Embed Size (px)
Citation preview

JARNO KESKINEN SÄHKÖENERGIAN TUOTANTOON SOVELTUVAT AURINKOKENNOTEKNOLOGIAT JA NIIDEN KEHITTYMINEN Diplomityö Tarkastajat: professori Seppo Valkealahti ja professori Teuvo Suntio Tarkastajat ja aihe hyväksytty Tieto- ja sähkötekniikan tiedekunta- neuvoston kokouksessa 19. elokuuta 2009

II
TIIVISTELMÄ TAMPEREEN TEKNILLINEN YLIOPISTO Sähkötekniikan koulutusohjelma KESKINEN, JARNO: Sähköenergian tuotantoon soveltuvat aurinkokennoteknologiat ja niiden kehittyminen Diplomityö, 136 sivua Toukokuu 2010 Pääaine: Teollisuuden sähkönkäyttötekniikka Tarkastajat: professori Seppo Valkealahti ja professori Teuvo Suntio Avainsanat: aurinkokenno, aurinkopaneeli, aurinkoenergia, aurinkosähkö, uusiutuva energia Aurinkokennojen tehtävä on muuttaa niihin kohdistuva valo sähköenergiaksi. Kaupallis-ten aurinkokennojen toiminta perustuu valosähköiseen ilmiöön, mutta myös fotosyntee-sin hyödyntäminen on mahdollista. Aurinkokennoteollisuuden voidaan katsoa synty-neen 1950-luvulla, mutta aluksi kennojen alhainen höytysuhde rajoitti niiden käytön pääasiassa avaruussovelluksiin, joissa ei ollut muuta vaihtoehtoa sähköenergian tuotta-miseen. 1970-luvulla alettiin tutkia aurinkokennojen potentiaalia maanpäällisessä ener-giantuotannossa. Aurinkokennoja valmistavien yritysten määrä kasvoi vähitellen ja au-rinkokennoteollisuudesta kehittyi kypsä teollisuuden ala. Tämä edellytti kuitenkin voi-makasta yhteiskunnallista tukea. Tässä diplomityössä perehdyttiin kirjallisuusselvityksen kautta erilaisiin aurinkokenno-teknologioihin ja niiden kehitysnäkymiin. Lopuksi arvioitiin mahdollisia toimenpiteitä, mitkä voisivat edesauttaa aurinkokennoteknologian yleistymistä ja sille asetettujen ta-voitteiden täyttymistä. Fysikaaliset perusteet auringon hyödyntämisestä sähköenergian tuotannossa käydään johdannon jälkeen lyhyesti läpi. Sitä seuraavat luvut käsittelevät eri aurinkokennotekniikoita, sekä menetelmiä aurinkokennoista saatavan hyödyn kas-vattamiseksi. Aurinkokennoteollisuutta on sen alkuajoista asti hallinnut kiteinen piiteknologia. Kitei-sestä piistä valmistetuista kennoista on kuitenkin tehtävä paksuja, jotta ne kykenisivät absorboimaan säteilyä riittävän tehokkaasti. Aurinkokennoteollisuus joutuu kilpaile-maan piivaroista yhdessä elektroniikkateollisuuden kanssa, mikä tulevaisuudessa johtaa todennäköisesti piipulaan. Aurinkokennoissa käytettävän piin on oltava erittäin puhdas-ta ja vaatimukset piin puhtaudelle tulevat vain kasvamaan kennoille asetettavien vaati-musten kasvaessa. Tällöin piin kierrätyskään ei tuo helpotusta piipulaan. Toisen suku-polven kennoista voidaan tehdä huomattavasti ohuempia verrattuna ensimmäisen suku-polven kennoihin, mutta ne eivät toistaiseksi ole kyenneet ohittamaan hyötysuhteessa ensimmäisen sukupolven kennoja. Näiden lisäksi on kehitetty myös fotosynteesin hyö-dyntämiseen perustuvia kolmannen sukupolven aurinkokennoja. Niiden kaupallistumi-nen edellyttää kuitenkin vielä muun muassa stabiilisuusongelmien ratkaisemista, sekä nanotekniikan parissa tehtävää tutkimusta. Aurinkokennoteknologian tulevaisuuden kannalta kannattavia toimenpiteitä ovatkin toisen sukupolven aurinkokennojen ominai-suuksien kehittäminen, sekä nanotekniikan parissa tehtävä tutkimus.
III
ABSTRACT TAMPERE UNIVERSITY OF TECHNOLOGY Master’s Degree Programme in Electrical Engineering KESKINEN, JARNO: The status and evolution of photovoltaic solar cell power production technologies Master of Science Thesis, 136 pages May 2010 Major: Industrial electric utilization technology Examiners: Professor Seppo Valkealahti and professor Teuvo Suntio Key Words: Solar Cell, Solar Panel, Solar energy, Solar electricity, Renewable energy The mission of solar cells is to convert light into electricity. The function of commercial solar cells is based on the photoelectric phenomenon, but utilizing of photosynthesis is also possible. The solar cell industry was born in the 1950’s, but because of the poor efficiency, in the beginning they were only used in space applications, where no other technology was possible. The potential of solar cells in terrestrial energy production became a subject of research in the 1970’s. The number of solar cell companies grew little by little and finally the solar cell industry became a mature branch of industry. However, this necessitated a huge societal support. In this thesis work one familiarizes itself with the different kinds of solar cell technolo-gies and their development outlooks by means of a literary debriefing. Lastly, the pos-sible measures which could help the solar cell industry to become more common and fill up the objectives set with it are evaluated. After the introduction, the physical basics of utilizing solar energy in production of electrical energy are discussed briefly. The next chapters deal with different solar cell technologies and the principles to increase the usability in solar cell systems. From the beginning of the solar cell industry, the crystalline silicon technology has do-minated the solar cell market. However, solar cells made crystalline silicon have to be thick to absorb radiation efficiently. The solar cell industry has to contend for silicon resources with the electro-nics industry, which can lead into the lack of silicon in the future. The silicon in solar cells has to be very pure and the demands for purity are going to increase, while the requirements for solar cells increase. This means that the recycling of silicon will not be the solution. The cells of the second generation can be made much thinner, but so far their conversion efficiency is smaller compared with that of the crystalline silicon solar cells, which represent the first generation solar cell technology. In addition to these two technologies, there have also been developed third generation solar cells, which utilize photosynthesis. Their commercialization will not be possible as long as the stability problems with them are not solved and the nanotechnology has not been developed enough. This means that the recommendable measures for the solar cell technology are the developing of the second generation solar cell technology and the research with the nanotechnology.
IV
ALKUSANAT Tässä Tampereen teknillisen yliopiston Sähköenergiatekniikan laitokselle tehdyssä dip-lomityössä perehdyttiin erilaisiin aurinkokennoteknologioihin ja niiden kehitysnäky-miin. Työ oli luonteeltaan kirjallisuusselvitys ja sen suorittaminen aloitettiin kesäkuussa 2009. Työ saatiin valmiiksi toukokuussa 2010. Työ oli tekijälleen haastava, koska au-rinkokennoteollisuuden kehittämiseksi tehdään paljon tutkimustyötä ja niinpä olennais-ten lähteiden löytäminen oli välillä hankalaa. Työn tekemistä hankaloitti aluksi myös, ettei aikaisempaa tietämystä aurinkokennoista ollut. Valmiiseen työhön voidaan kuiten-kin olla tyytyväisiä, sillä työn voidaan katsoa olevan varsin kattava ja perusteellinen analyysi eri aurinkokennoteknologioista ja niiden tulevaisuuden näkymistä. Haluan kiittää kaikkia työni valmistumista edesauttaneitta tahoja. Ensiksi haluan kiittää työni tarkastajana ja ohjaajana toiminutta professori Seppo Valkealahtea Sähköenergia-tekniikan laitokselta ystävällisestä opastuksesta ja kannustuksesta työn aikana. Haluan kiittää myös Tampereen teknillisen yliopiston tukisäätiötä sen myöntämästä stipendistä, joka oli diplomityöstäni saama rahallinen korvaus. Erityiskiitokset haluan osoittaa omil-le vanhemmilleni mittaamattomasta aineellisesta ja henkisestä tuesta koko opintojeni ai-kana.
Tampereella 28.5.2010 ________________________ Jarno Keskinen

V
SISÄLLYS
1. Johdanto…………………………………………………………………………...1 2. Aurinko sähköenergian lähteenä……………………………………………..........4 2.1. Aurinkoenergian hyödyntämisen perusteet sähköenergian tuotannossa……5 2.1.1. Auringon toimintaperiaate……………………………………...5 2.1.2. Puolijohteiden elektronirakenne ja aurinkokennon toimintaperiaate………………………………..6 2.2. Aurinkokennojen toiminnan kannalta olennaisimmat parametrit…………..8 2.2.1. Valon absorboituminen aurinkokennossa ja absorptiokerroin………………………………………………..8 2.2.2. Tyhjäkäyntijännite, oikosulkuvirta ja virta-jännite käyrä…………………………………………………………..10 2.2.3. Täytekerroin ja aurinkokennon hyötysuhde…………………..12 3. Ensimmäisen sukupolven aurinkokennot………………………………………..14 3.1. Kiteinen pii aurinkokennomateriaalina……………………………………15 3.1.1. Kiteisen piin yleispiirteitä………………………………….....15 3.1.2. Yksikiteisen piin edut ja haitat………………………………..18 3.1.3. Monikiteisen piin edut ja haitat……………………………….20 3.2. Kiteiseen piihin perustuvan aurinkokennon rakenne……………………...23 3.2.1. Pn-liitos ja kontaktit………………………………………......23 3.2.2. Kennojen optiset ominaisuudet ja niiden parantaminen……....26 3.3. Kennojen liittäminen moduuliksi……………………………………….....28 3.3.1. Moduulin rakenne………………………………………...…...29 3.3.2. Moduulin vaikutus aurinkosähköjärjestelmän hyötysuhteeseen……………………………………………….30 3.4. Kiteiseen piihin perustuvien kennojen kehitysnäkymät ja tulevaisuus……32 3.4.1. N-tyypin puolijohteen käyttö kennojen alustana……...………32 3.4.2. Hyötysuhteen parantaminen käytettäessä edullisempaa
piimateriaalia………………………………………………….33 3.4.3. Pitkän aikavälin luotettavuuden parantaminen…………..........35 3.4.4. Hyötysuhteen parantaminen pinnoitusprosessin avulla……….36 3.4.5. Kiteiseen piihin perustuvan aurinkokennoteknologian SWOT-analyysi……………………………………………….37 4. Toisen sukupolven aurinkokennot……………………………………………….40
VI
4.1. Amorfinen pii…………………………………………………….………...41 4.1.1. Amorfisen piin valmistaminen……………………….………..43 4.1.2. Amorfiseen piihin perustuvan aurinkokennon rakenne ja toimintaperiaate…………………………………....45 4.1.3. Amorfiseen piihin perustuvien kennojen optiset ominaisuudet ja niiden parantaminen…………………………49 4.1.4. Useasta kennosta koostuvat elementit………………………...50 4.1.5. Amorfiseen piihin perustuvien kennojen valmistaminen ja yhdistäminen moduuliksi…………………..53 4.1.6. Amorfiseen piihin perustuvien kennojen tulevaisuuden näkymät ja SWOT-analyysi…………………………………...54 4.2. Kadmiumtelluuri…………………………………………………………...58 4.2.1. CdTe/CdS-aurinkokennojen valmistaminen ja rakenne……....59 4.2.2. CdTe-pohjaisten aurinkokennojen hyötysuhteen parantaminen…………………………………………………..64 4.2.3. CdTe/CdS-kennojen yhdistäminen moduuleiksi……………...65 4.2.4. CdTe-pohjaisten kennojen tulevaisuuden näkymät ja SWOT-analyysi…………………………………………….....67 4.3. Kupari-indium-gallium-diselenidi………………………………………....72 4.3.1. Cu(InGa)Se2/CdS-kennojen valmistaminen ja rakenne…….....73 4.3.2. Cu(InGa)Se2-pohjaisten aurinkokennojen hyötysuhteen
parantaminen…………………………………………………..78 4.3.3. Cu(InGa)Se2-pohjaisten kennojen yhdistäminen moduuleiksi……………………………………………………80 4.3.4. Cu(InGa)Se2-pohjaisten kennojen tulevaisuuden näkymät ja SWOT-analyysi…………………………………...83 5. Aurinkokeräinkennot ja piihin perustuvat ohutkalvokennot……………………..87 5.1. Piihin perustuvat ohutkalvokennot………………………………………...88 5.1.1. Ohuiden piikennojen valmistaminen ja rakenne……………....89 5.1.2. Piihin perustuvien ohutkalvokennojen optisten ominaisuuksien parantaminen………………………………....94 5.1.3. Piihin perustuvien ohutkalvokennojen tulevaisuuden näkymät ja SWOT-analyysi…………………………………...97 5.2. Aurinkokeräinkennot………………………………………………………98 5.2.1. Tehokkaat moniliitoskennot……………………................…100 5.2.2. Auringon säteilyn keskittämiseen käytetyt optiset komponentit………………………………………………….101 5.2.3. Auringon seurantaan käytettävät järjestelmät………………..107 6. Tulevaisuuden näkymiä………………………………………………………...111 6.1. Väriaineaurinkokennot…………………………………………………...111 6.1.1. Väriaineaurinkokennojen rakenne ja toimintaperiaate………112 6.1.2. Väriaineaurinkokennojen valmistaminen……………………117

VII
6.1.3. Väriaineaurinkokennojen tulevaisuuden näkymät…………...119 6.2. Muita tulevaisuuden näkymiä………………………………………….....122 6.2.1. Nanotekniikan merkitys aurinkokennojen hyötysuhteen parantamisessa………………………………...122 6.2.2. Aurinkokennojen hyötysuhteen maksimointi
impedanssisovituksen avulla………………………………....124 7. Johtopäätöksiä…………………………………………………………………..125 Lähteet………………………………………………………………………………...128
VIII
LYHENTEET JA MERKINNÄT
A abrobanssi AM ilmamassa (engl. air mass) α absorptiokerroin c valon nopeus D varauksenkuljettajien leviämistä kuvaava diffuusiovakio E energia η hyötysuhde EC johtavuusvyötä vastaava energiataso ECB huokoisen puolijohdekerroksen johtavuusvyötä vastaava energiataso
väriaineaurinkokennossa ECmin johtavuusvyön energiaminimi EF fermienergia EFe elektroni-näennäisfermienergiataso (engl. electron quasi-Fermi energy) EFh aukko-näennäisifermienergiataso (engl. hole quasi-Fermi energy) Eg energia-aukko
λE fotonin energia
eV elektronvoltti eVBI luontainen potentiaaliero EV valenssivyötä vastaava energiataso EVmax valenssivyön energiahuippu e+ positroni FF täytekerroin h Planckin vakio I virta IMP maksimitehopistettä vastaava virta ISC oikosulkuvirta JSC oikosulkuvirran tiheys k Boltzmannin vakio L vähemmistövarauksenkuljettajien keräysetäisyys λ aallonpituus λ mid-point valon spektrin puoliväliä vastaava aallonpituus n neutroni nARC heijastamattoman kerroksen taitekerroin

IX
p protoni Pin aurinkokennon vastaanottama teho PMAX maksimiteho q elektronin varaus Sgb kiteiden rajapintojen rekombinaationopeus SO auringonsäteilyn ilmakehässä kulkema matka SRV pintarekombinaationopeus T lämpötila τ vähemmistövarauksenkuljettajien elinikä φ taivaan lakipisteen ja auringon välinen kulma V jännite VMP maksimitehopistettä vastaava jännite VOC tyhjäkäyntijännite ve neutriino W työ ZO ilmakehän paksuus Al2O3 alumiinitrioksidi Cd kadmium CdCl2 kadmiumkloridi CdS kadmiumsulfidi CdSO4 kadmiumsulfaatti CdTe kadmiumtelluuri Cr kromi Cu(InAl)Se2 kupari-indium-alumiini-diselenidi Cu(InGa)Se2 kupari-indium-gallium-diselenidi CuInSe2 kupari-indium-diselenidi CuTe kuparitelluuri Fe rauta Ga gallium Ge germanium I jodi I- jodidi I3
- trijodidi In indium In2O3 indiumtrioksidi KI kaliumjodi LiI litiumjodi Mo molybdeeni NaCl natriumkloridi NaI natriumjodi Ni nikkeli
X
R4NI tetra-alkyyliammonium S rikki SiH4 silaani SiO piioksidi SnO2 tinadioksidi Te telluuri Ti titaani TiO2 titaanidioksidi ZnO sinkkioksidi ZnO:Al alumiinilla seostettu sinkkioksidi ZnTe sinkkitelluuri a-Si amorfinen pii a-SiGe germaniumilla seostettu amorfinen pii a-Si:H vedyllä seostettu amorfinen pii APCE väriaineaurinkokennon hyötysuhde (engl. absorbed photon to current-
conversion efficiency) ARC heijastamaton kerros (engl. antireflection coating) BSF takapinta-alue (engl. back surface field) c-Si kiteinen pii CE väriaineaurinkokennon vastaelektrodi (engl. counter electrode) CPC yhdistetty parabolinen keskitin (engl. compo-und parabolic concentrator) EVA etyleenivinyyliasetaatti (engl. ethylene vinyl acetate) FTO fluorilla seostettu tinaoksidi (engl. flourine-doped tin oxide) IPCE väriaineaurinkokennon hyötysuhde yksittäiselle aallonpituudelle LC loistekekitin (engl. luminescent concentrator) LID valon aiheuttama heikkeneminen (engl. light induced degradation) HRT läpinäkyvä ja korkean resistanssin omaava materiaali (engl. highly resisti-
ve transparent) TCO läpinäkyvä johtava materiaali (engl. transparent conductive oxide) WE väriaineaurinkokennon työelektrodi (engl. working electrode)
1
1. JOHDANTO
Aurinko on maapallolla elämää ja kaikkia muita luonnossa tapahtuvia prosesseja ylläpi-tävä energialähde. Täten voidaan karkeasti sanoa, että kaikki kuluttamamme energia, mukaan lukien sähköenergia tuotantotavasta riippumatta, on peräisin auringosta. Ter-millä aurinkosähkö tarkoitetaan kuitenkin menetelmiä, joissa auringon säteilytehoa hyö-dynnetään suoraan sähköenergian tuottamiseen ilman termodynaamisia tai mekaanisia välivaiheita. Auringosta saatavaa energiaa on mahdollista hyödyntää suoraan myös läm-mön tuotannossa, mutta tässä työssä keskitytään tarkastelemaan ainoastaan sähköener-gian tuottamista. Kansainvälisten ilmastosopimusneuvotteluiden seurauksena useat teollisuus- ja siirty-mätalousmaat ovat sitoutuneet vähentämään kasvihuonekaasupäästöjään tietylle tasolle. Edellä mainitut ilmastosopimukset ovat paljolti muovanneet kaikkien teollistuneiden maiden omaa, sekä Euroopan unionin yhteistä energiastrategiaa. Fossiilisten polttoainei-den ennustettavissa olevan ehtymisen vuoksi niiden hinnan ennustetaan nousevan tule-vaisuudessa, mikä vääjäämättä pakottaa useat maat kiinnittämään huomiota energia-huollon omavaraisuuteen. Nämä seikat, sekä jatkuva keskustelu ilmastonmuutoksesta ovat kasvattaneet kiinnostusta uusiutuviin energianlähteisiin, sekä asettaneet paineita niiden kehitystyölle. Toisaalta juuri eräiden perinteisten energiamuotojen hinnan nousun ansiosta uusien energiatuotantomuotojen kilpailukyky tulee parantumaan kustannusero-jen kaventumisen myötä [3]. Uudet energiantuotantomuodot ovat laajemman energiahuollon kannalta edelleen perin-teisiä ratkaisuja kalliimpia. Niiden hyödyntämistä hankaloittaa myös niiden luontainen tehonvaihtelu, minkä vuoksi ne ovat luonteeltaan lähinnä täydentävää energiantuotan-toa. Uudet energiantuotantomuodot ovat kuitenkin kehittyneet merkittävästi 1960-luvun lopulta lähtien. Tämä on pääasiassa pitkäjänteisen julkisen tuen ansiota, joka on paitsi vaikuttanut teknologian kehittymiseen, myös helpottanut sovellusten markkinoille pää-syä. Perusteita julkiselle tuelle ovat tavallisesti olleet muun muassa työllisyysvaikutuk-set, sekä uusteollistaminen. Johtuen aurinkokennoteknologian materiaaliteknisestä luon-teesta, on tieteellisen tutkimuksen ja sitä kautta julkisen tuen merkitys tekniikan kehitty-misessä ollut sen kohdalla voimakkaampaa verrattuna moniin muihin uusiin energiatek-nologioihin [2].
1. JOHDANTO 2
Aurinkosähkösovellusten taustalla oleva valosähköinen ilmiö havaittiin jo 1800-luvun alkupuolella ja ensimmäinen kiinteästä materiaalista rakennettu aurinkokennokin val-mistui jo vuonna 1883. Aurinkosähkösovellusten varsinainen hyödyntäminen alkoi kui-tenkin vasta 1954, kun valosähköinen ilmiö havaittiin valolle altistetussa pn-liitoksessa. Kennojen hyvin alhainen hyötysuhde kuitenkin rajoitti niiden käytön ainoastaan sellai-siin kohteisiin, joissa ei ollut muuta vaihtoehtoa sähköenergian tuottamiseen. Avaruus-tekniikan sovellukset olivat tuohon aikaan aurinkosähkön pääasiallisia käyttökohteita ja myös kennojen parissa tehty tutkimustyö tähtäsi pitkään juuri niiden parempaan sovel-tumiseen avaruudessa [1, 2]. Aurinkoenergian soveltaminen maanpäällisessä sähkö-energiantuotannossa sai alkusysäyksen vasta vuonna 1973, kun Yhdysvalloissa joukko aurinkosähkötutkijoita ja hallituksen tiedejärjestöjen johtajia tapasivat määritelläkseen aurinkokennojen tieteellisen arvon ja potentiaalin energian tuotannossa. Tässä Cherry Hill Conference–nimellä tunnetussa kokouksessa tehtiin päätös tukea aurinkosähkötut-kimusta valtion taholta ja samalla syntyi Yhdysvaltojen energiatutkimus- ja kehitysvi-rasto jonka tehtäviin kuului yleensäkin kannustaa tutkimaan uusiutuvia energialähteitä. Edellä mainitusta virastosta tuli myöhemmin Yhdysvaltojen energiaministeriö [1]. Samana vuonna koetun maailmanlaajuisen öljykriisin johdosta myös monien muiden teollistuneiden maiden hallitukset aloittivat ohjelmia, joiden seurauksena uusiutuvien energialähteiden ja erityisesti aurinkoenergian käyttöön alettiin kannustaa. Myös aurin-kokennoteknologioiden parissa tehtyä tutkimustyötä alettiin kohdistaa aikaisempaa enemmän maanpäälliseen energiantuotantoon liittyviin sovelluksiin. Avaruustekniikan sovellukset säilyivät kuitenkin teknologian kehittymistä hallinneena osa-alueena aina 1980-luvun puoliväliin saakka [1, 2]. Valmistukseen ja kustannustehokkuuteen tehty-jen panostusten ansiosta kennojen hinta saatiin kuitenkin putoamaan ja aurinkokenno-teollisuus alkoi vähitellen vakiinnuttaa asemaansa teollisuuden alana [1, 2]. Seuraavat merkittävät edistysaskeleet aurinkokennoteknologiassa tehtiin 1990-luvun al-kupuolella, kun monien länsimaissa tapahtuneiden yritysfuusioiden seurauksena ja ylio-pistoilta hankittujen patenttien ansiosta tapahtui huomattavaa eri teknologiaosaamisten keskittymistä. Samaan aikaan Japanissa intensiivinen tutkimustyö johti moniin uusiin laiteratkaisuihin, sekä kehittyneisiin materiaalien valmistusmenetelmiin. Japanilaisten yhtiöiden markkinaosuus maailman aurinkokennomarkkinoista kasvoikin tuohon aikaan voimakkaasti [1]. Aurinkokennoteknologioiden kehittyminen on ollut voimakkaista panostuksista huoli-matta verrattain hidasta ja sen kilpailukyky muihin tuotantomuotoihin verrattuna aina heikko. Etenkin vaiheessa, jolloin ala oli vielä nuori, päätyivätkin aurinkokennoja val-mistavat yhtiöt myymään tuotteita pientä tehonkulutusta vaativiin sovelluksiin. Esi-merkkejä näistä kuluttajaystävällisistä, pienen mittakaavan sovelluksista olivat taskulas-kimet, sekä ulkovalaistusjärjestelmät. Näiden avulla aurinkokennoyhtiöt saivat sen ver-ran tuloja, että tuotekehityspanostukset saattoivat jatkua. Yhdessä kansainvälisten avus-

1. JOHDANTO 3
tusjärjestöjen kanssa ovat yhtiöt toteuttaneet myös pienimuotoisia kotitalouksien säh-köistyksiä kehitysmaissa. Huolimatta avustusjärjestöjen tuesta on aurinkosähköjärjestel-mien korkea hinta kuitenkin koitunut monissa tapauksissa lopulta hankinnan esteeksi. Toteutuessaankaan hankkeista ei ole aina saatu suurinta mahdollista hyötyä johtuen muun muassa kehitysmaiden riittämättömästä teknisestä infrastruktuurista sekä koulu-tuksesta [1]. Teollistuneissa maissa yleisempi tapa hyödyntää aurinkoenergiaa kotitalouksien ja jul-kisen sektorin sähköntarpeen tyydyttämiseksi, on liittää massiivisia aurinkopaneelijär-jestelmiä osaksi julkista sähköverkkoa. Tällöinkin niiden tehtävänä on toimia ainoastaan lisäenergianlähteenä tuottamaan kulutushuippujen aikainen lisäenergia tai vaihtoehtoi-sesti kompensoimaan sähkön siirrossa tai jakelussa aiheutuneita häviöitä. Yhdysvallois-sa sähkömarkkinoiden vapautuminen 1990-luvulla on vähentänyt sähköyhtiöiden kiin-nostusta aurinkosähköjärjestelmiin, kun taas Euroopan ja Japanin sähköverkoissa niiden määrä on ollut jatkuvassa kasvussa. 1990-luvun lopulla on Euroopassa, Yhdysvalloissa, sekä Japanissa aloitettu suuria julkisia ohjelmia koskien aurinkosähkön käyttöä raken-nuksissa ja rakennetussa ympäristössä. Tällöin aurinkokennomoduulit integroidaan osaksi rakennelmaa, jolloin ne ainoastaan korvaavat muita rakennusmateriaaleja, eivät-kä näin ollen aiheuta ylimääräisiä rakennuskustannuksia [1]. Aurinkosähkö on edelleen kauempana energiatalouden laajoista sovelluksista moniin muihin uusiin energiantuotantomuotoihin, etenkin tuulivoimaan verrattuna. Aurinkosäh-kön kaupallisten markkinoiden on tulevina vuosikymmeninä arvioitu olevan edelleen edellä kuvatun kaltaisissa erikoissovelluksissa, jotka puolestaan vaativat voimakasta teknologiatukea. Nykyistä aurinkokennotuotantoa hallitsee kiteinen piiteknologia. Puo-lijohdetekniikan kehittymisen ansiosta kiteisen piin hyötysuhde on kaksinkertaistunut kahdessakymmenessä vuodessa verrattuna 1970-kuvun lopun tilanteeseen. Piitä käyte-tään kennoissa joko yksikiteisenä, monikiteisenä tai amorfisena [4]. Riippuvaisuus puh-taasta piistä on eräs keskeisimmistä esteistä kennojen hinnan putoamiselle, sillä erittäin puhtaan piin tuottaminen on kallista. Ohutkalvopiikennoilla materiaalin tarve on vain murto-osa kiteisiin piikennoihin verrattuna, mikä on merkittävä hyöty kennojen massa-tuotannossa. Täten koko aurinkokennoteollisuuden voittokulku edellyttää ensin läpi-murtoa ohutkalvoteknologiassa [2]. Paitsi vaikea kennoteknologia, aurinkosähköjärjes-telmien hintoja nostavat huomattavasti myös muut järjestelmäkomponentit, kuten akku ja vaihtosuuntaajat. Tästä johtuen on syytä kiinnittää huomiota myös järjestelmäkehitys-työhön hinnan pudottamisessa [1].
4
2. AURINKO SÄHKÖENERGIAN LÄHTEENÄ
Auringosta maahan osuva säteilyteho on 170 000 TW, mikä tarkoittaa, että auringosta saadaan yhden tunnin aikana enemmän energiaa, kuin mitä maapallolla kulutetaan yh-den vuoden aikana [40]. Kun otetaan huomioon muun muassa muuntohyötysuhteet, kaikki mahdolliset kustannukset, sekä maan käyttö, vastaa kokonaispotentiaali edelleen suurempaa energiamäärää, kuin mitä maapallolla 2000-luvun alussa vuosittain kulutet-tiin. Arvioiden mukaan aurinkoenergiasovelluksilla on parhaimmat edellytykset tulla yleisimmiksi uusiutuvan energian käyttöön perustuviksi energianlähteiksi. Aurinkoener-giasovellusten tarjoamalla hyödyllä tarkoitetaan tässä aurinkosähkön ja -lämmön yhteis-tä potentiaalia [1] [2, s.20, s.64]. Liitäntä energianhuoltoon on aurinkosähkön, kuten monien muidenkin uusiutuvien energiatuotantomuotojen kohdalla teknologian käyt-töönottamista hankaloittava tekijä energiatuotannon vaihtelevuuden vuoksi. Uusiutuvis-ta energianlähteistä aurinkosähkö on edelleen kauimpana energiatalouden laajoista so-velluksista tuulivoiman ollessa lähimpänä [2, s.20 s.64]. Se häviää kustannustehokkuu-dessa selvästi myös aurinkolämpöön verrattuna [2, s.17, s. 19]. Aurinkosähkön etuina aurinkolämpöön nähden taas ovat sen huomattavasti helpompi integroitavuus ja sovel-lettavuus [1]. Aurinkosähkön hyöty moniin muihin sähköenergianlähteisiin verrattuna on ympäristö-ystävällisyyden lisäksi sähköenergian muodostuminen suoraan ilman termidynaamisia tai mekaanisia välivaiheita. Merkittävä hyöty on myös vähäinen kunnossapidon tarve johtuen liikkuvien osien puutteesta, sekä hyvästä erilaisten ympäristöolosuhteiden sieto-kyvystä. Vähäinen kunnossapidon tarve, sekä mahdollisuus aurinkosähköjärjestelmän helppoon tapauskohtaiseen räätälöimiseen tekevät siitä erityisen houkuttelevan vaihto-ehdon syrjäseutujen sähköistykseen, missä kulutuskohteen liittäminen sähköverkkoon voi tulla kalliiksi [1]. Verrattaessa keskenään eri uusiutuvia energianlähteitä, kuten bio-massaa, geotermistä energiaa, tuulivoimaa, sekä aurinkolämpöä ja -sähköä, uskotaan au-rinkosähkösovellusten kohdalla kustannusten saamiseen pienemmäksi olevan kaikkein suurimmat mahdollisuudet. Vuoden 2007 aikoihin aurinkosähkömarkkinat kasvoivat noin 35 % vuodessa, eli jos aurinkosähkömarkkinat jatkavat noin 25 %:n vuosittaista kasvua, on aurinkoenergian avulla tuotetun sähkön määrä 380 GW vuonna 2030, mikä vastaisi jo huomattavaa osaa koko maailman energiantuotannosta [40]. Aurinkosähkö-sovellusten eräs merkittävin heikkous muihin energiamuotoihin verrattuna taas on nii-den vaatima suuri maapinta-ala. Se on luonnollinen seuraus aurinkokennojen alhaisesta
2. AURINKO SÄHKÖENERGIAN LÄHTEENÄ 5
hyötysuhteesta (< 20 %), sekä auringonsäteilyn alhaisesta tehotiheydestä, mikä on kes-kimäärin vain noin 100 W/m2 [1].
2.1. Aurinkoenergian hyödyntämisen perusteet sähköenergian tuotannossa 2.1.1. Auringon toimintaperiaate Auringon ytimessä on käynnissä jatkuva fuusioreaktio, jossa vetyä muuttuu heliumiksi. Tärkein auringossa tapahtuva ydinfuusioprosessi on niin sanottu hiilisykli, missä neljä vety-ydintä, eli protonia (p), yhdistyvät yhdeksi heliumytimeksi, joka koostuu kahdesta neutronista (n), sekä kahdesta protonista. Reaktio on kaavan 2.1 kaltainen.
EveHep e ∆+++= + 224 4 . (2.1)
Reaktiossa syntyy myös kaksi positronia +e , kaksi neutriinoa ev , sekä energiaa E∆ , jo-
ka on atomiytimien rakenneosien välistä sidosenergiaa ja vapautuessaan nostaa aurin-gon lämpötilaa. Kaikki kuumat kappaleet lähettävät ympärilleen sähkömagneettista sä-teilyä, joka aurin-gon tapauksessa on auringon valo [1] [80, s.3]. Auringon säteilytehotiheys, niin kutsuttu aurinkovakio, on välittömästi ilmakehän ylä-puolella 1,353 kW/m2. Ilmakehän molekyyleissä tapahtuva absorptio ja siroaminen vai-mentavat säteilyä yleensä kuitenkin vähintään 25 %. Sironnutta säteilyä kutsutaan dif-fuusiksi säteilyksi ja sen osuus maanpinnalle saapuvasta säteilystä vaihtelee voimak-kaasti pilvisyyden mukaan. Diffuusilla säteilyllä on erilainen aallonpituusjakauma ver-rattuna suoraan säteilyyn, minkä vuoksi kaikki aurinkokennot eivät kykene absorboi-maan sitä erityisen hyvin. Alaluvussa 4.2 käsiteltävät kadmiumtelluurikennot kykenevät siihen parhaiten [1, 3] [9]. Aallonpituusjakauma riippuu myös auringon asemasta tai-vaan lakipisteeseen nähden. Tätä kuvataan ilmamassan AM avulla, joka määritellään sä-teilyn ilmakehässä kulkeman matkan ja ilmakehän paksuuden osamääränä. Kun ilmake-hän paksuutta merkitään termillä ZO ja auringon säteilyn ilmakehässä kulkemaa matkaa termillä SO, voidaan ilmamassa määritellä yhtälöllä 2.2.
φφ cos
1cos
=⋅
==SO
SOZOSOAM . (2.2)
Kaavassa 2.2 φ on taivaan lakipisteen ja auringon välinen kulma. Aurinkokennojen ominaisuuksia arvioidessa oletetaan vallitsevaksi säteilyksi usein AM1,5-säteily. Se tar-koittaa sellaista auringonsäteilyn spektriä, jossa AM = 1,5, ja edellä mainittu kulma φ noin 48o ja joka on normalisoitu 1 kW/m2:n tehotiheyteen [1].

2. AURINKO SÄHKÖENERGIAN LÄHTEENÄ 6
2.1.2. Puolijohteiden elektronirakenne ja aurinkokennon toimintaperiaate Sähkötekniikan näkökulmasta aineet on tapana jakaa kolmeen ryhmään, joita ovat joh-teet, eristeet ja näiden kahden väliin sijoittuvat puolijohteet, jotka muodostavat perustan aurinkokennoteollisuudelle. Puolijohteet perustuvat pääasiassa alkuaineiden jaksollisen järjestelmän ryhmissä III – VI oleviin alkuaineisiin, kuten piihin, galliumiin ja indiu-miin. Puolijohde voi koostua ominaisuuksiltaan hyvin erilaisista alkuaineista, joista muodostettu kokonaisuus kuitenkin aina vastaa sähköisesti puolijohdetta. Luonnollisesti myös alkuaineiden keskinäiset suhteet vaikuttavat puolijohteen ominaisuuksiin. Puoli-johteet jaetaan edelleen kahteen ryhmään, n- ja p-tyypin puolijohteisiin, joista ensiksi mainitussa on ylimäärä elektroneja ja jälkimmäisessä ylimäärä aukkoja. Ylimäärät saa-daan aikaan seostamalla materiaaleja epäpuhtausatomeilla. Esimerkiksi ensimmäisen sukupolven aurinkokennojen perustana olevalla piillä on vapaana ollessaan uloimmalla elektronikuorellaan neljä elektronia, jolloin puhtaan piin kiderakenne on säännöllinen jokaisen elektronin ollessa yhteinen kahden piiatomin kesken. Tällöin jokainen piiatomi on siis yhteydessä neljään atomiin ja kullakin piiatomilla on uloimmalla elektronikuo-rellaan suurin sallittu elektronimäärä, eli kahdeksan elektronia. Tilanne kuitenkin muut-tuu, mikäli piitä seostetaan alkuaineella, kuten fosforilla, jolla on viisi elektronia uloim-malla elektronikuorellaan. Tällöin kunkin fosforiatomin neljä elektronia on sidoksissa johonkin piiatomiin, yhden elektronin jäädessä vapaaksi. Näin parannetaan merkittäväs-ti rakenteen sähkönjohtavuutta. Mikäli piitä seostetaan boorilla, tai jollain muulla alku-aineella, jolla on kolme elektronia uloimmalla elektronikuorellaan, on seostava alkuaine kytköksissä nyt vain kolmeen piiatomiin. Myös näin on saatu parannettua rakenteen sähkönjohtavuutta, mutta tällä kertaa muodostamalla rakenteeseen aukkoja. Kun n- ja p-tyyppisesti seostetut puolijohteet tuodaan yhteen, siirtyy elektroneja n-tyy-pin puolijohteesta täyttämään p-tyypin puolijohteessa olevia aukkoja. Samoin p-tyypin puolijohteessa olevat aukot pyrkivät kohti n-tyypin puolijohdetta. Elektronien siirtyessä n-kerroksesta p-kerrokseen, tulee n-kerroksen fosforiatomeista niiltä puuttuvan elektro-nin vuoksi positiivisesti varautuneita ioneja. Elektronin vastaanottaneista booriatomeista tulee puolestaan negatiivisesti varautuneita ioneja. Näin p- ja n-kerrosten rajapinnalle muodostuu alue, jolla ei ole vapaita varauksenkuljettajia. Aluetta kutsutaan pn-liitoksen tyhjennysalueeksi. Koska rajapinnasta muodostuu sähköisesti varautunut, muodostuu rajapinnalle sähkökenttä, eikä elektronien ja aukkojen edellä mainittu siirtyminen jatku loputtomiin. Täten rakenne jää muutoin entiselleen, kun tietyn levyinen tyhjennysalue on ensin muodostunut. Rajapin-nalle muodostunutta sähkökenttää vastaa tietty jännite-ero, jota kutsutaan pn-liitoksen kynnysjännitteeksi. Mikäli pn-liitoksen yli kytketään myötäsuuntainen jännite, eli p-alue tulee n-aluetta korkeampaan potentiaaliin, on elek-troneilla mahdollista siirtyä n-alueelta p-alueelle, edellyttäen että myötäsuuntainen jän-nite on kynnysjännitettä suurempi. Koska sähkövirta on määritelty elektronien liikkeek-si, kulkee sähkövirta kynnysjännitteen ylittävän myötäsuuntaisen jännitteen vallitessa p-
2. AURINKO SÄHKÖENERGIAN LÄHTEENÄ 7
alueelta n-alueelle. Jos pn-liitoksen yli kytketään estosuuntainen jännite, kasvaa p-alueella olevien aukkojen tiheys ja n-alueella olevien elektronien tiheys. Tämä johtaa tyhjennysalueen levenemiseen, eikä pn-liitoksen läpi kulje virtaa, lukuun ottamatta pientä vuotovirtaa. Jos estosuuntaista jännitettä kasvatetaan riittävästi, tapahtuu läpi-lyönti, mikä yleensä johtaa koko pn-liitoksen tuhoutumiseen [1]. Edellä kuvattua pn-liitoksen kykyä päästää sähkövirtaa läpi vain toiseen suuntaan käyte-tään laajalti hyväksi elektroniikassa. Myös perinteisen aurinkokennon toiminta perustuu pn-liitoksen hyödyntämiseen, mutta tällöin pn-liitoksen yli ei kytketä jännitettä. Aurin-kokennoissa pn-liitoksen tehtävä on ainoastaan saada auringonsäteilyn synnyttämät va-rauksenkuljettajat liikkumaan eri suuntiin, jotta ne voidaan johtaa onnistuneesti ulkoi-seen piiriin. Aurinkokennon toiminta perustuu puolijohteissa olevien tiettyjen energiati-lojen hyödyntämiseen. Vapaassa tilassa olevan atomin elektroneilla on tietty määrä sal-littuja energiatiloja, jotka määräytyvät suoraan elektronikuorien määrän perusteella. Puolijohteissa, kuten muissakin kiderakenteissa, atomit vuorovaikuttavat keskenään, minkä vuoksi elektronien sallitut energiatilat levittäytyvät sallituiksi energiavöiksi, jotka täten koostuvat lähekkäisistä ja osittain päällekkäisistä elektronien alkuperäisistä ener-giatiloista. Alhaisissa lämpötiloissa kiderakenteen elektronit miehittävät mahdollisim-man alhaiset energiatilat, mutta jokaisella sallitulla energiatasolla voi kuitenkin olla kor-keintaan kaksi elektronia. Tätä kutsutaan Paulin kieltosäännöksi. Sen seurauksena kaik-ki kiderakenteen energiatilat ovat alhaisissa lämpötiloissa elektronien miehittämiä tiet-tyyn, jokaiselle materiaalille yksilölliseen energiatasoon asti, jota kutsutaan Fermi-ener-giaksi. Sen alapuolista energiavyötä kutsutaan valenssivyöksi ja yläpuolista vyötä johta-vuusvyöksi. Jotta puolijohde johtaisi sähköä, on johtavuusvyöllä oltava elektroneja. Siirtyäkseen johtavuusvyölle elektronit tarvitsevat energiaa, jonka ne voivat saada esi-merkiksi niihin kohdistuvan lämpöenergian kautta. Aurinkokennojen toiminta perustuu valosähköiseen ilmiöön, jossa aineen elektronit voivat saada niin paljon energiaa aurin-gonsäteilyn fotoneilta, että ne siirtyvät valenssivyöltä johtavuusvyölle. Fotonit ovat säh-kömagneettisen säteilyn perushiukkasia, joilla on tietty energia. Mitä suurempi on au-ringonsäteilyn intensiteetti, sitä enemmän varauksenkuljettajia syntyy ja sitä suurempi on myös aurinkokennosta saatava sähköteho. Varauksenkuljettajilla tarkoitetaan aukko-jen ja elektronien syntymistä, jotka pn-rakenteen varauksenkuljettajia erottelevan vaiku-tuksen vuoksi etenevät kennossa eri suuntiin. Tähän karkeaan aurinkokennojen toimin-taperiaatteeseen perustuvat luvussa 3 käsiteltävät ensimmäisen sukupolven aurinkoken-not, luvussa 4 käsiteltävät toisen sukupolven aurinkokennot, sekä alaluvussa 5.1 käsitel-tävät piihin perustuvat ohutkalvokennot. Johtuen erilaisista materiaaleista ja muista tek-nisistä ratkaisuista, vaihtelevat myös eri kennojen toimintaan vaikuttavat tekijät, joita käsitellään kunkin kennotyypin kohdalla erikseen. Alaluvussa 4.1. käsiteltävien amorfi-seen piihin perustuvien kennojen rakenne poikkeaa hieman muiden toisen sukupolven ja ensimmäisen sukupoven aurinkokennojen rakenteesta, minkä vuoksi niiden kohdalla toimintaperiaatetta käsitellään hieman syvällisemmin. Alaluvussa 6.1. käsiteltävien vä-

2. AURINKO SÄHKÖENERGIAN LÄHTEENÄ 8
riaineaurinkokennojen toiminta perustuu valosähköisen ilmiön sijasta fotosynteesiin, minkä vuoksi tässä kappaleessa esitetty aurinkokennojen perustoimintaperiaate sellaise-naan päde niihin [1].
2.2. Aurinkokennojen toiminnan kannalta olennaisimmat parametrit 2.2.1. Valon absorboituminen aurinkokennossa ja absorptiokerroin Aurinkokennon tehtävänä on saada hyödynnettyä sille lankeavan säteilyn energiasta mahdollisimman suuri osa. Tätä ominaisuutta voidaan arvioida absorptiokertoimen α avulla. Se riippuu todennäköisyydestä P12, jolla elektroni voi siirtyä valenssivyötä vastaavalta energiatasolta EV johtavuusvyötä vastaavalle energiatasolle EC, sekä elektro-nien tiheydestä valenssivyöllä gV(EV) ja elektronien lopullisten tilojen tiheydestä johta-vuusvyöllä gC(EC). Absorptiokerroin α saadaan, kun edellä mainittujen tekijöiden tulo summataan kaikkien mahdollisten energia-tasojen EV ja EC välillä tapahtuvien siirtymi-en yli. Absorptiokerroin voidaan esittää kaavan 2.3 avulla. Kaava 2.3 kertoo, kuinka paljon varauksenkuljettajia kennon avulla on teoriassa mahdollista säteilyn avulla tuot-taa. Sitä sovellettaessa täytyy olettaa, että valenssivyö on täysi ja johtavuusvyö tyhjä.
∑∝ )()()( 2112 EgEgPhv CVα . (2.3)
Kun puolijohdetta käytetään absorboimaan valoa, on olennaista osuuko valenssivyön energia-huippu EVmax ja johtavuusvyön energiaminimi ECmin samalle elektronin liike-määrän p arvolle, eli säilyykö elektronin liikemäärä sen siirtyessä energiatasolta toiselle. Tämän mukaan puhutaan suoran ja epäsuoran energia-aukon puolijohteista. Ensiksi mainitun kohdalla energia-arvot EVmax ja ECmin osuvat kohdakkain, eli elektronin liike-määrä säilyy, kun taas viimeksi mainitun kohdalla näin ei tapahdu. Epäsuoran energia-aukon puolijohteissa energia-arvojen EVmax ja ECmin osuminen eri elektronin liikemäärän p arvolle tarkoittaa käytännössä, että fotonin absorptioprosessi sisältää ylimääräisen par-tikkelin, jolla myös on tietty liikemäärä. Nämä partikkelit, fononit (engl. phonons), ku-vaavat puolijohteen hilarakenteessa tapahtuvia värähtelyjä. Niillä on pieni energia, mut-ta suuri momentti. Valon absorptioprosessissa voi tapahtua sekä fononin absorboitumi-nen, että emissio. Suoran ja epäsuoran energia-aukon omaavissa puolijohteissa tapahtu-vaa fotonin absorptioprosessia on havainnollistettu kuvassa 2.1.

2. AURINKO SÄHKÖENERGIAN LÄHTEENÄ 9
Kuva 2.1. Fotonin absorptioprosessi suoran (vasen kuva) ja epäsuoran energia-aukon puolijohteissa. Termi EV tarkoittaa valenssi- ja termi EC johtavuusvyötä. Sekä suoran, että epäsuoran energia-aukon puolijohteille voidaan kummallekin johtaa tämän perusteella yksilölliset absorptiokertoimen arvot, jota ei kuitenkaan tässä työssä tehdä. Mainittakoon kuitenkin, että epäsuoran energia-aukon puolijohteen absorptiopro-sessissa mukana olevilla fononeilla on tietyn suuruinen momentti, mikä johtaa pienem-pään absorptiokertoimeen. Käytännössä pienempi absorptiokertoimen arvo tarkoittaa, että valo tunkeutuu epäsuoran energia-aukon puolijohteeseen paljon syvemmälle, kuin suoran energia-aukon puolijohteeseen. Tämän vuoksi epäsuoran energia-aukon puoli-johteelta vaaditaan suurempaa paksuutta. Edellä esitetyt fotonin absorptioprosessit ovat ainoastaan perustapauksia ja absorptio sekä suoran, että epäsuoran energia-aukon puoli-johteissa voi tapahtua monella eri tavalla. Fononi voi esiintyä myös suoran energia-au-kon puolijohteen absorptioprosessissa ja toisaalta epäsuoran energia-aukon puolijoh-teessa se saattaa puuttua absorptioprosessista kokonaan, jos fotonin energia on riittävän suuri. On myös huomattava, että absorptiokerroin on jokaiselle valon aallonpituudelle yksilöllinen, mikä tarkoittaa, että kennon paksuus vaikuttaa myös siihen, minkä aallon-pituista valoa se kykenee absorboimaan [1]. Auringonsäteilyn fotonien energiaa voidaan kuvata kaavan 2.4 mukaisella yhtälöllä.
λλhcE = . (2.4)
Kaavassa 2.4 λE on fotonin energia, h planckin vakio ja c valon nopeus. Koska kaavan
osoittaja on vakioiden tulo, riippuu fotonin energia vain nimittäjässä olevasta aallonpi-tuuden λ arvosta. Edelleen voidaan päätellä, että mitä pienempi on tietyn fotonin aal-lonpituus, sitä suurempi on sen energia. Auringonsäteilyn fotoneista vain ne joiden energia on riittävän suuri kykenevät irrotta-maan elektroneja valenssivyöltä johtavuusvyölle. Se onko fotonin energia riittävän suu-

2. AURINKO SÄHKÖENERGIAN LÄHTEENÄ 10
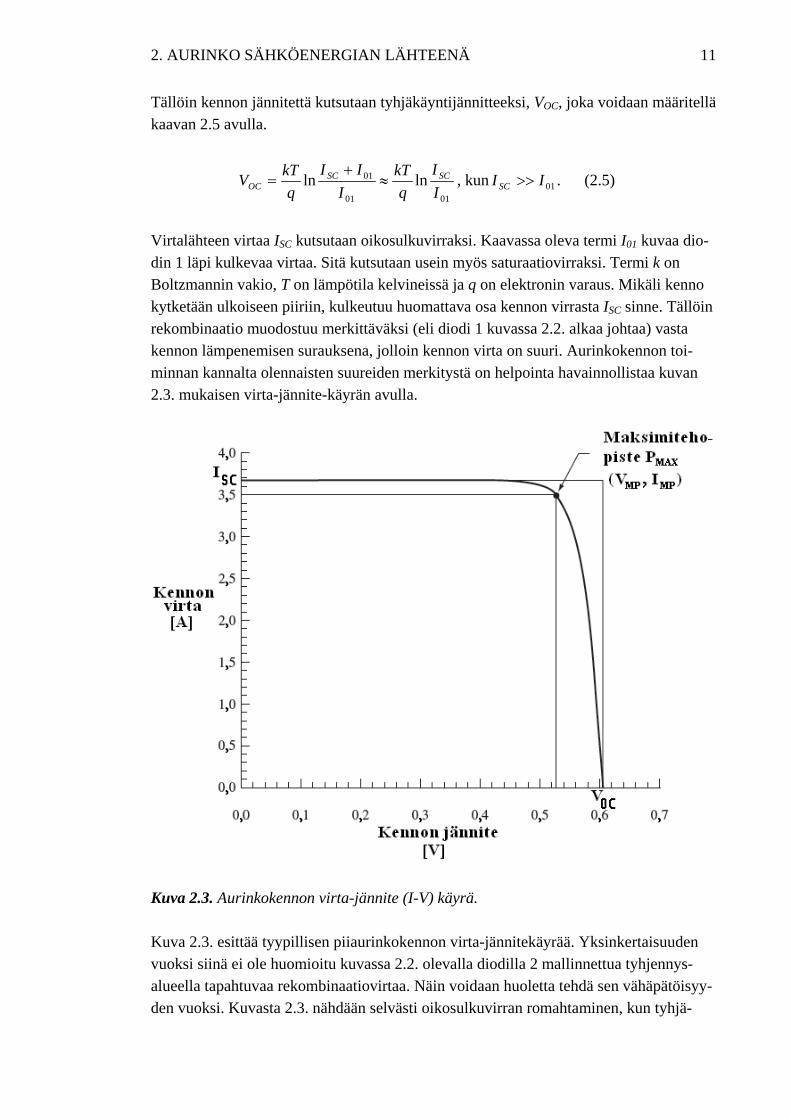
ri, riippuu valenssivyötä ja johtavuusvyötä vastaavien energiatasojen suuruuksista. Juuri tätä energiatasojen erotusta kutsutaan materiaalin energia-aukoksi Eg. Energia-aukko kertoo samalla, miten hyvin kenno on sovitettu auringonsäteilyn spektriin. Niillä foto-neilla, joiden energia on suurempi kuin energia-aukon suuruus, muuttuu ylijäämä ener-gia ainoastaan lämmöksi, eikä siitä näin ole kennon sähkön tuotannon kannalta lainkaan hyötyä. Tämä on eräs merkittävä syy aurinkokennojen hyvin alhaiseen hyötysuhteeseen. Energia-aukon lisäksi käytetään usein myös termiä optinen energia-aukko, jolla tarkoi-tetaan samaa energia-aukkoa. Optisesta energia-aukosta puhutaan silloin, kun ollaan kiinnostuneita minkä suuruisen energia-aukon omaavat fotonit pääsevät materiaalista lä-pi, eli eivät absorboidu materiaalissa [1]. 2.2.2. Tyhjäkäyntijännite, oikosulkuvirta ja virta-jännite käyrä Aurinkokennoa on mahdollista havainnollistaa kuvan 2.2. kaltaisella yksinkertaisella ra-kenteella.
Kuva 2.2. Aurinkokenno yksinkertaisen virtapiirin avulla esitettynä. Kuvassa 2.2. olevan diodin 1 tarkoitus on kuvata aurinkokennossa tapahtuvaa elektro-nien ja aukkojen rekombinaatiota, mikä tarkoittaa, ettei niitä onnistuttu johtamaan ul-koiseen piiriin, vaan ne yhdistyivät toisiinsa. Virtalähde ISC kuvaa säteilyn synnyttämien varauksenkuljettajien muodostamaa virtaa. Sen aikaansaaman virran suunta on päinvas-tainen diodien myötä-virran suuntaan nähden, joten riittävän suuri virtalähteen virta myötäbiasoi diodit. Diodi 2 kuvaa pn-liitoksen tyhjennysalueella tapahtuvaa rekombi-naatiota, mikä yleensä voidaan jättää huomioimatta. Mikäli säteily ei ole erityisen voi-makasta, eli virtalähteen antama virta on pientä, myös diodin 1 virta voidaan jättää huo-mioimatta ja aurinkokennon virta I koostuu ainoastaan varauksenkuljettajien synnyttä-mästä virrasta ISC. Kun auringonsäteily on voimakasta kasvaa kennon lämpötila ja myös diodin 1 virta voimakkaasti. Seurauksena on kennon jännitteen V romahtaminen. Tarkastellaan seuraavaksi kennoa, jota ei ole kytketty ulkoiseen piiriin. Tällöin myös virta I on kuvan 2.2. perusteella 0, eli virta ISC kulkee kokonaisuudessaan diodin 1 läpi.
2. AURINKO SÄHKÖENERGIAN LÄHTEENÄ 11
Tällöin kennon jännitettä kutsutaan tyhjäkäyntijännitteeksi, VOC, joka voidaan määritellä kaavan 2.5 avulla.
0101
01 lnlnII
qkT
III
qkTV SCSC
OC ≈+
= , kun 01II SC >> . (2.5)
Virtalähteen virtaa ISC kutsutaan oikosulkuvirraksi. Kaavassa oleva termi I01 kuvaa dio-din 1 läpi kulkevaa virtaa. Sitä kutsutaan usein myös saturaatiovirraksi. Termi k on Boltzmannin vakio, T on lämpötila kelvineissä ja q on elektronin varaus. Mikäli kenno kytketään ulkoiseen piiriin, kulkeutuu huomattava osa kennon virrasta ISC sinne. Tällöin rekombinaatio muodostuu merkittäväksi (eli diodi 1 kuvassa 2.2. alkaa johtaa) vasta kennon lämpenemisen surauksena, jolloin kennon virta on suuri. Aurinkokennon toi-minnan kannalta olennaisten suureiden merkitystä on helpointa havainnollistaa kuvan 2.3. mukaisen virta-jännite-käyrän avulla.
Kuva 2.3. Aurinkokennon virta-jännite (I-V) käyrä. Kuva 2.3. esittää tyypillisen piiaurinkokennon virta-jännitekäyrää. Yksinkertaisuuden vuoksi siinä ei ole huomioitu kuvassa 2.2. olevalla diodilla 2 mallinnettua tyhjennys-alueella tapahtuvaa rekombinaatiovirtaa. Näin voidaan huoletta tehdä sen vähäpätöisyy-den vuoksi. Kuvasta 2.3. nähdään selvästi oikosulkuvirran romahtaminen, kun tyhjä-
2. AURINKO SÄHKÖENERGIAN LÄHTEENÄ 12
käyntijännite saavuttaa tietyn arvon. Näiden kahden suureen voimakas keskinäinen riip-puvuus on arvioitavissa myös edellä esitetystä tyhjäkäyntijännitteen kaavasta. Aiemmin mainittu materiaalin energia-aukko Eg liittyy tyhjäkäyntijännitteeseen ja oikosulkuvir-taan siten, että mitä pienempi energia-aukko on, sitä enemmän syntyy vapaita varauk-senkuljettajia. Tämä johtaa suurempaan oikosulkuvirtaan. Toisaalta pieni energia-aukko johtaa kuvan 2.2. diodin 1 läpi kulkevan virran, eli rekombinaation nopeampaan kasva-miseen. Tyhjäkäyntijännitteen kaavan perusteella suuri diodin 1 läpi kulkeva virta suh-teessa oikosulkuvirtaan johtaa tyhjäkäyntijännitteen romahtamiseen. Tästä syystä suuri energia-aukko johtaa myös suurempaan tyhjäkäyntijännitteeseen. Toisaalta suuri ener-gia-aukko aiheuttaa varauksenkuljettajien määrän vähentymistä, sillä tällöin pienemmäl-lä osalla fotoneista on riittävästi energiaa sen ylittämiseksi. Ideaalisena energia-aukon suuruutena pidetään 1,45 eV:a [1, 18]. 2.2.3. Täytekerroin ja aurinkokennon hyötysuhde Kuvassa 2.3. esitetyn virta-jännite käyrän pisteistä kaikkein kiinnostavin on se, joka osoittaa kennosta saatavan maksimitehon. Sitä kutsutaan maksimitehopisteeksi PMAX ja sitä vastaavat jännitteen ja virran arvot on kuvassa 2.3. osoitettu termeillä VMP ja IMP. Graafisesti ajateltuna maksimitehopiste on se piste, jossa pinta-alaltaan suurin kuvaan 2.3. piirretty suorakulmio leikkaa virta-jännite käyrän. Suorakulmion ala on tällöin PMP = VMP
. IMP. Aurinkokennon kykyä saavuttaa sen teoreettinen maksimihyötysuhde, voi-daan arvioida sen täytekertoimen FF avulla, jota voidaan pitää eräänlaisena hyvyyslu-kuna. Se voidaan määritellä kuvassa 2.3. olevan kahden suorakulmion osamääränä:
SCOC
MPMP
SCOC
MP
IVIV
IVPFF == . (2.6)
Täytekerroin on siis sitä parempi, mitä jyrkemmin oikosulkuvirta ISC putoaa kuvassa 2.3., kun tyhjäkäyntijännite on saavuttanut tietyn arvon, eli mitä selvempi on piste, jossa rekombinaatiomekanismit alkavat vaikuttaa. Täytekertoimelle on empiirisesti johdettu myös seuraava esitys.
qkTV
kTVqq
kTVFF
OC
OCOC
+
+−=
)72,0ln(. (2.7)
Kaavasta 2.7 voidaan päätellä että tyhjäkäyntijännitteen VOC kasvattaminen johtaa kas-vaneeseen täytekertoimeen. Täytekerrointa heikentää erilaiset kennossa ja johtimissa ta-pahtuvat resistiiviset häviöt, joiden pitäminen mahdollisimman pienenä on eräs kenno-jen suunnittelun peruslähtökohta. Täytekertoimen teoreettinen maksimi on yksi, mutta käytännössä tähän ei koskaan päästä. Resistiivisten häviöiden, sekä rekombinaation li-
2. AURINKO SÄHKÖENERGIAN LÄHTEENÄ 13
säksi aurinko-kennojen hyötysuhdetta heikentävät keruuhäviöt, joilla tarkoitetaan sitä, ettei kaikkia auringonsäteilyn synnyttämiä varauksenkuljettajia onnistuta keräämään kennon virta-kontakteihin. Virtakontaktit myös estävät osaa auringonsäteilystä saavutta-masta kennon absorptiokerrosta ja lisäksi osa auringonsäteilystä heijastuu kennon pin-nalta. Tärkein aurinkokennon toimintaa kuvaava parametri on luonnollisesti kennon hyötysuh-de η . Jos tiedetään aurinkokennolle tulevan säteilyn teho ja suurin kennosta käytännös-sä saatava teho, voidaan aurinkokennon hyötysuhde määrittää kaavan 2.8 avulla.
in
SCOC
in
MP
PIVFF
PP ⋅⋅
==η . (2.8)
Yllä esitettyä hyötysuhteen kaavaa voidaan soveltaa vain ensimmäisen ja toisen suku-polven kennojen kohdalla. Väriaineaurinkokennojen erilaisesta toimintaperiaatteesta johtuen niiden hyötysuhteen kaava poikkeaa edellä esitetystä [1, 84].
14
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT
1960-luvulla alkanut elektroninen vallankumous johti nopeasti kasvaneen kilpailun kautta monimutkaisten integroitujen piirien rakentamiseen, jotka puolestaan olivat alku-sysäys nykyiselle informaatioteollisuudelle. Tämä edellytti ensin voimakkaita panostuk-sia piin kemiallisten ja sähköisten ominaisuuksien tutkimiseen, sekä valmistusmenetel-mien kehittämiseen, jotta puhdasta ja yhtenäisen rakenteen omaavaa piimassaa voitai-siin tuottaa mahdollisimman paljon. Tämä edellytti myös eri prosessivaiheiden suoritta-miseksi tarvittavien laitteiden kehittymistä. Koska piin ominaisuudet tunnettiin tuohon aikaan hyvin, oli luonnollista että myös ensimmäiset aurinkokennot perustuivat piihin. Koska pii on maankuoren toiseksi yleisin alkuaine, ei ollut huolta myöskään materiaalin saatavuudesta. Aluksi piitä käytettiin aurinkokennoissa ainoastaan yksikiteisenä. Tällöin piissä on kaik-kialla yhdenmukainen kiderakenne. Monikiteisten piikiekkojen edullisemmasta hinnasta johtuen alkoi 1980-luvulla markkinoille ilmestyä myös niihin perustuvia aurinkokenno-ja. Yksikiteisestä piistä poiketen se koostuu rakeista, joiden sisällä on yhdenmukainen kiderakenne. Monikiteisen piin avulla ei onnistuttu heti saavuttamaan samansuuruisia hyötysuhteita kuin yksikiteiseen piihin perustuvilla kennoilla, niinpä se ei välittömästi syrjäyttänyt yksikiteisen piin valta-asemaa aurinkokennomateriaalina. Monikiteisen piin ominaisuuksien parempi tunteminen johti kuitenkin siitä valmistettujen kennojen laadun parantumiseen, mikä yhdessä kehittyneen materiaalinkäsittelyteknologian kanssa johti siihen perustuvien kennojen markkinaosuuden kasvamiseen. Nykyään jo yli puolet ki-teiseen piihin perustuvista kennoista on valmistettu monikiteisestä piistä [1]. On arvioitu, ettei pelkästään kiteiseen piihin perustuvien kennojen avulla kyetä täyttä-mään niitä odotuksia, joita koko aurinkokennoteollisuudelle on asetettu. Nämä väitteet perustuvat siihen, että erittäin puhtaan piin tuottaminen on hyvin kallista ja hankalaa. Tämä nostaa valmiiden moduulien hintaa huomattavasti, sillä noin puolet moduulin ko-konaishinnasta muodostuu pelkästään materiaalikustannuksista. Tästä syystä on ryhdyt-ty kehittämään aurinkokennoja, jotka perustuvat kiteisen piin sijasta materiaaleihin, joi-den avulla moduulin loppuhintaa voidaan pienentää. Erityisesti monikiteisen piin käy-tön ongelmana on lisäksi se, että vaikka piitä on käytetty kennomateriaalina koko nyky-aikaisen aurinkokennoteollisuuden ajan ja sen ominaisuuksia on tutkittu menestykselli-
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 15
sesti, muodostuu monikiteisen piimassan kasvatusprosessin aikana siihen edelleen myös rakenteellisia heikkouksia ja epäpuhtauksia. Nämä heikentävät kennojen hyötysuhdetta ja siksi nykyään tähän teknologiaan perustuvien kennojen parissa tehdäänkin voimakas-ta tutkimusta liittyen muun muassa hilarakenteessa oleviin vaurioihin ja niiden keskinäi-seen vuorovaikutukseen [1, 5]. Monikiteiseen piihin pohjautuvien kennojen ongelmana on myös kehno teollinen valmistusprosessi, jossa suoritettavien piin leikkaamistoimen-piteiden johdosta jopa puolet piimassasta tuhlataan. Noin 80 % monikiteisestä piistä valmistetaan tällä menetelmällä. Johtuen toistaiseksi paremmasta hyötysuhteesta verrattuna muihin kennotekniikoihin, kiteiseen piihin perustuvat aurinkokennot hallitsevat edelleen 90-prosenttisesti aurinko-kennomarkkinoita huolimatta edellä mainituista heikkouksista [1, 5]. Koska muihin tek-nologioihin pohjautuvien kennojen parissa ei ole tapahtunut merkittävä läpimurtoa, on kiteiseen piihin perustuvien kennojen oletettu säilyttävän valta-asemansa ainakin 2010-luvun puoliväliin saakka [1]. Jo nyt monikiteisen piin kasvatustekniikoiden kehittämi-sessä on tapahtunut edistystä, jonka johdosta suurempi osa materiaalista saadaan hyö-dynnettyä. Jos myös aiemmin mainittujen rakenteellisten heikkouksien ehkäisemisessä tapahtuu merkittävää edistystä, saattaa valta-asema säilyä vielä pitkälle tulevaisuuteen [1, 5].
3.1. Kiteinen pii aurinkokennomateriaalina 3.1.1. Kiteisen piin yleispiirteitä Teollisuuden tarkoituksena on valmistaa suurella tuotantovolyymillä mahdollisimman hyvän hyötysuhteen omaavia aurinkokennoja, jotka ovat lisäksi kustannustehokkaita. Yleisin materiaali, jota nykyään käytetään aurinkokennoissa valoa absorboivana materi-aalina, on kiteinen pii jota käytetään joko Czhochralski-kasvatettuna yksikiteisessä muodossa, tai valumuottimateriaalina monikiteisessä muodossa. Tähän mennessä on tehty suuria ponnistuksia aurinkokennojen hyötysuhteen kasvattamiseksi 20 %:iin ja jo-pa sen yli. Valitettavasti tehokkuusparannukset on usein saavutettu voimakkaita talou-dellisia panostuksia edellyttävien prosessivaiheiden avulla, joten useimpia vaiheita ei voida suoraan soveltaa teollisuustuotantoon, vaan ne on uudelleen suunniteltava hal-vemmiksi. Tästä syystä yksikiteiseen piihin perustuvien aurinkokennojen kohdalla esiintyy edelleen suuri tehokkuusero laboratorio-olosuhteissa valmistettujen 24 %:n hyötysuhteen omaavien, ja kustannustehokkaiden, kaupallisesti tuotettujen kennojen vä-lillä, joiden hyötysuhde on vain 14 - 17 %. Aurinkokennojen massatuotannon alkuaikoi-na aurinkokennomoduulin hinta jakautui tasaisesti piikiekon, kennon valmistusprosessin ja moduulin valmistuksen kanssa. Tämä perinteisenä pidetty suhde on muuttunut sekä yksi-, että monikiteisellä piillä. Nykyään useimmissa tuotteissa piikiekon osuus on jopa yli 50 % moduulin hinnasta, kun sekä kennon, että moduulin valmistusprosessin osuus

