Embed Size (px)
DESCRIPTION
Izrada programa za glodanje u CATIA-i
Citation preview

Fakultet strojarstva i brodogradnje Zavod za tehnologiju Katedra za alatne strojeve
Seminarski rad iz kolegija
Proizvodnja podržana računalom – CAM
ak. godina 2011/12.
CAM - glodanje
Vedran Babić
0035177072
Prof. dr. sc. Toma Udiljak
Zagreb, 30.6.2012.

Sadržaj:
1. Zadatak..................................................................................................................................2
2. izrada tehnološkog procesa...................................................................................................3
3. Prvo stezanje.........................................................................................................................5
3.1. Poravnjanje.........................................................................................................................7
3.2. Glodanje džepa.................................................................................................................12
3.2.1. Grubo glodanje džepa....................................................................................................12
3.2.2. Grubo glodanje otoka....................................................................................................17
3.2.3. Fino glodanje bočnih stijenki džepa...............................................................................18
3.2.4. Fino glodanje bočnih stijenki otoka...............................................................................20
3.2.5. Fino glodanje vrha otoka...............................................................................................21
3.3. Bušenje provrta................................................................................................................22
3.3.1. Zabušivanje....................................................................................................................22
3.3.2. Bušenje..........................................................................................................................27
4. Drugo stezanje.....................................................................................................................29
4.1. Upuštanje.........................................................................................................................30
4.2. Skošenje bridova...............................................................................................................32
5. Dokumentacija.....................................................................................................................33
6. NC kod..................................................................................................................................34
1

1. Zadatak
Glodanje: IZRADAK 23 - Č 1530
U okviru ovog zadatka treba izraditi potpuni tehnološki proces za obradu dijelova na
CNC alatnim strojevima. Za rješavanje zadatka treba koristiti program CATIA V5 R18 u okviru
kojega treba:
- Učitati modele zadanih dijelova .
- Postaviti potrebne sklopove u određene odnose stezanja,
- Odabrati alate, odrediti parametre (režime) obrade (koristeći se pri tome priručnikom
Corokey, drugim odgovarajućim priručnikom ili Internetom) i generirati putanje za potpunu
izradu zadanog dijela,
- Napraviti potrebnu html radioničku dokumentaciju i generirati NC programe uz upotrebu
proizvoljnog postprocesora (preporuka Heidenhain ili Sinumerik).
2

2. Izrada tehnološkog procesa
Izradak za koji je u ovom seminarskom radu potrebno izraditi tehnološki proces nalazi
se na slici 1. Izradak je od materijala Č 1530. Polazni pripremak je kvadar dimenzija
100x150x30mm, prikazan na slici 2.
Slika 1. Izradak
Slika 2. Pripremak
3

Modele zadanog izratka i pripremka je potrebno postaviti u određeni međusobni položaj, što se postiže tako da se ti modeli sklope u sklop pomoći modula "Assembly" zadajući ograničenja opcijom “Coincidence“. Time je taj sklop u potpunosti fiksiran, odnosno nema stupnjeva slobode gibanja (slika 3.).
Slika 3. Sklop
4

3. Prvo stezanje
Nakon što se sklopu zadaju ograničenja opcijom “Coincidence“ prelazi se u modul
„Prismatic machining“. Prije operacija obrade, potrebno je odabrati stroj, izradak, pripremak
i nultočku. Odabir toga je prikazan na slici 4., a za stroj je izabran HURCO VMX 24.
Slika 4. Postavke „Part Operation-a“
Zatim je potrebno odrediti postavke stroja (slika 5.). Odabrana je 3-osna glodalica HURCO VMX 24 i za nju pripadajući postprocesor hurco-bnc.lib. Odabire se i maksimalna brzina posmaka stroja.
5

Slika 5. Postavke stroja
Na kraju se odabire nul-točka obratka, koja se smješta u jedan od vrhova pripremka (slika 6.).
slika 6. Odabir nul-točke obratka
6

