Embed Size (px)
Citation preview
Résistance à la fatigue de l’alliage AlSi10Mg élaboré par voie additive
J. DOMFANG NGNEKOU a,b
,
G. HENAFFa, Y. NADOT
a, J. NICOLAI
a , L.
RIDOSZb
a Institut Pprime, Département de Mécanique et Physique des Matériaux
b Zodiac Aerospace
Résumé
Dans cette étude il est question d’évaluer le
comportement mécanique de l’alliage AlSi10Mg élaboré
fusion laser de lit de poudre. Nous allons premièrement
montrer l’influence d’un traitement thermique sur la
microstructure du matériau. Ensuite vient l’étape de
l’évaluation des propriétés mécaniques en traction
monotone et en fatigue (R=-1). Les présents travaux ont
permis de montrer d’une part les effets d’anisotropie de
fabrication, mais aussi les effets d’un traitement thermique
combiné à un traitement de compaction isostatique à
chaud. Le diagramme de Kitagawa en fin d’étude permet
de montrer le rôle de la taille des défauts sur la limite de
fatigue.
Introduction
Dans le cas de cette étude il est question du procédé
SLM [1]. Une fois le fichier de la pièce préparé en CAO,
la phase de production effective consiste à déposer
successivement un lit de poudre de quelques dizaines de
microns sur un plateau préchauffé ou non ; chacun des lits
subi une fusion par un faisceau Laser dans un
environnement contrôlé, avec une stratégie de balayage.
Les paramètres du procédé non fournis dans cet article
doivent être maitrisés [2] en vue d’assurer une bonne santé
métallurgique et une bonne tenue mécanique [3,4] des
pièces. Les contraintes résiduelles induites, la présence de
porosités gazeuses, ou l’état de surface sont autant de
paramètres susceptibles d’affecter la tenue en fatigue et qui
de fait implique généralement des traitements
complémentaires. Comparativement à la fonderie qui
génère des microstructures relativement grossières avec
des grains équiaxes de l’ordre du millimètre et une SDAS
(Secondary Distance Arm Spacing) de quelques dizaines
de microns [5], le procédé SLM génère une microstructure
plus fine et fortement texturée sur les plans
morphologiques et cristallographiques [6], ce qui
impactera sans doute la résistance à la fatigue.
Protocole expérimental
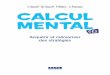
Le matériau a été fourni sous forme de barreaux
cylindriques. Pour évaluer les effets d’anisotropie, les
barreaux ont été fabriqués suivant deux directions de
croissance : XY pour une croissance dans le plan du
plateau et Z hors plan (figure 1). Les observations ont été
faites en microscopie optique, avec et sans attaque
chimique. Pour les essais mécaniques de traction
monotone et fatigue, les éprouvettes d’étude ont été
prélevées des barreaux par tournage fin. La gamme
d’usinage est la même pour toutes les éprouvettes, et toutes
ont une rugosité arithmétique inférieure à 0.8. Aucun
polissage n’a été effectué. Les essais de traction ont été
conduits à une vitesse de 0.2mm/min, à température
ambiante. Les déformations ont été mesurées par un
extensomètre. Tous les essais de fatigue ont été menés à
température ambiante, sur une machine vibrante pilotée en
force, à une fréquence de 82Hz. Les faciès de rupture ont
été observés au MEB pour déterminer la taille des défauts
à l’origine de la rupture par fatigue. Ces tailles ont été
caractérisées par la racine de l’aire projetée dans le plan
perpendiculaire à la direction de sollicitation, d’après le
paramètre de Murakami [7]. Afin de comprendre
l’influence de la taille des défauts sur la limite de fatigue,
les diagrammes de Kitagawa (figure 5) ont été tracés pour
les éprouvettes XY et Z. Pour compléter les diagrammes,
des défauts artificiels ont été usinés par électroérosion.
