Embed Size (px)
Citation preview

❚ Fithep Degusta ❚ Envase-Alimentek 2019 ❚ Desperdicio de alimentos ❚ Masas congeladas y precocidas ❚❚ 3° Brewmaster ❚ Wakame ❚ Detección de ingredientes proteicos ❚ Maíz colorado duro ❚ Aflatoxina en frutos secos ❚
AñoLI
344
www.publitec.com.arISSN 0325-3384
LA
AL
IME
NTA
CIO
N L
AT
INO
AM
ER
ICA
NA
N
344





FITHEP amplió su convocatoria y puso el foco en el sector distribuidorde productos dulces y salados. Tanto el público profesional como todoslos agentes que participan en la cadena de comercialización pudierondisfrutar de las delicias presentadas en el Pabellón 5 del Centro CostaSalguero del 3 al 5 de junio pasado.
FITHEP DEGUSTA, EXITOSA PRIMERA EDICIÓNPRODUCTOS INNOVADORES Y MUY BUENOS NEGOCIOS
SUMARIOAÑO LII - Nº 344 / SEPTIEMBRE 2019
EMPRESAS
TÉCNICA DE FLUIDOS S.R.L. Grupo Boulton ahora es TDF: expertos enbombas industriales y sanitariasPÁGINA 26
QUINTINO MATERIAL HANDLING SOLUTIONS Presentará en Envase Alimentek la líneacompleta de estrechadoras Haloila PÁGINA 28
INDESUR Nueva línea de bombas sanitarias Indesur PS PÁGINA 29
INDUSTRIAS TOMADONI S.A. La fructífera alianza con Payper S.A. ya lleva 24 años PÁGINA 30
SILPLASTInnovación y funcionalidad en envases plásticosPÁGINA 32
SMURFIT KAPPA La brillante idea que se llevó el premio ScanStarPÁGINA 34
VILLARES S.A.C. Cacao de calidad superiorPÁGINA 36
FERIAS PÁGINA 6
APLICACIÓN PARA DISMINUIR ELDESPERDICIO DE ALIMENTOSFue presentada por el Banco de Alimentosde Buenos Aires
AIRE PURO PARA MEJORAR LAPRODUCTIVIDADEl aire comprimido adecuado mejora el endimiento energético PÁGINA 38
PÉRDIDA Y DESPERDICIO
PÁGINA 20
TECNOLOGÍA EN PANIFICACIÓN: MASAS CONGELADAS Y PRECOCIDAS ING. Fernanda Velazquez, Lic. Karina Pena
PROCESOS
PÁGINA 22
ENVASE / ALIMENTEK 2019 Fuerza, compromiso y productividad parael sector de envases
PÁGINA 16 EFICIENCIA
TECNOLOGÍAS LIBRES DE FÓSFORO PARALIMPIEZA EN INDUSTRIA ALIMENTARIA Departamento Técnico de Diversey PÁGINA 40
HIGIENE
3° CONGRESO DE CERVEZA ARTESANAL“BREWMASTER” Se desarrollará en Mar del Plata junto con elSimposio Internacional de MaltasPÁGINA 44
CERVEZA ARTESANAL

ALIMENTOS ELABORADOS CON “WAKAME” Conocimiento, valor nutricional, aceptabilidad,satisfacción y preferencias
PÁGINA 46
INGREDIENTES
DETECCIÓN DE INGREDIENTES PROTEICOS EN PREMEZCLAS LIBRES DEGLUTEN UTILIZANDO MÉTODOSELECTROFORÉTICOS E INMUNOQUÍMICOSKarina Cellerino; Carolina Cagnasso; Carola Greco; Laura B. López PÁGINA 52
ANÁLISIS
PROPIEDADES TÉRMICAS DEL ALMIDÓNDE MAÍZ COLORADO DURO: EFECTO DELSECADO A 50 Y 70°CMarcos Actis; Matías Ordóñez; Abel Farroni;Ricardo Bartosik; Cristina Gely; Ana Pagano
PÁGINA 60
PROCESOSVIGILANCIA DE AFLATOXINA B1 EN PIPAS,
FRUTOS SECOS Y PRODUCTOS DERIVADOSI. Hernández Garciarena, R. García Baluja,A. M. Jordán Quintáns, Y. Sánchez Azahares,M. Cardona Gálvez y A. Vivar Perez
PÁGINA 64
INOCUIDAD
LA ALIMENTACIÓN LATINOAMERICANA Nº 344

FERIAS
La Alimentación Latinoamericana Nº 3446
FITHEP amplió su convocatoria y puso el foco en el sector distribuidor de productos dulces y sala-
dos. Tanto el público profesional como todos los agentes que participan en la cadena de comercia-
lización pudieron disfrutar de las delicias presentadas en el Pabellón 5 del Centro Costa Salguero
del 3 al 5 de junio pasado. Con una estética propia y con el corazón del área ferial ocupada por el
gran campeonato de pizzeros organizado por APPYCE, se expusieron conservas, fiambres y embu-
tidos, productos regionales argentinos, helados artesanales, vinos, cervezas artesanales, chocola-
tes, condimentos, hongos, productos gourmet, etcétera. La innovación apuntó al paladar del con-
sumidor. Muchas pymes llegaron con sus entes provinciales. Empresas de Río Negro, Entre Ríos,
Córdoba, Santa Fe, Chaco y Salta establecieron contactos comerciales con distribuidores para
ampliar la circulación de sus productos. La expectativa de los expositores se vio satisfecha.
FITHEP DEGUSTA,EXITOSA PRIMERA EDICIÓNPRODUCTOS INNOVADORES Y MUY BUENOS NEGOCIOS

FERIAS
La Alimentación Latinoamericana Nº 344 7
FITHEP Degusta acompañó los Campeonatos dePizzeros en el pabellón 5 de Costa Salguero

FERIAS
La Alimentación Latinoamericana Nº 3448
VOCES DE LOS PROTAGONISTAS
ALEJANDRO MACCANPochoclos Mis Abuelos – Santa FeVenimos a FITHEP por primera vez, donde estamoshaciendo degustaciones de nuestro sabor clásico depochoclo, a vainilla dulce. También hacemos pochoclossalados y saborizados para bares, pizzerías y cervecerías,con sabor a pizza, a queso, etc. Somos de Rosario, Pvcia.de Santa Fe, y nuestra idea es hacernos conocer enBuenos Aires y encontrar distribuidores o empresas quequieran sumar nuestros pochoclos envasados a su carte-ra de productos. El pochoclo envasado es exactamenteigual al que se encuentra en nuestros puntos de venta alpúblico en la ciudad de Rosario, con una vida útil de 60días. Viene en presentación de 60 g y de 120 g y en esteproducto también hay variantes saladas y saborizadas.
MARIANO ARAGONA Valle Verde – Río NegroNuestra empresa ya tiene años en Bariloche. En estaoportunidad de FITHEP, además de los productossalados -como dips, condimentos, acetos, hongos yconservas- hemos preparado una línea de dulces conla particularidad de tener notas de alcohol. Por ejem-plo, de frambuesas con espumante, manzanas concerveza, arándanos y sauco con whisky, frutillas conMerlot y frutos del bosque con sidra. Es decir, trae-mos a la feria productos innovadores y que salen delo habitual. Por otro lado, tenemos la línea tradicionalde dulces elaborados con frutas finas de la Patagonia.Estos productos se venden en Bariloche y llegan aBuenos Aires a través de distribuidores. Tenemospresentaciones para la venta al público y también pre-
sentaciones de mayor volumen para provisión de res-taurantes, hoteles y gastronomía.

FERIAS
La Alimentación Latinoamericana Nº 344 9
EMILIANO PONTECORVO La Farfalla - CórdobaNuestra empresa está en el mercado desde 1926. Lagente nos conoce por ser fabricantes de muzzarella,pero en realidad elaboramos una amplia línea de quesosde pasta blanda y semiblanda. Estamos ubicados en LaEtruria, provincia de Córdoba, cerca de Villa María. Es lamayor cuenca lechera del país, donde están los mejorestambos, la mejor leche y las industrias lácteas másimportantes. También la Escuela Superior de Lechería,con la cual tenemos siempre contacto a través depasantes, de exalumnos que trabajan con nosotros y deprofesionales que vienen a hacer pruebas a la planta.Estamos en FITHEP y en estos importantísimos campe-onatos de pizza y empanadas acompañando a APPYCE.Seguimos a la Asociación y a su Escuela en cadaemprendimiento desde hace muchos años. Hacemosun buen trabajo en equipo, ya que somos un referenteen lo que respecta a calidad de muzzarella. Nuestro pro-ducto se caracteriza por el rendimiento y por su calidadpareja tanto en invierno como en verano, tiene bajo con-tenido de grasa y un sabor muy lácteo y cremoso. Elaño pasado lanzamos la presentación en un kilogramodirigida al consumidor final con la idea de llegar a los
hogares. Distribuimos nuestros quesos a todo el país,donde tenemos representaciones y locales propios. Laadministración y ventas está en Banfield, provincia deBuenos Aires, desde donde abastecemos a toda el áreacentral. Desde la planta en Etruria cubrimos todo lo quees el norte y desde una localidad del sur suministramosa toda la Patagonia. Nuestro fuerte son las pizzerías, lasmejores de Buenos Aires utilizan nuestro producto,desde grandes cadenas a pizzerías chicas.

FERIAS
La Alimentación Latinoamericana Nº 34410
GUSTAVO RÍOS Cerveza Lester- Entre RíosNuestra planta de elaboración está en la ciudad deVictoria, Entre Ríos. Elaboramos una cerveza tradicio-nal, de amargores medios, y con el valor agregado deser libre de gluten. Tenemos una tecnología para des-doblar en forma específica la proteína de la cebada –lahordeína- por lo que se vuelve apta para celíacos, perosin cambiar el perfil de sabor. Esta tecnología está total-mente vigente en Europa y EE.UU. y nosotros tenemosla certificación para vender esta cerveza dentro de laprovincia de Entre Ríos como “libre de gluten”.Estamos presentes con nuestra cerveza en las ciudadesde Paraná, Santa Fe, Córdoba y, a partir de esta feria,queremos desembarcar también en Buenos Aires.
BERTA RUIZ Cocina Santiagueña – Santiago del EsteroSoy de un pueblo llamado Weisburd, pero vivo enBuenos Aires desde hace veinte años. Cuando quedésin trabajo hace tres años empecé con un emprendi-miento gastronómico con productos típicos de miprovincia. Con el apoyo de la Casa de Santiago delEstero, pude participar en degustaciones, eventos yferias. Ofrezco chipá, pan casero, tortillas, empana-das, platos con algarroba, con mistol, patay, arropede chañar y de tuna, queso de cabra, ají del monte,etc. El pedido de los propios santiagueños me fue lle-vando a sumar productos. Todas las materias primasson de Santiago y las preparo en mi sede deAvellaneda, en la provincia de Buenos Aires.
JAVIER ÚBEDA La Coffinetta – Buenos AiresEn este emprendimiento uní dos pasiones que son elcafé y los autos clásicos. Pude armar un Coffee Truckde tamaño pequeño sobre una camioneta Citröen, loque me llevó varios meses de restauración. Lamáquina de café es una Simonelli italiana. Soy baristadesde hace muchos años y sigo haciendo capacita-ciones constantes. Voy rotando todos los meses elorigen del café para que la gente que me sigue vayaprobando distintas alternativas. Trabajo con café deespecialidad y pastelería. En general participo eneventos privados y ferias gastronómicas, y la activi-dad ya pasó de ser un hobby a un verdadero trabajo.

FERIAS
La Alimentación Latinoamericana Nº 344 11
GONZALO VARELA, MARCELA HALVER Ingrediente Sur – Río NegroEstamos presentando diversos productos gourmet:dos salsas, una de ajos asados y miel y la otra depimienta negra; jaleas de diente de león, de menta y deromero; confituras de morrones asados y de ají picante,y dulces de frutos rojos con lavanda y de mosqueta conchocolate. Finalmente, un cordial de flores de saúco.Vinimos con la premisa de presentar productos innova-dores que se alejan de lo tradicional. Nuestra sede estáen Bariloche y la planta en Dina Huapi. Además de laspresentaciones para venta minorista tenemos presenta-ciones al por mayor para el sector gastronómico.Nuestros productos llegan a todo el país a través dedistribuidores y ya tenemos las habilitaciones paracomenzar a exportar. Ya hay otros productos en mar-cha, principalmente con materias primas del sur argen-tino y siempre utilizando productos naturales, sin nin-gún tipo de conservante ni agregados artificiales.

FERIAS
La Alimentación Latinoamericana Nº 34412
JOSÉ REANO Productos Paki Sabores Chaqueños - ChacoEstamos ubicados en Roque Sáenz Peña, Chaco.Producimos pickles mixtos de verduras, ajíes en vina-gre, pepinillos agridulces, cebollitas en vinagre y dulcede mamón. Tenemos producción propia de las materiasprimas, en el caso del mamón traemos de otras provin-cias porque es de mayor calidad debido al clima y alsuelo. Comercializamos en seis provincias: Corrientes,Chaco, Misiones, Formosa, Santiago y Santa Fe.Trabajos en frascos de 800 g y un kilo, pero podemosmodificar la presentación para abastecer confiterías olocales gastronómicos. Vinimos a FITHEP para presen-tar nuestros productos y conseguir contactos para dis-tribuir nuestros productos en Buenos Aires.
ALEJANDRO LINO Licores Bard – Entre RíosNuestra empresa es un emprendimiento familiar queestá por cumplir 111 años. La fábrica arrancó con mibisabuelo en 1908 y hoy la cuarta generación sigue conel legado. Estamos ubicados en San José, departamen-to Colón, Entre Ríos. Elaboramos licores artesanales enforma natural, siguiendo los mismos procedimientosque mi bisabuelo. Tenemos licor de naranja, licor demiel y licor de yatay. El yatay es el fruto de la palmeraButia yatay, característica del Parque Nacional ElPalmar. La cáscara de naranja o los frutos de yatay sedejan en maceración durante un año, luego se cocinaun almíbar muy suavemente a fuego de leña y finalmen-te se mezcla con la maceración para obtener estos lico-res. En nuestra planta tenemos visitas guiadas paramostrar todo el proceso y también la historia de lascorrientes inmigratorias de nuestra región. Vendemos
nuestros licores en la misma planta y a través de distri-buidoras para cubrir todo el corredor del río Uruguay.
NORBERTO CAJARAVILLE Café A los Chinos – Buenos Aires Nuestra empresa, La Carioca S.R.L., tiene 60 años. Lafundó mi padre y ahora está manejada por la segundageneración, mientras se prepara la tercera. Somos unaempresa familiar que le agrega al trabajo el ingredientede la pasión por lo que hacemos. Nos caracteriza elnivel de exigencia en la semilla que compramos, el cui-dado con la que la manejamos y la elaboración en unpunto ideal para poder degustar un buen producto.Además, nos preocupamos de instruir y capacitar a losclientes, porque para elaborar un buen café hacen falta
cumplir todos los pasos, sino se corta la cadena en eleslabón final. Atendemos al sector de gastronomía yhotelería, a empresas y al consumidor final. En este últi-mo caso, como queremos que consuma un buen pro-ducto, se lo llevamos a su casa y no cobramos el envío.Lo hacemos en presentación mínima de un kilo, engrano o molido. En el caso del canal gastronómico, enpaquetes de tres kilos o bolsas de cinco kilos. Tambiénvendemos o damos en comodato las máquinas de café,trabajamos con dos empresas nacionales de primernivel, Criollo y Rilo, que son excelentes y no tienen nadaque envidiar a las máquinas italianas.

FERIAS
La Alimentación Latinoamericana Nº 344 13
MATÍAS RALÓN Mieles del Chaco - ChacoMieles del Chaco es una de las marcas que Grúas SanBlas tiene en Roque Sáenz Peña, Chaco. Se trata demieles de monte, fraccionadas en una fábrica certifica-da libre de gluten y que cumple con toda la normativainternacional para exportar. Tenemos producción concolmenas propias y también compramos a productoreslocales. En FITHEP estamos presentando dos marcas:Argenmieles, que es la marca internacional con la queexportamos, tanto a granel como envasada, y Mielesdel Chaco, que es la marca utilizada para la comerciali-zación en la Argentina. Tenemos varias presentaciones:doy-pack de 150 y 500 g, frasco de vidrio de 250 y 500g y envase en forma de osito para el público infantil.También tenemos presentaciones mayores para el seg-mento de food service.

FERIAS
La Alimentación Latinoamericana Nº 34414
NICOLÁS STICKER Harina Cuatro Estaciones - ItaliaEstas harinas son productos italianos, nuestro molinoelabora desde el año 1400 y la empresa ofrece más de200 tipos de harina. Se trata de harinas técnicas, quetienen mucha constancia, gran poder de absorción y deretención de líquidos en su interior, ideales tanto parapastelería –donde esta característica es muy importan-te- como para panificación y pizzería. Tienen alta exten-sibilidad y resistencia siempre constantes, por lo que elprofesional no tiene que estar adaptando sus recetas ytiene más tiempo para dedicarse al desarrollo de sunegocio. Todas estas harinas técnicas son elaboradasen Italia a partir de trigos provenientes de todo elmundo; cuando detectamos la necesidad en el mercadode una determinada harina, nuestros maestros moline-ros eligen las harinas y preparan la mezcla, cuyascaracterísticas se mantienen siempre constantes. Hayharinas bien determinadas para respetar los tiempos deleudado y de maduración que cada producto necesita.En esta feria estamos presentando una harina técnicapara pizza y una sin gluten, de alta performance. Tal es
así, que en la competencia de la categoría pizza sin glu-ten algunos jueces han dudado de que no tenga glutenpor la manera en que se desarrolla en el horno y por elcolor que adquiere la pizza. Pero no es más que elresultado de un año y medio de esfuerzo e investiga-ción en Italia para desarrollarla.
MÓNICA CAMACHO Craft BeersSomos una distribuidora de cervezas especiales yartesanales de la Argentina. Trabajamos con diferen-tes marcas, entre ellas Antares, Otro Mundo yOccidenta. A la feria trajimos varias cervezas de dife-rentes estilos y la sidra de pera Peer, que viene enbarril para servirla tirada y en botella. También tene-mos cervezas de estación, de Antares, como “Fin deTarde”, levemente ácida y con notas a pomelo y trigo;“Sudestada”, de color rubí intenso con notas a cara-melo; y la 4/3, que tiene un índice alcohólico más ele-vado para cuando llega el frío. Antares empezó comouna microcervecería y ahora es una empresa enexpansión, ofrece gran variedad de cervezas artesa-nales con locales en varias provincias argentinas.
Revistas on line
www.publitec.com

FERIAS
La Alimentación Latinoamericana Nº 344 15
REGINO PAULETTI Regidiet – Entre RíosEstamos presentando nuestros productos con bajoíndice glucémico, aptos para diabéticos, para control depeso corporal y apto para celíacos. Nuestro dulce deleche Regidiet fue el primer dulce de leche apto paradiabéticos, con patente del año 1995. No tiene sacarosasino una serie de edulcorantes que se complementanpara ofrecer un bajo índice glucémico. La formulaciónhace que la absorción del producto sea pausada, conuna elevación lenta de la glucemia por lo que los diabé-ticos lo pueden consumir. Además, es indicado para laspersonas que quieren controlar el peso corporal y esapto para celíacos. Esta experiencia la trasladamos a lafabricación de helados aptos para diabéticos, de loscuales tenemos varios sabores que se comercializan en
polvo. En el caso del dulce de leche, elaboramos unabase concentrada, de fácil traslado, que se diluye paraobtener un helado de dulce de leche de primera calidad.Los heladeros que quieran vender nuestro producto,sólo tienen que ponerse en contacto con nosotros.
ALEJANDRO RODRÍGUEZ BLANCO Frigorífico Riosma - Buenos AiresEstamos presentando nuestra línea “214” de produc-tos secos y jamones y la línea premium “Delicatto”,que incluye entre otros productos un jamón naturalde alta calidad y una mortadela con pistachos que hasido muy ponderada. También estamos por lanzarnuestra línea Sin TACC, muy importante para el mer-cado. Tenemos una gran relación con el sector gas-tronómico a través de distribuidores, pero tambiénqueremos que el que elabora alimentos nos conozcay nos busque para tener mayor penetración en elmercado.
EMÉRICO STEINGEL Frutas del Sur – Río NegroTrajimos a esta edición de FITHEP nuestros productosclásicos, que son las frutas en almíbar y los dulcesregionales, pero estamos haciendo especial hincapié enlos “coulis”. Se trata de fruta tamizada, preparada conla suficiente cantidad de sólidos solubles para ser ver-sátiles en su aplicación. Los coulis de fruta se puedenconsumir en forma directa, diluirlos, mezclarlos conqueso crema, elaborar smoothies, gelatinas, bombo-nes, etc. Como el contenido de fruta es muy alto, per-mite una gran variedad de aplicaciones, incluso parabebidas alcohólicas como cerveza o sidra. Tenemos
presentaciones dirigidas al público general, en botellasde medio litro. Para la industria de alimentos se comer-cializa en bolsas de uno y de cuatro kilos.

La edición 2019 ocupará los 22.000 m2 del predio ferial,con más de 280 expositores, y se realizará en formasimultánea con EXPOFYBI. Este año, se espera unaasistencia superior a los 20.000 visitantes. Durante eltranscurso de la exposición, en un escenario iniguala-ble, se presentarán jornadas y seminarios de capacita-ción, que contarán con la presencia de tecnólogos deprestigio a nivel nacional e internacional, quienes infor-marán acerca de las nuevas tendencias y tecnologías dela industria.
Declarada de Interés Nacional por Presidenciade la Nación y Declarada de Interés Turístico por elMinisterio de Turismo de la Nación, la exposición orga-nizada por el Instituto Argentino del Envase (IAE) cuentacon el auspicio de las siguientes entidades: UniónLatinoamericana de Envase y Embalaje (ULADE), WorldPackaging Organisation (WPO), Embajada de Alemania,Embajada de Palestina, Embajada de Bolivia, Embajadade Italia, Embajada de España, Embajada de Guatemala,CAIP – Cámara Argentina de la Industria Plástica, CAIA-MA – Cámara Argentina de la Industria del Aluminio yMetales Afines, AFCP – Asociación de Fabricantes de
Celulosa y Papel , y CAFCCO – Cámara Argentina deFabricantes de Cartón Corrugado. Envase ALIMENTEKserá el ámbito propicio para albergar a los mayoresexponentes del mercado nacional e internacional.
Jorge Acevedo, Gerente General del InstitutoArgentino del Envase, resalta laimportancia del packaging en elmundo actual, “El envase es larespuesta al hambre, a mayorenvasado en condiciones ade-cuadas, menor es la pérdida dealimentos”. Esto es de enormeimportancia en un mundodonde, según calcula la FAO, sepierde casi el 50% del total de laproducción de alimentos entoda la cadena. Por otro lado,
La Alimentación Latinoamericana Nº 34416
FE
RIA
S
ENVASE / ALIMENTEK 2019 FUERZA, COMPROMISO Y PRODUCTIVIDAD PARA EL SECTOR DE ENVASES
Del 10 al 13 de septiembre tendrá lugar en el
Centro Costa Salguero de Buenos Aires una
nueva edición de Envase/Alimentek.
La gran muestra dirigida al sector de
packaging se realiza sin interrupciones en
forma bienal desde hace 30 años para exhibir
las novedades en cuanto a productos,
servicios y desarrollos en el sector de
envases y embalajes. Seminarios,
conferencias y capacitaciones serán un
atractivo más para los visitantes de todo
el país y del exterior.

