un sensor para tomar muestras de temperatura y se
envían a la variable del proceso desde su sensor y se regresan al comparador, donde se
compara con la señal de ajuste; la señal del sensor también se le denomina la
retroalimentación o señal de retroalimentación, debido a que retroalimenta al punto de
unión y, entonces, el sistema se llama de lazo cerrado.
Si no se usa la señal de retroalimentación, entonces el sistema se le denomina de lazo
abierto, en la mayoría de los sistemas es posible instalar un switch para controlar la señal
del sensor que se usa para la retroalimentación cuando el switch está cerrado. La señal
del sensor se usa como retroalimentación, y si el switch está abierto, la señal del sensor
no se usa. Este switch se utiliza para determinar si el sistema se usa como de lazo abierto
o de lazo cerrado.
Cuando el sistema opera en el modo de lazo abierto, la salida se ajusta manualmente por
el operador, algunas veces en lugar de usar los términos lazo abierto y lazo cerrado, se
emplean los términos modo manual y modo automático. Cuando el sistema de control se
coloca en modo manual, el lazo está en operación en “lazo abierto”, cuando se coloca en
el modo automático, entonces está en “lazo cerrado”.
Un ejemplo típico de un sistema de lazo abierto en la industria, podría ser el de un
operador que llena un tanque con agua, de modo que cuando el operador abre la llave, se
inicia el llenado del tanque y cuando se determina que el agua ha llegado a su nivel
correcto, cierra la llave, este sistema se dice que opera como lazo abierto o en modo
manual.
Otro ejemplo simple que se puede usar para explicar las principales diferencias entre un
sistema de control de lazo abierto y otro de lazo cerrado se encuentra en la operación de
los condensados de un compresor. Cada mañana rigurosamente el operador de los
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
9
compresores o el personal de mantenimiento van y drenan los condensados acumulados
en el tanque durante las pasadas 24 horas. Una vez que toda el agua ha salido, cierran la
llave y volverán a realizar la misma operación 24 horas después.
Este proceso se puede automatizar o convertir en un sistema de lazo cerrado de varias
formas, una de ella sería colocar un purgador automático de condensados.
El purgador automático tiene un pequeño tanque con un sensor de nivel, conforme se va
llenando el tanque el sensor de nivel va midiendo hasta que al llegar al límite superior, se
acciona un circuito electrónico que comanda la señal para que se abra una válvula
solenoide para que el agua sea impulsada por el mismo aire contenido en el tanque del
compresor.
Esta operación se repite “n” veces, es decir, cada que se llena el tanque y el sensor de
nivel actúa con el circuito electrónico. Como puede verse, el sistema se convirtió en un
“sistema automático” o de “lazo cerrado”.
5.2 SISTEMAS DE VENTILACIÓN / CALEFACCIÓN
En el diseño de hornos de ventilación / calefacción se pueden destacar a grandes rasgos
dos tipos:
a) Hornos diseñados mediante el principio de mezclado y
b) Hornos diseñados mediante el principio de desplazamiento.
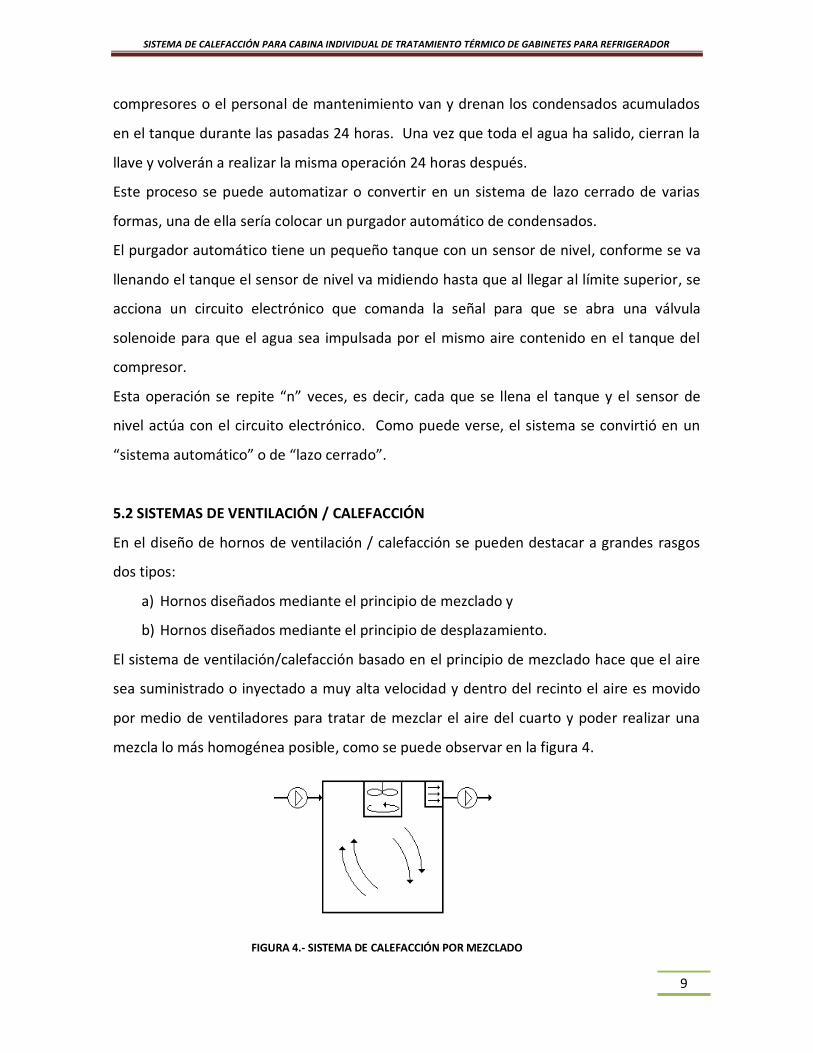
El sistema de ventilación/calefacción basado en el principio de mezclado hace que el aire
sea suministrado o inyectado a muy alta velocidad y dentro del recinto el aire es movido
por medio de ventiladores para tratar de mezclar el aire del cuarto y poder realizar una
mezcla lo más homogénea posible, como se puede observar en la figura 4.
FIGURA 4.- SISTEMA DE CALEFACCIÓN POR MEZCLADO
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
10
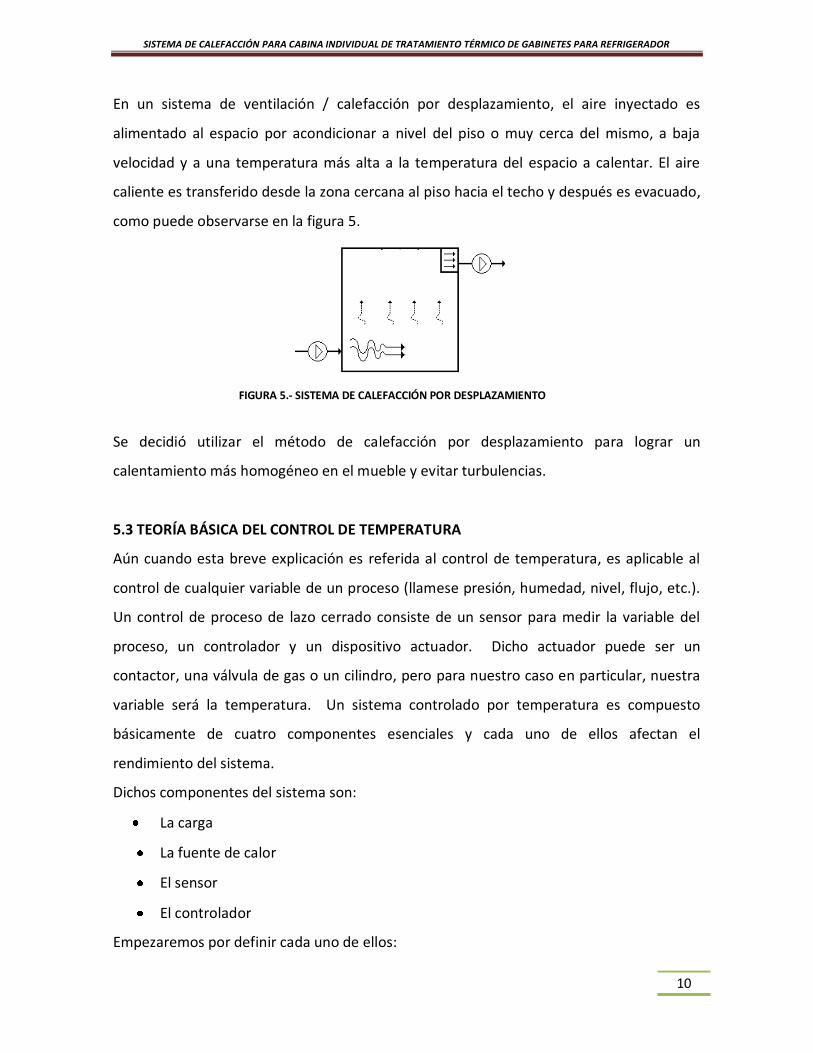
En un sistema de ventilación / calefacción por desplazamiento, el aire inyectado es
alimentado al espacio por acondicionar a nivel del piso o muy cerca del mismo, a baja
velocidad y a una temperatura más alta a la temperatura del espacio a calentar. El aire
caliente es transferido desde la zona cercana al piso hacia el techo y después es evacuado,
como puede observarse en la figura 5.
FIGURA 5.- SISTEMA DE CALEFACCIÓN POR DESPLAZAMIENTO
Se decidió utilizar el método de calefacción por desplazamiento para lograr un
calentamiento más homogéneo en el mueble y evitar turbulencias.
5.3 TEORÍA BÁSICA DEL CONTROL DE TEMPERATURA
Aún cuando esta breve explicación es referida al control de temperatura, es aplicable al
control de cualquier variable de un proceso (llamese presión, humedad, nivel, flujo, etc.).
Un control de proceso de lazo cerrado consiste de un sensor para medir la variable del
proceso, un controlador y un dispositivo actuador. Dicho actuador puede ser un
contactor, una válvula de gas o un cilindro, pero para nuestro caso en particular, nuestra
variable será la temperatura. Un sistema controlado por temperatura es compuesto
básicamente de cuatro componentes esenciales y cada uno de ellos afectan el
rendimiento del sistema.
Dichos componentes del sistema son:
La carga
La fuente de calor
El sensor
El controlador
Empezaremos por definir cada uno de ellos:
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
11
LA CARGA: Es el material u objeto que necesita ser mantenido a una temperatura
particular, la carga puede ser estable, es decir, un objeto a una temperatura constante por
un largo período, o variable y cíclica lo cual es muy común en un proceso industrial.
LA FUENTE DE CALOR: El dispositivo, usualmente un calefactor de cualquier especie, el
cual provee de calor a la carga; algunas aplicaciones pueden necesitar enfriamiento en las
cuales un enfriador puede ser switcheado; por lo que nosotros asumiremos un sistema
“caliente”.
EL SENSOR: Es el dispositivo que mide la temperatura de la carga y alimenta esta
información hacia el controlador.
EL CONTROLADOR: Es el dispositivo que controla el flujo de calor a la carga mediante el
ajuste de la salida de potencia de la “fuente de calor” mediante la información recibida
por el sensor. El controlador deberá comparar la temperatura medida por el sensor
contra la temperatura deseada en la carga (normalmente designado el “setpoint”).
Incrementará la salida de potencia si la temperatura sensada es demasiado baja o reducirá
la potencia si la temperatura sensada es demasiado alta. La fuente de calor, el sensor y el
controlador forman el clásico loop de control mencionado en líneas arriba, y todos juntos
actuan sobre la carga.
En la práctica hay varios obstaculos para un control de temperatura perfecto:
Uno de ellos es el costo, un control de temperatura de alta precisión requiere
instrumentación de alta sensitividad y frecuente recalibración para dar un control
muy bueno. Tratar de mantener una precisión de 0.1° puede ser muy costoso, en
la mayoría de la situaciones es mejor ser realista, por ejemplo: una tostadora de
pan no necesita el mismo control que un autoclave de laboratorio.
Otro obstáculo puede ser el tiempo que transcurrira para que un cambio de
temperatura en una parte del sistema se muestre en otras partes del mismo
sistema. Esto varía considerablemente con la temperatura de operación, las
condiciones ambientales, la masa y conductividad de la carga, etc.
Las variaciones en temperatura entre diferentes partes físicas del sistema en un
instante dado.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
12
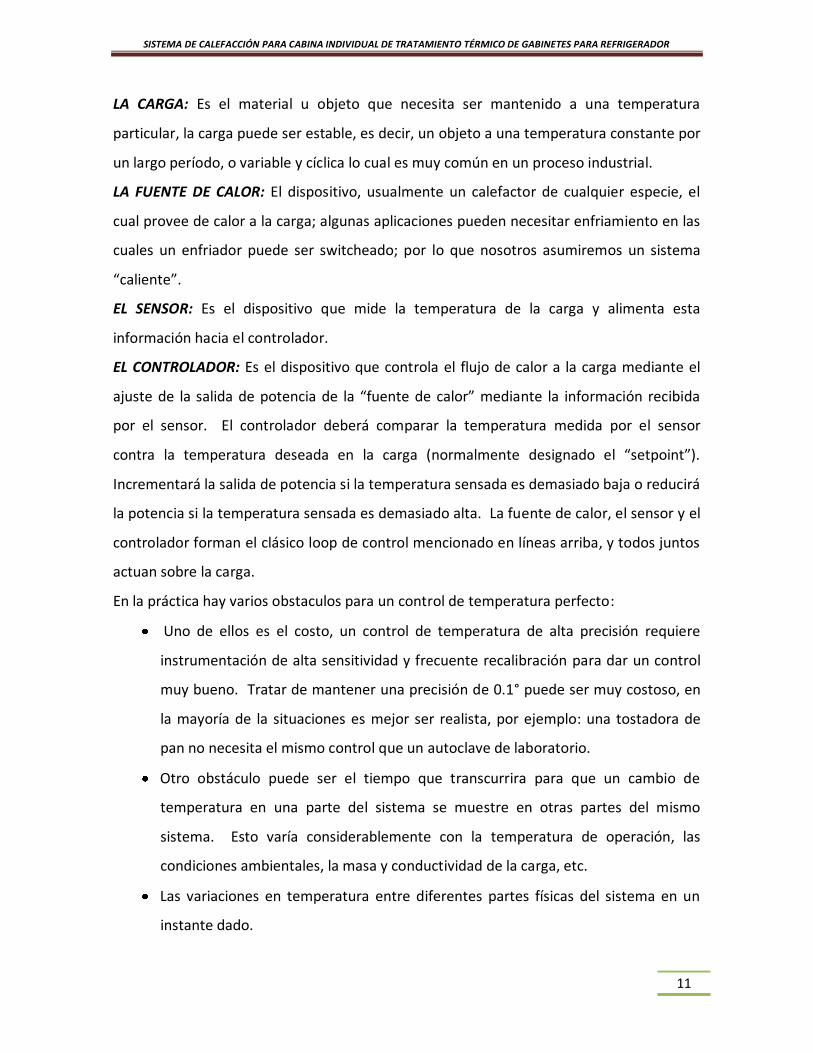
La colocación del sensor en relación a la fuente de calor y a la carga.
La sensitividad y la velocidad de respuesta del controlador contribuyen a la
precisión del controlador y determinan si es adecuado para la aplicación.
Dicho lo anterior, nosotros tendremos entonces un sistema como el que queremos
controlar visto en un diagrama como el que se puede ver en la figura No. 6:
FIGURA 6.- SISTEMA CONTROLADO POR TEMPERATURA
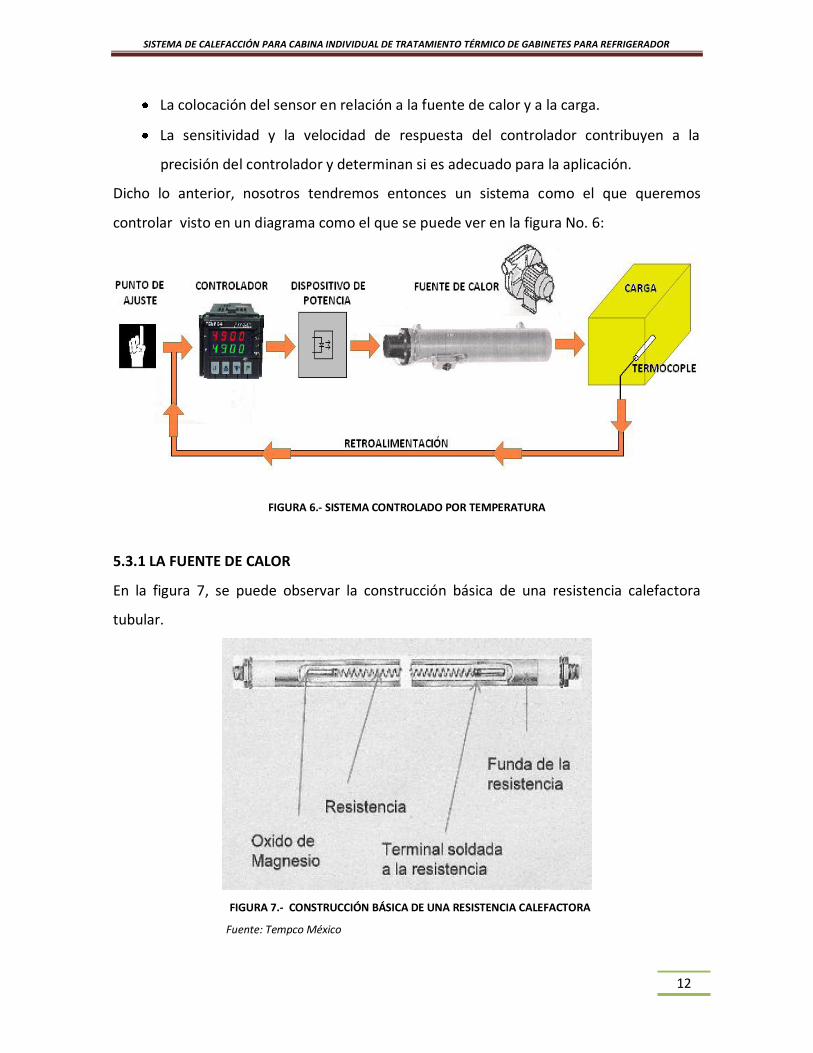
5.3.1 LA FUENTE DE CALOR
En la figura 7, se puede observar la construcción básica de una resistencia calefactora
tubular.
FIGURA 7.- CONSTRUCCIÓN BÁSICA DE UNA RESISTENCIA CALEFACTORA
Fuente: Tempco México
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
13
Una computadora diseña la bobina helicoidal de un alambre con una aleación con 80% de
Níquel y 20% de Cromo el cual es soldado a una terminal de acero recubierta con níquel.
La bobina es ensamblada con precisión y centrada en el tubo de metal y después se
rellena el espacio entre ambos con óxido de Magnesio “Grado A”. El tubo rellenado es
después compactado hasta que se convierte en una masa sólida, estabilizando la bobina
en el centro del tubo, esto le da una excelente transferencia de calor y una rigidez
dieléctrica entre la bobina y la funda (chaqueta o forro).
La selección del material de la funda del elemento calefactor debe ser hecha basado en la
composición química del gas o líquido siendo calentado.
Algunos materiales estándar para la funda de los elementos resistivos son:
Incoloy 800.- Una aleación de hierro, con un porcentaje de Níquel (30-35%), Cromo (19-
23%). El alto contenido de níquel de esta aleación contribuye a darle resistencia a la
corrosión. Es usado en calentamiento de aire y en calentamiento por inmersión de agua
potable y otros líquidos no corrosivos.
Acero al bajo carbono.- Sus aplicaciones incluyen medios fluidos para transferencia de
calor, aceites derivados del petróleo de alta y baja viscosidad, asfalto, cera, sal fundida y
otras soluciones que no corroan al acero.
Acero inoxidable 316.- Una aleación de hierro con un 16-18% de Cromo, 11-14% de
Níquel, a los cuales se les agrega molibdeno (2-3%) para darle resistencia a la corrosión en
ciertos ambientes, especialmente donde tenderán a causar picado debido a la presencia
de cloruros. Sus aplicaciones incluyen agua desionizada.
Cobre.- Principalmente usado en calentamiento de agua limpia para lavanderías,
regaderas y protección contra congelamiento de tanques de almacenamiento.
Acero inoxidable 304.- Una aleación de hierro con cromo (18-20%), Níquel (8-11%), usada
en la industria alimenticia, soluciones esterilizadas, calentamiento de aire y algunos
químicos orgánicos e inorgánicos.
Acero inoxidable 321.- Una aleación de hierro con cromo (17-20%), Níquel (9-13%) que es
modificada con la adición de titanio para prevenir precipitación de carbón y resulte en
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
14
corrosión intergranular que puede darse en ciertos medios cuando operan entre 800 a
1200°F (427-649°C).
Otro punto que normalmente no es tomado muy en cuenta por los diseñadores es cuando
las resistencias del calentador están trabajando con un flujo de aire incorrecto.
Normalmente cuando sucede esto, el material de la camisa alcanza una temperatura
mayor a la que puede soportar traduciéndose esta anomalía en un color ligeramente azul
del calefactor, el decapado o incluso en algunos casos, se llega a fundir. Para prevenir
esto, es menester realizar el cálculo pertinente para determinar si el material es el
correcto con respecto al caudal de aire que pasa.
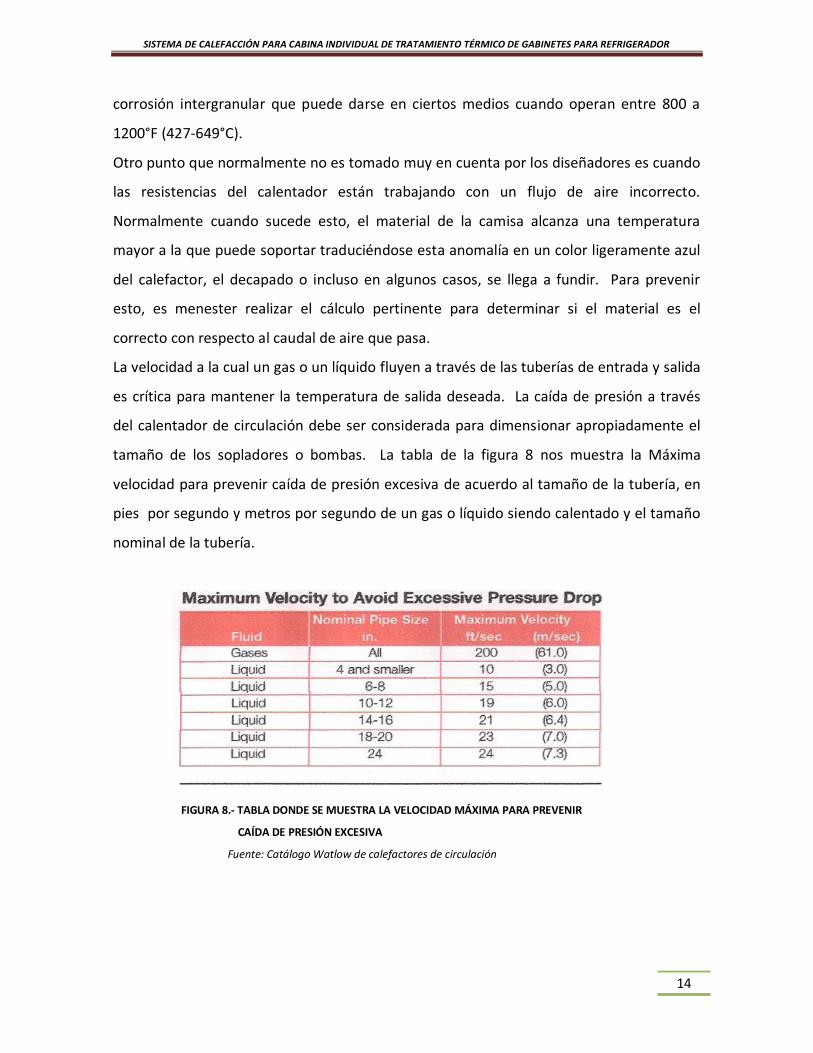
La velocidad a la cual un gas o un líquido fluyen a través de las tuberías de entrada y salida
es crítica para mantener la temperatura de salida deseada. La caída de presión a través
del calentador de circulación debe ser considerada para dimensionar apropiadamente el
tamaño de los sopladores o bombas. La tabla de la figura 8 nos muestra la Máxima
velocidad para prevenir caída de presión excesiva de acuerdo al tamaño de la tubería, en
pies por segundo y metros por segundo de un gas o líquido siendo calentado y el tamaño
nominal de la tubería.
FIGURA 8.- TABLA DONDE SE MUESTRA LA VELOCIDAD MÁXIMA PARA PREVENIR
CAÍDA DE PRESIÓN EXCESIVA
Fuente: Catálogo Watlow de calefactores de circulación

SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
15
Sugerencias para la aplicación
Seleccione el material del forro de la resistencia y la densidad de potencia para la
sustancia siendo calentada.
Asegúrese de seleccionar el contenedor apropiado considerando las tasas de flujo y
presión, la temperatura del proceso y la resistencia a la corrosión del medio siendo
calentado.
Para procedimientos de mantenimiento, designe un área del doble de la longitud del
calefactor para permitir una inspección fácil de la tornillería, brida, conexiones, etc.
Reduzca al mínimo los problemas asociados con un bajo flujo o un bajo nivel del
líquido por medio de un sensor de nivel, un sensor de bajo flujo de aire o un control
de límite alto para el forro.
Asegúrese que la caja de conexiones no esté a una temperatura superior a 205°C.
El calibre de los cables de potencia al calefactor deben estar dimensionados de
acuerdo a los reglamentos eléctricos aplicables en su localidad.
Proteja el equipo y a las personas contra un choque eléctrico aterrizando
apropiadamente el equipo.
En el dibujo siguiente, figura 9, podemos ver un corte de cómo está construido un
calefactor de circulación:
FIGURA 9: CALEFACTOR DE PROCESO
Fuente: Catálogo Tempco de Calefactores de Proceso
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
16
5.3.1.1 EL SOPLADOR
Los ventiladores y sopladores proveen aire para ventilación en requerimientos de
procesos industriales. Los ventiladores generan una presión para mover aire (o gases)
contra una resistencia causada por ductos, “dampers” u otros componentes en un sistema
de ventilación. El rotor del ventilador recibe la energía desde una flecha giratoria y la
transmite hacia el aire.
Los ventiladores, sopladores y compresores son diferenciados por el método usado para
mover el aire y por la presión que ellos deben operar. La Sociedad Americana de
Ingenieros Mecánicos (ASME) los especifica por la tasa de la presión de descarga sobre la
presión de succión. Son los compresores los que tienen la tasa más alta, seguidos por los
sopladores y al final por los ventiladores.
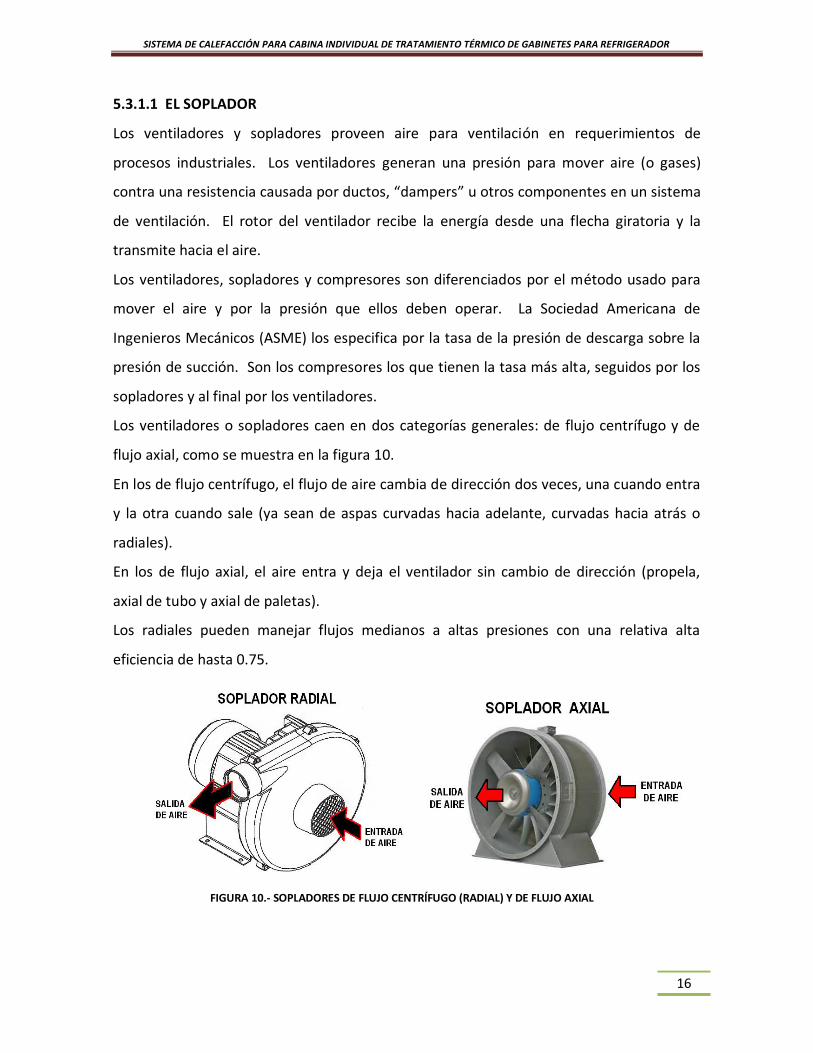
Los ventiladores o sopladores caen en dos categorías generales: de flujo centrífugo y de
flujo axial, como se muestra en la figura 10.
En los de flujo centrífugo, el flujo de aire cambia de dirección dos veces, una cuando entra
y la otra cuando sale (ya sean de aspas curvadas hacia adelante, curvadas hacia atrás o
radiales).
En los de flujo axial, el aire entra y deja el ventilador sin cambio de dirección (propela,
axial de tubo y axial de paletas).
Los radiales pueden manejar flujos medianos a altas presiones con una relativa alta
eficiencia de hasta 0.75.
FIGURA 10.- SOPLADORES DE FLUJO CENTRÍFUGO (RADIAL) Y DE FLUJO AXIAL
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
17
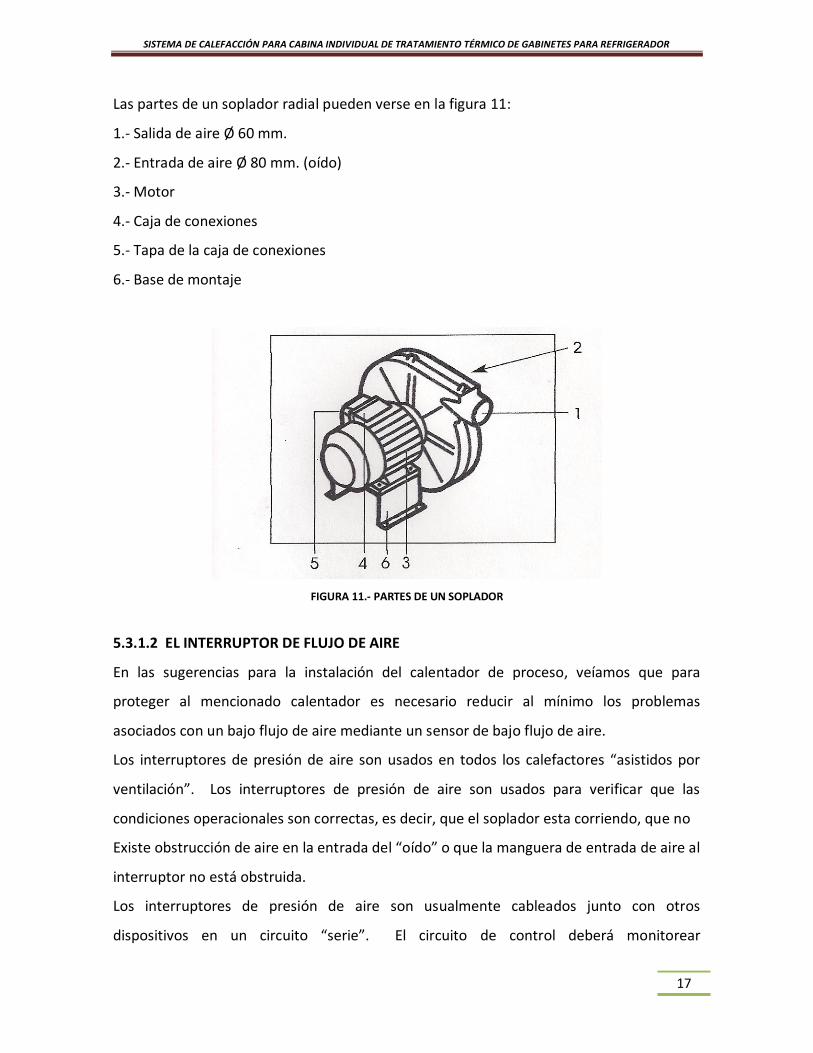
Las partes de un soplador radial pueden verse en la figura 11:
1.- Salida de aire Ø 60 mm.
2.- Entrada de aire Ø 80 mm. (oído)
3.- Motor
4.- Caja de conexiones
5.- Tapa de la caja de conexiones
6.- Base de montaje
FIGURA 11.- PARTES DE UN SOPLADOR
5.3.1.2 EL INTERRUPTOR DE FLUJO DE AIRE
En las sugerencias para la instalación del calentador de proceso, veíamos que para
proteger al mencionado calentador es necesario reducir al mínimo los problemas
asociados con un bajo flujo de aire mediante un sensor de bajo flujo de aire.
Los interruptores de presión de aire son usados en todos los calefactores “asistidos por
ventilación”. Los interruptores de presión de aire son usados para verificar que las
condiciones operacionales son correctas, es decir, que el soplador esta corriendo, que no
Existe obstrucción de aire en la entrada del “oído” o que la manguera de entrada de aire al
interruptor no está obstruida.
Los interruptores de presión de aire son usualmente cableados junto con otros
dispositivos en un circuito “serie”. El circuito de control deberá monitorear
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
18
constantemente el “estado” del circuito de presión de aire por medio de un interruptor
eléctrico que cerrará sus contactos cuando las condiciones del soplador son correctas y
deberá abrirse cuando exista un problema en respuesta a la presión que esta sensando.
En el empiezo de un ciclo de calefacción, el control deberá primero verificar que existe
suficiente presión de aire desde el soplador antes de encender las resistencias del
calefactor.
Una vez que el soplador ha sido energizado, el interruptor “vigila” que el soplador siempre
este corriendo durante todo el ciclo mediante el sostenimiento cerrado de los contactos
del interruptor.
En el evento de una falla del soplador y por ende una baja de presión, el control deberá
interrumpir inmediatamente el circuito de calefacción para poder proteger al calefactor
de proceso.
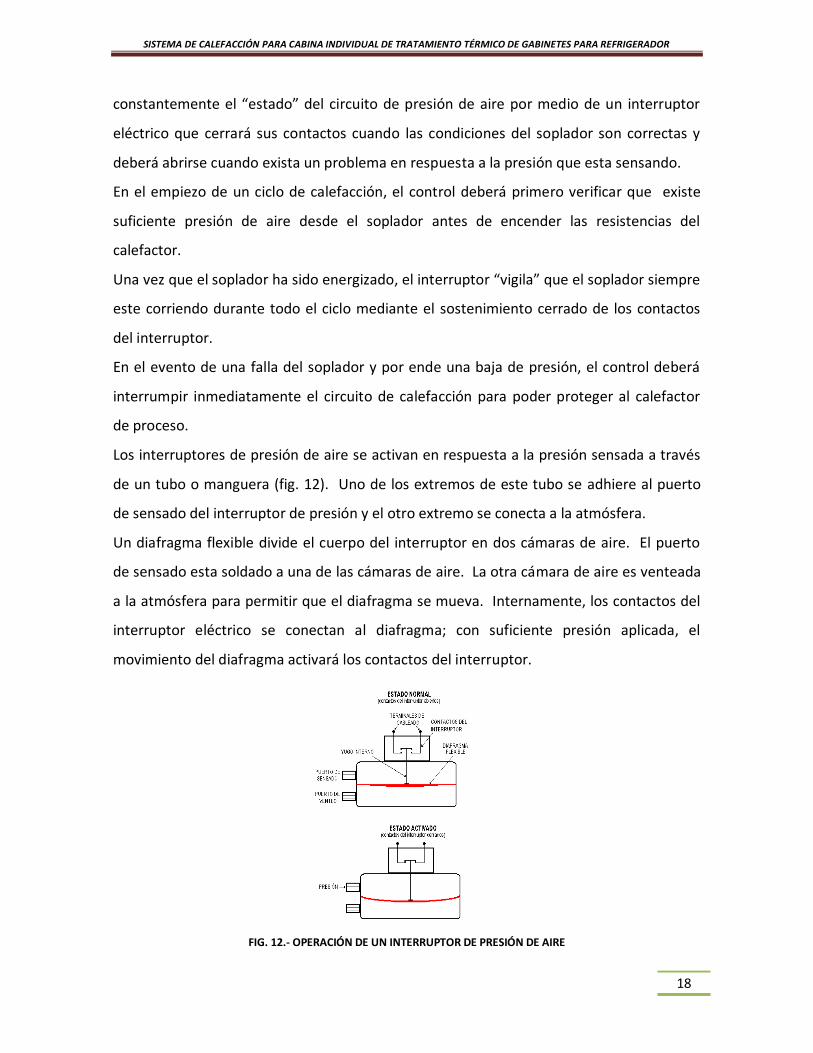
Los interruptores de presión de aire se activan en respuesta a la presión sensada a través
de un tubo o manguera (fig. 12). Uno de los extremos de este tubo se adhiere al puerto
de sensado del interruptor de presión y el otro extremo se conecta a la atmósfera.
