-
7/23/2019 Introduccin Del Operario Mediante Gua Gemma
1/10
Introduccin del Operario Humano en el Ciclo de Automatizacin de
Procesos Ponsa
Introduccin del Operario Humano en el Ciclo de
Automatizacin de Procesos Mediante la Gua GEMMAPere Ponsa(1),
Ramn Vilanova(2)y Marta Daz(3)
Universidad Politcnica de Catalua, (1) Departamento de Ingeniera
de Sistemas, Automtica eInformtica Industrial, (3) Departamento de
Organizacin de Empresas, Av. Vctor Balaguer s/n,08800 Vilanova i la
Geltr-Espaa (e-mail: [email protected]; [email protected])(2)
Universidad Autnoma de Barcelona, Departamento de Telecomunicacin e
Ingeniera deSistemas, ETSE, 08913 Bellaterra-Espaa
([email protected])
Resumen
En este artculo, se presenta el estudio concreto de la
intervencin de operarios en sistemasautomatizados a los que se ha
aplicado la metodologa llamada gua GEMMA (Estudio de Modos
deMarchas y Paros). Siendo esta gua, una buena aproximacin
metodolgica para resolver problemascomplejos de automatizacin.
Aunque su uso no es extenso, constituye una gua rigurosa quepermite
abordar la transicin de los ejemplos acadmicos a las
especificaciones industriales. Lainclusin del operario humano, as
como la comunicacin con los dispositivos de automatizacin,necesita
de guas metodolgicas que puedan aunar la estructuracin propuesta en
la gua GEMMAcon diversos conceptos extrados de la ergonoma
cognitiva y la interaccin persona-ordenador. Seconcluye que la gua
GEMMA presenta una metodologa integradora concebida para clarificar
el rol deloperario humano en el ciclo de automatizacin de sistemas
complejos con aplicacin en el control ysupervisin de procesos
industriales.
Palabras claves: control, supervisin, automatizacin, interaccin
persona-ordenador, gua GEMMA
GEMMA Guide Approach for the Introduction of the Human
Operatorinto the Automation Cycle
Abstrac t
The use of the design guide to start and stop modes, GEMMA
guide, is known as a good approach todeal with the task of solving
complex automation problems. Even not widely used, it constitutes
areally good methodological approach that allows to smooth the
transition from academical examples
to industrial settings. The purpose of this paper is to show an
additional advantage of the GEMMAguide that should motivate its use
as well as introduce the consideration of the human operator as
anintegral part of the automation procedure. The inclusion of the
human operator as well as hiscommunication with the automation
device needs some guidelines that can be drawn from joining
theGEMMA structured approach with some concepts borrowed from
cognitive ergonomic theory andhuman-computer interaction.Keywords:
control, supervision, automation, human-computer interaction, GEMMA
guide
Informacin TecnolgicaVol. 18(5), 21-30 (2007)
Informacin Tecnolgica Vol. 18 N 5 - 2007 21
-
7/23/2019 Introduccin Del Operario Mediante Gua Gemma
2/10
Introduccin del Operario Humano en el Ciclo de Automatizacin de
Procesos Ponsa
INTRODUCCINEl diseo de sistemas de produccin complejos requiere
de nuevas herramientas y metodologas.Desde el punto de vista
acadmico, se ha contribuido mediante el uso de las redes de Petri
(PetriNets-PN), sobre problemas diversos de modelado de procesos en
automatizacin (Kontogiannis,2005). Uno de los aspectos no resueltos
mediante el formalismo de las redes de Petri, es laintroduccin de
las tareas humanas en el modelo descrito en forma de estados y
transiciones. Entodo problema de automatizacin, la secuencia de
operaciones a realizar por la mquina tan solo esuna parte. Es
necesario analizar como el operario humano accede y participa
tambin en el ciclo deoperaciones bsicas. De igual modo, es
importante poner de manifiesto cmo se lleva a cabo lainteraccin
entre el operario humano y el controlador lgico programable (PLC),
encargados ambosde compartir las tareas de control de las
operaciones. Para aunar automatizacin y tareas humanases necesario
acercar las disciplinas automatizacin industrial e interaccin
persona-ordenador(Armengol et al., 2000; Caas, 2004; Cavara, 2007;
Mondelo, 2001; Carver y Turoff, 2007; Ponsa yDaz, 2007). Antes de
proceder a estudios de campo o a la aplicacin de mtodos etnogrficos
parala obtencin de la elicitacin del conocimiento es menester
empezar por la investigacin en ellaboratorio mediante estudios
prcticos de escenarios en los que aplicar las tcnicas de ergonoma
yusabilidad.