3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 16
on noin 25 %. Pääasiallisena syynä tähän on tasainen kustannusten lasku kahden vii-meksi mainitun kohdalla, sekä toisaalta merkittävä kasvu raaka-aineen hinnassa kennon paksuuden säilyessä lähes muuttumattomana. Yksi tapa vastata tämän päivän vaatimuksiin matalammasta piikiekon hinnasta on vä-hentää kidekasvatuksen hintaa parantamalla tuottavuutta ja materiaalin kulutusta tietty piikiekon laatutaso säilyttäen. Muita tapoja ovat johdinsahauksen kustannusten vähentä-minen ja ohuempien piikiekkojen aikaansaaminen. Kaupallisesti tuotetuissa piiaurinko-kennoissa piikiekon paksuus on tällä hetkellä 250 - 350 µ m mekaanisen stabiilisuuden vuoksi. Laskelmien mukaan paksuuden 60 – 100 µ m on kuitenkin arvioitu olevan fyy-sinen optimipaksuus piiaurinkokennoille. Tämän paksuisilla yksikiteiseen piihin perus-tuvilla kennoilla suurin teoreettinen hyötysuhde on vielä mahdollista saavuttaa. Tällä optimipaksuudella yksikiteinen pii tulee kuitenkin hyvin hauraaksi, joten sekä piikiekon sähköiset ja mekaaniset ominaisuudet, että käsittelytekniikat tulevat erittäin tärkeiksi, jotta hyvä tuottavuus saataisiin säilymään. Myös valmistusprosesseja täytyy sopeuttaa, suunnitella uudelleen tai kehittää, jotta ultra-ohuiden piikiekkojen vääntyminen ja mur-tuminen niiden käsittelyn aikana saataisiin estettyä. Ohuiden piikiekkojen tapauksessa pintapassivoinnin merkitys kasvaa entisestään. Passivoinnilla tarkoitetaan aurinkoken-nojen valmistuksen yhteydessä tavallisimmin menetelmiä, joiden avulla pienennetään puolijohdemateriaalien rajapinnoilla tapahtuvaa rekombinaatiota. Passivointi kohdistuu edellä mainitun tilanteen tavoin yleensä vain materiaalin pintoihin, minkä vuoksi sitä kutsutaan usein pintapassivoinniksi. Koska passivointia ei voida tehdä kustannuksia kasvattamatta, täytyy sen, kuten jokaisen lisätyn prosessivaiheen kasvattaa sopivalla ta-valla lopullisen moduulin tehokkuutta, jotta valmistusprosessi säilyisi kustannustehok-kaana. Muita tärkeitä tekijöitä, joiden avulla arvokkaasta piikiekosta voidaan saada mahdollisimman paljon tehoa, ovat muun muassa kehittämistoimenpiteet liittyen heijas-tamattomaan päällystykseen ARC, verkkovarjostukseen (engl. grid shadowing), sekä emitterin siniseen vasteeseen (engl. blue response), jolla tarkoitetaan emitterin kykyä absorboida valoa heijastusalttiilla sinisen aallonpituuden alueella (400 – 500 nm). Emitteriä, kuten muitakin aurinkokennon osia, käsitellään tarkemmin kappaleessa 3.2.1. Vaatimukset korkealaatuiselle monikiteiselle pii-raaka-aineelle maailmassa kasvoivat nopeasti elektroniikkateollisuuden ohella myös aurinkokennoteollisuudessa. Vuonna 1980 yksikiteisen piin maailmanlaajuinen tuotanto nousi suurin piirtein 2000 tonniin vuodessa. Aurinkokennoteollisuus hyödynsi elektroniikkateollisuudelta jääneitä korkea-laatuisia ylijäämäpaloja alle 5 $:n kilohintaan tyydyttääkseen materiaalitarpeensa. Kos-ka elektroniikkateollisuudessa käytettyjen harkkojen halkaisija on aikojen saatossa aina vain kasvanut, on kennoteollisuus hyötynyt tästä, koska tällöin luonnollisesti myös yli-jäämäpalat ovat kasvaneet. Aurinkokennoteollisuuden viimeisimmässä voimakkaassa kasvuvaiheessa (1993 - 1999) täytyi sen taistella riittävän edullisen raaka-aineen puut-teessa. Tuotantovolyymin säilyttämiseksi oli tällöin käytettävä jopa huonolaatuista ma-
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 17
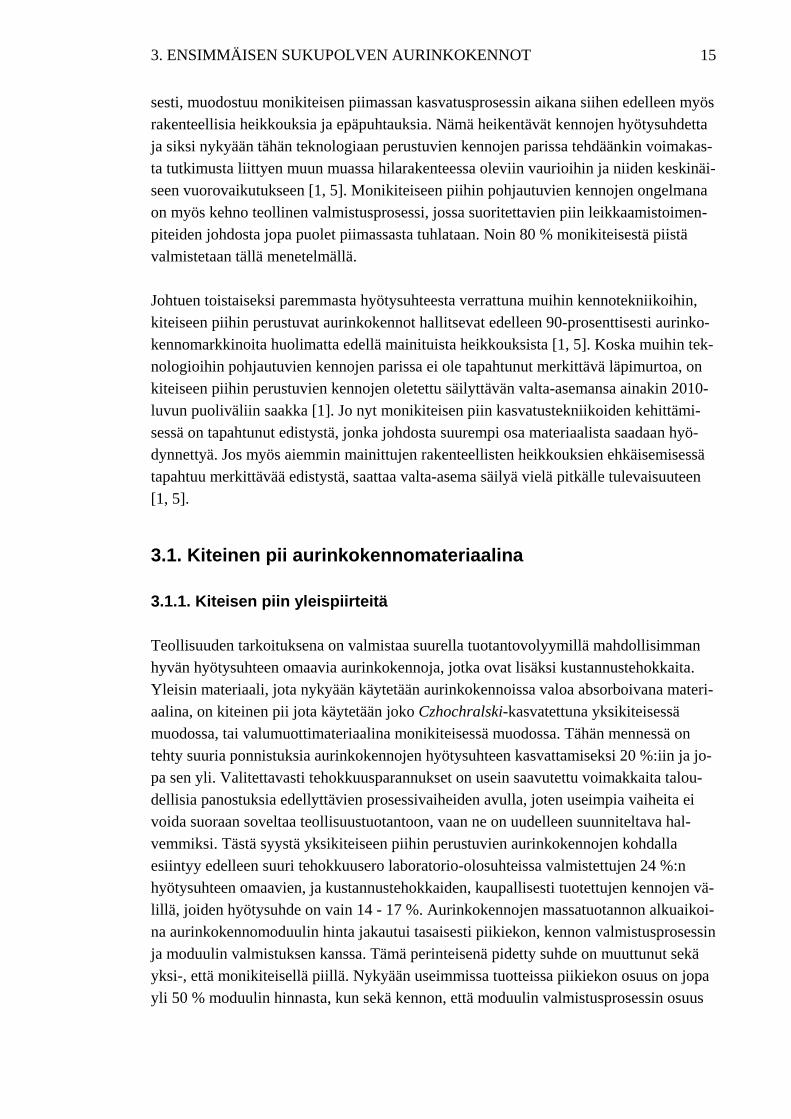
teriaalia. Uusia ja vaativia tekniikoita kehitettiin kiireellisesti piin erottamiseksi ja puh-distamiseksi. Kuvassa 3.1. on esitetty piiharkkoja ja niistä leikattuja ohuita piikiekkoja.
Kuva 3.1. Piiharkkoja ja niistä leikattuja ohuita piikiekkoja. Kennoteollisuuden alkuaikojen jälkeen on piikiteiden kasvatuskin kypsynyt taiteesta tie-teelliseksi liiketoiminnaksi. Nykyään aurinkokennoteollisuudessa muunnetaan 1 – 2 tonnia piitä päivässä Czochralski-kiteiksi ja aurinkokennoiksi. Koska aurinkokennoteol-lisuudella on erilaiset vaatimukset kuin elektroniikkateollisuudella liittyen kiteisen piin kasvatukseen, on myös kone- ja prosessikehityksen painopiste erilainen [1, 82]. Kitei-seen piihin perustuvien aurinkokennojen valtakauden oletetaan jatkuvan myös tulevai-suudessa samalla, kun koko aurinkokennoteollisuus alana tulee jatkuvasti kasvamaan. Kasvaneet markkinat esimerkiksi Yhdysvaltojen ja Saksan sähköverkoissa ovat jo nyt johtaneet kennomoduulien pulaan ja sitä kautta kohonneisiin hintoihin. Pääasiallisena syynä tähän on alati paheneva raaka-ainepula, sillä esimerkiksi vuonna 2010 kennoteol-lisuuden tarvitseman puhtaan piin arvioidaan olevan 30 000 tonnia, kun vastaava määrä vuonna 2003 oli vain 10 000. Siksi pelkästään aurinkokennoteollisuutta varten olevat piilähteet tulevat olemaan välttämättömiä. Toisaalta tullaan tarvitsemaan myös kehitty-nyttä teknologiaa piin ominaisuuksien parantamiseksi. Johtuen monikiteisen piin hal-vemmasta hinnasta verrattuna yksikiteiseen piihin, tehdään tällä hetkellä voimakasta tut-kimustyötä nimenomaan monikiteisen piin ominaisuuksien kehittämiseksi. Tutkimustyö on tarpeen, sillä perinteisesti yksikiteisellä piillä on saavutettu suuremmat hyötysuhteet. Monikiteisen piin ominaisuuksien parantamiseen liittyviin menetelmiin palataan luvussa

3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 18
3.1.3. Muita ensimmäisen sukupolven kennojen kehittämistoimenpiteitä käsitellään lu-vussa 3.4 [7, s. 51, s.61, s.87]. Kuvassa 3.2. on esitetty sekä yksi-, että monikiteiseen piihin perustuvien kennojen hyötysuhteiden ennustettu kehitys vuoden 2002 jälkeen.
Kuva 3.2. Yksikiteiseen piihin (violetti käyrä) ja monikiteiseen piihin (sininen käyrä) perustuvien aurinkokennojen vuonna 2002 ennustettu hyötysuhteen kehittyminen. Kuvasta 3.2. voidaan päätellä, ettei kehitys ole teollisuudessa valmistettujen kennojen kohdalla ollut niin voimakasta, kuin kuva antaa ymmärtää. Tämä pätee sekä yksi-, että monikiteisestä piistä valmistettuihin kennoihin. Kuva 3.2. pitää kuitenkin kohtalaisen tarkasti paikkansa laboratoriossa valmistettujen kennojen kohdalla [5] [83, s.11]. 3.1.2. Yksikiteisen piin edut ja haitat Yksikiteisellä piillä tarkoitetaan tavallisimmin Czochralski-kasvatusmenetelmällä (Cz) aikaansaatua yhtenäisen kiderakenteen omaavaa kiteistä piitä. Yksikiteistä piitä on käy-tetty aurinkokennoteollisuuden alkuajoista asti ja sillä on teknologian kypsyyden ja kus-tannustehokkuuden lisäksi edelleen monia muitakin etuja, jotka puolustavat sen asemaa kennomateriaalina. Czochralski-kiteitä voidaan kasvattaa hyvin erilaisen muodon ja seostusasteen omaavista lähdemateriaaleista, joka vähentää käytetylle materiaalille ase-tettuja vaatimuksia. Koska lähdemateriaalia kuumennetaan sulatusastiassa, voidaan sen muotoa, sekä joitakin kemiallisia ominaisuuksia muokata vaatimukset täyttäviksi, vaik-ka lähdemateriaali olisi alun perin heikkolaatuista. Cz-kasvatusprosessi myös puhdistaa kiderakenteesta tärkeimpien epäpuhtausmetallien (Fe, Ni, Ti, Cr) määrän siedättävälle tasolle. Kennoilla, jotka on valmistettu Cz-kiteistä, on yleensä myös suurempi varauk-
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 19
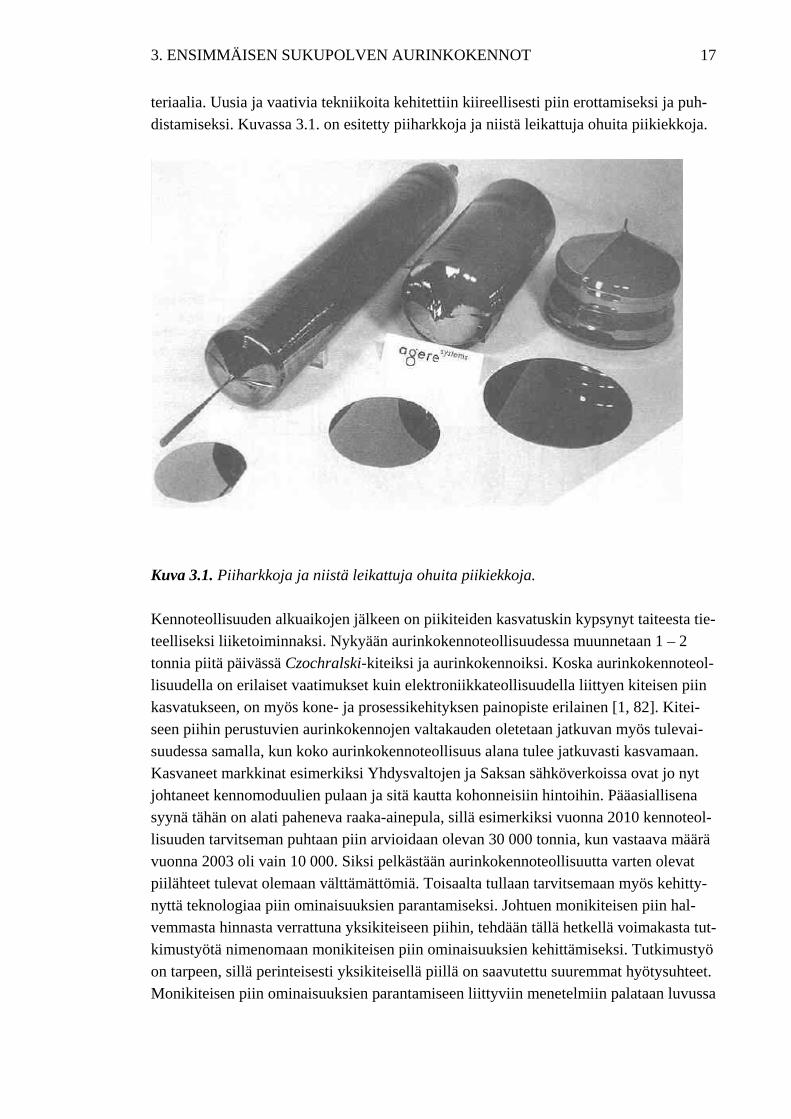
senkuljettajien keräysetäisyys verrattuna monikiteisestä (mc-Si) piistä valmistettuihin kennoihin. Varauksenkuljettajien keräysetäisyydellä tarkoitetaan etäisyyttä, jolta ne kyetään johtamaan onnistuneesti kennosta ulkoiseen piirin. Cz-tankoa on myös mahdol-lista muokata muotoon, joka edesauttaa kennon pintaa käsittelevien syövytysprosessien onnistumista. Näiden pinnoitusprosessien tarkoituksena on muodostaa kennon pinnalle luvussa 3.2.2 mainitun kaltaisia epätasaisuuksia, jotka aikaansaavat valon heijastumisia kennon sisällä. Yksikiteisen piin kasvatusprosessia on mahdollista saada nopeammaksi verrattuna vas-taavaan prosessiin elektroniikkateollisuudessa, sillä kennoteollisuudessa lopputuotteelta vaadittavia ominaisuuksia on lukumäärällisesti vähemmän [1]. Aurinkokennoja suunni-teltaessa päähuomio kohdistuu suurimpaan mahdolliseen tuottavuuteen, vähemmistöva-rauksenkuljettajien keräysetäisyyteen L, jonka tulisi olla samaa suuruusluokkaa kennon paksuuden kanssa, sekä kevyeen p-tyypin seostukseen, joka johtaa tiettyyn resistiivisyy-teen välillä 0,3 – 10 Ωm riippuen valmistetusta aurinkokennotyypistä. Perinteisissä en-simmäisen sukupolven aurinkokennoissa, joissa valoa absorboiva kerros on p-tyyppi-nen, tarkoitetaan vähemmistövarauksenkuljettajilla elektroneja, jotka elektroniikasta pe-riytyvän käytännön mukaan luokitellaan aina vähemmistövarauksenkuljettajiksi niiden ollessa p-tyyppisessä kerroksessa, riippumatta niiden todellisesta määrästä. Aurinkokennoteollisuudessa piikiteen halkaisija valitaan usein väliltä 100 – 150 mm. Sen suuruudella on todettu olevan vaikutusta kennon oikosulkuvirtaan. Tämä johtuu suurien aurinkokennojen oikosulkuvirrasta, joka voi olla jopa yli 6 A kennoa kohti. Yk-si merkittävimmistä Cz-kasvatetun kiteisen piin heikkouksista on, että Cz-harkoilla on pyöreä poikkileikkaus, vaikka neliönmuotoisten kennojen avulla olisi helpointa rakentaa erittäin suuren tehokkuuden omaavia kennomoduuleja. Jotta sekä kide-, että moduuli-aluetta voitaisiin käyttää parhaalla mahdollisella tavalla, harkot leikataan tavallisesti poikkileikkaukseltaan puolisuunnikkaan muotoisiksi, ennen kuin ne leikataan piikie-koiksi. Lisäksi päätypaloja ei voida käyttää piikiekkojen tuotantoon. Täten ne, kuten muutkin leikatut ja hylätyt materiaalit, syötetään kasvatusprosessiin uudestaan. Perinteisen yksikiteisen piin eräs aurinkokennoteollisuudessa käytetty variaatio on kol-mikiteinen pii (engl. tri-crystalline silicon). Kolmikiteisyys tarkoittaa, että kideraken-teen keskipisteen muodostaa kolme toisiinsa liittynyttä kidettä, joista rakenteen kasvat-taminen on aloitettu. Täten valmiin ympyrän muotoisen kiderakenteen poikkileikkauk-sessa on nähtävissä kolme ohutta viivaa, joiden johdosta rakenteessa näyttäisi olevan symmetrinen kolmihaarainen tähti. Kolmikiteisiä piiharkkoja on havainnollistettu ku-vassa 3.3.

3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 20
Kuva 3.3. Kolmikiteisiä piiharkkoja. Vaikka piin kasvatus aloitetaan kolmikiteisestä siemenestä, ei kasvatusprosessi muilta osin eroa yksikiteisestä Cz-kasvatusprosessista. Kolmikiteisen piin omalaatuinen piirre on sen rakenteellinen stabiilisuus. Kiderakenteeseen kasvatusprosessin aikana muodos-tuneet vääristymät (engl. dislocations) ovat järjestäytyneet jonon malliseen muodostel-maan, minkä vuoksi ne eivät ole niin vahingollisia, kuin perinteisessä Cz-kasvatuksessa. Tästä syystä myös kasvatusprosessissa voidaan käyttää suurempaa nopeutta. Kolmiki-teiseen piihin perustuvien kennojen avulla on päästy samansuuruisiin hyötysuhteisiin, kuin yksikiteisestä piistä valmistetuilla kennoilla, mutta niiden haittana on valo aiheutta-ma keräysetäisyyden L heikkeneminen (engl. light-induced degradation), LID. Seosta-malla kiderakenteeseen sopivia alkuaineita, kuten indiumia (In), on heikkenemistä kui-tenkin mahdollista lieventää siedettävälle tasolle. Valon aiheuttama heikkeneminen on merkittävämpi ongelma alaluvussa 4.1 käsiteltävien amorfiseen piihin perustuvien ken-nojen kohdalla, minkä vuoksi myös ilmiön tarkempi selitys on jätetty edellä mainittuun alalukuun [1]. 3.1.3. Monikiteisen piin edut ja haitat Nykyinen kiteiseen piihin perustuva aurinkokennoteollisuus ja sitä kautta lähes koko aurinkokennoteollisuus pohjautuu monikiteisestä piistä valmistettuihin kennoihin. Mo-nikiteisen piin etuina yksikiteiseen piihin verrattuna ovat edullisemmat valmistuskustan-nukset, sekä nelikulmion muotoinen piikiekon rakenne, joka mahdollistaa moduuli-alueen paremman hyödyntämisen. Myös raaka-aineen epäpuhtauksien sietokyky on mo-nikiteisen piin tapauksessa parempi.
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 21
Monikiteistä piitä voidaan valmistaa kahden valmistusmenetelmän avulla, joita ovat Bridgman- ja valulohkomenetelmä (engl. block-casting process). Näista Bridgman-me-netelmä on yleisempi. Kummankin menetelmän avulla on kuitenkin mahdollista valmis-taa korkeatasoisia, saman kokoluokan piiharkkoja. Menetelmien olennaisin ero on, että Bridgman-prosessissa käytetään kiderakenteen luomiseen vain yhtä astiaa, kun taas va-lulohko-menetelmässä käytetään kahta astiaa, toista sulatukseen ja toista kiteyttämiseen. Muilta osin valmistusprosessi on pääpiirteittäin samanlainen. Valulohko-menetelmä on kuitenkin mahdollista saada nopeammaksi, joten sen avulla voidaan saavuttaa suurempi tuottavuus. Huolimatta monikiteisen piin hallinnasta aurinkosähkömarkkinoilla, ei sen avulla kui-tenkaan saavuteta yhtä suuria hyötysuhteita kuin yksikiteisestä piistä valmistetuilla ken-noilla. Monikiteisestä piistä valmistettujen kennojen hyötysuhdetta on perinteisesti hei-kentänyt varauksenkuljettajien rekombinaatio, jota tapahtuu epäpuhtausatomeissa, sekä muissa kiderakenteen säännöllisyyttä heikentävissä kohdissa. Markkinaosuuden kasvu onkin edellyttänyt ja edellyttää yhä voimakkaita panostuksia rekombinaatiomekanismi-en syntymisen minimoimiseksi kidekasvatuksen, sekä itse kennon valmistuksen aikana. Kiderakenteen säännöllisyyttä heikentävistä kohdista rakeiden rajapinnat saattavat sie-pata vapaita varauksenkuljettajia, mikäli rakeet ovat kooltaan hyvin pieniä ja rajapinnat sähköisesti varautuneita. Kidekasvatusprosessi vaikuttaa syntyvien rakeiden kokoon si-ten, että rakeiden koko on sitä pienempi, mitä suurempaa nopeutta kasvatuksessa käyte-tään. Kuitenkaan edes suuremman kasvatusnopeuden omaavassa valulohkoprosessissa syntyvät rakeet eivät ole niin pieniä, että ne välttämättä heikentäisivät kennon tehok-kuutta. On myös havaittu, että pitämällä kiteytymän kärjen muoto tasaisena koko kasva-tusprosessin ajan, voidaan rakeiden rajapintojen aktiivisuutta pienentää. Koska juuri näin menetellään kaikissa nykyaikaisissa kasvatusprosesseissa, jää rakeiden rajapintojen sähköinen aktiivisuus alhaiseksi, eivätkä ne näin ollen merkittävästi vaikuta aurinkoken-nojen tehokkuuteen. Kaikkein merkittävämmäksi monikiteiseen piihin perustuvien aurinkokennojen hyöty-suhdetta heikentäväksi tekijäksi ovat osoittautuneet kidevirheet, joiden tiheydellä on ha-vaittu olevan selvä yhteys varauksenkuljettajien keräysetäisyyteen ja piikiekkojen elin-ikään. Kidevirheiden syntymiseen vaikuttaa lämpötilan vaihtelut kiteyttämisen ja jääh-dytyksen aikana. Kidevirheet voivat siepata vapaita varauksenkuljettajia yksinäänkin, mutta niiden vaarallisuus korostuu etenkin, jos kiderakenteeseen pääsee kasvatusvai-heessa metalliepäpuhtauksia. Aluksi metalliepäpuhtaudet ajautuvat usein juuri piiharkon kidevirheisiin. Kun valmista piikiekkoa kuumennetaan esim. seostettaessa siihen fosfo-ria, korkeassa lämpötilassa metalliatomit irtoavat kidevirheistä kennoon ja karkaistuvat synnyttäen kennoon voimakkaasti rekombinoivia kohtia. Kaikki metalliepäpuhtaudet ei-vät välttämättä reagoi kidevirheiden kanssa, vaan ne voivat jäädä osaksi normaalia kide-rakennetta. Tyypillisimmät epäpuhtauksina esiintyvät metallit ovat rauta, kromi, nikkeli, mangaani ja kalsium, sekä näiden erilaiset yhdisteet. Metalliatomit saattavat reagoida
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 22
myös rakenteessa luonnostaan olevan boorin kanssa. Metalliepäpuhtauksien vaaralli-suus on merkillepantavaa, sillä jo esim. rauta-atomien tiheys 2 × 1012 / cm3, tai rauta-boori-parien tiheys 2 × 1013 / cm3 lyhentää keräysetäisyyttä 50µ m:iin. On kuitenkin havaittu, että tiheyttäkin olennaisempaa on, miten epäpuhtaudet lopulta ovat jakautu-neet. Mitä suurempia sakkakertymät keskimäärin ovat, sitä pienempi on myös keräys-etäisyys. Kiderakenteeseen voi metalliepäpuhtauksia tulla sulatusastian reunoista, tai niitä voi ol-la piimassassa myös ennestään. Kasvatusprosessin aikana piihin kertyneet metalliepä-puhtaudet tulevat ensiksi harkon sulaan kärkeen. Siksi epäpuhtauksien erottelumenetel-miä kohdistetaankin juuri tähän osaan. Korkeissa lämpötiloissa metalliepäpuhtaudet on mahdollista liuottaa pois, mikä helpottaa niiden poistamista. Paitsi korkean lämpötilan omaavat prosessit, myös kiderakenteelle suoritettavat jäähdytysprosessit ovat metalli-epäpuhtauksien jakautumisen kannalta olennaisia, sillä liian jyrkät lämpötilan muutok-sen jäähdytyksen aikana aiheuttavat epäpuhtauksien jakautumisen kennon toiminnan kannalta epäsuotuisalla tavalla. Metalliepäpuhtaudet ovat huomattavasti suurempi on-gelma monikiteisessä piissä, kuin yksikiteisessä, johtuen juuri rakeiden rajapintojen ja erityisesti kidevirheiden aiheuttamista metalliatomien sieppaamisista. Metalliepäpuh-tauksien saastuttaman yksikiteisen piin ominaisuuksien on havaittu palautuneen fosfori-käsittelyn jälkeen, kun taas monikiteisen piin kohdalla tällaista ei ole havaittu. Merkittä-väksi metalliepäpuhtauksien vaikutusten poistajaksi on osoittautunut vetypassivointi. Menetelmä soveltuu sekä yksi-, että monikiteisen piin ominaisuuksien parantamiseen, joskaan vetypassivoinnin todellisesta vaikutustavasta monikiteisessä piissä ei edelleen-kään ole päästy täyteen selvyyteen. Joidenkin tutkimusten mukaan vetyatomit reagoisi-vat yksittäisten, vapaana olevien metalliatomien kanssa, jolloin muodostuneiden mole-kyylien rekombinaatioaktiivisuus olisi alhaisempi. Vetypassivoinnin ja kidevirheiden välistä yhteyttä ei vielä ole todennettu, mutta joka tapauksessa kidekasvatusvaiheen pii-nitridikäsittelyn yhteydessä suoritettavan vetypassivoinnin on havaittu parantavan hyö-tysuhdetta 14 – 15 %:iin. Teollisuudessa vetypassivoinnilla onkin ollut suuri merkitys monikiteisen piin yleistymiselle aurinkokennomateriaalina [7, s.17 – 22, s.129] [1]. Monikiteisen piin seostukseen käytetään yleisimmin booria, koska tällöin kennojen re-sistiivisyys muuttuu vähän harkon koon kasvaessa. Seostus saadaan aikaan lisäämällä tietty määrä booritrioksidia raakaan piimateriaaliin ennen sen sulatusta. Vaikka booria seostetaan monikiteiseen piihin tarkoituksella, vieläkin suurempia pitoisuuksia kidera-kenteeseen muodostuu happea ja hiiltä. Valulohkoprosessissa happea tulee piimassaan ainakin sulatusastian reunoista. Bridgman-prosessissa happea tulee puolestaan sulatus-astian ja piimassan välissä olevasta, muutamia prosentteja happea sisältävästä piinitridi-kerroksesta. Piimassalle suoritettavien kuumennusvaiheiden jälkeen happi saattaa muo-dostaa kiderakenteeseen rekombinoivia yhdisteitä ja lisäksi rakeiden rajapintojen ja ki-devirheiden luona olevat happiatomit saattavat voimistaa ennestään niiden rekombinaa-
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 23
tio-ominaisuutta. Happisakat saattavat myös edesauttaa aiemmin mainittujen metalli-epäpuhtauksien syntymistä kiteytyksen aikana. Hiiltä muodostuu piimassaan, kun kiteyttämisvaiheessa astiassa oleva piioksidi reagoi grafiittikuumentimien kanssa, jolloin rakenteeseen muodostuu häkää. Suurin haitta hii-len muodostumisesta on neulan muotoisten piihiilikiteiden muodostuminen piihin. Pii-hiili johtaa hyvin sähköä, jolloin se oikosulkee kennon pn-liitoksen heikentäen kennon hyötysuhdetta dramaattisesti. Piihiilikiteitä muodostuu kasvatusprosessissa yleensä kui-tenkin vain harkon loppupäähän, johon aina myös kohdistetaan epäpuhtauksien erottelu-menetelmiä. Täten ne eivät yleensä muodostu varsinaiseksi ongelmaksi. Hiilestä, sekä myös hapesta voidaankin todeta, etteivät ne yksinään ole kennon toiminnan kannalta niin haitallisia kuin metalliepäpuhtaudet, vaikka hapen ja hiilen pitoisuudet kideraken-teessa ovat tavallisesti suurempia. Yhteenvetona piin kasvatusprosessista voidaan sanoa, että kiteen alkupää on kaikkein kriittisin, koska epäpuhtauksien tiheys on siinä suurin. Siksi kasvatuksen alkuvaiheessa tulisi käyttää mahdollisimman alhaista kasvatusnopeutta, jotta epäpuhtauksien erottelu-menetelmistä saataisiin parempi hyöty. Myös lämpötilanvaihtelut tulisi pitää mahdolli-simman tasaisena etenkin tässä vaiheessa. Tuottavuussyistä kasvatusnopeutta tulisi alkuvaiheen jälkeen kuitenkin merkittävästi kasvattaa [1].
3.2. Kiteiseen piihin perustuvan aurinkokennon rakenne 3.2.1. Pn-liitos ja kontaktit Kiteisestä piistä valmistettujen aurinkokennojen toiminta perustuu luvussa 2 esitettyyn pn-liitoksen varauksenkuljettajia erottelevaan ominaisuuteen, jonka ansiosta auringon-säteilyn fotonien synnyttämät vapaat elektronit ja aukot saadaan kerättyä ja johdettua ul-koiseen piiriin. Elektronit ovat n-kerroksessa enemmistövarauksenkuljettajia ja p-ker-roksessa vähemmistövarauksenkuljettajia. Aukkojen kohdalla tilanne on päinvastainen. Kennon vastaanottama valo absorboituu pääosin p-kerroksessa, minkä vuoksi se on huomattavasti paksumpi ja siinä käytetään myös alhaisempaa seostusastetta. Syntyneet vapaat elektronit johdetaan n-kerroksen kautta ja vapaat aukot p-kerroksen kautta ulkoi-seen piiriin. Koska tavallisesti käytetyillä seostusasteilla elektronien liikkuvuus on kol-me kertaa suurempi, kuin aukkojen, määräytyy virta pääosin elektronien perusteella [1]. Kennossa olevaa n-kerrosta on tapana kutsua emitteriksi (engl. emitter) ja p-aluetta alus-taksi (engl. substrate). Osana p-aluetta on aina myös tavallisimmin pintapuolisella seos-tuksella aikaansaatu takapinta-alue BSF. Sekä emitterin, että BSF:n tarkoituksena on toi-mia pn-rakenteen kontakteina (terminaaleina) ulkoiseen piirin. Syy BSF:n käyttöön kon-taktina pelkästä p-tyypin puolijohteesta koostuvan alustan sijaan on, että BSF:n avulla
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 24
voidaan tehokkaammin heikentää ulkoisen piirin metallisen rajapinnan luona tapahtuvaa pintarekombinaatiota, eli kasvattaa kontaktien luona tapahtuvaa passivointia. Takapinta-alue BSF luo ylimääräisen sähkökentän kennon takaosaan, joka pitää elektronit pois kennon taka-osasta. Alustan seostamiseen käytetään tavallisesti booria, emitterin seos-tukseen fosforia ja BSF:n seostukseen alumiinia. Boorin avulla on mahdollista saavuttaa korkeampi seostusaste, kuin alumiinilla johtuen suuremmasta liukoisuudesta. Alumiinin etuna booriin nähden taas on, että sen avulla on mahdollista valmistaa hyvin paksuja p+-kerroksia, eli voimakkaasti seostettuja p-tyyppisiä puolijohdealueita nopeassa ajassa ja kohtuullisissa lämpötiloissa. Eräs kiteisestä piistä valmistettujen aurinkokennojen toiminnan kannalta oleellisin para-metri on vähemmistövarauksenkuljettajien keräysetäisyys L, joka vastaa etäisyyttä, jolta alustassa syntyneet elektronit kyetään onnistuneesti keräämään. Keräysetäisyys L, jota vastaa termi vähemmistövarauksenkuljettajien elinikä τ , riippuu pääasiassa vaikuttavis-ta rekombinaatiomekanismeista. Kennon pn-rakenteessa on aukkoja johtuen ensisijai-sesti vapaiden elektronien jälkeensä jättämistä aukoista, mutta myös kidekasvatuksen aikana syntyneistä rakenteellisista heikkouksista ja epäpuhtauksista. Hyvälaatuisilla ma-teriaaleilla keräysetäisyys on suurempi. Paitsi pn-rakenteen sisäistä rekombinaatiota, ta-pahtuu kennossa myös aiemmin mainittua pintarekombinaatiota pn-rakenteen ja ulkoi-sen piirin välisillä rajapinnoilla. Seostamalla sekä emitteri, alusta, että BSF voimakkaas-ti, saadaan syntyneet elektronit nopeasti liikkeelle, eivätkä mainitut rekombinaatiomeka-nismit ehdi vaikuttaa. Valo pyritään saamaan absorboiduksi alustassa, jossa korkea seostusaste heikentää toisaalta alustan kykyä absorboida valoa. Rekombinaatiomekanismien lisäksi sekä emitterin, että alustan paksuudet ovat kennon toiminnan kannalta kriittisiä tekijöitä ja kummankin kerroksen tapauksessa optimaali-nen paksuus riippuu monista eri tekijöistä. Emitterin kohdalla sopivin paksuus riippuu ensisijaisesti siitä onko kennon valolle altistettu pinta passivoitu. Kun valolle altistettu pinta ei ole passivoitu, tulee emitterin olla mahdollisimman ohut, sillä muutoin korkeas-ta pintarekombinaationopeudesta, SRV johtuen kennolle saapunutta valoa ei saada kun-nolla hyödynnettyä. Alhaisen rekombinaation lisäksi myös matala resistanssi olisi toi-vottavaa, minkä vuoksi emittereistä tehdäänkin tässä tapauksessa paitsi voimakkaasti seostettuja, myös ohuita. Jos valolle altistettu pinta on passivoitu, voidaan seostusastetta madaltaa, jolloin saavutetaan suurempi keräämistehokkuus. Rekombinaation lieventä-miseksi voidaan nyt käyttää erityistä kontakti-ikkunaa osana passivoivaa kerrosta. Päin-vastoin kuin kennoissa, jotka eivät sisällä passivoivaa kerrosta emitterin päällä, on pin-tarekombinaatio passivoivan kerroksen ollessa mukana sitä suurempi, mitä ohuempi kenno on. Pintarekombinaatiota on kuitenkin mahdollista pienentää tekemällä edellä mainitusta kontakti-ikkunasta ohuempi. Ohentamalla ensimmäisen sukupolven kennoja on mahdollista pienentää niiden sarjare-sistanssia. Tämä johtuu siitä, että etäisyys, jolta elektronit joudutaan keräämään alustas-

3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 25
ta emitteriin, pienenee. Muutoinkin alustan paksuus vaikuttaa merkittävästi kennon lo-pulliseen käyttäytymiseen, mistä syystä sen valintaan tulee emitterin paksuuden ohella kiinnittää huomiota. Optimaalinen alustan paksuus riippuu materiaalien rakenteesta ja laadusta. Aurinkokennoissa, joissa parametri L on suurempi kuin alustan paksuus, tär-kein huomioitava kennon toimintaan vaikuttava tekijä on kennon takaosassa tapahtuva pintarekombinaatio. Jos pintarekombinaationopeus SRV kennon takaosassa on suurempi kuin osamäärä D/L, kennon takaosassa tapahtuva rekombinaatio tietyllä jännitteellä on sitä voimakkaampaa, mitä ohuempi kenno on, ja päinvastoin. Termi D on varauksenkul-jettajien leviämistä kuvaava diffuusiovakio ja L vähemmistövarauksenkuljettajien kerä-ysetäisyys. Lähtökohtaisesti ohuemmat kennot aina myös absorboivat vähemmän valoa johtuen absorboivan tilavuuden pienentymisestä. Tulevaisuudessa on kuitenkin pyrki-myksenä siirtyä ohuempiin kennoihin johtuen piin korkeasta hinnasta [1]. Rekombinaation pitämiseksi mahdollisimman pienenä tulisi elektronien etäisyys kon-takteihin olla mahdollisimman pieni. Tämä edellyttäisi kummankin ulkoiseen piiriin kytketyn kontaktin liittämistä kennon valaistulle puolelle, jossa suurin osa vapaiden elektronien syntymisestä tapahtuu. Tällöin kontaktit kuitenkin haittaisivat valon tule-mista kennon sisälle. Sijoittamalla kontaktit kennon taakse on päästy hyvin korkeisiin hyötysuhteisiin, mutta tämä on edellyttänyt keskitetyn valon käyttöä. Parhaimpiin hyö-tysuhteisiin sekä laboratoriossa, että käytännön olosuhteissa on päästy kennoilla, joissa kontaktit on sijoitettu eri puolille kennoa. Tällainen menettely on myös valmistustekni-sesti helpompaa, mistä syystä se on vallalla teollisuudessa valmistetuissa kennoissa. Tällaisten kennojen avulla on laboratoriossa saavutettu jopa 24,7 %:n hyötysuhde. Teol-lisuudessa kennoilla on parhaimmillaan päästy noin 15 %:n hyötysuhteeseen. Kennois-sa, jotka absorboivat valoa kummaltakin puolelta, saattaa olla myös paikallisia kontak-teja, eli useita pieniä kontakteja. Tällaisissa kennoissa voi olla esimerkiksi elektroneja kerääviä kontakteja sekä kennon etu-, että takapinnalla. Käyttämällä paikallisia kontak-teja voidaan kontaktien rajapinnassa tapahtuvaa rekombinaatiota pienentää, mutta täl-löin elektronien pääsy alustasta ja BSF:stä ulkoiseen piiriin tavallisesti hankaloituu [1]. Kennon etupuolella käytetään metallisia verkkoja keräämään hajaantuneet auringonsä-teilyn synnyttämät elektronit. Verkoilla on tietty ominaisresistanssi ja samalla niiden tu-lisi luonnollisesti läpäistä valoa mahdollisimman paljon. Valonläpäisevyyden ja sarjare-sistanssin välinen kompromissi edellyttää metallisointiteknologioita, joiden avulla hyvin kapeat, mutta kuitenkin riittävän hyvin johtavat metallilinjat on mahdollista tuottaa. Ma-tala kontaktiresistanssi piille on tärkeää siksi, ettei verkko kasvattaisi koko kennon sar-jaresistanssia. Verkosta varauksenkuljettajat ajautuvat yhtenäisestä metallimassasta val-mistetuille puikoille (engl. fingers), mutta lopullisen kennon ulkoisen kontaktin muo-dostavat puikkoihin kytketyt kiskot (engl. bus bars) [1]. Tavanomaisissa kennoissa, joissa BSF on aikaansaatu tuottamalla alumiinia sisältävä ohut kerros kennon takaosaan, toimii aukkoja keräävänä terminaalina alumiinia sisältä-