Acevedo resalta que la conciencia sobre la salud ejerceuna gran influencia en el estilo de envases que los con-sumidores solicitan. Cada vez son más frecuentes losformatos individuales de alimentos y bebidas, incluyen-do tamaños más pequeños. Este fenómeno también seestá dando a nivel mundial en productos de cosméticay cuidado personal. “Los packs para consumibles detamaño pequeño parecen ser una forma de limitar laingesta calórica para aquellas personas que prestanmayor atención a su dieta”.
SEMINARIOS Y JORNADAS DE CAPACITACIÓNEnvase Alimentek será el marco de diversas jornadas,entre ellas las organizadas por CAFCCO (CámaraArgentina de Fabricantes de Cartón Corrugado) yCAFEMYA (Cámara Argentina de Fabricantes deEnvases Metálicos). También tendrán lugar la 2ªJornada Save Food, las Jornadas de Envase y MedioAmbiente y un gran número de charlas y capacitacionesde empresas participantes.
JORNADA SAVE FOOD La campaña Save Food es una iniciativa para minimizarla pérdida y desperdicio de alimentos a nivel global,impulsada por la FAO (Organización de las NacionesUnidas para la Alimentación). El objetivo principal espromover la creación de redes entre los diferentes acto-res de la cadena de valor extendida de alimentos y laindustria de envases y embalajes. Permite generar con-ciencia, no sólo en los consumidores, sino también en
los diferentes roles involucrados a lo largo de toda lacadena, a través de políticas de educación e investiga-ción que posibilitan minimizar la pérdida y desperdiciode alimentos, alineándose a su vez con los Objetivos deDesarrollo Sostenible.
En este sentido, el Instituto Argentino delEnvase tiene un compromiso insoslayable con laCampaña Save Food. Desde la entidad se ofrece capaci-tación para empresas y usuarios finales, con el fin deconcientizar sobre esta problemática. “En ocasiones losenvases se rompen, se abollan o se caen cuando sontransportados. Para combatir esto hay diferentes herra-mientas que contribuyen a disminuir las vibraciones enlos contenedores y a colocar mejor las cargas”, da comoejemplo el Ing. Ragozino, Presidente del IAE. La tecnolo-gía es una gran aliada para facilitar la logística y evitareste tipo de inconvenientes, ya que existen maquinariasque permiten optimizar el proceso de envasado y la dis-posición de los productos en los camiones.
El desperdicio también se encuentra vinculadoa un cambio en la vida de los usuarios. En la actualidadse dispone de menos tiempo para planificar las com-pras y mucha gente, a raíz de las obligaciones labora-les, transcurre gran parte de la jornada fuera de suhogar. “Según la información que tenemos, un 30% delos productos lácteos que están en la heladera del con-sumidor va directo a la basura. Esto ocurre porque lagente hoy se mueve más que antes, viaja más, pasamás tiempo fuera de su casa”, explica Ragozino.Asimismo, el mercado vivió una gran transformación en
La Alimentación Latinoamericana Nº 344 17
FE
RIA
S

los últimos años y esto impacta,entre otras cosas, en la forma deadquirir alimentos.
Es sumamente importanteque las empresas, profesionales yusuarios asistentes a la Exposiciónse informen sobre los últimos avan-ces y focos de debate de esta iniciati-va. La II Jornada SAVE FOOD se de-sarrollará el día 13 de septiembre enel Pabellón 5, Sala A, del CentroCosta Salguero en el horario de 14:00a 17:00.
JORNADA DE ENVASE Y MEDIO AMBIENTELa Jornada de Envase y Medio Ambiente es un encuen-tro clave para conocer las últimas novedades en cuantoa innovación, iniciativas y tendencias relativas al packa-ging y la sustentabilidad. Una oportunidad para adquirirun mayor conocimiento y contar con un mayor bagajepara anticiparse a los cambios. Tendrá lugar los días 11y 12 de septiembre en el Pabellón 5, Sala A, en el hora-rio de 14:00 a 18:00.
CHARLAS Y CAPACITACIONES DE EMPRESASPARTICIPANTESLa tecnología atraviesa el proceso industrial de diversasformas. Se encuentra presente a la hora de envasar losproductos, durante el proceso de logística, como asítambién al ofrecerlos en canales digitales. “La realidadvirtual y la realidad aumentada permiten que el usuariopueda ver un supermercado completo y explore los pro-ductos, desde diferentes ángulos, a través de unasgafas. Este tipo de innovación también sirve para hacerestudios de mercado, porque se puede observar las
reacciones de las personas cuando están en las góndo-las virtuales”, detalla Jorge Acevedo. La robótica es otroaspecto clave de la industria 4.0, ya que se emplea paraordenar los pallets, consolidar las cargas y ubicar laspiezas en cintas, como así también al cargarlas a loscamiones. “Hay maquinarias que son más pequeñas ylivianas que antes. Tienen menos componentes y seensamblan como si fuera un mecano. Esto facilita losprocesos, las mudanzas de equipo y abarata costos por-que disminuyen los gastos de instalación, traslado ymano de obra”, analiza Acevedo. “La tecnología y suimpacto en la producción a gran escala”, “Técnicas yestrategias para sacar provecho a las nuevas tendenciasen robótica”, “eCommerce y capacitación digital”, seránalgunos de los temas claves que estarán presentes en laexposición.
MÁS INFORMACIÓN: www.envase.orgInstagram/ @institutoargentinodelenvaseFacebook https://www.facebook.com/IAEnvase/ LinkedIn: Instituto Argentino del Envase
La Alimentación Latinoamericana Nº 34418
FE
RIA
S


El Banco de Alimentos de Buenos Aires anunció a finesde julio el lanzamiento de su APP, una plataforma digitalque agiliza la donación de alimentos –en especial aque-llas donaciones de poco volumen– y su entrega a lasorganizaciones sociales que dan de comer a miles depersonas por día. La herramienta permite mejorar elofrecimiento de alimentos y productos a las organiza-ciones sociales, como así también la posibilidad decoordinar de manera más directa la logística. La incor-poración de esta plataforma digital busca ampliar loscanales de oferta de las donaciones, permitiendo a lasinstituciones beneficiarias captar los alimentos deforma instantánea y eficiente. Además, les da la posibi-lidad a los donantes de hacer sus ofrecimientos enforma rápida y sencilla.
“Mejorar el proceso de rescate de alimentosequivale a pensar en herramientas innovadoras que per-mitan a las organizaciones tener acceso a los alimentos
y productos con mayor flexibilidad, menor esfuerzo y deuna manera más moderna y acorde a sus necesidades.También implica promover mejoras en el proceso deofrecimiento de la donación, llegando a más organiza-ciones en menos tiempo”, comentó Marisa Giráldez,directora del Banco de Alimentos de Buenos Aires.
La nueva aplicación funcionará de maneracomplementaria a la entrega tradicional, que se realizaen forma cotidiana en el depósito de la organización,ubicado en el partido de San Martín, en el cual colabo-ran más de 60 voluntarios que diariamente clasifican lasdonaciones que el Banco recibe de 1079 donantes.
La Alimentación Latinoamericana Nº 34420
PÉ
RD
IDA
Y D
ES
PE
RD
ICIO APLICACIÓN PARA DISMINUIR EL
DESPERDICIO DE ALIMENTOS FUE PRESENTADA POR EL BANCO DE ALIMENTOS DE BUENOS AIRES
En la Argentina se desperdician 16 millones
de toneladas de alimentos al año, mientras el
18% de la población no tiene asegurado un
plato de comida diario. Frente a esta
contradicción, es una prioridad la
implementación de acciones para mejorar los
procesos que permiten reducir el hambre y
hacer más eficiente el recupero de alimentos.
La plataforma presentada por el Banco de
Alimentos de Buenos Aires servirá para
acelerar y hacer más eficiente la gestión de
donaciones de menor volumen.

UNA FORMA MODERNA Y EFICAZ DEBRINDAR AYUDARPara el desarrollo de este proyecto se aplicaron distin-tas tecnologías, debido al desafío técnico que requiriódebido a la diversidad de actores que conecta. Por unlado, se escogió PHP para la implementación de la pla-taforma que será utilizada por los donantes y el Bancode Alimentos, dado que este lenguaje brinda robustez,velocidad de implementación, confiabilidad y rendi-miento. Por otra parte, para el desarrollo de la aplica-ción, se eligió React Native -una de las últimas tecnolo-gías del mercado- ya que el objetivo era obtener un pro-ducto con calidad y experiencia de usuario. Esta últimatecnología fue desarrollada por Facebook y permitegenerar aplicaciones tanto para dispositivos Androidcomo para iOS, aunque en esta primera etapa la aplica-ción -que será utilizada principalmente por las organi-zaciones sociales y los voluntarios- fue pensada sólopara dispositivos Android.
La app del Banco de Alimentos cuenta convarios aspectos innovadores, como por ejemplo el chatdentro de la aplicación, que permite que los distintosactores puedan establecer una comunicación activa yfluida durante el proceso, y las notificaciones, que seactivan en diferentes estadíos y cada vez que algúnactor le envía un mensaje mediante el chat.
A su vez, la aplicación se caracteriza por su velocidad yla facilidad de uso, dado que se concibió para que cual-quier persona sin conocimientos en tecnología puedausarla basándose en aspectos conocidos de otras apli-caciones populares como WhatsApp e Instagram, entreotras. También se destaca su conexión con el sistemade stock propio del Banco de Alimentos.
El desarrollo de la app fue llevado acabo porFlowcode y a través de un equipo conformado por undiseñador de interfaces, un desarrollador SeniorBackend y un desarrollador Senior Front y Mobile.
La Alimentación Latinoamericana Nº 344 21
PÉ
RD
IDA
Y D
ES
PE
RD
ICIO

MASAS CONGELADASEn esta tecnología el proceso de fabricación de pan seinterrumpe y la masa se congela antes de fermentar. Lasmasas congeladas se elaboran de forma centralizadamientras que el horneado se lleva a cabo en los puntosde venta.
En cuanto a las materias primas, es importantecumplir con una especificación de harina de trigo quepermita una adecuada elaboración del pan: buena reolo-gía (W=150-200; P/L= 0,6 a 0,9); índice de caída de 300a 350 segundos y proteínas entre 11 y 12%. En resu-men, es necesaria una harina con fuerza intermedia,con buena extensibilidad, alto contenido de proteínas yuna óptima actividad enzimática. Una actividad enzimá-tica mayor con un valor inferior a los 300 segundosderivaría en una fermentación temprana antes de sucongelación. Un nivel de proteínas alto facilita un buendesarrollo del gluten que resista los procesos posterio-res de congelación sin alterar la calidad del productofinal.
El agua es un factor clave, la misma debe dis-minuir en un 3% respecto de la de un amasijo directopara lograr una masa sostenida que mantenga la formadurante la congelación. También es necesario el uso deaditivos mejoradores específicos que van a estar aso-ciados al proceso que se aplique.
La levadura es recomendable agregarla lo más tardeposible para que no gasifique antes de su congelación.
AmasadoEl proceso de amasado se desarrolla en dos tiempos, enmáquina rápida: siete minutos en velocidad lenta y sietea ocho minutos en velocidad rápida. Es importante con-trolar la temperatura de amasado, es deseable una tem-peratura final de masa entre 19/20°C. Si es necesario,utilizar hielo. Lo importante es evitar que la masa fer-mente prematuramente antes de la congelación, ya quelos alvéolos que se forman se contraen, dañando así laestructura del gluten.
La Alimentación Latinoamericana Nº 34422
PR
OC
ES
OS TECNOLOGÍA EN PANIFICACIÓN:
MASAS CONGELADAS Y PRECOCIDAS ING. FERNANDA VELAZQUEZ JEFE DE INVESTIGACIÓN Y DESARROLLO - DIVISIÓN HARINA. GRANOTEC ARGENTINA.LIC. KARINA PENA ASESOR TÉCNICO - DIVISIÓN HARINA. GRANOTEC ARGENTINA.
Las tecnologías de producción diferida y el
uso del frío han permitido a la industria de
panificados adaptarse a las necesidades de
los consumidores actuales, siendo las masas
congeladas y las precocidas las más usadas.
Los productos de masas congeladas para
pan y bollería han cambiado el concepto
tradicional de “panadero” y ofrecen muchas
ventajas para los consumidores y para la
industria, siendo el canal conformado por
restaurantes, hoteles y empresas de catering
donde más se ha explorado la oportunidad
que implica su uso. Estos productos -como el
pan precocido, los productos congelados y
los refrigerados- son los llamados"baked-off",
que permiten planificar y contar en todo
momento con productos recién horneados.

CongeladoEn el proceso de congelación de la masa, el agua quecontiene se transforma en hielo; este aislamiento delagua en forma de cristales deshidrata la masa. Estefenómeno durante la congelación se da desde que latemperatura interna de las piezas alcanza 3°C bajo cero.Se conoce que la forma de lesionar lo menos posible elgluten es cruzando con rapidez esta zona de cristaliza-ción del agua: si la congelación es rápida, los cristalesson pequeños y repartidos uniformemente en toda lamasa, si por el contrario, la congelación es lenta, loscristales se localizan en zonas determinadas.
DescongeladoEsta etapa es crítica, en ningún caso debe pasarse deforma directa de la congelación a la fermentación,siempre se deben utilizar procesos lentos de desconge-lación. Un sistema recomendable es el de la fermenta-ción controlada o también dejar en cámara de frío a 6-8°C 24 horas. Si la descongelación es despareja, la fer-mentación se va a desarrollar más en la superficie queen el centro, lo que no es deseable.
CocciónLa cocción se debe realizar con los mismos tiempos ytemperaturas que en un pan directo, pero la inyecciónde vapor se disminuirá a la mitad aproximadamente.
MASAS PRECOCIDASLa tecnología del precocido consiste en el pan cocidoen dos tiempos. En la primera fase, se hornea aproxi-madamente un tercio del tiempo de cocción total delpan, luego el horneado final se realiza en los puntos deventa. Para su conservación se usa la refrigeración,congelación o el envasado en atmósfera modificada.
En este caso, también es muy importante cum-plir con una especificación de harina que permita una
adecuada elaboración del pan pre-cocido. Es necesariauna buena reología (W=230-250; P/L= 0,6 a 0,9) y uníndice de caída de 300 a 350 segundos. Las harinas nodeben ser flojas, es importante un buen nivel de prote-ína, lo que va a mejorar la coagulación y se traducirá enun pan muy firme y resistente a los defectos de arruga-do y colapso.
Otro factor importante es la actividad enzimáti-ca. Si el trigo está germinado (alta actividad enzimática)va a demorar más tiempo en alcanzar la consistencia,por tal motivo es deseable que el índice de caída no seainferior a 300 segundos ni superior a 350 segundos,
La Alimentación Latinoamericana Nº 344 23
PR
OC
ES
OS
Diagrama de flujo de fabricación de panpor el método de masas congeladas

esto permite que en la primera fase de cocción la piezaadquiera antes la consistencia y se pueda sacar delhorno sin haber tomado color. De esta forma tendrá elmáximo de humedad para obtener una alta calidad delproducto.
AmasadoEn el proceso de amasado es importante agregar enorden los ingredientes: primero el agua, luego la sal,harina y por último el aditivo mejorador, luego amasarcinco minutos en marcha lenta, pasar a marcha rápida yamasar cinco minutos más, por último agregar la leva-dura y la masa madre y amasar de tres a cinco minutosmás. Estos tiempos de amasado van a depender de losequipos y recetas utilizadas. La temperatura final de lamasa no debe superar los 23°C.
División, descanso y formadoEl siguiente paso es la división de los bollos para luegorealizar un descanso, este dependerá de la cantidad delevadura que se utilizó inicialmente. Hay que tener encuenta que necesitamos que el descanso sea corto. En laformación, es importante lograr que las piezas tengan almenos tres vueltas y que no estén desgarradas, para elloes necesario estar atento a los cambios de harina y eva-luar muy bien la consistencia de la masa para, con estosdatos, hacer los ajustes necesarios en los equipos.
FermentaciónLa temperatura y humedad del fermentador son crucia-les en esta etapa, los parámetros son: una temperaturamáxima de 35°C y una humedad relativa de 65 a 85%.
CortesLos cortes deben siempre realizarse con las herramien-tas adecuadas, deben ser suaves y superficiales. En casoque el pan esté sobrefermentado, tener en cuenta que nosoportará un corte profundo. La operativa del corte es deforma vertical y ligeramente inclinado, de forma tal que alexpandirse el pan en el corte se separe la pestaña lenta-mente y en el interior del corte se mantenga por mástiempo la humedad y la elasticidad de la miga.
PrecocciónEsta etapa es decisiva para el éxito de un buen pan pre-cocido y se basa en estandarizar un tiempo y una tem-peratura de cocción. Aquí debemos tener en cuenta elhorno utilizado, la temperatura real del mismo, el tama-ño de las piezas y la cantidad de bandejas que se van acocinar. Una técnica utilizada es realizar la cocción con
temperatura decreciente. Si utilizamos un horno rotati-vo se puede utilizar una temperatura de 250-270°C.Luego inyectar el vapor y estabilizar el horno en 200-220°C, obteniendo la pre-cocción en 12-15 minutos. Esimportante a los siete u ocho minutos abrir el tiro paraacelerar la formación de una película superficial bienrígida para mantener la estructura de las piezas.
Sobre el final de la pre-cocción, la actividadenzimática, la coagulación del gluten y la pregelatiniza-ción del almidón han llegado a su fin, lo que nos diceque la estructura del pan ya está terminada. La tempe-ratura interna del pan debe estar entre 85-90ºC.
EnfriadoEl proceso de enfriado se debe hacer hasta que el panllega a su interior a los 35-40°C. En este proceso, elproducto sufre una pérdida de agua (resecamiento) ycomienza el envejecimiento (retrogradación del almi-dón). No es deseable realizar el enfriamiento concorrientes de aire o a bajas temperaturas para evitar elcuarteado de la corteza.
Envasado y conservaciónEl envasado debe hacerse siempre en bolsas con unbuen espesor que eviten el intercambio con el exterior.El almacenaje, en caso del producto congelado, es atemperaturas entre 18 a 20°C bajo cero.
Descongelación y cocciónUna forma consiste en descongelar a temperaturaambiente (30°C) y la otra es cocinar directamente sindescongelar. El más apropiado es hacerlo luego de des-congelar a temperatura ambiente. El tiempo de cocciónen un horno rotativo es de diez minutos a 200-220°Caproximadamente.
La Alimentación Latinoamericana Nº 34424
PR
OC
ES
OS

SOLUCIONES A MEDIDAGranotec pone a disposiciónel equipamiento y la experien-cia de sus especialistas quie-nes podrán dar las recomen-daciones necesarias para pro-ducir panificados congeladoscon la calidad que buscan losconsumidores.
Fuentes Cauvain, S.P.(2014): “Frozen Doughand Par-baked Products”, en BakeryProducts: Science and TechnologyLescano, E.P. (2011): “Análisis deProducto: Productos Panificados”,en Alimentos ArgentinosSeoane Viqueira, R. M.(1997) : “Evolución del sector panadero: téc-nicas actuales de panificación”, enCYTA – Journal of Food Vol 1 Nº5Rosell, C.M. (2010): “Trends inBreadmaking: Low and SubzeroTemperatures”, en Innovation inFood Engineering: New Techniquesand ProductsLeón, Alberto Edel [et. al.]- De talesharinas, tales panes- CYTED 2007
MÁS INFORMACIÓN: Tel.: (54 11) 3327 44 44 15 al [email protected]
La Alimentación Latinoamericana Nº 344 25
PR
OC
ES
OS
Diagrama de flujo de fabricación de pan por el método de masas precocidas

La Alimentación Latinoamericana Nº 34426
EM
PR
ES
AS
Desde 2007, la empresa española Técnica de FluidosS.L. -líder en el mercado europeo de bombas industria-les para el trasiego de productos difíciles- comparte conGrupo Boulton todo su conocimiento respecto al de-sarrollo, producción y comercialización de bombas yafines. Gracias a esta colaboración, Grupo Boulton halogrado establecer altos estándares en el mercado localen términos de calidad, fiabilidad y servicio.
La unificación de la marca comercial a la deTécnica de Fluidos es, sin dudas, un avance importante,ya que permitirá brindar a los clientes una gama másamplia de productos y servicios, soluciones más com-pletas e innovadoras, mayor solidez y velocidad de res-
puesta. Se consolida así su liderazgo en el mercado debombas industriales y su posición como un solo prove-edor para múltiples soluciones.
SOBRE TÉCNICA DE FLUIDOS S.R.L. Se trata de una compañía de capitales nacionales quecuenta con todo el apoyo de su accionista mayoritarioespañol, Técnica de Fluidos S.L. Con sede central enBuenos Aires, Argentina, cuenta con una consolidadared de distribuidores exclusivos y diez filiales propiasen Latinoamérica, ubicadas en el interior del país,Bolivia, Paraguay y Uruguay.
Es representante exclusivo de los fabricantesde bombas industriales más importantes del mundo,
tales como Albin, Almatec, Flojet, Jabsco,Jung, Lowara, Lutz, Panworld, Stramek,Varisco y Wilden. Además, creó la divisiónTDF Systems, especializada en el diseño,desarrollo e instalación de sistemas integra-les de bombeo.
En base a una experiencia de casi 20años en el mercado industrial, a la excelen-cia de sus productos y a la capacidad ycompromiso de su equipo de profesionales,TDF es una empresa experta en ayudar asus clientes a optimizar procesos producti-vos, reduciendo tiempo y costos, y propor-cionar las soluciones más eficientes paratodo tipo de aplicaciones.
MÁS INFORMACIÓN:https://www.tecnicadefluidos.com
TÉCNICA DE FLUIDOS S.R.L. GRUPO BOULTON AHORA ES TDF: EXPERTOS ENBOMBAS INDUSTRIALES Y SANITARIAS
Con el mismo compromiso, la misma calidad
de atención y el mismo profesionalismo,
pero ahora con más solidez, más experiencia,
más productos y más servicios. Todo eso le
permite a TDF expandirse y continuar
siendo “un solo proveedor para múltiples
soluciones”.