Un diafragma flexible divide el cuerpo del interruptor en dos cámaras de aire. El puerto
de sensado esta soldado a una de las cámaras de aire. La otra cámara de aire es venteada
a la atmósfera para permitir que el diafragma se mueva. Internamente, los contactos del
interruptor eléctrico se conectan al diafragma; con suficiente presión aplicada, el
movimiento del diafragma activará los contactos del interruptor.
FIG. 12.- OPERACIÓN DE UN INTERRUPTOR DE PRESIÓN DE AIRE
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
19
5.3.2 EL SENSOR DE TEMPERATURA
Los sensores, transmisores y transductores son quizás las partes más importantes de un
sistema de control industrial, se usan tanto en los sistemas de control de procesos como
en el control de motores y los sistemas de control de movimiento.
Un sensor se define como un dispositivo que es sensible al movimiento, calor, luz, presión,
energía eléctrica, magnética u otro tipo de energía.
Un transductor se define como un dispositivo que puede recibir un tipo de energía y
convertirlo en otro tipo de energía, esto significa que un transductor puede incluir un
sensor para sensar la cantidad de presión. Por ejemplo, un circuito para convertir la
Cantidad de presión a una señal eléctrica y transmitirla a un sistema de control eléctrico
donde se usa en la variable del proceso o retroalimentación.
Dado que los transductores pueden convertir un tipo de energía a otro, es importante
comprender que la forma final de energía es algo que es compatible con los circuitos
electrónicos; esto quiere decir que la salida del transductor debe ser capaz de cambiar
voltaje, corriente, resistencia, frecuencia, capacitancia o inductancia de modo que sea
compatible con los circuitos electrónicos.
Las principales formas de energía que los sensores pueden detectar se clasifican como:
movimiento, temperatura, luz, presión, eléctrica, magnética, química y nuclear.
Es importante comprender que hay una amplia variedad de sensores que pueden medir
temperatura, pero sólo un tipo puede ser más útil para un circuito electrónico porque
convierte el cambio en temperatura en una señal eléctrica compatible con los circuitos
electrónicos, por ejemplo, el sensor de temperatura puede ser un termopar o un
termómetro de vidrio que contiene un bulbo de mercurio que puede sensar la
temperatura. Dado que el bulbo de mercurio convierte el cambio de temperatura a una
altura de columna de mercurio y el termopar a una señal eléctrica, el termopar será más
útil para un circuito electrónico.
Para medir la “temperatura” o la cantidad de energía calórica, han sido desarrolladas 4
escalas comúnmente usadas hoy día:
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
20
Celsius o Centígrada, comúnmente usada en todo el mundo y se representa por la
fórmula:
°C = 5/9 (°F – 32)
Kelvin, usada en conjunto con la escala Celsius para ecuaciones científicas y de ingeniería.
°K = °C + 273 ó °K = 5/9 (°R – 0.6°)
Fahrenheit, comúnmente usada en Norteamérica y se representa por la fórmula:
°F = 1.8°C + 32
Rankine; usada en conjunto con la escala Fahrenheit para cálculos científicos y de
ingeniería.
°R = 1.8K + 0.6; °R = °F + 460°
5.3.2.1 SENSORES DE TEMPERATURA POR CONTACTO
Los sensores por contacto son aquellos que están en contacto directo con una substancia
u objeto y generan una variación de voltaje, son los llamados termocoples o termopares.
Un termocople es un sensor para medir temperatura. Consiste de dos metales no
similares que son juntados en una punta final, la cual produce un pequeñísimo voltaje (del
orden de los mV) a una temperatura dada. Este voltaje es medido e interpretado por un
termómetro o por un controlador de temperatura. Cuando esa temperatura es
incrementada, el voltaje va creciendo de acuerdo a una constante, por lo que para cada
temperatura tendremos una señal de voltaje diferente.
Los sensores que generan una variación de resistencia son detectores de temperatura por
resistencia o más comúnmente conocidos como RTD’s y termistores. Los dispositivos
resistivos usan metales u óxidos de metal que dan cambios repetibles de resistencia con la
temperatura.
5.3.2.2 TIPOS DE TERMOCOPLES
Existen diferentes tipos de termopares dependiendo de las diferentes combinaciones de
metales o calibraciones. Los cuatro tipos más populares son el J, K, T y E. Cada uno de
ellos tiene un diferente rango de temperatura y varían en forma diferente con ella.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
21
Aunque también existen los tipos B, R, N y S. Una mejor descripción de ellos a
continuación:
Tipo E.- Adecuado para uso a una temperatura de hasta 900°C (1650°F) en una atmósfera
de vacío, inerte o medianamente oxidante o reductora. A temperaturas criogénicas, el
termocople no está sujeto a corrosión. Este termocople tiene la salida de voltaje más alta
por grado de todos los comúnmente termocoples usados.
Tipo J: El tipo J puede ser usado, expuesto o protegido, donde hay una deficiencia de
oxígeno libre. Por una mejor limpieza y larga vida, un tubo protector es recomendado.
Dado que el cable de hierro se oxidará rápidamente a temperaturas sobre los 500°C, es
recomendado que se usen calibres de cable más grandes. Máxima temperatura de
operación recomendada es de 760°C (1400°F).
Tipo K.- Debido a que es confiable y preciso, el tipo K es usado extensivamente a
temperaturas hasta 1260°C (2300°F). Es buena práctica proteger este tipo de termocoples
con un adecuado tubo cerámico o de metal, especialmente en atmósferas reductoras. En
atmósferas oxidantes, tales como hornos eléctricos, el tubo de protección no siempre es
necesario, pero es recomendable por limpieza y protección mecánica general. El tipo K es
Preferido en algunas aplicaciones sobre el tipo J porque en este último el cable de hierro
rápidamente se oxida, especialmente a altas temperaturas.
Tipo N.- Este termocople de aleación basada en níquel es usado primariamente a altas
temperaturas hasta 1260°C (2300°F). Aunque no es un reemplazo directo del tipo K, el
tipo N da una mucho mejor resistencia a la oxidación a altas temperaturas y una vida más
larga en aplicaciones donde el azufre esta presente.
Tipo T.- Este termocople puede ser usado tanto en atmósferas reductoras como
oxidantes, aunque para una larga vida un tubo de protección es recomendado. Debido a
su estabilidad a bajas temperaturas, esto lo hace un termocople muy bueno para una
amplia variedad de aplicaciones en temperaturas bajas y criogénicas. Su rango de
operación recomendado es de -200 a 350°C (-330 a 660°F). Aunque resultan adecuadas
para mediciones debajo de 0ºC, para ese propósito se recomiendan los termocoples tipo
E.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
22
Tipos S, R y B.- Las máximas temperaturas de operación recomendadas para los tipos S o R
es 1450°C (2640°F); el tipo B es recomendado para usarse hasta 1700°C (3100°F). Estos
termocoples son fácilmente contaminados. Las atmósferas reductoras son
particularmente dañinas a la calibración. Los termocoples de metal noble deben siempre
ser protegidos con un tubo de cerámica sellado, un tubo secundario de alúmina y un tubo
exterior de carburo de silicio o de metal, según se requiera.
5.3.2.3 UNIÓN DEL TERMOCOPLE
Todos los termocoples tienen unión fría y caliente. Adicionalmente, la unión caliente
puede estar físicamente expuesta o no expuesta (protegida). La unión caliente es la unión
Sometida al calor siendo medido. La fría, o unión de referencia, es otra unión en el
circuito del termocople usualmente a, o compensada a 0°C. Las uniones frías son
generalmente eliminadas en el circuito del termocople mediante el uso de métodos de
compensación o hardware. Un voltaje termoeléctrico en los termocoples es generado
entre las uniones fría y caliente, no donde los dos termoelementos están físicamente
juntos. El efecto Seebeck toma lugar en los gradientes entre la porción isotérmica de la
unión caliente y la porción isotérmica en la unión fría.
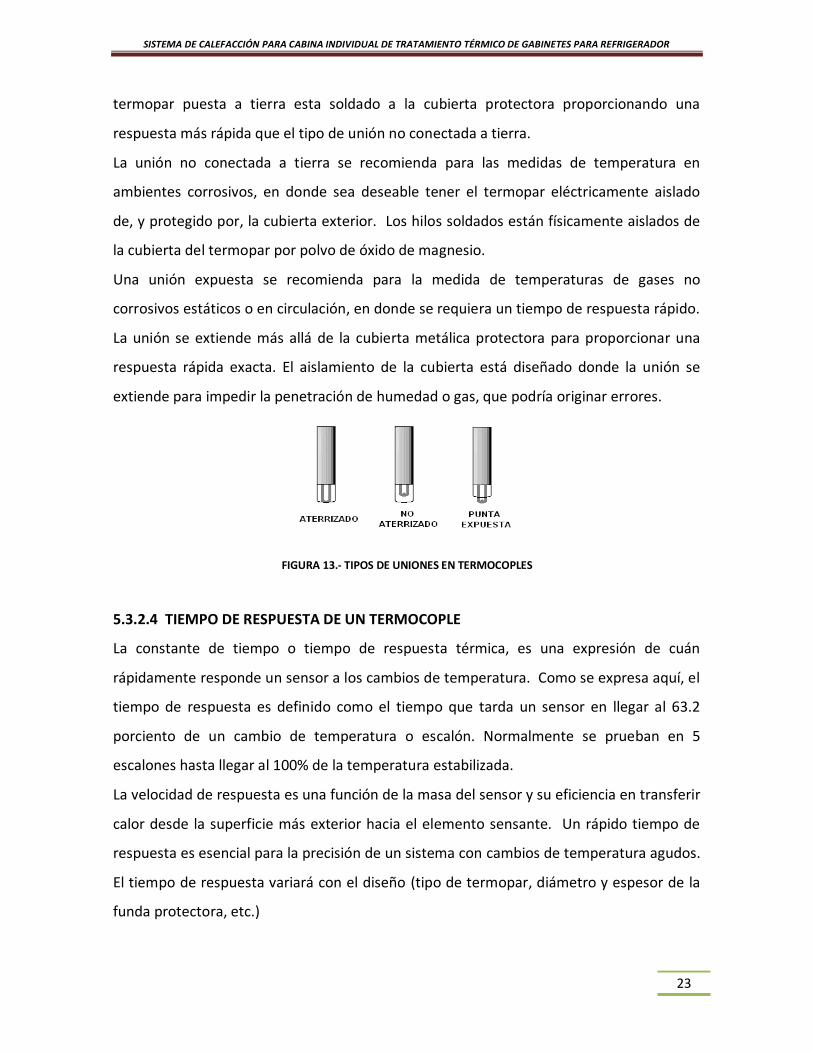
La construcción física de un termocople puede tener unión caliente expuesta o no
expuesta (ver figura 13). Una unión expuesta tiene termoelementos desnudos en contacto
con la sustancia siendo medida. Una temperatura no expuesta tiene una malla para
protegerlo de ambientes hostiles. Las uniones no expuestas son comúnmente
encontradas en termocoples fabricados de mineral aislado, cable de metal revestido. Otro
aspecto de la unión de un termocople no expuesto es que puede ser aterrizado o no
aterrizado. Una construcción no aterrizada tiene la unión eléctricamente aislada del forro
O tuvo protector. Cada estilo tiene ventajas y desventajas dependiendo de la aplicación
particular y consideraciones eléctricas, sobre todo en el tiempo de respuesta.
La unión puesta a tierra se recomienda para medir temperaturas en líquidos y gases
corrosivos estáticos o en circulación y para aplicaciones de alta presión. La unión de un
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
23
termopar puesta a tierra esta soldado a la cubierta protectora proporcionando una
respuesta más rápida que el tipo de unión no conectada a tierra.
La unión no conectada a tierra se recomienda para las medidas de temperatura en
ambientes corrosivos, en donde sea deseable tener el termopar eléctricamente aislado
de, y protegido por, la cubierta exterior. Los hilos soldados están físicamente aislados de
la cubierta del termopar por polvo de óxido de magnesio.
Una unión expuesta se recomienda para la medida de temperaturas de gases no
corrosivos estáticos o en circulación, en donde se requiera un tiempo de respuesta rápido.
La unión se extiende más allá de la cubierta metálica protectora para proporcionar una
respuesta rápida exacta. El aislamiento de la cubierta está diseñado donde la unión se
extiende para impedir la penetración de humedad o gas, que podría originar errores.
FIGURA 13.- TIPOS DE UNIONES EN TERMOCOPLES
5.3.2.4 TIEMPO DE RESPUESTA DE UN TERMOCOPLE
La constante de tiempo o tiempo de respuesta térmica, es una expresión de cuán
rápidamente responde un sensor a los cambios de temperatura. Como se expresa aquí, el
tiempo de respuesta es definido como el tiempo que tarda un sensor en llegar al 63.2
porciento de un cambio de temperatura o escalón. Normalmente se prueban en 5
escalones hasta llegar al 100% de la temperatura estabilizada.
La velocidad de respuesta es una función de la masa del sensor y su eficiencia en transferir
calor desde la superficie más exterior hacia el elemento sensante. Un rápido tiempo de
respuesta es esencial para la precisión de un sistema con cambios de temperatura agudos.
El tiempo de respuesta variará con el diseño (tipo de termopar, diámetro y espesor de la
funda protectora, etc.)
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
24
5.3.2.5 BUENAS PRÁCTICAS PARA TERMOCOPLES
Cuando son instalados apropiadamente y bajo condiciones normales, los termocoples
pueden dar un servicio largo y sin problemas. Dificultades ocasionales pueden ser
encontradas como resultado de una operación o aplicación inapropiada. La presente
información sirve como una guía para que se pueda obtener la precisión y economía para
lo cual los termocoples son producidos.
1.- Proteja los termocoples en servicio.- La evaporación, difusión, oxidación, corrosión y
contaminación inducen fuerzas electromotrices derivadas del efecto sobre la composición
de la aleación del termocople. En la mayoría de esos casos, los factores ambientales son
destructivos para los materiales comunes con los que se fabrican los termocoples, por lo
que es esencial que una protección adecuada sea otorgada donde esas condiciones
adversas sean encontradas. En algunas aplicaciones este requerimiento puede ser
cubierto mediante el uso de una unidad enfundada o cubierta, sobre todo en atmósferas
corrosivas.
2.- Use cable de calibre grande.- Es generalmente verdad que los termocoples de
tamaños grandes son más estables a altas temperaturas que los de cables muy delgados.
En algunas aplicaciones, un cable de tamaño grande no satisface los requerimientos de
flexibilidad y rápida respuesta, geometría del equipo, etc.
3.- Instale el termocople en un lugar adecuado.- El lugar seleccionado para la instalación
del termocople debe asegurarnos que las temperaturas siendo medidas son
representativas del equipo o del medio.
4.- Provea una profundidad de inmersión suficiente.- Dado que el calor conducido lejos
de la unión caliente causa que el termocople indique una temperatura más baja, provea
una profundidad de inmersión del termocople suficiente en el medio siendo medido para
minimizar la transferencia de calor a lo largo del tubo de protección. Como una regla
general, una inmersión mínima de 10 veces el diámetro exterior del tubo de protección
deberá ser usado.
5. - Evite el cambio de la profundidad de inmersión.- Bajo ciertas condiciones, las no
homogeneidades pueden gradualmente desarrollar par de cables de termocoples debido

SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
25
a la oxidación, corrosión, contaminación o cambios metalúrgicos. Un cambio en la
profundidad de inmersión puede alterar la salida del termocople y producir lecturas
erróneas. Por tanto, evite cambiar la profundidad de inmersión de un termocople
después que ha sido puesto en servicio.
6. - Establezca un programa de mantenimiento preventivo.- Los termocoples, tubos de
protección y los cables de extensión deben ser verificados regularmente. La experiencia
determina la frecuencia de inspección, pero usualmente una vez al mes es suficiente.
5.3.2.6 CÓDIGO DE COLORES PARA TERMOCOPLES
FIGURA 14.- TABLA DE CÓDIGO DE COLORES PARA TERMOCOPLES
5.3.3 DISPOSITIVOS PARA CONTROL DE POTENCIA A LA CARGA
Básicamente, podemos distinguir 4 tipos de dispositivos para controlar la potencia a la
carga. Todos y cada uno de ellos son elegidos dependiendo de varios factores como son:
El tipo de control que se requiere manejar.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
26
La cantidad de carga o corriente que se va a manejar.
El grado de control de temperatura que se requiere (que tan preciso es con respecto
al setpoint).
El tipo de calefactor.
Los requerimientos de vida del calefactor.
Dichos dispositivos son:
El relevador electromecánico (EMR).
El relevador por desplazamiento de mercurio (MDR).
Los relevadores controlados de silicio (SCR).
Los relevadores de estado sólido (SSR).
5.3.3.1 El RELEVADOR ELECTROMECÁNICO
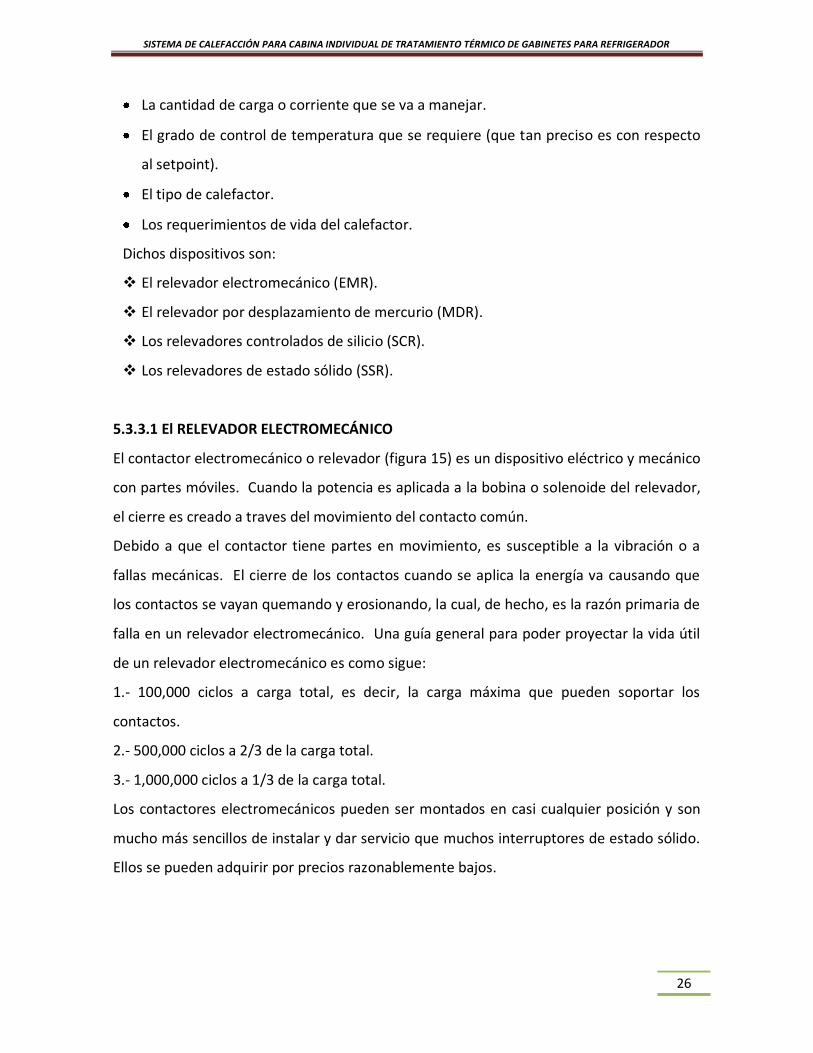
El contactor electromecánico o relevador (figura 15) es un dispositivo eléctrico y mecánico
con partes móviles. Cuando la potencia es aplicada a la bobina o solenoide del relevador,
el cierre es creado a traves del movimiento del contacto común.
Debido a que el contactor tiene partes en movimiento, es susceptible a la vibración o a
fallas mecánicas. El cierre de los contactos cuando se aplica la energía va causando que
los contactos se vayan quemando y erosionando, la cual, de hecho, es la razón primaria de
falla en un relevador electromecánico. Una guía general para poder proyectar la vida útil
de un relevador electromecánico es como sigue:
1.- 100,000 ciclos a carga total, es decir, la carga máxima que pueden soportar los
contactos.
2.- 500,000 ciclos a 2/3 de la carga total.
3.- 1,000,000 ciclos a 1/3 de la carga total.
Los contactores electromecánicos pueden ser montados en casi cualquier posición y son
mucho más sencillos de instalar y dar servicio que muchos interruptores de estado sólido.
Ellos se pueden adquirir por precios razonablemente bajos.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
27
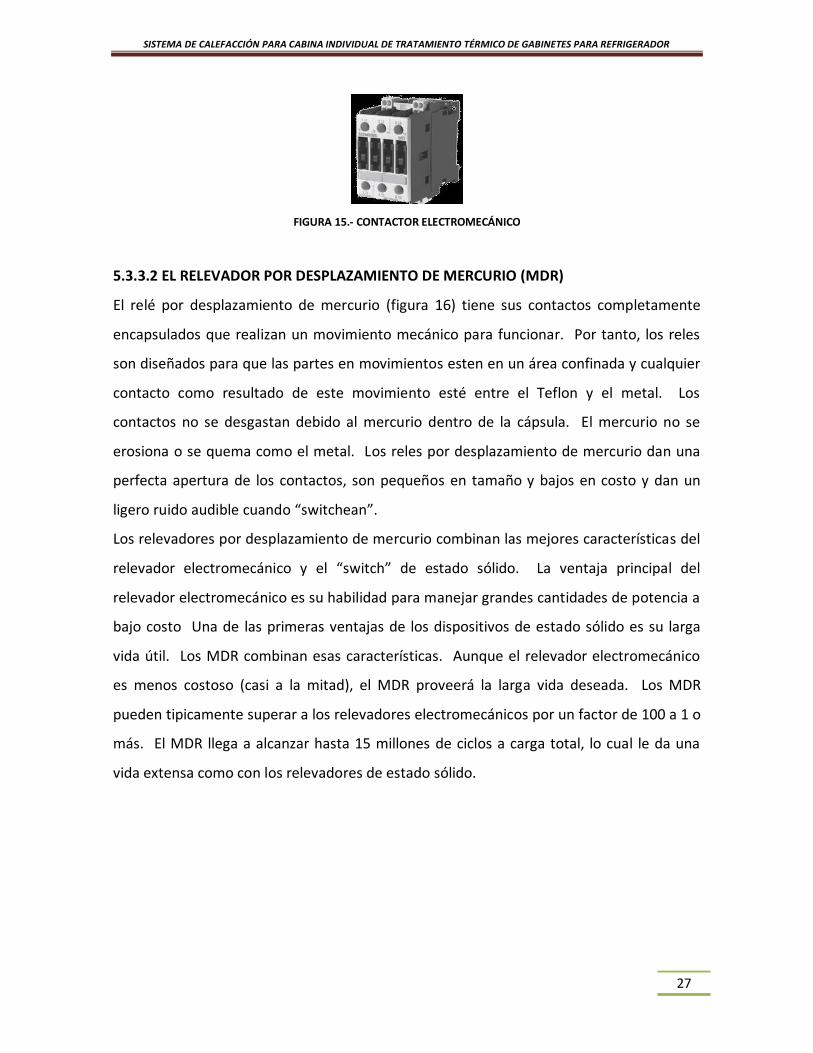
FIGURA 15.- CONTACTOR ELECTROMECÁNICO
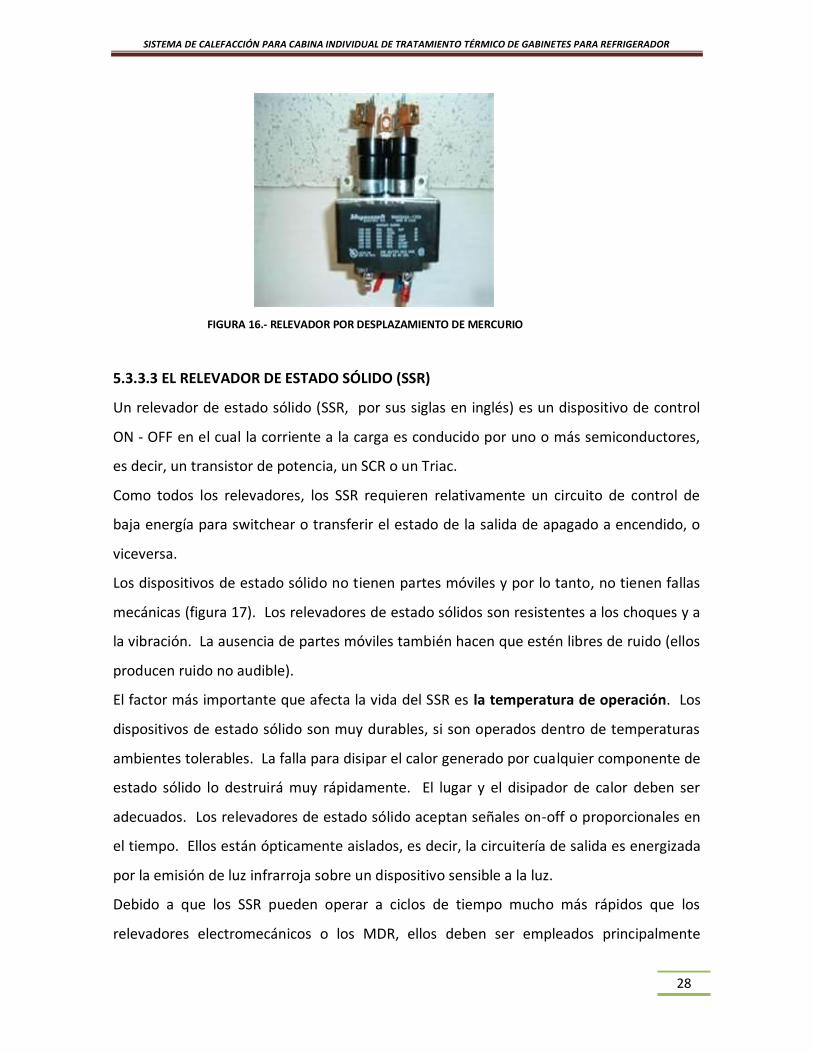
5.3.3.2 EL RELEVADOR POR DESPLAZAMIENTO DE MERCURIO (MDR)
El relé por desplazamiento de mercurio (figura 16) tiene sus contactos completamente
encapsulados que realizan un movimiento mecánico para funcionar. Por tanto, los reles
son diseñados para que las partes en movimientos esten en un área confinada y cualquier
contacto como resultado de este movimiento esté entre el Teflon y el metal. Los
contactos no se desgastan debido al mercurio dentro de la cápsula. El mercurio no se
erosiona o se quema como el metal. Los reles por desplazamiento de mercurio dan una
perfecta apertura de los contactos, son pequeños en tamaño y bajos en costo y dan un
ligero ruido audible cuando “switchean”.
Los relevadores por desplazamiento de mercurio combinan las mejores características del
relevador electromecánico y el “switch” de estado sólido. La ventaja principal del
relevador electromecánico es su habilidad para manejar grandes cantidades de potencia a
bajo costo Una de las primeras ventajas de los dispositivos de estado sólido es su larga
vida útil. Los MDR combinan esas características. Aunque el relevador electromecánico
es menos costoso (casi a la mitad), el MDR proveerá la larga vida deseada. Los MDR
pueden tipicamente superar a los relevadores electromecánicos por un factor de 100 a 1 o
más. El MDR llega a alcanzar hasta 15 millones de ciclos a carga total, lo cual le da una
vida extensa como con los relevadores de estado sólido.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
28
FIGURA 16.- RELEVADOR POR DESPLAZAMIENTO DE MERCURIO
5.3.3.3 EL RELEVADOR DE ESTADO SÓLIDO (SSR)
Un relevador de estado sólido (SSR, por sus siglas en inglés) es un dispositivo de control
ON - OFF en el cual la corriente a la carga es conducido por uno o más semiconductores,
es decir, un transistor de potencia, un SCR o un Triac.
Como todos los relevadores, los SSR requieren relativamente un circuito de control de
baja energía para switchear o transferir el estado de la salida de apagado a encendido, o
viceversa.
Los dispositivos de estado sólido no tienen partes móviles y por lo tanto, no tienen fallas
mecánicas (figura 17). Los relevadores de estado sólidos son resistentes a los choques y a
la vibración. La ausencia de partes móviles también hacen que estén libres de ruido (ellos
producen ruido no audible).
El factor más importante que afecta la vida del SSR es la temperatura de operación. Los
dispositivos de estado sólido son muy durables, si son operados dentro de temperaturas
ambientes tolerables. La falla para disipar el calor generado por cualquier componente de
estado sólido lo destruirá muy rápidamente. El lugar y el disipador de calor deben ser
adecuados. Los relevadores de estado sólido aceptan señales on-off o proporcionales en
el tiempo. Ellos están ópticamente aislados, es decir, la circuitería de salida es energizada
por la emisión de luz infrarroja sobre un dispositivo sensible a la luz.
Debido a que los SSR pueden operar a ciclos de tiempo mucho más rápidos que los
relevadores electromecánicos o los MDR, ellos deben ser empleados principalmente

SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
29
donde un control de proceso preciso sea requerido. También son sensibles a los
cortocircuitos o a transientes en la línea. Esos modos de falla pueden ser eliminados en
un alto grado mediante los fusibles adecuados y/o filtrando dichos transientes.
FIGURA 17.- RELEVADOR DE ESTADO SÓLIDO (SSR)
Discutiremos cuales son las maneras en las cuales los relevadores de estado sólido
“switchean” la potencia a la carga. En la mayoría de los casos, parece cosa de misterio
emplear los términos “cruce por cero” (zero-cross), “aleatorio” (random) y “control
proporcional” (proportional control).
Afortunadamente esos modos de “switcheo” y como se aplican a diferentes tipos de carga
son fáciles de explicar.
5.3.3.3.1 SSR DE CRUCE POR CERO
También conocido como un relevador de estado sólido “síncrono”, este es el tipo más
común de SSR encontrado en el mercado hoy día. Como el nombre lo dice, el “switcheo”
del relay desde el estado de no conducción al de conducción ocurre cuando el voltaje de
las líneas de AC llegan al punto de cruce por cero de la onda senoidal. Esto minimiza el
pico de corriente a través de la carga durante el primer ciclo de conducción y ayuda a
reducir el nivel de emisiones conducidas en el suministro de AC.
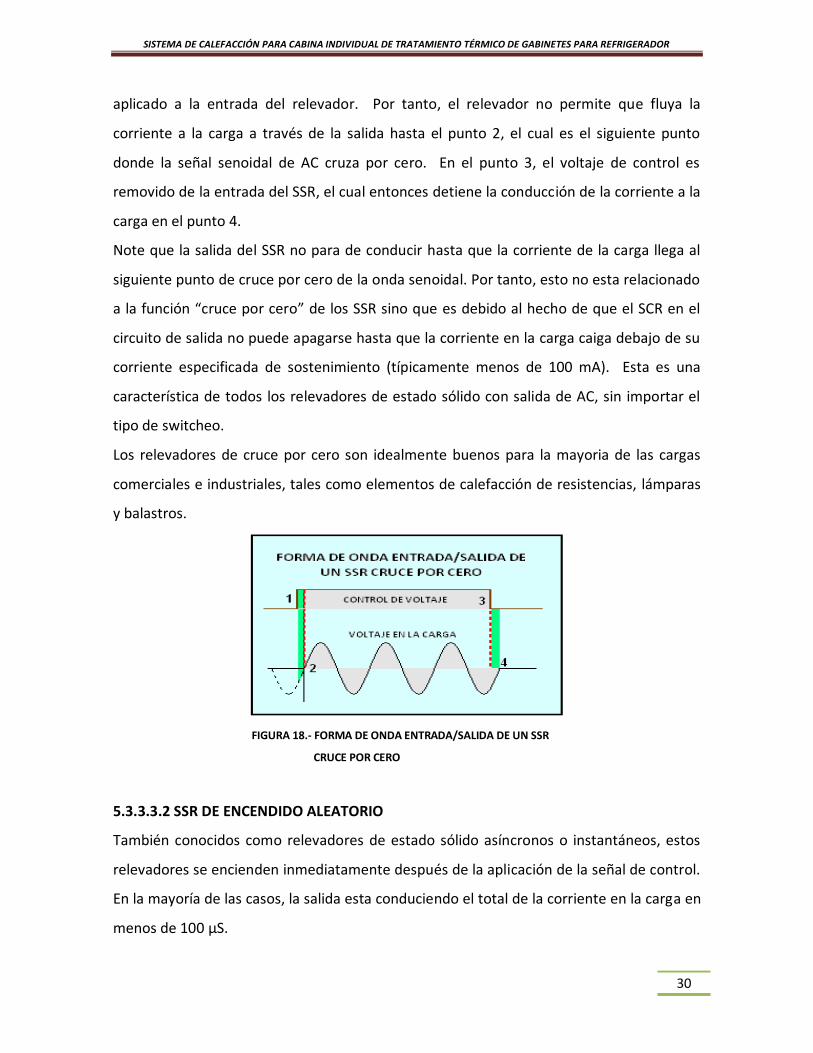
La figura 18 nos da un diagrama simplificado de las señales de entrada y salida en un
relevador de estado sólido de cruce por cero. En el punto 1 el voltaje de control es
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
30
aplicado a la entrada del relevador. Por tanto, el relevador no permite que fluya la
corriente a la carga a través de la salida hasta el punto 2, el cual es el siguiente punto
donde la señal senoidal de AC cruza por cero. En el punto 3, el voltaje de control es
removido de la entrada del SSR, el cual entonces detiene la conducción de la corriente a la
carga en el punto 4.
Note que la salida del SSR no para de conducir hasta que la corriente de la carga llega al
siguiente punto de cruce por cero de la onda senoidal. Por tanto, esto no esta relacionado
a la función “cruce por cero” de los SSR sino que es debido al hecho de que el SCR en el
circuito de salida no puede apagarse hasta que la corriente en la carga caiga debajo de su
corriente especificada de sostenimiento (típicamente menos de 100 mA). Esta es una
característica de todos los relevadores de estado sólido con salida de AC, sin importar el
tipo de switcheo.
Los relevadores de cruce por cero son idealmente buenos para la mayoria de las cargas
comerciales e industriales, tales como elementos de calefacción de resistencias, lámparas
y balastros.
FIGURA 18.- FORMA DE ONDA ENTRADA/SALIDA DE UN SSR
CRUCE POR CERO
5.3.3.3.2 SSR DE ENCENDIDO ALEATORIO
También conocidos como relevadores de estado sólido asíncronos o instantáneos, estos
relevadores se encienden inmediatamente después de la aplicación de la señal de control.