3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 26
vä hopeakerros. Riippuen siitä onko kenno yhdeltä, vai molemmilta puolilta valaistava (engl. bifacial), voi kerros olla joko yhtenäinen tai jaettu useampaan osaan. Sekä etu-, että takapinnalla käytetyt metallisoinnit on yleensä tehty silkkipainomenetelmällä [1]. 3.2.2. Kennojen optiset ominaisuudet ja niiden parantaminen Tasaisia aurinkokennoja valaistaan suurelta alueelta johtuen auringon suhteellisesta liik-keestä taivaalla. Jotta kennosta saatava teho vaihtelisi mahdollisimman vähän vuorokau-den tai vuoden aikana, on sen kyettävä absorboimaan valoa koko taivaankannen alueel-ta. Myös auringonsäteilyn spektraalinen hajonta vaihtelee muun muassa ajan ja sääolo-suhteiden mukaan. Aurinkokennon tulisi absorboida kaikki hyödyllinen valo. Koteloi-mattomille kennoille ensimmäinen optinen häviö on emitterin kontaktina ulkoiseen pii-riin toimivan metalliverkon luoma varjostus. Teollisesti valmistettujen kennojen tapauk-sessa se voi aiheuttaa jopa 10 %:n häviöt. Vaikka tehokkaan varjostuksen vähentämi-seksi on ehdotettu monenlaisia tekniikoita, kuten muokattuja puikkoja (engl. shaped fin-gers), prismaattisia suojia (engl. prismatic covers), sekä syvennyksiä (engl. cavities), riippuu niiden tehokkuus valon suunnasta, joten niistä on korkeintaan hetkellistä hyötyä [1]. Metalliverkon luomaan varjostukseen verrattuna vieläkin enemmän kennon toimintaa heikentävät piin pinnassa tapahtuvat heijastukset. Piin ja ilman välisestä suuresta taite-kertoimesta johtuen niiden välinen rajapinta aiheuttaa yli 30 %:n häviöt. Ne pinnalle tu-levat säteet, joiden kulma on suurempi, kuin ilman ja piin välinen kriittinen kulma, hei-jastuvat kokonaan. Heijastusta on mahdollista vähentää lisäämällä piialustan päälle ker-ros matalan heijastuskertoimen omaavaa ei-absorboivaa materiaalia. Jos kerros on paksu tarkasteltaessa asiaa valon koherenssipituuden näkökulmasta (noin 1µ m auringonvalol-le), sen sisällä ei tapahdu interferenssi-ilmiötä. Käytännössä ei-absorboivan kerroksen luomisella tarkoitetaan tässä yhteydessä kennon kotelointia, johon kuuluu lasi sekä la-minointi. Heijastamaton päällinen ARC tarkoittaa optisesti ohutta eristekerrosta, joka on tarkoitettu tukahduttamaan heijastus interferenssi-ilmiöiden avulla. Heijastus on mini-missään, kun kerroksen paksuus on termin nARC 0λ / 4 pariton kertaluku, missä nARC on
heijastamattoman kerroksen taitekerroin ja 0λ vapaa aallonpituus avaruudessa. Tässä ta-
pauksessa heijastuneet komponentit interferoivat toinen toisensa tuhoten. Muilla kuin edellä mainitun kerroksen paksuuden suuruisilla aallonpituuksilla heijastus kasvaa, mut-ta on lähestulkoon aina pienempi, tai korkeintaan yhtä suuri kuin arvo, joka vastaa tilan-netta, kun heijastamaton kerros ei ole käytössä. Heijastamaton kerros ARC suunnitellaan tavallisesti tuottamaan minimiheijastus kerroksen paksuuden ollessa n. 600 nm, jolloin fotonien virta auringon spektrissä on suurimmillaan [1]. Paitsi ehkäisemällä kennon pinnassa tapahtuvaa heijastusta, voidaan optiikan avulla yrittää myös kasvattaa kennon sisällä tapahtuvia heijastuksia, eli kasvattaa yhdestä va-
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 27
lonsäteestä saatavaa hyötyä ja parantaa kennon hyötysuhdetta tätä kautta. Valoansoituk-sen (engl. light-trapping) tai valon sisällä pitämiseen liittyvien tekniikoiden tarkoitukse-na on saavuttaa suuret sisäiset heijastukset ja kasvattaa täten kennon tehollista paksuut-ta. Käytännössä tällaiset menetelmät edellyttävät tavalla tai toisella kennon pinnan kä-sittelyä. Eräs keino on syövyttää kennon pinnalle neliöpohjaisia pyramideja emäksisten liuosten avulla. Niiden kokoa voidaan pienentää jopa muutamaan mikrometriin säätä-mällä syövytysaikaa ja -lämpötilaa. Näiden pyramidien tarkoituksena on saada osa ken-nolle saapuvasta valonsäteestä heijastumaan viereiseen pyramidiin. Tällä tavalla valon-sädettä voidaan ikään kuin jakaa eri osiin kennoa ja sen fotonit voivat synnyttää varauk-senkuljettajia useammassa kennon osassa. Yhdessä heijastamattoman kerroksen kanssa on heijastushäviöitä mahdollista pienentää jopa muutamaan prosenttiin. Kun valo tulee sisään kennoon, jonka pinta on edellä kuvatulla tavalla saatu epätasaiseksi, se kallistuu pinnan normaaliin nähden. Tämän ansiosta valo aikaansaa varaustenkuljettajien synty-mistä lähempänä kerääjäliitoksia, mikä on erittäin hyödyllistä pienen keräysetäisyyden omaavissa kennoissa. Käsiteltyjen pintojen huonona puolena on kuitenkin suurempi pintarekombinaationopeus SRV. Valoansoituksen merkitys korostuu etenkin pitkän aal-lonpituuden omaavien fotonien kohdalla. Ne absorboituvat heikosti piissä ja jos sisäiset heijastukset eivät ole suuria, ne lähtevät alustasta pois osallistumatta varauksenkuljetta-jien synnyttämiseen. Valonastoituksen avulla on mahdollista parantaa myös ohuiden kennojen luonnostaan heikompaa kykyä absorboida valoa [1]. Takapeilien avulla voidaan saavuttaa vastaava hyöty, kuin kennon sähköisellä suunnit-telulla. Materiaalista joka on metallia, voidaan aikaansaada hyvä heijastin, mutta alumii-nin heijastus on kuitenkin alhainen erityisesti lämpökäsittelyn jälkeen. Piioksidimetalli-rakenteen avulla voidaan saada suuri heijastus, koska se hyötyy interferenssivaikutuk-sista. Kennon edessä ei metallipeiliä voida luonnollisesti käyttää, koska se valon tulon sisään. Riittävän suuren kennon etuosassa tapahtuvan sisäisen heijastuksen aikaansaa-minen ei toisaalta sen käyttöä edellyttäisikään. Paitsi valolle altistettua puolta, on ken-nossa tapahtuvia heijastuksia mahdollista kasvattaa myös alustan pohjalle suoritetuilla pintakäsittelymenetelmillä. Erilaisista kennorakenteista kaksisivuiset rakenteet, jotka sallivat valon tulla sisään kummaltakin puolelta, voivat olla erittäin tehokkaita valon pi-tämisessä sisällä, etenkin tässä luvussa mainittujen heijastusta parantavien ratkaisujen ollessa käytössä. Kennojen hyötysuhteen parantamiseen optisilla menetelmillä palataan kappaleessa 3.4.4. Kuvassa 3.4. on esitetty teollisesti valmistettu kiteiseen piihin perustuva kenno, joka koostuu takakontaktista, alustasta, sekä voimakkaasti seostetusta emitteristä. Kuvassa 3.4. näkyy myös heijastamaton kerros ARC, sekä satunnaisia pyramideja. Metallinen puikko on yhdistetty kennon elektroneja kerääviin metalliverkkoihin, eli sen tarkoituk-sena on johtaa kennossa syntynyt virta ulkoiseen piiriin. Alustan päällä oleva emitteri on n++-tyyppinen, eli se on erittäin voimakkaasti seostettu n-tyyppinen puolijohdealue.
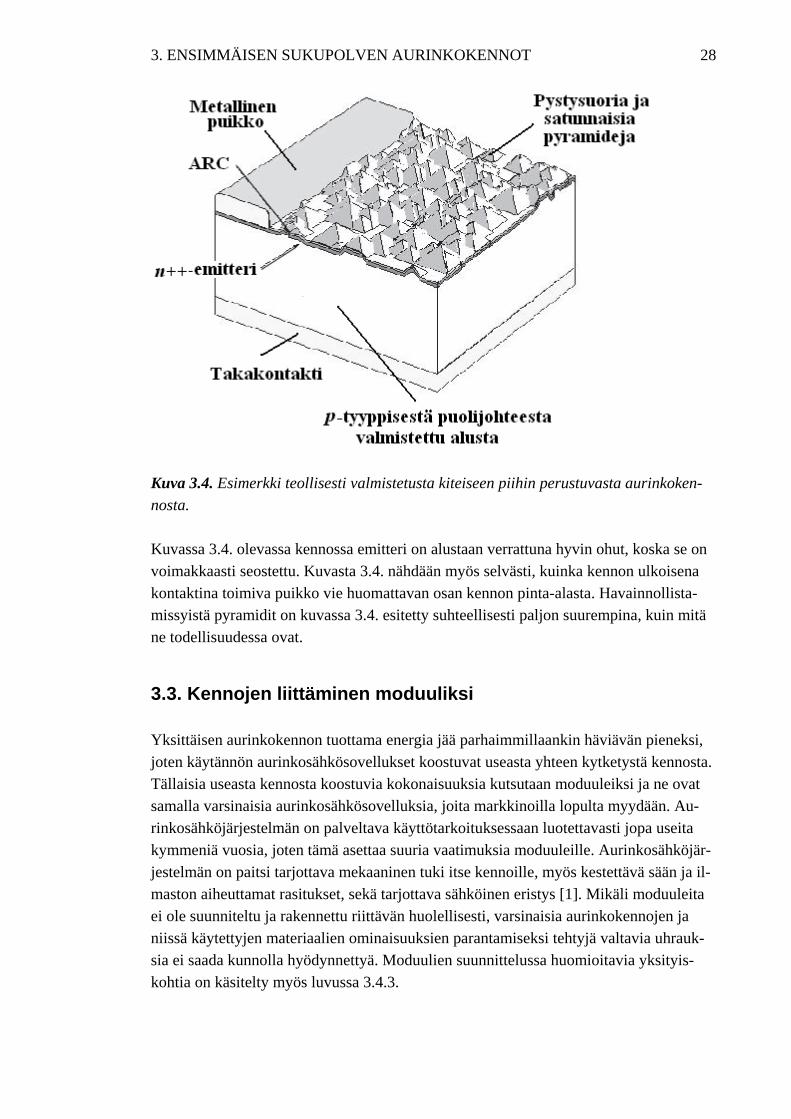
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 28
Kuva 3.4. Esimerkki teollisesti valmistetusta kiteiseen piihin perustuvasta aurinkoken-nosta. Kuvassa 3.4. olevassa kennossa emitteri on alustaan verrattuna hyvin ohut, koska se on voimakkaasti seostettu. Kuvasta 3.4. nähdään myös selvästi, kuinka kennon ulkoisena kontaktina toimiva puikko vie huomattavan osan kennon pinta-alasta. Havainnollista-missyistä pyramidit on kuvassa 3.4. esitetty suhteellisesti paljon suurempina, kuin mitä ne todellisuudessa ovat.
3.3. Kennojen liittäminen moduuliksi Yksittäisen aurinkokennon tuottama energia jää parhaimmillaankin häviävän pieneksi, joten käytännön aurinkosähkösovellukset koostuvat useasta yhteen kytketystä kennosta. Tällaisia useasta kennosta koostuvia kokonaisuuksia kutsutaan moduuleiksi ja ne ovat samalla varsinaisia aurinkosähkösovelluksia, joita markkinoilla lopulta myydään. Au-rinkosähköjärjestelmän on palveltava käyttötarkoituksessaan luotettavasti jopa useita kymmeniä vuosia, joten tämä asettaa suuria vaatimuksia moduuleille. Aurinkosähköjär-jestelmän on paitsi tarjottava mekaaninen tuki itse kennoille, myös kestettävä sään ja il-maston aiheuttamat rasitukset, sekä tarjottava sähköinen eristys [1]. Mikäli moduuleita ei ole suunniteltu ja rakennettu riittävän huolellisesti, varsinaisia aurinkokennojen ja niissä käytettyjen materiaalien ominaisuuksien parantamiseksi tehtyjä valtavia uhrauk-sia ei saada kunnolla hyödynnettyä. Moduulien suunnittelussa huomioitavia yksityis-kohtia on käsitelty myös luvussa 3.4.3.
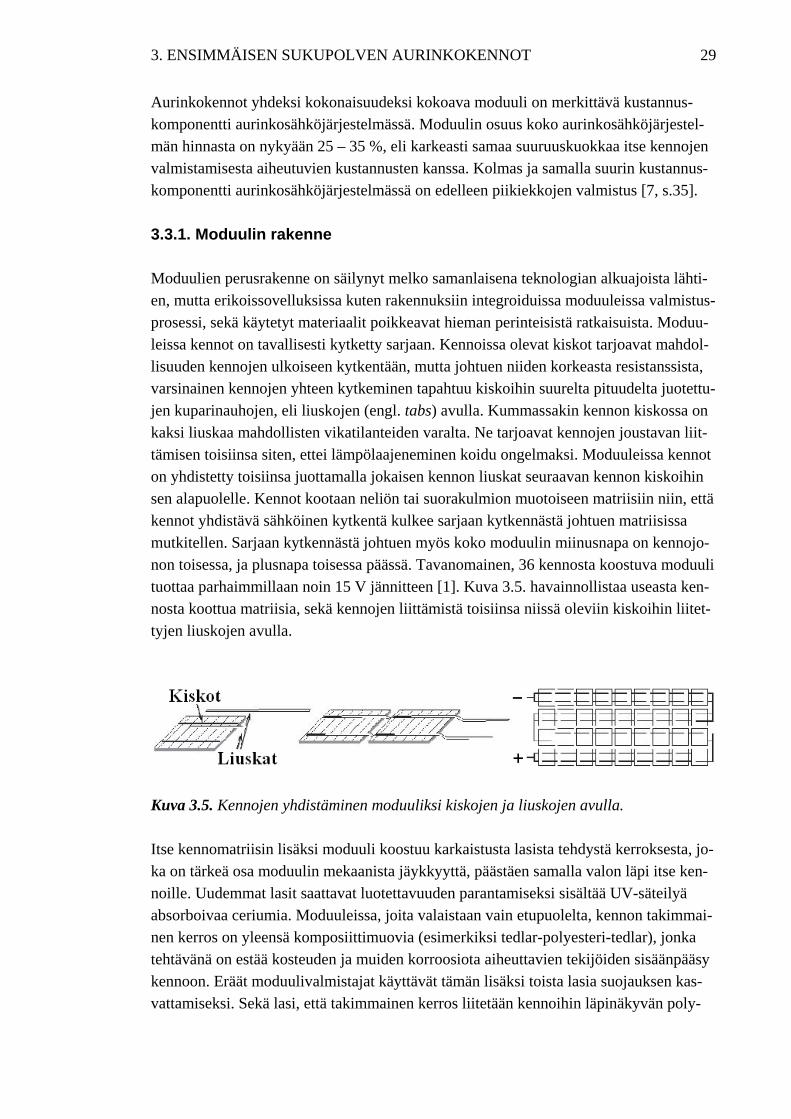
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 29
Aurinkokennot yhdeksi kokonaisuudeksi kokoava moduuli on merkittävä kustannus-komponentti aurinkosähköjärjestelmässä. Moduulin osuus koko aurinkosähköjärjestel-män hinnasta on nykyään 25 – 35 %, eli karkeasti samaa suuruuskuokkaa itse kennojen valmistamisesta aiheutuvien kustannusten kanssa. Kolmas ja samalla suurin kustannus-komponentti aurinkosähköjärjestelmässä on edelleen piikiekkojen valmistus [7, s.35]. 3.3.1. Moduulin rakenne Moduulien perusrakenne on säilynyt melko samanlaisena teknologian alkuajoista lähti-en, mutta erikoissovelluksissa kuten rakennuksiin integroiduissa moduuleissa valmistus-prosessi, sekä käytetyt materiaalit poikkeavat hieman perinteisistä ratkaisuista. Moduu-leissa kennot on tavallisesti kytketty sarjaan. Kennoissa olevat kiskot tarjoavat mahdol-lisuuden kennojen ulkoiseen kytkentään, mutta johtuen niiden korkeasta resistanssista, varsinainen kennojen yhteen kytkeminen tapahtuu kiskoihin suurelta pituudelta juotettu-jen kuparinauhojen, eli liuskojen (engl. tabs) avulla. Kummassakin kennon kiskossa on kaksi liuskaa mahdollisten vikatilanteiden varalta. Ne tarjoavat kennojen joustavan liit-tämisen toisiinsa siten, ettei lämpölaajeneminen koidu ongelmaksi. Moduuleissa kennot on yhdistetty toisiinsa juottamalla jokaisen kennon liuskat seuraavan kennon kiskoihin sen alapuolelle. Kennot kootaan neliön tai suorakulmion muotoiseen matriisiin niin, että kennot yhdistävä sähköinen kytkentä kulkee sarjaan kytkennästä johtuen matriisissa mutkitellen. Sarjaan kytkennästä johtuen myös koko moduulin miinusnapa on kennojo-non toisessa, ja plusnapa toisessa päässä. Tavanomainen, 36 kennosta koostuva moduuli tuottaa parhaimmillaan noin 15 V jännitteen [1]. Kuva 3.5. havainnollistaa useasta ken-nosta koottua matriisia, sekä kennojen liittämistä toisiinsa niissä oleviin kiskoihin liitet-tyjen liuskojen avulla.
Kuva 3.5. Kennojen yhdistäminen moduuliksi kiskojen ja liuskojen avulla. Itse kennomatriisin lisäksi moduuli koostuu karkaistusta lasista tehdystä kerroksesta, jo-ka on tärkeä osa moduulin mekaanista jäykkyyttä, päästäen samalla valon läpi itse ken-noille. Uudemmat lasit saattavat luotettavuuden parantamiseksi sisältää UV-säteilyä absorboivaa ceriumia. Moduuleissa, joita valaistaan vain etupuolelta, kennon takimmai-nen kerros on yleensä komposiittimuovia (esimerkiksi tedlar-polyesteri-tedlar), jonka tehtävänä on estää kosteuden ja muiden korroosiota aiheuttavien tekijöiden sisäänpääsy kennoon. Eräät moduulivalmistajat käyttävät tämän lisäksi toista lasia suojauksen kas-vattamiseksi. Sekä lasi, että takimmainen kerros liitetään kennoihin läpinäkyvän poly-
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 30
meerisen tiivisteen, kuten etyleenivinyyliasetaatin EVA avulla, joka samalla suojaa ken-noja. EVA:n kemiallisen koostumuksen ansiosta sen lämpökäsittely laminoinnin yhtey-dessä aiheuttaa siinä rakenteellisia muutoksia, jotka saavat aikaan pitävän suojan ken-nolle sen ylä- ja alapuolella olevien kerrosten kanssa. Laminointi oli aikaisemmin mo-duulin valmistuksen pullonkaula, johtuen juuri muun muassa EVA:n käyttöön vaaditusta ajasta. Parannukset EVA:n kemiallisissa ominaisuuksissa, sekä muutamat parannukset itse valmistusprosessissa ovat kuitenkin nopeuttaneet laminointia [1] [7, s.35]. 3.3.2. Moduulin vaikutus aurinkosähköjärjestelmän hyötysuhteeseen Paitsi varsinaisilla aurinkokennoilla, myös moduuleilla on vaikutus aurinkosähköjärjes-telmän lopulliseen hyötysuhteeseen. Kaksi pääasiallista vaikutustapaa ovat moduulin kyky saada auringon energia kennoille, eli optiset ominaisuudet, sekä saada tuotettu sähkö ulostulojohtimiin, eli sähköiset ominaisuudet. Moduulin optiset ominaisuudet koostuvat kolmesta tekijästä. Ensinnäkin etupinnassa tapahtuu heijastusta riippumatta siitä onko se lasia vai polymeeriä. Heijastushäviöt ovat tyypillisesti luokkaa 7 – 9 % pinnalle tulevasta valon energiasta, mutta häviöitä on kuitenkin mahdollista lieventää samaan tapaan kuin kennojenkin kohdalla, eli pinnoituksen tai heijastamattoman ker-roksen käytöllä. Viimeksi mainittujen ongelmana oli pitkään niiden heikko pitkän aika-välin kestävyys ulkokäytössä. Lasipinnoitustekniikassa tapahtunut kehitys on kuitenkin parantanut niiden kykyä selvitä todellisessa käyttöympäristössä. Pinnoituksen ongelma-na taas on ollut pintojen likaantuminen, jonka johdosta koko pinnoituksesta on ollut lo-pulta vain pelkkää haittaa. Lasiyhtiöt ovat kuitenkin ryhtyneet kehittämään teknologiaa myös tämän ongelman lieventämiseksi. Toinen huomioitava optinen häviötekijä on mo-duulin eri kerroksissa, kuten pintalasissa ja EVA:ssa, tapahtuva valon absorboituminen. Kerrosten hyvien ominaisuuksien johdosta absorptio ei enää nykyään ole niissä varsi-nainen ongelma. Käytettävien polymeeristen tiivisteiden ja pintalasissa olevien UV-sä-teilyä absorboivien partikkeleiden johdosta, myös aiemmin ongelmana ollut moduulin eri kerrosten tummuminen korkeassa lämpötilassa UV-säteilyn johdosta on nykyään saatu poistettua. Kolmas kennon suorituskyvyn kannalta merkittävä optinen tekijä on il-man, moduulissa käytettyjen materiaalien, kennoissa olevien heijastamattomien kerros-ten ja piin taitekertoimien yhteensovittaminen. Esimerkiksi nykyään monissa kennoissa käytettävä piinitridi, on taitekertoimensa (2 – 2.1) puolesta huono valinta sitä ympäröi-vien piin ja polymeerisen tiivisteen väliin. Tällöin saapuvasta valosta menetetään osa piinitridin ja tiivisteen rajapinnalla. Moduulin sähköisillä ominaisuuksilla tarkoitetaan sitä, kuinka hyvin aurinkosähköjär-jestelmän lopullinen hyötysuhde vastaa yksittäisten kennojen yhteenlaskettua hyötysuh-detta. Sähköiset ominaisuudet määräytyvät kennoja yhdistävissä liuskoissa käytettävien materiaalien perusteella. Liuskoilla tulisi olla riittävän hyvä johtavuus, mutta toisaalta poikkileikkaus ei saisi olla liian suuri, jotta niiden aiheuttama varjostus kennolle ei kas-vaisi liian suureksi. Paksuilla liuskoilla on luonnollisesti myös heikompi joustavuus
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 31
ohuempiin verrattuna ja lisäksi niiden jäykkyys saattaa aiheuttaa liuskojen, niiden juo-tosliitosten, tai jopa kennojen murtumista. Liuskoissa käytetty materiaali on siis aina kompromissi, mutta myös moduulin läpi kulkevassa sähköisessä reitissä olevat lukuisat yhtymäkohdat vaikuttavat siinä kulkevan virran suuruuteen. Näistä syistä moduulin täy-tekerroin ja sitä kautta edelleen koko järjestelmän hyötysuhde jää pienemmäksi, kuin mitä yksittäisten kennojen perusteella voisi arvioida [7, s.36 - 38]. Optisten ja sähköisten ominaisuuksien lisäksi on huomioitava myös järjestelmän hyöty-suhteen heikkeneminen moduulin pinnan lämpötilan kasvaessa. Yli 25 oC:n lämpötilas-sa hyötysuhde heikkenee 0,5 %/oC, mikä koituu helposti merkittäväksi toiminnalliseksi haitaksi, koska todellisessa käyttöympäristössä pinnan lämpötila voi nousta jopa yli 50 oC. Moduulin pinnan lämpötila nousee, koska moduuli on suljettu eikä sen sisällä ole-viin rakenteisiin kertyvä lämpö pääse kunnolla haihtumaan. Tästä johtuen moduulin pinnan ja kennojen välinen lämpötilaero on käytännössä mitätön. Lämpötilan kasvaessa kennojen oikosulkuvirta ISC hieman kasvaa, mutta koska tyhjäkäyntijännite VOC puoles-taan pienenee voimakkaasti, johtaa lämpötilan kasvu hyötysuhteen heikkenemiseen. To-dellisissa käyttöolosuhteissa tämä on jopa auringon suhteellisen sijainnin muuttumista merkittävämpi suorituskykyä heikentävä tekijä. Moduulissa kehittyvää lämpöä voidaan johtaa pois luonnollisella tavalla, eli kennon seinämien kautta ympäristöön, mutta käyt-töympäristössä vallitseva tuuli voi hieman nopeuttaa jäähdytysprosessia [1, 8]. Tulevaisuudessa sekä aurinkokennojen tehokkuus, että niiden koko kasvavat, mikä aset-taa vaatimuksia aurinkosähköjärjestelmien virrankestolle. Tällä hetkellä tyypillinen ken-nokoko on 12,5 cm × 12,5 cm, mutta useat valmistajat ovat siirtymässä kennokokoon 15 cm × 15 cm, ja kennokoon kasvu tulee todennäköisesti edelleen jatkumaan. Kasva-vasta virrasta johtuen myös liuskojen poikkipinta-alan tulisi kasvaa. Muutoin moduu-leissa perinteisesti käytetyissä ratkaisuissa, joissa kahden kennon yhdistämiseen käyte-tään kahta tai kolmea rinnakkaista liuskaa, kasvava virta johtaisi huomattavasti suurem-piin sarjaresistanssihäviöihin. Siksi uusien, tehokkaampien virrankeruumenetelmien ke-hittäminen on tärkeää [7, s.36 - 38]. Liuskojen ohella tulisi kiinnittää huomiota myös kennojen terminaalien virrankeruuseen. Ohuet metalliverkot, joiden tarkoitus on kerätä kennon emitterille tulleet elektronit, eivät kykene toimimaan tehokkaasti suurilla virroil-la. Eräs ratkaisu olisi kasvattaa verkossa olevien metallilinjojen paksuutta, mikä puoles-taan heikentäisi kennon kykyä absorboida valoa. Suuremmat virrat edellyttäisivät myös metalliverkkoihin yhdistettyjen puikkojen pituuden kasvattamista, joka taas kasvattaisi niiden sarjaresistanssia. Ratkaisu on liittää kennon pinnalla olevat kiskot suoraan metal-liverkkoon, jolloin pienennetään elektronien ulkoiseen piiriin johtamiseksi tarvittavaa etäisyyttä. Lyhyemmät etäisyydet ovat tarpeen siksi, että metallilinjojen pitkittäinen re-sistanssi kasvaa neljänneksellä pituuden kaksinkertaistuessa [1].
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 32
3.4. Kiteiseen piihin perustuvien kennojen kehitysnäkymät ja tulevaisuus Suurin syy kiteiseen piihin perustuvien aurinkokennojen heikolle hyötysuhteelle on, että auringonsäteilyn fotoneista saadaan parhaiten hyödynnettyä vain ne, joiden energia on juuri kennon energia-aukkoa vastaavan suuruinen. Fotonit, joiden energia jää energia-aukkoa vastaavaa energiaa pienemmäksi, eivät irrota elektroneja valenssivyöltä johta-vuusvyölle. Energia-aukkoa suuremman energian omaavilla fotoneilla ylijäämäenergia muuttuu ainoastaan lämmöksi, eikä sitä näin ollen saada hyödynnettyä sähköenergian tuotannossa. Jotta auringonsäteilyn tehoa saataisiin paremmin hyödynnettyä, tulisi pe-rinteistä energia-aukkoa jakaa ikään kuin osiin, eli muodostaa perinteisten valenssi- ja johtavuusvöiden väliin uusia energiavöitä. Tällöin tietyt pienienergiset fotonit voisivat irrottaa elektroneja valenssivyöltä välivyölle, toisten pienienergisten fotonien irrottaessa niitä välivyöltä johtavuusvyölle. Välivöiden toteutus edellyttäisi kuitenkin nanoteknii-kan soveltamista, joten tällainen menettely ei vielä toistaiseksi ole mahdollista [1, 1.12]. Niin kauan kun kiteiseen piihin pohjautuvien kennojen hyötysuhteen parantamisessa ei onnistuta tekemään tämän kaltaista läpimurtoa, kohdistuvat kehittämistoimenpiteet tällä hetkellä käytettävien teknisten ratkaisujen, sekä kennoissa käytettävien raaka-aineiden ominaisuuksien parantamiseen. 3.4.1. N-tyypin puolijohteen käyttö kennojen alustana Koko piihin perustuva aurinkokennoteollisuus kärsii alati kasvavasta raaka-ainepulasta, koska teollisuuden ala kasvaa edelleen ja joutuu myös kilpailemaan raaka-aineesta yh-dessä elektroniikkateollisuuden kanssa. Tämän vuoksi pyrkimyksenä on kaikkien mah-dollisten piiraaka-ainelähteiden tehokas hyödyntäminen. Eräs keino raaka-ainepulan eh-käisemiseksi on käyttää kennon alustamateriaalina elektroniikkateollisuudelta yli jäävää n-tyypin puolijohdetta perinteisen p-tyypin puolijohteen sijaan. Vaikka aukkojen ke-rääminen on hankalampaa, kuin p-tyypin puolijohteesta valmistetun alustan omaavissa kennoissa, on n-tyypin puolijohteen avulla oletettu saavutettavan riittävän suuri keräys-etäisyys. Käytettäessä n-tyypin puolijohdetta kennon alustamateriaalina, tulee emitterin olla p+-tyypin puolijohde. Emitterin seostusasteen tulee olla korkea, jotta n-tyypin puolijohtees-sa syntyneet vähemmistövarauksenkuljettajat, tässä tapauksessa aukot, saataisiin johdet-tua ulkoiseen piiriin. Tietokonesimulointien perusteella tällaisella rakenteella olisi mah-dollista päästä noin 1 %:a suurempiin hyötysuhteisiin, kuin tavanomaisilla p-tyypin puolijohteesta valmistetun alustan käyttöön pohjautuvilla kennoilla, kun kennojen para-metrit (muun muassa seostusasteet, keräysetäisyys) vastaavat toisiaan. Tämä johtuu puoli-johdekerrosten rajalla olevan tyhjennysvarausalueen tehokkaammasta vaikutuk-

3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 33
sesta. On myös havaittu että p+n-kennot voivat toimia tehokkaasti myös alhaisilla au-ringonsäteilyn tehokkuuksilla. Perinteisissä kennoissa, joissa alusta on p-tyyppinen puolijohde, joudutaan käyttämään korkeaa seostusastetta, jotta vähemmistövarauksenkuljettajina toimivat elektronit, sekä luonnostaan niihin verrattuna huonomman liikkuvuuden omaavat aukot saataisiin tehok-kaasti eri suuntiin, jotta ne eivät rekombinoisi keskenään. Elektronit ovat n-tyypin puo-lijohteessa enemmistövarauksenkuljettajia, jolloin niillä on myös hyvä liikkuvuus. Tästä syystä n-tyypin puolijohteessa voidaan käyttää alhaisempaa seostusastetta. Elektronien hyvä liikkuvuus on myös syynä, miksi aukkojen keräysetäisyyden voidaan olettaa ole-van riittävän suuri myös n-tyypin puolijohteesta valmistetussa alustassa. Varauksenkul-jettajien hyvä liikkuvuus johtaa pienen resistanssin kautta suureen täytekertoimeen, mi-kä yhdessä alhaisen seostusasteen kanssa tekee n-tyypin puolijohteesta houkuttelevan alustavaihtoehdon p-tyyppiselle puolijohteelle. Verrattuna p-tyyppiseen puolijohteeseen on n-tyyppinen puolijohde myös alttiimpi monille puhdistus- ja passivointimenetelmille. Lisäksi n-tyypin puolijohteen avulla moni- ja yksikiteisistä kennoista on mahdollista saada yhtä tehokkaita [7, s.87 - 94]. 3.4.2. Hyötysuhteen parantaminen käytettäessä edullisempaa piimateriaalia Teollisuustuotetuilla ensimmäisen sukupolven aurinkokennoilla on mahdollista päästä n. 15 %:n hyötysuhteisiin. Saavutettu hyötysuhde on aina kompromissi teoreettisen maksimihyötysuhteen ja sen saavuttamiseksi tarvittavien kustannusten välillä. Käytän-nössä tämä tarkoittaa, ettei kaikkia mahdollisia tehokkuuden parantamiskeinoja voida soveltaa kennojen massatuotantoon. Perinteisesti ensimmäisen sukupolven aurinkoken-noilla pyritään ylläpitämään riittävä suoritustaso pintojen käsittelyllä, yksinkertaisella pn-liitoksella, silkkipainetuilla kontakteilla kennon kummallakin puolella, sekä heijasta-mattoman kerroksen käytöllä. Eräs hyväksi havaittu keino kennojen tehokkuuden paran-tamiseksi ja samalla tietyn kustannustason säilyttämiseksi, on käyttää huonolaatuisem-pia ja siten edullisempia piikiekkoja. Tätä kautta säästyneet kustannukset puolestaan mahdollistavat tiettyjen käytössä olevien valmistusteknologioiden käytön tehostamisen ja myös kokonaan uusien laatua parantavien vaiheiden tuomisen osaksi valmistuspro-sessia. Kaikista lupaavimmiksi, olemassa olevan teknologian parannuskeinoiksi ovat tä-hän mennessä osoittautuneet piinitridin käyttö pintapassivointiin, sekä boorilla tuotetun takapinta-alueen BSF käyttö varaustenkuljettajien keräämisen tehostamiseen ja rekom-binaatiohäviöiden pienentämiseen. Piinitridin erinomaisten sähköisten ja optisten omi-naisuuksien ansiosta sen avulla voidaan toteuttaa paitsi passivointi, myös heijastamaton kerros emitterin pinnalle. Sen heijastuskerrointa voidaan säätää vaikuttamalla koostu-mukseen [7, s.44, s.7 - 12].
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 34
Riippumatta kennoon käytetyn piikiekon resistiivisyydestä on boorin seostamisella ai-kaansaadun BSF:n havaittu kasvattavan kennojen oikosulkuvirtaa ilman, että tyhjäkäyn-tijännite on sanottavasti pienentynyt. Täten tällaisen takapinta-alueen avulla on mahdol-lista parantaa myös ohuiden kennojen tehokkuutta, joiden kohdalla tehokkuus tavano-maisten valmistusmenetelmien ollessa käytössä on aina sitä heikompi, mitä ohuempi kenno on. Boorin avulla valmistettu takapinta-alue on myös osittain läpinäkyvä, jolloin sitä voidaan käyttää kaksipuolisissa aurinkokennoissa. Merkittävin hyöty, joka saadaan piinitridillä aikaansaadusta pintapassivoinnista, sekä boorin seostamisella aikaansaadun BSF:n käytöstä on, että ne mahdollistavat ohuempien kennojen tehokkaamman käytön. Siirtymällä ohuempiin kennoihin voidaan merkittäväs-ti pienentää valmistuskustannuksia, sillä pelkästään kennon ohentuminen 280 µ m:sta 250 µ m:iin pienentää kennon kustannuksia suhteessa saavutettavaan maksimitehoon 10 %. Vertailun vuoksi on huomattava, että piimateriaalin hinnan puoliintuessa suureen pieneneminen jää alle 5 %:iin. Kennon ohentuessa myös valon aiheuttama rappeutumi-nen LID pienenee. Tämä johtuu samasta syystä kuin BSF:stä saatavan hyödyn kasvami-nen, eli suurin etäisyys, jolta elektronit joudutaan keräämään, pienenee. Valon aiheutta-ma rappeutuminen johtuu nimenomaan boorin käytöstä, minkä vuoksi eräs keino eh-käistä tätä ilmiötä on käyttää piin seostamiseen boorin sijasta esimerkiksi galliumia, jota käytettäessä ilmiötä ei esiinny. Galliumilla seostetulla piillä on päästy samansuuruisiin hyötysuhteisiin kuin boorilla seostetulla piillä, joten sillä on suuri potentiaali tulevaisuu-den seostusaineena. Ohennettaessa kennoja kohti teoreettista minimirajaa on otettava huomioon, että niiden käsittely tulee vaativammaksi. Toinen kennojen ohentamisesta aiheutuva ongelma on johtojen liittäminen kennon pinnalle, jolloin kuuma pinnoitusprosessi saattaa aiheuttaa lämpöshokkeja. Lämpöshokit voivat synnyttää mikrovaurioita, jotka leviävät helposti etenkin kennon kohdissa, jotka altistuvat lämpötilavaihteluille tai ovat suoraan johtojen alla. Piinitridin käyttö passivoivan kerroksen luomiseen vähentää emitterin ja ulkoisen piirin rajapinnalla tapahtuvaa rekombinaatiota ja lisäksi se vähentää sinisellä aallonpituus-alueella tapahtuvaa heijastusta. Saavutetun sinisen vasteen säilyttäminen edellyttää myös emitterin uudelleen suunnittelua. Hyvin yleisesti käytetyistä hopeakontakteista johtuen emittereissä joudutaan käyttämään korkeaa seostusastetta, mutta hyvän sinisen vasteen saavuttaminen edellyttää puolestaan alhaista seostusastetta. Ratkaisu onkin teh-dä selektiivisiä emittereitä, joissa seostusaste on alhainen metallikontaktien välissä, mutta korkea niiden alla. Koska tässä mainitut, edullisemman piimateriaalin käytön mahdollistavat parannusme-netelmät eivät tuo merkittäviä uudistuksia ennestään käytössä olleisiin valmistusmene-telmiin, niiden toteuttamiseen liittyvät riskit ovat vähäpätöisiä. Toisaalta niiden käyt-
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 35
töönotto edellyttää muiden valmistusteknologioiden osittaista uudelleen kehittämistä. Tässä yhteydessä mainittujen tehokkuuden parantamismenetelmien avulla on mahdollis-ta saavuttaa teollisuudessa tuotettujen aurinkokennojen kohdalla parhaimmillaan jopa 17 %:n hyötysuhde. Tämä on merkittävä hyöty yhdessä halventuneen kennon hinnan kanssa [7, s.7-12, s.48, s.95]. 3.4.3. Pitkän aikavälin luotettavuuden parantaminen Paitsi riittävä hyötysuhde, olennainen tekijä aurinkokennon suorituskyvyn kannalta on pitkän aikavälin kestävyys ja luotettavuus. Useilla yrityksillä on tapana antaa kennoille 20 – 25 vuoden takuu, vaikka sen perusteena ei olisi riittävää tutkimusaineistoa. Ken-noille tuotantovaiheessa suoritettavien laatutestien avulla on mahdollista löytää kar-keimmat viat, jotka estävät kennon pääsyn markkinoille. Kennon käyttöikään vaikutta-vat myös ajan myötä esiintyvät vauriomekanismit, joiden kehittymistä ei vielä tähän mennessä hallita riittävästi. Jos aurinkokennomoduuli pystyy palvelemaan tarkoitukses-saan 30 vuotta, sen arvo nousee 20 – 50 % verrattuna edellä mainittuun tavanomaiseen takuuaikaan. Eräs aurinkokennojen suorituskyvyn ennenaikaista heikkenemistä aiheuttava tekijä on kennoihin syntyvät halkeamat. Nykyään käytetään kennon sitomiseksi lasiin tavallisesti etyleenivinyyliasetaattia EVA. Lasin koostumuksesta riippuen saattaa kennossa olevan piin ja EVA:n rajapinnalle siirtyä lasista natriumia. Tutkimusten perusteella on osoitettu, että rajapinnalle muodostuva sidos on sitä voimakkaampi, mitä korkeampi on hiilipitoi-suus ja mitä pienempi on natriumin ja piissä luonnostaan seostamisen vuoksi olevan fosforin pitoisuus. Mikäli rajapinnalla olevian fosforin ja natriumin pitoisuudet ovat korkeita ja keskenään samaa suuruusluokkaa ja rakenteeseen on valmistusvaiheessa muodostunut myös suhteellisen korkea happipitoisuus, saattaa rakenteessa syntyä nat-rium- ja vetyfosfaatteja. Ne puolestaan tuhoavat piin ja EVA:n rajapinnalla olevia sidos-rakenteita, jolloin rajapinnalle syntyy paikallisia halkeamia. Mikäli rakenteeseen on päässyt kosteutta tai muita epäpuhtauksia, ne saattavat kerääntyä näihin halkeamiin, jol-loin seurauksena voi olla EVA:n entistä voimakkaampaa vaurioitumista, sekä metalli-kontaktien syöpymistä. Veden ja hapen diffuusiokyky on EVA:ssa korkea, koska se on amorfinen kopolymeeri. Halkeilu on mahdollista ennaltaehkäistä kiinnittämällä valmis-tusvaiheessa mittausten avulla huomiota saavutettavaan seostusasteeseen, kuten myös syntyvien epäpuhtauksien määrään. Näin on syytä menetellä erityisesti käytettäessä laa-dultaan vaihtelevia tai kierrätettyjä piikiekkoja. Paitsi edellä mainituilla valmistusvai-heessa suoritettavilla mittauksilla, on natriumin pääsyä lasista piihin mahdollista ehkäis-tä myös käyttämällä lasia, jonka koostumukseen on lisätty natriumkarbonaattia ja jota on käsitelty rikkidioksidilla. Korkeat lämpötilat kiihdyttävät kemiallisten reaktioiden syntymistä, minkä vuoksi halkeamien syntyminen on todennäköisempää kuumassa käyttöympäristössä. Vallitseva kosteus voi kiihdyttää EVA:n ja piin välisten sidosten tu-
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 36
houtumista entisestään, jos rakenteeseen pääsee tunkeutumaan nestettä. Valmistusvai-heessa onkin syytä kiinnittää huomiota myös moduulien huolelliseen pakkaukseen. Muita kosteudesta aiheutuvia haittoja aurinkokennomoduulissa ovat korroosion seu-rauksena aiheutuvat materiaalien turpoaminen, eristeiden sähköisten ominaisuuksien heikkeneminen, oikosulut, sekä kotelorakenteen hajoaminen. Korroosiota edesauttaa kosteuden lisäksi muutkin rakenteessa olevat epäpuhtaudet, sekä EVA:sta moduuliin siirtyvä etikkahappo. Yksittäiset kennot liitetään toisiinsa juotosliitoksilla, joiden luotet-tavuus on myös kennon toiminnan kannalta hyvin kriittinen tekijä. Liitoksen luotetta-vuus ei ole kiinni pelkästään juotoksen materiaaliominaisuuksista, vaan siihen vaikuttaa myös liitoksen geometria, sekä itse juotosprosessi. Riippuen näistä tekijöistä, sekä mo-duulin todellisista käyttöolosuhteista, saattaa liitoksissa tapahtua metallin väsymistä, jo-ka johtaa niiden vaurioitumiseen. Eritystä huomiota valmistusvaiheessa tulee kiinnittää liitoksiin muodostuvien aukkojen ehkäisemiseen, sillä juotosliitoksen epätasaisuus pie-nentää aurinkokennomoduulien täytekerrointa ja sitä kautta hyötysuhdetta. Lisäksi juo-tosten sisään muodostuvat aukot pienentävät liitospinta-alaa, mikä johtaa paikallisiin virranahtaumiin kohdissa, joissa liitos on hyvä. Tällöin voi seurauksena olla liitosten kuumeneminen [7, s.39 - 49]. 3.4.4. Hyötysuhteen parantaminen pinnoitusprosessin avulla Piikiekon pinnoitus vähentää pinnan heijastusta. Tämä on eräs tärkeimmistä tavoista pa-rantaa niiden hyötysuhdetta. Pinnoitusprosessi vähentää pintaheijastushäviötä fotonian-soituksen avulla täten kasvattaen kennon oikosulkuvirtaa. Optiset häviöt ovat sähköisten häviöiden ohella toinen pääasiallinen piiaurinkokennojen hyötysuhdetta heikentävä teki-jä. Pintaheijastuksen aiheuttamat optiset häviöt voidaan estää joko heijastamattoman kerroksen, tai pintapinnoituksen käytöllä. On tunnettua, että kiillotetut piikiekot heijas-tavat 30 % lankeavasta valosta. Sen sijaan pinnoitetut pinnat heijastavat vain 10 % ja heijastamattomalla kerroksella varustetut pinnat heijastavat vain 3 % lankeavasta valos-ta. Pintaheijastusta vähentämällä voidaan kasvattaa oikosulkuvirtaa ja siten myös aurin-kokennon hyötysuhdetta. Piin pinnoitus on tavallisesti toteutettu käyttämällä emäksisiä liuoksia, joiden avulla ai-kaansaadaan epäisotrooppinen (sattumanvarainen suunnan suhteen) syövytys, joka joh-taa satunnaisten pyramidin muotoisten rakenteiden syntymiseen piikiekon pinnalle. Yk-sittäiset piikiekot saadaan kuitenkin aikaan leikkaamalla ne piimassasta johdinsahauk-sella, joka vaurioittaa kiekon pintaa. Johdinsahauksen aiheuttamat vauriot poistetaan en-nen pinnoitusprosessia kiekolle suoritettavan sahavauriosyövytyksen avulla. Sahavau-riosyövytys toteutetaan tavallisesti käyttäen kaliumvety-liuosta, jolla aikaansaadaan kohtalaisen tasainen pinta.
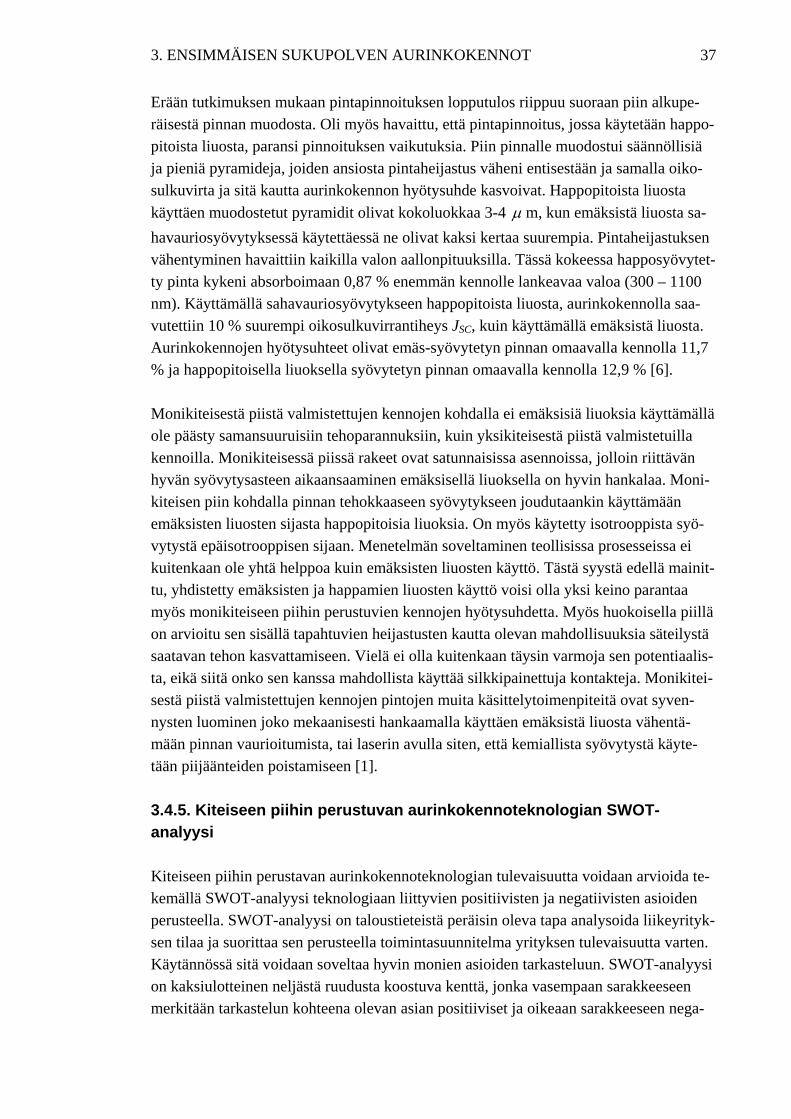
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 37
Erään tutkimuksen mukaan pintapinnoituksen lopputulos riippuu suoraan piin alkupe-räisestä pinnan muodosta. Oli myös havaittu, että pintapinnoitus, jossa käytetään happo-pitoista liuosta, paransi pinnoituksen vaikutuksia. Piin pinnalle muodostui säännöllisiä ja pieniä pyramideja, joiden ansiosta pintaheijastus väheni entisestään ja samalla oiko-sulkuvirta ja sitä kautta aurinkokennon hyötysuhde kasvoivat. Happopitoista liuosta käyttäen muodostetut pyramidit olivat kokoluokkaa 3-4 µ m, kun emäksistä liuosta sa-havauriosyövytyksessä käytettäessä ne olivat kaksi kertaa suurempia. Pintaheijastuksen vähentyminen havaittiin kaikilla valon aallonpituuksilla. Tässä kokeessa happosyövytet-ty pinta kykeni absorboimaan 0,87 % enemmän kennolle lankeavaa valoa (300 – 1100 nm). Käyttämällä sahavauriosyövytykseen happopitoista liuosta, aurinkokennolla saa-vutettiin 10 % suurempi oikosulkuvirrantiheys JSC, kuin käyttämällä emäksistä liuosta. Aurinkokennojen hyötysuhteet olivat emäs-syövytetyn pinnan omaavalla kennolla 11,7 % ja happopitoisella liuoksella syövytetyn pinnan omaavalla kennolla 12,9 % [6]. Monikiteisestä piistä valmistettujen kennojen kohdalla ei emäksisiä liuoksia käyttämällä ole päästy samansuuruisiin tehoparannuksiin, kuin yksikiteisestä piistä valmistetuilla kennoilla. Monikiteisessä piissä rakeet ovat satunnaisissa asennoissa, jolloin riittävän hyvän syövytysasteen aikaansaaminen emäksisellä liuoksella on hyvin hankalaa. Moni-kiteisen piin kohdalla pinnan tehokkaaseen syövytykseen joudutaankin käyttämään emäksisten liuosten sijasta happopitoisia liuoksia. On myös käytetty isotrooppista syö-vytystä epäisotrooppisen sijaan. Menetelmän soveltaminen teollisissa prosesseissa ei kuitenkaan ole yhtä helppoa kuin emäksisten liuosten käyttö. Tästä syystä edellä mainit-tu, yhdistetty emäksisten ja happamien liuosten käyttö voisi olla yksi keino parantaa myös monikiteiseen piihin perustuvien kennojen hyötysuhdetta. Myös huokoisella piillä on arvioitu sen sisällä tapahtuvien heijastusten kautta olevan mahdollisuuksia säteilystä saatavan tehon kasvattamiseen. Vielä ei olla kuitenkaan täysin varmoja sen potentiaalis-ta, eikä siitä onko sen kanssa mahdollista käyttää silkkipainettuja kontakteja. Monikitei-sestä piistä valmistettujen kennojen pintojen muita käsittelytoimenpiteitä ovat syven-nysten luominen joko mekaanisesti hankaamalla käyttäen emäksistä liuosta vähentä-mään pinnan vaurioitumista, tai laserin avulla siten, että kemiallista syövytystä käyte-tään piijäänteiden poistamiseen [1]. 3.4.5. Kiteiseen piihin perustuvan aurinkokennoteknologian SWOT-analyysi Kiteiseen piihin perustavan aurinkokennoteknologian tulevaisuutta voidaan arvioida te-kemällä SWOT-analyysi teknologiaan liittyvien positiivisten ja negatiivisten asioiden perusteella. SWOT-analyysi on taloustieteistä peräisin oleva tapa analysoida liikeyrityk-sen tilaa ja suorittaa sen perusteella toimintasuunnitelma yrityksen tulevaisuutta varten. Käytännössä sitä voidaan soveltaa hyvin monien asioiden tarkasteluun. SWOT-analyysi on kaksiulotteinen neljästä ruudusta koostuva kenttä, jonka vasempaan sarakkeeseen merkitään tarkastelun kohteena olevan asian positiiviset ja oikeaan sarakkeeseen nega-
3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 38
tiiviset asiat. Ylempään riviin merkitään kohteen sisäiset ja alariviin ulkoiset asiat. SWOT-analyysin kuhunkin ruutuun merkitän joko vahvuudet, heikkoudet, mahdollisuu-det tai uhat. Sana SWOT tulee näiden neljän sanan englanninkielisten vastineiden en-simmäisistä kirjaimista. Kuva 3.6. esittää kiteiseen piihin perustuvalle aurinkokennotek-nologialle tehtyä SWOT-analyysiä. Jokaiseen ruutuun on merkitty otsikon mukaisia tek-nologian ominaisuuksia.
Kuva 3.6. Kiteiseen piihin perustuvan aurinkokennoteknologian SWOT-analyysi graafisena esityksenä. Kuvassa ei ole huomioitu kaikkia mahdollisia positiivisia ja negatiivisia asioita. Koko kiteiseen piihin perustuvan kennoteknologian tulevaisuus voidaan arvioida kohta-laisen tarkasti kuvassa 3.6. esitettyjen ominaisuuksien perusteella. Kuvassa 3.6. esitety-stä uhista raaka-ainepulaa on mahdollista ehkäistä ainakin osittain käyttämällä n-tyypin puolijohdetta alustana, sillä se on alustavien tutkimusten mukaan osoittautunut käyttö-kelpoiseksi vaihtoehdoksi. Hinnaltaan edullisen piin käyttö mahdollistaa säästyneiden kustannusten kautta tiettyjen tehokkuuden parantamismenetelmien soveltamisen. Näin on mahdollista saavuttaa jopa parempi suorituskyky, kuin käytettäessä laadultaan pa-rempaa piitä kennojen raaka-aineena ilman, että tehokkuuden parantamismenetelmät olisivat käytössä. Edullisen piin käyttöön sisältyy kuitenkin helposti uusia riskejä. Piin riittävästä laadukkuudesta on aina tavalla tai toisella saatava varmuus, minkä vuoksi sil-le saatetaan joutua tekemään laadunvarmistustestejä, mitkä taas aiheuttavat uusia kus-tannuksia ja alun perin saatu kustannusetu menetetään.

3. ENSIMMÄISEN SUKUPOLVEN AURINKOKENNOT 39
Tarkasteltaessa kiteiseen piihin perustuvan kennoteknologian tulevaisuutta kennoja val-mistavien yritysten näkökulmasta, voidaan huolestuttavana asiana pitää raaka-ainepulan lisäksi myös muiden kennoteknologioiden yleistymistä. Näistä erityisesti toisen suku-polven kennoteknologia on uhka, koska Yhdysvalloissa se ohitti ensimmäisen sukupol-ven kennoteknologian yleisimpänä kennoteknologiana jo ennen vuotta 2010. Siirtymi-nen valmistamaan muita kuin ensimmäisen sukupolven kennoja ei ole yrityksille var-teenotettava ratkaisu, koska tällöin jouduttaisiin vaihtamaan myös koko tuotantoprosessi ja mahdollisesti myös kouluttamaan henkilökuntaa uudelleen. Ensimmäisen sukupolven kennojen etuina ovat perinteisesti olleet muihin kennotekno-logioihin verrattuna korkeampi hyötysuhde, minkä oletetaan jatkavan kehitystä kuvan 3.2. mukaan. Huolimatta korkeasta hyötysuhteesta ja kehittyneestä valmistustekniikasta suuret valmistuskustannukset heikentävät ensimmäisen sukupolven kennojen kilpailu-kykyä ja lisäksi kennoilta vaadittava paksuus rajoittaa kohteita, joissa niitä voidaan käyttää. Toisen sukupolven kennot voidaan valmistaa ohuiksi ja joustaviksi, mikä mah-dollistaa niiden käytön monissa erikoissovelluksissa. Tämä, sekä edullisempi hinta ovat kasvattaneet niiden suosiota, mutta johtuen ensimmäisen sukupolven kennoihin verrat-tuna alhaisemmasta hyötysuhteesta ne eivät toistaiseksi ole kyenneet syrjäyttämään en-simmäisen sukupolven kennoja maailmanlaajuisesti yleisimpänä kennotyyppinä. Tilan-ne saattaa kuitenkin muuttua tulevaisuudessa, mikäli siirrytään uusiutuvia energianläh-teitä suosivaan energian sääntelypolitiikkaan. Tällöin toisen sukupolven kennot tulevat edullisemman hintansa vuoksi houkuttelevammaksi vaihtoehdoksi yhä useammassa kohteessa. Jos toisen sukupolven kennoteknologian kehityksessä tapahtuu läpimurto, merkitsee se välittömästi ensimmäisen sukupolven kennojen valta-aseman päättymistä. Myös kolmannen sukupolven kennojen kehitystä voidaan pitää uhkana, vaikka ne eivät vielä ole edenneet laajaan kaupalliseen tuotantoon.
40
4. TOISEN SUKUPOLVEN AURINKOKENNOT
Huolimatta kiteiseen piihin perustuvan puolijohdetekniikan vakiintuneesta asemasta au-rinkokennoteollisuudessa, on sen heikkoutena korkea hinta. Erittäin puhtaan piin tuotta-misen kalleus vaikuttaa suoraan siihen perustuvien kennojen valmistusmääriin ja korkea hinta heikentää kilpailukykyä markkinoilla. Näillä ensimmäisen sukupolven aurinko-kennoilla merkittävä hintaa nostava tekijä on se, että pii on epäsuoran energia-aukon puolijohde, mikä kasvattaa kennolta vaadittavaa paksuutta. Paksuus asettaa kohonneita vaatimuksia materiaalin puhtaudelle, sillä auringonsäteilyn fotonien synnyttämien va-rauksenkuljettajien on tällöin kuljettava pitkä matka ennen kuin ne voidaan onnistunees-ti johtaa ulkoiseen piiriin. Lisäksi on huomioitava, että piihin perustuvassa aurinkoken-noteknologiassa käytetään paljon elektroniikkateollisuudelta yli jäävää huonolaatuista materiaalia. Tulevaisuudessa kennoille asetettavien vaatimusten kasvaessa voi huono-laatuisen materiaalin käyttäminen olla yrityksille kestämätön ratkaisu. Edellä mainituista syistä johtuen on syntynyt tarve kehittää uusia kennotyyppejä, joilla materiaalintarvetta voidaan pienentää. Nämä toisen sukupolven kennot, joita kutsutaan myös ohutkalvokennoiksi, perustuvat suoran energia-aukon puolijohteisiin. Ohutkalvo-kennoilla materiaalin tarve on mahdollista pudottaa murto-osaan kiteiseen piikennoon tarvittavasta määrästä [2, s.64] [1]. Ohutkalvomenetelmän tekee edullisemmaksi kitei-seen piihin perustuvaan menetelmään verrattuna myös valmistustekniset seikat, joita ovat muun muassa kalvomateriaalien parempi epäpuhtauksien sietokyky, joka vähentää kallista raakamateriaalin puhdistuksen tarvetta. Lisäksi ohutkalvotekniikalla toteutettuja kennoja on helppo liittää osaksi yhtenäistä moduulia ja moduulin muodostus onkin yleensä kiinteä osa kennojen valmistusprosessia. Tämä mahdollistaa ohutkalvomoduu-lien tuottaman jännitteen helpon räätälöinnin tapauskohtaisesti ja täten niiden soveltami-sen monenlaisissa erikoissovelluksissa [1, 49]. Ohutkalvoteknologian heikkoutena on, ettei se ole niin kehittynyttä ja hyvin hallittua kuin kiteiseen piihin perustuvaan teknologia, jonka kohdalla on päästy käytännössä suo-raan hyödyntämään elektroniikkateollisuudessa syntynyttä tietämystä. Ohutkalvotekn-iikka on myös saanut osakseen huomattavasti vähemmän julkista tukea. Ohutkalvotek-niikkaa hyödyntävät aurinkokennovalmistajat ovatkin joutuneet paljolti itse kehittämään paitsi materiaalitietämystään ja lopputuotteitaan, myös laitteita ja prosesseja tuotteiden valmistamiseksi. Tämä on ollut erityisen hankalaa pienille yrityksille.

4. TOISEN SUKUPOLVEN AURINKOKENNOT 41
Ohutkalvoteknologiaan perustuvat kennot ovat hyötysuhteeltaan edelleen alhaisempia kuin ensimmäisen sukupolven kennot ja niinpä kiteiseen piihin perustuvien kennojen osuus kokonaismarkkinoista oli vuonna 2009 edelleen noin 90 %. Ajan myötä tapahtu-nut teknologian kypsyminen ja kustannustason alentuminen on kuitenkin 2000-luvun alun jälkeen tehnyt mahdolliseksi tutkimus- ja tuotekehitystyön jatkamisen ohutkalvo-teknologiaan parissa [1, 9]. Maailmanlaajuisesti ollaan siirtymässä uusiutuvia energianlähteitä suosivaan sääntely-politiikkaan, mikä tulee suosimaan paitsi koko aurinkokennoteollisuutta, myös ohutkal-voteknologiaa. Paitsi suurempi potentiaali erikoissovelluksissa, ohutkalvoteknologialla on havaittu olevan myös pienempi tuotantokapasiteetin investointikustannus (€/W) ver-rattuna ensimmäisen sukupolven kennoihin. Näistä syistä ohutkalvoteknologian markki-naosuuden ennustetaan olevan jopa 30 % vuonna 2015 [9]. Jo vuonna 2007 ohutkalvo-kennojen osuus kaikista aurinkokennoista oli Yhdysvalloissa noin 65 %, huolimatta nii-den huomattavasti alhaisemmasta maailmanlaajuisesta osuudesta [19] [41] [42]. Ohut-kalvotekniikoiden yhteenlasketun tuotantokapasiteetin on arvioitu olevan yli 5000 MW vuonna 2010. Kasvava ohutkalvokennojen tuotantokapasiteetti laskee niiden tuotanto-hintaa, mikä yhdessä energian sääntelypolitiikan kanssa tulee kasvattamaan hyvin mer-kittävästi koko aurinkokennoteknologian kilpailukykyä [41]. Vuonna 2030 ohutkalvo-kennojen osuus kaikista aurinkokennoista on arvioitu olevan jo 35 % [40]. Seuraavissa alaluvuissa luodaan katsaus kolmeen hallitsevaan ohutkalvoteknologiaan, niiden vah-vuuksiin ja heikkouksiin, sekä kehitysnäkymiin. Mainittakoon, että kadmiumtelluuri- ja kupari-indium-gallium-diselenidi-kennojen toimintaperiaate on niin lähellä luvussa 3 käsiteltyjen ensimmäisen sukupolven aurinkokennojen toimintaperiaatetta, ettei toimin-taperiaatetta käsitellä niiden kohdalla erityisen perusteellisesti.
4.1. Amorfinen pii Tällä hetkellä suurin osa toisen sukupolven aurinkokennoista perustuu amorfiseen piihin (a-Si). Se on syntynyt muita ohutkalvoteknologioita aikaisemmin ja vahvan maailman-laajuisen tutkimuksen vuoksi sen osuus ohutkalvomarkkinoista on noin 60 % ja koko aurinkokennomarkkinoistakin 7 %. Amorfisen piin ominaisuuksien hyvä tuntemus joh-tuu paljolti siitä, että amorfisella piillä on sovelluskohteita myös aurinkokennoteollisuu-den ulkopuolella, toisin kuin muilla ohutkalvoteknologioilla. Laboratorio-olosuhteissa muut ohutkalvotekniikat ovat osoittautuneet tehokkaammiksi, mutta niiden kaupallistu-mista on hidastanut niiden taustalla olevan teknologian kehno hallinta. Tämän vuoksi niitä ei ole onnistuttu tuottamaan riittävän edullisella hinnalla ja suurella tuotantovolyy-millä. 2000-luvun alun jälkeen tapahtunut tuotekehitys saattaa kuitenkin kasvattaa nii-den markkinaosuutta.
4. TOISEN SUKUPOLVEN AURINKOKENNOT 42
Amorfisesta piistä valmistettuihin kennoihin pohjautuvat aurinkosähköjärjestelmät voi-daan tehdä hyvin kevyiksi, joka mahdollistaa niiden käytön siirrettävissä sovelluksissa. Lisäksi ne ovat joustavia, säteilyä kestäviä, sekä käytetyistä materiaaleista johtuen myös ympäristöystävällisiä. Amorfiseen piihin perustuvien kennojen suurin hyöty muihin o-hutkalvotekniikoihin, sekä kiteiseen piihin perustuvaan tekniikkaan verrattuna on, ettei niiden hyötysuhde laske kennon kuumentuessa todellisissa käyttöolosuhteissa. Tutki-musten avulla on osoitettu, että hyötysuhteen heikkeneminen on käytön alkuvaiheessa erittäin pientä ja muuttuu käytännössä olemattomaksi jo kahden käyttövuoden jälkeen [1, 11]. Tästä huolimatta kehitystyö a-Si-kennojen kohdalla painottuu edelleen muiden ohutkalvotekniikoiden tavoin juuri hyötysuhteen parantamiseen, joka tulisi saada nouse-maan nykyisestä 6 – 8 %:sta 10 – 12 %:iin. Toistaiseksi tehokkain tapa nostaa a-Si-ken-nojen hyötysuhdetta on kahden tai kolmen yksittäisen kennon yhdistäminen. Tällaisella rakenteella on saavutettu standardin mukaisissa testauksissa jopa 9 – 11 %:n hyötysuh-de, mikä on kuitenkin selvästi alhaisempi kuin kiteisestä piistä valmistetuilla kennoilla. Amorfiseen piihin perustuvien kennojen hyötysuhteen parantaminen edellyttää siis edel-leen sekä yksittäisten kennojen, että niistä muodostettujen yhdistelmäraken-teiden tek-nologian kehittämistä [1, 9]. Vedyllä seostetusta amorfisesta piistä (a-Si:H) valmistetuille aurinkokennoille on tyy-pillistä hyötysuhteen huomattava heikkeneminen ensimmäisen muutaman sadan tunnin aikana, jona se altistuu valolle. Tämä ilmiö johtuu pääosin Staebler-Wronski-vaikutuk-sesta, jolla tarkoitetaan valon aiheuttamaa muutosta (engl. light-soaking) vetyä sisältä-vässä amorfisessa piissä. Amorfisen piin positiivisen lämpötilakertoimen vuoksi hyöty-suhde kuitenkin nousee hetkellisesti myös ensimmäisten valolle altistumisten aikana ympäristön lämpötilan noustessa. Tänä aikana a-Si-kennon hyötysuhde siis vaihtelee lämpötilan mukaan. Kun kenno on ollut valolle altistuneena 1000 tuntia, ilmiö lakkaa ja kenno saavuttaa stabiilin tilan. Tämänkin jälkeen kennon hyötysuhde nousee lämpötilan noustessa, mutta edellä mainitun kaltaista voimakasta vaihtelua ei enää esiinny. Valolle altistumisen aikana a-Si:H-kennoihin syntyy rekombinaatiota aiheuttavia roikkuvia si-doksia, joita kutsutaan myös valon aiheuttamaksi heikentymiseksi, LID (engl. ligth-in-duced degradation). Roikkuvat sidokset voivat esiintyä kolmessa erilaisessa varausti-lanteessa, minkä seurauksena ne voivat siepata joko elektroneja, aukkoja tai molempia. Roikkuvien sidosten vuoksi a-Si:H-kennojen hyötysuhde laskee niin voimakkaasti, ettei positiivisesta lämpötilakertoimesta ole merkittäväksi höytysuhteen parantajaksi. Kaiken kaikkiaan vetyä sisältävä amorfinen pii on sähköisiltä ominaisuuksiltaan erittäin moni-mutkainen, eikä a-Si:H-kennojen käyttäytymistä ymmärretä edelleenkään täydellisesti [1, 14]. Hyötysuhteen alenemista aiheuttavat rekombinaatiomekanismit ovat suurin amorfiseen piihin perustuvien kennojen yleistymistä estävä tekijä. Muut haasteet liittyvät prosessin nopeuttamiseen, sekä hehkupurkauksessa käytetyn kaasun käytön tehostamiseen. Näistä viimeksi mainittu on erityisen tärkeää siksi, että perinteisesti kaasusta, jota hehkupur-

4. TOISEN SUKUPOLVEN AURINKOKENNOT 43
kauksessa käytetään, saadaan hyödynnettyä ainoastaan 10 – 30 %. Täten suurin osa lähdemateriaalista jää hyödyntämättä [1, 9]. 4.1.1. Amorfisen piin valmistaminen Amorfista piitä voidaan valmistaa pelkästään höyrystämällä piitä, mutta jo 1970-lvulla havaittiin, että amorfisella piillä joka on valmistettu hehkupurkauksen avulla, on ensiksi mainittuun tapaan verrattuna ylivoimaiset sähköiset ominaisuudet. Myöhemmin selvisi, että hehkupurkauksen avulla aikaan saatu amorfinen pii sisälsi huomattavan määrän ve-tyatomeja, joihin rakenteen hyvät sähköiset ominaisuudet perustuivat. Amorfisesta pii-rakenteesta, joka sisältää vetyatomeja käytetään nykyään tavallisesti merkintää a-Si:H. Vetyatomien osuus koko rakenteesta on tavallisesti 1 – 10 %. Koska ohutkalvoteollisuu-dessa käytetty amorfinen pii sisältää lähes poikkeuksetta vetyatomeja, on nykyään kir-jallisuudessa tullut tavaksi käyttää termiä amorfinen pii myös vetyatomeja sisältävästä amorfisesta piistä. Näin tullaan menettelemään myös tässä työssä [1]. Amorfinen pii valmistetaan nykyään pääosin PECVD-tekniikalla (engl. plasma enhan-ced chemical vapor deposition). Siinä luodaan aluksi tyhjiö kammioon, johon tämän jäl-keen syötetään silaanikaasua (SiH4) ja tietty määrä vetyä. Kammiossa olevan kahden elektrodin välille luodaan radiotaajuinen jännite. Jännitteen suuruudesta riippuu millä kaasun paineilla plasma voi syntyä. Plasma jakaa kaasua osiin, jolloin kammioon syntyy radikaaleja ja ioneja. Varsinainen amorfinen pii syntyy, kun radikaalit leviävät elektro-deille kiinnitettyihin ohuisiin alustoihin. Alustoja kuumennetaan tietynlaatuisen kalvon aikaansaamiseksi, siten että lämpötila on väliltä 150 – 300 oC. Korkeaa lämpötilaa käy-tettäessä amorfisesta piin rakenteesta muodostuu ideaalisempi, eikä rakenteen eheyttä-miseksi käytettävää vetyä juurikaan tarvita. Matalilla lämpötiloilla muodostuvan raken-teen laatu on heikompi, jolloin vetyä tarvitaan vastaavasti enemmän. Käytetyn vedyn määrä vaikuttaa suoraan muodostuvan energia-aukon suuruuteen siten, että mitä korke-ampi on kammiossa olevan vedyn pitoisuus, sitä suurempi energia-aukko muodostuu. Amorfisen piin eräs merkittävimmistä hyödyistä kiteiseen piihin nähden on sen parempi epäpuhtauksien (esimerkiksi happi, hiili, natrium ja erilaiset metallit) sietokyky, joka johtuu amorfisen piin rakenteellisesta joustavuudesta [1]. Johtuen erilaisesta kemiallisesta rakenteesta verrattuna kiteiseen piihin, ei perinteisellä seostamisella kyetä kasvattamaan amorfisen piin fermienergiaa. Lisäksi amorfiseen pii-hin, johon on sekoitettu muita aineita, muodostuu aukkoja sieppaavia rakenteita. Amor-fisen piin tapauksessa fermienergiaan ja sitä kautta energia-aukkoon vaikutetaan siis muuttamalla hehkupurkaukseen käytetyn silaanikaasun ominaisuuksia. Pelkästään muuttamalla suhteellista silaanipitoisuutta vedyn avulla voidaan a-Si:H-kalvojen ener-gia-aukkojen suuruutta muuttaa väliltä 1.6 – 1.8 eV. Silaanikaasuun voidaan myös seko-ittaa muita yhdisteitä, jolloin osaksi amorfista rakennetta voi tulla germanium, hiili, happi tai typpi. Näiden alkuaineiden ansiosta on mahdollista muodostaa energia-aukol-

4. TOISEN SUKUPOLVEN AURINKOKENNOT 44
taan hyvin erilaisia a-Si-kennoja, joita voidaan käyttää muodostettaessa yksittäisten kennojen avulla yhdistelmärakenteita. Kaikilla tähän mennessä mainituilla valmistus-menetelmillä on kuitenkin mahdollista aikaansaada ainoastaan tavallista, eli seostama-tonta amorfista piitä, jota käytetään amorfiseen piihin perustuvien kennojen keskimmäi-senä ja samalla valoa absorboivana kerroksena. Mikäli amorfisesta piistä halutaan tehdä n-tyyppistä, on silaanikaasuun sekoitettava fosfaania. Käyttämällä sekoi-tukseen dibo-raanikaasua voidaan puolestaan muodostaa p-tyyppinen materiaali [1]. Vaikka PECVD on yleisin a-Si-kalvojen valmistusmenetelmä, on se jossain määrin hi-das. Prosessin nopeuttaminen johtaa välittömästi huonontuneisiin materiaaliominaisuuk-siin, jotka edelleen alentavat a-Si-kalvon stabiilisuutta, sekä siitä valmistetun kennon hyötysuhdetta. Tuotantovolyymin kasvattaminen edellyttää uusia valmistusmenetelmiä, jotka samalla mahdollistavat riittävän laadukkaan lopputuotteen aikaansaamisen. Eräs perinteisen radiotaajuisia jännitteitä hyödyntävän PECVD-tekniikan parannusmuoto on radiotaajuuksiakin korkeampia taajuuksia käyttävä VHF-hehkupurkaus (engl. very high frequency). Sen avulla muodostuvalla plasmalla on korkea elektronitiheys ja pienempi ionienergia, kuin PECVD-tekniikalla aikaansaadulla plasmalla. Näiden ominaisuuksien on arvioitu kasvattavan kerrosten valmistusnopeutta, sekä parantavan materiaalin laatua. VHF-hehkupurkauksen avulla on kyetty valmistamaan hyvän stabiilisuuden, sekä hyö-tysuhteen omaavia a-Si-kennoja, vaikka hyötysuhde saattaa ajan myötä heikentyä [10]. Paitsi, että PECVD-tekniikalle on kehitetty edellä mainitun kaltaisia parannusmenetel-miä, on lisäksi olemassa kokonaan muitakin valmistusmenetelmiä, joista lupaavimmak-si on toistaiseksi osoittautunut HWCVD-tekniikka (engl. hot-wire chemical vapor depo-sition). Se poikkeaa PECVD-tekniikasta siten, ettei kammioon luoda radiotaajuista jän-nitettä. RF-elektrodi on korvattu HWCVD-menetelmässä hehkulangalla, jota kuumen-netaan voimakkaasti (T = 1800 – 2000 oC). Menetelmällä valmistetun amorfisen piin vetypitoisuuden on havaittu olevan selvästi alhaisempi, kuin PECVD-menetelmällä val-mistettaessa. Suurta kiinnostusta on kuitenkin herättänyt HWCVD-menetelmän mahdollistama kor-kea valmistusnopeus a-Si- ja a-SiGe-kalvojen kohdalla. Merkittävä höyty on myös pa-rempi valon aiheuttaman heikkenemisen LID sietokyky verrattuna PECVD-menetelmäl-lä valmistettuihin a-Si-kennoihin. HWCVD-menetelmän haittapuolena on, että sen avul-la valmistetut a-Si-kennot häviävät tehokkuudessa PECVD-menetelmällä valmistetuille kennoille. Myös HWCVD-menetelmällä valmistettujen kalvojen tasaisuus on heikompi, mikä helposti johtaa kennojen epäidenttisyyteen. Moduulissa sähköisiltä ominaisuuksil-taan vaihtelevat kennot johtavat koko järjestelmän heikentyneeseen hyötysuhteeseen. Joidenkin a-Si-pohjaisten materiaalien kohdalla myös valmistusprosessiin mahdollisesti joutunut happi saattaa tehdä valmiista materiaalista jopa käyttökelvottoman [1, 13].