La Alimentación Latinoamericana Nº 344 27

La Alimentación Latinoamericana Nº 34428
EM
PR
ES
AS
En el marco de la ExposiciónInternacional del Envase, los visi-tantes podrán encontrar en funcio-namiento a Girotec, una novedosamáquina de estrechado que se des-plaza hacia las cargas. Se trata deun equipo ideal para operaciones encentros de distribución, estacionesde picking y operaciones donde lacarga deba ser estrechada sin nece-sidad de desplazarla, optimizandotiempos operativos. Girotec es unequipo móvil y autónomo -y muyaccesible- que rompe el paradigmade que la carga debe llevarse a lamáquina: ahora la máquina va haciala carga. Puede paletizar hasta 25pallet por hora y posicionarse encualquier lugar de la planta o encualquiera de sus puertos deembarque sin mayor inconveniente.Es un equipo muy amigable de utili-zar y programar, posee cuatromemorias y dentro de los paráme-tros programables se encuentrantres formas de paletizar, tres tiposde traslape y regulación de vueltasen base, arriba y algún tipo derefuerzo que se necesite.
SUSTENTABILIDAD YBUEN USO DE RECURSOSLa sustentabilidad se basa en manejoracional que permita, a partir delempleo de los mínimos recursos(medios, materia, energía), la maxi-mización de los beneficios. Con focoen esta visión, la ponencia que ofre-cerán los expertos de Quintino sereferirá a la buena utilización derecursos en los procesos productivose industriales, centrándose en el pro-ceso de estrechado y sus consumi-bles, así como en los problemashabituales y su resolución de la manode la tecnología y la simpleza.
En el caso de la operaciónmanual -que aún se sigue utilizandoen algunos casos- el principal incon-veniente es el método de estiramien-to, ya que un operario de maneramanual jamás alcanzará el estira-miento apropiado de la película,generando un mal uso y un gastoexcesivo de la misma. Además deser contaminante, gastar un excesode material plástico le significa a laempresa recursos económicosimportantes mal utilizados, lo queno sólo implica adquirir más mate-
rial, sino que también involucranhoras hombre, desgaste de los ope-rarios y hasta riesgo de accidentesdentro de la empresa. La solución esoptimizar los recursos mencionadosy para ello existen hoy herramientasal alcance de la gran mayoría deempresas, no sólo a nivel económi-co, sino también operacional, ya quehay variadas opciones de equipos,tanto semiautomáticos como auto-máticos, que se pueden ajustar acasi todo tipo de necesidades. Laconferencia lanzamiento se presen-tará el día 11 de septiembre a las17:00 en el auditorio D pabellón 2.
MÁS INFORMACIÓN:www.quintino.com.ar
QUINTINO MATERIAL HANDLING SOLUTIONS PRESENTARÁ EN ENVASE ALIMENTEK LA LÍNEA COMPLETADE ESTRECHADORAS HALOILA
Quintino Material Handling Solutions, empresa especialista en
automatización de procesos de manipulación e intralogística,
estará presente en el stand 316 de Envase Alimentek donde
presentará la línea completa de soluciones clave para el
estrechado de los tipos más diversos de cargas.
También estará brindando una conferencia sobre
estrechado sustentable y mejores prácticas en términos
de sustentabilidad.

Estas bombas pueden ser fácilmente instaladassobre tambores estándar, plásticos o metálicos,mediante un sencillo accesorio de sujeción, o sermontadas sobre un pie de acero inoxidable paratrabajar aspirando de recipientes abiertos. Elmotor neumático se desmonta con una simpleoperación manual y el desarme de la bomba paralimpieza o revisión no requiere herramientas.
Las bombas Indesur PS son autoce-bantes, portátiles, sumergibles y antiexplosivas,son de presión y caudal variables y están prác-ticamente libres de mantenimiento. Todas laspartes en contacto con el producto son de aceroinoxidable pulido o de materiales aptos paracontacto con alimentos.
Algunas de sus muchas aplicacionesson el trasvase de jugos, concentrados y purés,rellenos cremosos, colorantes de helado, condi-mentos y salsas, cosméticos y demás productospara el cuidado personal o de uso farmacéutico.
Detalles técnicos
MÁS INFORMACIÓN:[email protected]
La Alimentación Latinoamericana Nº 344 29
EM
PR
ES
AS
INDESUR NUEVA LÍNEA DE BOMBAS SANITARIAS INDESUR PS
Las bombas neumáticas de pistón Indesur PS realizan el movimiento de fluidos mediante la utiliza-
ción de aire comprimido. Su diseño higiénico de desarme rápido y sin zonas muertas las convierte
en una excelente opción para la transferencia de líquidos de media y baja viscosidad en condiciones
sanitarias.

Su producción está dirigida a tres rubros fundamentales,químico, agroalimentario y de la construcción. La ofertase centra en embolsadoras de peso bruto y neto, concolocadores automáticos para bolsas de boca abierta oboca valvulada; embolsado ras FFS (Form-Fill-Seal); pale-tizadores automáticos de carga superior (Top Load),robóticos e híbridos, y estrichadores de pallets comple-tos. También fabrica cargadores de big-bags y octabinesy dispositivos asociados, como balanzas dinámicas ydetectores de metal. Todos estos equipos apuntan a satis-facer las demandas del mercado, aportando gran rentabi-lidad y larga vida con una rápida amortización.
Los requerimientos de cada cliente son el de-safío diario de los casi cien colaboradores que trabajanpara desarrollar proyectos completos, con soluciones yalternativas eficientes en cada situación. Payper cuentacon el respaldo de más de 3000 equipos instalados en70 países alrededor del mundo, comercializados a tra-vés de una red extensa y eficaz, amparada por la calidady fiabilidad de su manufactura y por un equipo técnicode post-venta localizado en países estratégicos, incluidala Argentina a través de Industrias Tomadoni S.A. Másde 200 equipos vendidos e instalados en América Latinaratifican el éxito de esta alianza comercial y nos alientaa fortalecerla y mejorarla cada año.
Industrias Tomadoni se encuentra en la locali-dad de Ciudadela, provincia de Bs. As., donde mediocentenar de personas desarrollan, fabrican e instalanplantas de procesos llave en mano para las industriasalimentaria, cementicia, farmacéutica, minera, plástica,petroquímica, química, etc.
El dpto. de ingeniería de Tomadoni acompañaen sus necesidades a los clientes desde la fase inicialhasta la puesta en marcha de la planta, como así tam-bién lo ayuda en la expansión y modernización de lasinstalaciones ya existentes. Dispone de un laboratoriode ensayos donde los productos son procesados hastalograr el exacto requerimiento del cliente y el funciona-miento ideal en producción, todo sin costo alguno.
La Alimentación Latinoamericana Nº 34430
EM
PR
ES
AS INDUSTRIAS TOMADONI S.A.
LA FRUCTÍFERA ALIANZA CON PAYPER S.A. YA LLEVA 24 AÑOS
Desde sus comienzos en 1972 en la ciudad de Lérida, España, Payper S.A. se especializa en diseño
y construcción de maquinaria para pesaje, embolsado y paletizado industrial, siendo en la actuali-
dad la mayor empresa del sector en España y referente indiscutida en toda Europa.

El programa de fabricación de Industrias Tomadoni S.A.abarca, entre otras, las siguientes máquinas: • Molinos: fabricación y diseño propio de tres tipos condiferentes modelos para producción de polvos hastagranulometrías.• Clasificado: centrífugo o por vibración, para distintascapacidades y granulometrías. • Transporte mecánico: equipos fabricados en diferentestipos y tamaños, incluyendo elevadores a cangilones.• Transporte neumático: en fase densa y en fase diluidapara distintas capacidades de transporte.• Embolsadoras: varios tipos y modelos adaptados altipo y capacidad de bolsa, a tornillo, a paletas, neumá-ticas para altas producciones, etc.• Aspiración y filtrado: sistemas para áreas de trabajoespecificas o del total de la planta, garantizan aire total-mente respirable a la salida de los filtros e mangas, decartuchos, de placas, de sobres, etc.• Dosificadores: volumétricos y gravimétricos: para variascapacidades, desde microdosificación en adelante.
MÁS INFORMACIÓN: www.tomadoni.comwww.payper.com
La Alimentación Latinoamericana Nº 344 31
EM
PR
ES
AS

Silplast propone envases con tapa a rosca o a presión yvertedores con sistema flip top. En cuanto a la seguri-dad, la línea de envases con tapa a presión tiene un sis-tema de inviolabilidad que se activa con la colocaciónde la tapa. La línea a rosca, por su parte, presenta unprecinto termocontraíble de muy fácil extracción. Otraopción es la oblea para sellado por inducción, tambiéndisponible en Silplast.
“Nuestros envases son versátiles y se adaptan a losrequerimientos de distintos mercados, básicamenteporque cumplen con tres premisas fundamentales:son inviolables, garantizando la seguridad del produc-to; son funcionales, ya que ofrecemos distintos tiposde cierres y formas que se adecúan a las característi-cas del envasado; y por último, transfieren valor alproducto porque se trata de materiales de calidad y deatractivo visual”, expresó Daniel Silvera, creador ydirector de la empresa.
En sus comienzos, esta empresa radicada en eloeste del conurbano bonaerense se especializó en elmercado de la miel. Fue así que desarrolló una novedo-sa línea de envases transparentes con tapa a rosca yprecinto de seguridad.
Junto con esto, Silplast generó envases y solu-ciones complementarias a la miel, lo que le permitióampliar el suministro y ofrecer más beneficios a los api-cultores. En este contexto, surgieron contenedores paraenvasar jalea real y desarrolló en la Argentina el “palitomielero”, un novedoso utensilio para untar la miel líquida.
La Alimentación Latinoamericana Nº 34432
EM
PR
ES
AS SILPLAST
INNOVACIÓN Y FUNCIONALIDAD EN ENVASES PLÁSTICOS
Presente en el mercado desde 1991, Silplast ofrece una amplia gama de envases y productos plás-
ticos para diversos usos e industrias. Sus envases son totalmente herméticos, con diferentes tipos
de cierre: a rosca, a presión, con pico vertedor y con la posibilidad de colocar una oblea de sellado
por inducción que garantiza la inviolabilidad del producto en su interior. Con una amplia escala de
tamaños y presentaciones de gran impacto visual, son ideales para envasar alimentos tanto secos
como líquidos, como miel, aceitunas, pickles, productos de dietética, mermeladas, especias, conser-
vas, yogurth, entre otros.

Con el correr de los años, Silplast se propuso conquis-tar nuevos mercados, fue entonces que surgieron nue-vos desarrollos de producto y actualmente tiene pre-sencia y llegada a todos los puntos del país, “Siempreestamos dispuestos a escuchar, comprender y aportara las necesidades de nuestros clientes, con el objetivode encontrar la forma más positiva e innovadora”,resalta Silvera, al referirse a los valores que promueven
como equipo de trabajo. En este sentido, la empresabrinda asesoramiento a sus clientes sobre la imagen demarca, el diseño de etiquetas y la optimización de loscircuitos para aumentar la productividad.
Silplast cuenta con un departamento exclusivoy técnicamente preparado de matricería propia, que per-mite la creación y/o adaptación de todo tipo de mode-los. La escucha activa de las necesidades de sus clien-tes le permite a Silplast construir relaciones sostenidasa lo largo del tiempo, con un servicio de calidad, perso-nalizado, que optimiza los procesos productivos decada uno de sus clientes.
MÁS INFORMACIÓN: www.silplast.com.ar
La Alimentación Latinoamericana Nº 344 33
EM
PR
ES
AS
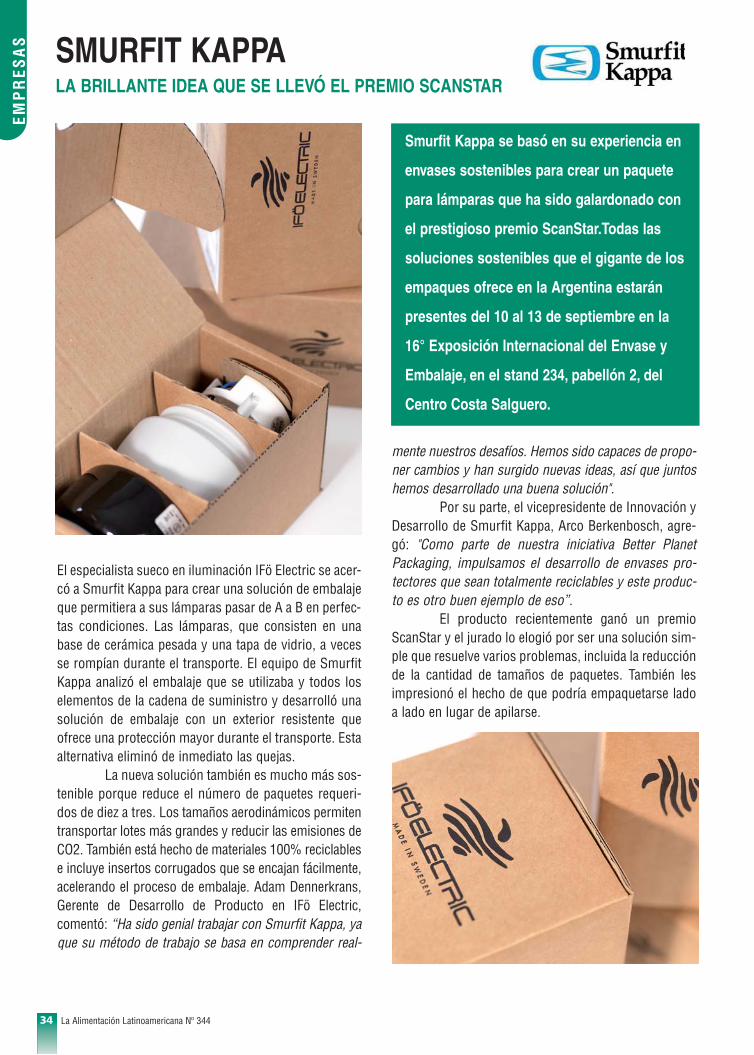
El especialista sueco en iluminación IFö Electric se acer-có a Smurfit Kappa para crear una solución de embalajeque permitiera a sus lámparas pasar de A a B en perfec-tas condiciones. Las lámparas, que consisten en unabase de cerámica pesada y una tapa de vidrio, a vecesse rompían durante el transporte. El equipo de SmurfitKappa analizó el embalaje que se utilizaba y todos loselementos de la cadena de suministro y desarrolló unasolución de embalaje con un exterior resistente queofrece una protección mayor durante el transporte. Estaalternativa eliminó de inmediato las quejas.
La nueva solución también es mucho más sos-tenible porque reduce el número de paquetes requeri-dos de diez a tres. Los tamaños aerodinámicos permitentransportar lotes más grandes y reducir las emisiones deCO2. También está hecho de materiales 100% reciclablese incluye insertos corrugados que se encajan fácilmente,acelerando el proceso de embalaje. Adam Dennerkrans,Gerente de Desarrollo de Producto en IFö Electric,comentó: “Ha sido genial trabajar con Smurfit Kappa, yaque su método de trabajo se basa en comprender real-
mente nuestros desafíos. Hemos sido capaces de propo-ner cambios y han surgido nuevas ideas, así que juntoshemos desarrollado una buena solución".
Por su parte, el vicepresidente de Innovación yDesarrollo de Smurfit Kappa, Arco Berkenbosch, agre-gó: "Como parte de nuestra iniciativa Better PlanetPackaging, impulsamos el desarrollo de envases pro-tectores que sean totalmente reciclables y este produc-to es otro buen ejemplo de eso”.
El producto recientemente ganó un premioScanStar y el jurado lo elogió por ser una solución sim-ple que resuelve varios problemas, incluida la reducciónde la cantidad de tamaños de paquetes. También lesimpresionó el hecho de que podría empaquetarse ladoa lado en lugar de apilarse.
La Alimentación Latinoamericana Nº 34434
EM
PR
ES
AS SMURFIT KAPPA
LA BRILLANTE IDEA QUE SE LLEVÓ EL PREMIO SCANSTAR
Smurfit Kappa se basó en su experiencia en
envases sostenibles para crear un paquete
para lámparas que ha sido galardonado con
el prestigioso premio ScanStar.Todas las
soluciones sostenibles que el gigante de los
empaques ofrece en la Argentina estarán
presentes del 10 al 13 de septiembre en la
16° Exposición Internacional del Envase y
Embalaje, en el stand 234, pabellón 2, del
Centro Costa Salguero.

¿QUÉ ES BETTER PLANET PACKAGING?Lanzada a finales de 2018, la iniciativa “Better PlanetPackaging” se encuentra en el corazón de la estrategiade negocios de Smurfit Kappa y ofrece avances quecontribuyen a re-imaginar los empaques para brindaralternativas renovables, reciclables y biodegradables alos desechos y residuos que terminan en los océanos yen los rellenos sanitarios del mundo. La iniciativa esmultifacética y comprende futurísticos diseños de pro-ductos, extensa investigación, desarrollo y colaboracio-nes con socios existentes y nuevos. Bajo esta filosofía,la multinacional continúa expandiendo su portafolio deproductos diseñados para satisfacer la crecientedemanda de empaques sostenibles con propuestassimples, efectivas y 100% reciclables.
SOBRE SMURFIT KAPPASmurfit Kappa, una compañía de FTSE 100, es uno delos principales proveedores de soluciones de empaquea base de papel en el mundo, con aproximadamente46.000 empleados en más de 350 sitios de producciónen 35 países y con ingresos de • 8.9 mil millones en2018. Está ubicada en 23 países en Europa y 12 en lasAméricas. Es el único actor panregional a gran escalaen América Latina. Con un equipo proactivo, utiliza suamplia experiencia y conocimientos -respaldados porsu escala- para abrir oportunidades para los clientes.Colabora con clientes con visión de futuro compartien-do un conocimiento superior del producto, una com-prensión del mercado y conocimientos sobre las ten-dencias de envasado para garantizar el éxito empresa-rial. Tiene una cartera incomparable de soluciones deembalaje de papel, que se actualiza constantemente coninnovaciones líderes en el mercado. Esto se ve reforza-do por los beneficios de su integración, con un diseñode papel óptimo, logística, puntualidad en el servicio yplantas de envasado que obtienen la mayor parte de susmaterias primas de fábricas propias de papel. Los pro-ductos de Smurfit Kappa, que son 100% renovables yproducidos de manera sostenible, mejoran la huellaambiental de los clientes.
Twitter: @smurfitkappa LinkedIn "Smurfit Kappa"
La Alimentación Latinoamericana Nº 344 35
EM
PR
ES
AS

La Alimentación Latinoamericana Nº 34436
La riqueza y abundancia de los recursos naturales quecaracterizan a las zonas de producción de cacao enEcuador han permitido que este producto desarrolleatributos únicos de sabor y aroma. El cacao ecuatoria-no se diferencia de otros por su calidad sensorial ytener una variedad de sabores, sobresaliendo aquellosque nos evocan a ciruelas, pasas, moras, cítricos, nue-ces, caramelo, miel, malta, caña, almendras, maní, flo-res de jazmín, violetas y azahar. Esta variedad no puedeser cultivada en otros lugares del mundo que no seaEcuador debido a sus condiciones climáticas y del terri-torio. Sin embargo, los que muchos no saben que elchocolate fino se distingue por su pureza, específica-mente, el sabor y fragancia que el cacao tiene.
PRODUCTOS DERIVADOS DEL GRANO DE CACAOAl procesar el cacao en una etapa de industrializaciónse separan las fases sólidas de las líquidas, obteniendoproductos que serán utilizados para la fabricación dechocolates y derivados.
Cacao en polvo. Es un polvo proveniente de la pulveri-zación de la torta de cacao (obtenida por proceso delprensado de la pasta de cacao), con un contenido grasodel 10-12%. Se comercializa como polvo natural decacao y como cacao alcalino (con agregado de carbo-nato de potasio), comúnmente utilizados para reposte-ría, bebidas, chocolatería gourmet, heladería, reposte-ría y panificación, coberturas, chocolate para bebidasen polvo, etc.
VILLARES S.A.C. CACAO DE CALIDAD SUPERIOR
El cacao ecuatoriano es reconocido
mundialmente por sus marcadas
características de aroma y color, sumamente
apreciadas en la preparación de chocolates
finos, revestimientos y coberturas. Debido a
sus condiciones geográficas y su riqueza en
recursos biológicos, Ecuador es el primer
productor por excelencia de Cacao Arriba
Fino y de Aroma (segmento dentro del cual
representa el 63% de la producción
mundial). Este cacao, proveniente de la
variedad Nacional -cuyo sabor ha sido
reconocido durante siglos- es codiciado por
la industria europea y norteamericana para
la fabricación de chocolates finos.
EM
PR
ES
AS

La Alimentación Latinoamericana Nº 344 37
EM
PR
ES
AS
Licor de cacao. También conocido como pasta o masade cacao, es un producto que se obtiene mediante elproceso de molienda de las semillas de cacao previa-mente descascaradas y tostadas, sin la adición de aditi-vos. Es un chocolate al 100% y la pasta obtenida puedeservir para la extracción de manteca y polvo de cacao.Se utiliza en la producción industrial para la elaboraciónde chocolates, helados, galletitas, coberturas, chocolatepara bebidas en polvo, confección de repostería y comomezcla en tabaco y algunas bebidas alcohólicas.
Manteca de cacao. Es la materia grasa del cacao,obtenida a partir del prensado del licor de cacao. Decolor amarillo pálido, la manteca al salir del prensadose encuentra líquida, luego es cristalizada y solidifica-da. En estado fundido es un líquido oleoso, absoluta-mente limpio. Es un producto destinado a la produc-ción industrial, utilizado para la elaboración de choco-lates, helados, galletitas, coberturas, repostería. Esusado también en la producción de cosméticos y far-macéuticos.
En Alimentos Villares los clientes encuentran cacao enpolvo, manteca de cacao y licor de cacao importadosexclusivamente desde Ecuador. También otros produc-tos de alta calidad para la elaboración de panificados,repostería y helados, como harina de almendras y cas-tañas de cajú, harina de coco, coco rallado fino y grue-so, coco en escamas, cerezas al marraschino, frutaglacé para pan dulce, cranberries enteros y en rebana-das, fruta desecada en cubos (manzana, damasco,ciruela, pera, higo, durazno) y naranja confitada enrodajas.
MÁS INFORMACIÓN:www.alimentosvillares.com.ar

No todo el aire es igual, eso resulta más obvio cuandoalguien regresa al aire húmedo de la gran ciudad des-pués de unas vacaciones junto al mar o en la montaña.Las partículas finas, la humedad del aire y la presión delaire pueden dificultar la respiración y afectar la calidadde vida de las personas, especialmente de aquellas queson sensibles a tales problemas. Las máquinas indus-triales no son diferentes. Cuanto más puro sea el airecomprimido, mejor será su rendimiento y mayor serásu vida útil.
NUEVAS TECNOLOGÍAS PROBADAS PARALA EFICIENCIA ENERGÉTICAEl novedoso módulo de eficiencia energética MSE6-E2M evita el consumo no deseado de aire comprimidoal interrumpir el suministro del mismo cuando el siste-ma está parado. Permite monitorear parámetros opera-tivos importantes como el flujo y la presión, lo queaumenta de manera sostenible la fiabilidad del procesode producción. Estos componentes modernos de pre-paración del aire muestran claramente que la seguridady la eficiencia, combinadas con la competencia y la sim-plicidad, son ahora los requisitos mínimos y necesariospara la preparación del aire. Festo está continuamenteoptimizando sus unidades de servicio. Lo hace en estre-cha cooperación con ingenieros de desarrollo y el feed-back de sus clientes usuarios de maquinarias. Las nue-vas tecnologías y componentes probados conducen aproductos pioneros como la válvula de seguridad dedos canales MS6-SV-E que permite una acumulación depresión muy suave y una ventilación rápida y segura.
EL PROBLEMA CON EL AIRE CONTAMINADOUn metro cúbico de atmósfera ambiental no tratadacontiene hasta 180 millones de partículas de suciedad,agua, aceite y contaminantes químicos como plomo,
cadmio, hierro y mercurio. Cuando se comprime, laconcentración de contaminantes aumenta muchasveces. La preparación efectiva del aire es fundamental.Las unidades de tratamiento del aire modernas de Festoaumentan la confiabilidad del proceso y la producción alargo plazo y mejoran la disponibilidad de las maquina-rias. Desarrollados para ser utilizadas en una ampliagama de aplicaciones, los componentes individuales dealta calidad para encendido/apagado, aumento de pre-sión, filtrado, regulación y secado se pueden combinaren unidades que funcionan en un conjunto armonioso.
La Alimentación Latinoamericana Nº 34438
EF
ICIE
NC
IA AIRE PURO PARA MEJORARLA PRODUCTIVIDAD EL AIRE COMPRIMIDO ADECUADO MEJORA EL RENDIMIENTO ENERGÉTICO
La preparación eficiente del aire crea condiciones de operación ideales para componentes neumá-
ticos que operan en forma continua, tales como cilindros o actuadores giratorios, y mejora la pro-
ductividad de la máquina. Festo ayuda a optimizar los sistemas con una descripción general de las
variables manipuladas más importantes y los componentes del dispositivo.
MSE6-E2M Innovación global: elmódulo de eficienciaenergética MSE6-E2Mfacilita el ahorro deenergía

TRES VARIABLES CLAVEEn la preparación del aire,tres variables juegan unpapel clave: la pureza delaire comprimido, la canti-dad de aire comprimido y lapresión del aire. Según losrequisitos y las condicionesdel sistema, la coordinaciónde estas tres variablesgarantiza una alta calidad yconstituye la base paraseleccionar los componen-tes de la unidad de trata-miento correspondiente.
La pureza del airecomprimido aumenta tantoel rendimiento como la efi-ciencia de los sistemas neu-máticos y garantiza el cum-plimiento de las especifica-
ciones legales en industrias como la de alimentos. Lacantidad de flujo está determinada en gran medida porlas secciones transversales de flujo y las dimensiones dediseño de la máquina. En general, siempre que el diseñosea el mismo, cuánto mayores sean las dimensiones dela unidad de servicio, mayores serán los flujos.
INTERACCIÓN DE FUERZASPara coordinar la pureza del aire comprimido, la canti-dad de aire comprimido y la presión para las especifica-ciones de un sistema, se deben elegir los componentesindividuales correctos, los cuales deben interactuar enforma coordinada. Por ejemplo, esto incluye válvulas decierre, aumento de presión y regulación de presión,separadores de agua, filtros y unidades de secado. Lasválvulas de cierre como la MS6-EM1 o la MS6-EE deFesto, accionadas manualmente o por solenoide, abreny cierran el suministro de aire. Cuando está cerrada, laválvula se descarga automáticamente. Eso evita movi-mientos indeseables en un sistema que está apagado.Las válvulas de arranque suave como la Festo MS6-DLacumulan presión de forma lenta y segura y no cambiana presión completa hasta un punto específico. Eso pro-tege los equipos aguas abajo, como los cilindros. Losreguladores de presión controlan la presión de funcio-namiento de un sistema constantemente y compensanlas fluctuaciones de presión.
PUREZA DEL AIRE COMPRIMIDOLos diferentes filtros contribuyen de manera importantea lograr la pureza del aire comprimido. Eliminan partí-culas, condensado y aceite del aire comprimido. Esoprotege a los componentes neumáticos contra la conta-minación, contra el aumento del desgaste y permite elcumplimiento de las clases de pureza definidas. Lossecadores de refrigeración, los secadores de diafragmay los secadores por adsorción enfrían el aire comprimi-do hasta casi el punto de congelación y canalizan elcondensado que se precipita como resultado. Los sepa-radores de agua eliminan el condensado adicional delas líneas de aire comprimido. Más allá de las unidadescentrales de una unidad de tratamiento, componentesadicionales como sensores de presión y sensores depresión diferencial también contribuyen al rendimientoy la seguridad de los sistemas.
MÁS INFORMACIÓN:www.festo.com.ar/productividad
La Alimentación Latinoamericana Nº 344 39
EF
ICIE
NC
IA
MSB4 Preparación de
aire perfecta, gracias ala unidad MSB4
MS6-SV-E Protección para
personas y máquinas: válvula de seguridad
MS6-SV-E para mayor rendimiento.

