Embed Size (px)
Citation preview

ISSN 2076-2151. Обработка материалов давлением. 2016. № 1 (42) 164
УДК 621.7.044
Пузырь Р. Г.
РАСЧЕТ КОМПОНЕНТ ТЕНЗОРА НАПРЯЖЕНИЙ НА ВТОРОМ ПЕРЕХОДЕ
РАДИАЛЬНО-РОТАЦИОННОГО ПРОФИЛИРОВАНИЯ ОБОДЬЕВ КОЛЕС
ТРАНСПОРТНЫХ СРЕДСТВ
Сложность теоретического анализа радиально-ротационного профилирования (РРП)
ободьев колес отмечается многими авторами исследований по данной тематике [1–4] и на
данный момент отсутствуют четкие рекомендации для определения основных показателей
напряженно-деформированного состояния с учетом локальности очага деформации. После
первого перехода профилирования полуфабрикат приобретает ступенчатую форму со сфор-
мировавшимися посадочными полками и намеченными бортовыми закраинами. Второй пе-
реход РРП предназначен для предварительного получения центрального ручья, окончатель-
ного формирования посадочных полок и дальнейшей раздачи краевых элементов полуфаб-
риката для оформления боковых закраин на последнем переходе. Форма обечайки после
данного этапа деформирования для различных видов ободьев будет несколько отличаться от
предложенной в дальнейшем анализе в зависимости от требуемой конструкторами формы и
размеров бортовой закраины.
Целью работы является определение компонент тензора напряжений на втором пере-
ходе РРП с учетом деформирования периферийных зон, лежащих за очагом деформации, что
даст возможность в дальнейших исследованиях получить необходимую информацию для со-
вершенствования операций профилирования ободьев колес.
На данном этапе зона центрального ручья подвергается обжиму с формированием ра-
диусных переходов от центрального ручья к стенкам монтажных полок, зона монтажных по-
лок окончательно определяется раздачей, получая небольшую конусность 10–12º, и форму-
ются радиусные переходы от монтажных полок к боковым закраинам. Зоны боковых закраин
испытывают растягивающие деформации в тангенциальном направлении путем раздачи,
т.е. все участки профиля полуфабриката деформируются пластически, но каждый из них
с разной степенью деформации. Степень деформации каждого участка профиля зависит
от размеров полуфабриката на предыдущем переходе РРП и от геометрических размеров ра-
бочего инструмента – профилирующих роликов.
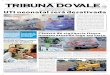
Рассечем полуфабрикат сечениями на простые поверхности и рассмотрим напряжен-
ное состояние каждого геометрического тела. Начнем расчет с боковых закраин. Будем рас-
сматривать установившуюся фазу деформирования, когда элементы закраин контактируют
с внутренним роликом (рис. 1).
Рис. 1. Положение заготовки в начале процесса деформирования на втором переходе
РРП

ISSN 2076-2151. Обработка материалов давлением. 2016. № 1 (42) 165
При включении подачи вращающиеся ролики сближаются, и наружный ролик при со-
прикосновении с заготовкой увлекает последнюю в очаг деформации, начиная формировать
центральный ручей, одновременно внутренний ролик раздает краевые участки закраин. При-
нимаем, что до начала деформации зоны закраин имели форму цилиндрической поверхно-
сти, тогда к этим участкам можно применить формулы для расчета напряжений для первого
перехода РРП [5]. Для возникающих внутренних меридиональных усилий имеем
l
xm
mR
nlhRN
нб
ввxрраз
sinncos
90
4
332s0 , (1)
где Rнб – радиус наметок боковых закраин; h – толщина заготовки; sσ – предел текуче-
сти метала заготовки; φ – окружная координата; х – координата вдоль оси заготовки; Rв – ра-
диус внутреннего ролика, прилегающий к бортовой закраине; l – длина наметки бортовой
закраины на участке деформирования; φ0в – угол захвата внутренним роликом заготовки; m,
n – члены ряда, принимающие значения – 3...1n;4...2m .
Элементы бортовой закраины в процессе деформации постепенно втягиваются на ра-
диус закругления внутреннего ролика и изгибаются, в свою очередь, ранее изогнутые эле-
менты наметки бортовой закраины разгибаются и переходят в стенку, которая сопрягает бор-
товую закраину с посадочной полкой.
На этом участке элементы обода получают деформации растяжения в тангенциальном
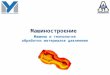
и меридиональном направлении. Для отыскания величины действующих напряжений на ра-
диусе закругления внутреннего ролика, рассмотрим установившуюся фазу деформирования
(рис. 2) и воспользуемся решениями для торообразной поверхности, полученными в ранних
исследованиях [6].