En la mayoría de las casos, la salida esta conduciendo el total de la corriente en la carga en
menos de 100 μS.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
31
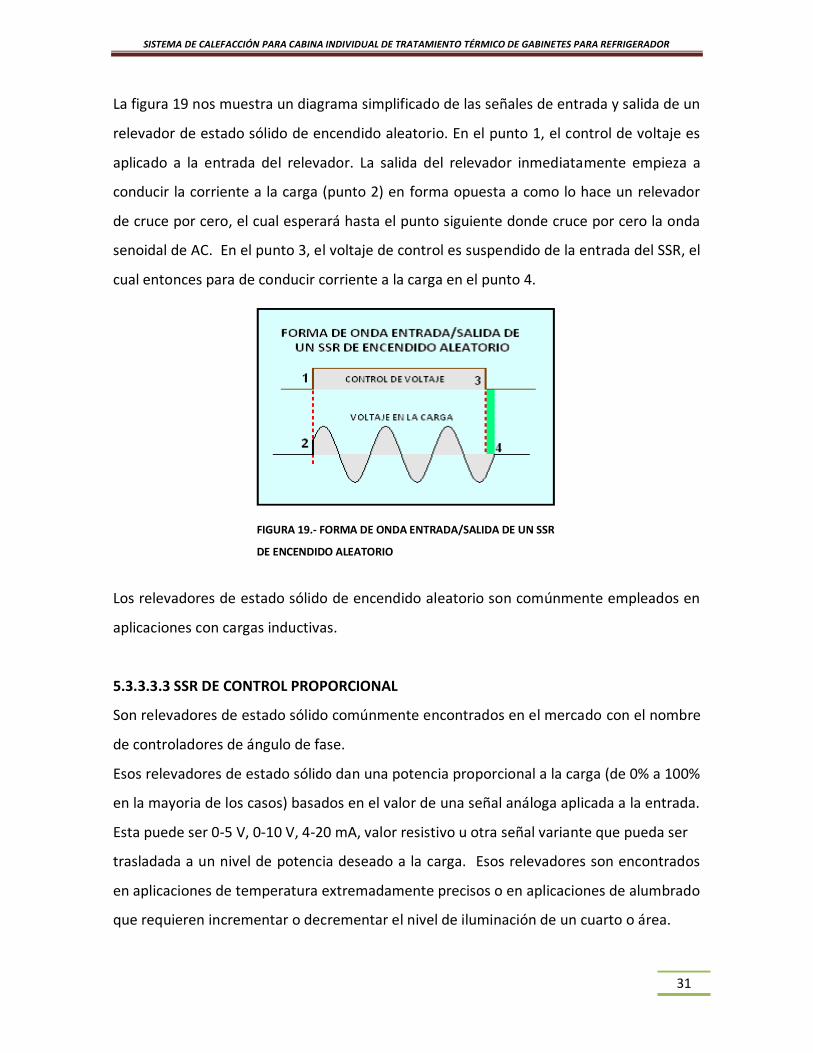
La figura 19 nos muestra un diagrama simplificado de las señales de entrada y salida de un
relevador de estado sólido de encendido aleatorio. En el punto 1, el control de voltaje es
aplicado a la entrada del relevador. La salida del relevador inmediatamente empieza a
conducir la corriente a la carga (punto 2) en forma opuesta a como lo hace un relevador
de cruce por cero, el cual esperará hasta el punto siguiente donde cruce por cero la onda
senoidal de AC. En el punto 3, el voltaje de control es suspendido de la entrada del SSR, el
cual entonces para de conducir corriente a la carga en el punto 4.
FIGURA 19.- FORMA DE ONDA ENTRADA/SALIDA DE UN SSR
DE ENCENDIDO ALEATORIO
Los relevadores de estado sólido de encendido aleatorio son comúnmente empleados en
aplicaciones con cargas inductivas.
5.3.3.3.3 SSR DE CONTROL PROPORCIONAL
Son relevadores de estado sólido comúnmente encontrados en el mercado con el nombre
de controladores de ángulo de fase.
Esos relevadores de estado sólido dan una potencia proporcional a la carga (de 0% a 100%
en la mayoria de los casos) basados en el valor de una señal análoga aplicada a la entrada.
Esta puede ser 0-5 V, 0-10 V, 4-20 mA, valor resistivo u otra señal variante que pueda ser
trasladada a un nivel de potencia deseado a la carga. Esos relevadores son encontrados
en aplicaciones de temperatura extremadamente precisos o en aplicaciones de alumbrado
que requieren incrementar o decrementar el nivel de iluminación de un cuarto o área.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
32
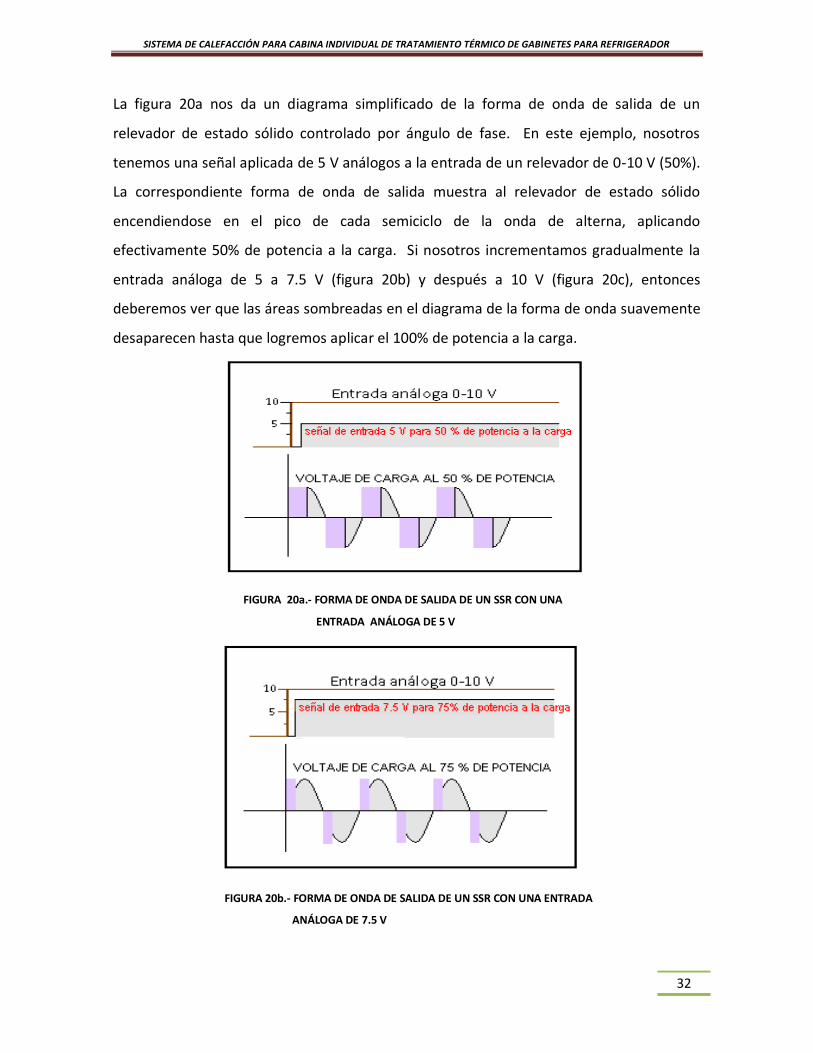
La figura 20a nos da un diagrama simplificado de la forma de onda de salida de un
relevador de estado sólido controlado por ángulo de fase. En este ejemplo, nosotros
tenemos una señal aplicada de 5 V análogos a la entrada de un relevador de 0-10 V (50%).
La correspondiente forma de onda de salida muestra al relevador de estado sólido
encendiendose en el pico de cada semiciclo de la onda de alterna, aplicando
efectivamente 50% de potencia a la carga. Si nosotros incrementamos gradualmente la
entrada análoga de 5 a 7.5 V (figura 20b) y después a 10 V (figura 20c), entonces
deberemos ver que las áreas sombreadas en el diagrama de la forma de onda suavemente
desaparecen hasta que logremos aplicar el 100% de potencia a la carga.
FIGURA 20a.- FORMA DE ONDA DE SALIDA DE UN SSR CON UNA
ENTRADA ANÁLOGA DE 5 V
FIGURA 20b.- FORMA DE ONDA DE SALIDA DE UN SSR CON UNA ENTRADA
ANÁLOGA DE 7.5 V
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
33
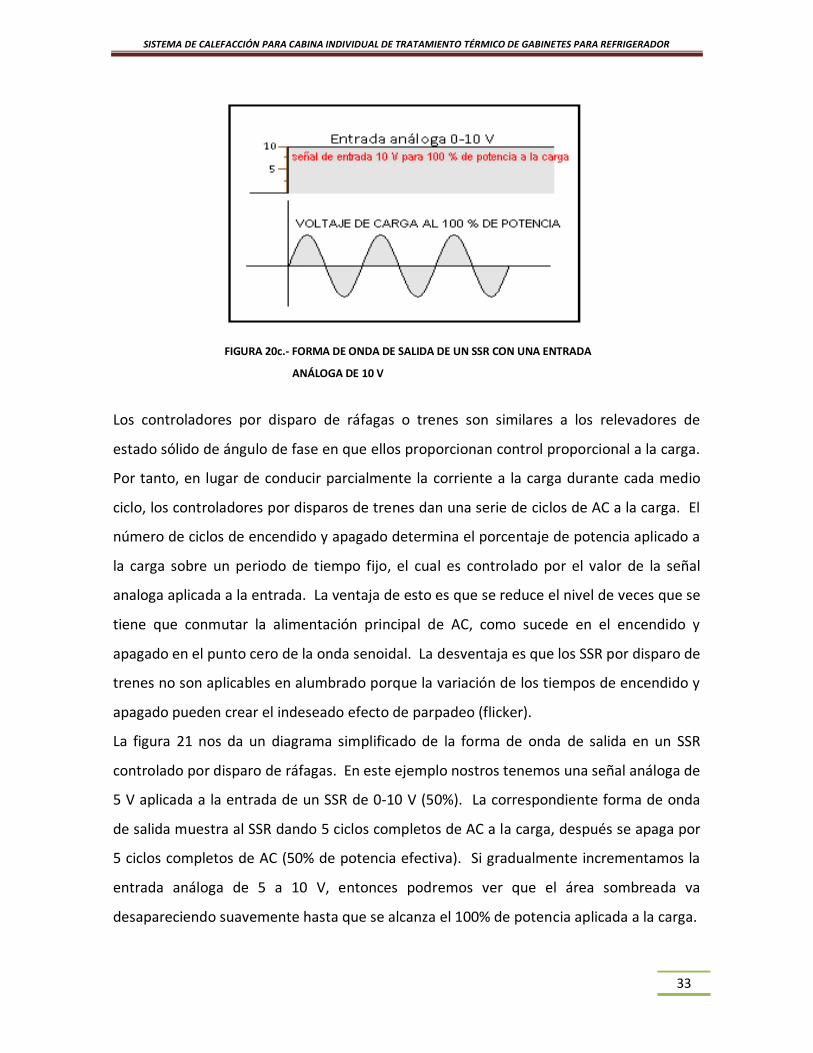
FIGURA 20c.- FORMA DE ONDA DE SALIDA DE UN SSR CON UNA ENTRADA
ANÁLOGA DE 10 V
Los controladores por disparo de ráfagas o trenes son similares a los relevadores de
estado sólido de ángulo de fase en que ellos proporcionan control proporcional a la carga.
Por tanto, en lugar de conducir parcialmente la corriente a la carga durante cada medio
ciclo, los controladores por disparos de trenes dan una serie de ciclos de AC a la carga. El
número de ciclos de encendido y apagado determina el porcentaje de potencia aplicado a
la carga sobre un periodo de tiempo fijo, el cual es controlado por el valor de la señal
analoga aplicada a la entrada. La ventaja de esto es que se reduce el nivel de veces que se
tiene que conmutar la alimentación principal de AC, como sucede en el encendido y
apagado en el punto cero de la onda senoidal. La desventaja es que los SSR por disparo de
trenes no son aplicables en alumbrado porque la variación de los tiempos de encendido y
apagado pueden crear el indeseado efecto de parpadeo (flicker).
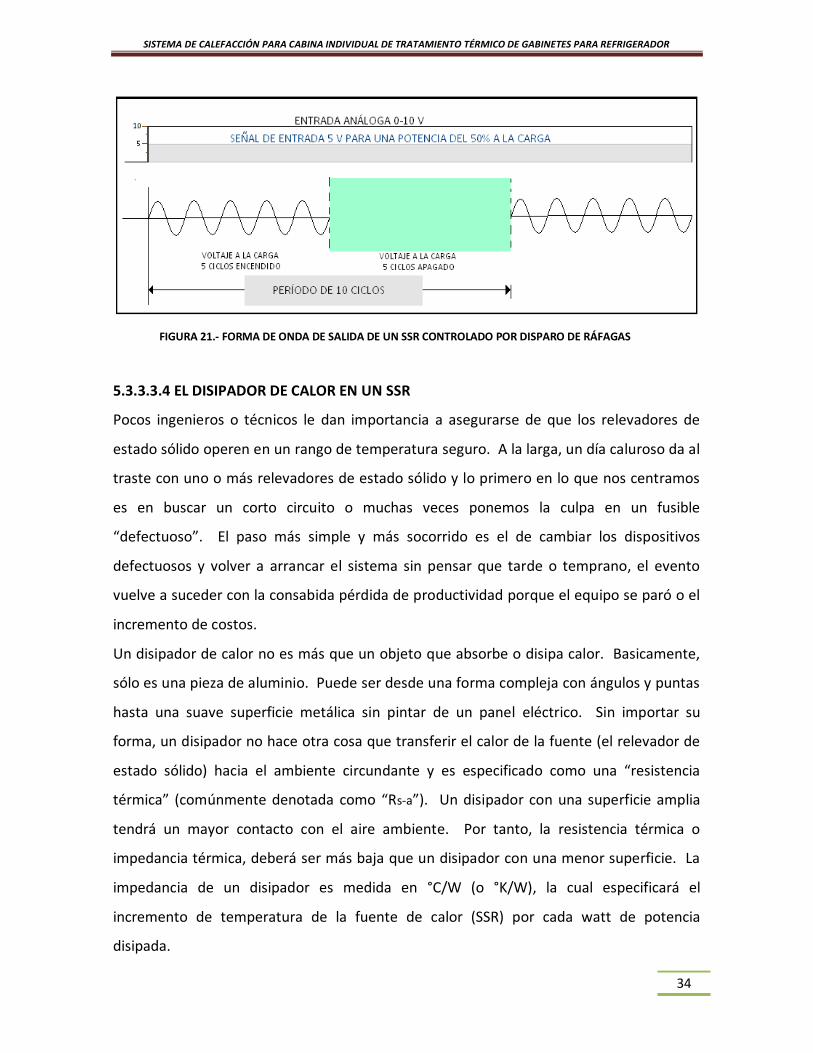
La figura 21 nos da un diagrama simplificado de la forma de onda de salida en un SSR
controlado por disparo de ráfagas. En este ejemplo nostros tenemos una señal análoga de
5 V aplicada a la entrada de un SSR de 0-10 V (50%). La correspondiente forma de onda
de salida muestra al SSR dando 5 ciclos completos de AC a la carga, después se apaga por
5 ciclos completos de AC (50% de potencia efectiva). Si gradualmente incrementamos la
entrada análoga de 5 a 10 V, entonces podremos ver que el área sombreada va
desapareciendo suavemente hasta que se alcanza el 100% de potencia aplicada a la carga.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
34
FIGURA 21.- FORMA DE ONDA DE SALIDA DE UN SSR CONTROLADO POR DISPARO DE RÁFAGAS
5.3.3.3.4 EL DISIPADOR DE CALOR EN UN SSR
Pocos ingenieros o técnicos le dan importancia a asegurarse de que los relevadores de
estado sólido operen en un rango de temperatura seguro. A la larga, un día caluroso da al
traste con uno o más relevadores de estado sólido y lo primero en lo que nos centramos
es en buscar un corto circuito o muchas veces ponemos la culpa en un fusible
“defectuoso”. El paso más simple y más socorrido es el de cambiar los dispositivos
defectuosos y volver a arrancar el sistema sin pensar que tarde o temprano, el evento
vuelve a suceder con la consabida pérdida de productividad porque el equipo se paró o el
incremento de costos.
Un disipador de calor no es más que un objeto que absorbe o disipa calor. Basicamente,
sólo es una pieza de aluminio. Puede ser desde una forma compleja con ángulos y puntas
hasta una suave superficie metálica sin pintar de un panel eléctrico. Sin importar su
forma, un disipador no hace otra cosa que transferir el calor de la fuente (el relevador de
estado sólido) hacia el ambiente circundante y es especificado como una “resistencia
térmica” (comúnmente denotada como “Rs-a”). Un disipador con una superficie amplia
tendrá un mayor contacto con el aire ambiente. Por tanto, la resistencia térmica o
impedancia térmica, deberá ser más baja que un disipador con una menor superficie. La
impedancia de un disipador es medida en °C/W (o °K/W), la cual especificará el
incremento de temperatura de la fuente de calor (SSR) por cada watt de potencia
disipada.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
35
La temperatura máxima permisible en la base del SSR vendrá dada por la fórmula:
Tbp = Tamb + (Potencia x Rs-a)
Tbp = Tamb + (Vf x Icarga x Rs-a)
donde:
Tbp = Máxima temperatura permisible en la placa base
Tamb = Temperatura ambiente
Potencia = Disipación del SSR (watts) = Vf x corriente de carga
Rs-a = Impedancia térmica del disipador de calor
En el mundo real, la información anterior es fácilmente disponible para el consumidor.
Asuma que queremos mantener la temperatura de la placa base de un relevador de
estado sólido CWD2450 a una temperatura relativamente baja de 80°C en una aplicación
donde la temperatura ambiente es de 40°C. La carga es un elemento de calefacción
resistivo dentro de un horno de laboratorio que maneja 20 amps. a 240 Vac (4.8 Kw). La
caída típica del voltaje hacia delante de este relevador es de 0.9 Vrms. Introduciendo esta
información en la forma arriba descrita, tendremos:
Tbp = 40°C + ((0.9 Vrms x 20 A) x 2.37°C/W)
Tbp = 40°C + 42.66°C
Tbp = 82.66°C.
Como podemos ver, si usamos este disipador de 2.37°C/W, nos dará una temperatura en
la base del SSR ligeramente superior a los 80°C que habíamos especificado. Por tanto,
necesitamos evaluar otro disipador con más área superficial.
Si tomamos un disipador de 1.33°C/W, tendremos:
Tbp = 40° + ((0.9 Vrms x 20 A) x 1.33°C/W)
Tbp = 40°C + 23.94°C
Tbp = 63.94°C.
Este segundo disipador nos pone abajo del objetivo, por tanto, nosotros tendremos en el
disipador de 1.33°C/W nuestro disipador correcto. Tome en cuenta que el disipador de
1.33°C/W tendrá una mayor área superficial pero costará más y le consumirá más espacio
en su gabinete.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
36
5.3.3.3.5 PROTECCIÓN DEL SSR CONTRA CORTO CIRCUITO O SOBRECORRIENTE
La protección completa de un relé de estado sólido contra un corto en la carga o una
condición en la línea requiere más análisis que simplemente colocar un interruptor
termomagnético (breaker) o un fusible.
Comparado con los dispositivos de switcheo electromecánico, los elementos que
switchean por medio de tiristores tienen constantes térmicas en el tiempo muy cortas.
En consecuencia, los niveles de corriente extrema causan fallas en la carga o en la línea,
los cuales aún por períodos de tiempo corto, dañen permanentemente los tiristores.
Los fusibles estándar simplemente no pueden reaccionar tan rápido (apertura) para poder
prevenir que la corriente exceda los niveles máximos permitidos por el tiristor.
Afortunadamente para el diseñador, los fabricantes de relevadores de estado sólido
proporcionan en su hoja de especificaciones el valor de la máxima corriente contra el
tiempo que los tiristores pueden manejar.
Este valor es comunmente listado como “I²t máxima para apertura total” (amperes
cuadrados por segundo).
De igual forma, los fabricantes de fusibles tienen ciertos tipos de fusibles que también
traen un valor “I²t”.
Esos fusibles son generalmente llamados “Fusibles Semiconductores” o “de acción ultra-
rápida” y son diseñados específicamente para abrirse completamente en el valor
denominado “I²t de apertura total”.
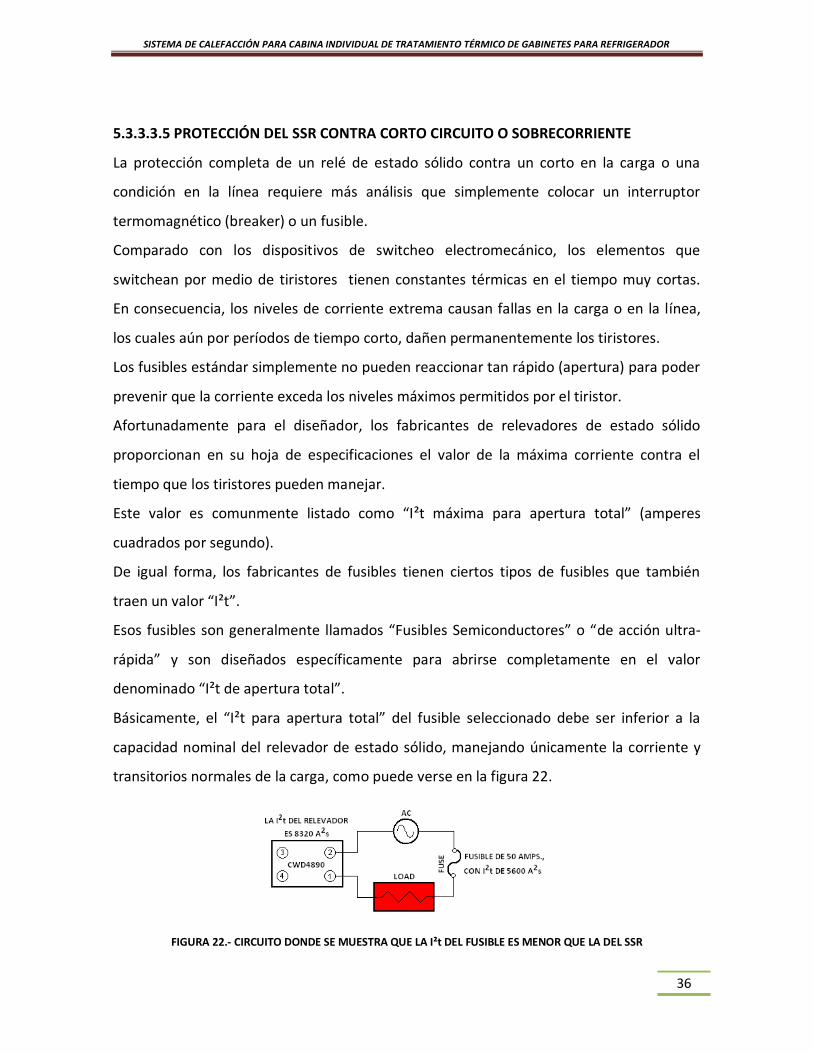
Básicamente, el “I²t para apertura total” del fusible seleccionado debe ser inferior a la
capacidad nominal del relevador de estado sólido, manejando únicamente la corriente y
transitorios normales de la carga, como puede verse en la figura 22.
FIGURA 22.- CIRCUITO DONDE SE MUESTRA QUE LA I²t DEL FUSIBLE ES MENOR QUE LA DEL SSR
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
37
Puede pasar en algunas ocasiones que la I²t del fusible seleccionado este ligeramente por
arriba del I²t del relé seleccionado. Si este es el caso, un relé de estado sólido con un I²t
más elevado debe ser seleccionado.
Hablando del costo puede suceder que el costo de un fusible tipo semiconductor pueda
exceder el costo de reemplazar un SSR.
5.3.4 EL CONTROLADOR DE TEMPERATURA
En los controladores de temperatura modernos, generalmente vemos una descripción
como la siguiente:
“El HW 4900 de TEMPCO es un controlador de uso general, totalmente configurable, con
control del tipo PID con autosintonía de acción doble para calefacción y refrigeración.
El valor de proceso (PV) se muestra en el display superior y el valor de Setpoint (SV) se
visualiza en el display inferior. Este display puede configurarse para mostrar otras
variables como por ejemplo la potencia entregada a la carga.
Permite la memorización de 4 Setpoints de control, puede ser configurado con salidas a
relé o con salida lógica (7Vcc@15mA) para disparo de relé de estado sólido. El estado de
las salidas está indicado por LEDs en el display frontal.
La entrada es configurable para sensores de temperatura (termocoples J, K, S, sensores
infrarrojos) y para entradas lineales de mVcc, mAcc.
Otras funciones destacadas de este controlador son: alarma por lazo de control abierto,
rampa al setpoint con velocidad controlada, protección de parámetros con password y
otras”: Fuente: Tomado del controlador de temperatura Tempco HW 4900
Como se puede observar en el párrafo que describe en forma general al controlador,
existen varias palabras que nos describen aquellos dispositivos que deben ser conectados
al controlador y también la información que podemos tener desde el controlador.
Pongamos ahora atención al frente del controlador HW 4900, que se muestra en la figura
23:
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
38
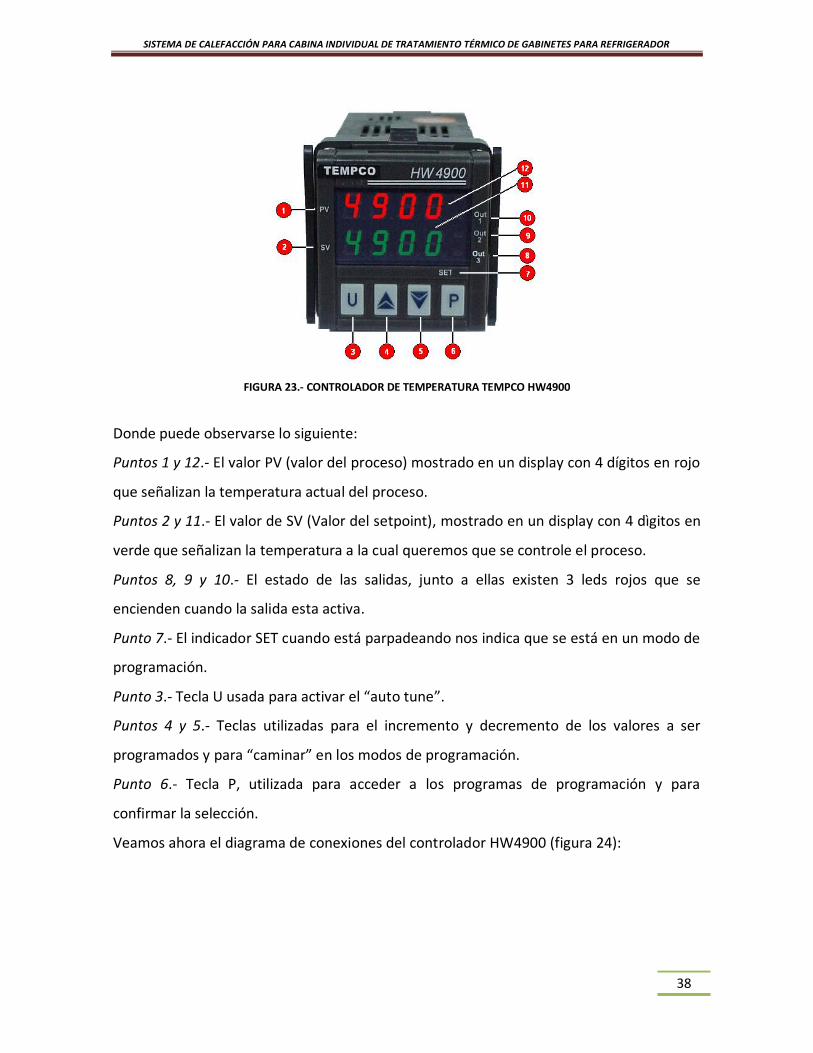
FIGURA 23.- CONTROLADOR DE TEMPERATURA TEMPCO HW4900
Donde puede observarse lo siguiente:
Puntos 1 y 12.- El valor PV (valor del proceso) mostrado en un display con 4 dígitos en rojo
que señalizan la temperatura actual del proceso.
Puntos 2 y 11.- El valor de SV (Valor del setpoint), mostrado en un display con 4 dìgitos en
verde que señalizan la temperatura a la cual queremos que se controle el proceso.
Puntos 8, 9 y 10.- El estado de las salidas, junto a ellas existen 3 leds rojos que se
encienden cuando la salida esta activa.
Punto 7.- El indicador SET cuando está parpadeando nos indica que se está en un modo de
programación.
Punto 3.- Tecla U usada para activar el “auto tune”.
Puntos 4 y 5.- Teclas utilizadas para el incremento y decremento de los valores a ser
programados y para “caminar” en los modos de programación.
Punto 6.- Tecla P, utilizada para acceder a los programas de programación y para
confirmar la selección.
Veamos ahora el diagrama de conexiones del controlador HW4900 (figura 24):
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
39
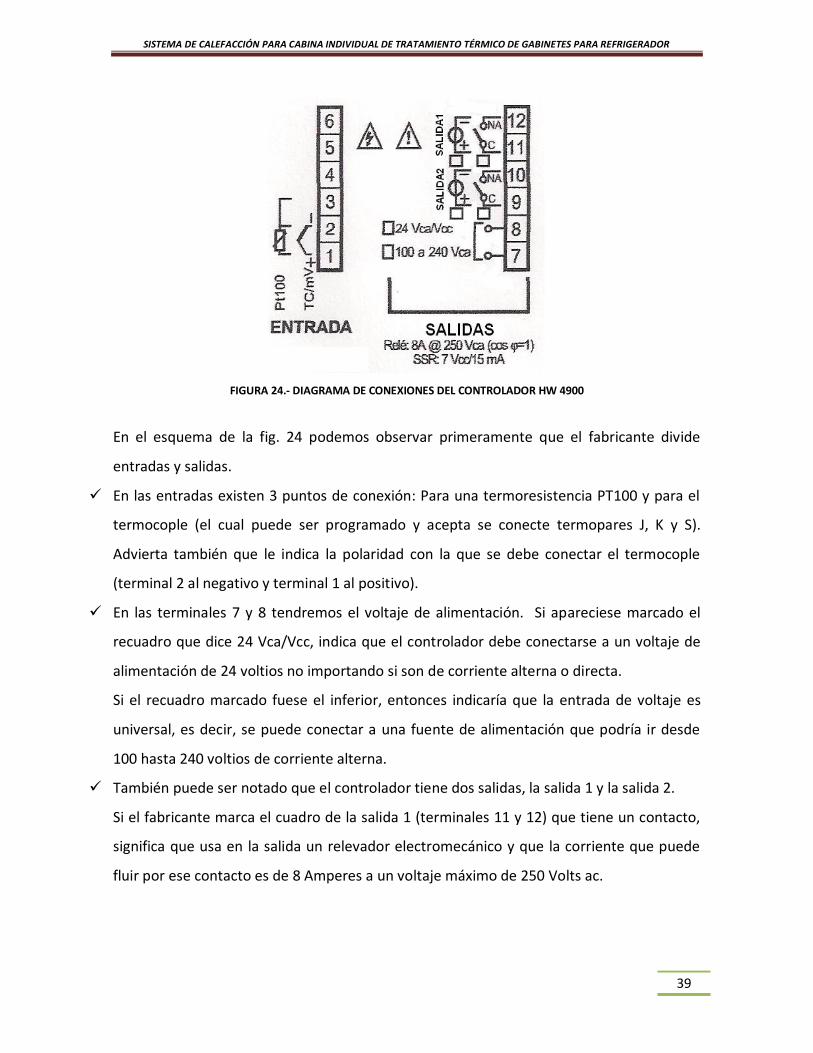
FIGURA 24.- DIAGRAMA DE CONEXIONES DEL CONTROLADOR HW 4900
En el esquema de la fig. 24 podemos observar primeramente que el fabricante divide
entradas y salidas.
En las entradas existen 3 puntos de conexión: Para una termoresistencia PT100 y para el
termocople (el cual puede ser programado y acepta se conecte termopares J, K y S).
Advierta también que le indica la polaridad con la que se debe conectar el termocople
(terminal 2 al negativo y terminal 1 al positivo).
En las terminales 7 y 8 tendremos el voltaje de alimentación. Si apareciese marcado el
recuadro que dice 24 Vca/Vcc, indica que el controlador debe conectarse a un voltaje de
alimentación de 24 voltios no importando si son de corriente alterna o directa.
Si el recuadro marcado fuese el inferior, entonces indicaría que la entrada de voltaje es
universal, es decir, se puede conectar a una fuente de alimentación que podría ir desde
100 hasta 240 voltios de corriente alterna.
También puede ser notado que el controlador tiene dos salidas, la salida 1 y la salida 2.
Si el fabricante marca el cuadro de la salida 1 (terminales 11 y 12) que tiene un contacto,
significa que usa en la salida un relevador electromecánico y que la corriente que puede
fluir por ese contacto es de 8 Amperes a un voltaje máximo de 250 Volts ac.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
40
Por el contrario, si marca el cuadro que tiene una fuente de voltaje, significa que la salida
será un voltaje de 7 volts de corriente directa que soporta un máximo de 15 mA y que
debemos conectar en dicha salida un relevador de estado sólido.
De igual manera, si se encuentra marcado el cuadro de la salida 2 que tiene un contacto
significa que tiene en la salida un relevador. Si esta marcada la fuente de voltaje entonces
la salida será un voltaje de corriente directa de 7 Volts y soporta una corriente máxima de
15 mA.
En general, todos los controladores tienen las mismas conexiones, algunos de ellos
incluyen salidas de alarma. En este caso particular, Tempco no los designa de esa manera
debido a que la alarma puede ser configurada por medio del software, es decir, las salidas
pueden ser configuradas vía software como alarmas.
La variable medida que se desea controlar recibe el nombre de variable del proceso
(process value, en inglés), y se abrevia como PV.
Por ejemplo, una variable de proceso puede ser la temperatura de un horno la cual mide
el controlador mediante un termopar. Otros ejemplos de una variable de proceso pueden
ser caudal, velocidad, presión, humedad, rpm, etc.
El valor prefijado o valor deseado que queremos que alcance la variable de proceso es
denominada como SP (setpoint, en inglés). Este es el valor al cual el control se debe
encargar de mantener la PV.
Por ejemplo: Si en nuestro horno la temperatura actual es de 40°C y el controlador esta
programado de modo de llevar la temperatura a 50°C, entonces, tendremos que el error
será la diferencia entre la variable del proceso y el setpoint, esto es:
Error = Setpoint – Valor del proceso = (SP – PV) = 50 – 40 = 10°C.
El error será positivo si la temperatura del proceso es menor que el setpoint, de igual
forma, será negativo si la temperatura del proceso es mayor que el setpoint.
Una vez que prefijamos el valor del setpoint, es importante que definamos el modo en el
que el controlador va a tratar de llevar el PV hasta el setpoint.
Existen varios modos para controlar el proceso, brevemente explicaremos cada uno de
ellos tratando de hacerlo de la forma más simple posible.
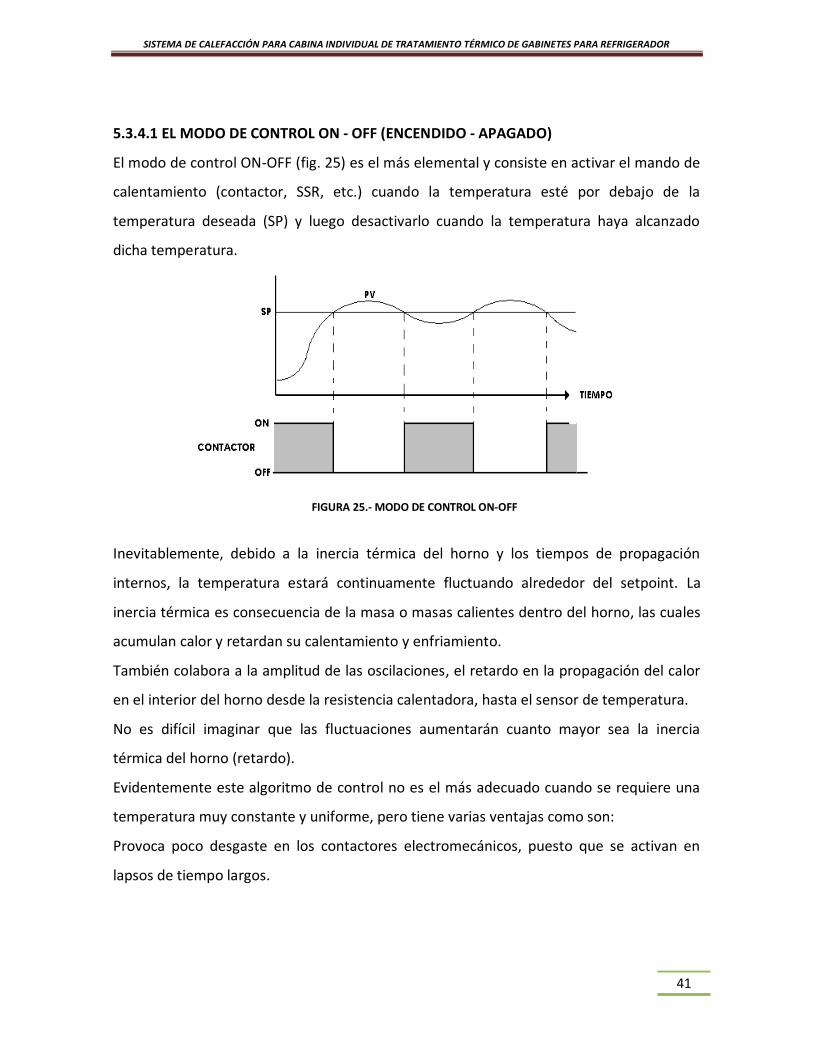
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
41
5.3.4.1 EL MODO DE CONTROL ON - OFF (ENCENDIDO - APAGADO)
El modo de control ON-OFF (fig. 25) es el más elemental y consiste en activar el mando de
calentamiento (contactor, SSR, etc.) cuando la temperatura esté por debajo de la
temperatura deseada (SP) y luego desactivarlo cuando la temperatura haya alcanzado
dicha temperatura.