En este artculo se presenta el estudio concreto de la
intervencin de operarios en sistemasautomatizados a los que se ha
aplicado la metodologa llamada gua GEMMA (ADEPA, 1981),detallada en
las dos siguientes secciones (La gua GEMMA, Diseo estructurado).
Siguiendo eldesarrollo de la metodologa presentada, la seccin
llamada Diseo de panel industrial muestra cmola ergonoma puede
aplicarse al diseo de paneles de mando en automatizacin industrial.
El centrodocente de la Escuela Politcnica Superior de Ingeniera de
Vilanova i la Geltr (EPSEVG), disponede un Laboratorio docente de
Sistemas de Produccin en el que se reproduce de forma didctica
lastareas de los operarios de planta (mantenimiento, automatizacin,
vigilancia del proceso controlado,intervencin del operario mediante
panel de mando, supervisin mediante herramientas
grficascomerciales, seguridad del sistema persona-mquina), en un
sistema de fabricacin acadmico. Laseccin citada muestra las tareas
llevadas a cabo por ingenieros tcnicos sobre un panel de
mandodidctico en el que se presentan indicaciones ergonmicas para
la mejora del panel utilizado. En laseccin de conclusiones se
valora los resultados obtenidos y se plantean las lneas siguientes
detrabajo a acometer.
LA GUA GEMMA
La gua GEMMA procede de los trabajos llevados a cabo durante dos
aos por la Agencia NacionalFrancesa para el Desarrollo de la
Produccin Aplicada a la Industria (ADEPA, 1981). Las siglasGEMMA
(Guide dEtude des Modes de Marches et dArrets), significan Gua de
Estudio de los Modosde Marcha y Paro. En el contexto de su creacin,
a lo largo del ao 1993, se concibe para que esten consonancia con
las normas de seguridad de la Unin Europea. Bajo la norma nacional
francesaUTE C 03-191, se complementa con la representacin GRAFCET
(Grafo de estados y transiciones),(AFCET-ADEPA, 1995) y pretende
dar cabida a una metodologa que incluya los modos de marcha yparo
del control secuencial, el funcionamiento correcto del proceso
controlado junto alfuncionamiento deteriorado ante anomalas, e
incluso el tratamiento de situaciones de emergencia enprevisin de
posibles daos humanos o materiales (Garcia, 2004). La metodologa
presente en lagua GEMMA (Ponsa y Vilanova, 2005) consiste en un
conjunto de fases:
- Automatizacin
- Control Supervisor (Supervisory control)- Interaccin-
Implantacin- Test
La aproximacin clsica se focaliza en los aspectos de
automatizacin, ya que los futuros operarioshan cursado estudios
reglados en el rea de ingeniera y son expertos en controladores
lgicosprogramables PLC, neumtica, robtica y sensrica (Fig. 1).
Informacin Tecnolgica Vol. 18 N 5 - 200722
-
7/23/2019 Introduccin Del Operario Mediante Gua Gemma
3/10
Introduccin del Operario Humano en el Ciclo de Automatizacin de
Procesos Ponsa
Fig. 1: Interaccin persona-mquina en automatizacin
industrial
En la fase de control supervisor, se pretende remarcar el rol de
vigilancia del proceso controlado porparte del operario humano
(Catal et al., 2000; Petersen, 2004; Ponsa y Catal, 1999). En la
fase deinteraccin, el operario interviene mediante un panel de
mando. Es importante plantear el diseo delpanel de mando, en funcin
de las acciones fsicas del operario sobre dispositivos y la
recepcin deseales informativas visuales o acsticas (Oncins, 2007).