3.1. Poravnanje
Prva operacija koju ćemo napraviti je poravnanje („Facing“) jer imamo 2mm viška materijala. To ćemo napraviti pomoću operacije „Facing“, izabravši pritom alat iz sandvik-ovog kataloga. Za poravnavanje je odabran alat 490-063C6-08M. Slika 7. prikazuje prozor koji služi određivanju kretanja putanje alata (tj. područje i granice obrade). Machining tolerance je promijenjen na 0.01mm. Na slici 8. je prikazan odabir alata i pločice iz Sandvikovog kataloga. Unos dimenzija glodala prikazan je na slici 9.
Slika 7. Određivanje putanje alata
7

Slika 8. Alat 490-063C6-08M i pločica 490R-08T308M-PM GC-1030
8

Slika 9. Dimenzije alata za poravnavanje
Parametri za operaciju poravnavanja, u kojoj uzimamo 2mm viška materijala, uzimaju se prema Sandvikovim proračunima. U postupku na slici 10. su dobiveni posmak i brzina koji iznose fZ=0,2mm/zubu i vC=280m/min. Radi duljeg trajanja alata, brzina obrade se smanjuje za otprilike 10%, na 250m/min. Ti parametri upisuju se unutar taba „Feeds & Speeds“ (Slika 11.).
9

Slika 10. Računanje vC i fZ
Slika 11. Tab „Feeds & Speeds“
10

Prije generiranja putanje alata potrebno je još odrediti putanju i brzinu primicanja (approach) alata i putanju i brzinu odmicanja (retract) alata od obratka. Approach je otprilike trećina machininga te iznosi 500mm/min, dok je retract 3000mm/min. Također je u tabu retract/approach postavljen aksijalni approach od 10mm i retract od 50mm. Na kraju slijedi generiranje putanje alata, tj. video simulacija obrade. Vrijeme alata u zahvatu iznosi 35s, a ukupno vrijeme operacije iznosi 40s. Putanja alata je prikazana na slici 12.
Slika 12. Putanja alata kod poravnavanja
11

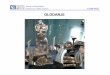
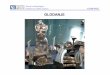
3.2. Glodanje džepa
Sljedeća operacija je glodanje džepa. Glodanje džepa podijeljeno je na tri operacije glodanja: grubo glodanje džepa, grubo glodanje otoka i fino glodanje bočnih stijenki džepa, otoka i vrha otoka.
3.2.1. Grubo glodanje džepa
Prvo se u tabu za odabir geometrije postavi geometrija koja se obrađuje. Postavlja se
offset od 0,5mm zato jer još slijedi fina obrada džepa. Nakon toga slijedi odabir alata i
parametara obrade. U Sandvikovom katalogu je odabran alat R390-016A16-11L (slika 13.).
Dimenzije alata unose se unutar taba „Geometry“ (slika 14.)
Slika 13. Alat R390-016A16-11L i pločica R390-11 T3 08M-PM GC-1030
12

Slika 14. Geometrija alata za grubo glodanje
Parametri za grubu obradu uzimaju se prema Sandvikovim proračunima (slika 15.).
Brzine se smanjuju za otprilike 10% da bi alat trajao duže. Brzina grube obrade v c iznosi
270m/min, a posmak fZ iznosi 0,2mm/zubu. Uneseni su i parametri za finu obradu, gdje je
uzeto vc=300m/min i fZ=0,05mm/zubu. Ti parametri upisuju se unutar taba „Feeds &
Speeds“ (slika 16.)
13

Slika 15. Računanje vc i fZ
Slika 16. Tab „Feeds & Speeds“
14

Potrebno je još odrediti putanju alata (slika 17.) te approach i retract. Approach je
otprilike trećina machininga i iznosi 710mm/min, a za retract stavljamo brzinu od
3000mm/min. Zbog toga jer tokom glodanja alat ide u više razina, promijenjen je i ulazak i
izlazak iz svakog nivoa tokom glodanja (return between levels approach/retract).
Slika 17. Određivanje putanje alata
15

Na kraju slijedi generiranje putanje alata, tj. video simulacija obrade. Vrijeme alata u zahvatu je 44s, a ukupno vrijeme operacije je 3min i 4s.
Slika 18. Putanja alata kod grubog glodanja džepa
16