FIGURA 25.- MODO DE CONTROL ON-OFF
Inevitablemente, debido a la inercia térmica del horno y los tiempos de propagación
internos, la temperatura estará continuamente fluctuando alrededor del setpoint. La
inercia térmica es consecuencia de la masa o masas calientes dentro del horno, las cuales
acumulan calor y retardan su calentamiento y enfriamiento.
También colabora a la amplitud de las oscilaciones, el retardo en la propagación del calor
en el interior del horno desde la resistencia calentadora, hasta el sensor de temperatura.
No es difícil imaginar que las fluctuaciones aumentarán cuanto mayor sea la inercia
térmica del horno (retardo).
Evidentemente este algoritmo de control no es el más adecuado cuando se requiere una
temperatura muy constante y uniforme, pero tiene varias ventajas como son:
Provoca poco desgaste en los contactores electromecánicos, puesto que se activan en
lapsos de tiempo largos.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
42
Se usa en equipos como refrigeradores donde es conveniente que la temperatura esté
dentro de un rango y los motores de los compresores tienen un tiempo de descanso y de
trabajo relativamente largo lo que los hace trabajar menos calientes.
Para poder controlar la temperatura con menos fluctuaciones, se debe poder entregar al
horno una potencia gradual, en la medida requerida para mantenerlo a la temperatura
deseada.
En el ejemplo anterior del control On/Off, el contactor de mando de calentamiento estará
activado 100%, entregando el máximo de potencia al horno o bien desactivado sin
entregar potencia, es decir, al 0%.
El controlador trabajando en modo proporcional entrega una potencia que varía en forma
gradual entre 0 y 100% según se requiera y en forma proporcional al error E = SP – PV.
Es posible modular de 0% a 100% la potencia que recibe un horno eléctrico mediante el
mismo contactor que se uso para el control On/Off.
El punto es modular el tiempo de activación del contactor durante un lapso de tiempo fijo,
llamado tiempo de ciclo (tc), que será menor al tiempo característico de respuesta del
horno de modo que el horno reciba finalmente un promedio de la potencia. Esta técnica
se denomina “modulación de ancho de pulso” o PWM por sus siglas en inglés (Pulse Width
Modulation).
Pensando que un horno tiene una gran inercia térmica tal que tarda varios segundos en
reaccionar para subir la temperatura, al aplicarle pulsos de calentamiento periódicamente
cada 4 segundos, modulados en duración, el horno experimentará un calentamiento
proporcional al promedio de tiempo que ha estado activado, sin que su temperatura siga
las fluctuaciones de 4 segundos con que se aplica la potencia.
Pensemos que nuestro horno funciona con un calefactor de 10 000 Watts, si se requiere
una potencia de 5 000 Watts, equivalente a 50% del total, entonces el contactor se activa
2 segundos y desactiva otros 2, para luego empezar otro ciclo. El efecto neto será que el
horno recibe 50% de la potencia pero la temperatura no fluctúa al ritmo del “tiempo de
ciclo” pues el horno no alcanza a responder a ciclos tan rápidos.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
43
Siguiendo con el ejemplo, si hace falta 2500 watts, es decir 25% de la potencia basta con
tener el contactor 1 segundo activado y 3 segundos desactivado.
5.3.4.2 MODO DE CONTROL PROPORCIONAL (P)
Ya se menciono que el controlador proporcional entrega una potencia que varía en forma
proporcional al error:
E (Error) = SP – PV
Para poner en marcha un controlador proporcional se deben fijar los siguientes
parámetros:
- La temperatura deseada SP, por ejemplo: SP = 300°C.
- La banda proporcional Pb, por ejemplo: 10%
- El tiempo de ciclo tc, por ejemplo: 4 seg.
La banda proporcional Pb corresponde a una banda de temperatura situada por debajo
del SP a lo largo de la cual, la potencia de salida variará proporcionalmente al error,
disminuyendo cuanto más cercana sea la temperatura al SP.
Internamente nuestro controlador realizará el calculo del porcentaje de salida “% Out”
mediante la siguiente fórmula:
E
Banda % Output = 100% •
donde:
E = SP – PV
y
SP
100%=Banda Pb •
El paréntesis cuadrado significa saturación, es decir, si el resultado en el interior del
paréntesis es mayor a 100%, se deja 100%. Si el resultado es 0 o negativo, entonces se
deja 0%.
Para los valores indicados en nuestro ejemplo SP = 300°C y Pb = 10%, la potencia
determinada por el control variará en:
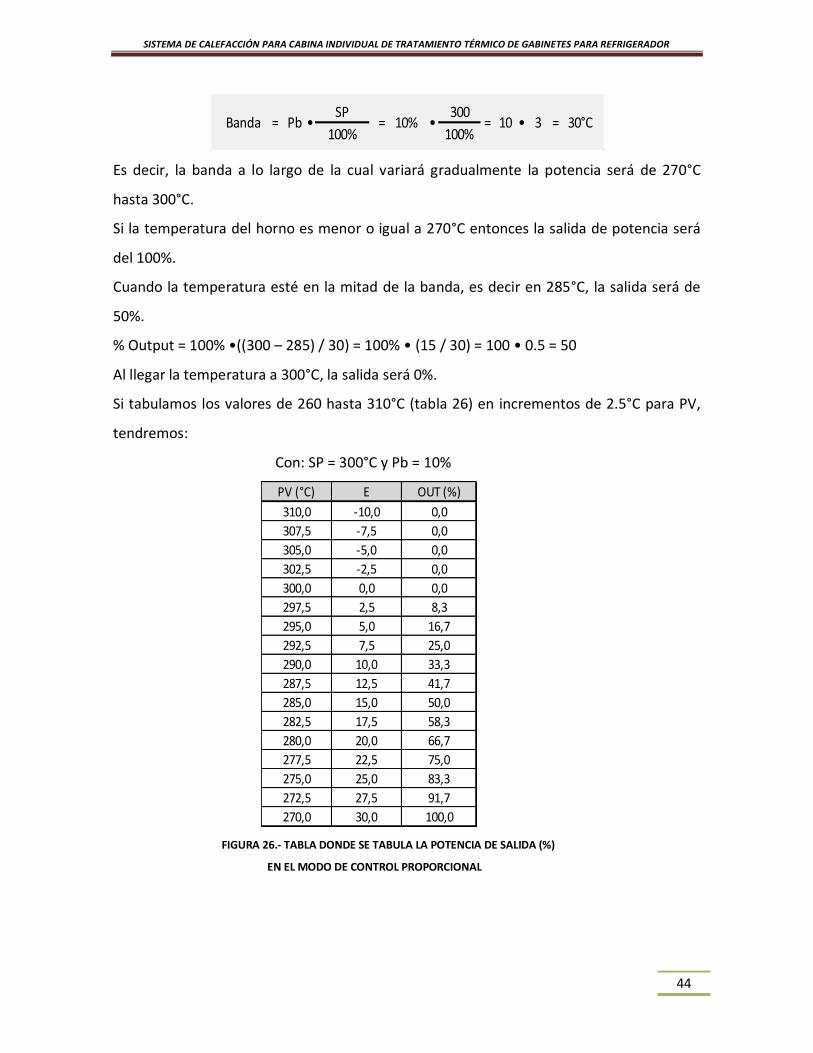
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
44
SP 300
100% 100%3 30°C== =•10% 10 •=Banda Pb •
Es decir, la banda a lo largo de la cual variará gradualmente la potencia será de 270°C
hasta 300°C.
Si la temperatura del horno es menor o igual a 270°C entonces la salida de potencia será
del 100%.
Cuando la temperatura esté en la mitad de la banda, es decir en 285°C, la salida será de
50%.
% Output = 100% •((300 – 285) / 30) = 100% • (15 / 30) = 100 • 0.5 = 50
Al llegar la temperatura a 300°C, la salida será 0%.
Si tabulamos los valores de 260 hasta 310°C (tabla 26) en incrementos de 2.5°C para PV,
tendremos:
Con: SP = 300°C y Pb = 10%
PV (°C) E OUT (%)
310,0 -10,0 0,0
307,5 -7,5 0,0
305,0 -5,0 0,0
302,5 -2,5 0,0
300,0 0,0 0,0
297,5 2,5 8,3
295,0 5,0 16,7
292,5 7,5 25,0
290,0 10,0 33,3
287,5 12,5 41,7
285,0 15,0 50,0
282,5 17,5 58,3
280,0 20,0 66,7
277,5 22,5 75,0
275,0 25,0 83,3
272,5 27,5 91,7
270,0 30,0 100,0
FIGURA 26.- TABLA DONDE SE TABULA LA POTENCIA DE SALIDA (%)
EN EL MODO DE CONTROL PROPORCIONAL
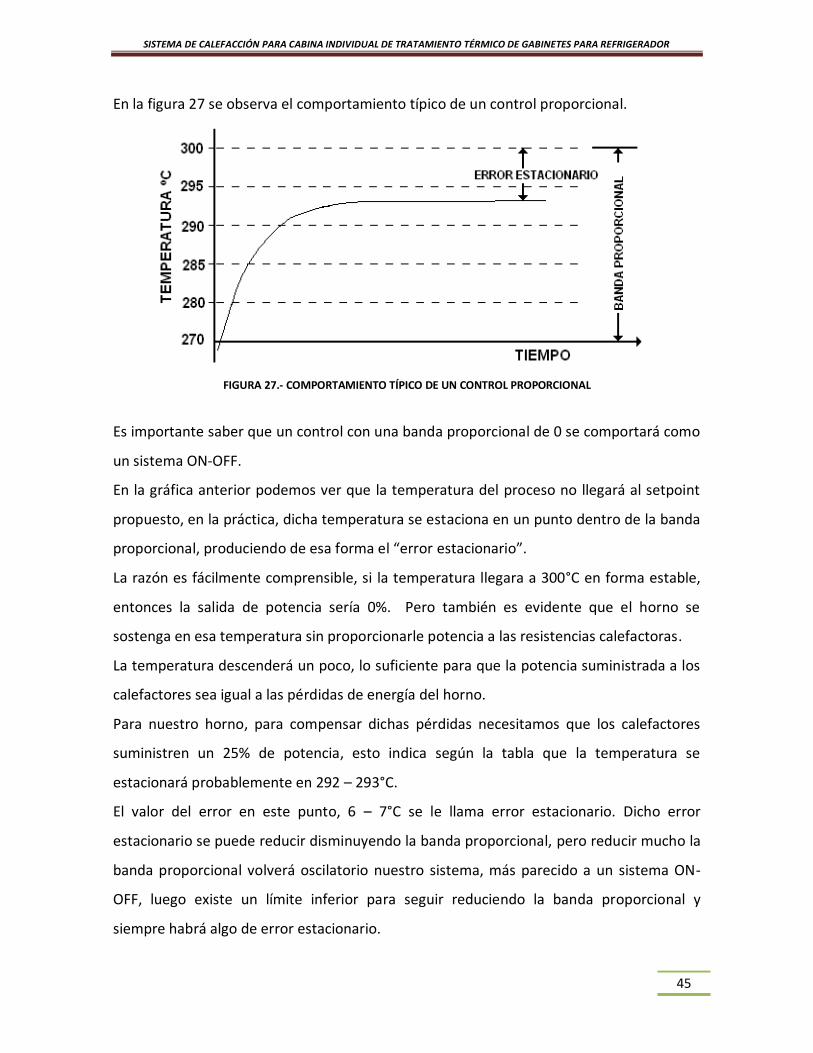
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
45
En la figura 27 se observa el comportamiento típico de un control proporcional.
FIGURA 27.- COMPORTAMIENTO TÍPICO DE UN CONTROL PROPORCIONAL
Es importante saber que un control con una banda proporcional de 0 se comportará como
un sistema ON-OFF.
En la gráfica anterior podemos ver que la temperatura del proceso no llegará al setpoint
propuesto, en la práctica, dicha temperatura se estaciona en un punto dentro de la banda
proporcional, produciendo de esa forma el “error estacionario”.
La razón es fácilmente comprensible, si la temperatura llegara a 300°C en forma estable,
entonces la salida de potencia sería 0%. Pero también es evidente que el horno se
sostenga en esa temperatura sin proporcionarle potencia a las resistencias calefactoras.
La temperatura descenderá un poco, lo suficiente para que la potencia suministrada a los
calefactores sea igual a las pérdidas de energía del horno.
Para nuestro horno, para compensar dichas pérdidas necesitamos que los calefactores
suministren un 25% de potencia, esto indica según la tabla que la temperatura se
estacionará probablemente en 292 – 293°C.
El valor del error en este punto, 6 – 7°C se le llama error estacionario. Dicho error
estacionario se puede reducir disminuyendo la banda proporcional, pero reducir mucho la
banda proporcional volverá oscilatorio nuestro sistema, más parecido a un sistema ON-
OFF, luego existe un límite inferior para seguir reduciendo la banda proporcional y
siempre habrá algo de error estacionario.
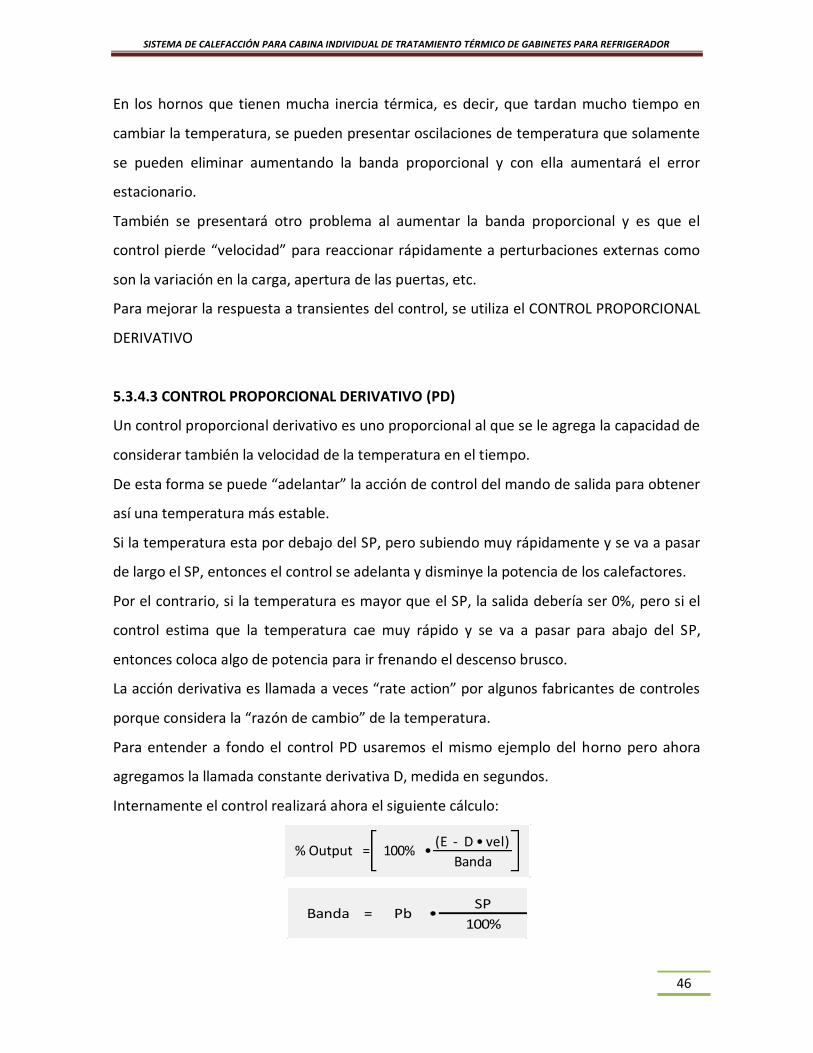
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
46
En los hornos que tienen mucha inercia térmica, es decir, que tardan mucho tiempo en
cambiar la temperatura, se pueden presentar oscilaciones de temperatura que solamente
se pueden eliminar aumentando la banda proporcional y con ella aumentará el error
estacionario.
También se presentará otro problema al aumentar la banda proporcional y es que el
control pierde “velocidad” para reaccionar rápidamente a perturbaciones externas como
son la variación en la carga, apertura de las puertas, etc.
Para mejorar la respuesta a transientes del control, se utiliza el CONTROL PROPORCIONAL
DERIVATIVO
5.3.4.3 CONTROL PROPORCIONAL DERIVATIVO (PD)
Un control proporcional derivativo es uno proporcional al que se le agrega la capacidad de
considerar también la velocidad de la temperatura en el tiempo.
De esta forma se puede “adelantar” la acción de control del mando de salida para obtener
así una temperatura más estable.
Si la temperatura esta por debajo del SP, pero subiendo muy rápidamente y se va a pasar
de largo el SP, entonces el control se adelanta y disminye la potencia de los calefactores.
Por el contrario, si la temperatura es mayor que el SP, la salida debería ser 0%, pero si el
control estima que la temperatura cae muy rápido y se va a pasar para abajo del SP,
entonces coloca algo de potencia para ir frenando el descenso brusco.
La acción derivativa es llamada a veces “rate action” por algunos fabricantes de controles
porque considera la “razón de cambio” de la temperatura.
Para entender a fondo el control PD usaremos el mismo ejemplo del horno pero ahora
agregamos la llamada constante derivativa D, medida en segundos.
Internamente el control realizará ahora el siguiente cálculo:
(E - D • vel)
Banda% Output = 100% •
SP
100%=Banda Pb •
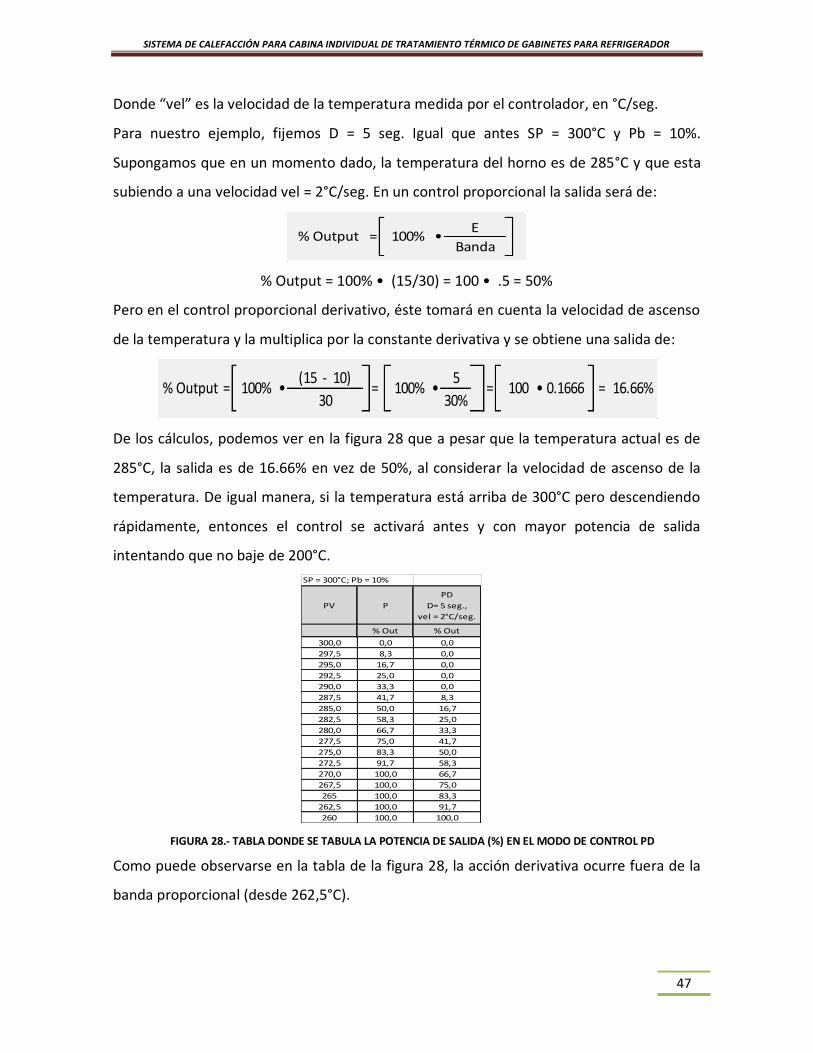
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
47
Donde “vel” es la velocidad de la temperatura medida por el controlador, en °C/seg.
Para nuestro ejemplo, fijemos D = 5 seg. Igual que antes SP = 300°C y Pb = 10%.
Supongamos que en un momento dado, la temperatura del horno es de 285°C y que esta
subiendo a una velocidad vel = 2°C/seg. En un control proporcional la salida será de:
E
Banda % Output = 100% •
% Output = 100% • (15/30) = 100 • .5 = 50%
Pero en el control proporcional derivativo, éste tomará en cuenta la velocidad de ascenso
de la temperatura y la multiplica por la constante derivativa y se obtiene una salida de:
(15 - 10) 5
30 30%0.1666 = 16.66%== 100% • 100 •% Output = 100% •
De los cálculos, podemos ver en la figura 28 que a pesar que la temperatura actual es de
285°C, la salida es de 16.66% en vez de 50%, al considerar la velocidad de ascenso de la
temperatura. De igual manera, si la temperatura está arriba de 300°C pero descendiendo
rápidamente, entonces el control se activará antes y con mayor potencia de salida
intentando que no baje de 200°C.
SP = 300°C; Pb = 10%
PV P
PD
D= 5 seg.,
vel = 2°C/seg.
% Out % Out
300,0 0,0 0,0
297,5 8,3 0,0
295,0 16,7 0,0
292,5 25,0 0,0
290,0 33,3 0,0
287,5 41,7 8,3
285,0 50,0 16,7
282,5 58,3 25,0
280,0 66,7 33,3
277,5 75,0 41,7
275,0 83,3 50,0
272,5 91,7 58,3
270,0 100,0 66,7
267,5 100,0 75,0
265 100,0 83,3
262,5 100,0 91,7
260 100,0 100,0
FIGURA 28.- TABLA DONDE SE TABULA LA POTENCIA DE SALIDA (%) EN EL MODO DE CONTROL PD
Como puede observarse en la tabla de la figura 28, la acción derivativa ocurre fuera de la
banda proporcional (desde 262,5°C).
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
48
5.3.4.4 CONTROL PROPORCIONAL INTEGRAL (PI)
Si retomamos el problema del “error estacionario”, una manera de hacer llegar la
temperatura del horno a 300°C desde la temperatura estacionaria de 295°C sería
mediante algún ajuste manual para poder proporcionarle ese 25% faltante y hacerlo llegar
y estacionarse en 300°C.
Algunos controles antiguos permitían este ajuste y era llamado “Manual Reset” o “Ajuste
Manual”, el problema con este ajuste es que será efectivo mientras el horno tenga
siempre las mismas características. Por ejemplo, si las perdidas del horno disminuyen a
20%, la temperatura subirá por arriba de 300°C, creando un error por arriba del SP. La
forma de solucionar el problema del error estacionario es agregando al control
proporcional el término “Integral”. El control será el mismo proporcional, pero a la salida
se le suma la acción integral, que la corrige tomando en cuenta la magnitud del error y el
tiempo que este ha permanecido.
Para ello se le programa al control una constante I, que es formalmente “la cantidad de
veces que aumenta la acción proporcional por segundo”. La salida se corrige en una
cantidad equivalente a la integral del error multiplicada por I.
Hagamos una analogia de cómo opera la acción integral:
Es como un acumulador al cual se le va agregando cada segundo una cantidad equivalente
al error medido en ese segundo. Si existe un error de 5°C, entonces el acumulador va
creciendo, aumentando su tamaño cada segundo en una cantidad de 5.
Si el error es 0°C, entonces nada se le agrega al acumulador y este permanece en la misma
cantidad. Pero si existe un error negativo, por ejemplo T = 303°C, entonces se le quitará 3
al acumulador cada segundo que permanezca este error y el tamaño de la cantidad
acumulada irá disminuyendo.
La idea es que la salida del control será la misma que en un control proporcional más la
magnitud del acumulador multiplicada por la constante I.
Internamente el control PI realiza el cálculo con la siguiente fórmula:
E + I • (Eacumulador)
Banda % Output = 100% •
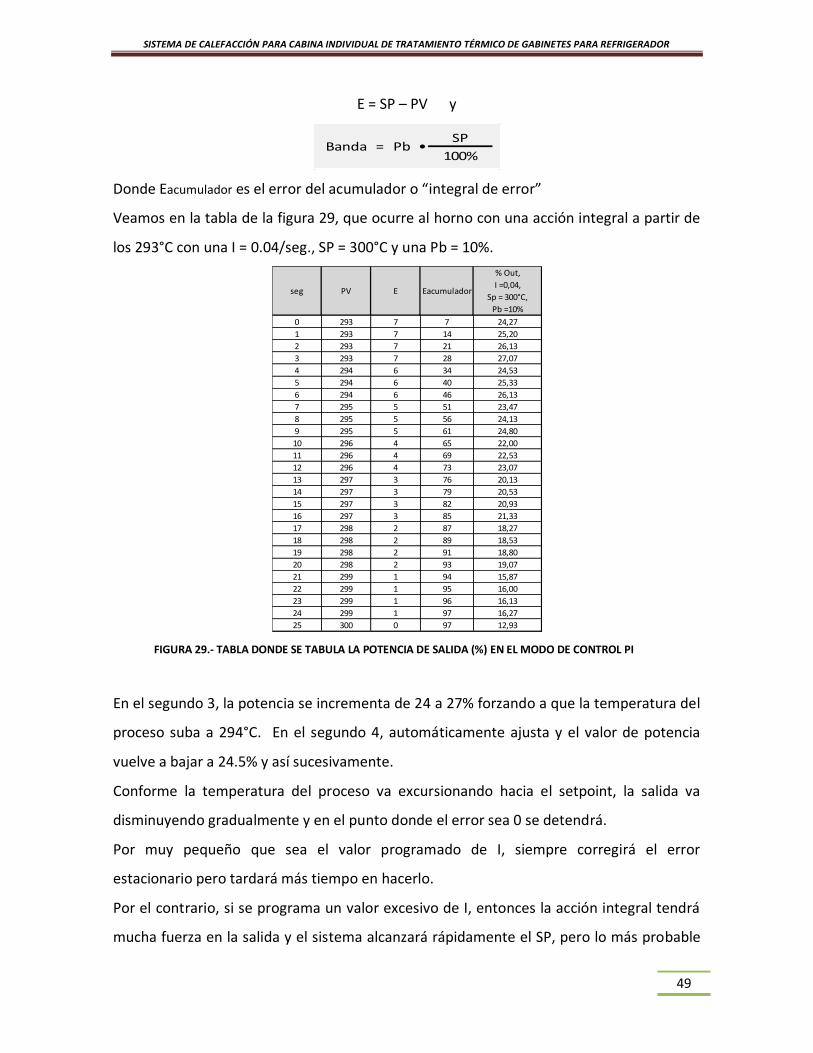
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
49
E = SP – PV y
SP
100%=Banda Pb •
Donde Eacumulador es el error del acumulador o “integral de error”
Veamos en la tabla de la figura 29, que ocurre al horno con una acción integral a partir de
los 293°C con una I = 0.04/seg., SP = 300°C y una Pb = 10%.
seg PV E Eacumulador
% Out,
I =0,04,
Sp = 300°C,
Pb =10%
0 293 7 7 24,27
1 293 7 14 25,20
2 293 7 21 26,13
3 293 7 28 27,07
4 294 6 34 24,53
5 294 6 40 25,33
6 294 6 46 26,13
7 295 5 51 23,47
8 295 5 56 24,13
9 295 5 61 24,80
10 296 4 65 22,00
11 296 4 69 22,53
12 296 4 73 23,07
13 297 3 76 20,13
14 297 3 79 20,53
15 297 3 82 20,93
16 297 3 85 21,33
17 298 2 87 18,27
18 298 2 89 18,53
19 298 2 91 18,80
20 298 2 93 19,07
21 299 1 94 15,87
22 299 1 95 16,00
23 299 1 96 16,13
24 299 1 97 16,27
25 300 0 97 12,93
FIGURA 29.- TABLA DONDE SE TABULA LA POTENCIA DE SALIDA (%) EN EL MODO DE CONTROL PI
En el segundo 3, la potencia se incrementa de 24 a 27% forzando a que la temperatura del
proceso suba a 294°C. En el segundo 4, automáticamente ajusta y el valor de potencia
vuelve a bajar a 24.5% y así sucesivamente.
Conforme la temperatura del proceso va excursionando hacia el setpoint, la salida va
disminuyendo gradualmente y en el punto donde el error sea 0 se detendrá.
Por muy pequeño que sea el valor programado de I, siempre corregirá el error
estacionario pero tardará más tiempo en hacerlo.
Por el contrario, si se programa un valor excesivo de I, entonces la acción integral tendrá
mucha fuerza en la salida y el sistema alcanzará rápidamente el SP, pero lo más probable
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
50
es que se siga de largo por efectos de la inercia térmica. Entonces la acción integral será
con error negativo, es decir será en sentido contrario, el acumulador irá disminuyendo
rápidamente con la magnitud del error.
En la práctica normalmente I debe ser grande solo en sistemas que reaccionan
rápidamente y pequeño para sistemas lentos con mucha inercia, como ocurre en los
hornos.
En general los valores de la constante I son relativamente pequeños, para la mayoría de
los sistemas el valor adecuado de I varía entre 0 y 0.08 1/seg.
5.3.5 CÁLCULOS DE REQUERIMIENTOS DE CALOR
La termodinámica es la rama de la física que estudia los procesos donde hay transferencia
de energía en forma de calor y de trabajo. Cuando dos cuerpos a diferentes temperaturas
se ponen en contacto térmico entre sí, la temperatura del cuerpo más cálido disminuye y
la del más frío aumenta. Si permanecen en contacto térmico durante cierto tiempo,
finalmente alcanzan una temperatura común de equilibrio con un valor comprendido
entre las temperaturas inicial y final. En este proceso se produjo una transferencia de
calor del cuerpo más cálido al más frío.
Por lo que podremos definir el calor como la energía en tránsito debido a una diferencia
de temperaturas.
Esa energía en tránsito puede llevarse a cabo mediante tres formas o mecanismos que
son:
1. Conducción: Transferencia de energía desde cada porción de materia a la materia
adyacente por contacto directo, sin intercambio, mezcla o flujo de cualquier
material.
2. Convección: Transferencia de energía mediante la mezcla íntima de distintas partes
del material, se produce mezclado e intercambio de materia.
2a. Convección natural: el origen del mezclado es la diferencia de densidades
que acarrea una diferencia de temperatura.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
51
2b. Convección forzada: la causa del mezclado es un agitador mecánico o una
diferencia de presión (ventiladores, compresores...) impuesta externamente.
3. Radiación: transferencia de energía mediada por ondas electromagnéticas,
emanadas por los cuerpos calientes y absorbidas por los cuerpos fríos.
Debido a que todas las sustancias son diferentes, podemos decir que requieren de
diferentes cantidades de calor para lograr un cambio en temperatura.
El calor específico de una sustancia es la cantidad de calor que se necesita para elevar la
temperatura de una cantidad unitaria de esa sustancia en un grado de temperatura.
5.3.5.1 CÁLCULOS DE POTENCIA PARA CALENTAMIENTO POR CONDUCCIÓN Y
CONVECCIÓN
En esta sección, veremos el calor requerido para que un material alcance una temperatura
requerida.
Si llamamos la cantidad de calor que se esta agregando Q, el cual causará un cambio en
temperatura ∆T a un peso de sustancia W, la cual tiene un cierto calor específico Cp,
entonces tendremos que :
Q = w • Cp • ∆T
Dado que todos los cálculos son en watts, una conversión adicional de 3.412 Btu = 1 Wh
es necesario por lo que:
QA ó QB = (w • Cp • ∆T) / 3.412 …… (ecuación 1)
donde:
QA = Calor requerido para incrementar la temperatura del material durante el arranque
(Wh)
QB = Calor requerido para incrementar la temperatura del material procesado en el ciclo
de trabajo (Wh).
W = Peso del material (lb)
Cp = Calor específico del material (Btu/lb.°F)
∆T = Incremento de temperatura del material (Tfinal – Tinicial) en °F
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
52
Esta ecuación debe ser aplicada a todos los materiales que absorban calor en la aplicación.
Medios calentados, contenedores, racks, bandas y aire de ventilación deberán ser
incluidos.
5.3.5.2 CALOR REQUERIDO PARA DERRETIR (FUSIÓN) O VAPORIZAR UN MATERIAL
Si estamos considerando agregar calor a una substancia, también es necesario anticipar
los cambios en el estado del material que podrían ocurrir durante dicho calentamiento
tales como la fusión y la vaporización.
El calor necesario para derretir un material es conocido como el calor latente de fusión y
es representado por Hf. Otro cambio de estado esta envuelto en la vaporización y la
condensación. El calor latente de vaporización Hv de una sustancia es la energia
requerida para cambiar una substancia de líquido a vapor. Esta misma cantidad de
energía es liberada como vapores condensados los cuales regresan al estado líquido.
Por lo que tendremos que:
Si el cambio de estado se da durante el arranque:
QC = w · Hf / 3.412 o QD = w · Hv / 3.412 ….. (ecuación 2)
donde:
QC = Calor requerido para derretir o vaporizar el material durante el arranque (Wh)
QD = Calor requerido para derretir o vaporizar el material durante el ciclo de trabajo (Wh).
w = Peso del material en lbs.
Hf = Calor latente de fusion (Btu/lb)
Hv = Calor latente de vaporización (Btu/lb)
Los cambios de estado (fusión y vaporización) es un proceso a temperatura constante. El
valor Cp de la ecuación 1 de un material también cambia con un cambio en el estado del
material. Es por eso que se requieren cálculos separados, uno usando la ecuación 1
cuando el material esta debajo de la temperatura de fusión/vaporización y otro cuando
está arriba de dicha temperatura.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
53
5.3.5.3 PERDIDAS DE CALOR POR CONDUCCIÓN
La transferencia de calor por conducción es el intercambio de calor por contacto entre un
cuerpo a una temperatura más alta hacia otro cuerpo con una temperatura más baja o
entre porciones del mismo cuerpo a temperaturas diferentes. Por tanto, podemos definir
la siguiente ecuación para calcular el calor requerido para reemplazar las pérdidas por
conducción:
QL1 = (k • A • T • te) / (3.412 • L) ….. (ecuación 3A)
donde:
QL1= Perdidas de calor por conducción (Wh)
K = Conductividad térmica (Btu · in. / ft² · °F · hora)
A = Área o superficie de transferencia de calor (ft²)
L = Espesor del material (in.)
∆T = Diferencia de temperatura a través del material (T2– T1) °F
te = tiempo de exposición (hr.)
Esta expresión puede ser usada para calcular las pérdidas a través de paredes aisladas de
contenedores u otras superficies planas donde la temperatura de ambas superficies
puedan ser determinadas o estimadas. Valores tabulados de conductividad térmica son
fácilmente encontrados en la pág. 134 a la 143 de la Guía de Aplicaciones de Watlow
(Watlow Applications Guide).
5.3.5.4 PÉRDIDAS DE CALOR POR CONVECCIÓN
La convección es un caso especial de conducción. La convección es definida como la
transferencia de calor desde una región a alta temperatura en un gas o líquido como
resultado del movimiento de la masa del fluido. La figura 27 mostrada en líneas abajo
incluye gráficos y cartas mostrando perdidas por convección bajo varias condiciones.