4. TOISEN SUKUPOLVEN AURINKOKENNOT 45
4.1.2. Amorfiseen piihin perustuvan aurinkokennon rakenne ja toimintaperiaate Toisin kuin kiteisestä piistä valmistetut kennot, amorfiseen piihin perustuvat aurinko-kennot sisältävät kolme kerrosta. Perinteisempien p- ja n-kerrosten lisäksi kennoissa on myös kahden edelliseen väliin sijoittuva seostamaton i-kerros (engl. intrinsic). Valon absorboituminen tapahtuu nimenomaan seostamattomassa i-kerroksessa, minkä vuoksi sitä kutsutaan myös absorptiokerrokseksi. Seostettujen p- ja n-kerrosten tehtävä on luo-da i-kerroksen yli vaikuttava sähkökenttä, joka kohdistaa voiman i-kerroksessa valon absorboinnin vuoksi syntyneisiin varauksenkuljettajiin. Mitä voimakkaammin a-Si:H-materiaalia seostetaan, sitä huonommin se absorboi valoa. Tämä on syy, miksi juuri seostamatonta i-kerrosta käytetään valon absorboimiseksi. Amorfiseen piihin perustuvat aurinkokennot absorboivat auringonsäteilyä erittäin tehokkaasti, joten seostamattoman i-kerroksen paksuus on aina vähemmän kuin 1 µ m. Kerroksia joudutaan tästä syystä ai-na tukemaan huomattavasti paksummilla alustoilla ja tämän perusteella puhutaan kah-desta täysin erilaisesta tavasta suunnitella a-Si- kennoja. Näitä kahta tapaa on havainnol-listettu kuvassa 4.1.
Kuva 4.1. Superstrate-, ja Substrate-suunnitteluun pohjautuvan a-Si-kennon rakenne. Superstrate-suunnitteluun perustuvassa rakenteessa (suom. useasta päällekkäisestä ker-roksesta koostuva rakenne) auringonsäteily tulee kennoon läpinäkyvän alustan läpi, joka on tavallisesti lasia tai läpinäkyvää muovia. Eristävä alustan jälkeinen TCO-kerros (engl. transparent conductive oxid) voi olla esimerkiksi tina- tai sinkkioksidia. TCO-kerroksen tehtävänä on toimia p-kerroksen elektrodina ulkoiseen piiriin, eli kennon ne-gatiivisena napana. Sille suoritetun pintakäsittelyn avulla on mahdollista vaikuttaa myös kennon sisällä kulkevan valon käyttäytymiseen. TCO-kerroksen perään liitetään kaikki muut kennoon kuuluvat kerrokset aloittaen p-kerroksesta. Viimeisenä lisätään peiliker-ros, joka toimii myös elektrodina n-kerrokselle, eli kennon positiivisena napana. Varsi-nainen kennoelementti sijoittuu siis TCO-kerroksen ja peilikerroksen väliin. Substrate-suunnitteluun perustuvassa rakenteessa (suom. yhden alustan käyttöön perustuva raken-
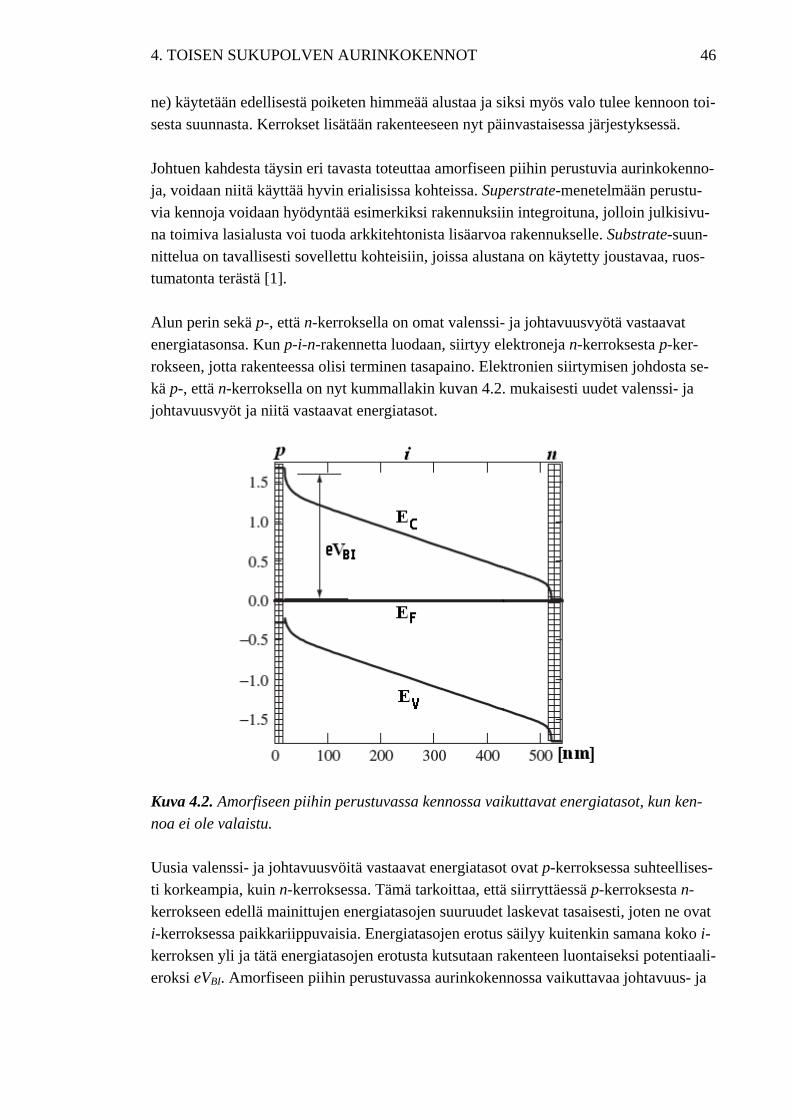
4. TOISEN SUKUPOLVEN AURINKOKENNOT 46
ne) käytetään edellisestä poiketen himmeää alustaa ja siksi myös valo tulee kennoon toi-sesta suunnasta. Kerrokset lisätään rakenteeseen nyt päinvastaisessa järjestyksessä. Johtuen kahdesta täysin eri tavasta toteuttaa amorfiseen piihin perustuvia aurinkokenno-ja, voidaan niitä käyttää hyvin erialisissa kohteissa. Superstrate-menetelmään perustu-via kennoja voidaan hyödyntää esimerkiksi rakennuksiin integroituna, jolloin julkisivu-na toimiva lasialusta voi tuoda arkkitehtonista lisäarvoa rakennukselle. Substrate-suun-nittelua on tavallisesti sovellettu kohteisiin, joissa alustana on käytetty joustavaa, ruos-tumatonta terästä [1]. Alun perin sekä p-, että n-kerroksella on omat valenssi- ja johtavuusvyötä vastaavat energiatasonsa. Kun p-i-n-rakennetta luodaan, siirtyy elektroneja n-kerroksesta p-ker-rokseen, jotta rakenteessa olisi terminen tasapaino. Elektronien siirtymisen johdosta se-kä p-, että n-kerroksella on nyt kummallakin kuvan 4.2. mukaisesti uudet valenssi- ja johtavuusvyöt ja niitä vastaavat energiatasot.
Kuva 4.2. Amorfiseen piihin perustuvassa kennossa vaikuttavat energiatasot, kun ken-noa ei ole valaistu. Uusia valenssi- ja johtavuusvöitä vastaavat energiatasot ovat p-kerroksessa suhteellises-ti korkeampia, kuin n-kerroksessa. Tämä tarkoittaa, että siirryttäessä p-kerroksesta n-kerrokseen edellä mainittujen energiatasojen suuruudet laskevat tasaisesti, joten ne ovat i-kerroksessa paikkariippuvaisia. Energiatasojen erotus säilyy kuitenkin samana koko i-kerroksen yli ja tätä energiatasojen erotusta kutsutaan rakenteen luontaiseksi potentiaali-eroksi eVBI. Amorfiseen piihin perustuvassa aurinkokennossa vaikuttavaa johtavuus- ja
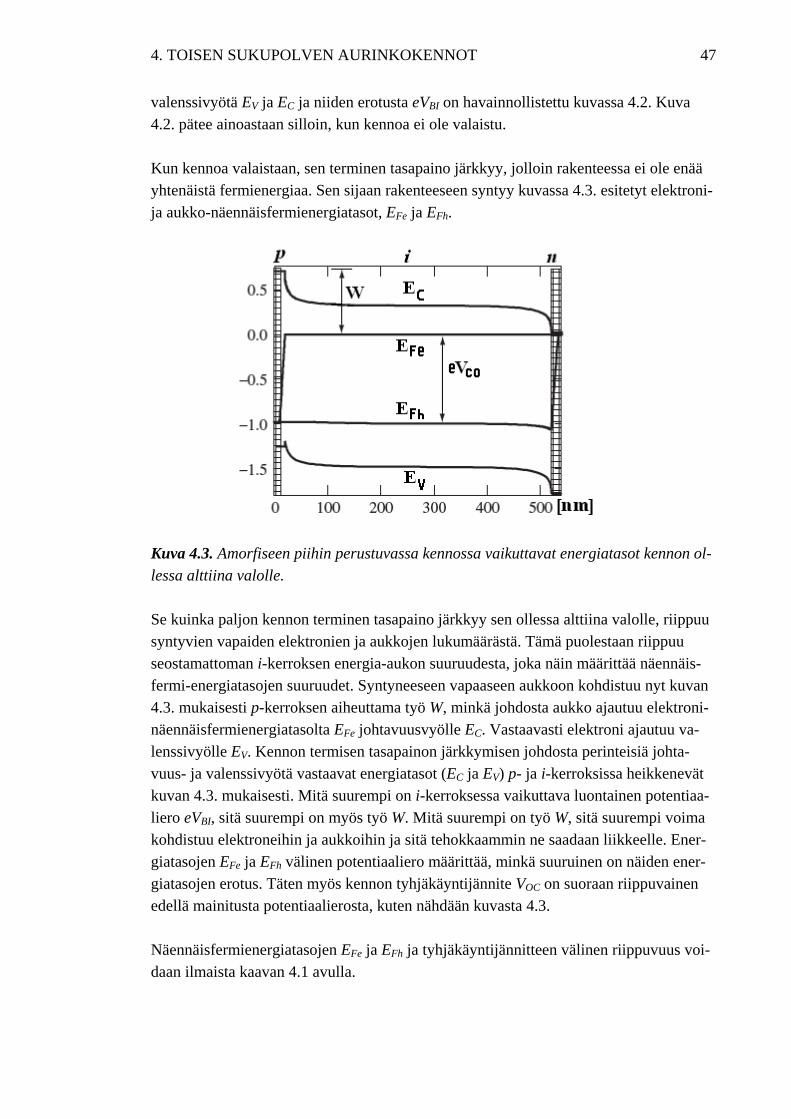
4. TOISEN SUKUPOLVEN AURINKOKENNOT 47
valenssivyötä EV ja EC ja niiden erotusta eVBI on havainnollistettu kuvassa 4.2. Kuva 4.2. pätee ainoastaan silloin, kun kennoa ei ole valaistu. Kun kennoa valaistaan, sen terminen tasapaino järkkyy, jolloin rakenteessa ei ole enää yhtenäistä fermienergiaa. Sen sijaan rakenteeseen syntyy kuvassa 4.3. esitetyt elektroni- ja aukko-näennäisfermienergiatasot, EFe ja EFh.
Kuva 4.3. Amorfiseen piihin perustuvassa kennossa vaikuttavat energiatasot kennon ol-lessa alttiina valolle. Se kuinka paljon kennon terminen tasapaino järkkyy sen ollessa alttiina valolle, riippuu syntyvien vapaiden elektronien ja aukkojen lukumäärästä. Tämä puolestaan riippuu seostamattoman i-kerroksen energia-aukon suuruudesta, joka näin määrittää näennäis-fermi-energiatasojen suuruudet. Syntyneeseen vapaaseen aukkoon kohdistuu nyt kuvan 4.3. mukaisesti p-kerroksen aiheuttama työ W, minkä johdosta aukko ajautuu elektroni-näennäisfermienergiatasolta EFe johtavuusvyölle EC. Vastaavasti elektroni ajautuu va-lenssivyölle EV. Kennon termisen tasapainon järkkymisen johdosta perinteisiä johta-vuus- ja valenssivyötä vastaavat energiatasot (EC ja EV) p- ja i-kerroksissa heikkenevät kuvan 4.3. mukaisesti. Mitä suurempi on i-kerroksessa vaikuttava luontainen potentiaa-liero eVBI, sitä suurempi on myös työ W. Mitä suurempi on työ W, sitä suurempi voima kohdistuu elektroneihin ja aukkoihin ja sitä tehokkaammin ne saadaan liikkeelle. Ener-giatasojen EFe ja EFh välinen potentiaaliero määrittää, minkä suuruinen on näiden ener-giatasojen erotus. Täten myös kennon tyhjäkäyntijännite VOC on suoraan riippuvainen edellä mainitusta potentiaalierosta, kuten nähdään kuvasta 4.3. Näennäisfermienergiatasojen EFe ja EFh ja tyhjäkäyntijännitteen välinen riippuvuus voi-daan ilmaista kaavan 4.1 avulla.
4. TOISEN SUKUPOLVEN AURINKOKENNOT 48
OCFhFe eVEE =− . (4.1)
Mikäli halutaan laskea a-Si-kennon tyhjäkäyntijännite, joudutaan kuitenkin käyttämään kaavaa 4.2.
Ve
EV g
OC 80,0−
= . (4.2)
Eg tarkoittaa optista energia-aukkoa ja e elektronin varausta. Viimeisellä termillä ote-taan huomioon, että osa syntyneistä varauksenkuljettajista menetetään rekombinaation seurauksena [1]. Mitä suurempi on kennoon kohdistuva säteilyn intensiteetti, sitä enemmän muodostuu i-kerroksessa vapaita varauksenkuljettajia (sekä elektroneja, että aukkoja) ja sitä suurempi on ulkoisessa piirissä kulkeva sähkövirta. Säteilyn intensiteetti on siis suurin kennon oi-kosulkuvirtaan ISC vaikuttava tekijä. Amorfiseen piihin perustuvien aurinkokennojen suunnittelussa päähuomio kohdistuu siihen, kuinka nopeasti seostamattomassa i-kerrok-sessa syntyvät varauksenkuljettajat liikkuvat p- ja n-kerroksille. Jos varausten liikkumi-nen ei ole tarpeeksi nopeaa ne rekombinoituvat keskenään aiheuttaen tehohäviötä ja tuottaen lämpöä. Varausten liikkumisnopeus on luonnollisesti verrannollinen sähköken-tän voimakkuuteen, eli luontaiseen potentiaalieroon eVBI. Liian heikko sähkökenttä foto-nien synnyttämään varaustenkuljettajien määrään nähden voi kiihdyttää rekombinaatio-ta. Tällöin on kyse siitä, että kuvan 4.3. työ W ei ole riittävän suuri, jotta varauksenkul-jettajat saataisiin tarpeeksi tehokkaasti liikkeelle. Liian suuri energia-aukko i-kerrokses-sa, eli suuren tyhjäkäyntijännitteen tavoittelu, voi täten koitua ongelmalliseksi. Luontai-sen sähkökentän voimakkuus ja energia-aukon suuruus onkin valittava huolellisesti. Mi-tä voimakkaampaa kennoon osuva auringonsäteily on, sitä enemmän varauksenkuljetta-jia luonnollisesti syntyy. Säteilyn ollessa tarpeeksi voimakasta tapahtuu ilmiö, jossa p- ja n-kerrosten läheisyyteen kertyvien varausten seurauksena syntyy sähkökenttä, joka heikentää rakenteen alkuperäisen sähkökentän voimakkuutta. Varauksenkuljettajien luoman sähkökentän voimakkuus riippuu siitä, minkä suuruisen avaruusvarauksen ne muodostavat p- ja n-kerrosten lähelle. Elektronien liikkuvuus amorfisessa piissä on 1 cm2 / Vs, mikä on vain tuhannesosa verrattuna vastaavaan ar-voon kiteisessä piissä. Elektronien massa on kuitenkin hyvin pieni ja niiden sijainti va-kiokentänvoimakkuudessa on aikariippuvaista tiettyyn ajanhetkeen saakka. Täten nor-maalisti niiden n-kerroksen rajalle aikaansaama avaruusvaraus jää niin pieneksi, ettei se käytännössä heikennä p-i-n-rakenteen luontaista potentiaalieroa eVBI. Sen sijaan aukko-jen sijainti ei riipu lineaarisesti ajasta, vaan niiden liike on hyvin epälineaarista, kuten amorfisissa materiaaleissa yleensä. Tämä johtuu valenssisvyöhykkeen yläpuolella ole-van paikallisesti muuttuvan ”jatkovyöhykkeen” (engl. bandtail) aiheuttamista aukkojen
4. TOISEN SUKUPOLVEN AURINKOKENNOT 49
sieppauksista. Lisäksi aukkojen massa on huomattavasti suurempi verrattuna elektroni-en massaan, mistä johtuen ne saavuttavat p-kerroksen hitaammin, kuin mitä elektronit n-kerroksen. Mitä voimakkaampaa kennoon osuva säteily on, sitä suurempi on virranti-heys ja sitä enemmän muodostuu myös varauksenkuljettajia. Tämän seurauksena aurin-gonsäteilyn ollessa voimakasta aukot muodostavat p-kerroksen lähelle erittäin suuren varauskertymän, minkä vuoksi luonnollinen sähkökenttä kasvaa p-kerroksen lähellä ja vastaavasti romahtaa n-kerroksen lähellä. Koska p- ja n-kerrosten rakenteeseen luoma sähkökenttä on nyt erittäin heikko n-kerroksen lähellä, ei tällä alueella fotonien synnyt-tämiin varauksenkuljettajiin synny riittävän voimakasta vaikutusta, vaan syntyneet va-rauksenkuljettajat rekombinoituvat keskenään. Myös elektronien sijainti on vakioken-tänvoimakkuudessa aikariippuvaista tiettyyn ajanhetkeen saakka. Tämän jälkeen saavu-tetaan saturaatiopiste, jolloin niiden liike pysähtyy kokonaan tiettyyn i-kerroksen koh-taan. Tämä johtuu deep trapping–ilmiön aiheuttamista varauksenkuljettajien sieppauk-sista. Ilmiö esiintyy myös aukkojen kohdalla, mutta niiden kohdalla se ei ole yhtä mer-kittävä, kuin ”jatkovyöhykkeen” aiheuttamat sieppaukset. Mitä paksumpi aurinkokenno on, sitä suurempi on myös tilavuus, jossa varauksenkuljet-tajia voi syntyä. Kennon kasvaessa kasvaa kuitenkin myös matka minkä varauksenkul-jettajat joutuvat p- ja n-kerroksille kulkemaan. Riittävän ohuilla (korkeintaan 200 nm) i-kerroksilla varauksenkuljettajien p- ja n-kerroksille kulkema matka säilyy niin pienenä, ettei i-kerroksen yli vaikuttava sähkökenttä pääse edellä kuvatulla tavalla vääristymään. Mikäli i-kerros on paksumpi (esimerkiksi 500 nm) ja auringonsäteily voimakasta (ab-sorptiokerroin α ~100 000 cm-1), eli syntyviä varauksenkuljettajia on paljon, joutuvat aukot kulkemaan pidemmän matkan saavuttaakseen p-kerroksen. Keino, jolla luontaisen sähkökentän eVBI vääristymistä paksujen kennojen kohdalla käytännössä lievennetään, on kennon valaiseminen p-kerroksen puolelta. Tällöin fotonien absorboituminen ja sa-malla varaustenkuljettajien syntyminen tapahtuu pääasiassa p-kerroksen lähellä, mikä lyhentää aukkojen keskimääräistä matkaa p-kerrokselle. Tästä syystä p-kerrosta kutsu-taankin usein ikkunakerrokseksi. On kuitenkin huomattava, että vaikka kennoa valais-taisiinkin p-kerroksen puolelta, tulee luontaisen sähkökentän vääristyminen vastaan jos-sain vaiheessa, mikäli kennon paksuutta kasvatetaan riittävän paljon. [1]. 4.1.3. Amorfiseen piihin perustuvien kennojen optiset ominaisuudet ja niiden parantaminen Samoin kuin kiteiseen piihin perustuvien kennojen kohdalla, myös amorfiseen piihin perustuvien kennojen tehoa on mahdollista parantaa lisäämällä optisia elementtejä osak-si kennorakennetta. Myös käytetyt menetelmät ovat näiden kahden kennotyypin välillä karkeasti samanlaisia. A-Si-kennojen optisten ominaisuuksien parantaminen on tärkeää, koska a-Si-kennot absorboivat valoa auringonsäteilyn spektristä ainoastaan aallonpi-tuuksilta 300 – 860 nm, mikä on huomattavasti kapeampi kaista, kuin kiteiseen piihin perustuvien kennojen absorbtiokaista. Lisäksi a-Si-kennoissa valoa absorboivat i-ker-

4. TOISEN SUKUPOLVEN AURINKOKENNOT 50
rokset ovat hyvin ohuita, mikä kasvattaa optiikan merkitystä. Optisten elementtien mer-kitys tulee täten suuremmaksi useista yksittäisistä p-i-n-rakenteista koostuvissa aurinko-kennoissa, kuin yhdestä p-i-n-rakenteesta koostuvissa kennoissa. Optisia elementtejä käytetään useasta p-i-n-rakenteesta koostuvissa kennoissa myös kompensoitaessa raja-pinnoilla tapahtuvia heijastuksia ja säädeltäessä eri kennojen oikosulkuvirtoja. Eräs esi-merkki optiikan merkityksestä parannettaessa kahdesta p-i-n-rakenteesta koostuvan yh-distelmärakenteen hyötysuhdetta käsitellään kappaleessa 4.1.4. [1, 11, 12, 15]. Valon tehokkaasta hyödyntämisestä kennon sisällä käytetään termiä valoansoitus (light-trapping), jonka toteutus on a-Si-kennojen kohdalla erilainen riippuen siitä, kummalta puolen alustaa valo tulee kennoon, eli onko se toteutettu Superstrate- vai Substrate-val-mistusmenetelmällä. Superstrate-menetelmässä, jossa valo tulee kennoon läpinäkyvän alustan läpi, on valoansoitus tapana toteuttaa kahden elementin avulla, joista toinen on TCO-kerros. Erilaisilla valmistusmenetelmillä voidaan tehokkaasti vaikuttaa TCO-ker-roksen sähköisiin ja optisiin ominaisuuksiin. Koska TCO-kerros toimii aina elektrodina, on se mukana myös Substrate-menetelmässä, mutta siinä sen tehtävä ei ole kasvattaa kennossa kulkevan valon määrää, vaan valoansoitus Substrate-menetelmässä on toteu-tettu ainoastaan käyttämällä pinnoitettua metallia alustan päällä. Toisin kuin Substrate-menetelmässä, Superstrate-menetelmässä käytetään valoansoitukseen myös toista ele-menttiä, joka on varsinaisen kennorakenteen taakse sijoittuva peilikerros. Niitä käytet-täessä ongelmaksi saattaa koitua niiden hyvä kyky absorboida valoa, mitä on kuitenkin mahdollista lieventää lisäämällä valmistusvaiheessa peilikerroksen yläpuolelle puskuri-kerros, joka on yleensä sinkkioksidia. Peilikerros koostuu tavallisesti heijastavasta metallista (esimerkiksi hopea tai alumiini), jonka päällä on ohut TCO-kerros. Sen avulla voidaan kennon tuottamaa tehoa ideaali-sessa tapauksessa jopa kaksinkertaistaa, kun auringonsäteily on heikkoa (absorptioker-roin α ~5 000 cm-1). Tällöin auringonsäteilyn voidaan ajatella kulkevan seostamatto-man kerroksen läpi kaksi kertaa, mikäli optinen interferenssi ja uudelleenheijastus ken-non pinnasta jätetään huomioimatta. Kun säteily on voimakasta (α ~50 000 cm-1) vain pieni osa kennolle saapuvasta valosta saavuttaa peilikerroksen, jolloin siitä saatava hyö-ty jää huomattavasti vähäisemmäksi. [1, 15]. 4.1.4. Useasta kennosta koostuvat elementit Amorfiseen piihin perustuvissa aurinkokennoissa yksittäiset auringonsäteilyä keräävät rakenteet voidaan koota kahdesta tai useammasta peräkkäin kytketystä p-i-n-rakentees-ta. Näin auringonsäteilyä on mahdollista hyödyntää suuremmalla hyötysuhteella. Tämä onkin toistaiseksi ainoa a-Si-kennojen keino kilpailla hyötysuhteessa ensimmäisen su-kupolven kennojen kanssa. Amorfisille materiaaleille tällainen yhdistäminen on huo-mattavasti helpompaa verrattuna kiteisiin materiaaleihin, koska hilarakenteen ylläpitä-misestä ei tarvitse huolehtia. Peräkkäin kytkettyjen kennojen avulla on mahdollista saa-
4. TOISEN SUKUPOLVEN AURINKOKENNOT 51
vuttaa suurempi hyötysuhde verrattuna yksittäisiin kennoihin kolmesta syystä. Perim-mäinen syy kasvaneeseen hyötysuhteeseen on auringonsäteilyn spektrin hajoaminen eri p-i-n-rakenteiden kesken. Auringonsäteilyn saavuttaessa ensimmäisen kennon, absor-boituu siinä tietty spektrin aallonpituusalue ja loppuosa pyritään saamaan absorboiduksi jälkimmäisissä kennoissa. Tästä syystä rakenteen suunnittelussa on kiinnitettävä huo-miota siihen, minkä suuruisen energia-aukon omaavia materiaaleja yksittäisissä ken-noissa käytetään. Esimerkiksi kahden p-i-n-rakenteen muodostamassa tandem-kennossa päällimmäisen rakenteen paksuus mitoitetaan siten, että siinä absorboituu noin puolet siitä fotonimäärästä, mikä olisi muuten absorboitunut alimmaisessa rakenteessa. Pääl-limmäisessä rakenteessa käytetään siis suuremman energia-aukon omaavaa materiaalia, jotta siinä absorboituisi vain suhteellisesti suuremman energian omaavat fotonit. Tästä johtuen myös päällimmäisen kerroksen yli saadaan aikaiseksi suurempi tyhjäkäyntijän-nite VOC, kuin alemman kerroksen yli. Yhteenlaskettu tyhjäkäyntijännite on useasta ken-nosta koostuvassa rakenteessa yksittäisten kennojen tyhjäkäyntijännitteiden summa. Teoriassa jokainen yksittäinen kenno tuottaisi tietenkin samansuuruisen tyhjäkäyntijän-nitteen, kuin mitä yhdistetyssä rakenteessa ollessaankin. Käyttämällä luvussa 5 käsitel-tyjä säteilyä keskittäviä elementtejä, olisi yksittäisen kennon tapauksessa mahdollista päästä 31 %:n, kahdesta kennosta koostuvassa rakenteessa 50 %:n ja kolmesta kennosta koostuvassa rakenteessa 56 %:n hyötysuhteeseen, kun puolijohteet oletetaan ideaalisiksi ja energia-aukot optimaalisesti sovitetuiksi. Käytännössä ei luonnollisesti ole päästy lä-heskään tällaisiin lukemiin. Toinen kennojen yhteen kytkennällä saavutettava etu on, että seostamattomat i-kerrok-set tulevat optimoinnin seurauksena väistämättä ohuemmiksi. Näin jokaisen rakenteessa olevan liitoksen täytekerroin FF tulee paremmaksi ja koko kennorakenteen täytekerroin pääsee lähemmäksi teoreettista maksimiarvoa. Kolmas yhdistämisestä saatava hyöty on pienentynyt virrankulutus virran jakautuessa eri p-i-n-rakenteiden kesken. Tämän seu-rauksena resistiiviset häviöt liitoksissa pienenevät ja virtaa saadaan enemmän kuormaan [1]. Myös valon aiheuttama heikentyminen LID on useasta p-i-n-rakenteesta koostuvien a-Si-kennojen kohdalla pienempi ongelma johtuen absorptiokerrosten ohen-tumisesta [49]. Kennojen yhdistämisen haittapuolena on luonnollisesti kennorakenteen suunnittelun monimutkaistuminen. Nyt joudutaan kiinnittämään entistä suurempaa huomiota materi-aalien energia-aukkojen suuruuksiin ja i-kerrosten paksuuksiin [1, 12.5.1]. Yhdistelmä-kennojen suunnittelun tekee hankalaksi myös se, että auringonsäteilyn spektri ei pysy samanlaisena, vaan se muuttuu muun muassa vuodenaikojen mukaan. Spektrin muuttu-minen tarkoittaa, että tietyn energian omaavien fotonien määrä muuttuu, joten sen mu-kaan vaihtelee myös tietyn energia-aukon omaavan kennon tuottama virta. Koska yhdis-telmärakenteissa kennot on kytketty sarjaan, eli niiden läpi kulkee sama virta, määräy-tyy kokonaisvirta pienivirtaisimman kennon perusteella. Tämä voi johtaa merkittävään hyötysuhteen heikentymiseen erityisesti kolmesta kennosta koostuvissa a-Si-kennossa,

4. TOISEN SUKUPOLVEN AURINKOKENNOT 52
joissa käytetään energia-aukoiltaan hyvin erilaisia kennoja. Energia-aukkojen suuruudet tulisi tämän perusteella mitoittaa siten, että kennosta voidaan saada mahdollisimman suuri teho niihin aikoihin, kun auringon tuottama teho on suurimmillaan. Tämä saattaa edellyttää auringonsäteilyn spektrin vaihtelun hyvin perusteellista tutkimusta alueella, johon kenno sijoitetaan [55]. On myös huomattava, että useissa yhdistelmärakenteissa käytetään a-SiGe-seoksia, jossa käytetty germanium on huomattavasti kalliimpaa kuin silaani, sekä erittäin myrkyllistä. Tällöin kennovalmistajat joutuvat kiinnittämään huo-miota valmistusmenetelmän turvallisuuteen [1]. Mikäli a-SiGe:en käyttö halutaan välttää, voidaan pienen energia-aukon muodostami-seen käyttää mikrokiteistä piitä (µ c-Si), joka on hinnaltaan edullisempaa verrattuna a-SiGe:hen ja siinä myös valon absorboitumisen aiheuttama materiaalin heikentyminen on pienempi ongelma. Lisäksi µ c-Si-kennoilla on parempi täytekerroin. Mikrokiteisen piin heikkoutena a-SiGe-kennoihin verrattuna kuitenkin on, että se on epäsuoran ener-gia-aukon materiaali, mikä johtaa siitä valmistetun seostamattoman kerroksen paksuu-den kasvamiseen. Toinen huono puoli a-SiGe-kennoihin verrattuna on alhaisempi val-mistusnopeus, mikä yhdessä kerrokselta vaadittavan paksuuden kanssa hidastaa valmis-tusprosessia entisestään. Huono puoli on myös alhaisempi tyhjäkäyntijännite [1]. Mik-rokiteinen pii on kuitenkin osoittautunut hyvin lupaavaksi tandem-kennojen kompo-nentiksi yhdessä amorfisen piin kanssa, kun mikrokiteistä piitä käytetään alemman ken-non absorptiokerroksena. Tällaista rakennetta kutsutaan micromorph-tandem-kennoksi. Niissä, kuten muissakin mikrokiteisen piin sovelluskohteissa, sisältää mikrokiteinen pii vetyä, jolloin sen koostumuksesta käytetään merkintää µ c-Si:H. Parhaiten auringonsä-teilyn spektriä on rakenteen avulla onnistuttu hyödyntämään, kun ylemmän kennon ab-sorptiokerroksen energia-aukko on 1,75 eV, vastaavan suureen ollessa alemmalle ken-nolle 1,1 eV. Mikrokiteisestä piistä valmistettu alemman kennon absorptiokerros paran-taa kennorakenteen kykyä absorboida valoa pidemmän aallonpituuden alueelta. Par-haimmillaan on micromorph-tandem-kennoilla päästy noin 10 %:n hyötysuhteeseen. Lupaavista ominaisuuksista huolimatta on micromorph-tandem-kennojen parissa edel-leen tehtävä tutkimustyötä energia-aukkojen suuruuksien optimoimiseksi ja täten aurin-gonsäteilyn paremmaksi hyödyntämiseksi, sekä oikosulkuvirran kasvattamiseksi [49]. Suurimpiin hyötysuhteisiin on amorfiseen piihin perustuvien aurinkokennojen kohdalla toistaiseksi päästy kahden p-i-n-kerroksen a-Si/a-SiGe-kennoilla, sekä kolmen kerrok-sen a-Si/a-SiGe/a-SiGe-kennoilla. Kaikkein tehokkaimmaksi on osoittautunut kolmesta kerroksesta koostuva a-Si(1.8eV)/a-SiGe(1.6eV)/a-SiGe(1.4eV)-kenno [1]. Useasta yksittäisestä p-i-n-rakenteesta koostuvan a-Si-kennon hyötysuhteeseen on mah-dollista vaikuttaa lisäämällä optisia elementtejä paitsi koko kennorakenteen pinnalle, myös yksittäisten kennorakenteiden väliin. Esimerkiksi Superstrate-menetelmällä val-mistetun a-Si(p-i-n)-µ c-Si(p-i-n)-tandem-kennon kohdalla on havaittu kummankin
4. TOISEN SUKUPOLVEN AURINKOKENNOT 53
kennon virran muuttuvan, kun TCO-kerroksena käytetty sinkkioksidikerros korvataan kerroksella, jossa kahden sinkkioksidikerroksen väliin sijoitetaan heijastamaton titaani-dioksidikerros. Tällöin ylimmäisen kennon oikosulkuvirta pienenee samalla kun alem-man kennon virta kasvaa. Koko kennon oikosulkuvirta on kuitenkin suurempi verrattu-na alkuperäiseen tilanteeseen. Ylimmäisen kennon virran aleneminen voidaan kompen-soida lisäämällä kahden kennon väliin n-tyyppinen piioksidikerros. Se saa aikaan ylem-män kennon virran kasvun ja alemman kennon virran pienenemisen. Kennojen yhteen-laskettu virta on nytkin suurempi kuin ennen titaanioksidi- ja sinkkioksidikerrosten li-säämistä, vaikka onkin pienempi, kuin pelkän titaanidioksidikerroksen ollessa mukana. Koko rakenteen hyötysuhde on nyt lähes prosentin suurempi, kuin kahdessa aikaisem-massa tilanteessa. Tämän perusteella optisilla menetelmillä ei kuitenkaan ainakaan tois-taiseksi voi-da saavuttaa kovin merkittäviä tehokkuusparannuksia verrattuna kahden tai useamman kennon yhdistämiseen [12]. 4.1.5. Amorfiseen piihin perustuvien kennojen valmistaminen ja yhdistäminen moduuliksi Valmistettaessa a-Si-kennoihin perustuvia aurinkokennomoduuleita, on valmistustapa erilainen riippuen siitä ovatko kennot tyypiltään Superstrate-, vai Substrate-tyyppisiä. Tämä on seurausta näiden kahden kennotyypin valmistustavan keskinäisestä poikkea-vuudesta. Yhteistä a-Si-moduulien valmistustavoille kuitenkin on, että kennojen kokoa-minen valmiiksi moduuleiksi on kiinteä osa kennojen valmistusta. Sekä Substrate- että Superstrate-valmistusmenetelmissä kaikki kennoon tulevat kerrokset kootaan aluksi alustan päälle, jota sitten jaetaan pienempiin osiin, eli yksittäisiin kennoihin. Substrate-valmistusmenetelmässä, missä käytetään usein ruostumatonta terästä tai muita johtavia alustoja, muodostuu eri prosessivaiheiden jälkeen kenno, joka on 125 µ m paksu ja 0,25 m leveä ja 700 m pitkä. Se leikataan laatoiksi jotka yhdistetään toisiinsa kennoihin lii-tettävien liuskojen avulla siten, että edellisen kennon liuska liitetään aina seuraavan ken-non alustaan. Superstrate-valmistusmenetelmässä kaikki kennoihin tulevat kerrokset kootaan lasin, tai muun läpinäkyvän alustan päälle, joka on paksuudeltaan 3 mm ja pin-ta-alaltaan 1 m × 0,5 m. Erivaiheissa suoritettavien laser-leikkausten avulla saadaan lo-pulta aikaiseksi rakenne, missä monta pientä kennoa on kytketty sarjaan. Superstrate-menetelmään pohjautuvan a-Si-moduulin poikkileikkausta on havainnollistettu kuvassa 4.4. Kuvassa 4.4. oleva EVA tarkoittaa etyleenivinyyliasetaattia, jonka tehtävänä on liit-tää lasinen takapaneeli kennoihin.
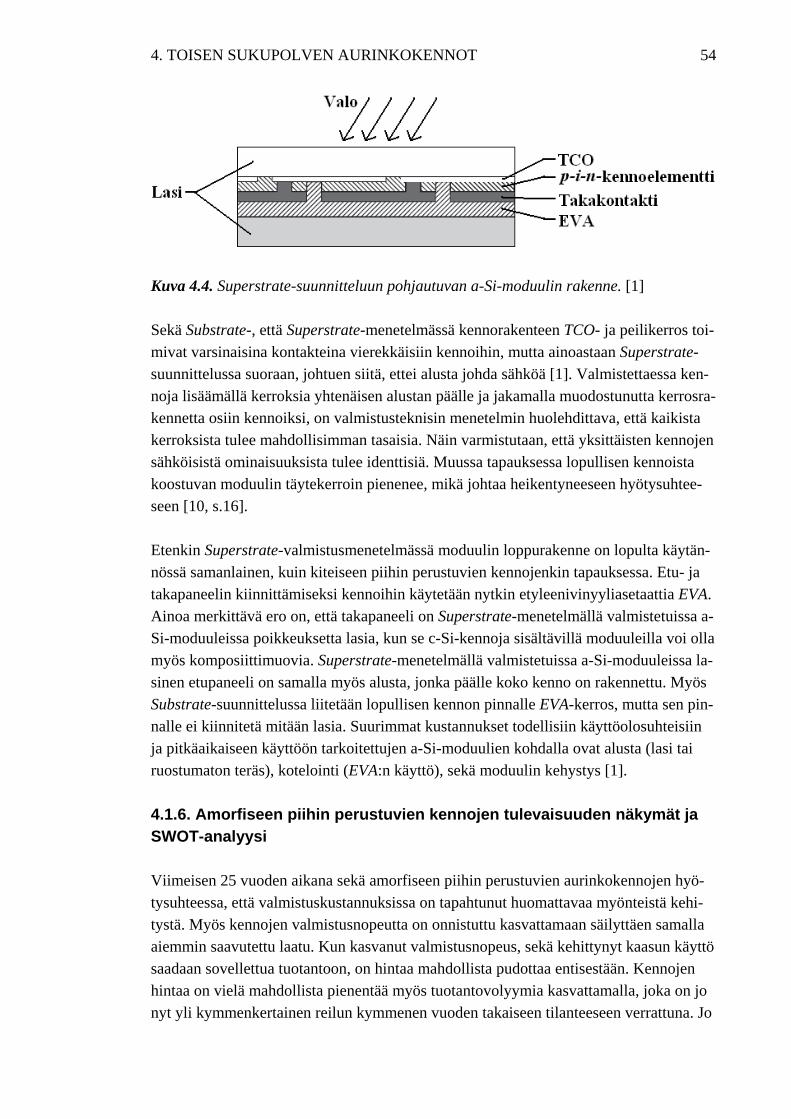
4. TOISEN SUKUPOLVEN AURINKOKENNOT 54
Kuva 4.4. Superstrate-suunnitteluun pohjautuvan a-Si-moduulin rakenne. [1] Sekä Substrate-, että Superstrate-menetelmässä kennorakenteen TCO- ja peilikerros toi-mivat varsinaisina kontakteina vierekkäisiin kennoihin, mutta ainoastaan Superstrate-suunnittelussa suoraan, johtuen siitä, ettei alusta johda sähköä [1]. Valmistettaessa ken-noja lisäämällä kerroksia yhtenäisen alustan päälle ja jakamalla muodostunutta kerrosra-kennetta osiin kennoiksi, on valmistusteknisin menetelmin huolehdittava, että kaikista kerroksista tulee mahdollisimman tasaisia. Näin varmistutaan, että yksittäisten kennojen sähköisistä ominaisuuksista tulee identtisiä. Muussa tapauksessa lopullisen kennoista koostuvan moduulin täytekerroin pienenee, mikä johtaa heikentyneeseen hyötysuhtee-seen [10, s.16]. Etenkin Superstrate-valmistusmenetelmässä moduulin loppurakenne on lopulta käytän-nössä samanlainen, kuin kiteiseen piihin perustuvien kennojenkin tapauksessa. Etu- ja takapaneelin kiinnittämiseksi kennoihin käytetään nytkin etyleenivinyyliasetaattia EVA. Ainoa merkittävä ero on, että takapaneeli on Superstrate-menetelmällä valmistetuissa a-Si-moduuleissa poikkeuksetta lasia, kun se c-Si-kennoja sisältävillä moduuleilla voi olla myös komposiittimuovia. Superstrate-menetelmällä valmistetuissa a-Si-moduuleissa la-sinen etupaneeli on samalla myös alusta, jonka päälle koko kenno on rakennettu. Myös Substrate-suunnittelussa liitetään lopullisen kennon pinnalle EVA-kerros, mutta sen pin-nalle ei kiinnitetä mitään lasia. Suurimmat kustannukset todellisiin käyttöolosuhteisiin ja pitkäaikaiseen käyttöön tarkoitettujen a-Si-moduulien kohdalla ovat alusta (lasi tai ruostumaton teräs), kotelointi (EVA:n käyttö), sekä moduulin kehystys [1]. 4.1.6. Amorfiseen piihin perustuvien kennojen tulevaisuuden näkymät ja SWOT-analyysi Viimeisen 25 vuoden aikana sekä amorfiseen piihin perustuvien aurinkokennojen hyö-tysuhteessa, että valmistuskustannuksissa on tapahtunut huomattavaa myönteistä kehi-tystä. Myös kennojen valmistusnopeutta on onnistuttu kasvattamaan säilyttäen samalla aiemmin saavutettu laatu. Kun kasvanut valmistusnopeus, sekä kehittynyt kaasun käyttö saadaan sovellettua tuotantoon, on hintaa mahdollista pudottaa entisestään. Kennojen hintaa on vielä mahdollista pienentää myös tuotantovolyymia kasvattamalla, joka on jo nyt yli kymmenkertainen reilun kymmenen vuoden takaiseen tilanteeseen verrattuna. Jo
4. TOISEN SUKUPOLVEN AURINKOKENNOT 55
1989 arvioitiin, että a-Si-kenno tuottaa 1-2 vuodessa sen energian, joka on tarvittu sen valmistamiseen ja aika on todennäköisesti senkin jälkeen lyhentynyt [1, 12.7.(1-2)]. Amorfiseen piihin perustuvien kennojen hyötysuhde ei laske lämpötilan kasvaessa, ku-ten muilla ohutkalvokennoilla ja kiteiseen piihin perustuvilla kennoilla. Amorfiseen pii-hin perustuvilla kennoilla on positiivinen lämpötilakerroin, eli niiden tuottama teho kas-vaa ympäristön lämpötilan kasvaessa. Amorfiseen piihin perustuvien kennojen pääasial-lisena haittapuolena on ollut voimakkailla valon intensiteeteillä esiintyvä kennon hyöty-suhdetta heikentävä vauriomekanismi (light soaking). Amorfiseen piihin perustuvista kennoista ne, jotka sisältävät mikrokiteisestä piistä valmistetun seostamattoman kerrok-sen, ovat osoittautuneet parhaiksi kennotyypeiksi ehkäistäessä edellä mainittua ilmiötä. Valitettavasti mikrokiteinen pii kärsi pitkään alhaisesta hyötysuhteesta, joka hidasti sen käyttöönottoa kennomateriaalina. Kuitenkin myös sen kohdalla on tapahtunut huomat-tavaa kehitystä ja useissa laboratorioissa on sitä käyttäen saavutettu jo 12 %:n hyötysuh-de. Mikrokiteinen pii poikkeaa amorfisesta piistä siten, että sen vetypitoisuus on tehty huomattavasti suuremmaksi. Täten se ei ole rakenteeltaan amorfista, vaan sisältää ni-mensä mukaisesti erittäin pieniä kiteitä [1]. Tutkimuksissa on havaittu, että lisäämällä a-Si-kalvon valmistusprosessissa vedyn pitoi-suutta siten, ettei valmiista a-Si-kalvosta kuitenkaan tulee kiteistä, on sillä mikrokitei-seen piihin verrattuna paremmat ominaisuudet niin valon aiheuttaman heikkenemisen, kuin hyötysuhteen osalta. Tällöin a-Si-kalvon rakenne voidaan tulkita amorfisen ja ki-teisen piin välimuodoksi. Jos vetypitoisuutta tästä vielä kasvatetaan, muuttuu se mikro-kiteiseksi piiksi. Tällöin sillä olisi vieläkin paremmat ominaisuudet valon aiheuttamaa heikkenemistä vastaan, mutta toisaalta hyötysuhde laskisi. Mikrokiteistä piitä on käytet-ty i-kerroksen lisäksi myös p-kerroksessa, koska tällöin on mahdollista kasvattaa tyhjä-käyntijännitettä VOC. Se edellyttää kuitenkin p/i-rajapinnalla olevaa puskurikerrosta. Nanotekniikasta on tässä suhteessa huomattava apu, sillä jo tähän mennessä on saavu-tettu hyviä tuloksia lisäämällä nanokokoisia Si:H-partikkeleita osaksi sekä p-, että i-ker-roksia. Esimerkiksi p-kerroksilla, jotka on tehty lisäämällä nanopartikkeleita osaksi ve-dyllä seostettua amorfista piitä (a-Si:H), on hyvin suuri energia-aukko. Tämä johtuu sii-tä, että nanopartikkelit ovat samaa suuruusluokkaa materiaalissa olevien elektronien De Broglie-aallonpituuden kanssa. Suuri energia-aukko a-Si-kennon p-kerroksessa puoles-taan johtaa kasvaneeseen tyhjäkäyntijännitteeseen Valoa absorboivassa i-kerroksessa voidaan sopivalla nanopartikkeleiden seostamisella parantaa materiaalin kykyä sietää valon aiheuttamaa heikkenemistä ja näin parantaa sen vakiintunutta hyötysuhdetta. Täl-löin valon aiheuttaman heikkenemisen ehkäisemiseksi perinteisesti käytetty keino, eli ohuiden seostamattomien kerrosten käyttö tulee tarpeettomaksi. Kiteytymisasteen ylittä-vä seostus estää parhaiten valon aiheuttamaa heikkenemistä, mutta heikentää hyötysuh-detta [16].

