Embed Size (px)
Citation preview

Instrukcja silników indukcyjnychi generatorów
Instrukcja silników indukcyjnych i generatorów
Instrukcje dotyczące bezpieczeństwaAMA, AMB, AMG, AMH, AMI, AMK, AMZ, HXR, M3BM, NMI, NXR
1. Informacje ogólneNależy bezwzględnie przestrzegać wszystkich ogólnych przepisów bezpieczeństwa, ustaleń szczególnych w odniesieniu do miejsc wykonywania prac, a także przedstawionych w niniejszym dokumencie środków ostrożności.
2. PrzeznaczenieUrządzenia elektryczne są wyposażone w niebezpieczne części, które obracają się i które znajdują się pod napięciem. Ponadto niektóre powierzchnie urządzeń mogą być gorące. Zakazuje się wchodzenia na urządzenie. Wszystkie czynności związane z transportem, montażem, podłączaniem, rozruchem, eksploatacją i konserwacją powinny być wykonywane przez odpowiedzialne i wykwalifikowane osoby (zgodnie z normami EN 50 110-1/DIN VDE 0105/IEC 60364). Nieprawidłowe obchodzenie się z urządzeniem może doprowadzić do poważnych obrażeń ciała i uszkodzenia urządzenia. Niebezpieczeństwo!
Maszyny te przeznaczone są do stosowania w charakterze elementów składowych instalacji przemysłowych i komercyjnych, zgodnie z dyrektywą maszynową (MD) 98/37/EC. Zabrania się przeprowadzania rozruchu maszyny do chwili ustalenia zgodności produktu końcowego z niniejszą dyrektywą (należy stosować się do lokalnych przepisów BHP i instalacyjnych, jak np. EN 60204).
Maszyny te spełniają wymagania zharmonizowanych norm EN 60034/DIN VDE 0530. Użytkowanie ich w środowisku zagrożonym wybuchem jest zabronione, chyba że są one specjalnie zaprojektowane do takich zastosowań (patrz dodatkowe instrukcje).
Zabrania się stosowania maszyn o stopniu ochrony ≤ IP23 na otwartym powietrzu. Modele chłodzone powietrzem mogą być zazwyczaj użytkowane w temperaturach otoczenia wynoszących od –20°C do +40°C oraz na wysokościach ≤ 1000 m n.p.m. Temperatura otoczenia w przypadku modeli chłodzonych powietrzem/wodą nie powinna wynosić mniej niż +5°C (odnośnie maszyn wyposażonych w łożyska tulejowe, patrz dokumentacja producenta). Szczególnie należy uwzględniać informacje zamieszczone na tabliczce znamionowej. Warunki terenowe muszą być zgodne ze wszystkimi oznakowaniami umieszczonym na tabliczce.
3. Transport, składowanieNatychmiast powiadomić firmę transportową o uszkodzeniach stwierdzonych po otrzymaniu maszyny. W razie konieczności wstrzymać odbiór techniczny. Wytrzymałość uchwytów dźwigowych została dobrana do ciężaru maszyny; nie wolno stosować dodatkowych obciążeń. Należy także upewnić się, że do podnoszenia wykorzystane zostaną właściwe uchwyty. W razie konieczności należy zastosować odpowiednio dobrane środki alternatywne, np. liny. Przed odbiorem technicznym należy usunąć zabezpieczenia transportowe maszyny (np. zabezpieczenia łożysk, tłumiki drgań). Należy zachować je do ponownego wykorzystania.
Instrukcje dotyczące bezpieczeństwa - 13BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Urządzenia należy przechowywać w suchym, niezapylonym miejscu, w którym nie występują drgania (ryzyko uszkodzenia łożyska podczas postoju). Przed rozruchem urządzenia należy zmierzyć rezystancję izolacji. Wartości: ≤ 1 kΩ na 1 wolt napięcia znamionowego przy suchym uzwojeniu. Postępować zgodnie ze wskazówkami producenta. Należy zawsze uwzględniać odpowiednie procedury dotyczące długotrwałego przechowywania urządzeń.
4. InstalacjaPamiętać o montażu na równej podstawie, mocnej stopie lub kołnierzu, a także o dokładnym ustawieniu urządzenia. Unikać rezonansów o częstotliwości obrotowej i częstotliwości równej podwójnej częstotliwości sieci zasilającej, jakie mogą wystąpić w wyniku montażu. Obrócić wirnik i sprawdzić, czy nie wydostają się z niego nieprawidłowe odgłosy ślizgania. Sprawdzić kierunek obrotów w stanie rozłączonym.
Podczas montażu lub demontażu sprzęgieł lub innych elementów napędu, należy postępować zgodnie ze wskazówkami producenta, a także należy przykryć te elementy osłoną uniemożliwiającą ich dotykanie. Aby przeprowadzić rozruch próbny w stanie rozłączonym, na końcu wału należy umieścić lub wyjąć klin. Unikać nadmiernych obciążeń promieniowych i osiowych łożyska (zapoznać się z dokumentacją producenta). Wyważenie urządzenia oznacza się literą H = z połową klina oraz F = z pełnym klinem. W pierwszym przypadku sprzęgło należy wyważyć z połową klina. W następnym przypadku sprzęgło należy wyważyć bez klina. Jeżeli klin wystaje (na końcu wału widoczna jest jego część), należy przeprowadzić wyważenie mechaniczne.
Wykonać niezbędne podłączenia układu wentylacyjnego i chłodzenia. Nie można utrudniać pracy układu wentylacyjnego, a wywiewane powietrze, również to z sąsiednich zespołów, nie może być pobierane bezpośrednio do układu.
5. Podłączenia elektryczneWszystkie prace muszą być wykonywane przez wykwalifikowany personel przy wyłączonej maszynie. Przed rozpoczęciem prac należy bezwzględnie zastosować się do poniższych zasad:
• Odciąć zasilanie!
• Zastosować zabezpieczenia uniemożliwiające przypadkowe włączenie!
• Dla bezpieczeństwa sprawdzić odizolowanie od zasilania!
• Podłączyć do uziemienia i pętli zwarciowej!
• Zamontować pokrywy lub barierki oddzielające od części znajdujących się pod napięciem!
• Odciąć zasilanie obwodów pomocniczych (np. grzejników antykondensacyjnych)!
Przekroczenie wartości granicznych strefy A wg EN 60034-1/DIN VDE 0530-1 – napięcia ± 5%, częstotliwości ± 2%, kształtu i symetrii fali prowadzi do nadmiernego wzrostu temperatury oraz negatywnie wpływa na kompatybilność elektromagnetyczną. Należy zwrócić uwagę na oznaczenia na tabliczce znamionowej i na schemat połączeń elektrycznych umieszczony w skrzynce zaciskowej.
Połączenie musi być wykonane w taki sposób, aby zapewnić stałe bezpieczeństwo połączenia elektrycznego. Stosować odpowiednie zaciski kablowe. Ustalić oraz utrzymywać właściwe powiązania ekwipotencjalne.
2 - Instrukcje dotyczące bezpieczeństwa 3BFP 000 070 R0124 REV H

Instrukcja silników indukcyjnych i generatorów
Odległości pomiędzy nieizolowanymi częściami pod napięciem, a także między nimi i uziemieniem nie mogą być mniejsze niż podane w odpowiednich normach oraz w dokumentacji producenta.
Nie można dopuścić do gromadzenia się w skrzynce zaciskowej ciał obcych, kurzu lub wilgoci. Uszczelnić przeciwpyłowo i przeciwwilgociowo nieużywane wejścia kabli oraz samą skrzynkę. Zablokować wpust, gdy maszyna pracuje bez sprzęgła. W przypadku maszyn z osprzętem sprawdzić właściwe działanie przed odbiorem technicznym.
Za prawidłową instalację (np. oddzielenie przewodów sygnału i zasilania, kable ekranowane, itp.) odpowiedzialny jest instalator.
6. EksploatacjaZgodnie z normą ISO 3945, w przypadku pracy w trybie połączonym, intensywność drgań, miesząca się w przedziale „satysfakcjonującym” (Vrms £ 4,5 mm/s) jest akceptowana. (Prądnice silnika tłokowego zgodnie z ISO 8528-9). W przypadku odchyleń od normalnych warunków roboczych, np. w przypadku podwyższonej temperatury, hałasów, drgań, w razie wątpliwości, należy odłączyć urządzenie. Ustalić przyczynę odchyleń i w razie potrzeby skontaktować się z producentem.
Nie wolno odłączać urządzeń zabezpieczających, nawet przy rozruchu próbnym. W silnie zanieczyszczonym środowisku należy regularnie czyścić układ chłodzenia. Otwierać raz na jakiś czas zablokowany otwór spustowy kondensatu.
Podczas odbioru technicznego przed uruchomieniem przesmarować łożyska. Ponownie nasmarować łożyska toczne podczas pracy maszyny. Przestrzegać instrukcji umieszczonych na tabliczce znamionowej. Stosować odpowiedni rodzaj smaru. W przypadku maszyn wyposażonych w łożyska tulejowe należy monitorować liczbę przepracowanych godzin między wymianami oleju, a w przypadku zamontowanej instalacji olejowej, sprawdzić jej prawidłowe działanie.
7. Konserwacja i serwisPostępować zgodnie z instrukcjami eksploatacyjnymi producenta. Więcej informacji na ten temat zamieszczono w instrukcji użytkownika. Przestrzegać niniejszych instrukcji bezpieczeństwa!
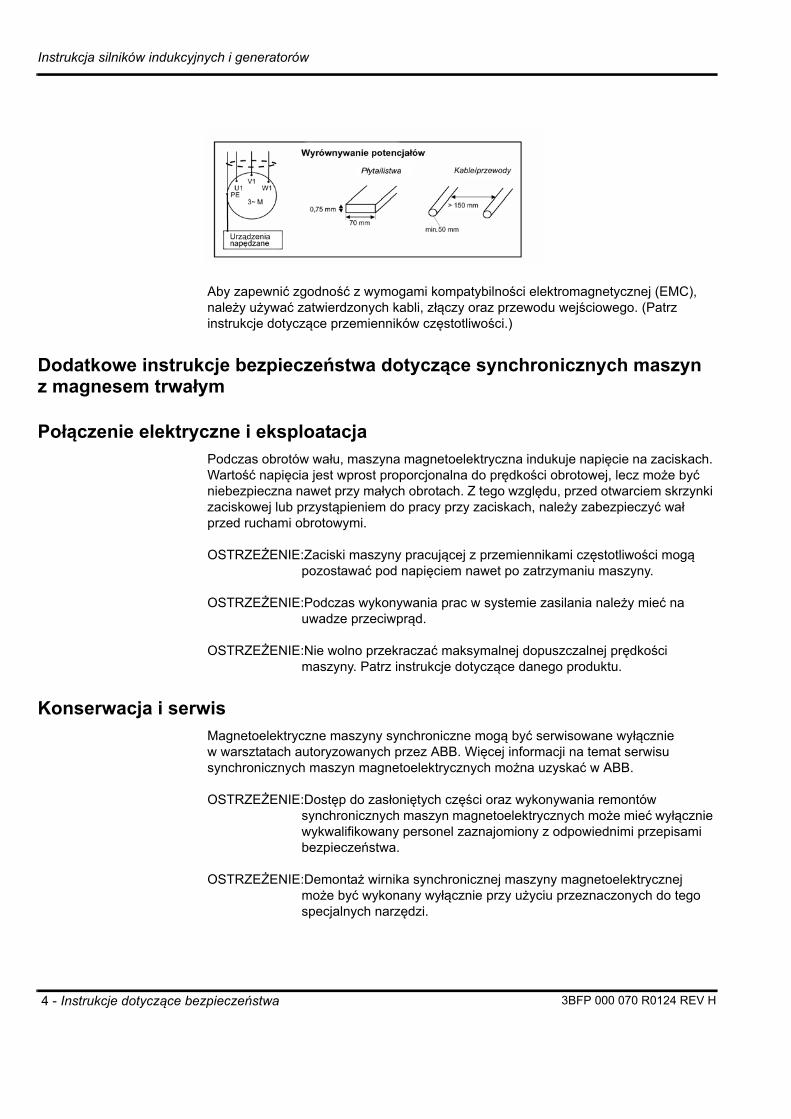
8. Przemiennik częstotliwościW silnikach przeznaczonych do współpracy z przemiennikami częstotliwości uziemienie obudowy silnika musi być wykorzystane do wyrównania potencjału między obudową i napędzaną maszyną, jeśli te dwie maszyny nie są zainstalowane na tej samej metalowej podstawie. W przypadku silników IEC 280, należy stosować płaski przewód 0,75 x 70 mm lub przynajmniej dwa okrągłe przewody 50 mm2;. Odległość pomiędzy okrągłymi przewodami musi wynosić przynajmniej 150 mm.
Funkcją takiego układu nie jest zapewnienie bezpieczeństwa, lecz wyrównanie potencjałów. W przypadku, gdy silnik i przekładnia zainstalowane są na tym samym stalowym fundamencie, wyrównywanie potencjałów nie jest wymagane.
Instrukcje dotyczące bezpieczeństwa - 33BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Aby zapewnić zgodność z wymogami kompatybilności elektromagnetycznej (EMC), należy używać zatwierdzonych kabli, złączy oraz przewodu wejściowego. (Patrz instrukcje dotyczące przemienników częstotliwości.)
Dodatkowe instrukcje bezpieczeństwa dotyczące synchronicznych maszyn z magnesem trwałym
Połączenie elektryczne i eksploatacjaPodczas obrotów wału, maszyna magnetoelektryczna indukuje napięcie na zaciskach. Wartość napięcia jest wprost proporcjonalna do prędkości obrotowej, lecz może być niebezpieczna nawet przy małych obrotach. Z tego względu, przed otwarciem skrzynki zaciskowej lub przystąpieniem do pracy przy zaciskach, należy zabezpieczyć wał przed ruchami obrotowymi.
OSTRZEŻENIE:Zaciski maszyny pracującej z przemiennikami częstotliwości mogą pozostawać pod napięciem nawet po zatrzymaniu maszyny.
OSTRZEŻENIE:Podczas wykonywania prac w systemie zasilania należy mieć na uwadze przeciwprąd.
OSTRZEŻENIE:Nie wolno przekraczać maksymalnej dopuszczalnej prędkości maszyny. Patrz instrukcje dotyczące danego produktu.
Konserwacja i serwisMagnetoelektryczne maszyny synchroniczne mogą być serwisowane wyłącznie w warsztatach autoryzowanych przez ABB. Więcej informacji na temat serwisu synchronicznych maszyn magnetoelektrycznych można uzyskać w ABB.
OSTRZEŻENIE:Dostęp do zasłoniętych części oraz wykonywania remontów synchronicznych maszyn magnetoelektrycznych może mieć wyłącznie wykwalifikowany personel zaznajomiony z odpowiednimi przepisami bezpieczeństwa.
OSTRZEŻENIE:Demontaż wirnika synchronicznej maszyny magnetoelektrycznej może być wykonany wyłącznie przy użyciu przeznaczonych do tego specjalnych narzędzi.
4 - Instrukcje dotyczące bezpieczeństwa 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
OSTRZEŻENIE:Rozproszone pole magnetyczne wytwarzane z otwartej lub zdemontowanej maszyny z magnesem trwałym lub poprzez osobny wirnik takiej maszyny może powodować zakłócenia lub uszkodzenia innych urządzeń albo elementów elektrycznych lub elektromagnetycznych, takich jak rozruszniki serca, karty kredytowe itp.
OSTRZEŻENIE:Wnętrze synchronicznej maszyny magnetoelektrycznej oraz jej wirnik należy zabezpieczać przed kontaktem z przypadkowymi elementami metalowymi.
OSTRZEŻENIE:Przed zamknięciem otwartej maszyny, wszystkie elementy niestanowiące części maszyny, a także wszelkie nagromadzone zanieczyszczenia należy dokładnie usunąć z wnętrza korpusu.
UWAGA: Należy mieć na uwadze rozproszone pola magnetyczne oraz napięcia indukcyjne powstające w czasie ruchu wirnika synchronicznej maszyny magnetoelektrycznej, które mogą uszkodzić inne urządzenia zamontowane w pobliżu, takie jak tokarki lub wyważarki.
Dodatkowe Instrukcje bezpieczeństwa dla silników elektrycznych w strefach zagrożonych wybuchem
UWAGA: Aby prawidłowo i bezpiecznie instalować, eksploatować oraz konserwować silnik, należy bezwzględnie przestrzegać niniejszych instrukcji. Wszystkie osoby odpowiedzialne za instalację, eksploatację lub konserwację maszyny zobowiązane są do zapoznania się z ich treścią. Niestosowanie się do instrukcji może spowodować unieważnienie gwarancji.
OSTRZEŻENIE:Silniki używane w strefach zagrożonych wybuchem są specjalnie zaprojektowane, tak aby spełnić prawne wymagania dotyczące ryzyka eksplozji. Nieprawidłowa eksploatacja, połączenie lub jakakolwiek przeróbka, nawet drobna, wpływa na niezawodność.
Należy uwzględnić wszystkie standardy związane z podłączaniem i eksploatacją aparatów elektrycznych w atmosferach wybuchowych, szczególnie normy krajowe dotyczące instalacji (patrz normy EN 60079-14, EN 60079-17, GOST-R 52350.14, GOST-R 52350.17, GB3836.15, IEC 60079-14, IEC 60079-17). Wszelkich napraw oraz przeglądów należy dokonywać zgodnie z normami IEC 60079-19, EN 60079-19, GOST-R 52350.19 oraz GB 3836.13. Jedynie przeszkolony i wykwalifikowany personel, zaznajomiony z tymi normami, może być dopuszczony do obsługi tych urządzeń.
Deklaracja zgodnościWszystkie maszyny firmy ABB z oznaczeniem Ex przeznaczone dla stref zagrożonych wybuchem spełniają zalecenie Dyrektywy ATEX 94/9/EC i mają oznaczenie normy CE na tabliczce znamionowej.
WażnośćNiniejsze instrukcje dotyczą następujących typów silników elektrycznych produkcji ABB stosowanych w strefach zagrożenia wybuchem.
Instrukcje dotyczące bezpieczeństwa - 53BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Silniki nieiskrzące Ex nA Klasy I w Dz. 2, Klasy I w Strefie 2
- Urządzenia indukcyjne AMA w rozmiarach of 315 do 500
- Urządzenia indukcyjne AMI w rozmiarach of 400 do 630
- Urządzenia indukcyjne HXR w rozmiarach of 315 do 560
- Urządzenia synchroniczne AMZ w rozmiarach of 710 do 2 500
Silniki z budową wzmocnioną Ex e
- Urządzenia indukcyjne AMA w rozmiarach of 315 do 500
- Urządzenia indukcyjne AMI w rozmiarach of 400 do 630
- Urządzenia indukcyjne HXR w rozmiarach of 315 do 560
Silniki ze zwiększonym ciśnieniem Ex pxe, Ex pze, Ex px, Ex pz
- Urządzenia indukcyjne AMA w rozmiarach of 315 do 500
- Urządzenia indukcyjne AMI w rozmiarach of 400 do 630
- Urządzenia indukcyjne HXR w rozmiarach of 315 do 560
- Urządzenia synchroniczne AMZ w rozmiarach of 710 do 2 500
Silniki z zabezpieczeniem przed samozapłonem pyłu (DIP), Ex tD, Klasy II w Dz. 2,Klasy II w Strefie 22, Klasy III
- Urządzenia indukcyjne AMA w rozmiarach of 315 do 500
- Urządzenia indukcyjne AMI w rozmiarach of 400 do 630
- Urządzenia indukcyjne HXR w rozmiarach of 315 do 560
- Urządzenia indukcyjne M3GM w rozmiarach of 315 do 450
(W przypadku niektórych typów urządzeń wymagane mogą być dodatkowe informacje dotyczące specjalnego zastosowania lub specjalnej konstrukcji.)
Zgodność z normamiSilniki zaprojektowane do pracy w atmosferze zagrożonej wybuchem, oprócz zgodności z normami związanymi z charakterystykami mechanicznymi i elektrycznymi, muszą spełniać wymogi następujących norm międzynarodowych/krajowych:
• Nor. dotycząca ogólnych wymogów określonych dla atmosfer zagrożonych wybuchem:
– EN 60079-0
– IEC 60079-0
– GB 3836.1
– GOST-R IEC 60079-0
• Nor. dotycząca zabezpieczenia Ex p:
– EN 60079-2
– IEC 60079-2
6 - Instrukcje dotyczące bezpieczeństwa 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
– GB 3836.5
– GOST-R IEC 60079-2
• Nor. dotycząca zabezpieczenia Ex e:
– EN 60079-7
– IEC 60079-7
– GB 3836.3
– GOST-R 52350.7
• Nor. dotycząca zabezpieczenia Ex nA:
– EN 60079-15
– IEC 60079-15
– GB 3836.8
– GOST-R IEC 60079-15
• Nor. dotycząca zabezpieczenia przed pyłem wybuchowym:
– EN 61241-1; EN 60079-31
– IEC 61241-1; IEC 60079-31
– GB 12476.1
– GOST-R IEC 61241-0; GOST-R IEC 61241-1-1; GOST-R IEC 60079-31
• National Electric Code (NEC - Krajowy Kodeks Elektryczny):
– NFPA 70
• Canadian Electrical Code (Kanadyjski Kodeks Elektryczny), Częśc I (Kodeks CE):
– C 22-1-98
Urządzenia firmy ABB (dotyczy jedynie dla grupy II) mogą być instalowane w obszarach, które są zgodne z następującymi oznaczeniami:
Atmosfera (EN);
G - atmosfera zagrożenia wybuchem z powodu obecności gazów
D - atmosfera zagrożenia wybuchem z powodu obecności pyłu
Kontrola przy odbiorze• Niezwłocznie po dostarczeniu maszyny należy dokonać jej oględzin zewnętrznych
w celu sprawdzenia, czy nie uległa uszkodzeniu. W razie stwierdzenia uszkodzenia, niezwłocznie powiadomić spedytora.
Strefa (IEC) Kategoria (EN) Oznaczenie
1 2 Ex px, Ex pxe, Ex e
2 3 Ex nA, Ex N, Ex pz, Ex pze
Instrukcje dotyczące bezpieczeństwa - 73BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
• Sprawdzić wszystkie dane na tabliczkach znamionowych, zwłaszcza wartość napięcia, podłączenie uzwojenia (gwiazda lub trójkąt), kategorię, typ ochrony oraz ustawienia temperatury.
W czasie obsługi należy przestrzegać następujących zasad!
OSTRZEŻENIE:Odłączyć maszynę lub napędzane urządzenia od zasilania i zabezpieczyć przed uruchomieniem. Należy upewnić się, czy w czasie wykonywania prac nie pojawi się atmosfera zagrożenia wybuchem.
Uruchomienie i ponowne uruchomienia
• Maksymalną liczbę kolejnych uruchomień maszyny określono w dokumentacji technicznej maszyny
• Maszynę można ponownie uruchomić po jej ostygnięciu do temperatury otoczenia (-> zimny start) lub do temperatury pracy (-> ciepły start).
Uziemienie i wyrównanie potencjałów
• Sprawdzić przed uruchomieniem czy wszystkie kable uziemiające i kable wyrównujące potencjały są prawidłowo połączone
• Nie usuwać zamontowanych fabrycznie przewodów uziemiających, ani wyrównujących potencjały.
Prześwity, drogi prądów pełzających oraz elementy rozdzielające
• Nie należy usuwać żadnych elementów zainstalowanych w skrzynkach zaciskowych, które mogłyby zmniejszyć prześwity lub skrócić drogę prądu pełzającego pomiędzy jakimikolwiek częściami
• W skrzynkach nie należy instalować dodatkowych urządzeń bez uprzedniej konsultacji z ABB Oy
• Każdorazowo po wykonaniu prac konserwacyjnych wirnika lub łożysk należy dokonać pomiaru szczeliny powietrznej pomiędzy wirnikiem i stojanem. Szczelina powinna mieć jednakową szerokość w każdym punkcie między stojanem a wirnikiem
• Po wykonaniu prac konserwacyjnych należy zawsze wypośrodkować wentylator względem jego obudowy lub prowadnicy powietrza. Odstęp powinien wynosić przynajmniej 1% maksymalnej średnicy wentylatora oraz spełniać wymogi stosownych norm.
Podłączenia w skrzynkach zaciskowych
• Wszystkie podłączenia w głównych skrzynkach zaciskowych należy wykonać za pomocą złączy zgodnych z Ex, które są dostarczane przez producenta wraz z urządzeniem. W innych przypadkach, należy zapytać firmę ABB Oy o poradę.
• Wszystkie podłączenia w pomocniczych skrzynkach zaciskowych są oznaczone jako obwody samoistnie bezpieczne (Ex i). Należy je podpiąć do odpowiednich barier ochronnych.
8 - Instrukcje dotyczące bezpieczeństwa 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
• Obwody o ograniczonym poborze energii (Ex nL) oraz obwody samoistnie bezpieczne (Ex i) należy oddzielić od innych obwodów elektrycznych za pomocą płytki oddzielającej lub poprzez wykonanie powierzchniowego odstępu (50 mm) izolacyjnego. Aby dowiedzieć się więcej, prosimy zapoznać się ze schematem połączeń i rysunkami skrzynek zaciskowych.
Podgrzewacze
• Jeśli podgrzewacz antykondensacyjny bez autoregulacji zostanie włączony natychmiast po wyłączeniu silnika, należy dokonywać odpowiednich pomiarów, aby regulować temperaturę wnętrza obudowy silnika. Podgrzewacze antykondensacyjne mogą działać jedynie w otoczeniu o regulowanej temperaturze.
Wentylacja przed uruchomieniem
• Maszyny Ex nA i Ex e, w pewnych przypadkach, mogą być wyposażone w układ do wentylacji przed uruchomieniem
• Przed uruchomieniem należy sprawdzić potrzebę przedmuchania obudowy maszyny, aby upewnić się, że nie zawiera łatwopalnych gazów. W oparciu o ocenę ryzyka, klient i/lub miejscowe władze podejmują decyzję czy musi on stosować wentylację przed uruchomieniem, czy też nie.
UWAGA: W razie jakichkolwiek rozbieżności między niniejszymi instrukcjami bezpieczeństwa a instrukcją użytkownika, obowiązują niniejsze instrukcje bezpieczeństwa.
Instrukcje dotyczące bezpieczeństwa - 93BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rozdział 1 - Wstęp1.1. Informacje ogólne.......................................................................................... 1
1.2. Ważna uwaga ............................................................................................... 1
1.3. Ograniczenie odpowiedzialności................................................................... 2
1.4. Dokumentacja ............................................................................................... 21.4.1. Dokumentacja maszyny................................................................. 21.4.2. Informacja nie znajdująca się w dokumentacji............................... 31.4.3. Jednostki użyte w niniejszej instrukcji............................................ 3
1.5. Oznakowanie maszyny ................................................................................. 31.5.1. Numer seryjny................................................................................ 31.5.2. Tabliczka znamionowa................................................................... 3
Rozdział 2 - Transport i wypakowanie2.1. Działania ochronne poprzedzające transport ................................................ 6
2.1.1. Informacje ogólne .......................................................................... 62.1.2. Tabliczka znamionowa łożyska...................................................... 6
2.2. Podnoszenie urządzenia............................................................................... 82.2.1. Podnoszenie urządzenia w opakowaniu do transportu
morskiego ...................................................................................... 92.2.2. Podnoszenie maszyn na palecie ................................................. 102.2.3. Podnoszenie wypakowanej maszyny .......................................... 11
2.3. Obracanie urządzenia instalowanego pionowo........................................... 12
2.4. Czynności kontrolne po dostarczeniu i podczas rozpakowywania.............. 132.4.1. Kontrola po dostarczeniu na miejsce........................................... 132.4.2. Kontrola podczas rozpakowania.................................................. 13
2.5. Wskazówki do instalacji głównej skrzynki zaciskowej i części systemu
chłodzenia ................................................................................................... 132.5.1. Instalacja głównej skrzynki zaciskowej ........................................ 142.5.2. Montaż podzespołów chłodnicy ................................................... 14
2.6. Składowanie................................................................................................ 152.6.1. Składowanie krótkoterminowe (poniżej 2 miesięcy) .................... 152.6.2. Składowanie długoterminowe (powyżej 2 miesięcy).................... 152.6.3. Łożyska toczne ............................................................................ 162.6.4. Łożysko tulejowe ......................................................................... 182.6.5. Otwory ......................................................................................... 19
2.7. Kontrole, ewidencja..................................................................................... 19
Rozdział 3 - Instalacja i osiowanie3.1. Ogólnie........................................................................................................ 20
3.2. Konstrukcja fundamentu ............................................................................. 203.2.1. Informacje ogólne ........................................................................ 203.2.2. Siły oddziaływujące na fundament............................................... 213.2.3. Kołnierze maszyn montowanych pionowo................................... 21
3.3. Przygotowanie maszyny przed jej instalacją ............................................... 213.3.1. Pomiary oporności izolacji ........................................................... 223.3.2. Demontaż blokady transportowej................................................. 223.3.3. Typ sprzęgła ................................................................................ 223.3.4. Montaż półsprzęgła...................................................................... 23
3.3.4.1. Wyważanie sprzęgła ............................................... 23
i - Instrukcje bezpieczeństwa 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
3.3.4.2. Montaż .................................................................... 233.3.5. Napęd pasowy............................................................................. 233.3.6. Korki spustowe ............................................................................ 24
3.4. Instalowanie na fundamencie betonowym.................................................. 243.4.1. Zakres dostawy ........................................................................... 243.4.2. Ogólne przygotowania................................................................. 243.4.3. Przygotowanie fundamentu ......................................................... 25
3.4.3.1. Wykonanie fundamentu i otworów cementacyjnych pod kotwy ................................................................ 25
3.4.3.2. Przygotowanie śrub kotwiących lub podkładek....... 253.4.4. Montaż maszyn ........................................................................... 273.4.5. Osiowanie.................................................................................... 273.4.6. Zalewanie zaprawą...................................................................... 273.4.7. Zakończenie instalacji i kontrola .................................................. 27
3.4.7.1. Ustalanie położenia wsporników maszyny .............. 283.4.7.2. Pokrywy i obudowy ................................................. 28
3.5. Instalowanie na fundamencie stalowym ..................................................... 283.5.1. Zakres dostawy ........................................................................... 283.5.2. Kontrola fundamentu ................................................................... 283.5.3. Montaż maszyn ........................................................................... 283.5.4. Osiowanie.................................................................................... 293.5.5. Zakończenie instalacji i kontrola .................................................. 29
3.5.5.1. Ustalanie położenia wsporników maszyny .............. 293.5.5.2. Pokrywy i obudowy ................................................. 29
3.5.6. Instalowanie maszyn łączonych kołnierzowo na fundamencie stalowym...................................................................................... 29
3.6. Osiowanie ................................................................................................... 303.6.1. Informacje ogólne ........................................................................ 303.6.2. Poziomowanie zgrubne ............................................................... 303.6.3. Zgrubna regulacja........................................................................ 313.6.4. Poprawka na rozszerzalność cieplną .......................................... 33
3.6.4.1. Informacje ogólne.................................................... 333.6.4.2. Rozszerzanie cieplne w górę .................................. 333.6.4.3. Osiowe rozszerzanie cieplne .................................. 34
3.6.5. Osiowanie końcowe..................................................................... 343.6.5.1. Informacje ogólne.................................................... 343.6.5.2. Bicie półsprzęgieł .................................................... 343.6.5.3. Osiowanie równoległe, kątowe i wzdłużne.............. 353.6.5.4. Osiowanie ............................................................... 363.6.5.5. Dopuszczalna niewspółosiowość ............................ 37
3.7. Konserwacja maszyny po instalacji ............................................................ 38
Rozdział 4 - Połączenia mechaniczne i elektryczne4.1. Informacje ogólne ....................................................................................... 39
4.2. Połączenia mechaniczne ............................................................................ 394.2.1. Połączenie układu zasilania powietrzem chłodzącym ................. 394.2.2. Połączenie układu wody chłodzącej ............................................ 39
4.2.2.1. Chłodnice powietrzno-wodne .................................. 394.2.2.2. Obudowy chłodzone wodą ...................................... 40
4.2.3. Doprowadzenie oleju do łożyska tulejowego............................... 41
Instrukcje bezpieczeństwa - ii3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
4.2.4. Podłączenie powietrznego przewodu przedmuchowego............. 414.2.5. Montaż przetworników wibracji .................................................... 424.2.6. Dostarczanie powietrza przedmuchowego .................................. 424.2.7. Doprowadzenie mgły olejowej do łożyska wałeczkowego........... 44
4.3. Podłączenia elektryczne ............................................................................. 454.3.1. Informacje ogólne ........................................................................ 454.3.2. Środki bezpieczeństwa ................................................................ 454.3.3. Pomiary oporności izolacji ........................................................... 464.3.4. Główna skrzynka zaciskowa........................................................ 46
4.3.4.1. Dostawa bez głównej skrzynki zaciskowej .............. 464.3.5. Długości izolacji połączeń sieciowych.......................................... 464.3.6. Kable sieciowe............................................................................. 474.3.7. Kable pomocnicze połączeń pierścieni ślizgowych...................... 484.3.8. Pomocnicza skrzynka zaciskowa................................................. 48
4.3.8.1. Połączenia osprzętu i przyrządów........................... 494.3.8.2. Połączenie elektryczne zewnętrznego silnika
dmuchawy ............................................................... 494.3.9. Uziomy......................................................................................... 494.3.10. Wymagania odnośnie maszyn zasilanych przetwornicami
częstotliwości ............................................................................... 494.3.10.1. Kabel główny ........................................................... 504.3.10.2. Uziemienie kabla głównego..................................... 504.3.10.3. Kable pomocnicze ................................................... 50
Rozdział 5 - Odbiór techniczny i rozruch5.1. Informacje ogólne........................................................................................ 51
5.2. Kontrola instalacji mechanicznej ................................................................. 51
5.3. Pomiary oporności izolacji........................................................................... 51
5.4. Kontrola instalacji elektrycznej .................................................................... 52
5.5. Urządzenia sterujące i zabezpieczające ..................................................... 525.5.1. Informacje ogólne ........................................................................ 525.5.2. Temperatura uzwojenia stojana................................................... 53
5.5.2.1. Informacje ogólne.................................................... 535.5.2.2. Oporowe czujniki temperatury ................................. 535.5.2.3. Termistory ............................................................... 53
5.5.3. Kontrola temperatury łożyska ...................................................... 535.5.3.1. Informacje ogólne.................................................... 535.5.3.2. Oporowe czujniki temperatury ................................. 545.5.3.3. Termistory ............................................................... 54
5.5.4. Zabezpieczenia............................................................................ 54
5.6. Pierwszy rozruch próbny............................................................................. 545.6.1. Informacje ogólne ........................................................................ 545.6.2. Środki ostrożności podejmowane przed pierwszym rozruchem
próbnym....................................................................................... 545.6.3. Rozruch ....................................................................................... 55
5.6.3.1. Kierunek obrotów .................................................... 565.6.3.2. Rozruch maszyn z pierścieniami ślizgowymi........... 565.6.3.3. Rozruch maszyn z obudową typu Ex p ................... 56
5.7. Pierwsze uruchomienie maszyny................................................................ 575.7.1. Nadzór podczas pierwszego uruchomienia ................................. 57
iii - Instrukcje bezpieczeństwa 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
5.7.2. Kontrole podczas pracy maszyny................................................ 575.7.3. Łożyska ....................................................................................... 57
5.7.3.1. Maszyny z łożyskami tocznymi ............................... 585.7.3.2. Maszyny z łożyskami tulejowymi............................. 59
5.7.4. Wibracje....................................................................................... 595.7.5. Poziomy temperatury................................................................... 595.7.6. Wymienniki ciepła........................................................................ 605.7.7. Pierścienie ślizgowe. ................................................................... 60
5.8. Wyłączanie.................................................................................................. 60
Rozdział 6 - Eksploatacja6.1. Informacje ogólne ....................................................................................... 61
6.2. Normalne warunki robocze ......................................................................... 61
6.3. Liczba rozruchów ........................................................................................ 62
6.4. Nadzór ........................................................................................................ 626.4.1. Łożyska ....................................................................................... 626.4.2. Wibracje....................................................................................... 636.4.3. Temperatury ................................................................................ 636.4.4. Wymienniki ciepła........................................................................ 636.4.5. Zespół pierścieni ślizgowych ....................................................... 63
6.5. Badania kontrolne ....................................................................................... 63
6.6. Wyłączanie.................................................................................................. 63
Rozdział 7 - Konserwacja7.1. Konserwacja profilaktyczna ........................................................................ 64
7.2. Środki ostrożności....................................................................................... 64
7.3. Program konserwacji .................................................................................. 657.3.1. Zalecany program konserwacji .................................................... 68
7.3.1.1. Cała konstrukcja...................................................... 687.3.1.2. Podłączenie zasilania.............................................. 697.3.1.3. Stojan i wirnik .......................................................... 697.3.1.4. Osprzęt.................................................................... 707.3.1.5. Zespół pierścieni ślizgowych................................... 707.3.1.6. Układ smarowania i łożyska.................................... 717.3.1.7. Układ chłodzenia ..................................................... 71
7.4. Konserwacja całości konstrukcji ................................................................. 727.4.1. Docisk mocowań ......................................................................... 737.4.2. Drgania i hałas............................................................................. 747.4.3. Drgania oprawy łożyska............................................................... 74
7.4.3.1. Procedury pomiarowe i warunki robocze ................ 747.4.3.2. Klasyfikacja według elastyczności podpór .............. 757.4.3.3. Ocena...................................................................... 75
7.4.4. Drgania wału................................................................................ 77
7.5. Konserwacja łożysk i układu smarowania................................................... 777.5.1. Łożyska tulejowe ......................................................................... 77
7.5.1.1. Poziom oleju............................................................ 777.5.1.2. Temperatura łożyska............................................... 78
7.5.2. Układ smarowania łożysk tulejowych .......................................... 787.5.2.1. Temperatura oleju smarowego ............................... 78
Instrukcje bezpieczeństwa - iv3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
7.5.2.2. Kontrola środka smarującego.................................. 787.5.2.3. Zalecane wartości kontrolne dla oleju smarowego.. 787.5.2.4. Parametry olejów..................................................... 797.5.2.5. Harmonogram wymiany oleju dla olejów
mineralnych ............................................................. 807.5.3. Łożyska toczne ............................................................................ 81
7.5.3.1. Konstrukcja łożyska................................................. 817.5.3.2. Tabliczka znamionowa łożyska ............................... 817.5.3.3. Odstępy czasu między kolejnymi smarowaniami .... 817.5.3.4. Ponowne smarowanie ............................................. 827.5.3.5. Smar do łożysk........................................................ 837.5.3.6. Konserwacja łożysk................................................. 84
7.5.4. Kontrola izolacji łożyska i oporności izolacji łożyska.................... 857.5.4.1. Procedura................................................................ 857.5.4.2. Czystość izolacji łożyska ......................................... 87
7.6. Konserwacja uzwojeń stojana i wirnika....................................................... 887.6.1. Szczegółowe instrukcje bezpieczeństwa dotyczące konserwacji
uzwojeń........................................................................................ 897.6.2. Harmonogram konserwacji .......................................................... 907.6.3. Prawidłowa temperatura robocza ................................................ 907.6.4. Test oporności izolacji.................................................................. 90
7.6.4.1. Przeliczanie zmierzonych wartości oporności izolacji...................................................................... 91
7.6.4.2. Uwagi ogólne........................................................... 927.6.4.3. Minimalne wartości oporności izolacji...................... 927.6.4.4. Pomiar oporności izolacji uzwojenia stojana ........... 937.6.4.5. Pomiar oporności izolacji uzwojenia wirnika............ 94
7.6.5. Pomiar oporności izolacji osprzętu .............................................. 957.6.6. Wskaźnik polaryzacji.................................................................... 957.6.7. Inne czynności konserwacyjne .................................................... 96
7.7. Konserwacja pierścieni ślizgowych i zespołu szczotkowego ...................... 967.7.1. Obsługa pierścieni ślizgowych..................................................... 96
7.7.1.1. Okres postoju .......................................................... 967.7.1.2. Zużycie eksploatacyjne ........................................... 96
7.7.2. Obsługa zespołu szczotkowego................................................... 977.7.2.1. Nacisk szczotek....................................................... 97
7.8. Konserwacja zespołów chłodzących........................................................... 987.8.1. Instrukcja konserwacji maszyn chłodzonych powietrzem
zewnętrznym................................................................................ 987.8.1.1. Czyszczenie filtrów.................................................. 98
7.8.2. Instrukcja konserwacji powietrzno-wodnych wymienników ciepła ........................................................................................... 99
7.8.3. Instrukcja konserwacji powietrznych wymienników ciepła........... 997.8.3.1. Obieg powietrza ...................................................... 997.8.3.2. Czyszczenie .......................................................... 100
7.8.4. Konserwacja zewnętrznych silników dmuchaw ......................... 101
7.9. Naprawy, demontaż i montaż.................................................................... 101
Rozdział 8 - Wykrywanie i usuwanie usterek8.1. Wykrywanie i usuwanie usterek ................................................................ 102
v - Instrukcje bezpieczeństwa 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
8.1.1. Sprawność mechaniczna........................................................... 1038.1.2. Układ smarowania i łożyska ...................................................... 104
8.1.2.1. Układ smarowania i łożyska toczne ...................... 1048.1.2.2. Układ smarowania i łożyska tulejowe.................... 105
8.1.3. Sprawność cieplna .................................................................... 1078.1.3.1. Sprawność cieplna, otwarty, powietrzny system
chłodzenia ............................................................. 1078.1.3.2. Sprawność cieplna, powietrzny system
chłodzenia ............................................................. 1088.1.3.3. Sprawność cieplna, system chłodzenia
powietrzno-wodnego ............................................. 1098.1.3.4. Sprawność cieplna, chłodzenie żebrowe .............. 110
8.2. Wycieki oleju w łożyskach tulejowych....................................................... 1118.2.1. Olej ............................................................................................ 1118.2.2. Łożyska tulejowe ....................................................................... 1128.2.3. Sprawdzanie łożyska................................................................. 1128.2.4. Zbiornik i przewody oleju ........................................................... 1138.2.5. Kontrola zbiornika i przewodów oleju ........................................ 1138.2.6. Użytkowanie .............................................................................. 1148.2.7. Kontrola użytkowania ................................................................ 115
8.3. Wydajność elektryczna, sterowanie i zabezpieczenie .............................. 1188.3.1. Samoczynne wyłączniki ochronne............................................. 1188.3.2. Oporowe czujniki temperatury Pt-100........................................ 118
8.4. Pierścienie ślizgowe i szczotki .................................................................. 1208.4.1. Eksploatacyjne zużycie szczotek............................................... 1208.4.2. Iskrzenie szczotek ..................................................................... 120
8.5. Sprawność cieplna i system chłodzenia ................................................... 121
Rozdział 9 - Serwisowanie w cyklu eksploatacji silników i generatorów9.1. Obsługa posprzedażna Klienta ................................................................. 122
9.1.1. Usługi serwisowe....................................................................... 1229.1.2. Wsparcie i gwarancja................................................................. 1229.1.3. Dane kontaktowe punktów serwisowych Motors and
Generators................................................................................. 123
9.2. Części zamienne do elektrycznych maszyn wirujących............................ 1239.2.1. Ogólne informacje dotyczące części zamiennych ..................... 1239.2.2. Okresowe wymiany części......................................................... 1249.2.3. Podstawowe części zamienne................................................... 1249.2.4. Wybór najbardziej odpowiedniego zestawu części
zamiennych ............................................................................... 1249.2.5. Typowe zalecane części zamienne w poszczególnych
zestawach.................................................................................. 1259.2.5.1. Podstawowy zestaw części zamiennych............... 1259.2.5.2. Zestaw konserwacyjny .......................................... 1269.2.5.3. Podstawowe części zamienne .............................. 1269.2.5.4. Podstawowy zestaw części zamiennych............... 1269.2.5.5. Zestaw konserwacyjny .......................................... 1279.2.5.6. Podstawowe części zamienne .............................. 1289.2.5.7. Podstawowy zestaw części zamiennych............... 128
Instrukcje bezpieczeństwa - vi3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
9.2.5.8. Zestaw konserwacyjny .......................................... 1299.2.5.9. Podstawowe części zamienne .............................. 129
9.2.6. Informacja o zamawianiu ........................................................... 129
Rozdział 10 - Utylizacja10.1. Wstęp ........................................................................................................ 130
10.2. Przeciętne wykorzystanie materiałów ....................................................... 130
10.3. Utylizacja materiału opakowaniowego ...................................................... 130
10.4. Demontaż maszyny................................................................................... 131
10.5. Oddzielanie poszczególnych materiałów .................................................. 13110.5.1. Obudowa maszyny, obudowa łożyska, pokrywy i wentylator .... 13110.5.2. Podzespoły z izolacją elektryczną ............................................. 13110.5.3. Magnesy trwałe.......................................................................... 13210.5.4. Odpady niebezpieczne .............................................................. 13210.5.5. Odpady przeznaczone na wysypisko......................................... 132
RAPORT Z ODBIORU TECHNICZNEGO............................................................ 133Typowa lokalizacja tabliczek znamionowych ....................................................... 145Typowe połączenia kabli sieciowych.................................................................... 147
vii - Instrukcje bezpieczeństwa 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rozdział 1 Wstęp
1.1. Informacje ogólneNiniejsza instrukcja obsługi zawiera informacje dotyczące transportu, magazynowania, instalacji, uruchomiania, obsługi i serwisu rotacyjnych maszyn elektrycznych produkowanych przez ABB.
Ta instrukcja obsługi zawiera informacje dotyczące wszystkich aspektów używania, serwisu i obsługi maszyny. Dokładna analiza zawartości niniejszej instrukcji i innej dokumentacji jest niezbędne przed podjęciem jakichkolwiek działań w celu zapewnienia funkcjonalności i długiej żywotności maszyny.
UWAGA: Niniejsza instrukcja obsługi może nie zawierać pewnych specyficznych aspektów dla danego klienta. Dodatkowa dokumentacja powinna znajdować się w dokumentacji projektu.
Czynności opisane w niniejszej instrukcji mogą być wykonywane wyłącznie przez wykwalifikowany personel z poprzednim doświadczeniem w tego typu zadaniach, który został upoważniony przez użytkownika.
Niniejszy dokument i żadne jego części nie mogą być reprodukowane lub kopiowane bez wyraźnej zgody ABB, a ponadto zawartości tego dokumentu nie wolno przekazywać osobom trzecim jak również nie można jej wykorzystywać w jakikolwiek nieautoryzowany sposób.
Firma ABB nieprzerwanie dąży do udoskonalenia jakości informacji zawartej w niniejszej instrukcji i będzie wdzięczna za wszelkie sugestie dotyczące jej ulepszenia. W celu kontaktu patrz Rozdział 9.1.3 Dane kontaktowe punktów serwisowych Motors and Generators.
UWAGA: Aby prawidłowo i bezpiecznie instalować, eksploatować oraz konserwować maszynę, należy bezwzględnie przestrzegać niniejszych instrukcji. Wszystkie osoby odpowiedzialne za wykonywanie instalacji, obsługi lub konserwacji i napraw maszyny zobowiązane są do zapoznania się z ich treścią. Nie stosowanie się do instrukcji może spowodować unieważnienie gwarancji.
1.2. Ważna uwagaInformacje zawarte w niniejszym dokumencie mogą mieć czasami charakter natury ogólnej i odnosić się do różnych maszyn produkowanych przez ABB.
W przypadku zaistnienia rozbieżności między zawartością niniejszej instrukcji i dostarczonymi urządzeniami należy odwołać się do intuicji inżynierskiej i dokonać oceny sposobu dalszego postępowania. W razie wątpliwości należy skontaktować się z ABB.
Zasady bezpieczeństwa przedstawione w części Instrukcje dotyczące bezpieczeństwa na początku instrukcji muszą być zawsze bezwzględnie przestrzegane.
Bezpieczeństwo zależy od świadomości, troski i rozwagi wszystkich osób eksploatujących i serwisujących maszyny. Przestrzeganie wszystkich zasad bezpieczeństwa jest tak samo ważne jak zachowanie ostrożności w trakcie przebywania w pobliżu urządzeń - zawsze należy zachować czujność.
Wstęp - 13BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
UWAGA: Aby uniknąć wypadków należy przestrzegać środków oraz używać urządzeń zgodnych z warunkami określonymi w przepisach bezpieczeństwa pracy. Odnosi się to do ogólnych przepisów bezpieczeństwa pracy w danych państwie, szczegółowych ustaleń dla poszczególnych miejsc pracy oraz instrukcji bezpieczeństwa w niniejszej instrukcji i instrukcji dostarczonej wraz z urządzeniem.
1.3. Ograniczenie odpowiedzialnościABB nie ponosi odpowiedzialności w żadnym wypadku wystąpienia szkód bezpośrednich, pośrednich, wyjątkowych, przypadkowych jakiejkolwiek natury wynikających z niniejszego dokumentu. ABB nie ponosi również odpowiedzialności za szkody przypadkowe lub wynikające z użytkowania jakiegokolwiek oprogramowania lub urządzeń opisanych w niniejszym dokumencie.
Udzielona gwarancja obejmuje wady produkcyjne i materiałowe. Gwarancja nie obejmuje jakichkolwiek szkód spowodowanych przez maszynę, personel lub osoby trzecie spowodowanych przez nieprawidłowe składowanie, niewłaściwą instalację lub użytkowanie urządzenia. Szczegółowe warunki gwarancji określone zostały w oparciu o Orgalime S2000.
UWAGA: Udzielona gwarancja traci ważność w przypadku zmiany warunków pracy urządzenia lub wprowadzenia jakichkolwiek zmian w konstrukcji urządzenia, lub naprawy bez uprzedniego pisemnego zatwierdzenia fabryki ABB, która dostarczyła maszynę.
UWAGA: Gwarancje udzielane przez lokalne biura sprzedaży ABB mogą różnić się szczegółami, które określone są w warunkach sprzedaży lub warunkach gwarancji.
Informacje dotyczące kontaktu znajdują się na tylnej stronie instrukcji obsługi. Prosimy o podanie numeru seryjnego maszyny przy omawianiu problemów z konkretnym urządzeniem.
1.4. Dokumentacja
1.4.1. Dokumentacja maszynyZaleca się dokładne przeanalizowanie dokumentacji maszyny przed rozpoczęciem jakichkolwiek czynności. Niniejsza instrukcja i zasady bezpieczeństwa dostarczone są z każdą maszyną i znajdują się w plastikowej okładce przymocowanej do obudowy maszyny.
UWAGA: Dokumentacja dostarczana jest zamawiającemu klientowi. W celu uzyskania dodatkowych egzemplarzy tych dokumentów, należy skontaktować się z lokalnym biurem ABB lub z działem obsługi klienta - patrz Rozdział 9.1.3 Dane kontaktowe punktów serwisowych Motors and Generators.
2 - Wstęp 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Jako uzupełnienie niniejszej instrukcji, do każdej maszyny dołączony jest rysunek techniczny z wymiarami, schemat połączeń elektrycznych i dane techniczne obejmujące:
• Wymiary montażowe i ogólne maszyny.
• Ciężar urządzenia i obciążenie podłoża (fundamentu)
• Rozmieszczenie uchwytów do podnoszenia urządzenia
• Oprzyrządowanie i umiejscowienie osprzętu
• Wymagania dotyczące olejów i smarów
• Połączeń głównych i dodatkowych
UWAGA: Niniejsza instrukcja może nie zawierać niektórych aspektów specyficznych dla danego klienta. Dodatkowa dokumentacja powinna znajdować się w dokumentacji projektu. W przypadku rozbieżności między niniejszą instrukcją a dokumentacją dodatkową maszyny, obowiązuje dokumentacja dodatkowa.
1.4.2. Informacja nie znajdująca się w dokumentacjiNiniejsza instrukcja nie zawiera informacji dotyczących urządzeń startowych, zabezpieczających lub regulujących prędkość. Taka informacja znajduje się w instrukcjach obsługi dotyczących poszczególnych urządzeń.
1.4.3. Jednostki użyte w niniejszej instrukcjiJednostki miary używane w niniejszej instrukcji oparte są na systemie metrycznym (SI) oraz na systemie stosowanym w USA.
1.5. Oznakowanie maszyny
1.5.1. Numer seryjnyKażde urządzenie jest oznaczone przez siedmiocyfrowy numer seryjny. Jest on wytłoczony na tabliczce znamionowej urządzenia, jak też na jego obudowie.
Numer seryjny musi być załączony w jakiejkolwiek korespondencji dotyczącej konkretnego urządzenia, jako że stanowi unikalną informację pozwalającą na jednoznaczną identyfikację danego urządzenia.
1.5.2. Tabliczka znamionowaTabliczka znamionowa ze stali nierdzewnej przytwierdzona jest na stałe do każdej obudowy i nie wolno jej usuwać. Lokalizacja tabliczki znamionowej określona jest w Załącznik Typowa lokalizacja tabliczek znamionowych.
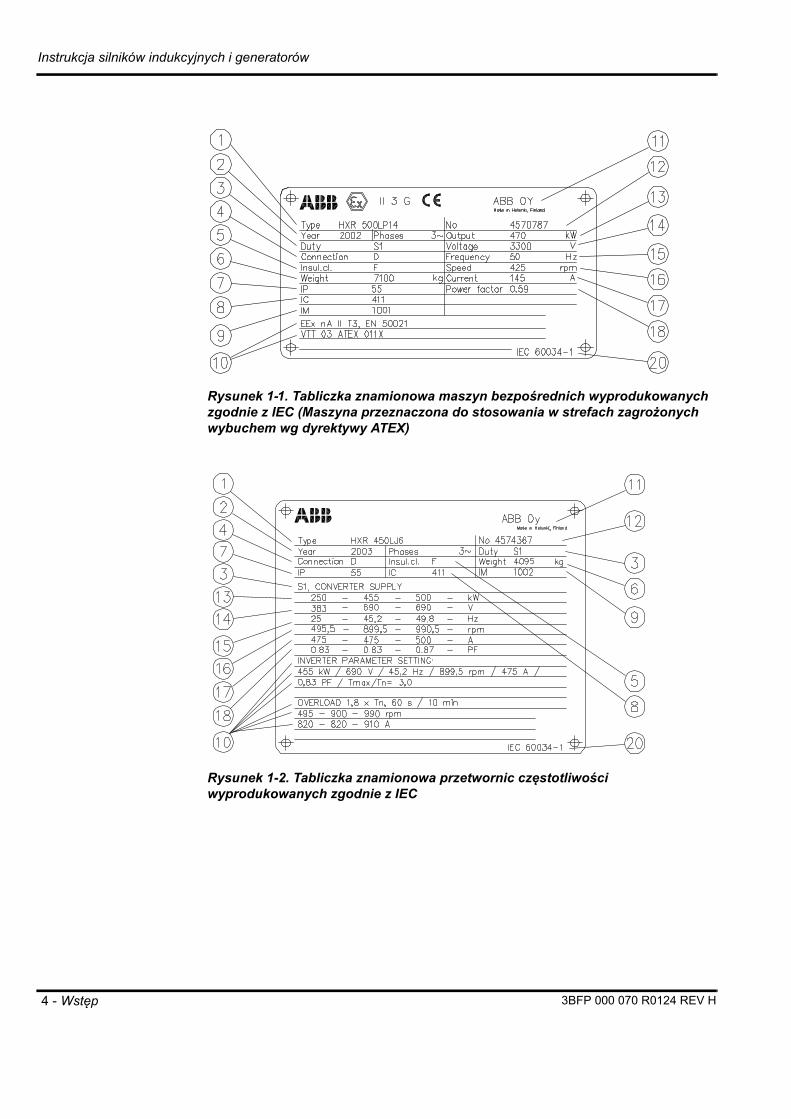
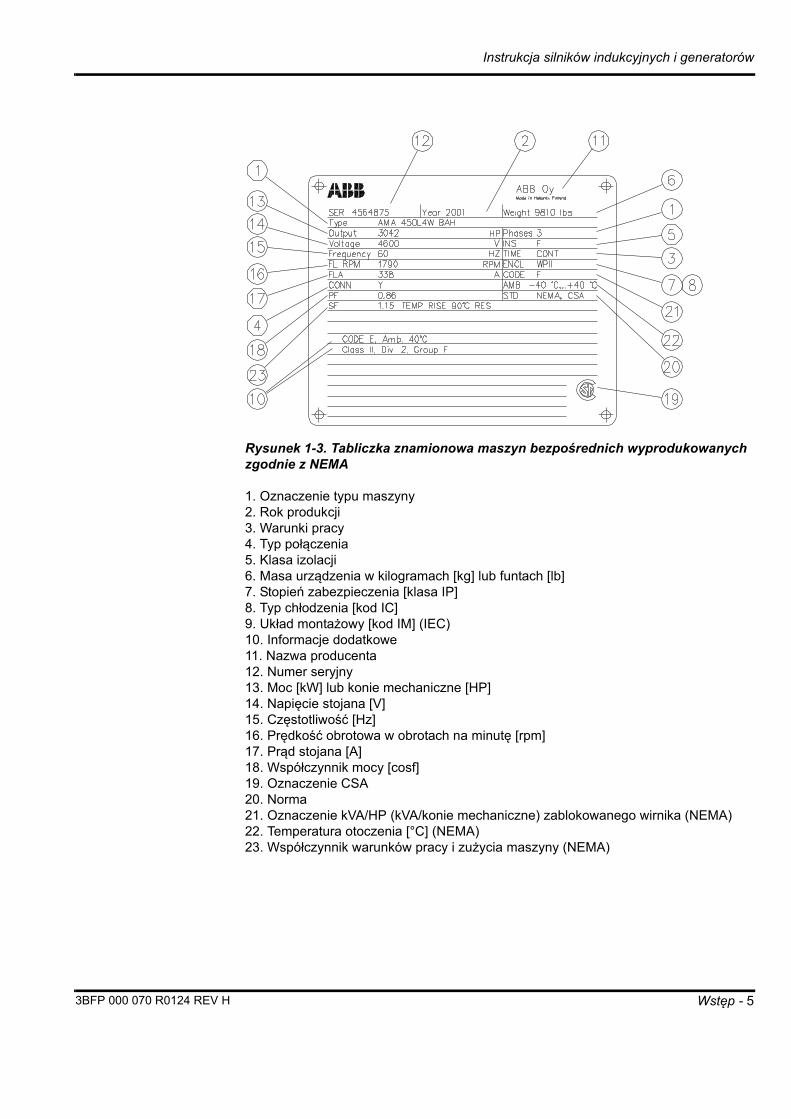
Tabliczka znamionowa zawiera informację dotyczącą produkcji, nazwy urządzenia jak i parametrów elektrycznych i mechanicznych - patrz Rysunek 1-1. Tabliczka znamionowa maszyn bezpośrednich wyprodukowanych zgodnie z IEC (Maszyna przeznaczona do stosowania w strefach zagrożonych wybuchem wg dyrektywy ATEX).
Wstęp - 33BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rysunek 1-1. Tabliczka znamionowa maszyn bezpośrednich wyprodukowanych zgodnie z IEC (Maszyna przeznaczona do stosowania w strefach zagrożonych wybuchem wg dyrektywy ATEX)
Rysunek 1-2. Tabliczka znamionowa przetwornic częstotliwości wyprodukowanych zgodnie z IEC
4 - Wstęp 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rysunek 1-3. Tabliczka znamionowa maszyn bezpośrednich wyprodukowanych zgodnie z NEMA
1. Oznaczenie typu maszyny2. Rok produkcji3. Warunki pracy4. Typ połączenia5. Klasa izolacji6. Masa urządzenia w kilogramach [kg] lub funtach [lb]7. Stopień zabezpieczenia [klasa IP]8. Typ chłodzenia [kod IC]9. Układ montażowy [kod IM] (IEC)10. Informacje dodatkowe11. Nazwa producenta12. Numer seryjny13. Moc [kW] lub konie mechaniczne [HP]14. Napięcie stojana [V]15. Częstotliwość [Hz]16. Prędkość obrotowa w obrotach na minutę [rpm]17. Prąd stojana [A]18. Współczynnik mocy [cosf]19. Oznaczenie CSA20. Norma21. Oznaczenie kVA/HP (kVA/konie mechaniczne) zablokowanego wirnika (NEMA)22. Temperatura otoczenia [°C] (NEMA)23. Współczynnik warunków pracy i zużycia maszyny (NEMA)
Wstęp - 53BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rozdział 2 Transport i wypakowanie
2.1. Działania ochronne poprzedzające transport
2.1.1. Informacje ogólneOpisane poniżej środki zabezpieczające podjęte są przed dostarczeniem urządzenia z fabryki. Takie same działania zabezpieczające powinny być podjęte przed każdym przemieszczeniem maszyny.
• W niektórych maszynach, a także we wszystkich maszynach wyposażonych w łożyska tulejowe lub toczne, instalowane są blokady transportowe.
***Poniższy punkt dotyczy typu łożysk: Łożyska toczne.
• Łożyska kulkowe i toczne nasmarowane są smarem wskazanym na tabliczce łożyska, która przymocowana jest do obudowy urządzenia - patrz Rozdział 2.1.2 Tabliczka znamionowa łożyska
***Poniższy punkt dotyczy typu łożysk: Łożyska ślizgowe
• Łożyska tulejowe zalane są olejem, a następnie olej jest spuszczany. Wszystkie otwory wlewowe i spustowe oleju są zamknięte. Zapewnia to pełną ochronę przed korozją.
***Poniższy punkt dotyczy metody chłodzenia: Powietrzno-wodne
• Powietrzno-wodne chłodnice są odwodnione i otwory wlewu i odpływu są zamknięte
• Obrobione powierzchnie metalowe, jak np. końcówka wału są pokrywane przed korozją powłoką antykorozyjną.
• Aby podczas załadunku, transportu morskiego oraz rozładunku, zapewnić ochronę urządzenia przed wodą, aerozolem słonej wody, wilgocią, rdzą i uszkodzeniami wibracyjnymi, urządzenie powinno być dostarczone w opakowaniu odpowiednim do transportu morskiego.
2.1.2. Tabliczka znamionowa łożyskaTabliczka znamionowa łożyska wykonana jest ze stali nierdzewnej przymocowanej do obudowy urządzenia. Lokalizacja tabliczki łożyska określona jest w Załącznik Typowa lokalizacja tabliczek znamionowych.
Tabliczka łożyska określa typ łożyska i system smarowania, który należy użyć, patrz Rysunek 2-1. Tabliczka znamionowa łożyska dla łożysk tocznych smarowanych smarem i Rysunek 2-2. Tabliczka łożyska dla łożysk tulejowych.
6 - Transport i wypakowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
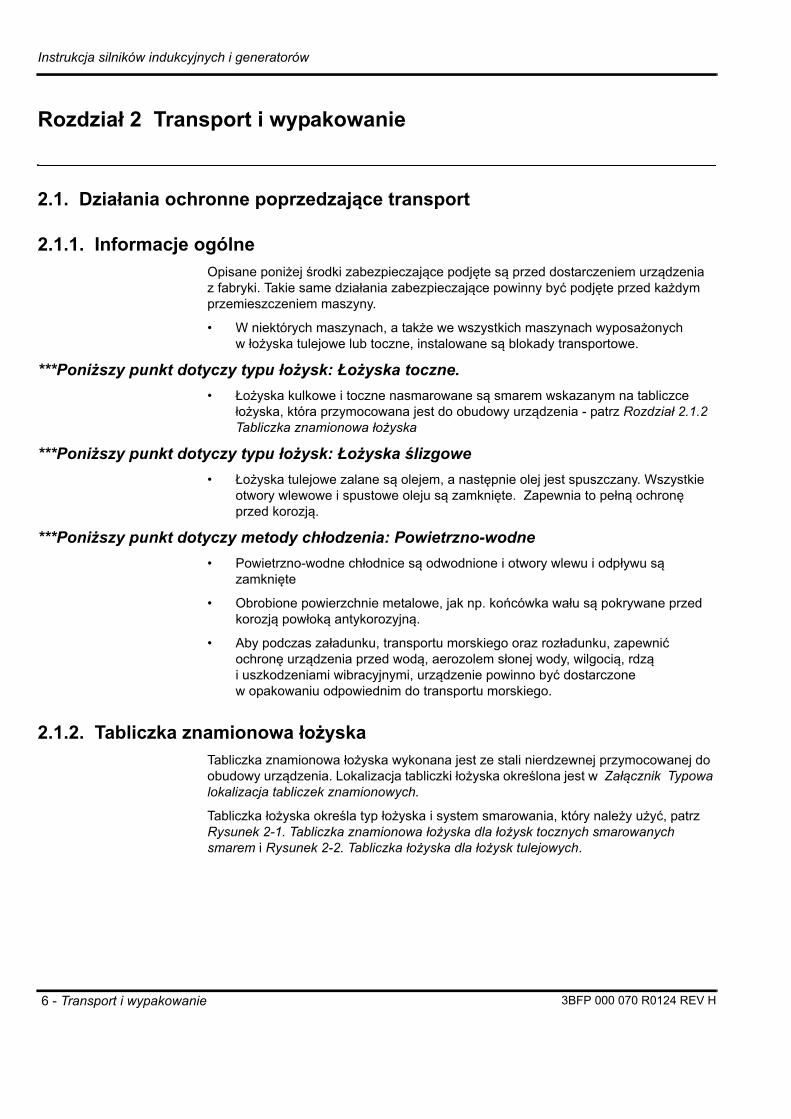
***Poniższy rysunek dotyczy typu łożysk: Łożyska toczne
Rysunek 2-1. Tabliczka znamionowa łożyska dla łożysk tocznych smarowanych smarem
1. Typ łożyska po stronie napędzającej
2. Typ łożyska po stronie nienapędzającej
3. Częstość smarowania
4. Ilość smaru dla łożyska po stronie napędzającej
5. Ilość smaru dla łożyska po stronie nienapędzającej
6. Dodatkowe informacje
7. Typ smaru dostarczonego z fabryki
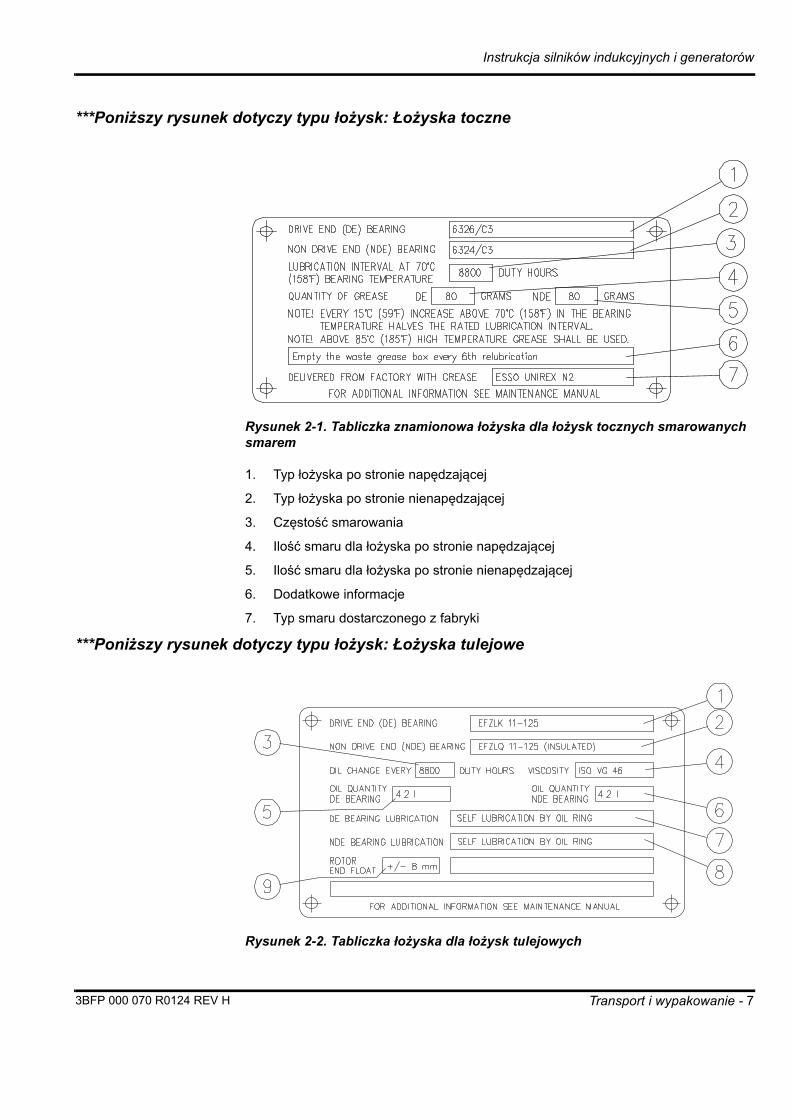
***Poniższy rysunek dotyczy typu łożysk: Łożyska tulejowe
Rysunek 2-2. Tabliczka łożyska dla łożysk tulejowych
Transport i wypakowanie - 73BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
1. Typ łożyska po stronie napędzającej
2. Typ łożyska po stronie nienapędzającej
3. Częstość wymiany oleju
4. Klasa lepkości
5. Ilość oleju dla łożyska po stronie napędzającej (dla łożysk samosmarujących)
6. Ilość oleju dla łożyska po stronie nienapędzającej (dla łożysk samosmarujących)
7. System smarowania dla łożyska po stronie napędzającej. Przepływ oleju i ciśnienie dla łożyska smarowanego w układzie swobodnego dopływu oleju.