¿QUÉ ES LA EUTROFIZACIÓN?La eutrofización es el proceso natural de enriquecimien-to de nutrientes –entre ellos el fósforo- en un cuerpo deagua. Específicamente, esto lleva a un florecimiento dealgas que consume todo el oxígeno disponible, sin dejarnada para las formas de vida superiores. Esta situaciónresulta en reducciones en las poblaciones de peces yotras especies animales.
A mediados de la década de 1960, muchos ríosy lagos se estaban volviendo de color verde por estefenómeno. En ese momento, la principal fuente deefluente de fósforo eran los detergentes de uso general.A raíz de esto, desde la década del ´70 las agenciasgubernamentales, así como organizaciones sin fines delucro, han investigado el efecto del fósforo en el medio
ambiente. A lo largo del tiempo se fueron recomendan-do medidas para reducir o eliminar el fósforo y se esta-blecieron leyes y reglamentaciones para conseguirlo.Actualmente existen normas en todo el continente ame-ricano que limitan o protegen el uso de fosfatos en unaamplia variedad de productos, desde productos paralimpieza del hogar a productos de limpieza industrial.
El uso de compuestos de fosforo en las formu-laciones de productos de limpieza se puede encuadraren tres grandes categorías, con distintos aportes indivi-duales, a saber:- Ácido Fosfórico: con función de limpiador y desincrus-tante. Su aporte de P es de 150 g/kg de producto for-mulado.- Fosfatos simples o complejos: con función de secues-trantes, dispersantes y emulsionantes. Su aporte de Pes de 50 g/kg de producto formulado.- Fosfonatos complejos: con función de inhibidores dela incrustación o corrosión. Su aporte de P es de 5 g/kgde producto formulado.
Para reducir los impactos ambientales, algu-nos países están desarrollando leyes para proteger susrecursos naturales. En México, por ejemplo, fue creadala Norma O cial NOM-001-Semanart-1996, para aque-llas empresas que descargan agua residual directamen-te a cuerpos de agua como ríos y mares y la Norma Ocial NOM-002-Semanart-1996 para las empresas quedescargan agua residual directamente al sistema dedrenaje. Todavía estas normas no son claras respecto ala cantidad de fósforo que los productos de limpiezadeben tener.
La Alimentación Latinoamericana Nº 34440
HIG
IEN
E TECNOLOGÍAS LIBRES DE FÓSFORO PARALIMPIEZA EN INDUSTRIA ALIMENTARIA DEPARTAMENTO TÉCNICO DE DIVERSEY
El fósforo es un nutriente esencial para la vida humana, animal y vegetal. Está presente naturalmente
en nuestros cuerpos, comida y agua. También es un ingrediente en muchos alimentos y productos
para el hogar, tales como mezclas de repostería, marinados, dentífrico, bebidas, fertilizantes, produc-
tos de limpieza y detergentes. Se lo puede encontrar en diferentes combinaciones, pero en la indus-
tria de los productos para higiene, las principales son los fosfatos y el ácido fosfórico. El conoci-
miento de Diversey en la formulación de productos, en la limpieza y optimización de consumo, ayuda
a sus clientes a reducir sus impactos ambientales por área de aplicación.

DIVERSEY Y SU RESPUESTAA LA SUSTENTABILIDAD Con el fin de adaptarse a las futu-ras normas, Diversey se adelantó
y utiliza como parámetro la legislación vigente en losEstados Unidos, adoptando los rangos de fósforo esta-blecidos para los productos, como se ve en el cuadro 1.
Diversey, en su portafolio global tiene lasiguiente distribución adaptada a estos parámetros:productos libres de fósforo: 51%; contenido bajo: 6%;contenido moderado: 35%; otro: 8%.
Los productos de Diversey están diseñadoscon tecnologías que ayudan a reducir el consumo deagua y de residuos, además de minimizar el impacto enla salud, la seguridad y el medio ambiente. Como partedel proceso de desarrollo del producto, sus científicossiguen la Lista de Acciones de Diversey Global (GAL),una política única que prohíbe o restringe el uso de másde 60 componentes químicos. Además, todas las fór-mulas son revisadas por toxicólogos especialistas paraevaluar los riesgos para la salud humana y ambiental.Diversey no aprueba la producción de fórmulas queposean un riesgo inaceptable.
Con Diversey, los clientes pueden estar segu-ros de que tanto los parámetros de seguridad alimenta-ria como las regulaciones de la industria y del medioambiente siempre se cumplen o superan los estándaresestablecidos. Los productos y servicios para la indus-tria de alimentos y bebidas que Diversey ofrece sonlavado de botellas, CIP (Clean In Place), desinfectantes,limpieza de membranas, packaging hall, OPC (limpiezade equipos) y productos para tratamiento de agua. Laplataforma libre de fósforo (P-libre) aplica a todos ellosy genera los siguientes beneficios:• Reducción al mínimo del impacto ambiental.• Apoyo al cumplimento de las normas y reglamentoscorrespondientes.• Acceso a los conocimientos técnicos de limpieza ydesinfección en todas las aplicaciones de la industria.
• Acceso a una herramienta sustentable que permiteseleccionar el químico correcto para la adecuada aplica-ción, con el fin de “cumplir con las regulaciones y laconstrucción de un mundo más limpio y saludable”.
El 80 al 85% de la cantidad de fosfato total utili-zado en el mundo es para fines agrícolas, el 12% paradetergentes y el 3% se utiliza para otras aplicacionesindustriales.
Es importante destacar que los fosfatos pue-den ser efectivamente eliminados por el tratamientoadecuado de aguas residuales. Por lo tanto, incluso losproductos de Diversey que no son libres de fósforo nocausan daños significativos al medio ambiente cuandolos efluentes son sometidos a un tratamiento adecuado
EVOLUCIÓN DE LOS PROCESOS DE HIGIENELa eficacia de los procesos de higiene depende devarios factores. Las instalaciones deben quedar prepa-radas para el siguiente ciclo productivo, siempre procu-rando tener superficies limpias (sin residuos visibles nirestos de productos químicos) y microbiológicamenteaptas (sin trazas de bacterias contaminantes luego deun correcto proceso de desinfección). Se deben cum-plir las especificaciones de calidad para cada equipo yproceso, evitando cualquier tipo de alteración o degra-
La Alimentación Latinoamericana Nº 344 41
HIG
IEN
E
CUADRO 1 - Tipo de productos según contenido de fósforo

dación, ya que es necesario contar con procesos efica-ces para tener seguridad alimentaria. Alcanzados losobjetivos de higiene fundamentales, se inicia el procesode mejorar su eficiencia. Si bien los objetivos de optimi-zación dependen de cada planta en particular, de la dis-ponibilidad de cada recurso y su costo, siempre se debevalidar la eficiencia del nuevo proceso.
Teniendo procesos eficaces y eficientes, sebusca su sustentabilidad en el tiempo y generar elmenor impacto ambiental posible. Esta tendencia definelos procesos, más allá de su costo actual directo. Enalgunas industrias y geografías se evalúa la disponibili-dad de recursos como MP, energía, consumo de agua,etc. Si el recurso no está disponible o es poco accesible,su costo es infinito. Por ende y ante todo se busca laseguridad alimentaria pero sustentable a largo plazo.
LA NUEVA TENDENCIA: CUIDADO DE RECURSOSESCASOS Y USO RACIONALLa reducción del consumo de agua potable es un temaclave en el uso responsable de los recursos. Ya sea porsu escasez en algunas zonas o como objetivo corporativopara reducir costos, resulta fundamental abordar estatemática eliminando etapas de lavado y facilitando elenjuague. Además de lo mencionado, en ciertas geogra-fías la energía es un bien escaso, o tiene impacto ambien-tal muy fuerte, con lo cual se busca reducir su incidencia.Para ello es imprescindible trabajar sobre las temperatu-ras de lavado y verificar los tiempos de limpieza. Todoesto se logra gracias a la optimización de unidades CIPmediante herramientas de diagnóstico y cuidando elimpacto en el medio ambiente, por ejemplo, reduciendola descarga de efluentes de aportes específicos (P, PO4=,
Na+, etc), en base a nuevas formulaciones.
ECO-SUSTENTABILIDAD: PLATAFORMA TEMPÉRATESi bien los limpiadores que contienen ácido fosfóricocomo principio activo son los de mayor impacto en laindustria, su reemplazo no ha sido siempre posible, yaque el ácido combina buenas propiedades para la remo-ción de incrustaciones, remoción de piedra de leche y ala vez es un ácido no oxidante. Asimismo, el ácido fos-fórico posee buenas propiedades para solubilizar otroscompuestos que se emplean en las formulaciones deproductos limpiadores ácidos. Dentro de la industrialáctea, el uso de limpiadores a base de ácido fosfóricoha encontrado un lugar en los productos destinados allavado de moldes para queserías y en espumas limpia-doras acidas. El objetivo de Diversey en el desarrollo deproductos libres de fosforo es mantener o superar laperformance que tienen los productos base ácido fosfó-
rico. Dentro de los objetivos de la plataforma Températese encuentra: • Reducción de temperatura de lavado. • Simplificación de procesos.• Productos de menor impacto ambiental.• Optimo costo total de lavado.
PRIMEROS PRODUCTOS VALIDADOS: DIVERFLOW SNS Y DIVERFLOW SADiverflow SA. Fue desarrollado para el lavado de mol-des para quesería, tanto para los construidos en aceroinoxidable, como para moldes en materiales plásticos.Se trata de un detergente líquido en base ácida con inhi-bidor de corrosión, con propiedades antiespumantes, locual ayuda a mejorar los procesos de lavado en túnelesde alta turbulencia y carga de suciedad. Las principalescaracterísticas que se han observado en la implementa-ción de esta tecnología han sido:- Alta eficacia para la eliminación de grasas y proteínas.- Muy buena capacidad para mantener los equipos y losmoldes libres de incrustaciones inorgánicas.- Muy buen control de espuma.- Libre de ácido nítrico.
Su alta facilidad de enjuague contribuye a reducir losconsumos de agua en las secciones de enjuague de lostúneles de lavado. Esta propiedad ayuda a mejorar lacondición sanitaria de los moldes, ya que se evita cual-quier residuo de producto químico sobre la superficieque va a recibir el queso.
Si bien el producto posee conductividad eléc-trica, no se recomienda su control por conductividad, yaque en el túnel de lavado se registra un aporte impor-tante de sales que enmascaran la conductividad aporta-da por el producto de limpieza. De hecho, Diversey
La Alimentación Latinoamericana Nº 34442
HIG
IEN
E

mantiene esta recomendación aun en el caso que seempleen productos de limpieza base ácido fosfórico. Enel cuadro 2 se muestras los resultados de un testeo rea-lizado por Diversey tomando como referencia el uso deácido fosfórico puro, un producto de limpieza a base deácido fosfórico formulado del portafolio de Diversey yDiverflow SA. Los resultados de la prueba cumplen conlos estándares de calidad requeridos para el proceso yla medición de consumos y descarga de fosforo al sis-tema de tratamiento de efluentes. Esta performance seha validado luego en varias plantas adicionales y hoy elproducto se encuentra disponible en el mercado, fun-cionando perfectamente como reemplazo de productosa base de ácido fosfórico, con lo cual se ha cumplido elobjetivo de tener una solución eficaz en cuanto a resul-tados, eficiente desde el punto de vista de costos ope-rativos y amigable con el medio ambiente.
Otros usos adicionales que se han dado aDiverflow SA es como limpiador ácido para CIP enregiones o geografías que tienen restricción al vuelcode fosforo y uso de ácido nítrico. Diverflow SA es partedel portafolio de Diversey de productos libres de fosfo-ro, el cual incluye otros productos para uso en sistemasCIP y limpieza de superficies.
Diverflow SNS. Producto de la plataforma Températelibre de fósforo, que agrega valor a través del ahorro enagua, energía, residuos y el tiempo requerido para el CIPde las “zonas frías” de los procesos lácteos, como camio-nes, recepción de leche, silos y tuberías de leche y suerolíquido o procesamiento de lactosa. Permite su uso enbajas temperaturas, en una etapa única de lavado y conuna mayor conductividad vs alcalino-clorados. Gracias alo mencionado, permite alcanzar grandes ahorros deenergía y agua, dando mayor simplicidad al proceso delimpieza. En el cuadro 3 se presentan los resultados de untesteo de una tecnología básica vs el Diverflow SNS.
La Alimentación Latinoamericana Nº 344 43
HIG
IEN
E
CUADRO 2 - Diverflow SA vs ácido fosfórico puro y un producto de limpieza formulado en base a ácido fosfórico
CUADRO 3 - Comparación entre Diverflow SNS vs una tecnología básica

Esta tercera edición el evento contarácon una jornada más en relación a lasanteriores, realizándose durante latarde del jueves 26 de septiembre dostours con visitas a fábricas de cerve-za. En el Tour 1 se visitará la planta deAntares en el Parque Industrial, mien-tras que en el Tour 2 se hará una reco-rrida por las fábricas de La Paloma,Cachalote y Heller. Durante las dosjornadas restantes se desarrollaráncharlas, talleres, simposio y catas. El amplio espacio deexposición contará con una gran oferta de equipamien-to, insumos y servicios, muestra de trabajos de investi-gación e innovación, un sector TIC, consultorios y espa-cio institucional.
En el salón principal se dictarán doce charlas yse desarrollará el Simposio de Maltas, a cargo de gran-des referentes nacionales e internacionales del sectorcraft. Organizadas en bloques temáticos, cada una delas actividades vinculadas con la sustentabilidad, lacomercialización, la producción y el asociativismodarán al evento la estructura principal, con la participa-ción de oradores nacionales e internacionales de la tallade Martín Boan (Bierlife), Hernán Testa, Bruno Ferrari(Berlina), Oscar Garrido (Granizo Chile), Ramiro “ElMágico” R. Etchelet (Gorilla), José Bini (Bierhaus),Marcelo Braga (Nuevo Origen), Hernán Castellani (SirHopper- Somos Pekko), Julio Migoya e IgnacioMochnacz (Blest), Eduardo Deleuze (Abdij Deleuze),entre otros.
SIMPOSIO INTERNACIONALDE MALTASDurante la mañana del sábado 28 deseptiembre se desarrollará elSimposio internacional de Maltas, quecontará con prestigiosos oradoresque abordarán la temática desdediversas miradas: proveedores, inves-tigadores y referentes en la materia. ElMaestro Cervecero y Malster alemánFrank Gauger (Weyermann®) se refe-
rirá a “La malta, el alma de la cerveza”. El Ing. FrancoRojas, consultor y asesor técnico de microcerveceríasen el diseño de plantas, recetas y optimización de pro-cesos, tratará sobre “Certificado de calidad y cerveza”.Y el Ing. Luis Ramírez (Cargill) disertará sobre“Medición de precursores de DMS en malta Pilsen y suimpacto en el proceso”.
INSCRIPCIÓNYa se encuentra abierta la inscripción mediante virtual-ticket (link al cual se puede acceder desde el sitio delcongreso) y presenta diversas modalidades de pago.Hasta el 30 de agosto inclusive se ofrece una tarifa tem-prana de $2.500 para el público en general. Los sociosde instituciones cerveceras que apoyan el Brewmasteracceden a una bonificación por la cual se pueden inscri-bir por $1.900.-
La Alimentación Latinoamericana Nº 34444
CE
RV
EZ
A A
RT
ES
AN
AL 3° CONGRESO DE CERVEZA ARTESANAL
“BREWMASTER” SE DESARROLLARÁ EN MAR DEL PLATA JUNTO CON ELSIMPOSIO INTERNACIONAL DE MALTAS
Del 26 al 28 de septiembre en la ciudad de Mar del Plata se realizará la tercera edición del Congreso de
Cerveza Artesanal “BrewMaster”. El encuentro tendrá lugar en instalaciones del hotel 13 de Julio (Luz
y Fuerza) ubicado en 9 de Julio 2777, en pleno centro de la Capital Nacional de la Cerveza Artesanal.
Con la presencia de productores cerveceros, asociaciones, cámaras y cooperativas cerveceras, así
como de empresas proveedoras nacionales e internacionales, Brewmaster se posiciona como uno de
los principales eventos de capacitación y exposición del sector cervecero artesanal del 2019.

PROGRAMAJueves 2615:00 – Visita a fábricas. Tour 1: Antares del Parque Industrial. Tour 2: La Paloma – Heller – Cachalote.
Viernes 27Salón A09:00 - Oscar Garrido: “Cervezas Maduradas enBarricas”.09:45 - Diego Perrotta (Fermentis): “Levaduras activassecas: un mundo de sabores & placeres”.10:30 - Coffe Break11:00 - Adrián Pierini: “Como convertir una marca cer-vecera en un eficaz arma de venta.”12:30 - Break15:00 - Martín Boan: “Aprendiendo a catar cervezas áci-das. Taller 100% práctico con souvenir”.16:00 - Hernán Maldonado (Pura). “El Agua en laCerveza”.16:45 - Julio Migoya “La Revolución fue el comienzo” eIgnacio Mochnacz “El desafio de crecer”.17:30 - Hernán Castellani: “El lado oscuro de las IPAs”.
Salón BCarlos Cánudas: ¿Cómo hacer crecer tu marca confranquicias?Más Oxígeno: Santiago Romar “Hacia una ProducciónSostenible”.Cluster Cervero: “Presentación del Cluster CerveceroArtesanal de la Patagonia Andina: Desafíos y perspecti-vas”.
Sábado 28Salón A09:00 - Simposio MaltaLuis Ramírez: “Medición de Precursores de DMS enMalta Pilsen y su Impacto en el Proceso”. FrankGauger: “La malta, el alma de la cerveza”. Franco Rojas:Certificado de calidad y cerveza”.11:30 - Coffe Break12:00 - Luis Bournes (Buriell Food): “Aspectos clavespara el armado de una Microcervecería de excelencia”.13:00 - Break15:00 - Agustín Salas: “Cámara de CerveceríasArtesanales de Mar del Plata”.15:30 - Clara Bruzone y Lic. Julieta Burini:“MicroBrew.AR, una app pensada para la reutilización ycontrol de calidad de levaduras”.16:00 - Bruno Ferrari: “Independencia cervecera”.17:00 - Ramiro “El Mágico” Etchelet: “Berliner Weisse,nueva escuela del champagne del norte”.
Salón BCharla de Birreras15:00 - Entrega de premios de la Copa Homebrew deMar del Plata.
Fiesta de cierre: Cachafest
MÁS INFORMACIÓN:www.congresocervezaartesanal.com.arhttps://congresocervezaartesanal.com.ar/entradas/
La Alimentación Latinoamericana Nº 344 45
CE
RV
EZ
A A
RT
ES
AN
AL