4. TOISEN SUKUPOLVEN AURINKOKENNOT 56
Nanotekniikan avulla on mahdollista vaikuttaa myös a-Si-kennon alkuperäisen pinnan muotoon ja täten kasvattaa kennon valoa absorboivaa pinta-alaa. Eräs tapa kasvattaa pinta-alaa on valmistaa a-Si-kenno, joka on rakenteeltaan muutoin samanlainen kuin pe-rinteinen a-Si-kenno, mutta jonka pinnalle on luotu useita, kuvan 4.5. kaltaisia rinnak-kaisia pystysuoria hiili-nanoputkia.
Kuva 4.5. Hiili-nanoputkia sisältävän a-Si-kennon poikkileikkaus. Nämä muutaman mikrometrin korkeat hyvin ohuet putket ovat sähköisessä kontaktissa n-kerrokseen, joten niillä on myös sama tehtävä, eli elektronien kerääminen. Varauksen-kuljettajat absorboituvat hiili-nanoputken ympärillä olevassa i-kerroksessa. Aukot kerä-tään i-kerroksen ulkoreunalla olevassa ITO- (indiumtinaoksidi) kerroksessa, joka vastaa sekä tavallisten a-Si-kennojen p-tyypin kerrosta, että niiden TCO-kerrosta. Hiili-nano-putkien etuna muihin nanoputkiin verrattuna on niiden konduktanssin riippumattomuus putken pituudesta tai halkaisijasta, mikä johtaa pienempiin resistiivisiin häviöihin. On myös havaittu, että amorfinen pii tarjoaa aurinkokennoissa hiili-nanoputkille tasaisem-man päällystyksen verrattuna esimerkiksi kadmiumtelluuriin. Tutkimusten mukaan hiili-nanoputkia sisältävän rakenteen omaavalla a-Si-kennolla on mahdollista kasvattaa oikosulkuvirtaa ISC jopa 25 %, kun keräyspinta-ala kasvaa 25 %. Myös koko kennon hyötysuhde kasvaa tällöin saman verran, johtuen lievästi kasvanees-ta tyhjäkäyntijännitteestä. Tutkimusten mukaan oikosulkuvirran kasvu on seurausta etu-päässä parantuneesta pitkien aallonpituuksien absorptiosta. Pystysuorista hiili-nanoput-kista saatava hyöty perustuu siihen, että niiden avulla voidaan kasvattaa muista, kuin kennon pintaa vasten kohtisuorista valonsäteistä saatavaa hyötyä. Hiili-nanoputkiin näh-den samansuuntaiset valonsäteet kulkevat i-kerroksessa pidemmän matkan, jolloin myös niiden todennäköisyys tulla absorboiduksi kasvaa. Pienessä kulmassa hiili-nanoputkiin nähden a-Si-kennolle tulevat valonsäteet puolestaan sekä heijastuvat hiili-nanoputkien ulkoseinämistä, että menevät kennon sisään. Näin jokainen valonsäde menee sisään ken-noon useasta kohdasta. Tällä tavoin aikaansaatu valoansoitus on jopa tehokkaampi, kuin
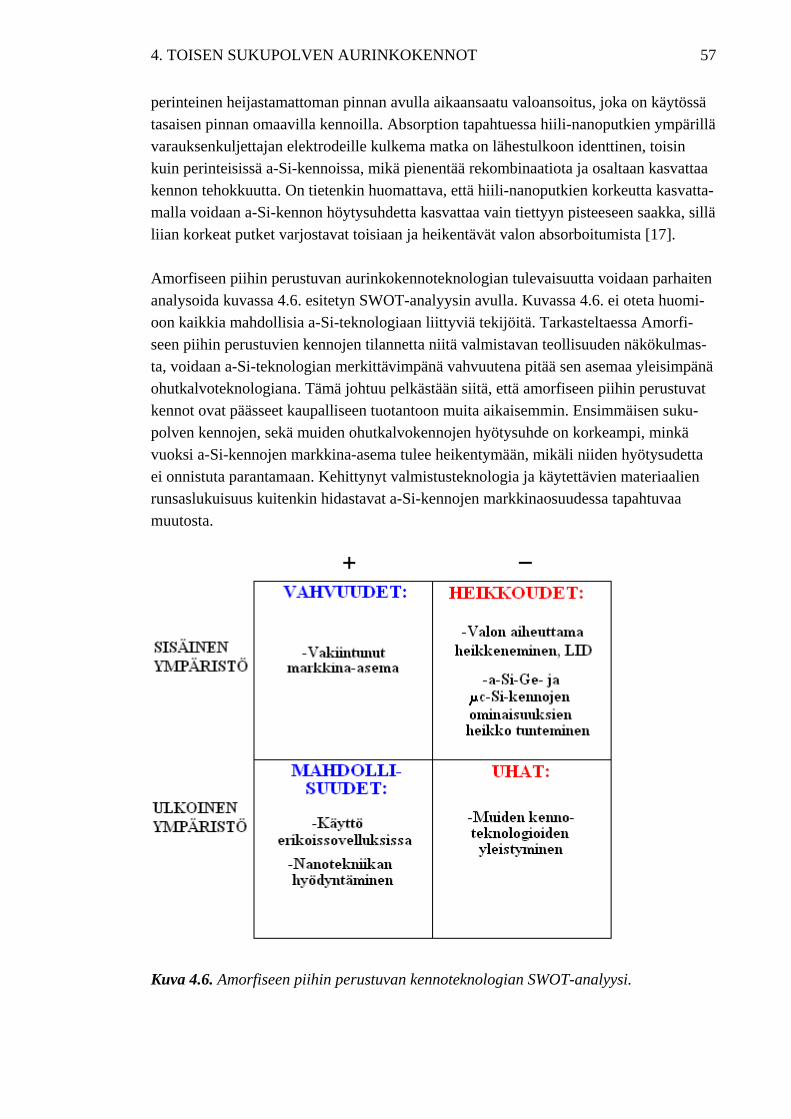
4. TOISEN SUKUPOLVEN AURINKOKENNOT 57
perinteinen heijastamattoman pinnan avulla aikaansaatu valoansoitus, joka on käytössä tasaisen pinnan omaavilla kennoilla. Absorption tapahtuessa hiili-nanoputkien ympärillä varauksenkuljettajan elektrodeille kulkema matka on lähestulkoon identtinen, toisin kuin perinteisissä a-Si-kennoissa, mikä pienentää rekombinaatiota ja osaltaan kasvattaa kennon tehokkuutta. On tietenkin huomattava, että hiili-nanoputkien korkeutta kasvatta-malla voidaan a-Si-kennon höytysuhdetta kasvattaa vain tiettyyn pisteeseen saakka, sillä liian korkeat putket varjostavat toisiaan ja heikentävät valon absorboitumista [17]. Amorfiseen piihin perustuvan aurinkokennoteknologian tulevaisuutta voidaan parhaiten analysoida kuvassa 4.6. esitetyn SWOT-analyysin avulla. Kuvassa 4.6. ei oteta huomi-oon kaikkia mahdollisia a-Si-teknologiaan liittyviä tekijöitä. Tarkasteltaessa Amorfi-seen piihin perustuvien kennojen tilannetta niitä valmistavan teollisuuden näkökulmas-ta, voidaan a-Si-teknologian merkittävimpänä vahvuutena pitää sen asemaa yleisimpänä ohutkalvoteknologiana. Tämä johtuu pelkästään siitä, että amorfiseen piihin perustuvat kennot ovat päässeet kaupalliseen tuotantoon muita aikaisemmin. Ensimmäisen suku-polven kennojen, sekä muiden ohutkalvokennojen hyötysuhde on korkeampi, minkä vuoksi a-Si-kennojen markkina-asema tulee heikentymään, mikäli niiden hyötysudetta ei onnistuta parantamaan. Kehittynyt valmistusteknologia ja käytettävien materiaalien runsaslukuisuus kuitenkin hidastavat a-Si-kennojen markkinaosuudessa tapahtuvaa muutosta.
Kuva 4.6. Amorfiseen piihin perustuvan kennoteknologian SWOT-analyysi.
4. TOISEN SUKUPOLVEN AURINKOKENNOT 58
Amorfiseen piihin perustuva kenno voidaan valmistaa joustavaksi, mikä on jo nyt avan-nut a-Si-teknologialle uusia markkinoita erikoissovelluksissa ja tämä suuntaus tulee jat-kumaan myös tulevaisuudessa. Tämä ei kuitenkaan takaa a-Si-teknologian markkina-aseman säilymistä, sillä mahdollisuus joustavien alustojen käyttöön ei ole pelkästään a-Si-teknologian etu. Tehokkaampi tapa valon aiheuttaman heikkenemisen LID ehkäisyyn perinteisten vetyatomien sijaan on Si:H-nanopartikkeleiden lisääminen osaksi a-Si-ken-non seostamatonta i-kerrosta. Tämä voi tulevaisuudessa olla jopa koko a-Si-teknologian pelastus, sillä valon aiheuttama heikkeneminen on aina ollut merkittävin a-Si-kennojen hyötysuhdetta heikentävä tekijä. Valon aiheuttaman heikkenemisen lisäksi myös toiseen merkittävään puutteeseen, auk-kojen huonoon liikkuvuuteen tulee kiinnittää huomiota. Muita rakenteellisia haasteita ovat a-Si-Ge-kennojen ominaisuuksien kehittäminen ja µ c-Si-kennojen ominaisuuk-sien parempi tunteminen, jotta näitä teknologioita kyettäisiin paremmin hyödyntämän pienen energia-aukon kennoissa. Myös a-Si-moduulien kotelointia tulee parantaa, sillä kestäessään moduuleille ei tarvitse suorittaa kunnossapitotoimenpiteitä, mikä tuo kus-tannussäätöjä. Muita a-Si-kennojen tulevaisuuden kannalta tärkeitä toimenpiteitä ovat teollisuudessa tuotettujen kennojen valmistusprosessin nopeuttaminen siten, että vähin-tään nykyinen hyötysuhde säilyy [1].
4.2. Kadmiumtelluuri Ohutkalvoaurinkokennot, jotka perustuvat kadmiumista (Cd) ja telluurista (Te) valmis-tettuihin kerroksiin, ovat 2000-luvun alun jälkeen nousseet amorfiseen piihin perustuvi-en kennojen merkittäväksi haastajaksi yleisimpänä ohutkalvoaurinkokennona. CdTe-moduulien teollinen tuotanto ei vaadi yhtä suuria taloudellisia panostuksia, kuin a-Si-, tai c-Si-moduulien tuotanto. Tätä yhdessä kohtalaisen hyvän hyötysuhteen kanssa voi-daan pitää suurimpana syynä CdTe-kennoteknologian kasvaneeseen suosioon. Muita CdTe-kennojen hyötyjä ovat niiden stabiilisuus lämpötilan muutoksille, sekä kyky ab-sorboida tehokkaasti myös diffuusia säteilyä, mikä mahdollistaa kohtalaisen tehokkaan toiminnan myös pilvisellä säällä. Kadmiumtelluuriin perustuva aurinkokennoteollisuus sai alkunsa vuonna 1947, kun kadmiumtelluurikiteitä valmistettiin synteettisesti antamalla höyrymuodossa olevien kadmiumin ja telluurin reagoida keskenään vetykaasussa. Materiaalin soveltuvuus au-rinkokennokäyttöön huomattiin pian tämän jälkeen. 1950-luvulla havaittiin, että p- ja n-tyypin CdTe-puolijohteita voidaan aikaansaada seostamisen avulla, sekä myös vaikutta-malla kadmiumin ja telluurin keskinäiseen suhteeseen. Suurempi kadmiumin osuus joh-taa n-tyypin puolijohteeseen, kun taas suurempi telluurin osuus johtaa p-tyypin puoli-johteeseen. Nykyään kadmiumtelluurikennot koostuvat useimmiten CdTe-kerroksesta,

4. TOISEN SUKUPOLVEN AURINKOKENNOT 59
joka toimii pelkästään p-kerroksena, sekä CdS-kerroksesta (kadmiumsulfidikerros), joka on n-tyyppinen ja toimii kennon ikkunakerroksena. Niinpä kadmiumtelluurikennoista käytetäänkin yleisesti merkintää CdTe/Cds-kennot. Kun tässä työssä puhutaan kad-miumtelluurikennoista, tai CdTe-kennoista, tarkoitetaan sillä aina CdTe/CdS-rakenteen omaavaa kennoa, ellei toisin mainita. Kadmiumia ja telluuria saadaan pääasiassa kaivos-teollisuuden sivutuotteina. Huolimatta niiden myrkyllisyydestä ne eivät aiheuta erityistä ympäristö- tai terveysriskiä CdTe-kennojen valmistuksen, käytön tai eliniän jälkeen mahdollisesti tapahtuvan kierrätyksenkään aikana, johtuen käytettyjen määrien vähäi-syydestä. Kadmiumtelluuri-kennojen energia-aukko noin 1,5 eV, mikä on erittäin lähellä aurinko-kennojen maksimihyötysuhteen kannalta ideaalista arvoa 1,45 eV. Tämä yhdessä suuren absorptiokertoimen α (> 5 ×105) kanssa, johtaa CdTe-kennon kykyyn absorboida valo-a hyvin suurelta aallonpituusalueelta, joka ulottuu UV-alueelta aina kennon energia-aukkoa vastaavaan aallonpituuteen (noin 825 nm). Samoista syistä muutaman mikro-metrin paksuinen absorptiokerros riittää absorboimaan 90 % kaikesta kennon pinnalle lankeavasta valosta. Kaikista fotoneista, joiden energia on energia-aukkoa suurempi, ab-sorboituu tällöin peräti 99 % [1, 9, 18]. Tällä hetkellä CdTe-kennoja käytetään paitsi julkiseen sähköverkkoon liitettynä, myös rakennuksiin integroituna, sekä infrapuna-, ja gammasäteilyn tunnistimina. Hyvien säteilynsieto-ominaisuuksiensa ansiosta ne sovel-tuvat erityisesti avaruudessa käytettäväksi. Kadmiumtelluurikennoissa tulevaisuuden haasteet kohdistuvat muun muassa moduulin hyötysuhteen kasvattamiseen ja eri kerrok-sien luomiseksi tarvittavien laitteiden standardointiin. Takakontaktin stabiilisuuden pa-rantamisessa, sekä absorptiokerroksen ohentamisessa on jo koettu merkittäviä onnistu-misia [1, 19, 29]. 4.2.1. CdTe/CdS-aurinkokennojen valmistaminen ja rakenne Kuten jo edellä mainittiin, CdTe/CdS-kennon ytimen muodostavat p-tyyppinen CdTe- kerros ja n-tyyppinen CdS-kerros. CdTe-kerroksia voidaan aikaansaada usealla eri ta-valla, jotka voidaan kemiallisesta näkökulmasta katsoen luokitella kolmeen menetel-mään. Alustan lämpötila ja käytetty paine vaihtelevat kaikkien eri CdTe-kerrosten val-mistusmenetelmien kesken ja samoin muuttuvat myös valmistusnopeus, sekä muodostu-van kerroksen paksuus ja kiderakenteen koostumus. Tätä kautta valmistusmenetelmät vaikuttavat myös rakenteen sähköisiin ominaisuuksiin. Höyryjen tiivistymis- ja reaktio-menetelmässä (engl. condensation/reaction of Cd and Te2 vapors on a surface) höyrys-tyneiden kadmiumin ja telluurin annetaan tiivistyä käytetyn alustan pinnalle. Kadmium ja telluuri ovat peräisin erillisestä lähteestä, jossa ne syntyvät kuumentamalla kiinteässä muodossa olevaa CdTe:tä. Menetelmästä riippuen kadmium- ja telluuri-höyryt saatetaan johtaa alustan pinnalle suoraan tai ne voivat ajautua alustalle erillisten kuljetuskaasujen (engl. carrier gases) avulla niihin sekoittuneena. Sähkökerrostaminen (engl. electrode-position) puolestaan tarkoittaa, että kadmiumia aikaan saadaan Cd+2- ja telluuria
4. TOISEN SUKUPOLVEN AURINKOKENNOT 60
HTeO2+-ionin avulla tapahtuneen pelkistymisreaktion kautta. Kadmiumtelluuria syntyy
lopputuotteiden (Cd0 ja Te0) reagoidessa keskenään. Pelkistymisreaktioissa vaikuttavien energioiden erilaisuudesta johtuen on kiinnitettävä suurta huomioita reaktioissa mukana olevien ionien ainemääriin, jotta lopullinen kadmiumin ja telluurin suhde ei ole liian vääristynyt. Kolmas CdTe-kerrosten valmistusmenetelmä on lähdeaineiden reaktiome-netelmä (engl. precursor reaction at a surface), joka nimensä mukaisesti tarkoittaa me-kanismeja, joissa CdTe-rakenne syntyy erilaisten lähdeaineiden reagoidessa joko kad-miumin tai telluurin kanssa. Näistä menetelmistä silkkipainomenetelmä (engl. screen-print deposition) on kaikkein yksinkertaisin tapa tuottaa CdTe-kerroksia. Riippuen val-mistusmenetelmästä tulee CdTe-kerroksen paksuudeksi 1 – 30 µ m, tyypillisen paksuu-den ollessa väliltä 3 – 4 µ m. CdTe-kerroksille on tapana suorittaa myös jälkikäsittelyä, joka useimmiten tarkoittaa CdTe-kerroksen altistamista kadmiumkloridi-höyrylle (CdCl2), sekä ilmalle korkeassa lämpötilassa (~ 400 oC). Tällaisen menetelmän avulla on mahdollista parantaa materiaa-lin sähköisiä ominaisuuksia. Kadmiumkloridi-käsittelyn seurauksena voidaan esimer-kiksi muuttaa CdTe-kerroksen kiderakennetta joko vaikuttamalla olemassa olevien ki-teiden orientaatioon tai yhdistämällä niitä, jolloin kiteiden koko kasvaa. Kiteiden kasvu pienentää monikiteisessä materiaalissa kiteiden rajapinnalla tapahtuvaa rekombinaatio-ta, koska niihin liittyvät sähköiset varaustilat pienenevät ja lisäksi CdCl2-käsittely passi-voi kiteiden rajapintoja. Kadmiumkloridi-käsittelyn seurauksena tapahtuu myös tietty-jen energiatilojen yhdistymisiä ja siirtymisiä, jolloin materiaalin energia-aukko tulee ho-mogeenisemmaksi. Tämä yhdessä kiderakenteen parantumisen kanssa pienentää materi-aalin resistiivisyyttä. Toinen keino, jolla CdCl2-käsittely parantaa CdTe/CdS-kennon sähköisiä ominaisuuksia, on sen aiheuttama CdS-molekyylien diffuusio CdTe-kerrok-seen. Tämän seurauksena syntyy näiden kerrosten rajapinnalle Cd1-xSxTe-kiteitä, jonka johdosta kerrosten liitos tulee tasaiseksi. Samalla CdS-kerros tulee ohuemmaksi ja valon pääsy CdTe-kerrokseen helpottuu. Toisaalta diffuusio pienentää lievästi CdTe-kerrok-sen energia-aukkoa. Kolmas CdCl2-käsittelyn hyöty on sen sisältämän kloorin CdTe-kerrokseen muodostamat yhdisteet, jotka korjaavat kidevaurioita. Kaikki nämä mainitut parannuskeinot johtavat kasvaneeseen tyhjäkäyntijännitteeseen, sekä oikosulkuvirtaan. Menetelmien vaikutus riippuu tietenkin siitä, millaiset kennon sähköiset ominaisuudet olivat ennen kadmiumkloridi-käsittelyä [1, 20, 21, 23, 29]. CdCl2-käsittelyn sijasta on mahdollista käyttää mitä tahansa kaasumaista CFC-yhdistettä, joka sisältää klooria. Näin voidaan välttyä vaaralliselta CdCl2-käsittelyltä ja käyttää sen sijasta kaasua, joka on huoneenlämpötilassa myrkytöntä, sekä reagoimatonta [25]. Yhteenvetona voidaan todeta, että sopivalla CdTe-kerrokselle suoritettavalla jälkikäsittelyllä, sekä vaikuttamal-la myöhemmin tässä luvussa käsiteltävien takakontaktien valmistustapaan, voidaan CdTe-kerrosten ominaisuudet saada lähes samanlaisiksi, riippumatta niiden alkuperäi-sestä valmistustavasta [1].
4. TOISEN SUKUPOLVEN AURINKOKENNOT 61
Ikkunakerroksena toimivia CdS-kerroksia voidaan valmistaa lähes yhtä monella eri ta-valla kuin CdTe-kerroksiakin ja valmistusmenetelmä valitaan usein yhtä sopivaksi mui-den tuotantoprosessissa olevien valmistusmenetelmien kanssa. Valittu valmistusmene-telmä vaikuttaa lukuisiin koko CdTe/CdS-kennon ominaisuuksiin, samoin kuin CdTe-kerroksenkin valmistusmenetelmät [1, 14.2-3]. CdS-kerrokselta edellytetään hyvää joh-tavuutta (> 1016 varauksenkuljettajaa/cm3) ja CdS-kerroksen on oltava myös tasainen, jottei liian ohut kerroksen kohta aiheuttaisi oikosulkua CdTe-kerroksen ja ulkoisen pii-rin välille. CdS-kerroksen eri valmistusmenetelmistä kemiallisen kylvyn (engl. chemical bath deposition, CBD) etuja ovat menetelmän yksinkertaisuus ja edullisuus. Lisäksi sen avulla voidaan valmistaa tasaisia ja hyvin kiinnittyviä ohutkalvoja. Jos CDS-kerros on valmistettu CBD-menetelmällä, ovat valmiilla CdTe/CdS-kennolla sekä hyötysuhde, et-tä stabiilisuus korkeampia, kuin jos CdS-kerros on valmistettu toisella yleisellä menetel-mällä, tyhjiöhöyrystyksellä (engl. vacuum evaporation, VE). VE-menetelmällä voidaan CdS-kerrokseen kuitenkin aikaansaada suurempi energia-aukko. Hyvä puoli on myös pienempi resistiivisyys, joka johtuu todennäköisesti valmistuksen jälkeen CdS-kerrok-seen jäävistä, johtavuutta parantavista rikkihiukkasista. VE-menetelmällä valmistetun CdS-kerroksen sisältämässä CdTe/CdS-kennossa rekombinaatiomekanismit ovat kuiten-kin voimakkaampia, mikä heikentää valmiin kennon hyötysuhdetta [1, 14.3.1] [21]. CBD-menetelmää voidaankin pitää parempana CdS-kerrosten valmistustapana huoli-matta kiteen huonommasta laadusta. CdS-kerroksen paksuudeksi tulee valmistustavasta riippumatta aina vähemmän kuin 100 nm [25]. Uudenaikaisin tapa valmistaa CdS-kerrosia on RF- (Radio Frequency) kerrostus (engl. RF sputtering). Sitä on toistaiseksi hyödynnetty vain laboratorio-olosuhteissa, mutta se on jo nyt osoittautunut parhaaksi valmistustavaksi myös teollisesti tuotettujen CdS-ker-rosten kohdalla. Kammio, jossa RF-kerrostus tapahtuu, sisältää argonia ja pienen mää-rän (noin 3 %) trifluorimetaania, joka hajoaa prosessin aikana. Tällöin muodostuvaan CdS-kerrokseen kertyy myös kaasun hajoamisen seurauksena syntynyttä fluoria. Fluori ei paranna syntyneen CdS-kerroksen sähkönjohtavuutta, mutta se kasvattaa materiaalin energia-aukkoa, sekä parantaa valonläpäisevyyttä. RF-kerrostuksella aikaansaadun CdS-kerroksen hyvien ominaisuuksien on arveltu johtuvan joko fluorin kyvystä eliminoida materiaalista ylimääräiset kadmium- ja rikkiatomit, tai sen mahdollisesti muodostamista kadmiumfluoridiyhdisteistä, jotka saattavat heikentää kiteiden rajapintojen rekombinaa-tiokykyä. Fluoria sisältävän CdS-kerroksen stabiilisuutta sen ollessa liitettynä CdTe-kerrokseen on mahdollistaa parantaa suorittamalla CdTe-CdS-yhdistelmärakenteelle lämpökäsittely, klooria sisältävässä ympäristössä 400 oC:ssa [25]. Samoin kuin CdTe-kerroksille, myös CdS-kerroksille on tapana suorittaa kadmiumklo-ridi-käsittelyä suorituskyvyn parantamiseksi. Vaikuttamalla CBD-käsittelyn aikana CdS-kerrokseen muodostuvan rikin ja kadmiumkloridi-käsittelyn seurauksena muodos-tuvan kadmiumin tilavuuksien suhteeseen S/Cd, voidaan vaikuttaa rakenteen sähköisiin ominaisuuksiin. Käytännössä rikin määrään vaikutetaan vaikuttamalla CBD-käsittelyssä
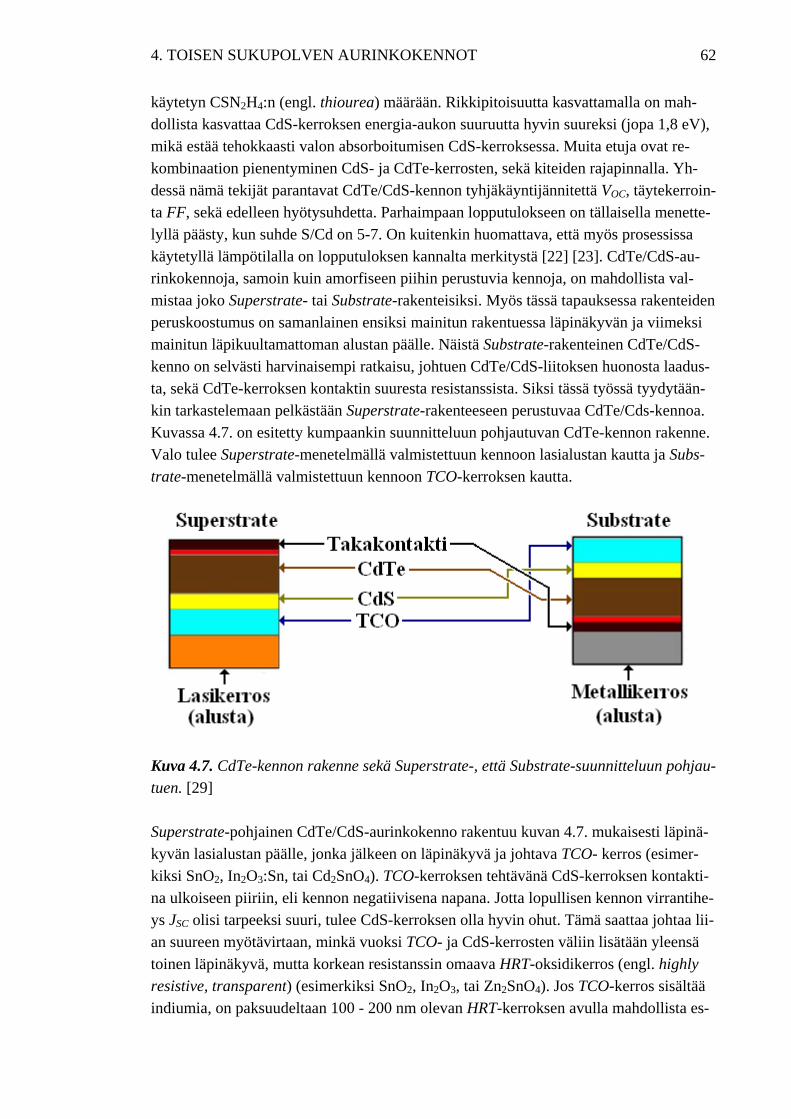
4. TOISEN SUKUPOLVEN AURINKOKENNOT 62
käytetyn CSN2H4:n (engl. thiourea) määrään. Rikkipitoisuutta kasvattamalla on mah-dollista kasvattaa CdS-kerroksen energia-aukon suuruutta hyvin suureksi (jopa 1,8 eV), mikä estää tehokkaasti valon absorboitumisen CdS-kerroksessa. Muita etuja ovat re-kombinaation pienentyminen CdS- ja CdTe-kerrosten, sekä kiteiden rajapinnalla. Yh-dessä nämä tekijät parantavat CdTe/CdS-kennon tyhjäkäyntijännitettä VOC, täytekerroin-ta FF, sekä edelleen hyötysuhdetta. Parhaimpaan lopputulokseen on tällaisella menette-lyllä päästy, kun suhde S/Cd on 5-7. On kuitenkin huomattava, että myös prosessissa käytetyllä lämpötilalla on lopputuloksen kannalta merkitystä [22] [23]. CdTe/CdS-au-rinkokennoja, samoin kuin amorfiseen piihin perustuvia kennoja, on mahdollista val-mistaa joko Superstrate- tai Substrate-rakenteisiksi. Myös tässä tapauksessa rakenteiden peruskoostumus on samanlainen ensiksi mainitun rakentuessa läpinäkyvän ja viimeksi mainitun läpikuultamattoman alustan päälle. Näistä Substrate-rakenteinen CdTe/CdS-kenno on selvästi harvinaisempi ratkaisu, johtuen CdTe/CdS-liitoksen huonosta laadus-ta, sekä CdTe-kerroksen kontaktin suuresta resistanssista. Siksi tässä työssä tyydytään-kin tarkastelemaan pelkästään Superstrate-rakenteeseen perustuvaa CdTe/Cds-kennoa. Kuvassa 4.7. on esitetty kumpaankin suunnitteluun pohjautuvan CdTe-kennon rakenne. Valo tulee Superstrate-menetelmällä valmistettuun kennoon lasialustan kautta ja Subs-trate-menetelmällä valmistettuun kennoon TCO-kerroksen kautta.
Kuva 4.7. CdTe-kennon rakenne sekä Superstrate-, että Substrate-suunnitteluun pohjau-tuen. [29] Superstrate-pohjainen CdTe/CdS-aurinkokenno rakentuu kuvan 4.7. mukaisesti läpinä-kyvän lasialustan päälle, jonka jälkeen on läpinäkyvä ja johtava TCO- kerros (esimer-kiksi SnO2, In2O3:Sn, tai Cd2SnO4). TCO-kerroksen tehtävänä CdS-kerroksen kontakti-na ulkoiseen piiriin, eli kennon negatiivisena napana. Jotta lopullisen kennon virrantihe-ys JSC olisi tarpeeksi suuri, tulee CdS-kerroksen olla hyvin ohut. Tämä saattaa johtaa lii-an suureen myötävirtaan, minkä vuoksi TCO- ja CdS-kerrosten väliin lisätään yleensä toinen läpinäkyvä, mutta korkean resistanssin omaava HRT-oksidikerros (engl. highly resistive, transparent) (esimerkiksi SnO2, In2O3, tai Zn2SnO4). Jos TCO-kerros sisältää indiumia, on paksuudeltaan 100 - 200 nm olevan HRT-kerroksen avulla mahdollista es-

4. TOISEN SUKUPOLVEN AURINKOKENNOT 63
tää sen leviämistä TCO-kerroksesta muihin kerroksiin. Indiumin leviämistä saattaa ta-pahtua, kun CdTe-kerrosta luodaan tai käsitellään jälkeenpäin korkeassa lämpötilassa klooria sisältävässä ympäristössä. Ohut CdS-kerros on tarpeen myös siksi, että mahdol-lisimman monet sen energia-aukkoa suurempienergiset fotonit läpäisisivät sen ilman ab-sorboitumista, ja ajautuisivat valoa absorboivaan CdTe-kerrokseen [1, 25]. CdTe-kerroksen positiivisena napana ulkoiseen piiriin toimii takakontakti, joka useim-miten koostuu telluuria sisältävästä p+-kerroksesta, eli voimakkaasti seostetusta p-tyy-pin puolijohteesta, sekä metallikerroksesta. Metallin ja p-tyyppisen puolijohteen raja-pinnasta muodostuu tavallisesti korkearesistanssinen. Kyseinen ilmiö estetään siten, että CdTe-kerroksen takapinnalle suoritetaan selektiivinen kemiallinen syövytys, joka kas-vattaa telluurin suhteellista osuutta pinnalla. Tämän jälkeen pinnan annetaan olla kon-taktissa kuparia sisältävän materiaalin kanssa, jolloin kupari reagoi telluurin kanssa teh-den rajapinnasta p+-tyyppisen. Nyt rajapinnalle voidaan liittää metallikerros ilman, että liitoksen resistanssi muodostuisi kennon toiminnan kannalta haitalliseksi [1, 23]. Raja-pinnalle muodostuvan kadmiumtelluuri-yhdisteen koostumukseen voidaan vaikuttaa muuttamalla kuparin ja telluurin keskinäistä suhdetta. Lopullisen yhdisteen muodostu-mismäärän on kuitenkin havaittu olevan voimakkaasti riippuvainen myös kuparille altis-tamisen jälkeen suoritettavan kuumennusvaiheen lämpötilasta. Kennon suorituskyvyn kannalta parhaimpaan lopputulokseen on päästy seostamalla CdTe-kerroksen takapin-nalle sekä CuTe-, että Cu1.4Te-yhdisteitä sisältävä koostumus. Tällöin kuumennusvai-heessa lämpötila oli 250 oC ja käsittelyn kesto 30 minuuttia. Cu2Te-yhdiste on havaittu huonoksi ratkaisuksi, koska suuri kuparin osuus helposti leviää takapinnalta muualle kennoon [24].
Oikea kuparin määrä on kennon toiminnan kannalta kriittinen tekijä, sillä kuparia käy-tettäessä ongelmaksi muodostuu helposti p+-tyyppisen kerroksen ja siihen liitetyn me-tallikerroksen muodostama parasiittinen diodi. Johtuen sen polariteetista, sen tyhjennys-alue kasvattaa koko kennorakenteen läpi kulkevaa myötävirtaa. Voimakas myötävirta puolestaan heikentää kennon tyhjäkäyntijännitettä. Myös CdTe-kerros ja p+-tyyppinen kerros muodostavat parasiittisen diodin, jonka tyhjennysalueen avulla olisi teoriassa mahdollista pienentää edellä mainittua myötävirtaa. Johtuen tavanomaisten CdTe/CdS-kennojen ohuista absorptiokerroksista, sekä varauksenkuljettajien tiheyksistä, menevät diodien tyhjennysalueet yleensä osittain päällekkäin. Tästä syystä p+-tyyppisen- ja me-tallikerroksen muodostaman diodin tyhjennysalueen polariteetti tulee hallitsevaksi ja myötävirta pääsee kasvamaan heikentäen tyhjäkäyntijännitettä (engl. roll-over effect). Kuparihiukkasilla on myös taipumus irrota CdTe/CdS-kennojen takapinnalta. Tämä il-miö esiintyy erityisesti korkeammissa lämpötiloissa (> 60 oC), jolloin seurauksena on kennon stabiilisuuden heikentyminen. Niiden on arvioitu leviävän eri puolille kennoa ja muun muassa kasvattavan kiteiden rajapinnoilla tapahtuvaa rekombinaatiota. Niiden on todettu leviävän myös CdTe- ja CdS-kerrosten rajapinnalle muodostaen CdS-kerrokseen elektroneja sieppaavan alueen, jolloin CdS-kerroksen resistiivisyys kasvaa. Kuparihiuk-
4. TOISEN SUKUPOLVEN AURINKOKENNOT 64
kasten irtoamisesta on myös se haitta, ettei niillä ole tällöin enää alkuperäistä, resistans-sia pienentävää vaikutusta p+- ja metallikerrosten rajalla [1, 23, 25]. Täten kuparihiuk-kasten irtoaminen heikentää täytekertoimen suuruutta johtuen takakontaktin resistanssin kasvamisesta. Toistaiseksi kuparia sisältävän takakontaktin omaavat CdTe/CdS-kennot ovat kuitenkin osoittautuneet tehokkaimmiksi [23, 24]. 4.2.2. CdTe-pohjaisten aurinkokennojen hyötysuhteen parantaminen 1990-luvun loppupuolella CdTe/CdS-kennojen parissa tehty tutkimustyö tähtäsi pääasi-assa oikosulkuvirran ISC kasvattamiseen, joka käytännössä toteutettiin siirtymällä ohu-empien CdS-kerrosten käyttöön. Tällä tavoin onnistuttiin kasvattamaan kennojen sinistä vastetta (engl. blue response), eli kykyä absorboida valoa myös lyhyemmiltä aallonpi-tuuksilta (< 510 nm). Nykyisten tutkimustulosten valossa on päätelty, ettei oikosulku-virtaa kyetä käytännössä enää merkittävästi kasvattamaan. Kadmiumtelluuri-kennojen hyötysuhteen parantamiseksi tehtävää tutkimustyötä onkin alettu painottamaan tyhjä-käyntijännitteen VOC kasvattamiseen. Tämä on monimutkainen tehtävä, sillä CdTe- ja CdS-kerroksilla tiettyjen uusien parannuskeinojen käyttökelpoisuus riippuu usein myös käytetyistä valmistusmenetelmistä. Tehokkaimmaksi tavaksi kasvattaa CdTe/CdS-kennojen tyhjäkäyntijännitettä on toistai-seksi osoittautunut CdTe-kerroksessa käytetyn seostusasteeseen voimistaminen. CdTe-kerros on p-tyyppinen, eli seostusasteen kasvattaminen tarkoittaa sen kohdalla aukkojen tiheyden kasvattamista. Seostusasteen voimistaminen edelleen kasvattaa koko kennon luontaista potentiaalieroa eVBI ja sitä kautta kennon tyhjäkäyntijännitettä VOC. Kennon hyötysuhteen parantamisen kannalta on edullista suorittaa CdTe-kerroksille erillinen menettely, jossa niihin seostetaan antimonia. Se kasvattaa huomattavasti aukkojen ti-heyttä CdTe-kerroksessa, mutta antimonin avulla on mahdollista pienentää myös ker-roksen rajapinnan resistanssia, mikä tekee siitä käyttökelpoisen materiaalin myös taka-kontaktin toteuttamiseen. Tällöin se kuitenkin esiintyy yleensä yhdisteenä, kuten anti-monitelluurina. CdTe-kerroksen valmistusprosessissa hapen määrän on myös todettu vaikuttavan kennojen suorituskykyyn. Korkean suhteellisen happipitoisuuden on havait-tu kasvattavan tyhjäkäyntijännitettä, mutta edelleenkään ei ole päästy täyteen yksimieli-syyteen siitä, vaikuttaako happipitoisuus lopulta CdTe-, vai CdS-kerroksen ominaisuuk-siin. Tyhjäkäyntijännitettä on mahdollista parantaa myös vaikuttamalla kontakteissa käytet-tyihin materiaaleihin. Kennoissa, joissa TCO-kerroksena käytetään titaanioksidia, on ha-vaittu selkeitä parannuksia tyhjäkäyntijännitteessä, mutta se on usein tarkoittanut myös täytekertoimen heikentymistä, joka todennäköisimmin johtuu titaanioksidin korkeasta resistanssista. Sen laajamittainen käyttö edellyttääkin resistanssin pienentämistä esimer-kiksi seostamisen avulla. Johtuen kupariin käyttöön liittyvistä ongelmista takakontakti-en tapauksessa, on sen korvaamiseksi yritetty kehittää uusia ratkaisuja. Aiemmin maini-
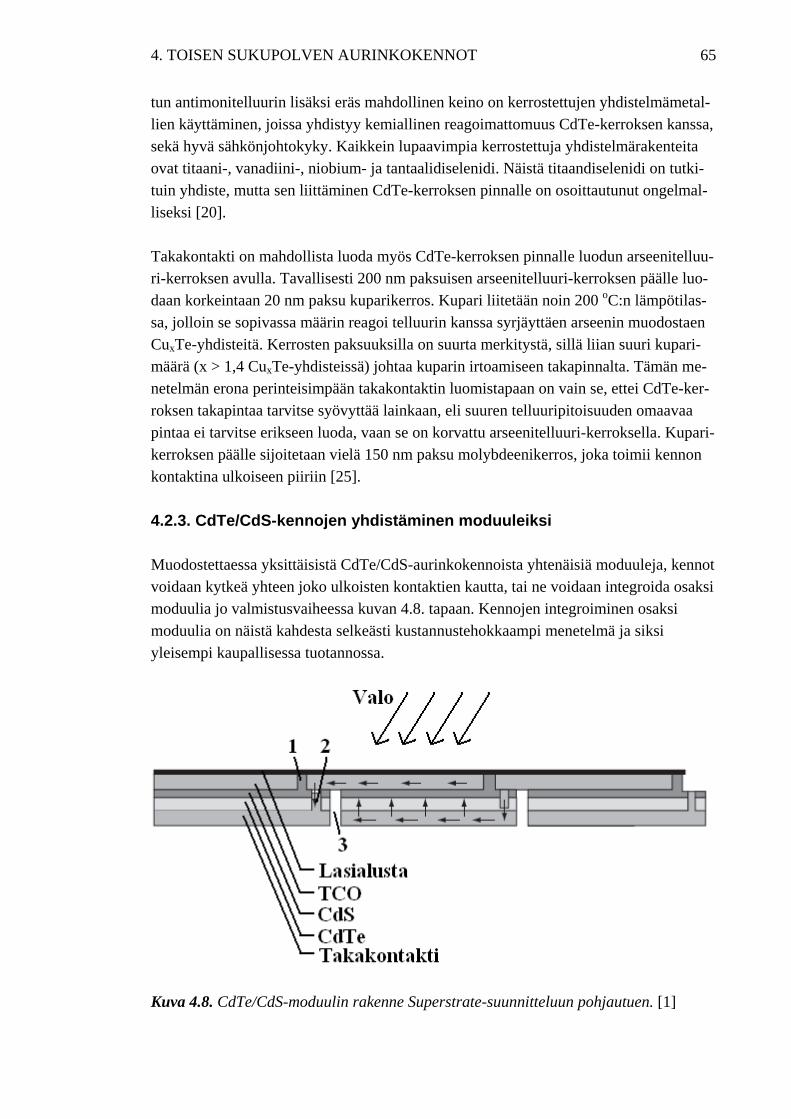
4. TOISEN SUKUPOLVEN AURINKOKENNOT 65
tun antimonitelluurin lisäksi eräs mahdollinen keino on kerrostettujen yhdistelmämetal-lien käyttäminen, joissa yhdistyy kemiallinen reagoimattomuus CdTe-kerroksen kanssa, sekä hyvä sähkönjohtokyky. Kaikkein lupaavimpia kerrostettuja yhdistelmärakenteita ovat titaani-, vanadiini-, niobium- ja tantaalidiselenidi. Näistä titaandiselenidi on tutki-tuin yhdiste, mutta sen liittäminen CdTe-kerroksen pinnalle on osoittautunut ongelmal-liseksi [20]. Takakontakti on mahdollista luoda myös CdTe-kerroksen pinnalle luodun arseenitelluu-ri-kerroksen avulla. Tavallisesti 200 nm paksuisen arseenitelluuri-kerroksen päälle luo-daan korkeintaan 20 nm paksu kuparikerros. Kupari liitetään noin 200 oC:n lämpötilas-sa, jolloin se sopivassa määrin reagoi telluurin kanssa syrjäyttäen arseenin muodostaen CuxTe-yhdisteitä. Kerrosten paksuuksilla on suurta merkitystä, sillä liian suuri kupari-määrä (x > 1,4 CuxTe-yhdisteissä) johtaa kuparin irtoamiseen takapinnalta. Tämän me-netelmän erona perinteisimpään takakontaktin luomistapaan on vain se, ettei CdTe-ker-roksen takapintaa tarvitse syövyttää lainkaan, eli suuren telluuripitoisuuden omaavaa pintaa ei tarvitse erikseen luoda, vaan se on korvattu arseenitelluuri-kerroksella. Kupari-kerroksen päälle sijoitetaan vielä 150 nm paksu molybdeenikerros, joka toimii kennon kontaktina ulkoiseen piiriin [25]. 4.2.3. CdTe/CdS-kennojen yhdistäminen moduuleiksi Muodostettaessa yksittäisistä CdTe/CdS-aurinkokennoista yhtenäisiä moduuleja, kennot voidaan kytkeä yhteen joko ulkoisten kontaktien kautta, tai ne voidaan integroida osaksi moduulia jo valmistusvaiheessa kuvan 4.8. tapaan. Kennojen integroiminen osaksi moduulia on näistä kahdesta selkeästi kustannustehokkaampi menetelmä ja siksi yleisempi kaupallisessa tuotannossa.
Kuva 4.8. CdTe/CdS-moduulin rakenne Superstrate-suunnitteluun pohjautuen. [1]
4. TOISEN SUKUPOLVEN AURINKOKENNOT 66
Kuvan 4.8. moduuli on valmistettu Superstrate-menetelmällä, mikä on nykyään vallalla oleva tapa valmistaa CdTe-moduuleja. Siinä valo tulee kennoon lasialustan läpi. Kuvas-sa 4.8. rakenteen sisällä olevat pienet nuolet havainnollistavat moduulissa kulkevan vir-ran suuntaa. Numerot kuvassa 4.8. havainnollistavat moduulin valmistuksessa tehtäviä laserleikkaus-toimenpiteitä siinä järjestyksessä, kun ne suoritetaan. CdTe-moduuleja valmistettaessa voidaan käyttää samoja suunnitteluperiaatteita ja toi-mintatapoja, kuin a-Si-moduulienkin kohdalla. Myös tällöin moduulin rakenteellisena pohjana olevan laaja-alaisen lasialustan päälle kootaan muut kennoihin tulevat kerrok-set. Kerrosrakenteelle suoritetaan laserleikkaustoimenpiteitä, joista ensimmäisellä (vai-he 1 kuvassa 4.8.) luodaan TCO-kerrokseen aukkoja, jolloin jokaiselle tulevalle kennol-le tulee oma tietyn pituinen TCO-kerros. Toinen lasersäde (vaihe 2 kuvassa 4.8.) luo sähköisiä kontakteja tulevien kennojen TCO- ja takakontaktien välille CdTe- ja CdS-kerrosten läpi. Kolmas lasersäde (vaihe 3 kuvassa 4.8.) katkaisee takakontakteja, sekä CdTe- ja CdS-kerroksia. Näin on aikaansaatu rakenne, joka koostuu useista, identtisistä kennoista. Ne ovat kytköksissä toisiinsa siten, että jokaisen kennon TCO-kerros on kyt-ketty seuraavan kennon takakontaktiin. Tällä tavoin kennot on kytketty sarjaan ja mo-duulin kokonaisvirta kulkee toisen lasersäteen luomassa väylässä. Moduulin kokonais-jännite on yksittäisten kennojen jännitteiden summa. Lasin valintaan vaikuttaa hinnan lisäksi optiset häviöt ja lämmönsietokyky. Täten myös lopullisilla käyttöolosuhteilla on valinnan kannalta merkitystä. Nykyisin käytetyin lasi-tyyppi on natriumkarbonaatti-kalkki-lasi, joka on hinnaltaan edullista, mutta jonka luon-nollinen lämmönsietokyky on heikko moniin muihin lasityyppeihin verrattuna. Vähen-tämällä natriumkarbonaatti-kalkki-lasin rautapitoisuutta, on sulamispistettä kuitenkin mahdollista nostaa. Edellä mainittu käsittely myös parantaa lasin kykyä läpäistä valoa, jonka aallonpituus on suurempi kuin 600 nm [1]. Lasialustan paksuus on tavallisesti 1 – 4 mm ja sen paino noin 98 % koko kennon painosta [29]. Myös CdTe-moduulin takaosa on tavallisesti lasia, useimmiten lasilaminaattikerros, joka kiinnitetään takakontaktiin c-Si- ja a-Si-moduuleista tutun etyleenivinyyliasetaattikerroksen avulla [26]. Nykyiset CdTe/CdS-moduulit ovat yleensä pinta-alaltaan 1 m2, hyötysuhteen ollessa hieman yli 10 % ja huipputehon noin 90 W. Haasteet, joiden kanssa CdTe/CdS-moduu-lien valmistajat joutuvat kamppailemaan, liittyvät moduulin kokonaishyötysuhteen saa-miseksi yksittäisten kennojen hyötysuhteen tasolle, valmistusprosessin tasaisuuden säil-yttämiseen koko prosessin ajan, sekä prosessin toistettavuuteen. CdS-kerrosten paksuus on eräs tekijä, minkä kohdalla joudutaan tavallisesti tekemään kompromisseja. Kun CdTe-kerroksen päälle tehdään ideaalinen, ohut CdS-kerros, saattaa seurauksena olla CdS-hiukkasten diffuusio CdTe-kerrokseen. CdS-kerrokset tehdäänkin yleensä hieman paksummaksi, vaikka se johtaisi hieman heikentyneeseen hyötysuhteeseen. Toteutta-miskelpoisimpia CdTe/CdS-moduulien virrantiheyden, ja sitä kautta hyötysuhteen pa-
4. TOISEN SUKUPOLVEN AURINKOKENNOT 67
rantamiseksi tehtäviä toimenpiteitä ovat muun muassa jälkikäsittelymenetelmien jalos-taminen, sekä vikoja indikoivien välineiden sisällyttäminen osaksi moduulia [1]. Kuten jo aiemmin todettiin, ei CdTe/CdS-kennojen oikosulkuvirtaa kyetä enää kasvatta-maan pelkästään ohentamalla CdS-kerrosta. Alaluvun 4.2 alkupuolella todettiin lisäksi, että CdTe/Cds-kennot kykenevät absorboimaan tehokkaasti myös diffuusia auringonsä-teilyä. Hyötysuhteen parantamiseksi tehdyt toimet ovatkin lähes koko 2000-luvun alun tähdänneet tyhjäkäyntijännitteen, sekä täytekertoimen parantamiseen. Kennojen optisten ominaisuuksien parantamista ei ole perinteisesti nähty kovin merkittävänä hyötysuhdet-ta parantavana tekijänä. Johtuen CdTe/CdS-kennojen hyötysuhteen kehittymisessä ta-pahtuneessa pysähdyksessä, on ajattelutapa kuitenkin alkanut muuttua. Oikosulkuvirran kasvattaminen edellyttää auringonsäteilyn synnyttämien varauksenkuljettajien määrän lisäämistä, sekä onnistuneempaa keräämistä. Tästä syystä CdTe/CdS-kennojen etupuo-lelle on sijoitettu ionidiffuusio-este, jonka tehtävänä on estää elektronien ajautumista TCO-kerroksesta lasialustaan, eli edesauttaa elektronien ajautumista ulkoiseen piiriin. Myös heijastamattoman kerroksen käyttöä on kokeiltu. Näiden, sekä lukuisten kennon takaosassa vaikuttavan resistanssin pienentämiseksi tehtyjen menetelmien avulla on kyetty lieviin hyötysuhteen parannuksiin, kun parannusmenetelmiä on kokeiltu aluksi pieniin, pinta-alaltaan esimerkiksi 1 cm2 oleviin koekennoihin. Vaikka CdTe/CdS-ken-nojen valmistukseen käytettyjen teknologioiden skaalattavuus on perinteisesti ollut hy-vä, saattaa tässä tapauksessa kennotasolla saavutettujen parannusten laajentaminen mo-duulitasolle edellyttää moduulin valmistusprosessin monimutkaistumista ja tätä kautta helposti myös uudelleensuunnittelua, koska huomioon otettavien asioiden määrä kas-vaa. CdTe/CdS-kennojen parissa tehtävä kehitystyö saattaa tulevaisuudessa todennäköi-sesti johtaa entistäkin suurempiin kennojen fyysisen rakenteen muutoksiin, mikä hel-posti edellyttää myös uusien materiaalien käyttöä. Tällöin myös CdTe/CdS-moduulien valmistusprosessi tulee kokemaan suuria muutoksia [25, 26]. 4.2.4. CdTe-pohjaisten kennojen tulevaisuuden näkymät ja SWOT-analyysi Suurin hyötysuhde, johon tähän mennessä on CdT/CdS-kennoilla päästy, on 16,5 %. Tavoitteena olevan 20 %:n hyötysuhteen saavuttaminen edellyttää työtä ensisijaisesti tyhjäkäyntijännitteen ja täytekertoimen parantamiseksi. Huolimatta kadmiumtelluuri-kennojen periaatteessa ihanteellisesta energia-aukon suuruudesta, on tällä hetkellä käy-tännössä mahdollista päästä ainoastaan 850 mV:n suuruisiin tyhjäkäyntijännitteisiin ja 0,75:n suuruisiin täytekertoimiin. Takakontakteilla on havaittu olevan merkittävä vaiku-tus näihin kahteen suureeseen ja takakontaktien parissa tehty tutkimustyö onkin tuotta-nut merkittävää tulosta. CdTe/CdS-kennoissa vaikuttavat kaksi rekombinaatiomekanis-mia, eli kiteiden rajapinnalla tapahtuva rekombinaatio, sekä CdTe- ja CdS-kerrosten ra-jalla tapahtuva Shockley-Read-Hall-rekombinaatio ovat vielä jossain määrin ongelmalli-sia. Kerrosten rajapintaa tasaisemmaksi muuttava CdCl2-käsittely on jo tähän mennessä vähentänyt paljolti viimeksi mainittua rekombinaatio-ongelmaa. Se, samoin kuin ensiksi