8. Sposób smarowania dla łożyska po stronie nienapędzającej. Przepływ oleju i ciśnienie dla łożyska smarowanego w układzie swobodnego dopływu oleju
9. Luz końca wirnika (luz osiowy)
UWAGA: Dane podane na tabliczce znamionowej łożyska muszą być bezwzględnie przestrzegane. Nieprzestrzeganie tych wskazówek powoduje utratę gwarancji na łożyska.
2.2. Podnoszenie urządzeniaPrzed podniesieniem urządzenia należy upewnić się, czy odpowiedni sprzęt do podnoszenia jest dostępny i personel jest obeznany z takimi pracami. Masa maszyny umieszczona jest na tabliczce znamionowej, rysunku wymiarowym dokumentacji transportu.
UWAGA: Do podnoszenia urządzenia należy wykorzystywać wyłącznie przeznaczone do tego celu uchwyty. Nie należy używać żadnych dostępnych dodatkowych uchwytów lub oczek, ponieważ przeznaczone one są tylko do jej obsługi.
UWAGA: Środek ciężkości różnych maszyn o tej samej obudowie może znajdować się w różnych miejscach w zależności od różnych wyjść, układów montażowych i zewnętrznych urządzeń.
UWAGA: Przed podniesieniem należy się upewnić czy śruby oczkowe lub uchwyty do podnoszenia zintegrowane z obudową urządzenia nie są uszkodzone. Nie wolno używać uszkodzonych uchwytów.
UWAGA: Śruby oczkowe do podnoszenia muszą być dokręcone przed podnoszeniem. W razie konieczności, pozycję śruby oczkowej należy poprawić za pomocą odpowiednich podkładek.
UWAGA: Podnosząc urządzenie z podłoża, należy korzystać tylko z punktów oznaczonych symbolem zgodnym z normą ISO 7000-0625, patrz Rysunek 2-3. Znak Zawiesie w tym miejscu (ISO 7000-0625).
8 - Transport i wypakowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rysunek 2-3. Znak Zawiesie w tym miejscu (ISO 7000-0625)
2.2.1. Podnoszenie urządzenia w opakowaniu do transportu morskiegoOpakowaniem do transportu morskiego jest zazwyczaj drewniana skrzynia od środka wyłożona papierem warstwowym. Opakowanie do transportu morskiego powinno być podniesione podnośnikiem widłowym od spodu, lub przy użyciu dźwigu za pomocą zawiesi. Umiejscowienie zawiesi jest zaznaczone na opakowaniu.
Transport i wypakowanie - 93BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
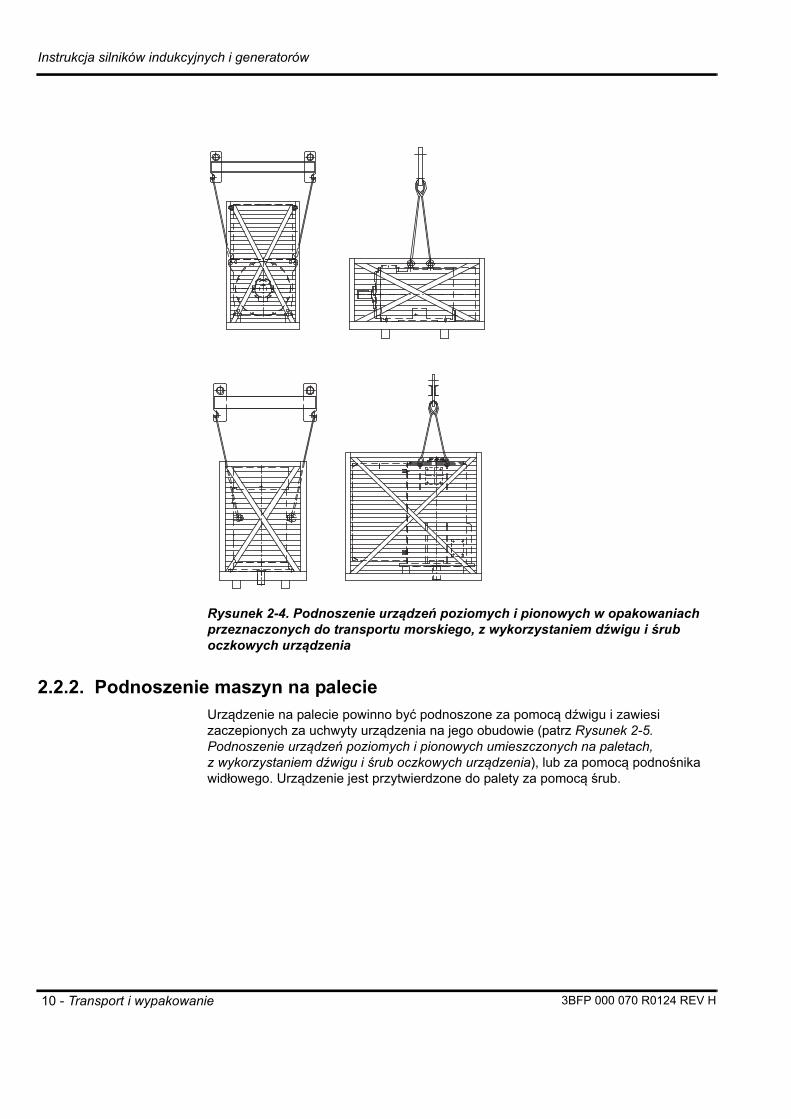
Rysunek 2-4. Podnoszenie urządzeń poziomych i pionowych w opakowaniach przeznaczonych do transportu morskiego, z wykorzystaniem dźwigu i śrub oczkowych urządzenia
2.2.2. Podnoszenie maszyn na palecieUrządzenie na palecie powinno być podnoszone za pomocą dźwigu i zawiesi zaczepionych za uchwyty urządzenia na jego obudowie (patrz Rysunek 2-5. Podnoszenie urządzeń poziomych i pionowych umieszczonych na paletach, z wykorzystaniem dźwigu i śrub oczkowych urządzenia), lub za pomocą podnośnika widłowego. Urządzenie jest przytwierdzone do palety za pomocą śrub.
10 - Transport i wypakowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
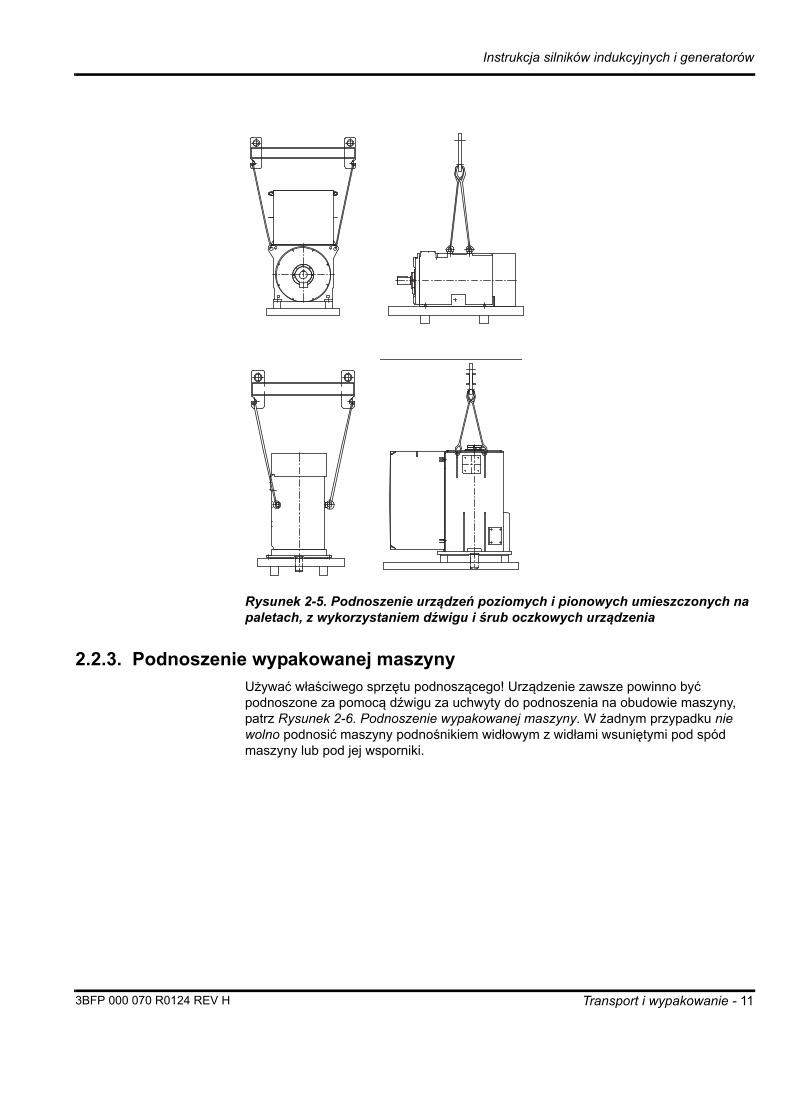
Rysunek 2-5. Podnoszenie urządzeń poziomych i pionowych umieszczonych na paletach, z wykorzystaniem dźwigu i śrub oczkowych urządzenia
2.2.3. Podnoszenie wypakowanej maszynyUżywać właściwego sprzętu podnoszącego! Urządzenie zawsze powinno być podnoszone za pomocą dźwigu za uchwyty do podnoszenia na obudowie maszyny, patrz Rysunek 2-6. Podnoszenie wypakowanej maszyny. W żadnym przypadku nie wolno podnosić maszyny podnośnikiem widłowym z widłami wsuniętymi pod spód maszyny lub pod jej wsporniki.
Transport i wypakowanie - 113BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
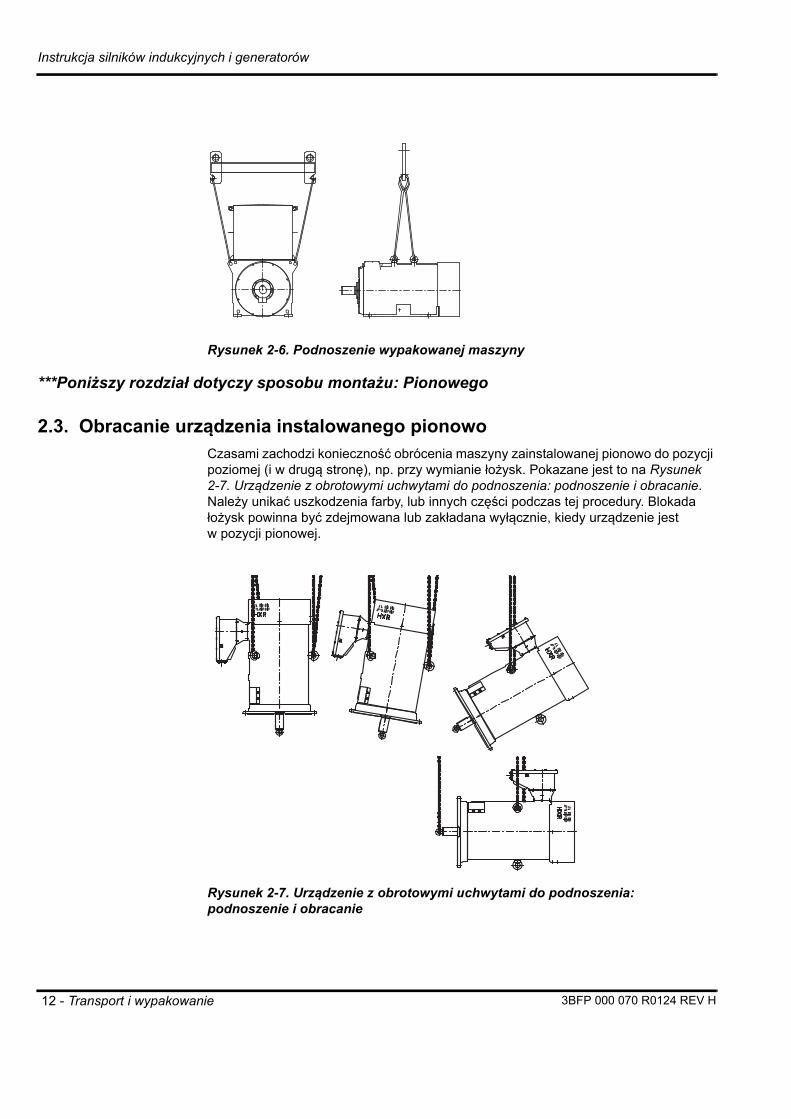
Rysunek 2-6. Podnoszenie wypakowanej maszyny
***Poniższy rozdział dotyczy sposobu montażu: Pionowego
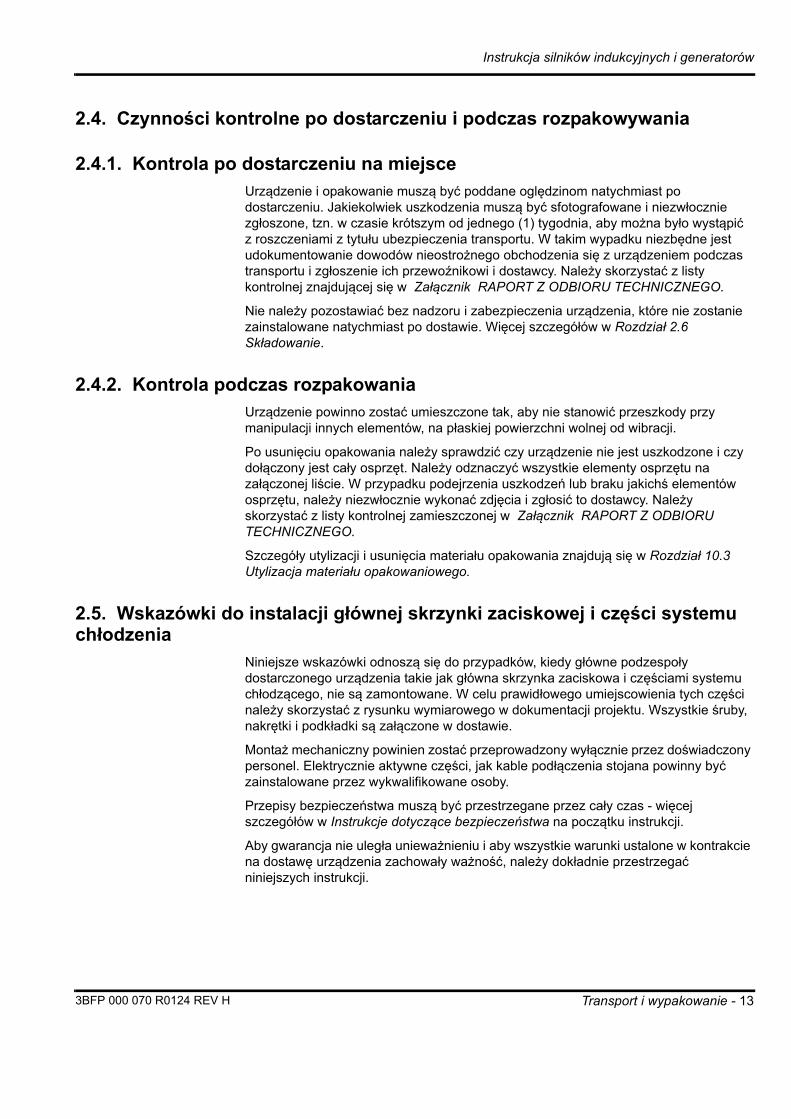
2.3. Obracanie urządzenia instalowanego pionowoCzasami zachodzi konieczność obrócenia maszyny zainstalowanej pionowo do pozycji poziomej (i w drugą stronę), np. przy wymianie łożysk. Pokazane jest to na Rysunek 2-7. Urządzenie z obrotowymi uchwytami do podnoszenia: podnoszenie i obracanie. Należy unikać uszkodzenia farby, lub innych części podczas tej procedury. Blokada łożysk powinna być zdejmowana lub zakładana wyłącznie, kiedy urządzenie jest w pozycji pionowej.
Rysunek 2-7. Urządzenie z obrotowymi uchwytami do podnoszenia: podnoszenie i obracanie
12 - Transport i wypakowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
2.4. Czynności kontrolne po dostarczeniu i podczas rozpakowywania
2.4.1. Kontrola po dostarczeniu na miejsceUrządzenie i opakowanie muszą być poddane oględzinom natychmiast po dostarczeniu. Jakiekolwiek uszkodzenia muszą być sfotografowane i niezwłocznie zgłoszone, tzn. w czasie krótszym od jednego (1) tygodnia, aby można było wystąpić z roszczeniami z tytułu ubezpieczenia transportu. W takim wypadku niezbędne jest udokumentowanie dowodów nieostrożnego obchodzenia się z urządzeniem podczas transportu i zgłoszenie ich przewoźnikowi i dostawcy. Należy skorzystać z listy kontrolnej znajdującej się w Załącznik RAPORT Z ODBIORU TECHNICZNEGO.
Nie należy pozostawiać bez nadzoru i zabezpieczenia urządzenia, które nie zostanie zainstalowane natychmiast po dostawie. Więcej szczegółów w Rozdział 2.6 Składowanie.
2.4.2. Kontrola podczas rozpakowaniaUrządzenie powinno zostać umieszczone tak, aby nie stanowić przeszkody przy manipulacji innych elementów, na płaskiej powierzchni wolnej od wibracji.
Po usunięciu opakowania należy sprawdzić czy urządzenie nie jest uszkodzone i czy dołączony jest cały osprzęt. Należy odznaczyć wszystkie elementy osprzętu na załączonej liście. W przypadku podejrzenia uszkodzeń lub braku jakichś elementów osprzętu, należy niezwłocznie wykonać zdjęcia i zgłosić to dostawcy. Należy skorzystać z listy kontrolnej zamieszczonej w Załącznik RAPORT Z ODBIORU TECHNICZNEGO.
Szczegóły utylizacji i usunięcia materiału opakowania znajdują się w Rozdział 10.3 Utylizacja materiału opakowaniowego.
2.5. Wskazówki do instalacji głównej skrzynki zaciskowej i części systemu chłodzenia
Niniejsze wskazówki odnoszą się do przypadków, kiedy główne podzespoły dostarczonego urządzenia takie jak główna skrzynka zaciskowa i częściami systemu chłodzącego, nie są zamontowane. W celu prawidłowego umiejscowienia tych części należy skorzystać z rysunku wymiarowego w dokumentacji projektu. Wszystkie śruby, nakrętki i podkładki są załączone w dostawie.
Montaż mechaniczny powinien zostać przeprowadzony wyłącznie przez doświadczony personel. Elektrycznie aktywne części, jak kable podłączenia stojana powinny być zainstalowane przez wykwalifikowane osoby.
Przepisy bezpieczeństwa muszą być przestrzegane przez cały czas - więcej szczegółów w Instrukcje dotyczące bezpieczeństwa na początku instrukcji.
Aby gwarancja nie uległa unieważnieniu i aby wszystkie warunki ustalone w kontrakcie na dostawę urządzenia zachowały ważność, należy dokładnie przestrzegać niniejszych instrukcji.
Transport i wypakowanie - 133BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
2.5.1. Instalacja głównej skrzynki zaciskowejGłówna skrzynka zaciskowa dostarczona jest wraz z urządzeniem w osobnej skrzynce/kasecie. Instalacja głównej skrzynki zaciskowej wykonywana jest zgodnie z następującymi wskazówkami.
1. Otworzyć opakowanie i podnieść główną skrzynkę zaciskową za pomocą odpowiedniego podnośnika (np. dźwigu) używając zaczepów.
2. Sprawdzić czy wszystkie części połączeniowe nie są zakurzone lub zabrudzone.
3. Przygotować dostarczone śruby i podkładki do instalacji
4. Przenieść skrzynkę zaciskową bezpośrednio na miejsce, gdzie główna skrzynka zaciskowa ma być podłączona (patrz rysunek wymiarowy dołączony do dokumentacji projektowej).
5. Dla skrzynki typu NEMA tylko: przeciągnąć przewody stojana przez górną przegrodę.
6. Połączyć główną skrzynkę zaciskową za pomocą dostarczonych śrub z obudową maszyny. Upewnić się, czy uszczelnienie izolacji dochodzi do powierzchni łączenia obudowy maszyny.
7. Śruby powinny być dokręcone momentem nie większym niż 200 Nm. (patrz Tabela 7-2 Ogólne momenty dokręcania połączeń gwintowanych).
Wyłącznie dla skrzynki typu NEMA: Po mechanicznym podłączeniu głównej skrzynki zaciskowej do obudowy urządzenia, kable stojana powinny być podłączone do zacisków:
1. Sprawdzić oznaczenia kabli stojana i zacisków.
2. Podłączyć kable stojana do odpowiednich zacisków według oznaczeń kabli (U1,V1, W1 lub L1, L2, L3). Więcej informacji można znaleźć w Schemacie połączeń elektrycznych.
3. Dokręcić wstępnie zainstalowane śruby momentem nie przekraczającym 80 Nm. (patrz Załącznik Typowe połączenia kabli sieciowych).
2.5.2. Montaż podzespołów chłodnicyJeżeli chłodnica lub podzespoły układu chłodzenia (np. tłumik, kanał powietrza) są dostarczone oddzielnie, należy je zainstalować na miejscu stosując się do poniższej instrukcji.
1. Otworzyć opakowanie chłodnicy/podzespołów chłodnicy i unieść podzespół (podzespoły) za pomocą urządzenia podnoszącego (np. dźwigu) mocując zawiesia do zaczepów opakowania.
2. Sprawdzić czy wszystkie części połączeniowe nie są zakurzone lub zabrudzone.
3. Sprawdzić położenia prawidłowych połączeń na Rysunku wymiarowym dostarczonym wraz z dokumentacją projektową.
4. Sprawdzić, czy dostawa zawiera wszystkie elementy połączeń – śruby, podkładki i nakrętki.
5. Umieścić podzespoły chłodnicy we właściwym położeniu i połączyć je z dostarczonymi podzespołami instalacji. Upewnić się, czy wszystkie elementy uszczelnienia są umieszczone na właściwych miejscach.
6. Śruby powinny być dokręcone momentem nie większym niż 80 Nm. (patrz Tabela 7-2 Ogólne momenty dokręcania połączeń gwintowanych).
14 - Transport i wypakowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
2.6. Składowanie
2.6.1. Składowanie krótkoterminowe (poniżej 2 miesięcy)Maszyna powinna być składowana w odpowiednim magazynie z regulowanym środowiskiem. Odpowiedni magazyn lub miejsce składowania charakteryzuje się:
• Stabilną temperaturą, najlepiej w granicach od 10°C do 50°C (od 50°F do 120°F). Jeżeli grzejniki antykondensacyjne są włączone, a temperatura powietrza otoczenia przekracza 50°C (120°F), należy sprawdzać czy maszyna nie ulega przegrzaniu.
• Niską wilgotnością względną powietrza, najlepiej poniżej 75%. Temperatura maszyny powinna być utrzymywana powyżej punktu rosy, aby zapobiec kondensacji wilgoci wewnątrz maszyny. Jeśli maszyna jest wyposażona w grzejniki antykondensacyjne, należy podłączyć do nich zasilanie. Okresowo należy sprawdzać działanie grzejników antykondensacyjnych. Jeżeli maszyna nie jest wyposażona w grzejniki antykondensacyjne, należy zastosować inną metodę ogrzewania maszyny w celu uchronienia jej przed wewnętrzną kondensacją wilgoci.
• Stabilnym podłożem poza zasięgiem nadmiernych drgań i wstrząsów. Jeżeli zachodzi podejrzenie, że drgania są zbyt silne, należy odizolować maszynę od podłoża za pomocą gumowych bloków umieszczonych pod wspornikami maszyny.
• Czystym, pozbawionym zapylenia i gazów powodujących korozję, powietrzem zapewnianym przez system wentylacyjny.
• Zabezpieczeniem przed owadami i szkodnikami.
Jeżeli maszyna musi być składowana na zewnątrz, nie wolno jej pozostawiać w takim stanie, w jakim została dostarczona, czyli w opakowaniu transportowym. W związku z tym maszyna musi być
• Odwinięta z osłon z tworzywa sztucznego.
• Osłonięta w taki sposób, aby całkowicie ochronić ją przed deszczem. Osłona powinna zapewnić wentylację maszyny. Osłona powinna zapewnić wentylację maszyny.
• Umieszczona na sztywnych podporach o wysokości co najmniej 100 mm (4”), aby zabezpieczyć ją przed dostępem wilgoci od spodu.
• Dobrze wentylowana. W przypadku pozostawienia maszyny w jej opakowaniu transportowym, należy w nim wykonać odpowiednio duże otwory wentylacyjne.
• Zabezpieczona przed owadami i szkodnikami.
Wzór listy kontrolnej znajduje się w Rozdział 2 Składowanie. Załącznik RAPORT Z ODBIORU TECHNICZNEGO
2.6.2. Składowanie długoterminowe (powyżej 2 miesięcy)Poza opisanymi powyżej środkami podjętymi w przypadku składowania krótkoterminowego należy podjąć następujące działania:
Transport i wypakowanie - 153BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Co trzy miesiące mierzyć oporność izolacji i temperaturę wirnika, patrz Rozdział 7.6 Konserwacja uzwojeń stojana i wirnika.
Co trzy miesiące sprawdzać stan malowanych powierzchni. W przypadku zauważenia korozji, usunąć rdzę i ponownie pomalować powierzchnię.
Co trzy miesiące sprawdzać stan powłok antykorozyjnych na niemalowanych powierzchniach metalowych (np. końcówkach wału). W przypadku objawów korozji usunąć rdzę za pomocą drobnoziarnistego płótna ściernego i ponownie nałożyć powłokę antykorozyjną.
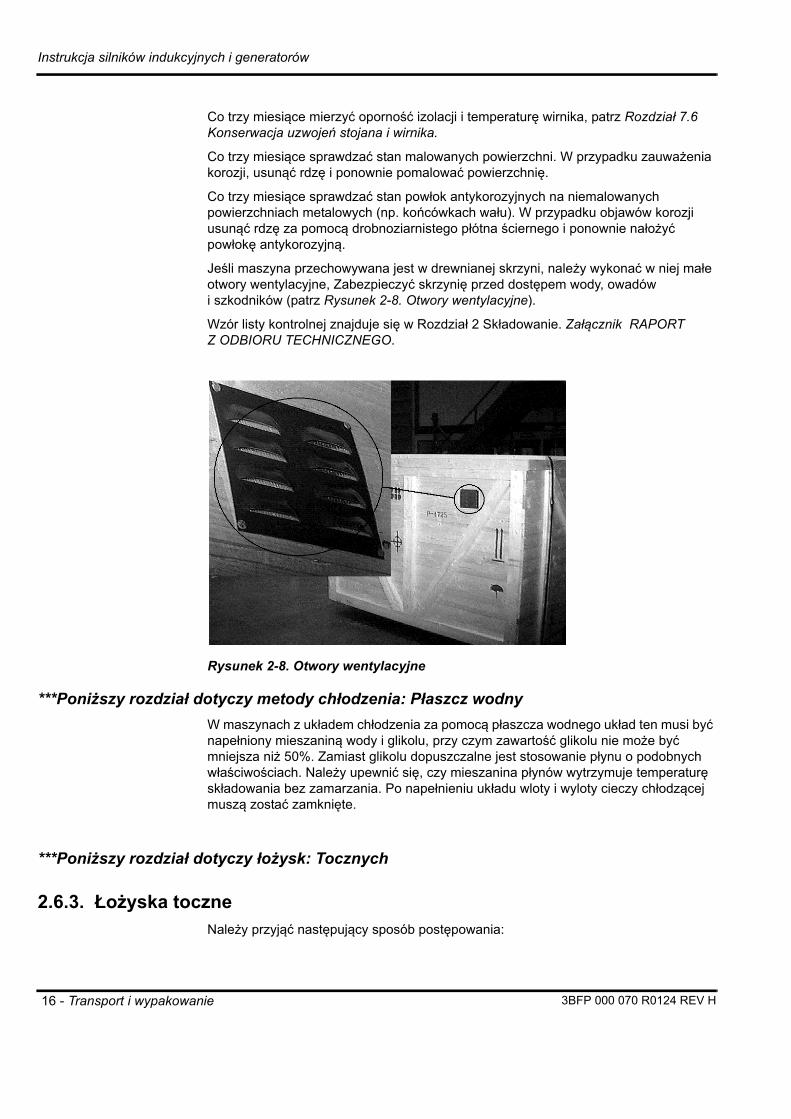
Jeśli maszyna przechowywana jest w drewnianej skrzyni, należy wykonać w niej małe otwory wentylacyjne, Zabezpieczyć skrzynię przed dostępem wody, owadów i szkodników (patrz Rysunek 2-8. Otwory wentylacyjne).
Wzór listy kontrolnej znajduje się w Rozdział 2 Składowanie. Załącznik RAPORT Z ODBIORU TECHNICZNEGO.
Rysunek 2-8. Otwory wentylacyjne
***Poniższy rozdział dotyczy metody chłodzenia: Płaszcz wodny
W maszynach z układem chłodzenia za pomocą płaszcza wodnego układ ten musi być napełniony mieszaniną wody i glikolu, przy czym zawartość glikolu nie może być mniejsza niż 50%. Zamiast glikolu dopuszczalne jest stosowanie płynu o podobnych właściwościach. Należy upewnić się, czy mieszanina płynów wytrzymuje temperaturę składowania bez zamarzania. Po napełnieniu układu wloty i wyloty cieczy chłodzącej muszą zostać zamknięte.
***Poniższy rozdział dotyczy łożysk: Tocznych
2.6.3. Łożyska toczneNależy przyjąć następujący sposób postępowania:
16 - Transport i wypakowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
• Podczas składowania maszyny łożyska toczne powinny być dobrze nasmarowane. Rodzaje smarów, które nadają się do tego celu, są wymienione w Rozdział 2.1.2 Tabliczka znamionowa łożyska
• Aby utrzymać łożyska w dobrym stanie, co trzy miesiące należy wykonać 10 obrotów wirnikiem. Przed wykonaniem obrotów należy usunąć wszystkie ewentualne blokady transportowe.
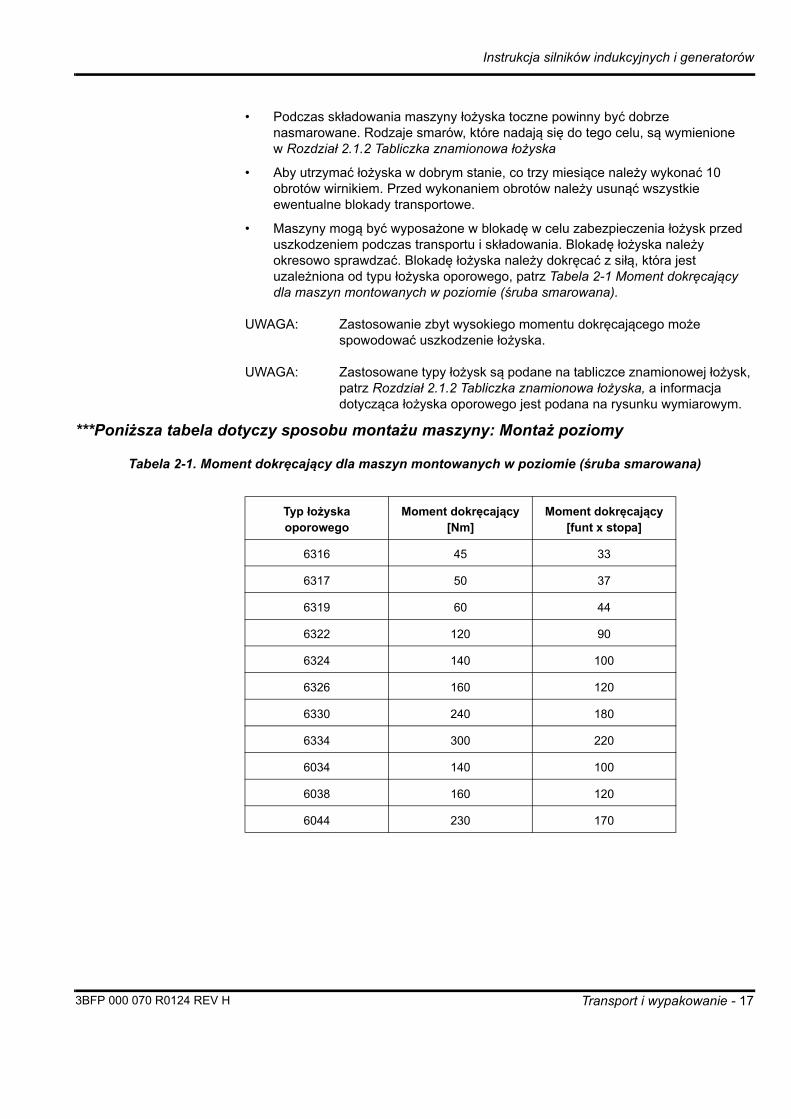
• Maszyny mogą być wyposażone w blokadę w celu zabezpieczenia łożysk przed uszkodzeniem podczas transportu i składowania. Blokadę łożyska należy okresowo sprawdzać. Blokadę łożyska należy dokręcać z siłą, która jest uzależniona od typu łożyska oporowego, patrz Tabela 2-1 Moment dokręcający dla maszyn montowanych w poziomie (śruba smarowana).
UWAGA: Zastosowanie zbyt wysokiego momentu dokręcającego może spowodować uszkodzenie łożyska.
UWAGA: Zastosowane typy łożysk są podane na tabliczce znamionowej łożysk, patrz Rozdział 2.1.2 Tabliczka znamionowa łożyska, a informacja dotycząca łożyska oporowego jest podana na rysunku wymiarowym.
***Poniższa tabela dotyczy sposobu montażu maszyny: Montaż poziomy
Tabela 2-1. Moment dokręcający dla maszyn montowanych w poziomie (śruba smarowana)
Typ łożyska oporowego
Moment dokręcający [Nm]
Moment dokręcający [funt x stopa]
6316 45 33
6317 50 37
6319 60 44
6322 120 90
6324 140 100
6326 160 120
6330 240 180
6334 300 220
6034 140 100
6038 160 120
6044 230 170
Transport i wypakowanie - 173BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
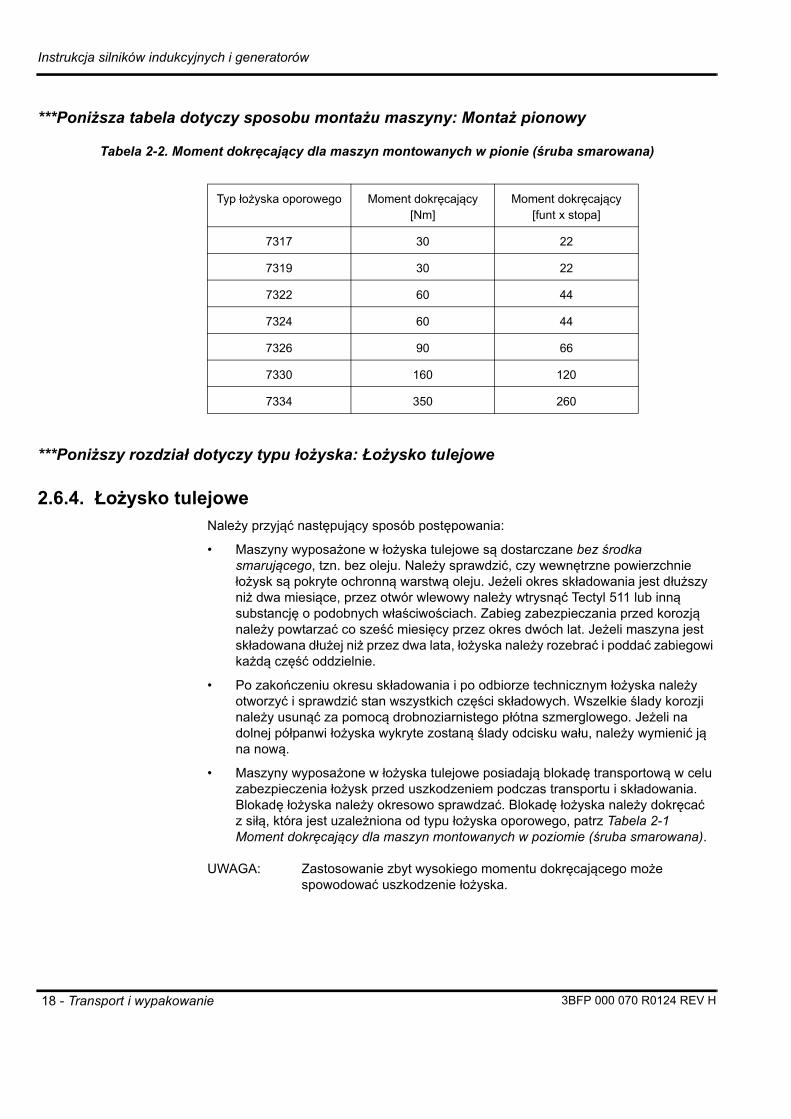
***Poniższa tabela dotyczy sposobu montażu maszyny: Montaż pionowy
Tabela 2-2. Moment dokręcający dla maszyn montowanych w pionie (śruba smarowana)
***Poniższy rozdział dotyczy typu łożyska: Łożysko tulejowe
2.6.4. Łożysko tulejoweNależy przyjąć następujący sposób postępowania:
• Maszyny wyposażone w łożyska tulejowe są dostarczane bez środka smarującego, tzn. bez oleju. Należy sprawdzić, czy wewnętrzne powierzchnie łożysk są pokryte ochronną warstwą oleju. Jeżeli okres składowania jest dłuższy niż dwa miesiące, przez otwór wlewowy należy wtrysnąć Tectyl 511 lub inną substancję o podobnych właściwościach. Zabieg zabezpieczania przed korozją należy powtarzać co sześć miesięcy przez okres dwóch lat. Jeżeli maszyna jest składowana dłużej niż przez dwa lata, łożyska należy rozebrać i poddać zabiegowi każdą część oddzielnie.
• Po zakończeniu okresu składowania i po odbiorze technicznym łożyska należy otworzyć i sprawdzić stan wszystkich części składowych. Wszelkie ślady korozji należy usunąć za pomocą drobnoziarnistego płótna szmerglowego. Jeżeli na dolnej półpanwi łożyska wykryte zostaną ślady odcisku wału, należy wymienić ją na nową.
• Maszyny wyposażone w łożyska tulejowe posiadają blokadę transportową w celu zabezpieczenia łożysk przed uszkodzeniem podczas transportu i składowania. Blokadę łożyska należy okresowo sprawdzać. Blokadę łożyska należy dokręcać z siłą, która jest uzależniona od typu łożyska oporowego, patrz Tabela 2-1 Moment dokręcający dla maszyn montowanych w poziomie (śruba smarowana).
UWAGA: Zastosowanie zbyt wysokiego momentu dokręcającego może spowodować uszkodzenie łożyska.
Typ łożyska oporowego Moment dokręcający [Nm]
Moment dokręcający [funt x stopa]
7317 30 22
7319 30 22
7322 60 44
7324 60 44
7326 90 66
7330 160 120
7334 350 260
18 - Transport i wypakowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
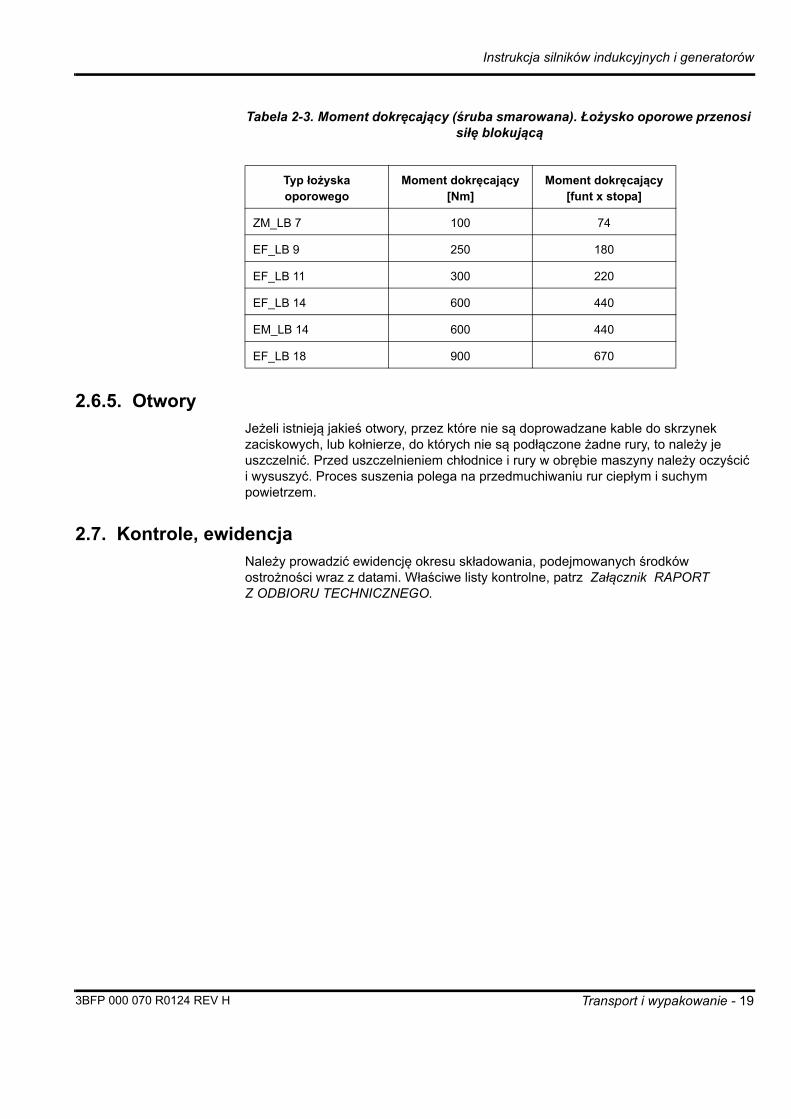
Tabela 2-3. Moment dokręcający (śruba smarowana). Łożysko oporowe przenosi siłę blokującą
2.6.5. OtworyJeżeli istnieją jakieś otwory, przez które nie są doprowadzane kable do skrzynek zaciskowych, lub kołnierze, do których nie są podłączone żadne rury, to należy je uszczelnić. Przed uszczelnieniem chłodnice i rury w obrębie maszyny należy oczyścić i wysuszyć. Proces suszenia polega na przedmuchiwaniu rur ciepłym i suchym powietrzem.
2.7. Kontrole, ewidencjaNależy prowadzić ewidencję okresu składowania, podejmowanych środków ostrożności wraz z datami. Właściwe listy kontrolne, patrz Załącznik RAPORT Z ODBIORU TECHNICZNEGO.
Typ łożyska oporowego
Moment dokręcający [Nm]
Moment dokręcający [funt x stopa]
ZM_LB 7 100 74
EF_LB 9 250 180
EF_LB 11 300 220
EF_LB 14 600 440
EM_LB 14 600 440
EF_LB 18 900 670
Transport i wypakowanie - 193BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rozdział 3 Instalacja i osiowanie
3.1. OgólnieDobre planowanie i przygotowanie dają efekt w postaci łatwego i prawidłowego przeprowadzenia instalacji oraz zapewniają bezpieczne warunki pracy i możliwie najlepszy dostęp do urządzenia.
***Poniższy punkt dotyczy typu ochrony: Wszystkie maszyny przeznaczone do instalacji w strefach niebezpiecznych.
Należy przestrzegać przepisów lokalnych odnoszących się do instalacji i podłączania przyrządów elektrycznych w strefach niebezpiecznych. (patrz norma IEC 60079-14).
UWAGA: Podczas instalacji należy przestrzegać zarówno ogólnych jak i miejscowych przepisów bezpieczeństwa pracy.
UWAGA: Podczas wykonywania pracy w pobliżu maszyny, zabezpieczyć maszynę.
UWAGA: Podczas spawania nie używać maszyny jako uziemienia.
3.2. Konstrukcja fundamentu
3.2.1. Informacje ogólneKonstrukcja fundamentu powinna zapewniać bezpieczne warunki eksploatacji i możliwie najlepszy dostęp do urządzenia. Wokół maszyny należy pozostawić dostatecznie dużo wolnego miejsca umożliwiającego łatwy dostęp, dla potrzeb związanych z obsługą i monitoringiem. Należy zapewnić swobodny dopływ i odpływ powietrza chłodzącego. należy zadbać, aby inne urządzenia lub sprzęt usytuowane w pobliżu maszyny nie powodowały nagrzewania powietrza chłodzącego lub takich elementów konstrukcyjnych maszyny jak łożyska.
Fundament powinien być mocny, sztywny, płaski i odizolowany od zewnętrznych źródeł drgań. Należy sprawdzić ewentualność wystąpienia rezonansu między maszyną i fundamentem. W celu uniknięcia drgań wywołanych rezonansem, należy zapewnić, aby częstotliwość własna fundamentu i maszyny różniła się co najmniej o ±20% częstotliwości prędkości roboczej.
Najlepszy jest fundament betonowy, ale dopuszczalna jest również prawidłowo zaprojektowana konstrukcja stalowa. Przed przystąpieniem do wykonania fundamentu należy przemyśleć sposób zakotwienia, doprowadzenia powietrza, wody, oleju i kanałów kablowych, a także otworów cementacyjnych. Rozmieszczenie otworów kotwiących lub ustalających oraz wysokość fundamentu muszą być zgodne z odpowiednimi wymiarami podanymi na rysunku wymiarowym.
Konstrukcja funamentu powinna umożliwiać umieszczenie podkładek regulacyjnych o grubości 2 mm (0,8 cala) pod wspornikami maszyny w celu zapewnienia marginesu regulacji oraz ułatwienia w przyszłości montażu maszyny zastępczej. Wysokość położenia wału maszyny oraz usytuowanie podstawy posiadają pewne tolerancje produkcyjne, które są kompensowane za pomocą 2-milimetrowych (0,8 cala) podkładek regulacyjnych.
20 - Instalacja i osiowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
UWAGA: Obliczenia i konstrukcja fundamentu nie są objęte zakresem dostaw ABB i w związku z tym odpowiedzialność za nie spoczywa na kliencie lub stronie trzeciej. Podobnie, wykonywanie prac związanych z wykańczaniem fundamentu nie leży zazwyczaj w zakresie dostaw i obowiązków ABB.
3.2.2. Siły oddziaływujące na fundamentFundament i śruby montażowe muszą być zwymiarowane w taki sposób, aby mogły wytrzymać nagłe zadziałanie momentu skręcającego, który pojawia się ilekroć maszyna zostaje uruchomiona lub następuje zwarcie. Siła wynikająca ze zwarcia jest stopniowo wytłumianą falą sinusoidalną, która zmienia kierunek. Wartość takich sił jest podana na rysunku wymiarowym maszyny.
***Poniższy rozdział dotyczy typu zamontowania: Montaż pionowy
3.2.3. Kołnierze maszyn montowanych pionowoMaszyny montowane pionowo są wyposażone w kołnierz montażowy zgodnie z edycją normy IEC 60072. Kołnierz maszyny powinien być zawsze mocowany do przeciwległego kołnierza na fundamencie.
Zalecane jest stosowanie złączki montażowej, aby ułatwić łączenie i kontrolę w trakcie eksploatacji.
3.3. Przygotowanie maszyny przed jej instalacjąSposób przygotowania maszyny do instalacji jest następujący:
• Należy zmierzyć oporność uzwojenia stojana przed przystąpieniem do wszelkich dalszych czynności przygotowawczych opisanych w: Rozdział 3.3.1 Pomiary oporności izolacji
• W stosownych przypadkach zdemontować blokadę transportową. Po demontażu należy je zachować do ponownego wykorzystania. Dalsze instrukcje, patrz Rozdział 3.3.2 Demontaż blokady transportowej.
• Sprawdzić, czy posiadany smar odpowiada specyfikacjom zamieszczonym na tabliczce znamionowej łożyska, patrz Rozdział 2.1.2 Tabliczka znamionowa łożyska. Inne zalecane smary są wymienione w Rozdział 7.5.3.5 Smar do łożysk
***Poniższy punkt dotyczy typu łożyska: Łożysko tulejowe
• Napełnić łożyska tulejowe odpowiednim olejem. Odnośnie właściwych olejów, patrz Rozdział 7.5.2.4 Parametry olejów.
UWAGA: Łożyska tulejowe są zawsze dostarczane bez oleju!
• Zmyć benzyną lakierniczą antykorozyjną powłokę z końcówki wału i wsporników maszyny.
• Zainstalować półsprzęgło zgodnie z opisem zamieszczonym w Rozdział 3.3.4 Montaż półsprzęgła
• Sprawdzić, czy korki spustowe w najniżej położonych częściach na obu końcach maszyny są odkręcone, patrz Rozdział 3.3.6 Korki spustowe.
Instalacja i osiowanie - 213BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
3.3.1. Pomiary oporności izolacjiPrzed pierwszym uruchomieniem maszyny, podczas ogólnych prac konserwacyjnych i przed pierwszym uruchomieniem maszyny po długim przestoju należy zmierzyć oporność izolacji. Czynność ta obejmuje pomiar na uzwojeniu stojana i wszystkich urządzeń pomocniczych. W przypadku maszyn wyposażonych w pierścień ślizgowy pomiar obejmuje również uzwojenie wirnika, patrz Rozdział 7.6.4 Test oporności izolacji.
3.3.2. Demontaż blokady transportowejNiektóre urządzenia, a wszystkie z łożyskami tocznymi lub tulejowymi, mają wbudowane urządzenia blokujące je na czas transportu W maszynach wyposażonych w łożyska tulejowe lub toczne blokada transportowa ma postać stalowego pręta zamocowanego jednocześnie do osłony łożyska na końcu napędowym i do końcówki wału.
Blokada transportowa musi być zdemontowana przed zainstalowaniem maszyny. Z końcówki wału należy usunąć powłokę antykorozyjną. Blokadę transportową należy zachować w celu ewentualnego jej wykorzystania w przyszłości.
UWAGA: Aby uchronić łożyska przed uszkodzeniem, należy montować w maszynie blokadę transportową, ilekroć maszyna jest przemieszczana z miejsca na miejsce (patrz Rozdział 2.1 Działania ochronne poprzedzające transport).
3.3.3. Typ sprzęgła
***Poniższy rozdział dotyczy typu łożysk: Łożyska toczne
Maszyny wyposażone w łożyska toczne muszą być sprzęgane z maszyną napędzaną za pośrednictwem sprzęgieł podatnych, np. sprzęgieł kołkowych lub zębatych.
W przypadku, gdy maszyna posiada osiowo ustalone łożysko, należy upewnić się, czy istnieje możliwość swobodnego przemieszczenia osiowego między półsprzęgłami, co umożliwia termiczne wydłużenie wału bez uszkadzania łożysk. Przewidywane termiczne rozszerzenie wirnika można obliczyć według definicji zamieszczonej w Rozdział 3.6.4 Poprawka na rozszerzalność cieplną.
***Poniższy rozdział dotyczy typu montażu: Montaż pionowy
Maszyny montowane pionowo mogą być zaprojektowane tak, aby przenosiły pewne obciążenia z wału maszyny napędzanej. W takim przypadku należy zabezpieczyć półsprzęgła przed poślizgiem blokując je osiowo za pomocą płytki ustalającej na końcówce wału.
UWAGA: Maszyna nie nadaje się do łączenia za pomocą przekładni pasowej, łańcuchowej lub zębatej, o ile nie została skonstruowana do takiego właśnie zastosowania. To samo dotyczy zastosowań, w których występują duże naciski osiowe.
22 - Instalacja i osiowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
***Poniższy rozdział dotyczy typu łożyska: Łożysko tulejowe z luzem osiowym
Konstrukcja łożyska osiowego umożliwia osiowy ruch wirnika w zakresie dopuszczonym przez mechaniczne ograniczniki luzu osiowego. Standardowe łożyska nie są odporne na żadne siły osiowe wytwarzane przez napędzaną maszynę. maszynę. Każda siła osiowa wywołana przez obciążenie spowoduje uszkodzenie łożyska. W związku z tym wszystkie siły osiowe muszą być przenoszone przez maszynę napędzaną, a sprzęgło musi mieć ograniczony luz osiowy.
3.3.4. Montaż półsprzęgła
3.3.4.1. Wyważanie sprzęgła
Wirnik standardowo jest wyważany dynamicznie za pomocą półklina. Sposób wyważenia jest nabity na końcówce wału:
• H = półklin
• F = pełny klin.
Półsprzęgło musi być stosownie do tego wyważone.
3.3.4.2. Montaż
Przy montażu półsprzęgła należy:
• Przestrzegać ogólnych instrukcji dostawcy.
• Wziąć pod uwagę fakt, że półsprzęgło może mieć znaczny ciężar. Może zajść potrzeba zastosowania odpowiednich urządzeń podnoszących.
• Usunąć z końcówki wału powłokę antykorozyjną oraz sprawdzić wymiary końcówki i sprzęgła z dostarczonymi rysunkami. Upewnić się, czy w rowkach klinowych sprzęgła i końcówki wału nie ma zanieczyszczeń lub opiłków metalu.
• Pokryć końcówkę wału i otwór piasty cienką warstwą oleju, aby ułatwić montaż półsprzęgła. W żadnym wypadku nie wolno stosować do smarowania współpracujących powierzchni dwusiarczku molibdenu (Molykote) lub podobnych produktów.
• Sprzęgło musi być zabezpieczone osłoną przeciwdotykową.
UWAGA: Aby podczas montażu półsprzęgła zabezpieczyć łożyska przed uszkodzeniem, nie wolno dopuścić do tego, aby oddziaływały na nie jakiekolwiek dodatkowe siły.
3.3.5. Napęd pasowyW maszynach przeznaczonych do napędu pasowego koniec napędzający jest zawsze wyposażony w łożysko toczne. W przypadku stosowania napędu pasowego należy upewnić się, czy napędzające i napędzane koło pasowe są prawidłowo wyosiowane.
UWAGA: Przed przystąpieniem do eksploatacji należy zawsze sprawdzić, czy końcówka wału i łożyska są przystosowane do napędu pasowego. Nie wolno dopuścić do przekroczenia siły poprzecznej określonej w parametrach zamówienia.
Instalacja i osiowanie - 233BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
3.3.6. Korki spustoweUrządzenia są wyposażone w korki spustowe, które znajdują się w części położonej najniżej. Korek spustowy jest skonstruowany w taki sposób, aby uniemożliwiał przedostanie się pyłu do wnętrza urządzenia i usuwał z niego wodę kondensacyjną. Korki spustowe powinny być zawsze otwarte, tzn. pół korka powinno znajdować się w urządzeniu, a drugie pół na zewnątrz. Aby otworzyć korek, należy go wyciągnąć z ramy. W przypadku urządzeń AMA/AMI 560 - 630, korek spustowy (śrubę M12) otwiera się na 6 - 12 mm.
***Poniższy rozdział dotyczy typu montażu: Poziomy
W przypadku maszyn instalowanych poziomo, korki spustowe są instalowane na obu końcach maszyny.
***Poniższy rozdział dotyczy typu montażu: Pionowy
W przypadku maszyn instalowanych pionowo, korki spustowe są instalowane w dolnej osłonie końcowej.
Główna skrzynka zaciskowa jest wyposażona, w jej najniżej położonej części, w jeden korek spustowy, który w trakcie eksploatacji musi być zamknięty.
***Poniższy rozdział dotyczy rodzaju montażu: Montaż poziomy na fundamencie betonowym.
3.4. Instalowanie na fundamencie betonowym
3.4.1. Zakres dostawyDostawa maszyny zazwyczaj nie obejmuje instalacji oraz podkładek regulacyjnych, śrub mocujących oraz zestawu płyt fundamentowych lub podkładek. Te elementy są dostarczane na specjalne zamówienia.
W razie konieczności wywiercenia otworów mocujących, skontaktować się z ABB, aby ustalić odpowiednie miejsce.
3.4.2. Ogólne przygotowaniaPrzed przystąpieniem do instalacji należy zwrócić uwagę na następujące sprawy:
• Przygotować blachy stalowe na podkładki ustalające maszyny. Ewentualna regulacja osiowania wymaga stosowania podkładek o grubościach 1, 0,5, 0,2, 0,1 i 0,05 mm (40, 20, 8, 4 i 2 milicala).
• Przygotować młotek sprężynowy, śruby regulacyjne lub podnośnik, które będą potrzebne do regulacji osiowej i poziomej.
• Przygotować czujnik zegarowy, albo najlepiej laserowy analizator optyczny, aby uzyskać dokładne i precyzyjne wyosiowanie maszyny.
• Przygotować dźwignię prostą, która będzie potrzebna do obracania wirnika podczas osiowania.
• W przypadku instalacji na zewnątrz zapewnić ochronę przed słońcem i deszczem, w celu wyeliminowania ewentualnych błędów pomiarowych.
24 - Instalacja i osiowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
UWAGA: Maszyny są dostarczane łącznie z podpórkami śrubowymi do pionowej regulacji położenia każdego wspornika.
3.4.3. Przygotowanie fundamentu
3.4.3.1. Wykonanie fundamentu i otworów cementacyjnych pod kotwy
Śruby kotwiące lub podkładki są stosowane w przypadku kotwienia maszyny na fundamencie betonowym.
Przy wykonywaniu fundamentu należy zwrócić uwagę na następujące szczegóły:
• Górna powierzchnia fundamentu musi być omieciona lub oczyszczona odkurzaczem.
• Ścianki otworów powinny mieć szorstkie powierzchnie, aby zapewnić dobre związanie zaprawy z fundamentem. Z tego samego powodu należy otwory przemyć wodą, aby usunąć wszelkie zanieczyszczenia i pył. Zanieczyszczenia olejem lub smarem należy usunąć odłupując fragmenty powierzchni betonu.
• Rozmieszczenie otworów ustalających oraz wysokość fundamentu muszą być zgodne z odpowiednimi wymiarami podanymi na rysunku wymiarowym.
• Zamocować na fundamencie stalowy drut w celu zaznaczenia linii środkowej maszyny. Zaznaczyć również osiowe położenie maszyny.
3.4.3.2. Przygotowanie śrub kotwiących lub podkładek
Jeżeli w skład dostawy wchodzą podkładki lub śruby kotwiące, wówczas są one dostarczane oddzielnie. Ich montaż jest przeprowadzany na miejscu instalacji.
UWAGA: Aby zapewnić trwałe osadzenie śrub kotwiących w betonie, muszą one być niepomalowane i pozbawione wszelkich zanieczyszczeń i kurzu.
Instalacja i osiowanie - 253BFP 000 070 R0124 REV H
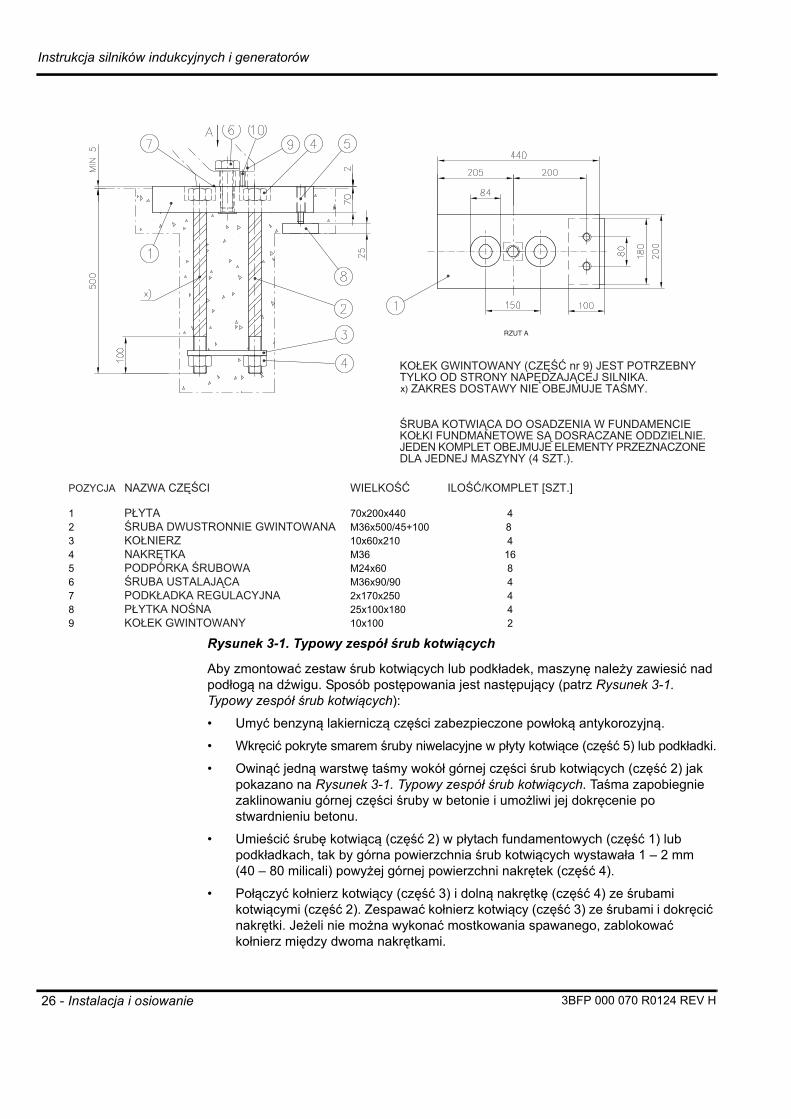
Instrukcja silników indukcyjnych i generatorów
Rysunek 3-1. Typowy zespół śrub kotwiących
Aby zmontować zestaw śrub kotwiących lub podkładek, maszynę należy zawiesić nad podłogą na dźwigu. Sposób postępowania jest następujący (patrz Rysunek 3-1. Typowy zespół śrub kotwiących):
• Umyć benzyną lakierniczą części zabezpieczone powłoką antykorozyjną.
• Wkręcić pokryte smarem śruby niwelacyjne w płyty kotwiące (część 5) lub podkładki.
• Owinąć jedną warstwę taśmy wokół górnej części śrub kotwiących (część 2) jak pokazano na Rysunek 3-1. Typowy zespół śrub kotwiących. Taśma zapobiegnie zaklinowaniu górnej części śruby w betonie i umożliwi jej dokręcenie po stwardnieniu betonu.
• Umieścić śrubę kotwiącą (część 2) w płytach fundamentowych (część 1) lub podkładkach, tak by górna powierzchnia śrub kotwiących wystawała 1 – 2 mm (40 – 80 milicali) powyżej górnej powierzchni nakrętek (część 4).
• Połączyć kołnierz kotwiący (część 3) i dolną nakrętkę (część 4) ze śrubami kotwiącymi (część 2). Zespawać kołnierz kotwiący (część 3) ze śrubami i dokręcić nakrętki. Jeżeli nie można wykonać mostkowania spawanego, zablokować kołnierz między dwoma nakrętkami.
26 - Instalacja i osiowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
• Po zmontowaniu zespołu kotwiącego należy maszynę unieść do góry i zawiesić nad podłożem. Wsporniki maszyny, boczne i dolne powierzchnie płyt fundamentowych oraz kotwy muszą być oczyszczone benzyną lakierniczą.
• Osadzić zmontowane śruby kotwiące lub podkładki pod wspornikami maszyny za pomocą śruby mocującej (część 6) i podkładki (część 3). Śrubę mocującą (część 6) umieścić centralnie w otworze maszyny owijając w tym celu jej górną część papierem, tekturą lub taśmą.
• Umieścić podkładkę regulacyjną o grubości 2 mm (0.8 cala) (część 7) między wspornikiem i płytą (część 1). Dokręcić śrubę mocującą (część 6) tak, aby docisnąć mocno płytę do wspornika.
• Umieścić płytkę poziomującą (część 8) pod śrubą poziomującą (część 5).
• Sprawdzić, czy przestrzeń między płytą fundamentową (część 1) i kotwą (część 2) jest zamknięta. Jeżeli beton przedostanie się między tymi dwoma elementami i dotrze do nakrętki, nie będzie można dokręcić kotwy.
UWAGA: Dostawa śrub kotwiących nie obejmuje taśmy i stalowej płyty.
3.4.4. Montaż maszynMaszyna zostaje ostrożnie podniesiona i umieszczona na fundamencie. Zgrubne osiowanie wykonuje się za pomocą wcześniej zawieszonego stalowego drutu i oznakowania położenia osiowego. Pionowe osiowanie jest wykonywane za pomocą śrub niwelacyjnych. Wymagana dokładność ustawienia maszyny mieści się w granicach 2 mm (80 milicali).
3.4.5. OsiowaniePrzebieg osiowania przedstawiony jest w Rozdział 3.6 Osiowanie.
3.4.6. Zalewanie zaprawąZalewanie zaprawą fundamentu maszyny stanowi bardzo istotny element instalacji. Należy przestrzegać zaleceń dostawcy mieszanki cementowej.
Aby w przyszłości uniknąć problemów z cementowaniem otworów, należy stosować bezskurczowe materiały wysokiej jakości. Niedopuszczalne są pęknięcia w zaprawie lub jej słabe związanie z betonowym fundamentem.
3.4.7. Zakończenie instalacji i kontrolaPo związaniu betonu unieść maszynę i dokręcić śruby kotwiące. Zablokować nakrętki za pomocą spoiny sczepnej lub silnym uderzeniem za pomocą punktaka. Ponownie ustawić maszynę na fundamencie i docisnąć śruby mocujące.
Sprawdzić osiowanie, aby upewnić się, że zachowany będzie dopuszczalny poziom drgań podczas pracy maszyny. W razie potrzeby wyregulować osiowanie podkładkami, a następnie ustalić kołkami stosownie do rozmieszczenia otworów we wspornikach maszyny od strony napędzającej.
Instalacja i osiowanie - 273BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
3.4.7.1. Ustalanie położenia wsporników maszyny
W każdym wsporniku od strony napędowej maszyny znajduje się jeden otwór na kołek ustalający. Pogłębić te otwory na wylot do stalowego fundmentu. Następnie otwory rozwiercić za pomocą rozwiertaka nadając im lekko stożkowy kształt. W otwory montowane są odpowiednio ukształtowane (lekko stożkowe) kołki umożliwiające dokładne pozycjonowanie i ułatwiające ponowne zainstalowanie maszyny po jej ewentualnym demontażu.
3.4.7.2. Pokrywy i obudowy
Dokończyć instalacji sprzęgła łącząc ze sobą oba półsprzęgła zgodnie z instrukcją producenta.
UWAGA: Sprzęgło musi być zabezpieczone osłoną przeciwdotykową.
Po zainstalowaniu i wyosiowaniu maszyny oraz zainstalowaniu jej oprzyrządowania dokładnie sprawdzić, czy w obudowie nie pozostały żadne narzędzia lub obce ciała. Usunąć również pył i śmieci.
Podczas instalowania pokryw sprawdzić, czy uszczelki nie uległy uszkodzeniu.
Umieścić sprzęt wykorzystany do osiowania i montażu oraz blokadę transportową w magazynie na wypadek potrzeby skorzystania z nich w przyszłości.