3.2.2. Grubo glodanje otoka
Ova operacija dodaje se naredbom „Facing“ u Catia-i. Stavljen je offset od 0,5mm da ostane dodatak za finu obradu. Operacija je nazvana „grubo glodanje otoka“.
Koristi se isti alat kao kod grubog glodanja džepa, te svi parametri obrade ostaju isti. Na kraju slijedi generiranje putanje alata, tj. video simulacija obrade. Vrijeme koje alat provede u zahvatu iznosi 4s, a ukupno vrijeme operacije je 7s.
Slika 19. Putanja alata kod Grubog glodanja otoka
17

3.2.3. Fino glodanje bočnih stijenki džepa
Ova operacija pridodaje se aktiviranjem ikone „Profile Contouring“ u Catia-i. Slika 20. prikazuje tab koji služi određivanju površina i granica obrade. Operacija je nazvana „fino glodanje bočnih stijenki džepa“.
Slika 20. Definiranje površina i granica operacije18

Nakon toga slijedi odabir alata i parametara obrade. Za fino glodanje koristimo isti
alat kao i za grubo glodanje (skidamo 0,5mm materijala koji je ostavljen u prehodnoj
operaciji). Geometrija alata i ostali parametri obrade, te postupak dobivanja brzine i
posmaka, već su prikazani na slikama 13., 14., 15. i 16. Jedino se kvaliteta mijenja na „finish“,
dok su parametri obrade za fino glodanje alatom R390-016A16-11L postavljeni već kod
grubog glodanja džepa.
Na kraju slijedi generiranje putanje alata, tj. video simulacija obrade. Vrijeme koje alat provede u zahvatu je 1min i 35s, a ukupno vrijeme operacije je 1min i 53s (slika 21.).
Slika 21. Putanja alata kod finog glodanja stijenki džepa
19

3.2.4. Fino glodanje bočnih stijenki otoka
U ovoj operaciji glodamo ostatak materijala s bočnih stijenki otoka (0,5mm), koji smo
ostavili za finu obradu. Alat ostaje isti, a parametri za finu obradu su postavljeni ranije.
Potrebno je promijeniti kvalitetu na finish. Vrijeme obrade dna džepa finim glodanjem iznosi
33s, dok je ukupno vrijeme operacije 43s.
Slika 22. Putanja alata za finu obradu bočnih stijenki otoka
20

3.2.5. Fino glodanje vrha otoka
Potrebno je još fino poglodati vrh otoka u sredini džepa. To također radimo sa istim
alatom (R390-016A16-11L) te mjenjamo kvalitetu u finish. Parametri za fino glodanje sa tim
alatom su uneseni već kod grubog glodanja džepa. Vrijeme obrade iznosi 7s, dok je ukupno
vrijeme operacije finog glodanja vrha otoka jednako 11s.
Slika 23. Putanja alata za finu obradu vrha otoka
21

3.3. Bušenje provrta
Sljedeća operacija u prvom stezanju je bušenje provrta. Ta operacija se sastoji od
dvije podoperacije; zabušivanja i bušenja. Provrti imaju radijus 6mm i prolaze kroz čitavu
visinu pripremka.
3.3.1. Zabušivanje
Operaciju zabušivanja radimo kako nam svrdlo prilikom bušenja ne bi klizilo po površini obratka. Zabušivanjem centriramo svrdlo.
Slika 24. Određivanje parametara zabušivanja
22

Alat je izabran iz kataloga tvrtke Titex. Odabran je zabušivač K1113TIN-4.
Slika 25. Alat za zabušivanje K1113TIN-4
Slika 26. Unos geometrije alata u "Geometry" tabu23

Slika 27. Odabir brzine zabušivanja i posmaka24

Odabrana brzina zabušivanja je 36m/min, a posmak 0,09mm/okr (slika 27.). Ti parametri se unose u tabu „Feeds & Speeds“. (slika 28.)
Slika 28. Definiranje brzine i posmaka zabušivanja
Approach i retract alata su jednostavni, alat okomito ulazi i izlazi iz zahvata na 30mm od obratka (slika 29.). Vremenski je alat u zahvatu 8 sekundi, a ukupno vrijeme obrade iznosi 17 sekundi. Putanja zabušivača je prikazana na slici 30.
25