4. TOISEN SUKUPOLVEN AURINKOKENNOT 68
mainittu rekombinaatiomekanismi, tulevat vähentymään entisestään kuparin käyttöön liittyvien ongelmien vähentyessä. Oikosulkuvirran ISC katsotaan lähes saavuttaneen teo-reettisen maksimiarvonsa, vaikka sitä on 2000-luvun lopulla onnistuttu optiikan keinoin hieman kasvattamaan [1, 25]. CdTe-kerrosten paksuudet halutaan yleensä pitää riittävän suurina, jotta valmistuspro-sessin aikana kerrokseen mahdollisesti muodostuvilta huokosrei’iltä voitaisiin välttyä. Ohuessa absorptiokerroksessa nämä reiät aiheuttavat helposti oikosulun takakontaktin ja CdS-kerroksen välille. CdTe/CdS-kennoihin tehdyt parannukset, kuten TCO- ja CdS-kerrosten väliin lisättävä HRT-kerros, ovat kuitenkin lieventäneet tätäkin ongelmaa. Tä-mä tekee siirtymisen ohuempiin, eli jopa alle 1µ m:n paksuisiin CdTe-kerroksiin mah-dolliseksi, mikä onkin CdTe/CdS-kennojen valmistajien kannalta mielekästä, koska ma-teriaalikustannuksia on näin mahdollista pienentää. Ohuemmat CdTe-kerrokset ovat myös lähes läpinäkyviä, minkä vuoksi niiden avulla on mahdollista luoda myös useasta kennosta koostuvia rakenteita. CdTe-kerrosten eri valmistusmenetelmistä lähdeaineiden reaktiomenetelmiin (engl. precursor reaction at a surface) kuuluva metalliorgaaninen kemiallinen höyrystysmenetelmä on osoittautunut parhaimmaksi tavaksi valmistaa ohui-ta ja samalla korkealaatuisia CdTe-kerroksia. CdTe-kerrosten ohentuessa pienenee myös kerroksen takana oleva alue, jossa sähkö-kenttä ei vaikuta ja jossa rekombinaatiota juuri tästä syystä tapahtuu. Tämän on arvioitu olevan syynä miksi ohuen CdTe-kerroksen sisältävillä CdTe/CdS-kennoilla on pienem-pi sarjaresistanssi, kuin tavanomaisilla CdTe/CdS-kennoilla. Pienestä sarjaresistanssista johtuen myöskään takakontaktista ei ole tällöin mainittavaa hyötyä. Sähkökentän suu-rempi vaikutusalue on haitallinen myös siksi, että se saattaa helpottaa epäpuhtauksien liikkumista kennon sisällä ja tätä kautta lyhentää kennon käyttökelpoista elinikää. CdTe-kerroksia ohennettaessa pienenee luonnollisesti valoa absorboiva tilavuus ja tätä kautta oikosulkuvirta ISC. CdTe-kerroksen ohentamisesta syntyneitä kennon hyötysuh-detta heikentäviä tekijöitä voidaan lieventää käyttämällä suuren optisen energia-aukon omaavaa ikkunakerrosta. Eräs vaihtoehto on sinkillä seostettu kadmiumsulfidikerros, Cd0,9Zn0,1S, jonka optinen energia-aukko on noin 2,7 eV. Tällainen ikkunamateriaali kykenee paremmin absorboimaan lyhyen aallonpituuden sinistä valoa kuin tavanomai-set CdS-kerrokset. Lopputuloksena on sekä tyhjäkäyntijännitteen, että oikosulkuvirran kasvaminen. Käytettäessä 1µ m:n paksuisia CdTe-kerroksia, on uskottu päästävän suu-ruudeltaan noin 10 %:n hyötysuhteisiin [27]. CdTe/CdS-kennojen valmistaminen edellyttää myrkyllisten aineiden käyttöä, mitä voi-daan lieventää korvaamalla perinteinen CdS-kerros sinkkitelluurikerroksella. Sinkkitel-luurikerrosta on kokeiltu hyvällä menestyksellä etenkin tavanomaisista CdTe/CdS-ra-kenteista poikkeavissa ratkaisuissa. Tällöin sen valmistamiseksi on käytetty edullista sähkökerrostamismenetelmää ja aikaansaatu ZnTe-kerros on ollut p-tyyppinen. Raken-teissa, joissa ZnTe-kerrosta on käytetty, on perinteinen CdTe-kerros korvattu esimerkik-
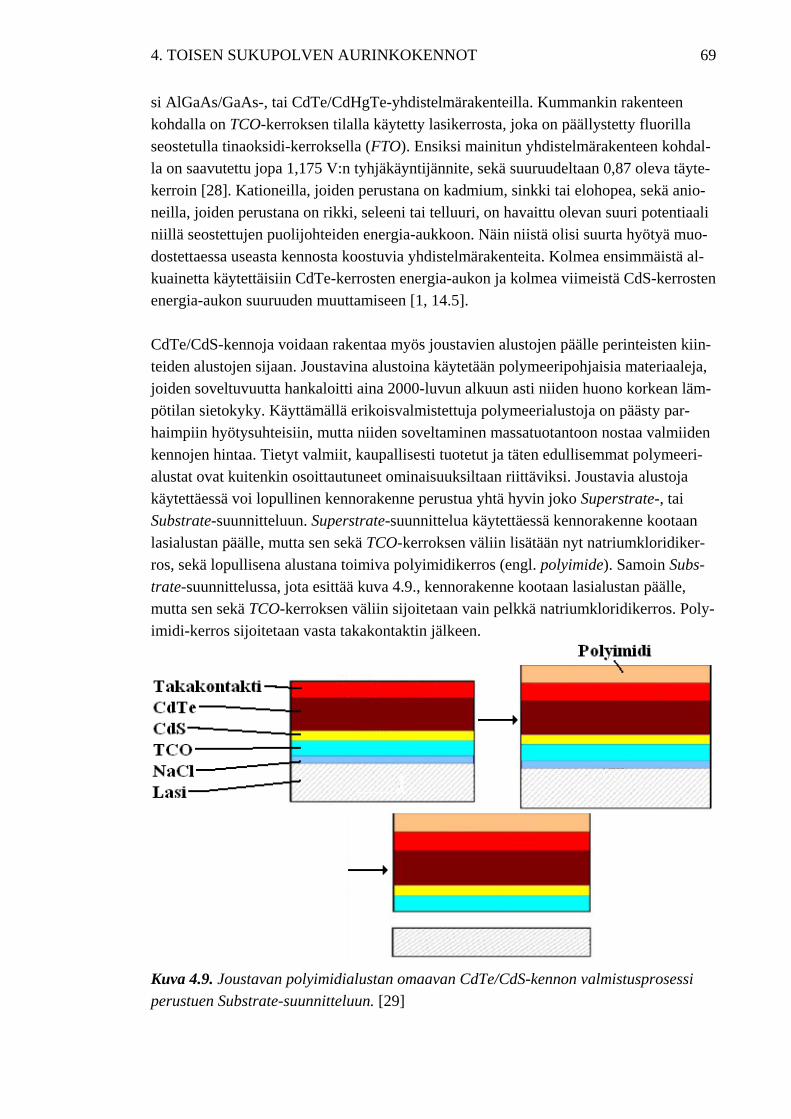
4. TOISEN SUKUPOLVEN AURINKOKENNOT 69
si AlGaAs/GaAs-, tai CdTe/CdHgTe-yhdistelmärakenteilla. Kummankin rakenteen kohdalla on TCO-kerroksen tilalla käytetty lasikerrosta, joka on päällystetty fluorilla seostetulla tinaoksidi-kerroksella (FTO). Ensiksi mainitun yhdistelmärakenteen kohdal-la on saavutettu jopa 1,175 V:n tyhjäkäyntijännite, sekä suuruudeltaan 0,87 oleva täyte-kerroin [28]. Kationeilla, joiden perustana on kadmium, sinkki tai elohopea, sekä anio-neilla, joiden perustana on rikki, seleeni tai telluuri, on havaittu olevan suuri potentiaali niillä seostettujen puolijohteiden energia-aukkoon. Näin niistä olisi suurta hyötyä muo-dostettaessa useasta kennosta koostuvia yhdistelmärakenteita. Kolmea ensimmäistä al-kuainetta käytettäisiin CdTe-kerrosten energia-aukon ja kolmea viimeistä CdS-kerrosten energia-aukon suuruuden muuttamiseen [1, 14.5]. CdTe/CdS-kennoja voidaan rakentaa myös joustavien alustojen päälle perinteisten kiin-teiden alustojen sijaan. Joustavina alustoina käytetään polymeeripohjaisia materiaaleja, joiden soveltuvuutta hankaloitti aina 2000-luvun alkuun asti niiden huono korkean läm-pötilan sietokyky. Käyttämällä erikoisvalmistettuja polymeerialustoja on päästy par-haimpiin hyötysuhteisiin, mutta niiden soveltaminen massatuotantoon nostaa valmiiden kennojen hintaa. Tietyt valmiit, kaupallisesti tuotetut ja täten edullisemmat polymeeri-alustat ovat kuitenkin osoittautuneet ominaisuuksiltaan riittäviksi. Joustavia alustoja käytettäessä voi lopullinen kennorakenne perustua yhtä hyvin joko Superstrate-, tai Substrate-suunnitteluun. Superstrate-suunnittelua käytettäessä kennorakenne kootaan lasialustan päälle, mutta sen sekä TCO-kerroksen väliin lisätään nyt natriumkloridiker-ros, sekä lopullisena alustana toimiva polyimidikerros (engl. polyimide). Samoin Subs-trate-suunnittelussa, jota esittää kuva 4.9., kennorakenne kootaan lasialustan päälle, mutta sen sekä TCO-kerroksen väliin sijoitetaan vain pelkkä natriumkloridikerros. Poly-imidi-kerros sijoitetaan vasta takakontaktin jälkeen.
Kuva 4.9. Joustavan polyimidialustan omaavan CdTe/CdS-kennon valmistusprosessi perustuen Substrate-suunnitteluun. [29]
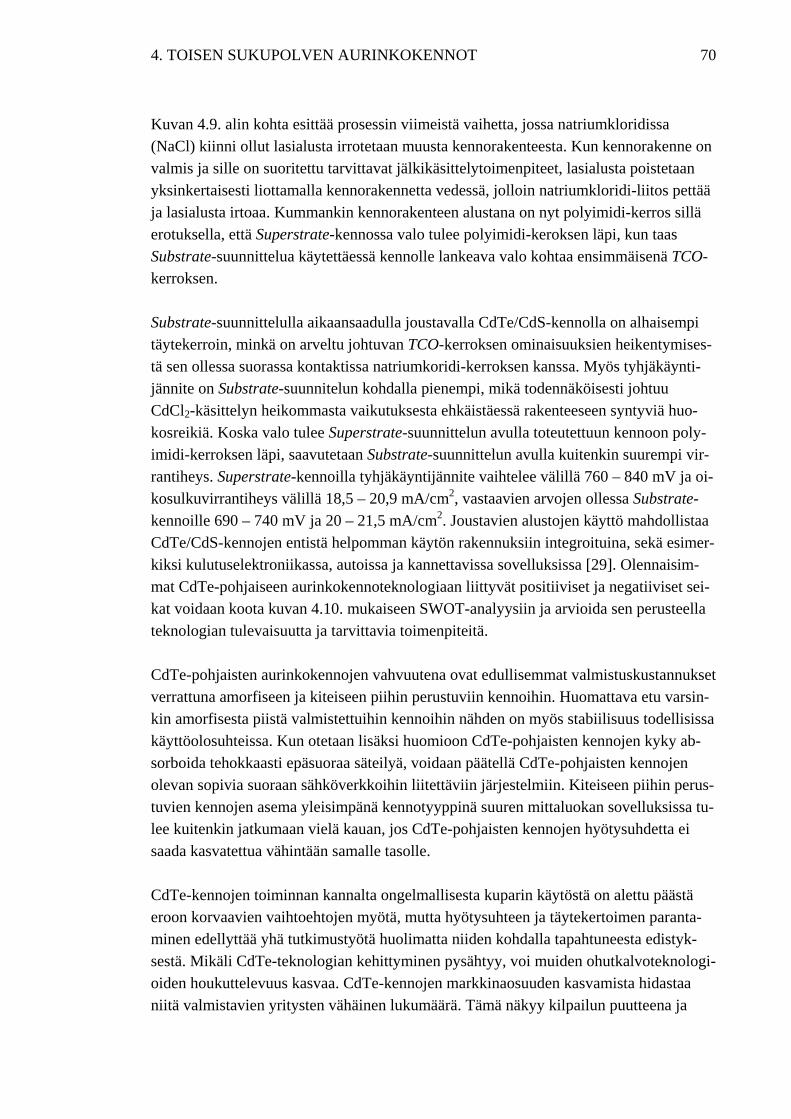
4. TOISEN SUKUPOLVEN AURINKOKENNOT 70
Kuvan 4.9. alin kohta esittää prosessin viimeistä vaihetta, jossa natriumkloridissa (NaCl) kiinni ollut lasialusta irrotetaan muusta kennorakenteesta. Kun kennorakenne on valmis ja sille on suoritettu tarvittavat jälkikäsittelytoimenpiteet, lasialusta poistetaan yksinkertaisesti liottamalla kennorakennetta vedessä, jolloin natriumkloridi-liitos pettää ja lasialusta irtoaa. Kummankin kennorakenteen alustana on nyt polyimidi-kerros sillä erotuksella, että Superstrate-kennossa valo tulee polyimidi-keroksen läpi, kun taas Substrate-suunnittelua käytettäessä kennolle lankeava valo kohtaa ensimmäisenä TCO-kerroksen. Substrate-suunnittelulla aikaansaadulla joustavalla CdTe/CdS-kennolla on alhaisempi täytekerroin, minkä on arveltu johtuvan TCO-kerroksen ominaisuuksien heikentymises-tä sen ollessa suorassa kontaktissa natriumkoridi-kerroksen kanssa. Myös tyhjäkäynti-jännite on Substrate-suunnitelun kohdalla pienempi, mikä todennäköisesti johtuu CdCl2-käsittelyn heikommasta vaikutuksesta ehkäistäessä rakenteeseen syntyviä huo-kosreikiä. Koska valo tulee Superstrate-suunnittelun avulla toteutettuun kennoon poly-imidi-kerroksen läpi, saavutetaan Substrate-suunnittelun avulla kuitenkin suurempi vir-rantiheys. Superstrate-kennoilla tyhjäkäyntijännite vaihtelee välillä 760 – 840 mV ja oi-kosulkuvirrantiheys välillä 18,5 – 20,9 mA/cm2, vastaavien arvojen ollessa Substrate-kennoille 690 – 740 mV ja 20 – 21,5 mA/cm2. Joustavien alustojen käyttö mahdollistaa CdTe/CdS-kennojen entistä helpomman käytön rakennuksiin integroituina, sekä esimer-kiksi kulutuselektroniikassa, autoissa ja kannettavissa sovelluksissa [29]. Olennaisim-mat CdTe-pohjaiseen aurinkokennoteknologiaan liittyvät positiiviset ja negatiiviset sei-kat voidaan koota kuvan 4.10. mukaiseen SWOT-analyysiin ja arvioida sen perusteella teknologian tulevaisuutta ja tarvittavia toimenpiteitä. CdTe-pohjaisten aurinkokennojen vahvuutena ovat edullisemmat valmistuskustannukset verrattuna amorfiseen ja kiteiseen piihin perustuviin kennoihin. Huomattava etu varsin-kin amorfisesta piistä valmistettuihin kennoihin nähden on myös stabiilisuus todellisissa käyttöolosuhteissa. Kun otetaan lisäksi huomioon CdTe-pohjaisten kennojen kyky ab-sorboida tehokkaasti epäsuoraa säteilyä, voidaan päätellä CdTe-pohjaisten kennojen olevan sopivia suoraan sähköverkkoihin liitettäviin järjestelmiin. Kiteiseen piihin perus-tuvien kennojen asema yleisimpänä kennotyyppinä suuren mittaluokan sovelluksissa tu-lee kuitenkin jatkumaan vielä kauan, jos CdTe-pohjaisten kennojen hyötysuhdetta ei saada kasvatettua vähintään samalle tasolle. CdTe-kennojen toiminnan kannalta ongelmallisesta kuparin käytöstä on alettu päästä eroon korvaavien vaihtoehtojen myötä, mutta hyötysuhteen ja täytekertoimen paranta-minen edellyttää yhä tutkimustyötä huolimatta niiden kohdalla tapahtuneesta edistyk-sestä. Mikäli CdTe-teknologian kehittyminen pysähtyy, voi muiden ohutkalvoteknologi-oiden houkuttelevuus kasvaa. CdTe-kennojen markkinaosuuden kasvamista hidastaa niitä valmistavien yritysten vähäinen lukumäärä. Tämä näkyy kilpailun puutteena ja
4. TOISEN SUKUPOLVEN AURINKOKENNOT 71
tuotantomäärien vähyytenä, jonka seurauksena CdTe-moduuleille muodostuu korkea hinta. CdTe/CdS-kennojen maailmanlaajuinen tuotantovolyymi oli 2000-luvun alun jäl-keen vain hieman yli 1 MW/a. Arvioiden mukaan tuotantovolyymin ollessa 60 MW/a, maksaisi jokainen valmiin aurinkokennon huipputeholla tuottama watti vähemmän kuin 1 euron. Uusien sovelluskohteiden löytäminen ja sitä kautta kysynnän kasvaminen olisi eräs merkittävä tapa saada tuotantovolyymiä suuremmaksi. Vaikka valmistuskustannuk-set nykyään ovat kohtalaisen alhaisia, tulisi niitä saada edullisemmiksi, sillä esimerkiksi Superstrate-suunnittelulla toteutetussa CdTe/CdS-kennossa lasikerroksen ja TCO-ker-roksen yhteishinta on noin 100-kertainen verrattuna kadmiumin ja telluurin yhteishin-taan [1, 29]. Myrkyllisten aineiden käyttöä edellyttävä CdS-kerroksen valmistus voi-daan välttää käyttämällä CdTe-pohjaisissa kennoissa CdS-kerrosten sijasta sinkkitelluu-rikerrosta. Sen on kuitenkin havaittu olevan tehokas vain kennoissa, joissa perinteinen CdTe-absorptiokerros on korvattu poikkeavalla rakenteella. Täten sinkkitelluurin kor-vaamiseksi joudutaan vielä tutkimaan muita vaihtoehtoja.
Kuva 4.10. CdTe-pohjaisen aurinkokennoteknologian SWOT-analyysi. Toteutuessaan tulisivat alentuneet valmistuskustannukset yhdessä teknisten parannus-ten, sekä turvallisten valmistusmenetelmien kanssa tekemään CdTe-pohjaisista aurinko-kennoista erittäin kilpailukykyisen energianlähteen. Tämä toisaalta edellyttää, että tel-luuria on riittävästi saatavilla aurinkokenoteollisuuden tarpeisiin. Telluuri on luonnossa hyvin harvinainen alkuaine ja sitä käytetään aurinkokennojen lisäksi myös muissa puo-
4. TOISEN SUKUPOLVEN AURINKOKENNOT 72
lijohteissa, sekä metalliseoksissa. Näiden materiaalien kierrätys voisi olla ratkaisu raa-ka-ainepulan estämiseksi [1, 40].
4.3. Kupari-indium-gallium-diselenidi Kupari-indium-gallium-diselenidi- (Cu(InGa)Se2) kennot edustavat uusinta ja hyötysuh-teen puolesta myös tehokkainta ohutkalvoteknologiaa. Kustannustehokkuuden näkökul-masta sitä on pidetty jopa yhtenä lupaavimpana aurinkokennoteknologiana. Tähän on syynä muun muassa mahdollisuus valmistaa ohuita ja samalla pinta-alaltaan suuria au-rinkokennomoduuleja. Cu(InGa)Se2-kennot ja -moduulit ovat myös osoittautuneet erit-täin stabiileiksi todellisissa käyttöolosuhteissa. Muita hyötyjä ovat hyvä säteilynsietoky-ky, sekä mahdollisuus joustavien alustojen käyttöön [1, 9]. Cu(InGa)Se2-rakenteeseen viitataan hyvin usein lyhenteellä CIGS. Cu(InGa)Se2-kennojen nykyisen aikakauden voidaan katsoa alkaneen 1970-luvun alku-puolella, kun Bell-yhtiön laboratoriossa tutkittiin kuparista, indiumista (In) ja seleenistä (Se) valmistettujen kiteiden rakenteellisia, sähköisiä ja optisia ominaisuuksia. Ensim-mäiset tämän tutkimustyön tuloksena syntyneet, kohtalaisen tehokkuuden omanneet kennot koostuivat valoa absorboivasta CuInSe2-kerroksesta ja sen päällä olevasta CdS-ikkunakerroksesta. 1980-luvulla teknologian kehittyminen oli pääasiassa kahden yhtiön, Boeingin ja ARCO:n harteilla, joiden ponnistelut johtivat moniin merkittäviin kennojen valmistamista helpottaviin tekijöihin. Nykyisten Cu(InGa)Se2-kennojen hyvät ominai-suudet ovat pitkälti Boeing-yhtiön luoman CuInSe2-perusrakenteen ansiota. Siihen teh-dyt lukuisat tuotekehitysparannukset ovat pitkälle syynä muun muassa korkeaan hyöty-suhteeseen. Tärkein hyötysuhdetta parantanut tekijä on ollut indiumin osittainen korvaa-minen galliumilla (Ga), mikä on johtanut energia-aukon kasvamiseen 1,02 eV:sta 1,1 – 1,2 eV:iin. Absorptiokerrokseen on onnistuttu lisäämään myös energia-aukkogradientte-ja, jotka lisäävät materiaalissa syntyneiden varauksenkuljettajien määrää. Toinen ken-non virtaa kasvattanut parannus on ollut ikkunakerroksena toimineen seostetun, 1-2 µ m paksun (CdZn)S-kerroksen korvaaminen korkeintaan 50 nm:n paksuisella, seosta-mattomalla CdS-kerroksella ja johtavalla ZnO-kerroksella. Tämän ratkaisun virtaa kas-vattava vaikutus perustuu sen parempaan kykyyn absorboida sinisen aallonpituuden va-loa. Alun perin CuInSe2-kennoissa käytettiin alustana borosilikaatti-lasia, joka kuitenkin päätettiin korvata natriumkarbonaatti-kalkki-lasilla johtuen sen edullisemmasta hinnas-ta, sekä lämpölaajenemisominaisuuksien paremmasta yhteensopivuudesta CuInSe2-ker-roksen kanssa. Pian kuitenkin ilmeni, että lasista irtosi kerrokseen natriumia, mikä oli kennon suorituskyvyn kannalta hyödyllistä [1]. Natrium kasvattaa varauksenkuljettajien tiheyttä sekä kiteiden kokoa, vaikka viimeksi mainittu tekijä ei olekaan Cu(InGa)Se2-kennojen kohdalla erityisen merkittävä [45].
4. TOISEN SUKUPOLVEN AURINKOKENNOT 73
Cu(InGa)Se2-kennojen valmistamista helpottaa hieman se, että korkean hyötysuhteen omaavia kennoja on mahdollista valmistaa Cu(InGa)Se2-materiaalissa vaikuttavien al-kuaineiden keskinäiset suhteet vaihtelisivatkin. Kiteiden rajapinnat eivät ole kovin aktii-visia, mikä mahdollistaa hyvin pienien, jopa alle 1µ m:n kokoluokkaa olevien kiteiden käytön. Valmiin kennon toiminta ei myöskään erityisesti häiriinny Cu(InGa)Se2- ja CdS-kerrosten rajalla olevista epäpuhtauksista tai edellä mainittujen kerrosten hilara-kenteiden yhteensopimattomuudesta. Näistäkin seikoista huolimatta Cu(InGa)Se2-teknologia kärsii edelleen jonkinasteisesta, kehittymistä haittaavasta tietämyksen puutteesta. Tämä johtuu siitä, ettei Cu(InGa)Se2-materiaalia ja siihen perustuvia laitteita ole juurikaan tutkittu tieteellisesti. Tähän on pal-jolti syynä se, ettei Cu(InGa)Se2-materiaalilla ole merkittäviä sovelluksia aurinkokenno-teollisuuden ulkopuolella. Tästä syystä laboratorio-olosuhteissa saavutettuja, parhaim-pia mahdollisia hyötysuhteita ei ole onnistuttu saavuttamaan teollisesti tuotettujen Cu(InGa)Se2-kennojen kohdalla. Valmistettaessa kennoja teollisesti joudutaan koko val-mistusprosessi räätälöimään uudestaan, mikä teknologiaan liittyvästä tietämyksen puut-teen johdosta on johtanut suureen eroon laboratoriokennojen ja teollisten kennojen hyö-tysuhteissa. Aikojen saatossa aurinkokennoja valmistavien yritysten tekemät omat em-piiriset havainnot ovat kuitenkin johtaneet parempaan Cu(InGa)Se2-kennojen ominai-suuksien tuntemiseen. Jo 2000-luvun alkupuolella usealla yhtiöllä ympäri maailmaa oli-kin käynnissä vähintään pilottituotanto liittyen Cu(InGa)Se2-kennoihin [1]. Eräs ongel-ma on edelleen Cu(InGa)Se2-kennoissa olevien absorptiokerrosten valmistamiseksi tar-vittavien laitteiden ja menetelmien standardoimattomuus. Tällä hetkellä on maailman-laajuisesti käytössä useita eri menetelmiä. Toteutuessaan standardoinnin avulla olisi mahdollista alentaa Cu(InGa)Se2-moduulien yksikköhintaa, kun niitä valmistetaan suu-ressa mittakaavassa. Luotettavien ja samalla edullisten Cu(InGa)Se2-moduulien valmis-tus edellyttää myös muu muassa absorptiokerrosten ohentamista vähintään 1µ m:iin, se-kä niiden muodon ja kemiallisen koostumuksen tasaisuuden säilyttämistä valmistettaes-sa laaja-alaisia moduuleja [19]. 4.3.1. Cu(InGa)Se2/CdS-kennojen valmistaminen ja rakenne Huolimatta Cu(InGa)Se2/CdS-kennojen valmistuksessa käytetyistä eri valmistusmene-telmistä, pohjautuvat kaikki kennot kuitenkin samaan perusrakenteeseen. Kaikki kennot perustuvat Substrate-suunnitteluun, eli valo tulee alustasta katsoen vastakkaiselta puo-lelta. Alustana käytetään nykyään lähes poikkeuksetta natriumkarbonaatti-kalkki-lasia. Joillain muilla alustoilla, kuten muovi- tai metallifolioilla, on kuitenkin tiettyjä etuja sii-hen nähden. Kuvan 4.11. mukaisesti alustan päälle luodaan ensimmäisenä ohut (< 1µ m) molybdeenikerros, joka toimii kennon positiivisena napana ulkoiseen piiriin. Sen jälkeen lisätään 2µ m:n paksuinen, valoa absorboiva Cu(InGa)Se2- ja korkeintaan 0,05µ m:n paksuinen CdS-, eli kadmiumsulfidi-kerros, joka toimii ikkunakerroksena.
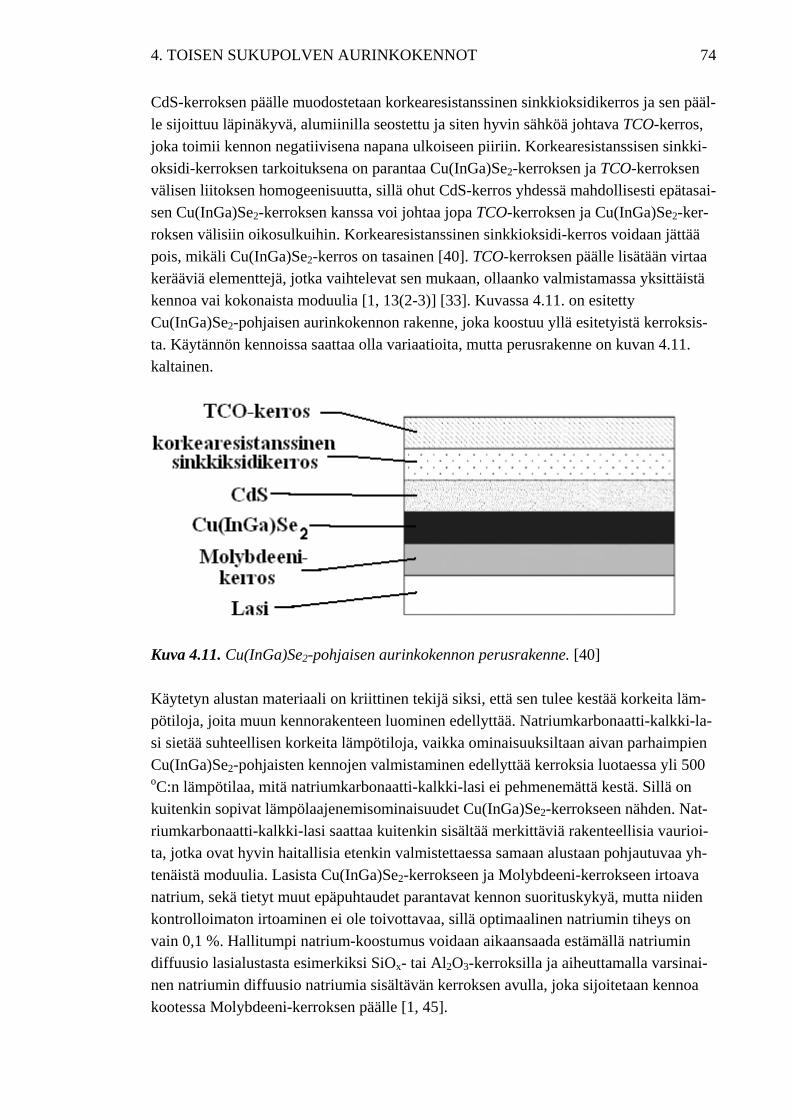
4. TOISEN SUKUPOLVEN AURINKOKENNOT 74
CdS-kerroksen päälle muodostetaan korkearesistanssinen sinkkioksidikerros ja sen pääl-le sijoittuu läpinäkyvä, alumiinilla seostettu ja siten hyvin sähköä johtava TCO-kerros, joka toimii kennon negatiivisena napana ulkoiseen piiriin. Korkearesistanssisen sinkki-oksidi-kerroksen tarkoituksena on parantaa Cu(InGa)Se2-kerroksen ja TCO-kerroksen välisen liitoksen homogeenisuutta, sillä ohut CdS-kerros yhdessä mahdollisesti epätasai-sen Cu(InGa)Se2-kerroksen kanssa voi johtaa jopa TCO-kerroksen ja Cu(InGa)Se2-ker-roksen välisiin oikosulkuihin. Korkearesistanssinen sinkkioksidi-kerros voidaan jättää pois, mikäli Cu(InGa)Se2-kerros on tasainen [40]. TCO-kerroksen päälle lisätään virtaa kerääviä elementtejä, jotka vaihtelevat sen mukaan, ollaanko valmistamassa yksittäistä kennoa vai kokonaista moduulia [1, 13(2-3)] [33]. Kuvassa 4.11. on esitetty Cu(InGa)Se2-pohjaisen aurinkokennon rakenne, joka koostuu yllä esitetyistä kerroksis-ta. Käytännön kennoissa saattaa olla variaatioita, mutta perusrakenne on kuvan 4.11. kaltainen.
Kuva 4.11. Cu(InGa)Se2-pohjaisen aurinkokennon perusrakenne. [40] Käytetyn alustan materiaali on kriittinen tekijä siksi, että sen tulee kestää korkeita läm-pötiloja, joita muun kennorakenteen luominen edellyttää. Natriumkarbonaatti-kalkki-la-si sietää suhteellisen korkeita lämpötiloja, vaikka ominaisuuksiltaan aivan parhaimpien Cu(InGa)Se2-pohjaisten kennojen valmistaminen edellyttää kerroksia luotaessa yli 500 oC:n lämpötilaa, mitä natriumkarbonaatti-kalkki-lasi ei pehmenemättä kestä. Sillä on kuitenkin sopivat lämpölaajenemisominaisuudet Cu(InGa)Se2-kerrokseen nähden. Nat-riumkarbonaatti-kalkki-lasi saattaa kuitenkin sisältää merkittäviä rakenteellisia vaurioi-ta, jotka ovat hyvin haitallisia etenkin valmistettaessa samaan alustaan pohjautuvaa yh-tenäistä moduulia. Lasista Cu(InGa)Se2-kerrokseen ja Molybdeeni-kerrokseen irtoava natrium, sekä tietyt muut epäpuhtaudet parantavat kennon suorituskykyä, mutta niiden kontrolloimaton irtoaminen ei ole toivottavaa, sillä optimaalinen natriumin tiheys on vain 0,1 %. Hallitumpi natrium-koostumus voidaan aikaansaada estämällä natriumin diffuusio lasialustasta esimerkiksi SiOx- tai Al2O3-kerroksilla ja aiheuttamalla varsinai-nen natriumin diffuusio natriumia sisältävän kerroksen avulla, joka sijoitetaan kennoa kootessa Molybdeeni-kerroksen päälle [1, 45].
4. TOISEN SUKUPOLVEN AURINKOKENNOT 75
Molybdeenistä valmistettu takakontakti, eli Mo-kerros luodaan useimmiten tasavirta-sputterointimenetelmällä (engl. direct current sputtering). Tasavirtasputterointimenetel-mää käytettäessä muodostuu sen avulla valmistetun Mo-kerroksen ja Cu(InGa)Se2-ker-roksen välille pieniresistanssinen kontakti, johon on syynä kerrosten rajapinnalle syntyvä MoSe2-kerros. Tästä huolimatta tulee kiinnittää huomiota Mo-kerroksen pak-suuteen, sillä se vaikuttaa suoraan kerroksen resistanssiin. Liian ohut Mo-kerros kasvat-taa kennon sarjaresistanssia, sekä vuotovirran suuruutta, mistä seuraa täytekertoimen heikkeneminen. Kun Mo-kerros on liian paksu (> 0,8 µ m), pienenee lasialustasta Cu(InGa)Se2-kerrokseen siirtyvän natriumin määrä, jolloin taas tyhjäkäyntijännite las-kee. Myös liian ohut Mo-kerros heikentää tyhjäkäyntijännitteen suuruutta, johtuen kas-vaneesta vuotovirrasta. Jos natriumkoostumus Cu(InGa)Se2-kerroksessa halutaan tuot-taa nimenomaan lasialustasta tapahtuvan diffuusion kautta, on tavanomaisissa Cu(InGa)Se2-pohjaisissa kennoissa optimaalinen Mo-kerroksen paksuus 0,2 µ m. Tämä on siis eräänlainen kompromissi, joka ottaa huomioon edellä mainitut liian ohuen tai liian paksun Mo-kerroksen mukanaan tuomat haitat. Optimaalinen paksuus on kuitenkin tapauskohtaista, eli se voi vaihdella eri sovellusten kesken. On myös huomattava, että mahdollisimman ohut Mo-kerros on toivottavaa johtuen materiaalikustannuksista. Li-säksi ohut Mo-kerros on hyödyllinen tandem-rakenteissa ja muissa useasta yksittäisestä kennosta koostuvissa rakenteissa. Ohuen Mo-kerroksen tuomista haitoista voidaan pääs-tä eroon esimerkiksi tietyillä uudenaikaisilla Cu(InGa)Se2-kerroksen valmistusmenetel-millä, joissa Cu(InGa)Se2-kerroksen luomiseen käytettyyn kammioon lisätään vesihöy-ryä. Esimerkiksi 0,07 µ m paksuisen Mo-kerroksen omaavan kennon hyötysuhdetta on onnistuttu tällä tavoin kasvattamaan arvosta 12,9 % arvoon 16,0 %. Vesihöyryn vaiku-tus ohuisiin Mo-kerroksiin vaatii vielä tutkimusta, mutta sen on muun muassa havaittu passivoivan vuotovirtaa aiheuttavia rakenteellisia heikkouksia [1, 32]. Absorptiokerroksena toimivan Cu(InGa)Se2-kerroksen valmistamiseen teollisuudessa käytetyt menetelmät on perinteisesti jaettu kahteen ryhmään. Tyhjiölähdehöyrystysme-netelmässä (engl. vacuum coevaporation) kaikki neljä lähdeainetta tuodaan yhtä aikaa 400 – 600 oC:n lämpötilassa olevalle alustalle, jolle kalvo muodostuu. Kupari, indium ja gallium höyrystetään vähintään 1000 oC, kun taas seleenille höyrystyslämpötila on kor-keintaan 350 oC. Muihin kolmeen alkuaineeseen verrattuna seleenihöyryllä on korkeam-pi paine ja se myös tarttuu muita aineita heikommin, minkä vuoksi sitä höyrystetään suurempi määrä, kuin mitä kalvolle lopulta tarvittaisiin. Muodostuvan ohutkalvon ener-gia-aukon suuruus riippuu indiumin ja galliumin suhteellisesta osuudesta. Tyhjiölähde-höyrystyksestä on olemassa eri versioita, jotka eroavat esimerkiksi sen mukaan missä järjestyksessä eri alkuaineita lisätään. Tällä tavoin pyritään vaikuttamaan muodostuvan Cu(InGa)Se2-kerroksen kemialliseen rakenteeseen ja sitä kautta sähköisiin ominaisuuk-siin [1].
4. TOISEN SUKUPOLVEN AURINKOKENNOT 76
Toinen Cu(InGa)Se2-kerrosten valmistamisessa käytetty menetelmä on niin kutsuttu kaksivaiheinen prosessi (engl. two-step process). Ensimmäisessä vaiheessa annetaan metallien reagoida keskenään. Näin varmistetaan lopullisen kalvon tasaisuus, sekä luo-daan kalvon rakenne. Metallisen esikerroksen luomiseen voidaan käyttää erilaisia val-mistusmenetelmiä, kuten sähkökerrostamista, eri höyrystymismenetelmiä, tai silkkipai-natusta. Kun metallikerros on valmis, se altistetaan 400 – 500 oC:n lämpötilassa olevalle divetyseleeni-, tai seleenihöyrylle. Tässä tapauksessa galliumin lisäämisellä ei onnistuta kasvattamaan kerroksen energia-aukkoa, vaan gallium kerääntyy lähelle Mo-kerrosta, jolloin kalvosta muodostuukin CuInSe2/CuGaSe2-rakenne. Tällä tavoin muodostuu kui-tenkin hyvä liitos CuInSe2-kerroksen ja Mo-kerroksen välille. Galliumin on arvioitu myös korjaavan kalvon rakenteellisia heikkouksia. Käytännön sovelluksissa energia-aukkoon vaikutetaan usein lisäämällä kalvon pinnalle rikkiä, jolloin muodostuva kalvon pinta on muotoa Cu(InGa)(SeS)2 [1]. Havaintojen mukaan rikin lisäämisen avulla voi-daan kasvattaa energia-aukon suuruutta ainoastaan kalvon pinnan lähellä, joten se on varsin rajallinen tapa yleiseen energia-aukon suuruuden kasvattamiseen [37]. Kaksivai-heisen prosessin hyötyjä tyhjiölähdehöyrystykseen nähden ovat muun muassa mahdolli-suus käyttää standardinmukaisia ja vakiintuneita valmistustekniikoita sekä mahdolli-suus saada valmistusprosessi hieman yksinkertaisemmaksi. Heikkouksiksi taas luetaan sen rajallisemmat mahdollisuudet vaikuttaa muodostuvan Cu(InGa)Se2-kerroksen koos-tumukseen ja energia-aukon suuruuteen verrattuna tyhjiölähdehöyrystykseen [1]. Eräs tehokkaaksi havaittu variaatio kaksivaiheisesta prosessista on muodostaa edellä mainitun metallikerroksen sijasta ensin (InGa)2Se3-rakenteen omaava esikerros, jonka jäl-keen rakenteeseen lisätään kuparia, sekä seleeniä. Lopullisen Cu(InGa)Se2-kerroksen ominaisuuksiin voidaan voimakkaasti vaikuttaa näiden kahden vaiheen avulla. Esimer-kiksi Cu(InGa)Se2-kerroksen pinnan muoto, sekä kiteiden suuruus riippuvat voimak-kaasti (InGa)2Se3-kerroksen valmistuksessa käytetystä lämpötilasta, joka vaihtelee välil-lä 50 – 500 oC. Mitä suurempaa lämpötilaa käytetään, sitä suuremmaksi kidekoko muo-dostuu. Jälkimmäisessä vaiheessa tapahtuvalla kuparin ja seleenin lisäämisellä taas voi-daan parantaa Cu(InGa)Se2-kerroksen pinnan tasaisuutta. Tämä voi olla hyödyllistä, sil-lä Cu(InGa)Se2-kerroksen pinnan on havaittu tulevan karkeammaksi, kun (InGa)2Se3-kerroksen valmistuksessa käytetään korkeaa lämpötilaa [31]. Samoin kuin alaluvussa 4.2 käsiteltyjen kadmiumtelluuri-kennojen kohdalla, myös Cu(InGa)Se2-pohjaisten kennojen kohdalla käytetään ikkunakerroksena toimivan CdS-kerroksen valmistamiseksi useimmiten kemiallista kylpyä (CBD)johtuen sen hyvistä ominaisuuksista hyvin ohuita kalvoja tehtäessä. CdS-kerros luodaan asettamalla Cu(InGa)Se2-kerros emäksiseen liuokseen joka koostuu kolmesta ainesosasta: kad-miumsuolasta (esimerkiksi CdSO4 tai CdCl2), rikin lähteestä, jona useimmiten toimii CSN2H4, sekä oikeanlaisen kemiallisen reaktion syntymisen edellyttämästä ainesosasta, tavallisesti ammoniakista. Näiden kolme ainesosan keskinäiset suhteet vaihtelevat hy-vinkin voimakkaasti eri valmistajien kesken. Prosessissa käytetty lämpötila on kuitenkin
4. TOISEN SUKUPOLVEN AURINKOKENNOT 77
aina 60 – 80 oC. CBD-menetelmän hyvistä ominaisuuksista huolimatta kalvoon muo-dostuu epäpuhtauksia kuten happea, vetyä ja hiiltä. Niiden on katsottu muun muassa pienentävän CdS-kerroksen optista energia-aukkoa [1]. Lämpötila on tärkeä suure CdS-kerroksen valmistuksessa, sillä käyttämällä alhaista lämpötilaa valmistuksen alussa muodostuu CdS- ja Cu(InGa)Se2-kerroksen rajapinnasta amorfinen, minkä on todettu olevan kennon toiminnan kannalta hyvä asia. Liitosalueen muodostumisen jälkeen voi-daan käyttää korkeampaa lämpötilaa, jolloin CdS-kerroksesta muodostuu kiteinen [33]. Johtuen CdS-kerroksessa olevan kadmiumin myrkyllisyydestä, on sen poistamiseksi ke-hitetty ratkaisuja, kuten CdS-kerroksen korvaaminen jollain sinkkiä sisältävällä materi-aalilla. Eräs mahdollisuus on myös liittää TCO-kerroksen ja CdS-kerroksen välissä ole-va, puskurikerroksena toimiva sinkkioksidi-kerros suoraan Cu(InGa)Se2-kerroksen pääl-le. Sinkin avulla on havaittu voitavan toteuttaa n-tyyppinen seostus, minkä vuoksi sen avulla periaatteessa olisi mahdollista korvata CdS-kerros. Joidenkin havaintojen mu-kaan kadmiumia sisältävä CdS-kerros kuitenkin passivoisi Cu(InGa)Se2-kerroksen pin-taa vähentäen ikkunakerroksessa tapahtuvaa rekombinaatiota riippumatta siitä, onko ik-kunakerroksena CdS-kerros itse vai joku toinen ratkaisu. Sen on myös arvioitu suojaa-van Cu(InGa)Se2-kerroksen pinnan lähellä olevaa aluetta TCO-kerroksen luomisen aika-na [1]. Eräs menetelmä muodostaa pn-rakenne sinkin avulla on lisätä sinkki Cu(InGa)Se2-ker-rokseen lämpödiffuusion avulla. Tällöin sinkin lähteenä käytetään orgaanista dimethyl-zinc-liuosta (DMZn), jonka kaava on (CH3)2Zn. DMZn:n käyttö voidaan toteuttaa sa-massa kammiossa, kuin Cu(InGa)Se2-kerroksen luominenkin ja vielä heti Cu(InGa)Se2-kerroksen luomisen jälkeen. Täten DMZn:n käyttö ei vaadi prosessilta lisälaitteita, mikä mahdollistaa hinnaltaan edullisten moduulien valmistamisen. Valmistusprosessissa DMZn-liuos kuumennetaan 300 oC:n lämpötilaan, jolloin Cu(InGa)Se2-kerros altistuu syntyneille höyryille. Sinkin tunkeutumissyvyys on riippuvainen prosessiin käytetystä ajasta. Eräässä tutkimuksessa parhaimpaan lopputulokseen päästiin, kun Cu(InGa)Se2-kerroksen annettiin olla 3 sekuntia alttiina DMZn-höyryille. Tällöin sinkin tunkeutumis-syvyys ja sitä kautta muodostuneen n-kerroksen paksuus oli 150 nm. Suurempi sinkki-pitoisuus johti heikentyneeseen hyötysuhteeseen. Tutkimuksen kohteena olleessa ken-nossa käytettiin ikkunakerroksena magnesiumsinkkioksidikerrosta, mistä myös ajautuu Cu(InGa)Se2-kerrokseen helposti sinkkiä. Tämä osaltaan vaikuttaa siihen, kuinka pit-käksi aikaa Cu(InGa)Se2-kerros tulee altistaa DMZn-höyryille. Edellä mainitussa tutki-muksessa onnistuttiin muutaman Cu(InGa)Se2-pohjaisen kennon hyötysuhteita kasvatta-maan keskimäärin jopa 2 %:lla, tosin kennojen hyötysuhde oli alun perinkin vain 2 %. Sinkin lisääminen Cu(InGa)Se2-kerrokseen lämpödiffuusion kautta, eli CIGS:Zn-ker-rosten käyttö, on osoittautunut lupaavaksi menetelmäksi, mutta niiden parissa joudutaan tekemään vielä tutkimusta liittyen sähköisiin ja optisiin ominaisuuksiin [30].
4. TOISEN SUKUPOLVEN AURINKOKENNOT 78
Eräs mielenkiintoa herättänyt ratkaisu ikkunakerroksen toteuttamiseksi ilman kadmiu-mia, on käyttää indiumsulfidista valmistettua kerrosta. Sen energia-aukko on kemialli-sesta rakenteesta riippuen 2,4 – 2,8 eV, mikä tarkoittaa, että se läpäisee paremmin aal-lonpituusväliltä 350 – 500 nm olevaa valoa, kuin perinteiset CdS-ikkunakerrokset. Indi-umsulfidikerroksen sisältävän kennon hyötysuhde jää kuitenkin selvästi alhaisemmaksi, kuin perinteisen CdS-kerroksen sisältävän kennon. Tämä johtuu indiumsulfidikerroksen ja Cu(InGa)Se2-kerroksen välisen liitoksen huonosta laadusta, mikä kasvattaa täyteker-rointa. Erään tutkimuksen mukaan liitoksen laadun on kuitenkin havaittu parantuvan sen altistuessa valolle [34]. 4.3.2. Cu(InGa)Se2-pohjaisten aurinkokennojen hyötysuhteen parantaminen Cu(InGa)Se2-pohjaisissa aurinkokennoissa absorptio- ja ikkunakerroksen rajapinta ei ole kennon toiminnan kannalta ongelmallinen, ja kiteiden rajapinnat ovat luonnostaan passiivisia [1]. Viimeksi mainittu johtuu kiteiden rajapinnoilla vaikuttavista laajentu-neista energia-aukoista, joiden seurauksena rajapintojen rekombinaationopeus, Sgb ei pääse vaikuttamaan kennon jännitteeseen tai täytekertoimeen [38]. Kennoja valmistet-taessa niihin ei myöskään pääse muodostumaan suuria määriä epäpuhtauksia, jotka liiaksi haittaisivat valmiiden kennojen toimintaa. Nämä seikat ovat parempien hyöty-suhteiden merkittävimpiä syitä esimerkiksi CdTe-pohjaisiin aurinkokennoihin verrattu-na. Cu(InGa)Se2-pohjaisissa kennoissa aiheuttaa kuitenkin merkittäviä tehohäviöitä me-kanismi nimeltä negatiiviset U-vauriot (engl. negative-U defects). Sillä tarkoitetaan ku-pari- ja seleeniatomien keskenään muodostamia, positiivisesti varautuneita molekyylejä. Niiden vuoksi absorptiokerroksen varausjakauma on hyvin epätasainen kennon ollessa termisessä tasapainossa. Kennon ollessa alttiina valolle tai sen bias-jännitteen muuttues-sa, järkkyy myös sen terminen tasapaino. Tällöin molekyyleissä tapahtuu rakenteellisia muutoksia, joiden seurauksena niiden varaus muuttuu negatiiviseksi. Tällöin molekyylit myös järjestäytyvät absorptiokerroksessa uudelleen, mikä vaikuttaa auringonsäteilyn synnyttämien varaustenkuljettajien liikkumiseen sekä kasvattaa rekombinaatiota. Lisäk-si viallisten molekyylien varaustilan muuttuminen aiheuttaa muutoksen kennon jännite-jakaumassa. Negatiivisten U-vaurioiden parissa tehty tutkimustyö on johtanut ilmiön parempaan ymmärtämiseen, mutta ilmiön vaikutusten pienentämiseksi ei vielä vuoteen 2009 mennessä ole onnistuttu tekemään ratkaisevaa läpimurtoa. Negatiiviset U-häviöt hankaloittavat Cu(InGa)Se2-pohjaisten kennojen parissa tehtävää standardoimistyötä ja sitä kautta myös kennojen pääsyä markkinoille [1, 35]. Myös Cu(InGa)Se2-pohjaisten kennojen hyötysuhdetta on yritetty kasvattaa optisten menetelmien avulla. Myös tässä tapauksessa optisten elementtien käyttö tarkoittaa hei-jastamattoman kerroksen ja heijastavan takapinnan käyttöä. Suorittamalla perinteisesti TCO-kerroksena käytetylle alumiinilla seostetulle sinkkioksidikerrokselle pintakäsitte-lyä, voidaan oikosulkuvirran tiheyttä JSC kasvattaa noin 7 %. Pintakäsittely tarkoittaa
4. TOISEN SUKUPOLVEN AURINKOKENNOT 79
epätasaisen pinnan luomista, jossa korkeimpien ja matalampien kohtien keskinäinen ero on noin 100 nm. Yleensä heijastamattoman kerroksen käytöstä saatava hyöty perustuu absorptiokerroksen sisällä tapahtuvan valon heijastusten kasvun, sekä kennon pinnasta tapahtuvan heijastuksen vähenemiseen. Cu(InGa)Se2-kennojen tapauksessa kuitenkin vain viimeksi mainitulla tekijällä on havaittu olevan hyötyä. Kennon sisällä tapahtuvia valon heijastuksia voidaan kuitenkin kasvattaa lisäämällä Mo-kerroksen ja Cu(InGa)Se2-kerroksen väliin sinkkioksidi-kerros. Pelkästään näin menettelemällä on oikosulkuvirran tiheyttä onnistuttu kasvattamaan noin 1,5 % verrattuna tilanteeseen, jos-sa ei ole käytetty mitään optisia hyötysuhteen parannusmenetelmiä. Jopa 12 %:n suurui-siin oikosulkuvirran parannuksiin on päästy käyttämällä Mo-kerroksen sijasta hopeista takakontaktia yhdessä sinkkioksidikerroksen kanssa. Hopean käyttö ei koidu ongelmal-liseksi, sillä Cu(InGa)Se2- ja hopeakerroksen välissä oleva sinkkioksidikerros estää ho-pean leviämisen muualle kennoon. Huolimatta saavutetuista hyötysuhteen parannuksis-ta, joudutaan Cu(InGa)Se2-pohjaisten kennojen parissa edelleen tekemään työtä valoan-soituksen, eli valon kennon sisällä pysymisen parantamiseksi, sillä huomattavan osan heijastuneesta valosta on todettu ajautuvan ulos absorptiokerroksesta [36]. Koska Cu(InGa)Se2-kerroksen energia-aukon suuruus 1,1 – 1,2 eV on kaukana ideaali-sesta (~1,5 eV), myös sitä kasvattamalla voitaisiin päästä huomattaviin hyötysuhteen parannuksiin. Tutkimusten mukaan galliumin käyttäminen alumiinin sijasta mahdollis-taa suurempien energia-aukkojen saavuttamisen. Sen käytön ongelmana oli pitkään Cu(InAl)Se2- ja Mo-kerrosten heikko kiinnittyminen, mikä rajoitti prosessissa käytetyn alustan lämpötilaa. Korkea alustan lämpötila on absorptiokerrosta valmistettaessa toi-vottavaa, sillä se mahdollistaa laadultaan paremman kerroksen aikaansaamisen, mikäli tarkastellaan kerroksen muita ominaisuuksia. Paksuudeltaan 5 nm olevan gallium-ker-roksen sijoittaminen Mo- ja Cu(InAl)Se2-kerrosten väliin on mahdollistanut hieman korkeampien lämpötilojen käytön. Kun suhdetta Al/(In + Al) on kasvatettu nollasta ar-voon 0,5, on Cu(InAl)Se2-kerroksen energia-aukkoa onnistuttu muuttamaan välillä 1,1 – 1,7 eV. Parhaimmillaan Cu(InAl)Se2-absorptiokeroksia käyttämällä on päästy 16,9 %:n hyötysuhteisiin. Se on kuitenkin huomattavasti vähemmän, kuin mitä perinteisten Cu(InGa)Se2-absorptiokerrosten avulla on päästy, minkä vuoksi alumiini ei toistaiseksi ole syrjäyttänyt galliumia Cu(InGa)(SeS)2-kerroksissa. Rikkiä on perinteisesti lisätty Cu(InGa)Se2-kerrosten pinnalle, jolloin sen ja ikkunakerroksen välissä olevalle tyhjen-nysalueelle on muodostunut Cu(InGa)(SeS)2-kerros. Sen on kuitenkin havaittu olevan varteenotettava keino energia-aukon kasvattamiseksi ainoastaan pinnan lähellä. Tähän on syynä rikin lisäämisen aiheuttama galliumin ajautuminen pois pinnalta. Tyhjäkäynti-jännitteen suuruuteen voidaan vaikuttaa myös vaikuttamalla Cu(InGa)(SeS)2-kerroksen valmistusprosessissa käytettyihin parametreihin. Indiumin ja galliumin keskinäinen suh-de on merkittävin tyhjäkäyntijännitteeseen vaikuttava tekijä. Tekijät, kuten prosessiläm-pötila puolestaan vaikuttavat muodostuvan kiderakenteen koostumukseen ja tätä kautta välillisesti myös tyhjäkäyntijännitteeseen [37].
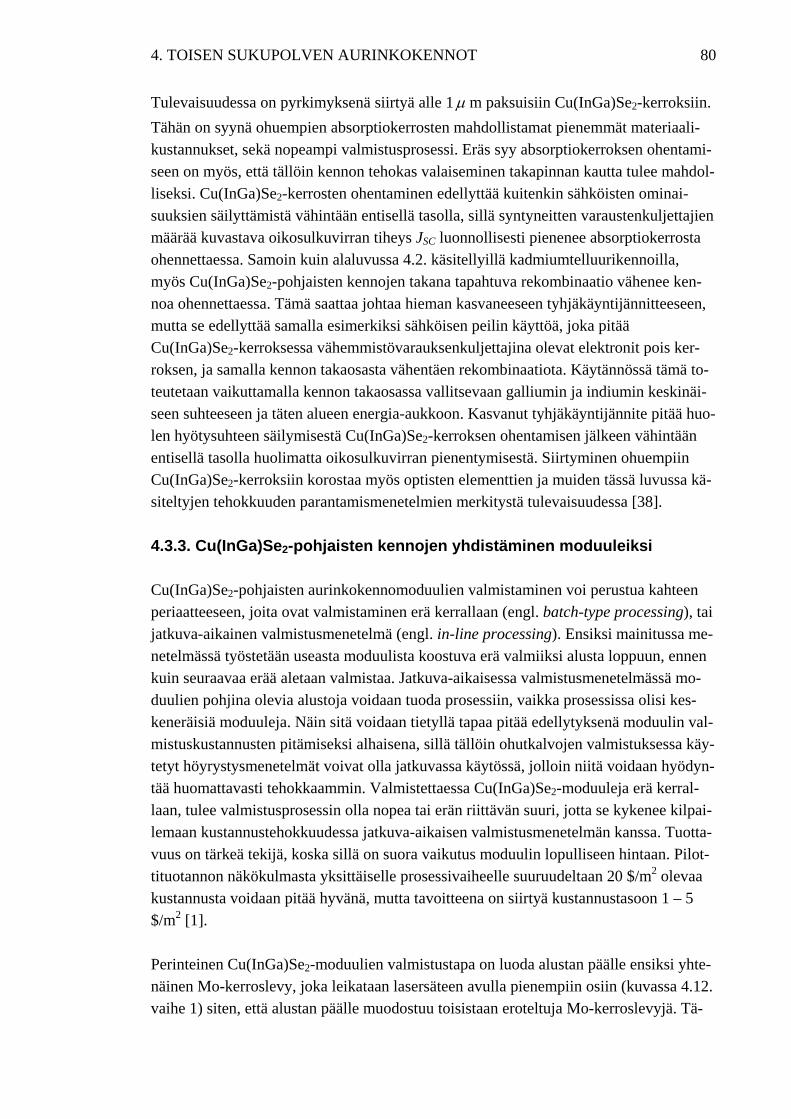
4. TOISEN SUKUPOLVEN AURINKOKENNOT 80
Tulevaisuudessa on pyrkimyksenä siirtyä alle 1µ m paksuisiin Cu(InGa)Se2-kerroksiin. Tähän on syynä ohuempien absorptiokerrosten mahdollistamat pienemmät materiaali-kustannukset, sekä nopeampi valmistusprosessi. Eräs syy absorptiokerroksen ohentami-seen on myös, että tällöin kennon tehokas valaiseminen takapinnan kautta tulee mahdol-liseksi. Cu(InGa)Se2-kerrosten ohentaminen edellyttää kuitenkin sähköisten ominai-suuksien säilyttämistä vähintään entisellä tasolla, sillä syntyneitten varaustenkuljettajien määrää kuvastava oikosulkuvirran tiheys JSC luonnollisesti pienenee absorptiokerrosta ohennettaessa. Samoin kuin alaluvussa 4.2. käsitellyillä kadmiumtelluurikennoilla, myös Cu(InGa)Se2-pohjaisten kennojen takana tapahtuva rekombinaatio vähenee ken-noa ohennettaessa. Tämä saattaa johtaa hieman kasvaneeseen tyhjäkäyntijännitteeseen, mutta se edellyttää samalla esimerkiksi sähköisen peilin käyttöä, joka pitää Cu(InGa)Se2-kerroksessa vähemmistövarauksenkuljettajina olevat elektronit pois ker-roksen, ja samalla kennon takaosasta vähentäen rekombinaatiota. Käytännössä tämä to-teutetaan vaikuttamalla kennon takaosassa vallitsevaan galliumin ja indiumin keskinäi-seen suhteeseen ja täten alueen energia-aukkoon. Kasvanut tyhjäkäyntijännite pitää huo-len hyötysuhteen säilymisestä Cu(InGa)Se2-kerroksen ohentamisen jälkeen vähintään entisellä tasolla huolimatta oikosulkuvirran pienentymisestä. Siirtyminen ohuempiin Cu(InGa)Se2-kerroksiin korostaa myös optisten elementtien ja muiden tässä luvussa kä-siteltyjen tehokkuuden parantamismenetelmien merkitystä tulevaisuudessa [38]. 4.3.3. Cu(InGa)Se2-pohjaisten kennojen yhdistäminen moduuleiksi Cu(InGa)Se2-pohjaisten aurinkokennomoduulien valmistaminen voi perustua kahteen periaatteeseen, joita ovat valmistaminen erä kerrallaan (engl. batch-type processing), tai jatkuva-aikainen valmistusmenetelmä (engl. in-line processing). Ensiksi mainitussa me-netelmässä työstetään useasta moduulista koostuva erä valmiiksi alusta loppuun, ennen kuin seuraavaa erää aletaan valmistaa. Jatkuva-aikaisessa valmistusmenetelmässä mo-duulien pohjina olevia alustoja voidaan tuoda prosessiin, vaikka prosessissa olisi kes-keneräisiä moduuleja. Näin sitä voidaan tietyllä tapaa pitää edellytyksenä moduulin val-mistuskustannusten pitämiseksi alhaisena, sillä tällöin ohutkalvojen valmistuksessa käy-tetyt höyrystysmenetelmät voivat olla jatkuvassa käytössä, jolloin niitä voidaan hyödyn-tää huomattavasti tehokkaammin. Valmistettaessa Cu(InGa)Se2-moduuleja erä kerral-laan, tulee valmistusprosessin olla nopea tai erän riittävän suuri, jotta se kykenee kilpai-lemaan kustannustehokkuudessa jatkuva-aikaisen valmistusmenetelmän kanssa. Tuotta-vuus on tärkeä tekijä, koska sillä on suora vaikutus moduulin lopulliseen hintaan. Pilot-tituotannon näkökulmasta yksittäiselle prosessivaiheelle suuruudeltaan 20 $/m2 olevaa kustannusta voidaan pitää hyvänä, mutta tavoitteena on siirtyä kustannustasoon 1 – 5 $/m2 [1]. Perinteinen Cu(InGa)Se2-moduulien valmistustapa on luoda alustan päälle ensiksi yhte-näinen Mo-kerroslevy, joka leikataan lasersäteen avulla pienempiin osiin (kuvassa 4.12. vaihe 1) siten, että alustan päälle muodostuu toisistaan eroteltuja Mo-kerroslevyjä. Tä-
4. TOISEN SUKUPOLVEN AURINKOKENNOT 81
män jälkeen alustan päälle lisätään Cu(InGa)Se2-, ikkuna-, sekä korkearesistanssinen sinkkioksidi-kerros. Tähän kerrosrakenteeseen luodaan mekaanisten leikkaustoimenpi-teiden avulla rakoja (kuvassa 4.12. vaihe 2), joiden syvyys ulottuu aina Mo-kerrokselle saakka ja jotka sijoittuvat Mo-kerrokseen lasersäteellä tehtyjen rakojen viereen. Koko kerrosrakenteen päälle luodaan tämän jälkeen TCO-kerros, joka edellisen vaiheen vuok-si ulottuu Mo-kerrokselle niissä kohdin, kuin mekaanisesti luotu rako on. Jotta saataisiin luotua yksittäisiä kennoja, suoritetaan vielä toinen mekaaninen leikkaus (kuvassa 4.12. vaihe 3), joiden seurauksena kerrosrakenteeseen syntyy rakoja edellisessä vaiheessa me-kaanisesti luotujen rakojen viereen.
Kuva 4.12. Cu(InGa)Se2-moduulin perusrakenne. Kuvassa olevat numerot 1, 2 ja 3 ku-vastavat, missä järjestyksessä rakenteelle tietyt leikkaustoimenpiteet on tehty. [1, 13.6.3] Nyt on aikaansaatu yksittäisistä kennoista koostuva moduuli, jossa kennot on kytketty sarjaan siten, että kukin kenno on sähköisessä kontaktissa edelliseen kennoon Mo-ker-roksen kautta ja seuraavaan kennoon TCO-kerroksen kautta. Moduulin kokonaisvirta kulkee näin kaikkien kennojen läpi ja kokonaisjännite on yksittäisen kennojen jännittei-den summa. Kuvasta 4.12. nähdään selvästi eri kennojen välissä olevat raot ja kuinka jokaisen kennon TCO-kerros on kytketty seuraavan kennon Mo-kerrokseen [1]. Perinteisen valmistustavan lisäksi on kehitetty myös uudenlainen menetelmä, jossa yk-sittäisten Mo-kerrosten luomisen jälkeen rakenteen päälle lisätään kaikki kennoon tule-vat kerrokset, mukaan lukien TCO-kerros. Edellä kuvatussa prosessissa toinen leikkaus-vaihe, eli mekaanisista leikkausvaiheista ensimmäinen, on nyt korvattu laserkuumen-nuksella. Se tekee kapean kaistan korkearesistanssisesta Cu(InGa)Se2-kerroksesta säh-köä johtavaksi, eli luo sähköisen kontaktin TCO- ja Mo-kerrosten välille. Samoin kuin edellisessäkin prosessissa, suoritetaan tämän jälkeen vielä mekaaninen leikkaus, joka luo rakoja kennojen välille. Syntynyt rakenne vastaa muutoin perinteistä moduulin val-
4. TOISEN SUKUPOLVEN AURINKOKENNOT 82
mistustapaa, mutta nyt TCO- ja Mo-kerros eivät kosketa fyysisesti toisiaan, vaan säh-köinen kontakti niiden välille on luotu Cu(InGa)Se2/CdS-rakenteeseen luodun kapean, sähköä johtavan kaistaleen avulla. Tällä tavoin TCO- ja Mo-kerroksen välinen resistans-si jää kuitenkin hieman suuremmaksi, kuin perinteisessä menetelmässä, koska virta kul-kee laserkuumennusvaiheella tehdyssä kapeassa kaistassa, eikä Cu(InGa)Se2-kerroksen läpi, kuten kuvan 4.12. moduulin tapauksessa. Kapean Cu(InGa)Se2-kaistan johtavuus on kuitenkin riittävän hyvä käytännön sovelluksia varten [33]. Kun moduuli on saatu valmiiksi, luodaan seuraavaksi alustan reunoille sähköiset väylät, jotka toimivat moduulin kontakteina ulkoiseen järjestelmään. Ennen kuin moduulin päälle lisätään lasikerros, poistetaan alustan reunoilta siellä olevat ohutkalvokerrokset, jotta laminointimateriaalin pitoa saataisiin parannettua. Cu(InGa)Se2-moduuleilla lami-nointimateriaalina käytetään tavallisesti etyleenivinyyliasetaattia (EVA). Näiden vaihei-den jälkeen saatetaan vielä suorittaa reunojen sulkeminen sekä kehystys [1]. Moduulia valmistettaessa syntyy siinä oleviin kennoihin tahattomasti alueita, jotka eivät kykene alkuperäisestä tarkoituksesta huolimatta absorboimaan auringonsäteilyä. Ne yhdessä moduulin valmistuksen seurauksena kasvaneen sarjaresistanssin kanssa ovat aiheutta-neet Cu(InGa)Se2-moduulien hyötysuhteen alenemisen perinteisesti noin 1 %:lla. Sarja-resistanssihäviöitä on onnistuttu tuntuvasti pienentämään, mutta Cu(InGa)Se2-moduuli-en hyötysuhteen saaminen yksittäisiä kennoja vastaavalle tasolle on edelleen merkittävä haaste. Hyötysuhteen alenemistakin merkittävämpi ongelma Cu(InGa)Se2-moduulien kannalta on kosteuden tunkeutuminen moduulin sisään, mikä asettaa paineita kotelointi-teknologian kehittämiselle [1, 41, 45]. Myös laminoinnissa käytetyllä etyleenivinyyli-asetaatilla on tärkeä merkitys kosteuden torjunnassa ja siksi sen ominaisuuksia yritetään parantaa käytännön aurinkokennosovelluksia varten [33]. Cu(InGa)Se2-pohjaisissa aurinkokennoissa tavallisesti käytetyn natriumkarbonaatti-kalkki-lasin sijasta voidaan käyttää joustavia alustoja, kuten muidenkin ohutkalvoken-nojen kohdalla. Tällöin kennosta tulee paitsi joustava, myös hyvin kevyt, mikä mahdol-listaa sen käytön tietyissä erikoissovelluksissa. Joustavilla alustoilla on myös valmistus-tekninen etu, sillä joustavuuden vuoksi niiden kohdalla monien valmistusmenetelmien soveltaminen on entistä tehokkaampaa ja täten koko valmistusprosessista saadaan entis-tä kustannustehokkaampi. Ominaisuuksiltaan parhaimmiksi joustaviksi alustoiksi ovat Cu(InGa)Se2-kennojen kohdalla osoittautuneet polyimidi (engl. polyimide), titaani, sekä teräs. Näistä kolmesta polyimidin heikkoutena on alhaisempi lämpötilansieto, mikä asettaa käytettävän lämpötilan välille 400 oC – 450 oC, sekä Cu(InGa)Se2-kerrokseen suhteutettuna epäedullisemmat lämpölaajenemisominaisuudet verrattuna yleisesti käy-tettyyn natriumkarbonaatti-kalkki-lasiin [1]. Epäedullisemmilla lämpölaajenemisomi-naisuuksilla tarkoitetaan, että Cu(InGa)Se2-kerroksella on korkea ja polyimidillä alhai-nen lämpölaajenemiskerroin. Kun edellä mainitut kerrokset jäähtyvät valmistusproses-sissa käytettyjen kuumien vaiheiden jälkeen, syntyy kerrosten välille mekaanista jänni-tystä. Tämä aiheuttaa helposti murtumia Cu(InGa)Se2-kerrokseen, joista puolestaan voi
4. TOISEN SUKUPOLVEN AURINKOKENNOT 83
seurata jopa oikosulkuja. Murtumat saattavat aiheuttaa myös Cu(InGa)Se2-kerroksen täydellisen tuhoutumisen [39]. Polyimidi-kerroksen lämpötila ei saisi olla korkeampi kuin 450 oC, mutta lämpötilan mittaaminen ja kontrollointi on erittäin hankalaa, johtuen kerroksen hyvin pienestä mas-sasta. Ongelmaksi on osoittautunut myös riittävän hyvän kiinnittymisen luominen Mo- ja Cu(InGa)Se2-kerrosten välille, joskin tätä ongelmaa on onnistuttu lieventämään [37]. Titaani ja teräs johtavat sähköä, minkä vuoksi niiden käyttö edellyttää eristävän kerrok-sen käyttöä, kun yhtenäiseen alustaan pohjautuen valmistetaan sarjaan kytketyistä ken-noista koostuvaa moduulia. Laajan mutta virheettömän eristävän kerroksen valmistami-nen on hankalaa. Lisäksi kaikkien joustavien alustojen kohdalla natrium joudutaan tuo-maan Cu(InGa)Se2-kerrokseen erikseen, koska se ei nyt ajaudu alustan kautta [1]. Myös alumiinin käyttöä Cu(InGa)Se2-kennojen alustana on kokeiltu. Se on kevyttä ja hinnal-taan edullista, mutta myös sen lämpölaajenemiskerroin poikkeaa voimakkaasti Cu(InGa)Se2-kerroksen vastaavasta. Lisäksi kaikkien joustavien alustojen ongelmana on Cu(InGa)Se2-kennon hyötysuhteen jääminen alhaisemmaksi, kuin natriumkarbonaat-ti-kalkki-lasia käytettäessä [39]. Moduulien valmistuksessa perinteisesti käytetyt laser- ja mekaaniset leikkausmenetelmät eivät myöskään sovellu joustavien alustojen kohdalla käytettäviksi, koska alustat ovat erittäin ohuita. Tämän vuoksi joustavia alustoja käyttä-mällä ei voida valmistaa kovin laaja-alaisia moduuleja ennen sopivien leikkaustoimen-piteiden kehittämistä [39, 40]. Joustavia alustoja käytettäessä ongelma on myös kosteu-den tunkeutuminen moduulin sisään [41]. 4.3.4. Cu(InGa)Se2-pohjaisten kennojen tulevaisuuden näkymät ja SWOT-analyysi Cu(InGa)Se2-pohjaisten aurinkokennojen kohdalla on parhaimmillaan päästy jopa 19,9 %:n hyötysuhteeseen, joka on saavutettu Yhdysvaltojen energiaministeriön alaisuuteen kuuluvassa uudistuvien energialähteiden laboratoriossa. Laaja-alaisilla, kaupallisesti tuotetuilla Cu(InGa)Se2-moduuleilla on parhaimmillaan päästy noin 12 %:n hyötysuh-teeseen. Huolimatta jo 1970-luvulla alkaneesta tutkimuksesta ja tuotekehityksestä Cu(InGa)Se2-kennojen parissa, alkoi niiden laajempi teollinen tuotanto vasta 2000-lu-vulla. Teollisen tuotannon lähdettyä käyntiin, on Cu(InGa)Se2-kennojen tuotanto kasva-nut räjähdysmäisesti. Cu(InGa)Se2-materiaalin kehno tuntemus hidasti pitkään teknolo-gian kehittymistä ja materiaalin ominaisuuksien tuntemiseksi joudutaan edelleenkin te-kemään työtä muun muassa laadunvalvontamenetelmien kehittämistä varten. Cu(InGa)Se2-materiaalin ominaisuuksien parempi tunteminen on edellytys myös tyhjä-käyntijännitettä VOC pienentävien vikojen alkuperän ja kemiallisen ja sähköisen luon-teen tuntemiseksi. Myös valmistuksessa käytettävien laitteiden standardoimattomuus on edelleen huomattava ongelma mikä on korjattava, ennen kuin Cu(InGa)Se2-pohjaiset kennot voivat päästä todella laajaan kaupalliseen tuotantoon [1, 41, 44].
4. TOISEN SUKUPOLVEN AURINKOKENNOT 84
Ennen kuin Cu(InGa)Se2-materiaalin ominaisuuksia ymmärretään paremmin, on lupaa-vin keino hyötysuhteen parantamiseksi muodostaa useasta yksittäisestä kennosta koos-tuvia rakenteita. Pelkästään kahdesta kennosta koostuvalla tandem-rakenteella on uskot-tu voitavan päästä 25 %:n ja jopa sitä suurempiin hyötysuhteisiin. Energia-aukoltaan yli 1,5 eV:n Cu(InGa)Se2-kerrosten parissa joudutaan tekemään vielä kehitystyötä, sillä muiden kennon ominaisuuksien on havaittu heikkenevän siirryttäessä suuremman ener-gia-aukon absorptiokerroksiin. Cu(InGa)Se2-kerroksen, jonka energia-aukko on väliltä 1,6 - 1,75 eV, on katsottu olevan edellytys muodostettaessa monikiteisiin Cu(InGa)Se2-ohutkalvoihin perustuvia tandem-kennoja. Tällaista kerrosta käytettäisiin tandem-ken-nojen ylimmäisen kennon absorptiokerroksena alemman kennon koostuessa 1,0 – 1,3 eV suuruisen energia-aukon omaavasta absorptiokerroksesta. Edellä mainittu kohtalai-sen pieni energia-aukko voidaan toteuttaa luomalla kerrokseen suurempi indium-pitoi-suus verrattuna gallium-pitoisuuteen. Ylemmän kennon absorptiokerroksessa tarvittava suurempi energia-aukko taas voidaan aikaansaada luomalla kerrokseen suhteellisesti suurempi gallium-pitoisuus. Tandem-rakenteissa, joissa Cu(InGa)Se2-kerrosta käytetään alimmaisen kennon absorptiokerroksena, voidaan ylimmäisenä kennona käyttää myös a-Si-, CdTe-pohjaista- tai jopa alaluvussa 6.1 käsiteltävää väriaineaurinkokennoa. Myös kolmesta kerroksesta koostuvien kennorakenteiden luominen on mahdollista. Täl-löin keskimmäisen kennon absorptiokerroksen energia-aukko on lähes yhtä suuri, kuin ylimmän kennon absorptiokerroksen energia-aukko. Kolmen kennon InGaP/InGaAs/ Ge-rakenteella on päästy 31 %:n hyötysuhteeseen. Kaikissa useasta yksittäisestä ken-nosta koostuvissa rakenteissa joudutaan käyttämään läpinäkyvää liitosmateriaalia yksit-täisten kennojen välissä. Läpinäkyväksi liitosmateriaaliksi soveltuu esimerkiksi alumii-nilla tai galliumilla seostettu sinkkioksidi. Näistä varsinkin alumiinilla seostettu sinkki-oksidi saattaa aiheuttaa ei-toivottua heijastumista, mitä voidaan lieventää lisäämällä ZnO:Al-kerroksen ja absorptiokerroksen väliin 5 – 10 nm paksuinen molybdeenikerros. Alemman kennon tulee aina myös kestää ylemmän kennon valmistuksessa käytettäviä korkeita lämpötiloja, mikä saattaa edellyttää esimerkiksi lämpötilaltaan alhaisempien prosessien käyttämistä [1, 43]. Cu(InGa)Se2-kerrosten valmistamisessa on perinteisesti käytetty korkeita prosessiläm-pötiloja johtuen tällä tavoin saavutettavasta paremmasta laadusta. Pyrkimyksenä on kui-tenkin siirtyä matalampiin lämpötiloihin, koska ne mahdollistavat myös joustavien alus-tojen käytön. Toinen syy on kennoon murtumia aiheuttavien termisten rasitusten vähen-täminen. Alhaisemmat lämpötilat myös nopeuttavat valmistusprosessia, koska lämmi-tykseen ja jäähdytykseen kuluu vähemmän aikaa [1]. Cu(InGa)Se2-pohjaisen aurinkokennoteknologian tulevaisuutta voidaan arvioida SWOT-analyysin avulla, jonka graafinen esitys on kuvassa 4.13.
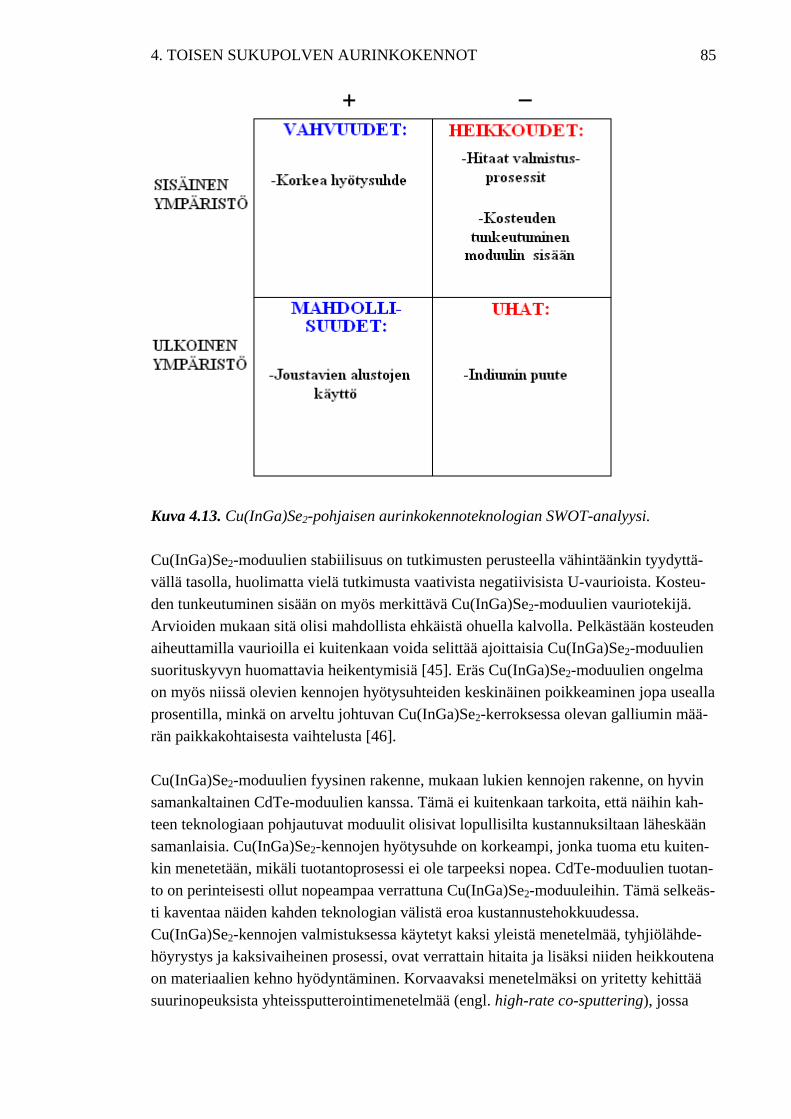
4. TOISEN SUKUPOLVEN AURINKOKENNOT 85
Kuva 4.13. Cu(InGa)Se2-pohjaisen aurinkokennoteknologian SWOT-analyysi. Cu(InGa)Se2-moduulien stabiilisuus on tutkimusten perusteella vähintäänkin tyydyttä-vällä tasolla, huolimatta vielä tutkimusta vaativista negatiivisista U-vaurioista. Kosteu-den tunkeutuminen sisään on myös merkittävä Cu(InGa)Se2-moduulien vauriotekijä. Arvioiden mukaan sitä olisi mahdollista ehkäistä ohuella kalvolla. Pelkästään kosteuden aiheuttamilla vaurioilla ei kuitenkaan voida selittää ajoittaisia Cu(InGa)Se2-moduulien suorituskyvyn huomattavia heikentymisiä [45]. Eräs Cu(InGa)Se2-moduulien ongelma on myös niissä olevien kennojen hyötysuhteiden keskinäinen poikkeaminen jopa usealla prosentilla, minkä on arveltu johtuvan Cu(InGa)Se2-kerroksessa olevan galliumin mää-rän paikkakohtaisesta vaihtelusta [46]. Cu(InGa)Se2-moduulien fyysinen rakenne, mukaan lukien kennojen rakenne, on hyvin samankaltainen CdTe-moduulien kanssa. Tämä ei kuitenkaan tarkoita, että näihin kah-teen teknologiaan pohjautuvat moduulit olisivat lopullisilta kustannuksiltaan läheskään samanlaisia. Cu(InGa)Se2-kennojen hyötysuhde on korkeampi, jonka tuoma etu kuiten-kin menetetään, mikäli tuotantoprosessi ei ole tarpeeksi nopea. CdTe-moduulien tuotan-to on perinteisesti ollut nopeampaa verrattuna Cu(InGa)Se2-moduuleihin. Tämä selkeäs-ti kaventaa näiden kahden teknologian välistä eroa kustannustehokkuudessa. Cu(InGa)Se2-kennojen valmistuksessa käytetyt kaksi yleistä menetelmää, tyhjiölähde-höyrystys ja kaksivaiheinen prosessi, ovat verrattain hitaita ja lisäksi niiden heikkoutena on materiaalien kehno hyödyntäminen. Korvaavaksi menetelmäksi on yritetty kehittää suurinopeuksista yhteissputterointimenetelmää (engl. high-rate co-sputtering), jossa
4. TOISEN SUKUPOLVEN AURINKOKENNOT 86
käytetään useita sylinterin muotoisia magnetroneja tuottamaan radiotaajuisia jännitteitä. Suurinopeuksista yhteissputterointia ei kuitenkaan toistaiseksi ole onnistuttu kehittä-mään niin tehokkaaksi, että sitä voitaisiin hyödyntää Cu(InGa)Se2-kennojen valmistuk-sessa [45]. Tulevaisuudessa puolijohteiden saatavuus ja hinta tulevat olemaan entistä suurempia moduulien loppuhintoihin vaikuttavia tekijöitä. Cu(InGa)Se2-moduulien kohdalla tämä huolenaihe kohdistuu indiumiin. Sen puute voi tulevaisuudessa haitata laajamittaista Cu(InGa)Se2-moduulien tuotantoa. Tähän on suurimpana syynä kilpailu indiumvaroista elektroniikkateollisuuden kanssa, joka käyttää indiumia muun muassa LCD-näyttöihin. Kilpailun seurauksena on indiumin kilohinta noussut vuonna 2002 vallinneesta 60 – 70 $:sta vuonna 2005 vallinneeseen 970 $:iin [40, 42, 45]. Vaikka 1 kW:n Cu(InGa)Se2-moduuliin tarvitaankin vain 20 g indiumia, on tilanne vakava Cu(InGa)Se2-kennoja val-mistavalle teollisuudelle, joka tähtää maailmanlaajuiseen, gigawattiluokan vuotuiseen tuotantoon. Arvioiden mukaan maailman indiumvarat ovat kuitenkin seitsemän kertaa suuremmat kuin hopeavarat ja että Cu(InGa)Se2-moduuleja voitaisiin tuottaa vuosittain tehomääräl-tään 20 GW ilman, että maailman indiumvarat ylirasittuisivat. Mikäli näyttöteknologias-sa onnistutaan kehittämään menetelmiä, jotka poistavat indiumin käytön, merkitsee se entistä valoisampaa tulevaisuutta Cu(InGa)Se2-teknologialle [40]. Siirtyminen ohuem-piin kerroksiin tulee toteutuessaan myös lieventämään mahdollista indium-pulaa [46]. Indium on myös mahdollista jättää Cu(InGa)Se2-kerroksista kokonaan pois, jolloin muodostuvan CuGaSe2-kerroksen avulla ei kuitenkaan päästä yhtä suuriin hyötysuhtei-siin, kuin indiumin ollessa mukana [42]. Mikäli indiumin puute ei koidu ongelmaksi tekevät korkea hyötysuhde, kohtalaisen hy-vä stabiilisuus, sekä suuri toleranssi materiaali- ja prosessimuutoksille Cu(InGa)Se2-pohjaisesta aurinkokennoteknologiasta tulevaisuuden kannalta hyvin lupaavan [1, 44]. Cu(InGa)Se2-kennojen kohdalla uskotaan päästävän jopa 25 %:n ja Cu(InGa)Se2-mo-duulienkin kohdalla jopa 18 %:n hyötysuhteeseen. Huolimatta amorfiseen piihin perus-tuvien aurinkokennojen pitkään kestäneestä asemasta selkeästi yleisimpänä ohutkalvo-kennotyyppinä, uskotaan Cu(InGa)Se2-pohjaisten kennojen osuuden kaikista ohutkalvo-kennoista olevan 34 % jo vuonna 2010 [40]. Tämä edellyttää myös uusien sovelluskoh-teiden löytämistä koko Cu(InGa)Se2-pohjaiselle kennoteknologialle. Mahdollisuus val-mistaa Cu(InGa)Se2-kennot joustavalle alustalle tarjoaa siihen hyvät edellytykset [1].