***Poniższy rozdział dotyczy rodzaju montażu: Montaż poziomy na fundamencie stalowym.
3.5. Instalowanie na fundamencie stalowym
3.5.1. Zakres dostawyDostawa maszyny zazwyczaj nie obejmuje instalacji, podkładek regulacyjnych mocujących. Te elementy są dostarczane na specjalne zamówienie.
W razie konieczności wywiercenia otworów mocujących, skontaktować się z ABB, aby ustalić odpowiednie miejsce.
3.5.2. Kontrola fundamentuZanim maszyna zostanie przeniesiona na fundament, muszą być spełnione następujące wymagania:
• Dokładnie oczyścić fundament.
• Fundament powinien być płaski i spoziomowany z dokładnością do 0,1 mm (4,0 milicala) lub większą.
• Fundament musi być odizolowany od zewnętrznych źródeł drgań.
3.5.3. Montaż maszynMaszyna zostaje ostrożnie podniesiona i umieszczona na fundamencie.
28 - Instalacja i osiowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
3.5.4. OsiowaniePrzebieg osiowania przedstawiony jest w Rozdział 3.6 Osiowanie.
3.5.5. Zakończenie instalacji i kontrola
3.5.5.1. Ustalanie położenia wsporników maszyny
W każdym wsporniku od strony napędowej maszyny znajduje się jeden otwór na kołek. Pogłębić otwory przewiercając stalowy fundment. Następnie sfazować otwory za pomocą rozwiertaka. W otwory montowane są odpowiednio sfazowane kołki umożliwiające dokładne wyosiowanie i ułatwiające ponowne zainstalowanie maszyny po jej ewentualnym demontażu.
3.5.5.2. Pokrywy i obudowy
Dokończyć instalacji sprzęgła łącząc ze sobą oba półsprzęgła zgodnie z instrukcją producenta.
UWAGA: Sprzęgło musi być zabezpieczone osłoną przeciwdotykową.
Po zainstalowaniu i wyosiowaniu maszyny oraz zainstalowaniu jej oprzyrządowania dokładnie sprawdzić, czy w obudowie nie pozostały żadne narzędzia lub obce ciała. Usunąć również pył i śmieci.
Podczas instalowania pokryw sprawdzić, czy uszczelki nie uległy uszkodzeniu.
Umieścić sprzęt wykorzystany do osiowania i montażu oraz blokadę transportową w magazynie na wypadek potrzeby skorzystania z nich w przyszłości.
***Poniższy rozdział dotyczy rodzaju montażu: Pionowy
3.5.6. Instalowanie maszyn łączonych kołnierzowo na fundamencie stalowym
W przypadku maszyn montowanych pionowo kołnierz montażowy ma zapewnić łatwe instalowanie i łączenie sprzęgła oraz łatwą kontrolę sprzęgła podczas pracy maszyny. Kołnierze montażowe powinny być zaprojektowane wg normy IEC, aby pasowały do maszyn ABB.
Zakres dostawy ABB nie obejmuje kołnierza montażowego.
Instalacja i osiowanie - 293BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rysunek 3-2. Kołnierz montażowy
Maszyna zostaje ostrożnie podniesiona i umieszczona na fundamencie. Śruby mocujące zostają lekko dokręcone.
3.6. Osiowanie
3.6.1. Informacje ogólneAby zapewnić trwałość i długą eksploatację zarówno maszyny napędzającej jak i napędzanej, należy obie maszyny odpowiednio wyosiować względem siebie. Oznacza to, że odchyłki poprzeczne i osiowe wałów obu maszyn powinny być zmniejszone do minimum. Osiowanie musi być wykonane z zachowaniem szczególnych środków ostrożności, ponieważ błędy osiowania powodują uszkodzenie łożysk i wałów.
Przed przystąpieniem do osiowania, należy zainstalować półsprzęgła, patrz Rozdział 3.3.4 Montaż półsprzęgła. Należy lekko skręcić półsprzęgła maszyny napędzającej i napędzanej, aby mogły one przemieszczać się swobodnie względem siebie podczas procesu osiowania.
Poniższy tekst dotyczy instalacji wykonywanej zarówno na fundamencie stalowym jak i betonowym. W przypadku fundamentu betonowego stosowanie podkładek regulacyjnych jest zbędne, jeżeli osiowanie i cementowanie otworów kotwiących zostało wykonane prawidłowo.
3.6.2. Poziomowanie zgrubneAby ułatwić osiowanie i umożliwić montaż podkładek regulacyjnych, wsporniki maszyny są wyposażone w podpórki śrubowe, patrz Rysunek 3-3. Ustalanie położenia wspornika maszyny w płaszczyźnie pionowej. Maszynę pozostawia się opartą na podpórkach śrubowych. Należy zwrócić uwagę, że maszyna musi stać na wszystkich czterech wspornikach (podpórkach śrubowych) na płaszczyźnie spoziomowanej z dokładnością do 0,1 mm (4,0 milicali) lub większą. Jeżeli tak nie jest, obudowa maszyny ulegnie skręceniu lub zgięciu, co doprowadzi do uszkodzenia łożysk lub innych uszkodzeń.
30 - Instalacja i osiowanie 3BFP 000 070 R0124 REV H
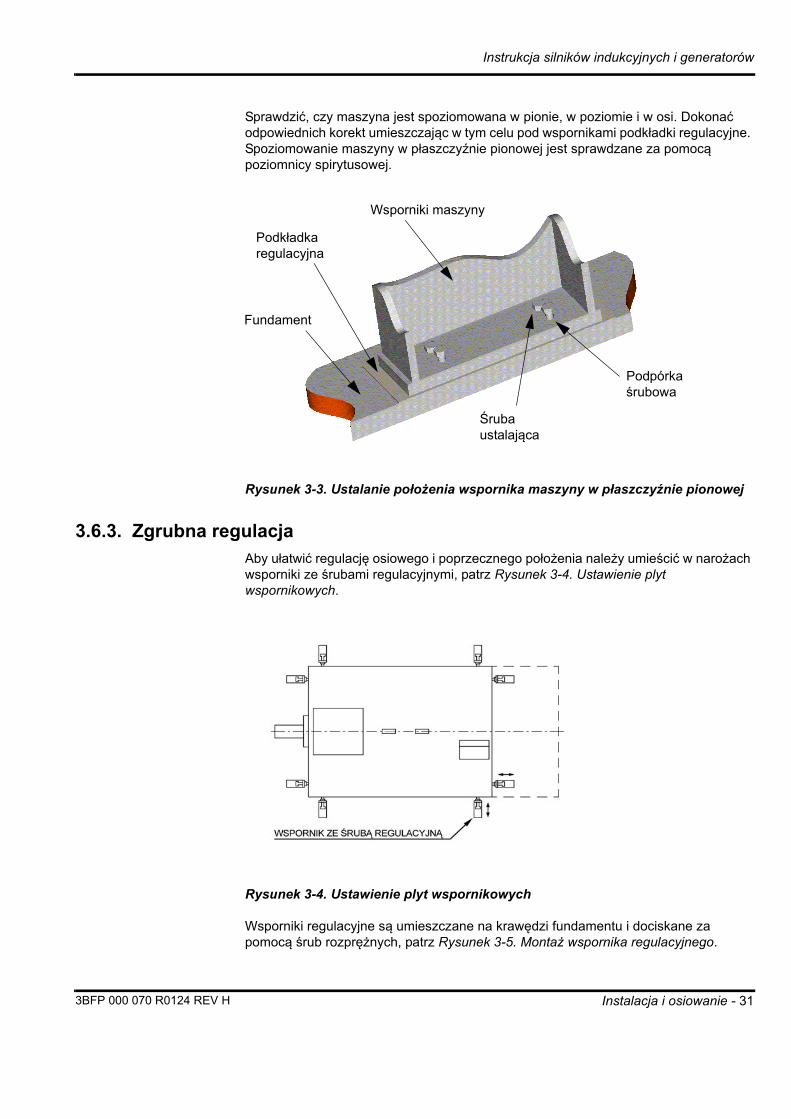
Instrukcja silników indukcyjnych i generatorów
Sprawdzić, czy maszyna jest spoziomowana w pionie, w poziomie i w osi. Dokonać odpowiednich korekt umieszczając w tym celu pod wspornikami podkładki regulacyjne. Spoziomowanie maszyny w płaszczyźnie pionowej jest sprawdzane za pomocą poziomnicy spirytusowej.
Rysunek 3-3. Ustalanie położenia wspornika maszyny w płaszczyźnie pionowej
3.6.3. Zgrubna regulacjaAby ułatwić regulację osiowego i poprzecznego położenia należy umieścić w narożach wsporniki ze śrubami regulacyjnymi, patrz Rysunek 3-4. Ustawienie plyt wspornikowych.
Rysunek 3-4. Ustawienie plyt wspornikowych
Wsporniki regulacyjne są umieszczane na krawędzi fundamentu i dociskane za pomocą śrub rozprężnych, patrz Rysunek 3-5. Montaż wspornika regulacyjnego.
Wsporniki maszyny
Podpórka śrubowa
Śrubaustalająca
Podkładka regulacyjna
Fundament
Instalacja i osiowanie - 313BFP 000 070 R0124 REV H
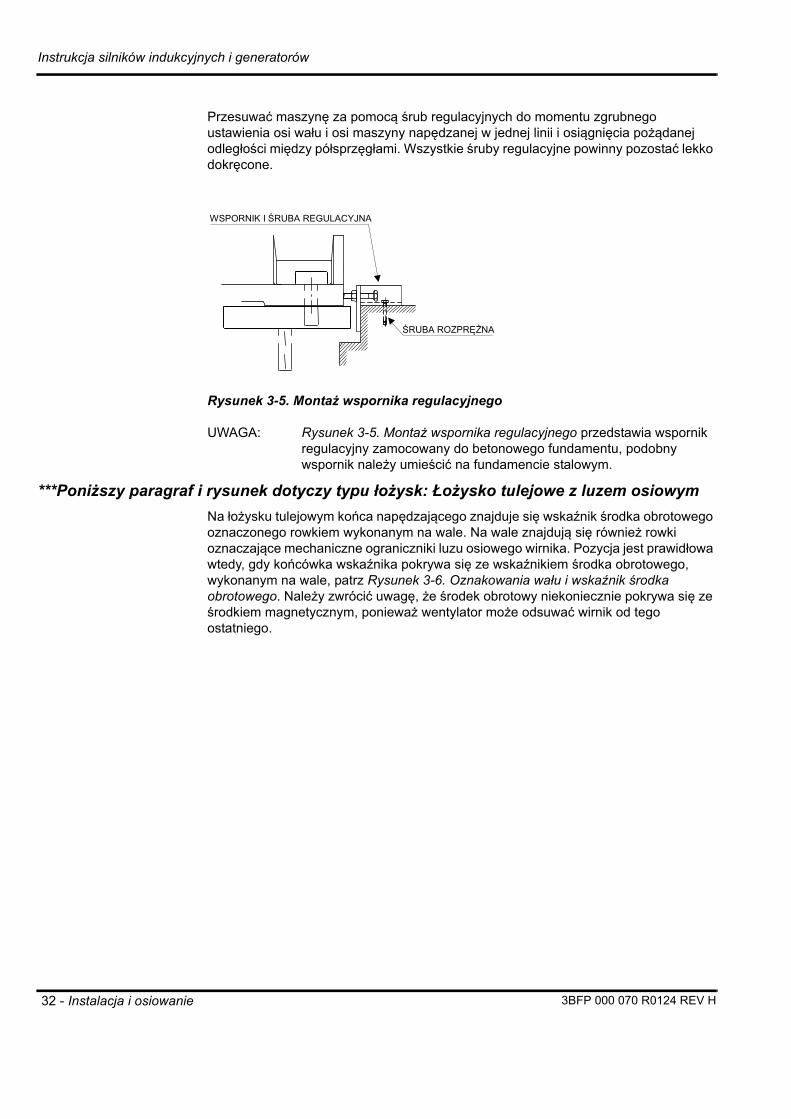
Instrukcja silników indukcyjnych i generatorów
Przesuwać maszynę za pomocą śrub regulacyjnych do momentu zgrubnego ustawienia osi wału i osi maszyny napędzanej w jednej linii i osiągnięcia pożądanej odległości między półsprzęgłami. Wszystkie śruby regulacyjne powinny pozostać lekko dokręcone.
Rysunek 3-5. Montaż wspornika regulacyjnego
UWAGA: Rysunek 3-5. Montaż wspornika regulacyjnego przedstawia wspornik regulacyjny zamocowany do betonowego fundamentu, podobny wspornik należy umieścić na fundamencie stalowym.
***Poniższy paragraf i rysunek dotyczy typu łożysk: Łożysko tulejowe z luzem osiowym
Na łożysku tulejowym końca napędzającego znajduje się wskaźnik środka obrotowego oznaczonego rowkiem wykonanym na wale. Na wale znajdują się również rowki oznaczające mechaniczne ograniczniki luzu osiowego wirnika. Pozycja jest prawidłowa wtedy, gdy końcówka wskaźnika pokrywa się ze wskaźnikiem środka obrotowego, wykonanym na wale, patrz Rysunek 3-6. Oznakowania wału i wskaźnik środka obrotowego. Należy zwrócić uwagę, że środek obrotowy niekoniecznie pokrywa się ze środkiem magnetycznym, ponieważ wentylator może odsuwać wirnik od tego ostatniego.
WSPORNIK I ŚRUBA REGULACYJNA
ŚRUBA ROZPRĘŻNA
32 - Instalacja i osiowanie 3BFP 000 070 R0124 REV H
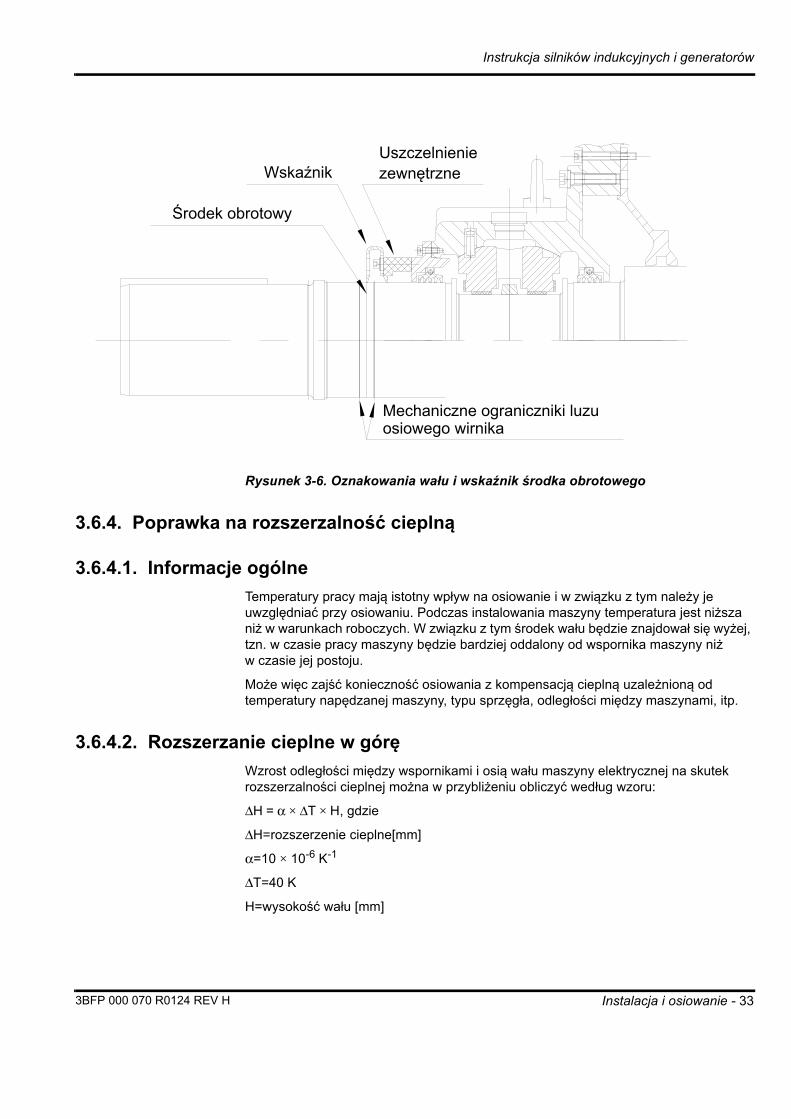
Instrukcja silników indukcyjnych i generatorów
Rysunek 3-6. Oznakowania wału i wskaźnik środka obrotowego
3.6.4. Poprawka na rozszerzalność cieplną
3.6.4.1. Informacje ogólne
Temperatury pracy mają istotny wpływ na osiowanie i w związku z tym należy je uwzględniać przy osiowaniu. Podczas instalowania maszyny temperatura jest niższa niż w warunkach roboczych. W związku z tym środek wału będzie znajdował się wyżej, tzn. w czasie pracy maszyny będzie bardziej oddalony od wspornika maszyny niż w czasie jej postoju.
Może więc zajść konieczność osiowania z kompensacją cieplną uzależnioną od temperatury napędzanej maszyny, typu sprzęgła, odległości między maszynami, itp.
3.6.4.2. Rozszerzanie cieplne w górę
Wzrost odległości między wspornikami i osią wału maszyny elektrycznej na skutek rozszerzalności cieplnej można w przybliżeniu obliczyć według wzoru:
ΔH = α × ΔT × H, gdzie
ΔH=rozszerzenie cieplne[mm]
α=10 × 10-6 K-1
ΔT=40 K
H=wysokość wału [mm]
WskaźnikUszczelnienie
Środek obrotowy
Mechaniczne ograniczniki luzu
zewnętrzne
osiowego wirnika
Instalacja i osiowanie - 333BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
UWAGA: Aby określić całkowity stopień rozszerzenia cieplnego, należy uwzględnić rozszerzalność termiczną napędzanej maszyny względem maszyny elektrycznej.
3.6.4.3. Osiowe rozszerzanie cieplne
Jeżeli zablokowane jest przemieszczenie osiowe łożyska od strony nienapędzającej, należy uwzględnić osiową rozszerzalność cieplną. W celu sprawdzenia, który koniec jest zablokowany, patrz rysunek wymiarowy.
Przewidywane osiowe termiczne rozszerzenie wirnika jest proporcjonalne do długości obudowy stojana i może być w przybliżeniu obliczone wg wzoru:
ΔL = α × ΔT × L, gdzie
ΔH=rozszerzenie cieplne[mm]
α=10 × 10-6 K-1
ΔT=50 K (dla AMA, AMB, AMK, AMI), 80 K (dla AMH, HXR, M3BM, M3GM)
L=długość obudowy [mm]
UWAGA: Upewnić się, czy między półsprzęgłami (z wyjątkiem sprzęgła sztywnego) możliwe jest ciągłe swobodne przemieszczenie osiowe zapewniające osiowe termiczne wydłużenie wału bez uszkadzania łożysk.
3.6.5. Osiowanie końcowe
3.6.5.1. Informacje ogólne
Poniżej opisane jest dokładne osiowanie za pomocą czujników zegarowych, chociaż na rynku są dostępne inne urządzenia o większej dokładności pomiaru. Powodem, dla którego w poniższym opisie występują czujniki zegarowe, jest wprowadzenie elementów teorii osiowania.
UWAGA: Pomiarów dokonuje się dopiero po prawidłowym wyregulowaniu za pomocą podkładek i dokręceniu śrub ustalających.
UWAGA: Wyniki pomiarów związanych z dokładnym osiowaniem powinny być zawsze notowane w celu wykorzystania ich w przyszłości jako wzorców odniesienia.
3.6.5.2. Bicie półsprzęgieł
Procedurę osiowania rozpoczyna pomiar bicia półsprzęgieł. Pomiar ten wykaże niedokładności w osiowaniu wału i/lub półsprzęgieł.
Bicie półsprzęgła mierzone jest względem obudowy łożyska maszyny. Rozmieścić czujniki zgodnie z Rysunek 3-7. Pomiar bicia półsprzęgła. Podobnie należy sprawdzić bicie półsprzęgła maszyny napędzanej względem obudowy jej łożyska.
Niezbędna będzie dźwignia prosta umożliwiająca obrócenie wirnika maszyny z łożyskami tulejowymi.
34 - Instalacja i osiowanie 3BFP 000 070 R0124 REV H
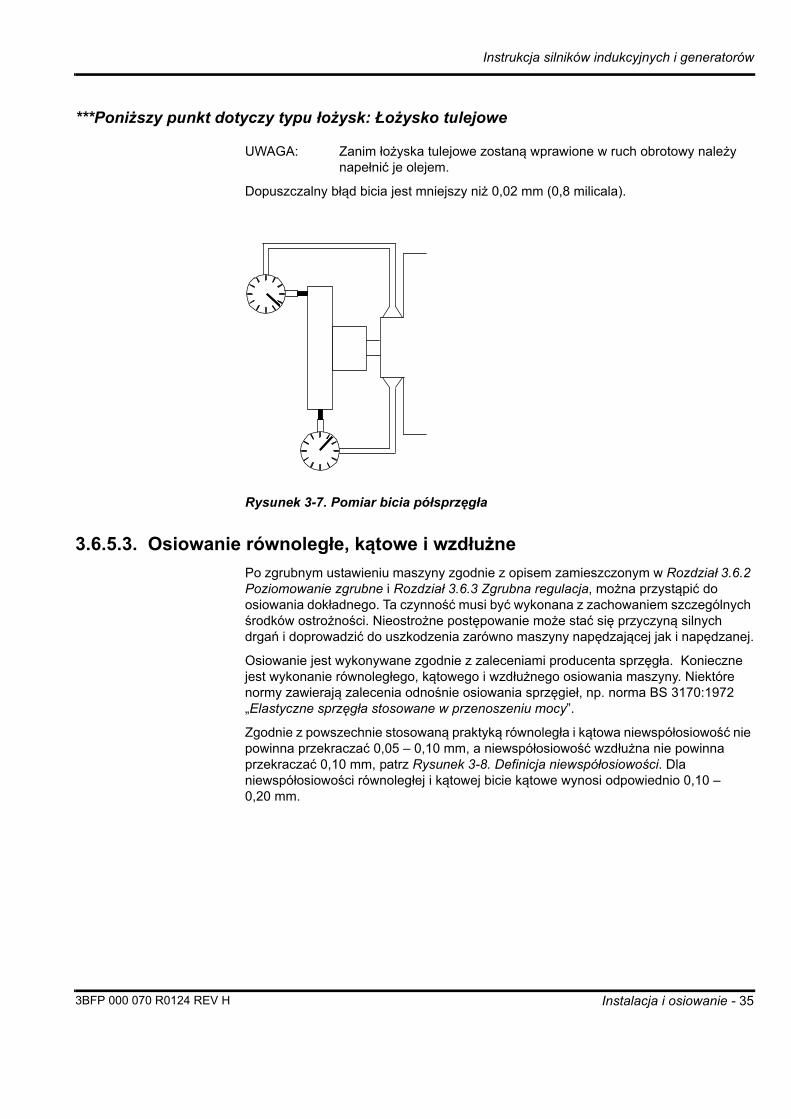
Instrukcja silników indukcyjnych i generatorów
***Poniższy punkt dotyczy typu łożysk: Łożysko tulejowe
UWAGA: Zanim łożyska tulejowe zostaną wprawione w ruch obrotowy należy napełnić je olejem.
Dopuszczalny błąd bicia jest mniejszy niż 0,02 mm (0,8 milicala).
Rysunek 3-7. Pomiar bicia półsprzęgła
3.6.5.3. Osiowanie równoległe, kątowe i wzdłużne
Po zgrubnym ustawieniu maszyny zgodnie z opisem zamieszczonym w Rozdział 3.6.2 Poziomowanie zgrubne i Rozdział 3.6.3 Zgrubna regulacja, można przystąpić do osiowania dokładnego. Ta czynność musi być wykonana z zachowaniem szczególnych środków ostrożności. Nieostrożne postępowanie może stać się przyczyną silnych drgań i doprowadzić do uszkodzenia zarówno maszyny napędzającej jak i napędzanej.
Osiowanie jest wykonywane zgodnie z zaleceniami producenta sprzęgła. Konieczne jest wykonanie równoległego, kątowego i wzdłużnego osiowania maszyny. Niektóre normy zawierają zalecenia odnośnie osiowania sprzęgieł, np. norma BS 3170:1972 „Elastyczne sprzęgła stosowane w przenoszeniu mocy”.
Zgodnie z powszechnie stosowaną praktyką równoległa i kątowa niewspółosiowość nie powinna przekraczać 0,05 – 0,10 mm, a niewspółosiowość wzdłużna nie powinna przekraczać 0,10 mm, patrz Rysunek 3-8. Definicja niewspółosiowości. Dla niewspółosiowości równoległej i kątowej bicie kątowe wynosi odpowiednio 0,10 – 0,20 mm.
Instalacja i osiowanie - 353BFP 000 070 R0124 REV H
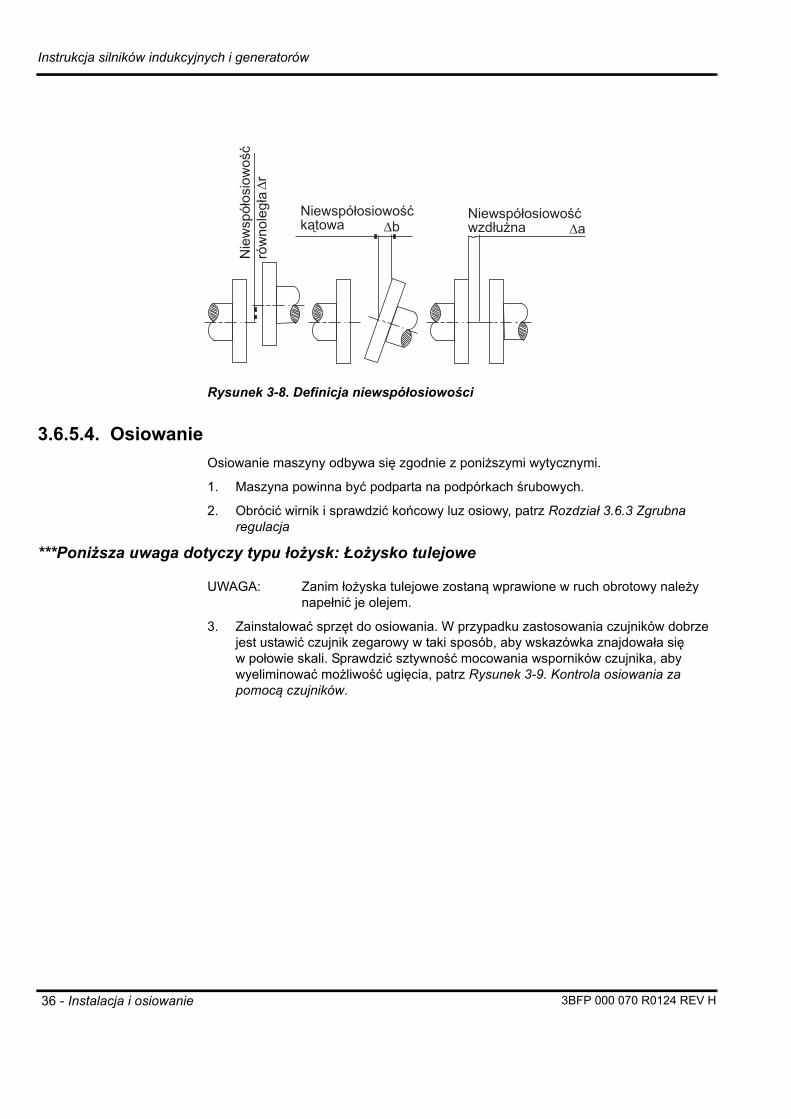
Instrukcja silników indukcyjnych i generatorów
Rysunek 3-8. Definicja niewspółosiowości
3.6.5.4. Osiowanie
Osiowanie maszyny odbywa się zgodnie z poniższymi wytycznymi.
1. Maszyna powinna być podparta na podpórkach śrubowych.
2. Obrócić wirnik i sprawdzić końcowy luz osiowy, patrz Rozdział 3.6.3 Zgrubna regulacja
***Poniższa uwaga dotyczy typu łożysk: Łożysko tulejowe
UWAGA: Zanim łożyska tulejowe zostaną wprawione w ruch obrotowy należy napełnić je olejem.
3. Zainstalować sprzęt do osiowania. W przypadku zastosowania czujników dobrze jest ustawić czujnik zegarowy w taki sposób, aby wskazówka znajdowała się w połowie skali. Sprawdzić sztywność mocowania wsporników czujnika, aby wyeliminować możliwość ugięcia, patrz Rysunek 3-9. Kontrola osiowania za pomocą czujników.
������������ ����
������
��
���
���
��
����
�������������������
36 - Instalacja i osiowanie 3BFP 000 070 R0124 REV H
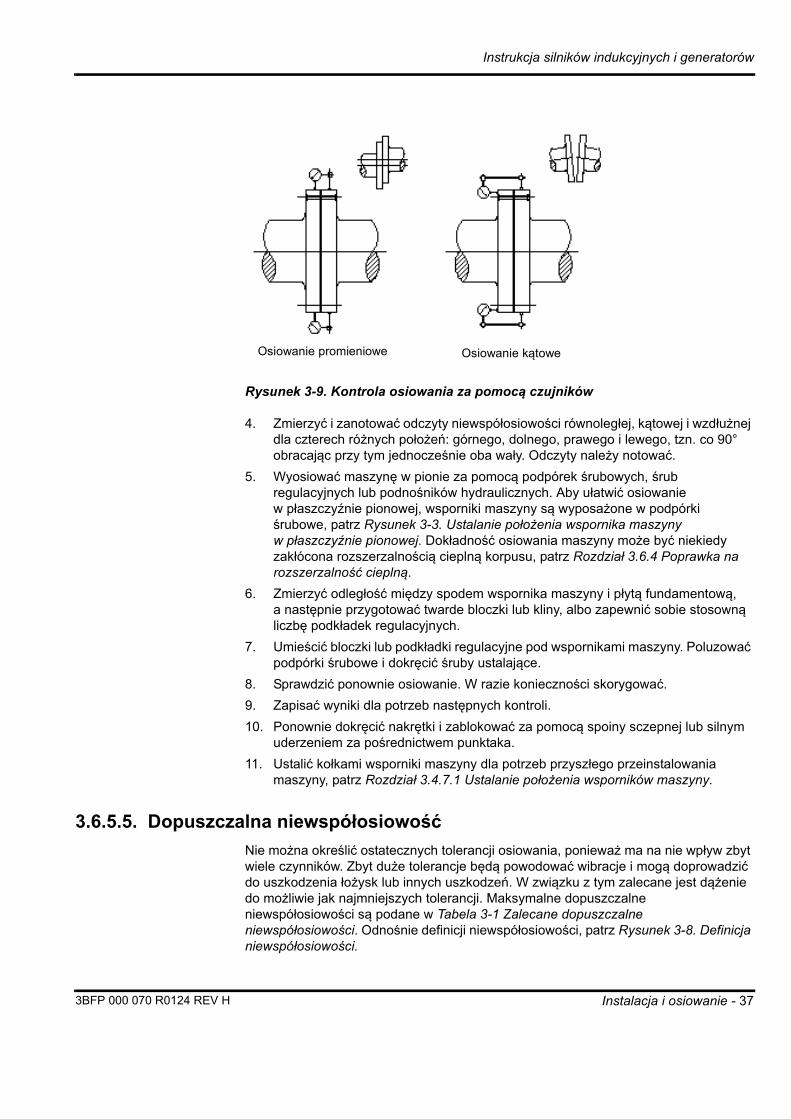
Instrukcja silników indukcyjnych i generatorów
Rysunek 3-9. Kontrola osiowania za pomocą czujników
4. Zmierzyć i zanotować odczyty niewspółosiowości równoległej, kątowej i wzdłużnej dla czterech różnych położeń: górnego, dolnego, prawego i lewego, tzn. co 90° obracając przy tym jednocześnie oba wały. Odczyty należy notować.
5. Wyosiować maszynę w pionie za pomocą podpórek śrubowych, śrub regulacyjnych lub podnośników hydraulicznych. Aby ułatwić osiowanie w płaszczyźnie pionowej, wsporniki maszyny są wyposażone w podpórki śrubowe, patrz Rysunek 3-3. Ustalanie położenia wspornika maszyny w płaszczyźnie pionowej. Dokładność osiowania maszyny może być niekiedy zakłócona rozszerzalnością cieplną korpusu, patrz Rozdział 3.6.4 Poprawka na rozszerzalność cieplną.
6. Zmierzyć odległość między spodem wspornika maszyny i płytą fundamentową, a następnie przygotować twarde bloczki lub kliny, albo zapewnić sobie stosowną liczbę podkładek regulacyjnych.
7. Umieścić bloczki lub podkładki regulacyjne pod wspornikami maszyny. Poluzować podpórki śrubowe i dokręcić śruby ustalające.
8. Sprawdzić ponownie osiowanie. W razie konieczności skorygować.
9. Zapisać wyniki dla potrzeb następnych kontroli.
10. Ponownie dokręcić nakrętki i zablokować za pomocą spoiny sczepnej lub silnym uderzeniem za pośrednictwem punktaka.
11. Ustalić kołkami wsporniki maszyny dla potrzeb przyszłego przeinstalowania maszyny, patrz Rozdział 3.4.7.1 Ustalanie położenia wsporników maszyny.
3.6.5.5. Dopuszczalna niewspółosiowość
Nie można określić ostatecznych tolerancji osiowania, ponieważ ma na nie wpływ zbyt wiele czynników. Zbyt duże tolerancje będą powodować wibracje i mogą doprowadzić do uszkodzenia łożysk lub innych uszkodzeń. W związku z tym zalecane jest dążenie do możliwie jak najmniejszych tolerancji. Maksymalne dopuszczalne niewspółosiowości są podane w Tabela 3-1 Zalecane dopuszczalne niewspółosiowości. Odnośnie definicji niewspółosiowości, patrz Rysunek 3-8. Definicja niewspółosiowości.
Osiowanie promieniowe
Osiowanie promieniowe Osiowanie kątowe
Instalacja i osiowanie - 373BFP 000 070 R0124 REV H
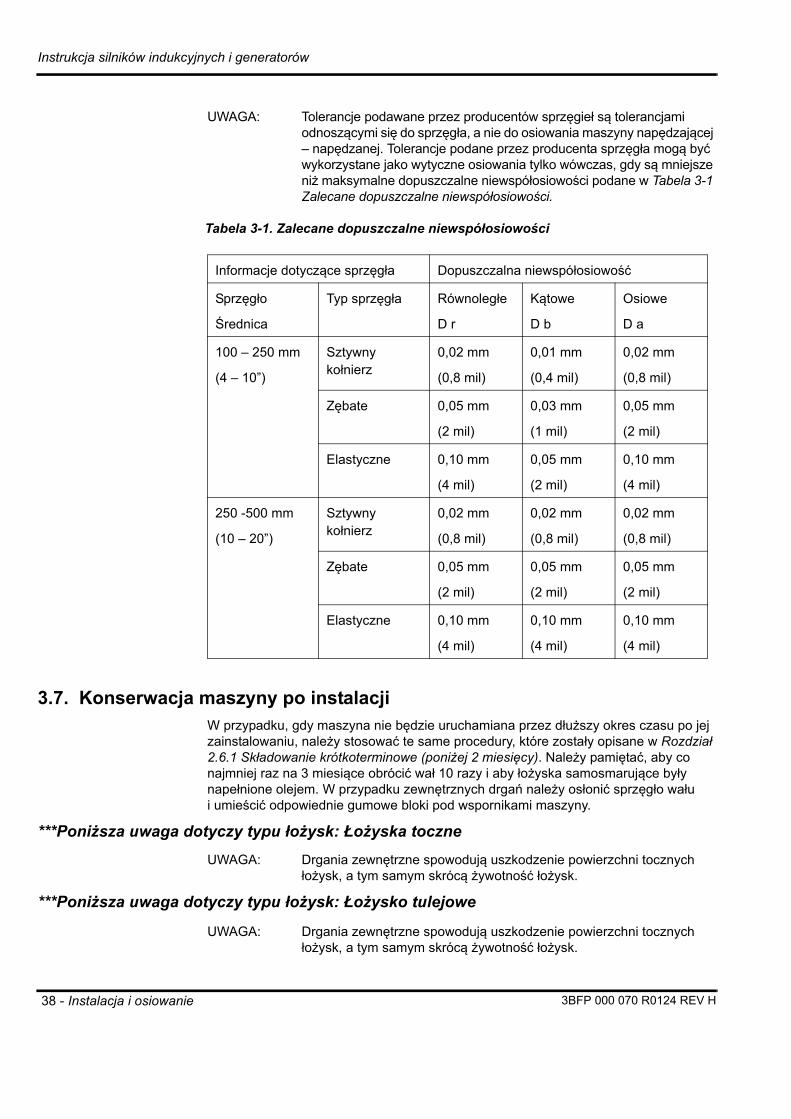
Instrukcja silników indukcyjnych i generatorów
UWAGA: Tolerancje podawane przez producentów sprzęgieł są tolerancjami odnoszącymi się do sprzęgła, a nie do osiowania maszyny napędzającej – napędzanej. Tolerancje podane przez producenta sprzęgła mogą być wykorzystane jako wytyczne osiowania tylko wówczas, gdy są mniejsze niż maksymalne dopuszczalne niewspółosiowości podane w Tabela 3-1 Zalecane dopuszczalne niewspółosiowości.
Tabela 3-1. Zalecane dopuszczalne niewspółosiowości
3.7. Konserwacja maszyny po instalacji W przypadku, gdy maszyna nie będzie uruchamiana przez dłuższy okres czasu po jej zainstalowaniu, należy stosować te same procedury, które zostały opisane w Rozdział 2.6.1 Składowanie krótkoterminowe (poniżej 2 miesięcy). Należy pamiętać, aby co najmniej raz na 3 miesiące obrócić wał 10 razy i aby łożyska samosmarujące były napełnione olejem. W przypadku zewnętrznych drgań należy osłonić sprzęgło wału i umieścić odpowiednie gumowe bloki pod wspornikami maszyny.
***Poniższa uwaga dotyczy typu łożysk: Łożyska toczne
UWAGA: Drgania zewnętrzne spowodują uszkodzenie powierzchni tocznych łożysk, a tym samym skrócą żywotność łożysk.
***Poniższa uwaga dotyczy typu łożysk: Łożysko tulejowe
UWAGA: Drgania zewnętrzne spowodują uszkodzenie powierzchni tocznych łożysk, a tym samym skrócą żywotność łożysk.
Informacje dotyczące sprzęgła Dopuszczalna niewspółosiowość
Sprzęgło
Średnica
Typ sprzęgła Równoległe
D r
Kątowe
D b
Osiowe
D a
100 – 250 mm
(4 – 10”)
Sztywny kołnierz
0,02 mm
(0,8 mil)
0,01 mm
(0,4 mil)
0,02 mm
(0,8 mil)
Zębate 0,05 mm
(2 mil)
0,03 mm
(1 mil)
0,05 mm
(2 mil)
Elastyczne 0,10 mm
(4 mil)
0,05 mm
(2 mil)
0,10 mm
(4 mil)
250 -500 mm
(10 – 20”)
Sztywny kołnierz
0,02 mm
(0,8 mil)
0,02 mm
(0,8 mil)
0,02 mm
(0,8 mil)
Zębate 0,05 mm
(2 mil)
0,05 mm
(2 mil)
0,05 mm
(2 mil)
Elastyczne 0,10 mm
(4 mil)
0,10 mm
(4 mil)
0,10 mm
(4 mil)
38 - Instalacja i osiowanie 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rozdział 4 Połączenia mechaniczne i elektryczne
4.1. Informacje ogólnePołączenia mechaniczne i elektryczne są wykonywane po zakończeniu instalacji i procedury osiowania. Połączenia mechaniczne obejmują wykonanie kanałów powietrznych, układów przewodów doprowadzających wodę i/lub olej, zależnie od potrzeb.
Połączenia elektryczne obejmują podłączenie kabli sieciowych i pomocniczych, uziomów i ewentualnych silników dmuchaw zewnętrznych.
W celu ustalenia właściwych działań prosimy o zapoznanie się z rysunkiem wymiarowym, schematem połączeń elektrycznych i zestawieniem danych, dołączonymi do maszyny.
UWAGA: W obudowie maszyny nie wolno wiercić dodatkowych otworów instalacyjnych ani wykonywać gwintów, ponieważ może to spowodować uszkodzenie maszyny.
4.2. Połączenia mechaniczne
***Poniższy rozdział dotyczy metody chłodzenia: Powietrze doprowadzane kanałem.
4.2.1. Połączenie układu zasilania powietrzem chłodzącymMaszyny przeznaczone do chłodzenia strumieniem powietrza doprowadzanym do maszyny i odprowadzanym za pomocą kanałów posiadają kołnierze łącznikowe opisane na rysunku wymiarowym.
Przed podłączeniem kanałów do maszyny należy je dokładnie oczyścić i sprawdzić pod kątem ewentualnych przeszkód. Złącza należy uszczelnić za pomocą odpowiednich uszczelek. Po zmontowaniu kanałów sprawdzić ich szczelność.
***Poniższy rozdział dotyczy metody chłodzenia: Chłodzenie wodno-powietrzne i płaszcz wodny.
4.2.2. Połączenie układu wody chłodzącej
***Poniższy rozdział dotyczy metody chłodzenia: Powietrzno-wodne
4.2.2.1. Chłodnice powietrzno-wodne
Maszyny wyposażone w wymienniki ciepła typu powietrze-woda posiadają kołnierze opisane w normach DIN 633 lub ANSI B 16.5. Należy wykonać połączenia tych kołnierzy i uszczelnić za pomocą odpowiednich uszczelek. Przed uruchomieniem maszyny należy otworzyć dopływ wody.
Połączenia mechaniczne i elektryczne - 393BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
***Poniższy rozdział dotyczy metody chłodzenia: Płaszcz wodny
4.2.2.2. Obudowy chłodzone wodą
Obudowa stalowa chłodzona wodą stosowana jest tylko z zamkniętym układem chłodzenia wodą. Kołnierze układu chłodzenia wodą są wykonane wg zamówienia klienta i opisane na rysunku wymiarowym.
Woda chłodząca krąży w kanałach wbudowanych w obudowę maszyny. Rama i kanały są wykonane ze stali węglowej wg normy EN 10025: S235 JRG2, będącej odpowiednikiem DIN 17100 - RSt 37-2. Materiał ten nie jest odporny na korozyjne działanie słonej i zanieczyszczonej wody. Produkty korozji i osady zanieczyszczeń mogą blokować przepływ wody w kanałach. Dlatego też ważne jest, aby woda użyta do chłodzenia była czysta i nieagresywna.
Typowe parametry wody chłodzącej stosowanej w układzie chłodzenia:
• pH 7,0 - 9,0
• Zasadowość (CaCO3) > 1 mmol/kg
• Chlor (Cl) < 20 mg/kg
• Siarczany < 100 mg/kg
• Stężenie KMnO4 < 20 mg/kg
• Stężenie Al < 0,3 mg/kg
• Stężenie Mn < 0,05 mg/kg
W większości przypadków warunki takie spełnia woda z wodociągów przeznaczona do użytku domowego.
Woda chłodząca musi być również zneutralizowana za pomocą środka zabezpieczającego układ chłodzenia przed korozją, zanieczyszczeniem, a w razie potrzeby przed zamarznięciem. Przy doborze odpowiedniego środka neutralizującego należy brać pod uwagę wszystkie materiały stykające się z wodą chłodzącą (rury, wymiennik ciepła, itp).
Zalecany inhibitor:
Producent ASHLAND
Produkt RD-25
nadaje się do stali, miedzi, aluminium i wielu innych materiałów.
Do podłączenia maszyny do układu zasilania wodą stosować wyłącznie odpowiednie i najlepszej jakości łączniki i uszczelki. Po zmontowaniu przewodów sprawdzić szczelność rur i złączek.
40 - Połączenia mechaniczne i elektryczne 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
***Poniższy rozdział dotyczy typu łożyska: Łożysko tulejowe
4.2.3. Doprowadzenie oleju do łożyska tulejowegoUrządzenia z układem smarowania zalewowego są wyposażone w kołnierze rur olejowych i ewentualnie w manometry oraz wskaźniki przepływu. Zamontować wszystkie potrzebne rury olejowe i podłączyć zespoły cyrkulacji oleju.
Układ zasilania olejem należy zamontować w pobliżu urządzenia, w równej odległości od każdego łożyska. Przed podłączeniem rur do łożysk, należy sprawdzić układ zasilania olejem, wlewając do niego i wypłukując z niego olej. Następnie należy wyciągnąć i wyczyścić filtr oleju.
Zbiornik oleju powinien być tak skonstruowany, aby do zwrotnych rur olejowych, doprowadzających olej ze zbiornika do łożyska, nie dostało się ciśnienie.
Zamontować wlotowe rury olejowe i podłączyć je do łożysk. Rury te należy zamontować od łożysk w dół, pod minimalnym kątem 15°, co odpowiada nachyleniu w granicach 250 - 300 mm/m Jeżeli nachylenie będzie zbyt małe, poziom oleju w łożysku wzrośnie, olej będzie przelewał się z łożyska do zbiornika zbyt wolno, co może doprowadzić do wycieków oleju lub zakłóceń w jego przepływie.
UWAGA: Podczas instalowana przewodów rurowych lub innych urządzeń nie wolno nawiercać w korpusie maszyny dodatkowych otworów instalacyjnych, ponieważ może to spowodować poważne uszkodzenie maszyny.
Napełnić układ zasilania odpowiednim olejem o właściwej lepkości. Właściwy rodzaj oleju i lepkość są podane na rysunku wymiarowym. Jeżeli czystość oleju budzi wątpliwości, przefiltrować olej przez sito o oczkach 0,01 mm (0,4 milicala) w celu usunięcia zanieczyszczeń.
Włączyć zasilanie olejem i przed uruchomieniem maszyny sprawdzić szczelność układu. Normalny poziom oleju znajduje się w połowie okienka kontrolnego.
UWAGA: Łożyska tulejowe są dostarczane bez środka smarującego.
UWAGA: Uruchomienie maszyny bez środka smarującego spowoduje natychmiastowe uszkodzenie łożyska.
***Poniższy rozdział dotyczy typu ochrony: Ex p
4.2.4. Podłączenie powietrznego przewodu przedmuchowegoMaszyna z obudową EEx p lub Ex p jest zabezpieczona przed wybuchem przez wytworzenie ciśnienia wewnątrz obudowy. Jest wyposażona w układ regulacji, w skład którego wchodzi zespól regulacji powietrza i zawór odciążający. W układzie w charakterze gazu ochronnego stosowane jest czyste sprężone powietrze. Przed uruchomieniem maszyna jest przedmuchiwana w celu usunięcia niebezpiecznych gazów. Podczas pracy w maszynie utrzymywane jest nadciśnienie w celu zabezpieczenia przed dostawaniem się do niej niebezpiecznych gazów.
Połączenia mechaniczne i elektryczne - 413BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Przewód zasilający powietrza przedmuchowego i sprężonego jest podłączony do kołnierza umieszczonego na zespole regulacji powietrza. Ciśnienie powietrza sprężonego powinno wahać się w granicach od 4 do 8 barów. Wymagane natężenie przepływu podczas przedmuchiwania i wytwarzania ciśnienia podane jest w certyfikacie Ex. Odnośnie dokładniejszych informacji, patrz instrukcja dostawcy.
4.2.5. Montaż przetworników wibracjiJeśli zainstalowane przetworniki wibracji wystają z korpusu maszyny, oznacza to, iż są one dostarczone w stanie niezamocowanym w celu uniknięcia uszkodzeń w trakcie transportu.
Aby rozpocząć eksploatację przetworników drgań, należy wykonać następujące czynności:
1. Odłączyć przetworniki dostarczone oddzielnie od kabli.
2. Wyjąć zaślepki z gwintowanych otworów montażowych wykonanych w osłonie na końcu urządzenia.
3. Zabezpieczyć powierzchnie montażowe przed rdzą, stosując odpowiedni środek antykorozyjny.
4. Zamontować przetworniki drgań w gwintowanych otworach montażowych. Moment dokręcania zależy od typu zastosowanego przetwornika:
• PYM TRV18 : 10 Nm
• PYM 330400_ : 3,3 Nm
• PYM 330500_ : 4,5 Nm
5. Na koniec podłączyć kable do przetwornika.
***Zapoznać się z rozdziałem dotyczącym następujących typów zabezpieczeń: Ex e oraz Ex n
4.2.6. Dostarczanie powietrza przedmuchowegoW zależności od klasyfikacji Ex, silnik może być wyposażony w złącza powietrza. Jeżeli powietrze ma być dostarczane, należy wykonać podłączenia przedstawione na poniższych rysunkach.
Aby dowiedzieć się więcej, prosimy przejść do części Wentylacja przed uruchomieniem na początku instrukcji.
42 - Połączenia mechaniczne i elektryczne 3BFP 000 070 R0124 REV H
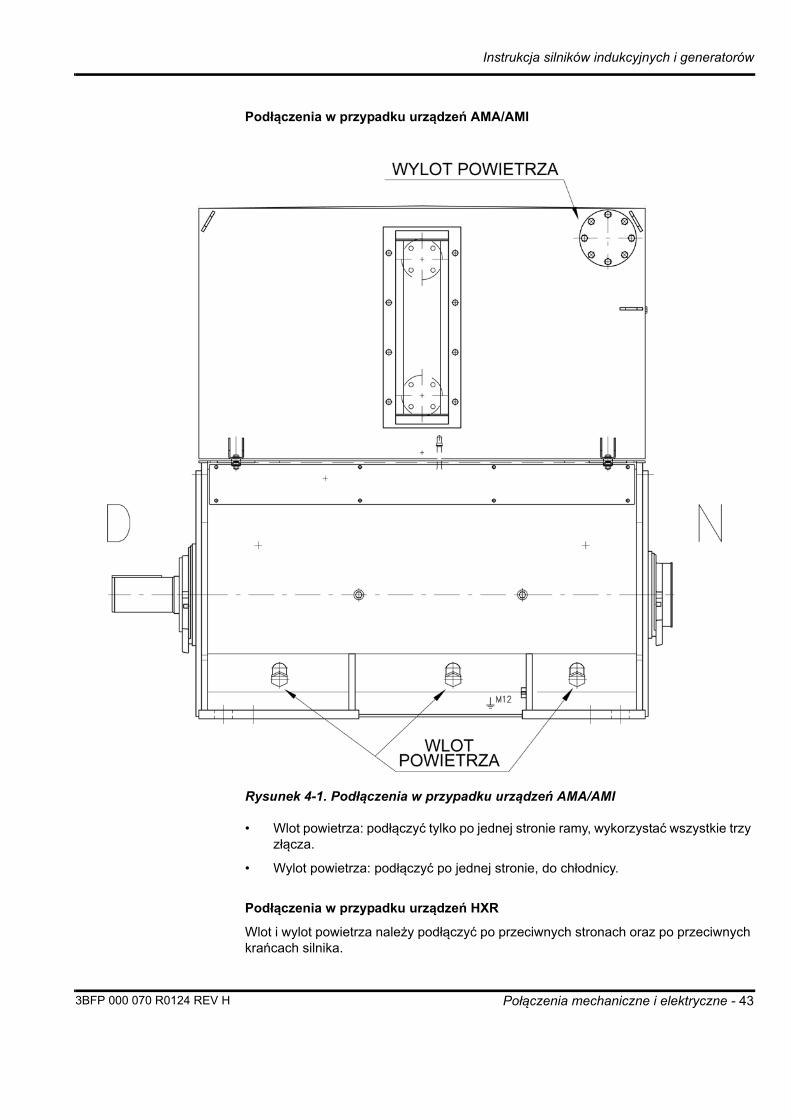
Instrukcja silników indukcyjnych i generatorów
Podłączenia w przypadku urządzeń AMA/AMI
Rysunek 4-1. Podłączenia w przypadku urządzeń AMA/AMI
• Wlot powietrza: podłączyć tylko po jednej stronie ramy, wykorzystać wszystkie trzy złącza.
• Wylot powietrza: podłączyć po jednej stronie, do chłodnicy.
Podłączenia w przypadku urządzeń HXR
Wlot i wylot powietrza należy podłączyć po przeciwnych stronach oraz po przeciwnych krańcach silnika.
Połączenia mechaniczne i elektryczne - 433BFP 000 070 R0124 REV H
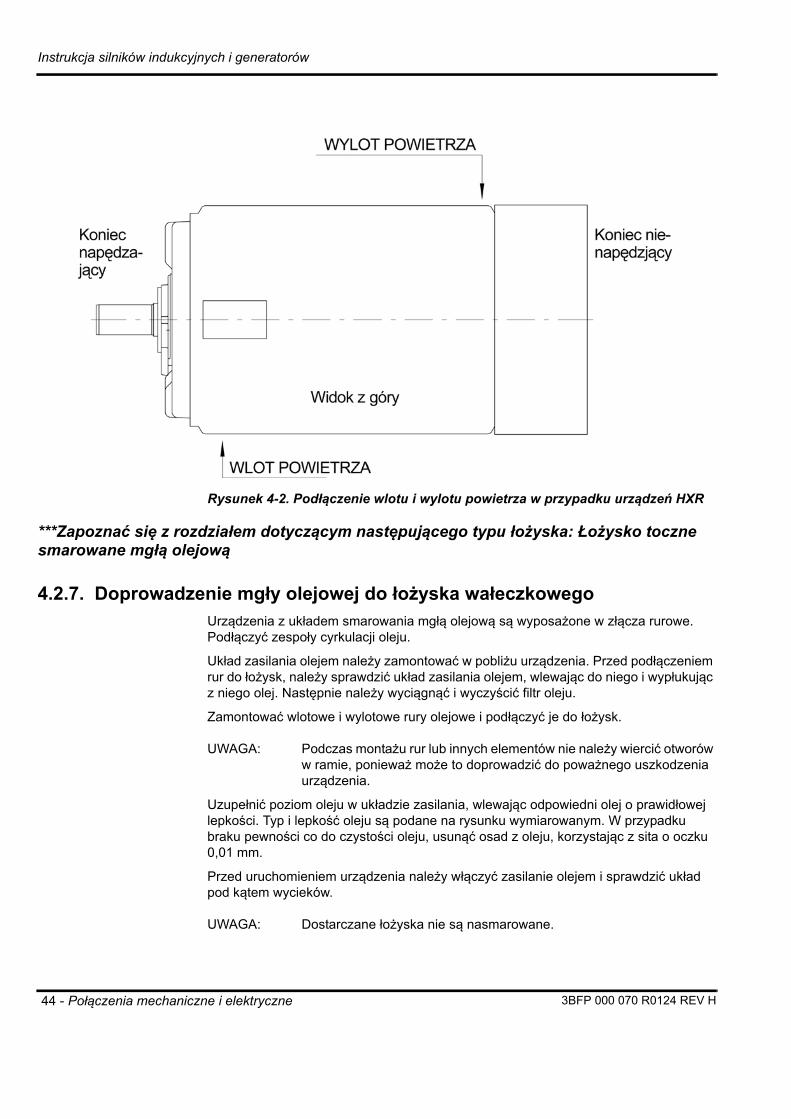
Instrukcja silników indukcyjnych i generatorów
Rysunek 4-2. Podłączenie wlotu i wylotu powietrza w przypadku urządzeń HXR
***Zapoznać się z rozdziałem dotyczącym następującego typu łożyska: Łożysko toczne smarowane mgłą olejową
4.2.7. Doprowadzenie mgły olejowej do łożyska wałeczkowegoUrządzenia z układem smarowania mgłą olejową są wyposażone w złącza rurowe. Podłączyć zespoły cyrkulacji oleju.
Układ zasilania olejem należy zamontować w pobliżu urządzenia. Przed podłączeniem rur do łożysk, należy sprawdzić układ zasilania olejem, wlewając do niego i wypłukując z niego olej. Następnie należy wyciągnąć i wyczyścić filtr oleju.
Zamontować wlotowe i wylotowe rury olejowe i podłączyć je do łożysk.
UWAGA: Podczas montażu rur lub innych elementów nie należy wiercić otworów w ramie, ponieważ może to doprowadzić do poważnego uszkodzenia urządzenia.
Uzupełnić poziom oleju w układzie zasilania, wlewając odpowiedni olej o prawidłowej lepkości. Typ i lepkość oleju są podane na rysunku wymiarowanym. W przypadku braku pewności co do czystości oleju, usunąć osad z oleju, korzystając z sita o oczku 0,01 mm.
Przed uruchomieniem urządzenia należy włączyć zasilanie olejem i sprawdzić układ pod kątem wycieków.
UWAGA: Dostarczane łożyska nie są nasmarowane.
44 - Połączenia mechaniczne i elektryczne 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
UWAGA: Nie uruchamiać nienasmarowanego urządzenia, ponieważ uszkodzone zostaną łożyska.
4.3. Podłączenia elektryczne
4.3.1. Informacje ogólneNależy zawsze i bezwzględnie przestrzegać zasad bezpieczeństwa przedstawionych w Instrukcje dotyczące bezpieczeństwa na początku instrukcji.
Instalacja elektryczna musi być dokładnie zaplanowana zanim podjęte zostaną jakiekolwiek czynności. Przed przystąpieniem do prac instalatorskich należy zapoznać się ze schematami połączeń elektrycznych dostarczonymi wraz z maszyną. Należy koniecznie sprawdzić, czy wartości napięcia i częstotliwości prądu zasilania są takie same jak wartości podane na tabliczce znamionowej maszyny.
Napięcie sieciowe i częstotliwość powinny mieścić się w granicach określonych obowiązującymi normami. Należy zwrócić uwagę na oznaczenia na tabliczce znamionowej i na schemat połączeń elektrycznych umieszczony w skrzynce zaciskowej. Odnośnie do dodatkowych informacji patrz zestawienie danych technicznych maszyny.
UWAGA: Przed przystąpieniem do prac instalatorskich ważne jest sprawdzenie, czy kable zasilające są odłączone od sieci i uziemione.
UWAGA: Sprawdzić wszystkie dane na tabliczce znamionowej, zwłaszcza wartość napięcia i połączenie uzwojenia.
***Poniższy punkt dotyczy typu wirnika: Magnes trwały
Maszyny są przeznaczone tylko do napędów z regulacją prędkości, tzn. zasilanych z przetwornic częstotliwości. Przetwornica częstotliwości musi być zaprojektowana do pracy z maszynami synchronicznymi z trwałym magnesem. magnesem. Jeżeli wystąpią wątpliwości dotyczące kompatybilności maszyny synchronicznej z magnesem trwałym i przetwornicy częstotliwości, należy się skontaktować z biurem sprzedaży ABB.
4.3.2. Środki bezpieczeństwaWszystkie prace elektryczne muszą być wykonywane wyłącznie przez wykwalifikowany personel. Konieczne jest stosowanie następujących zasad bezpieczeństwa:
• Odłączyć zasilanie wszystkich urządzeń, w tym urządzeń pomocniczych.
• Zabezpieczyć się przed przypadkowym doprowadzeniem zasilania do urządzeń.
• Sprawdzić, czy wszystkie podzespoły są odizolowane od ich źródeł zasilania.
• Połączyć wszystkie podzespoły z uziemieniem i zewrzeć ich obwody.
• Zakryć lub odgrodzić wszystkie znajdujące się w pobliżu części pod napięciem.
• Jeżeli obwód wtórny przekładnika prądowego jest przedłużony upewnić się, czy podczas eksploatacji obwód nie został otwarty.
Połączenia mechaniczne i elektryczne - 453BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
***Poniższy punkt dotyczy typu wirnika: Wirnik z magnesem trwałym
• Maszyna synchroniczna ze trwałym magnesem wytwarza napięcie gdy wał się obraca. Z tego względu przed otwarciem skrzynki zaciskowej należy zabezpieczyć wał przed ruchami obrotowymi. Nie wolno otwierać ani dotykać niezabezpieczonych zacisków gdy wał wiruje. Patrz Instrukcje dotyczące bezpieczeństwa na początku instrukcji.
4.3.3. Pomiary oporności izolacjiPrzed pierwszym uruchomieniem maszyny, podczas ogólnych prac konserwacyjnych i przed pierwszym uruchomieniem maszyny po długim przestoju należy zmierzyć oporność izolacji (patrz Rozdział 7.6.4 Test oporności izolacji).
4.3.4. Główna skrzynka zaciskowaWewnątrz skrzynki zaciskowej nie może być zanieczyszczeń, zawilgocenia ani ciał obcych. Skrzynka, dławice kabli i niewykorzystane otwory przelotowe kabli muszą być zamknięte w sposób zabezpieczający przed dostępem pyłu i wilgoci.
Główna skrzynka jest wyposażona w jej najniżej położonej części w korek spustowy. Podczas transportu i przechowywania korek spustowy powinien być zawsze otwarty, tzn. korek powinien do połowy wystawać na zewnątrz. Podczas pracy maszyny korek powinno się szczelnie wcisnąć do końca, ale co jakiś czas należy go otwierać. Jeżeli po dostarczeniu maszyny skrzynka zaciskowa została odwrócona, należy sprawdzić funkcjonowanie korka spustowego i ewentualnie umieścić go w najniżej położonej części skrzynki.
Położenie niektórych skrzynek zaciskowych można zmieniać co 90°. Przed zmianą położenia skrzynki należy sprawdzić, czy kable między uzwojeniem stojana i skrzynką zaciskową mają dostateczną długość.
4.3.4.1. Dostawa bez głównej skrzynki zaciskowej
Jeżeli maszyna jest dostarczana bez głównej skrzynki zaciskowej, przed odbiorem technicznym kable podłączeniowe stojana muszą być zakryte uziemioną konstrukcją ochronną. Konstrukcja ta musi mieć ten sam lub wyższy stopień ochrony obudowy oraz klasyfikację obszarów niebezpiecznych, co maszyna.
Aby uniknąć uszkodzenia kabli, kable podłączenia stojana należy skrócić, aby uniemożliwić ich swobodny ruch. Dostawca układu zacisków odpowiada za zapewnienie, aby zastosowane były odpowiednie zamocowania kabli podłączeniowych stojana. Układ kabli podłączeniowych stojana musi być rozległy, aby zapobiec przegrzaniu kabli. Kable podłączeniowe stojana nie mogą dotykać ostrych krawędzi. Minimalny promień gięcia kabli podłączeniowych stojana musi być 6-krotnie większy od zewnętrznej średnicy kabla.
4.3.5. Długości izolacji połączeń sieciowychPołączenia kabli sieciowych są zaprojektowane w taki sposób, aby były w stanie wytrzymać trudne warunki eksploatacyjne, w których izolacja może ulec zabrudzeniu, zawilgoceniu lub udarowi napięciowemu. Aby zapewnić długotrwałą i bezawaryjną pracę, konieczne jest więc spełnienie wymagań lokalnych lub innych obowiązujących norm dotyczących długości izolacji i odstępów pod kątem upływów prądu. Minimalne odległości izolacyjne i długości prądów upływu powinny być równe lub przewyższać:
46 - Połączenia mechaniczne i elektryczne 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
• wymagania lokalne.
• wymagania normatywne.
• zasady klasyfikacji
• klasyfikację obszarów niebezpiecznych.
Odległości izolacyjne i drogi upływu obowiązują zarówno w odniesieniu do odległości między dwoma różnymi fazami jak i między jedną fazą a uziemieniem. Powietrzne zabezpieczenie odległościowe jest to najmniejsza odległość w powietrzu między dwoma punktami o różnym potencjale elektrycznym (napięciu). Powierzchniowe zabezpieczenie dla prądów pełzających jest to najmniejsza odległość najbliżej położonych powierzchni dwóch sąsiadujących ze sobą punktów o różnym potencjale elektrycznym (napięciu).
4.3.6. Kable siecioweWymiary kabli zasilających powinny odpowiadać maksymalnemu obciążeniu prądowemu oraz spełniać wymagania lokalnych norm. Końcówki kabli muszą być właściwego typu i odpowiedniej wielkości. Należy sprawdzić połączenia do wszystkich urządzeń.
Podłączenia kabli sieciowych należy dokładnie zamocować, aby zapewnić niezawodne funkcjonowanie maszyny. Więcej szczegółów w Załącznik Typowa lokalizacja tabliczek znamionowych.
***Poniższy punkt dotyczy typu ochrony: Wszystkie niebezpieczne obszary.
UWAGA: W przypadku maszyn z obudową Ex dławnice lub przelotki kabli zasilających muszą być certyfikowane do użytku z maszynami Ex. Dławnice i przelotki nie są objęte dostawą producenta maszyny.
UWAGA: Przed przystąpieniem do prac instalatorskich ważne jest sprawdzenie, czy kable zasilające są odłączone od sieci i uziemione.
Zaciski stojana są oznaczone literami U, V i W zgodnie z wymogami IEC 60034-8 lub T 1, T2, i T3 zgodnie z wymogami NEMA MG-1. Zacisk zerowy oznaczony jest jako N (IEC) lub T0 (NEMA). Czynności związane ze ściąganiem izolacji, rozdzielaniem i wykonywaniem izolacji kabli wysokiego napięcia powinny być wykonywane zgodnie z instrukcjami producenta kabli.
Kable muszą być podparte w taki sposób, aby na szyny zbiorcze w skrzynce zaciskowej nie oddziaływały żadne naprężenia.
UWAGA: Sprawdzić kolejność faz na schemacie połączeń elektrycznych.
***Poniższy punkt dotyczy typu wirnika: Wirnik z magnesem trwałym
UWAGA: Maszyny synchroniczne z trwałym magnesem muszą być podłączone przy użyciu symetrycznych ekranowanych kabli i dławnic o 360° dopasowaniu (również nazywane dławnicami EMC).
Połączenia mechaniczne i elektryczne - 473BFP 000 070 R0124 REV H
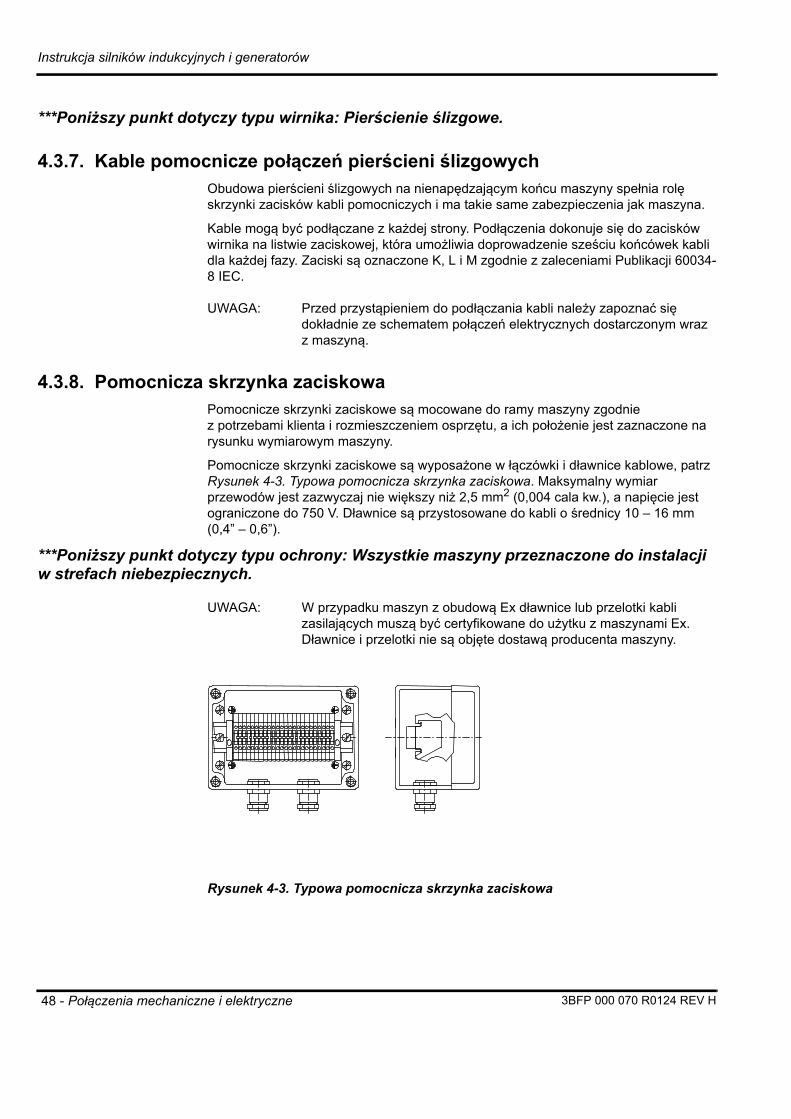
Instrukcja silników indukcyjnych i generatorów
***Poniższy punkt dotyczy typu wirnika: Pierścienie ślizgowe.
4.3.7. Kable pomocnicze połączeń pierścieni ślizgowychObudowa pierścieni ślizgowych na nienapędzającym końcu maszyny spełnia rolę skrzynki zacisków kabli pomocniczych i ma takie same zabezpieczenia jak maszyna.