Slika 29. Approach i retract zabušivača
Slika 30. Putanja zabušivača
26

3.3.2. Bušenje
Nakon operacije zabušivanja slijedi bušenje. Svrdlo mora proći kroz čitavu visinu obrtka. Svrdlo je odabrano iz Titex-ovog kataloga i prikazano je na slici 31.
Slika 31. Alat za bušenje A1164TIN-12
Brzina i posmak su također odabrani iz Titex-ovog kataloga. Brzina obrade iznosi 75m/min, dok je posmak 0,25mm/okr (odabir posmaka iz dijagrama je prikazan na slici 27.). Promjer provrta iznosi 12mm, a dubina 28mm.
27

Slika 32. Odabir brzine kod operacije bušenja
Slika 33. Parametri obrade upisani u Catia-i
28

Ulazi i izlazi alata iz obratka su postavljeni okomito na 30 mm od obratka. Vrijeme alata u zahvatu iznosi 28s, a ukupno vrijeme operacije 34s.
Slika 34. Putanja alata kod bušenja
4. Drugo stezanje
U drugom stezanju rade se operacije upuštanja na provrtima te skošenje na donjem rubu izratka. Drugo stezanje se radi na istom stroju, pa su i sve postavke iste
Slika 38. Nultočka pri drugom stezanju
29

4.1. Upuštanje
U prvoj operaciji drugog stezanja radimo skošenja na provrtima. Odabran je alat iz Titex-ovog kataloga E6819TIN-23 (slika 39.). Na slici 40. je prikazan odabir parametara obrade kod operacije upuštanja, dok je na slici 41. prikazan unos tih vrijednosti u catia-i.
Slika 39. Alat za upuštanje E6819TIN-23
Slika 40. Odabir parametara obrade za alat E6819TIN-2330

Slika 41. Unos parametara obrade u catia-i
Retract i approach su okomiti. Vrijeme obrade kod operacije upuštanja iznosi 2min i 22s, dok je ukupno vrijeme operacije 2min i 25s. Putanja alata je prikazana na slici 42.
Slika 42. Putanja alata kod upuštanja31

4.2. Skošenje bridova
Skošenje bridova se radi sa istim alatom kao i upuštanje, alat E6819TIN-23, tako da svi parametri obrade ostaju isti. Skošenje bridova će se napraviti pomoću operacije profile contouring. Vrijeme obrade iznosi 25min i 19s, a ukupno vrijeme operacije 25min i 23s. Putanja alata je prikazana na slici 43.
Slika 43. Putanja alata kod skošenja bridova
Na kraju je napravljena i analiza koja je pokazala da je pripremak potpuno obrađen i
da je dobiveni izradak unutar granica tolerancije (slika 44.).
Slika 44. Analiza obrade
32

5. Dokumentacija
Dokumentacija omogućava lakši pregled operacija obrade koje se izvode kod izrade
nekog proizvoda, alata koji se koriste te vremena potrebnog za izvršenje operacije. Na slici
45. i 46. prikazana je dokumentacija za operacije upuštanja i skošenja bridova kod drugog
stezanja.
Slika 45. Dokumentacija
Slika 46. Dokumentacija-upuštanje33

6. NC kod
Smisao izrade strojnih dijelova na računalu je da se bitno skraćuje vrijeme potrebno
za programiranje NC koda. Prilikom programiranja putanje alata na računalu puno je manja
vjerojatnost nastanka pogreške nego kod ručnog programiranja.
Primjer koda za drugo stezanje (operacije upuštanja i skošenja):
%N1. G90 G94 G98 G40 G70 G80 G15 G0 G49 G68 G50 G17 G54 G74 G67 M9 M5(IMSpost PPTABLE 11-29-01)(T5 E6819TIN-23)N2. T05 L1 M6N3. X135. Y15. S321 M3N4. Z13.N5. G1 Z3. F300.N6. G82 X135. Y15. Z-9.1 R0. P0 F20.9N7. Y85.N8. X15.N9. Y15.N10. G80N11. G1 Z23. F1000.N12. X157.9 Y103. Z5. F300.N13. Z-5.N14. X154.9N15. X154.4904 Y102.9719...N68. X152.964 Y104.4365N69. X153. Y104.9N70. Y107.9N71. Z5.N72. M5N73. M30N74. M2N75. M2%
34