заготовка
наружный ролик
внутренний ролик
s
Рис. 2. Установившаяся фаза деформирования на втором переходе радиально-
ротационного профилирования
Учитывая граничные условия, при которых меридиональные напряжения должны
быть равны на границе цилиндрического и торообразного участков получим:
cos22
12
42 11
42
xрразB
B
A
Ak
закраинxррадиу N
e
e
e
ektgtgN , (2)
sin22
12
42 11
42
xрразB
B
A
Ak
закраинxррадиу N
e
e
e
ektgtgS . (3)
где θ и φ – криволинейные координаты, под θ понимается полярный угол в плоскости меридиана, под φ – угол в плоскости параллельного круга;

ISSN 2076-2151. Обработка материалов давлением. 2016. № 1 (42) 166
1k4
k41
k22
θtg
arctg
k41
k4А
22
; 3k4
k41
k22
θtg
arctg
k41
k4В
22
; R
ak ; а – радиус
закругления ролика; R – радиус ролика; А1, В1 – значения А и В после подстановки гранич-ных условий.
Элементы стенки полки в процессе деформирования постепенно переходят в радиус закругления от стенки к посадочной полке и получают некоторую кривизну, на выходе из этого участка они разгибаются. Для данного участка принимаем решения, полученные выше, тогда в пластической области меридиональные и касательные усилия будут равны
φcosNe2
e
e2
e1
2
θktg4
2
θtgN
закраинxрадиусB
B
A
Ak42
полкистенкиxрадиус
22
. (4)
φsinNe2
e
e2
e1
2
θktg4
2
θtgS
закраинxрадиусB
B
A
Ak42
полкистенкиxрадиус
22
. (5)
где А2, В2 – постоянные коэффициенты, зависящие от показателя k, который, в свою очередь, зависит от геометрических параметров данного участка.
Далее формообразование затрагивает прямолинейный участок – посадочную полку, последняя получает деформацию растяжения в тангенциальном и меридиональном направ-лении. Формирование посадочных полок происходит на втором переходе радиально-ротационного профилирования за счет раздачи полуфабриката и образования некоторой ко-нусности 10–12°.
Отделив этот участок от других поверхностей получим поверхность усеченного кону-са, которая формируется раздачей левой стороны, при этом правая сторона полок может не испытывать деформации растяжения в тангенциальном направлении, а в некоторых случаях подвергается обжиму. Это зависит от соотношения диаметров деформирующих роликов. Для упрощения анализа распределения напряжений в очаге деформации принимаем, что все эле-менты посадочной полки испытывают раздачу. Учитывая граничные условия, выражение для Nх будет выглядеть следующим образом, которое сходные с [7]
.φncosl
yπmsin
αsin
σ
πml
h
R
R
90
α4
l
l
yl
l1
l
l
yl
l
αsin
n
φncosNe4
e
e4
e1
2
θktg4
2
θtgN
m n 1
S
1
2
п
вв
11
2
11
2
закраинxрадиусB2
B2
A2
A2k42
полкиx22
(6)
где Rв, Rп – радиусы внутреннего ролика на участке полки и полуфабриката на этом же участке до деформации; l – длина полного конуса; l1 – длина конусного участка посадоч-ной полки; α – угол конусности; у – координата в меридиональном направлении.
Как видно из полученной формулы, меридиональные напряжения будут зависеть от граничных условий (первое слагаемое) и от величины внешней нагрузки (второе слагае-мое). Для их уменьшения необходимо увеличивать длину монтажной полки и угол конусно-сти, а также уменьшать радиус внутреннего деформирующего ролика.
Для анализа распределения напряжений на следующем участке профиля полуфабри-ката – радиусе закругления сопряжения посадочной полки с монтажным ручьем – использу-ем уравнения равновесия для тора и их решение, показанное выше. Здесь необходимо учесть тот факт, что внешнее давление меняет знак на противоположный, так как на этом участке начинается обжим заготовки
φcosNe2
e
e2
e1
2
θktg4
2
θtgN xполкиB
B
A
Ak42
стенкииполкиxрадиус
33
, (7)

ISSN 2076-2151. Обработка материалов давлением. 2016. № 1 (42) 167
φsinNe2
e
e2
e1
2
θktg4
2
θtgS xполкиB
B
A
Ak42
стенкииполкиxрадиус
33
, (8)
где А3, В3 – постоянные коэффициенты, зависящие от показателя k, который в свою очередь зависит от геометрических параметров данного участка (отношения радиуса закруг-ления ролика к его радиусу).