Kable mogą być podłączane z każdej strony. Podłączenia dokonuje się do zacisków wirnika na listwie zaciskowej, która umożliwia doprowadzenie sześciu końcówek kabli dla każdej fazy. Zaciski są oznaczone K, L i M zgodnie z zaleceniami Publikacji 60034-8 IEC.
UWAGA: Przed przystąpieniem do podłączania kabli należy zapoznać się dokładnie ze schematem połączeń elektrycznych dostarczonym wraz z maszyną.
4.3.8. Pomocnicza skrzynka zaciskowaPomocnicze skrzynki zaciskowe są mocowane do ramy maszyny zgodnie z potrzebami klienta i rozmieszczeniem osprzętu, a ich położenie jest zaznaczone na rysunku wymiarowym maszyny.
Pomocnicze skrzynki zaciskowe są wyposażone w łączówki i dławnice kablowe, patrzRysunek 4-3. Typowa pomocnicza skrzynka zaciskowa. Maksymalny wymiar przewodów jest zazwyczaj nie większy niż 2,5 mm2 (0,004 cala kw.), a napięcie jest ograniczone do 750 V. Dławnice są przystosowane do kabli o średnicy 10 – 16 mm (0,4” – 0,6”).
***Poniższy punkt dotyczy typu ochrony: Wszystkie maszyny przeznaczone do instalacji w strefach niebezpiecznych.
UWAGA: W przypadku maszyn z obudową Ex dławnice lub przelotki kabli zasilających muszą być certyfikowane do użytku z maszynami Ex. Dławnice i przelotki nie są objęte dostawą producenta maszyny.
Rysunek 4-3. Typowa pomocnicza skrzynka zaciskowa
48 - Połączenia mechaniczne i elektryczne 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
4.3.8.1. Połączenia osprzętu i przyrządów
Połączyć instrumenty i osprzęt zgodnie ze schematem połączeń.
UWAGA: Przed przystąpieniem do podłączania kabli należy zapoznać się dokładnie ze schematem połączeń elektrycznych dostarczonym wraz z maszyną. Przed odbiorem technicznym sprawdzić połączenia i działanie osprzętu.
UWAGA: Oznaczyć odpowiednio zaciski osprzętu, który znajduje się pod napięciem podczas postoju maszyny.
4.3.8.2. Połączenie elektryczne zewnętrznego silnika dmuchawy
Silnik dmuchawy zewnętrznej jest zazwyczaj trójfazowym silnikiem asynchronicznym. Skrzynka zaciskowa znajduje się zazwyczaj na obudowie silnika dmuchawy. Tabliczka znamionowa silnika dmuchawy zewnętrznej zawiera informacje na temat wymaganego napięcia i częstotliwości zasilania. Kierunek obrotów wentylatora jest wskazany strzałką na kołnierzu maszyny.
UWAGA: Przed uruchomieniem głównej maszyny sprawdzić wzrokowo kierunek obrotów silnika zewnętrznej dmuchawy (wentylatora). Jeżeli silnik dmuchawy obraca się w niewłaściwym kierunku, należy zmienić kolejność faz silnika.
4.3.9. UziomyObudowa maszyny, główna skrzynka zacisków, pomocnicza skrzynka zacisków i urządzenia towarzyszące muszą być uziemione. Połączenia z uziomem i siecią muszą zabezpieczać obudowę maszyny przed szkodliwym lub niebezpiecznym potencjałem elektrycznym (napięciem).
UWAGA: Uziemienie musi być wykonane zgodnie z miejscowymi przepisami zanim maszyna zostanie podłączona do sieci.
UWAGA: Gwarancja nie obejmuje uszkodzeń łożysk spowodowanych nieprawidłowym uziemieniem lub podłączeniem.
Oznakować maszynę i skrzynki zaciskowe symbolami uziomu zgodnie z wymaganiami odpowiednich norm krajowych.
***Poniższy rozdział dotyczy rodzaju zastosowania: Napęd z regulacją prędkości.
4.3.10. Wymagania odnośnie maszyn zasilanych przetwornicami częstotliwości
Zgodnie z postanowieniami Dyrektywy EMC (89/336/EWG, znowelizowanej dyrektywą 93/68/EEC) wymagane jest, aby maszyna na prąd zmienny zasilana z przetwornicy była podłączona za pomocą ekranowanych kabli zgodnie z poniższą specyfikacją. Odnośnie informacji w sprawie innych równorzędnych kabli prosimy o kontakt z lokalnym przedstawicielem ABB.
Połączenia mechaniczne i elektryczne - 493BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
4.3.10.1. Kabel główny
Jako główny przewód zasilający, podłączony pomiędzy urządzeniem, a przemiennikiem częstotliwości, należy zastosować symetryczny, trójżyłowy kabel ekranowany, pozwalający spełnić wymogi dotyczące promieniowania, określone w ogólnej normie emisji stosowanej w przemyśle (EN 50081-2). Aby dowiedzieć się więcej, prosimy zapoznać się z podręcznikiem firmy ABB Uziemienie i okablowanie układu napędowego (3AFY 61201998 REV C).
4.3.10.2. Uziemienie kabla głównego
Zgodność z dyrektywą EMC wymaga wysokoczęstotliwościowego uziemienia kabla sieciowego. Uzyskuje się to drogą obwodowego uziemienia ekranów kabli na wejściach kabli w maszynie i przetwornicy częstotliwości. Maszynę można uziemić, np. za pomocą przejść kablowych EMC ROX SYSTEM przeznaczonych dla instalacji ekranowanych.
UWAGA: Obwodowe uziemienie wysokiej częstotliwości wejść kablowych jest wykonywane w celu wyeliminowania zakłóceń elektromagnetycznych. Ekrany kabli muszą być ponadto podłączone do uziemienia ochronnego (PE) w celu spełnienia wymagań przepisów bezpieczeństwa.
4.3.10.3. Kable pomocnicze
Jako główny przewód zasilający, podłączony pomiędzy urządzeniem, a przemiennikiem częstotliwości, należy zastosować symetryczny, trójżyłowy kabel ekranowany, pozwalający spełnić wymogi dotyczące promieniowania, określone w ogólnej normie emisji stosowanej w przemyśle (EN 50081-2). Aby dowiedzieć się więcej, prosimy zapoznać się z podręcznikiem firmy ABB Uziemienie i okablowanie układu napędowego (3AFY 61201998 REV C).
50 - Połączenia mechaniczne i elektryczne 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rozdział 5 Odbiór techniczny i rozruch
5.1. Informacje ogólneRaport z odbioru technicznego jest ważnym dokumentem dla przyszłej obsługi, konserwacji i wykrywania usterek.
Nie można uznać odbioru technicznego za zakończony, dopóki nie zostanie sporządzony protokół odbioru technicznego niebudzący zastrzeżeń i nie zostanie przekazany on wszystkim zainteresowanym stronom (klientowi i dostawcy).
Raport z odbioru technicznego musi być odesłany do zakładu produkcyjnego ABB w celu uznania gwarancji maszyny. Odnośnie kontaktu patrz Rozdział 9.1.3 Dane kontaktowe punktów serwisowych Motors and Generators.
Zalecana forma raportu z odbioru technicznego jest zamieszczona w Załącznik RAPORT Z ODBIORU TECHNICZNEGO.
5.2. Kontrola instalacji mechanicznejKontrola osiowania maszyny przed odbiorem technicznym:
• Przejrzeć raport z procedury osiowania maszyny i upewnić się, czy maszyna została dokładnie wyosiowana zgodnie ze specyfikacjami osiowania ABB zamieszczonymi w Rozdział 3.6 Osiowanie.
• Protokół z procedury osiowania powinien być zawsze załączany do raportu z odbioru technicznego.
Sprawdzić, czy maszyna jest prawidłowo zakotwiona w fundamencie.
• Sprawdzić fundament pod kątem pęknięć oraz jego stanu ogólnego.
• Sprawdzić dokręcenie śrub montażowych końcówek kablowych.
Ewentualne kontrole dodatkowe:
• Przed obróceniem wirnika sprawdzić, czy dokonany został odbiór techniczny układu smarowania i czy układ pracuje.
• O ile to możliwe, obrócić wirnik ręką i upewnić się, czy obraca się swobodnie i nie wydaje przy tym żadnych nietypowych dźwięków.
• Sprawdzić zespół głównej skrzynki zaciskowej i układu chłodzenia.
• Podczas pracy maszyny sprawdzić ewentualnie podłączenie przewodów olejowych i wody chłodzącej pod kątem ich szczelności.
• Sprawdzić ewentualnie ciśnienie oraz przepływ oleju i wody chłodzącej.
5.3. Pomiary oporności izolacjiPrzed pierwszym uruchomieniem maszyny, podczas ogólnych prac konserwacyjnych i przed pierwszym uruchomieniem maszyny po długim przestoju należy zmierzyć oporność izolacji (patrz Rozdział 7.6.4 Test oporności izolacji).
Odbiór techniczny i rozruch - 513BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
5.4. Kontrola instalacji elektrycznejKable sieciowe można podłączyć na stałe do zacisków skrzynki zaciskowej po zmierzeniu oporności izolacji stojana, patrz Rozdział 7.6.4 Test oporności izolacji.
Kontrola połączenia kabli sieciowych:
• Sprawdzić, czy śruby ustalające końcówek kablowych zostały dokręcone właściwym momentem obrotowym.
• Sprawdzić, czy kable sieciowe zostały prawidłowo poprowadzone.
• Sprawdzić, czy kable sieciowe są prawidłowo odciążone.
• Sprawdzić połączenia dodatkowego wyposażenia.
UWAGA: Jeżeli maszyna została dostarczona bez głównej skrzynki zaciskowej, patrz Rozdział 4.3.4.1 Dostawa bez głównej skrzynki zaciskowej.
***Poniższy punkt dotyczy typu ochrony: Wszystkie maszyny przeznaczone do instalacji w strefach niebezpiecznych.
UWAGA: Jeśli podgrzewacz antykondensacyjny bez autoregulacji zostanie włączony natychmiast po wyłączeniu silnika, należy dokonywać odpowiednich pomiarów, aby kontrolować temperaturę wnętrza obudowy silnika. Podgrzewacze antykondensacyjne mogą działać jedynie w otoczeniu o regulowanej temperaturze.
5.5. Urządzenia sterujące i zabezpieczające
5.5.1. Informacje ogólneMaszyna jest wyposażona w czujniki temperatury, które należy podłączyć do układu ostrzegawczo-zabezpieczającego. Lokalizacja, typ i ustawienia czujników są podane na rysunku wymiarowym i na schemacie połączeń elektrycznych maszyny.
Należy ustawić jak najniższy alarmowy poziom temperatury w oporowych czujnikach temperatury (RTD, Pt-100). Poziom ten można określić na podstawie wyników testów lub odnotowanych temperatur eksploatacyjnych. Alarm temperaturowy można ustawić na poziomie wyższym o 10K (20°F) niż temperatura robocza maszyny występująca przy maksymalnym obciążeniu i najwyższej temperaturze otoczenia.
W przypadku zastosowania dwufunkcyjnego systemu ostrzegawczego stosowany jest zazwyczaj niższy poziom temperatury wyzwala alarm, a wyższy powoduje wyłączenie maszyny.
UWAGA: W przypadku wyłączenia maszyny, przed jej ponownym uruchomieniem należy wykryć i wyeliminować przyczynę wyłączenia. W przypadku stanu alarmowego należy wykryć przyczynę i ją wyeliminować. W tym celu należy skorzystać ze wskazówek dotyczących wykrywania i usuwania usterek, patrz Rozdział 8.1 Wykrywanie i usuwanie usterek.
52 - Odbiór techniczny i rozruch 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
***Poniższy punkt dotyczy typu wirnika: Wirnik z magnesem trwały
UWAGA: Maszyny synchroniczne z trwałym magnesem są wyposażone w termoelementy rezystancyjne Pt100 i/lub w termistory. Aby zapobiec przeciążeniu maszyny stosowanie tych elementów zabezpieczających jest obowiązkowe.
5.5.2. Temperatura uzwojenia stojana
5.5.2.1. Informacje ogólne
Uzwojenia stojana są produkowane zgodnie z wymaganiami dotyczącymi klasy izolacji temperatury F, dla której temperatura graniczna wynosi 155°C (300°F). Wysoka temperatura będzie powodować starzenie się izolacji i zmniejszenie trwałości uzwojenia. W związku z tym należy bardzo starannie przemyśleć decyzję ustawienia temperatur wyłączania i alarmowej dla uzwojeń.
5.5.2.2. Oporowe czujniki temperatury
Zalecane maksymalne ustawienia temperatury:
Odnośnie określenia ustawień temperatury patrz Schemat połączeń elektrycznych dostarczony wraz z maszyną. Przy ustawianiu temperatury alarmowej zaleca się stosowanie metody opisanej w Rozdział 5.5.1 Informacje ogólne.
5.5.2.3. Termistory
Jeśli maszyna jest wyposażona w termistory (PTC), temperatury robocze termistorów są podane na schemacie połączeń elektrycznych. Można wybrać funkcję roboczą tak, aby był to sygnał alarmowy lub sygnał wyłączenia. Jeśli maszyna jest wyposażona w sześć termistorów, można ustawiać odpowiednio sygnały alarmu i samoczynnego wyłączenia.
5.5.3. Kontrola temperatury łożyska
5.5.3.1. Informacje ogólne
W celu kontrolowania temperatury łożysk mogą być one wyposażone w czujniki temperatury. Lepkość zastosowanego smaru lub oleju będzie maleć w miarę wzrostu temperatury. Gdy lepkość spadnie poniżej określonej granicy, w łożysku nie może utworzyć się warstewka smaru i łożysko ulegnie uszkodzeniu, co może spowodować uszkodzenie wału.
Jeśli maszyna jest wyposażona w oporowe czujniki temperatury, lepszym rozwiązaniem jest stała kontrola temperatury łożysk. Jeżeli temperatura łożyska niespodziewanie zaczyna rosnąć, należy natychmiast wyłączyć maszynę, ponieważ wzrost temperatury może wskazywać na awarię łożyska.
Odbiór techniczny i rozruch - 533BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
5.5.3.2. Oporowe czujniki temperatury
Zalecane maksymalne ustawienia temperatury:
Odnośnie określenia ustawień temperatury patrz Schemat połączeń elektrycznych dostarczony wraz z maszyną. Przy ustawianiu temperatury alarmowej zaleca się stosowanie metody opisanej w Rozdział 5.5.1 Informacje ogólne.
5.5.3.3. Termistory
Jeśli łożyska toczne wyposażone są w termistory (PTC), temperatury robocze termistorów są podane na schemacie połączeń elektrycznych. Można wybrać funkcję roboczą tak, aby był to sygnał alarmowy lub sygnał wyłączenia. Jeśli łożyska toczne wyposażone są w sześć termistorów, można ustawiać odpowiednio sygnały alarmu i samoczynnego wyłączenia.
5.5.4. ZabezpieczeniaMaszyna musi być zabezpieczona przed rozmaitymi nieprawidłowościami, defektami i przeciążeniem, które mogą doprowadzić do jej uszkodzenia. Zabezpieczenia muszą spełniać wymagania instrukcji i przepisów BHP każdego kraju, w którym maszyna jest eksploatowana.
Parametry maszyny potrzebne do ustawienia przekaźnika są podane w dokumencie „Dane eksploatacyjne maszyny” załączonym do dokumentacji dostarczonej wraz z maszyną.
UWAGA: Producent maszyny nie ponosi odpowiedzialności za regulację zabezpieczeń na miejscu instalacji.
5.6. Pierwszy rozruch próbny
5.6.1. Informacje ogólnePierwszy rozruch próbny jest standardową procedurą wykonywaną po zakończeniu: instalacji i osiowania, wykonaniu połączeń elektrycznych, odbioru technicznego i uruchomieniu zabezpieczeń.
UWAGA: O ile to tylko możliwe, pierwszy rozruch przebiega z odłączeniem sprzęgła między maszynami napędzającą a napędzaną. Obciążenie maszyny musi być w takim przypadku możliwie jak najmniejsze.
5.6.2. Środki ostrożności podejmowane przed pierwszym rozruchem próbnym
Przed pierwszym rozruchem próbnym dokonywane są oględziny maszyny i jej wyposażenia. Należy sprawdzić, czy wykonane zostały wszystkie czynności kontrolne i regulacyjne. Przed rozpoczęciem próby należy przeprowadzić następujące kontrole i pomiary:
• Sprawdzić, czy w przypadku, gdy półsprzęgło nie zostało zmontowane, wpust końcówki wału jest zablokowany lub usunięty.
54 - Odbiór techniczny i rozruch 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
***Poniższy punkt dotyczy łożysk: Łożysko tulejowe
• Sprawdzić, czy zbiorniki oleju łożyska tulejowego i ewentualnie układy zasilania olejem zostały napełnione zalecanym rodzajem oleju do właściwego poziomu. Sprawdzić, czy uruchomiony jest układ doprowadzania oleju.
***Zapoznać się z punktem dotyczącym następującego typu łożyska: Łożysko wałeczkowe
• Wirnik obraca się ręcznie, sprawdzając, czy z łożysk nie wydostają się nieprawidłowe hałasy. Aby przekręcić wirnik z łożyskami tulejowymi, należy skorzystać z prostej dźwigni.
***Zapoznać się z punktem dotyczącym następującego typu łożyska: Łożysko wałeczkowe smarowane mgłą olejową
• Układy zasilania olejem uzupełnia się zalecanym olejem w odpowiedniej ilości. Układ zasilania olejem zostaje włączony.
***Poniższy punkt dotyczy metody chłodzenia: Powietrzno-wodne
• W przypadku maszyn chłodzonych wodą sprawdzić, czy włączony jest dopływ wody chłodzącej. Sprawdzić szczelność połączeń kołnierzowych i zespołu chłodzącego.
• Sprawdzić okablowanie, połączenia kabli i szyn zbiorczych w oparciu o schemat połączeń elektrycznych.
• Sprawdzić uziomy i urządzenia uziemiające.
• Sprawdzić przekaźniki rozruchowe, sterujące, zabezpieczające i alarmowe każdego urządzenia.
• Sprawdzić oporność izolacji uzwojeń i innych urządzeń.
• Sprawdzić, czy pokrywy maszyny zostały umieszczone na swoim miejscu, a uszczelnienia wału są dokładnie dopasowane.
• Sprawdzić, czy maszyna i jej otoczenie są czyste.
***Poniższy punkt dotyczy typu łożysk: Ex p
• Sprawdzić, czy obudowa maszyny typu Ex została przedmuchana i napełniona sprężonym powietrzem. Patrz instrukcja systemu przedmuchiwania i wytwarzania ciśnienia.
5.6.3. RozruchPodczas pierwszego rozruchu, który nie powinien trwać dłużej niż jedną (1) sekundę, należy sprawdzić kierunek obrotów maszyny. Należy również sprawdzić kierunek obrotów ewentualnych silników zewnętrznych dmuchaw. Sprawdzić, czy ruchome części nie stykają się z żadną częścią nieruchomą.
UWAGA: Jeżeli maszyna nie jest wyposażona w łożysko wzdłużne i maszyna przy rozruchu nie jest sprzężona, osiowy ruch wału do chwili stabilizacji jest rzeczą normalną.
Odbiór techniczny i rozruch - 553BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
5.6.3.1. Kierunek obrotów
Pierwszy rozruch ma na celu sprawdzenie kierunku obrotów maszyny. Obroty maszyny powinny mieć ten sam kierunek, który został zaznaczony strzałką na obudowie pokrywy wentylatora. Kierunek obrotów silnika zewnętrznej dmuchawy jest wskazany strzałką na silniku dmuchawy. Maszyna może pracować tylko przy określonym kierunku obrotów. Kierunek obrotów jest podany na tabliczce znamionowej, patrz Załącznik Typowa lokalizacja tabliczek znamionowych.
Maszyny odwracalne są oznakowane na tabliczce znamionowej i na obudowie podwójną strzałką.
Jeżeli z jakichś względów wymagany kierunek obrotów różni się od podanego na maszynie, należy zamienić wentylatory chłodzące wewnętrznego i/lub zewnętrznego obiegu, a także znak na tabliczce znamionowej.
Aby zmienić kierunek obrotów, zamienić fazy zasilania.
***Poniższy rozdział dotyczy typu wirnika: Pierścienie ślizgowe.
5.6.3.2. Rozruch maszyn z pierścieniami ślizgowymi
Maszyny z pierścieniami ślizgowymi nie mogą być uruchomione bez startera. Starter jest na ogół urządzeniem o zmiennej oporności podłączonym do każdej z faz wirnika za pośrednictwem pierścieni ślizgowych. Starter jest dobierany w zależności od wymaganego momentu rozruchowego i wielkości prądu. Przy rozruchu zazwyczaj stosowany jest nominalny prąd i nominalny moment obrotowy.
Podczas rozruchu zmniejszana jest oporność startera, a prędkość odpowiadająca momentowi krytycznemu zostaje zwiększona. Prędkość maszyny zawsze mieści się w granicach między faktyczną prędkością odpowiadającą momentowi krytycznemu, a prędkością synchroniczną. Niedopuszczalna jest praca maszyny w zakresie między stanem spoczynku, a momentem krytycznym lub momentem utyku przy rozruchu.
UWAGA: Uruchomienie maszyny bez sprawdzenia regulacji całego zestawu pierścieni ślizgowych może prowadzić do jej poważnego uszkodzenia! Sprawdzić również należy połączenia elektryczne startera i jego funkcjonowanie.
UWAGA: Przed uruchomieniem maszyny urządzenie podnoszące szczotki musi być w położeniu rozruchowym.
***Poniższy rozdział dotyczy typu ochrony: Ex p
5.6.3.3. Rozruch maszyn z obudową typu Ex p
Maszyna z obudową Ex p jest zabezpieczona przed wybuchem przez wytworzenie ciśnienia wewnątrz obudowy podczas eksploatacji. Przed wytworzeniem ciśnienia obudowa maszyny musi być przedmuchana czystym powietrzem. Szczegółowe instrukcje odnośnie odbioru technicznego urządzeń do przedmuchiwania i wytwarzania ciśnienia są zamieszczone w oddzielnej instrukcji. W przypadku ewentualnego stwierdzenia nieszczelności w obudowie maszyny, należy odpowiednio uszczelnić wszystkie nieszczelne złącza.
56 - Odbiór techniczny i rozruch 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
System przedmuchiwania i wytwarzania ciśnienia musi być włączony do układu blokady rozruchu. Połączyć sygnały alarmu i przełącznika stanu zespołu do systemu sterowania głównego wyłącznika. Dzięki temu nie można uruchomić maszyny przed zakończeniem przedmuchiwania i wytworzeniem ciśnienia w jej obudowie.
5.7. Pierwsze uruchomienie maszynyPo pomyślnym zakończeniu pierwszego próbnego rozruchu, należy połączyć półsprzęgła maszyn napędzającej i napędzanej i wówczas maszyna może być uruchomiona ponownie.
5.7.1. Nadzór podczas pierwszego uruchomieniaPrzy pierwszym uruchomieniu maszyny sprawdzane jest, czy maszyna działa w przewidywany sposób. Często sprawdzane powinny być: poziom drgań, temperatura uzwojeń i łożysk oraz działanie innych urządzeń. Jeżeli maszyna działa zgodnie z przewidywaniami, może pracować przez dłuższy czas.
Sprawdzić obciążenie robocze maszyny porównując w tym celu prąd obciążeniowy z wartością podaną na tabliczce znamionowej maszyny.
Zapisać wartości temperatury wskazane przez czujniki temperatury umieszczone w uzwojeniach i ewentualnie w łożyskach. Temperaturę należy sprawdzać często, aby upewnić się, czy nie przekracza dopuszczalnych wartości. Zalecany jest ciągły monitoring temperatury.
UWAGA: Jeżeli maszyna nie jest wyposażona w czujnik temperatury (RTD, Pt-100) lub jego ekwiwalent, należy, o ile to tylko możliwe, mierzyć temperaturę powierzchni w rejonie łożyska. Temperatura łożyska jest wyższa od temperatury powierzchni w przybliżeniu o 10°C (20°F).
W razie odstępstw od normy podczas pracy maszyny, np. podwyższone temperatury, hałas lub drgania, wyłączyć maszynę i ustalić przyczynę takich odstępstw. W razie potrzeby skonsultować się z producentem maszyny.
UWAGA: Nie wolno odłączać żadnego z urządzeń zabezpieczających podczas pracy maszyny lub podczas szukania przyczyn nieprzewidywanego funkcjonowania maszyny.
5.7.2. Kontrole podczas pracy maszynyPodczas pierwszych dni pracy maszyny istotny jest bezpośredni nadzór nad maszyną na wypadek wystąpienia jakichkolwiek zmian drgań lub temperatury albo odbiegających od normy dźwięków.
5.7.3. ŁożyskaObrotowe maszyny elektryczne produkowane przez ABB są wyposażone w łożyska toczne lub tulejowe.
Odbiór techniczny i rozruch - 573BFP 000 070 R0124 REV H
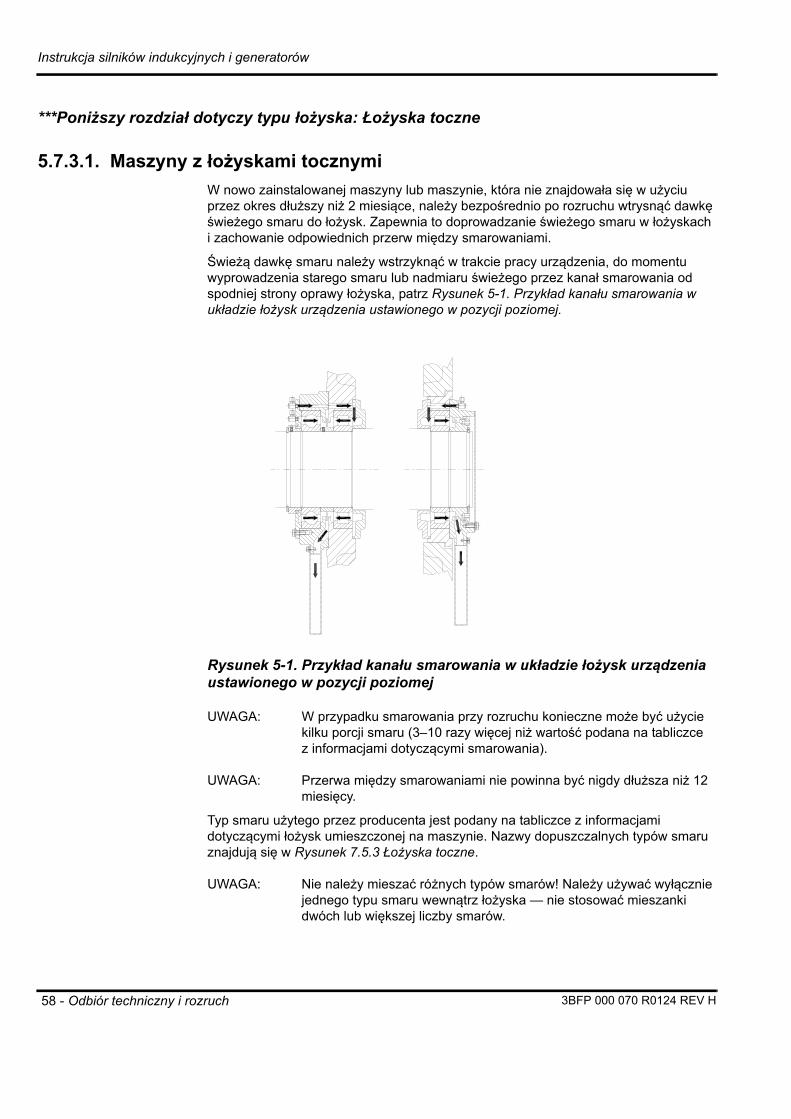
Instrukcja silników indukcyjnych i generatorów
***Poniższy rozdział dotyczy typu łożyska: Łożyska toczne
5.7.3.1. Maszyny z łożyskami tocznymi
W nowo zainstalowanej maszyny lub maszynie, która nie znajdowała się w użyciu przez okres dłuższy niż 2 miesiące, należy bezpośrednio po rozruchu wtrysnąć dawkę świeżego smaru do łożysk. Zapewnia to doprowadzanie świeżego smaru w łożyskach i zachowanie odpowiednich przerw między smarowaniami.
Świeżą dawkę smaru należy wstrzyknąć w trakcie pracy urządzenia, do momentu wyprowadzenia starego smaru lub nadmiaru świeżego przez kanał smarowania od spodniej strony oprawy łożyska, patrz Rysunek 5-1. Przykład kanału smarowania w układzie łożysk urządzenia ustawionego w pozycji poziomej.
Rysunek 5-1. Przykład kanału smarowania w układzie łożysk urządzenia ustawionego w pozycji poziomej
UWAGA: W przypadku smarowania przy rozruchu konieczne może być użycie kilku porcji smaru (3–10 razy więcej niż wartość podana na tabliczce z informacjami dotyczącymi smarowania).
UWAGA: Przerwa między smarowaniami nie powinna być nigdy dłuższa niż 12 miesięcy.
Typ smaru użytego przez producenta jest podany na tabliczce z informacjami dotyczącymi łożysk umieszczonej na maszynie. Nazwy dopuszczalnych typów smaru znajdują się w Rysunek 7.5.3 Łożyska toczne.
UWAGA: Nie należy mieszać różnych typów smarów! Należy używać wyłącznie jednego typu smaru wewnątrz łożyska — nie stosować mieszanki dwóch lub większej liczby smarów.
58 - Odbiór techniczny i rozruch 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Temperatura łożyska wzrośnie początkowo ze względu na nadmiar smaru. Po kilku godzinach nadmiar smaru zostanie odprowadzony przez zawór smarujący i temperatura łożyska powróci do normalnego poziomu.
Jeśli to możliwe, po kilku godzinach pracy urządzenia dokonać pomiaru wibracji lub wartości SPM z poziomu smarowniczek SPM i zanotować wartości do wykorzystania w przyszłości.
***Poniższy rozdział dotyczy typu łożyska: Łożysko tulejowe
5.7.3.2. Maszyny z łożyskami tulejowymi
Sprawdzić, czy żadna ruchoma część nie ociera się o żadną część nieruchomą. Sprawdzić we wzierniku, czy poziom oleju w łożysku jest prawidłowy. Prawidłowy poziom oleju znajduje się w połowie wziernika oleju, ale dopóki poziom oleju jest widoczny we wzierniku, jest on dopuszczalny.
Na początku eksploatacji sprawdzać w sposób ciągły temperaturę i poziom oleju w łożyskach. Jest to szczególnie istotne w przypadku łożysk samosmarujących. W przypadku nagłego wzrostu temperatury łożyska należy bezzwłocznie zatrzymać maszynę i wykryć przyczynę skoku temperatury przed jej ponownym uruchomieniem. Jeżeli sprzęt pomiarowy nie pozwoli wykryć żadnej logicznej przyczyny, zaleca się otwarcie łożyska i sprawdzenie jego stanu. Jeżeli maszyna jest na gwarancji, przed podjęciem jakichkolwiek kroków należy skontaktować się z zakładem produkcyjnym.
W przypadku łożysk samosmarujących obroty pierścienia olejowego są sprawdzane w okienku kontrolnym w górnej części łożyska. Jeżeli pierścień olejowy nie obraca się, maszynę należy natychmiast wyłączyć, ponieważ nieruchomy pierścień olejowy spowoduje uszkodzenie łożyska.
W przypadku maszyn smarowanych ciśnieniowo, ciśnienie zasilania olejem jest dostosowane do parametrów zaworu ciśnieniowego i otworu. Normalne ciśnienie zasilania wynosi 125 kPa ±25 kPa (18 psi ±4 psi). Zapewnia ono prawidłowy dopływ oleju do łożyska. Stosowanie wyższych ciśnień nie przynosi żadnych korzyści, natomiast może spowodować wycieki oleju z łożysk. Na rysunku wymiarowym podane jest natężenie przepływu oleju.
UWAGA: Układ smarowania powinien być tak skonstruowany, aby ciśnienie wewnątrz łożyska było równe ciśnieniu atmosferycznemu (zewnętrznemu). Przedostawanie się powietrza atmosferycznego do łożyska przez wlotowy lub wylotowy przewód olejowy spowoduje wycieki oleju z łożysk.
5.7.4. WibracjeDrgania są dokładnie omówione w Rozdział 7.4.2 Drgania i hałas.
5.7.5. Poziomy temperaturyPodczas pracy maszyny należy sprawdzać temperaturę łożysk, uzwojeń stojana i powietrza chłodzącego.
Uzwojenie i łożyska mogą osiągnąć stabilną temperaturę dopiero po kilku godzinach pracy (4-8) z pełnym obciążeniem.
Odbiór techniczny i rozruch - 593BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Temperatura uzwojenia stojana zależy od obciążenia maszyny. Jeżeli nie ma możliwości uzyskania pełnego obciążenia w trakcie odbioru technicznego lub wkrótce po jego dokonaniu, należy zapisać aktualne obciążenie oraz towarzyszącą mu temperaturę i zamieścić te dane w raporcie odbioru technicznego.
Aby zapoznać się z zalecanymi ustawieniami poziomów alarmu i automatycznego wyłączenia, prosimy przejść do schematu głównych połączeń.
***Poniższy rozdział dotyczy typu chłodzenia: Chłodzenie powietrzne i wodnopowietrzne.
5.7.6. Wymienniki ciepłaPrzed uruchomieniem sprawdzić szczelność połączeń i szczelność układu. Po pewnym czasie pracy maszyny należy sprawdzić układ chłodzenia. Sprawdzić, czy płyn chłodzący, o ile jest stosowany, oraz powietrze krążą w układzie bez przeszkód.
***Poniższy rozdział dotyczy typu wirnika: Pierścienie ślizgowe.
5.7.7. Pierścienie ślizgowe.Sprawdzić, czy nie ma iskrzenia na szczotkach pierścieni ślizgowych.
5.8. WyłączanieWyłączanie maszyny zależy od jej zastosowania, ale ogólne wytyczne są następujące:
• Zmniejszyć obciążenie napędzanego sprzętu.
• Przestawić główny wyłącznik w położenie otwarte.
• Włączyć ewentualne grzejniki antykondensacyjne, o ile nie robi tego automatycznie układ wyłączania.
***Poniższy punkt dotyczy typu chłodzenia: Chłodzenie wodno-powietrzne i płaszcz wodny.
• W przypadku maszyn chłodzonych wodą wyłączyć przepływ wody chłodzącej, aby zapobiec kondensacji wewnątrz silnika.
60 - Odbiór techniczny i rozruch 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rozdział 6 Eksploatacja
6.1. Informacje ogólneAby zapewnić bezawaryjne działanie, maszyna musi być zadbana i starannie dozorowana.
Każdorazowo przed rozruchem maszyny synchronicznej należy sprawdzić, czy:
• Łożyska są nasmarowane lub napełnione olejem do właściwego poziomu zgodnie ze specyfikacją techniczną producenta i rysunkiem wymiarowym.
• Układ chłodzenia jest sprawny.
• Dla maszyn oznaczonych jako Ex, obudowa maszyny została przedmuchana i napełniona sprężonym powietrzem.
• Nie są prowadzone zabiegi konserwacyjne.
• Personel a także sprzęt podłączony do maszyny są przygotowane na jej uruchomienie.
Odnośnie procedury rozruchu patrz Rozdział 5.6.3 Rozruch.
W razie odstępstw od normy podczas pracy maszyny, np. podwyższone temperatury, hałas lub drgania, wyłączyć maszynę i ustalić przyczynę takich odstępstw. W razie potrzeby skonsultować się z producentem maszyny.
UWAGA: Podczas pracy pod obciążeniem powierzchnie maszyny mogą być rozgrzane.
***Poniższy punkt dotyczy typu wirnika: Wirnik z magnesem trwałym
UWAGA: Przeciążenie maszyny może doprowadzić do rozmagnesowania trwałych magnesów, a także do uszkodzenia uzwojeń.
6.2. Normalne warunki roboczeMaszyny produkowane przez ABB są indywidualnie projektowane dla normalnych warunków pracy zgodnie z normami IEC lub NEMA, specyfikacjami klienta i wewnętrznymi normami ABB.
Warunki pracy, takie jak maksymalna temperatura otoczenia i maksymalna wysokość robocza, są podane w arkuszu danych eksploatacyjnych dostarczonym wraz z dokumentacją projektową. Fundament musi być odizolowany od zewnętrznych źródeł drgań, a otaczające powietrze nie może zawierać pyłu, soli i korozyjnych gazów lub substancji.
UWAGA: Zasady bezpieczeństwa przedstawione w Instrukcje dotyczące bezpieczeństwa na pocz¹tku instrukcji muszą być zawsze bezwzględnie przestrzegane.
Eksploatacja - 613BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
6.3. Liczba rozruchówLiczba dopuszczalnych kolejnych rozruchów maszyn z bezpośrednim zasilaniem sieciowym zależy głównie od charakterystyki obciążeń (krzywe momentów obrotowych w funkcji prędkości obrotowej, bezwładności) oraz od typu i konstrukcji maszyny. Zbyt wiele rozruchów i/lub zbyt liczne duże obciążenia rozruchowe powodują zbyt wysokie temperatury i naprężenia w maszynie przyspieszając tym samym jej zużycie, a także mogą nawet doprowadzić do awarii.
Odnośnie informacji dotyczących dopuszczalnych kolejnych lub rocznych rozruchów, patrz arkusz danych eksploatacyjnych lub skonsultuj się z producentem. Do określenia częstotliwości rozruchów potrzebne są charakterystyki obciążenia dla danego zastosowania maszyny. Orientacyjnie maksymalna liczba rozruchów dla typowego zastosowania maszyny wynosi 1000 rozruchów rocznie.
Należy zastosować układ zliczający w celu kontrolowania liczby rozruchów i godzin pracy. Przerwy międzykonserwacyjne należy określać w oparciu o ekwiwalent godzin pracy; patrz Rozdział 7.3 Program konserwacji.
UWAGA: Zasady bezpieczeństwa przedstawione w Instrukcje dotyczące bezpieczeństwa na pocz¹tku instrukcji muszą być zawsze bezwzględnie przestrzegane.
6.4. NadzórObsługa powinna dokonywać przeglądu maszyny w regularnych odstępach czasu. Oznacza to, że pracownicy obsługi powinni wykorzystywać do kontroli maszyny i jej oprzyrządowania zmysły słuchu, dotyku i węchu, aby stwierdzić prawidłowe warunki pracy.
Celem przeglądu nadzorczego jest dokładne zapoznanie pracowników ze sprzętem. Jest to bardzo istotne ze względu na możliwość wykrywania i określania w porę warunków pracy odbiegających od normy.
Różnica między nadzorem i konserwacją jest raczej płynna. Normalny nadzór eksploatacyjny obejmuje rejestrację takich danych roboczych jak obciążenie, temperatura i wibracje. Dane te stanowią przydatną bazę dla konserwacji i obsługi.
• W początkowym okresie eksploatacji (do 200 godzin) nadzór powinien być prowadzony ze zwiększoną częstotliwością. Należy często sprawdzać temperaturę łożysk i uzwojeń, obciążenie, wielkość prądu, chłodzenie, smarowanie i poziom wibracji.
• W kolejnym okresie eksploatacji (200 – 1000 godzin) wystarczy jedna kontrola dziennie. Protokoły z kontroli nadzorczych należy dołączać do akt i przechowywać w celu późniejszych porównań. Jeśli maszyna funkcjonuje w sposób ciągły i stabilny, okresy czasu między kolejnymi kontrolami mogą być wydłużane.
Właściwe listy kontrolne, patrz Załącznik RAPORT Z ODBIORU TECHNICZNEGO.
6.4.1. ŁożyskaNależy starannie monitorować temperaturę i smarowanie łożysk, patrz Rozdział 5.7.3 Łożyska.
62 - Eksploatacja 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
6.4.2. WibracjeNależy monitorować poziomy drgań układu maszyn napędzającej i napędzanej,patrz Rozdział 7.4.3 Drgania oprawy łożyska.
6.4.3. TemperaturyPodczas pracy maszyny należy sprawdzać temperaturę łożysk, uzwojeń stojana i powietrza chłodzącego (patrz Rozdział 5.7.5 Poziomy temperatury).
***Poniższy rozdział dotyczy typu chłodzenia: Chłodzenie powietrzne i wodnopowietrzne.
6.4.4. Wymienniki ciepłaPrzed uruchomieniem sprawdzić szczelność połączeń i szczelność układu. Sprawdzić, czy płyn chłodzący, o ile jest stosowany, oraz powietrze krążą w układzie bez przeszkód.
***Poniższy rozdział dotyczy typu wirnika: Pierścienie ślizgowe.
6.4.5. Zespół pierścieni ślizgowychSprawdzać stopień zużycia szczotek węglowych i wymieniać je zanim ulegną całkowitemu zużyciu. Sprawdzić, czy szczotki nie iskrzą.
Upewnić się, czy powierzchnie pierścieni ślizgowych są gładkie. Jeżeli nie, należy wygładzić pierścienie na tokarce. W idealnych warunkach po pierwszych kilku godzinach pracy na pierścieniach ślizgowych tworzy się warstwa brązowej patyny.
Sprawdzić szczelność obudowy pierścieni ślizgowych. Do obudowy nie może przedostawać się woda, smar, olej lub pył.
6.5. Badania kontrolneNormalny nadzór eksploatacyjny obejmuje rejestrację takich danych roboczych jak obciążenie, temperatura i wibracje. Dane te stanowią przydatną bazę dla konserwacji i obsługi.
6.6. WyłączaniePodczas postoju maszyny należy włączyć zasilanie grzejników antykondensacyjnych, o ile są zainstalowane. Ma to zapobiegać kondensacji pary wodnej wewnątrz maszyny.
***Poniższy rozdział dotyczy metody chłodzenia: Chłodzenie wodno-powietrzne i płaszcz wodny.
Dla maszyn z chłodzeniem wodnym, dopływ wody chłodzącej musi być wyłączony w celu zapobieżeniu kondensacji pary wodnej wewnątrz maszyny.
UWAGA: Napięcie może być doprowadzone w skrzynce zaciskowej elementów grzejnych.
Eksploatacja - 633BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rozdział 7 Konserwacja
7.1. Konserwacja profilaktycznaWirująca maszyna elektryczna często stanowi ważny element większej instalacji i jeśli ma zapewniony prawidłowy nadzór i konserwację będzie niezawodna w eksploatacji i trwała.
W związku z tym, celem konserwacji jest:
• Zapewnienie niezawodnego działania maszyny bez potrzeby podejmowania jakichkolwiek nieprzewidzianych działań czy interwencji.
• Ocena i planowanie obsługi w celu skrócenia do minimum przestojów.
Różnica między nadzorem i konserwacją jest raczej płynna. Normalny nadzór eksploatacyjny i konserwacyjny obejmuje rejestrację takich danych roboczych jak: obciążenie, temperatura, drgania, a także sprawdzanie stanu smarowania oraz pomiary oporności izolacji.
Po odbiorze technicznym lub po obsłudze konserwacyjnej należy nasilić nadzór. Należy często sprawdzać: temperaturę łożysk i uzwojeń, obciążenie, wielkość prądu, chłodzenie, smarowanie i poziom drgań.
Niniejszy rozdział zawiera zalecenia dotyczące programu konserwacji oraz instrukcje robocze dotyczące wykonywania zwykłych czynności konserwacyjnych. Należy dokładnie zapoznać się z tymi instrukcjami oraz zaleceniami i korzystać z nich przy planowaniu programu konserwacji. Należy zwrócić uwagę, że zalecenia dotyczące konserwacji zamieszczone w niniejszym rozdziale zapewniają minimalny poziom konserwacji. Intensywniejsza działalność konserwacyjna i nadzorcza prowadzi do zwiększenia niezawodności i wydłużenia trwałości maszyny.
Dane gromadzone podczas nadzoru i konserwacji są przydatne do oszacowania i zaplanowania dodatkowej obsługi. Jeżeli niektóre z tych danych wskazują, że dzieje się coś odbiegającego od normy, wytyczne wykrywania i usuwania usterek zamieszczone w Rozdział 8 Wykrywanie i usuwanie usterek, pomogą w zlokalizowaniu przyczyny usterki.
ABB zaleca skorzystanie z usług specjalistów przy tworzeniu programów konserwacji, jak również wykonywaniu czynności konserwacyjnych i rozwiązywaniu ewentualnych problemów. Punkty serwisowe ABB Motors and Generators oferują swoje wsparcie w tym zakresie. Dane kontaktowe Działu Wsparcia Posprzedażowego ABB znajdują się w Rozdział 9.1.3 Dane kontaktowe punktów serwisowych Motors and Generators.
W konserwacji profilaktycznej kluczowe znaczenie ma odpowiedni dobór części zamiennych. Najlepszym sposobem uzyskanie dostępu do niezbędnych części zamiennych jest przechowywanie ich w magazynie. Gotowe zestawy części zamiennych można zamówić w Dziale Wsparcia Posprzedażowego ABB, patrz Rozdział 9.1.3 Dane kontaktowe punktów serwisowych Motors and Generators.
7.2. Środki ostrożnościAby zapobiec wypadkom przy pracy, przed przystąpieniem do pracy przy urządzeniach elektrycznych należy przedsięwziąć ogólne środki ostrożności w zakresie obsługi urządzeń elektrycznych oraz przestrzegać przepisów lokalnych. Działania te powinny być zgodne z instrukcjami bezpieczeństwa personelu.
64 - Konserwacja 3BFP 000 070 R0124 REV H

Instrukcja silników indukcyjnych i generatorów
Konserwacją urządzeń i instalacji elektrycznych musi zajmować się personel o wysokich kwalifikacjach zawodowych. Personel musi być przeszkolony i zaznajomiony z konkretnymi procedurami konserwacji i testów wymaganych dla obrotowych maszyn elektrycznych.
***Poniższe trzy punkty dotyczą typu ochrony: Wszystkie maszyny przeznaczone do instalacji w strefach niebezpiecznych.
Maszyny przeznaczone do eksploatacji w strefach niebezpiecznych są specjalnie zaprojektowane, tak aby spełnić prawne wymagania dotyczące ryzyka eksplozji. Nieprawidłowa eksploatacja, połączenie lub jakakolwiek przeróbka, nawet drobna, wpływa na niezawodność.
Należy przestrzegać wszelkich norm odnoszących się do łączenia i eksploatacji urządzeń elektrycznych w strefach niebezpiecznych, w szczególności norm państwowych (patrz normy: IEC 60079-14, IEC 6000-17 i IEC 6007-19). Urządzenia tego typu mogą być obsługiwane wyłącznie przez personel przeszkolony w zakresie powyższych norm.
Przed rozpoczęciem pracy przy maszynie lub napędzanym urządzeniu należy je odłączyć od zasilania i zabezpieczyć przed uruchomieniem. Należy upewnić się, że w czasie wykonywania prac nie pojawi się atmosfera zagrożenia wybuchem.
Ogólne zasady bezpieczeństwa, patrz Instrukcje dotyczące bezpieczeństwa na początku instrukcji.
***Poniższa uwaga dotyczy typu wirnika: Wirnik z magnesem trwałym
***Poniższa uwaga dotyczy rodzaju zastosowania: Napęd z regulacją prędkości
UWAGA: Zaciski maszyny pracującej z przemiennikami częstotliwości mogą pozostawać pod napięciem nawet po zatrzymaniu maszyny.
7.3. Program konserwacji W niniejszym rozdziale przedstawiono zalecany program konserwacji maszyn ABB. Program ten ma charakter ogólny i powinien być traktowany jako minimalny poziom konserwacji. Konserwację należy nasilić w trudnych warunkach eksploatacyjnych oraz wtedy, gdy wymagany jest wysoki stopień niezawodności. Należy pamiętać, że nawet przy realizacji tego programu konserwacji wymagany jest zwykły nadzór i obserwacja stanu maszyny.
UWAGA: Synchroniczna maszyna magnetoelektryczna wytwarza napięcie podczas obrotów wału. Z tego względu przed otwarciem skrzynki zaciskowej należy zabezpieczyć wał przed ruchami obrotowymi. Nie wolno otwierać ani dotykać niezabezpieczonych zacisków gdy wał wiruje. Patrz Instrukcje dotyczące bezpieczeństwa na początku instrukcji.
Konserwacja - 653BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Prosimy o zwrócenie uwagi, iż mimo że dostosowaliśmy program konserwacji do Państwa maszyny, może on obejmować dodatkowy osprzęt, nie będący w Państwa posiadaniu.
Program konserwacji oparty jest na zasadzie czterech poziomów konserwacji, zmieniających się zależnie od przepracowanych godzin. Ilość pracy i czas przestoju są różne, tak więc poziom pierwszy obejmuje szybkie kontrole wzrokowe, a poziom czwarty bardziej pracochłonne pomiary i wymianę części. Więcej informacji na temat zestawów części zamiennych właściwych dla tych poziomów konserwacji można znaleźć w Rozdział 9.2 Części zamienne do elektrycznych maszyn wirujących. Zalecane odstępy między czynnościami konserwacyjnymi przedstawiono w Tabela 7-1. Zalecenia dotyczące godzin pracy przedstawione w tym rozdziale podane są jako ekwiwalent godzin pracy (Eq. h), który może być obliczony z poniższego wzoru:
***Poniższy punkt dotyczy rodzaju zastosowania: Napęd z regulacją prędkości
Ekwiwalent godzin pracy (Eq. h) = rzeczywiste godziny pracy
***Poniższy punkt dotyczy rodzaju zastosowania: Napęd o stałej prędkości.
Ekwiwalent godzin pracy (Eq. h) = Rzeczywiste godziny pracy + liczba rozruchów x 20
Poziom 1 (L1)
Poziom 1 lub L1 konserwacji obejmuje kontrole wzrokowe i wykonanie drobnych czynności konserwacyjnych. Konserwacja taka ma na celu szybkie sprawdzenie, czy nie powstają jakieś problemy, zanim spowodują awarię i niezaplanowane przestoje konserwacyjne. Przedstawia również sugestie co do działań konserwacyjnych przy następnym większym remoncie.
Można oszacować czas trwania konserwacji na około 4 – 8 godzin, zależnie od rodzaju i instalacji maszyny oraz dociekliwości kontroli. Narzędzia do tej konserwacji obejmują normalne narzędzia serwisowe, tj. klucze i wkrętaki. Przygotowania polegają na otwarciu pokryw rewizyjnych. Zaleca się, by przy rozpoczynaniu takiej konserwacji dostępny był przynajmniej podstawowy zestaw części zamiennych. Zestawy pokazano w Rozdział 9.2.5 Typowe zalecane części zamienne w poszczególnych zestawach.
Pierwsza konserwacja poziomu 1 powinna być przeprowadzona po ekwiwalencie 4000 godzin pracy lub sześć miesięcy od daty przekazania do eksploatacji. Kolejne konserwacje poziomu 1 należy przeprowadzać raz w roku, w połowie okresu między konserwacjami poziomu 2, patrz Tabela 7-1.
Poziom 2 (L2)
Poziom 2 lub L2 konserwacji obejmuje głównie kontrole wzrokowe i testy oraz drobne prace konserwacyjne. Ta konserwacja ma na celu sprawdzenie, czy maszyna działa bezproblemowo oraz dokonanie drobnych napraw, aby zapewnić ciągłą pracę.
66 - Konserwacja 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Można oszacować czas trwania konserwacji na około 8 – 16 godzin, zależnie od rodzaju i instalacji maszyny oraz ilości pracy do wykonania. Narzędzia do tej konserwacji obejmują normalne narzędzia serwisowe, multimetr, klucz dynamometryczny oraz tester oporności izolacji. Przygotowania polegają na otwarciu pokryw rewizyjnych i, w razie potrzeby, łożysk. Części zamienne odpowiednie do tego poziomu konserwacji znajdują się w podstawowym zestawie części zamiennych. Zestawy pokazano w Rozdział 9.2.5 Typowe zalecane części zamienne w poszczególnych zestawach.
Pierwsza konserwacja poziomu 2 powinna być przeprowadzona po ekwiwalencie 8000 godzin pracy lub rok od daty przekazania do eksploatacji. Kolejne konserwacje poziomu L2 należy przeprowadzać co roku lub po każdym ekwiwalencie 8000 godzin pracy, patrz Tabela 7-1.
Poziom 3 (L3)
Poziom 3 lub L3 konserwacji polega na przeprowadzeniu szeroko zakrojonych kontroli i testów oraz poważniejszych prac konserwacyjnych, których potrzeba ujawni się podczas konserwacji L1 i L2. Ta konserwacja ma na celu usunięcie napotkanych problemów i wymianę części, które uległy zużyciu.
Można oszacować czas trwania konserwacji na około 16 – 40 godzin, w zależności od rodzaju i instalacji maszyny oraz ilości napraw i części do wymiany. Narzędzia dla tej konserwacji obejmują narzędzia jak dla konserwacji poziomu L2 oraz dodatkowo endoskop i oscyloskop. Przygotowania polegają na otwarciu pokryw rewizyjnych, łożysk i ewentualnie chłodnicy wody. Części zamienne odpowiednie do tego poziomu konserwacji znajdują się w zestawie konserwacyjnym. Zestawy pokazano w Rozdział 9.2.5 Typowe zalecane części zamienne w poszczególnych zestawach.
Konserwacja poziomu 3 powinna być przeprowadzona po ekwiwalencie 24 000 godzin pracy lub w odstępach co 3 do 5 lat. Przeprowadzenie konserwacji L3 zastępuje zaplanowaną konserwację L1 lub L2 i nie narusza ich harmonogramu, patrz Tabela 7-1.
Poziom 4 (L4)
Poziom 4 lub L4 konserwacji polega na przeprowadzeniu obszernych kontroli i zadań konserwacyjnych. Konserwacja ta ma na celu przywrócenie maszyny do stanu niezawodnego działania.
Można oszacować czas trwania konserwacji na około 40 – 80 godzin, głównie w zależności od stanu maszyny oraz niezbędnych do wykonania prac remontowych. Narzędzia dla tych konserwacji obejmują te same narzędzia co dla L3 i dodatkowo sprzęt do demontażu wirnika. Przygotowania polegają na otwarciu pokryw rewizyjnych, łożysk i ewentualnie chłodnicy wody oraz demontażu wirnika.
Liczbę niezbędnych części zamiennych dla tego poziomu konserwacji określa się przed konserwacją. Zaleca się posiadanie przynajmniej zestawu konserwacyjnego. Części zawarte w dużym zestawie części zamiennych zapewnią szybkie i udane przeprowadzenie tej konserwacji.
Konserwację na poziomie 4 należy przeprowadzać po każdym ekwiwalencie 80 000 godzin pracy. Przeprowadzenie konserwacji L4 zastępuje zaplanowaną konserwację L1, L2 lub L3 i nie narusza ich harmonogramu, patrz Tabela 7-1.
Konserwacja - 673BFP 000 070 R0124 REV H
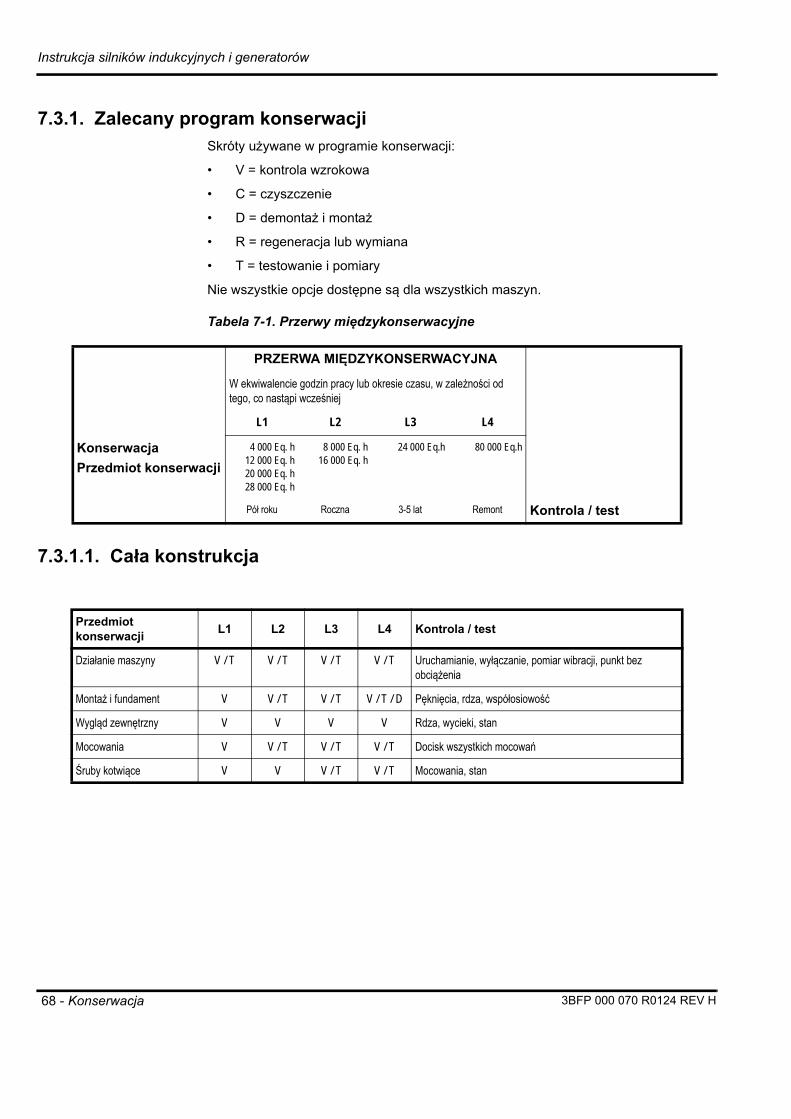
Instrukcja silników indukcyjnych i generatorów
7.3.1. Zalecany program konserwacjiSkróty używane w programie konserwacji:
• V = kontrola wzrokowa
• C = czyszczenie
• D = demontaż i montaż
• R = regeneracja lub wymiana
• T = testowanie i pomiary
Nie wszystkie opcje dostępne są dla wszystkich maszyn.
Tabela 7-1. Przerwy międzykonserwacyjne
7.3.1.1. Cała konstrukcja
PRZERWA MIĘDZYKONSERWACYJNA
W ekwiwalencie godzin pracy lub okresie czasu, w zależności od tego, co nastąpi wcześniej
L1 L2 L3 L4
Konserwacja
Przedmiot konserwacji
4 000 Eq. h12 000 Eq. h20 000 Eq. h28 000 Eq. h
8 000 Eq. h16 000 Eq. h
24 000 Eq.h 80 000 Eq.h
Pół roku Roczna 3-5 lat Remont Kontrola / test
Przedmiot konserwacji
L1 L2 L3 L4 Kontrola / test
Działanie maszyny V / T V / T V / T V / T Uruchamianie, wyłączanie, pomiar wibracji, punkt bez obciążenia
Montaż i fundament V V / T V / T V / T / D Pęknięcia, rdza, współosiowość
Wygląd zewnętrzny V V V V Rdza, wycieki, stan
Mocowania V V / T V / T V / T Docisk wszystkich mocowań
Śruby kotwiące V V V / T V / T Mocowania, stan
68 - Konserwacja 3BFP 000 070 R0124 REV H
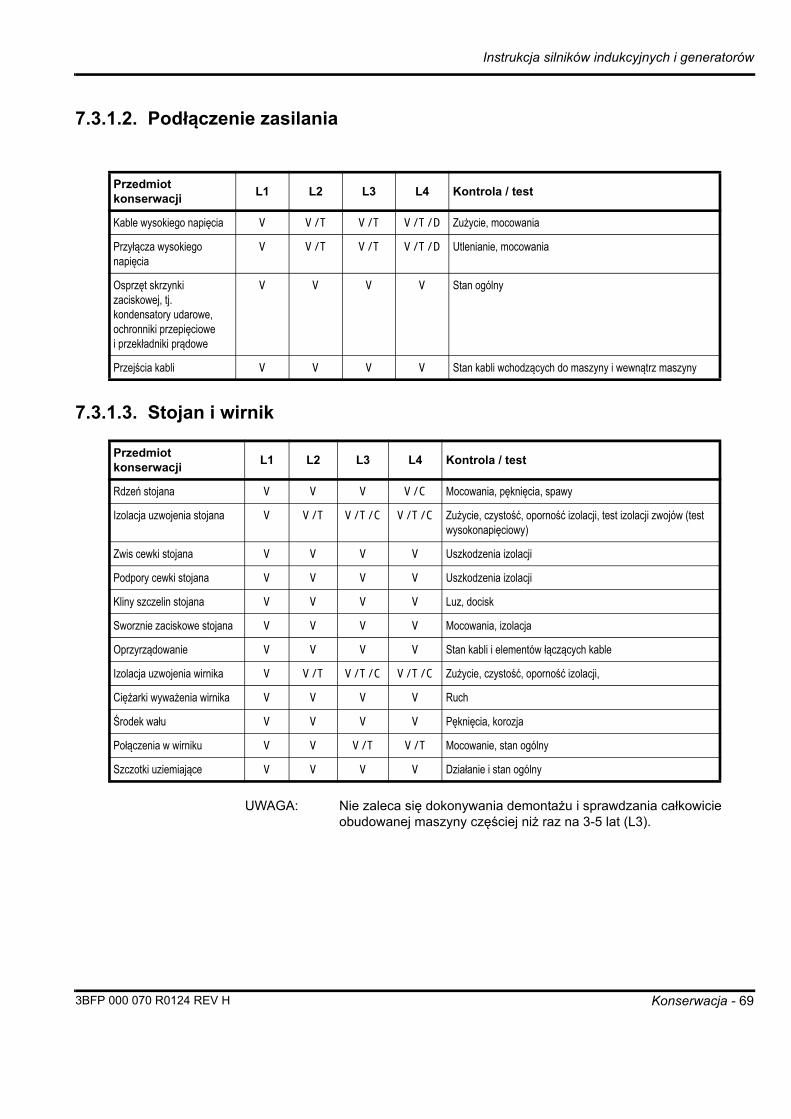
Instrukcja silników indukcyjnych i generatorów
7.3.1.2. Podłączenie zasilania
7.3.1.3. Stojan i wirnik
UWAGA: Nie zaleca się dokonywania demontażu i sprawdzania całkowicie obudowanej maszyny częściej niż raz na 3-5 lat (L3).