QL2 = A · FSL · CF ……. (Ecuación 3B)
donde:
QL2 = Pérdidas de calor por convección
A = Área de la superficie (in²)
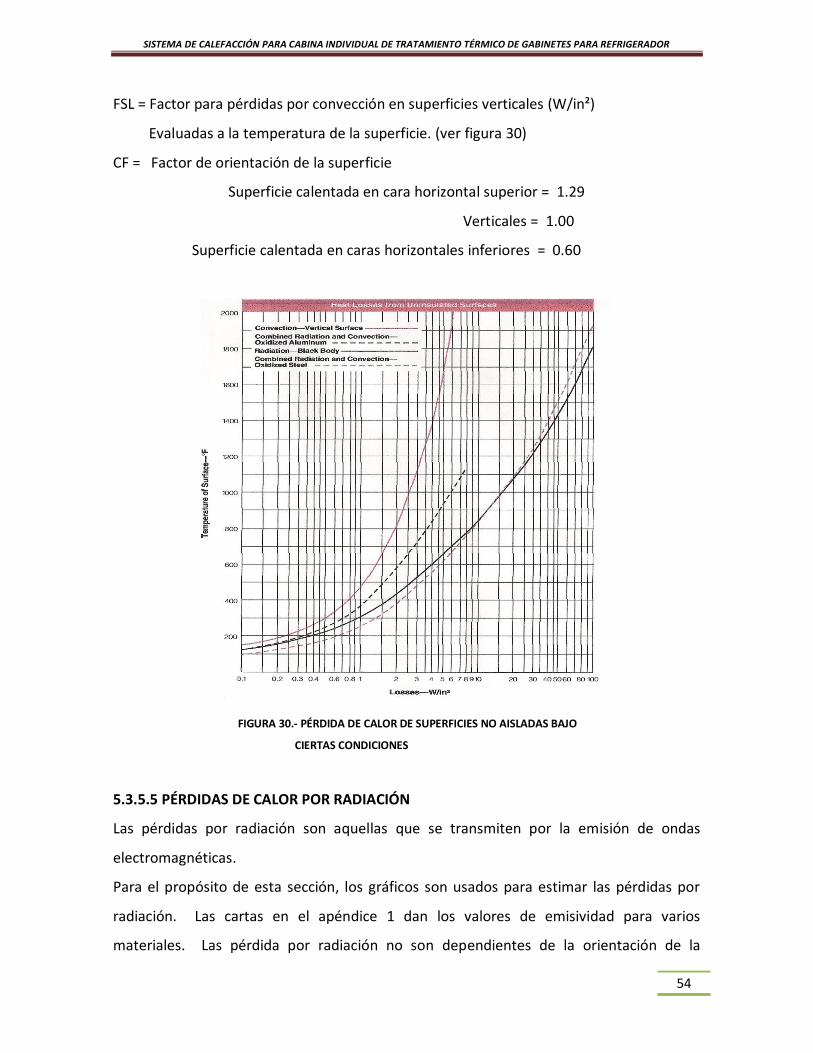
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
54
FSL = Factor para pérdidas por convección en superficies verticales (W/in²)
Evaluadas a la temperatura de la superficie. (ver figura 30)
CF = Factor de orientación de la superficie
Superficie calentada en cara horizontal superior = 1.29
Verticales = 1.00
Superficie calentada en caras horizontales inferiores = 0.60
FIGURA 30.- PÉRDIDA DE CALOR DE SUPERFICIES NO AISLADAS BAJO
CIERTAS CONDICIONES
5.3.5.5 PÉRDIDAS DE CALOR POR RADIACIÓN
Las pérdidas por radiación son aquellas que se transmiten por la emisión de ondas
electromagnéticas.
Para el propósito de esta sección, los gráficos son usados para estimar las pérdidas por
radiación. Las cartas en el apéndice 1 dan los valores de emisividad para varios
materiales. Las pérdida por radiación no son dependientes de la orientación de la
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
55
superficie. La emisividad es usada para ajustar la habilidad del material para radiar
energía calorica.
QL3 = A · FSL · e ….. (ecuación 3C)
donde:
QL3 = Pérdidas de calor por radiación (Wh)
A = Área de la superficie (in²)
FSL = Factor de pérdida por radiación en un cuerpo negro a la temperatura de la superficie
(W/in²)
Ejemplo:
Usando la Regla 1 del Apéndice 1, para un cuerpo negro (radiador perfecto) a 500°F, las
pérdidas de calor son aproximadamene 2.5 W/in².
Para una hoja de aluminio pulido con e = 0.09 tendremos que las perdidas de calor a la
misma temperatura será: 2.5 W/in² • 0.09 = 0.22 W/in².
5.3.5.6 PÉRDIDA DE CALOR POR CONVECCIÓN Y RADIACIÓN COMBINADAS
Algunas curvas en la fig. 30 combinan pérdidas por convección y por radiación
combinadas. Esto nos ahorra de tener que usar ambas ecuaciones 3B y 3C. Si unicamente
el componente de convección es requerida, entonces el componente debe ser
determinado separadamente y restado de la curva combinada.
QL4 = A · FSL .... (Ecuación 3D)
donde:
QL4 = Pérdidas de calor por convección y radiación combinadas (Wh)
A = Área de la superficie (in²)
FSL = Factor de Pérdida en la superficie combinada a la temperatura de la superficie
(W/in²).
Esta ecuación asume una temperatura constante en la superficie.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
56
5.3.5.7 PÉRDIDAS TOTALES DE CALOR
Las pérdidas totales son el resultado de medir las pérdidas por conducción, convección y
por radiación. Dependiendo de la aplicación, las pérdidas totales de calor pueden ser sólo
una pequeña fracción del total de potencia requerido … o también podrán ser una parte
muy grande del total. Por tanto, no ignore las pérdida por calor a menos que la
experiencia previa así lo dicte.
Por lo que las pérdidas totales de calor estarán dadas por:
QL = QL1 + QL2 + QL3 …. (Ecuación 3E)
Si las pérdidas de calor por convección y radiación son calculadas separadamente.
(Cuándo las superficies no están uniformemente aisladas, entonces las pérdidas deberán
ser calculadas separadamente).
QL = QL1 + QL4 …. (Ecuación 3E’)
Si las curvas combinadas de radiación y convección son usadas (tuberías, ductos, etc.,
donde los cuerpos están uniformemente aislados).
5.3.5.8 POTENCIA REQUERIDA DURANTE EL ARRANQUE Y DURANTE EL PROCESO
Ambas ecuaciones, 4 y 5, estiman la energía requerida y la convierten en potencia. Dado
que la potencia en watts especifican una tasa de energía, podemos usar la potencia para
seleccionar los requerimientos del calefactor eléctrico. Ambos, la potencia en el arranque
y la potencia de la operación o del proceso deben ser analizadas antes de que
seleccionemos el calefactor.
POTENCIA NECESARIA EN EL ARRANQUE (en Watts) :
QA + QC 2
ts 3(QL ) Ps = + • (1 + F. S.)
…. (Ecuación 4)
Donde:
QA = Calor absorbido por los materiales durante el arranque (Wh)
QC = Calor latente absorbido durante el arranque (Wh)
QL = Pérdida de calor por conducción, convección y radiación (Wh)

SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
57
F.S. = Factor de seguridad
Ts = Tiempo requerido para levantar calor durante el arranque (hr).
POTENCIA NECESARIA EN LA OPERACIÓN DEL PROCESO (en Watts):
QB + QD
tc
(QL ) Pw = + • (1 + F. S.)
…. (Ecuación 5)
Donde:
QB = Calor absorbido por los materiales durante el ciclo de trabajo (Wh)
QD = Calor latente absorbido durante el ciclo de trabajo (Wh)
QL = Pérdida de calor por conducción, convección y radiación (Wh)
F.S. = Factor de seguridad
Tc = Ciclo de tiempo requerido (hr).
6.- IMPLEMENTACIÓN
6.1 CÁLCULOS DE REQUERIMIENTOS DE CALOR
Dimensiones físicas del horno:
En sistema métrico: 1.55 m. de alto x 1.55 m. de ancho x 2.36 m. de longitud
En sistema inglés: 5.08 ft. de alto x 5.08 ft. de ancho x 7.74 ft. de longitud.
Temperatura mínima ambiental = 5°C (41°F) en la Ciudad de San Juan del Río, Qro.,
aproximadamente a las 6:00 am en temporada de invierno.
Temperatura a levantar en el gabinete metálico: 45°C.
Tiempo de residencia del gabinete metálico: 6 minutos.
No. de gabinetes simultáneos en el horno: 1
Aislamiento de las paredes laterales y techo: Multypanel 2”
Peso aproximado del gabinete metálico: 51.72 kgs.
Densidad del aire: 0.080 lb/ft³
Calor específico del aire: Cpaire = 0.240 btu./lb.°F
Material de la lámina del gabinete metálico: Acero
Calor específico del acero: Cpacero = 0.12 btu./lb.°F

SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
58
En este punto calcularemos tanto la potencia requerida para incrementar la temperatura
durante el arranque como la potencia requerida una vez que el horno esta trabajando en
modo continuo.
Para el arranque:
QA 2
ts 3 Ps = + (QL) • (1 + F. S.)
Donde:
QA = Calor requerido para incrementar la temperatura del material durante el arranque
(Wh)
w * Cp * ∆T
3.412 QA =
Durante el arranque debemos considerar los requerimientos de calor para incrementar la
temperatura del aire, de la banda transportadora de metal y de las láminas de acero del
multypanel. La suma de los tres requerimientos nos dará el total de calor necesario para
subir la temperatura de 5°C a 45°C.
Calculando QA:
QA = Qbanda + Qaire + Qparedes laterales + techo
wbanda * Cp acero * ∆T
3.412 Qbanda =
Donde:
Wbanda = 50 lbs.
Cpacero = 0.12 Btu / lb • °F
∆T = Incremento de temperatura del material (Tfinal – Tinicial) °F
∆T = (113 – 41) °F = 72°F
Sustituyendo en la fórmula:
50 * 0.12 * 72 432
3.412 3.412 Qbanda = =
Qbanda = 126.61 Wh
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
59
Para el calor necesario para calentar el volumen de aire, tendremos:
waire * Cp aire * ∆T
3.412 Qaire =
Donde:
Densidad del aire = 0.089 lbs/ft³
Volumen del horno = 5.08 x 5.08 x 7.74 = 199.74 ft³
Waire = Densidadaire x Volumen = 0.089 x 199.74 = 15.97 lbs.
Cpaire = 0.240 Btu / lb • °F
∆T = Incremento de temperatura del material (Tfinal – Tinicial) °F
∆T = (113 – 41) °F = 72°F
Sustituyendo en la fórmula:
15.97 * 0.24 * 72 275.96
3.412 3.412 Qaire = =
Qaire= 80.88 Wh.
Para el calor necesario para calentar la lámina y el techo del horno, tendremos:
wparedes + techo * Cp acero * ∆T
3.412 Qparedes laterales + techo =
Donde:
Peso de las paredes y techo de lámina del horno = 41.39 kgs. = 91.16 lbs.
Peso de la lámina cal. 26 de las paredes = 29.14 kgs.
Peso de la lámina cal. 26 del techo: 12.25 kgs.
Cpacero = 0.12 Btu / lb • °F
∆T = Incremento de temperatura del material (Tfinal – Tinicial) °F
∆T = (113 – 41) °F = 72°F
Sustituyendo en la fórmula:
91.16 * 0.12 * 72
3.412 Qparedes + techo =
Qparedes + techo = 787.62 / 3.412
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
60
Qparedes + techo = 230.83 Wh
Por lo que los requerimientos de potencia para subir hasta 45°C en una hora serán:
QA = Qbanda + Qaire +Qparedes laterales + techo
QA = 126.61 + 80.88 + 230.83
QA = 438.32 Wh
Pero como se quiere lograr subir dicha temperatura en 20 min. Y considerando las
pérdidas de calor, tendremos:
QA 2
ts 3(QL ) Ps = + • • (1 + F. S.)
Durante el arranque de un sistema, las perdidas son cero y llegan al 100% a la
temperatura del proceso. Una buena aproximación de las pérdidas durante el arranque es
obtenida cuando las pérdidas de calor QL son multiplicadas por 2/3.
Pág. 18 de la Guía de aplicaciones Watlow.
Ps = (1,328.24 + 932.12) * 1.1
Ps = 2,486.39 watts
Durante el ciclo de trabajo, tendremos que calcular los requerimientos de calor para
calentar un gabinete de refrigerador más el volumen de aire del horno en un tiempo de 6
min.
Por lo que QB estará dado por:
QB = Qgabinete + Qaire,
Por lo que para el calor requerido para el gabinete tendremos:
wgabinete * Cp acero * ∆T
3.412 Qgabinete =
Wgabinete = 114.02 lb.
438.32
2
2
0.33 3 • Ps = + • (1 + 0.1) (1,398.18 )
W * Cp * ∆T
3.412 QB =
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
61
Cpacero = 0.12 Btu / lb • °F
∆T = Incremento de temperatura del material (Tfinal – Tinicial) °F
∆T = (113 – 41) °F = 72°F
Sustituyendo en la fórmula tendremos:
114.02 * 0.12 * 72
3.412 Qgabinete =
Qgabinete = 288.72 Wh
Y como en un cálculo precedente ya habíamos calculado:
Qaire = 80.88 Wh.,
Sustituyendo estos valores en la fórmula de QB, tendremos:
QB = Qgabinete + Qaire,
QB = 288.72 + 80.88
QB = 369.6 Wh
Por lo que la potencia requerida en watts para elevar la temperatura del gabinete en 6
minutos estará dada por:
QB
tc
(QL ) Pw = + • (1 + F. S.)
Donde:
Tc = tiempo del ciclo de trabajo = 6 min. = 0.1 hr.
F. S. = factor de seguridad = 10%
Sustituyendo en la fórmula:
Pw = (3,696 + 1,398.18) • 1.1 = 5,094.18 • 1.1
Pw= 5,603.6 watts
Calor requerido para reemplazar las pérdidas de calor en las paredes, techo y piso del horno (refiérase a la figura 31):
369.6
0.1 (1,398.18) Pw = + • (1 + 0.1)
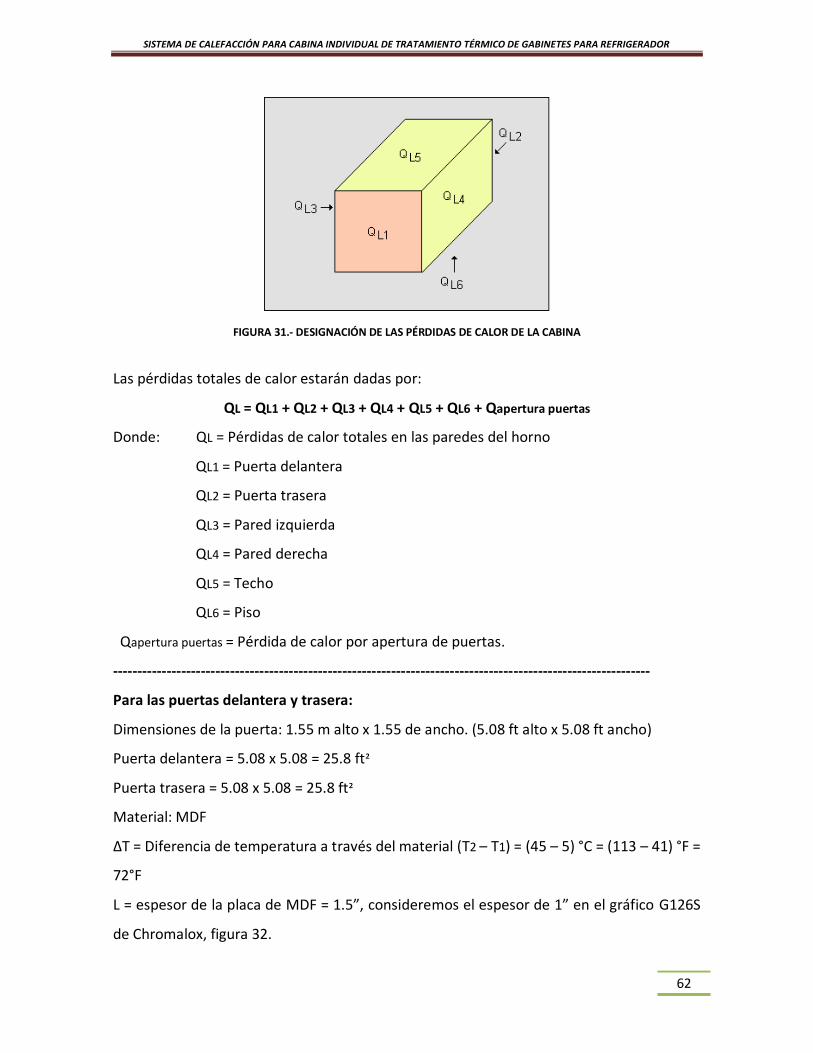
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
62
FIGURA 31.- DESIGNACIÓN DE LAS PÉRDIDAS DE CALOR DE LA CABINA
Las pérdidas totales de calor estarán dadas por:
QL = QL1 + QL2 + QL3 + QL4 + QL5 + QL6 + Qapertura puertas
Donde: QL = Pérdidas de calor totales en las paredes del horno
QL1 = Puerta delantera
QL2 = Puerta trasera
QL3 = Pared izquierda
QL4 = Pared derecha
QL5 = Techo
QL6 = Piso
Qapertura puertas = Pérdida de calor por apertura de puertas.
--------------------------------------------------------------------------------------------------------------
Para las puertas delantera y trasera:
Dimensiones de la puerta: 1.55 m alto x 1.55 de ancho. (5.08 ft alto x 5.08 ft ancho)
Puerta delantera = 5.08 x 5.08 = 25.8 ft²
Puerta trasera = 5.08 x 5.08 = 25.8 ft²
Material: MDF
∆T = Diferencia de temperatura a través del material (T2 – T1) = (45 – 5) °C = (113 – 41) °F =
72°F
L = espesor de la placa de MDF = 1.5”, consideremos el espesor de 1” en el gráfico G126S
de Chromalox, figura 32.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
63
QL1 = A • FSL •CF • te
donde:
A = Superficie del área que transfiere calor (ft²) = 25.8 ft²
FSL = Factor de pérdida por convección en la superficie del material (W/ft²) = 3 (utilizando
el gráfico G-126S proporcionado por Chromalox, fig. 32)
CF = Factor de orientación de la superficie = 1
Te = tiempo de exposición (hrs.) = 1
QL1 = 25.8 • 3 • 1 • 1
QL1 = 77.4 Wh, y como QL1 = QL2
QL2 = 77.4 Wh
------------------------------------------------------------------------------------------------------------------------
Para las paredes izquierda y derecha:
Dimensiones de las paredes: 1.55 m alto x 2.36 de largo (5.08 ft alto x 7.74 ft largo)
Pared izquierda = 5.08 x 7.74 = 39.32 ft²
Pared derecha = 5.08 x 7.74 = 39.32 ft²
Material: Multypanel
L = espesor de la placa de Multypanel = 2”
∆T = (T2 – T1) = (45 – 5) °C = (113 – 41) °F = 72°F
A = Superficie del área que transfiere calor (ft²) = 39.32 ft²
FSL = Factor de pérdida por convección en la superficie del material (W/ft²) = 3 (utilizando
el gráfico G-126S proporcionado por Chromalox, figura 26)
CF = Factor de orientación de la superficie = 1
Te = tiempo de exposición (hrs.) = 1
L = espesor de la placa de Multypanel = 2”
QL3 = A • FSL •CF • te
QL3 = 39.32 • 3 • 1• 1
QL3 = 117.96 Wh, y como QL3 = QL4
QL4 = 117.96 Wh
------------------------------------------------------------------------------------------------------------------------
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
64
Para el techo:
Dimensiones del techo: 1.55 m alto x 2.36 de largo. (5.08 ft alto x 7.74 ft largo)
Superficie del techo = 5.08 x 7.74 = 39.32 ft2
Material: Multypanel
∆T = (T2 – T1) = (45 – 5) °C = (113 – 41) °F = 72°F
CF = 1.29
Te = tiempo de exposición (hrs.) = 1
FSL = Factor de pérdida por convección en la superficie del material (W/ft²) = 3 (utilizando
la figura 26, que contiene el gráfico G-126S proporcionado por Chromalox)
L = espesor de la placa de Multypanel = 2”
QL5 = A • FSL •CF • te
QL5 = 39.32 • 3 • 1.29• 1
QL5 = 152.16 Wh
-----------------------------------------------------------------------------------------------------------------------
Para el piso:
Dimensiones del piso: 1.55 m alto x 2.36 de largo. (5.08 ft alto x 7.74 ft largo)
Superficie del piso = 5.08 x 7.74 = 39.32 ft2
Material: Cemento
∆T = (T2 – T1) = (45 – 5) °C = (113 – 41) °F = 72°F
CF = 0.63
Te = tiempo de exposición (hrs.) = 1
L = espesor de la plancha de cemento = 5”
QL6 = A • FSL •CF • te
QL6 = 39.32 • 3 • 0.6• 1
QL6 = 70.77 Wh
--------------------------------------------------------------------------------------------------------------------
Para la apertura / cierre de puertas:
Como se realizan 10 aperturas de puertas por hora y debido a que son simultáneas,
entonces tendremos que si tardamos 1 minuto por cada apertura:
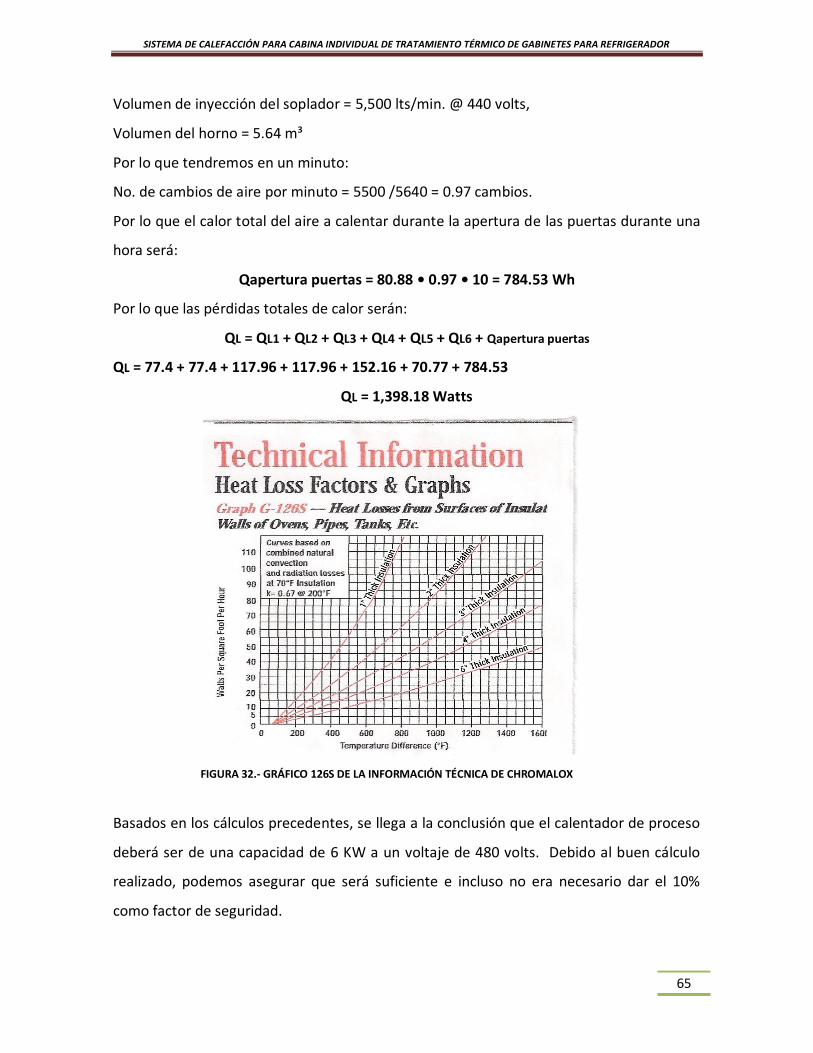
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
65
Volumen de inyección del soplador = 5,500 lts/min. @ 440 volts,
Volumen del horno = 5.64 m³
Por lo que tendremos en un minuto:
No. de cambios de aire por minuto = 5500 /5640 = 0.97 cambios.
Por lo que el calor total del aire a calentar durante la apertura de las puertas durante una
hora será:
Qapertura puertas = 80.88 • 0.97 • 10 = 784.53 Wh
Por lo que las pérdidas totales de calor serán:
QL = QL1 + QL2 + QL3 + QL4 + QL5 + QL6 + Qapertura puertas
QL = 77.4 + 77.4 + 117.96 + 117.96 + 152.16 + 70.77 + 784.53
QL = 1,398.18 Watts
FIGURA 32.- GRÁFICO 126S DE LA INFORMACIÓN TÉCNICA DE CHROMALOX
Basados en los cálculos precedentes, se llega a la conclusión que el calentador de proceso
deberá ser de una capacidad de 6 KW a un voltaje de 480 volts. Debido al buen cálculo
realizado, podemos asegurar que será suficiente e incluso no era necesario dar el 10%
como factor de seguridad.
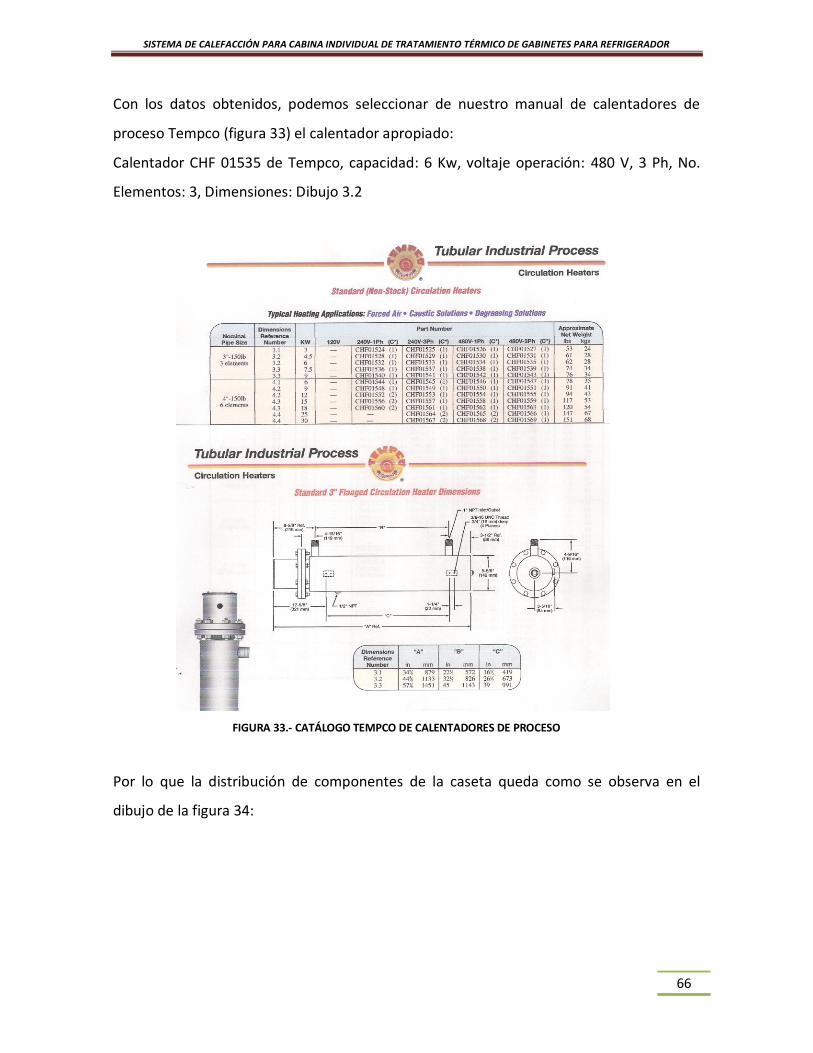
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
66
Con los datos obtenidos, podemos seleccionar de nuestro manual de calentadores de
proceso Tempco (figura 33) el calentador apropiado:
Calentador CHF 01535 de Tempco, capacidad: 6 Kw, voltaje operación: 480 V, 3 Ph, No.
Elementos: 3, Dimensiones: Dibujo 3.2
FIGURA 33.- CATÁLOGO TEMPCO DE CALENTADORES DE PROCESO
Por lo que la distribución de componentes de la caseta queda como se observa en el
dibujo de la figura 34:
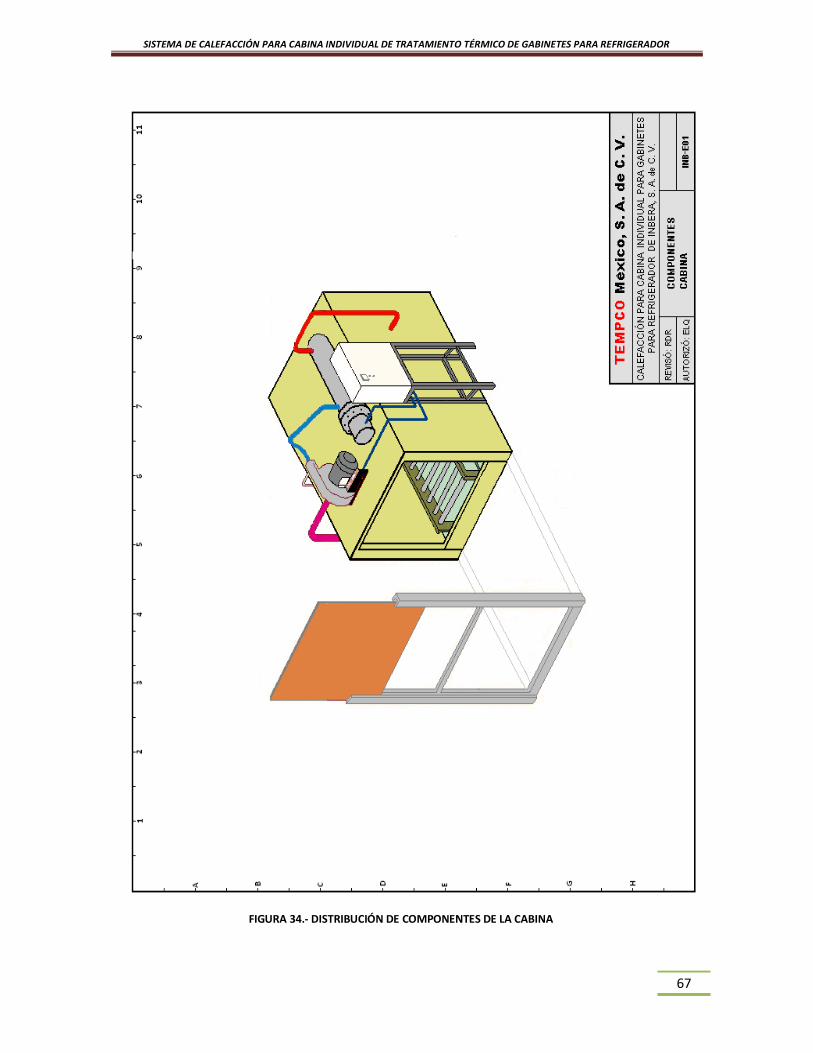
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
67
FIGURA 34.- DISTRIBUCIÓN DE COMPONENTES DE LA CABINA

SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
68
6.2 DISEÑO DEL CIRCUITO ELÉCTRICO
Para el calefactor:
Asumiendo que el calefactor será alimentado a 450 VAC, 3 fases, por lo que la corriente
consumida por fase para un sistema balanceado será:
W
1.73 · V · cos Φ=I
Donde:
I = corriente total consumida por línea
W = Potencia total de las resistencias = 6 Kw = 6,000 watts.
V = voltaje de la línea = 450 V (línea del cliente).
Cos Φ = 1, ya que se trata de un dispositivo totalmente resistivo.
Sustituyendo en la fórmula
6,000 6,000
1.73 · 450 · 1 778.5=I =
I = 7.7 Amp.
Con el dato anterior, podemos establecer que los relevadores de estado sólido pueden ser
de 10 amp. Como mínimo, manejando un voltaje de 440 / 460 volts.
Si usamos el catálogo de ABB baja tensión, tendremos que el contactor tripolar de
seguridad será un ABB A30-30-10 con un contacto NA, carga máxima de 30 Amp., bobina:
110-127 VAC y No. catálogo: 1SBL281001R2610.
El relevador de estado sólido marca Crouzet para manejar una corriente de 10 A @ 460
volts será un 8413 4100, el cual tendrá las siguientes características:
Corriente promedio nominal = 10 Amp. ,
Voltaje manejado en la salida: 48 – 660 VAC,
Voltaje de entrada: 4-32 Vdc,
Tipo de salida: SCR estado sólido,
Tipo de switcheo: Cruce por cero
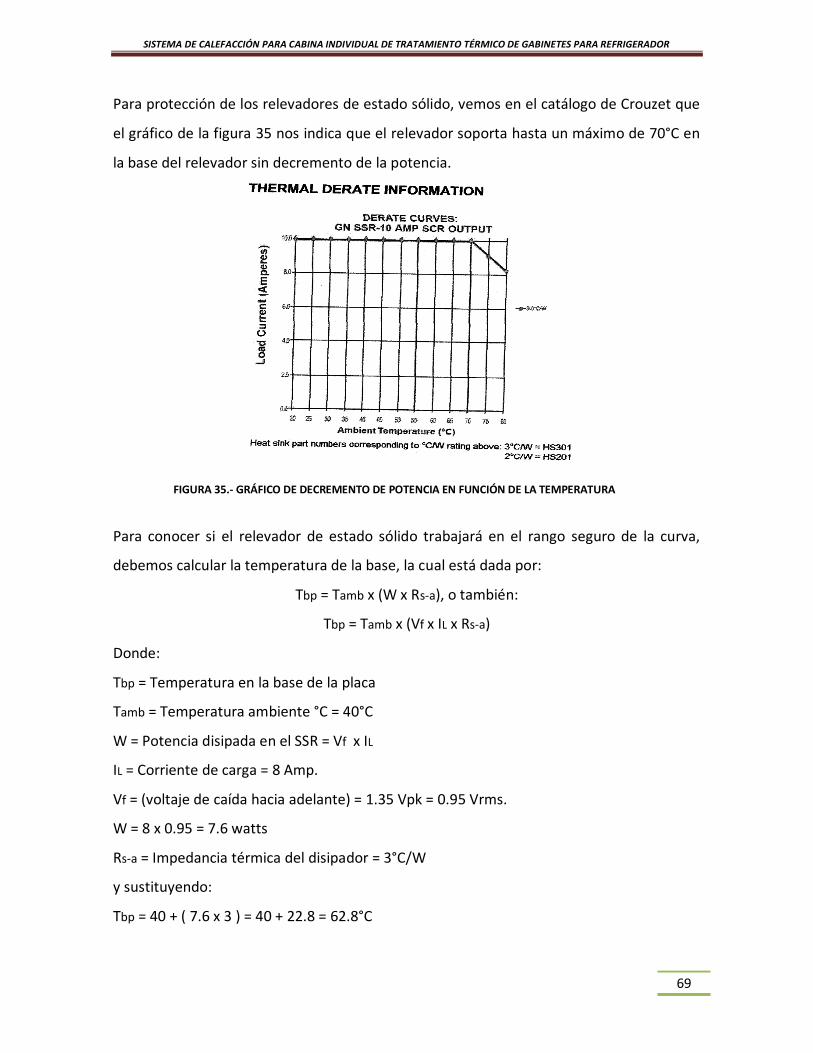
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
69
Para protección de los relevadores de estado sólido, vemos en el catálogo de Crouzet que
el gráfico de la figura 35 nos indica que el relevador soporta hasta un máximo de 70°C en
la base del relevador sin decremento de la potencia.
FIGURA 35.- GRÁFICO DE DECREMENTO DE POTENCIA EN FUNCIÓN DE LA TEMPERATURA
Para conocer si el relevador de estado sólido trabajará en el rango seguro de la curva,
debemos calcular la temperatura de la base, la cual está dada por:
Tbp = Tamb x (W x Rs-a), o también:
Tbp = Tamb x (Vf x IL x Rs-a)
Donde:
Tbp = Temperatura en la base de la placa
Tamb = Temperatura ambiente °C = 40°C
W = Potencia disipada en el SSR = Vf x IL
IL = Corriente de carga = 8 Amp.