Следующий торобразный участок – это сопряжение стенки монтажного ручья с мон-тажным ручьем (рис. 2). Здесь элементы полуфабриката получают деформации растяжения в меридиональном направлении и деформации сжатия в тангенциальном, так как происходит обжим зоны центрального ручья. Для данного сопряжения решения будут аналогичны, полу-ченным ранее, но только с новыми коэффициентами А4 и В4.
φcosNe2
e
e2
e1
2
θktg4
2
θtgN
стенкииполкиxрадиусB
B
A
Ak42
ручьямонтажногоxрадиус
44
, (9)
φsinNe2
e
e2
e1
2
θktg4
2
θtgS
стенкииполкиxрадиусB
B
A
Ak42
ручьямонтажногоxрадиус
44
. (10)
Зона центрального ручья в процессе деформирования сжимается в тангенциальном направлении и растягивается в меридиональном. Для определения компонент тензора напряжений для этого участка исходим из уравнений равновесия для цилиндрической заго-товки [5], для которых решение имеет вид
.Nφncos12
θktg4
2
θtg
e2
e
e2
e2
e2
e
e2
e
R
nx
φcosl
xπmsin
πmR
σhnlR
90
φ4N
стенкииполкиxрадиус
k42
B
B
A
A
B
B
A
A
0
332ц0
sнн0xобж
4444
n
(11)
где R0ц – начальный радиус зоны центрального ручья; l – половина ширины централь-ного ручья.
ВЫВОДЫ Таким образом, теоретический анализ второго перехода процесса радиально-
ротационного профилирования ободьев колес транспортных средств показал, что в устано-вившемся режиме деформирования все участки профиля обода получают пластические де-формации: участки боковых закраин и посадочных полок – деформации растяжения в тан-генциальном и меридиональном направлении, участок центрального ручья – деформации сжатия в тангенциальном направлении и растяжения в меридиональном. Меридиональные напряжения нарастают монотонно от торца заготовки к центральному ручью, увеличиваясь в более чем в 2 раза на каждом радиусе сопряжения поверхностей. В местах смены знака по-верхностной нагрузки происходит скачкообразное увеличение меридиональных внутренних усилий, что согласуется с теорией сопротивления материалов, когда в месте приложения нагрузки внутренние усилия изменяются скачком на величину приложенных сил.
Полученные решения позволяют определять величину компонент тензора напряже-ний на любом участке профиля обода колеса во время деформирования, как в области пла-стических деформаций, так и в упругой зоне. Как показывает анализ построенных решений, величина опасных растягивающих меридиональных внутренних усилий имеет прямую зави-симость от граничных условий в точках сопряжения поверхностей, т.е. от уровня напряже-ний на предыдущем отрезке профиля, что, в свою очередь, дает возможность управлять по-

ISSN 2076-2151. Обработка материалов давлением. 2016. № 1 (42) 168
лем напряжений на данном участке, изменяя граничные условия на торце исследуемой по-верхности. Наиболее чувствительны к изменению граничных условий выражения, которые определяют уровень напряжений на радиусах закругления профиля (2, 3), (4, 5), (7, 8), (9, 10), так как в этих формулах постоянная интегрирования выступает в роли множителя.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 1. Потекушин Н.В. Исследование напряжений при радиальном профилировании заготовок на первых
переходах / Н.В. Потекушин, Э.З. Сайфулин. – В кн.: Обработка металлов давлением. Свердловск, УПИ. – 1974. – вып. 2. – С. 111–114.
2. Чигиринский В.В. Современное производство колес автотранспортных средств и сельскохозяй-ственной техники: [Монография] / В.В. Чигиринский, В.Л. Мазур, С.В. Беликов [и др.] – Днепропетровск: РИА «Днепр-VAL», 2010. – 309 с.
2 Коноваленко А.Д. Исследование усилий при изготовлении широкопрофильных ободьев колес / А. Д. Коноваленко // Математичні проблеми технічної механіки: Тез. допов. другої Всеукраїн. наук. конф. – Дніпродзержинськ: ДДТУ, 2002. – С. 70.
4. Драгобецкий В.В. Учет влияния изменения толщины листовой заготовки в процессе деформирова-ния / В.В. Драгобецкий., А.А. Зюков, А.Д Коноваленко // Вісник Кременчуцького державного політехнічного уні-верситету: Наукові праці КДПУ. – Кременчук: КДПУ, 2005 – Вип. 2 (31). – С. 61–62.