Przedmiot konserwacji
L1 L2 L3 L4 Kontrola / test
Kable wysokiego napięcia V V / T V / T V / T / D Zużycie, mocowania
Przyłącza wysokiego napięcia
V V / T V / T V / T / D Utlenianie, mocowania
Osprzęt skrzynki zaciskowej, tj. kondensatory udarowe, ochronniki przepięciowe i przekładniki prądowe
V V V V Stan ogólny
Przejścia kabli V V V V Stan kabli wchodzących do maszyny i wewnątrz maszyny
Przedmiot konserwacji
L1 L2 L3 L4 Kontrola / test
Rdzeń stojana V V V V / C Mocowania, pęknięcia, spawy
Izolacja uzwojenia stojana V V / T V / T / C V / T / C Zużycie, czystość, oporność izolacji, test izolacji zwojów (test wysokonapięciowy)
Zwis cewki stojana V V V V Uszkodzenia izolacji
Podpory cewki stojana V V V V Uszkodzenia izolacji
Kliny szczelin stojana V V V V Luz, docisk
Sworznie zaciskowe stojana V V V V Mocowania, izolacja
Oprzyrządowanie V V V V Stan kabli i elementów łączących kable
Izolacja uzwojenia wirnika V V / T V / T / C V / T / C Zużycie, czystość, oporność izolacji,
Ciężarki wyważenia wirnika V V V V Ruch
Środek wału V V V V Pęknięcia, korozja
Połączenia w wirniku V V V / T V / T Mocowanie, stan ogólny
Szczotki uziemiające V V V V Działanie i stan ogólny
Konserwacja - 693BFP 000 070 R0124 REV H
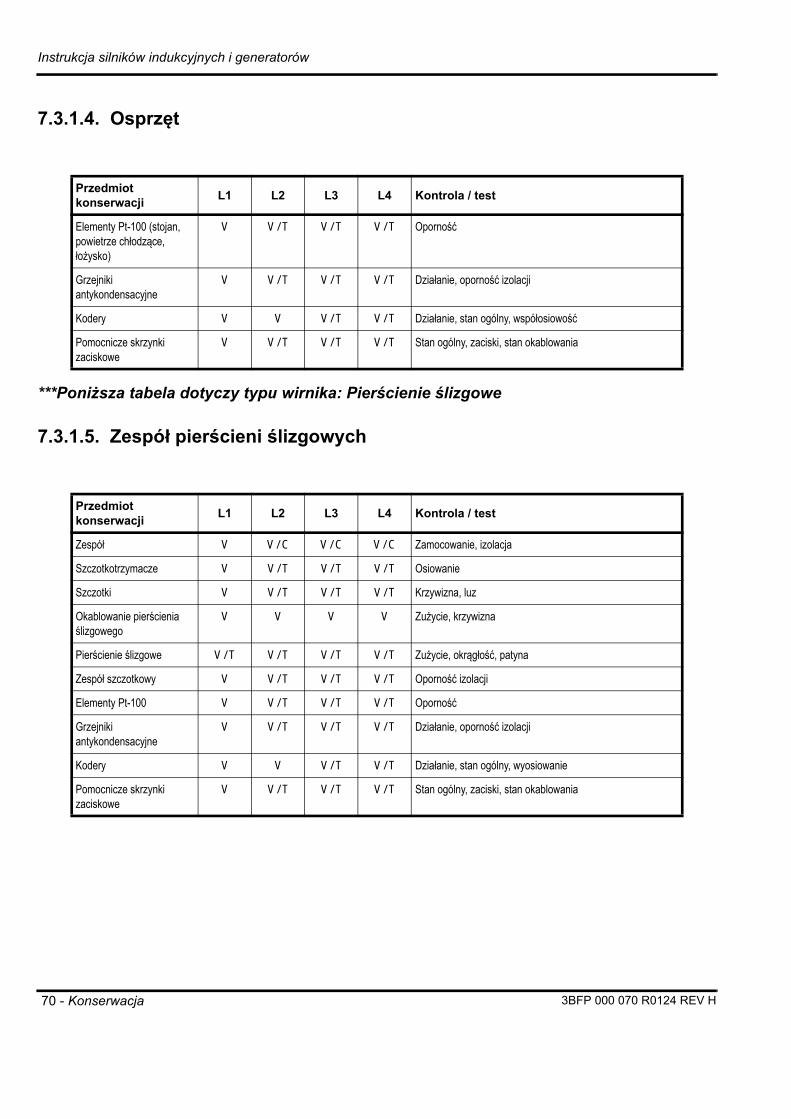
Instrukcja silników indukcyjnych i generatorów
7.3.1.4. Osprzęt
***Poniższa tabela dotyczy typu wirnika: Pierścienie ślizgowe
7.3.1.5. Zespół pierścieni ślizgowych
Przedmiot konserwacji
L1 L2 L3 L4 Kontrola / test
Elementy Pt-100 (stojan, powietrze chłodzące, łożysko)
V V / T V / T V / T Oporność
Grzejniki antykondensacyjne
V V / T V / T V / T Działanie, oporność izolacji
Kodery V V V / T V / T Działanie, stan ogólny, współosiowość
Pomocnicze skrzynki zaciskowe
V V / T V / T V / T Stan ogólny, zaciski, stan okablowania
Przedmiot konserwacji
L1 L2 L3 L4 Kontrola / test
Zespół V V / C V / C V / C Zamocowanie, izolacja
Szczotkotrzymacze V V / T V / T V / T Osiowanie
Szczotki V V / T V / T V / T Krzywizna, luz
Okablowanie pierścienia ślizgowego
V V V V Zużycie, krzywizna
Pierścienie ślizgowe V / T V / T V / T V / T Zużycie, okrągłość, patyna
Zespół szczotkowy V V / T V / T V / T Oporność izolacji
Elementy Pt-100 V V / T V / T V / T Oporność
Grzejniki antykondensacyjne
V V / T V / T V / T Działanie, oporność izolacji
Kodery V V V / T V / T Działanie, stan ogólny, wyosiowanie
Pomocnicze skrzynki zaciskowe
V V / T V / T V / T Stan ogólny, zaciski, stan okablowania
70 - Konserwacja 3BFP 000 070 R0124 REV H
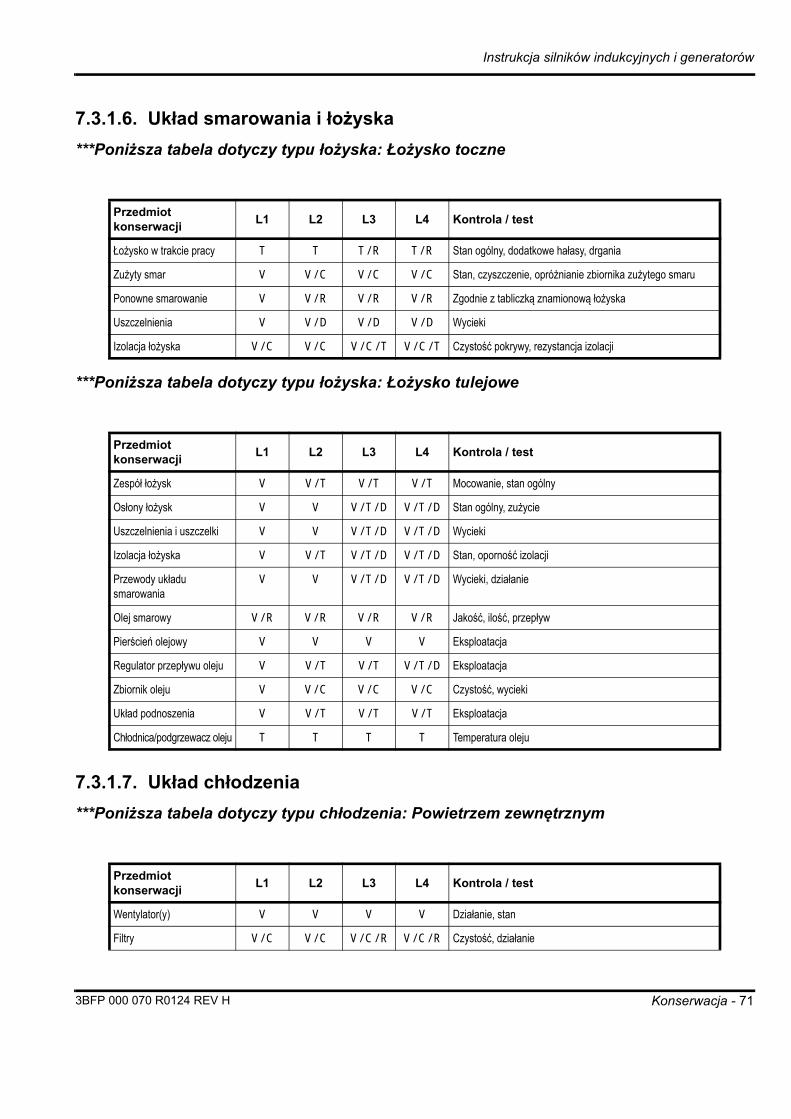
Instrukcja silników indukcyjnych i generatorów
7.3.1.6. Układ smarowania i łożyska
***Poniższa tabela dotyczy typu łożyska: Łożysko toczne
***Poniższa tabela dotyczy typu łożyska: Łożysko tulejowe
7.3.1.7. Układ chłodzenia
***Poniższa tabela dotyczy typu chłodzenia: Powietrzem zewnętrznym
Przedmiot konserwacji
L1 L2 L3 L4 Kontrola / test
Łożysko w trakcie pracy T T T / R T / R Stan ogólny, dodatkowe hałasy, drgania
Zużyty smar V V / C V / C V / C Stan, czyszczenie, opróżnianie zbiornika zużytego smaru
Ponowne smarowanie V V / R V / R V / R Zgodnie z tabliczką znamionową łożyska
Uszczelnienia V V / D V / D V / D Wycieki
Izolacja łożyska V / C V / C V / C / T V / C / T Czystość pokrywy, rezystancja izolacji
Przedmiot konserwacji
L1 L2 L3 L4 Kontrola / test
Zespół łożysk V V / T V / T V / T Mocowanie, stan ogólny
Osłony łożysk V V V / T / D V / T / D Stan ogólny, zużycie
Uszczelnienia i uszczelki V V V / T / D V / T / D Wycieki
Izolacja łożyska V V / T V / T / D V / T / D Stan, oporność izolacji
Przewody układu smarowania
V V V / T / D V / T / D Wycieki, działanie
Olej smarowy V / R V / R V / R V / R Jakość, ilość, przepływ
Pierścień olejowy V V V V Eksploatacja
Regulator przepływu oleju V V / T V / T V / T / D Eksploatacja
Zbiornik oleju V V / C V / C V / C Czystość, wycieki
Układ podnoszenia V V / T V / T V / T Eksploatacja
Chłodnica/podgrzewacz oleju T T T T Temperatura oleju
Przedmiot konserwacji
L1 L2 L3 L4 Kontrola / test
Wentylator(y) V V V V Działanie, stan
Filtry V / C V / C V / C / R V / C / R Czystość, działanie
Konserwacja - 713BFP 000 070 R0124 REV H
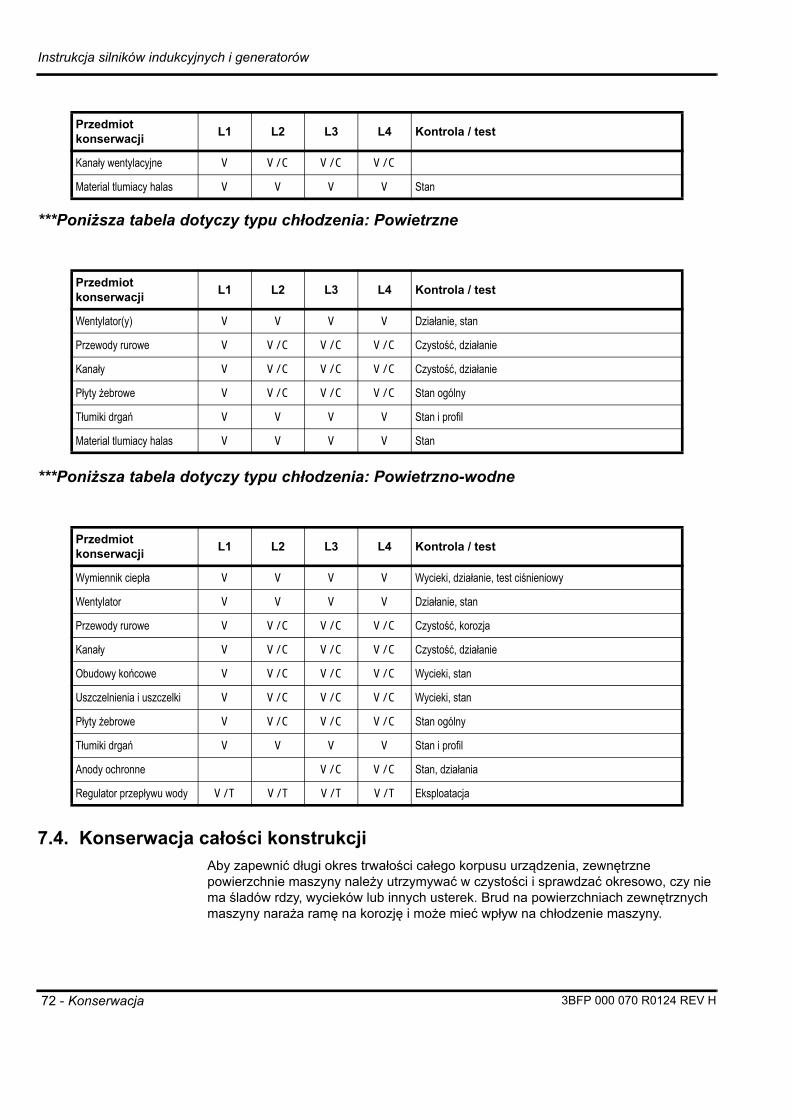
Instrukcja silników indukcyjnych i generatorów
***Poniższa tabela dotyczy typu chłodzenia: Powietrzne
***Poniższa tabela dotyczy typu chłodzenia: Powietrzno-wodne
7.4. Konserwacja całości konstrukcjiAby zapewnić długi okres trwałości całego korpusu urządzenia, zewnętrzne powierzchnie maszyny należy utrzymywać w czystości i sprawdzać okresowo, czy nie ma śladów rdzy, wycieków lub innych usterek. Brud na powierzchniach zewnętrznych maszyny naraża ramę na korozję i może mieć wpływ na chłodzenie maszyny.
Kanały wentylacyjne V V / C V / C V / C
Material tlumiacy halas V V V V Stan
Przedmiot konserwacji
L1 L2 L3 L4 Kontrola / test
Wentylator(y) V V V V Działanie, stan
Przewody rurowe V V / C V / C V / C Czystość, działanie
Kanały V V / C V / C V / C Czystość, działanie
Płyty żebrowe V V / C V / C V / C Stan ogólny
Tłumiki drgań V V V V Stan i profil
Material tlumiacy halas V V V V Stan
Przedmiot konserwacji
L1 L2 L3 L4 Kontrola / test
Wymiennik ciepła V V V V Wycieki, działanie, test ciśnieniowy
Wentylator V V V V Działanie, stan
Przewody rurowe V V / C V / C V / C Czystość, korozja
Kanały V V / C V / C V / C Czystość, działanie
Obudowy końcowe V V / C V / C V / C Wycieki, stan
Uszczelnienia i uszczelki V V / C V / C V / C Wycieki, stan
Płyty żebrowe V V / C V / C V / C Stan ogólny
Tłumiki drgań V V V V Stan i profil
Anody ochronne V / C V / C Stan, działania
Regulator przepływu wody V / T V / T V / T V / T Eksploatacja
Przedmiot konserwacji
L1 L2 L3 L4 Kontrola / test
72 - Konserwacja 3BFP 000 070 R0124 REV H
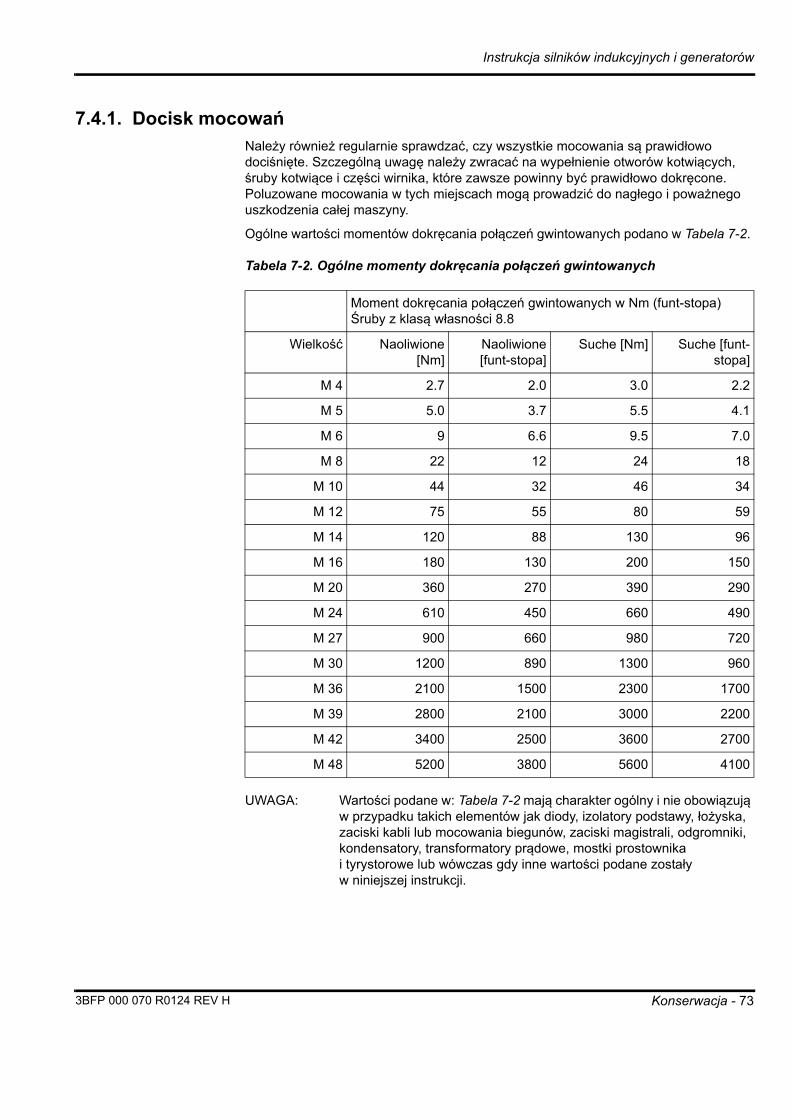
Instrukcja silników indukcyjnych i generatorów
7.4.1. Docisk mocowańNależy również regularnie sprawdzać, czy wszystkie mocowania są prawidłowo dociśnięte. Szczególną uwagę należy zwracać na wypełnienie otworów kotwiących, śruby kotwiące i części wirnika, które zawsze powinny być prawidłowo dokręcone. Poluzowane mocowania w tych miejscach mogą prowadzić do nagłego i poważnego uszkodzenia całej maszyny.
Ogólne wartości momentów dokręcania połączeń gwintowanych podano w Tabela 7-2.
Tabela 7-2. Ogólne momenty dokręcania połączeń gwintowanych
UWAGA: Wartości podane w: Tabela 7-2 mają charakter ogólny i nie obowiązują w przypadku takich elementów jak diody, izolatory podstawy, łożyska, zaciski kabli lub mocowania biegunów, zaciski magistrali, odgromniki, kondensatory, transformatory prądowe, mostki prostownika i tyrystorowe lub wówczas gdy inne wartości podane zostały w niniejszej instrukcji.
Moment dokręcania połączeń gwintowanych w Nm (funt-stopa)Śruby z klasą własności 8.8
Wielkość Naoliwione[Nm]
Naoliwione[funt-stopa]
Suche [Nm] Suche [funt-stopa]
M 4 2.7 2.0 3.0 2.2
M 5 5.0 3.7 5.5 4.1
M 6 9 6.6 9.5 7.0
M 8 22 12 24 18
M 10 44 32 46 34
M 12 75 55 80 59
M 14 120 88 130 96
M 16 180 130 200 150
M 20 360 270 390 290
M 24 610 450 660 490
M 27 900 660 980 720
M 30 1200 890 1300 960
M 36 2100 1500 2300 1700
M 39 2800 2100 3000 2200
M 42 3400 2500 3600 2700
M 48 5200 3800 5600 4100
Konserwacja - 733BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
7.4.2. Drgania i hałasWysokie lub wzrastające poziomy drgań wskazują na zmiany stanu urządzenia. Zazwyczaj poziomy te są bardzo różne i zależą od zastosowania, typu oraz podstawy urządzenia. Wśród niektórych typowych przyczyn silnych drgań lub dużych hałasów możemy wyróżnić:
• Ustawienie, patrz Rozdział 3 Instalacja i osiowanie
• Szczelinę powietrzną,, patrz Rozdział 3 Instalacja i osiowanie
• Zużycie lub uszkodzenie łożyska
• Drgania przenoszone od podłączonych urządzeń, patrz Rozdział 3 Instalacja i osiowanie
• Poluźnione mocowanie lub luźne śruby kotwowe, patrz Rozdział 3 Instalacja i osiowanie
• Niewyważony wirnik
• Sprzęgło.
7.4.3. Drgania oprawy łożyskaPoniższe instrukcje są oparte na normie ISO 10816-3:1998 Drgania mechaniczne – ocena drgań maszyny na podstawie pomiarów części nieruchomych: Część 3: Maszyny przemysłowe o mocy nominalnej powyżej 15 kW i prędkościach nominalnych od 120 obr/min do 15 000 obr/min poddawane pomiarom na miejscu.
7.4.3.1. Procedury pomiarowe i warunki robocze
Sprzęt pomiarowy
Sprzęt pomiarowy powinien umożliwiać pomiary drgań w szerokim zakresie drgań z płaską charakterystyką w zakresie częstotliwości od co najmniej 10 Hz do 1000 Hz zgodnie z wymaganiami ISO 2954. W zależności od kryteriów drgań, mogą być wymagane pomiary przemieszczenia lub prędkości lub obu tych parametrów (patrz ISO 10816-1). Jednak w przypadku maszyn o prędkościach zbliżonych do lub mniejszych od 600 obr/min dolna granica zakresu częstotliwości płaskiej charakterystyki nie powinna przekraczać 2 Hz.
Miejsca pomiarów
Pomiary zazwyczaj przeprowadza się na odkrytych częściach urządzenia, do których jest zapewniony bezproblemowy dostęp. Pomiary powinny być przeprowadzane dokładnie, aby były wiarygodnym odzwierciedleniem poziomu drgań oprawy łożyska. Nie powinny one obejmować miejscowych rezonansów lub wzmocnienia. Miejsca oraz kierunki pomiarów drgań należy określić tak, aby zapewniały one odpowiednią czułość w zakresie sił dynamicznych urządzenia. Zazwyczaj konieczne będzie wyznaczenie dwóch prostopadłych, promieniowych miejsc pomiaru na każdej pokrywie lub oprawie łożyska, patrz Rysunek 7-1. Punkty pomiarowe. Przetworniki można ustawić na oprawach łożysk pod dowolnym kątem. Kierunki pionowy i poziomy są zazwyczaj preferowane w przypadku urządzeń montowanych w poziomie. W przypadku urządzeń pionowych lub pochylonych, jako miejsce, w którym będzie można uzyskać odczyt maksymalnego poziomu drgań, należy wybrać jedno z miejsc używanych.
74 - Konserwacja 3BFP 000 070 R0124 REV H
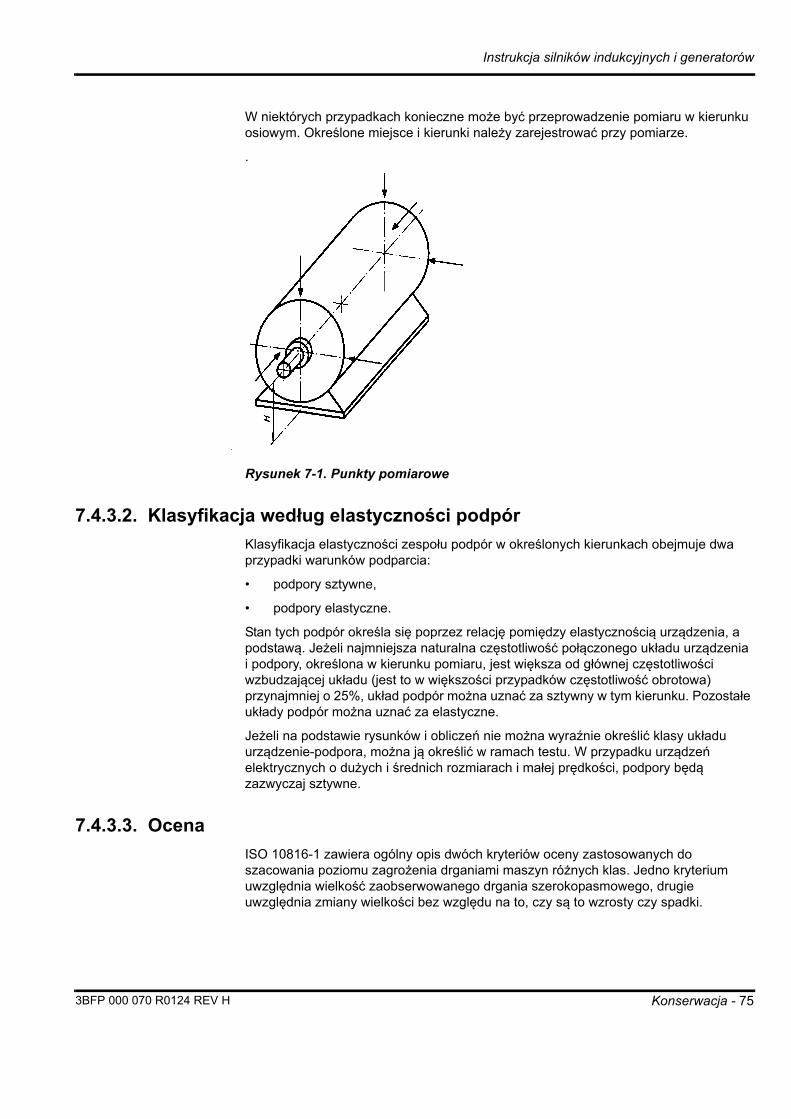
Instrukcja silników indukcyjnych i generatorów
W niektórych przypadkach konieczne może być przeprowadzenie pomiaru w kierunku osiowym. Określone miejsce i kierunki należy zarejestrować przy pomiarze.
.
Rysunek 7-1. Punkty pomiarowe
7.4.3.2. Klasyfikacja według elastyczności podpór
Klasyfikacja elastyczności zespołu podpór w określonych kierunkach obejmuje dwa przypadki warunków podparcia:
• podpory sztywne,
• podpory elastyczne.
Stan tych podpór określa się poprzez relację pomiędzy elastycznością urządzenia, a podstawą. Jeżeli najmniejsza naturalna częstotliwość połączonego układu urządzenia i podpory, określona w kierunku pomiaru, jest większa od głównej częstotliwości wzbudzającej układu (jest to w większości przypadków częstotliwość obrotowa) przynajmniej o 25%, układ podpór można uznać za sztywny w tym kierunku. Pozostałe układy podpór można uznać za elastyczne.
Jeżeli na podstawie rysunków i obliczeń nie można wyraźnie określić klasy układu urządzenie-podpora, można ją określić w ramach testu. W przypadku urządzeń elektrycznych o dużych i średnich rozmiarach i małej prędkości, podpory będą zazwyczaj sztywne.
7.4.3.3. Ocena
ISO 10816-1 zawiera ogólny opis dwóch kryteriów oceny zastosowanych do szacowania poziomu zagrożenia drganiami maszyn różnych klas. Jedno kryterium uwzględnia wielkość zaobserwowanego drgania szerokopasmowego, drugie uwzględnia zmiany wielkości bez względu na to, czy są to wzrosty czy spadki.
Konserwacja - 753BFP 000 070 R0124 REV H
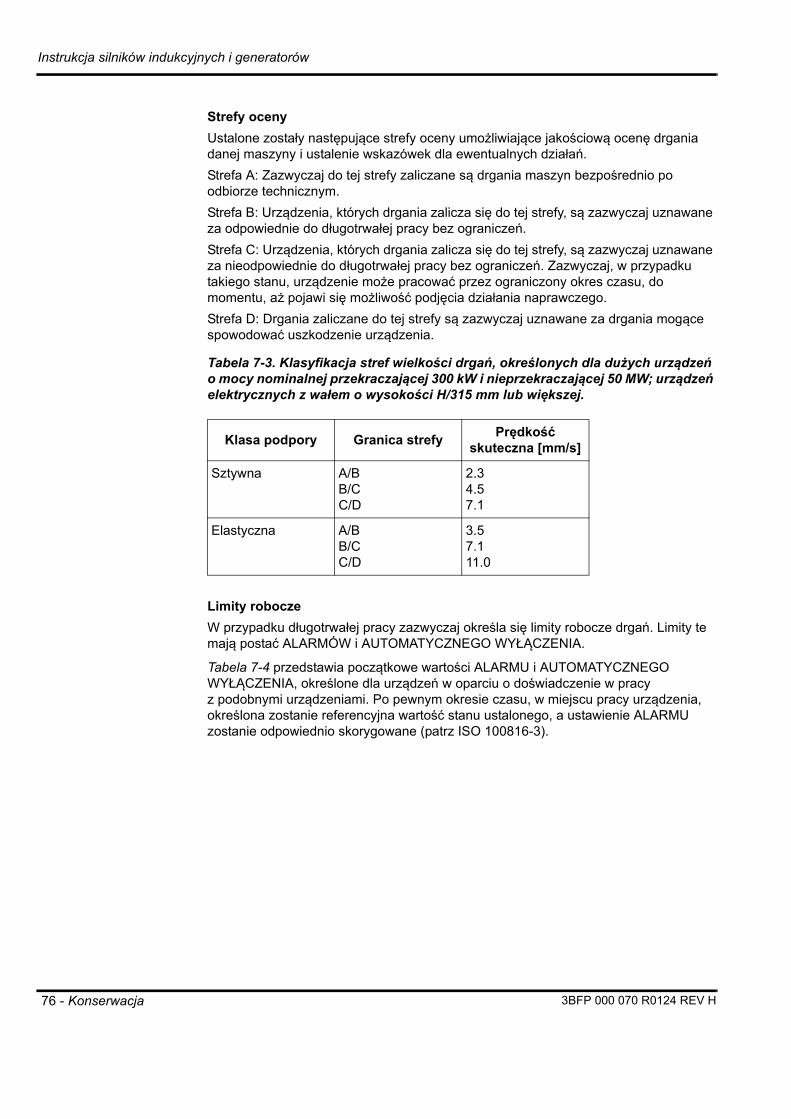
Instrukcja silników indukcyjnych i generatorów
Strefy oceny
Ustalone zostały następujące strefy oceny umożliwiające jakościową ocenę drgania danej maszyny i ustalenie wskazówek dla ewentualnych działań.
Strefa A: Zazwyczaj do tej strefy zaliczane są drgania maszyn bezpośrednio po odbiorze technicznym.
Strefa B: Urządzenia, których drgania zalicza się do tej strefy, są zazwyczaj uznawane za odpowiednie do długotrwałej pracy bez ograniczeń.
Strefa C: Urządzenia, których drgania zalicza się do tej strefy, są zazwyczaj uznawane za nieodpowiednie do długotrwałej pracy bez ograniczeń. Zazwyczaj, w przypadku takiego stanu, urządzenie może pracować przez ograniczony okres czasu, do momentu, aż pojawi się możliwość podjęcia działania naprawczego.
Strefa D: Drgania zaliczane do tej strefy są zazwyczaj uznawane za drgania mogące spowodować uszkodzenie urządzenia.
Tabela 7-3. Klasyfikacja stref wielkości drgań, określonych dla dużych urządzeń o mocy nominalnej przekraczającej 300 kW i nieprzekraczającej 50 MW; urządzeń elektrycznych z wałem o wysokości H/315 mm lub większej.
Limity robocze
W przypadku długotrwałej pracy zazwyczaj określa się limity robocze drgań. Limity te mają postać ALARMÓW i AUTOMATYCZNEGO WYŁĄCZENIA.
Tabela 7-4 przedstawia początkowe wartości ALARMU i AUTOMATYCZNEGO WYŁĄCZENIA, określone dla urządzeń w oparciu o doświadczenie w pracy z podobnymi urządzeniami. Po pewnym okresie czasu, w miejscu pracy urządzenia, określona zostanie referencyjna wartość stanu ustalonego, a ustawienie ALARMU zostanie odpowiednio skorygowane (patrz ISO 100816-3).
Klasa podpory Granica strefyPrędkość
skuteczna [mm/s]
Sztywna A/BB/CC/D
2.34.57.1
Elastyczna A/BB/CC/D
3.57.111.0
76 - Konserwacja 3BFP 000 070 R0124 REV H
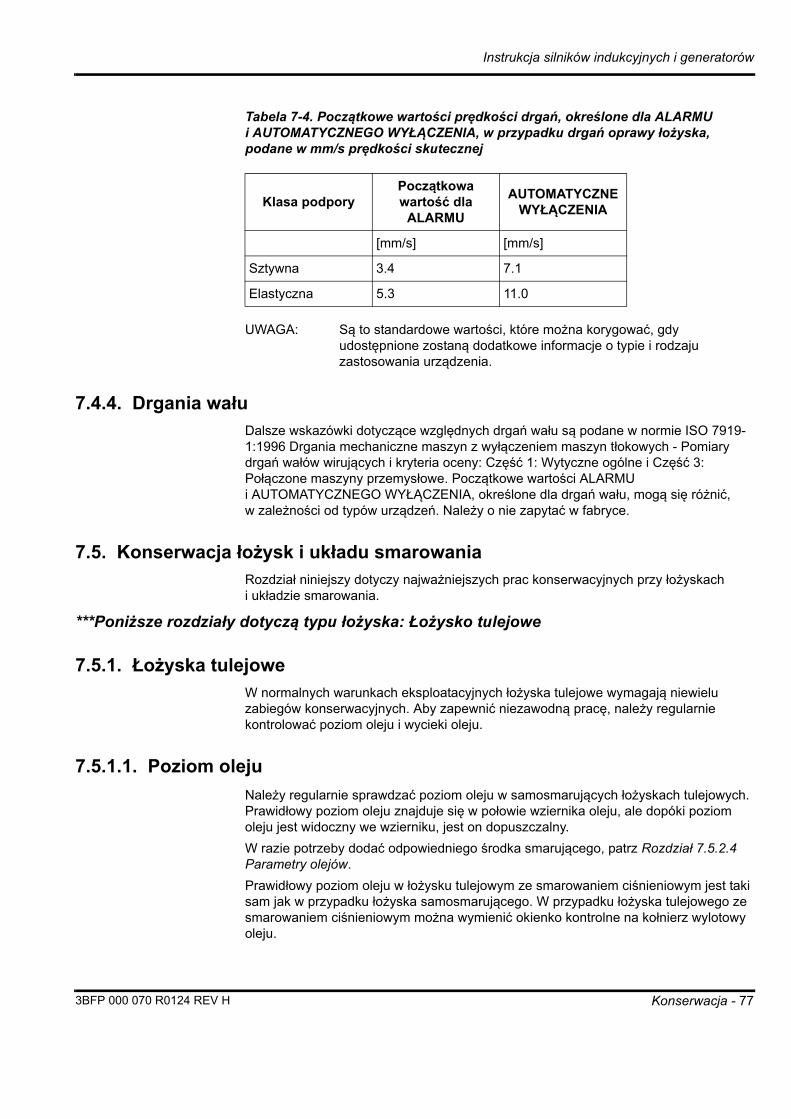
Instrukcja silników indukcyjnych i generatorów
Tabela 7-4. Początkowe wartości prędkości drgań, określone dla ALARMU i AUTOMATYCZNEGO WYŁĄCZENIA, w przypadku drgań oprawy łożyska, podane w mm/s prędkości skutecznej
UWAGA: Są to standardowe wartości, które można korygować, gdy udostępnione zostaną dodatkowe informacje o typie i rodzaju zastosowania urządzenia.
7.4.4. Drgania wałuDalsze wskazówki dotyczące względnych drgań wału są podane w normie ISO 7919-1:1996 Drgania mechaniczne maszyn z wyłączeniem maszyn tłokowych - Pomiary drgań wałów wirujących i kryteria oceny: Część 1: Wytyczne ogólne i Część 3: Połączone maszyny przemysłowe. Początkowe wartości ALARMU i AUTOMATYCZNEGO WYŁĄCZENIA, określone dla drgań wału, mogą się różnić, w zależności od typów urządzeń. Należy o nie zapytać w fabryce.
7.5. Konserwacja łożysk i układu smarowaniaRozdział niniejszy dotyczy najważniejszych prac konserwacyjnych przy łożyskach i układzie smarowania.
***Poniższe rozdziały dotyczą typu łożyska: Łożysko tulejowe
7.5.1. Łożyska tulejoweW normalnych warunkach eksploatacyjnych łożyska tulejowe wymagają niewielu zabiegów konserwacyjnych. Aby zapewnić niezawodną pracę, należy regularnie kontrolować poziom oleju i wycieki oleju.
7.5.1.1. Poziom oleju
Należy regularnie sprawdzać poziom oleju w samosmarujących łożyskach tulejowych. Prawidłowy poziom oleju znajduje się w połowie wziernika oleju, ale dopóki poziom oleju jest widoczny we wzierniku, jest on dopuszczalny.
W razie potrzeby dodać odpowiedniego środka smarującego, patrz Rozdział 7.5.2.4 Parametry olejów.
Prawidłowy poziom oleju w łożysku tulejowym ze smarowaniem ciśnieniowym jest taki sam jak w przypadku łożyska samosmarującego. W przypadku łożyska tulejowego ze smarowaniem ciśnieniowym można wymienić okienko kontrolne na kołnierz wylotowy oleju.
Klasa podporyPoczątkowa wartość dla
ALARMU
AUTOMATYCZNE WYŁĄCZENIA
[mm/s] [mm/s]
Sztywna 3.4 7.1
Elastyczna 5.3 11.0
Konserwacja - 773BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
7.5.1.2. Temperatura łożyska
Temperatury łożyska mierzone są za pomocą oporowego czujnika temperatury Pt-100. Ponieważ wzrost temperatury powyżej poziomu alarmowego powodowany jest zwiększonymi oporami w łożysku lub spadkiem wydajności chłodzenia, często wskazuje na problem zaistniały gdzieś w maszynie lub w systemie smarowania i dlatego powinien być ściśle monitorowany.
Przyczyny nietypowych temperatur łożyska są różne, lecz niektóre możliwe przyczyny podano w: Rozdział 7.5.2 Układ smarowania łożysk tulejowych lub Rozdział 8.1.2 Układ smarowania i łożyska. Jeśli wzrostowi temperatury towarzyszy podwyższony poziom wibracji, problem może również wiązać się z ustawieniem współosiowym maszyny, patrz Rozdział 3 Instalacja i osiowanie lub z uszkodzeniem osłon łożyska, przy czym w tym ostatnim przypadku łożysko należy zdemontować i sprawdzić.
7.5.2. Układ smarowania łożysk tulejowychMaszyny wyposażone są w łożyska tulejowe o bardzo długim okresie użytkowania pod warunkiem, że zapewnione jest ciągłe smarowanie, a typ i jakość oleju odpowiadają zaleceniom ABB, oraz przestrzegane są instrukcje dotyczące wymiany oleju.
7.5.2.1. Temperatura oleju smarowego
Prawidłowa temperatura smarowania niezbędna jest do utrzymania właściwej temperatury roboczej łożyska oraz zapewnienia wystarczającego smarowania i prawidłowej lepkości oleju smarowego. W urządzeniach z dopływem oleju problemy z jego temperaturą mogą wynikać ze złej pracy chłodnicy lub podgrzewacza oleju, albo nieprawidłowego przepływu oleju. W przypadku wystąpienia problemów z temperaturą należy sprawdzić ilość i jakość oleju we wszystkich łożyskach. Więcej informacji podano w: Rozdział 7.5.2.3 Zalecane wartości kontrolne dla oleju smarowego i Rozdział 7.5.2.4 Parametry olejów.
UWAGA: Minimalna temperatura otoczenia podczas rozruchu (bez podgrzewacza oleju) wynosi 0°C (32°F).
7.5.2.2. Kontrola środka smarującego
W pierwszym roku eksploatacji zaleca się pobieranie próbek oleju po upływie 1000, 2000 i 4000 godzin roboczych. Próbki należy przesłać dostawcy oleju do analizy. Na podstawie wyników można ustalić właściwe odstępy czasu między kolejnymi wymianami oleju.
Po pierwszej wymianie oleju, można go poddać analizie w połowie i pod koniec okresu między wymianami.
7.5.2.3. Zalecane wartości kontrolne dla oleju smarowego
Olej smarowy powinien być sprawdzany jak następuje:
• Sprawdzić olej wizualnie pod kątem barwy, zmętnienia i osadu w probówce. Olej powinien być przezroczysty lub nieznacznie zmętniały. Zmętnienie nie może być spowodowane przez wodę.
78 - Konserwacja 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
• Zawartość wody nie może przekraczać 0,2%.
• Powinna być zachowana pierwotna lepkość w granicach ±15%.
• Olej powinien być wolny od stałych zanieczyszczeń, a jego czystość powinna spełniać wymagania norm ISO 4406 klasa 18/15 lub NAS 1638 klasa 9.
• Ilość zanieczyszczeń metalowych powinna wynosić mniej niż 100 ppm. Wzrost tej wartości świadczy o zużywaniu się łożyska.
• Ogólna liczba kwasowa (OLK) nie powinna przekraczać 1 mg KOH/gram oleju. Prosimy zwrócić uwagę, że wartość OLK nie odpowiada wartości OLZ (ogólna liczba zasadowa).
• Zapach oleju. Niedopuszczalny jest silny zapach kwasu lub spalenizny.
Olej należy sprawdzić w kilka dni po pierwszym próbnym przebiegu maszyny, tuż przed pierwszą wymianą, a następnie w miarę potrzeb. Jeśli olej jest zmieniony bezpośrednio po oddaniu urządzenia do eksploatacji, można go wykorzystać ponownie po usunięciu zużytych cząstek poprzez filtrowanie lub odwirowanie.
W razie wątpliwości można wysłać próbkę oleju do laboratorium w celu oznaczenia lepkości, liczby kwasowej, tendencji do spieniania, itp.
7.5.2.4. Parametry olejów
Łożyska powinny być smarowane jednym z wymienionych niżej olejów.
Wymienione poniżej oleje zawierają następujące dodatki:
• Inhibitor utleniania i rdzy.
• Środek przeciwpieniący.
• Dodatek przeciwdziałający zużyciu.
UWAGA: Właściwy rodzaj oleju odczytać z tabliczki znamionowej i z rysunku wymiarowego.
Konserwacja - 793BFP 000 070 R0124 REV H
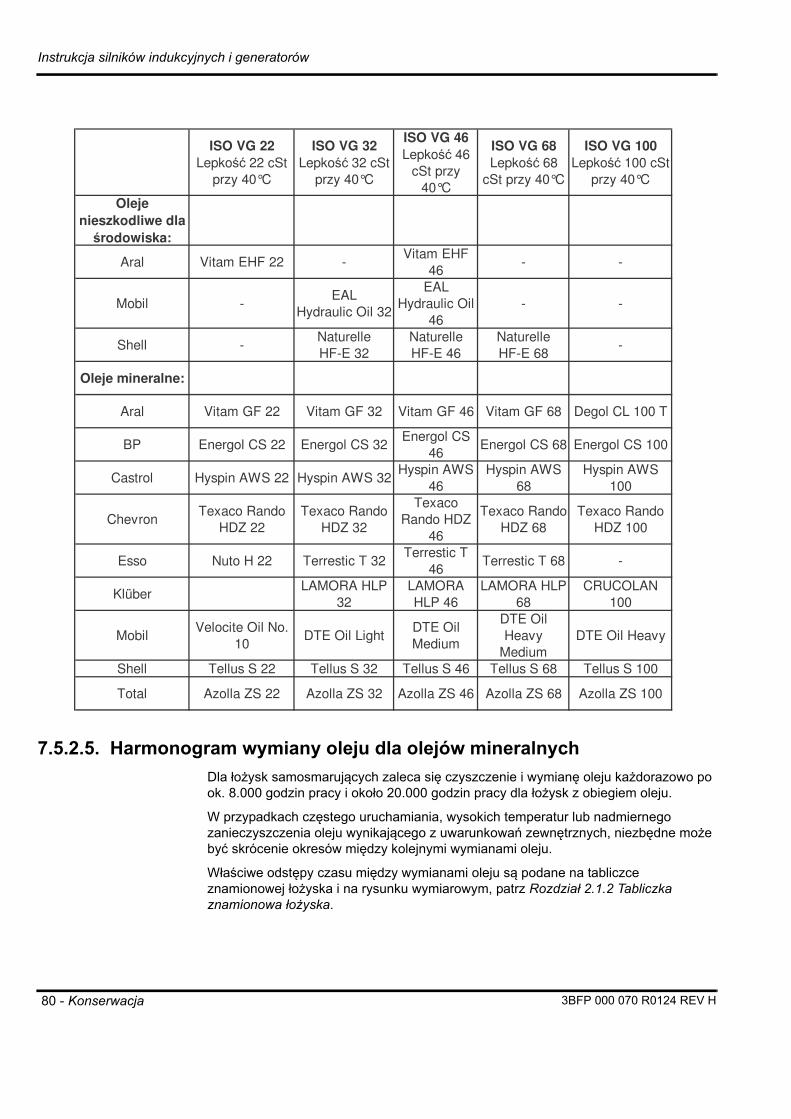
Instrukcja silników indukcyjnych i generatorów
7.5.2.5. Harmonogram wymiany oleju dla olejów mineralnych
Dla łożysk samosmarujących zaleca się czyszczenie i wymianę oleju każdorazowo po ok. 8.000 godzin pracy i około 20.000 godzin pracy dla łożysk z obiegiem oleju.
W przypadkach częstego uruchamiania, wysokich temperatur lub nadmiernego zanieczyszczenia oleju wynikającego z uwarunkowań zewnętrznych, niezbędne może być skrócenie okresów między kolejnymi wymianami oleju.
Właściwe odstępy czasu między wymianami oleju są podane na tabliczce znamionowej łożyska i na rysunku wymiarowym, patrz Rozdział 2.1.2 Tabliczka znamionowa łożyska.
ISO VG 22Lepko�� 22 cSt
przy 40°C
ISO VG 32Lepko�� 32 cSt
przy 40°C
ISO VG 46Lepko�� 46
cSt przy 40°C
ISO VG 68Lepko�� 68
cSt przy 40°C
ISO VG 100Lepko�� 100 cSt
przy 40°C
Oleje nieszkodliwe dla �rodowiska:
Aral Vitam EHF 22 -Vitam EHF
46- -
Mobil -EAL
Hydraulic Oil 32
EAL Hydraulic Oil
46- -
Shell -NaturelleHF-E 32
NaturelleHF-E 46
NaturelleHF-E 68
-
Oleje mineralne:
Aral Vitam GF 22 Vitam GF 32 Vitam GF 46 Vitam GF 68 Degol CL 100 T
BP Energol CS 22 Energol CS 32Energol CS
46Energol CS 68 Energol CS 100
Castrol Hyspin AWS 22 Hyspin AWS 32Hyspin AWS
46Hyspin AWS
68Hyspin AWS
100
ChevronTexaco Rando
HDZ 22Texaco Rando
HDZ 32
Texaco Rando HDZ
46
Texaco Rando HDZ 68
Texaco Rando HDZ 100
Esso Nuto H 22 Terrestic T 32Terrestic T
46Terrestic T 68 -
KlüberLAMORA HLP
32LAMORA HLP 46
LAMORA HLP 68
CRUCOLAN 100
MobilVelocite Oil No.
10DTE Oil Light
DTE Oil Medium
DTE Oil Heavy
MediumDTE Oil Heavy
Shell Tellus S 22 Tellus S 32 Tellus S 46 Tellus S 68 Tellus S 100
Total Azolla ZS 22 Azolla ZS 32 Azolla ZS 46 Azolla ZS 68 Azolla ZS 100
80 - Konserwacja 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
***Poniższy rozdział dotyczy typu łożyska: Łożysko toczne
7.5.3. Łożyska toczne
7.5.3.1. Konstrukcja łożyska
W normalnych warunkach eksploatacyjnych łożyska toczne wymagają niewielu zabiegów konserwacyjnych. Aby zapewnić niezawodną pracę, należy regularnie przesmarowywać łożyska wysokiej jakości smarem do łożysk tocznych.
7.5.3.2. Tabliczka znamionowa łożyska
Do obudowy dostarczanych maszyn mocowana jest tabliczka znamionowa łożyska. Tabliczki znamionowe łożysk zawierają informacje dotyczące łożyska, tzn.:
• Typ łożyska.
• Użyty środek smarny.
• Odstępy czasu między smarowaniami.
• Ilość smaru potrzebna przy ponownym smarowaniu.
Odnośnie szczegółowych informacji dotyczących tabliczki znamionowej łożyska, patrz Rozdział 2.1.2 Tabliczka znamionowa łożyska.
UWAGA: Informacje podane na tabliczce znamionowej łożyska muszą być bezwzględnie brane pod uwagę podczas eksploatacji i konserwacji maszyny.
7.5.3.3. Odstępy czasu między kolejnymi smarowaniami
Łożyska toczne maszyn elektrycznych wymagają przesmarowywania w regularnych odstępach czasu. Odstęp czasu między kolejnymi smarowaniami podany jest na tabliczce znamionowej łożyska.
UWAGA: Bez względu na odstęp czasu między kolejnymi smarowaniami, łożyska należy smarować co najmniej raz na rok.
Odstępy czasu między kolejnymi smarowaniami są obliczone dla temperatury roboczej 70°C (160°F). Jeżeli temperatura robocza jest niższa lub wyższa, należy odpowiednio zmienić odstępy czasu między smarowaniami. Przy wyższej temperaturze roboczej odstęp czasu między kolejnymi smarowaniami jest skracany.
UWAGA: Wzrost temperatury otoczenia powoduje odpowiednio wzrost temperatury łożyska. Odstępy czasu między smarowaniami powinny być dzielone na pół dla każdych 15°C (30°F) wzrostu temperatury łożyska i mogą być jednorazowo dwukrotnie wydłużone przy spadku temperatury łożyska o 15°C (30°F).
Konserwacja - 813BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Przerwy między smarowaniami napędów przemienników częstotliwości
Większa prędkość pracy, na przykład w zastosowaniach wykorzystujących przemienniki częstotliwości, lub mniejsza prędkość przy większym obciążeniu będzie wymagać krótszych okresów smarowania lub specjalnego środka smarnego. W takiej sytuacji należy zwrócić się o poradę do punktu serwisowego ABB Motors and Generators.
UWAGA: Nie wolno przekraczać maksymalnej konstrukcyjnej prędkości maszyny. Należy sprawdzić przydatność łożysk do pracy z dużymi prędkościami.
7.5.3.4. Ponowne smarowanie
Wszystkie łożyska toczne maszyn elektrycznych wymagają przesmarowywania, patrz Rozdział 7.5.3.3 Odstępy czasu między kolejnymi smarowaniami. Przesmarowywanie łożysk może być wykonywane ręcznie lub przy użyciu układu automatycznego. W obu przypadkach należy sprawdzić, czy do łożyska wprowadzana jest odpowiednia ilość właściwego smaru w odpowiednich odstępach czasu.
UWAGA: Smar może powodować podrażnienia skóry i zapalenie oczu. Należy stosować środki ostrożności zalecane przez producenta smaru.
Ręczne przesmarowywanie łożysk
Maszyny, w których można stosować smarowanie ręczne, są wyposażone w smarowniczki. Aby uchronić łożyska przed zanieczyszczeniem ciałami stałymi, zarówno smarowniczki jak i ich okolice muszą być dokładnie oczyszczone przed przystąpieniem do wprowadzania smaru.
Smarowanie ręczne podczas pracy maszyny
Smarowanie podczas pracy maszyny:
• Sprawdzić, czy użyty będzie właściwy smar.
• Oczyścić smarowniczki i ich okolice.
• Sprawdzić, czy przewód smarujący jest otwarty, jeżeli jest wyposażony w uchwyt, otworzyć go.
• Wtłoczyć określoną ilość i rodzaj smaru do łożyska.
• Uruchomić maszynę na 1 do 2 godzin, aby usunąć z łożyska cały nadmiar smaru. W tym czasie temperatura łożyska może chwilowo wzrosnąć.
• Jeżeli przewód smarujący posiada uchwyt, zamknąć go.
UWAGA: Podczas przesmarowywania uważać na wszystkie wirujące części.
Przesmarowywanie ręczne podczas postoju maszyny
Lepiej jest przesmarowywać maszynę podczas jej pracy. Jeżeli nie ma takiej możliwości, lub czynność taka zostanie uznana za niebezpieczną, można przesmarować maszynę podczas jej postoju. W takim przypadku:
• Sprawdzić, czy użyty będzie właściwy smar.
82 - Konserwacja 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
• Wyłączyć maszynę.
• Oczyścić smarowniczki i ich okolice.
• Sprawdzić, czy przewód smarujący jest otwarty, jeżeli jest wyposażony w uchwyt, otworzyć go.
• Wtłoczyć tylko połowę ilości określonego rodzaju smaru do łożyska.
• Uruchomić maszynę na kilka minut z pełną prędkością.
• Wyłączyć maszynę.
• Po zatrzymaniu maszyny wtłoczyć określoną ilość właściwego smaru do łożyska.
• Uruchomić maszynę na 1 do 2 godzin, aby usunąć z łożyska cały nadmiar smaru. W tym czasie temperatura łożyska może chwilowo wzrosnąć.
• Jeżeli przewód smarujący posiada uchwyt, zamknąć go.
Automatyczne przesmarowywanie
Na rynku dostępne są rozmaite automatyczne systemy smarowania. ABB zaleca jednak stosowanie wyłącznie elektromechanicznych systemów smarowania. Co najmniej raz na rok należy sprawdzić jakość smaru wprowadzanego do łożyska: smar taki musi mieć wygląd i konsystencję świeżego smaru. Wszelkie ślady rozdzielenia oleju bazowego i mydła dyskwalifikują smar.
UWAGA: W przypadku zastosowania automatycznego systemu przesmarowywania należy podwoić ilość smaru podaną na tabliczce znamionowej łożyska.
7.5.3.5. Smar do łożysk
Niezbędne jest użycie wysokiej jakości smaru z odpowiednią bazą mydlaną. Smar taki wydłuża okres eksploatacji łożyska i zapewnia jego niezawodność.
Smar stosowany do ponownego smarowania powinien charakteryzować się następującymi właściwościami:
• Przeznaczeniem do łożysk wałeczkowych
• Wysoką jakością, zawartością mydła litowego oraz oleju mineralnego lub oleju PAO
• Lepkością oleju bazowego w zakresie 100–160 cSt w temp. 40°C (105°F)
• Stopniem konsystencji 1,5–3 w skali NLGI W przypadku urządzeń zamontowanych w pozycji pionowej lub w wysokiej temperaturze zalecany stopień w skali lepkości NGLI to 2 lub 3
• Stałym zakresem temperatury od –30°C (–20°F) do co najmniej +120°C (250°F)
Smary o odpowiednich właściwościach są dostępne u wszystkich głównych producentów środków smarnych. W przypadku nieznanej marki smaru i braku pewności odnośnie do zgodności smaru należy skontaktować się z odpowiednim zakładem produkcyjnych ABB, patrz Rozdział 9.1.3 Dane kontaktowe punktów serwisowych Motors and Generators.
Konserwacja - 833BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
UWAGA: Nie należy mieszać różnych typów smarów! Należy używać wyłącznie jednego typu smaru wewnątrz łożyska — nie stosować mieszanki dwóch lub większej liczby smarów.
UWAGA: Zaleca się stosowanie dodatków do smarów. Należy jednak uzyskać pisemną gwarancję producenta smaru z zapewnieniem o braku szkodliwego wpływu dodatków na łożyska lub właściwości smaru w zakresie temperatur roboczych. Jest to szczególnie istotne w przypadku dodatków epoksydowych.
UWAGA: Nie zaleca się użycia smarów z domieszkami epoksydowymi.
Zalecany smar do łożysk wałeczkowych
Firma ABB zaleca korzystanie z następujących smarów o dużej wydajności:
Smary na bazie olejów mineralnych:
• Esso Unirex N2, N3 (na bazie związków litu)
Smary na bazie olejów syntetycznych:
• Fag Arcanol Temp 110 (na bazie związków litu)
• Klüber Klüberplex BEM 41-132 (na specjalnej bazie litu)
• Lubcon Turmogrease Li 802 EP (na bazie litu)
• Mobil Mobilith SHC 100 (na bazie związków litu)
• Shell Gadus S5 V100 2 (na bazie związków litu)
• Total Multiplex S 2 A (na bazie związków litu)
Częstotliwość smarowania z użyciem smarów posiadających wymagane właściwości, innych niż smarów wymienione powyżej, należy zwiększyć dwukrotnie.
Smar do łożysk wałeczkowych do użytku w temperaturach ekstremalnych
W przypadku gdy temperatura robocza łożyska przekracza 100°C (210°F), należy skonsultować się zakładem produkcyjnym ABB w celu doboru odpowiedniego typu smaru.
7.5.3.6. Konserwacja łożysk
Trwałość łożysk jest raczej mniejsza niż trwałość maszyny elektrycznej. W związku z tym zachodzi konieczność okresowej wymiany łożysk.
Aby zapewnić trwałość nowo zainstalowanych łożysk tocznych, ich konserwacja wymaga specjalnych zabiegów, narzędzi i porządku.
Podczas prac konserwacyjnych przy łożyskach należy zadbać, aby:
• W żadnym momencie prac do łożyska nie przedostały się zanieczyszczenia lub ciała obce.
• Łożyska zostały umyte, wysuszone i wstępnie pokryte – przed montażem – odpowiednim, wysokiej jakości smarem do łożysk tocznych.
84 - Konserwacja 3BFP 000 070 R0124 REV H
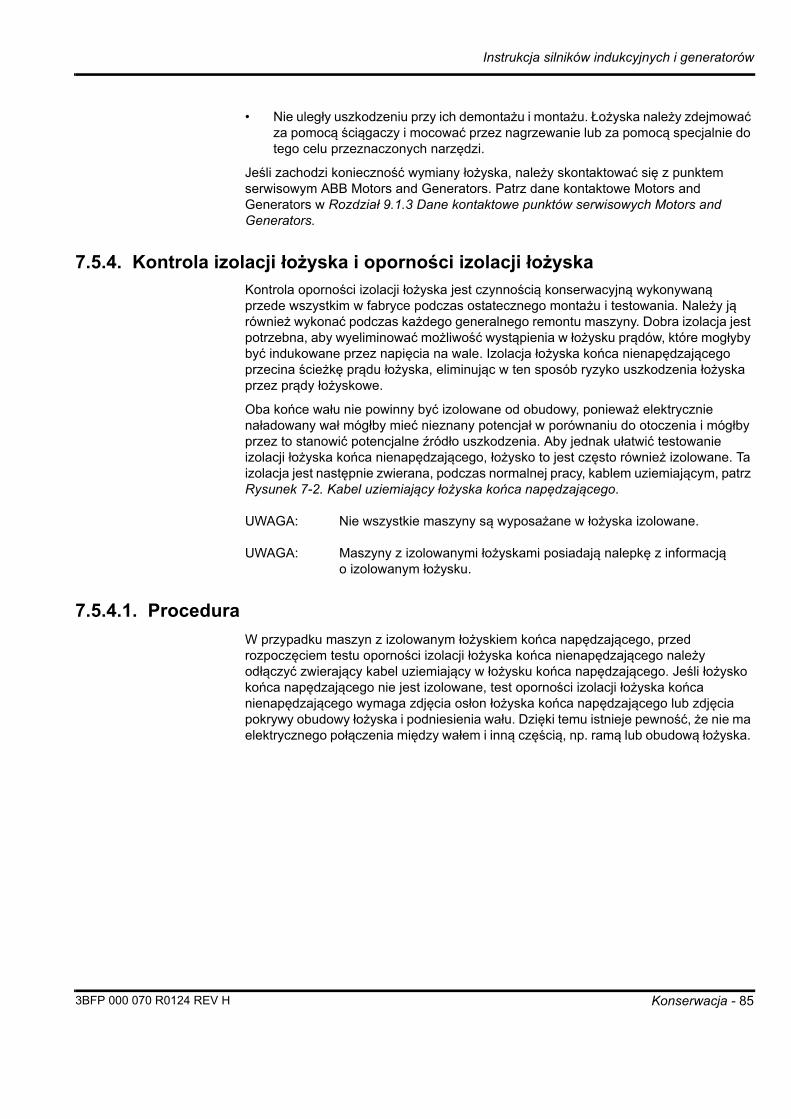
Instrukcja silników indukcyjnych i generatorów
• Nie uległy uszkodzeniu przy ich demontażu i montażu. Łożyska należy zdejmować za pomocą ściągaczy i mocować przez nagrzewanie lub za pomocą specjalnie do tego celu przeznaczonych narzędzi.
Jeśli zachodzi konieczność wymiany łożyska, należy skontaktować się z punktem serwisowym ABB Motors and Generators. Patrz dane kontaktowe Motors and Generators w Rozdział 9.1.3 Dane kontaktowe punktów serwisowych Motors and Generators.
7.5.4. Kontrola izolacji łożyska i oporności izolacji łożyskaKontrola oporności izolacji łożyska jest czynnością konserwacyjną wykonywaną przede wszystkim w fabryce podczas ostatecznego montażu i testowania. Należy ją również wykonać podczas każdego generalnego remontu maszyny. Dobra izolacja jest potrzebna, aby wyeliminować możliwość wystąpienia w łożysku prądów, które mogłyby być indukowane przez napięcia na wale. Izolacja łożyska końca nienapędzającego przecina ścieżkę prądu łożyska, eliminując w ten sposób ryzyko uszkodzenia łożyska przez prądy łożyskowe.
Oba końce wału nie powinny być izolowane od obudowy, ponieważ elektrycznie naładowany wał mógłby mieć nieznany potencjał w porównaniu do otoczenia i mógłby przez to stanowić potencjalne źródło uszkodzenia. Aby jednak ułatwić testowanie izolacji łożyska końca nienapędzającego, łożysko to jest często również izolowane. Ta izolacja jest następnie zwierana, podczas normalnej pracy, kablem uziemiającym, patrz Rysunek 7-2. Kabel uziemiający łożyska końca napędzającego.
UWAGA: Nie wszystkie maszyny są wyposażane w łożyska izolowane.
UWAGA: Maszyny z izolowanymi łożyskami posiadają nalepkę z informacją o izolowanym łożysku.
7.5.4.1. Procedura
W przypadku maszyn z izolowanym łożyskiem końca napędzającego, przed rozpoczęciem testu oporności izolacji łożyska końca nienapędzającego należy odłączyć zwierający kabel uziemiający w łożysku końca napędzającego. Jeśli łożysko końca napędzającego nie jest izolowane, test oporności izolacji łożyska końca nienapędzającego wymaga zdjęcia osłon łożyska końca napędzającego lub zdjęcia pokrywy obudowy łożyska i podniesienia wału. Dzięki temu istnieje pewność, że nie ma elektrycznego połączenia między wałem i inną częścią, np. ramą lub obudową łożyska.
Konserwacja - 853BFP 000 070 R0124 REV H

Instrukcja silników indukcyjnych i generatorów
Rysunek 7-2. Kabel uziemiający łożyska końca napędzającego
W przypadku wszystkich maszyn jakiekolwiek dodatkowe szczotki uziemiające wału, awaryjne uziemiające szczotki wirnika oraz sprzęgło (jeśli wykonane z materiału przewodzącego) muszą być usunięte. Zmierzyć oporność izolacji od wału do uziemienia używając napięcia stałego nie większego niż 100 V, patrz Rysunek 7-3. Pomiar rezystancji izolacji łożyska tulejowego. oraz Rysunek 7-4. Pomiar oporności izolacji łożyska wałeczkowego.. Punkty pomiaru izolacji łożyska zaznaczone są kółkiem na rysunkach.
Oporność izolacji jest dopuszczalna, gdy jej wartość wynosi ponad 10 kW.
Rysunek 7-3. Pomiar rezystancji izolacji łożyska tulejowego.
86 - Konserwacja 3BFP 000 070 R0124 REV H
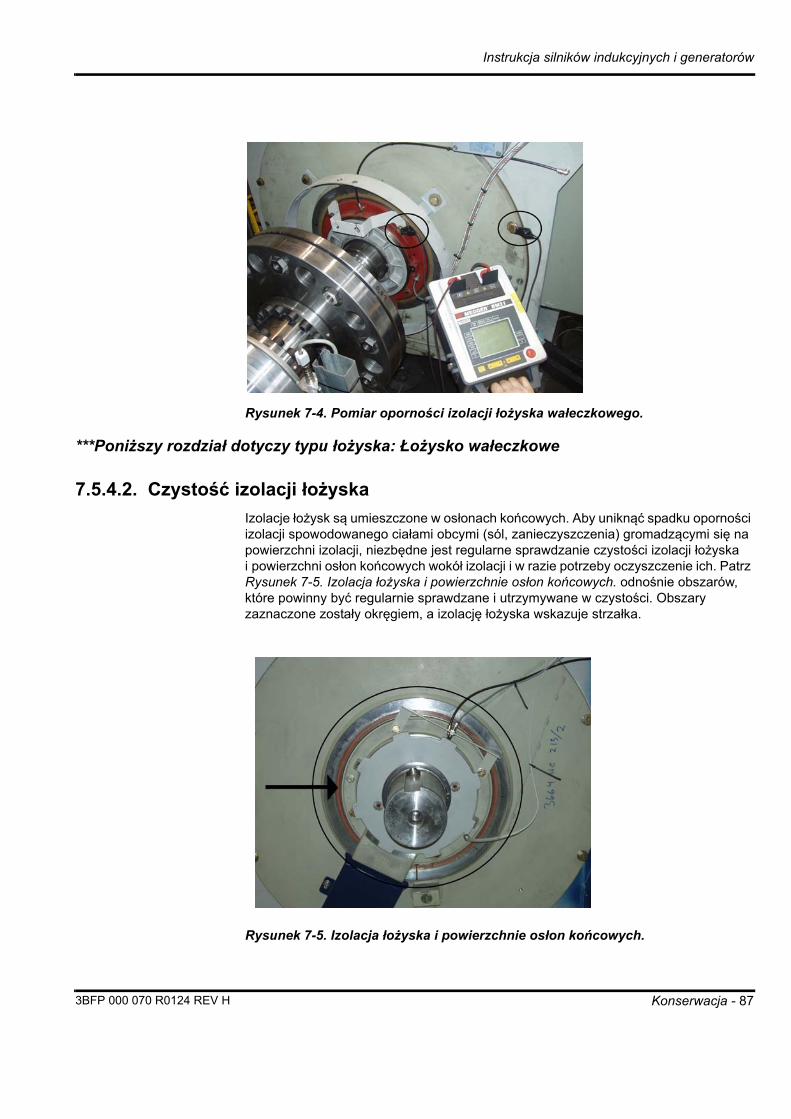
Instrukcja silników indukcyjnych i generatorów
Rysunek 7-4. Pomiar oporności izolacji łożyska wałeczkowego.
***Poniższy rozdział dotyczy typu łożyska: Łożysko wałeczkowe
7.5.4.2. Czystość izolacji łożyska
Izolacje łożysk są umieszczone w osłonach końcowych. Aby uniknąć spadku oporności izolacji spowodowanego ciałami obcymi (sól, zanieczyszczenia) gromadzącymi się na powierzchni izolacji, niezbędne jest regularne sprawdzanie czystości izolacji łożyska i powierzchni osłon końcowych wokół izolacji i w razie potrzeby oczyszczenie ich. Patrz Rysunek 7-5. Izolacja łożyska i powierzchnie osłon końcowych. odnośnie obszarów, które powinny być regularnie sprawdzane i utrzymywane w czystości. Obszary zaznaczone zostały okręgiem, a izolację łożyska wskazuje strzałka.
Rysunek 7-5. Izolacja łożyska i powierzchnie osłon końcowych.
Konserwacja - 873BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
7.6. Konserwacja uzwojeń stojana i wirnikaUzwojenia elektrycznych maszyn wirnikowych podlegają naprężeniom elektrycznym, mechanicznym i cieplnym. W wyniku tych naprężeń uzwojenia i izolacja ulegają stopniowemu starzeniu i rozpadowi. Dlatego też trwałość eksploatacyjna urządzenia często zależy od trwałości izolacji.
Prawidłowa konserwacja i regularne testowanie może zapobiegać lub przynajmniej znacznie opóźnić wiele procesów prowadzących do uszkodzeń. Niniejszy rozdział zawiera ogólny opis podstawowej konserwacji i testów.
W wielu krajach serwis firmy ABB oferuje również kompletne pakiety serwisu konserwacyjnego, obejmujące wszechstronne testowanie.
Aby zapobiec wypadkom przy pracy, przed przystąpieniem do prac konserwacyjnych przy elektrycznych uzwojeniach należy przedsięwziąć ogólne środki ostrożności w zakresie obsługi urządzeń elektrycznych oraz przestrzegać przepisów lokalnych. Więcej informacji, patrz Rozdział 7.2 Środki ostrożności.
Niezależne instrukcje dotyczące konserwacji i testowania można również znaleźć w następujących normach międzynarodowych:
1. Norma IEEE 43-2000, Zalecana praktyka przy testowaniu oporności izolacji maszyn wirujących IEEE.
2. Norma IEEE 432-1992, Poradnik IEEE dotyczący konserwacji izolacji elektrycznych maszyn wirujących (o mocy od 5 KM do poniżej 10 000 KM).
88 - Konserwacja 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
7.6.1. Szczegółowe instrukcje bezpieczeństwa dotyczące konserwacji uzwojeń
Niektóre niebezpieczne prace przy konserwacji uzwojeń obejmują:
• Posługiwanie się niebezpiecznymi rozpuszczalnikami, lakierami i żywicami. Przy czyszczeniu i ponownym powlekaniu lakierem uzwojeń konieczne jest stosowanie pewnych niebezpiecznych substancji. Substancje te mogą być niebezpieczne w przypadku przedostania się do płuc, połknięcia czy przy jakimkolwiek kontakcie ze skórą lub innymi organami. W razie wypadku należy zapewnić właściwą pomoc medyczną.
• Stosowanie łatwopalnych rozpuszczalników i lakierów. Dostęp do tych substancji mogą mieć wyłącznie upoważnieni pracownicy, którzy mogą je stosować z zachowaniem stosownych środków bezpieczeństwa.
• Testowanie pod wysokim napięciem (HV). Testy wysokiego napięcia mogą być wykonywane wyłącznie przez upoważnionych pracowników z zachowaniem stosownych środków bezpieczeństwa.
Substancje niebezpieczne stosowane do konserwacji uzwojeń to:
• benzyna lakowa, rozpuszczalnik,
• 1,1,1-trichloroetan, rozpuszczalnik,
• lakier wykończeniowy, rozpuszczalnik i żywica,
• żywica klejąca, żywica epoksydowa.
UWAGA: Istnieją specjalne instrukcje dotyczące posługiwania się substancjami niebezpiecznymi podczas prac konserwacyjnych. Instrukcji tych należy przestrzegać.
Poniżej przedstawiono niektóre ogólne środki bezpieczeństwa podczas konserwacji uzwojeń:
• Unikać wdychania oparów: zapewnić właściwy obieg powietrza w miejscu wykonywania prac lub założyć maskę oddechową.
• Stosować wyposażenie ochronne, jak okulary, buty, sztywny kapelusz i rękawice oraz odpowiednią odzież ochronną zabezpieczającą skórę. Zawsze należy stosować kremy ochronne.
• Podczas lakierowania natryskowego sprzęt lakierniczy, rama urządzenia oraz uzwojenia powinny być zawsze uziemione.
• Należy zachować szczególne środki ostrożności podczas prac w zagłębieniach i ciasnych przestrzeniach.
• Test napięcia mogą przeprowadzać wyłącznie osoby przeszkolone do pracy w warunkach wysokiego napięcia.
• W miejscu prowadzenia prac nie należy palić, jeść ani pić.
Rejestr testów przy konserwacji uzwojenia przedstawiono w: Załącznik RAPORT Z ODBIORU TECHNICZNEGO.
Konserwacja - 893BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
7.6.2. Harmonogram konserwacjiPrzy ustalaniu harmonogramu konserwacji uzwojenia obowiązują trzy podstawowe zasady:
• Konserwacja uzwojenia powinna być ustalana zgodnie z konserwacją innych elementów maszyny.
• Czynności konserwacyjne należy wykonywać tylko wówczas, gdy jest to konieczne.
• Maszyny ważne powinny być serwisowane częściej niż te mniej ważne. Odnosi się to również do uzwojeń, które szybko uległy zanieczyszczaniu oraz do napędów ciężkich.