En la fase de implantacin se procede a laprogramacin de la gua
GEMMA dentro del automatismo (controlador lgico o PLC). En la fase
detest el operario, se puede verificar el correcto funcionamiento,
e introducir mejoras de forma iterativaen cada una de las fases
mencionadas. La gua GEMMA se presenta como una lista grfica demodos
que permiten al operario humano definir desde el inicio todas las
operaciones y susconsecuencias sobre la mquina (Kontogiannis,
1996). La gua GEMMA parte de diversos conceptosbsicos:
- condiciones previas de conexin de energa a la mquina-
procedimientos de marcha y paro de la mquina (control manual y/o
control automtico)- procedimientos de funcionamiento de la mquina
(funcionamiento normal o anmalo)- procedimientos de fallos y/o
defectos de la mquina (tratamiento de situaciones de
emergencia,
reconduccin de la mquina a situaciones seguras de
funcionamiento)
A partir de estas ideas, la gua GEMMA se crea como una
representacin grfica del conjunto deconceptos descritos en forma de
modos operativos (asociados en familias de procedimientos A, F, D)y
transiciones entre modos. A continuacin se describen los modos ms
relevantes.
PZ1: Puesta del control sin energa. Cuando el automatismo se
queda sin energa, este estado seocupa de los procedimientos a
realizar para garantizar la seguridad.
F1: Produccin normal. Estado en el que la mquina est produciendo
normalmente, realizando latarea para la que est concebida. En su
interior, se encuentra el algoritmo bsico, expresadohabitualmente
como GRAFCET de produccin o GRAFCET de base.
F4: Marcha de verificacin sin orden. Permite certificar
movimientos individuales del ciclo, sinrespetar el orden habitual
(usualmente, en vaco). Es asimilable a la intervencin del operario
en laforma de control manual.
A1: Parada en el estado inicial. Estado inicial de reposo de la
gua GEMMA. Se suele correspondercon el estado inicial del
GRAFCET.
Informacin Tecnolgica Vol. 18 N 5 - 2007 23
-
7/23/2019 Introduccin Del Operario Mediante Gua Gemma
4/10
Introduccin del Operario Humano en el Ciclo de Automatizacin de
Procesos Ponsa
A2: Parada a final de ciclo. Cuando se solicita este paro, la
mquina debe completar el ciclo y luegodetenerse en el estado
inicial. En caso contrario, no se produce interrupcin alguna y el
ciclo serepite automticamente.
A5: Preparacin para la Puesta en Marcha despus de un Fallo. En
este estado, deben efectuarselas operaciones necesarias para una
nueva puesta en marcha despus de un fallo/defecto
(vaciado,limpieza, reposicin de producto, etc.). Se trata de
reconfigurar el sistema y, una vez concluida lapreparacin,
habitualmente se asocia a un pulsador con la finalidad de
rearme.
D1: Parada de emergencia (o parada para asegurar la seguridad).
Estado al que evoluciona elsistema despus de accionar el paro de
emergencia. Debe preverse un cese de actividades lo ms
rpido posible y las actuaciones necesarias para limitar las
consecuencias del paro (tanto en laproduccin como para los
operarios).
D2: Diagnstico de fallos/defectos y/o tratamiento de
fallos/defectos. Acciones a ejecutar paradeterminar el origen del
fallo o el origen del defecto. Pueden realizarse con la ayuda del
operario.