87
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVOKENNOT
Aurinkokennojen kaupallistumista on aina hankaloittanut teknologian heikko kilpailu-kyky muihin energiamuotoihin nähden. Sinnikkäästä ja kauan kestäneestä tutkimustyös-tä huolimatta hyötysuhteen parantamisessa ei ole onnistuttu saavuttamaan varsinaista lä-pimurtoa. Heikon suorituskyvyn taustalla olevat perimmäiset syyt on aina ymmärretty, samoin kuin periaatteelliset keinot niiden poistamiseksi, mutta teknologia ei ole mah-dollistanut hyötysuhdetta merkittävästi parantavien keinojen toteuttamista. Suoritusky-kyä onkin yritetty parantaa esimerkiksi vaikuttamalla kennoissa käytettävien materiaali-en ominaisuuksiin, sekä eri komponenttien keskinäisiin mittasuhteisiin. Merkittäviä suorituskyvyn parannuksia on yritetty saavuttaa myös yhdistelemällä olemassa olevien kennojen parhaita ominaisuuksia. Esimerkkinä tästä ovat piihin perustuvat ohutkalvo-kennot, jotka yrittävät yhdistää ensimmäisen sukupolven, eli kiteiseen piihin perustuvi-en kennojen, sekä ohutkalvotekniikoiden parhaita puolia. Aurinkokennojen suorituskykyä on perinteisesti yritetty parantaa myös erilaisilla opti-silla menetelmillä, kuten käsittelemällä kennojen pinnalla olevia läpinäkyviä kerroksia, tai lisäämällä kennojen taakse peilejä, tarkoituksena kennon sisällä tapahtuvien heijas-tusten kasvattaminen. Suuren mittaluokan optisia sovelluksia ovat hieman kookkaampi-en peilien tai linssien käyttö auringon säteilyn keskittämiseen. Tällöin varsinaisina ken-noelementteinä voidaan käyttää kalliita moniliitoskennoja ja samalla on myös mahdol-lista säästää aurinkosähköjärjestelmän viemää tilaa. Kokoonpanoja, joissa suuren koko-luokan optisia elementtejä käytetään osana kalliita kennoelementtejä, kutsutaan aurinko-keräinkennoiksi. Yhteistä niille, sekä edellä mainituille piihin perustuville ohutkalvo-kennoille on, että kummankin avulla pyritään saavuttamaan suuri hyötysuhde edullises-ti. Näiden kummankin teknologian teoriassa valtavasta potentiaalista huolimatta, on nii-den kohdalla edelleen huomattavia ongelmia, joiden vuoksi ne eivät ennen vuotta 2010 ole onnistuneet auttamaan aurinkokennoteollisuutta täyttämään niitä odotuksia, joita sii-hen on kohdistettu [1]. Tässä luvussa käsitellään sekä piihin perustuvia ohutkalvokenno-ja, että aurinkokeräinkennoja ja perehdytään niiden teknisiin ominaisuuksiin, sekä po-tentiaaliin tulevaisuuden energiantuotannossa.
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
88
5.1. Piihin perustuvat ohutkalvokennot Piihin perustuvat ohutkalvokennot yrittävät yhdistää kiteiseen piihin perustuvien kenno-jen, sekä ohutkalvokennojen parhaita ominaisuuksia. Konkreettisesti tämä tarkoittaa ai-noastaan ohuiden piikennojen valmistamista. Tällä tavalla voidaan saavuttaa kustannus-säästöjä kahdella tavalla. Ensinnäkin piitä voidaan käyttää vähemmän, jolloin materiaa-likustannukset pienenevät. Toiseksi piiohutkalvojen valmistuksessa on mahdollista käyttää ohutkalvojen valmistusmenetelmiä, jotka ovat edullisempia verrattuna ensim-mäisen sukupolven kennojen valmistuksessa käytettyyn perinteiseen kiderakenteen kas-vatusprosessiin. Myös vaatimukset piin puhtaudelle ovat piiohutkalvojen kohdalla pie-nemmät. Tähän on syynä ohuempi absorptiokerros, jonka ansiosta syntyneet varauksen-kuljettajat on helpompi johtaa onnistuneesti ulkoiseen piiriin, kuin perinteisissä piihin perustuvissa aurinkokennoissa. Ohuempien kennojen avulla on myös mahdollista pie-nentää rekombinaatiota. Pii on kuitenkin epäsuoran energia-aukon puolijohde, mikä kasvattaa siitä valmistetun kennon paksuutta. Tähän on syynä piin pieni absorptioker-roin α . Tämän vuoksi piin avulla ei kyetä valmistamaan niin ohuita kennoja, kuin var-sinaisista ohutkalvomateriaaleista. Piitä käyttävä kennoteollisuus on hyötynyt paljon elektroniikkateollisuudessa tehdyistä innovaatioista. Täten sieltä periytyvät myös monet toimintamallit. Näistä eräs on käyt-tää paksuja piikiekkoja, jolloin riski mekaanisen- tai lämpökäsittelyn aiheuttamien mur-tumien syntymiselle on pienempi. Tämä on eräs syy, miksi piikennojen suorituskykyä on yritetty parantaa ensisijaisesti materiaali- ja valmistusteknisin keinoihin. Tämä on toisaalta merkittävästi auttanut tuntemaan piikennojen ominaisuuksia ja kehittämään niiden valmistamiseksi käytettävää teknologiaa. Mahdollisimman paksuja kennoja on haluttu käyttää myös siksi, että valoa absorboiva tilavuus on haluttu pitää mahdollisim-man suurena. Valon spektrin puoliväliä vastaavan aallonpituuden λ mid-point arvo on 1,05 µ m, jota vastaavan absorptiokertoimen käänteisluvun α -1 arvo on noin 700 µ m. Tä-mä tarkoittaa, että absorboidakseen auringon säteilyn spektristä mahdollisimman suuren osan, tulee aurinkokennon paksuuden olla yli 700 µ m. Aurinkokennon synnyttämän virran suuruus kuitenkin saturoituu nopeasti, mikäli piikennon paksuutta kasvatetaan reilusti yli tämän arvon. Lisäksi on osoitettu, että jo noin 300 µ m paksuisten kennojen virta on korkeintaan n. 5 % pienempi, kuin edellä mainittu saturoitunut virta. Tämä tar-koittaa, että 300 µ m paksuiset kennot voivat olla riittävän tehokkaita tasaisten alusto-jen päälle rakennettuina. Myös kehittynyt piikiekkojen käsittelytekniikka on tehnyt ohu-empiin piistä valmistettuihin aurinkokennoihin siirtymisen mahdolliseksi [1]. Piihin pe-rustuvien ohutkalvokennojen etuina luvussa 4 käsiteltyihin varsinaisiin ohutkalvoken-noihin on, ettei niitä valmistettaessa jouduta käsittelemään myrkyllisiä tai ympäristölle vaarallisia aineita. Lisäksi ohentamisen seurauksena piihin perustuvat aurinkokennot
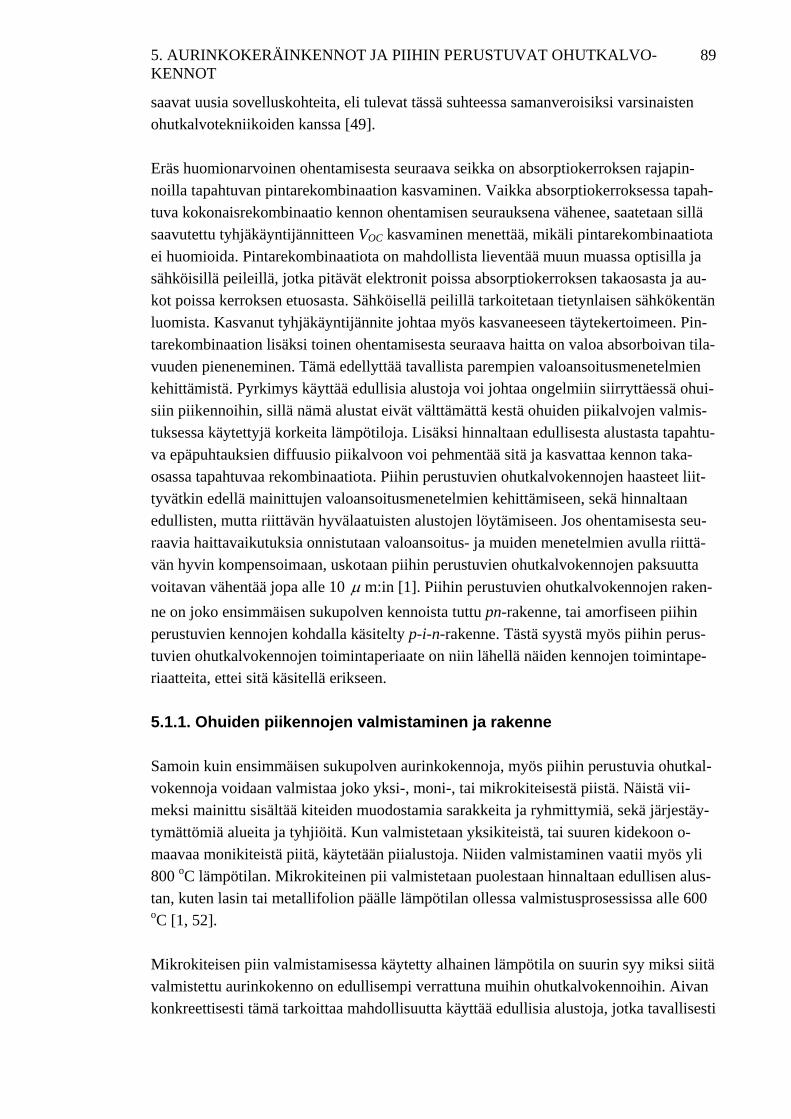
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
89
saavat uusia sovelluskohteita, eli tulevat tässä suhteessa samanveroisiksi varsinaisten ohutkalvotekniikoiden kanssa [49]. Eräs huomionarvoinen ohentamisesta seuraava seikka on absorptiokerroksen rajapin-noilla tapahtuvan pintarekombinaation kasvaminen. Vaikka absorptiokerroksessa tapah-tuva kokonaisrekombinaatio kennon ohentamisen seurauksena vähenee, saatetaan sillä saavutettu tyhjäkäyntijännitteen VOC kasvaminen menettää, mikäli pintarekombinaatiota ei huomioida. Pintarekombinaatiota on mahdollista lieventää muun muassa optisilla ja sähköisillä peileillä, jotka pitävät elektronit poissa absorptiokerroksen takaosasta ja au-kot poissa kerroksen etuosasta. Sähköisellä peilillä tarkoitetaan tietynlaisen sähkökentän luomista. Kasvanut tyhjäkäyntijännite johtaa myös kasvaneeseen täytekertoimeen. Pin-tarekombinaation lisäksi toinen ohentamisesta seuraava haitta on valoa absorboivan tila-vuuden pieneneminen. Tämä edellyttää tavallista parempien valoansoitusmenetelmien kehittämistä. Pyrkimys käyttää edullisia alustoja voi johtaa ongelmiin siirryttäessä ohui-siin piikennoihin, sillä nämä alustat eivät välttämättä kestä ohuiden piikalvojen valmis-tuksessa käytettyjä korkeita lämpötiloja. Lisäksi hinnaltaan edullisesta alustasta tapahtu-va epäpuhtauksien diffuusio piikalvoon voi pehmentää sitä ja kasvattaa kennon taka-osassa tapahtuvaa rekombinaatiota. Piihin perustuvien ohutkalvokennojen haasteet liit-tyvätkin edellä mainittujen valoansoitusmenetelmien kehittämiseen, sekä hinnaltaan edullisten, mutta riittävän hyvälaatuisten alustojen löytämiseen. Jos ohentamisesta seu-raavia haittavaikutuksia onnistutaan valoansoitus- ja muiden menetelmien avulla riittä-vän hyvin kompensoimaan, uskotaan piihin perustuvien ohutkalvokennojen paksuutta voitavan vähentää jopa alle 10 µ m:in [1]. Piihin perustuvien ohutkalvokennojen raken-ne on joko ensimmäisen sukupolven kennoista tuttu pn-rakenne, tai amorfiseen piihin perustuvien kennojen kohdalla käsitelty p-i-n-rakenne. Tästä syystä myös piihin perus-tuvien ohutkalvokennojen toimintaperiaate on niin lähellä näiden kennojen toimintape-riaatteita, ettei sitä käsitellä erikseen. 5.1.1. Ohuiden piikennojen valmistaminen ja rakenne Samoin kuin ensimmäisen sukupolven aurinkokennoja, myös piihin perustuvia ohutkal-vokennoja voidaan valmistaa joko yksi-, moni-, tai mikrokiteisestä piistä. Näistä vii-meksi mainittu sisältää kiteiden muodostamia sarakkeita ja ryhmittymiä, sekä järjestäy-tymättömiä alueita ja tyhjiöitä. Kun valmistetaan yksikiteistä, tai suuren kidekoon o-maavaa monikiteistä piitä, käytetään piialustoja. Niiden valmistaminen vaatii myös yli 800 oC lämpötilan. Mikrokiteinen pii valmistetaan puolestaan hinnaltaan edullisen alus-tan, kuten lasin tai metallifolion päälle lämpötilan ollessa valmistusprosessissa alle 600 oC [1, 52]. Mikrokiteisen piin valmistamisessa käytetty alhainen lämpötila on suurin syy miksi siitä valmistettu aurinkokenno on edullisempi verrattuna muihin ohutkalvokennoihin. Aivan konkreettisesti tämä tarkoittaa mahdollisuutta käyttää edullisia alustoja, jotka tavallisesti
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
90
eivät kestä kovin suuria lämpötiloja. Mikrokiteinen pii myös kykenee absorboimaan va-loa hyvin laajalta alueelta (300 – 1000 nm) ja lisäksi se ei kärsi valon aiheuttamasta heikkenemisestä (LID). Nämä seikat kielivät suuresta potentiaalista aurinkokennokäyt-töön ja tekevät siitä mielenkiintoisimman piipohjaisen ohutkalvomateriaalin [1, 50]. Mikrokiteisen piin kohdalla on kuitenkin huomattava, että poikkileikkauksen säilymi-nen samanlaisena kiderakenteen kasvatuksessa on edellytys kennon hyvälle suoritusky-vylle [52]. sen kohdalla on kuitenkin ongelmana pienen kidekoon aiheuttama rekombi-naatio [1]. Mikrokiteinen pii on osoittautunut hyväksi ratkaisuksi varsinkin useista ken-noista koostuvien yhdistelmärakenteiden alimmaisen kennon absorptiokerroksen mate-riaalina. Eräs esimerkki tästä on kappaleessa 4.1.4 käsitelty micromorph-kenno. Huoli-matta mikrokiteisen piin kyvystä absorboida valoa laajalta alueelta tavallisissa yhden kennon rakenteissa, on sen käytön ongelmana yhdistelmärakenteissa siitä tehdyn ab-sorptiokerroksen pieni paksuus ja pieni absorptiokerroin infrapuna-aallonpituuksilla. Näiden ominaisuuksien vuoksi se ei tällöin absorboi valoa riittävän tehokkaasti. Tavalli-nen vedyllä seostettu mikrokiteinen pii voidaan kuitenkin korvata käyttämällä eri suh-teissa vetyä ja germaniumia sisältäviä µ c-Si1-xGex:H-yhdisteitä (joissa x > 1). Sen ab-sorptiokertoimen arvot auringonsäteilyn spektrin kaikille aallonpituuksille ovat suurem-pia verrattuna tavalliseen mikrokiteiseen piihin. On kuitenkin huomattava, että vedyn ja germaniumin suhde on hyvin kriittinen, sillä liian suuri germaniumin määrä (µ c-Si1-
xGex:H-yhdisteissä x > 0,2) kasvattaa materiaalissa tapahtuvaa rekombinaatiota [51]. Riippumatta kiderakenteen tyypistä, käytetään ohuiden piikennojen luomiseen useanlai-sia tekniikoita, kuten esimerkiksi RF-hehkupurkaus-menetelmää (engl. RF glow dis-charge) ja tasavirta-hehkupurkaus-menetelmää (engl. DC glow discharge). Näihin kuu-luu muun muassa PECVD sekä HWCVD. Ensiksi mainittu soveltuu erityisesti laaja-alaisia kokonaisuuksia valmistettaessa, mutta tietyillä uudemmilla tekniikoilla, kuten HWCVD-menetelmällä on taas saavutettu pienempi vikatiheys, sekä suurempi vähem-mistövarauksenkuljettajien keräysetäisyys L. Mikäli CVD-menetelmissä käytetään al-haista lämpötilaa (< 400 oC), johtaa se hyvin pieneen kidekokoon (halkaisija < 0,1 µ m). Tämä taas koituu ongelmalliseksi kennon toiminnan kannalta, sillä pienien kitei-den rajapinnat ovat hyvin rekombinoivia [1]. Mikrokiteisen piin valmistamiseksi voi-daan käyttää tässä lueteltujen tekniikoiden lisäksi myös hyvin korkeataajuuksista PECVD-menetelmää (VHF PECVD), joka on paitsi nopea, myös tuottaa erittäin hyvä-laatuista mikrokiteistä piitä [49]. Liian pieni kidekoko voi koitua ongelmaksi paitsi mikrokiteisen piin, myös muiden pii-ohutkalvomateriaalien kohdalla. Kidekoon kasvattaminen jälkeenpäin voi näin tulla tar-peeseen. Mahdolliseen kidekoon kasvattamiseen ei mikrokiteisen piin kohdalla voida käyttää lämpötilan nostamista, johtuen sen kanssa käytettyjen alustojen heikosta lämpö-tilan siedosta. Tarvittava energia kiteiden rajapintojen siirtämiseksi ja siten kidekoon kasvattamiseksi voidaan kuitenkin tuottaa esimerkiksi lasersäteen avulla. Näin voidaan menetellä paitsi mikrokiteisen piin, myös muunlaisen kiderakenteen omaavan piin koh-
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
91
dalla [1]. Tavallisen mikrokiteisen piin lisäksi voidaan piikalvon koostumus tehdä mik-rokiteisen piin ja amorfisen piin yhdistelmäksi. Käytännössä tämä tarkoittaa µ c-Si:H:Cl-koostumuksen omaavan kalvon luomista, joka aikaansaadaan plasmamuodossa olevan SiH2Cl2-H2-yhdisteen avulla pitämällä samalla kalvon muodostamiseen käytetty nopeus suurena (27 Å/s). Kalvon lopullinen koostumus on lähempänä kiteistä, mutta täl-lä tavoin valmistetun piikalvon avulla on mahdollista saavuttaa pienempi tyhjiöiden ja vikojen tiheys. Myös µ c-Si:H:Cl-kalvon sähkönjohtavuus on todettu hyväksi. Kloorin (Cl) tehtävä on kalvon muodostuksen aikana ehkäistä rekombinaatiota aiheuttavien roikkuvien sidosten muodostumista, sekä kalvon pinnan liiallista kiteytymistä sitä kas-vatettaessa [47]. Hinnaltaan edullisia alustoja on perinteisesti voitu käyttää vain mikrokiteisestä piistä valmistettujen ohutkalvojen alustoina, mutta kustannussyistä niiden käyttö olisi toivotta-vaa myös muiden ohutkalvojen kohdalla. Eräs keino käyttää muusta kuin piistä valmis-tettuja alustoja yksikiteisestä piistä valmistettujen ohutkalvojen kanssa on soveltaa niin kutsuttua siemenkerrosmenetelmää (engl. seed layer approach). Siinä alustan päälle luodaan ensin ohut kiteisestä piistä valmistettu siemenkerros, jota vähitellen kasvatetaan käyttäen lämpö-CVD-menetelmää (engl. thermal CVD). Siemenkerrosmenetelmää on kokeiltu myös monikiteisen piin valmistukseen lisäämällä alumiinisia siemenkiteitä amorfiseen piihin. Myös tällöin kiteiden kasvatukseen on käytetty lämpö-CVD-menetel-mää. Amorfinen pii ei ole edullinen alustamateriaali, mutta aikaansaadulla monikitei-sellä piillä on havaittu olevan hyvät sähköiset ominaisuudet ja lisäksi prosessi on nopea (1 µ m/min) [48]. Piihin perustuvien ohutkalvokennojen rakenne voi olla joko perinteinen pn-rakenne, tai amorfiseen piihin perustuvista kennoista tuttu p-i-n-rakenne. Ensiksi mainitun kohdalla voi vähemmistövarauksenkuljettajien (elektronien) keräysetäisyyden L pitäminen valoa absorboivan p-tyyppisen kerroksen paksuutta suurempana koitua hankalaksi. Tämä pn-rakenteisiin liittyvä ongelma on mahdollista välttää käyttämällä p-i-n-rakennetta, tai useasta kerroksesta koostuvia rakenteita. Näissä valoa absorboiva kerros (p-i-n-raken-teissa i-kerros ja yhdistelmärakenteissa p-kerrokset) ovat niin ohuita, ettei ongelmaa esiinny. Käytetty alusta vaihtelee sen mukaan, minkälaisen kidekoostumuksen omaavaa piikalvoa valmistetaan. Niin ikään vaihtelee ohuita piikalvoja valmistettaessa valmistus-prosessi sen mukaan, minkälaiselle alustalle se valmistetaan. Valmistusprosessien erilai-suudella ei tarkoiteta tässä pelkästään erilaisia piikalvojen luomiseksi käytettyjä CVD-menetelmiä. Myös tietyssä menetelmässä käytetyt parametrit voivat vaihdella. Valmistettaessa kennoja yksikiteisten piialustojen päälle voidaan käyttää niin kutsutta lift-off-prosessia, jonka periaate on esitetty kuvassa 5.1. Siinä alustan päälle luodaan aluksi huokoinen piikerros esimerkiksi anodisoinnin, tai sähkökemiallisen syövytyksen (engl. electrochemical etching) avulla. Sen jälkeen varsinainen piikerros luodaan huo-koisen piikerroksen päälle kasvatusprosessin avulla. Kolmannessa vaiheessa valmiste-

5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
92
taan varsinainen aurinkokenno edellä luotuun piirakenteeseen. Tässä vaiheessa luodaan myös kappaleessa 5.1.2. käsitellyt optiset parannusmenetelmät esimerkiksi erilaisten höyrystys- ja syövytystoimenpiteiden kautta. Seuraavaksi muodostunut rakenne kiinni-tetään lopulliseen alustaan, joka voi olla esimerkiksi muovia tai muuta joustavaa materi-aalia. Se kiinnittyy toiselle puolelle kuin yksikiteinen piialusta, joka nyt voidaan poistaa esimerkiksi sähkökemiallisella syövytyksellä. Irrotus on helppoa johtuen huokoisen pii-kerroksen heikkoudesta. Irrotettua piialustaa voidaan käyttää uusia kennoja valmistet-taessa. Viimeisenä vaiheena lift-off-prosessissa on huokoisen piikerroksen jäänteiden poistaminen alustan pinnalta. Nyt itse kenno voidaan tehdä lopullisesti valmiiksi muun muassa seostamalla pinta n-tyyppiseksi, sekä luomalla heijastamaton kerros kennon pin-nalle [53].
Kuva 5.1. Kaaviokuva piihin perustuvien ohutkalvokennojen valmistukseen käytetystä lift-off-prosessista. [1] Käytettäessä monikiteisestä piistä valmistettuja ja piitä sisältämättömiä alustoja, niiden päälle luotua kennoa ei irroteta alustasta sen ollessa valmis. Monikiteisestä piistä val-mistettuja alustoja käytettäessä muodostuu ongelmaksi alustan ja sen päälle muodoste-tun piikalvon rajapinta. Rajapinta on ongelmallinen siksi, että tehokkaan valoansoituk-sen toteuttaminen vaikeutuu. Sama ongelma esiintyy myös käytettäessä piitä sisältämät-tömiä alustoja, jolloin valoansoituksen yhteensovittaminen hinnaltaan muutoin alhaisen
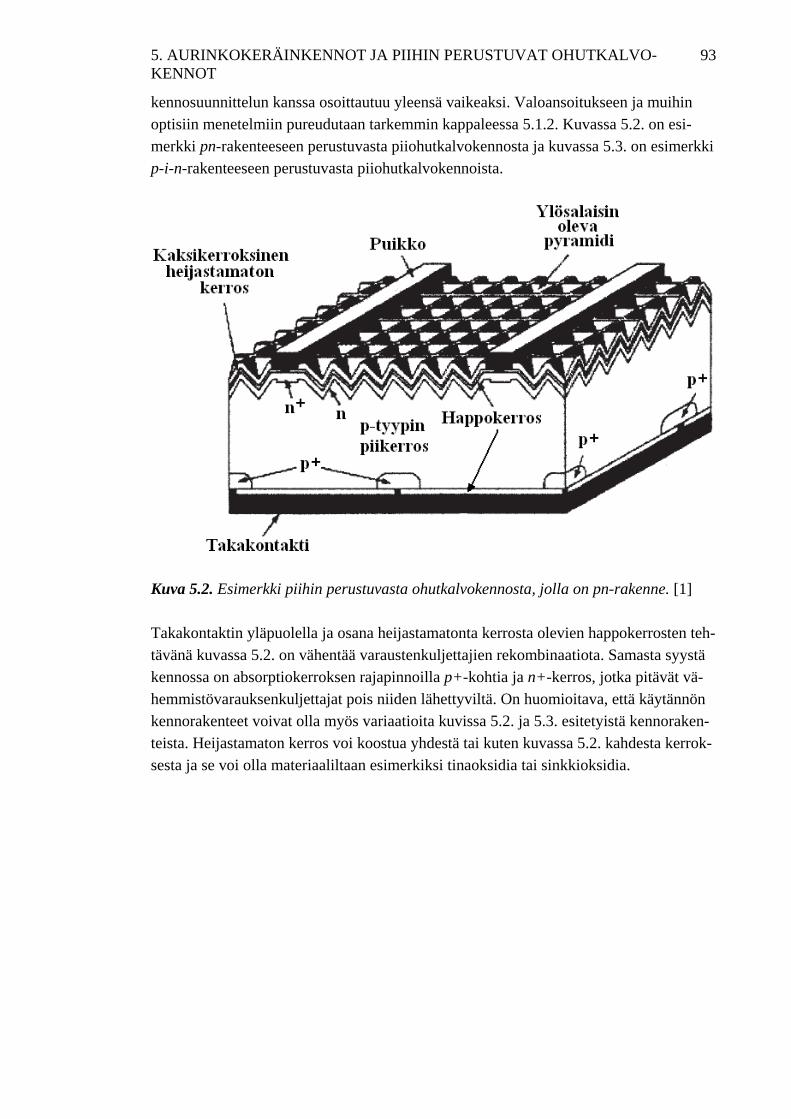
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
93
kennosuunnittelun kanssa osoittautuu yleensä vaikeaksi. Valoansoitukseen ja muihin optisiin menetelmiin pureudutaan tarkemmin kappaleessa 5.1.2. Kuvassa 5.2. on esi-merkki pn-rakenteeseen perustuvasta piiohutkalvokennosta ja kuvassa 5.3. on esimerkki p-i-n-rakenteeseen perustuvasta piiohutkalvokennoista.
Kuva 5.2. Esimerkki piihin perustuvasta ohutkalvokennosta, jolla on pn-rakenne. [1] Takakontaktin yläpuolella ja osana heijastamatonta kerrosta olevien happokerrosten teh-tävänä kuvassa 5.2. on vähentää varaustenkuljettajien rekombinaatiota. Samasta syystä kennossa on absorptiokerroksen rajapinnoilla p+-kohtia ja n+-kerros, jotka pitävät vä-hemmistövarauksenkuljettajat pois niiden lähettyviltä. On huomioitava, että käytännön kennorakenteet voivat olla myös variaatioita kuvissa 5.2. ja 5.3. esitetyistä kennoraken-teista. Heijastamaton kerros voi koostua yhdestä tai kuten kuvassa 5.2. kahdesta kerrok-sesta ja se voi olla materiaaliltaan esimerkiksi tinaoksidia tai sinkkioksidia.
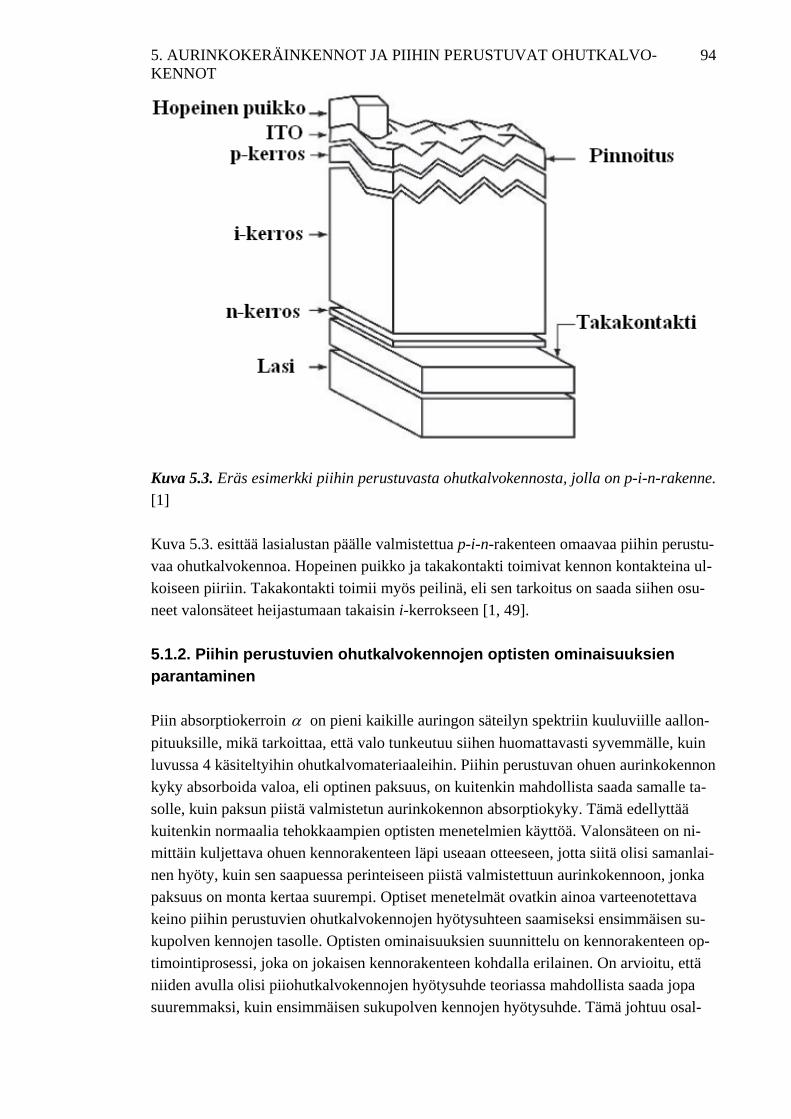
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
94
Kuva 5.3. Eräs esimerkki piihin perustuvasta ohutkalvokennosta, jolla on p-i-n-rakenne. [1] Kuva 5.3. esittää lasialustan päälle valmistettua p-i-n-rakenteen omaavaa piihin perustu-vaa ohutkalvokennoa. Hopeinen puikko ja takakontakti toimivat kennon kontakteina ul-koiseen piiriin. Takakontakti toimii myös peilinä, eli sen tarkoitus on saada siihen osu-neet valonsäteet heijastumaan takaisin i-kerrokseen [1, 49]. 5.1.2. Piihin perustuvien ohutkalvokennojen optisten ominaisuuksien parantaminen Piin absorptiokerroin α on pieni kaikille auringon säteilyn spektriin kuuluviille aallon-pituuksille, mikä tarkoittaa, että valo tunkeutuu siihen huomattavasti syvemmälle, kuin luvussa 4 käsiteltyihin ohutkalvomateriaaleihin. Piihin perustuvan ohuen aurinkokennon kyky absorboida valoa, eli optinen paksuus, on kuitenkin mahdollista saada samalle ta-solle, kuin paksun piistä valmistetun aurinkokennon absorptiokyky. Tämä edellyttää kuitenkin normaalia tehokkaampien optisten menetelmien käyttöä. Valonsäteen on ni-mittäin kuljettava ohuen kennorakenteen läpi useaan otteeseen, jotta siitä olisi samanlai-nen hyöty, kuin sen saapuessa perinteiseen piistä valmistettuun aurinkokennoon, jonka paksuus on monta kertaa suurempi. Optiset menetelmät ovatkin ainoa varteenotettava keino piihin perustuvien ohutkalvokennojen hyötysuhteen saamiseksi ensimmäisen su-kupolven kennojen tasolle. Optisten ominaisuuksien suunnittelu on kennorakenteen op-timointiprosessi, joka on jokaisen kennorakenteen kohdalla erilainen. On arvioitu, että niiden avulla olisi piiohutkalvokennojen hyötysuhde teoriassa mahdollista saada jopa suuremmaksi, kuin ensimmäisen sukupolven kennojen hyötysuhde. Tämä johtuu osal-
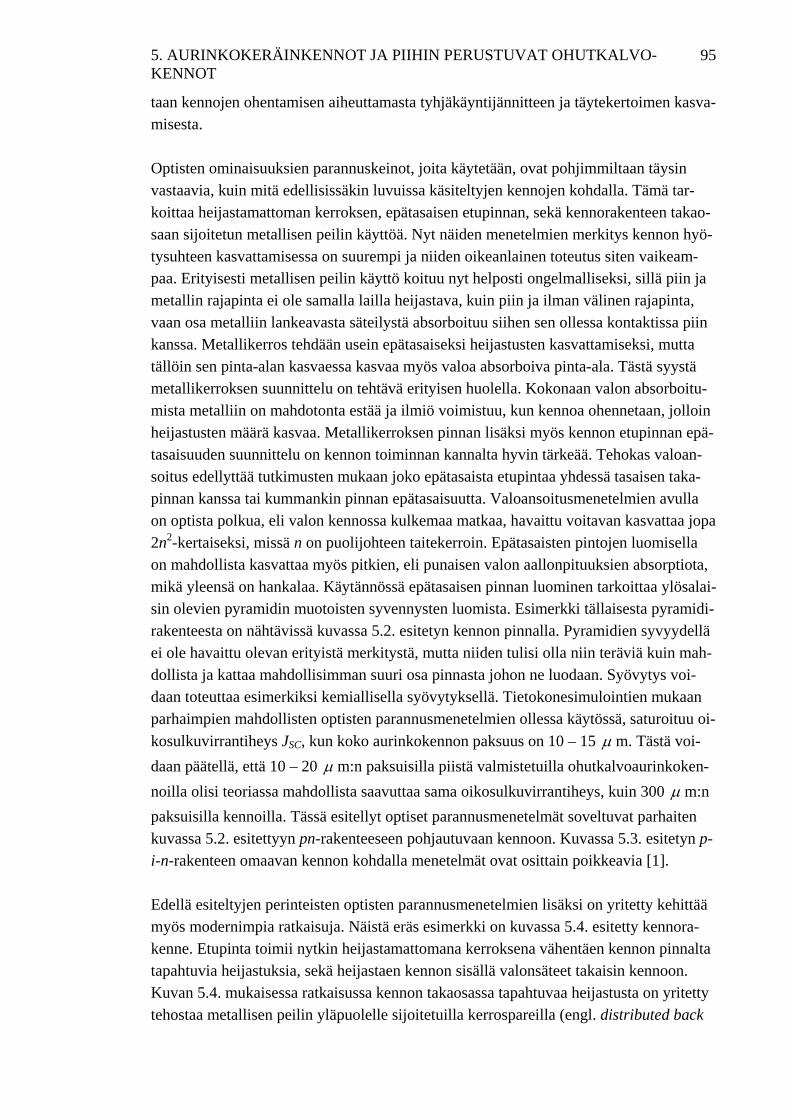
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
95
taan kennojen ohentamisen aiheuttamasta tyhjäkäyntijännitteen ja täytekertoimen kasva-misesta. Optisten ominaisuuksien parannuskeinot, joita käytetään, ovat pohjimmiltaan täysin vastaavia, kuin mitä edellisissäkin luvuissa käsiteltyjen kennojen kohdalla. Tämä tar-koittaa heijastamattoman kerroksen, epätasaisen etupinnan, sekä kennorakenteen takao-saan sijoitetun metallisen peilin käyttöä. Nyt näiden menetelmien merkitys kennon hyö-tysuhteen kasvattamisessa on suurempi ja niiden oikeanlainen toteutus siten vaikeam-paa. Erityisesti metallisen peilin käyttö koituu nyt helposti ongelmalliseksi, sillä piin ja metallin rajapinta ei ole samalla lailla heijastava, kuin piin ja ilman välinen rajapinta, vaan osa metalliin lankeavasta säteilystä absorboituu siihen sen ollessa kontaktissa piin kanssa. Metallikerros tehdään usein epätasaiseksi heijastusten kasvattamiseksi, mutta tällöin sen pinta-alan kasvaessa kasvaa myös valoa absorboiva pinta-ala. Tästä syystä metallikerroksen suunnittelu on tehtävä erityisen huolella. Kokonaan valon absorboitu-mista metalliin on mahdotonta estää ja ilmiö voimistuu, kun kennoa ohennetaan, jolloin heijastusten määrä kasvaa. Metallikerroksen pinnan lisäksi myös kennon etupinnan epä-tasaisuuden suunnittelu on kennon toiminnan kannalta hyvin tärkeää. Tehokas valoan-soitus edellyttää tutkimusten mukaan joko epätasaista etupintaa yhdessä tasaisen taka-pinnan kanssa tai kummankin pinnan epätasaisuutta. Valoansoitusmenetelmien avulla on optista polkua, eli valon kennossa kulkemaa matkaa, havaittu voitavan kasvattaa jopa 2n2-kertaiseksi, missä n on puolijohteen taitekerroin. Epätasaisten pintojen luomisella on mahdollista kasvattaa myös pitkien, eli punaisen valon aallonpituuksien absorptiota, mikä yleensä on hankalaa. Käytännössä epätasaisen pinnan luominen tarkoittaa ylösalai-sin olevien pyramidin muotoisten syvennysten luomista. Esimerkki tällaisesta pyramidi-rakenteesta on nähtävissä kuvassa 5.2. esitetyn kennon pinnalla. Pyramidien syvyydellä ei ole havaittu olevan erityistä merkitystä, mutta niiden tulisi olla niin teräviä kuin mah-dollista ja kattaa mahdollisimman suuri osa pinnasta johon ne luodaan. Syövytys voi-daan toteuttaa esimerkiksi kemiallisella syövytyksellä. Tietokonesimulointien mukaan parhaimpien mahdollisten optisten parannusmenetelmien ollessa käytössä, saturoituu oi-kosulkuvirrantiheys JSC, kun koko aurinkokennon paksuus on 10 – 15 µ m. Tästä voi-daan päätellä, että 10 – 20 µ m:n paksuisilla piistä valmistetuilla ohutkalvoaurinkoken-noilla olisi teoriassa mahdollista saavuttaa sama oikosulkuvirrantiheys, kuin 300 µ m:n paksuisilla kennoilla. Tässä esitellyt optiset parannusmenetelmät soveltuvat parhaiten kuvassa 5.2. esitettyyn pn-rakenteeseen pohjautuvaan kennoon. Kuvassa 5.3. esitetyn p-i-n-rakenteen omaavan kennon kohdalla menetelmät ovat osittain poikkeavia [1]. Edellä esiteltyjen perinteisten optisten parannusmenetelmien lisäksi on yritetty kehittää myös modernimpia ratkaisuja. Näistä eräs esimerkki on kuvassa 5.4. esitetty kennora-kenne. Etupinta toimii nytkin heijastamattomana kerroksena vähentäen kennon pinnalta tapahtuvia heijastuksia, sekä heijastaen kennon sisällä valonsäteet takaisin kennoon. Kuvan 5.4. mukaisessa ratkaisussa kennon takaosassa tapahtuvaa heijastusta on yritetty tehostaa metallisen peilin yläpuolelle sijoitetuilla kerrospareilla (engl. distributed back