UWAGA: Z zasady test oporności izolacji powinien być przeprowadzany raz do roku. Dla większości maszyn w większości warunków eksploatacyjnych to powinno wystarczyć. Inne testy powinny być przeprowadzane jedynie w przypadku wystąpienia problemów.
Program konserwacji dla całej maszyny, w tym uzwojeń, przedstawiono w: Rozdział 7.3 Program konserwacji. Jednak ten program konserwacji powinien być dostosowany do konkretnej sytuacji Klienta, np. konserwacji innych maszyn i warunków eksploatacyjnych, pod warunkiem, iż nie zostaną przekroczone zalecane okresy między czynnościami konserwacyjnymi.
7.6.3. Prawidłowa temperatura roboczaPrawidłową temperaturę uzwojeń zapewnia się przez utrzymywanie w czystości zewnętrznych powierzchni maszyny, pilnowanie sprawnego działania systemu chłodzącego i monitorowanie temperatury chłodziwa. Jeśli chłodziwo jest zbyt zimne, może dojść do kondensacji wody w maszynie. Może to spowodować zawilgocenie uzwojenia i obniżyć oporność izolacji.
***Poniższy punkt dotyczy rodzaju chłodzenia: Powietrzem zewnętrznym:
W przypadku maszyn chłodzonych powietrzem, należy kontrolować w sposób ciągły czystość filtrów powietrza. Odstępy czasu między kolejnymi czyszczeniami i wymianami filtrów powinny być planowane zgodnie z lokalnymi warunkami pracy.
Temperatura robocza stojana musi być monitorowana za pośrednictwem oporowych czujników temperatury. Znaczne różnice temperatury między poszczególnymi czujnikami mogą świadczyć o uszkodzeniu uzwojeń. Należy upewnić się, czy zmiany nie są spowodowane przesunięciem kanału pomiarowego.
7.6.4. Test oporności izolacjiPodczas ogólnych prac konserwacyjnych i przed uruchomieniem maszyny po raz pierwszy po długim przestoju należy zmierzyć oporność izolacji uzwojenia stojana i wirnika.
Pomiar oporności izolacji dostarcza informacji o wilgotności i zanieczyszczeniu izolacji. W oparciu o te informacje można określić niezbędne procedury czyszczenia i suszenia.
W nowych maszynach o suchym uzwojeniu oporność izolacji jest bardzo wysoka. Jednakże oporność ta może ulec znacznemu obniżeniu jeśli maszyna była
90 - Konserwacja 3BFP 000 070 R0124 REV H
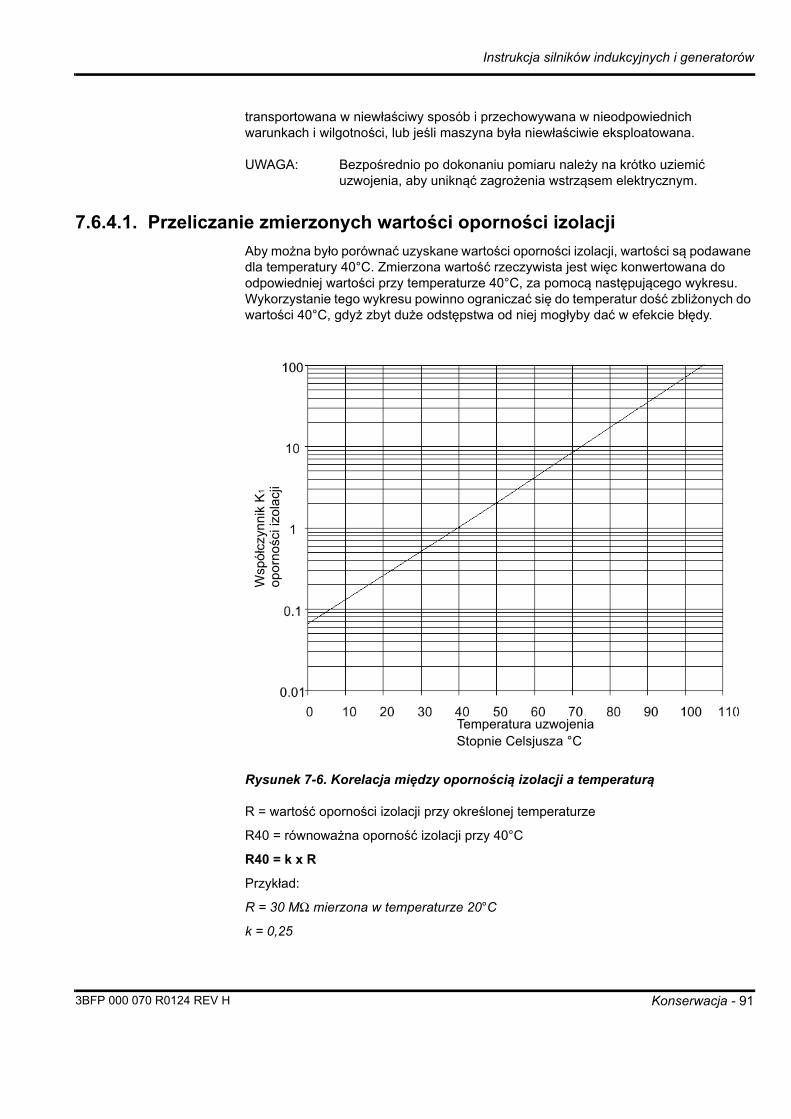
Instrukcja silników indukcyjnych i generatorów
transportowana w niewłaściwy sposób i przechowywana w nieodpowiednich warunkach i wilgotności, lub jeśli maszyna była niewłaściwie eksploatowana.
UWAGA: Bezpośrednio po dokonaniu pomiaru należy na krótko uziemić uzwojenia, aby uniknąć zagrożenia wstrząsem elektrycznym.
7.6.4.1. Przeliczanie zmierzonych wartości oporności izolacji
Aby można było porównać uzyskane wartości oporności izolacji, wartości są podawane dla temperatury 40°C. Zmierzona wartość rzeczywista jest więc konwertowana do odpowiedniej wartości przy temperaturze 40°C, za pomocą następującego wykresu. Wykorzystanie tego wykresu powinno ograniczać się do temperatur dość zbliżonych do wartości 40°C, gdyż zbyt duże odstępstwa od niej mogłyby dać w efekcie błędy.
Rysunek 7-6. Korelacja między opornością izolacji a temperaturą
R = wartość oporności izolacji przy określonej temperaturze
R40 = równoważna oporność izolacji przy 40°C
R40 = k x R
Przykład:
R = 30 MΩ mierzona w temperaturze 20°C
k = 0,25
Wsp
ółcz
ynni
k K
1
op
ornośc
i izo
lacj
i
Temperatura uzwojeniaStopnie Celsjusza °C
Konserwacja - 913BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
R40 = 0,25 x 30 MΩ = 7,5 MΩ
Tabela 7-5. Wartości temperatur w stopniach Celsjusza (°C) i w stopniach Fahrenheita (°F)
7.6.4.2. Uwagi ogólne
Przed podjęciem decyzji o jakichkolwiek działaniach w efekcie testów oporności izolacji, należy wziąć pod uwagę następujące kwestie:
• Jeśli mierzoną wartość uznaje się za zbyt niską, należy uzwojenie oczyścić i/lub wysuszyć. Jeżeli te działania nie pomogą, należy poszukać pomocy specjalisty.
• Maszyny, w których może wystąpić problem zawilgocenia, należy starannie wysuszyć niezależnie od pomierzonej wartości oporności izolacji.
• Wartość oporności izolacji będzie spadać wraz ze wzrostem temperatury uzwojenia.
• Oporność ulega obniżeniu o połowę dla każdego wzrostu temperatury o 10 … 15 K.
UWAGA: Oporność izolacji podana w raporcie z testu jest zwykle znacznie wyższa niż wartości zmierzone w miejscu eksploatacji.
7.6.4.3. Minimalne wartości oporności izolacji
Kryteria dla uzwojeń w normalnych warunkach.
Zasadniczo wartości oporności izolacji dla suchych uzwojeń powinny znacznie przekraczać wartości minimalne. Niemożliwe jest podanie konkretnych wartości, gdyż oporność zmienia się zależnie, m.in. od rodzaju maszyny i warunków miejscowych. Ponadto na oporność izolacji mają wpływ również wiek i zużycie maszyny. Dlatego też poniższe wartości można rozpatrywać jedynie jako wytyczne.
Podane poniżej graniczne wartości oporności izolacji obowiązują dla temperatury 40°C i wówczas gdy napięcie testowe było doprowadzane przez 1 minutę lub dłużej.
• Wirnik
W przypadku maszyn przemysłowych z wirnikami uzwojonymi:R(1-10 min w temp. 40 °C) > 5 MΩ
UWAGA: Pył węglowy na pierścieniach ślizgowych i odsłonięte powierzchnie miedziane powodują obniżenie wartości oporności izolacji wirnika.
• Stojan
W przypadku nowych stojanów: R(1-10 min w temp. 40 °C) > 1000 MΩ. Jeżeli warunki w jakich pomiar jest dokonywany charakteryzują się wysoką ciepłotą i wilgotnością dopuszczalne są wartości R(1-10 min w temp. 40 °C) powyżej 100 MΩ.
W przypadku stojanów używanych: R(1-10 min w temp. 40 °C) > 100 MΩ
°C 0 10 20 30 40 50 60 70 80 90 100 110
°F 32 50 68 86 104 122 140 158 176 194 212 230
92 - Konserwacja 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
UWAGA: Jeżeli powyższe wartości nie zostaną uzyskane, należy ustalić przyczynę niskiej oporności izolacji. Niska wartość rezystancji izolacji często spowodowana jest przez nadmierną wilgotność lub zanieczyszczenia, podczas gdy sama izolacja jest w stanie nienaruszonym.
7.6.4.4. Pomiar oporności izolacji uzwojenia stojana
Oporność izolacji mierzona jest przy użyciu testera oporności izolacji. Napięcie testowe prądu stałego wynosi 1000 V. Czas trwania testu wynosi 1 minutę, po czym wartość oporności izolacji jest zapisywana. Przed rozpoczęciem testu oporności izolacji należy wykonać następujące czynności:
• Sprawdzić, czy nie są otwarte wtórne połączenia przekładników prądowych (CT), w tym zapasowe rdzenie. Patrz Rysunek 7-7. Połączenia uzwojeń stojana dla potrzeb pomiarów oporności izolacji
• Sprawdzić, czy wszystkie sieciowe kable zasilające są odłączone.
• Sprawdzić, czy rama maszyny i nieprzetestowane uzwojenie stojana zostały uziemione.
• Mierzona jest temperatura uzwojenia.
• Wszystkie oporowe czujniki temperatury są uziemione.
• Ewentualne uziemienie transformatorów napięciowych (niezbyt powszechne) musi być odłączone.
Pomiar powinien być przeprowadzony w skrzynce zaciskowej. Test zwykle przeprowadza się grupowo dla całego uzwojenia, w którym to przypadku tester włączany jest pomiędzy ramą maszyny a uzwojeniem; patrz Rysunek 7-7. Połączenia uzwojeń stojana dla potrzeb pomiarów oporności izolacji. Rama jest uziemiona, a trzy fazy uzwojenia stojana pozostają połączone w punkcie neutralnym, patrz Rysunek 7-7. Połączenia uzwojeń stojana dla potrzeb pomiarów oporności izolacji.
Jeśli pomierzona oporność izolacji dla całego uzwojenia jest niższa niż podano w specyfikacji, a uzwojenia fazowe można łatwo od siebie odłączyć, każdą fazę można również zmierzyć oddzielnie. Nie jest to możliwe w każdej maszynie. W tym pomiarze tester połączony jest z ramą maszyny i jednym z uzwojeń. Rama i dwie niemierzone fazy są uziemione, patrz Rysunek 7-7. Połączenia uzwojeń stojana dla potrzeb pomiarów oporności izolacji.
Gdy fazy mierzone są oddzielnie, należy usunąć wszystkie gwiazdy punktów systemu uzwojenia. Jeśli gwiazda punktu elementu składowego nie może być odłączona, jak w typowym trójfazowym transformatorze napięciowym, należy odłączyć cały element składowy.
Konserwacja - 933BFP 000 070 R0124 REV H
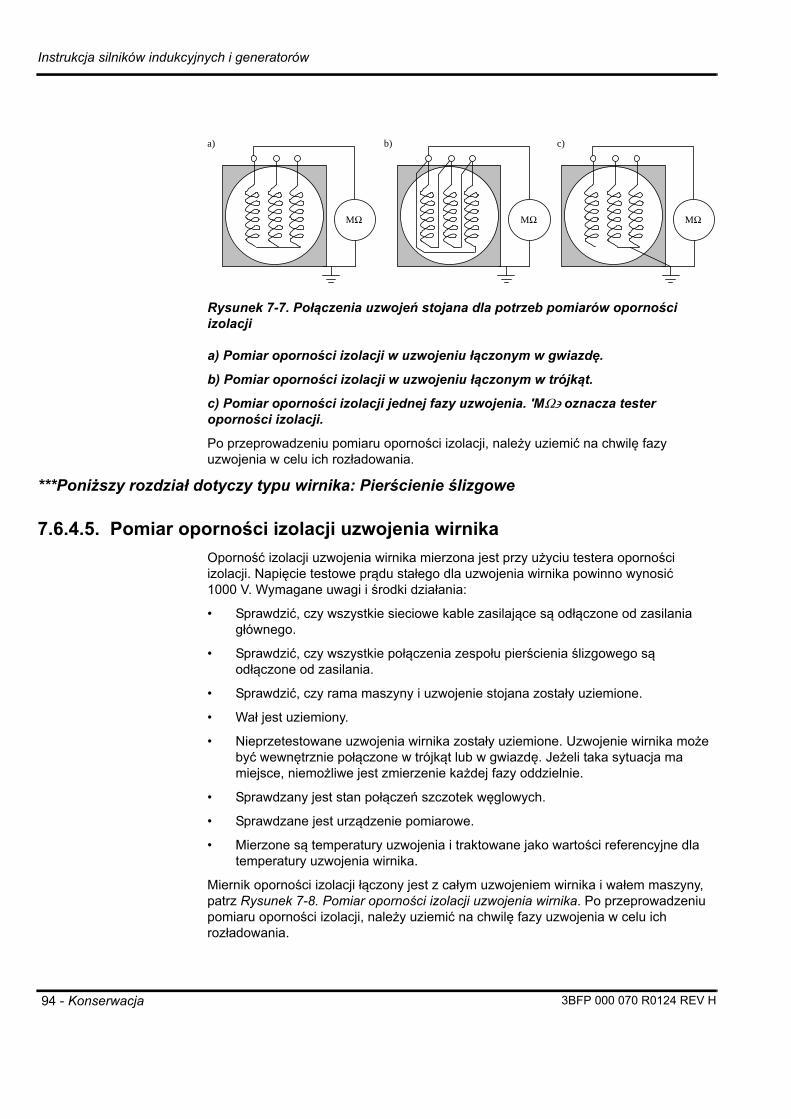
Instrukcja silników indukcyjnych i generatorów
Rysunek 7-7. Połączenia uzwojeń stojana dla potrzeb pomiarów oporności izolacji
a) Pomiar oporności izolacji w uzwojeniu łączonym w gwiazdę.
b) Pomiar oporności izolacji w uzwojeniu łączonym w trójkąt.
c) Pomiar oporności izolacji jednej fazy uzwojenia. 'MΩ∋ oznacza tester oporności izolacji.
Po przeprowadzeniu pomiaru oporności izolacji, należy uziemić na chwilę fazy uzwojenia w celu ich rozładowania.
***Poniższy rozdział dotyczy typu wirnika: Pierścienie ślizgowe
7.6.4.5. Pomiar oporności izolacji uzwojenia wirnika
Oporność izolacji uzwojenia wirnika mierzona jest przy użyciu testera oporności izolacji. Napięcie testowe prądu stałego dla uzwojenia wirnika powinno wynosić 1000 V. Wymagane uwagi i środki działania:
• Sprawdzić, czy wszystkie sieciowe kable zasilające są odłączone od zasilania głównego.
• Sprawdzić, czy wszystkie połączenia zespołu pierścienia ślizgowego są odłączone od zasilania.
• Sprawdzić, czy rama maszyny i uzwojenie stojana zostały uziemione.
• Wał jest uziemiony.
• Nieprzetestowane uzwojenia wirnika zostały uziemione. Uzwojenie wirnika może być wewnętrznie połączone w trójkąt lub w gwiazdę. Jeżeli taka sytuacja ma miejsce, niemożliwe jest zmierzenie każdej fazy oddzielnie.
• Sprawdzany jest stan połączeń szczotek węglowych.
• Sprawdzane jest urządzenie pomiarowe.
• Mierzone są temperatury uzwojenia i traktowane jako wartości referencyjne dla temperatury uzwojenia wirnika.
Miernik oporności izolacji łączony jest z całym uzwojeniem wirnika i wałem maszyny, patrz Rysunek 7-8. Pomiar oporności izolacji uzwojenia wirnika. Po przeprowadzeniu pomiaru oporności izolacji, należy uziemić na chwilę fazy uzwojenia w celu ich rozładowania.
MΩ MΩ MΩ
a) c)b)
94 - Konserwacja 3BFP 000 070 R0124 REV H
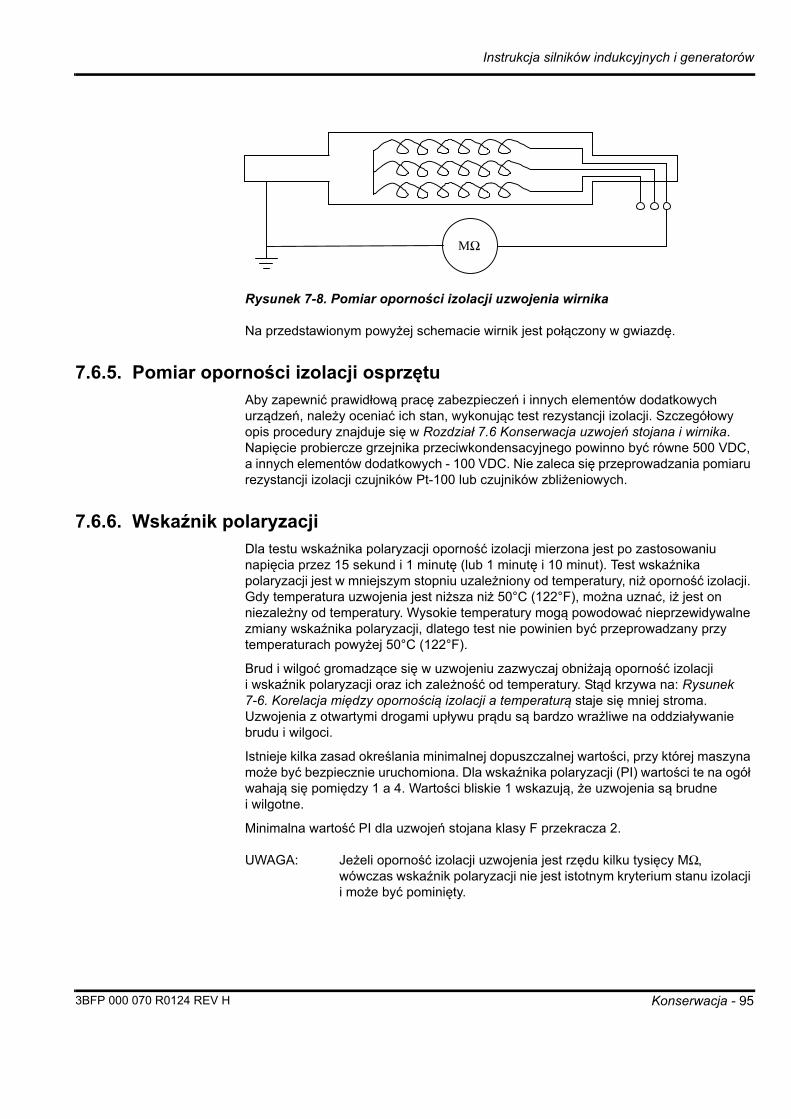
Instrukcja silników indukcyjnych i generatorów
Rysunek 7-8. Pomiar oporności izolacji uzwojenia wirnika
Na przedstawionym powyżej schemacie wirnik jest połączony w gwiazdę.
7.6.5. Pomiar oporności izolacji osprzętuAby zapewnić prawidłową pracę zabezpieczeń i innych elementów dodatkowych urządzeń, należy oceniać ich stan, wykonując test rezystancji izolacji. Szczegółowy opis procedury znajduje się w Rozdział 7.6 Konserwacja uzwojeń stojana i wirnika. Napięcie probiercze grzejnika przeciwkondensacyjnego powinno być równe 500 VDC, a innych elementów dodatkowych - 100 VDC. Nie zaleca się przeprowadzania pomiaru rezystancji izolacji czujników Pt-100 lub czujników zbliżeniowych.
7.6.6. Wskaźnik polaryzacjiDla testu wskaźnika polaryzacji oporność izolacji mierzona jest po zastosowaniu napięcia przez 15 sekund i 1 minutę (lub 1 minutę i 10 minut). Test wskaźnika polaryzacji jest w mniejszym stopniu uzależniony od temperatury, niż oporność izolacji. Gdy temperatura uzwojenia jest niższa niż 50°C (122°F), można uznać, iż jest on niezależny od temperatury. Wysokie temperatury mogą powodować nieprzewidywalne zmiany wskaźnika polaryzacji, dlatego test nie powinien być przeprowadzany przy temperaturach powyżej 50°C (122°F).
Brud i wilgoć gromadzące się w uzwojeniu zazwyczaj obniżają oporność izolacji i wskaźnik polaryzacji oraz ich zależność od temperatury. Stąd krzywa na: Rysunek 7-6. Korelacja między opornością izolacji a temperaturą staje się mniej stroma. Uzwojenia z otwartymi drogami upływu prądu są bardzo wrażliwe na oddziaływanie brudu i wilgoci.
Istnieje kilka zasad określania minimalnej dopuszczalnej wartości, przy której maszyna może być bezpiecznie uruchomiona. Dla wskaźnika polaryzacji (PI) wartości te na ogół wahają się pomiędzy 1 a 4. Wartości bliskie 1 wskazują, że uzwojenia są brudne i wilgotne.
Minimalna wartość PI dla uzwojeń stojana klasy F przekracza 2.
UWAGA: Jeżeli oporność izolacji uzwojenia jest rzędu kilku tysięcy MΩ, wówczas wskaźnik polaryzacji nie jest istotnym kryterium stanu izolacji i może być pominięty.
MΩ
Konserwacja - 953BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
7.6.7. Inne czynności konserwacyjneUzwojenia produkcji ABB są na ogół wolne od usterek i poza okresowym monitorowaniem wymagają jedynie od czasu do czasu oczyszczenia i osuszenia, jak opisano powyżej. W przypadku wystąpienia nadzwyczajnych okoliczności i potrzeby wykonania innych czynności konserwacyjnych, najlepiej poszukać fachowej pomocy. Dział obsługi posprzedażnej Klienta ABB chętnie służy pomocą w zakresie konserwacji uzwojenia maszyny elektrycznej, informacje o kontakcie przedstawiono w Rozdział 9.1.3 Dane kontaktowe punktów serwisowych Motors and Generators.
***Poniższe rozdziały dotyczą typu wirnika: Pierścienie ślizgowe
7.7. Konserwacja pierścieni ślizgowych i zespołu szczotkowegoMaszyna wyposażona w pierścienie ślizgowe będzie działać prawidłowo tylko wówczas, gdy pierścienie i zespół szczotkowy są poddawane regularnym przeglądom i konserwacji.
7.7.1. Obsługa pierścieni ślizgowychPowierzchnie ślizgowe pierścieni powinny być zawsze gładkie i czyste. Należy sprawdzać pierścienie ślizgowe i czyścić powierzchnie izolacji. Na skutek zużycia szczotek powstaje pył węglowy, który gromadzi się w znacznych ilościach tworząc mostkowania na powierzchniach izolacji. Między pierścieniami ślizgowymi mogą pojawiać się wyładowania elektryczne i iskrzenie prowadzące do zatrzymania maszyny. Na powierzchni styku między pierścieniami ślizgowymi i szczotkami tworzy się patyna, czyli warstwa powierzchniowa. Patyna jest to zabarwiona powierzchnia, co jest normalnym zjawiskiem, a w wielu przypadkach sprzyja działaniu szczotek, nie jest więc traktowana jako defekt i nie powinna być usuwana.
7.7.1.1. Okres postoju
Gdy maszyna ma być na dłuższy czas wyłączona z ruchu, należy podnieść szczotki do góry. Podczas transportu, przechowywania, instalacji lub długich przerw w pracy powierzchnie ślizgowe pierścieni mogą ulec zmatowieniu, zabrudzeniu, itp. Przed ponownym uruchomieniem maszyny należy sprawdzić stan powierzchni ślizgowych i oczyścić je.
7.7.1.2. Zużycie eksploatacyjne
Jeżeli powierzchnie pierścieni ślizgowych stały się chropowate lub nierówne, należy je oszlifować lub przetoczyć na tokarce. Asymetria średnicy pierścienia powinna być mniejsza niż 1,0 mm, ale na krótkich odcinkach dopuszczalna jest maksymalna wartość 0,2 mm. Jeżeli pierścienie ślizgowe uległy zużyciu eksploatacyjnemu lub silnemu wypaleniu, należy zainstalować nowe pierścienie.
=
min1
min10
15
min1
RRor
RRPI
s
96 - Konserwacja 3BFP 000 070 R0124 REV H
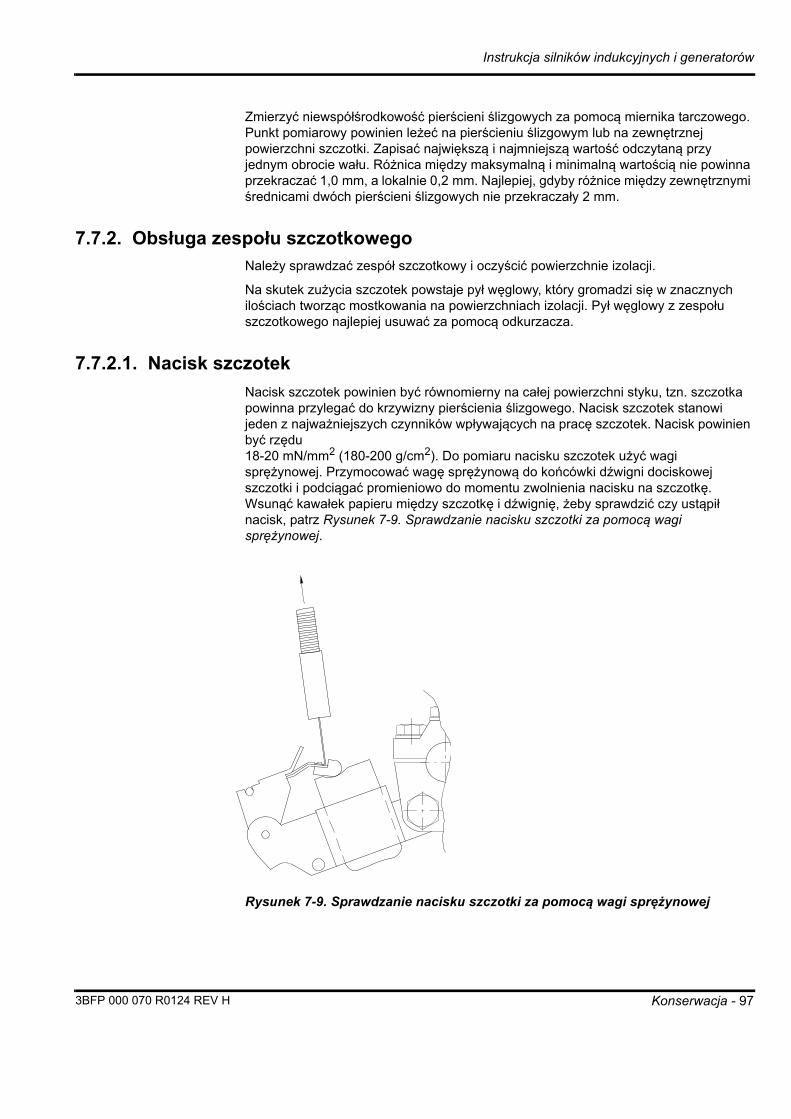
Instrukcja silników indukcyjnych i generatorów
Zmierzyć niewspółśrodkowość pierścieni ślizgowych za pomocą miernika tarczowego. Punkt pomiarowy powinien leżeć na pierścieniu ślizgowym lub na zewnętrznej powierzchni szczotki. Zapisać największą i najmniejszą wartość odczytaną przy jednym obrocie wału. Różnica między maksymalną i minimalną wartością nie powinna przekraczać 1,0 mm, a lokalnie 0,2 mm. Najlepiej, gdyby różnice między zewnętrznymi średnicami dwóch pierścieni ślizgowych nie przekraczały 2 mm.
7.7.2. Obsługa zespołu szczotkowegoNależy sprawdzać zespół szczotkowy i oczyścić powierzchnie izolacji.
Na skutek zużycia szczotek powstaje pył węglowy, który gromadzi się w znacznych ilościach tworząc mostkowania na powierzchniach izolacji. Pył węglowy z zespołu szczotkowego najlepiej usuwać za pomocą odkurzacza.
7.7.2.1. Nacisk szczotek
Nacisk szczotek powinien być równomierny na całej powierzchni styku, tzn. szczotka powinna przylegać do krzywizny pierścienia ślizgowego. Nacisk szczotek stanowi jeden z najważniejszych czynników wpływających na pracę szczotek. Nacisk powinien być rzędu18-20 mN/mm2 (180-200 g/cm2). Do pomiaru nacisku szczotek użyć wagi sprężynowej. Przymocować wagę sprężynową do końcówki dźwigni dociskowej szczotki i podciągać promieniowo do momentu zwolnienia nacisku na szczotkę. Wsunąć kawałek papieru między szczotkę i dźwignię, żeby sprawdzić czy ustąpił nacisk, patrz Rysunek 7-9. Sprawdzanie nacisku szczotki za pomocą wagi sprężynowej.
Rysunek 7-9. Sprawdzanie nacisku szczotki za pomocą wagi sprężynowej
Konserwacja - 973BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
***Poniższe rozdziały dotyczą rodzaju chłodzenia: Powietrzem zewnętrznym,powietrzno-wodne i powietrzne
7.8. Konserwacja zespołów chłodzącychW normalnych warunkach eksploatacyjnych zespoły chłodzące wymagają niewiele zabiegów konserwacyjnych, ale zaleca się sprawdzanie ich stanu w celu zapewnienia bezawaryjnej pracy.
Stan materialu tlumiacego halas w wymiennikach ciepla i w tlumikach powietrza powinien byc regularnie sprawdzany. Jesli material ma tendencje do kruszenia sie lub juz sie kruszy, nalezy go wymienic, a nastepnie z wymiennika ciepla usunac luzne czastki, które moga blokowac przeplyw powietrza.
***Poniższy rozdział dotyczy rodzaju chłodzenia: Powietrzem zewnętrznym
7.8.1. Instrukcja konserwacji maszyn chłodzonych powietrzem zewnętrznymObieg powietrza chłodzącego jest na ogół zapewniony przez wentylator i/lub wirnik. Wentylator może być zainstalowany na wale lub być napędzany przez niezależny silnik. Istnieje również możliwość połączenia z atmosferą. W zależności od konstrukcji maszyny obieg może być osiowo symetryczny lub asymetryczny. Powietrze chłodzące musi zawierać jak najmniej zanieczyszczeń, ponieważ w przeciwnym razie maszyna ulega zanieczyszczeniu i spada skuteczność chłodzenia.
W zależności od specyfikacji, górne pokrywy standardowych maszyn zabezpieczonych przed wpływami atmosferycznymi są dostarczane z filtrami lub bez nich. Na specjalne zamówienie, górna pokrywa jest wyposażana w ciśnieniowy wyłącznik różnicowy umożliwiający monitoring stanu filtrów.
Jeżeli czujniki temperatury uzwojenia lub powietrza chłodzącego wskazują temperaturę odbiegającą od normy, należy skontrolować układ chłodzenia. Dwie czynności konserwacyjne polegają na sprawdzeniu stanu filtrów powietrza i zapewnieniu dobrego krążenia powietrza wewnątrz maszyny. Wnętrze maszyny należy czyścić i sprawdzać przy każdym remoncie, lub w razie pojawienia się problemu.
Do innych przyczyn niskiej wydajności systemu chłodzenia można zaliczyć wysoką temperaturę zewnętrzną lub wysoką temperaturę wlotową powietrza. Ponadto defekt układu smarowania lub łożyska może powodować wzrost temperatury łożyska.
Przyczyną pozornie wysokiej temperatury może też być problem w układzie pomiaru temperatury Rozdział 8.3.2 Oporowe czujniki temperatury Pt-100.
7.8.1.1. Czyszczenie filtrów
Filtry należy regularnie czyścić. Odstępy czasu między kolejnym czyszczeniem filtrów zależą od czystości powietrza, w którym maszyna pracuje. Filtry należy czyścić, gdy czujniki temperatury uzwojenia zaczynają wskazywać podwyższoną temperaturę lub ich wskazania są bliskie poziomu alarmowego.
Jeżeli zastosowany został układ monitoringowy różnicowego ciśnienia filtra, filtr należy wymienić natychmiast po pojawieniu się ciśnieniowego sygnału alarmowego. Poziom alarmu jest tak ustawiony, aby wyzwalało go zablokowanie 50% powierzchni filtra. Obsługa powinna również często sprawdzać filtry wizualnie.
98 - Konserwacja 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Wymontować filtry w celu ich oczyszczenia. Jeżeli powietrze środowiska jest dostatecznie czyste, filtry można wymieniać podczas pracy maszyny. Filtry należy regularnie czyścić za pomocą odkurzacza najpierw od strony wlotu powietrza, a następnie od strony wylotu. Zaleca się okresowe mycie filtrów czystą wodą, aby usunąć zanieczyszczenia, które pozostały po odkurzaniu. W przypadku silnego zanieczyszczenia smarami, filtry należy umyć w roztworze detergentu. Przed oddaniem filtrów do eksploatacji, należy dokładnie je wypłukać. Przy instalowaniu filtrów należy pamiętać o zachowaniu właściwego kierunku, który określają strzałki na obudowie filtra, wskazujące kierunek przepływu powietrza. Niektóre filtry można instalować w dowolnym kierunku. Patrz również informacje producenta filtra powietrza.
***Poniższe rozdziały dotyczą rodzaju chłodzenia: Powietrzno-wodne
7.8.2. Instrukcja konserwacji powietrzno-wodnych wymienników ciepłaJeżeli czujniki temperatury wskazują normalną temperaturę pracy, a czujniki nieszczelności nie informują o żadnych przeciekach, na ogół nie ma potrzeby dodatkowego nadzorowania układu chłodzenia.
***Poniższe rozdziały dotyczą rodzaju chłodzenia: Powietrzne
7.8.3. Instrukcja konserwacji powietrznych wymienników ciepłaZespół chłodzący jest zainstalowany na maszynie. Przewody powietrzne wymiennika ciepła są zazwyczaj wykonane z aluminium.
7.8.3.1. Obieg powietrza
Obieg powietrza wewnętrznego jest na ogół zapewniony przez wentylator i/lub wirnik. Wentylator może być zainstalowany na wale lub być napędzany przez niezależny silnik. W zależności od konstrukcji maszyny obieg może być osiowo symetryczny lub asymetryczny.
Strumień powietrza zewnętrznego jest zazwyczaj wytwarzany przez wentylator zainstalowany na wale lub może być napędzany przez niezależny silnik. Istnieje również możliwość połączenia z atmosferą.
Konserwacja - 993BFP 000 070 R0124 REV H
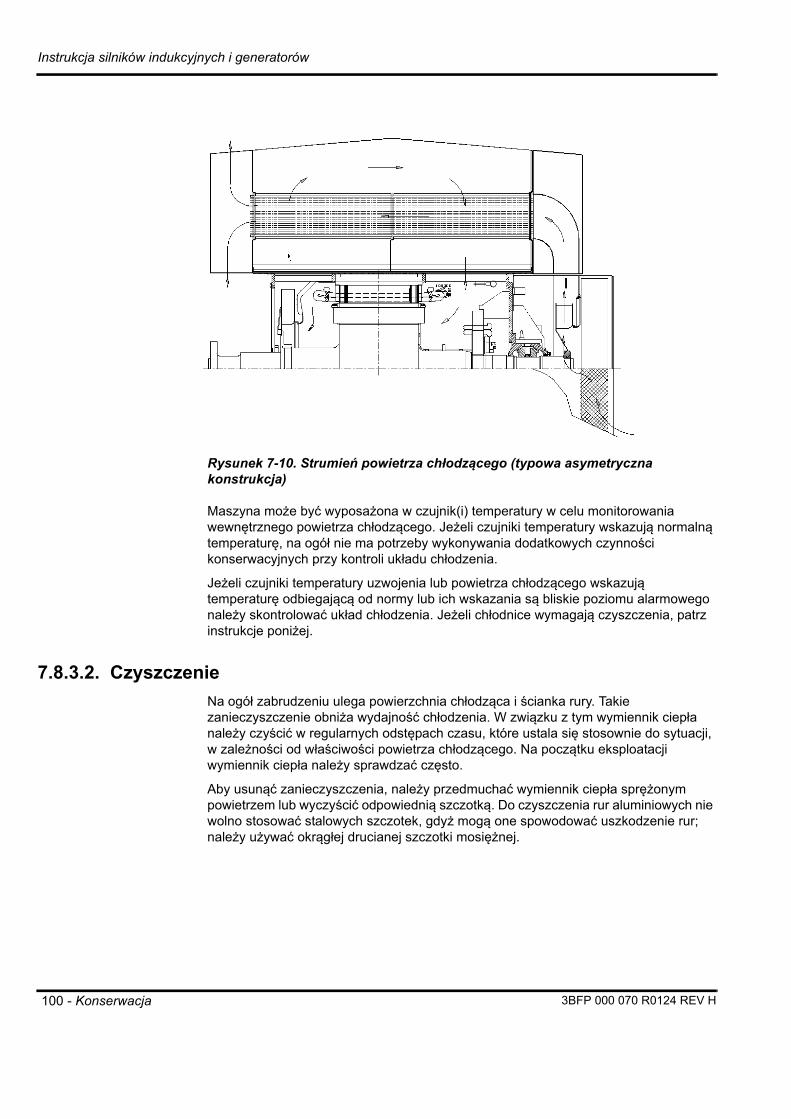
Instrukcja silników indukcyjnych i generatorów
Rysunek 7-10. Strumień powietrza chłodzącego (typowa asymetryczna konstrukcja)
Maszyna może być wyposażona w czujnik(i) temperatury w celu monitorowania wewnętrznego powietrza chłodzącego. Jeżeli czujniki temperatury wskazują normalną temperaturę, na ogół nie ma potrzeby wykonywania dodatkowych czynności konserwacyjnych przy kontroli układu chłodzenia.
Jeżeli czujniki temperatury uzwojenia lub powietrza chłodzącego wskazują temperaturę odbiegającą od normy lub ich wskazania są bliskie poziomu alarmowego należy skontrolować układ chłodzenia. Jeżeli chłodnice wymagają czyszczenia, patrz instrukcje poniżej.
7.8.3.2. Czyszczenie
Na ogół zabrudzeniu ulega powierzchnia chłodząca i ścianka rury. Takie zanieczyszczenie obniża wydajność chłodzenia. W związku z tym wymiennik ciepła należy czyścić w regularnych odstępach czasu, które ustala się stosownie do sytuacji, w zależności od właściwości powietrza chłodzącego. Na początku eksploatacji wymiennik ciepła należy sprawdzać często.
Aby usunąć zanieczyszczenia, należy przedmuchać wymiennik ciepła sprężonym powietrzem lub wyczyścić odpowiednią szczotką. Do czyszczenia rur aluminiowych nie wolno stosować stalowych szczotek, gdyż mogą one spowodować uszkodzenie rur; należy używać okrągłej drucianej szczotki mosiężnej.
100 - Konserwacja 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
7.8.4. Konserwacja zewnętrznych silników dmuchawZewnętrzne silniki dmuchaw są zespołami bezobsługowymi, tzn. łożyska silników dmuchaw zewnętrznych są smarowane tylko raz fabrycznie. Zalecane jest posiadanie zapasowego silnika dmuchawy zewnętrznej. Czynności konserwacyjne silnika dmuchawy są wykonywane zgodnie z instrukcją dołączoną do silnika.
7.9. Naprawy, demontaż i montażWszelkie czynności związane z naprawami i (de)montażem powinny być wykonywane przez odpowiednio wykwalifikowany personel serwisowy. Więcej informacji można uzyskać, kontaktując się z Działem Wsparcia Posprzedażowego, patrz Rozdział 9.1.3 Dane kontaktowe punktów serwisowych Motors and Generators.
***Poniższa uwaga dotyczy typu ochrony: Wszystkie maszyny do obszarów niebezpiecznych
UWAGA: Maszyny w obszarach niebezpiecznych muszą być serwisowane wyłącznie w warsztatach kwalifikowanych i autoryzowanych przez ABB.
***Zapoznać się z uwagą dotyczącą typu wirnika: Magnetoelektryczny
UWAGA: W przypadku demontażu synchronicznego urządzenia magnetoelektrycznego należy zawsze skontaktować się z punktem serwisowym ABB Motors and Generators w celu uzyskania odpowiednich instrukcji.
Konserwacja - 1013BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rozdział 8 Wykrywanie i usuwanie usterek
8.1. Wykrywanie i usuwanie usterekW tym rozdziale znajdują się informacje pomocnicze dotyczące postępowania w sytuacji wystąpienia awarii obracającego się urządzenia elektrycznego dostarczonego przez firmę ABB. Poniższa tabele z instrukcjami dotyczącymi rozwiązywania problemów mogą ułatwić lokalizację i usunięcie awarii mechanicznych, elektrycznych i termicznych oraz problemów związanych z układem smarowania. Wyszczególnione kontrole i czynności regulacyjne powinny być przeprowadzane przez wykwalifikowany personel. W przypadku jakichkolwiek wątpliwości należy skontaktować się z punktem serwisowym ABB Motors and Generators w celu uzyskania dalszych informacji lub wsparcia technicznego w zakresie usuwania problemów i procedury konserwacyjnej.
102 - Wykrywanie i usuwanie usterek 3BFP 000 070 R0124 REV H
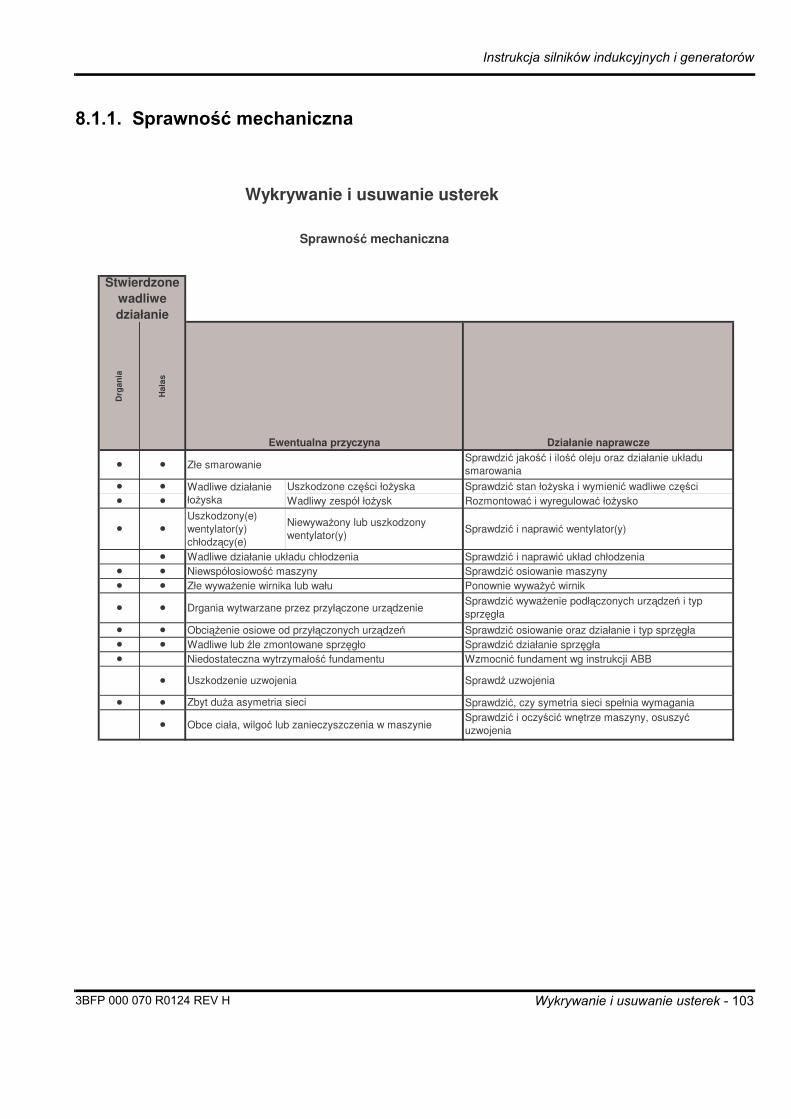
Instrukcja silników indukcyjnych i generatorów
8.1.1. Sprawność mechaniczna
Wykrywanie i usuwanie usterek
Sprawno�� mechaniczna
Drg
ania
Hał
as
� � Złe smarowanie
� � Uszkodzone cz��ci ło�yska Sprawdzi� stan ło�yska i wymieni� wadliwe cz��ci� � Wadliwy zespół ło�ysk Rozmontowa� i wyregulowa� ło�ysko
� �
Uszkodzony(e) wentylator(y) chłodz�cy(e)
Niewywa�ony lub uszkodzony wentylator(y)
Sprawdzi� i naprawi� wentylator(y)
� Wadliwe działanie układu chłodzenia Sprawdzi� i naprawi� układ chłodzenia� � Niewspółosiowo�� maszyny Sprawdzi� osiowanie maszyny� � Złe wywa�enie wirnika lub wału Ponownie wywa�y� wirnik
� � Drgania wytwarzane przez przył�czone urz�dzenie
� � Obci��enie osiowe od przył�czonych urz�dze� Sprawdzi� osiowanie oraz działanie i typ sprz�gła� � Wadliwe lub �le zmontowane sprz�gło Sprawdzi� działanie sprz�gła� Niedostateczna wytrzymało�� fundamentu Wzmocni� fundament wg instrukcji ABB
�
� � Sprawdzi�, czy symetria sieci spełnia wymagania
� Obce ciała, wilgo� lub zanieczyszczenia w maszynie
Stwierdzone wadliwe działanie
Działanie naprawcze
Wadliwe działanie ło�yska
Ewentualna przyczynaSprawdzi� jako�� i ilo�� oleju oraz działanie układu smarowania
Zbyt du�a asymetria sieci
Sprawdzi� i oczy�ci� wn�trze maszyny, osuszy� uzwojenia
Sprawdzi� wywa�enie podł�czonych urz�dze� i typ sprz�gła
Uszkodzenie uzwojenia Sprawd� uzwojenia
Wykrywanie i usuwanie usterek - 1033BFP 000 070 R0124 REV H
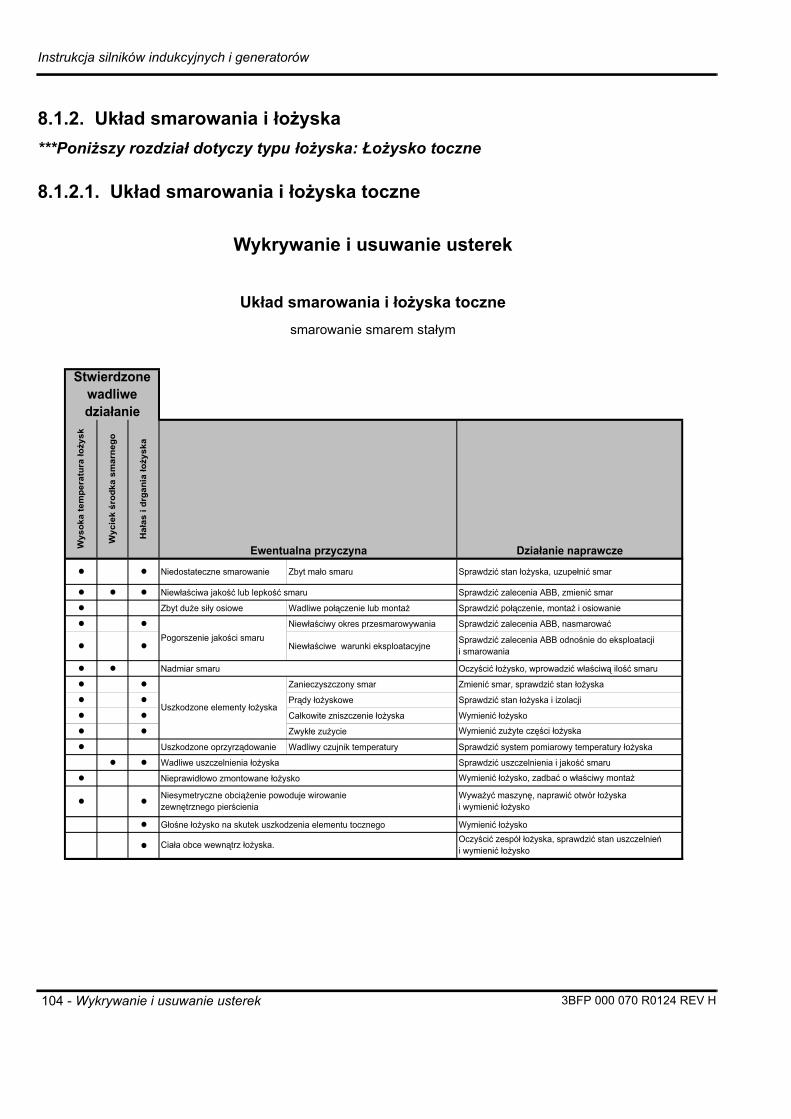
Instrukcja silników indukcyjnych i generatorów
8.1.2. Układ smarowania i łożyska
***Poniższy rozdział dotyczy typu łożyska: Łożysko toczne
8.1.2.1. Układ smarowania i łożyska toczne
Wykrywanie i usuwanie usterek
Układ smarowania i łożyska toczne
smarowanie smarem stałym
Wy
so
ka
te
mp
era
tura
o
ys
k
Wy
cie
k
rod
ka
sm
arn
eg
o
Ha
as
i d
rga
nia
o
ys
ka
Niedostateczne smarowanie Zbyt ma o smaru Sprawdzi stan o yska, uzupe ni smar
Niew a ciwa jako lub lepko smaru Sprawdzi zalecenia ABB, zmieni smar
Zbyt du e si y osiowe Wadliwe po czenie lub monta Sprawdzi po czenie, monta i osiowanie
Niew a ciwy okres przesmarowywania Sprawdzi zalecenia ABB, nasmarowa
Niew a ciwe warunki eksploatacyjne
Nadmiar smaru Oczy ci o ysko, wprowadzi w a ciw ilo smaru
Zanieczyszczony smar Zmieni smar, sprawdzi stan o yska
Pr dy o yskowe Sprawdzi stan o yska i izolacji
Ca kowite zniszczenie o yska Wymieni o ysko
Zwyk e zu ycie
Uszkodzone oprzyrz dowanie Wadliwy czujnik temperatury Sprawdzi system pomiarowy temperatury o yska
Wadliwe uszczelnienia o yska Sprawdzi uszczelnienia i jako smaru
Nieprawid owo zmontowane o ysko
G o ne o ysko na skutek uszkodzenia elementu tocznego Wymieni o ysko
Cia a obce wewn trz o yska.
Wymieni o ysko, zadba o w a ciwy monta
Sprawdzi zalecenia ABB odno nie do eksploatacji
i smarowania
Wywa y maszyn , naprawi otwór o yska
i wymieni o ysko
Oczy ci zespó o yska, sprawdzi stan uszczelnie
i wymieni o ysko
Niesymetryczne obci enie powoduje wirowanie
zewn trznego pier cienia
Stwierdzone
wadliwe
dzia anie
Ewentualna przyczyna Dzia anie naprawcze
Uszkodzone elementy o yska
Pogorszenie jako ci smaru
Wymieni zu yte cz ci o yska
104 - Wykrywanie i usuwanie usterek 3BFP 000 070 R0124 REV H
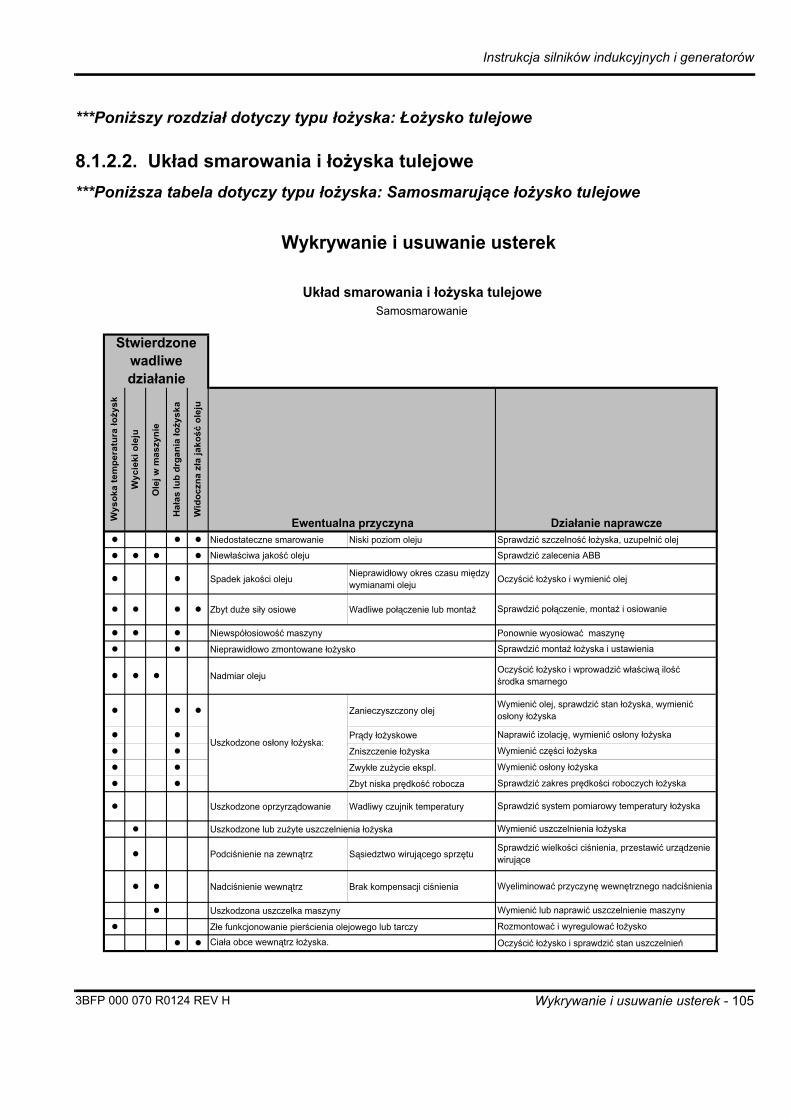
Instrukcja silników indukcyjnych i generatorów
***Poniższy rozdział dotyczy typu łożyska: Łożysko tulejowe
8.1.2.2. Układ smarowania i łożyska tulejowe
***Poniższa tabela dotyczy typu łożyska: Samosmarujące łożysko tulejowe
Wykrywanie i usuwanie usterek
Uk ad smarowania i o yska tulejowe
Samosmarowanie
Wy
so
ka
te
mp
era
tura
o
ys
k
Wy
cie
ki
ole
ju
Ole
j w
ma
szy
nie
Ha
as
lu
b d
rga
nia
o
ys
ka
Wid
oc
zn
a z
a j
ak
o o
leju
Niedostateczne smarowanie Niski poziom oleju Sprawdzi szczelno o yska, uzupe ni olej
Spadek jako ci olejuNieprawid owy okres czasu mi dzy
wymianami olejuOczy ci o ysko i wymieni olej
Zbyt du e si y osiowe Wadliwe po czenie lub monta
Niewspó osiowo maszyny Ponownie wyosiowa maszyn
Nieprawid owo zmontowane o ysko
Nadmiar oleju
Zanieczyszczony olej
Pr dy o yskowe
Zniszczenie o yska
Zwyk e zu ycie ekspl.
Zbyt niska pr dko robocza
Uszkodzone oprzyrz dowanie Wadliwy czujnik temperatury
Uszkodzone lub zu yte uszczelnienia o yska
Podci nienie na zewn trz S siedztwo wiruj cego sprz tu
Nadci nienie wewn trz Brak kompensacji ci nienia
Uszkodzona uszczelka maszyny
Z e funkcjonowanie pier cienia olejowego lub tarczy
Oczy ci o ysko i sprawdzi stan uszczelnieCia a obce wewn trz o yska.
Uszkodzone os ony o yska:
Stwierdzone
wadliwe
dzia anie
Dzia anie naprawczeEwentualna przyczyna
Niew a ciwa jako oleju
Wymieni os ony o yska
Sprawdzi zakres pr dko ci roboczych o yska
Sprawdzi system pomiarowy temperatury o yska
Wymieni uszczelnienia o yska
Sprawdzi zalecenia ABB
Wymieni olej, sprawdzi stan o yska, wymieni
os ony o yska
Naprawi izolacj , wymieni os ony o yska
Wymieni cz ci o yska
Sprawdzi po czenie, monta i osiowanie
Sprawdzi monta o yska i ustawienia
Oczy ci o ysko i wprowadzi w a ciw ilo
rodka smarnego
Rozmontowa i wyregulowa o ysko
Sprawdzi wielko ci ci nienia, przestawi urz dzenie
wiruj ce
Wyeliminowa przyczyn wewn trznego nadci nienia
Wymieni lub naprawi uszczelnienie maszyny
Wykrywanie i usuwanie usterek - 1053BFP 000 070 R0124 REV H
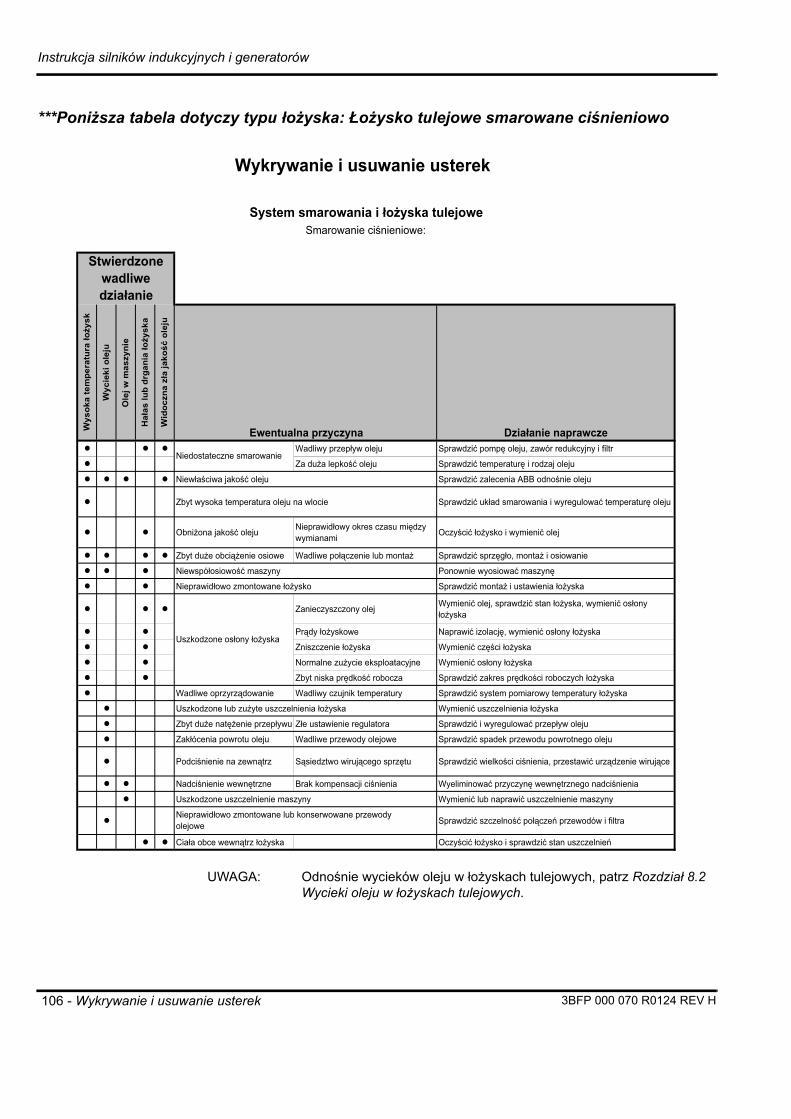
Instrukcja silników indukcyjnych i generatorów
***Poniższa tabela dotyczy typu łożyska: Łożysko tulejowe smarowane ciśnieniowo
UWAGA: Odnośnie wycieków oleju w łożyskach tulejowych, patrz Rozdział 8.2 Wycieki oleju w łożyskach tulejowych.
Wykrywanie i usuwanie usterek
System smarowania i o yska tulejowe
Smarowanie ci nieniowe:
Wy
so
ka
te
mp
era
tura
o
ys
k
Wy
cie
ki
ole
ju
Ole
j w
ma
szy
nie
Ha
as
lu
b d
rga
nia
o
ys
ka
Wid
oc
zn
a z
a j
ak
o o
leju
Dzia anie naprawcze
Wadliwy przep yw oleju Sprawdzi pomp oleju, zawór redukcyjny i filtr
Za du a lepko oleju Sprawdzi temperatur i rodzaj oleju
Niew a ciwa jako oleju Sprawdzi zalecenia ABB odno nie oleju
Zbyt wysoka temperatura oleju na wlocie Sprawdzi uk ad smarowania i wyregulowa temperatur oleju
Obni ona jako olejuNieprawid owy okres czasu mi dzy
wymianamiOczy ci o ysko i wymieni olej
Zbyt du e obci enie osiowe Wadliwe po czenie lub monta Sprawdzi sprz g o, monta i osiowanie
Niewspó osiowo maszyny Ponownie wyosiowa maszyn
Nieprawid owo zmontowane o ysko Sprawdzi monta i ustawienia o yska
Zanieczyszczony olejWymieni olej, sprawdzi stan o yska, wymieni os ony
o yska
Pr dy o yskowe Naprawi izolacj , wymieni os ony o yska
Zniszczenie o yska Wymieni cz ci o yska
Normalne zu ycie eksploatacyjne Wymieni os ony o yska
Zbyt niska pr dko robocza Sprawdzi zakres pr dko ci roboczych o yska
Wadliwe oprzyrz dowanie Wadliwy czujnik temperatury Sprawdzi system pomiarowy temperatury o yska
Uszkodzone lub zu yte uszczelnienia o yska Wymieni uszczelnienia o yska
Zbyt du e nat enie przep ywu Z e ustawienie regulatora Sprawdzi i wyregulowa przep yw oleju
Zak ócenia powrotu oleju Wadliwe przewody olejowe Sprawdzi spadek przewodu powrotnego oleju
Podci nienie na zewn trz S siedztwo wiruj cego sprz tu Sprawdzi wielko ci ci nienia, przestawi urz dzenie wiruj ce
Nadci nienie wewn trzne Brak kompensacji ci nienia Wyeliminowa przyczyn wewn trznego nadci nienia
Uszkodzone uszczelnienie maszyny Wymieni lub naprawi uszczelnienie maszyny
Sprawdzi szczelno po cze przewodów i filtra
Cia a obce wewn trz o yska Oczy ci o ysko i sprawdzi stan uszczelnie
Nieprawid owo zmontowane lub konserwowane przewody
olejowe
Uszkodzone os ony o yska
Stwierdzone
wadliwe
dzia anie
Ewentualna przyczyna
Niedostateczne smarowanie
106 - Wykrywanie i usuwanie usterek 3BFP 000 070 R0124 REV H
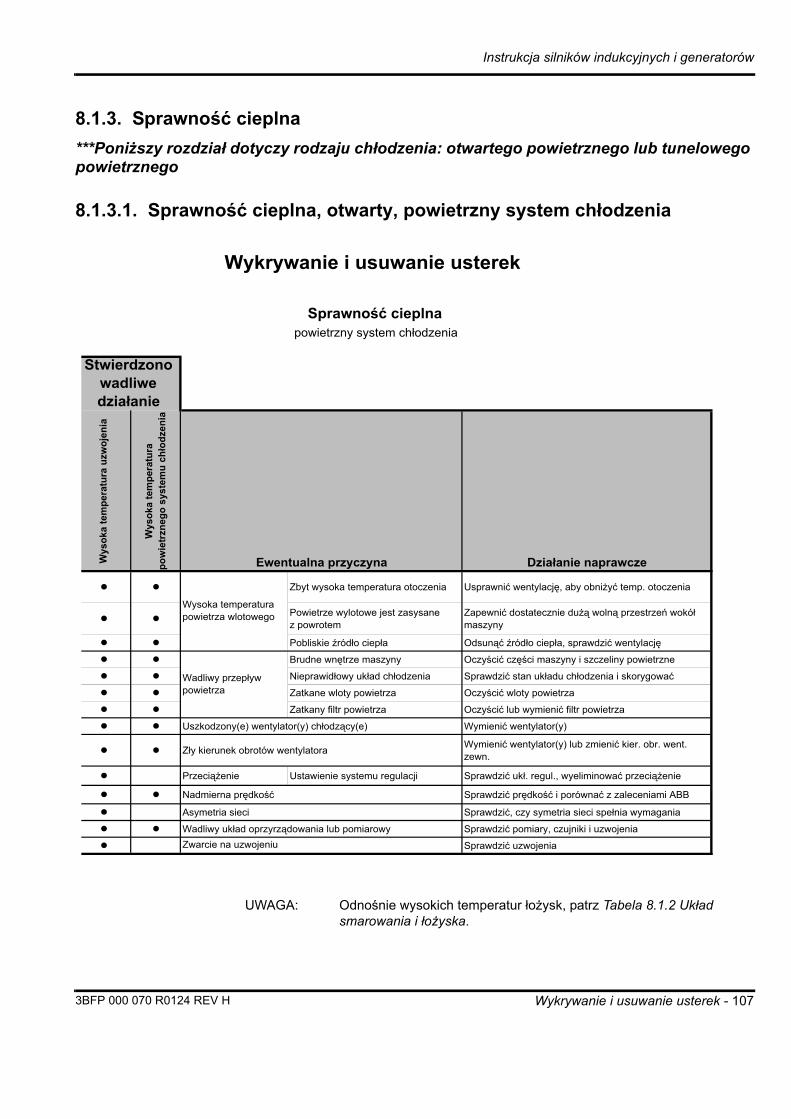
Instrukcja silników indukcyjnych i generatorów
8.1.3. Sprawność cieplna
***Poniższy rozdział dotyczy rodzaju chłodzenia: otwartego powietrznego lub tunelowego powietrznego
8.1.3.1. Sprawność cieplna, otwarty, powietrzny system chłodzenia
UWAGA: Odnośnie wysokich temperatur łożysk, patrz Tabela 8.1.2 Układ smarowania i łożyska.
Wykrywanie i usuwanie usterek
Sprawno cieplna
powietrzny system ch odzenia
Wyso
ka t
em
pera
tura
uzw
oje
nia
Wyso
ka t
em
pera
tura
po
wie
trzn
eg
o s
yste
mu
ch
od
ze
nia
Dzia anie naprawcze
Zbyt wysoka temperatura otoczenia Usprawni wentylacj , aby obni y temp. otoczenia
Powietrze wylotowe jest zasysane z powrotem
Zapewni dostatecznie du woln przestrze wokó maszyny
Pobliskie ród o ciep a Odsun ród o ciep a, sprawdzi wentylacj
Brudne wn trze maszyny Oczy ci cz ci maszyny i szczeliny powietrzne
Nieprawid owy uk ad ch odzenia Sprawdzi stan uk adu ch odzenia i skorygowa
Zatkane wloty powietrza Oczy ci wloty powietrza
Zatkany filtr powietrza Oczy ci lub wymieni filtr powietrza
Uszkodzony(e) wentylator(y) ch odz cy(e) Wymieni wentylator(y)
Z y kierunek obrotów wentylatora Wymieni wentylator(y) lub zmieni kier. obr. went. zewn.