Figure 1: (a) barreaux (XY et Z), (b) éprouvette de tests
Résultats et discussion
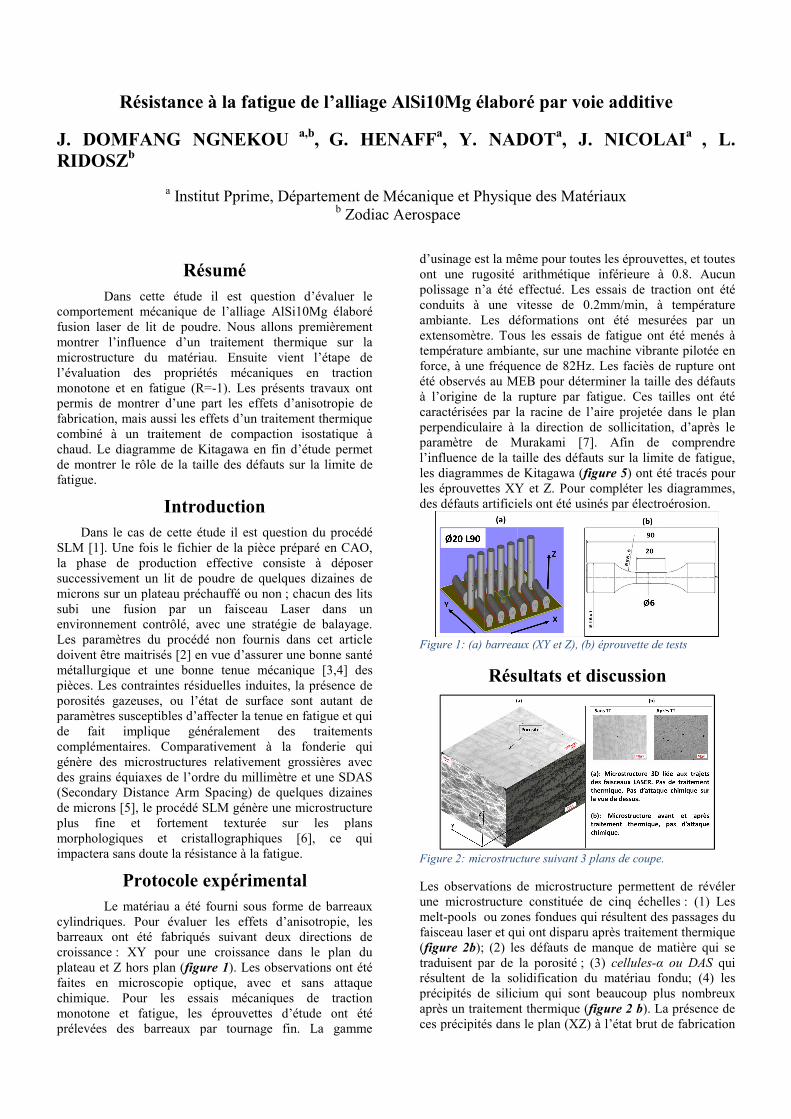
Figure 2: microstructure suivant 3 plans de coupe.
Les observations de microstructure permettent de révéler
une microstructure constituée de cinq échelles : (1) Les
melt-pools ou zones fondues qui résultent des passages du
faisceau laser et qui ont disparu après traitement thermique
(figure 2b); (2) les défauts de manque de matière qui se
traduisent par de la porosité ; (3) cellules-α ou DAS qui
résultent de la solidification du matériau fondu; (4) les
précipités de silicium qui sont beaucoup plus nombreux
après un traitement thermique (figure 2 b). La présence de
ces précipités dans le plan (XZ) à l’état brut de fabrication

est le résultat des cycles thermiques que subit la pièce au
cours de la fabrication ; (5) en fin les grains au sens
cristallographique, fortement anisotropes et qui croissent
en épitaxie vers le centre des melt-pools, ces derniers
peuvent croitre au travers plusieurs couches [6].
Propriétés mécaniques
Figure 3: traction monotone
A l’état brut de fabrication, on observe sur la figure 3 un
léger effet d’anisotropie sur la résistance mécanique et la
ductilité. Les récents travaux de Kempen et al attribuent
l’augmentation de la ductilité pour des éprouvettes Z au
taux de porosité plus important que dans le cas
d’éprouvettes XY [5].
Après traitement thermique, on note également une
augmentation de la ductilité. Par ailleurs nous avons noté
une redistribution homogène du silicium dans la matrice
d’aluminium qui peut être la cause de ce gain de ductilité.