Vf = (voltaje de caída hacia adelante) = 1.35 Vpk = 0.95 Vrms.
W = 8 x 0.95 = 7.6 watts
Rs-a = Impedancia térmica del disipador = 3°C/W
y sustituyendo:
Tbp = 40 + ( 7.6 x 3 ) = 40 + 22.8 = 62.8°C
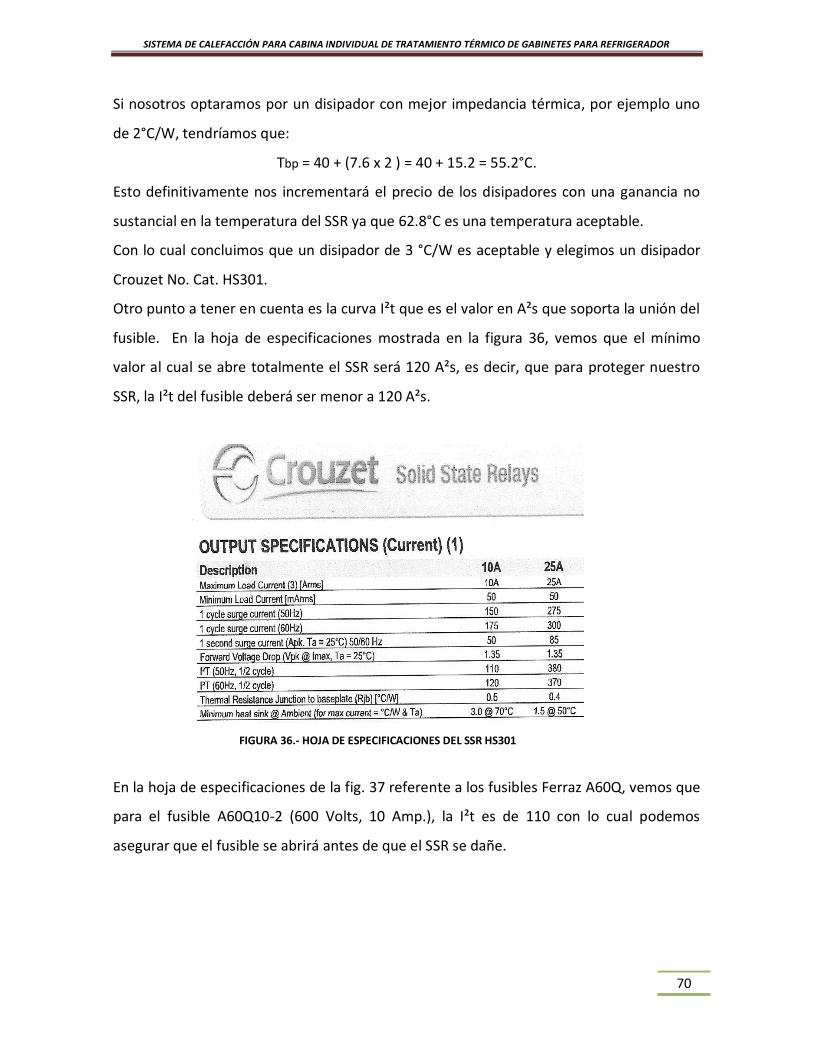
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
70
Si nosotros optaramos por un disipador con mejor impedancia térmica, por ejemplo uno
de 2°C/W, tendríamos que:
Tbp = 40 + (7.6 x 2 ) = 40 + 15.2 = 55.2°C.
Esto definitivamente nos incrementará el precio de los disipadores con una ganancia no
sustancial en la temperatura del SSR ya que 62.8°C es una temperatura aceptable.
Con lo cual concluimos que un disipador de 3 °C/W es aceptable y elegimos un disipador
Crouzet No. Cat. HS301.
Otro punto a tener en cuenta es la curva I²t que es el valor en A²s que soporta la unión del
fusible. En la hoja de especificaciones mostrada en la figura 36, vemos que el mínimo
valor al cual se abre totalmente el SSR será 120 A²s, es decir, que para proteger nuestro
SSR, la I²t del fusible deberá ser menor a 120 A²s.
FIGURA 36.- HOJA DE ESPECIFICACIONES DEL SSR HS301
En la hoja de especificaciones de la fig. 37 referente a los fusibles Ferraz A60Q, vemos que
para el fusible A60Q10-2 (600 Volts, 10 Amp.), la I²t es de 110 con lo cual podemos
asegurar que el fusible se abrirá antes de que el SSR se dañe.
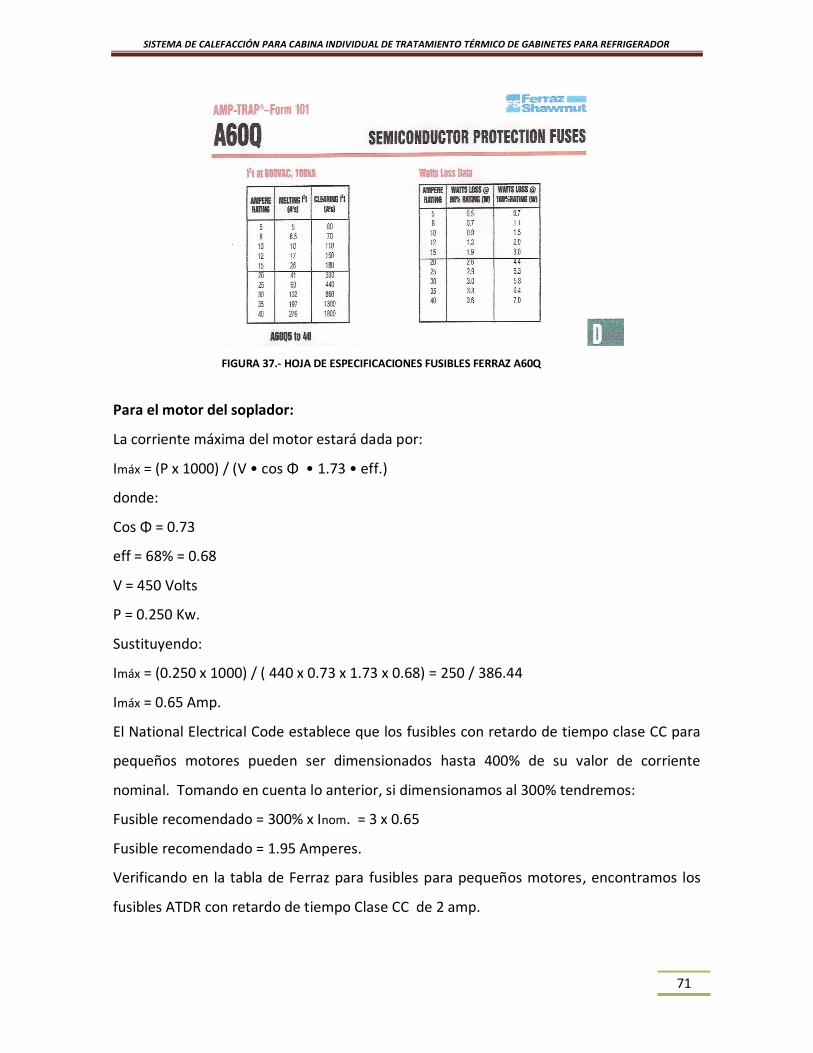
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
71
FIGURA 37.- HOJA DE ESPECIFICACIONES FUSIBLES FERRAZ A60Q
Para el motor del soplador:
La corriente máxima del motor estará dada por:
Imáx = (P x 1000) / (V • cos Φ • 1.73 • eff.)
donde:
Cos Φ = 0.73
eff = 68% = 0.68
V = 450 Volts
P = 0.250 Kw.
Sustituyendo:
Imáx = (0.250 x 1000) / ( 440 x 0.73 x 1.73 x 0.68) = 250 / 386.44
Imáx = 0.65 Amp.
El National Electrical Code establece que los fusibles con retardo de tiempo clase CC para
pequeños motores pueden ser dimensionados hasta 400% de su valor de corriente
nominal. Tomando en cuenta lo anterior, si dimensionamos al 300% tendremos:
Fusible recomendado = 300% x Inom. = 3 x 0.65
Fusible recomendado = 1.95 Amperes.
Verificando en la tabla de Ferraz para fusibles para pequeños motores, encontramos los
fusibles ATDR con retardo de tiempo Clase CC de 2 amp.
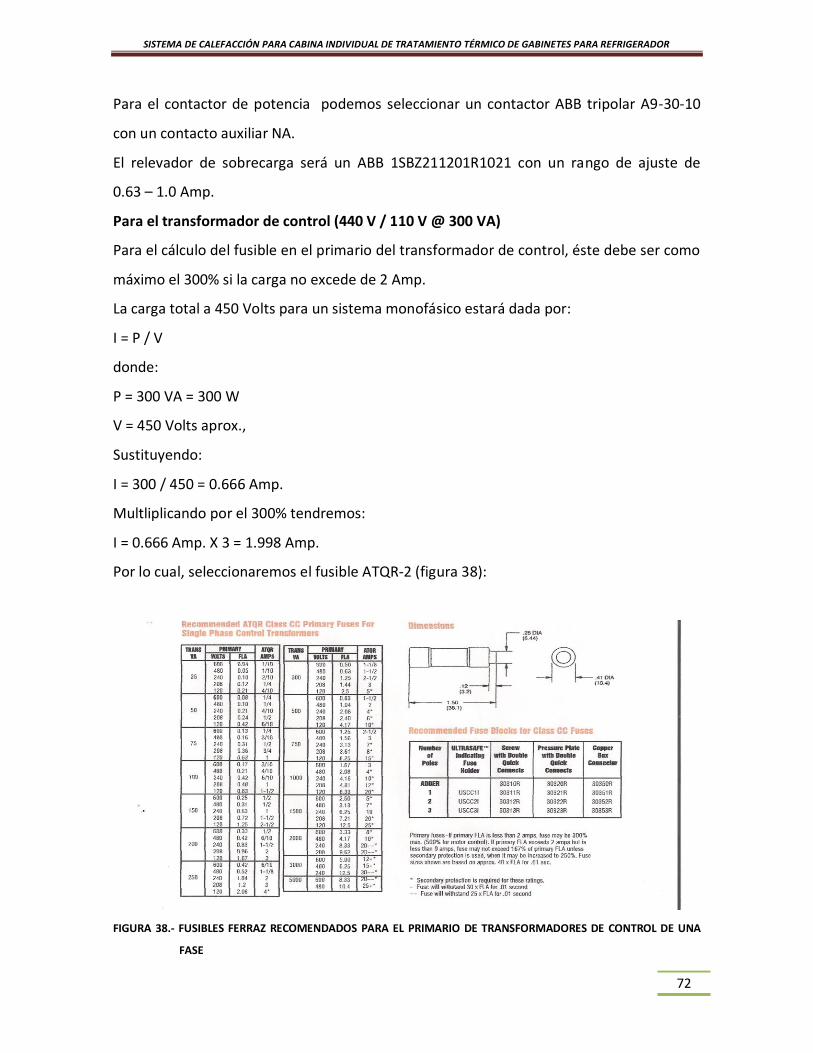
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
72
Para el contactor de potencia podemos seleccionar un contactor ABB tripolar A9-30-10
con un contacto auxiliar NA.
El relevador de sobrecarga será un ABB 1SBZ211201R1021 con un rango de ajuste de
0.63 – 1.0 Amp.
Para el transformador de control (440 V / 110 V @ 300 VA)
Para el cálculo del fusible en el primario del transformador de control, éste debe ser como
máximo el 300% si la carga no excede de 2 Amp.
La carga total a 450 Volts para un sistema monofásico estará dada por:
I = P / V
donde:
P = 300 VA = 300 W
V = 450 Volts aprox.,
Sustituyendo:
I = 300 / 450 = 0.666 Amp.
Multliplicando por el 300% tendremos:
I = 0.666 Amp. X 3 = 1.998 Amp.
Por lo cual, seleccionaremos el fusible ATQR-2 (figura 38):
FIGURA 38.- FUSIBLES FERRAZ RECOMENDADOS PARA EL PRIMARIO DE TRANSFORMADORES DE CONTROL DE UNA
FASE
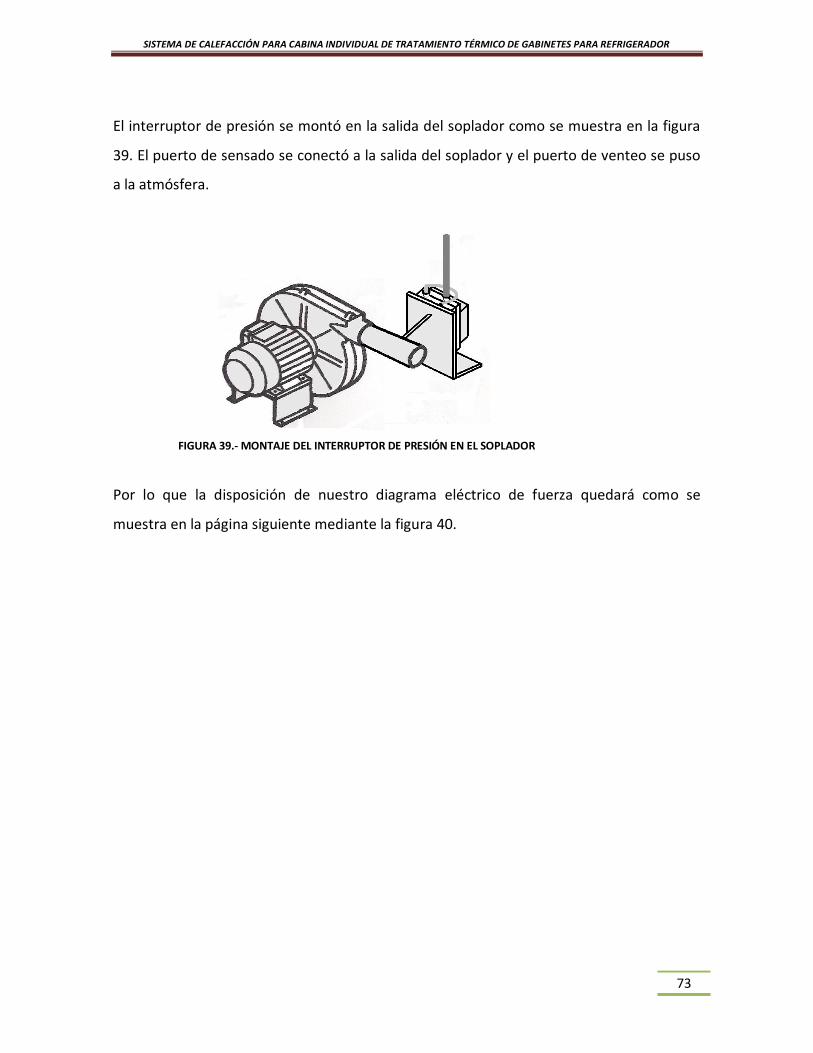
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
73
El interruptor de presión se montó en la salida del soplador como se muestra en la figura
39. El puerto de sensado se conectó a la salida del soplador y el puerto de venteo se puso
a la atmósfera.
FIGURA 39.- MONTAJE DEL INTERRUPTOR DE PRESIÓN EN EL SOPLADOR
Por lo que la disposición de nuestro diagrama eléctrico de fuerza quedará como se
muestra en la página siguiente mediante la figura 40.
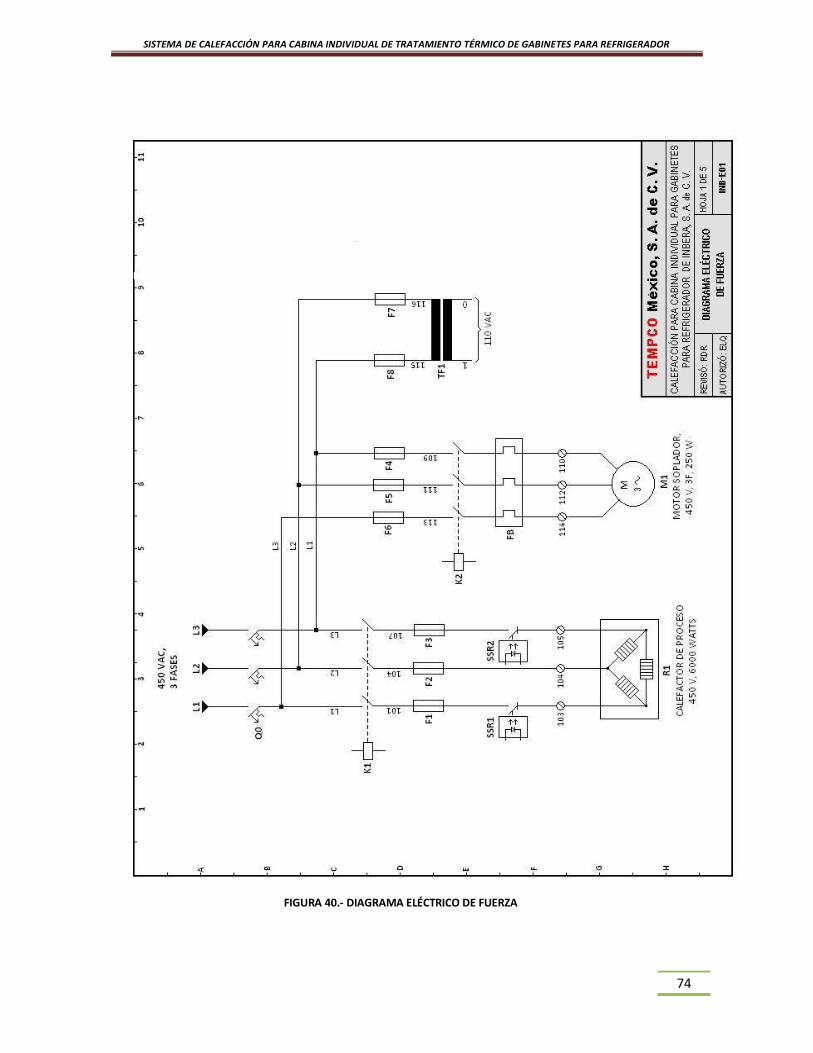
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
74
FIGURA 40.- DIAGRAMA ELÉCTRICO DE FUERZA
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
75
6.3 DISEÑO DEL CIRCUITO DE CONTROL
Para poder nosotros iniciar el diseño del circuito de control, empezaremos por establecer
las condiciones y criterios de funcionamiento del horno.
1.- Ambas puertas, la anterior y la posterior deben estar cerradas para iniciar la fase de
calentamiento. Estas condiciones sólo serán indicadas en el diagrama eléctrico ya que el
circuito neumático finalmente no fue diseñado por Tempco de México. Como un
requerimiento, en el tablero se dejaron dos lugares para que se puedan conectar las
señales de las puertas por otro de los proveedores.
2.- El calefactor del proceso será de 6 Kw, a 480 volts. El voltaje en la planta es
aproximadamente 450 volts.
3.- El soplador a usar será operado con un motor de 3 fases, 0.250 watts, 480 volts.
4.- La fase de calefacción sólo puede ser iniciada si se cumplen las siguientes condiciones:
a) Las puertas están cerradas
b) La protección térmica del soplador no está abierta.
c) El interruptor de presión para detección de aire esta cerrado.
5.- El circuito de control será a 110 volts.
6.- La protección del soplador deberá ser mediante un interruptor bimetálico para la
sobrecarga y fusibles para cortocircuito, además de un interruptor de flujo.
7.- Los fusibles de protección para los relevadores de estado sólido deben ser fusibles
semiconductores.
8.- El dispositivo de control de temperatura será un controlador de temperatura de la
marca TEMPCO mod. HW 4300
Parámetros programados:
Setpoint 1: SP1, 45°C
Alarma 1: AL1, 10°C
Configuración:
SP = 1SP (Setpoint 1 activo)
Sensor de entrada:
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
76
InP: HCFG = tc (termocople)
InP: SEnS = J (tipo de termocople J)
InP: dP = 0 (1°)
InP: Unit = °C
Salidas activas 1 y 2:
Out: 01F (salida 1)
Out: 02F (salida 2)
Alarmas AL1:
OAL1: Out2 (salida correspondiente a la señal de alarma, salida 2)
AL1t: Hı Ab (tipo de alarma: alarma máxima absoluta, referenciada al valor de la alarma
AL1)
Parámetros de control rEG:
Cont: P id (Tipo de control PID simple)
Cont: Pb (banda proporcional): 40
Cont: dEr (derivada): 5
Cont: Int (Integral): 0
9.- El sensor de temperatura será por medio de un termocople tipo J de punta desnuda.
10.- En la figura 41 se muestra el diagrama conteniendo el circuito de control
11.- En la figura 42 se muestra el diagrama de conexionado del controlador de
temperatura a los relevadores de estado sólido
12.- En la figura 43 se encuentra el diagrama de las clemas de conexiones.
13.- En la figura 44 se muestra la distribución de componentes en el gabinete eléctrico
14.- En la figura 45 se muestra una tabla conteniendo el listado de partes utilizadas
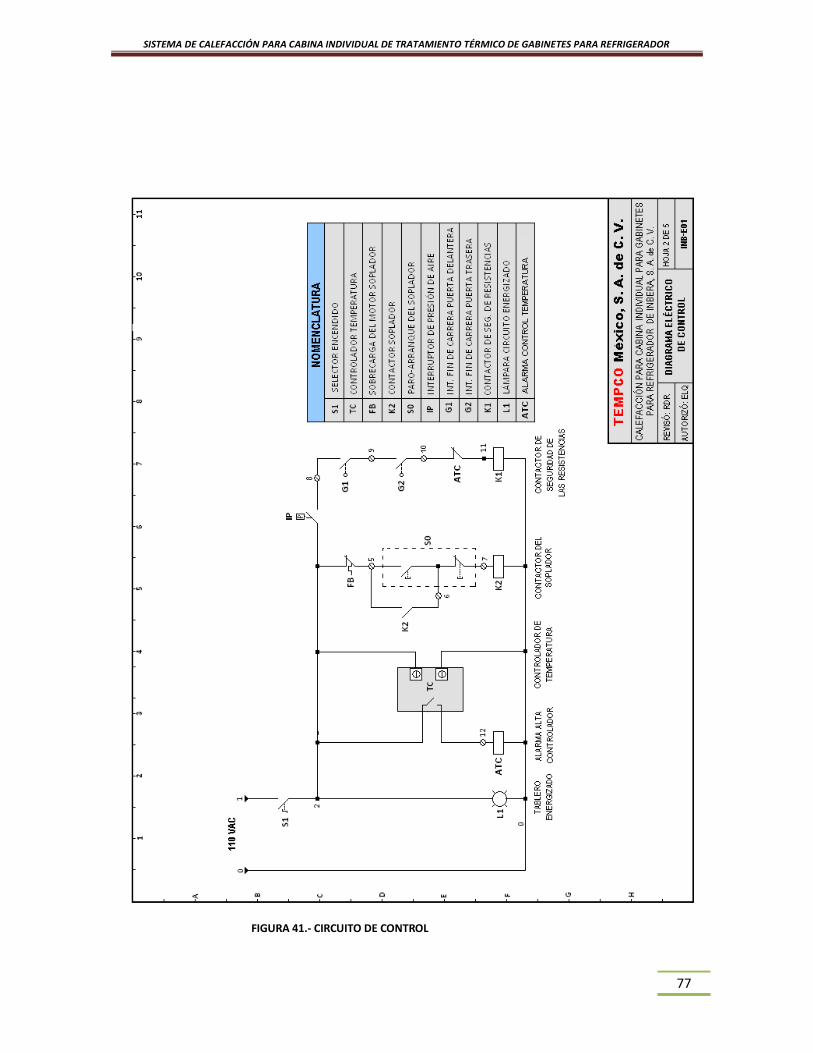
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
77
FIGURA 41.- CIRCUITO DE CONTROL
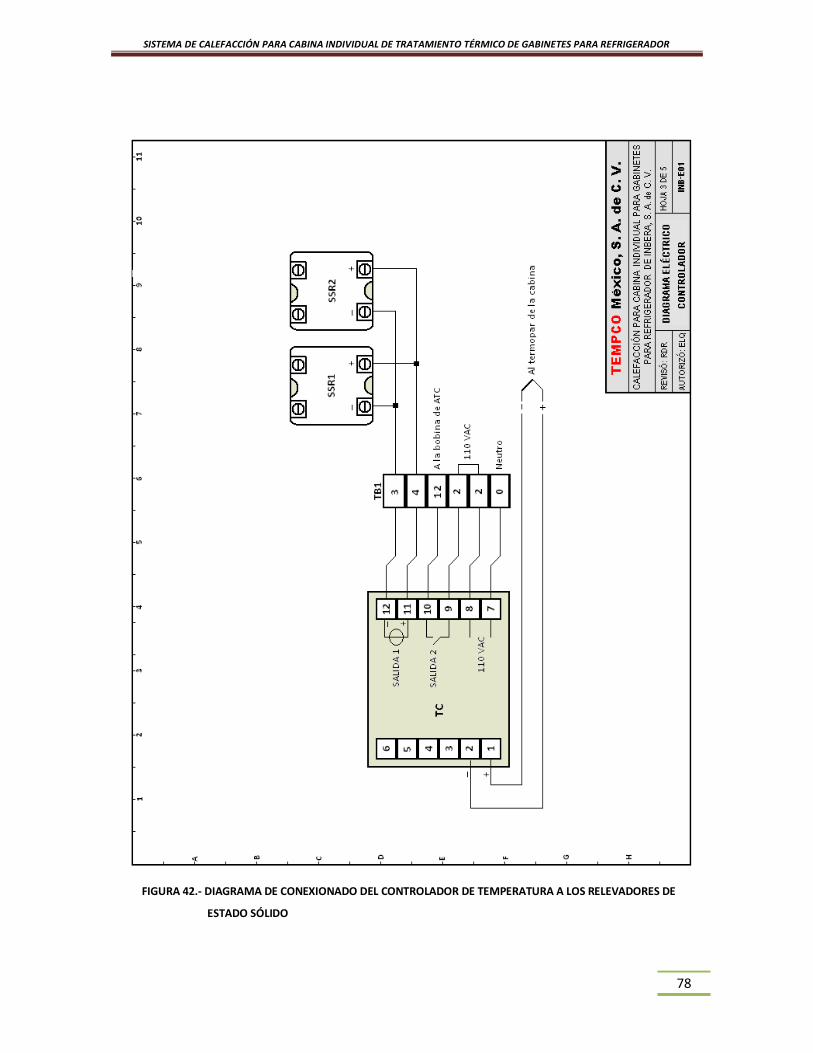
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
78
FIGURA 42.- DIAGRAMA DE CONEXIONADO DEL CONTROLADOR DE TEMPERATURA A LOS RELEVADORES DE
ESTADO SÓLIDO
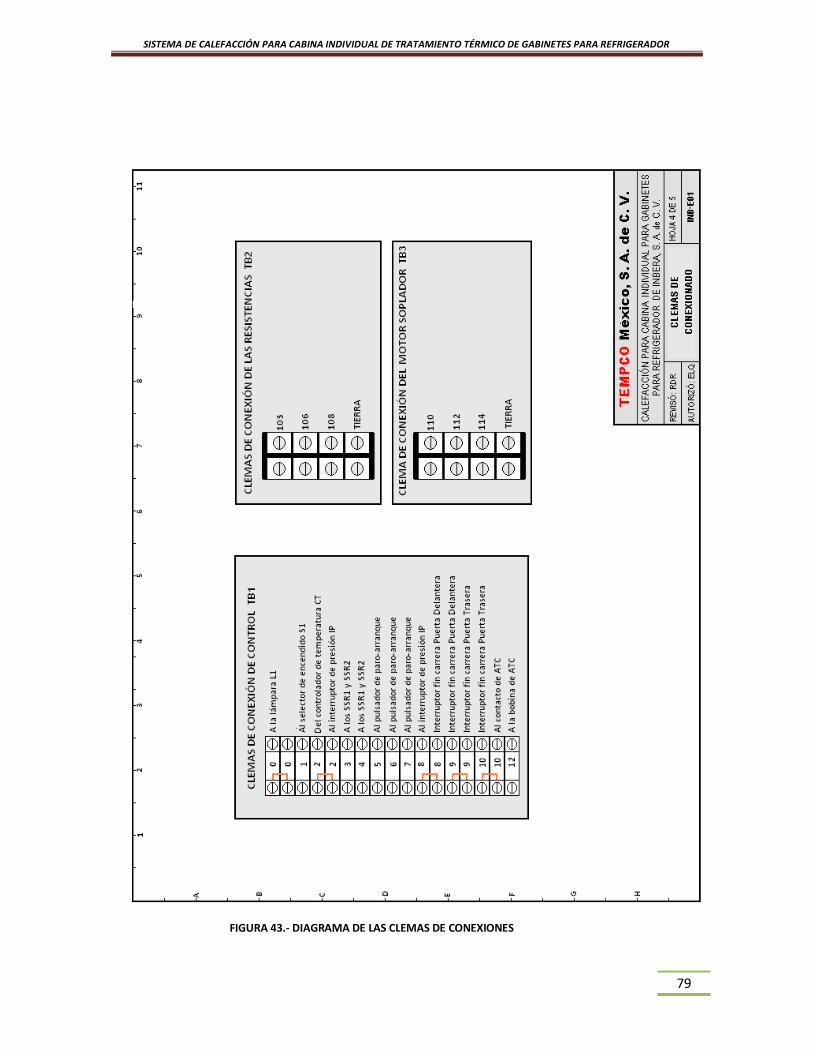
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
79
FIGURA 43.- DIAGRAMA DE LAS CLEMAS DE CONEXIONES
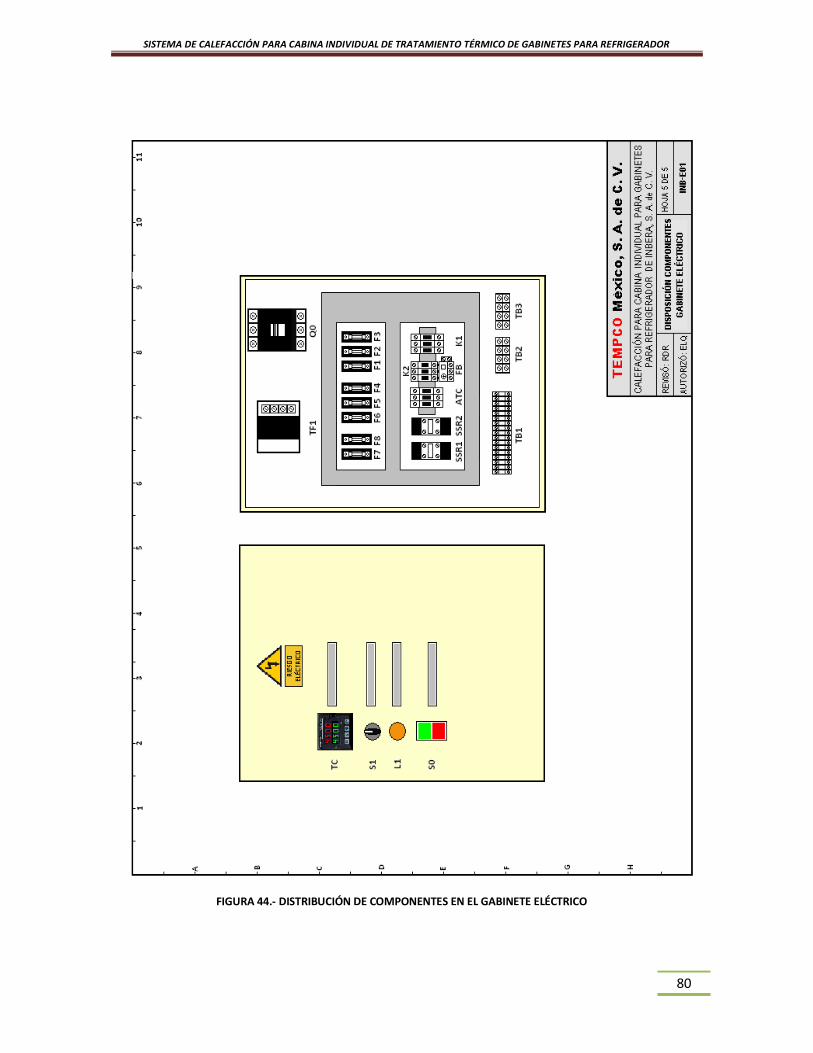
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
80
FIGURA 44.- DISTRIBUCIÓN DE COMPONENTES EN EL GABINETE ELÉCTRICO
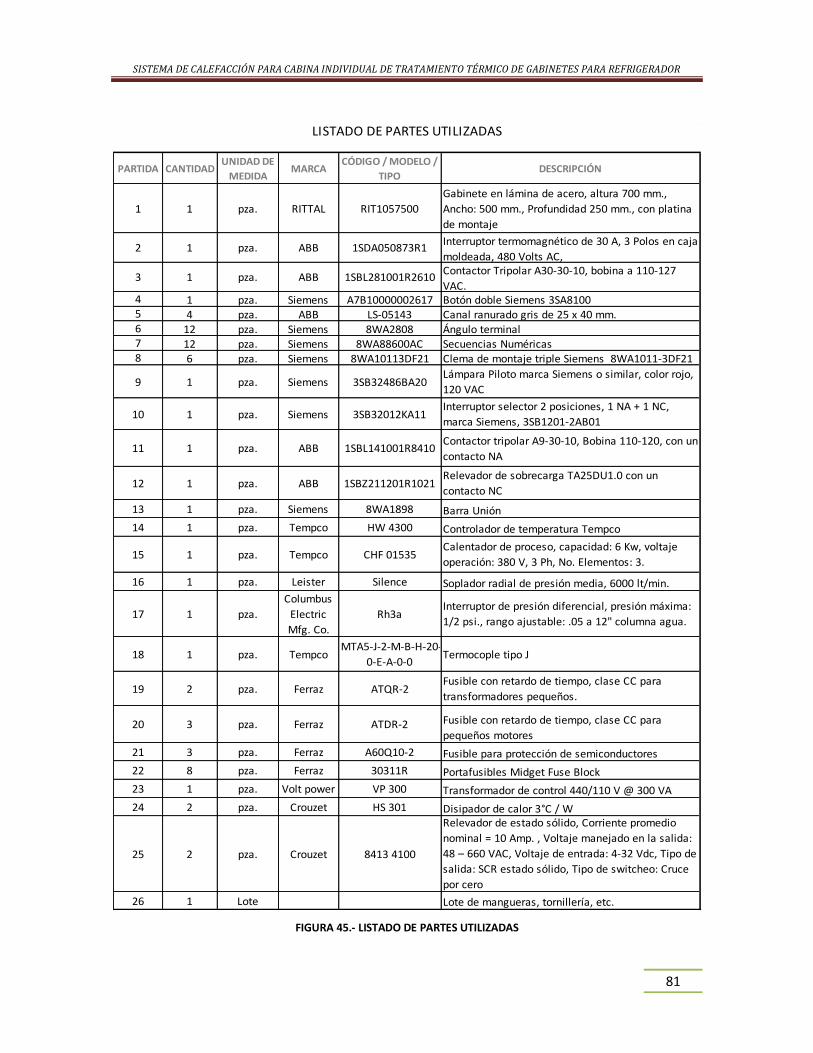
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
81
PARTIDA CANTIDADUNIDAD DE
MEDIDAMARCA
CÓDIGO / MODELO /
TIPODESCRIPCIÓN
1 1 pza. RITTAL RIT1057500
Gabinete en lámina de acero, altura 700 mm.,
Ancho: 500 mm., Profundidad 250 mm., con platina
de montaje
2 1 pza. ABB 1SDA050873R1Interruptor termomagnético de 30 A, 3 Polos en caja
moldeada, 480 Volts AC,
3 1 pza. ABB 1SBL281001R2610Contactor Tripolar A30-30-10, bobina a 110-127
VAC.4 1 pza. Siemens A7B10000002617 Botón doble Siemens 3SA81005 4 pza. ABB LS-05143 Canal ranurado gris de 25 x 40 mm.6 12 pza. Siemens 8WA2808 Ángulo terminal 7 12 pza. Siemens 8WA88600AC Secuencias Numéricas 8 6 pza. Siemens 8WA10113DF21 Clema de montaje triple Siemens 8WA1011-3DF21
9 1 pza. Siemens 3SB32486BA20Lámpara Piloto marca Siemens o similar, color rojo,
120 VAC
10 1 pza. Siemens 3SB32012KA11Interruptor selector 2 posiciones, 1 NA + 1 NC,
marca Siemens, 3SB1201-2AB01
11 1 pza. ABB 1SBL141001R8410Contactor tripolar A9-30-10, Bobina 110-120, con un
contacto NA
12 1 pza. ABB 1SBZ211201R1021Relevador de sobrecarga TA25DU1.0 con un
contacto NC
13 1 pza. Siemens 8WA1898 Barra Unión
14 1 pza. Tempco HW 4300 Controlador de temperatura Tempco
15 1 pza. Tempco CHF 01535Calentador de proceso, capacidad: 6 Kw, voltaje
operación: 380 V, 3 Ph, No. Elementos: 3.