El alga Undaria pinnatifida es conocida comercialmentecon el nombre japonés de “wakame” (Cremades Ugarte& col., 2006). Se trata de plantas de color pardo olivá-ceo y de gran porte, que pueden superar 1,60 m delargo. Se adhieren al fondo marino mediante una firmeestructura de fijación que se denomina grampón. Lalámina de Undaria presenta una nervadura central y,cuando los individuos están reproductivamente madu-ros, desarrollan una estructura muy ondulada entre elgrampón y la base de la lámina llamada esporofilo quees característica de esta especie. Esta estructura puedealcanzar los 12cm de ancho. Allí se generan millones deesporas, que luego de ser liberadas se asientan en elfondo del mar (Casas & col., 2008).
En diciembre de 1992 se detectó la presenciade poblaciones de estas algas pardas laminarias dentrodel Golfo Nuevo, sobre el Muelle Almirante Storni, en laprovincia de Chubut, Argentina. Los ejemplares apare-cen con mayor frecuencia a partir del otoño, continúansu desarrollo durante el invierno y alcanzan su madurezreproductiva hacia el fin de la primavera y el verano(Zaixso & col., 2015). Estas algas presentan su mayortamaño al finalizar el invierno y al comienzo de la prima-vera. En verano se deterioran y decoloran debido a lasaltas temperaturas del agua de mar en esa época delaño. Debido a ello y al fuerte oleaje producido por losvientos y las corrientes marinas, son arrancadas y arro-jadas sobre la playa (Casas & col., 2008).
El sector acuícola en el mundo presenta unfuturo prometedor, ya que para 2050 se prevé unapoblación de 9 mil millones de personas y no se dispo-ne de la suficiente tierra cultivable ni de agua dulce parasatisfacer las demandas alimenticias que supondrá esacantidad de consumidores. Las algas pueden tener un
papel protagónico en la solución a este problema, ya queson un alimento muy nutritivo y completo (Bañeras,2014). Se ha considerado el potencial económico de laindustria de la acuicultura y se considera que es el sectorque en el mundo presenta el crecimiento más rápido encuanto a la producción de alimentos (Bañeras, 2014).
COMPOSICIÓN NUTRICIONAL DE ALGAS Y SU BENEFICIO PARA LA SALUD Estas algas pueden alcanzar un contenido en proteínasde hasta el 23,7%, un alto contenido en fibras, de21,06%, y presentan menos del 3% en lípidos (Zaixso& col., 2015). Los componentes principales de las algasson los hidratos de carbono, con un 53%, seguidos porlos minerales, con un 25% (Bourgougnon & col., 2011).Por lo general, las proteínas de las algas están bienequilibradas en aminoácidos. Los nutrientes descritosson comparables, e incluso superiores, a los de ciertasleguminosas como la soja, que es una fuente de prote-ínas vegetales para nutrición animal.
Desde un punto de vista cualitativo, los lípidosde las algas difieren de los de las plantas terrestres, yaque presentan una mayor proporción de ácidos grasosinsaturados (Bourgougnon & col., 2011). Los polisacá-ridos dan lugar a soluciones con gran viscosidad o geli-ficadas, residuos estables en presencia de una gran
La Alimentación Latinoamericana Nº 34446
ING
RE
DIE
NT
ES
Paliza Ana Gabriela y María E. Fátima Nader Macías Cátedra de Microbiología y Parasitología - Facultad deCiencias de la Salud Universidad del Norte Santo Tomásde Aquino. San Miguel de Tucumán. [email protected]
ALIMENTOS ELABORADOS CON “WAKAME” CONOCIMIENTO, VALOR NUTRICIONAL, ACEPTABILIDAD, SATISFACCIÓNY PREFERENCIAS

diversidad de aditivos, lo que explica los distintos usosindustriales posibles: en la industria alimentaria, en la delpapel o la textil. Se pueden utilizar como agentes estabili-zantes o clarificantes (durante la elaboración del vino ycerveza), como agentes enlazantes o gelificantes, etc. Lasfibras solubles suelen asociarse con fenómenos de hidra-tación (absorción, retención, hinchazón) que afectan altránsito del bolo alimenticio en el estómago y el intestinodelgado, y pueden tener efectos hipocolesterolemiantes ehipoglucemiantes (Bourgougnon & col., 2011).
Las algas son ricas en componentes bioacti-vos, que incluyen a polisacáridos, polifenoles y algina-tos. Se ha demostrado que estos componentes reducenla actividad de las enzimas digestivas, modulando enzi-mas tales como α-amilasa, α-glucosidasa, pepsina ylipasa, lo que facilita los procesos digestivos en el trac-to gastrointestinal. Sobre todo, es notable el efecto delalginato sobre la actividad de lipasa pancreática y susposibles beneficios para la salud, y algunos estudiossugieren que alginato tiene el potencial de ser utilizadocomo tratamiento de la obesidad (Chater & col., 2015).
La pared celular del alga es rica en polisacári-dos sulfatados. Los polisacáridos presentan beneficiosa nivel de coagulación, también como antivirales, antio-xidantes e inmunomoduladores (Orozco, 2013). Estaspropiedades antioxidantes podrían aprovecharse para laprevención o el tratamiento de enfermedades degenera-tivas, como determinadas formas de cáncer, enferme-dades cardiovasculares u oftálmicas vinculadas con elestrés oxidativo (Bourgougnon & col., 2011).
Wakame se destaca de las otras especies dealgas por su alto contenido en potasio, calcio y magne-sio. Además, contiene sodio, cloro, azufre y fósforo, eigualmente una gran cantidad de oligoelementos esencia-les como yodo, hierro, zinc, cobre, selenio, molibdeno,flúor, manganeso, boro, níquel y cobalto. Se informa que1.500 millones de personas en el mundo sufren deficien-cia de yodo, sustentando el interés de la incorporación delalga en la alimentación o como ingrediente suplementa-rio. La biodisponibilidad varía en función de la especie y eltratamiento del alimento. Esta deficiencia de yodo es lacausa principal del retraso mental en todo el mundo. Laprevalencia de bocio en la población mundial se estima enun 12,56% (Bourgougnon & col., 2011).
Asimismo, las algas constituyen una de lasfuentes vegetales de calcio más importantes, con nive-les que pueden alcanzar el 7% de la masa seca en elcaso de las macroalgas. Undaria pinnatifida (del grupoHeterokontophyta) contiene una cantidad 20 vecessuperior de calcio que la leche. También contiene unacantidad de magnesio de 5 a 10 veces superior que el
germen de trigo. Una cantidad de 5 g en peso secoaporta el 100% de las necesidades diarias(Bourgougnon & col., 2011). Los tres grandes gruposde algas (Heterokontophyta o algas pardas,Rhodophyta o algas rojas, y Chlorophyta o algas ver-des) son prácticamente equivalentes en cuanto a la can-tidad de minerales. No obstante, se puede observar unaligera ventaja en las pardas y las rojas (hasta el 36% dela masa seca) frente a las verdes (hasta el 30%)(Bourgougnon & col., 2011). Las algas contienen prác-ticamente todas las vitaminas, a pesar de las grandesvariaciones estacionales (Bourgougnon & col., 2011).
En base a los antecedentes descriptos, losobjetivos de este trabajo fueron incorporar alga waka-me como ingrediente a diferentes preparaciones ali-mentarias (tabulé, salteado, hamburguesa); calcular elvalor nutricional de las preparaciones elaboradas conwakame y compararlas con aquellas sin el alga; deter-
La Alimentación Latinoamericana Nº 344 47
ING
RE
DIE
NT
ES
ALGA INVASORAUndaria pinnatifida es originaria del este de China,Corea, Japón y sureste de Rusia y ha invadido lascostas de la Patagonia. Desde su detección en PuertoMadryn en 1992, se ha dispersado y hoy se encuentraformando densas praderas desde el Golfo San José(norte del Chubut) hasta Puerto Deseado (norte deSanta Cruz). Considerando su amplia distribuciónactual, su alta fertilidad y la persistencia de susestructuras reproductivas, la erradicación de Undariade las costas argentinas se considera imposible. Enbase a la información analizada, se establecieron unaserie de recomendaciones, una de las cuales es pro-mover la comercialización como una estrategia paradisminuir la densidad de sus poblaciones y conse-cuentemente el impacto sobre recursos, particular-mente en las cercanías de Puerto Madryn.
Fernando Gaspar Dellatorre; Ricardo Amoroso; Pedro JoséBarón. El alga exótica Undaria pinnatifida en la Argentina -Biología, distribución y potenciales impactos.

minar el grado de conocimiento que tiene una poblaciónsobre el wakame como alimento, y sus propiedadesnutricionales; evaluar el grado aceptabilidad en unapoblación determinada de las preparaciones con agre-gado de wakame: estudiar el grado de satisfacción delas preparaciones con agregado de wakame; identificarcuáles de las preparaciones con wakame son de prefe-rencia para la población en estudio, y analizar en quémedida las preparaciones elaboradas con wakamecubren las recomendaciones para un almuerzo.
MATERIALES Y MÉTODOSSe elaboraron distintas preparaciones culinarias (tabu-lé, salteado y hamburguesa) con wakame y sin wakamey se evaluó su valor nutritivo. De las preparaciones conwakame se indagó sobre su aceptabilidad, satisfacción ypreferencia, así como el grado de conocimiento sobre elalga, en una población determinada. Se utilizaron cuestio-narios autoadministrados para evaluar el conocimiento dela población en estudio. Los participantes firmaron unconsentimiento informado aceptando participar en elestudio. También se determinó en qué medida las prepa-
raciones elaboradas con wakame cubren las recomenda-ciones para un almuerzo de la población en estudio.
Población y muestraLa población elegida fue de personas que concurren a laEscuela de Educación por el Arte, de ambos sexos entre20 y 80 años, que no padezcan ninguna patología diges-tiva. A un grupo de 50 personas se les ofreció los ali-mentos elaborados.Muestras: 50 porciones de tabulé con agregado dewakame, 50 porciones de salteado con wakame y 50porciones de hamburguesa con wakame. El tipo demuestreo fue no probabilístico accidental.
CuestionarioSe llevó a cabo un cuestionario con preguntas cerradas(si- no) para determinar si los encuestados conocían laspropiedades y beneficios nutricionales del wakame. Laprueba de satisfacción se hizo utilizando una escalahedónica de tres puntos (me satisface – indiferente – nome satisface).
RECETAS Y PREPARACIONESIngredientes tabulé con wakame Trigo burgol 30g Cebolla 10g Tomate 80g Limón 30ml Perejil 1g Sal 1g Aceite 5cc Wakame 10g
Preparación -Remojar el burgol en agua hervida, reposar 15 minutoshasta que duplique su volumen. - Hidratar el alga en agua fría hasta triplicar su volumendurante 30 minutos, como se indicó anteriormente.
- Colar, escurrir, y dejar enfriar. - Cortar en cubos la cebolla, lavar y cortar en cubos eltomate. - Mezclar el trigo, cebolla, tomate y wakame. - Condimentar con sal, jugo de limón, perejil y aceite.
La Alimentación Latinoamericana Nº 34448
ING
RE
DIE
NT
ES

La Alimentación Latinoamericana Nº 344 49
ING
RE
DIE
NT
ES
Ingredientes salteado con wakame Pimiento 15g Cebolla 20g Zanahoria 70g Zapallitos verdes 100g Arroz 20g Aceite 5cc Sal 1g Pimienta 1g Wakame 10g
Preparación Hacer hervir el arroz en un volumen doble de agua por15 min. Lavar pimiento, zanahoria y zapallitos, cortar en juliana,junto con la cebolla, previamente retirar nervaduras ysemillas. Colocar el aceite en una sartén y calentar 150ºC.
Agregar las verduras en el siguiente orden, cocinándo-las cinco minutos entre el agregado de una y otra: zana-horia, pimiento, cebolla y zapallitos. Agregar el arroz, mezclar. Retirar Incorporar el alga hidratada anteriormente. Condimentar con sal pimienta y provenzal.
Ingredientes hamburguesa con wakame Carne molida 70g Cebolla 15g Orégano 1g Sal 1g Wakame 10g
Preparación Cortar en cubos la cebolla y blanquear en una sarténdurante diez minutos. Unir con la carne molida, cebolla y el alga wakame des-menuzada e hidratada. Formar la hamburguesa, envolver en papel aluminio ycocinar en horno a 150ºC 20 minutos y retirar.

Instrumentos El valor calórico del alga wakame se obtuvo de BalcázarBañeras (2014) y el de los ingredientes utilizados paraelaborar las preparaciones con alga wakame deTorresani & Somoza (2009).
RESULTADOSValor nutricional. Al comparar las preparaciones detabulé con alga wakame con la preparación en la que nose agregó el alga surge que esta última contiene menoshidratos de carbono, menos proteínas y una disminu-ción significativa de calcio, pero en el caso de las grasasse vio un aumento, resultados que se muestran en latabla 1 (en 100g).
En el salteado sin el alga, de igual manera queen el caso anterior, disminuyen los hidratos de carbono,proteínas y calcio. Asimismo, se observa un aumentoen las grasas, resultados que se muestran en la tabla 2.En el caso de la hamburguesa sin el alga se observa unadisminución de los hidratos de carbono, grasas y calcio,a diferencia de las proteínas, que aumentaron en rela-ción a la hamburguesa con el alga, lo que se muestra enla tabla 3.
Prueba de conocimiento. Se determinó que el 38% delos encuestados conocía de la existencia del wakame,mientras que el 62% no conocía sobre el tema.
Prueba de aceptabilidad. El 96% de los encuestadosaceptó las preparaciones con alga de wakame y 4% nolas aceptó.
Prueba de satisfacción. Se consideró que el alga dewakame era satisfactoria cuando los encuestados res-pondían “me satisface” a por lo menos dos de las pre-paraciones, por esta razón para el 82% de las personasencuestadas es satisfactorio, y para un 18% no lo fue.
Prueba de preferencia. No hay diferencias significativasen la preferencia por las preparaciones con alga waka-me en las personas que concurren a la Escuela deEducación por el Arte, ya que se observó que el 42%prefiere la hamburguesa con alga wakame, 38% saltea-do con alga wakame, y 20% tabulé con alga wakame.
Grado en que las preparaciones cubren las recomenda-ciones para un almuerzo. El tabulé con alga wakamecubre 17% de hidratos de carbono, 26,20% de proteí-
La Alimentación Latinoamericana Nº 34450
ING
RE
DIE
NT
ES
TABLA 1 - Comparación nutricional del tabulé con y sin agregado de wakame en 100 g.
TABLA 2 - Comparación nutricional del salteado con y sin agregado de wakame en 100 g
TABLA 3 - Comparación nutricional de la hamburguesa con y sin agregado de wakame en 100 g

nas, 23,4% de grasas, y 27,46 % de las calorías totales.El salteado con alga wakame cubre 32,95% de hidratosde carbono, 39,36% de proteínas, 25,8% de grasas, y31,76% de calorías totales. La hamburguesa con algawakame cubre 6,13% de hidratos de carbono, 60,51%de proteínas, 29,2% de grasas, y 21,21% de caloríastotales.
DISCUSIÓN Los resultados de este trabajo indican que el alga waka-me no es muy conocida en nuestra sociedad, específi-camente en la Escuela de Educación por el Arte, depen-diente del Ministerio de Educación de la Provincia. Estaes una institución pública no formal donde concurrenpersonas de diferentes estratos sociales, con distintosniveles educativos, diferentes realidades y con un poderadquisitivo diverso. Aun así, el conocimiento sobre elalga es bajo, prácticamente nulo.
En este trabajo se intentó elaborar preparacio-nes que se puedan consumir cotidianamente, conpocos ingredientes, fáciles de encontrar y de preparar,con el agregado de un producto novedoso como el algawakame como objeto de estudio. Las elaboracionesresultaron con características organolépticas adecua-das al prepararlas artesanalmente. Al realizar las prue-bas en la población en estudio, los alimentos fueronaceptados por la mayoría, de tal manera que solicitaronmás información sobre el alga, dónde adquirirla, cómoprepararla e incorporarla a su alimentación cotidiana.Dado que no se encuentra en los supermercados másconocidos de nuestra provincia, algunos participantesmostraron una actitud negativa frente a la idea que nosería fácil de encontrar. Una de las explicaciones seríaque la sociedad se maneja de manera acelerada, se bus-can los productos que están al alcance de la mano y losque son fáciles de encontrar, lo que no es el caso delalga wakame, ya que sólo se consigue en casas deventa de comidas o productos orientales. Una manerade fomentar su incorporación sería promover la ventade este producto en supermercados.
Los encuestados se vieron satisfechos con losalimentos con alga y prefirieron la hamburguesa conalga wakame, lo que podría explicarse por el alto con-sumo de carne vacuna en nuestra población. El alga sepodría incorporar en productos cárnicos y así mejorarel perfil lipídico provocado por la sustitución de grasaanimal por las de otro origen (vegetal y/o marino).
Los resultados de este trabajo permiten suge-rir que cambiar nuestros hábitos de consumo por otrosmás saludables ampliando la información y difusión enmedios de comunicación, promoviendo nuevas recetas
que contengan algas como ingrediente, fomentando suincorporación en los mercados, y con un costo bajopara que puedan adquirirla más personas (actualmentesu costo es elevado).
La evaluación del aporte calórico de los ali-mentos elaborados con alga wakame muestra que nocubren las recomendaciones para un almuerzo.
AGRADECIMIENTOSEste trabajo es el resumen de la tesis de Licenciatura dela Lic. Gabriela Paliza. Se realizó en el marco del proyec-to de investigación “Elaboración de alimentos artesana-les con materias primas poco conocidas” subsidiadopor la UNSTA.
BIBLIOGRAFÍA-Bañeras S. (2014). Análisis del sector de producción de algas con finesalimentarios. Percepción del consumidor frente al consumo de algas.Trabajo final de grado. Universidad Politécnica de Catalunya Barcelona-Bourgougnon N., Bedoux G., Sangiardi A., Stiger Pouvreau V. (2011).Las algas: potencial nutritivo y aplicaciones cosméticas. Trabajo deInvestigación, pag.79. -Casas G., Schwindt E. (2008). Un alga japonesa en las costas patagóni-ca. Publicación. Revista Ciencia hoy. Fascículo 1, pág. Inicial 99, pág.Final 107. -Chater P, Wilcox M, Houghton D, Pearson J (2015). The role of seaweedbioactives in the control of digestion: implications for obesity treatments.Food Funct. 2015 Nov;6(11):3420-7. -Cremades Ugarte J., Freire Gago O., Peteiro García C. (2006). Biología,distribución e integración del alga alóctona Undaria pinnatifida(Laminariales, Phaeophyta) en las comunidades bentónicas de las costasde Galicia (NW de la Península Ibérica) Área de Botánica, Departamentode Biología Animal, Biología Vegetal y Ecología, Facultad de Ciencias,Universidad de A Coruña.-Orozco Echeverría E. (2013). Efecto del consumo de las algas Undariapinnatifida sobre el perfil lipídico y medidas antropométricas de adultossanos. (Tesis de Grado). Universidad San Francisco de Quito. -Zaixso H., Boraso A. de Zaixso (2015). La zona costera patagónicaArgentna.Volumen1: Recursos biológicos Bentónicos Editorial Edupa.San Juan Bosco, pág. 49.
La Alimentación Latinoamericana Nº 344 51
ING
RE
DIE
NT
ES

RESUMENLa identificación adecuada de los ingredientes proteicosen los productos alimenticios es particularmente impor-tante cuando estos ingredientes son alérgenos alimen-tarios. El objetivo de este trabajo fue verificar la presen-cia de ingredientes proteicos en premezclas libres degluten utilizando SDS-PAGE y métodos de ELISA.Algunas de estas proteínas son alérgenos alimentarios(leche, soja y huevo). Las muestras se analizaron conelectroforesis en gel de poliacrilamida con dodecilsulfa-to sódico (SDS-PAGE), utilizando una solución extracti-va de proteínas totales (Tris-ClH 0,0625 M con dodecil-sulfato de sodio al 3% y 2-mercaptoetanol al 2%, pH:6,8). Enzimoinmunoensayos competitivos, previamentedesarrollados, se utilizaron para la detección / cuantifi-cación de proteínas de leche, soja y huevo en premez-clas elaboradas con harina de arroz. En dichos ensayosse utilizaron como anticuerpos primarios antisuerospoliclonales específicos de conejo contra proteínas deleche, soja y huevo, respectivamente. Asimismo seusaron kits comerciales de ELISA de Neogen, R-Biopharm y Romer para verificar los resultados. SDS-PAGE permitió verificar la presencia de la mayoría delos ingredientes proteicos declarados. Sin embargo,algunos de estos ingredientes alergénicos no pudieronser confirmados con esta metodología. Los enzimoin-munoensayos competitivos desarrollados permitieronconfirmar la presencia de estos ingredientes alergéni-cos en todas las muestras que los declaraban e inclusotambién en muestras que no los declaraban. Esto fuecorroborado utilizando los kits comerciales de ELISA.En conclusión, fue posible identificar todos los ingre-dientes proteicos en los alimentos libres de gluten ana-lizados, utilizando una combinación de métodos elec-troforéticos e inmunoquímicos. Dado el bajo costo del
ELISA competitivo desarrollado, se podría utilizar comométodo de screening, si esta metodología resulta nega-tiva se debería confirmar este resultado con un métodomás sensible (kit de ELISA comercial).
Palabras clave: proteínas alergénicas, premezclaslibres de gluten, SDS-PAGE, enzimoinmunoensayocompetitivo, kits de ELISA.
INTRODUCCIÓNLas alergias alimentarias constituyen un problema cre-ciente en los países desarrollados, pero también en lospaíses emergentes como la Argentina. Existen ocho gru-pos de alimentos que son responsables del 90% de lasalergias alimentarias. Estos alimentos son: leche, huevo,soja, trigo, maní, frutos secos, pescado y mariscos1.
Los alérgenos no declarados en los alimentoscomerciales son peligrosos para los consumidores quepadecen alergias alimentarias. Los síntomas clínicos deuna reacción alérgica pueden ser de tipo gastrointesti-nal, cutáneos o shock anafiláctico2; por esta razón, loselaboradores deben ser muy cuidadosos en el rotuladode alérgenos en los alimentos.
Existe una necesidad de metodologías accesi-bles económicamente que permitan la detección de pro-teínas alergénicas en alimentos. La metodología másutilizada para el análisis de estas proteínas es el ELISA3.
El objetivo de este trabajo fue verificar la pre-sencia de ingredientes proteicos en premezclas libresde gluten utilizando SDS-PAGE y métodos de ELISA.Algunas de estas proteínas son alérgenos alimentarios(leche, soja y huevo). La adecuada identificación deestas proteínas en productos alimenticios es importantepara los consumidores que tienen alergias alimentarias.
MATERIALES Y MÉTODOSMuestras Se estudiaron diez premezclas comerciales que declara-ban los siguientes ingredientes proteicos: harinas desorgo, soja y arroz; huevo entero en polvo; ovoalbúmi-na; leche deshidratada y papa deshidratada. La descrip-
La Alimentación Latinoamericana Nº 34452
AN
ÁL
ISIS
Karina Cellerino; Carolina Cagnasso; Carola Greco;Laura B. López Cátedra de Bromatología - Facultad de Farmacia yBioquímica - Universidad de Buenos Aires. [email protected]
DETECCIÓN DE INGREDIENTES PROTEICOSEN PREMEZCLAS LIBRES DE GLUTENUTILIZANDO MÉTODOS ELECTROFORÉTICOSE INMUNOQUÍMICOS