DISEO ESTRUCTURADO
La principal idea asociada a la gua GEMMA que conviene matizar
es que se trata de un enfoque dediseo estructurado (Fig. 2). Ante
la complejidad de los factores que intervienen en la
automatizacinde procesos, es conveniente utilizar el diseo
estructurado con el fin de modelar, de forma parcial,las tareas. En
el diseo estructurado de un sistema automatizado, aparecen tres
mdulos:
- Mdulo de seguridad- Mdulo de modos de marcha- Mdulo de
produccin
La representacin de la gua GEMMA tiene en cuenta la presencia de
estos mdulos, junto con lasrelaciones internas existentes entre
mdulos.
La jerarqua ilustrada en la Fig. 2, pretende intensificar la
atencin en el aspecto de seguridad de lossistemas automatizados en
entornos productivos, como por ejemplo en situaciones de
emergencia,en situaciones de fallos de dispositivos, o en
situaciones de produccin defectuosa, de forma que,ante estas
contingencias, el mdulo de seguridad es prioritario respecto a los
otros mdulos. Ensegundo lugar, es notoria la intervencin del
operario como parte integrante del sistema, pues aportaexperiencia
en el cambio de modo automtico a modo manual cuando el
funcionamiento del procesolo requiere. Es decir, el control global
del proceso puede ser debido a fragmentos de controlintermitentes
entre control automtico y control manual. En tercer lugar, aparece
el mdulo deproduccin, que se entiende que est supeditado a los
mdulos precedentes, y en el que tenemos elfuncionamiento de
ejecucin secuencial de activacin y desactivacin de estados mediante
la lecturalgica de las transiciones.
Analizando estos mdulos de forma inversa, la gua GEMMA pretende
conservar la metodologa demodelado GRAFCET, pero teniendo en cuenta
que en el diseo estructurado de un sistemaautomatizado coexisten
diversos GRAFCET parciales, los cuales hay que relacionar y
jerarquizarconvenientemente. As, en el mdulo de produccin se
concibe el organigrama de control bsico encondiciones idneas de
funcionamiento, organigrama que se conoce como el GRAFCET
deproduccin o GRAFCET de base; en el mdulo de modos de marcha, el
operario vigila el GRAFCETde produccin y puede llegar a intervenir,
si la situacin lo requiere, mediante el cambio de controlautomtico
a manual (o viceversa, para reestablecer la situacin) en este
mdulo, el organigrama seconoce como GRAFCET de conduccin;
finalmente, en el mdulo de seguridad se procede altratamiento de
emergencias, fallos y defectos, con la posibilidad, por ejemplo, de
que, se realiceparadas de emergencias sobre el sistema, con las
convenientes fases de solucin de problemas yreconfiguracin para
volver a la condicin de reinicio de la marcha y produccin. En este
ltimomdulo, el organigrama se conoce como GRAFCET de seguridad. Uno
de los factores importantes
Informacin Tecnolgica Vol. 18 N 5 - 200724
-
7/23/2019 Introduccin Del Operario Mediante Gua Gemma
5/10
Introduccin del Operario Humano en el Ciclo de Automatizacin de
Procesos Ponsa
en el diseo estructurado aplicado a sistemas de automatizacin es
la presencia del operariohumano y la posibilidad de introducir
decisiones sobre dispositivos a travs del mdulo de seguridady el
mdulo de modos de marcha. Para clarificar la intervencin del
operario humano convienedisear un panel de mando que contemple las
posibles decisiones humanas con los modos de lagua GEMMA
(Rasmussen, 1986; Vicente, 1999; Ponsa y Daz, 2006). Para el diseo
del panel demando se utilizan conceptos que aparecen en la
normativa de seguridad en mquinas, as comoespecificaciones
ergonmicas y el conjunto de situaciones a tratar mediante la gua
GEMMA, talcomo se desarrolla a continuacin (Shneiderman, 1998;
Ponsa y Daz, 2007).
Fig. 2: Esquema de diseo estructurado
DISEO DE PANEL INDUSTRIAL
En automatizacin industrial existe una gran diversidad de
dispositivos, que se engloban en lo que seconoce como interfaz
persona-mquina, de manera que aqu no se pretende abordar el tema
endetalle sino tan solo ofrecer un panel de mando apto para su uso
con la gua GEMMA.