5. Пузырь Р.Г. Расчет меридиональных напряжений, возникающих на первом переходе процесса ради-ально-ротационного профилирования ободьев колес / Р.Г. Пузырь, О.Я. Мовшович // Научно-технический и про-изводственный журнал «Кузнечно-штамповочное производство. Обработка материалов давлением», 2013. – Вып. № 10. – С. 3–7.
6. Пузырь Р.Г. Анализ распределения напряжений при радиально-ротационном профилировании ободь-ев колес / Р.Г. Пузырь // Збірник наукових праць Кіровоградського національного технічного університету / Те-хніка в сільськогосподарському виробництві, галузеве машинобудування, автоматизація. – Кіровоград: КНТУ, 2015.– Вип. 28. – С. 86–90.
7. Распределение напряжений на коническом участке профиля полуфабриката первого перехода ради-ально-ротационного профилирования / Р.Г. Пузырь, О.Н. Долгих, Б.С. Гриценко, Л.Э. Дикая // Вісник Кременчу-цького національного університету імені Михайла Остроградського. – Кременчук: КрНУ, 2015. – Вип. 3(92). – Ч. 1. – С. 67–73.
REFERENCES 1. Potekushin N.V. Issledovanie naprjazhenij pri radial'nom profilirovanii zagotovok na pervyh perehodah /
N.V. Potekushin, Je.Z. Sajfulin. – V kn.: Obrabotka metallov davleniem. Sverdlovsk, UPI. – 1974. – vyp. 2. – S. 111–114. 2. Chigirinskij V.V. Sovremennoe proizvodstvo koles avtotransportnyh sredstv i sel'skohozjajstven-noj tehniki:
[Monografija] / V.V. Chigirinskij, V.L. Mazur, S.V. Belikov [i dr.] – Dnepropetrovsk: RIA «Dnepr-VAL», 2010. – 309 s. 2 Konovalenko A.D. Issledovanie usilij pri izgotovlenii shirokoprofil'nyh obod'ev koles / A. D. Konovalenko //
Matematichnі problemi tehnіchnoї mehanіki: Tez. dopov. drugoї Vseukraїn. nauk. konf. – Dnіprodzerzhins'k: DDTU, 2002. – S. 70.
4. Dragobeckij V.V. Uchet vlijanija izmenenija tolshhiny listovoj zagotovki v processe deformirovanija / V.V. Dragobeckij, A.A. Zjukov, A.D Konovalenko // Vіsnik Kremenchuc'kogo derzhavnogo polіtehnіchnogo unі-versitetu: Naukovі pracі KDPU. – Kremenchuk: KDPU, 2005 – Vip. 2 (31). – S. 61–62.
5. Puzyr' R.G. Raschet meridional'nyh naprjazhenij, voznikajushhih na pervom perehode processa radial'no-rotacionnogo profilirovanija obod'ev koles / R.G. Puzyr', O.Ja. Movshovich // Nauchno-tehnicheskij i proizvodstvennyj zhurnal «Kuznechno-shtampovochnoe proizvodstvo. Obrabotka materialov davleniem», 2013. – Vyp. № 10. – S. 3–7.
6. Puzyr' R.G. Analiz raspredelenija naprjazhenij pri radial'no-rotacionnom profilirovanii obo-d'ev koles / R.G. Puzyr' // Zbіrnik naukovih prac' Kіrovograds'kogo nacіonal'nogo tehnіchnogo unіversitetu / Tehnіka v sіl's'kogospodars'komu virobnictvі, galuzeve mashinobuduvannja, avtomatizacіja. – Kіrovograd: KNTU, 2015.– Vip. 28. – S. 86–90.
7. Raspredelenie naprjazhenij na konicheskom uchastke profilja polufabrikata pervogo perehoda radial'no-rotacionnogo profilirovanija / R.G. Puzyr', O.N. Dolgih, B.S. Gricenko, L.Je. Dikaja // Vіsnik Kremen-chuc'kogo nacіonal'nogo unіversitetu іmenі Mihajla Ostrograds'kogo. – Kremenchuk: KrNU, 2015. – Vip. 3(92). – Ch. 1. – S. 67–73.
Пузырь Р. Г. – канд. техн. наук, доц. КрНУ
КрНУ – Кременчугский национальный университет имени Михаила Остроградского, г. Кременчуг.
E-mail: [email protected]
Статья поступила в редакцию 24.03.2016 г.