ción de cada muestra y la lista de ingredientes de cadauna de ellas se encuentran detalladas en la Tabla 1.Todas las muestras fueron analizadas por duplicado.
Extracción de proteínas totales para SDS-PAGEy enzimoinmunoensayos competitivos Se utilizó buffer Tris-HCL 0,0625M (pH: 6,8) con 3% dedodecil sulfato de sodio (SDS) y 2% de 2- mercaptoe-tanol (2-ME) (solución extractiva de proteínas totales).Se pesaron 200 mg de las muestras, 60 mg de leche enpolvo descremada y de huevo entero en polvo y 30 mgde producto de soja. Se extrajeron con 2 mL de solu-ción extractiva por calentamiento en baño de agua a100º C durante 5 minutos con agitación y posterior cen-trifugación a 2500 rpm durante 15 minutos.
Para el análisis de las muestras por SDS-PAGEse utilizaron como controles los ingredientes proteicosdeclarados en las listas de ingredientes, además desoja, leche y huevo se analizaron: harina de arroz, hari-na de sorgo, ovoalbúmina y papa deshidratada. De cadauno de ellos se pesó una cantidad de muestra paralograr una concentración final en el extracto de aproxi-madamente 10 mg de proteína por mililitro.
SDS-PAGESe utilizó el sistema de Laemmli4. Se trabajó con gelesde poliacrilamida en sistema discontinuo, con gel deseparación y gel de concentración. El gel de separaciónse preparó con 10% de acrilamida en una solución 1,5M Tris- HCL con 0,4% de SDS (pH: 8,8). El gel de con-centración se preparó con 3% de acrilamida en unasolución 0,5 M Tris- HCL con 0,4% de SDS (pH: 6,8).La electroforesis se realizó con equipo Mini Protean®Tetra cell de BioRad a 180 V durante 45 minutos. La tin-ción se realizó con Coomassie Brilliant Blue R 250. Lasresoluciones proteicas obtenidas se densitometraroncon equipo Shimadzu Dual Wavelength ChromatogramScanner Model CS-910. Se trabajó con longitud deonda de máxima absorción de 550 nm y de mínimaabsorción utilizada como referencia de 400 nm. Laadquisición de datos se realizó con el programaChromatography Station CSW de DataApex Ltd.5
MÉTODOS INMUNOQUÍMICOS Enzimoinmunoensayos competitivos desarrollados. Setrabajó con cinco concentraciones de proteínas deleche, soja y huevo para realizar la curva de calibraciónde: 0; 0,01; 0,03; 0,1 y 0,3 μg proteína de leche, soja ode huevo/mL buffer carbonato/bicarbonato 0,2 M, pH:9,6. En trabajos previos se seleccionó la dilución ópti-ma de anticuerpo primario (1:12500 para leche, 1:1250
para soja y 1:60000 para huevo, con buffer TBS con0,1% v/v Tween 20 y 3% polietilenglicol) [6, 7 y resul-tados no publicados]. Dada la interferencia del SDS ydel 2-ME (presente en la solución extractiva de proteí-nas totales) en la reacción antígeno anticuerpo cadapunto de la curva y cada extracto de las muestras fue-ron diluidas en buffer carbonato/bicarbonato 0,2 M pH:9,6 (1:164 para la determinación de leche, 1:175 para ladeterminación de soja, 1:260 para la determinación dehuevo). Una vez preparadas las diluciones de la curva yde las muestras, se prepararon los preincubados entubos eppendorf que contenían 75 μL de la dilución delanticuerpo primario seleccionada en la puesta a puntode cada ensayo y 75 μL de cada una de las dilucionesde los puntos de la curva previamente preparadas o delas muestras. Además, se preparó un control inespecífi-co (I), que contenía 200 μL del buffer utilizado para diluirel anticuerpo primario, y un control de “unión máxima”(M), que contenía 100 μL del buffer utilizado para diluirel anticuerpo primario y 100 μL de la dilución del anti-cuerpo primario seleccionada en la puesta a punto delensayo. Se incubaron los preincubados a 4°C en cámarahúmeda y oscuridad durante 24 hs. Paralelamente, sesensibilizó una placa de ELISA sembrando en la mismala concentración de antígeno (proteína de leche, soja ohuevo) previamente seleccionada en la puesta a puntodel ensayo, 1 μg de proteína de leche, soja o huevo/100μL de buffer carbonato/ bicarbonato, pH: 9,6 [6, 7 yresultados no publicados]. Luego se incubó en cámarahúmeda, en oscuridad a 4°C durante 24 hs. Se lavó laplaca cinco veces con solución de lavado (0,9 % p/v NaCly 0,0125 % v/v Tween 20 en agua). Se sembraron 200 μLde solución de bloqueo (1% p/v gelatina bovina y 0,1%v/v Tween 20 en TBS) en cada pocillo. Se incubó unahora en cámara húmeda, en oscuridad a 37°C con agita-ción. Se lavó la placa cinco veces con solución de lavado.Posteriormente, se sembraron 100 μL de los preincuba-dos en los pocillos. Se incubó una hora en cámara húme-da, en oscuridad a 37°C con agitación. Se lavó la placacinco veces con solución de lavado.
Se sembraron 100 μL de anticuerpo secunda-rio Anti IgG conjugado con fosfatasa alcalina de Bio-Rad (el mismo fue obtenido en cabras inmunizadas conIgG purificada de conejo), diluido 1:3000 con bufferTBS con 0,1% v/v Tween 20 y 3% polietilenglicol. Seincubó una hora en cámara húmeda, en oscuridad a37°C con agitación. Se lavó la placa cinco veces consolución de lavado. Se sembraron 100 μL de soluciónde revelado (paranitrofenil fosfato 1mg/mL en un bufferque contenía 10% v/v de Dietanolamina y 0,01% deCloruro de Magnesio, pH: 9,8). Se incubó 20 minutos
La Alimentación Latinoamericana Nº 344 53
AN
ÁL
ISIS

La Alimentación Latinoamericana Nº 34454
AN
ÁL
ISIS

en cámara húmeda, en oscuridad a 37°C con agitación.Se midió la absorbancia en un lector de placas de ELISAa 405 nm. Los valores de absorbancia fueron corregidoscon la absorbancia promedio correspondiente al blanco.Se graficaron las curvas de Absorbancia corregida versuslogaritmo natural (ln) 1/dilución del anticuerpo primario.
Cálculo de la concentración de proteína de leche, soja ohuevo en productos con harina de arroz:Por interpolación en la curva de calibración se obtienenlos μg de proteína de leche, soja o huevo/mL. Estocorresponde al contenido de leche/soja/huevo en elextracto diluido analizado. La cantidad de proteína deleche, soja o huevo en μg/1000 mg de producto se cal-cula según la siguiente fórmula:
Cantidad de proteína de leche/soja/huevo en productoscon harina de arroz =
(1) μg de proteína de leche, soja o huevo interpoladosen la curva de calibración.(2) Volumen de sobrenadante al realizar la extracciónde productos con harina de arroz con solución extracti-va de proteínas totales: 1600μL(3) 1000 mg: para expresar el contenido en 1000 mg deproductos con harina de arroz.
(4) Volumen de extracto que se toma de los 1600 μL desobrenadante y se diluyen 1:164 (leche), 1:175 (soja) y1:260 (huevo). Estos volúmenes se llevan a 1000 μLcon Buffer carbonato/bicarbonato 0,2 M, pH: 9,6. (5) Peso de productos con harina de arroz que se extraecon solución extractiva de proteínas totales: 200 mg.
Los límites de detección (LD) y de cuantificación (LC) yel rango de trabajo para cada enzimoinmunoensayocompetitivo desarrollado son: LD= 25,0 ppm proteínade leche, LC= 50,0 ppm proteína de leche y rango detrabajo 13-400 ppm de proteína de leche; LD= 35,0ppm proteína de soja, LC= 60,0 ppm proteína de soja yrango de trabajo 15-420 ppm de proteína de soja; LD=6,0 ppm proteína de huevo, LC= 16,0 ppm proteína dehuevo y rango de trabajo 13-400 ppm de proteínas dehuevo8.
ELISA COMERCIALESLas proteínas de leche, soja y huevo fueron detectadasy cuantificadas con diferentes kits comerciales: R-Biopharm, Neogen y kits de Romer. Todas las muestrasfueron analizadas por duplicado siguiendo los protoco-los de cada kit. Los límites de detección y de cuantifi-cación de cada kit fueron: a) Proteína de leche: Ridascreen® Fast milk Protein R-Biopharm LD= 0,7 ppm proteína de leche y LC= 2,5ppm proteína de leche con un rango de cuantificación
La Alimentación Latinoamericana Nº 344 55
AN
ÁL
ISIS

La Alimentación Latinoamericana Nº 34456
AN
ÁL
ISIS FIGURA 1. Densitogramas de proteínas totales de las muestras 2 y 3 y de los controles correspondientes,
separadas por SDS-PAGE.
Muestra 2: Premezcla para preparar pan inglés libre de gluten
Muestra 3: Premezcla para preparar budín sabor vainilla libre de gluten

de 2,5 – 67,5 ppm proteína de leche; Veratox® AllergenTotal Milk de Neogen LD= 1 ppm proteína de leche yLC= 2,5 ppm proteína de leche con un rango de cuanti-ficación de 2,5 - 25 ppm proteína de leche9,10. b) Proteína de soja: Ridascreen® Fast soy Protein R-Biopharm LD= 0,31 ppm proteína de soja y LC= 2,5ppm proteína de soja; Romer AgraQuant® Soy AssayLC= 16 ppb inhibidor de tripsina de soja y LC= 40 ppbinhibidor de tripsina de soja11, 12.c) Proteína de huevo: Neogen Veratox® for Egg AllergenLD= 2,5 ppm proteína de huevo con un rango de cuan-tificación de 2,5-25 ppm proteína de huevo13.
RESULTADOSEn la tabla 1 se presentan los resultados obtenidos enel análisis de premezclas libres de gluten utilizandoSDS-PAGE, los enzimoinmunoensayos competitivosdesarrollados y kits comerciales de ELISA. En la mayo-ría de las muestras analizadas, los ingredientes protei-cos sorgo, arroz, huevo, ovoalbúmina, papa, soja yleche fueron identificadas con la metodología SDS-PAGE, utilizando solución extractiva de proteínas tota-les. En cuatro de las muestras que presentaron un perfilelectroforético complejo, la presencia de proteínas de
leche o soja no fue evidente (muestras 1, 3, 4, 5). Amodo de ejemplo, la figura 1 presenta los densitogra-mas de las muestras 2 y 3. En la muestra 2 se puedendistinguir los picos de ovoalbúmina, arroz y sorgo (O, Ay S), respectivamente. En la muestra 3 se puedenobservar los picos de huevo, leche, arroz y sorgo (H, L,A y S), respectivamente.
En la mayoría de las muestras, la presencia deproteínas de leche, soja y huevo, que fueron identifica-das utilizando SDS-PAGE, fueron verificadas con elenzimoinmunoensayo competitivo desarrollado. Se uti-lizaron kits de ELISA comerciales para corroborar estosresultados.
En las muestras analizadas que declaran leche,soja o huevo, el enzimoinmunoensayo competitivo de-sarrollado y los kits comerciales detectaron estas pro-teínas (muestras 1, 2, 3, 4, 5, 7, 8 y 10). En la muestra2, que no declara soja, el enzimoinmunoensayo compe-titivo detectó proteína de soja; esto fue corroborado uti-lizando dos kits comerciales de ELISA. En la muestra 8,que no declara huevo, el enzimoinmunoensayo compe-titivo detectó proteína de huevo; esto fue corroboradoutilizando el kit comercial de ELISA. Se observaronmuestras en las que el enzimoinmunoensayo competi-
La Alimentación Latinoamericana Nº 344 57
AN
ÁL
ISIS

tivo desarrollado no detectó proteínas alergénicas, peroéstas sí fueron detectadas utilizando los kits de ELISAcomerciales. En las muestras 2 y 9 que no declarabanleche el enzimoinmunoensayo competitivo desarrollado nodetectó proteínas de leche, sin embargo, éstas fuerondetectadas y cuantificadas utilizando los kits de ELISAcomerciales. En la muestra 6, que no declaraba huevo, elenzimoinmunoensayo competitivo desarrollado no detectóproteínas de huevo, sin embargo, éstas fueron detectadasy cuantificadas utilizando un kit de ELISA comercial. En lamuestra 10 el enzimoinmunoensayo competitivo desarro-llado no detectó proteínas de soja, sin embargo, éstas fue-ron detectadas y cuantificadas utilizando un kit de ELISAcomercial (la muestra declaraba lecitina de soja). Estosresultados observados se deben a la diferente sensibili-dad de las metodologías utilizadas.
DISCUSIÓNSDS-PAGE permitió verificar la presencia de la mayoría delos ingredientes proteicos declarados. Sin embargo, algu-nos ingredientes alergénicos declarados no pudieron serconfirmados con esta metodología. Los enzimoinmuno-ensayos competitivos desarrollados permitieron confir-mar la presencia de estos ingredientes alergénicos entodas las muestras que los declaraban e incluso tambiénen muestras que no los declaraban. Esto fue corroboradoutilizando los kits comerciales de ELISA. La presencia deproteínas no declaradas es un riesgo para los consumido-res alérgicos. De acuerdo con bibliografía nacional e inter-nacional existen numerosos alimentos, que presentandoo no frases de advertencia, contienen alérgenos no decla-rados. Esto puede llevar a un riesgo potencial para lasalud de los consumidores alérgicos, por lo que resultasumamente importante el correcto etiquetado de alérge-nos en los alimentos comerciales8,14,15,16,17.
La importancia del enzimoinmunoensayo com-petitivo desarrollado es que presenta una sensibilidadmayor a la del SDS-PAGE, permite cuantificar las prote-ínas alergénicas y posee un costo menor al de los kitscomerciales. Si una muestra presenta un resultadopositivo con los enzimoinmunoensayos desarrolladosse puede confirmar la presencia de soja, leche o dehuevo en dicha muestra. Cuando esta metodologíaresulte negativa se debería confirmar con un métodomás sensible (kit de ELISA comercial) para asegurar laausencia de proteínas alergénicas.
La ventaja de realizar un primer screening conel enzimoinmunoensayo desarrollado es por un lado, elbajo costo que este análisis presenta y en segundolugar, la disponibilidad inmediata para poder realizarlo.Los kits comerciales presentan dos dificultades, el ele-
vado costo y la necesidad de adquirirlo comercialmente,lo que implica no solo la disponibilidad económica paracomprarlo sino también la disponibilidad en stock en laempresa comercializadora.
CONCLUSIONESEn conclusión, es posible identificar en estos alimentoslibres de gluten todos los ingredientes proteicos estudia-dos, utilizando una combinación de métodos electroforé-ticos e inmunoquímicos cuando la metodología SDS-PAGE no resulta suficiente para la identificación. Dado elbajo costo del ELISA competitivo desarrollado se podríautilizar como método de screening. Cuando esta metodo-logía resulte negativa se debería confirmar con un métodomás sensible (kit de ELISA comercial) para asegurar laausencia de proteínas de leche, de soja o de huevo.
AGRADECIMIENTOSEste trabajo fue parcialmente financiado por la Universidadde Buenos Aires (UBACYT 20020160100060BA).
BIBLIOGRAFÍA[1] Ward R. Introduction to food allergy. En: Flanagan S, Handbook of FoodAllergen Detection and Control. Woodhead Publishing. Cambridge, UK; 2014.[2] Koeberl M., Clarke D., Allen K. J, Fleming F., Katzer L., Lee N. A., Lopata A.L., Said M., Scheelings p., Shepherd N., Sherlock R., Roberts J. Food AllergensManagement in Australia. J. AOAC Int. 2018; 101(1):60-69(10). [3] López M. C. Food Allergen Labeling: A Latin American Approach. J. AOACInt. 2018; 101(1):14-16(3). [4] Laemmli U. Cleavage of structural protein during the assembly of the headof bacteriophage T4. Nature. 1970; 227: 680-685.[5] López L. B. Separación, identificación y cuantificación de proteínas en ali-mentos procesados. [Tesis UBA]. Argentina; 2000.[6] Cellerino K. Metodología de control en el análisis de alérgenos de leche, soja y huevoen productos cárnicos y farináceos. [Tesis UBA]. Argentina; 2016.[7] Cellerino K., Rodríguez V., Docena G., López L. B. Development of aCompetitive Enzyme Immunoassay Technique for the Detection of Soy Tracesin Meat Products. JFNS. 2017; 5(2): 57-62. [8] Cellerino K, Cagnasso C, Greco C, Docena G, Polenta G, Ferreyra V, LópezL. B. Protein Ingredients Control in Gluten Free Products Using SDS-PAGE,Developed Competitive Enzyme Immunoassays and Commercial ELISA Kits.WJFST. 2018; Vol. 2, No. 1: 12-18. [9] R-Biopharm RIDASCREEN® FAST Milk. 2009. Disponible en: https://food.r-biopharm.com/wp-content/uploads/sites/2/2015/09/R4652-FAST-Milk-15-07-09.pdf. Acceso: Abril 2019.[10] Neogen Veratox® for Total milk allergen. 2016. Disponible en: http://foodsafety.neo-gen.com/pdf/procedures/8470_pro.pdf. Acceso: Abril 2019.[11] R-Biopharm RIDASCREEN® FAST Soya. 2018. Disponible en:https://food.r-biopharm.com/wp-content/uploads/sites/2/2016/10/R7102-FAST-Soya-16-07-18.pdf. Acceso: Abril 2019.[12] Romer AgraQuant®. Soy Assay. 2011. Disponible en:http://shop.romerlabs.com/en/AgraQuant-ELISA/AgraQuant-Allergens/AgraQuant-ELISA-Soy.Acceso: Abril 2019.[13] Neogen Veratox® for Egg Allergen. 2013. Disponible en: http://foodsa-fety.neogen.com/en/veratox-egg. Acceso: Abril 2019.[14] Mills C E N, Bernard H, Adel-Patient K, De Loose M, Huet A, Gillard N et al.Detection and quantification of allergens in foods and mínimum eliciting dosesin food- allergic individuals (ThRAII). J AOAC Int. 2019; 102: 1-8.[15] Cellerino K, López LB. Soy Protein Detection in Raw and Cooked MeatProducts Using Different ELISA Kits. J Food Nutr Sci. 2016; 4(6):170-4. [16] Binaghi MJ, Greco CB, Martín ME, Drago SR, Ronayne de Ferrer PA yLópez LB Cuantificación de trazas de Soja con kits de ELISA en galletitas y pro-ductos extrudidos. Acta Bioquímica Clínica Latinoamericana. 2017; 51 (4): 653-60. [17] Do A. B, Khuda S. E, Sharma M. G. Undeclared food allergens and glutenin commercial food products analyzed by ELISA. J. AOAC Int. 2018;101(1):23-35(13).
La Alimentación Latinoamericana Nº 34458
AN
ÁL
ISIS

La Alimentación Latinoamericana Nº 344 59

Los granos de maíz colorado duro que se someten atratamiento de secado artificial pueden experimentarcambios en las propiedades térmicas del almidón delendosperma del grano. Estas dependen principalmentede la composición del almidón (% de amilosa y amilo-pectina), el grado de ramificación de la amilopectina, elpeso molecular de la amilosa y el tamaño del gránulo dealmidón (Tester y Morrison, 1990; Jane et al., 1999).Dichos cambios son causados por un secado demasia-do rápido del grano a altas temperaturas y por unenfriado instantáneo luego del mismo; también porsecar el grano de una sola pasada por la secadora desdealtas humedades hasta la humedad de almacenamiento(Lasseran, 1973).
Las propiedades térmicas del almidón estándeterminadas por los parámetros involucrados durantela gelatinización y retrogradación del almidón. Las tem-peraturas de inicio y pico de gelatinización (ToG y TpG;°C), y la entalpía de gelatinización (ΔHG; cal/g) determi-narán la temperatura y energía calorífica, respectiva-mente, involucrada durante la cocción de los copos demaíz en la industria (Yu and Christie, 2001). Mientrasque el rango de gelatinización (RG; °C) determinará eltiempo de cocción durante este proceso en dicha indus-tria (Ai and Jane, 2018). El índice de altura de pico rela-ciona el calor involucrado durante la gelatinización res-pecto de la mitad del rango de gelatinización (PHI = ΔHG
/ (TpG – ToG)) (Krueger et al., 1987). Por otro lado, lastemperaturas de inicio y pico de retrogradación (ToR yTpR; °C) y la entalpía de retrogradación (ΔHR; cal/g)
determinarán la temperatura de almacenamiento en lacual el almidón comienza a retrogradar, y la energíarequerida para dicho proceso. El rango de retrograda-ción (RR; °C) establecerá el tiempo de retrogradacióndurante el almacenamiento, y el porcentaje de retrogra-dación del almidón (%R), cuanto retrograda el mismo,es decir, que proporción recristaliza de una masa totalde almidón (Tziotis et al., 2005).
En la Región Pampeana Argentina (especial-mente el SE bonaerense, con otoños húmedos), en lasplantas de acopio es frecuente la utilización del secadoartificial en granos de maíz colorado duro. Incrementosen la temperatura de secado provocan un incremento enlos valores de ToG y TpG, y una disminución de ΔHG
(Altay y Gunasekaran, 2006; Malumba et al., 2010);además, se incrementan los valores de ΔHR y %R(Bandeira da Cruz et al., 2015), o por el contrario, pue-den disminuir (Ismailoglu y Basman, 2015) como con-secuencia de la disminución del grado de cristalinidaddel almidón (Malumba et al., 2014; Ji et al., 2016). Elhíbrido determinaría las propiedades térmicas que defi-nen la cocción y el almacenamiento, entonces el dañoproducido en el almidón de los granos, por el secadoartificial a elevada temperatura, sería más acentuado enhíbridos flint que en dentados (Haros et al., 2003).Entonces, el valor comercial e industrial del grano
La Alimentación Latinoamericana Nº 34460
PR
OC
ES
OS
Marcos Actis1,2; Matías Ordóñez3; Abel Farroni4;Ricardo Bartosik5; Cristina Gely2; Ana Pagano2
1Área de Ciencia de los Alimentos - Facultad deCiencias Agrarias - Universidad Nacional de Mar delPlata (UNMdP). Balcarce, Buenos Aires, Argentina,[email protected] 2TECSE (Tecnología de Semillas y Alimentos) -Facultad de Ingeniería - Universidad Nacional delCentro de la Provincia de Buenos Aires (UNCPBA). Olavarría, Buenos Aires, Argentina.3CICPBA (Comisión de Investigaciones Científicasde la Provincia de Buenos Aires).Buenos Aires, Argentina.4INTA (Instituto Nacional de Tecnología Agropecuaria)EEA-Pergamino. Buenos Aires, Argentina.5INTA (Instituto Nacional de Tecnología Agropecuaria)EEA-Balcarce. Buenos Aires, Argentina.
PROPIEDADES TÉRMICAS DEL ALMIDÓNDE MAÍZ COLORADO DURO:EFECTO DEL SECADO A 50 Y 70°C

puede verse reducido por el secado artificial, y conse-cuentemente el costo de procesamiento post-cosechase elevaría. Por ello, resulta valioso generar el conoci-miento que permita incorporar, a la tecnología de seca-do de maíz, los ajustes necesarios para obtener granoscon la calidad requerida por la industria.
El objetivo del presente trabajo fue comparar elefecto del secado natural (a temperatura ambiente)frente al artificial (a 50 y 70°C), que es el utilizado en lostratamientos realizados en plantas de acopio, sobre laspropiedades térmicas del almidón, en dos híbridos demaíz ‘flint’ en comparación con un híbrido dentado y unsemi-dentado.
MATERIAL Y MÉTODOSSe utilizaron granos de maíz colorado duro de doshíbridos diferentes: (i) Cóndor (Syngenta Agro S.A.),(ii) Mill 522 (Dow AgroSciences S.A.), siendo éste másduro que el primero; en comparación con un dentado(iii) Aw 190 (Monsanto Argentina S.A.) y un semi-den-tado (iv) NK 940 (Syngenta Agro S.A.). Los años deliberación de Cóndor y Mill 522 fueron 2000 y 2002,respectivamente; y para Aw 190 y NK 940, 2003(INASE, 2016). Éstos fueron procedentes de unambiente productivo de la región maicera pampeana(Balcarce) con fecha de siembra temprana.
Se determinó el contenido de humedad de losgranos, de manera preliminar con humedímetro(Tesma, Castelar, Arg.) y luego se corroboró medianteel método de estufa (103°C, 72 h) previo y posterior alsecado (ASAE, 2003).
Se realizó el secado natural en bandejas plásti-cas perforadas en un galpón con corriente de aire natu-ral y se trabajó con granos que fueron sometidos asecado artificial en un secador eléctrico de capa delga-da con corriente de aire forzada a 50 y 70°C desde unahumedad inicial del ~20% hasta una humedad final del~14,5% (en base húmeda -bh-).
Las propiedades térmicas del almidón delgrano de maíz se determinaron mediante un caloríme-tro diferencial de barrido DSC Perkin-Elmer equipadocon el programa Pyris para Windows (v7.0 - 2004,Perkin-Elmer, Waltham, MA) usando procedimientosdescriptos por White et al. (1990) y modificados porKrieger et al. (1997) y Ji et al. (2004). Para medir gela-tinización se pesó 2-3 mg de almidón en cápsulas dealuminio (Perkin-Elmer) y se agregó 4-6 µl de agua des-tilada, quedando así una relación 2:1 almidón/agua.Luego se sellaron las cápsulas herméticamente y se lasdejó estabilizar por 30 min a temperatura ambiente (sinsuperar las 12 h). Se utilizó un gradiente de temperatu-
ra lineal desde 20 a 120ºC a una velocidad de calenta-miento de 10ºC/min. En cambio, para determinar laretrogradación, el almidón gelatinizado en las cápsulaspara DSC fue almacenado por siete días a 4°C, y luegose dejó estabilizar a temperatura ambiente durante 1,5h antes de ser corrido nuevamente en el DSC desde 20a 120°C a 10°C/min (White et al., 1989).
Se trabajó sobre un diseño experimental facto-rial considerando tres niveles para cada uno de lossiguientes factores: secado (SEC; natural, 50 y 70°C) ehíbrido en orden creciente de su dureza (HIB; Aw 190,NK 940, Cóndor y Mill 522), con tres repeticiones. Losdatos fueron procesados usando el programa estadísti-co InfoStat v.12 mediante análisis de varianza y compa-ración de medias con el test de Tukey al 5% (Di Rienzoet al., 2012).
RESULTADOSLas ToG y TpG disminuyeron con el aumento de tempe-ratura de secado, presentando diferencias significativasentre los tratamientos de secado natural y a 70°C, aun-que los valores del secado a 50°C no difirió de ambos(p<0,01; 67,4, 67,1 y 66,9°C, respectivamente para ToG;p<0,05; 71,4, 71,2 y 71,1°C, respectivamente para TpG;Tablas 1 y 3).
La Alimentación Latinoamericana Nº 344 61
PR
OC
ES
OS