Przeci enie Ustawienie systemu regulacji Sprawdzi uk . regul., wyeliminowa przeci enie
Nadmierna pr dko Sprawdzi pr dko i porówna z zaleceniami ABB
Asymetria sieci Sprawdzi , czy symetria sieci spe nia wymagania
Wadliwy uk ad oprzyrz dowania lub pomiarowy Sprawdzi pomiary, czujniki i uzwojenia
Sprawdzi uzwojeniaZwarcie na uzwojeniu
Wadliwy przep yw powietrza
Stwierdzono
wadliwe
dzia anie
Ewentualna przyczyna
Wysoka temperatura powietrza wlotowego
Wykrywanie i usuwanie usterek - 1073BFP 000 070 R0124 REV H
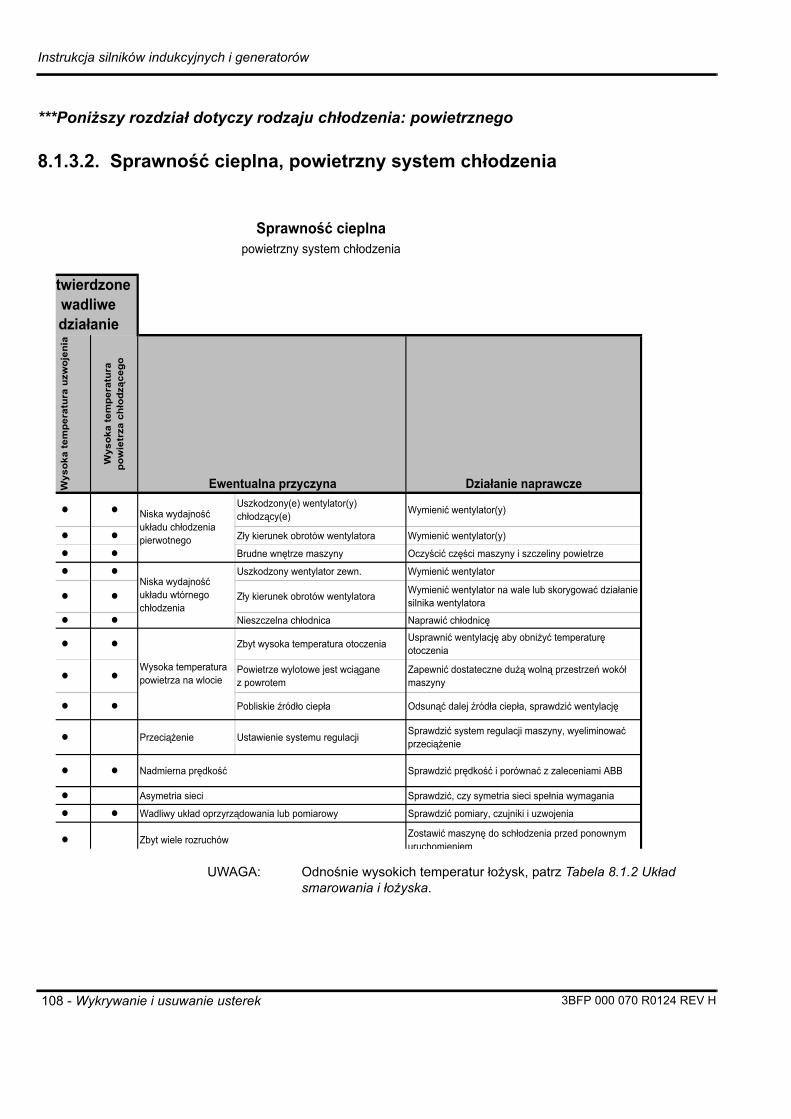
Instrukcja silników indukcyjnych i generatorów
***Poniższy rozdział dotyczy rodzaju chłodzenia: powietrznego
8.1.3.2. Sprawność cieplna, powietrzny system chłodzenia
UWAGA: Odnośnie wysokich temperatur łożysk, patrz Tabela 8.1.2 Układ smarowania i łożyska.
Sprawno cieplna
powietrzny system ch odzenia
Wy
so
ka
te
mp
era
tura
uzw
oje
nia
Wy
so
ka
te
mp
era
tura
po
wie
trza
ch
od
zc
eg
o
Dzia anie naprawcze
Uszkodzony(e) wentylator(y) ch odz cy(e) Wymieni wentylator(y)
Z y kierunek obrotów wentylatora Wymieni wentylator(y)
Brudne wn trze maszyny Oczy ci cz ci maszyny i szczeliny powietrze
Uszkodzony wentylator zewn. Wymieni wentylator
Z y kierunek obrotów wentylatora Wymieni wentylator na wale lub skorygowa dzia anie silnika wentylatora
Nieszczelna ch odnica Naprawi ch odnic
Zbyt wysoka temperatura otoczenia Usprawni wentylacj aby obni y temperatur otoczenia
Powietrze wylotowe jest wci gane z powrotem
Zapewni dostateczne du woln przestrze wokó maszyny
Pobliskie ród o ciep a Odsun dalej ród a ciep a, sprawdzi wentylacj
Przeci enie Ustawienie systemu regulacji Sprawdzi system regulacji maszyny, wyeliminowa przeci enie
Nadmierna pr dko Sprawdzi pr dko i porówna z zaleceniami ABB
Asymetria sieci Sprawdzi , czy symetria sieci spe nia wymagania
Wadliwy uk ad oprzyrz dowania lub pomiarowy Sprawdzi pomiary, czujniki i uzwojenia
Zbyt wiele rozruchów Zostawi maszyn do sch odzenia przed ponownym uruchomieniem
twierdzone
wadliwe
dzia anie
Niska wydajno uk adu ch odzenia pierwotnego
Ewentualna przyczyna
Wysoka temperatura powietrza na wlocie
Niska wydajno uk adu wtórnego ch odzenia
108 - Wykrywanie i usuwanie usterek 3BFP 000 070 R0124 REV H
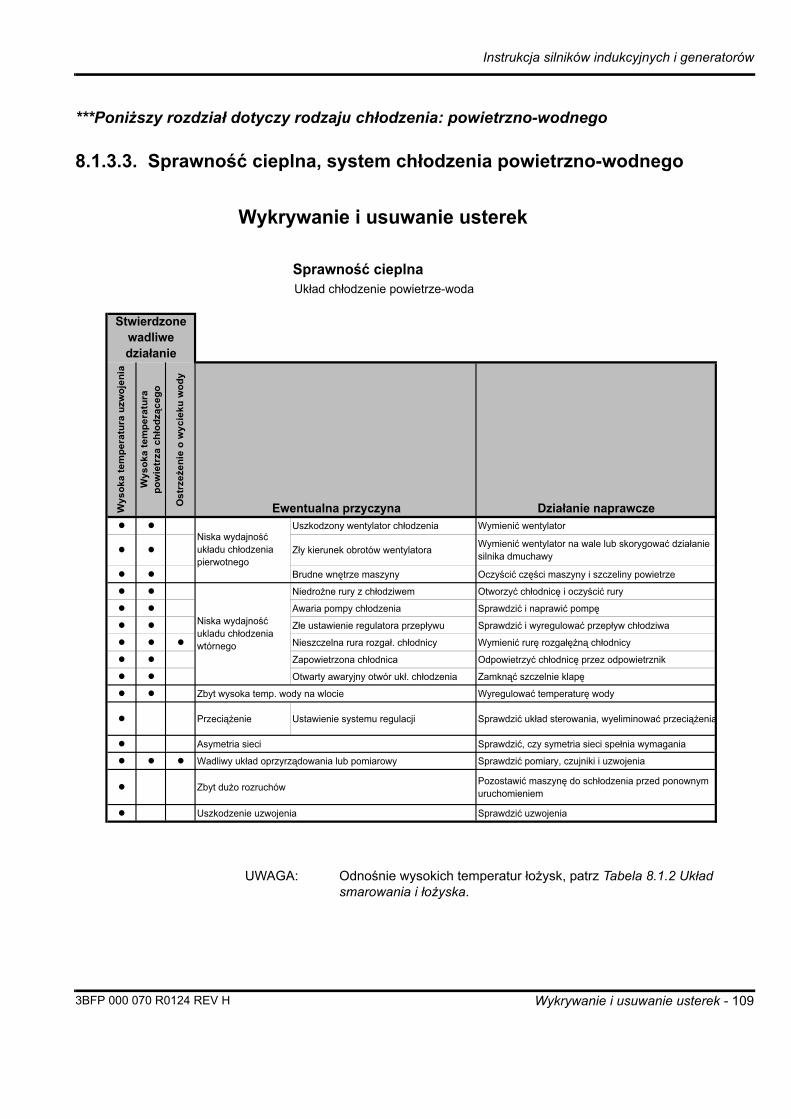
Instrukcja silników indukcyjnych i generatorów
***Poniższy rozdział dotyczy rodzaju chłodzenia: powietrzno-wodnego
8.1.3.3. Sprawność cieplna, system chłodzenia powietrzno-wodnego
UWAGA: Odnośnie wysokich temperatur łożysk, patrz Tabela 8.1.2 Układ smarowania i łożyska.
Wykrywanie i usuwanie usterek
Sprawno cieplna
Uk ad ch odzenie powietrze-woda
Wy
so
ka
te
mp
era
tura
uzw
oje
nia
Wy
so
ka
te
mp
era
tura
po
wie
trza
ch
od
zc
eg
o
Os
trze
en
ie o
wy
cie
ku
wo
dy
Dzia anie naprawcze
Uszkodzony wentylator ch odzenia Wymieni wentylator
Z y kierunek obrotów wentylatora Wymieni wentylator na wale lub skorygowa dzia anie silnika dmuchawy
Brudne wn trze maszyny Oczy ci cz ci maszyny i szczeliny powietrze
Niedro ne rury z ch odziwem Otworzy ch odnic i oczy ci rury
Awaria pompy ch odzenia Sprawdzi i naprawi pomp
Z e ustawienie regulatora przep ywu Sprawdzi i wyregulowa przep yw ch odziwa
Nieszczelna rura rozga . ch odnicy Wymieni rur rozga n ch odnicy
Zapowietrzona ch odnica Odpowietrzy ch odnic przez odpowietrznik
Otwarty awaryjny otwór uk . ch odzenia Zamkn szczelnie klap
Zbyt wysoka temp. wody na wlocie Wyregulowa temperatur wody
Przeci enie Ustawienie systemu regulacji Sprawdzi uk ad sterowania, wyeliminowa przeci enia
Asymetria sieci Sprawdzi , czy symetria sieci spe nia wymagania
Wadliwy uk ad oprzyrz dowania lub pomiarowy Sprawdzi pomiary, czujniki i uzwojenia
Zbyt du o rozruchów Pozostawi maszyn do sch odzenia przed ponownym uruchomieniem
Uszkodzenie uzwojenia Sprawdzi uzwojenia
Niska wydajno ukladu ch odzenia wtórnego
Stwierdzone
wadliwe
dzia anie
Niska wydajno uk adu ch odzenia pierwotnego
Ewentualna przyczyna
Wykrywanie i usuwanie usterek - 1093BFP 000 070 R0124 REV H
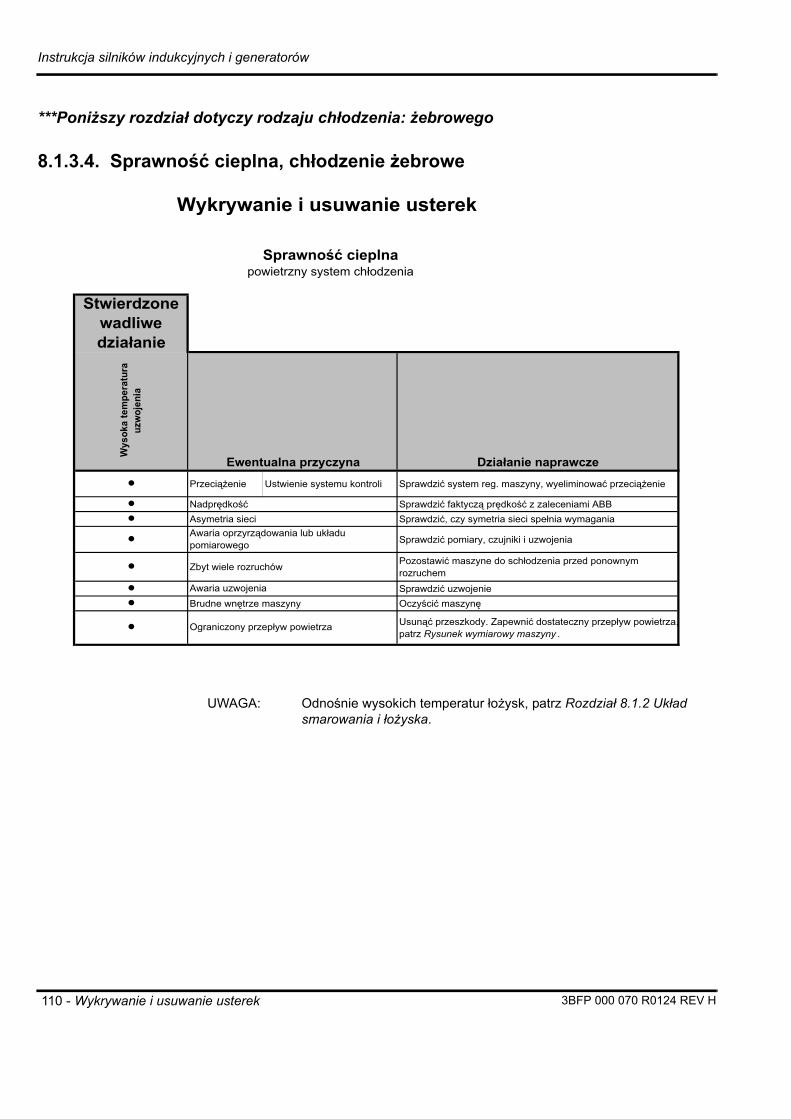
Instrukcja silników indukcyjnych i generatorów
***Poniższy rozdział dotyczy rodzaju chłodzenia: żebrowego
8.1.3.4. Sprawność cieplna, chłodzenie żebrowe
UWAGA: Odnośnie wysokich temperatur łożysk, patrz Rozdział 8.1.2 Układ smarowania i łożyska.
Wykrywanie i usuwanie usterek
Sprawno cieplnapowietrzny system ch odzenia
Dzia anie naprawcze
Przeci enie Ustwienie systemu kontroli Sprawdzi system reg. maszyny, wyeliminowa przeci enie
Nadpr dko Sprawdzi faktycz pr dko z zaleceniami ABB
Asymetria sieci Sprawdzi , czy symetria sieci spe nia wymagania
Sprawdzi pomiary, czujniki i uzwojenia
Zbyt wiele rozruchów Pozostawi maszyne do sch odzenia przed ponownym
rozruchem
Sprawdzi uzwojenie
Brudne wn trze maszyny Oczy ci maszyn
Usun przeszkody. Zapewni dostateczny przep yw powietrza,
patrz Rysunek wymiarowy maszyny .Ograniczony przep yw powietrza
Awaria uzwojenia
Awaria oprzyrz dowania lub uk adu
pomiarowego
Stwierdzone
wadliwe
dzia anie
Wy
so
ka
te
mp
era
tura
uzw
oje
nia
Ewentualna przyczyna
110 - Wykrywanie i usuwanie usterek 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
***Poniższe rozdziały dotyczą typu łożyska: Łożysko tulejowe
8.2. Wycieki oleju w łożyskach tulejowychŁożysko tulejowe ma taką budowę, że bardzo trudno jest całkowicie uniknąć wycieku oleju, dlatego też należy tolerować niewielkie ilości wyciekającego oleju.
Przyczyną wycieku oleju może jednak również być coś innego niż sama budowa łożyska, np. nieprawidłowa lepkość oleju, zbyt wysokie ciśnienie wewnątrz łożyska, zbyt niskie ciśnienie na zewnątrz łożyska lub wysokie poziomy drgań na łożysku.
W przypadku nadmiernego wycieku oleju należy:
• Sprawdzić, czy użyty został olej wymieniony w specyfikacji.
• Dokręcić połówki obudowy łożyska i pokrywę uszczelnienia labiryntowego. Jest to szczególnie ważne w przypadku, gdy maszyna nie była przez dłuższy czas uruchamiana.
• Należy dokonać w trzech kierunkach pomiaru drgań łożyska, w którym występuje wyciek przy pełnym obciążeniu. Jeśli drgania są silne, obudowa łożyska mogła „poluzować” się na tyle, że olej mógł wypłukać uszczelnienie między dwiema jej połowami.
• Należy otworzyć łożysko, oczyścić powierzchnie i wykonać nowe uszczelnienie między połówkami obudowy łożyska.
• Należy sprawdzić, czy nie występują inne przyczyny, które mogły spowodować obniżenie ciśnienia wokół łożyska. Na przykład pokrywa sprzęgła czy wału może być tak skonstruowana, że powoduje obniżenie ciśnienia przy łożysku.
• Należy sprawdzić, czy wewnątrz łożyska nie występuje zbyt wysokie ciśnienie. Nadciśnienie może docierać do łożyska przez przewód wylotu oleju z zespołu smarowania. Należy zastosować w obudowie łożyska odpowietrzniki w celu odciążenia łożyska.
• W przypadku wymuszonego obiegu smarowania łożyska sprawdzić, czy spadek przewodów wylotowych oleju jest wystarczający.
W przypadku nadmiernego wycieku oleju nawet po przeprowadzenia kontroli i weryfikacji zgodnie z powyższymi i poniższymi instrukcjami należy wypełnić formularz wycieku oleju dołączony do łożysk tulejowych RENK i wysłać go do lokalnego punktu serwisowego Motors and Generators.
8.2.1. OlejAby łożyska funkcjonowały w oczekiwany sposób, olej musi spełniać kryteria dotyczące lepkości i czystości, patrz Rozdział 7.5.2.2 Kontrola środka smarującego i Rozdział 7.5.2.3 Zalecane wartości kontrolne dla oleju smarowego.
Lepkość
Łożyska są przeznaczone do pracy z olejem o pewnej lepkości, która jest podana w dokumentacji dostarczonej wraz z maszyną.
Niewłaściwa lepkość spowoduje niedostateczne smarowanie i uszkodzenia łożysk oraz wału.
Wykrywanie i usuwanie usterek - 1113BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
8.2.2. Łożyska tulejoweŁożyska tulejowe stosowane w elektrycznych maszynach wirujących są często „typowymi łożyskami” wykorzystywanymi w różnych urządzeniach. W związku z tym sama konstrukcja łożyska nie jest zazwyczaj przyczyną wycieków, wobec czego należy szukać jej gdzie indziej.
Łożysko składa się jednak z szeregu elementów i złącza między tymi elementami mogą być nieszczelne na skutek wadliwego montażu lub braku środka uszczelniającego.
Obudowa łożyska
Obudowa łożyska składa się z połączonych ze sobą górnej i dolnej połowy. Ponadto w obudowie łożyska od strony wału wykonane są uszczelnienia labiryntowe. Konstrukcja nie jest w pełni hermetyczna i w związku z tym niewielkie wycieki są dopuszczalne.
Dopuszczalny wyciek z samosmarującego łożyska to taki wyciek, który nie powoduje konieczności uzupełniania oleju między kolejnymi jego wymianami.
Olej może wyciekać z łożyska na dwa sposoby:
• Przez uszczelnienia labiryntowe.
• Na linii podziałowej obudowy łożyska.
Uszczelniacz
Aby zapobiec wyciekom oleju na liniach podziałowych stosowany jest środek uszczelniający. ABB zaleca masę uszczelniającą Hylomar Blue Heavy. Można również stosować Curil T lub podobne masy.
8.2.3. Sprawdzanie łożyskaJeżeli zachodzi podejrzenie, że wyciek pochodzi z samej obudowy łożyska, można podjąć następujące kroki:
1. Dokręcić obudowę łożyska.
Jest to szczególnie ważne przy odbiorze technicznym lub po dłuższym przestoju maszyny, podczas którego części mogły się „ułożyć”.
Jeżeli połówki obudowy łożyska nie są do siebie ściśle dopasowane, olej może wypłukiwać masę uszczelniającą na linii podziału. To z kolei prowadzi do wycieków oleju.
2. Otworzyć obudowę łożyska.
Można otworzyć obudowę łożyska i nałożyć świeżą masę na liniach podziałowych. Należy uważać, aby w trakcie tej czynności do łożyska nie dostały się zanieczyszczenia lub obce ciała. Przed nałożeniem cienkiej warstwy masy uszczelniającej linie podziałowe muszą być dokładnie odtłuszczone.
112 - Wykrywanie i usuwanie usterek 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
***Poniższy rozdział dotyczy typu łożyska: Łożysko tulejowe smarowane ciśnieniowo
8.2.4. Zbiornik i przewody olejuOddzielny zbiornik i przewody oleju są stosowane wyłącznie w przypadku łożysk smarowanych ciśnieniowo.
Zbiornik oleju
Zbiornik oleju może być oddzielnym zbiornikiem, a niekiedy skrzynią korbową silnika Diesla. W obu przypadkach zbiornik musi być umieszczony znacznie niżej od łożysk, aby olej z łożysk mógł do niego spływać.
Zbiornik oleju powinien być tak skonstruowany, aby w przewodzie powrotnym oleju ze zbiornika do łożyska nie mogło powstać żadne ciśnienie.
Przewody olejowe
Powrotne przewody olejowe mają umożliwić odpływ oleju do zbiornika przy jak najmniejszym tarciu. Można to zazwyczaj uzyskać dobierając przewody o dostatecznie dużej średnicy, aby przepływ oleju w przewodzie powrotnym nie przekraczał 0,15 m/s (6 cali/s) w odniesieniu do przekroju poprzecznego rury.
Przewody odpływowe oleju powinny biec od łożyska w dół pod kątem 15° co odpowiada spadkowi 250 – 300 mm/m (3 – 3½ cala/stopę).
Montaż rur powinien przebiegać w taki sposób, aby wspomniany spadek był zachowany w każdym punkcie ciągu.
***Poniższy rozdział dotyczy typu łożyska: Łożysko tulejowe smarowane ciśnieniowo
8.2.5. Kontrola zbiornika i przewodów olejuJeżeli zachodzi podejrzenie, że wyciek pochodzi ze zbiornika oleju lub przewodów olejowych, można podjąć następujące kroki:
Ciśnienie w zbiorniku oleju
Należy sprawdzić, czy w zbiorniku panuje ciśnienie atmosferyczne. Ciśnienie to nie może być większe niż ciśnienie poza obrębem łożyska. Jeżeli taka sytuacja ma miejsce, należy w zbiorniku oleju zainstalować odpowietrznik.
Przewody olejowe
Należy sprawdzić, czy przewody mają odpowiednią średnicę, nie są zatkane i czy mają dostateczny spadek na całej długości przewodu powrotnego.
Wykrywanie i usuwanie usterek - 1133BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
8.2.6. UżytkowaniePrzyczyny przecieków łożyska, poza tymi związanymi z montażem, mogą być powiązane z „użytkowaniem”.
***Poniższe punkty dotyczą typu łożyska: Łożysko tulejowe smarowane ciśnieniowo
Ciśnienie oleju
Ciśnienie wlotowe oleju w każdym łożysku jest obliczane stosownie do wymaganego przepływu oleju i w związku z tym ciśnienie oleju należy odpowiednio wyregulować podczas odbioru technicznego.
Określoną wartość ciśnienia oleju dla każdej maszyny należy sprawdzić w dokumentacji dostarczonej wraz z maszyną.
***Poniższy punkt dotyczy typu łożyska: Samosmarujące łożysko tulejowe
Poziom oleju
Należy regularnie sprawdzać poziom oleju w samosmarujących łożyskach tulejowych, patrz Rozdział 7.5.1.1 Poziom oleju.
Temperatura oleju
Prawidłowa temperatura smarowania niezbędna jest do utrzymania właściwej temperatury roboczej łożyska oraz zapewnienia wystarczającego smarowania i prawidłowej lepkości oleju smarowego, patrz Rozdział 7.5.2.1 Temperatura oleju smarowego.
Drgania
Wszystkie maszyny są narażone na drgania i skonstruowane tak, aby je wytrzymywać. Silne drgania mogą sprawić, że różne części łożyska będą funkcjonować inaczej niż zamierzano.
Silne drgania mogą wywoływać różne zjawiska w warstewce oleju między wałem i białym metalem, rzadko bywa to jednak przyczyną wycieków, a częściej powoduje uszkodzenia łożysk.
Silne drgania mogą prowadzić do układania się elementów obudowy łożyska, czy „luzowania” akurat na tyle, by olej mógł przedostać się między dwiema połowami łożyska. Na skutek drgań części obudowy łożyska będą przemieszczać się względem siebie. Może to doprowadzić do zjawiska „pompowania”, przez co olej będzie pompowany do i na zewnątrz dzielonej powierzchni. W końcu nastąpi wypłukanie masy uszczelniającej i łożysko zacznie przeciekać.
Ciśnienie powietrza wewnątrz łożyska
Obudowa łożyska nie jest hermetycznym pojemnikiem i w związku z tym jakiekolwiek nadciśnienie w obudowie łożyska będzie odciążane z obudowy łożyska przez uszczelnienia labiryntowe. Wydostając się na zewnątrz powietrze porywa ze sobą drobinki oleju tworząc wycieki.
114 - Wykrywanie i usuwanie usterek 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Nadciśnienie wewnątrz łożyska jest zazwyczaj wywołane przez inne podzespoły, a nie przez samo łożysko. Najpowszechniej spotykaną przyczyną nadciśnienia wewnątrz łożyska jest nadciśnienie w przewodzie powrotnym oleju.
Ciśnienie powietrza na zewnątrz łożyska
Podobnie jak nadciśnienie wewnątrz łożyska, podciśnienie na zewnątrz łożyska będzie powodować „zasysanie” powietrza z wewnątrz łożyska jednocześnie zasysając olej i tworząc wycieki łożyska.
Podciśnienie wewnątrz łożyska zazwyczaj nie jest wywołane przez samo łożysko, ale przez części znajdujące się poza łożyskiem.
Podciśnienie w okolicach obudowy łożyska jest powodowane przez wirujące elementy przemieszczające wokół siebie powietrze w taki sposób, że w pobliżu wyjścia wału z łożyska wytwarzane jest miejscowe podciśnienie.
8.2.7. Kontrola użytkowania
Olej
Należy sprawdzić jakość oleju.
***Zapoznać się z paragrafem dotyczącym następującego typu łożyska: Łożysko tulejowe w układem smarowania zalewowego
Należy sprawdzić ciśnienie wlotowe oleju i odpowiednio wyregulować.
Normalne ciśnienie oleju wynosi 125 ± 25 kPa (1,25 ± 0,25 barów), ale dokładna wielkość ciśnienia oleju dla każdej maszyny musi być sprawdzona w dokumentacji dostarczonej wraz z maszyną.
***Poniższe punkty dotyczą typu łożyska: Samosmarujące łożysko tulejowe
Należy sprawdzić poziom oleju w łożysku.
Należy sprawdzić temperaturę oleju. Zbyt wysoka temperatura spowoduje spadek lepkości oleju, co ułatwi jego wypływ z łożyska.
UWAGA: W łożyskach wyposażonych w jeden czujnik temperatury Pt-100 normalnie odczytywana jest temperatura łożyska, a nie oleju. Temperatura oleju jest niższa o około 10°C (20°F) od temperatury łożyska.
***Zapoznać się z paragrafem dotyczącym następującego typu łożyska: Łożysko tulejowe w układem smarowania zalewowego
Zazwyczaj temperatura na wlocie oleju jest równa 45 °C, ale należy to sprawdzić w dokumentacji przekazanej wraz z urządzeniem.
Drgania
Odczyty drgań obudów łożyska powinny być dokonywane w trzech kierunkach: osiowym, poprzecznym (poziomym) i pionowym, patrz Rozdział 7.4.3 Drgania oprawy łożyska.
Wykrywanie i usuwanie usterek - 1153BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Ciśnienie powietrza wewnątrz łożyska
Należy sprawdzić ciśnienie wewnątrz i na zewnątrz łożysk.
Nadciśnienie jak już wspomniano, zazwyczaj jest powodowane nadciśnieniem w zbiorniku oleju. Nadciśnienie w zbiorniku oleju dociera do łożyska przez przewód powrotny oleju.
Najlepiej jest mierzyć ciśnienie wewnątrz łożyska na wlewie oleju lub wzierniku kontrolnym na wierzchu łożyska.
W przypadku stwierdzenia nadciśnienia wewnątrz łożyska należy wykonać odpowiednie czynności w następującej kolejności:
• O ile to możliwe, zainstalować w zbiorniku oleju odpowietrznik. Nie jest to możliwe w przypadku skrzyń korbowych silnika Diesla.
• Upewnić się, czy wlot przewodu powrotnego oleju znajduje się poniżej poziomu oleju. Jest to bardzo istotne w przypadku skrzyń korbowych silnika Diesla.
• Wykonać „korek wodny” w kształcie U na przewodzie powrotnym oleju.
• Zainstalować odpowietrznik na górnej części obudowy łożyska.
Ciśnienie powietrza na zewnątrz łożyska.
Konieczne jest sprawdzenie ciśnienia powietrza w pobliżu wylotu wału z łożyska. Jest to szczególnie ważne w przypadku, gdy łożysko jest zamontowane kołnierzowo na maszynie lub jeżeli wał jest zamontowany wewnątrz obudowy lub innej konstrukcji, która wraz z wałem może stanowić „wentylator odśrodkowy”.
W łożyskach kołnierzowych znajdują się dwa kanały między obudową łożyska i kołnierzem, które normalnie wystarczą aby kompensować nawet najmniejsze podciśnienie przy wylocie wału z obudowy łożyska. Jeżeli jednak z jakichkolwiek przyczyn w okolicach tego obszaru pojawi się bardzo duże podciśnienie, oba kanały mogą nie wystarczyć i jakaś część powietrza jest dodatkowo zasysana z wewnątrz łożyska. Jest to zwłaszcza bardzo prawdopodobne w przypadku łożysk tulejowych z płytkami oporowymi, ponieważ przepływ oleju w tych łożyskach jest większy niż w typowych łożyskach poprzecznych.
W razie stwierdzenia lub podejrzenia większego podciśnienia, ciśnienie powietrza musi być mierzone w pobliżu wylotu wału z obudowy łożyska.
Aby sprawdzić, czy podciśnienie na zewnątrz łożyska może być przyczyną wycieku, należy również zmierzyć ciśnienie na zewnątrz łożyska (p0), wewnątrz łożyska (p2) oraz ciśnienie w okolicach końcowej osłony i uszczelnienia maszyny (p1). Podczas pomiaru (p1) przewód musi być wprowadzony jak najgłębiej, kanały muszą być tymczasowo zamknięte, patrz Rysunek 8-1. Sprawdzania ciśnienia powietrza wewnątrz i na zewnątrz łożyska tulejowego.
Aby przeanalizować sytuację, należy porównać p1 i p2 z p0, które musi być zmierzone z unikaniem jakichkolwiek zakłóceń lub turbulencji w pobliżu maszyny. Możemy mieć do czynienia z następującymi sytuacjami:
• p0 = p1 = p2. Jeżeli wszystkie odczyty są jednakowe, wyciek nie jest spowodowany różnicą ciśnień. Należy jednak pamiętać, co zostało powiedziane wcześniej na temat silników Diesla.
• p2 > p1(= p0). Jeżeli ciśnienie wewnątrz łożyska jest większe niż na zewnątrz, mamy tylko do czynienia z nadciśnieniem wewnątrz łożyska.
116 - Wykrywanie i usuwanie usterek 3BFP 000 070 R0124 REV H
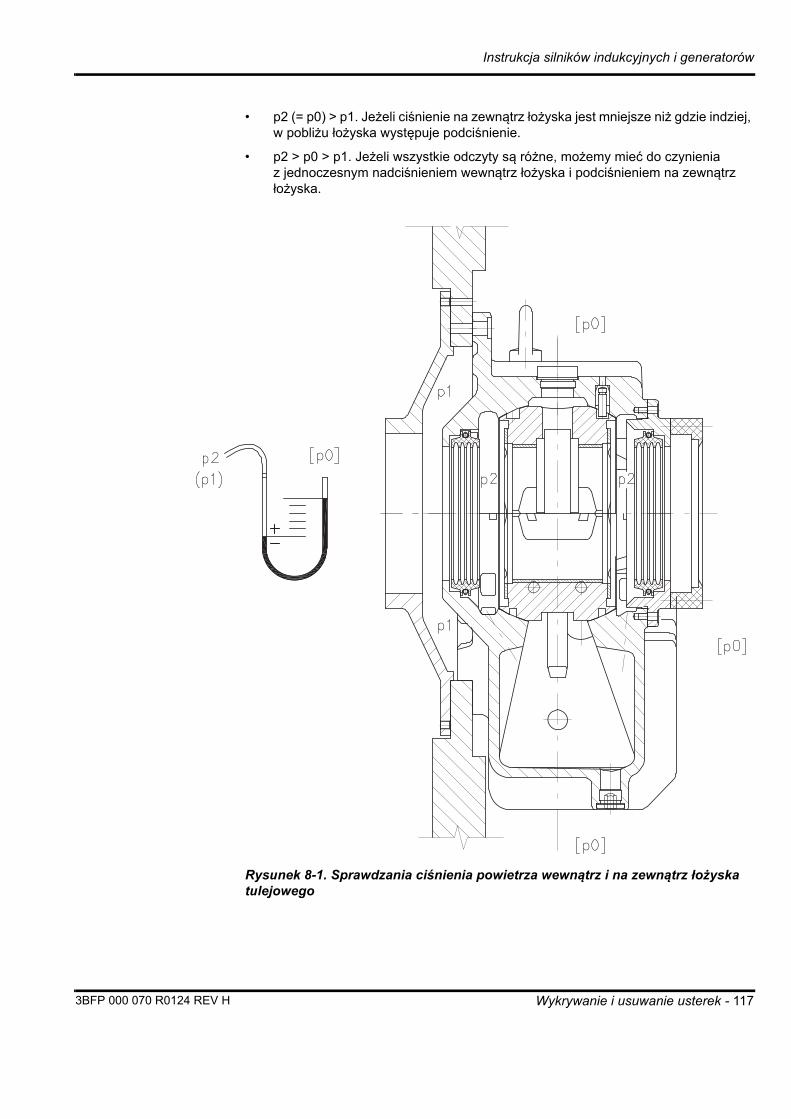
Instrukcja silników indukcyjnych i generatorów
• p2 (= p0) > p1. Jeżeli ciśnienie na zewnątrz łożyska jest mniejsze niż gdzie indziej, w pobliżu łożyska występuje podciśnienie.
• p2 > p0 > p1. Jeżeli wszystkie odczyty są różne, możemy mieć do czynienia z jednoczesnym nadciśnieniem wewnątrz łożyska i podciśnieniem na zewnątrz łożyska.
Rysunek 8-1. Sprawdzania ciśnienia powietrza wewnątrz i na zewnątrz łożyska tulejowego
Wykrywanie i usuwanie usterek - 1173BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Jeżeli stwierdzimy duże podciśnienie wewnątrz maszyny, np. między osłoną końcową i uszczelnieniem maszyny, sytuacja jest trudna, ponieważ zdjęcie uszczelnienia maszyny i jej ponowne uszczelnienie jest bardzo trudne.
UWAGA: W żadnym przypadku nie wolno instalować odpowietrznika w celu wyeliminowania podciśnienia w łożysku, ponieważ wyciek tylko się zwiększy.
8.3. Wydajność elektryczna, sterowanie i zabezpieczenieWydajność elektryczną obracającego się urządzenia elektrycznego określa się głównie na podstawie stanu uzwojeń wirnika i stojana. Konserwacja uzwojeń urządzenia jest opisana w Rozdział 7.6 Konserwacja uzwojeń stojana i wirnika. W niniejszym punkcie opisano sposoby rozwiązywania problemów z układami sterowania i zabezpieczeń.
8.3.1. Samoczynne wyłączniki ochronneUrządzenie należy zabezpieczyć przed nieprawidłowymi warunkami pracy, zarówno pod względem mechanicznym, jak i elektrycznym, za pomocą alarmów i automatycznych wyłączników. Niektóre z tych zabezpieczeń można wyzerować, po czym można ponownie uruchomić urządzenie, jeśli problem zostanie zlokalizowany.
Przykłady zabezpieczeń, które w razie wystąpienia alarmu lub awaryjnego wyłączenia mogą wymagać dalszych analiz, to:
• Wysoka temperatura łożyska, patrz Rozdział 7.5 Konserwacja łożysk i układu smarowania
• Wysoka temperatura uzwojenia lub powietrza chłodzącego, patrz Rozdział 7.6 Konserwacja uzwojeń stojana i wirnika oraz Rozdział 8.5 Sprawność cieplna i system chłodzenia
• Przetężenie, asymetria prądu i napięcia, przepięcie
• Zabezpieczenie przed drganiami, Rozdział 7.4.2 Drgania i hałas.
8.3.2. Oporowe czujniki temperatury Pt-100Oporowe czujniki temperatury Pt-100 są najważniejszą częścią systemu układu ostrzegawczo-zabezpieczającego maszyny. Są one wykorzystywane do pomiarów temperatury uzwojeń, łożysk i powietrza chłodzącego. W czujniku Pt-100 zastosowano do pomiaru temperatury cienkie włókno platynowe, które może ulec uszkodzeniu na skutek niewłaściwego obchodzenia się lub nadmiernych drgań.
Podane poniżej objawy mogą świadczyć o problemach z czujnikiem Pt-100:
• Nieskończenie duża lub zerowa oporność na czujniku.
• Zanik sygnału pomiarowego w trakcie lub po rozruchu.
• Znacznie różniąca się od pozostałych oporność jednego czujnika.
Jeżeli zachodzi podejrzenie awarii Pt-100, należy zawsze to potwierdzić od strony skrzynki zaciskowej, dokonując pomiaru oporności czujnika przy odłączonych przewodach. Należy odnotować wynik kontroli. Odnośnie prawidłowego prądu pomiarowego, patrz odpowiedni czujnik Pt-100. Odnośnie wartości oporności w różnych temperaturach, patrz Tabela 8-1 Wartości temperatury określone dla elementów Pt-100
118 - Wykrywanie i usuwanie usterek 3BFP 000 070 R0124 REV H
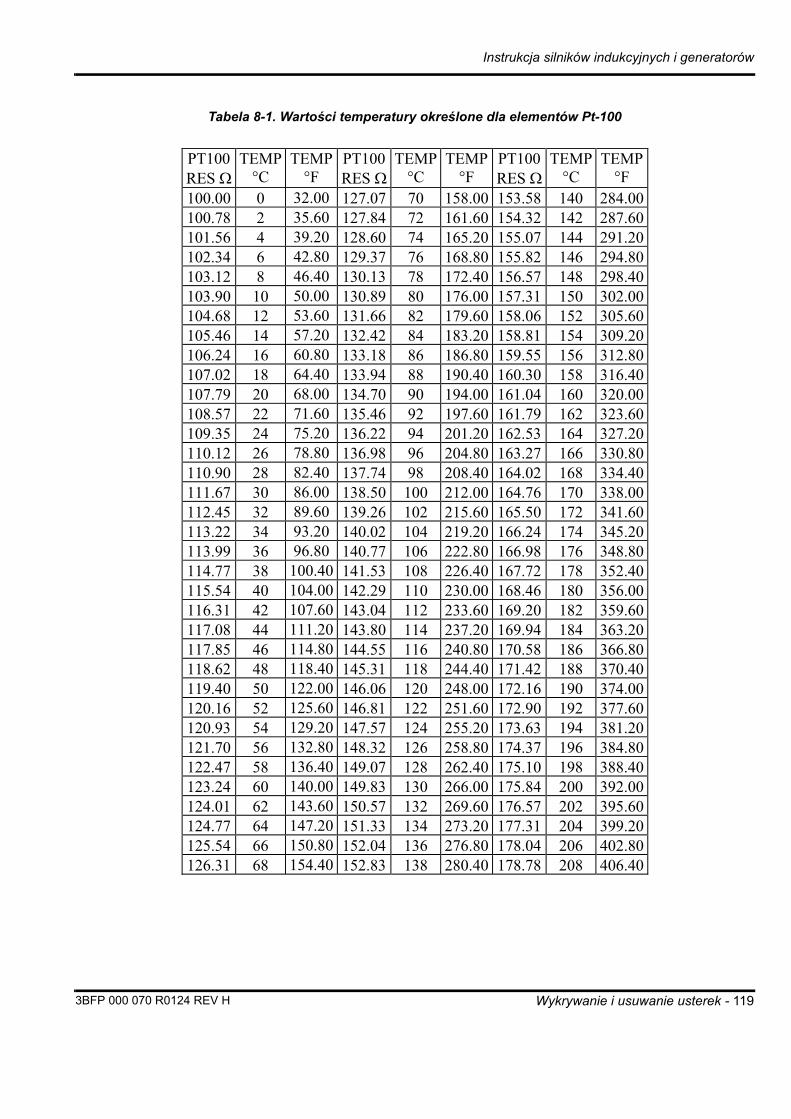
Instrukcja silników indukcyjnych i generatorów
Tabela 8-1. Wartości temperatury określone dla elementów Pt-100
PT100 RES
TEMP °C
TEMP°F
PT100 RES
TEMP°C
TEMP°F
PT100RES
TEMP°C
TEMP°F
100.00 0 32.00 127.07 70 158.00 153.58 140 284.00100.78 2 35.60 127.84 72 161.60 154.32 142 287.60101.56 4 39.20 128.60 74 165.20 155.07 144 291.20102.34 6 42.80 129.37 76 168.80 155.82 146 294.80103.12 8 46.40 130.13 78 172.40 156.57 148 298.40103.90 10 50.00 130.89 80 176.00 157.31 150 302.00104.68 12 53.60 131.66 82 179.60 158.06 152 305.60105.46 14 57.20 132.42 84 183.20 158.81 154 309.20106.24 16 60.80 133.18 86 186.80 159.55 156 312.80107.02 18 64.40 133.94 88 190.40 160.30 158 316.40107.79 20 68.00 134.70 90 194.00 161.04 160 320.00108.57 22 71.60 135.46 92 197.60 161.79 162 323.60109.35 24 75.20 136.22 94 201.20 162.53 164 327.20110.12 26 78.80 136.98 96 204.80 163.27 166 330.80110.90 28 82.40 137.74 98 208.40 164.02 168 334.40111.67 30 86.00 138.50 100 212.00 164.76 170 338.00112.45 32 89.60 139.26 102 215.60 165.50 172 341.60113.22 34 93.20 140.02 104 219.20 166.24 174 345.20113.99 36 96.80 140.77 106 222.80 166.98 176 348.80114.77 38 100.40 141.53 108 226.40 167.72 178 352.40115.54 40 104.00 142.29 110 230.00 168.46 180 356.00116.31 42 107.60 143.04 112 233.60 169.20 182 359.60117.08 44 111.20 143.80 114 237.20 169.94 184 363.20117.85 46 114.80 144.55 116 240.80 170.58 186 366.80118.62 48 118.40 145.31 118 244.40 171.42 188 370.40119.40 50 122.00 146.06 120 248.00 172.16 190 374.00120.16 52 125.60 146.81 122 251.60 172.90 192 377.60120.93 54 129.20 147.57 124 255.20 173.63 194 381.20121.70 56 132.80 148.32 126 258.80 174.37 196 384.80122.47 58 136.40 149.07 128 262.40 175.10 198 388.40123.24 60 140.00 149.83 130 266.00 175.84 200 392.00124.01 62 143.60 150.57 132 269.60 176.57 202 395.60124.77 64 147.20 151.33 134 273.20 177.31 204 399.20125.54 66 150.80 152.04 136 276.80 178.04 206 402.80126.31 68 154.40 152.83 138 280.40 178.78 208 406.40
Wykrywanie i usuwanie usterek - 1193BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Istnieją dwie możliwości rozwiązania problemu uszkodzenia czujnika Pt-100. Jeżeli w rdzeniu stojana są aktywne zapasowe czujniki, można je wykorzystać. Jeżeli wszystkie fabrycznie zainstalowane czujniki są wykorzystane, można wprowadzić na końcu uzwojenia nowy czujnik.
***Poniższy rozdział dotyczy typu wirnika: Pierścienie ślizgowe
8.4. Pierścienie ślizgowe i szczotki
8.4.1. Eksploatacyjne zużycie szczotekJeżeli szczotki ulegają szybkiemu lub nierównomiernemu zużyciu, należy zwrócić uwagę na następujące kwestie:
• Czy nacisk mieści się w określonym specyfikacjami zakresie? Patrz Rozdział 7.7.2.1 Nacisk szczotek.
• Czy przewody wszystkich szczotek są dobrze połączone?
• Czy powierzchnie ślizgowe pierścieni nie uległy uszkodzeniu?
• Czy istnieje możliwość, że do szczotek dostał się olej lub wilgoć?
• Czy jakość szczotek jest zgodna ze specyfikacjami maszyny?
Zawsze, o ile tylko jest to możliwe:
• sprawdzać, czy szczotki są w dobrym stanie i poruszają się swobodnie w swoich uchwytach;
• sprawdzać, czy przewody szczotek są w dobrym stanie i prawidłowo połączone;
• usuwać pył węglowy za pomocą odkurzacza.
8.4.2. Iskrzenie szczotekEwentualne iskrzenie szczotek można obserwować przez otwór w obudowie pierścieni ślizgowych. Iskrzenie jest często wskaźnikiem niewłaściwego funkcjonowania. Należy bezzwłocznie podjąć stosowne kroki, aby zapobiec iskrzeniu. Następnie należy wyeliminować przyczyny iskrzenia i przywrócić właściwe działanie. Ewentualne przyczyny iskrzenia:
• Nieodpowiednie warunki obciążenia.
• Szczotki zakleszczone w swoich uchwytach.
• Szczotki osadzone zbyt luźno w swoich uchwytach.
• Poluzowane połączenie zacisku szczotki.
• Niedokładne ułożenie szczotki.
• Niewłaściwy lub nierówny nacisk szczotki.
• Uszkodzone powierzchnie ślizgowe pierścieni.
• Rodzaj użytych szczotek węglowych nie nadaje się do warunków eksploatacji.
• Niewspółosiowość sprzęgła wału.
• Maszyna nie jest wyważona.
• Zużyte łożyska wytwarzają nierównomierne przerwy powietrzne.
120 - Wykrywanie i usuwanie usterek 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
8.5. Sprawność cieplna i system chłodzeniaWzrost temperatury maszyny może mieć dwie podstawowe przyczyny:
• Układ chłodzenia przestał sprawnie chłodzić.
• Maszyna wytwarza nadmiar ciepła.
Jeżeli temperatura maszyny przekracza normalne wartości, należy ustalić, którą z wymienionych powyżej przyczyn jest to spowodowane.
UWAGA: Nadmierna ilość wytwarzanego ciepła może być wywołana przez uzwojenie lub asymetrię sieci i dla takich przypadków próby naprawy układu chłodzenia byłyby nieskuteczne lub szkodliwe.
Jeżeli czujniki temperatury uzwojenia lub powietrza chłodzącego wskazują temperaturę odbiegającą od normy, należy skontrolować układ chłodzenia. Sprawność układu chłodzenia jest zależna od dwóch odrębnych czynności konserwacyjnych. Oczywistą sprawą jest zapewnienie nieprzerwanego i prawidłowego działania wymiennika ciepła. To zadanie jest realizowane poprzez okresowe czyszczenie wymiennika ciepła i sprawdzanie jego prawidłowego działania.
Sprawdzać należy również przepływ powietrza lub wody przez wymiennik ciepła. Jeżeli chłodnica jest wyposażona w zewnętrzny wentylator nadmuchowy, należy również sprawdzić jego działanie.
Mniej oczywistą sprawą, ale równie ważną, jest zapewnienie dobrego obiegu powietrza w układzie chłodzenia pierwotnego wewnątrz maszyny. To zadanie jest realizowane poprzez czyszczenie i sprawdzanie wnętrza maszyny przy każdym remoncie, lub w razie pojawienia się problemów.
Inne ewentualne przyczyny niskiej wydajności systemu chłodzenia, to wysoka temperatura otoczenia, wysoka temperatura wlotowa powietrza lub wody, albo słaby przepływ powietrza lub wody.
Ponadto defekt układu smarowania lub łożyska może powodować wzrost temperatury łożyska. Przyczyną pozornie wysokiej temperatury może też być problem w układzie pomiaru temperatury Rozdział 8.3.2 Oporowe czujniki temperatury Pt-100.
Wykrywanie i usuwanie usterek - 1213BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Rozdział 9 Serwisowanie w cyklu eksploatacji silników i generatorów
9.1. Obsługa posprzedażna KlientaPunkty serwisowe ABB Motors and Generators oferują szeroki wachlarz usług — od montażu i przekazania do eksploatacji, przez części zamienne i konserwację, po modernizację i wymianę urządzeń na nowsze modele. W oparciu o 120 lat doświadczenia w konstruowaniu silników i generatorów świadczymy usługi, które stanowią dodatkową wartość dla szefów zakładów i pozwalają im zoptymalizować koszty posiadania.
Dzięki największej na rynku globalnej sieci punktów serwisowych oraz wykwalifikowanym inżynierom serwisowym wykonującym naprawy w zakładzie klienta lub autoryzowanych warsztatach możemy zaoferować różne warianty usług serwisowych dopasowanych do potrzeb naszych klientów.
9.1.1. Usługi serwisoweW naszej ofercie znajdują się następujące usługi serwisowe dla silników i generatorów:
• Instalacja i przekazanie do eksploatacji
• Części zamienne
• Konserwacja
– Konserwacja profilaktyczna
– Konserwacja predykcyjna
– Monitorowanie stanu
• Naprawy
– Usługi świadczone w zakładzie klienta oraz w punkcie serwisowym
– Zdalne rozwiązywanie problemów
– Wsparcie techniczne
• Porady techniczne i konsultacje
• Rozszerzenia, aktualizacje i modernizacje
• Wymiana części
• Szkolenia
• Umowy serwisowe.
Aby uzyskać więcej informacji, zapraszamy do odwiedzenia strony www.abb.com/motors&generators lub skontaktowania się z lokalnym punktem serwisowym ABB Motors and Generators.
9.1.2. Wsparcie i gwarancjaGwarancja producenta obowiązuje na wszystkie silniki i generatory. Obejmuje wady podzespołów, wady konstrukcyjne, związane z jakością wykonania i produkcyjne. Warunki gwarancyjne i okres gwarancji są określone w umowie serwisowej.
122 - Serwisowanie w cyklu eksploatacji silników i generatorów 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Roszczenia gwarancyjne są zwykle rozstrzygane w oficjalnym kanale zbytu określonych urządzeń ABB. Roszczenie gwarancyjne powinno być zawsze wnoszone w formie pisemnej. Prawidłowo sporządzone roszczenie powinno zawierać co najmniej:
• numer seryjny urządzenia,
• lokalizację urządzenia,
• możliwie najdokładniejszy opis usterki,
– zdjęcia, wyniki pomiarów lub raporty umożliwiające analizę problemu,
• oczekiwania klienta dotyczące rozwiązania problemu,
• dane kontaktowe klienta.
Dane kontaktowe działów udzielających informacji na temat wsparcia technicznego i gwarancji znajdują się w następnym rozdziale. Aby uzyskać więcej informacji, zapraszamy do odwiedzenia strony www.abb.com/motors&generators.
9.1.3. Dane kontaktowe punktów serwisowych Motors and GeneratorsWyszukaj dane kontaktowe lokalnego punktu serwisowego za pośrednictwem strony www.abb.com/motors&generators.
Skontaktuj się z centrum technicznym Global Technical Support Center Finland:
• telefonicznie w godzinach 7:00–17:00 (GMT +2): +358 (0)10 22 11
• dzwoniąc na całodobową linię wsparcie technicznego: +358 (0)10 22 21999
• w sprawie informacji dotyczących sprzedaży, pisząc na adres e-mail: [email protected]
• w sprawie informacji dotyczących warunków gwarancyjnych i wsparcia technicznego, pisząc na adres e-mail: [email protected]
• faksem: +358 (0)10 22 22544
UWAGA: W określonych przypadkach należy wpisać numer seryjny urządzenia (numer siedmiocyfrowy zaczynający się od 46#####) w treści wiadomości e-mail do celów referencyjnych.
9.2. Części zamienne do elektrycznych maszyn wirujących
9.2.1. Ogólne informacje dotyczące części zamiennychMaszyny pochodzące z ABB są projektowane i produkowane tak, aby zapewniały wieloletnią niezawodną i bezawaryjną eksploatację. Z tym jednak wiąże się konieczność prawidłowej konserwacji i eksploatacji maszyn. Konserwacja obejmuje wymianę części, które ulegają normalnemu zużyciu eksploatacyjnemu.
W kwestii zużycia części istnieje zawsze pewna doza niepewności. Stopień zużycia różni się znacznie w zależności od zastosowania, środowiska i określonych warunków eksploatacji. Dlatego też należy przeprowadzać regularne przeglądy części i przechowywać odpowiednią liczbę części zamiennych w magazynie. Części zamienne pomagają zminimalizować czas niezdatności do pracy, jeśli zajdzie taka potrzeba. Wielkość stan magazynowego powinna zostać określona na podstawie stopnia krytyczności zastosowania, dostępności określonej części zamiennej i zaleceń producenta.
Serwisowanie w cyklu eksploatacji silników i generatorów - 1233BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
9.2.2. Okresowe wymiany częściMechaniczne zużycie eksploatacyjne pojawia się zawsze tam, gdzie stykają się ze sobą dwie ruchome części. W maszynach elektrycznych największe zużycie mechaniczne występuje na wale i stykających się z nim częściach nieruchomych. Takie części łożysk jak łożyska toczne, osłony i pierścienie smarowe w łożyskach tulejowych ulegają w końcu zużyciu i wymagają wymiany nawet wówczas, gdy zapewnione jest prawidłowe smarowanie. Do innych części ulegających zużyciu eksploatacyjnemu należą uszczelnienia stykające się stale z wirującym wałem, a także szczotki, zespoły szczotkowe i pierścienie ślizgowe zespołu pierścieniowego.
Wymienione powyżej części stanowią długą, ale niepełną listę części ulegających zużyciu mechanicznemu. Części te charakteryzują się pewną szacunkową trwałością, ale jak wcześniej wspomniano, ich faktyczna trwałość może być bardzo różna. Dlatego też przynajmniej te części powinny być utrzymywane na składzie. Należy także zwrócić uwagę na fakt, że wymiana tych części, wynikająca z normalnego zużycia eksploatacyjnego, nie jest objęta gwarancją.
9.2.3. Podstawowe części zamienneInne typy zużycia występują z powodu wysokich temperatur roboczych, zakłóceń elektrycznych i reakcji chemicznych.
Filtry powietrza zabezpieczające przed przedostaniem się zanieczyszczeń do wnętrza urządzenia same zostają nasycone zanieczyszczeniami. Należy je wymieniać w celu zapewnienia prawidłowego działania modułu chłodzącego oraz ciągłej ochrony czułych części urządzenia.
Uzwojenia elektryczne maszyn ABB są dobrze zabezpieczone przed zużyciem, ale tylko wówczas, gdy przestrzegane są warunki konserwacji i eksploatacji. Nie wolno dopuszczać do przekroczenia właściwej temperatury pracy i należy regularnie usuwać zanieczyszczenia uzwojeń. Uzwojenie może również ulec przedwczesnemu zużyciu na skutek zakłóceń elektrycznych.
W szczelinach rdzenia stojana znajdują się czujniki temperatury Pt-100, których nie można wymieniać. W związku z tym ABB stosuje zasadę umieszczania w rdzeniu stojana zapasowych czujników temperatury Pt-100. Czujniki te nie są traktowane jako normalne części zamienne, ponieważ mają być częściami zamiennymi w razie uszkodzenia elementu stojana Pt-100 podczas odbioru technicznego. Elementy te zaczynają jednak funkcjonować również podczas pracy maszyny, gdy nastąpi awaria czujników pierwotnych. Jeżeli jednak awarii ulegnie także element zapasowy, istnieje możliwość dodania czujników Pt-100 w końcowej części uzwojenia stojana.
9.2.4. Wybór najbardziej odpowiedniego zestawu części zamiennychABB dostarcza trzy rodzaje gotowych zestawów części zamiennych. Personel najlepiej zorientowany w warunkach pracy maszyny powinien wybrać najbardziej odpowiedni zestaw na podstawie krytycznych parametrów eksploatacji i ryzyka finansowego powiązanego z czasem trwania przestojów i stratami produkcyjnymi.
Podstawowy zestaw części zapewniający bezpieczeństwo odbioru technicznego i zapewniający możliwość eksploatacji maszyny:
• Są to najważniejsze części zamienne, które powinny być zawsze na składzie.
Zalecany zestaw części zamiennych do usuwania problemów i zapewnienia dostępności:
124 - Serwisowanie w cyklu eksploatacji silników i generatorów 3BFP 000 070 R0124 REV H
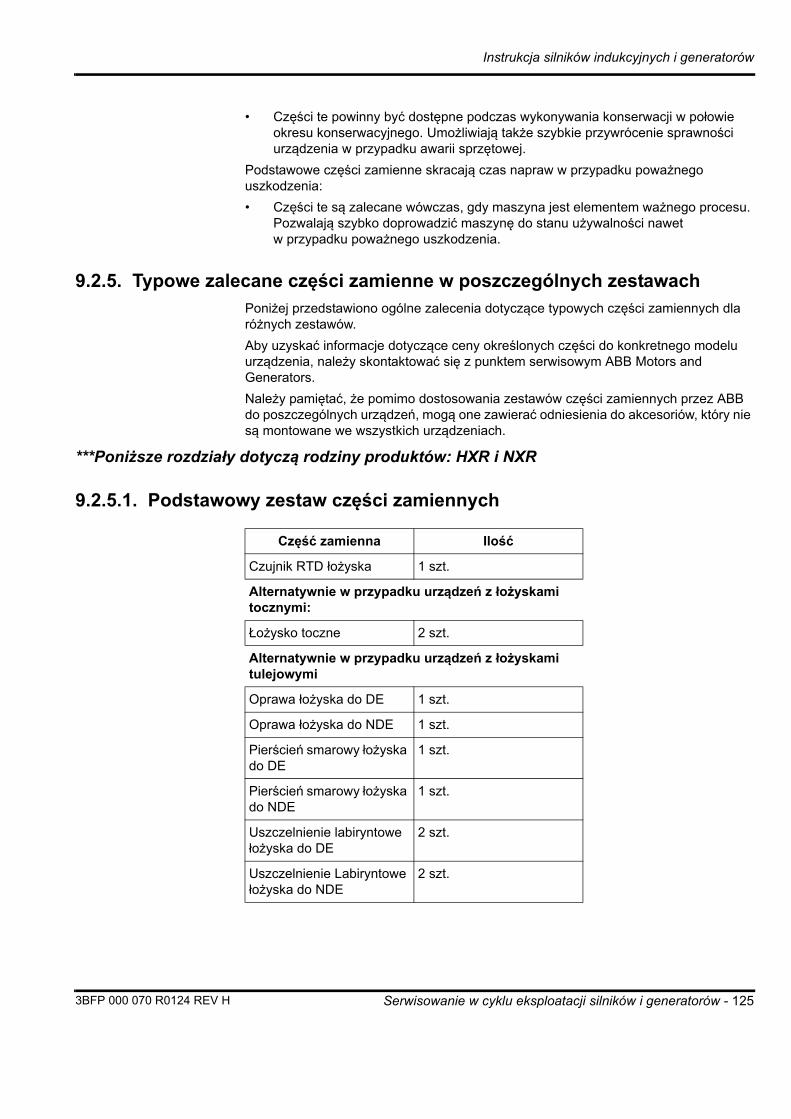
Instrukcja silników indukcyjnych i generatorów
• Części te powinny być dostępne podczas wykonywania konserwacji w połowie okresu konserwacyjnego. Umożliwiają także szybkie przywrócenie sprawności urządzenia w przypadku awarii sprzętowej.
Podstawowe części zamienne skracają czas napraw w przypadku poważnego uszkodzenia:
• Części te są zalecane wówczas, gdy maszyna jest elementem ważnego procesu. Pozwalają szybko doprowadzić maszynę do stanu używalności nawet w przypadku poważnego uszkodzenia.
9.2.5. Typowe zalecane części zamienne w poszczególnych zestawachPoniżej przedstawiono ogólne zalecenia dotyczące typowych części zamiennych dla różnych zestawów.
Aby uzyskać informacje dotyczące ceny określonych części do konkretnego modelu urządzenia, należy skontaktować się z punktem serwisowym ABB Motors and Generators.
Należy pamiętać, że pomimo dostosowania zestawów części zamiennych przez ABB do poszczególnych urządzeń, mogą one zawierać odniesienia do akcesoriów, który nie są montowane we wszystkich urządzeniach.
***Poniższe rozdziały dotyczą rodziny produktów: HXR i NXR
9.2.5.1. Podstawowy zestaw części zamiennych
Część zamienna Ilość
Czujnik RTD łożyska 1 szt.
Alternatywnie w przypadku urządzeń z łożyskami tocznymi:
Łożysko toczne 2 szt.
Alternatywnie w przypadku urządzeń z łożyskami tulejowymi
Oprawa łożyska do DE 1 szt.
Oprawa łożyska do NDE 1 szt.
Pierścień smarowy łożyska do DE
1 szt.
Pierścień smarowy łożyska do NDE
1 szt.
Uszczelnienie labiryntowe łożyska do DE
2 szt.
Uszczelnienie Labiryntowe łożyska do NDE
2 szt.
Serwisowanie w cyklu eksploatacji silników i generatorów - 1253BFP 000 070 R0124 REV H
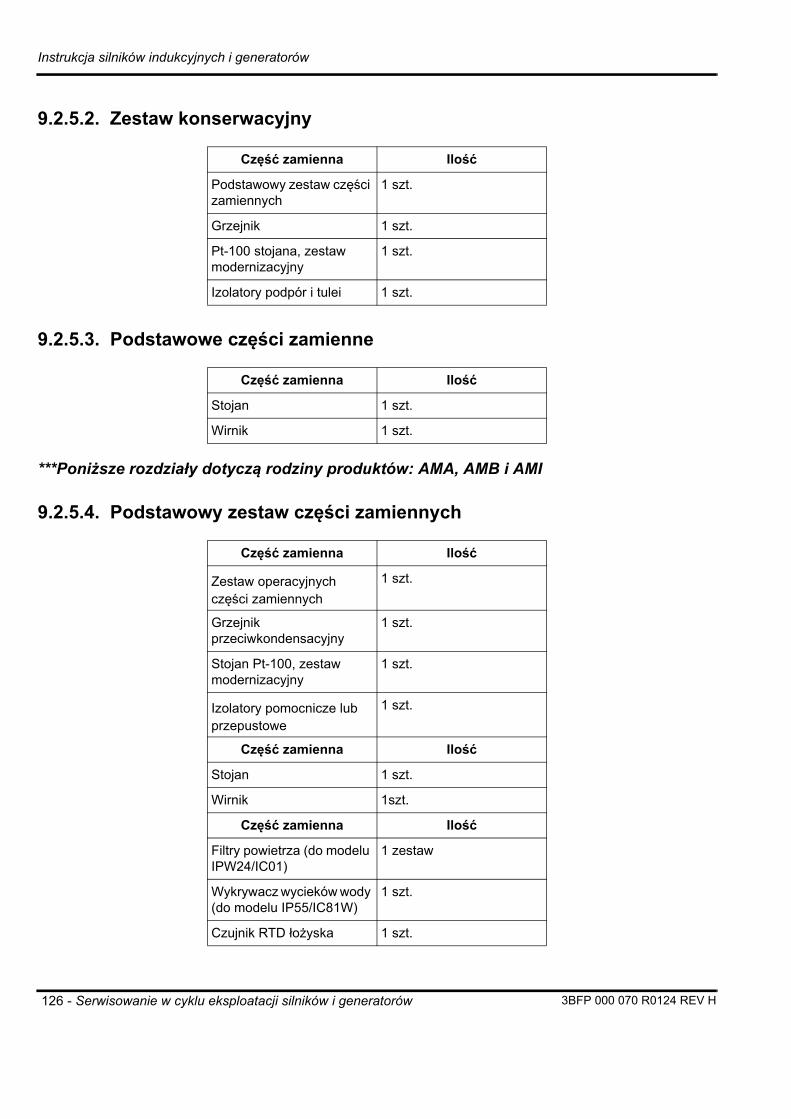
Instrukcja silników indukcyjnych i generatorów
9.2.5.2. Zestaw konserwacyjny
9.2.5.3. Podstawowe części zamienne
***Poniższe rozdziały dotyczą rodziny produktów: AMA, AMB i AMI
9.2.5.4. Podstawowy zestaw części zamiennych
Część zamienna Ilość
Podstawowy zestaw części zamiennych
1 szt.
Grzejnik 1 szt.
Pt-100 stojana, zestaw modernizacyjny
1 szt.
Izolatory podpór i tulei 1 szt.
Część zamienna Ilość
Stojan 1 szt.
Wirnik 1 szt.
Część zamienna Ilość
Zestaw operacyjnych części zamiennych
1 szt.
Grzejnik przeciwkondensacyjny
1 szt.
Stojan Pt-100, zestaw modernizacyjny
1 szt.
Izolatory pomocnicze lub przepustowe
1 szt.
Część zamienna Ilość
Stojan 1 szt.
Wirnik 1szt.
Część zamienna Ilość
Filtry powietrza (do modelu IPW24/IC01)
1 zestaw
Wykrywacz wycieków wody (do modelu IP55/IC81W)
1 szt.
Czujnik RTD łożyska 1 szt.
126 - Serwisowanie w cyklu eksploatacji silników i generatorów 3BFP 000 070 R0124 REV H

Instrukcja silników indukcyjnych i generatorów
9.2.5.5. Zestaw konserwacyjny
Alternatywnie w przypadku urządzeń z łożyskami tocznymi:
Łożysko toczne 2 szt.
Alternatywnie w przypadku urządzeń z łożyskami tulejowymi:
Oprawa łożyska do DE 1 szt.
Oprawa łożyska do NDE 1 szt.
Pierścień smarowy łożyska do DE
1 szt.
Pierścień smarowy łożyska do NDE
1 szt.
Uszczelnienie labiryntowe łożyska do DE
2 szt.
Uszczelnienie labiryntowe łożyska do NDE
2 szt.
Część zamienna Ilość
Zestaw operacyjnych części zamiennych
1 szt.
Grzejnik przeciwkondensacyjny
1 szt.
Stojan Pt-100, zestaw modernizacyjny
1 szt.
Element i uszczelki chłodnicy wody
1 szt.
Izolatory pomocnicze lub przepustowe
1 szt.