Los componentes elementales de un panel de mando (indicadores,
pulsadores, selectores) cumplencon diversas especificaciones de
seguridad en mquinas, como por ejemplo el grado de proteccinIP 54 o
IP 65 (Nogareda, 2007).
Uno de los aspectos recogidos en estas normas, es la asociacin
del dispositivo con un color enconcreto y una finalidad fijada. As,
un pulsador de marcha se representa mediante el color verde.
Elpulsador de paro convencional se representa mediante el color
negro. Un pulsador de rearme, esdecir cuando se suprimen las
condiciones anormales y se reestablece el ciclo
automticointerrumpido, se representa mediante el color amarillo o
azul. La parada de emergencia serepresenta con un dispositivo que
se llama paro de emergencia y consta de una seta de color
rojodentro de un crculo amarillo, siendo de un tamao netamente
mayor al resto de pulsadores. Elselector de posiciones se
representa mediante el color negro con una pestaa en color
blanco(Cavara, 2007). En cuanto a los leds indicadores si se
dispone de un led con luz blanca se asocia auna informacin general
de servicio como por ejemplo la presencia de tensin en la mquina.
Un ledamarillo (mbar) indica precaucin. Se est ante una alarma que
puede conducir a una situacinpeligrosa, como por ejemplo que se
indique que la presin est fuera de los lmites habituales
defuncionamiento. El led verde indica que la mquina est preparada
para entrar en funcionamiento. Elled rojo indica una situacin de
fallo que requiere de la intervencin inmediata del operario.
A partir de una gua ergonmica diseada para interfaces
industriales, se dispone a nivel vertical detres niveles
conceptuales sobre el panel de mando (Ponsa y Daz, 2007). A la
izquierda serepresenta la situacin de servicio, en el centro, los
dispositivos asociados a los modos de Marcha yParo convencional, y
finalmente a la derecha se disponen los dispositivos asociados a la
Seguridad.Se ha preferido no situar el paro de emergencia en medio
del resto de dispositivos y lo se ha situado
Informacin Tecnolgica Vol. 18 N 5 - 2007 25
-
7/23/2019 Introduccin Del Operario Mediante Gua Gemma
6/10
Introduccin del Operario Humano en el Ciclo de Automatizacin de
Procesos Ponsa
abajo a la derecha para facilitar la accesibilidad sin
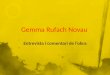
ambigedades. La Fig. 3, muestra la disposicinfinal del panel de
mando. En la parte de Servici se dispone un selector (0, 1) de
manera que es elpropio operario el que procede a poner en servicio
la mquina o proceso; el led blanco indica estaaccin. En la parte de
Modos de Marcha/Paro el operario dispone de un selector de
cuatroposiciones (MAN, 0, CaC, AUT). El modo 0 permite al operario
detener la mquina en un instanteconcreto sin perjuicio del
funcionamiento de la misma. La seleccin de 0 implicar que se
deseaparar la mquina al cabo de un instante, en contraste a CaC que
significa el paro de la mquina alfinalizar el presente ciclo. Las
opciones MAN/AUT permiten el paso de control semiautomtico
aautomtico y viceversa. El selector se complementa con un pulsador
de forma que realmente eloperario primero selecciona y luego valida
su decisin presionando el pulsador, evitando as
situacionesaccidentales que se podran dar de manera fortuita. El
led indicador de color verde informa del buenfuncionamiento. En la
parte de Seguridad se dispone del paro de emergencia y del pulsador
de rearme
para reestablecimiento del ciclo. Los leds indicadores mostrados
informan de un posible fallo de undispositivo (en este caso de un
sensor, o de un actuador) y de una situacin de alarma (en la que
hayque estar precavidos ante un posible agotamiento de materia
prima por ejemplo). Ntese que los ledsquedan ordenados de izquierda
a derecha como en un semforo, verde, mbar, rojo, facilitando que
eloperario asemeje este escenario a su representacin mental, basada
en el sentido comn, y seacoherente con otras representaciones
presentes en la sociedad.