Las ToG y TpG con el mayor valor las presentó el flint másduro Mill 522, (67,6 y 71,7°C) y luego le siguió el den-tado Aw 190 (67,5 y 71,4°C), sin diferir entre ambos.Continuaron en orden decreciente, el semi-dentado NK940 (66,9 y 71,0°C) y el flint menos duro Cóndor (66,7y 70,8°C), también sin diferir entre ambos. Pero ambospares de híbridos difirieron significativamente entre sípara ambas temperaturas de gelatinización (p<0,0001;Tablas 1 y 4).
El RG no fue afectado por los factores de estu-dio (SEC e HIB).
La ΔHG fue afectada sólo por el factor HIBdonde Aw 190 registró el mayor valor (14,2 J/g) yCóndor el menor valor (13,5 J/g) difiriendo entre ellos; encambio, Mill 522 y NK 940 registraron los valores medios(13,8 y 13,9 J/g, respectivamente) sin diferir entre ellos ycon los otros híbridos (p<0,05; Tablas 1 y 4).
El PHI fue modificado sólo por el factor HIB, aligual que la entalpía (ΔHG), ya que en su cálculo estáinvolucrada ésta, donde Aw 190 registró el mayor valor(3,62 J/g °C) y Cóndor el menor valor (3,29 J/g °C) difi-riendo entre ellos; en cambio, Mill 522 y NK 940 regis-traron los valores medios (3,39 y 3,34 J/g, respectiva-
mente) sin diferir entre ellos y con los otros híbridos(p<0,05; Tablas 1 y 4).
De las variables de retrogradación del almidón,sólo la TpR fue influenciada por efecto del SEC, donde elmayor valor se presentó en el secado natural (56,5°C) yel menor valor se presentó en el secado a 70°C(55,8°C), en cambio, el secado a 50°C (56,1°C) presen-tó el valor medio, sin diferir entre ambos (p<0,05;Tablas 2 y 3).
La ToR, el RR, la ΔHR y el %R no fueron afec-tados por efecto del SEC e HIB (ns; Tablas 2 y 3).
CONCLUSIONESEn conclusión, en la gelatinización sólo las ToG y TpG dis-minuyeron con el incremento de la temperatura desecado. Considerando el híbrido, ambas variables dis-minuyeron con el aumento de la dureza del grano,excepto que el mayor valor de éstas se presento en elhíbrido flint más duro (Mill 522). El RG no fue influen-ciado por el secado e híbrido, pero la ΔHG y el PHI seincrementaron con la disminución de la dureza delgrano, excepto que el hibrido flint menos duro (Cóndor)registró el menor valor. En la retrogradación la TpR dis-
minuyó con el aumento de la temperaturade secado. Por el contrario, el resto de lasvariables (ToR, RR, ΔHR y %R) no fueroninfluidas ni por el secado y el híbrido.
En general, el híbrido Cóndor (flint demenor dureza) presentó los menores valo-res de requerimientos térmicos para su
gelatinización, en correspon-dencia con las exigencias decalidad industrial, aunquedicha diferencia respecto delos demás híbridos no superó1°C, 1 J/g y 1 J/g °C, para lasToG y TpG, el RG, la ΔHG, y elPHI, respectivamente.
La Alimentación Latinoamericana Nº 34462
PR
OC
ES
OS TABLA 1 - Significancias estadísticas de los efectos en las variables correspondientes a gelatinización.
TABLA 2 - Significancias estadísticas de los efectos en las variables correspondientes a retrogradación.
TABLA 3 - Resultados de las variables ToG, TpG y TpR en los trestratamientos de secado, a través de los cuatro híbridos (p<0,05).
(*) Diferentes letras en cada columna marcan diferencia significativa (Test de Tukey al 5%).
TABLA 4 - Resultados de las variables ToG, TpG, •HG y PHI en los cuatro híbridos, através de los tres tratamientos de secado (p<0,05).

Respecto del secado, un tratamiento térmico a 70°Cdeterminó ToG y TpG 0,5°C, y ToR 0,7°C más bajas res-pecto del secado natural.
Obviamente, bajos valores de requerimientostérmicos para la gelatinización contribuyen a disminuirla energía calorífica y consecuentemente abaratar cos-tos energéticos en el proceso de cocción de copos demaíz en la industria. Además, menores valores de losparámetros de retrogradación evitan la alteración de sutextura, a temperatura ambiente, durante el almacena-miento (o conservación) de los mismos, aunque enéstos este último fenómeno se vería muy limitado debi-do a su bajísimo porcentaje de humedad (Fast, 1990).
En consecuencia, un secado a 70°C y el híbridoCóndor serían favorables para obtener los menoresvalores posibles de parámetros de propiedades térmi-cas del almidón del endosperma de granos de maíz.Pero en las variables que hubo diferencias significativas(en el secado y el híbrido) no se hallaron valores congrandes diferencias, por lo que para confirmar estosresultados se prevén futuros estudios, incluyendo mástratamientos de secado e híbridos, sobre el efecto delsecado en las propiedades térmicas del almidón en gra-nos de maíz colorado duro.
AGRADECIMIENTOSLos autores agradecen a la Dra. Mabel Percibaldi y a laAuxiliar de Laboratorio Silvina Yanigro del INTA-Pergamino por la realización de los análisis de amilosay almidón, y propiedades térmicas del almidón, respec-tivamente.
Los autores agradecen al INTA y a laUniversidad Nacional del Centro de la Provincia deBuenos Aires (UNCPBA) por proveer apoyo financieropara este estudio incluido en los Proyectos PNCER-024022 (INTA-Pergamino), AEAI-274420 (INTA-Balcarce), 03/E157 (FIO-UNCPBA); respectivamente; ya la Comisión de Investigaciones Científicas de laProvincia de Buenos Aires (CICPBA).
BIBLIOGRAFÍAAi, Y., and Jane, J. 2018. Understanding starch structure andfunctionality. En: Sjöö, M. and Nilsson, L. (Eds.) Starch in food.Structure, function and applications. 2 ed. Woodhead Publishing,Royston Road, Duxford, UK. pp. 151-178.Altay, F., and Gunasekaran, S. 2006. Influence of drying tempera-ture, water content, and heating rate on gelatinization of cornstarches. J. Agric. and Food Chem. 5: 4235-4245.ASAE Standard. 2003. S352.2. Moisture measurement -Unground grain and seeds. St. Joseph, MI: ASAE.Bandeira da Cruz, D., Vieira da Silva, W.S., Petrarca dos Santos,I., da Rosa Zavareze, E., Cardoso Elias, M. 2015. Structural andtechnological characteristics of starch isolated from sorghum as
a function of drying temperature and storage time. Carbohydr.Polym. 133: 46-51.Di Rienzo, J.A., Casanoves, F., Balzarini, M.G., González, L.,Tablada, M., y Robledo, C.W. InfoStat versión 2012. GrupoInfoStat, FCA, Universidad Nacional de Córdoba, Argentina. URLhttp://www.infostat.com.ar.Fast, R.B. 1990. Manufacturing technology of ready-to-eat cere-als. En: Fast, R.B.; Caldwell, E.F. (Eds.) Breakfast Cereals, andhow They are Made. 2 ed. AACC, St. Paul, MN, pp. 17-24.Haros, M., Tolaba, M.P., and Suárez, C. 2003. Influence of corndrying on its quality for the wet-milling process. J. of Food Eng.60: 177-184.INASE (Instituto Nacional de Semillas de la República Argentina).2016. Catálogo Nacional de Cultivares de Maíz. Argentina:Buenos Aires. http://www.inase.gov.ar (verificado 12.11.2016).Ismailoglu, S.O., and Basman, A. 2015. Effects of infrared heat-moisture treatment on physicochemical properties of cornstarch. Starch/Stärke, 67: 528-539.Jane, J.L., Chen, Y.Y., Lee, L.F., Mc Pherson, A.E., Wong, K.S.,Radosavljevic, M., and Kasemsuwan, T. 1999. Effects of amylo-pectin branch chain length and amylose content on the gelatini-zation and pasting properties of starch. Cereal Chem. 76: 629-637.Ji, Y., Seetharaman, K., and White, P.J. 2004. Optimizing ofsmall-scale corn-starch extraction method for use in the labora-tory. Cereal Chem. 81: 55-58.Ji, Y., Yu, J., Xu, Y., Zhang, Y. 2016. Impact of dry heating onphysicochemical properties of corn starch and lysine mixture.Inter. J. of Biol. Macromolec. 91: 872-876.Krieger, K.M., Duvick, S.A., Pollak, L.M., and White, P.J. 1997.Thermal properties of corn starch extracted with different blen-ding methods: Microblender and homogenizer. Cereal Chem. 75:553-555.Krueger, B.R., Knutson, C.A., Inglett, G.E., and Walker, C.E. 1987.A differential scanning calorimetry study on the effect of annea-ling on gelatinization behavior of corn starch. J. Food Sci. 52:715-718.Lasseran, J.C. 1973. Incidence of drying and storing conditionsof corn (maize) on its quality for starch industry. Starch/Starke25: 257-262.Malumba, P., Janas, S., Roiseux, O., Sinnaeve, G., Masimango,T., Sindic, M., Deroanne, C., and Béra, F. 2010. Comparativestudy of the effect of drying temperatures and heat-moisture tre-atment on the physicochemical and functional properties of cornstarch. Carbohydr. Polym. 79: 633-641.Malumba, P., Odjo, S., Boudry, C., Danthine, S., Bindelle, J.,Beckers, Y., and Béra, F. 2014. Physicochemical characterizationand in vitro assessment of the nutritive value of starch yield fromcorn dried at different temperatures. Starch/Stärke, 66: 738-748.Tester, R.F., and Morrison, W.R. 1990. Swelling and gelatinizationof cereal starches. I. Effects of amylopectin, amylose, and lipid.Cereal Chem. 67: 551-557.Tziotis, A., Seetharaman, K., Klucinecc, J.D., Keelingc, P., andWhite, P.J. 2005. Functional properties of starch from normaland mutant corn genotypes. Carbohydr. Polym. 61: 238–247.White, P., Abbas, I., and Johnson, L. 1989. Freeze-thaw stabilityand refrigerated-storage retrogradation of starches. Starch 41:176-180.White, P., Abbas, I., Pollak, L., and Johnson, L. 1990. Intra- andinterpopulation variability of thermal properties of maize starch.Cereal Chem. 67: 70-73.Yu, L., and Christie, G. 2001. Measurement of starch thermaltransitions using differential scanning calorimetry. Carbohydr.Polym. 46: 179-184.
La Alimentación Latinoamericana Nº 344 63
PR
OC
ES
OS

RESUMENLos frutos secos son aquellas frutas que poseen escasaproporción de agua en su composición y además presen-tan una alta concentración de energía. Existen numerososestudios sobre el grado de contaminación por aflatoxinasen distintos frutos secos, como cacahuetes, pistachos oalmendras. El objetivo de este trabajo fue identificar elcomportamiento de la vigilancia sobre aflatoxina B1 enfrutos secos, pipas y productos derivados por medio decromatografía liquida de alta resolución. Para ello, en elperíodo comprendido entre enero de 2015 a diciembre de2017 se realizó un estudio descriptivo transversal con lasmuestras llegadas al Laboratorio de Micotoxinas a travésde los departamentos de Registro Sanitario e Higiene eInocuidad de los Alimentos del Instituto Nacional deHigiene, Epidemiología y Microbiología (INHEM). El uni-verso estuvo constituido por 40 unidades y de las mues-tras analizadas se halló que el 20% estaban contaminadascon aflatoxina B1. El valor máximo de contaminaciónencontrado fue de 2.06 µg/kg y el valor mínimo de 0.03µg/kg. Se muestran las variedades de frutos secos anali-zadas durante el período de estudio, además de las varie-dades de frutos secos que se recibieron en el laboratorioen los tres años de estudio, observándose que los resul-tados son similares a los reportados por otros autores.
INTRODUCCIÓN Las micotoxinas son compuestos altamente tóxicos quese originan como resultado del metabolismo secunda-rio de ciertos hongos. Pueden formarse tanto en el cul-
tivo en el campo como durante la recolección, transpor-te y almacenamiento de granos, cuando se presentancondiciones favorables, entre las que destacan factoresfísicos (humedad y agua disponible, temperatura e inte-gridad física del grano o del alimento) y factores quími-cos (tales como composición del sustrato, pH, nutrien-tes minerales y disponibilidad de oxígeno). Las micoto-xinas se producen en los frutos secos, los cereales y elarroz por acción de hongos como Aspergillus flavus yAspergillus parasiticus(1,2,3).
Los efectos tóxicos de las micotoxinas sobre lasalud humana y animal incluyen carcinogenicidad,inmunosupresión y disrupciones endocrinas. La princi-pal vía de exposición es la oral a través del consumo dealimentos contaminados, aunque también se presentancasos de micotoxicosis por inhalación(1,4). De entretodas las aflatoxinas (B1, B2, G1, G2, M1 y M2), se des-taca desde el punto de vista de la seguridad alimentariala aflatoxina B1, tanto por ser la más prevalente en ali-mentos como la más toxica para los seres humanos.
Los frutos secos poseen escasa proporción deagua en su composición y presentan una gran concen-tración de energía. Son excelentes para combatir elestrés y poseen alta densidad calórica, proteínas y vita-minas. Son llamados así porque todos tienen una carac-terística en común en su composición natural (sinmanipulación humana): son alimentos muy energéti-cos, ricos en grasas y en proteínas, así como en oligo-elementos. Según el tipo de fruto seco, también puedenaportar buenas cantidades de vitaminas (sobre todo delgrupo B) y ácidos grasos omega 3(5,6).
Los frutos secos, semillas y especies tropica-les resultan especialmente sensibles a la contaminacióncon hongos; entre los más ricos en aflatoxinas seencuentran los cacahuetes, nueces de Brasil, almendrasy pistachos. Las autoridades sanitarias europeas hanpuesto cerco a las aflatoxinas después de que estudiosclínicos vincularon su presencia en alimentos como
La Alimentación Latinoamericana Nº 34464
INO
CU
IDA
D
I. Hernández Garciarena1, R. García Baluja1,A. M. Jordán Quintáns1, Y. Sánchez Azahares1,M. Cardona Gálvez1 y A. Vivar Perez2
1Instituto Nacional de Higiene, Epidemiología yMicrobiología (INHEM).2Instituto de Investigaciones para la IndustriaAlimenticia (IIIA).
VIGILANCIA DE AFLATOXINA B1 EN PIPAS,FRUTOS SECOS Y PRODUCTOS DERIVADOS

cacahuetes, pistachos, nueces o frutos secos de origentropical con un riesgo de cáncer hepático(7,8). Existennumerosos estudios sobre el grado de contaminaciónpor aflatoxinas en distintos frutos secos(9,10). En el año2008, el Codex Alimentarius estableció que para frutossecos listos para consumo, el nivel máximo de aflatoxi-nas totales varía entre 10 µg/kg y 15 µg/kg, dependien-do del fruto del que se trate(11,12). Esta propuesta fueaceptada por la Unión Europea en el 2009(13) aunque elCodex Alimentarius(11), al igual que las normas demuchos países, proponen entre 5 y 8 µg/kg paraAflatoxina B1 en los frutos secos(14).
El Instituto Nacional de Higiene Epidemiología yMicrobiología (INHEM) tiene dentro de sus funciones lamisión de realizar la vigilancia de los diferentes contami-nantes para todo tipo de alimentos y entre ellos se encuen-tran los frutos secos, por lo que este equipo de trabajo setrazó como objetivo principal identificar el comportamien-to de la vigilancia de aflatoxina B1 en frutos secos, pipas yproductos derivados por cromatografía liquida de altaresolución, utilizando columnas multifuncionales y elmétodo de análisis propuesto por Barbas y col.(15).
MATERIALES Y MÉTODOSSe realizó un estudio descriptivo transversal con lasmuestras de pipas, frutos secos y subproductos llega-das al laboratorio de micotoxinas del INHEM, estasmuestras fueron adquiridas a través de los departamen-tos de Registro Sanitario e Higiene e Inocuidad de losAlimentos, analizándose un total de 40 muestras queconstituyó el universo en el periodo de estudio com-prendido entre enero 2015 a diciembre 2017.
Se analizaron las 40 muestras por duplicadoaplicando el método de extracción propuesto porBarbas y col. para la cuantificación de aflatoxinas utili-zando HPLC, que se fundamenta sobre la base de laextracción de la micotoxina con metanol o acetonitrilo.
La muestra se molió en molino de granos con untamiz de tamaño de poro de 2 mm, luego se agitó por 45minutos y se centrifugó a 3000 rpm durante 20 minutosa 4oC. Después de este tiempo se colocó la columna mul-tifuncional o de inmunoafinidad (las columnas utilizadaseran de la firma Grace Davison Discovery Sciences) en eladaptador del manifold para extracción en fase sólida,donde el flujo no debe exceder las tres gotas por minuto.Luego se colocó un recipiente adecuado (frasco corazón)debajo de la columna y se eluyó el eluato con 1 a 3 ml demetanol en pequeñas porciones, esta solución se llevó asequedad con corriente de nitrógeno a 40oC. Después sereconstituyó con fase móvil. quedando lista para serinyectada en el equipo HPLC(15).
Condiciones de la corrida cromatográfica: Fase Móvil: Acetonitrilo – Metanol – Agua; 90, 90, 400Flujo: 0.8 mL / minTemperatura: 40oCDetector UV a 365 nmColumna de fase reversa RP-18 Lichrospher (12,5 cm x4,5 mmØx5m),
RESULTADOS Y DISCUSIÓNLa tabla 1 muestra los productos analizados durante elperíodo de estudio. Se observa que la entrada de mues-tras al laboratorio no es uniforme cada año, además deque no siempre se reciben las mismas muestras porqueeste proceso depende de muchos factores, entre losque se encuentran la necesidad de cada proveedor deanalizar su producto.
La Alimentación Latinoamericana Nº 344 65
INO
CU
IDA
D

Las muestras de maní tostado natural y las muestras demaní garapiñado son las que se recibieron en el labora-torio en los tres años de estudio, otras muestras comola mantequilla de maní, las nueces con cascara, los pis-tachos, los cacahuetes fritos con miel, los cocteles de
frutos secos, la pasta de avellana, laalmendra, la pasta de almendra y elturrón de alicante, se recibierondurante dos años de los tres deestudio y otras como la semilla desésamo, maní triturado, maní engrano, etc, sólo se recibieron en unaño en el laboratorio para su poste-rior análisis.
En la tabla 2 se presentan lasmuestras que resultaron positivas ala contaminación con Aflatoxina B1durante el período de estudio. Aquíse aprecia que en el 2015 no huboresultados positivos en las mues-tras analizadas (cuatro muestras).En el año 2016 sólo una muestraarrojó resultado positivo de nueveanalizadas (11.11% de positividaden los resultados de ese año). En el2017, se encontraron siete mues-tras contaminadas con aflatoxinasde 27 muestras recibidas en el labo-ratorio, con un 25.93% de positivi-dad. Aquí se aprecia una similitudcon los resultados reportados porMontaner(7) que en 197 muestrasexaminadas determinó que el 70%tenía cantidades indetectables deaflatoxinas, y EFSA(10) que mostró
que en el 25% de las muestras analizadas se detectaronniveles de aflatoxinas por debajo de los LMR que fijanlas normas de muchos países(11,12,13)
La Alimentación Latinoamericana Nº 34466
INO
CU
IDA
D TABLA 1 - Productos evaluados por año
TABLA 2 - Niveles de aflatoxinas encontrados en las muestras analizadas por años