16 1 pza. Leister Silence Soplador radial de presión media, 6000 lt/min.
17 1 pza.
Columbus
Electric
Mfg. Co.
Rh3aInterruptor de presión diferencial, presión máxima:
1/2 psi., rango ajustable: .05 a 12" columna agua.
18 1 pza. TempcoMTA5-J-2-M-B-H-20-
0-E-A-0-0Termocople tipo J
19 2 pza. Ferraz ATQR-2Fusible con retardo de tiempo, clase CC para
transformadores pequeños.
20 3 pza. Ferraz ATDR-2 Fusible con retardo de tiempo, clase CC para
pequeños motores
21 3 pza. Ferraz A60Q10-2 Fusible para protección de semiconductores
22 8 pza. Ferraz 30311R Portafusibles Midget Fuse Block
23 1 pza. Volt power VP 300 Transformador de control 440/110 V @ 300 VA
24 2 pza. Crouzet HS 301 Disipador de calor 3°C / W
25 2 pza. Crouzet 8413 4100
Relevador de estado sólido, Corriente promedio
nominal = 10 Amp. , Voltaje manejado en la salida:
48 – 660 VAC, Voltaje de entrada: 4-32 Vdc, Tipo de
salida: SCR estado sólido, Tipo de switcheo: Cruce
por cero
26 1 Lote Lote de mangueras, tornillería, etc.
LISTADO DE PARTES UTILIZADAS
FIGURA 45.- LISTADO DE PARTES UTILIZADAS
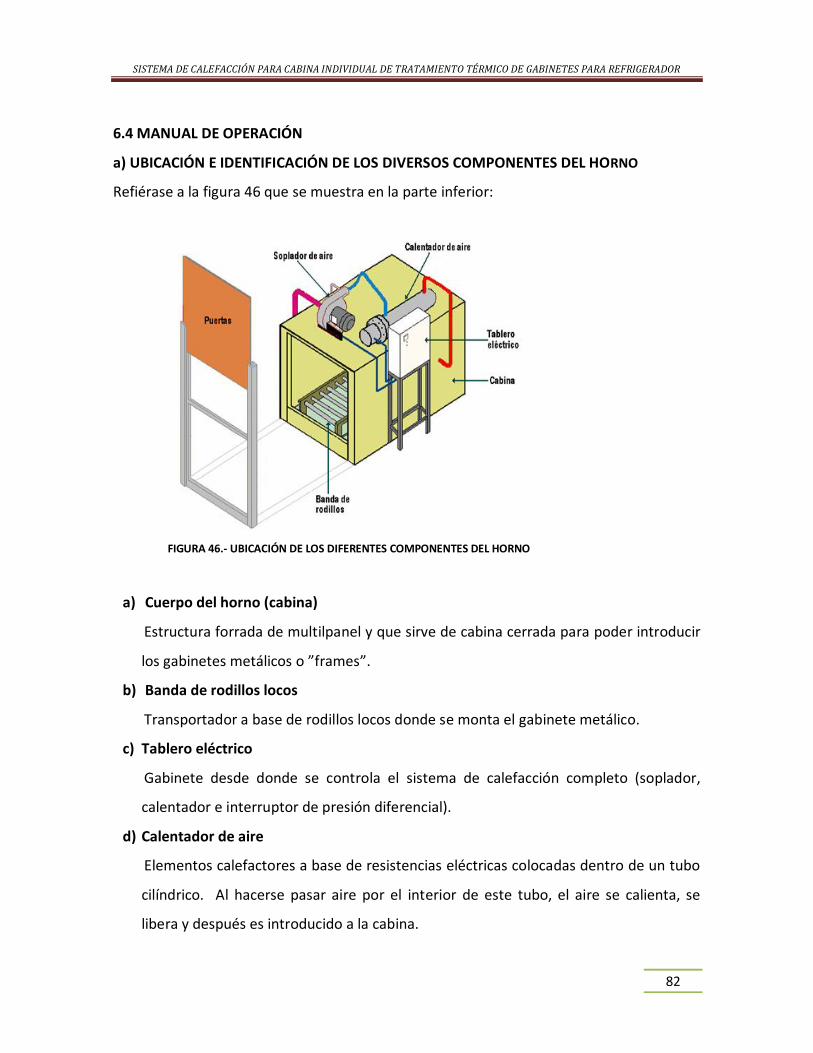
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
82
6.4 MANUAL DE OPERACIÓN
a) UBICACIÓN E IDENTIFICACIÓN DE LOS DIVERSOS COMPONENTES DEL HORNO
Refiérase a la figura 46 que se muestra en la parte inferior:
FIGURA 46.- UBICACIÓN DE LOS DIFERENTES COMPONENTES DEL HORNO
a) Cuerpo del horno (cabina)
Estructura forrada de multilpanel y que sirve de cabina cerrada para poder introducir
los gabinetes metálicos o ”frames”.
b) Banda de rodillos locos
Transportador a base de rodillos locos donde se monta el gabinete metálico.
c) Tablero eléctrico
Gabinete desde donde se controla el sistema de calefacción completo (soplador,
calentador e interruptor de presión diferencial).
d) Calentador de aire
Elementos calefactores a base de resistencias eléctricas colocadas dentro de un tubo
cilíndrico. Al hacerse pasar aire por el interior de este tubo, el aire se calienta, se
libera y después es introducido a la cabina.
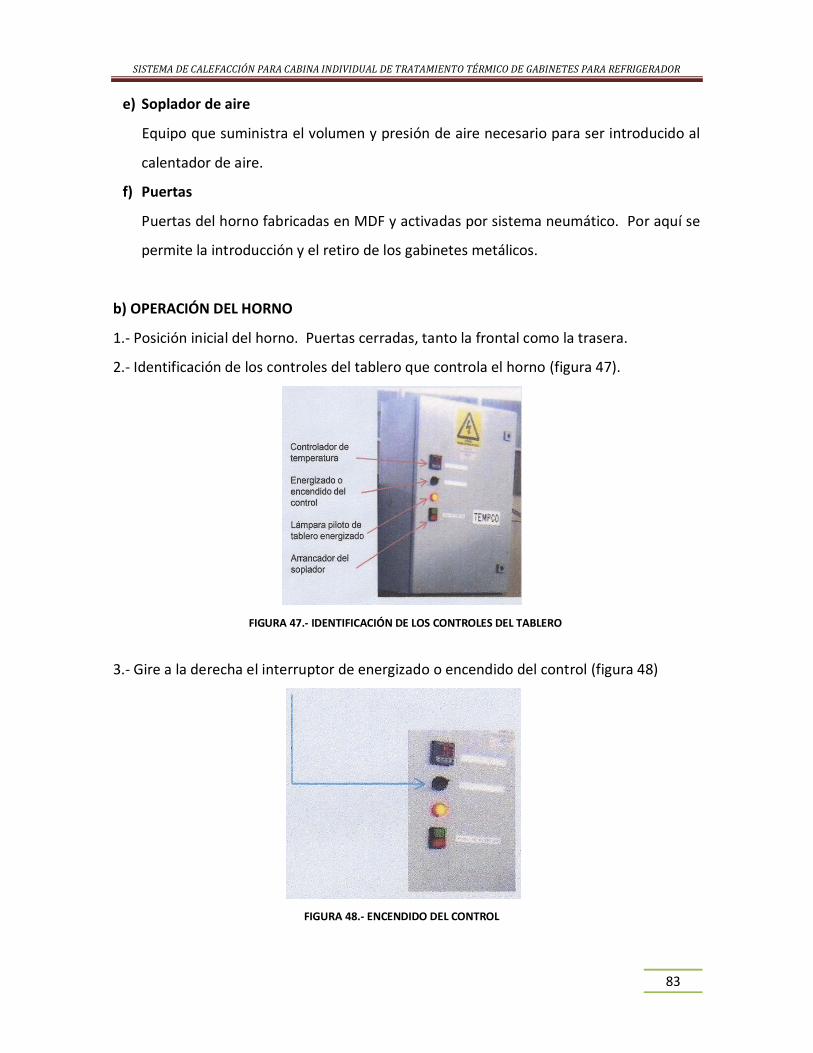
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
83
e) Soplador de aire
Equipo que suministra el volumen y presión de aire necesario para ser introducido al
calentador de aire.
f) Puertas
Puertas del horno fabricadas en MDF y activadas por sistema neumático. Por aquí se
permite la introducción y el retiro de los gabinetes metálicos.
b) OPERACIÓN DEL HORNO
1.- Posición inicial del horno. Puertas cerradas, tanto la frontal como la trasera.
2.- Identificación de los controles del tablero que controla el horno (figura 47).
FIGURA 47.- IDENTIFICACIÓN DE LOS CONTROLES DEL TABLERO
3.- Gire a la derecha el interruptor de energizado o encendido del control (figura 48)
FIGURA 48.- ENCENDIDO DEL CONTROL
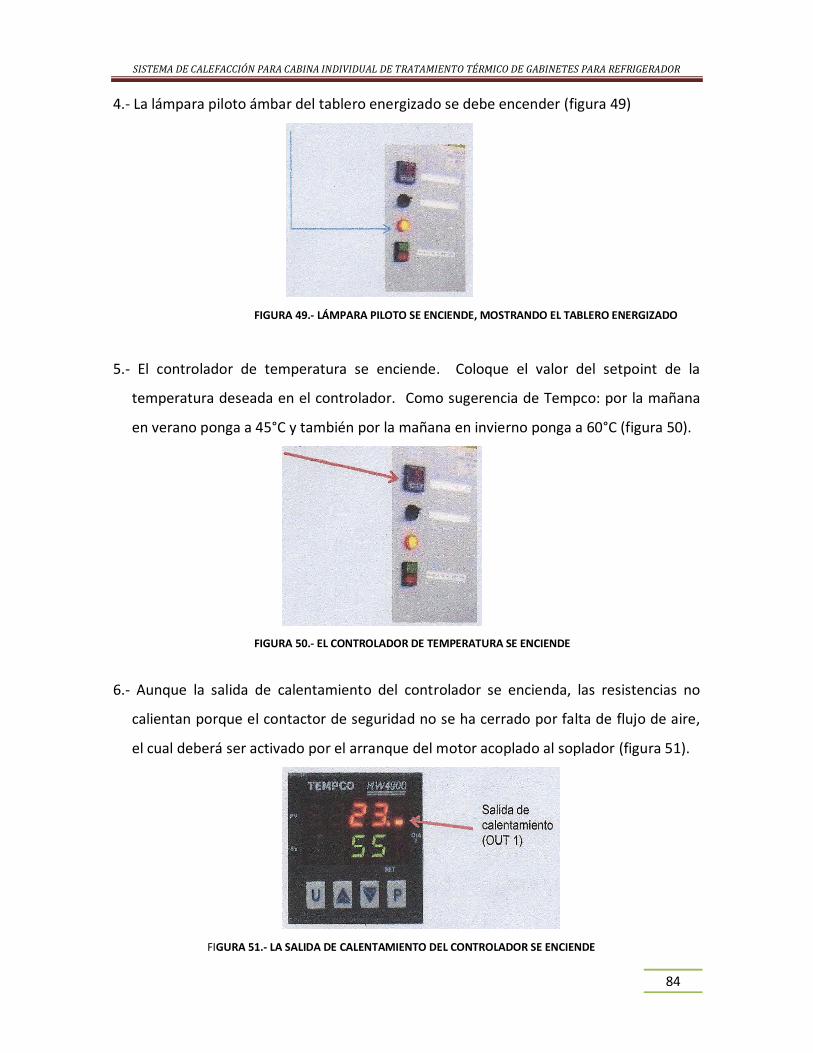
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
84
4.- La lámpara piloto ámbar del tablero energizado se debe encender (figura 49)
FIGURA 49.- LÁMPARA PILOTO SE ENCIENDE, MOSTRANDO EL TABLERO ENERGIZADO
5.- El controlador de temperatura se enciende. Coloque el valor del setpoint de la
temperatura deseada en el controlador. Como sugerencia de Tempco: por la mañana
en verano ponga a 45°C y también por la mañana en invierno ponga a 60°C (figura 50).
FIGURA 50.- EL CONTROLADOR DE TEMPERATURA SE ENCIENDE
6.- Aunque la salida de calentamiento del controlador se encienda, las resistencias no
calientan porque el contactor de seguridad no se ha cerrado por falta de flujo de aire,
el cual deberá ser activado por el arranque del motor acoplado al soplador (figura 51).
FIGURA 51.- LA SALIDA DE CALENTAMIENTO DEL CONTROLADOR SE ENCIENDE
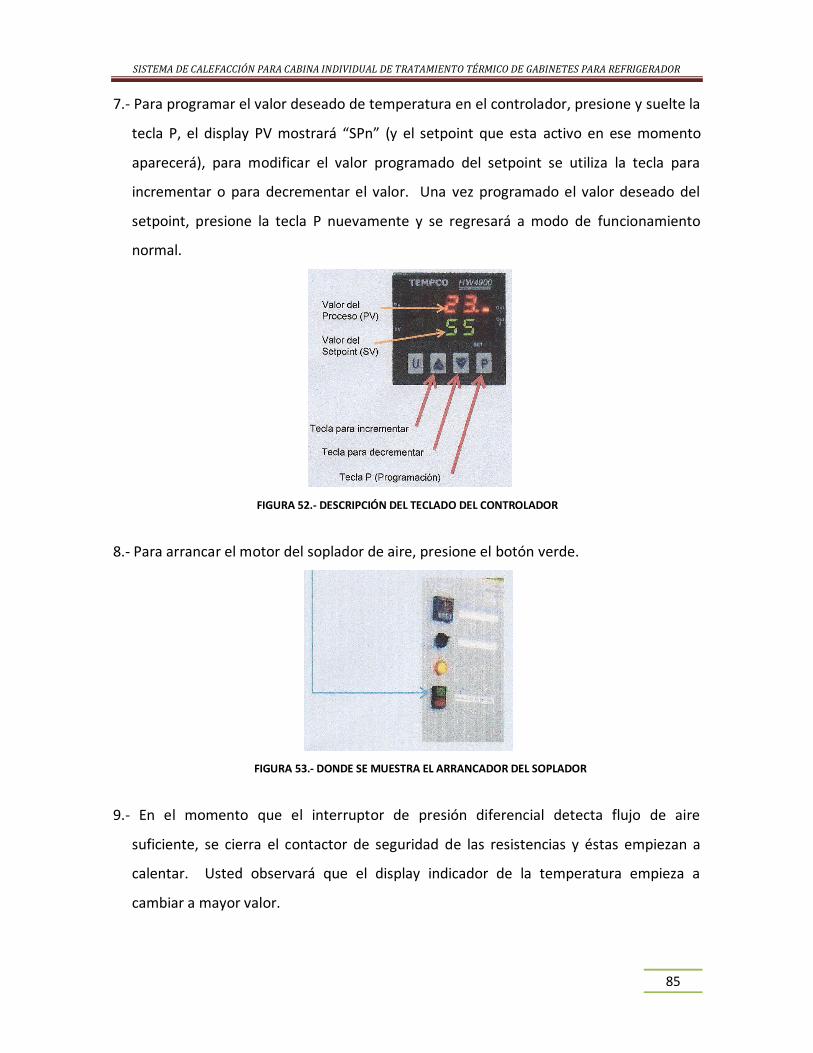
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
85
7.- Para programar el valor deseado de temperatura en el controlador, presione y suelte la
tecla P, el display PV mostrará “SPn” (y el setpoint que esta activo en ese momento
aparecerá), para modificar el valor programado del setpoint se utiliza la tecla para
incrementar o para decrementar el valor. Una vez programado el valor deseado del
setpoint, presione la tecla P nuevamente y se regresará a modo de funcionamiento
normal.
FIGURA 52.- DESCRIPCIÓN DEL TECLADO DEL CONTROLADOR
8.- Para arrancar el motor del soplador de aire, presione el botón verde.
FIGURA 53.- DONDE SE MUESTRA EL ARRANCADOR DEL SOPLADOR
9.- En el momento que el interruptor de presión diferencial detecta flujo de aire
suficiente, se cierra el contactor de seguridad de las resistencias y éstas empiezan a
calentar. Usted observará que el display indicador de la temperatura empieza a
cambiar a mayor valor.
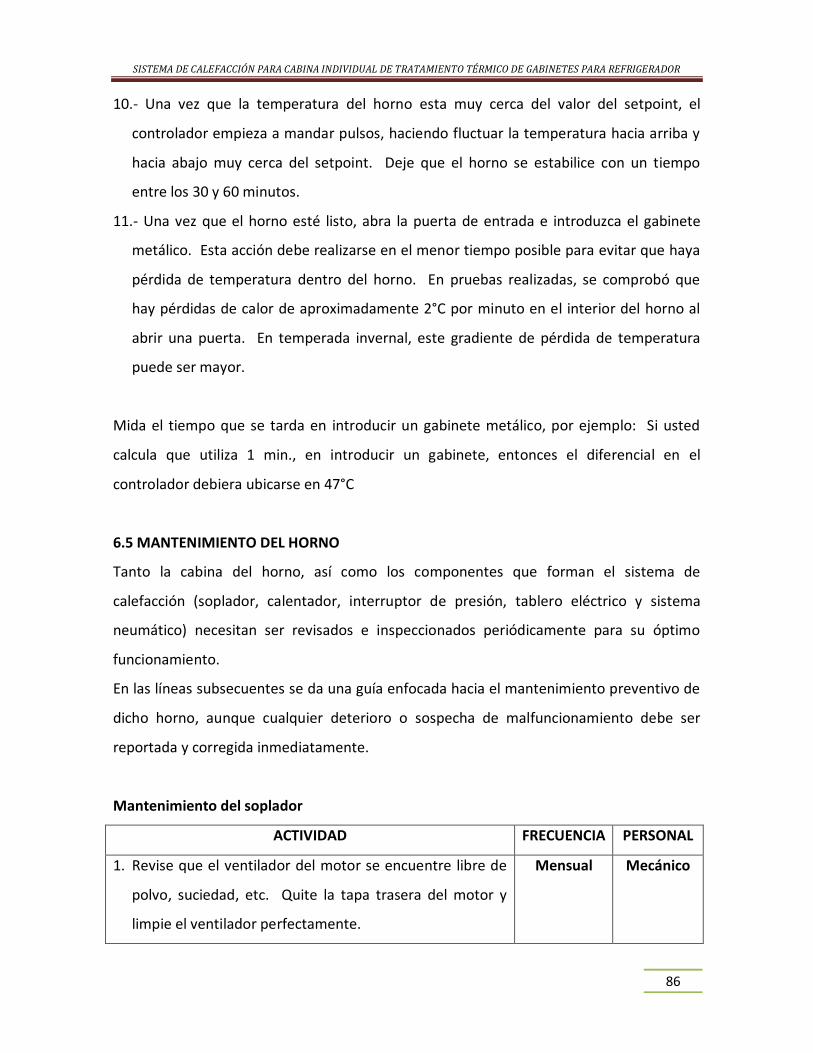
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
86
10.- Una vez que la temperatura del horno esta muy cerca del valor del setpoint, el
controlador empieza a mandar pulsos, haciendo fluctuar la temperatura hacia arriba y
hacia abajo muy cerca del setpoint. Deje que el horno se estabilice con un tiempo
entre los 30 y 60 minutos.
11.- Una vez que el horno esté listo, abra la puerta de entrada e introduzca el gabinete
metálico. Esta acción debe realizarse en el menor tiempo posible para evitar que haya
pérdida de temperatura dentro del horno. En pruebas realizadas, se comprobó que
hay pérdidas de calor de aproximadamente 2°C por minuto en el interior del horno al
abrir una puerta. En temperada invernal, este gradiente de pérdida de temperatura
puede ser mayor.
Mida el tiempo que se tarda en introducir un gabinete metálico, por ejemplo: Si usted
calcula que utiliza 1 min., en introducir un gabinete, entonces el diferencial en el
controlador debiera ubicarse en 47°C
6.5 MANTENIMIENTO DEL HORNO
Tanto la cabina del horno, así como los componentes que forman el sistema de
calefacción (soplador, calentador, interruptor de presión, tablero eléctrico y sistema
neumático) necesitan ser revisados e inspeccionados periódicamente para su óptimo
funcionamiento.
En las líneas subsecuentes se da una guía enfocada hacia el mantenimiento preventivo de
dicho horno, aunque cualquier deterioro o sospecha de malfuncionamiento debe ser
reportada y corregida inmediatamente.
Mantenimiento del soplador
ACTIVIDAD FRECUENCIA PERSONAL
1. Revise que el ventilador del motor se encuentre libre de
polvo, suciedad, etc. Quite la tapa trasera del motor y
limpie el ventilador perfectamente.
Mensual Mecánico
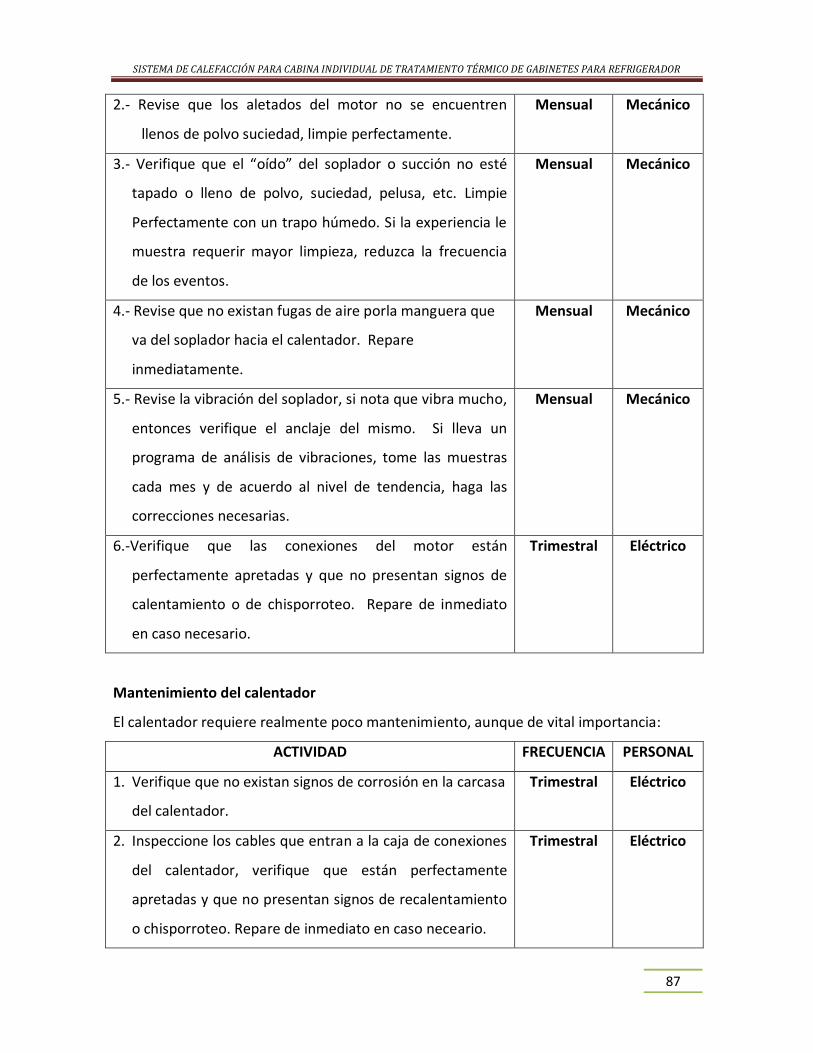
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
87
2.- Revise que los aletados del motor no se encuentren
llenos de polvo suciedad, limpie perfectamente.
Mensual Mecánico
3.- Verifique que el “oído” del soplador o succión no esté
tapado o lleno de polvo, suciedad, pelusa, etc. Limpie
Perfectamente con un trapo húmedo. Si la experiencia le
muestra requerir mayor limpieza, reduzca la frecuencia
de los eventos.
Mensual Mecánico
4.- Revise que no existan fugas de aire porla manguera que
va del soplador hacia el calentador. Repare
inmediatamente.
Mensual Mecánico
5.- Revise la vibración del soplador, si nota que vibra mucho,
entonces verifique el anclaje del mismo. Si lleva un
programa de análisis de vibraciones, tome las muestras
cada mes y de acuerdo al nivel de tendencia, haga las
correcciones necesarias.
Mensual Mecánico
6.-Verifique que las conexiones del motor están
perfectamente apretadas y que no presentan signos de
calentamiento o de chisporroteo. Repare de inmediato
en caso necesario.
Trimestral Eléctrico
Mantenimiento del calentador
El calentador requiere realmente poco mantenimiento, aunque de vital importancia:
ACTIVIDAD FRECUENCIA PERSONAL
1. Verifique que no existan signos de corrosión en la carcasa
del calentador.
Trimestral Eléctrico
2. Inspeccione los cables que entran a la caja de conexiones
del calentador, verifique que están perfectamente
apretadas y que no presentan signos de recalentamiento
o chisporroteo. Repare de inmediato en caso neceario.
Trimestral Eléctrico
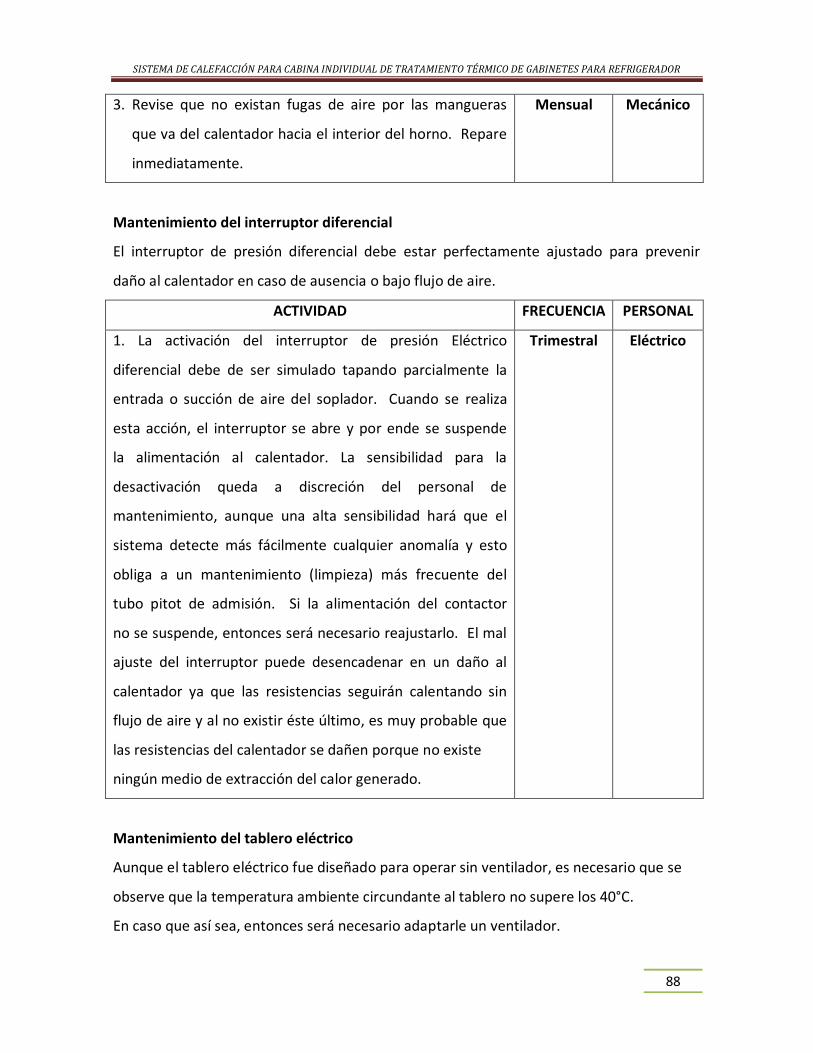
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
88
3. Revise que no existan fugas de aire por las mangueras
que va del calentador hacia el interior del horno. Repare
inmediatamente.
Mensual Mecánico
Mantenimiento del interruptor diferencial
El interruptor de presión diferencial debe estar perfectamente ajustado para prevenir
daño al calentador en caso de ausencia o bajo flujo de aire.
ACTIVIDAD FRECUENCIA PERSONAL
4. 1. La activación del interruptor de presión Eléctrico
diferencial debe de ser simulado tapando parcialmente la
entrada o succión de aire del soplador. Cuando se realiza
esta acción, el interruptor se abre y por ende se suspende
la alimentación al calentador. La sensibilidad para la
desactivación queda a discreción del personal de
mantenimiento, aunque una alta sensibilidad hará que el
sistema detecte más fácilmente cualquier anomalía y esto
obliga a un mantenimiento (limpieza) más frecuente del
tubo pitot de admisión. Si la alimentación del contactor
no se suspende, entonces será necesario reajustarlo. El mal
ajuste del interruptor puede desencadenar en un daño al
calentador ya que las resistencias seguirán calentando sin
flujo de aire y al no existir éste último, es muy probable que
las resistencias del calentador se dañen porque no existe
5. ningún medio de extracción del calor generado.
Trimestral Eléctrico
Mantenimiento del tablero eléctrico
Aunque el tablero eléctrico fue diseñado para operar sin ventilador, es necesario que se
observe que la temperatura ambiente circundante al tablero no supere los 40°C.
En caso que así sea, entonces será necesario adaptarle un ventilador.
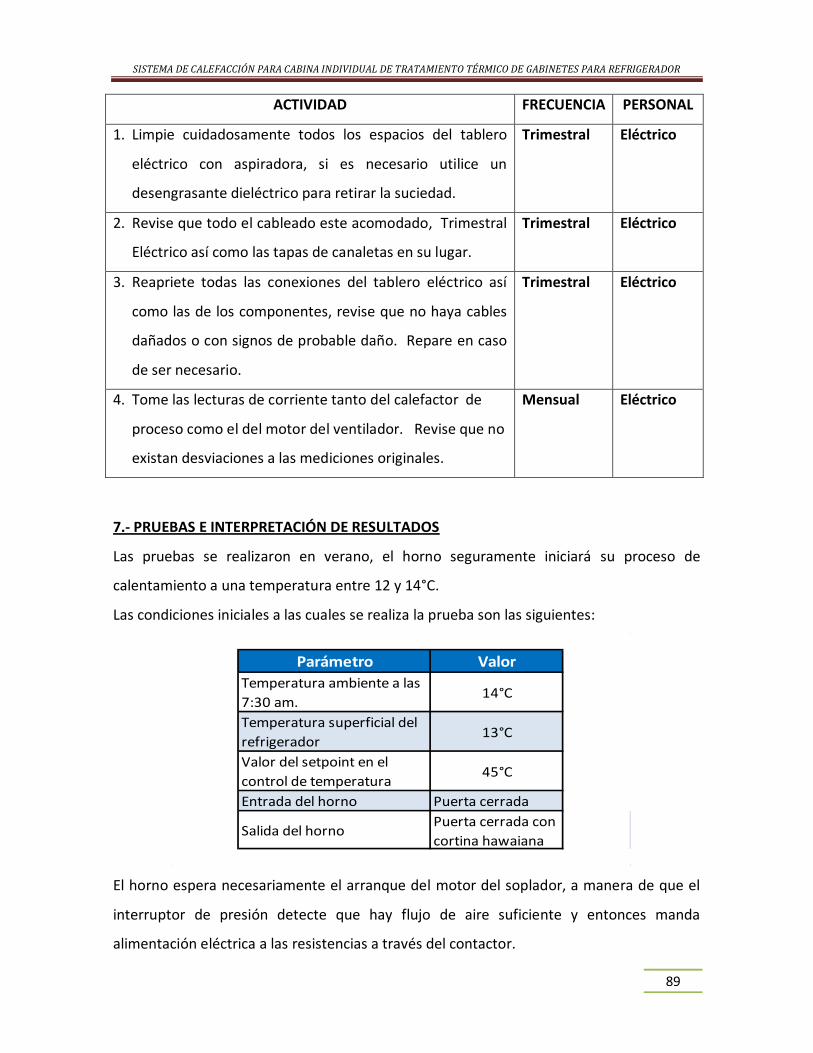
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
89
ACTIVIDAD FRECUENCIA PERSONAL
1. Limpie cuidadosamente todos los espacios del tablero
eléctrico con aspiradora, si es necesario utilice un
desengrasante dieléctrico para retirar la suciedad.
Trimestral Eléctrico
2. Revise que todo el cableado este acomodado, Trimestral
Eléctrico así como las tapas de canaletas en su lugar.
Trimestral Eléctrico
3. Reapriete todas las conexiones del tablero eléctrico así
como las de los componentes, revise que no haya cables
dañados o con signos de probable daño. Repare en caso
de ser necesario.
Trimestral Eléctrico
4. Tome las lecturas de corriente tanto del calefactor de
proceso como el del motor del ventilador. Revise que no
existan desviaciones a las mediciones originales.
Mensual Eléctrico
7.- PRUEBAS E INTERPRETACIÓN DE RESULTADOS
Las pruebas se realizaron en verano, el horno seguramente iniciará su proceso de
calentamiento a una temperatura entre 12 y 14°C.
Las condiciones iniciales a las cuales se realiza la prueba son las siguientes:
Parámetro Valor
Temperatura ambiente a las
7:30 am. 14°C
Temperatura superficial del
refrigerador 13°C
Valor del setpoint en el
control de temperatura 45°C
Entrada del horno Puerta cerrada
Salida del horno Puerta cerrada con
cortina hawaiana
El horno espera necesariamente el arranque del motor del soplador, a manera de que el
interruptor de presión detecte que hay flujo de aire suficiente y entonces manda
alimentación eléctrica a las resistencias a través del contactor.
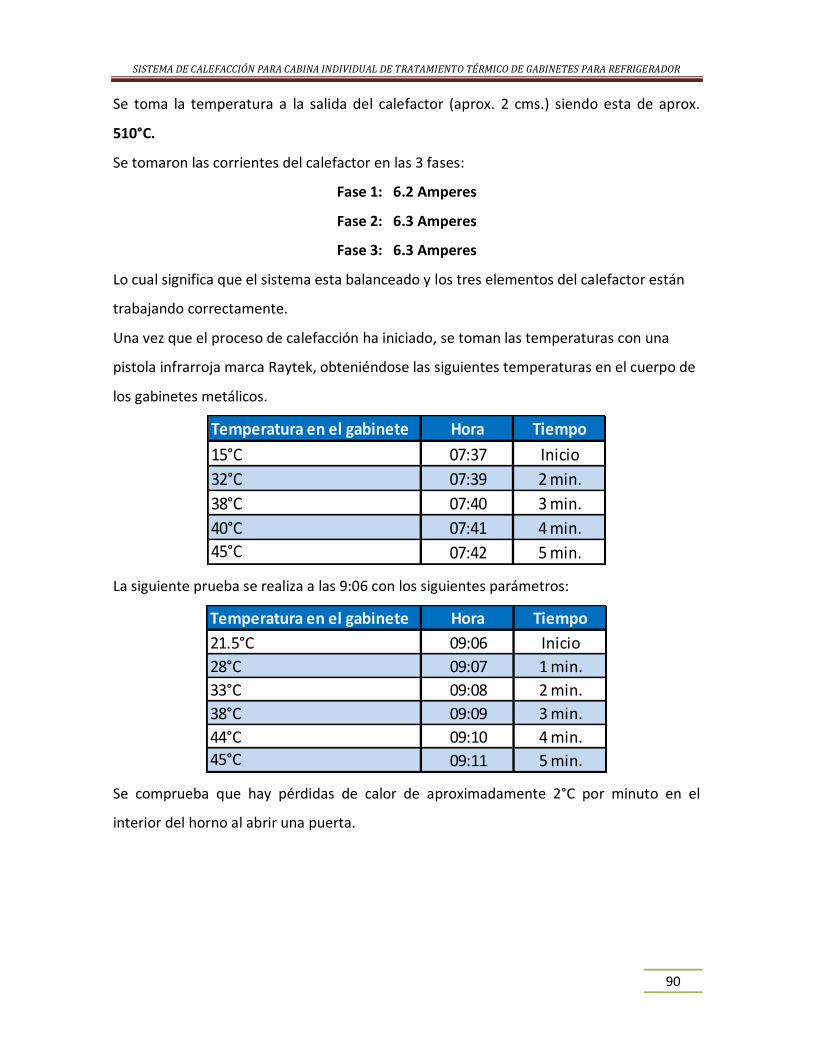
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
90
Se toma la temperatura a la salida del calefactor (aprox. 2 cms.) siendo esta de aprox.