Fig. 3: Panel industrial necesario para la intervencin del
operario humano mediante el uso de la
gua GEMMA
SISTEMA DE FABRICACIN EDUCACIONAL
El entrenamiento de estudiantes universitarios en el mbito de la
ingeniera tcnica industrialmediante la aplicacin de la gua GEMMA
sobre sistemas de fabricacin educacionales, permitevalidar la gua
GEMMA como una metodologa til en la formacin de futuros
profesionales expertosen la automatizacin integral de procesos.
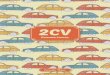
El centro docente Escola Politcnica Superior dEnginyeria de
Vilanova i la Geltr, dispone de unsistema de fabricacin flexible
sobre el que realizar pruebas de aplicacin de la gua GEMMA (Fig.
4)(Ponsa et al., 2005). Cada una de las estaciones dispone de un
controlador lgico programable PLCpor lo que se realizan tareas de
automatizacin y supervisin (mediante programa control supervisory
adquisicin de datos SCADA In TOUCH):
- Estacin 1: alimentacin, deteccin y distribucin de piezas-
Estacin 2: mecanizacin emulada y verificacin de mecanizado- Estacin
3: Inspeccin y control de calidad de piezas mediante web cam-
Estacin 4: Paletizacin o Ensamblaje de piezas mediante robot
manipulador- Estacin 5: sistema rectangular cerrado de transporte
con gestin de colas de espera en estaciones
Informacin Tecnolgica Vol. 18 N 5 - 200726
-
7/23/2019 Introduccin Del Operario Mediante Gua Gemma
7/10
Introduccin del Operario Humano en el Ciclo de Automatizacin de
Procesos Ponsa
Fig. 4: Sistema de fabricacin educacional
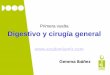
Fig. 5: Panel industrial suministrado por casa comercial de
automatizacin
El sistema dispone de una red de comunicacin Device Net y una
red Profibus DP entre loscontroladores lgicos. La monitorizacin y
supervisin se realiza mediante herramientas grficas comoLabVIEW o
el SCADA InTouch. Los estudiantes de ingeniera tcnica industrial,
especialidad electrnicaindustrial, desarrollan diversas tareas para
la puesta en marcha de la gua GEMMA sobre el sistema defabricacin
educacional:
- Seleccin del controlador lgico- Creacin de la representacin
grfica de la gua GEMMA y realizacin del GRAFCET de una
estacin- Realizacin del cdigo de programacin del controlador-
Test del uso del panel de mando fabricado por el distribuidor
comercial (vase Fig. 5), y test del uso
de la gua GEMMA- Propuesta de mejoras
Los estudiantes proceden a la intervencin mediante el panel de
mando de la Fig. 5. Para ello, seaborda la utilizacin de un panel
de mando convencional diseado previamente por una casacomercial
para finalidad de uso didctico con la estacin ya comentada. Se
comentan las ventajas einconvenientes y la valoracin hecha por los
usuarios para la mejora del mismo. Las ventajasobservadas en ste
panel desde el punto de vista de la casa comercial son: bajo coste,
posibilidadde trabajo individual o integrado entre estaciones y
presencia de paro de emergencia. Las ventajas
observadas en ste panel por parte de los ingenieros tcnicos son:
facilidad en el aprendizaje de suuso como interfaz, fcil
conectividad fsica con el automatismo. Las desventajas constatadas
por losingenieros tcnicos y recopiladas en el proyecto final de
carrera llevado a cabo a lo largo de 6 mesesson: dificultad de
implementacin de todas las situaciones contempladas en la gua
GEMMA, yausencia de leds indicadores informativos. Los ingenieros y
estudiantes de ingeniera que hanutilizado este panel presentan una
serie de mejoras a incluir en el diseo de un futuro panel demando
que se adapte mejor a la cooperacin entre operario-mquina (Fig. 6).