En effet, lors du traitement thermique, il peut se former des
précipités métastables du précipité Mg2Si qui ont tendance
à bloquer le mouvement des dislocation augmentant ainsi
la ductilité de l’alliage[7]. Cependant on note également
que le traitement thermique engendre une dispersion des
résultats en résistance mécanique et en limite d’élasticité.
En revanche, le fait de réaliser un traitement de
compaction isostatique à chaud suivi du même traitement
thermique, permet d’augmenter légèrement la limite
d’élasticité et la résistance mécanique mais on note une
légère diminution de la ductilité par rapport aux
éprouvettes n’ayant subi que le traitement thermique. La
ductilité n’est donc pas pilotée que par la porosité mais
aussi par la microstructure.
Figure 4: essais de fatigue à R=-1
A l’état brut de fabrication il n’y a pas d’effet
d’anisotropie sur la limite de fatigue. La dispersion des
résultats après traitement thermique est de nouveau
observée figure 4. En revanche on note une légère
amélioration de la résistance à la fatigue quel que soit le
type d’éprouvettes. De même, la figure 4 montre
globalement que la diminution de la taille des défauts
s’accompagne d’une meilleure résistance à la fatigue.
Cependant, les diagrammes de Kitagawa en figure 5
permettent d’étudier l’influence de la taille des défauts sur
la limite de fatigue. Vis-à-vis de la limite de fatigue, on
observe pour ce cas de chargement une sensibilité quasi
linéaire du matériau à la taille des porosités.
Figure 5: influence de la taille de porosité sur la limite de fatigue
Conclusions
Dans le cas de l’AlSi10Mg, le procédé SLM conduit à une
microstructure à cinq éléments principaux. Le traitement
thermique appliqué a conduit à gommer les effets
d’anisotropie de la microstructure liée aux trajets des
faisceaux laser (melt-pool), il s’en est également suivi une
redistribution plus homogène des précipités de silicium
dans la matrice d’aluminium. La température de l’enceinte
de fabrication est donc un paramètre important à optimiser.
En traction monotone le traitement thermique et la
compaction isostatique à chaud, ont permis de montrer que
la ductilité n’est pas uniquement pilotée par le taux de
porosité. Pour ce qui est de la fatigue, nous avons montré
que la taille des défauts est un paramètre à optimiser lors
du procédé de fabrication, pour améliorer la résistance à la
fatigue.
Références
[1]: Chee Kai Chua & Kah Fai Leong, 3d printing and
additive manufacturing: principles and applications, World
Scientific, 2015 4th
edition.
[2]: Nesma T. Aboulkhaira,Reducing porosity in
AlSi10Mg parts processed by selective laser melting,
Additive Manufacturing 1–4 (2014) 77–86.
[3]: K. Kempen et al, Mechanical properties of AlSi10Mg
produced by Selective Laser Melting, LANE 2012,
Physics Procedia 39 ( 2012 ) 439 – 446.
[4]: A. Mauduit et al, Application study of AlSi10Mg alloy
by selective laser melting: physical and mechanical
properties, microstructure, heat treatments and
manufacturing of aluminium metallic matrix composite
(MMC), Metall. Res. Technol. Volume 112, N°6, 2015
[5]:M. Iben Houria et al, Influence of casting defect and
SDAS on the multiaxial fatigue behavior of A356-T6 alloy
including mean stress effect, International Journal of
Fatigue 80 (2015) 90–102.
[6]: Lore Thijs et al, Fine-structured aluminium products
with controllable texture by selective laser melting of pre-

alloyed AlSi10Mg powder, Acta Materialia 61 (2013)
1809–1819.
[7]: Y. Murakami and M. Endo, «Effects of defects,
inclusions and inhomogeneities on Fatigue strength,"
International Journal of Fatigue, vol. 16, pp. 163-182,
1994.

















![ADDITIVE FERTIGUNGIN HOCHLEISTUNGSANWENDUNGFÜR … · 2019. 11. 22. · E-Modul [GPa] 70 70 110 Dichte [g/cm"] 2,67 2,67 4,41 Bruchdehnung [%] 6 13 14 AlSi10Mg Materialien für additive](https://img.pdfslide.tips/doc/110x75/60c108aaceb3a738b44b4d00/additive-fertigungin-hochleistungsanwendungfoer-2019-11-22-e-modul-gpa-70.jpg)