510°C.
Se tomaron las corrientes del calefactor en las 3 fases:
Fase 1: 6.2 Amperes
Fase 2: 6.3 Amperes
Fase 3: 6.3 Amperes
Lo cual significa que el sistema esta balanceado y los tres elementos del calefactor están
trabajando correctamente.
Una vez que el proceso de calefacción ha iniciado, se toman las temperaturas con una
pistola infrarroja marca Raytek, obteniéndose las siguientes temperaturas en el cuerpo de
los gabinetes metálicos.
Temperatura en el gabinete Hora Tiempo
15°C 07:37 Inicio
32°C 07:39 2 min.
38°C 07:40 3 min.
40°C 07:41 4 min.
45°C 07:42 5 min.
La siguiente prueba se realiza a las 9:06 con los siguientes parámetros:
Temperatura en el gabinete Hora Tiempo
21.5°C 09:06 Inicio
28°C 09:07 1 min.
33°C 09:08 2 min.
38°C 09:09 3 min.
44°C 09:10 4 min.
45°C 09:11 5 min.
Se comprueba que hay pérdidas de calor de aproximadamente 2°C por minuto en el
interior del horno al abrir una puerta.
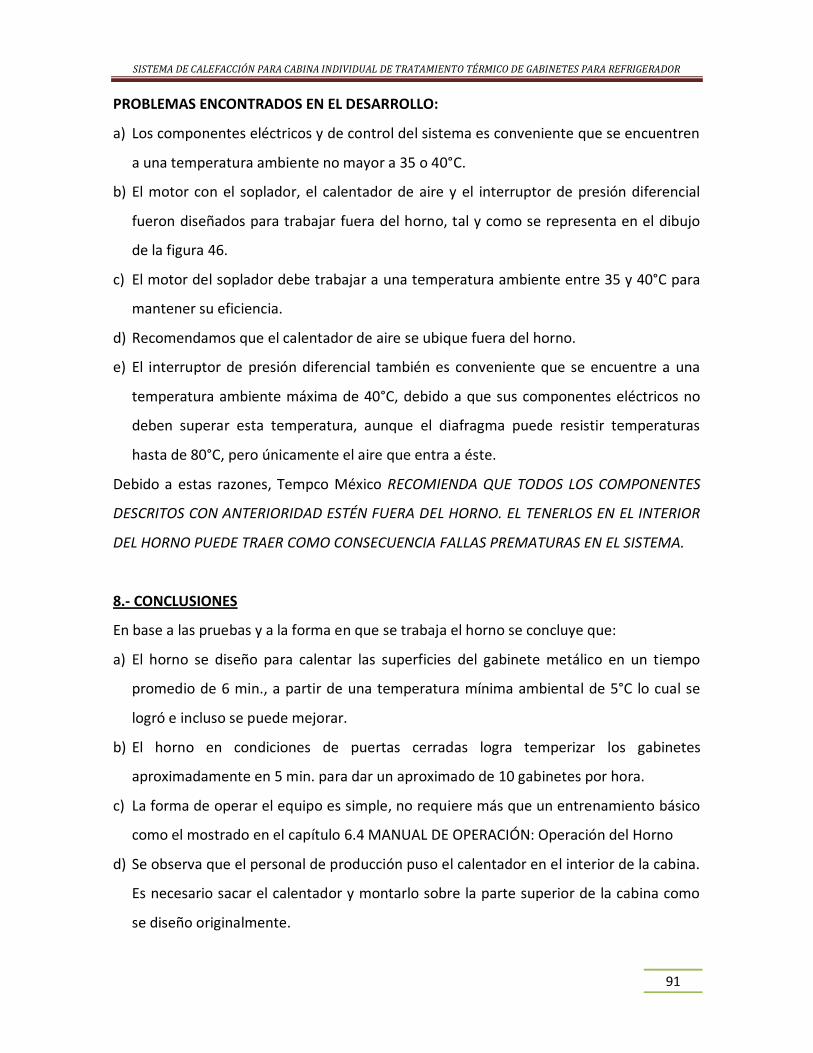
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
91
PROBLEMAS ENCONTRADOS EN EL DESARROLLO:
a) Los componentes eléctricos y de control del sistema es conveniente que se encuentren
a una temperatura ambiente no mayor a 35 o 40°C.
b) El motor con el soplador, el calentador de aire y el interruptor de presión diferencial
fueron diseñados para trabajar fuera del horno, tal y como se representa en el dibujo
de la figura 46.
c) El motor del soplador debe trabajar a una temperatura ambiente entre 35 y 40°C para
mantener su eficiencia.
d) Recomendamos que el calentador de aire se ubique fuera del horno.
e) El interruptor de presión diferencial también es conveniente que se encuentre a una
temperatura ambiente máxima de 40°C, debido a que sus componentes eléctricos no
deben superar esta temperatura, aunque el diafragma puede resistir temperaturas
hasta de 80°C, pero únicamente el aire que entra a éste.
Debido a estas razones, Tempco México RECOMIENDA QUE TODOS LOS COMPONENTES
DESCRITOS CON ANTERIORIDAD ESTÉN FUERA DEL HORNO. EL TENERLOS EN EL INTERIOR
DEL HORNO PUEDE TRAER COMO CONSECUENCIA FALLAS PREMATURAS EN EL SISTEMA.
8.- CONCLUSIONES
En base a las pruebas y a la forma en que se trabaja el horno se concluye que:
a) El horno se diseño para calentar las superficies del gabinete metálico en un tiempo
promedio de 6 min., a partir de una temperatura mínima ambiental de 5°C lo cual se
logró e incluso se puede mejorar.
b) El horno en condiciones de puertas cerradas logra temperizar los gabinetes
aproximadamente en 5 min. para dar un aproximado de 10 gabinetes por hora.
c) La forma de operar el equipo es simple, no requiere más que un entrenamiento básico
como el mostrado en el capítulo 6.4 MANUAL DE OPERACIÓN: Operación del Horno
d) Se observa que el personal de producción puso el calentador en el interior de la cabina.
Es necesario sacar el calentador y montarlo sobre la parte superior de la cabina como
se diseño originalmente.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
92
e) Es necesario sacar el soplador y el interruptor de presión. Ambos equipos no están
fabricados para trabajar a temperaturas superiores a 60°C.
f) El costo de los equipos suministrados caen dentro de los costos presupuestados por
Tempco México, por lo que la utilidad que se esperaba para Tempco como proveedor
fue lograda al 100%.
9.- RECOMENDACIONES PARA TRABAJOS FUTUROS
En base a los resultados obtenidos y a la forma de operar el horno que se tiene por el
personal de operaciones, se recomienda para diseños futuros:
a) Implementar el circuito de control con un temporizador donde puedan ser medido el
tiempo de proceso a partir de que se cierran las puertas. Esto le daría mayor
consistencia al proceso y no dejaría una de las variables en manos del operador.
b) Instalar amperímetros en la alimentación del calefactor de proceso para determinar
rápidamente si no existe daño en el mismo. El balanceo de las fases nos puede dictar si
el calefactor está en buen estado.
c) Asegurarse que el personal de mantenimiento realice los trabajos indicados en la
sección 6.5 Mantenimiento del Horno.
d) Asegurarse que todo el personal que opera el horno, ha leído y entiende el
funcionamiento y la operación del horno.
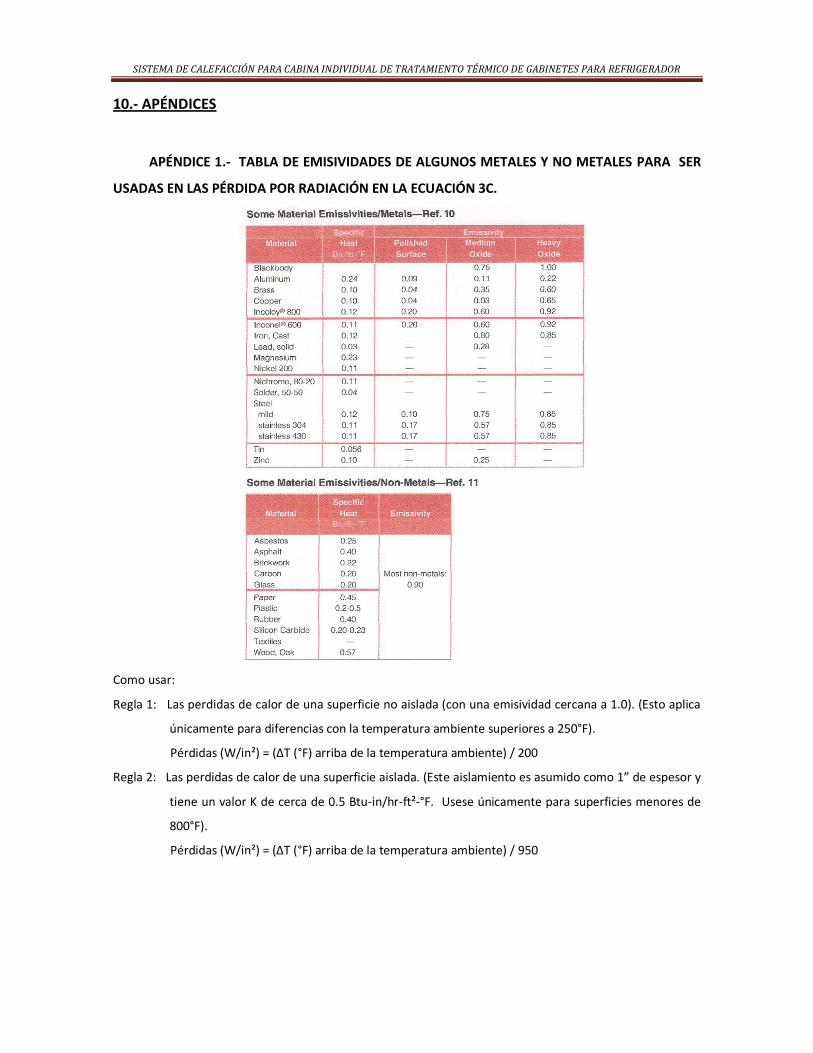
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
10.- APÉNDICES
APÉNDICE 1.- TABLA DE EMISIVIDADES DE ALGUNOS METALES Y NO METALES PARA SER
USADAS EN LAS PÉRDIDA POR RADIACIÓN EN LA ECUACIÓN 3C.
Como usar:
Regla 1: Las perdidas de calor de una superficie no aislada (con una emisividad cercana a 1.0). (Esto aplica
únicamente para diferencias con la temperatura ambiente superiores a 250°F).
Pérdidas (W/in²) = (∆T (°F) arriba de la temperatura ambiente) / 200
Regla 2: Las perdidas de calor de una superficie aislada. (Este aislamiento es asumido como 1” de espesor y
tiene un valor K de cerca de 0.5 Btu-in/hr-ft²-°F. Usese únicamente para superficies menores de
800°F).
Pérdidas (W/in²) = (∆T (°F) arriba de la temperatura ambiente) / 950
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
11. - BIBLIOGRAFÍA
a) CRYDOM, Heat Sink Calculations, www.crydom.com
b) CRYDOM, Protecting SSRs against short circuit and overcurrent , www.crydom.com
c) ARIAN CONTROL & INSTRUMENTACIÓN, Control PID, Conceptos básicos,
www.arian.cl
d) WATLOW, Application Guide, www.watlow.com
e) A. O. Smith Training Department, Air Pressure Switches,
f) TEMPCO MEXICO, Controlador Electrónico Digital con microprocesador Mod. HW4900,
www.tempcomexico.com
g) CHROMALOX, Factores y gráficos relacionados a la pérdida de calor www.chromalox.com
h) LEISTER, Leister Silence Operating Instructions www.leister.com
i) El ABC de la instrumentación en el control de los procesos industriales,
Enríquez Harper, Gilberto
Editorial Limusa
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
12.- GLOSARIO DE TÉRMINOS
“auto tune”
Los controladores de temperatura hoy en día que usan control PID, tienen funciones de auto
sintonización automática. Durante el periodo del auto sintonización, el equipo controla la potencia
al proceso y mide la tasa de cambio, el sobredisparo y el tiempo de respuesta de la planta. Esto lo
hace por el método de Zeigler-Nichols y calcula los valores de la fórmula, es decir, el controlador
“aprende”. Una vez que el período de auto sintonización ha terminado, los valores de P, I y D son
almacenados y usados por el controlador.
Banda Mica
Resistencias fabricadas con núcleo de Micanita y cina Nicromel con forro de acero inoxidable, se
ocupan en máquinas de inyección o cuerpos cilíndricos a temperaturas no muy altas.
Calor latente
El calor latente es la energía requerida por una cantidad de sustancia para cambiar de fase,
de sólido a líquido (calor de fusión) o de líquido a gaseoso (calor de vaporización).
Cartucho de alta concentración
Las resistencias denominadas cartuchos de alta concentración son resistencias calefactoras
blindadas en forma cilíndrica y generalmente con la conexión por un extremo. Permiten ser
fabricados con una alta densidad de carga ( Watts/cm2), por lo que en poco espacio pueden
concentrar potencias elevadas. La aplicación principal es en el calentamiento de moldes o bloques
metálicos y usos con vibraciones y altas temperaturas de utilización. Otras aplicaciones son: en
maquinaria de envase y embalaje, en moldes y boquillas de inyección de plástico o zamak, en
útiles como marcadores, en prensas calientes para vulcanizado y en diversos procesos industriales
en los que haya que aportar calor.
Cartucho de baja concentración
Las resistencias denominadas cartuchos de baja concentración son resistencias calefactoras
blindadas en forma cilíndrica y generalmente la conexión por un extremo. El circuito está aislado
en el interior de piezas cerámicas, no pudiendo fabricarse en densidades de carga mayores a 5
Watts/cm2.
La aplicación principal es en el calentamiento de moldes o bloques metálicos y al contrario de los
denominados cartuchos de alta concentración, no permiten usos con vibraciones ni más de 300ºC
en la superficie del cartucho.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
Certificación UL
Es una organización sin fines de lucro de certificación y prueba de la seguridad de los productos o
equipos, tiene una reputación de ser líder en la prueba y certificación de productos en cuanto a su
seguridad. UL es uno de los asesores más reconocidos y acreditados del mundo.
El logotipo de UL significa que el producto ha sido aprobado en cuanto a requisitos de seguridad
para su normal operación.
También significa que las comprobaciones periódicas de las instalaciones de fabricación
certificadas por UL han reafirmado este estado de seguridad.
Coeficiente de temperatura
El coeficiente de temperatura es una medida del cambio de un parámetro como resultado de un
cambio en la temperatura ambiente.
Conductividad térmica
Es la propiedad física de los materiales que mide la capacidad de conducción de calor. En el
Sistema Internacional de Unidades la conductividad térmica se mide en W/ (K•m)
Damper
Un “dámper” es una válvula o placa que detiene o regula el flujo de aire dentro de un ducto,
chimenea, manejadora de aire o cualquier otro equipo que maneje aire. Un “dámper” puede ser
usado para cortar el suministro de aire acondicionado a un cuarto o para regular la temperatura
entre habitaciones.
Efecto Seebeck
El efecto Seebeck es la conversión de diferencias de temperatura directamente a electricidad.
Error
El error indica la divergencia de un valor teórico o ideal.
Estabilidad
Es la habilidad de un instrumento para mantener la precisión de la medición sobre un período de
tiempo especificado.
Hardware
El término hardware se refiere a todas las partes tangibles de un sistema informático; sus
componentes son: eléctricos, electrónicos, electromecánicos y mecánicos. Son cables, gabinetes o
cajas, periféricos de todo tipo y cualquier otro elemento físico involucrado
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
Hysteresis
La histéresis es la diferencia máxima para una cantidad medida entre la escala superior y la escala
inferior durante una excursión por el rango total del instrumento en cada dirección.
Interruptor termomagnético (breaker)
Un interruptor termomagnético o “breaker” en inglés, es un dispositivo capaz de interrumpir la
corriente eléctrica de un circuito cuando ésta sobrepasa ciertos valores máximos. Su
funcionamiento se basa en dos de los efectos producidos por la circulación de corriente
eléctrica en un circuito: el magnético y el térmico (efecto Joule). El dispositivo consta, por tanto,
de dos partes, un electroimán y una lámina bimetálica, conectadas en serie y por las que circula la
corriente que va hacia la carga.
Inercia térmica
Inercia térmica es la propiedad que indica la cantidad de calor que puede conservar un cuerpo y la
velocidad con que la cede o absorbe.
Precisión
La precisión es el grado de conformidad con el standard establecido, por lo tanto una precisión
cero corresponde al valor ideal.
Reconocimiento “CSA”
La marca de certificación Internacional CSA International indica que un producto, proceso o
servicio ha sido probado contra un estándar Canadiense o Estaounidense y alcanza o excede los
requerimientos aplicables de CSA u otro documento reconocido y usado como una base para la
certificación.
Para los consumidores, la marca de CSA es entendida como una prueba de que el producto es de
alta calidad y es seguro.
Repetibilidad
Repetibilidad indica la probabilidad de repetir las mediciones en las mismas condiciones y obtener
los mismos resultados.
Resolución
La resolución es el valor mínimo que un instrumento puede leer sin incertidumbre.
Rigidez Dieléctrica
Es la intensidad del campo eléctrico para el cual el material deja de ser un aislador para
convertirse en un material conductor
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
Sensitividad
Sensitividad es un término general para medir la proporción de respuesta (en tiempo o magnitud)
a un estímulo o señal.
Sensor infrarrojo
El sensor infrarrojo es un dispositivo electrónico capaz de medir la radiación electromagnética infrarroja de
los cuerpos en su campo de visión.
Software
Es el conjunto de los programas de cómputo, procedimientos, reglas, documentación y datos
asociados, que forman parte de las operaciones de un sistema de computación.
Tolerancia
La tolerancia corresponde al valor de imprecisión en la fabricación y es aceptada dentro de los
valores indicados.
Tiristor
Es un dispositivo electrónico semiconductor que tiene dos estados de funcionamiento: conducción
o bloqueo. Posee tres terminales: Ánodo (A), Cátodo (K) y Puerta (G).
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
13.- ANEXOS
CURRICULUM VITAE
D A T O S G E N E R A L E S
NOMBRE: Rodrigo Delgado Rubalcava PROFESION: Ingeniero en Comunicaciones y Electrónica LUGAR DE NACIMIENTO: Ciudad Aldama, Chihuahua FECHA DE NACIMIENTO: 6 de septiembre de 1959 ESTADO CIVIL: Casado No. DE HIJOS: 2 R. F. C: DERR-590906-UW8 REGISTRO DEL I.M.S.S.: 0178593592 LICENCIA DE MANEJO: Tipo A, No. 02C0037995 No. DE PASAPORTE: 93540010577 No. CARTILLA DEL SMN: 10921913 DOMICILIO: Fuente de Roma No. 119-A, Col. Fuentes del Valle, Tultitlán, Edo. De Méx.
C. P. 54910 TELEFONO: (55) 58-67-64-32 045 55 3254 7998
E S C O L A R I D A D
PROFESIONAL
ESCUELA: E.S.I.M.E. (Departamento de Ingeniería en Comunicaciones y Electrónica) AÑOS CURSADOS: 5 (1978-1983) ESPECIALIDAD: Computación
BACHILLERATO
ESCUELA: Centro de Estudios Científicos y Tecnológicos No. 3 del I.P.N. AÑOS CURSADOS: 3 (1975-1978) ESPECIALIDAD: Técnico en Electrónica
SECUNDARIA
ESCUELA: Técnica Industrial y Comercial No. 119 AÑOS CURSADOS: 3 (1972-1975)
PRIMARIA
ESCUELA: Lisandro Calderón AÑOS CURSADOS: 6 (1966-1972)
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
C U R S O S
Nombre del Curso: Entrenamiento en la reparación de maquina Fresadora Hurco. Mod. MB-1. Empresa que dio el curso: Hurco Manufacturing Co. Lugar, Fecha, Duración: Indianápolis, Indiana, USA. Duración del curso: 40 Horas. Nombre del Curso: Capacitadores Internos. Empresa que dio el curso: Asociación de Industriales de Tlalnepantla Lugar y Fecha del curso: Asociación de Industriales de Tlalnepantla, Julio de 1988. Duración del curso: 32 Horas. Nombre del Curso: Administración por Objetivos. Empresa que dio el curso: Grupo Corporativo Vitro, S. A. de C. V. Lugar y Fecha del curso: Asociación de Industriales de Tlalnepantla, Marzo de 1989 Y Septiembre de 1990. Duración del curso: 64 Horas. Nombre del Curso: Curso de Programación Básico SIMATIC TI 505. Empresa que dio el curso: Isertec, S. A. de C. V. Lugar y Fecha del curso: Isertec, S. A. de C. V; Febrero de 1992. Duración del curso: 32 Horas. Nombre del Curso: Calidad Total. Empresa que dio el curso: Grupo Corporativo Vitro, S. A. de C. V. Lugar y Fecha del curso: Hotel Sevilla Palace, Abril de 1992. Duración del curso: 24 Horas. Nombre del Curso: Hidráulica Proporcional. Empresa que dio el curso: Vickers Mexicana S. A. de C. V. Lugar y Fecha del curso: Vickers Mexicana S. A. de C. V. y Regioplast S. A. de C. V. Noviembre de 1994. Duración del curso: 40 Horas. Nombre del Curso: Entrenamiento para la Operación del Sistema De Verificación de Etiqueta. Empresa que dio el curso: Packaging Technologies & Inspection. Lugar y Fecha del curso: Tuckahoe, NY, USA, Abril de 1995. Duración del curso: 32 Horas. Nombre del Curso: Sensibilización al Cambio. Empresa que dio el curso: Grupo Quaker State. Lugar y Fecha del curso: Hotel Villa del Conquistador, Cuernavaca, Mor. Junio de 1995. Duración del curso: 32 Horas.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
Nombre del Curso: STOP (Alto al Acto Inseguro). Empresa que dio el curso: Pyn, S. A. de C. V. Lugar y Fecha del curso: Pyn, S. A. de C. V. Abril – Mayo de 1998. Duración del curso: 24 Horas. Nombre del Curso: Sembrando Mi Liderazgo Empresa que dio el curso: Mexicana de Lubricantes, S. A. de C. V. Lugar y Fecha del curso: Ajijic, Jal. Septiembre de 1999. Duración del curso: 36 Horas. Nombre del Curso: Auditores Internos. Empresa que dio el curso: mexicana de Lubricantes S. A. de C. V. Lugar y Fecha del curso: Hotel Holiday Inn, Lagos de Moreno, Jal. Octubre de 1999. Duración del curso: 18 Horas. Nombre del Curso: Programación Sistema SAP (Módulo Mantenimiento) Empresa que dio el curso: mexicana de Lubricantes S. A. de C. V. Lugar y Fecha del curso: Oficinas Corporativas Mexlub, Gdl, Jal. Enero de 1999. Duración del curso: 32 Horas. Nombre del Curso: Programación STEP 5 Básico. Empresa que dio el curso: Siemens S. A. de C. V. Lugar y Fecha del curso: Siemens S. A. de C. V. México D. F. Marzo del 2000. Duración del curso: 40 Horas.
E X P E R I E N C I A P R O F E S I O N A L
Nombre de la Empresa: Swissmex-Rapid, S. A. de C. V. Ubicación: Lagos de Moreno, Jal. Giro de la Empresa: Fabricación y distribución de maquinaria agrícola. Puestos Desempeñados: Jefe de Mantenimiento y Servicios Generales Duración en la Empresa: 2 años, laborando actualmente Actividades Principales: - Control y supervisión del mantenimiento de toda la empresa (Correctivo, preventivo y predictivo)
- Supervisión de los proyectos de infraestructura - Evaluación de proyectos - Control de compra de refacciones para la maquinaria. - Responsable de la seguridad del personal del departamento.
Logros: - Ensamble y Puesta en marcha de la Línea de Lavado y Pintura
- Supervisión del proyecto de alimentación automática de plástico al departamento de Inyección y Soplado.
- Implementación del mantenimiento Predictivo (Termografía, Análisis de Lubricantes y Análisis de Vibraciones).
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
- Llevar los indicadores de Mantenimiento de Planta arriba del 95%. No. de personas a mi cargo: - 6 en línea directa, 24 en línea indirecta.
Nombre de la Empresa: Lubricantes Especializados de Veracruz, S. A. de C. V. Ubicación: Boca del Río, Ver. Giro de la Empresa: Distribución de Aceites Lubricantes Golfo Puestos Desempeñados: Ingeniero de Servicio y Gerente de Calidad Duración en la Empresa: 1 año Actividades Principales: - Control, selección y supervisión de los proyectos que Se hicieron para los clientes.
- Ingeniería en la selección de los lubricantes industriales para los clientes.
Nombre de la Empresa: Tempco México, S. A. de C. V. Ubicación: Azcapotzalco, Distrito Federal Giro de la Empresa: Fabricación y Venta de Calefacción Industrial Puestos Desempeñados: Gerente de Ingeniería Duración en la Empresa: 6 meses Actividades Principales: - Control, selección y supervisión de las compras para los proyectos que se hacen a los clientes.
- Evaluación, control y supervisión de contratistas. - Reparación de equipos electrónicos que distribuye la empresa. - Diseño, Fabricación y Puesta en marcha de equipos de proceso para
calefacción industrial. Logros: - Diseño y Fabricación de Horno para colocación de Termoencogible en Kraft Foods de México.
- Diseño, Fabricación y Puesta en marcha de Sistema de calefacción para flasheo de agua en TAMSA, Veracruz.
- Diseño y Fabricación de Horno de Secado para Stabilit - Modificación de control eléctrico / electrónico para Vendo de México
en San Juan del Río, Qro. - Diseño, Fabricación e Implementación del sistema de calefacción
para cabina individual de tratamiento térmico para gabinetes de refrigerador en Vendo de México.
No. de Personas a mi Cargo: 02 en línea directa.
Nombre de la Empresa: Interfil, S. A. de C. V. Ubicación: Tultitlán, Edo. México. Giro de la Empresa: Fabricación de filtros automotrices. Puestos Desempeñados: Gerente de Mantenimiento Duración en la Empresa: 4 años. Actividades Principales: - Control y supervisión del Mantenimiento preventivo, predictivo y correctivo de los equipos de la planta.
- Evaluación, control y supervisión de contratistas. - Coordinación, control y supervisión del almacén de refacciones.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
Logros: - Mantener la utilidad de los equipos productivos arriba del 90%. - Puesta en marcha y reacondicionamiento de más de 30 máquinas. - Supervisión en la construcción y puesta en marcha de Nave de 6000
m2. No. de Personas a mi Cargo: 06 en línea directa.
- 30 en línea indirecta. Nombre de la Empresa: Sarnamotive México, S. A. de C. V. Ubicación: Lechería, Edo. México. Giro de la Empresa: Fabricación de partes automotrices inyectadas, extruidas y
termoformadas. Puestos Desempeñados: Gerente de Mantenimiento Duración en la Empresa: 4 años. Actividades Principales: - Control y supervisión del Mantenimiento preventivo y correctivo de los equipos de la planta.
- Control y supervisión del Mantenimiento Preventivo y Correctivo de los Moldes de la Planta.
- Control y supervisión del Depto. de Procesos de la planta. - Evaluación, control y supervisión de contratistas. - Coordinación, control y supervisión del almacén de refacciones. - Responsable de la calidad de los servicios (aire a presión, agua y
energía eléctrica). Logros: - Mantener la utilidad de los equipos productivos arriba del 93%.
- Automatización de 2 maquinas de inyección y creación de 7 pokayokes.
- Cero accidentes incapacitantes en los departamentos bajo mi responsabilidad durante 4 años.
No. de Personas a mi Cargo: 04 en línea directa. - 30 en línea indirecta.
Nombre de la Empresa: Mexicana de Lubricantes S. A. de C. V. Ubicación: Lagos de Moreno, Jal. Giro de la Empresa: Fabricación de Aceites y Grasas Lubricantes. Puestos Desempeñados: Subgerente de Mantenimiento y Servicios Generales. Duración en la Empresa: 1.5 años. Actividades Principales: - Control y supervisión del Mantenimiento preventivo y correctivo de los equipos de la planta.
- Control y supervisión del Mantenimiento predictivo de la planta. - Control y supervisión de la calibración de los equipos e instrumentos
de la planta. - Evaluación, control y supervisión de contratistas. - Desarrollo e implementación de proyectos que coadyuven a la
productividad de la planta. - Coordinación, control y supervisión del almacén de refacciones. - Responsable de la calidad de los servicios (aire a presión, vapor,
aceite caliente, agua y energía eléctrica). Logros: - Mantener la utilidad de los equipos productivos arriba del 97% Durante 1999 y 2000.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
- Diseño y Automatización de 5 máquinas para aumentar la productividad del área de aceite.
- Cero accidentes incapacitantes en los departamentos bajo mi responsabilidad durante 1.5 años.
- Implementación del Software de Mantto. Preventivo (SAP) - Creación e implementación del mantenimiento a instrumentos de la
Planta. No. de Personas a mi Cargo: 05 en línea directa, 20 en línea indirecta.
Nombre de la Empresa: PYN S. A. de C. V. Ubicación: Calle 9 No. 8, Alce Blanco, Naucalpan Edo. De México. Giro de la Empresa: Fabricación de películas plásticas. Puestos Desempeñados: Jefe de Mantenimiento Eléctrico, Electrónico e Instrumentación. Duración en la Empresa: 2 años. Actividades Principales: Mantenimiento preventivo de tipo eléctrico, electrónico.
- Mantenimiento correctivo de tipo eléctrico, electrónico, instrumentación e hidráulica.
- Mantenimiento predictivo a motores eléctricos principales de maquinas de calandreo y a subestaciones y equipo eléctrico en general.
- Desarrollo e implementación de proyectos para la automatización de maquinaria.
- Responsable de la seguridad del personal a mi cargo. - Responsable del stock de refacciones eléctricas y electrónicas.
Logros: - Mantener el tiempo muerto por paros de maquinaria menor al 4%.
- Tener toda la maquinaria de la planta bajo un programa de mantenimiento preventivo.
- Cero accidentes incapacitantes en mi área durante mi permanencia en la empresa.
- Desarrollo e implementación de proyectos tales como: instalación y arranque de mezcladora Plasmec, desarrollo e implementación de guiador electrónico para lamina biorentada, control electrónico de la cascada de la maquina de biorentado, diseño e implementación del circuito hidráulico de precargas de la Calandrea 6, reacondicionamiento eléctrico y electrónico total de la maquina estampadora 2, reacondicionamiento total eléctrico, electrónico e instrumentación de la laminadora Liberty, control computarizado de 2 enfriadores de agua.
- Capacitación en piso al personal de electrónica e instrumentación. No. de maquinas a mi cargo: 30 Equipos principales mas equipo periférico. No. de personas a mi cargo: En línea directa 4, en línea indirecta 25.
Nombre de la Empresa: BOTELUB, S. A. De C. V. (GRUPO QUAKER STATE) Ubicación: Av. 1ª de Mayo No. 45, Col. San Andrés Atoto, Naucalpan, Edo. De
México Giro de la Empresa: Fabricación de tapas y envases de plástico Puesto desempeñado: Gerente de Producción Duración en la empresa: 1 año
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
Actividades principales: - Control de las diferentes áreas de la empresa como son: Mantenimiento Producción Almacenes Aseguramiento de la calidad Servicios
- Coordinación de proyectos relacionados con la automatización de la planta
- Planeación mensual de la producción - Evaluación de gastos y presupuestos mensuales - Planeación y control del abasto de materia prima mensual
Logros: - Eficiencia global de la planta arriba del 93% - Diferencia de inventarios físico y teórico en 0 - Oportunidad de abasto de materia prima al 100% - Instalación del mantenimiento preventivo computarizado - Realización del mantenimiento preventivo en un 80% de la
maquinaria - Cambio de imagen de producto global en un tiempo de 2 meses
No. de personas a mi cargo: 5
Nombre de la Empresa: REGIOPLAST, S. A. de C. V. (GRUPO VITRO) Ubicación: Av. Industria No. 1, Los Reyes Iztacala, Tlalnepantla, Edo. De México Giro de la Empresa: Fabricación de tapas y envases de plástico Puestos desempeñados: Jefe de Mantenimiento de Inyección y Ensamble (Noviembre de 1992 a
Enero de 1994). Jefe de Electrónica (Abril de 1990 a Noviembre de 1992 y de Enero de 1994 a Marzo de 1995)
Duración en la Empresa: 5 años Actividades Principales: - Planeación y Control del mantenimiento preventivo y correctivo de
tipo mecánico (neumático e hidráulico), eléctrico y electrónico de maquinas de inyección y ensamble
- Planeación y control del mantenimiento preventivo y correctivo De tipo electrónico de todos los equipos de la planta - Desarrollo e implementación de proyectos de tipo electrónico de todos
los equipos de la planta. - Elaboración del estudio de máximos y mínimos de refacciones para
maquinaria. - Elaboración y control de presupuestos anuales del departamento de
electrónica. - Traducción de manuales de equipo y maquinaria. - Capacitación en piso del personal del departamento de electrónica
concerniente al equipo de este tipo. - Implantación de cursos de seguridad al personal bajo mi
responsabilidad. Logros: - Reducción de tiempos muertos por mantenimiento en el área de Inyección y ensamble del 6% al 1%.
- Automatización de 10 maquinas de extrusión – soplo para Aumentar la confiabilidad de su producción.
- Reducción de tiempos muertos por mantenimiento electrónico del 4% al 0.5%.
SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
- Reducción de tiempos muertos por mantenimiento del 8% al 1%. - Elevación de la eficiencia de los tornos de control numérico del 35%
al 90%. No. de maquinas a mi cargo: 29 No. de personas a mi cargo: 4
Nombre de la Empresa: REGIOMOLD, S. A. de C. V. (Grupo Vitro) Ubicación: Recursos Petroleros No. 1 Fracc. Industrial La Loma, Tlanepantla, Edo. De México. Giro de la Empresa: Fabricación de moldes de inyección y soplado para tapas y envases plásticos. Puestos Desempeñados: Ingeniero de Mantenimiento (1 año) Jefe de Mantenimiento (4 años). Duración en la Empresa: 5 años. Actividades Principales: - Planeacion y control del mantenimiento preventivo y correctivo del equipo de la empresa.
- Control de refacciones nacionales y de importación para la maquinaria y el equipo.
- Control y registro de los libros oficiales de maquinaria ante las dependencias oficiales del gobierno.
- Supervisión y control de obras realizadas en la empresa por contratistas.
- Administración y control del recurso humano del departamento de mantenimiento.
- Diseño y fabricación de unidades de control para moldes de inyección.
- Implementación en un 70% del mantenimiento preventivo y predictivo de los equipos de la planta.
- Implementación al 100% de la calibración de equipo de laboratorio y de instrumentos de la planta.
- Cero accidentes incapacitantes durante el año 1999 y en el 2000. - Implementación en un 70% del programa computarizado de
mantenimiento. - Desarrollo de proyectos tales como la automatización de la línea de
envasado de tambores de 200 lts. - Reordenamiento del almacén de refacciones en un 100%. - Control de gastos dentro del presupuesto autorizado en 1999.
No. de maquinas a mi cargo: 30 Equipos principales mas equipo periférico. No. de Personas a mi Cargo: En línea directa 4.
Nombre de la Empresa: PRECI, S. A. de C. V. Ubicación: Ingenieros Militares No. 32, Naucalpan, Edo. De México. Giro de la Empresa: Venta y Servicio de maquinas – herramientas de control numérico Y maquinas de soporte para equipos de cómputo. Puestos Desempeñados: Ingeniero de Servicio. Duración en la Empresa: 2.5 años. Actividades Principales: - Servicio de mantenimiento preventivo y correctivo de tipo Electrónico a maquinas – herramientas de control numérico

SISTEMA DE CALEFACCIÓN PARA CABINA INDIVIDUAL DE TRATAMIENTO TÉRMICO DE GABINETES PARA REFRIGERADOR
De los clientes de la empresa. - Servicio de mantenimiento preventivo y correctivo de tipo
electrónico a maquinas de soporte para equipos de computo de los clientes de la empresa.