A destacar: aadir ledsinformativos, aadir pulsadores para el
accionamiento individual de actuadores neumticos.
Informacin Tecnolgica Vol. 18 N 5 - 2007 27
-
7/23/2019 Introduccin Del Operario Mediante Gua Gemma
8/10
Introduccin del Operario Humano en el Ciclo de Automatizacin de
Procesos Ponsa
Fig. 6: Panel industrial diseado por los estudiantes de
ingeniera electrnica
Fig. 7: Diseo ergonmico de panel industrial
En este sentido, los autores de este trabajo valoran las
especificaciones de los usuarios y los criteriosde diseo genricos
del apartado anterior para remodelar algunos aspectos concernientes
a estepanel de mando didctico como:
- Debe suprimirse la ambigedad en algunos pulsadores
considerando una sola funcin para cadadispositivo.
Informacin Tecnolgica Vol. 18 N 5 - 200728
-
7/23/2019 Introduccin Del Operario Mediante Gua Gemma
9/10
Introduccin del Operario Humano en el Ciclo de Automatizacin de
Procesos Ponsa
- Hay que incrementar notoriamente la presencia de dispositivos
informativos visuales con la finalidadde informar claramente a los
operarios de las posibles contingencias que puedan
aparecer(finalizacin de tareas en una estacin, el lote de piezas se
acaba y hay que reponer material, etc.).
- En un escenario industrial el operario puede aportar su
experiencia al diseador del panel demando para discutir la mejor
disposicin de pulsadores e indicadores de informacin.
- El panel de mando didctico est situado sobre la estacin y
debera considerarse la posibilidad desituarlo de forma vertical
para la mejora de la accesibilidad.
La versin definitiva del panel de mando se aprecia en la Fig. 7.
A pesar del incremento de lacomplejidad del panel de mando respecto
al representado en la Fig. 3, es conveniente indicar que enfuncin
de la tarea a realizar por parte del operario, la fase de
Verificacin es clave para preverincidencias en la mquina/proceso,
de ah que es preferible mejorar el mantenimiento preventivo y
la
seguridad del sistema persona-mquina al coste econmico del panel
de mando.CONCLUSIONES
La gua GEMMA presenta una metodologa integradora, concebida para
clarificar el rol del operariohumano en el ciclo de automatizacin
de sistemas complejos, con aplicacin en el control y supervisinde
procesos industriales.
Los aspectos ms destacables son:
- La gua GEMMA permite entrenar estudiantes de ingeniera en
electrnica industrial como futurosoperarios humanos
- Una aproximacin multidisciplinar (estableciendo la relacin
entre control supervisor, automatizacin e
interaccin persona ordenador) es necesario para resolver
sistemas complejos de automatizacin- Es necesario enfatizar el
diseo ergonmico del panel de mando y la incorporacin del
usuario
(operario humano) en las fases iniciales del modelo de proceso
de ingeniera en el ciclo deautomatizacin
Como trabajos a realizar en un futuro cercano, es importante
valorar los paneles diseados paraverificar la mejora de la
eficiencia del sistema persona mquina.
Otro factor interesante a considerar, es la integracin de la
representacin de la gua GEMMA en elmarco de los sistemas SCADA
tradicionales, y la integracin de estos con otras herramientas de
lossistemas productivos, como las herramientas de ejecucin de la
produccin (Manufacturing ExecutionSystemMES) e incluso de gestin de
la produccin (Enterprise Resource PlanningERP).
REFERENCIAS
ADEPA ; Le GEMMA. Guide dtude des Modes de Marches et dArrts,
Montrouge: ADEPA (1981)AFCET-ADEPA ; Le GRAFCET, Second edition
Toulouse: Cpadus. http://lurpa.enscachan/grafcet.html (1995).