Montaner(7) reporta que en un control selectivo de afla-toxinas realizado en los frutos secos más consumidos(pistachos y cacahuetes) donde las muestras fueronrecogidas directamente de establecimientos mayoristas(21 muestras de pistachos y 38 de cacahuetes), cuatrode las muestras de pistachos analizadas contenían nive-les de aflatoxinas superiores a los permitidos por lalegislación(14) (un 19.05%), y el nivel más elevadocorrespondió a una muestra de pistachos en la que seencontraron 84 µg/kg de aflatoxina B1 y 15 µg/kg deaflatoxina B2. Asimismo, en tres de las muestras decacahuetes se detectaron niveles ligeramente superio-res a los permitidos (7.89%). Los porcentajes de con-taminación encontrados por nuestro equipo de trabajoen cada año se encuentran entre 11.11% en el 2016 y25.93% en el 2017, estos valores se encuentran entrelos reportados por otros autores en diferentes países.
La Food Standards Agency (FSA) del ReinoUnido certificó que en el 95% de las muestras de frutossecos comercializadas en ese país los niveles de aflato-xinas estaban ausentes o se encontraban muy pordebajo de lo que marca la ley. Pero sostienen que aunsiendo muy pocas, las marcas que contienen más afla-toxinas de lo permitido han proliferado con respecto aresultados de años anteriores(7).
La tabla 3 muestra los valores de aflatoxi-na B1 en los productos que resultaroncontaminados durante el período de estu-dio, todas estas muestras resultaron serde producciones foráneas, como el estu-dio realizado con pistachos y cacahuetesen el 2004 por Montaner(7,9,13). En nuestroestudio, sólo una muestra resultó ser deproducción nacional, encontrándose valo-res al igual que las demás, por debajo delo establecido en las leyes y normas cuba-nas e internacionales. Se observa que lamantequilla de maní que fue analizada enel 2016 y en el 2017 arrojó niveles de con-taminación de 0.21 y 0.03 µg/kg, aunque
se mantuvieron por debajo de lo que establecen laslegislaciones internacionales.
Según plantea Gimferrer(13), los últimos nive-les permitidos de aflatoxinas, según la ComisiónEuropea, son de 4 µg/kg a 10 µg/kg en almendras, ave-llanas y pistachos; la norma Codex CXS 193-195 plan-tea valores entre 10 y 15 µg/kg; la norma cubana NC1205:2017 plantea para este tipo de alimento que losniveles de aflatoxinas deben estar entre 5 y 10 µg/kg deproducto. En las semillas oleaginosas, también suscep-tibles de contaminación por aflatoxinas, los niveles per-mitidos deben ser más estrictos, según informa laEFSA(10). Nuestros resultados se mantuvieron por deba-jo de los LMR de las legislaciones consultadas.
Escudero(16) (2016), utilizando un métodoHPLC-FL y columnas de inmunoafinidad, plantea quefue un método fácil, reproducible y robusto que permi-tió identificar con exactitud y especificidad las aflatoxinas,demostrando además que la totalidad de las muestras desemilla, cáscara y pelón de las matrices en estudio (nue-ces y almendras) estuvieron bajo el límite de detección.Verónica Alfaroy col.(17) utilizaron cromatografía liquidade ultraalta resolución con detección UV y concluyeronque el UHPLC-UV es una técnica adecuada y rápida parael análisis cromatográfico de las aflatoxinas, a partir de unproceso simple de extracción de estos analitos en semi-llas de anacardo. En nuestro caso, utilizamos un métodoHPLC –UV con columnas multifuncionales y nuestrosresultados coinciden casi en su totalidad con los queplantean estos equipos de trabajo.
Blanco Rojo y sus colaboradores(18), en suestudio realizado en el 2007 con uvas pasas, encontróque de 25 muestras analizadas en su estudio, sólo el12% presentó concentraciones superiores a las permi-tidas por la legislación europea para este producto yesta toxina. En el presente estudio de 40 muestras ana-
La Alimentación Latinoamericana Nº 344 67
INO
CU
IDA
D
TABLA 3 - Valores de las muestras contaminadas
Fuente: registro laboratorio de Micotoxinas
TABLA 4 - Resultados estadísticos de los datosobtenidos por año
lizadas, sólo ocho (el 20%) se encontraban contamina-das, y todas con valores por debajo de los LMR queestablece las normas y legislaciones vigentes.
En la tabla 4 se muestran los resultados esta-dísticos de los datos obtenidos durante los tres años deanálisis. En el 2015 las muestras analizadas no reporta-ron ningún valor, o sea, no se detectó aflatoxina B1 porel método utilizado para realizar los análisis. En el 2016,sólo una muestra arrojó un resultado positivo, y en el2017, sólo siete muestras resultaron positivas al análi-sis de la aflatoxina B1 por este método. De forma gene-ral, encontramos una media de 0.12 ± 0.06 µg/kg conun máximo de 2,06 y un mínimo de 0.03 µg/kg.
CONCLUSIONESAunque se encontraron muestras positivas en los pro-ductos analizados, no se registraron valores por encimade los LMR.
El HPLC- UV es una técnica adecuada y rápidapara el análisis cromatográfico de la aflatoxina AFB1 enfrutos secos.
Se recomienda continuar este estudio duranteun mayor período de tiempo y con un mayor número demuestras.
REFERENCIAS BIBLIOGRÁFICAS1. Rodríguez HWM. Micotoxinas y Aflatoxina B1, un problema ensalud animal. Revista Teoría y Praxis Investigativa. Centro deInvestigación y Desarrollo. CID. Fundación Universitaria de ÁreaAndina. 2010; 5, 71-78. 2. Instituto de Salud Publica. Gobierno de Chile. 2013 Informe deResultados de Vigilancia de Laboratorio Micotoxinas en Alimentos enhttp://www.ispch.cl/sites/default/files/documentotecnico/2015/11/Informe-Micotoxinas-2013-final.pdf3. Gimeno A., Martis M. L. Micotoxinas y Micotoxicosis en animalesy humanos. 3° edición Internet]. en:http://www.specialnutrients.com/pdf/book/3%20edicion%20 MICO-TOXINAS%20 LR%20Secure.pdf4. Duarte-Vogel S, Villamil-Jiménez LC. Micotoxins in PublicHealth.Revista de Salud Pública. 2006 May; 8:129–35.
5. Top 10 frutos secos para una dieta fitness en https://www.hsnsto-re.com/blog/top-10-frutos-secos-para-una-dieta-fitness/6. Frutos Secos en https://es.wikipedia.org/wiki/Fruto_seco7. Montaner J. 2004 Aflatoxinas y frutos secos. en http://www.con-sumer.es /seguridad-alimentaria/sociedad-y-consumo/2004/08/17/13973.php8. Zhang D, Li P, Zhang Q, Zhang, W. Biosensors & Bioelectronics2011; 26: 2877. 9. Rodrigues P, Venancio A, Lima N. FoodResearchInt. 2012; 48: 76. 10. EFSA http://www.efsa.europa.eu/en/contamtopics/topic/aflato-xins.htm.Recuperada en 25 de abril de 2018. 11. Codex Alimentarius Norma General para los Contaminantes y lastoxinas presentes en los alimentos. CXS 193-195. Adoptada en 1995Revisada en 1997, 2006, 2008, 2009 Enmendada en 2010, 2012,2013, 2014, 2015, 2016, 2017. 12. NC 1205: 2017. Norma General para los Contaminantes y lastoxinas en los alimentos y piensos 13. Gimferrer Morató N 2012. Combatir las aflatoxinas en los frutossecos http://www.consumer.es/seguridad-alimentaria/ciencia-y-tecnologia/2012/04/16/208753. php14. Codex Alimentarius: International Food Standars. [Internet]. [Roma]:Food and Agriculture Organization of the United Nations; [fechadescono-cida]. About Codex; [actualizado 2 Ene 2014; citado 2014 Ene 18].Disponible en: http://www.codexalimentarius.org/about-codex/en/15. Barbas C, Dams A, Majors R. E. 2005. SeparationofAflatoxinsbyHPLC. Application, Environmental, FoodSafety... Facultad de CCExperimentales y de La Salud, Universidad San Pablo-CEU,UrbanizaciónMontepríncipe, Boadilladel Monte, 28668 Madrid,Spain..Agilent Technologies, Inc. Amstelveen, The Netherlands.Agilent Technologies, Inc. 2850 Centerville Road. Wilmington, DE19808-1610. USA. en https://www.agilent.com/cs/library/applica-tions/5989-3634EN.pdf16. Escudero A, Indira M 2016 Determinación de la contaminaciónde aflatoxinas en nueces y almendras recolectadas en centros de pro-ducción: estudio preliminar. Repositorio Académico de laUniversidad de Chile. Inicio Facultad de Ciencias Químicas yFarmacéuticas Tesis Postgrado. En http://repositorio.uchile.cl/han-dle/2250/13826117. Veronica Alfaro C, Broto-Puig F, Agut M, Comellas L. Estudio de la pro-ducción de aflatoxinas B1, G1, B2 y G2 en semillas de anacardo por parte deAspergillus parasiticusCECT 2681 mediante cromatografía líquida de ultra-alta resolución: en https://dialnet.unirioja.es/servlet/articulo?codi-go=447270918. Blanco Rojo R, Pavón Moreno M, A, Alonso González I, Tutores:García Lacarra T, Martín de Santos Mª R, 2007. Detección deOcratoxina A en Higos secos mediante HPLC. Departamento deNutrición, Bromatología y Tecnología de los Alimentos. Facultad deVeterinaria, UCM. ISSN: 1988-2688 RCCV Vol. 1 (2).
La Alimentación Latinoamericana Nº 34468
INO
CU
IDA
D


70
Indice AlfabéticoAMGMaipú 1300 - Piso 4 (C1006ACT) Buenos Aires - ArgentinaTel.: (54 11) [email protected] / www.amg.com.arElaboramos aditivos para la industria alimentaria. Prémix para fortificación dealimentos, enzimas, levaduras, conservantesbiológicos y fibras entre otros. Calidad, conocimiento e innovación.
ASEMA S.A.Ruta Provincial Nº2 al 3900 (Km 13) (3014)Monte Vera. Santa Fe – Arg.Tel.: (54 342) 490-4600 Líneas rotativas Fax: (54 342) [email protected] www.asema.com.arAsesoramiento, diseño y fabricación deequipos para la industria alimentaria,transportes sala de despostes y empaque.Tanques sanitarios. Intercambiadores de calor.Tecnología en concentración y secado. Túnelesde congelado I.Q.F.
ASISTHOSCalle 23 Nº 1442 (B1650LVD)San Martín – Bs. As. - ArgentinaTel.: (54 11) [email protected] www.asisthos.com.ar Empresa especializada en el tratamiento dereducción de carga microbiana de alimentos:especias, harinas, deshidratados. Tambiénelementos de laboratorio y materiales deempaque primario. Atención las 24hs los 365días del año. Sistema de trazabilidad integral ylogística propia.
AUTCON SRL Montiel 1004 - 1006 (C1408) CABA - ArgentinaTel.: (54 11) 2051-3370 / 2071-7157 [email protected]; [email protected]; www.autcon.com.ar Distribuidores y service oficial Danfoss Drive.Importadores y representantes exclusivos HNCElectric. Variadores de frecuencia . Arranquessuaves . Filtros activos y pasivos . LíneaIndustrial / Frío Danfoss . HMI (pantallas).Servos PLC . Reductores planetarios . HNCElectric
BACIGALUPO9 de Julio 2189 (1702)Ciudadela - Bs. A. - ArgentinaTel.: (54 11) 4115-6428/6480 – 4139-7834/[email protected] www.bacigalupo.com.ar Fábrica de caramelo líquido natural,colorante caramelo líquido natural. Salsas defrutilla, caramelo, chocolate, durazno ymaracuyá. Productos elaborados con azúcar deprimera calidad. Asesoramiento y desarrollo deproductos en laboratorio propio.
BIA CONSULT S.R.L.Av. Pueyrredón 2488 PB “B” (C1119ACU)CABA – Argentina Tel: (54 11) [email protected],www.biaconsult.com.ar Empresa argentina que brindasoluciones tecnológicas y de ingeniería a laagroindustria alimenticia con la provisión delíneas de procesos, insumos e ingredientes.Servicio técnico especializado.
BIOTEC S.A.Lavalle 1125 Piso 11 (1048) Bs. As.Tel.: (54 11) 4382- 2188/2772/ 9276 Fax: (54 11) [email protected], www.biotecsa.com.arEmpresa argentina de aditivos alimentarios,elaboración de formulaciones especiales delárea de estabilizantes, espesantes y gelificantes. Coberturas para quesos y mediosde cultivo a medida de las necesidades de laindustria.
CARBOFARMACULPINA 3641 (1437) CABA - ArgTel: (54 11) 4918-2677/[email protected] www.carbofarma.com.arCALCIO calidad “GMP” para usofarmacéutico y alimenticio: harinas, lácteos, chocolates, caramelos, panificados y otros.
CERSA CENTRO ENOLÓGICO RIVADAVIAMaza Norte 3237 (5511) Gutiérrez, Maipú – Mendoza – Arg.Tel: (54 261) 493-2626/2666/ [email protected] www.centroenologico.com.ar
Comercialización y distribución en ArgentinaLatinoamérica de productos químicos para laindustria vitivinícola, de conservas, jugueras,de los cítricos y tabacaleras.
CICLOQUIMICA S.A.C.Blanco Encalada 5328 1° piso (C1431CDT)CABA – ArgentinaTel.: (54 11) 4523-8448 / [email protected] www.cicloquimica.comEmpresa líder en comercialización dematerias primas de alta calidad para laindustria alimentaria. Proveedores deantioxidantes, carrageninas, derivados de celulosa, fosfatos, gomas, pectinas, proteínas,emulsionantes, humectantes, entre otrosproductos.
DIVERSEY DE ARGENTINA SAAv. Bernabé Marquez 970 (B1682BAQ)Villa Bosch - Buenos Aires - ArgentinaTel.: (54 11) 4842-8200 / 810-HIGIENE (4444363)[email protected] www.diversey.comFabricantes de tecnologías de limpiezae higiene profesional para la industria dealimentos y bebidas, hotelera, hospitalaria ylavanderías. Representantes de máquinas Taskien Argentina.
ECOFLOW SRL Juan José Paso 7410 (2000) Rosario - Santa Fe - ArgentinaTel.: (54 341) [email protected] Ingeniería en filtración y tratamiento de aguasbrutas y efluentes. Proveemos plantas compactas y automáticas de bajo costooperativo.
FABRICA JUSTO S.A.I.C.Fructuoso Rivera 2964 1437GRT) Villa Soldati. Bs. As. - ArgentinaTel.: (54 11) 4918-9055/4918-3848 Fax: (54 11) [email protected]ón de Colorantes Caramelo paradistintos usos, abasteciendo el mercado degaseosas, licores, amargos, cervezas, aditivos alimenticios, alimentos para mascotas,panadería, pastelería, café soluble, salsas,caramelos, vinagre, etc., estando en
AlimentariaForo de Capacitación
®
Guía de P roveedores Anunc iantes

AlimentariaForo de Capacitación
✔ Guía de Proveedores Anunciantes
®
condiciones de desarrollar y producir a pedi-do del cliente el Colorante Caramelo querequiera. Más de 70 años en la industria ali-mentaria lo avalan.
FESTO SAEdison 2392 (B1640)Martínez - Buenos Aires – ArgentinaVentas: 0810 555 [email protected] www.festo.com.ar/productividad Festo, proveedor líder en innovación en laautomatización de procesos y plantas defabricación.
FRIO RAF SALisando de la Torre 958 (S2300DAT)Rafaela - Santa Fe – ArgentinaTel.: (54 3492) 43 [email protected] www.frioraf.comExperiencia, tecnología, servicio ycalidad en refrigeración industrial.
GEA GROUPArias 3751 Piso 4 (C1430)CABA - ArgentinaTel: (+54 11) 5299- 8295 [email protected]; [email protected] GEA Group es uno de los mayores proveedores para la industria alimentaria y sectores de procesos.
GRANOTEC ARGENTINA S.A.Einstein 739 (1619)Parque Industrial OKS,Garín - Bs. As. - ArgentinaTel.: (54 3327) 444415 al [email protected];[email protected];www.granotec.com/argentinaNos especializamos en el desarrollo de soluciones nutricionales, tecnológicas yaplicaciones biotecnológicas para la elaboración de alimentos sanos, funcionalesy eficientes, satisfaciendo las nuevasdemandas alimenticias de la población yoptimizando los procesos productivos de nuestros clientes.
HIXWER ARGENTINABenito Lynch 479 (B1618)Troncos de Talar - Bs As - ArgentinaTel.: (54 11) [email protected]; www.hixwer.comContribuimos a simplificar los procesos deanálisis de laboratorio y filtración industrial.
INDESUR – Bombas NeumáticasHilario Ascasubi 480 (B1875EHJ)Wilde – Bs. As. - ArgentinaTel: (54 11) 4206-3908 / [email protected] www.bombasindesur.com.arBombas de doble diafragma accionadas poraire para el manejo de productos viscosos,
abrasivos, corrosivos, delicadoso con sólidos en suspensión. IndustriaArgentina.
INDUSTRIAS QUÍMICAS ALMIDAR SALa Pampa 1512 P. 12º (C1428DZF)CABA - ARGENTINATel.: (54 11) [email protected] www.almidar.com.ar Importadores, exportadores y distribuidoresde aditivos químicos y minerales de altapureza para la industria alimentaria, nutrición animal y farmacéutica.
INDUSTRIAS TOMADONI S.A.Alianza 345 (B1702DRG)Ciudadela – Bs. As. – Arg.Tel.: (54 11) 4653- 3255/5326 Fax: (54 11) 4653- [email protected]; www.tomadoni.comIngeniería, diseño, construcción, montaje y puesta en marcha de plantas y equipos para el procesamiento depolvos y granulados.
INTERCIENCIAE. Comesaña 4538 (B1702) Ciudadela – Bs. As. – ArgentinaTel.: (54 11) 4011-4610 [email protected]; www.interciencia.com Instrumental analítico y de medición. Kitsrápidos para microbiología. Equipos paracontrol de limpieza y sanitización. Dataloggerde temperatura, humedad, presión.
IONICSJosé Ingenieros 2475 (B1610ESC) Bº Ricardo Rojas – Tigre - Arg.Tel.: (54 11) 2150-6670 al [email protected] www.ionics.com.ar Ionización gamma de: Alimentos -Agronómicos - Nutracéuticos -Farmacéuticos - Cosméticos - Dispositivosmédicos - Veterinarios - Domisanitarios.
KERSIA Group – HYPRED ArgentinaRuta N° 5 Km 4,5 (5017) Córdoba - ArgentinaTel.: (54 351) 493 1118 – 0810 888 HYPRED (4977)[email protected] Kersia Group, inventando un mundo dealimentos seguros, la principal preocupación del sector alimentario, presenta FUMISPORE, desinfectantebactericida y funficida para el tratamientointegral de ambientes por ultradifusión.
LABCO - LABORATORIO DE CONTROL SATte. Gral. Guido 1095 (1708)Morón – Bs. As. – ArgentinaTel.: (54 11) 4483-4494 /97 ó [email protected]
www.labco.com.arServicios para la industria alimentaria.Análisis de contaminantes, aguas de consumo. Control de calidad en alimentos.
MARY INGENIERIAGeneral Roca 950 (B1826BXT) Remedios deEscalada - Buenos AiresTel.: (54 11) 4202 [email protected] www.mary-ingenieria.com.ar Empresa del Grupo Gardner Denver dedicada a la venta y reparación de bombas y compresores para laindustria de alimentos y bebidas.
METALÚRGICA RICARTCamino Gral. Belgrano 3190 (km 15,5 casiesquina Lafinur) (B1879)Quilmes Oeste – Bs. As. - ArgentinaTel.: (54 11) 4280 8333 WhatsApp: (+54 11) 5414 [email protected] Mallas transportadoras metálicas para laindustria alimenticia.
QUINTINO MATERIAL HANDLING SOLUTIONSProf. Rogelio Vidal 4765 (Calle 62)(1650) Villa Lynch - San Martín- ArgentinaTel: (+54 11) [email protected] www.quintino.com.ar Con más de 20 años de experiencia, Quintinoofrece un servicio integral para laManipulación y movimiento de cargas.Consultoría + ingeniería + fabricación +instalación.
SABA - CONTROL DE PLAGAS LA ROCHE 831 (1708) MORÓN – BS. AS.- ARG.Tel / fax: (54 11) 4627 –[email protected] www.fumigadorasaba.com.ar Control de plagas, MIP (Manejo Integrado dePlagas), desinsectación, desinfección, desratización, ahuyentamiento de aves ymurciélagos. Limpieza de tanques de aguapotable. Reporte de visita, Diagrama de plan-ta c/cebaderas, Tratamiento de silos,Trampas de Luz, informes de tendencias,Normas HACCP-BPM, auditorías. El Sistemasde gestión de la calidad de SABA ha sido cer-tificado según las normas ISO 9001:2008.
SILPLAST Migueletes 2425 (B1778OZA) Ciudad Evita – Bs. As. – ArgentinaTel.: (54 11) 2078-7100 / [email protected] www.silplast.com.ar Envases plásticos de uso muy variados parala industria alimentaria (miel, aceitunas, pickles, productos dietéticos, mermeladas,especias, conservas), y otras industrias.
71

AlimentariaForo de Capacitación
✔ Guía de Proveedores Anunciantes
®
72
SIMES S.A.Av. Facundo Zuviría 7259 (3000)Santa Fe - Arg.Tel.: (54 342) 489-1080 / 489-2586 /488-4662Cel.: (+549 342) 4797 [email protected] [email protected] Máquinas para la ind alimentaria,farmacéutica, cosmética y química.Homogeneizadores de pistones altapresión. Mezcladores sólidos -líquidos.
SOGES ARTel.: (54 11) 15-5154-7295 - [email protected]; [email protected] de eliminación de plagas en la industria alimentaria a través deprocesos por Alta Temperatura (Thermopest)Manejo Integral de Plagas (MIP) - Fumigaciónde granos almacenados - Confiabilidad, profesionalismo y constante innovación.Aplicaciones de Thermopest en ind molinera,fábricas de pastas, panificadoras industriales,especias y frutas secas. Medios de transporte.Hoteles. Alimentos para mascotas y balanceado animal. Ind. maderera y palets.
ST ENVASADORASCoronel Lynch 340 (1875) Wilde – Bs. As. – ArgentinaTel.: (54 11) 4206-5067 / [email protected] Fábrica de máquinas envasadoras flowpack.Industria argentina.Reparación y serviciotécnico. Ingeniería – Automatización.
TESTOYerbal 5266 4º Piso(C1407EBN) CABA - Argentina Tel.: (54 11) 4683 -5050Fax: (54 11) [email protected] / www.testo.com.ar Instrumentos de medición para la verificación y monitoreo de calidad de los alimentos.
VALMEC SAStephenson 2830 (B1667AKF)Tortuguitas – Bs. As. - ArgentinaTel.: (54 3327) 45 2426/ 45 2427 [email protected] [email protected] www.valmec.com.arInnovación y tecnología para el control de fluidos. Soluciones en válvulas para la
industria alimenticia y otras industrias.
VICTORY LIMPIEZA PROFESIONALMarco Polo 4747 (1678)Caseros – Bs. As. – ArgentinaTel.: (54 11) 4759 - [email protected] Líderes en el desarrollo e implementación de programas delimpieza y desinfección. Elementos profesionales para sanitización de industrias y locales gastronómicos.
VMC REFRIGERACIÓN S.A.Av. Roque Sáenz Peña 729(2300) Rafaela - Santa Fe - Arg.Tel.: (54-3492) 43-2277 /[email protected] líder en sistemasfrigoríficos industriales. Instalación deproyectos frigoríficos "llave en mano".
INDICE DE ANUNCIANTESAATA 69
ALMÍDAR 55
AMG 3
ASEMA 49
ASISTHOS 32
AUTCON 20
BACIGALUPO 8
BIOTEC 27
CARBOFARMA 61
CERSA 59
DIR LIC TLL 68
ECOFLOW 13
ENVASE 19
FABRICA JUSTO 59
FESTO T
FITHEP CENTRO 2
FRÍO RAF 9
FULL COMPLEMENTS 48
FUMIGADORA SABA 51
GEA 1
HIXWER RT
INDESUR 29
INTERCIENCIA 27
IONICS 5
MARY INGENIERÍA 23
METALURG. RICART 57
QUINTINO 35
SILPLAST 65
SIMES 33
SIPEA RCT
SMURFIT KAPPA 11
SOGES 17
TESTO 37
TETRA PAK 21
TOMADONI 31
VALMEC CT
VICTORY LIMPIEZA 25
STAFFDi rec tor: Nés tor E. Ga li bertDi rec to ra Edi to rial: Prof. Ana Ma ría Ga li bertRelac. Internac.: M. Cris ti na Ga li bertDi rec ción Técnica: M.V. Néstor Galibert (h)
Di rec ción, Re dac ción y Ad mi nis tra ciónAv. Honorio Pueyrredón 550 Piso 1(1405) CABA - Ar gen ti naTel. y Fax: (54-11) 6009-3067www .pu bli tec .com - www.fithep-expoalimentaria.cominfo@publitec .co m.arC.U.I.T. N° 30-51955403-4Esta revista es propiedad de Publitec S.A.E.C.Y.M.
Propiedad Intelectual: 47941179
ImpresiónGRA FI CA PINTER S.A.Diógenes Taborda 48/50 (C1437EFB) C.A.B.A.Tel ./Fax: (54-11) 4911-1661 - [email protected] m.ar
Publitec es miembro de:
Revistas online en: www.publitec.com
Septiembre 2019