Część zamienna Ilość
Serwisowanie w cyklu eksploatacji silników i generatorów - 1273BFP 000 070 R0124 REV H
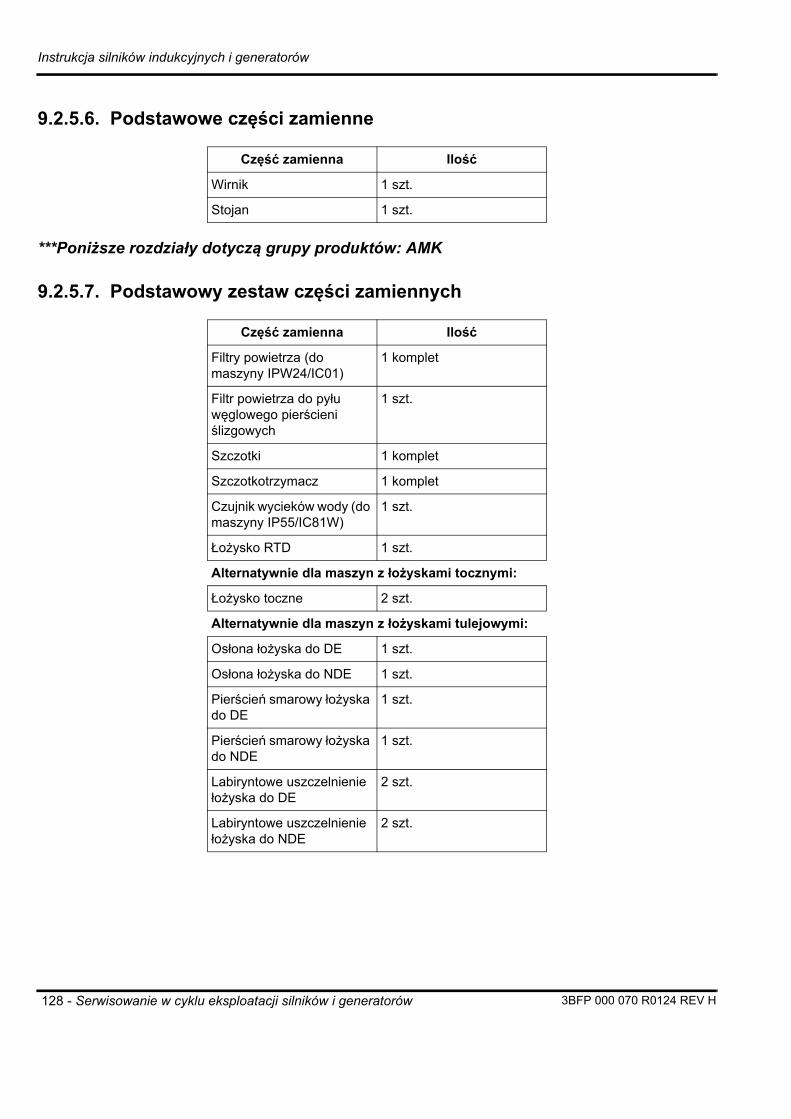
Instrukcja silników indukcyjnych i generatorów
9.2.5.6. Podstawowe części zamienne
***Poniższe rozdziały dotyczą grupy produktów: AMK
9.2.5.7. Podstawowy zestaw części zamiennych
Część zamienna Ilość
Wirnik 1 szt.
Stojan 1 szt.
Część zamienna Ilość
Filtry powietrza (do maszyny IPW24/IC01)
1 komplet
Filtr powietrza do pyłu węglowego pierścieni ślizgowych
1 szt.
Szczotki 1 komplet
Szczotkotrzymacz 1 komplet
Czujnik wycieków wody (do maszyny IP55/IC81W)
1 szt.
Łożysko RTD 1 szt.
Alternatywnie dla maszyn z łożyskami tocznymi:
Łożysko toczne 2 szt.
Alternatywnie dla maszyn z łożyskami tulejowymi:
Osłona łożyska do DE 1 szt.
Osłona łożyska do NDE 1 szt.
Pierścień smarowy łożyska do DE
1 szt.
Pierścień smarowy łożyska do NDE
1 szt.
Labiryntowe uszczelnienie łożyska do DE
2 szt.
Labiryntowe uszczelnienie łożyska do NDE
2 szt.
128 - Serwisowanie w cyklu eksploatacji silników i generatorów 3BFP 000 070 R0124 REV H
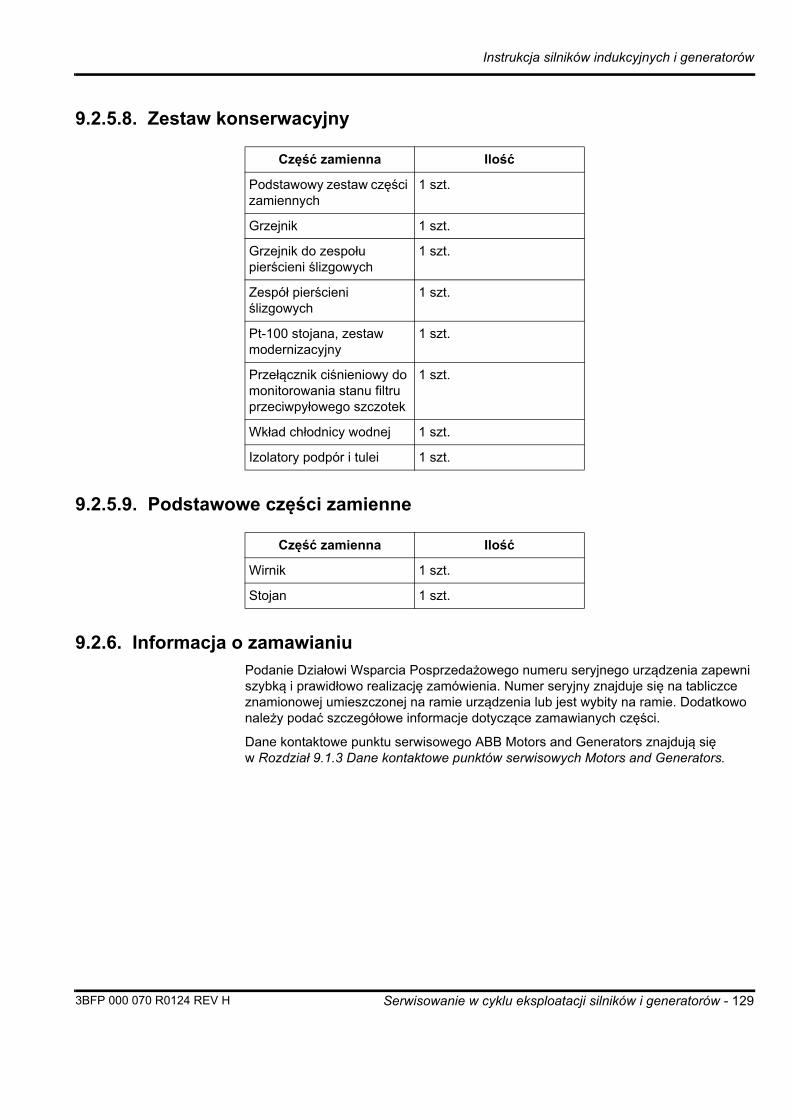
Instrukcja silników indukcyjnych i generatorów
9.2.5.8. Zestaw konserwacyjny
9.2.5.9. Podstawowe części zamienne
9.2.6. Informacja o zamawianiuPodanie Działowi Wsparcia Posprzedażowego numeru seryjnego urządzenia zapewni szybką i prawidłowo realizację zamówienia. Numer seryjny znajduje się na tabliczce znamionowej umieszczonej na ramie urządzenia lub jest wybity na ramie. Dodatkowo należy podać szczegółowe informacje dotyczące zamawianych części.
Dane kontaktowe punktu serwisowego ABB Motors and Generators znajdują się w Rozdział 9.1.3 Dane kontaktowe punktów serwisowych Motors and Generators.
Część zamienna Ilość
Podstawowy zestaw części zamiennych
1 szt.
Grzejnik 1 szt.
Grzejnik do zespołu pierścieni ślizgowych
1 szt.
Zespół pierścieni ślizgowych
1 szt.
Pt-100 stojana, zestaw modernizacyjny
1 szt.
Przełącznik ciśnieniowy do monitorowania stanu filtru przeciwpyłowego szczotek
1 szt.
Wkład chłodnicy wodnej 1 szt.
Izolatory podpór i tulei 1 szt.
Część zamienna Ilość
Wirnik 1 szt.
Stojan 1 szt.
Serwisowanie w cyklu eksploatacji silników i generatorów - 1293BFP 000 070 R0124 REV H
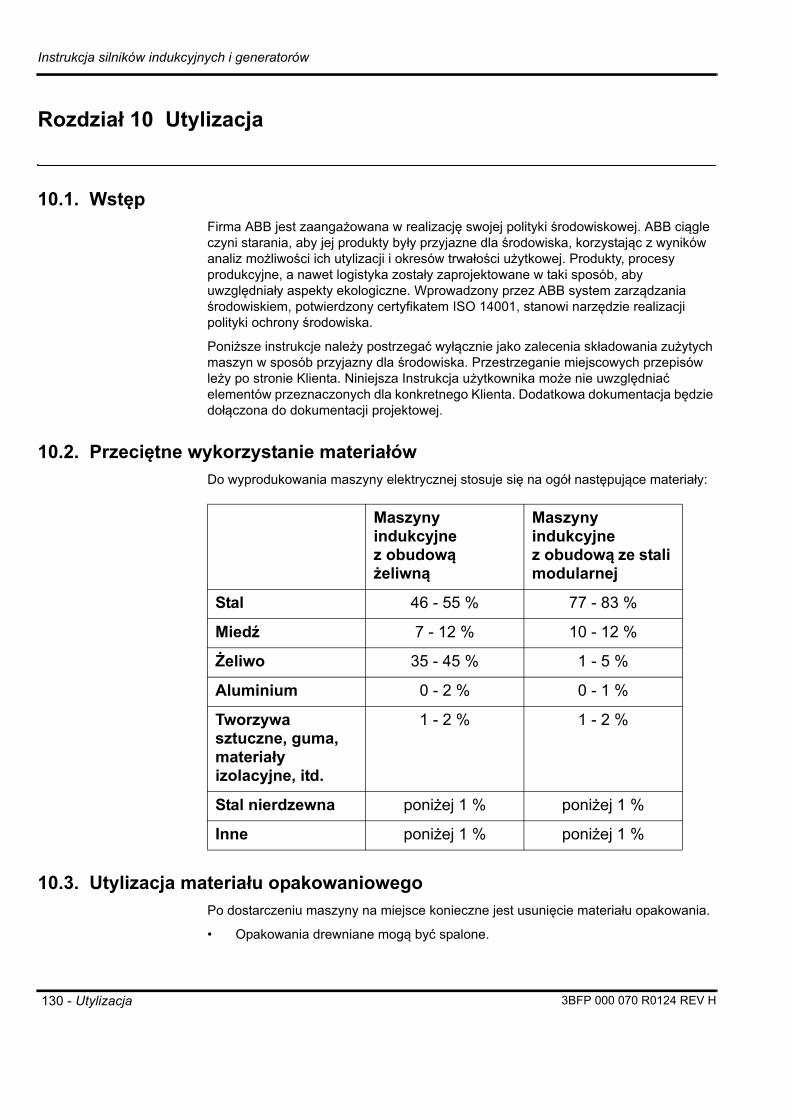
Instrukcja silników indukcyjnych i generatorów
Rozdział 10 Utylizacja
10.1. WstępFirma ABB jest zaangażowana w realizację swojej polityki środowiskowej. ABB ciągle czyni starania, aby jej produkty były przyjazne dla środowiska, korzystając z wyników analiz możliwości ich utylizacji i okresów trwałości użytkowej. Produkty, procesy produkcyjne, a nawet logistyka zostały zaprojektowane w taki sposób, aby uwzględniały aspekty ekologiczne. Wprowadzony przez ABB system zarządzania środowiskiem, potwierdzony certyfikatem ISO 14001, stanowi narzędzie realizacji polityki ochrony środowiska.
Poniższe instrukcje należy postrzegać wyłącznie jako zalecenia składowania zużytych maszyn w sposób przyjazny dla środowiska. Przestrzeganie miejscowych przepisów leży po stronie Klienta. Niniejsza Instrukcja użytkownika może nie uwzględniać elementów przeznaczonych dla konkretnego Klienta. Dodatkowa dokumentacja będzie dołączona do dokumentacji projektowej.
10.2. Przeciętne wykorzystanie materiałówDo wyprodukowania maszyny elektrycznej stosuje się na ogół następujące materiały:
10.3. Utylizacja materiału opakowaniowegoPo dostarczeniu maszyny na miejsce konieczne jest usunięcie materiału opakowania.
• Opakowania drewniane mogą być spalone.
Maszyny indukcyjne z obudową żeliwną
Maszyny indukcyjne z obudową ze stali modularnej
Stal 46 - 55 % 77 - 83 %
Miedź 7 - 12 % 10 - 12 %
Żeliwo 35 - 45 % 1 - 5 %
Aluminium 0 - 2 % 0 - 1 %
Tworzywa sztuczne, guma, materiały izolacyjne, itd.
1 - 2 % 1 - 2 %
Stal nierdzewna poniżej 1 % poniżej 1 %
Inne poniżej 1 % poniżej 1 %
130 - Utylizacja 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
• W niektórych krajach opakowania przeznaczone do transportu morskiego, wykonane z impregnowanego drewna, muszą być utylizowane zgodnie z lokalnymi przepisami.
• Materiały z tworzyw sztucznych wykorzystywane do zabezpieczania maszyny muszą być utylizowane.
• Środki antykorozyjne, którymi zabezpieczono powierzchnie maszyny, muszą być zmyte za pomocą środka myjącego na bazie benzyny oraz szmaty. Szmaty należy pozbyć się zgodnie z wymaganiami lokalnych przepisów.
10.4. Demontaż maszynyDemontaż maszyny jest prostą czynnością, ponieważ jest ona skręcana na śruby. Jednak ze względu na jej znaczny ciężar i w celu uniknięcia niebezpiecznych sytuacji czynności te musi wykonywać operator przeszkolony w obsłudze ciężkich urządzeń.
10.5. Oddzielanie poszczególnych materiałów
10.5.1. Obudowa maszyny, obudowa łożyska, pokrywy i wentylatorTe części są wykonane ze stali konstrukcyjnej i mogą być utylizowane zgodnie z wymaganiami lokalnych przepisów. Zanim materiały zostaną przekazane do huty należy wymontować wszystkie urządzenia pomocnicze, kable oraz łożyska.
10.5.2. Podzespoły z izolacją elektrycznąGłównymi podzespołami zawierającymi izolację elektryczną są stojan i wirnik. Jednakże maszyna jest wyposażona w pomocnicze podzespoły, które są wykonane z podobnych materiałów i które w związku z tym należy usuwać w taki sam sposób. Dotyczy to różnych izolatorów zastosowanych w skrzynce zaciskowej, wzbudnicy, transformatorów – napięciowego i prądowego, kabli sieciowych, elektrycznych przewodów oprzyrządowania, ochronników przepięciowych i kondensatorów. Niektóre z tych podzespołów są stosowane tylko w maszynach synchronicznych, a niektóre tylko w bardzo ograniczonej liczbie maszyn.
Po zakończeniu procesu produkcyjnego maszyny wszystkie te podzespoły są obojętne chemicznie. Niektóre podzespoły, zwłaszcza stojan i wirnik, zawierają bardzo duże ilości miedzi, którą można oddzielić stosując odpowiedni proces obróbki cieplnej prowadzący do zgazyfikowania organicznych lepiszczy izolacji elektrycznej. Aby zapewnić właściwe spalanie oparów, piec powinien być wyposażony w odpowiedni zespół dopalania. W celu ograniczenia do minimum emisji gazów powstających w procesie obróbki cieplnej i dopalania zaleca się utrzymanie następujących warunków:
Obróbka cieplna
Temperatura: 380-420°C (716...788°F)
Czas trwania: po osiągnięciu 90% temperatury docelowej przedmiot powinien pozostać w tej temperaturze przez co najmniej 5 godzin.
Utylizacja - 1313BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
Dopalanie oparów lepiszcza
Temperatura: 850-920°C (1562-1688°F)
Natężenie przepływu: opary lepiszcza powinny pozostać w komorze spalania przez co najmniej trzy sekundy.
UWAGA: Emisje zawierają głównie gazy O2-, CO-, CO2-, NOx-, CxHy- i mikroskopijne cząsteczki. Za zgodność procesu z lokalnymi przepisami odpowiada użytkownik.
UWAGA: Aby zapobiec pożarowi lub wybuchom, proces obróbki cieplnej i konserwacja urządzeń do obróbki cieplnej wymagają szczególnej uwagi. Ze względu na to, że do takiego celu stosowane są różne urządzenia, ABB nie jest w stanie udzielić dokładnych instrukcji odnośnie procesu obróbki cieplnej czy konserwacji urządzeń do takiej obróbki, wobec czego tymi kwestiami musi zająć się Klient.
10.5.3. Magnesy trwałeJeśli maszyna z magnesem trwałym zostanie stopiona w całości, nie ma potrzeby wykonywania żadnych czynności na magnesach trwałych.
Jeśli maszyna jest rozmontowana na części w procesie recyklingu i jeśli wirnik ma być transportowany, wówczas zaleca się, aby magnesy trwałe zostały rozmagnesowane. Rozmagnesowania można dokonać poprzez podgrzanie wirnika w piecu do momentu, aż magnesy trwałe osiągną temperaturę +300 °C (572°F).
OSTRZEŻENIE:Rozproszone pole magnetyczne wytwarzane z otwartej lub zdemontowanej maszyny z magnesem trwałym lub poprzez osobny wirnik takiej maszyny może powodować zakłócenia lub uszkodzenia innych urządzeń albo elementów elektrycznych lub elektromagnetycznych, takich jak rozruszniki serca, karty kredytowe itp.
10.5.4. Odpady niebezpieczneOlej z układu smarowania jest odpadem niebezpiecznym i musi być usuwany zgodnie z lokalnymi przepisami.
10.5.5. Odpady przeznaczone na wysypiskoWszystkie materiały izolacyjne mogą być usuwane na wysypisko.
132 - Utylizacja 3BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
RAPORT Z ODBIORU TECHNICZNEGOTabliczka znamionowa
Nr seryjny
Nazwa producenta ABB Oy
Adres
Nr telefonuNr faksu
Skrzynka pocztowa: nr 186FIN-00381 HELSINKIFINLANDIA+358 (0) 10 22 11+358 (0) 10 22 22544
Klient
Adres klienta
Kontakt
Nr telefonu
Nr telefonu komórkowego
Nr faksu
Adres e-mail
- 1333BFP 000 070 R0124 REV H
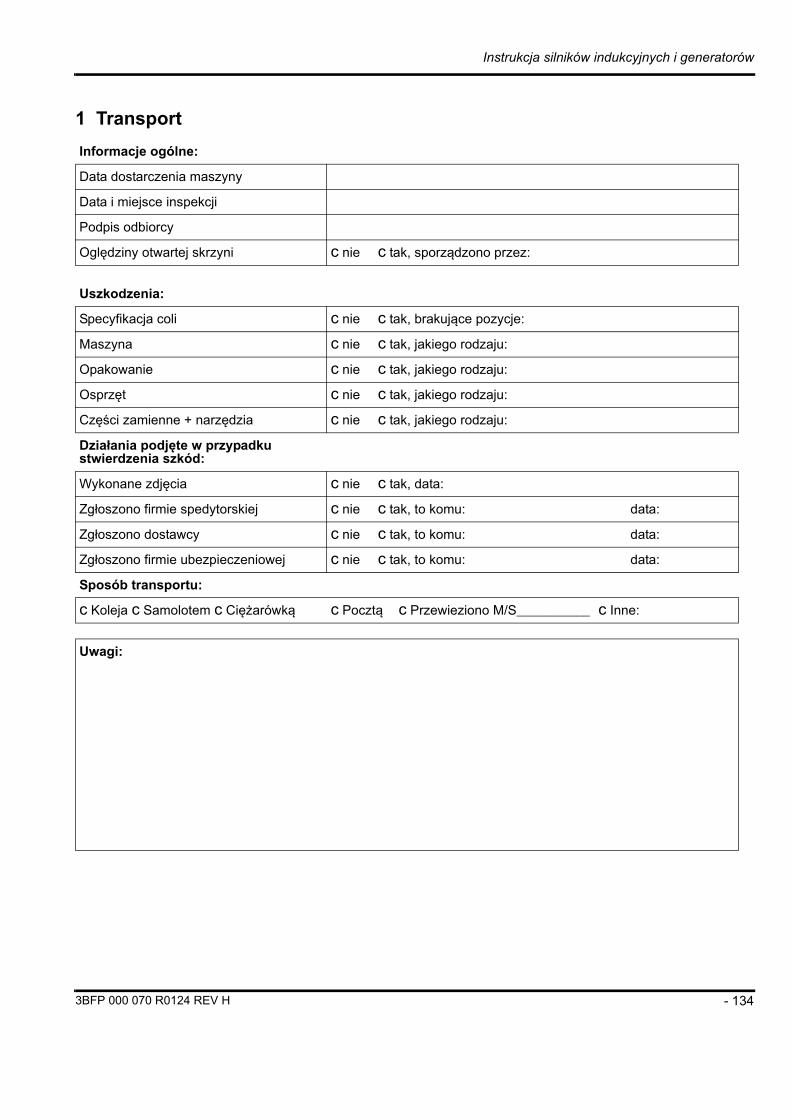
Instrukcja silników indukcyjnych i generatorów
1 Transport
Informacje ogólne:
Data dostarczenia maszyny
Data i miejsce inspekcji
Podpis odbiorcy
Oględziny otwartej skrzyni c nie c tak, sporządzono przez:
Uszkodzenia:
Specyfikacja coli c nie c tak, brakujące pozycje:
Maszyna c nie c tak, jakiego rodzaju:
Opakowanie c nie c tak, jakiego rodzaju:
Osprzęt c nie c tak, jakiego rodzaju:
Części zamienne + narzędzia c nie c tak, jakiego rodzaju:
Działania podjęte w przypadku stwierdzenia szkód:
Wykonane zdjęcia c nie c tak, data:
Zgłoszono firmie spedytorskiej c nie c tak, to komu: data:
Zgłoszono dostawcy c nie c tak, to komu: data:
Zgłoszono firmie ubezpieczeniowej c nie c tak, to komu: data:
Sposób transportu:
c Koleja c Samolotem c Ciężarówką c Pocztą c Przewieziono M/S___________ c Inne:
Uwagi:
- 1343BFP 000 070 R0124 REV H
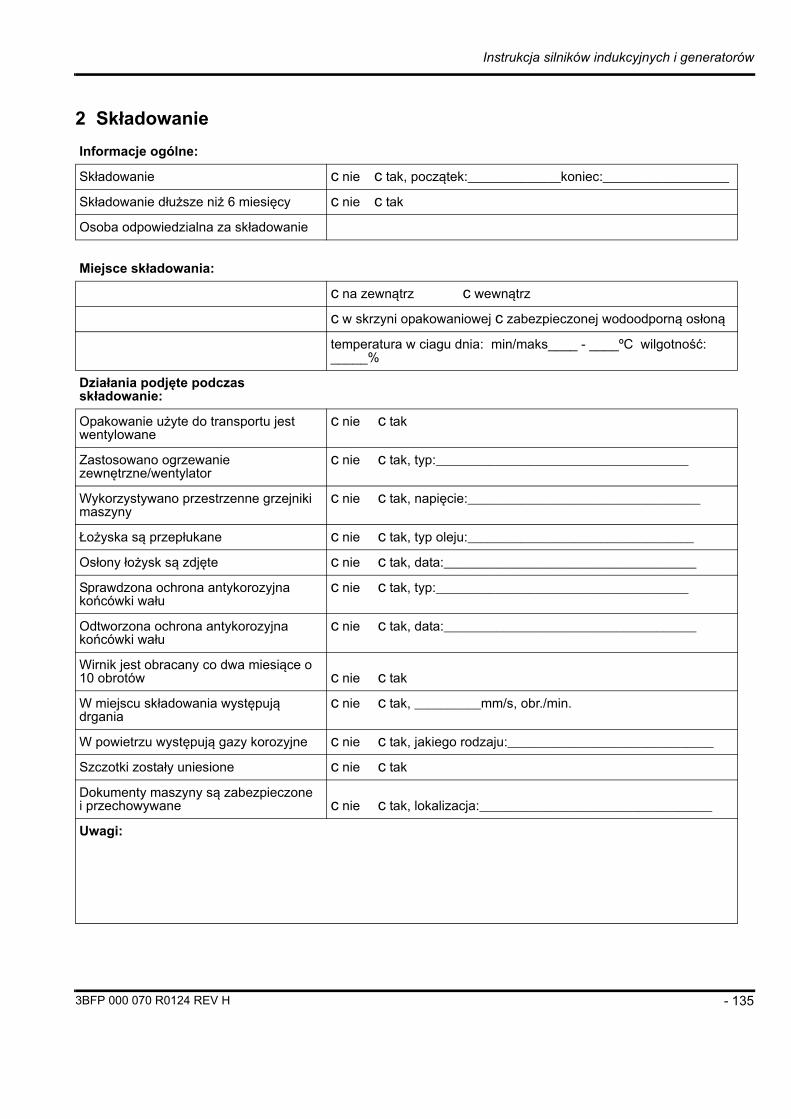
Instrukcja silników indukcyjnych i generatorów
2 Składowanie
Informacje ogólne:
Składowanie c nie c tak, początek:______________koniec:___________________
Składowanie dłuższe niż 6 miesięcy c nie c tak
Osoba odpowiedzialna za składowanie
Miejsce składowania:
c na zewnątrz c wewnątrz
c w skrzyni opakowaniowej c zabezpieczonej wodoodporną osłoną
temperatura w ciagu dnia: min/maks____ - ____ºC wilgotność: _____%
Działania podjęte podczas składowanie:
Opakowanie użyte do transportu jest wentylowane
c nie c tak
Zastosowano ogrzewanie zewnętrzne/wentylator
c nie c tak, typ:______________________________________
Wykorzystywano przestrzenne grzejniki maszyny
c nie c tak, napięcie:___________________________________
Łożyska są przepłukane c nie c tak, typ oleju:__________________________________
Osłony łożysk są zdjęte c nie c tak, data:______________________________________
Sprawdzona ochrona antykorozyjna końcówki wału
c nie c tak, typ:______________________________________
Odtworzona ochrona antykorozyjna końcówki wału
c nie c tak, data:______________________________________
Wirnik jest obracany co dwa miesiące o 10 obrotów c nie c tak
W miejscu składowania występują drgania
c nie c tak, __________mm/s, obr./min.
W powietrzu występują gazy korozyjne c nie c tak, jakiego rodzaju:_______________________________
Szczotki zostały uniesione c nie c tak
Dokumenty maszyny są zabezpieczone i przechowywane c nie c tak, lokalizacja:___________________________________
Uwagi:
- 1353BFP 000 070 R0124 REV H
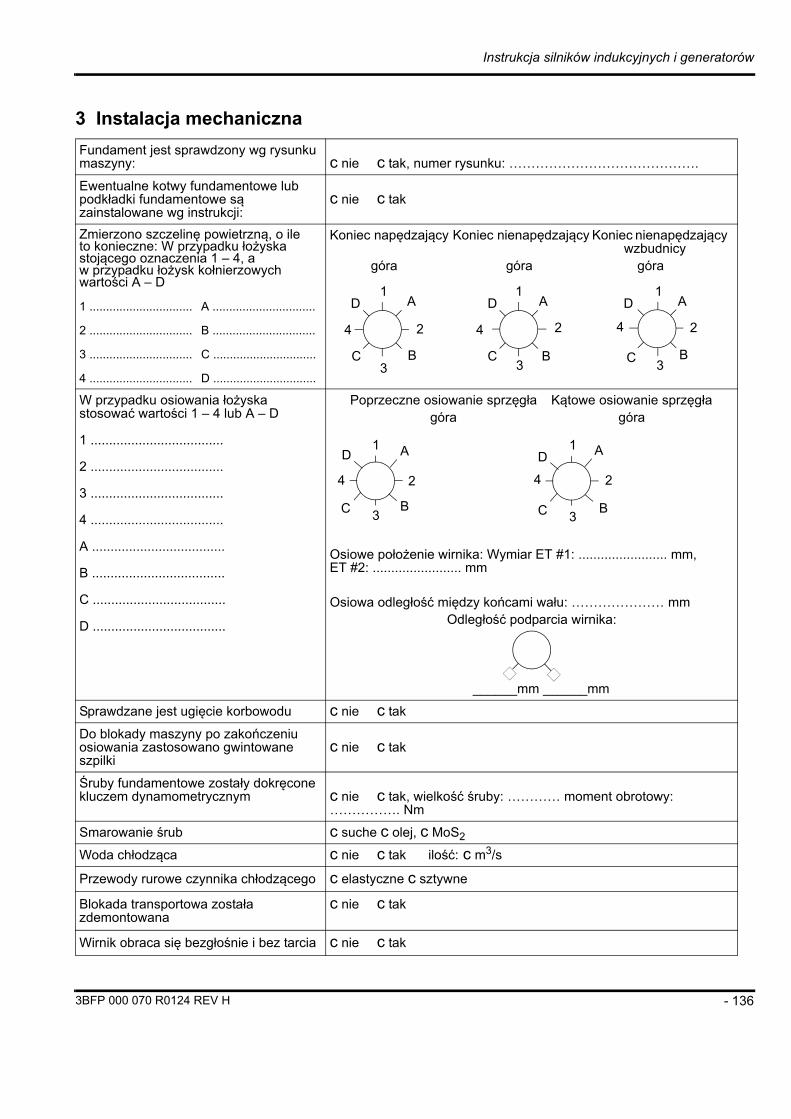
Instrukcja silników indukcyjnych i generatorów
3 Instalacja mechaniczna
Fundament jest sprawdzony wg rysunku maszyny: c nie c tak, numer rysunku: …………………………………….
Ewentualne kotwy fundamentowe lub podkładki fundamentowe są zainstalowane wg instrukcji:
c nie c tak
Zmierzono szczelinę powietrzną, o ile to konieczne: W przypadku łożyska stojącego oznaczenia 1 – 4, a w przypadku łożysk kołnierzowych wartości A – D
1 ............................... A ...............................
2 ............................... B ...............................
3 ............................... C ...............................
4 ............................... D ...............................
Koniec napędzający Koniec nienapędzający Koniec nienapędzający wzbudnicy
góra góra góra
W przypadku osiowania łożyska stosować wartości 1 – 4 lub A – D
1 ....................................
2 ....................................
3 ....................................
4 ....................................
A ....................................
B ....................................
C ....................................
D ....................................
Poprzeczne osiowanie sprzęgła Kątowe osiowanie sprzęgłagóra góra
Osiowe położenie wirnika: Wymiar ET #1: ........................ mm, ET #2: ........................ mm
Osiowa odległość między końcami wału: ………………… mmOdległość podparcia wirnika:
______mm ______mm
Sprawdzane jest ugięcie korbowodu c nie c tak
Do blokady maszyny po zakończeniu osiowania zastosowano gwintowane szpilki
c nie c tak
Śruby fundamentowe zostały dokręcone kluczem dynamometrycznym c nie c tak, wielkość śruby: ………… moment obrotowy:
……………. Nm
Smarowanie śrub c suche c olej, c MoS2
Woda chłodząca c nie c tak ilość: c m3/s
Przewody rurowe czynnika chłodzącego c elastyczne c sztywne
Blokada transportowa została zdemontowana
c nie c tak
Wirnik obraca się bezgłośnie i bez tarcia c nie c tak
1
2
3
4
A
BC
D1
A
2
B3
C
4
D1
2
3
4
A
BC
D
1
2
3
4
A
BC
D1
2
3
4
A
BC
D
- 1363BFP 000 070 R0124 REV H
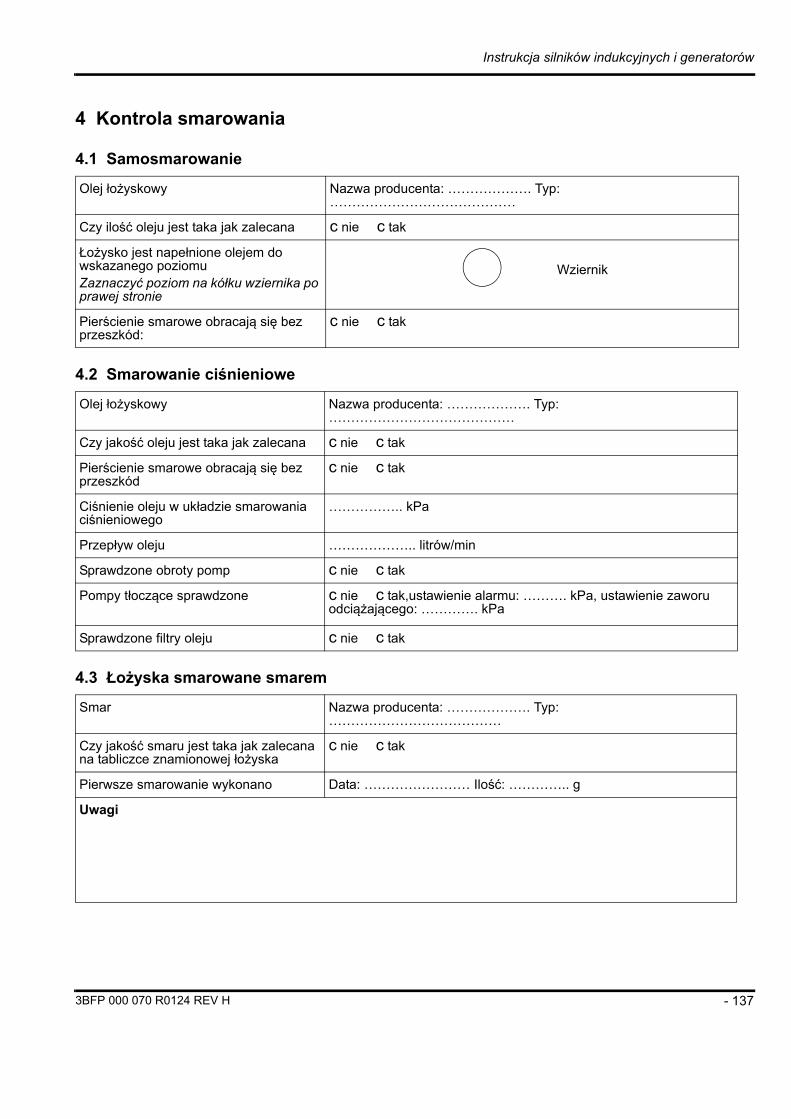
Instrukcja silników indukcyjnych i generatorów
4 Kontrola smarowania
4.1 Samosmarowanie
4.2 Smarowanie ciśnieniowe
4.3 Łożyska smarowane smarem
Olej łożyskowy Nazwa producenta: ………………. Typ: ……………………………………
Czy ilość oleju jest taka jak zalecana c nie c tak
Łożysko jest napełnione olejem do wskazanego poziomuZaznaczyć poziom na kółku wziernika po prawej stronie
Wziernik
Pierścienie smarowe obracają się bez przeszkód:
c nie c tak
Olej łożyskowy Nazwa producenta: ………………. Typ: ……………………………………
Czy jakość oleju jest taka jak zalecana c nie c tak
Pierścienie smarowe obracają się bez przeszkód
c nie c tak
Ciśnienie oleju w układzie smarowania ciśnieniowego
…………….. kPa
Przepływ oleju ……………….. litrów/min
Sprawdzone obroty pomp c nie c tak
Pompy tłoczące sprawdzone c nie c tak,ustawienie alarmu: ………. kPa, ustawienie zaworu odciążającego: …………. kPa
Sprawdzone filtry oleju c nie c tak
Smar Nazwa producenta: ………………. Typ: …………………………………
Czy jakość smaru jest taka jak zalecana na tabliczce znamionowej łożyska
c nie c tak
Pierwsze smarowanie wykonano Data: …………………… Ilość: ………….. g
Uwagi
- 1373BFP 000 070 R0124 REV H
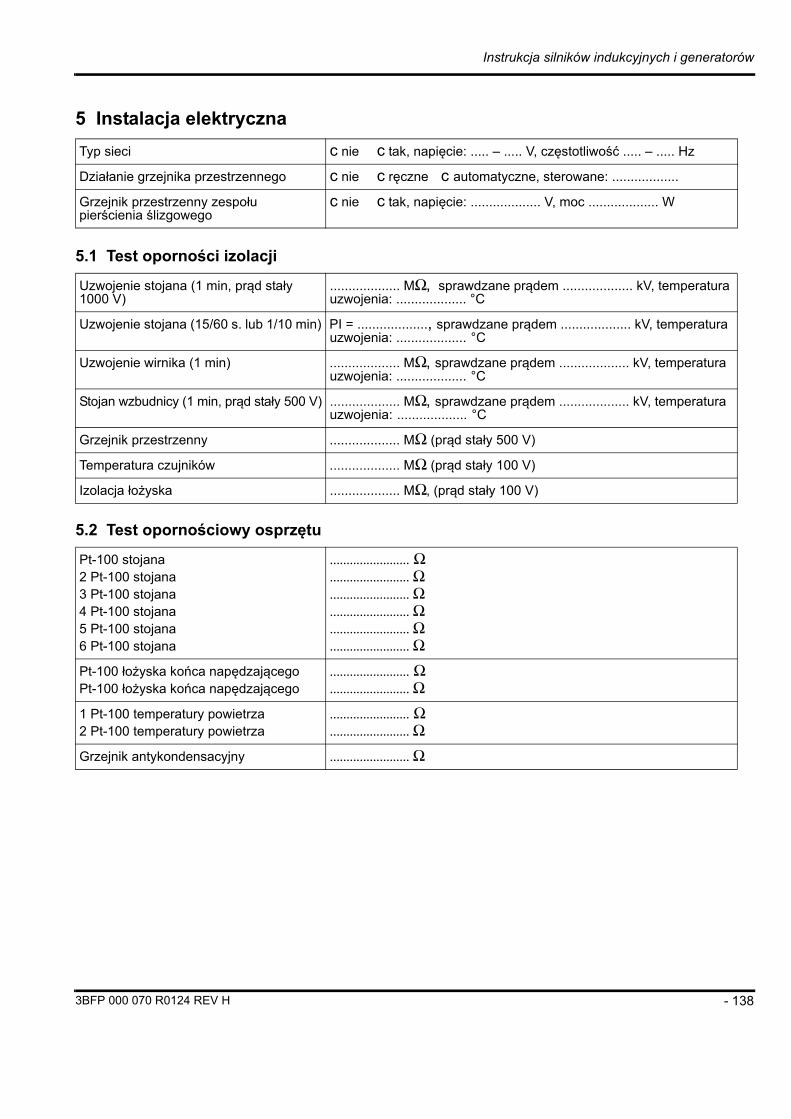
Instrukcja silników indukcyjnych i generatorów
5 Instalacja elektryczna
5.1 Test oporności izolacji
5.2 Test opornościowy osprzętu
Typ sieci c nie c tak, napięcie: ..... – ..... V, częstotliwość ..... – ..... Hz
Działanie grzejnika przestrzennego c nie c ręczne c automatyczne, sterowane: ..................
Grzejnik przestrzenny zespołu pierścienia ślizgowego
c nie c tak, napięcie: ................... V, moc ................... W
Uzwojenie stojana (1 min, prąd stały 1000 V)
................... MΩ, sprawdzane prądem ................... kV, temperatura uzwojenia: ................... °C
Uzwojenie stojana (15/60 s. lub 1/10 min) PI = ..................., sprawdzane prądem ................... kV, temperatura uzwojenia: ................... °C
Uzwojenie wirnika (1 min) ................... MΩ, sprawdzane prądem ................... kV, temperatura uzwojenia: ................... °C
Stojan wzbudnicy (1 min, prąd stały 500 V) ................... MΩ, sprawdzane prądem ................... kV, temperatura uzwojenia: ................... °C
Grzejnik przestrzenny ................... MΩ (prąd stały 500 V)
Temperatura czujników ................... MΩ (prąd stały 100 V)
Izolacja łożyska ................... MΩ, (prąd stały 100 V)
Pt-100 stojana2 Pt-100 stojana3 Pt-100 stojana4 Pt-100 stojana5 Pt-100 stojana6 Pt-100 stojana
........................ Ω
........................ Ω
........................ Ω
........................ Ω
........................ Ω
........................ ΩPt-100 łożyska końca napędzającegoPt-100 łożyska końca napędzającego
........................ Ω
........................ Ω1 Pt-100 temperatury powietrza2 Pt-100 temperatury powietrza
........................ Ω
........................ ΩGrzejnik antykondensacyjny ........................ Ω
- 1383BFP 000 070 R0124 REV H

Instrukcja silników indukcyjnych i generatorów
Testowanie grzejnika przeciwkondensacyjnego przeznaczonego dla obszarów niebezpiecznych
Nie można przeprowadzać testu rezystancji w przypadku grzejników przeciwkondensacyjnych, ponieważ ich konstrukcja jest oparta na termistorach samoregulujących. Zamiast tego, należy przeprowadzić test wydajności w zakresie grzania.
Wymagania testowe:
• Stan ustalony (przynajmniej jedna godzina pracy)
• Temperatura otoczenia: od +20°C do +25°C
• Zasilanie: 230 VAC
• Zmierzona wartość prądu powinna wynosić przynajmniej 0,1 A ... 0,9 A
- 1393BFP 000 070 R0124 REV H
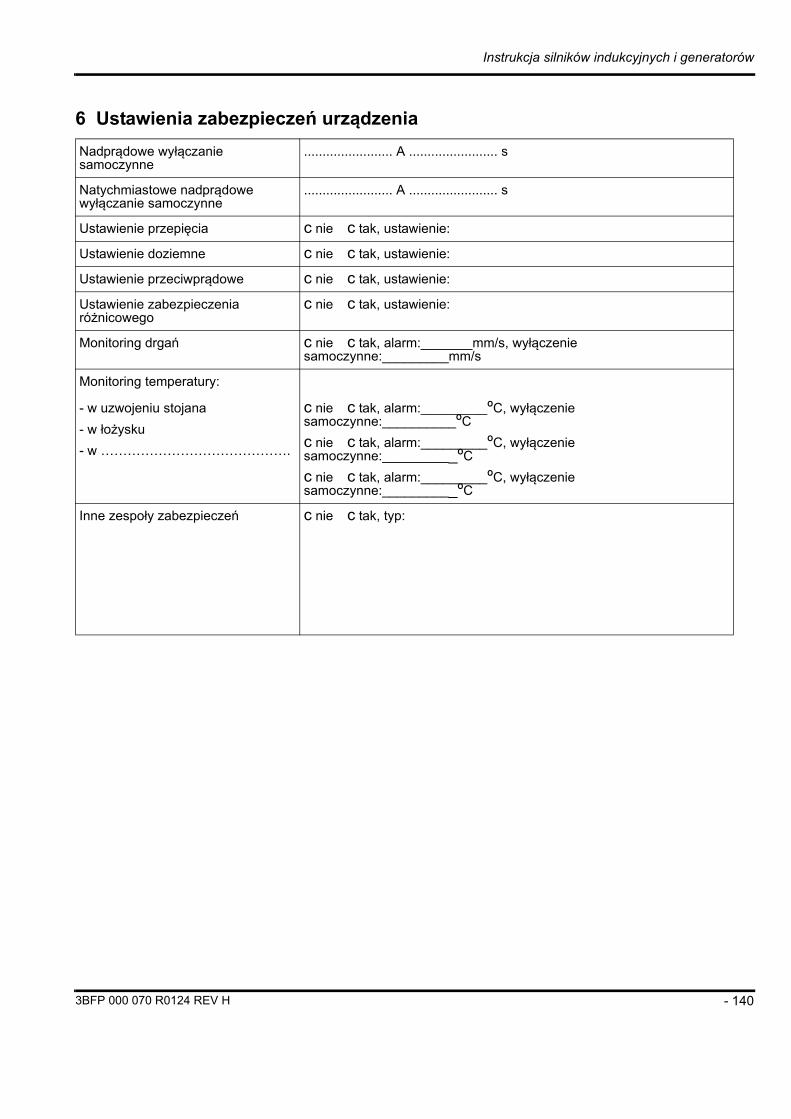
Instrukcja silników indukcyjnych i generatorów
6 Ustawienia zabezpieczeń urządzenia
Nadprądowe wyłączanie samoczynne
........................ A ........................ s
Natychmiastowe nadprądowe wyłączanie samoczynne
........................ A ........................ s
Ustawienie przepięcia c nie c tak, ustawienie:
Ustawienie doziemne c nie c tak, ustawienie:
Ustawienie przeciwprądowe c nie c tak, ustawienie:
Ustawienie zabezpieczenia różnicowego
c nie c tak, ustawienie:
Monitoring drgań c nie c tak, alarm:_______mm/s, wyłączenie samoczynne:_________mm/s
Monitoring temperatury:
- w uzwojeniu stojana
- w łożysku
- w …………………………………….
c nie c tak, alarm:_________ºC, wyłączenie samoczynne:__________ºC
c nie c tak, alarm:_________ºC, wyłączenie samoczynne:__________ºC
c nie c tak, alarm:_________ºC, wyłączenie samoczynne:__________ºC
Inne zespoły zabezpieczeń c nie c tak, typ:
- 1403BFP 000 070 R0124 REV H
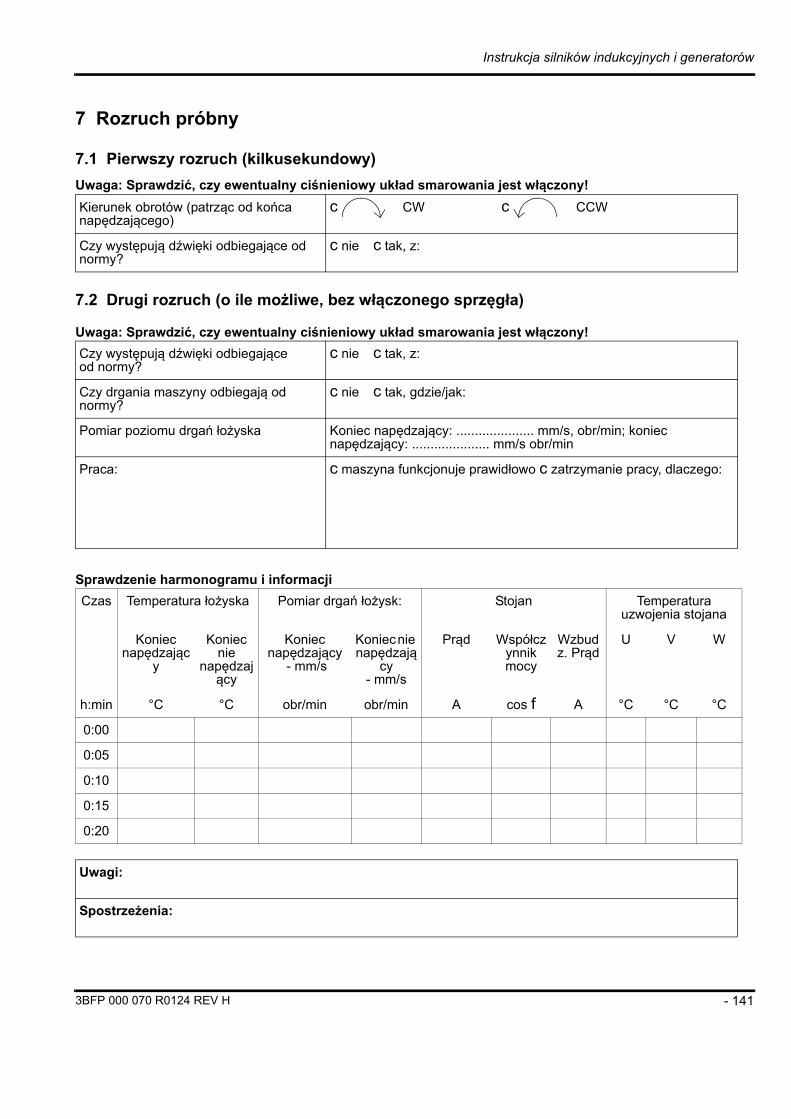
Instrukcja silników indukcyjnych i generatorów
7 Rozruch próbny
7.1 Pierwszy rozruch (kilkusekundowy)
Uwaga: Sprawdzić, czy ewentualny ciśnieniowy układ smarowania jest włączony!
7.2 Drugi rozruch (o ile możliwe, bez włączonego sprzęgła)
Uwaga: Sprawdzić, czy ewentualny ciśnieniowy układ smarowania jest włączony!
Sprawdzenie harmonogramu i informacji
Kierunek obrotów (patrząc od końca napędzającego)
c CW c CCW
Czy występują dźwięki odbiegające od normy?
c nie c tak, z:
Czy występują dźwięki odbiegające od normy?
c nie c tak, z:
Czy drgania maszyny odbiegają od normy?
c nie c tak, gdzie/jak:
Pomiar poziomu drgań łożyska Koniec napędzający: ..................... mm/s, obr/min; koniec napędzający: ..................... mm/s obr/min
Praca: c maszyna funkcjonuje prawidłowo c zatrzymanie pracy, dlaczego:
Czas Temperatura łożyska Pomiar drgań łożysk: Stojan Temperatura uzwojenia stojana
Koniec napędzając
y
Koniec nie
napędzający
Koniec napędzający
- mm/s
Koniec nie napędzają
cy- mm/s
Prąd Współczynnik mocy
Wzbudz. Prąd
U V W
h:min °C °C obr/min obr/min A cos f A °C °C °C
0:00
0:05
0:10
0:15
0:20
Uwagi:
Spostrzeżenia:
- 1413BFP 000 070 R0124 REV H
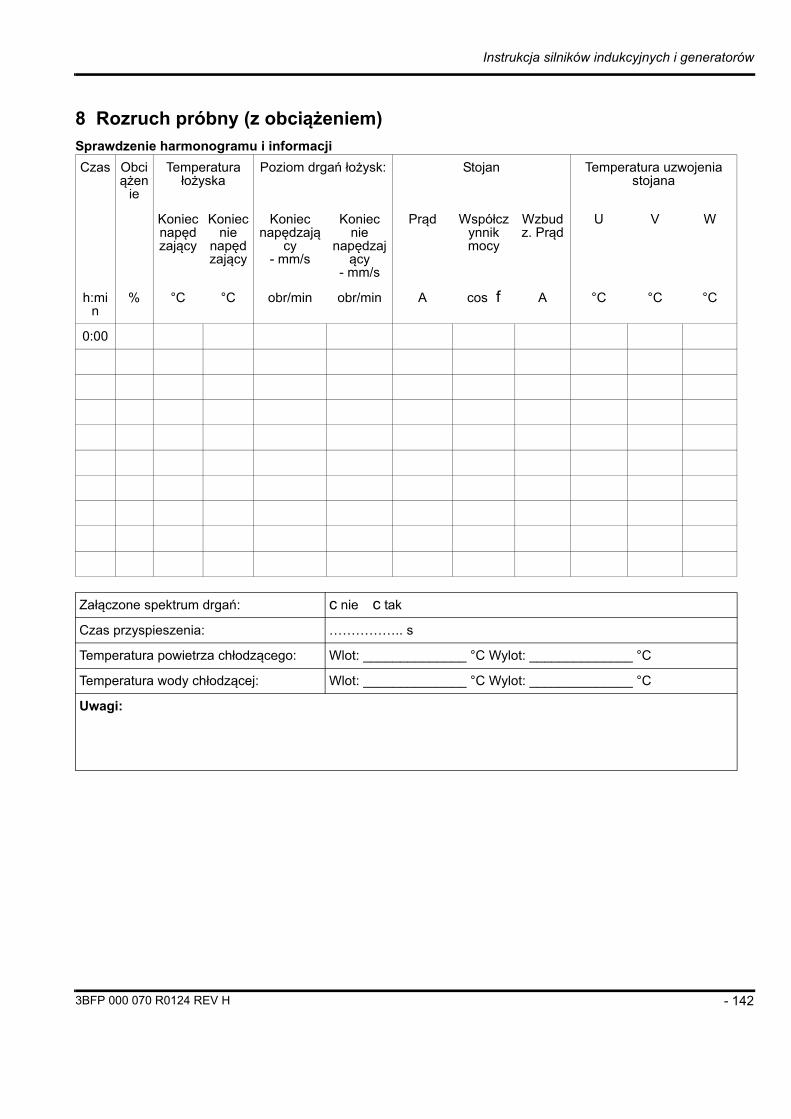
Instrukcja silników indukcyjnych i generatorów
8 Rozruch próbny (z obciążeniem)Sprawdzenie harmonogramu i informacji
Czas Obciążen
ie
Temperatura łożyska
Poziom drgań łożysk: Stojan Temperatura uzwojenia stojana
Koniec napędzający
Koniec nie
napędzający
Koniec napędzają
cy- mm/s
Koniec nie
napędzający
- mm/s
Prąd Współczynnik mocy
Wzbudz. Prąd
U V W
h:min
% °C °C obr/min obr/min A cos f A °C °C °C
0:00
Załączone spektrum drgań: c nie c tak
Czas przyspieszenia: …………….. s
Temperatura powietrza chłodzącego: Wlot: ______________ °C Wylot: ______________ °C
Temperatura wody chłodzącej: Wlot: ______________ °C Wylot: ______________ °C
Uwagi:
- 1423BFP 000 070 R0124 REV H
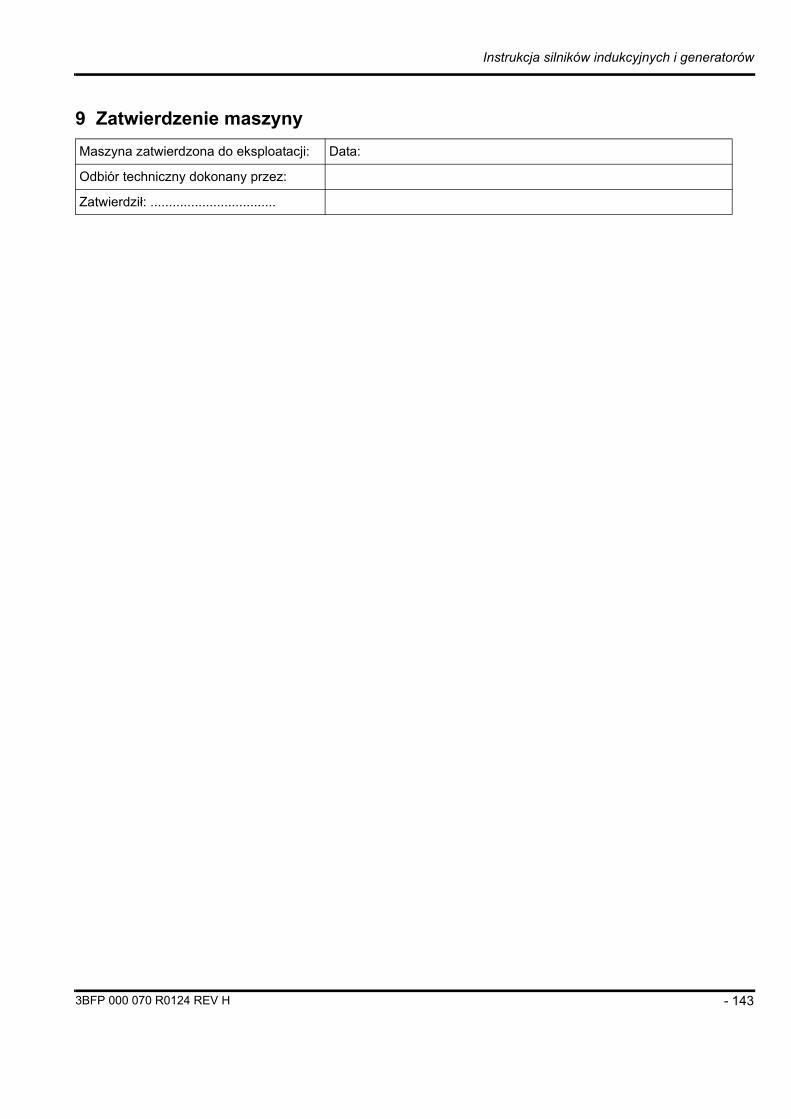
Instrukcja silników indukcyjnych i generatorów
9 Zatwierdzenie maszyny
Maszyna zatwierdzona do eksploatacji: Data:
Odbiór techniczny dokonany przez:
Zatwierdził: ..................................
- 1433BFP 000 070 R0124 REV H
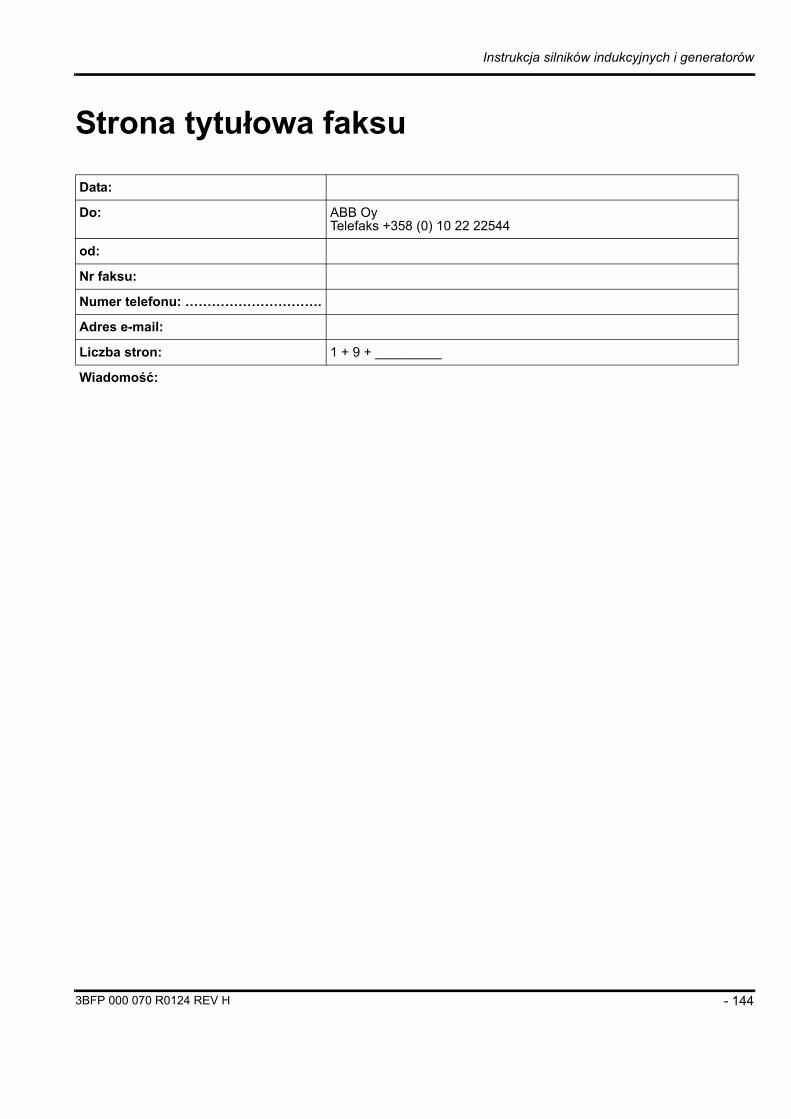
Instrukcja silników indukcyjnych i generatorów
Strona tytułowa faksu
Data:
Do: ABB OyTelefaks +358 (0) 10 22 22544
od:
Nr faksu:
Numer telefonu: ………………………….
Adres e-mail:
Liczba stron: 1 + 9 + _________
Wiadomość:
- 1443BFP 000 070 R0124 REV H
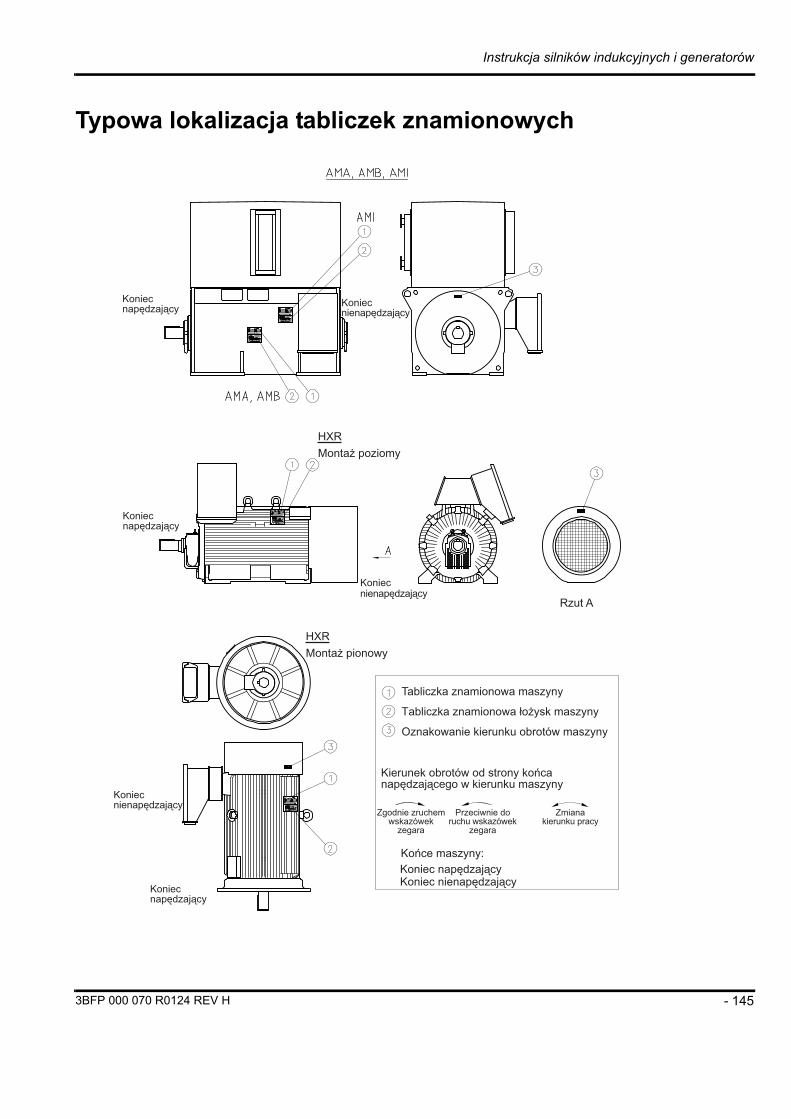
Instrukcja silników indukcyjnych i generatorów
Typowa lokalizacja tabliczek znamionowych
- 1453BFP 000 070 R0124 REV H
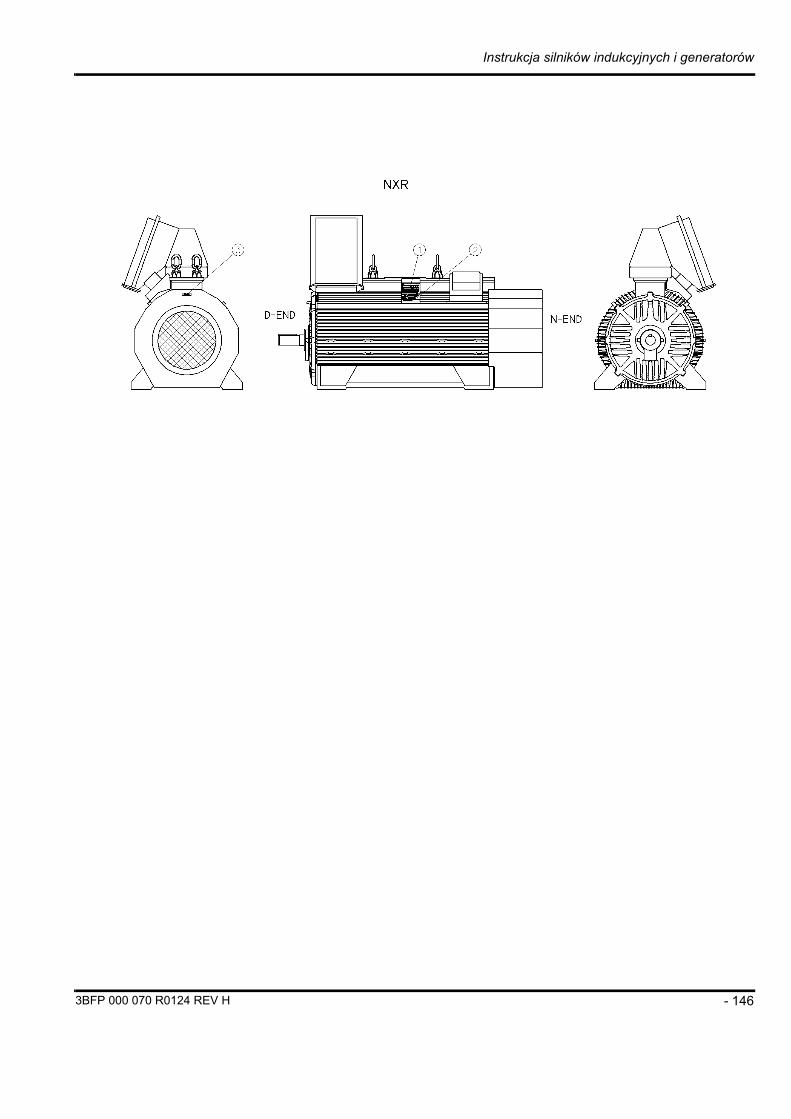
Instrukcja silników indukcyjnych i generatorów
- 1463BFP 000 070 R0124 REV H
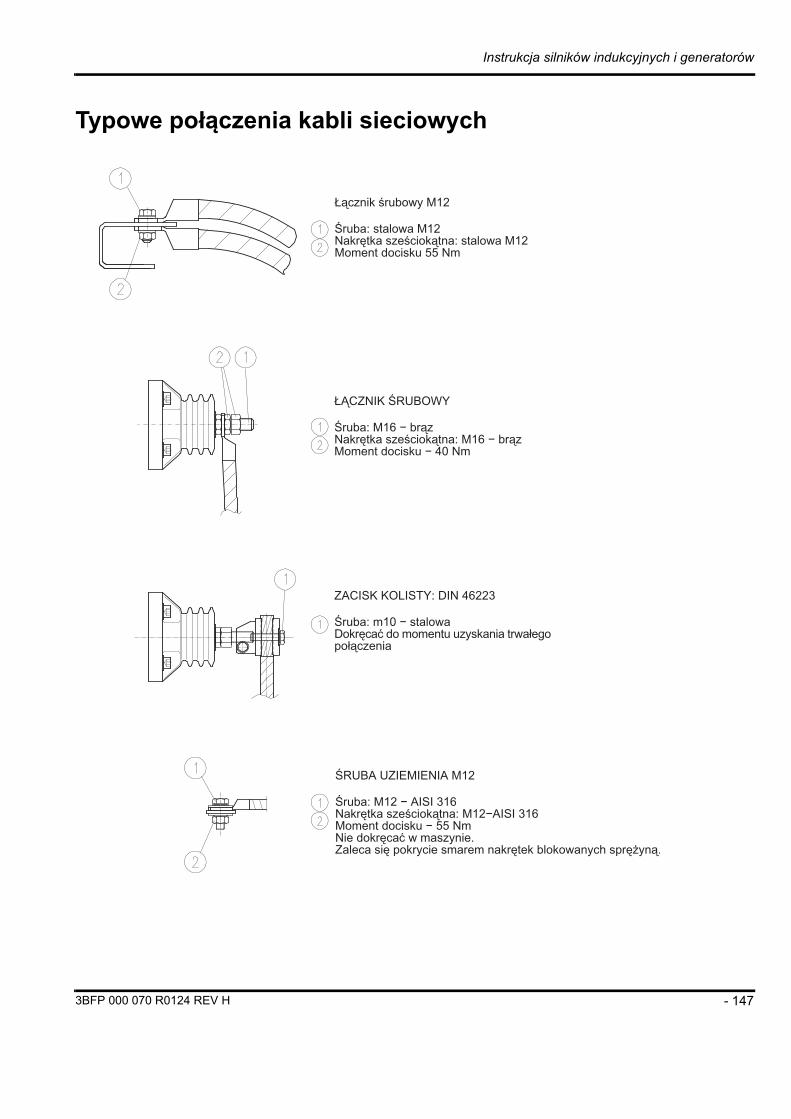
Instrukcja silników indukcyjnych i generatorów
Typowe połączenia kabli sieciowych
- 1473BFP 000 070 R0124 REV H

Instrukcja silników indukcyjnych i generatorów
- 1483BFP 000 070 R0124 REV H

Instrukcja silników indukcyjnych i generatorów
- 1493BFP 000 070 R0124 REV H
Instrukcja silników indukcyjnych i generatorów
- 1503BFP 000 070 R0124 REV H
ABB OyMotors and Generators
P.O. Box 186
00381 Helsinki, Finland
Phone: + 358 (0)10 2211
Fax: + 358 (0)10 22 22141
www.abb.com/motors&generators
3BFP
000
070
R01
24 R
EV
H
Skontaktuj siê z nami












![[PL] Najczęstsze Usterki Silników HDI-lusnia](https://img.pdfslide.tips/doc/110x75/5571fe0049795991699a6ede/pl-najczestsze-usterki-silnikow-hdi-lusnia.jpg)
