Armengol J., J. Melendez e J. Ayza; Sistemas de supervisin,
Cuadernos CEA-IFAC, n 1 (2000).
Caas J.; Personas y mquinas, Ediciones Pirmide, Coleccin
Psicologa (2004).
Catal, A., P. Ponsa y L. Trav-Massuys; Artificial reasoners for
human process supervision,Revista Iberoamericana de Inteligencia
Artificial, n 9 Invierno /2000 (II/00), ISSN: 1137-3601, AEPIA,pag.
76-84 (2000).
Cavara R.; Equipo elctrico de mquinas-herramientas. rganos de
servicio. Colores, NotasTcnicas de Prevencin, NTP n 53, En URL:
http://www.mtas.es/insht/ntp (2007).
Carver, L. y M. Turoff; Human-computer interaction: the human
and computer as a team inemergence management information systems,
en Emergency response information systems:emerging trends and
technologies, 50(3) Marzo, ACM Press (2007).
Informacin Tecnolgica Vol. 18 N 5 - 2007 29
-
7/23/2019 Introduccin Del Operario Mediante Gua Gemma
10/10
Introduccin del Operario Humano en el Ciclo de Automatizacin de
Procesos Ponsa
Garcia E.; Automatizacion de procesos complejos, V Curso de
Especializacion en Automtica,Calpe, Alicante, Junio (2004).
Kontogiannis, T.; Stress and operator decision making in coping
with emergencies, Int. J. HumanComputer Studies, 45 (1), 75-104
(1996).
Kontogiannis, T.; Integration of task networks and cognitive
user models using coloured Petri netsand its application to job
design for safety and productivity, Cognition, Technology and Work,
vol. 7,241-261, Springer-Verlag, November (2005).
Mondelo P.; Ergonoma 3: Diseo del lugar de trabajo, Ediciones de
la UPC, Aula Politcnica/
ETSEIB (2001).Nogareda C.; Mandos: ergonoma de diseo y
accesibilidad, Notas Tcnicas de Prevencin, NTP n226, En URL:
http://www.mtas.es/insht/ntp (2007).
Oncins M.; Mandos y seales: ergonoma de percepcin, Notas Tcnicas
de Prevencin, NTP n241, En URL: http://www.mtas.es/insht/ntp
(2007).
Petersen, J.; Control situations in supervisory control,
Cognition, Technology and Work, vol.6, 266-274, Springer-Verlag,
August (2004).
Ponsa, P. y A. Catal. Human supervision in industrial process, 7
th IEEE International Conferenceon Emerging Technologies and
Factory Automation (ETFA99), Barcelona, 18-21, october (1999).
Ponsa, P. y R. Vilanova; Automatizacin de procesos mediante la
gua GEMMA, Ediciones UPC,Aula Politcnica/computacin y control, n
102, Noviembre (2005).
Ponsa, P., C. Raya y J.A. Soria; A modelling and simulating
method in educational manufacturingsystems, Flexible Automation and
Intelligent Manufacturing Congress, Bilbao (2005).
Ponsa P. y M. Daz; Microworld approach to supervisin activity
modeling in industrial processescontrol. HCI related papers of
Interaccin 2004, R. Navarro y J. Lors editores, Editorial
Springer.(2006).
Ponsa, P. y M. Daz; Creation of an ergonomic guideline for
supervisory control interface design, enEngineering Psychology and
Cognitive Ergonomics, Edited by Don Harris, Lecture Notes
ArtificialIntelligence LNAI 4562, Editorial Springer (2007).
Rasmussen,J.; Information processing and human interaction. An
approach to cognitiveengineering, Elsevier, Amsterdam (1986).
Shneiderman, B.; Designing the user interface. Strategies for
Effective Human-ComputerInteraction. Third Edition, Addison-Wesley
(1998).
Vicente, K.J.; Cognitive work analysis, Lawrence Erlbaum
associates, publishers (1999).
Informacin Tecnolgica Vol. 18 N 5 - 200730