5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
96
reflector), DBR, joista kukin koostuu kahdesta eristemateriaalista, joiden välinen taite-kerroin on suuri. Näiden kerrosparien yläpuolelle sijoittuvan heijastavan ritilän tehtävä-nä on taivuttaa kennon takaosasta heijastuneita valonsäteitä ja täten kasvattaa optista polkua. Ilman metallikerrostakin olisi mahdollista saavuttaa merkittäviä hyötysuteen pa-rannuksia, mutta tämä edellyttäisi hyvin monen eristekerrosparin käyttöä, mikä taas hankaloittaisi kennon valmistamista. Metallisen peilin ja kerrosparien väliin sijoitetun puskurikerroksen tehtävänä on ehkäistä metalliatomien diffuusio eristekerrospareihin. Tietokonesimulointien mukaan kuvan 5.4. mukaisella kennorakenteella, joka sisältää indium-tina-oksidista valmistetun heijastamattoman kerroksen ja heijastamattoman riti-län, sekä hopeasta valistetun peilin ja 8 kpl a-Si:H/ITO-rakenteen omaavia eristekerros-pareja, on kennon painotettu absorptio 72 % AM1,5-säteilystä, mitä voidaan pitää erit-täin hyvänä arvona [53].
Kuva 5.4. Uudenaikainen valoansoitusratkaisu piihin perustuvassa ohutkalvokennossa. [53] Tässä kappaleessa esitettyjen menetelmien lisäksi myös absorptiokerroksen valmistuk-sessa käytetyillä parametreilla on todettu olevan vaikutus kennon kykyyn absorboida valoa. Esimerkiksi mikrokiteisen piin valmistuksessa käytetyllä vedyn paineella on ha-vaittu olevan suora vaikutus muodostuvan kideasteen virheettömyyteen ja täten kennon kykyyn absorboida valoa. Ilmiön on arvioitu johtuvan siitä, että vetyatomien suuri tihe-ys ja täten niiden suuri määrä passivoi rakenteellisia vikoja [50].
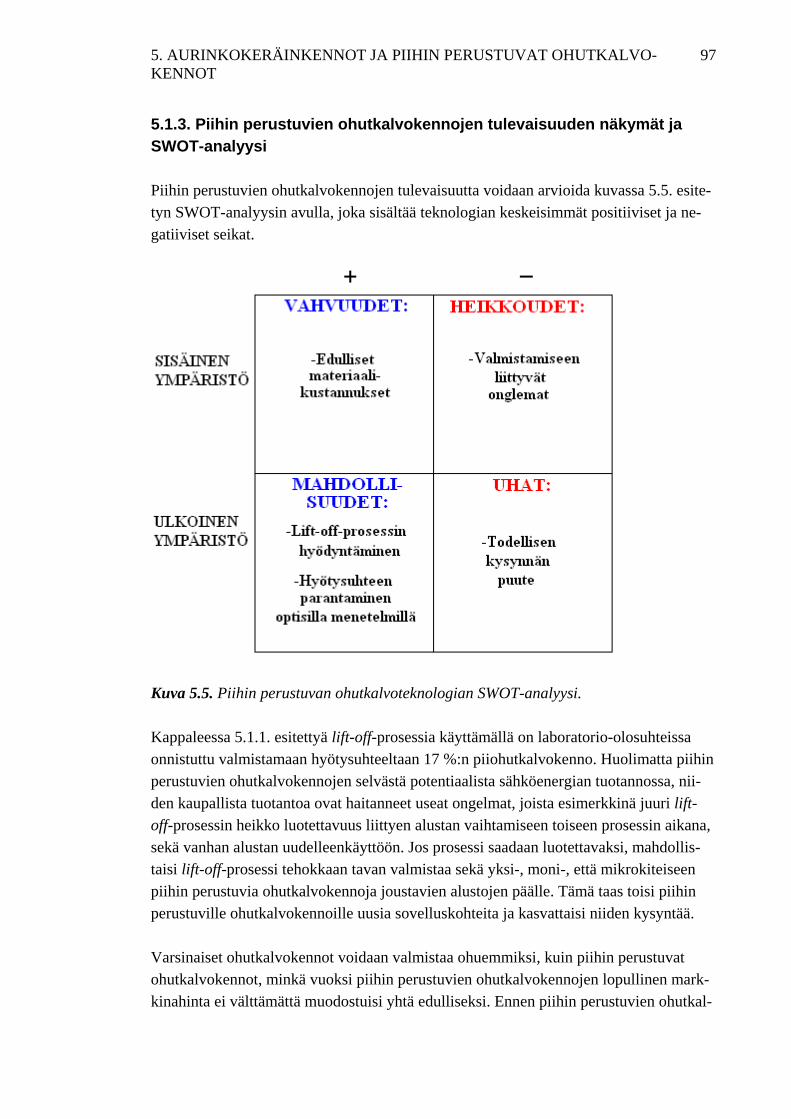
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
97
5.1.3. Piihin perustuvien ohutkalvokennojen tulevaisuuden näkymät ja SWOT-analyysi Piihin perustuvien ohutkalvokennojen tulevaisuutta voidaan arvioida kuvassa 5.5. esite-tyn SWOT-analyysin avulla, joka sisältää teknologian keskeisimmät positiiviset ja ne-gatiiviset seikat.
Kuva 5.5. Piihin perustuvan ohutkalvoteknologian SWOT-analyysi. Kappaleessa 5.1.1. esitettyä lift-off-prosessia käyttämällä on laboratorio-olosuhteissa onnistuttu valmistamaan hyötysuhteeltaan 17 %:n piiohutkalvokenno. Huolimatta piihin perustuvien ohutkalvokennojen selvästä potentiaalista sähköenergian tuotannossa, nii-den kaupallista tuotantoa ovat haitanneet useat ongelmat, joista esimerkkinä juuri lift-off-prosessin heikko luotettavuus liittyen alustan vaihtamiseen toiseen prosessin aikana, sekä vanhan alustan uudelleenkäyttöön. Jos prosessi saadaan luotettavaksi, mahdollis-taisi lift-off-prosessi tehokkaan tavan valmistaa sekä yksi-, moni-, että mikrokiteiseen piihin perustuvia ohutkalvokennoja joustavien alustojen päälle. Tämä taas toisi piihin perustuville ohutkalvokennoille uusia sovelluskohteita ja kasvattaisi niiden kysyntää. Varsinaiset ohutkalvokennot voidaan valmistaa ohuemmiksi, kuin piihin perustuvat ohutkalvokennot, minkä vuoksi piihin perustuvien ohutkalvokennojen lopullinen mark-kinahinta ei välttämättä muodostuisi yhtä edulliseksi. Ennen piihin perustuvien ohutkal-
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
98
vokennojen laajamittaisen kaupallisen tuotannon aloittamista olisi niiden hyötysuhde saatava suuremmaksi, sillä muutoin varsinaiset ohutkalvokennot osoittautuisivat monis-sa sovelluksissa lopulta houkuttelevimmaksi vaihtoehdoksi. Eräs keino hyötysuhteen kasvattamiseksi voisi olla kuvassa 5.4. esitetty moderni valoansoitusmenetelmä. Sen so-veltaminen kennojen massatuotannossa saattaisi toisaalta monimutkaistaa valmistuspro-sessia ja aiheuttaa näin lisäkustannuksia. Jos tietokonesimulointien osoittamat tehok-kuusparannukset saavutetaan myös käytännössä, kasvanut hyötysuhde kuitenkin hyvit-täisi kohonneet valmistuskustannukset. Pitkään ongelmana ollutta suurikiteisen piin valmistusta matalassa lämpötilassa on kyet-ty lieventämään muun muassa jo mainitulla laserkäsittelyllä, sekä infrapunalamppujen käytöllä [1, 53]. Piiohutkalvoteknologioista mikrokiteiseen piihin pohjautuvien kenno-jen voidaan katsoa olevan lähimpänä laajaa kaupallista tuotantoa. Mikrokiteinen pii on koostumukseltaan kohtalaisen lähellä amorfista piitä. Niitä käytetäänkin samanlaisissa n-i-p-rakenteen omaavissa kennoissa. Tämä mahdollistaa a-Si-moduulien valmistukses-sa saavutetun tietämyksen hyödyntämisen myös mikrokiteiseen piihin perustuvien mo-duulien kohdalla. Mikrokiteistä piitä hyödyntävien kennojen pilottituotantoa oltiinkin käynnistämässä jo ennen vuotta 2010. Mikrokiteistä piitä on mahdollista käyttää jousta-vien alustojen, kuten esimerkiksi metallifolion kanssa, minkä vuoksi niille on olemassa valmiit markkinat erikoissovelluksissa. Tästä huolimatta myös yksi- ja monikiteiseen piihin perustuvien kennojen kysyntä on saatava suuremmaksi, mihin lift-off-prosessin ja kuvassa 5.4. esitetyn valoansoitusmenetelmän mahdollisesti tuomat kustannustehok-kuusparannukset, sekä yllä mainittu suurikiteiseen piin kehittynyt valmistusprosessi tar-joaisivat hyvät edellytykset [1, 54]. Johtuen käytetyn piin vähäisyydestä verrattuna ensimmäisen sukupolven kennoihin, tu-levat piihin perustuvat ohutkalvokennot mitä luultavimmin nousemaan varteenotettavik-si ensimmäisen sukupolven kennojen haastajiksi. Kilpailu toisen sukupolven kennojen kanssa edellyttää vielä parannuksia joko hyötysuhteessa tai hinnassa [1, 53].
5.2. Aurinkokeräinkennot Sähköverkkoon liitettynä aurinkosähköjärjestelmät vievät yleensä huomattavasti kallista maapinta-alaa, mutta tätäkin suurempi kustannustekijä on aurinkokennojen valmistami-seksi tarvittavat taloudelliset uhraukset. Tutkimus ja tuotekehitys syövät huomattavia resursseja, mutta myös kennojen valmistaminen on usein kallista, mikä nostaa niiden lo-pullista markkinahintaa. Valmiille kennoille voidaan määrittää tietty neliöhinta (€/cm2), mikä yhdessä hyötysuhteen kanssa määrittää kennon kustannustehokkuuden. Viimeksi mainitun perusteella voidaan päätellä aika, jonka kuluessa kennoista koostuva aurinko-sähköjärjestelmä on maksanut itsensä takaisin. Aurinkokennojen perinteisesti hyvin heikkoa kustannustehokkuutta on mahdollista parantaa käyttämällä auringon säteilyn
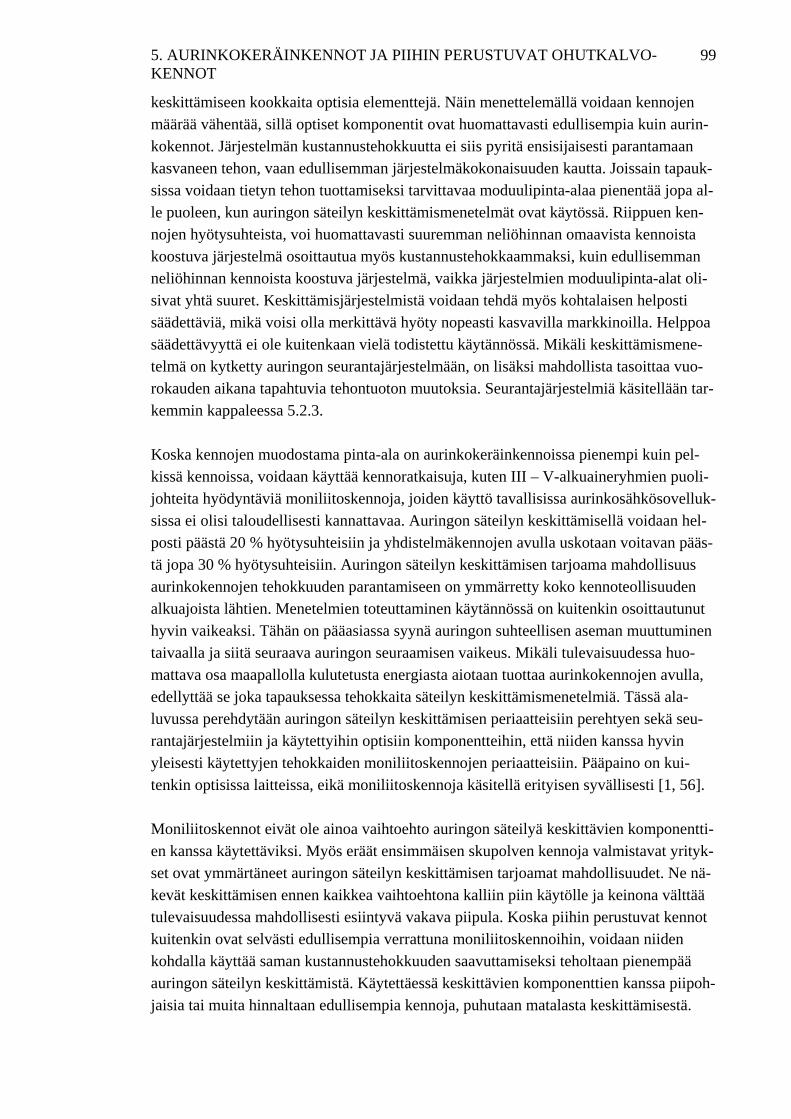
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
99
keskittämiseen kookkaita optisia elementtejä. Näin menettelemällä voidaan kennojen määrää vähentää, sillä optiset komponentit ovat huomattavasti edullisempia kuin aurin-kokennot. Järjestelmän kustannustehokkuutta ei siis pyritä ensisijaisesti parantamaan kasvaneen tehon, vaan edullisemman järjestelmäkokonaisuuden kautta. Joissain tapauk-sissa voidaan tietyn tehon tuottamiseksi tarvittavaa moduulipinta-alaa pienentää jopa al-le puoleen, kun auringon säteilyn keskittämismenetelmät ovat käytössä. Riippuen ken-nojen hyötysuhteista, voi huomattavasti suuremman neliöhinnan omaavista kennoista koostuva järjestelmä osoittautua myös kustannustehokkaammaksi, kuin edullisemman neliöhinnan kennoista koostuva järjestelmä, vaikka järjestelmien moduulipinta-alat oli-sivat yhtä suuret. Keskittämisjärjestelmistä voidaan tehdä myös kohtalaisen helposti säädettäviä, mikä voisi olla merkittävä hyöty nopeasti kasvavilla markkinoilla. Helppoa säädettävyyttä ei ole kuitenkaan vielä todistettu käytännössä. Mikäli keskittämismene-telmä on kytketty auringon seurantajärjestelmään, on lisäksi mahdollista tasoittaa vuo-rokauden aikana tapahtuvia tehontuoton muutoksia. Seurantajärjestelmiä käsitellään tar-kemmin kappaleessa 5.2.3. Koska kennojen muodostama pinta-ala on aurinkokeräinkennoissa pienempi kuin pel-kissä kennoissa, voidaan käyttää kennoratkaisuja, kuten III – V-alkuaineryhmien puoli-johteita hyödyntäviä moniliitoskennoja, joiden käyttö tavallisissa aurinkosähkösovelluk-sissa ei olisi taloudellisesti kannattavaa. Auringon säteilyn keskittämisellä voidaan hel-posti päästä 20 % hyötysuhteisiin ja yhdistelmäkennojen avulla uskotaan voitavan pääs-tä jopa 30 % hyötysuhteisiin. Auringon säteilyn keskittämisen tarjoama mahdollisuus aurinkokennojen tehokkuuden parantamiseen on ymmärretty koko kennoteollisuuden alkuajoista lähtien. Menetelmien toteuttaminen käytännössä on kuitenkin osoittautunut hyvin vaikeaksi. Tähän on pääasiassa syynä auringon suhteellisen aseman muuttuminen taivaalla ja siitä seuraava auringon seuraamisen vaikeus. Mikäli tulevaisuudessa huo-mattava osa maapallolla kulutetusta energiasta aiotaan tuottaa aurinkokennojen avulla, edellyttää se joka tapauksessa tehokkaita säteilyn keskittämismenetelmiä. Tässä ala-luvussa perehdytään auringon säteilyn keskittämisen periaatteisiin perehtyen sekä seu-rantajärjestelmiin ja käytettyihin optisiin komponentteihin, että niiden kanssa hyvin yleisesti käytettyjen tehokkaiden moniliitoskennojen periaatteisiin. Pääpaino on kui-tenkin optisissa laitteissa, eikä moniliitoskennoja käsitellä erityisen syvällisesti [1, 56]. Moniliitoskennot eivät ole ainoa vaihtoehto auringon säteilyä keskittävien komponentti-en kanssa käytettäviksi. Myös eräät ensimmäisen skupolven kennoja valmistavat yrityk-set ovat ymmärtäneet auringon säteilyn keskittämisen tarjoamat mahdollisuudet. Ne nä-kevät keskittämisen ennen kaikkea vaihtoehtona kalliin piin käytölle ja keinona välttää tulevaisuudessa mahdollisesti esiintyvä vakava piipula. Koska piihin perustuvat kennot kuitenkin ovat selvästi edullisempia verrattuna moniliitoskennoihin, voidaan niiden kohdalla käyttää saman kustannustehokkuuden saavuttamiseksi teholtaan pienempää auringon säteilyn keskittämistä. Käytettäessä keskittävien komponenttien kanssa piipoh-jaisia tai muita hinnaltaan edullisempia kennoja, puhutaan matalasta keskittämisestä.
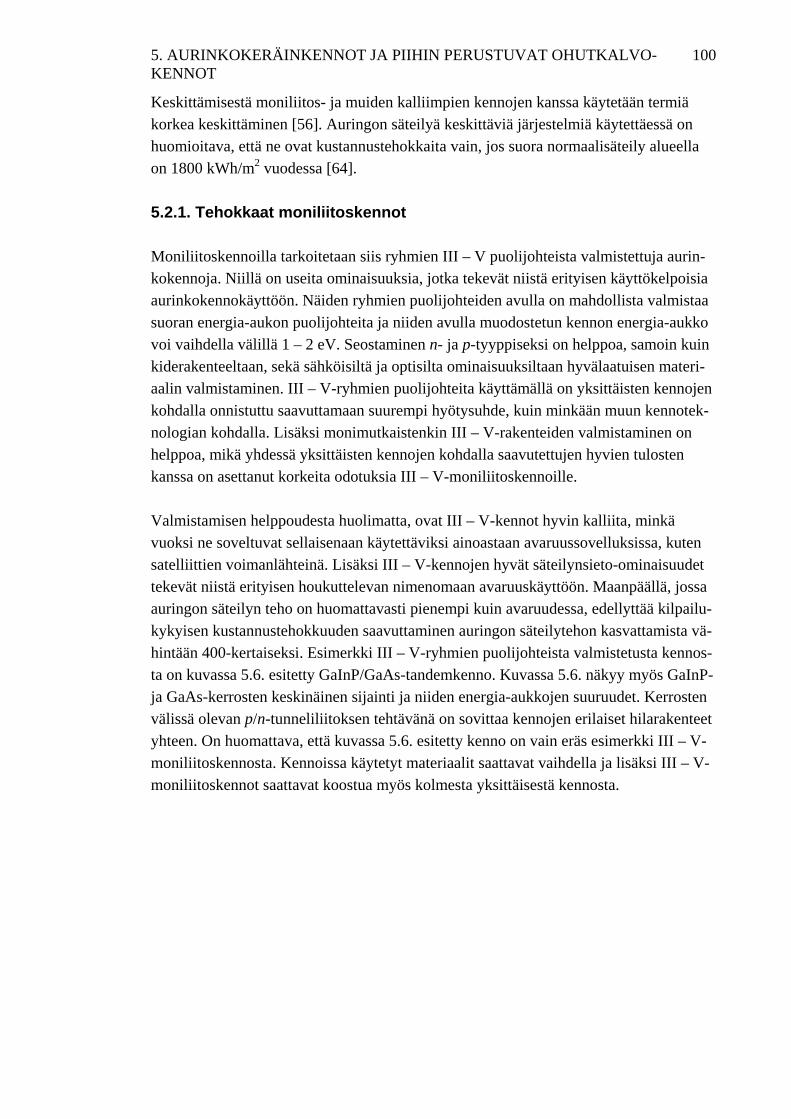
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
100
Keskittämisestä moniliitos- ja muiden kalliimpien kennojen kanssa käytetään termiä korkea keskittäminen [56]. Auringon säteilyä keskittäviä järjestelmiä käytettäessä on huomioitava, että ne ovat kustannustehokkaita vain, jos suora normaalisäteily alueella on 1800 kWh/m2 vuodessa [64]. 5.2.1. Tehokkaat moniliitoskennot Moniliitoskennoilla tarkoitetaan siis ryhmien III – V puolijohteista valmistettuja aurin-kokennoja. Niillä on useita ominaisuuksia, jotka tekevät niistä erityisen käyttökelpoisia aurinkokennokäyttöön. Näiden ryhmien puolijohteiden avulla on mahdollista valmistaa suoran energia-aukon puolijohteita ja niiden avulla muodostetun kennon energia-aukko voi vaihdella välillä 1 – 2 eV. Seostaminen n- ja p-tyyppiseksi on helppoa, samoin kuin kiderakenteeltaan, sekä sähköisiltä ja optisilta ominaisuuksiltaan hyvälaatuisen materi-aalin valmistaminen. III – V-ryhmien puolijohteita käyttämällä on yksittäisten kennojen kohdalla onnistuttu saavuttamaan suurempi hyötysuhde, kuin minkään muun kennotek-nologian kohdalla. Lisäksi monimutkaistenkin III – V-rakenteiden valmistaminen on helppoa, mikä yhdessä yksittäisten kennojen kohdalla saavutettujen hyvien tulosten kanssa on asettanut korkeita odotuksia III – V-moniliitoskennoille. Valmistamisen helppoudesta huolimatta, ovat III – V-kennot hyvin kalliita, minkä vuoksi ne soveltuvat sellaisenaan käytettäviksi ainoastaan avaruussovelluksissa, kuten satelliittien voimanlähteinä. Lisäksi III – V-kennojen hyvät säteilynsieto-ominaisuudet tekevät niistä erityisen houkuttelevan nimenomaan avaruuskäyttöön. Maanpäällä, jossa auringon säteilyn teho on huomattavasti pienempi kuin avaruudessa, edellyttää kilpailu-kykyisen kustannustehokkuuden saavuttaminen auringon säteilytehon kasvattamista vä-hintään 400-kertaiseksi. Esimerkki III – V-ryhmien puolijohteista valmistetusta kennos-ta on kuvassa 5.6. esitetty GaInP/GaAs-tandemkenno. Kuvassa 5.6. näkyy myös GaInP- ja GaAs-kerrosten keskinäinen sijainti ja niiden energia-aukkojen suuruudet. Kerrosten välissä olevan p/n-tunneliliitoksen tehtävänä on sovittaa kennojen erilaiset hilarakenteet yhteen. On huomattava, että kuvassa 5.6. esitetty kenno on vain eräs esimerkki III – V-moniliitoskennosta. Kennoissa käytetyt materiaalit saattavat vaihdella ja lisäksi III – V-moniliitoskennot saattavat koostua myös kolmesta yksittäisestä kennosta.
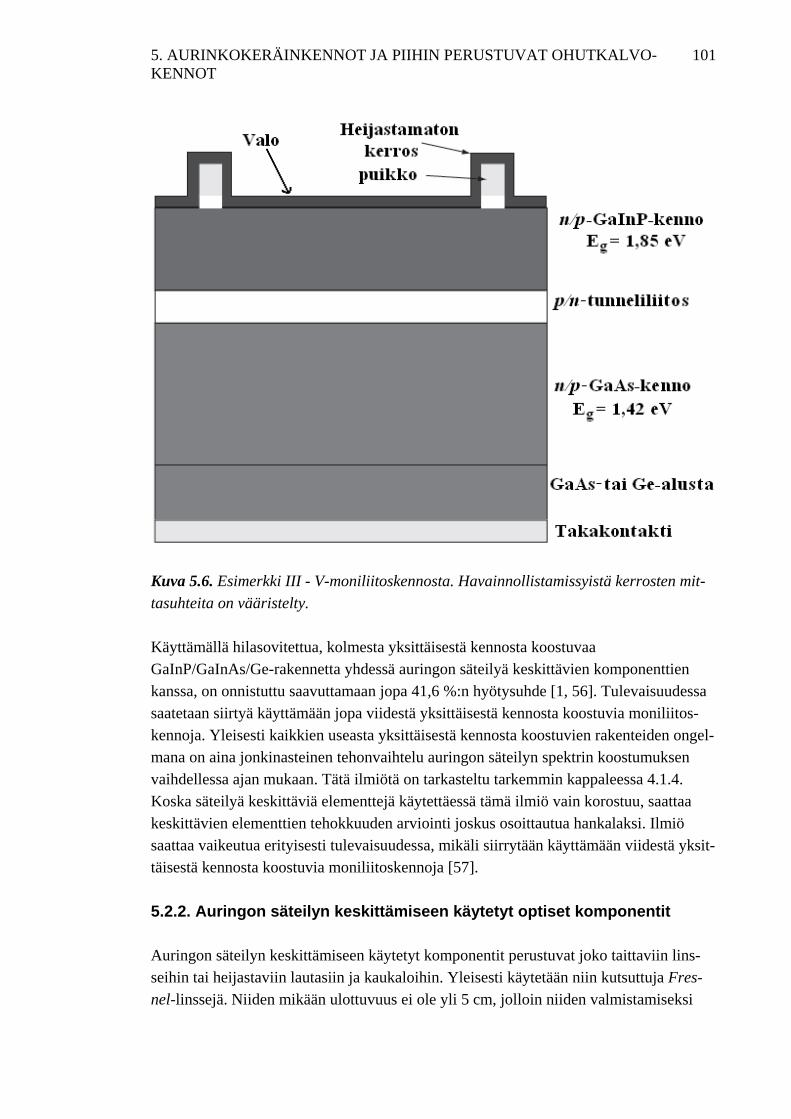
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
101
Kuva 5.6. Esimerkki III - V-moniliitoskennosta. Havainnollistamissyistä kerrosten mit-tasuhteita on vääristelty. Käyttämällä hilasovitettua, kolmesta yksittäisestä kennosta koostuvaa GaInP/GaInAs/Ge-rakennetta yhdessä auringon säteilyä keskittävien komponenttien kanssa, on onnistuttu saavuttamaan jopa 41,6 %:n hyötysuhde [1, 56]. Tulevaisuudessa saatetaan siirtyä käyttämään jopa viidestä yksittäisestä kennosta koostuvia moniliitos-kennoja. Yleisesti kaikkien useasta yksittäisestä kennosta koostuvien rakenteiden ongel-mana on aina jonkinasteinen tehonvaihtelu auringon säteilyn spektrin koostumuksen vaihdellessa ajan mukaan. Tätä ilmiötä on tarkasteltu tarkemmin kappaleessa 4.1.4. Koska säteilyä keskittäviä elementtejä käytettäessä tämä ilmiö vain korostuu, saattaa keskittävien elementtien tehokkuuden arviointi joskus osoittautua hankalaksi. Ilmiö saattaa vaikeutua erityisesti tulevaisuudessa, mikäli siirrytään käyttämään viidestä yksit-täisestä kennosta koostuvia moniliitoskennoja [57]. 5.2.2. Auringon säteilyn keskittämiseen käytetyt optiset komponentit Auringon säteilyn keskittämiseen käytetyt komponentit perustuvat joko taittaviin lins-seihin tai heijastaviin lautasiin ja kaukaloihin. Yleisesti käytetään niin kutsuttuja Fres-nel-linssejä. Niiden mikään ulottuvuus ei ole yli 5 cm, jolloin niiden valmistamiseksi
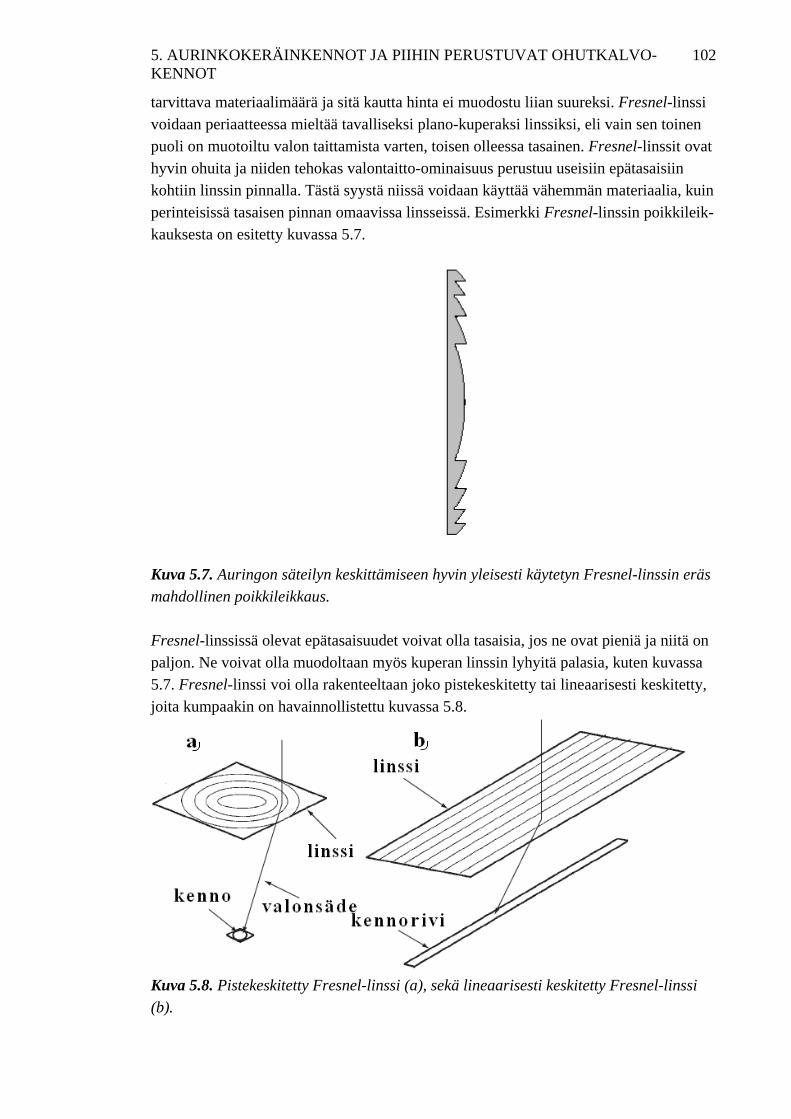
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
102
tarvittava materiaalimäärä ja sitä kautta hinta ei muodostu liian suureksi. Fresnel-linssi voidaan periaatteessa mieltää tavalliseksi plano-kuperaksi linssiksi, eli vain sen toinen puoli on muotoiltu valon taittamista varten, toisen olleessa tasainen. Fresnel-linssit ovat hyvin ohuita ja niiden tehokas valontaitto-ominaisuus perustuu useisiin epätasaisiin kohtiin linssin pinnalla. Tästä syystä niissä voidaan käyttää vähemmän materiaalia, kuin perinteisissä tasaisen pinnan omaavissa linsseissä. Esimerkki Fresnel-linssin poikkileik-kauksesta on esitetty kuvassa 5.7.
Kuva 5.7. Auringon säteilyn keskittämiseen hyvin yleisesti käytetyn Fresnel-linssin eräs mahdollinen poikkileikkaus. Fresnel-linssissä olevat epätasaisuudet voivat olla tasaisia, jos ne ovat pieniä ja niitä on paljon. Ne voivat olla muodoltaan myös kuperan linssin lyhyitä palasia, kuten kuvassa 5.7. Fresnel-linssi voi olla rakenteeltaan joko pistekeskitetty tai lineaarisesti keskitetty, joita kumpaakin on havainnollistettu kuvassa 5.8.
Kuva 5.8. Pistekeskitetty Fresnel-linssi (a), sekä lineaarisesti keskitetty Fresnel-linssi (b).
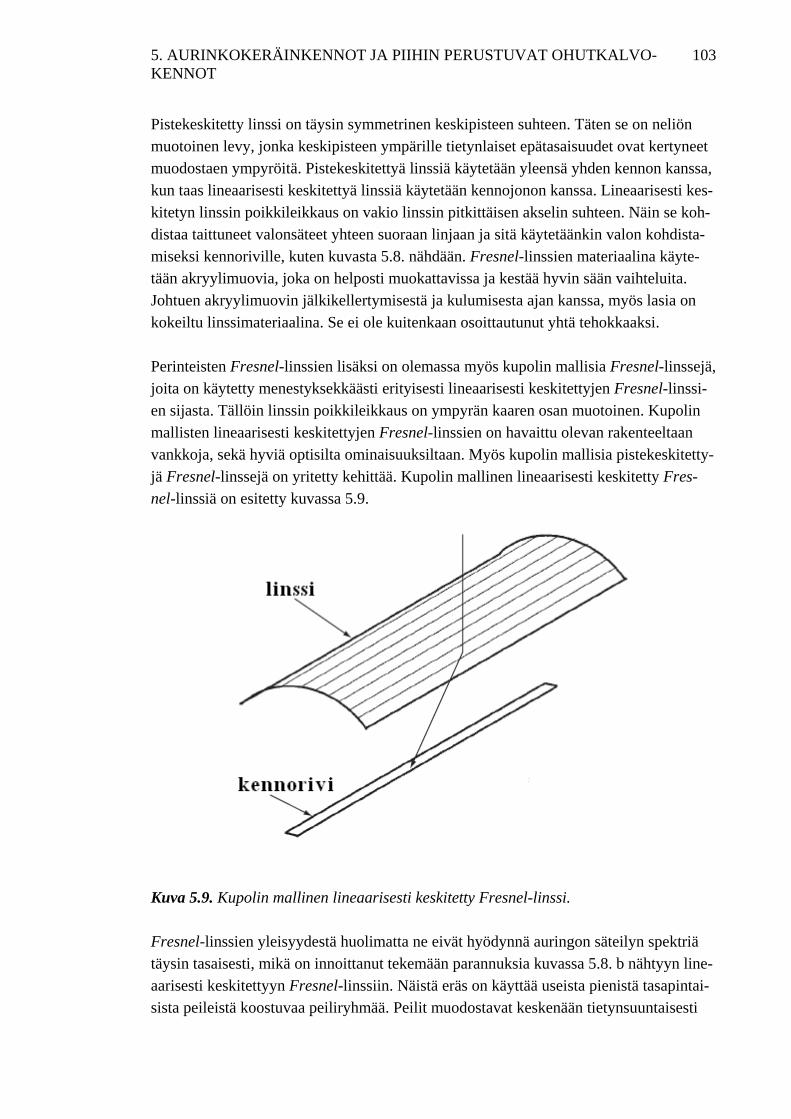
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
103
Pistekeskitetty linssi on täysin symmetrinen keskipisteen suhteen. Täten se on neliön muotoinen levy, jonka keskipisteen ympärille tietynlaiset epätasaisuudet ovat kertyneet muodostaen ympyröitä. Pistekeskitettyä linssiä käytetään yleensä yhden kennon kanssa, kun taas lineaarisesti keskitettyä linssiä käytetään kennojonon kanssa. Lineaarisesti kes-kitetyn linssin poikkileikkaus on vakio linssin pitkittäisen akselin suhteen. Näin se koh-distaa taittuneet valonsäteet yhteen suoraan linjaan ja sitä käytetäänkin valon kohdista-miseksi kennoriville, kuten kuvasta 5.8. nähdään. Fresnel-linssien materiaalina käyte-tään akryylimuovia, joka on helposti muokattavissa ja kestää hyvin sään vaihteluita. Johtuen akryylimuovin jälkikellertymisestä ja kulumisesta ajan kanssa, myös lasia on kokeiltu linssimateriaalina. Se ei ole kuitenkaan osoittautunut yhtä tehokkaaksi. Perinteisten Fresnel-linssien lisäksi on olemassa myös kupolin mallisia Fresnel-linssejä, joita on käytetty menestyksekkäästi erityisesti lineaarisesti keskitettyjen Fresnel-linssi-en sijasta. Tällöin linssin poikkileikkaus on ympyrän kaaren osan muotoinen. Kupolin mallisten lineaarisesti keskitettyjen Fresnel-linssien on havaittu olevan rakenteeltaan vankkoja, sekä hyviä optisilta ominaisuuksiltaan. Myös kupolin mallisia pistekeskitetty-jä Fresnel-linssejä on yritetty kehittää. Kupolin mallinen lineaarisesti keskitetty Fres-nel-linssiä on esitetty kuvassa 5.9.
Kuva 5.9. Kupolin mallinen lineaarisesti keskitetty Fresnel-linssi. Fresnel-linssien yleisyydestä huolimatta ne eivät hyödynnä auringon säteilyn spektriä täysin tasaisesti, mikä on innoittanut tekemään parannuksia kuvassa 5.8. b nähtyyn line-aarisesti keskitettyyn Fresnel-linssiin. Näistä eräs on käyttää useista pienistä tasapintai-sista peileistä koostuvaa peiliryhmää. Peilit muodostavat keskenään tietynsuuntaisesti
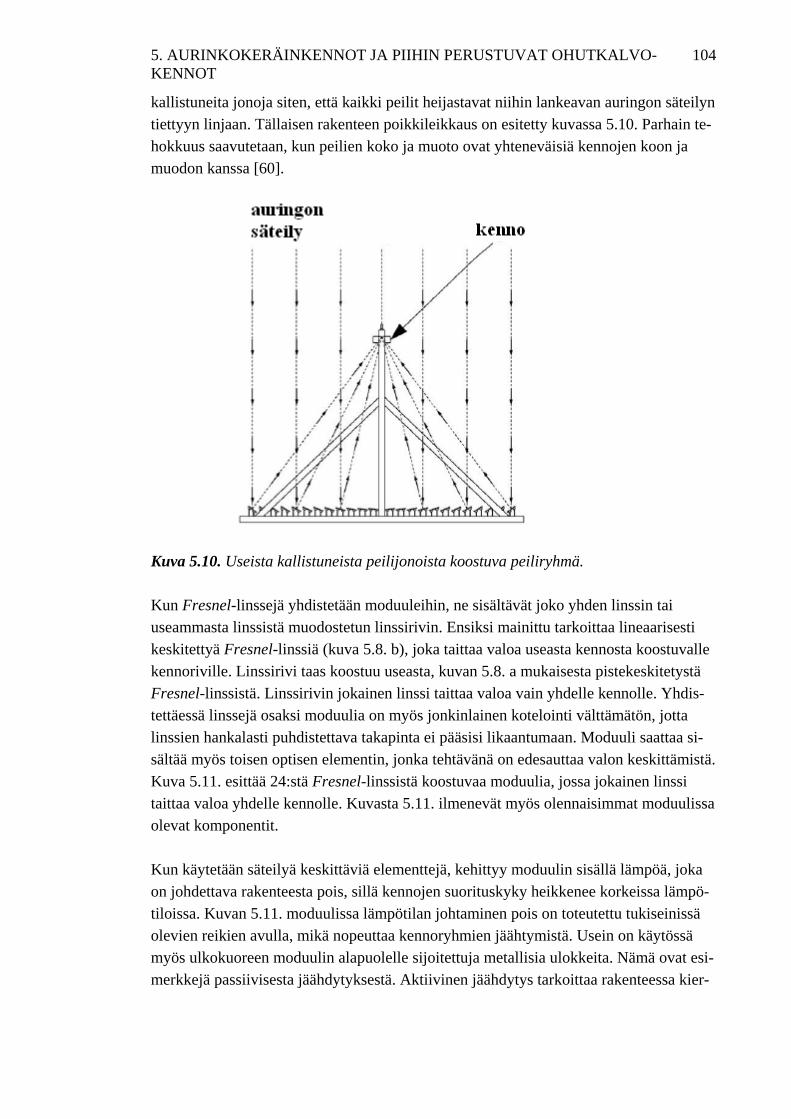
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
104
kallistuneita jonoja siten, että kaikki peilit heijastavat niihin lankeavan auringon säteilyn tiettyyn linjaan. Tällaisen rakenteen poikkileikkaus on esitetty kuvassa 5.10. Parhain te-hokkuus saavutetaan, kun peilien koko ja muoto ovat yhteneväisiä kennojen koon ja muodon kanssa [60].
Kuva 5.10. Useista kallistuneista peilijonoista koostuva peiliryhmä. Kun Fresnel-linssejä yhdistetään moduuleihin, ne sisältävät joko yhden linssin tai useammasta linssistä muodostetun linssirivin. Ensiksi mainittu tarkoittaa lineaarisesti keskitettyä Fresnel-linssiä (kuva 5.8. b), joka taittaa valoa useasta kennosta koostuvalle kennoriville. Linssirivi taas koostuu useasta, kuvan 5.8. a mukaisesta pistekeskitetystä Fresnel-linssistä. Linssirivin jokainen linssi taittaa valoa vain yhdelle kennolle. Yhdis-tettäessä linssejä osaksi moduulia on myös jonkinlainen kotelointi välttämätön, jotta linssien hankalasti puhdistettava takapinta ei pääsisi likaantumaan. Moduuli saattaa si-sältää myös toisen optisen elementin, jonka tehtävänä on edesauttaa valon keskittämistä. Kuva 5.11. esittää 24:stä Fresnel-linssistä koostuvaa moduulia, jossa jokainen linssi taittaa valoa yhdelle kennolle. Kuvasta 5.11. ilmenevät myös olennaisimmat moduulissa olevat komponentit. Kun käytetään säteilyä keskittäviä elementtejä, kehittyy moduulin sisällä lämpöä, joka on johdettava rakenteesta pois, sillä kennojen suorituskyky heikkenee korkeissa lämpö-tiloissa. Kuvan 5.11. moduulissa lämpötilan johtaminen pois on toteutettu tukiseinissä olevien reikien avulla, mikä nopeuttaa kennoryhmien jäähtymistä. Usein on käytössä myös ulkokuoreen moduulin alapuolelle sijoitettuja metallisia ulokkeita. Nämä ovat esi-merkkejä passiivisesta jäähdytyksestä. Aktiivinen jäähdytys tarkoittaa rakenteessa kier-

5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
105
tävän jäähdytysnesteen käyttämistä. Tällöin niiden keräämää lämpöä on mahdollista hyödyntää muihin tarkoituksiin [61].
Kuva 5.11. Esimerkki Fresnel-linssejä sisältävästä aurinkokennomoduulista. Taittavien linssien sijaan voidaan käyttää myös heijastavia peilejä ja linssejä. Käytän-nössä tämä tarkoittaa koverien pintojen hyödyntämistä. Kun mikä tahansa pinnan nor-maalin suuntainen valonsäde osuu koveraan pintaan, se heijastuu pinnalta pois ja heijas-tuvan valonsäteen reitti leikkaa aina tietyn pisteen. Tätä pistettä kutsutaan komponentin polttopisteeksi ja myös aurinkokennot pyritään sijoittamaan juuri tähän pisteeseen. Linssit ja peilit voivat nytkin olla Fresnel-tyyppisiä ja ne voivat olla rakenteeltaan sa-maan tapaan joko pistekeskitettyjä tai lineaarisesti keskitettyjä. Erona on, että myös pis-tekeskitettyä heijastavaa pintaa, eli paraboloidia, voidaan käyttää valon kohdistamiseksi usealle kennolle. Lineaarisesti keskitettyä heijastava pintaa kutsutaan usein kaukaloksi ja se muistuttaa muodoltaan täysin kuvassa 5.9. esitettyä kupolin mallista lineaarisesti keskitettyä Fresnel-linssiä. Valo linssille tulee vain päinvastaisesta suunnasta [1, 60]. Eräs variaatio heijastavasta kaukalosta on yhdistetty parabolinen keskitin CPC (engl. compound parabolic concentrator). Sen reunat ovat huomattavasti jyrkempiä, kuin tavallisessa heijastavassa kaukalossa, mutta kuitenkin kaarevia. Sitä käytetään kaksisi-vuisten kennojen kanssa ja komponentin pinnasta heijastunut valonsäde pyritään saa-maan absorboiduksi vastakkaisella puolella kennoa, kuin minkä kautta se kennoon tuli. Kaukalo on nyt täytetty nestemäisellä eristeellä, jonka tehtävänä on sekä parantaa valon keskittämistä, että jäähdyttää kennoa. Eräs variaatio yhdistetystä parabolisesta keskitti-mestä on V-kaukalo, missä kaukalon reunat ovat suoria. Elementin nimi siis juontaa
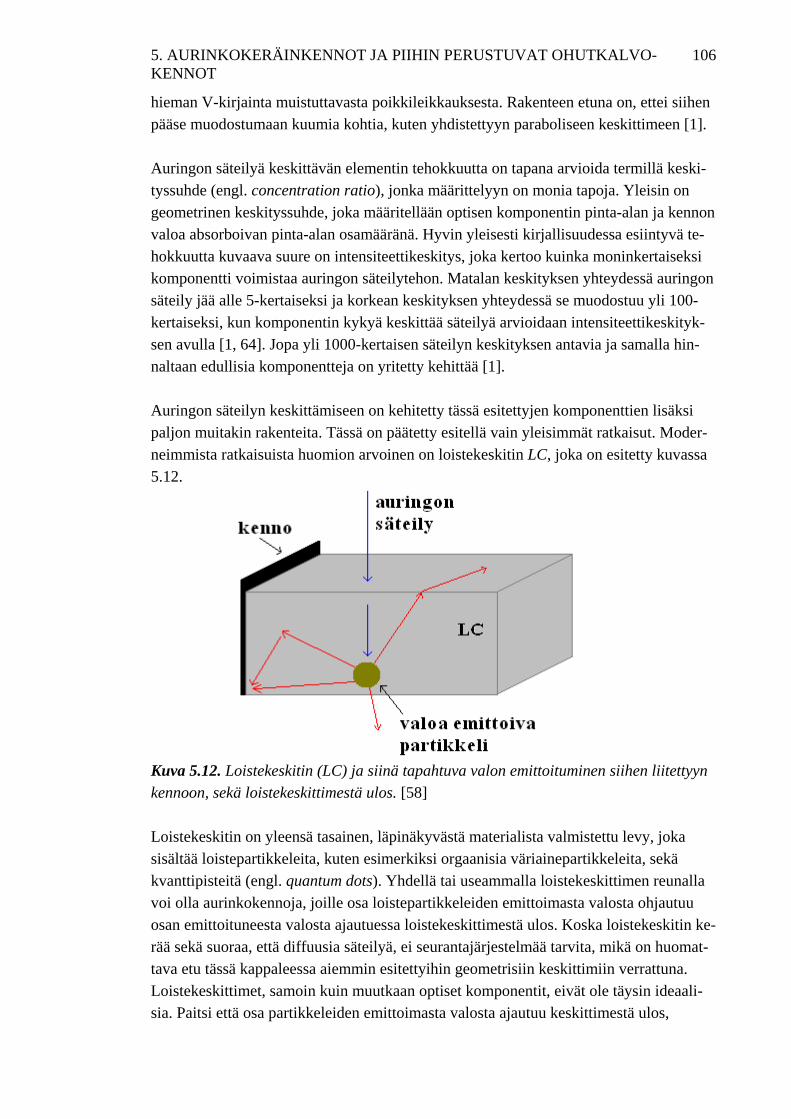
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
106
hieman V-kirjainta muistuttavasta poikkileikkauksesta. Rakenteen etuna on, ettei siihen pääse muodostumaan kuumia kohtia, kuten yhdistettyyn paraboliseen keskittimeen [1]. Auringon säteilyä keskittävän elementin tehokkuutta on tapana arvioida termillä keski-tyssuhde (engl. concentration ratio), jonka määrittelyyn on monia tapoja. Yleisin on geometrinen keskityssuhde, joka määritellään optisen komponentin pinta-alan ja kennon valoa absorboivan pinta-alan osamääränä. Hyvin yleisesti kirjallisuudessa esiintyvä te-hokkuutta kuvaava suure on intensiteettikeskitys, joka kertoo kuinka moninkertaiseksi komponentti voimistaa auringon säteilytehon. Matalan keskityksen yhteydessä auringon säteily jää alle 5-kertaiseksi ja korkean keskityksen yhteydessä se muodostuu yli 100-kertaiseksi, kun komponentin kykyä keskittää säteilyä arvioidaan intensiteettikeskityk-sen avulla [1, 64]. Jopa yli 1000-kertaisen säteilyn keskityksen antavia ja samalla hin-naltaan edullisia komponentteja on yritetty kehittää [1]. Auringon säteilyn keskittämiseen on kehitetty tässä esitettyjen komponenttien lisäksi paljon muitakin rakenteita. Tässä on päätetty esitellä vain yleisimmät ratkaisut. Moder-neimmista ratkaisuista huomion arvoinen on loistekeskitin LC, joka on esitetty kuvassa 5.12.
Kuva 5.12. Loistekeskitin (LC) ja siinä tapahtuva valon emittoituminen siihen liitettyyn kennoon, sekä loistekeskittimestä ulos. [58] Loistekeskitin on yleensä tasainen, läpinäkyvästä materialista valmistettu levy, joka sisältää loistepartikkeleita, kuten esimerkiksi orgaanisia väriainepartikkeleita, sekä kvanttipisteitä (engl. quantum dots). Yhdellä tai useammalla loistekeskittimen reunalla voi olla aurinkokennoja, joille osa loistepartikkeleiden emittoimasta valosta ohjautuu osan emittoituneesta valosta ajautuessa loistekeskittimestä ulos. Koska loistekeskitin ke-rää sekä suoraa, että diffuusia säteilyä, ei seurantajärjestelmää tarvita, mikä on huomat-tava etu tässä kappaleessa aiemmin esitettyihin geometrisiin keskittimiin verrattuna. Loistekeskittimet, samoin kuin muutkaan optiset komponentit, eivät ole täysin ideaali-sia. Paitsi että osa partikkeleiden emittoimasta valosta ajautuu keskittimestä ulos,
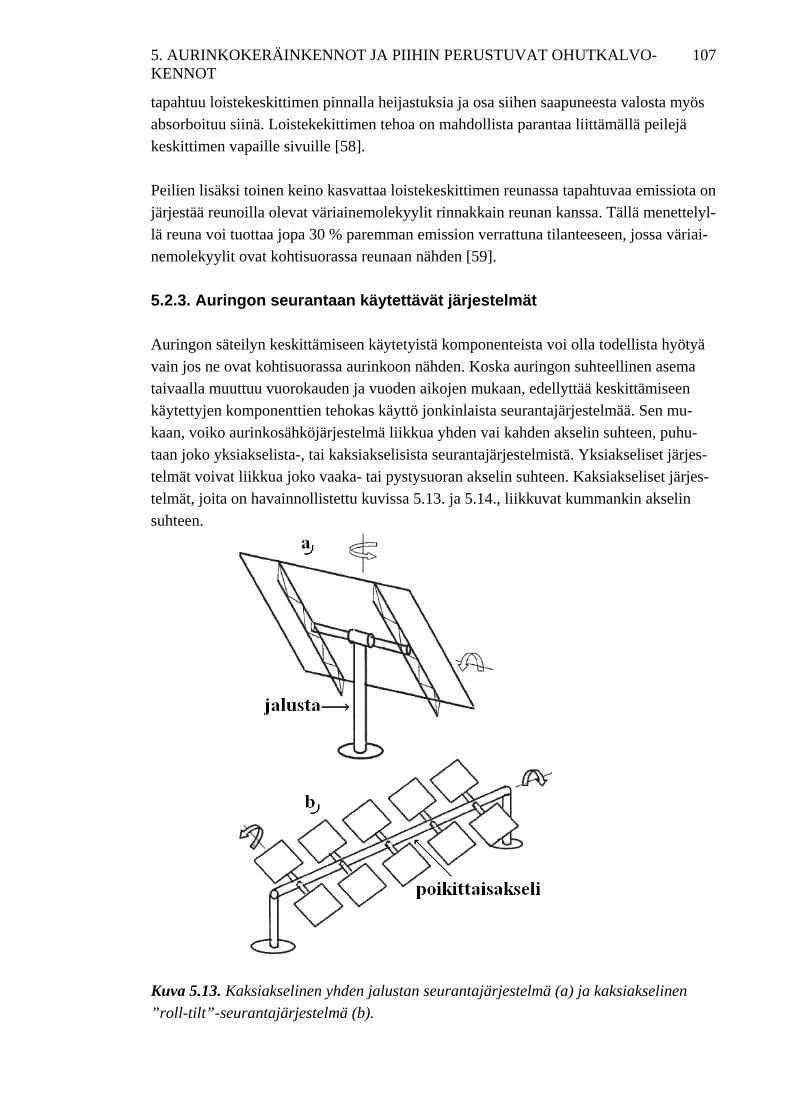
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
107
tapahtuu loistekeskittimen pinnalla heijastuksia ja osa siihen saapuneesta valosta myös absorboituu siinä. Loistekekittimen tehoa on mahdollista parantaa liittämällä peilejä keskittimen vapaille sivuille [58]. Peilien lisäksi toinen keino kasvattaa loistekeskittimen reunassa tapahtuvaa emissiota on järjestää reunoilla olevat väriainemolekyylit rinnakkain reunan kanssa. Tällä menettelyl-lä reuna voi tuottaa jopa 30 % paremman emission verrattuna tilanteeseen, jossa väriai-nemolekyylit ovat kohtisuorassa reunaan nähden [59]. 5.2.3. Auringon seurantaan käytettävät järjestelmät Auringon säteilyn keskittämiseen käytetyistä komponenteista voi olla todellista hyötyä vain jos ne ovat kohtisuorassa aurinkoon nähden. Koska auringon suhteellinen asema taivaalla muuttuu vuorokauden ja vuoden aikojen mukaan, edellyttää keskittämiseen käytettyjen komponenttien tehokas käyttö jonkinlaista seurantajärjestelmää. Sen mu-kaan, voiko aurinkosähköjärjestelmä liikkua yhden vai kahden akselin suhteen, puhu-taan joko yksiakselista-, tai kaksiakselisista seurantajärjestelmistä. Yksiakseliset järjes-telmät voivat liikkua joko vaaka- tai pystysuoran akselin suhteen. Kaksiakseliset järjes-telmät, joita on havainnollistettu kuvissa 5.13. ja 5.14., liikkuvat kummankin akselin suhteen.
Kuva 5.13. Kaksiakselinen yhden jalustan seurantajärjestelmä (a) ja kaksiakselinen ”roll-tilt”-seurantajärjestelmä (b).
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
108
Pistekeskitettyjen linssien ja peilien käyttö edellyttää yleensä kaksiakselisten järjestel-mien käyttöä. Lineaarisesti keskitetyt linssit ja peilit kohdistavat taittamansa valonsäteet yhteen linjaan, jolloin niiden kohdalla yksiakselisten seurantajärjestelmien käyttö voi tulla kysymykseen, mikäli linssit ja peilit eivät ole Fresnel-tyyppisiä. Tällöinkin yksiak-selinen järjestelmä voi osoittautua ongelmalliseksi, jos aurinko paistaa matalalta. Tämä ilmiö korostuu etenkin talvisaikaan. Pystysuoran akselin suhteen liikkuvissa seurantajär-jestelmissä linja jolle taittuneiden valonsäteiden aikaansaama kuva muodostuu, vaihte-lee vähemmän auringon suhteellisen aseman muuttuessa. Vaakasuoran akselin suhteen liikkuvat järjestelmät ovat kuitenkin yksinkertaisempia ja tuuliprofiililtaan parempia, minkä vuoksi ne ovat yleisimpiä yksiakselisista seurantajärjestelmistä. Lineaarisesti keskitettyjen Fresnel-peilien ja -linssien käyttö johtaa vakaviin optisiin vääristymiin, mikäli saapuvat valonsäteet eivät ole niihin nähden kohtisuorassa. Tämän vuoksi niiden kohdalla kaksiakselisten seurantajärjestelmien käyttö on välttämätöntä. Seurantajärjestelmät voivat rakentua joko yhden (kuva 5.13. a) tai kahden jalan (kuva 5.13 b) päälle, tai ne voivat myös liikkua ympyrän muotoisen radan päällä (kuva 5.14.) [1]. Kuvassa 5.13. a olevassa jalusta-seurantajärjestelmässä käytetään yhtä jalkaa kan-nattelemaan koko aurinkosähköjärjestelmää. Etuna on asennuksen helppous, mutta toi-saalta koko aurinkosähköjärjestelmään kohdistuva tuulikuorma kohdistuu myös jalus-tassa olevaan auringon seuraamisesta vastaavaan vaihdelaatikkoon, minkä vuoksi tässä sovelluksessa vaihteilta vaaditaan suurta kapasiteettia. Toinen kaksiakselisen seuranta-järjestelmän muoto on roll-tilt-rakenne (kuva 5.13. b). Rakenne sisältää enemmän pyö-riviä laakereita ja sidoksia, koska kennojärjestelmää on jaettu erillisiin osiin, mutta juuri tästä syystä seurauksena on tuulikuorman vaikutusten vähentyminen. Ongelmaksi saat-taa kuitenkin koitua koko kennojärjestelmää ylläpitävän poikittaisen akselin riittävä tu-keminen. Pyörivä akseli on järkevintä sijoittaa pohjois-etelä-suuntaisesti, jotta vierek-käiset moduulit eivät varjostaisi toisiaan. Poikittaisen akselin sijasta roll-tilt-rakenteessa voidaan käyttää myös umpinaista kehystä, johon moduulit on kiinnitetty päistään. Täl-laista järjestelmää käytetään Fresnel-linsseistä koostuvien moduulien kanssa. Kolmas yleinen seurantajärjestelmä on kuvassa 5.14. esitetty kääntyvä pöytä. Tätä seu-rantajärjestelmää käytettäessä auringon suhteellisen aseman muuttumisesta, sekä tuulen aiheuttamasta kuormituksesta aiheutuvat haittatekijät ovat pienimpiä, mutta järjestelmän asentaminen on vaikeampaa muihin seurantajärjestelmiin verrattuna. Kuva 5.14. havain-nollistaa, kuinka yksittäiset käännettävät moduulit ovat kiinni kehikossa, joka liikkuu ympyrän muotoisella radalla [1].
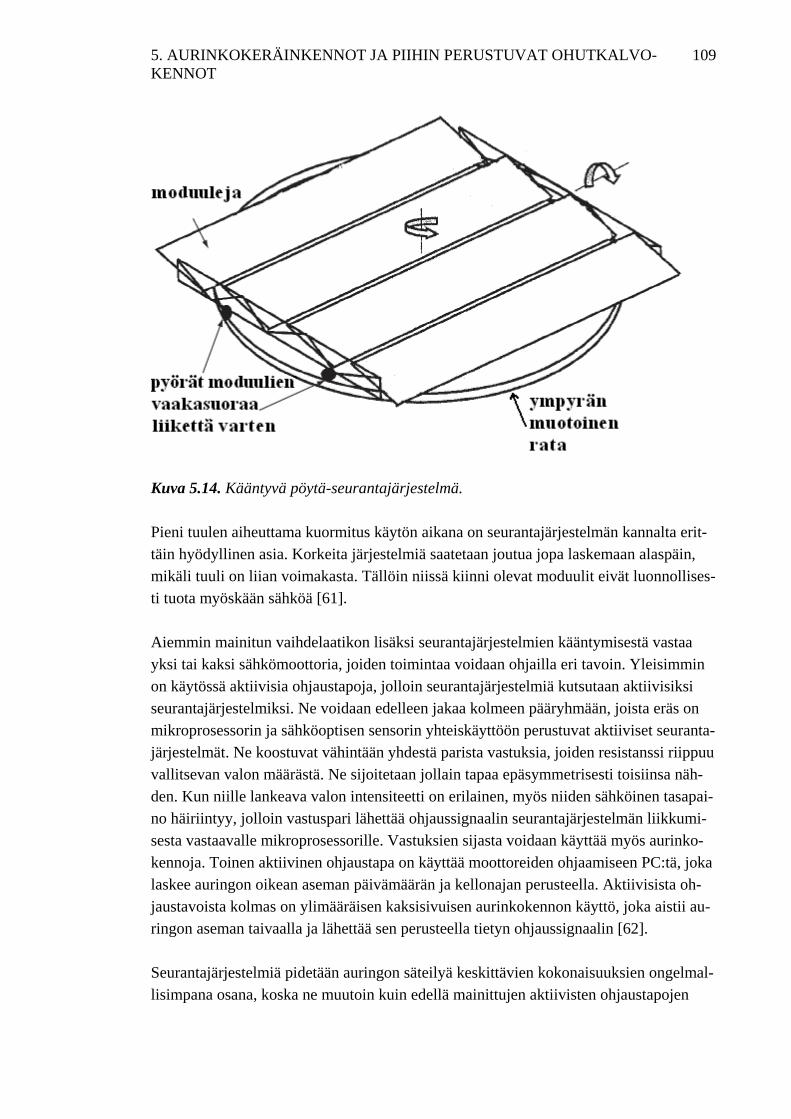
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
109
Kuva 5.14. Kääntyvä pöytä-seurantajärjestelmä. Pieni tuulen aiheuttama kuormitus käytön aikana on seurantajärjestelmän kannalta erit-täin hyödyllinen asia. Korkeita järjestelmiä saatetaan joutua jopa laskemaan alaspäin, mikäli tuuli on liian voimakasta. Tällöin niissä kiinni olevat moduulit eivät luonnollises-ti tuota myöskään sähköä [61]. Aiemmin mainitun vaihdelaatikon lisäksi seurantajärjestelmien kääntymisestä vastaa yksi tai kaksi sähkömoottoria, joiden toimintaa voidaan ohjailla eri tavoin. Yleisimmin on käytössä aktiivisia ohjaustapoja, jolloin seurantajärjestelmiä kutsutaan aktiivisiksi seurantajärjestelmiksi. Ne voidaan edelleen jakaa kolmeen pääryhmään, joista eräs on mikroprosessorin ja sähköoptisen sensorin yhteiskäyttöön perustuvat aktiiviset seuranta-järjestelmät. Ne koostuvat vähintään yhdestä parista vastuksia, joiden resistanssi riippuu vallitsevan valon määrästä. Ne sijoitetaan jollain tapaa epäsymmetrisesti toisiinsa näh-den. Kun niille lankeava valon intensiteetti on erilainen, myös niiden sähköinen tasapai-no häiriintyy, jolloin vastuspari lähettää ohjaussignaalin seurantajärjestelmän liikkumi-sesta vastaavalle mikroprosessorille. Vastuksien sijasta voidaan käyttää myös aurinko-kennoja. Toinen aktiivinen ohjaustapa on käyttää moottoreiden ohjaamiseen PC:tä, joka laskee auringon oikean aseman päivämäärän ja kellonajan perusteella. Aktiivisista oh-jaustavoista kolmas on ylimääräisen kaksisivuisen aurinkokennon käyttö, joka aistii au-ringon aseman taivaalla ja lähettää sen perusteella tietyn ohjaussignaalin [62]. Seurantajärjestelmiä pidetään auringon säteilyä keskittävien kokonaisuuksien ongelmal-lisimpana osana, koska ne muutoin kuin edellä mainittujen aktiivisten ohjaustapojen
5. AURINKOKERÄINKENNOT JA PIIHIN PERUSTUVAT OHUTKALVO-KENNOT
110
osalta pohjautuvat vanhanaikaiseen, mekaaniseen teknologiaan [61]. Niiden virheetön toiminta on edellytys koko aurinkosähköjärjestelmän suorituskyvyn säilymiselle, minkä vuoksi ne vaativat säännöllistä huoltoa [56]. Tutkimusten mukaan auringon seurantajär-jestelmää käyttävän moduulikokonaisuuden avulla on mahdollista kerätä 30 – 50 % enemmän aurinkoenergiaa, kuin paikallaan olevan moduulikokonaisuuden. Tämä edel-lyttää kuitenkin auringon paistamista pilvettömältä taivaalta, sillä tilanne muuttuu voi-makkaasti pilvisellä säällä, jolloin vallitseva valonsäteily on pilvistä heijastuvaa diffuu-sia säteilyä. Havaintojen mukaan taivaan lakipisteeseen kohdistetut moduulit, eli mo-duulit joiden kallistuskulma on 0o, kykenevät absorboimaan diffuusia säteilyä jopa 50 % enemmän kuin moduulit, jotka myös pilvisellä säällä ovat kohdistettuina aurinkoon päin. Mahdollisimman tehokkaan toiminnan takaamiseksi tulisi seurantajärjestelmän kyetä havaitsemaan myös pilvinen sää [63]. Auringon seurantajärjestelmiä voidaan käyttää myös ilman säteilyn keskittämiseen käy-tettäviä elementtejä. Niiden käyttö rakennusten katoille liitettävien hinnaltaan edullisten, kuten piipohjaisten aurinkokennomoduulien, sekä myös aurinkolämpösovellusten kans-sa onkin herättänyt kiinnostusta huolimatta yleisestä käsityksestä, jonka mukaan seuran-tajärjestelmät eivät pienissä sovelluskohteissa ole suositeltavia johtuen niiden kulutta-man energian määrästä. Sovelluskohteista ensiksi mainittu on jo nyt lisännyt seuranta-järjestelmiä valmistavien yritysten määrää. Rakennusten katoille liitettävien moduulien yhteydessä käytettävät seurantajärjestelmät ovat luonnollisesti kooltaan pienempiä, kuin julkiseen sähköverkkoon liitettävät järjestelmät. Samoin auringon seuraamiselle ei nii-den kohdalla aseteta samanlaisia tarkkuusvaatimuksia. Yhdysvalloissa yhteiskunnan au-ringon seurantajärjestelmille myöntämä tuki on johtanut suorituskyvyn parantumiseen, sekä hinnan alentumiseen. Hinnan aleneminen on tärkeä seikka, sillä aurinkokennojen hinnan mahdollisesti alentuessa, voi liian kallis seurantajärjestelmä kennoihin nähden tehdä seurantajärjestelmän käytön kannattamattomaksi [56, 62]. Yleisesti auringon sä-teilyn keskittämiseen käytettävien järjestelmäkokonaisuuksien ongelmana on valmistuk-seen liittyvien standardien ja sääntöjen puuttuminen. Tämän ongelman korjaaminen on edellytys tuotannon laajentamiselle ja myös hinnan alentumiselle [64].

111
6. TULEVAISUUDEN NÄKYMIÄ
2010-luvulle tultaessa on aurinkokennoteollisuus kehittynyt kypsäksi teollisuudenalaksi, huolimatta aurinkokennojen häviävän pienestä suhteellisesta osuudesta maailmanlaajui-sessa sähköenergian tuotannossa. Optimististen ennusteiden mukaan aurinkokennojen tuotantomäärät tulevat kuitenkin voimakkaasti kasvamaan seuraavien vuosikymmenien aikana. Tämä johtuu osaksi maapallolla kulutettavan energian kasvusta, mutta myös monien perinteisten energiavarojen, kuten öljyn, hupenemisesta. Nämä seikat tulevat vääjäämättä kasvattamaan aurinkosähkösovellusten, sekä muiden uusiutuvien energia-muotojen houkuttelevuutta. Kysynnän ja sitä kautta tuotantomäärien kasvu alentaa so-vellusten hintaa, mutta laajeneva aurinkokennoihin perustuva energian tuotanto edellyt-tää myös jatkuvaa niihin liittyvän teknologian kehittämistä. Auringon valtava potentiaa-li energian tuotannossa on yleisessä tiedossa, mutta toistaiseksi sitä ei kyetä kunnolla hyödyntämään, huolimatta moniin vakiintuneisiin teknologioihin tehdyistä tuotekehitys-parannuksista [1, 40]. Tässä luvussa perehdytään tulevaisuuden kannalta mielenkiintoisiin, mutta toistaiseksi vasta tutkimuksen ja tuotekehityksen kohteena oleviin sovelluksiin. Tulevaisuuden mahdollisista aurinkokennoteknologioista kenties kiinnostavimpia ovat alaluvussa 6.1. käsiteltävät kolmannen sukupolven aurinkokennoja edustavat väriaineaurinkokennot, minkä vuoksi ne ovat ansainneet erityishuomion. Alaluku 6.2. käsittelee muita aurinko-kennoteollisuuden kannalta mielenkiintoisia kehitysnäkymiä, jotka liittyvät tämän työn aikaisemmissa luvuissa käsiteltyihin teknologioihin.
6.1. Väriaineaurinkokennot Kaikkien tähän mennessä käsiteltyjen aurinkokennojen toiminta perustuu valon absor-boitumiseen puolijohteessa. Väriaineaurinkokennojen toimintaperiaate eroaa niistä si-ten, että vapaiden varauksenkuljettajien syntyminen tapahtuu tiettyjen puolijohdepartik-keleiden pintaan kiinnittyneissä väriainemolekyyleissä. Valoa absorboidessaan ne syn-nyttävät puolijohdekerrokseen vapaita elektroneja. Mekanismi ei siis ole perinteinen va-losähköinen ilmiö, vaan kyse on fotosynteesistä. Valokuvaustekniikan kehittämiseksi suuren energia-aukon omaavia puolijohteita ja niissä olevia väriainepartikkeleita on tut-kittu jo 1800-luvun lopulta asti. 1980-luvun alkuun mennessä oli alettu hahmottaa, mit-kä materiaalit olivat sopivia puolijohdekerroksille, sekä niihin lisätyille väriainemole-
6. TULEVAISUUDEN NÄKYMIÄ 112
kyyleille. Tutkimusta väriaineaurinkokennojen parissa jatkettiin läpi 1980-luvun ja vuonna 1991 onnistuttiin saavuttamaan jo 7 %:n hyötysuhde. Näin väriaineaurinkoken-nojen potentiaali alettiin vähitellen ymmärtää ja niiden parissa tehdyn tutkimuksen mää-rä kasvoi entisestään. 2010-luvulle tultaessa väriaineaurinkokennot ovat jo kaupallistu-misen kynnyksellä. Edulliset materiaalikustannukset, sekä yksinkertainen valmistuspro-sessi yhdessä kohtalaisen hyötysuhteen kanssa tekevät siitä erittäin lupaavan aurinko-kennoteknologian. Tästä huolimatta väriaineaurinkokennoihin liittyy edelleen suuria haasteita, jotka on voitettava ennen kuin niiden laajamittainen kaupallinen tuotanto voi-daan aloittaa. Teoriassa väriaineaurinkokennoilla, samoin kuin muillakin kolmannen su-kupolven kennoilla, on mahdollista saavuttaa moninkertainen hyötysuhde ensimmäisen ja toisen sukupolven kennoihin verrattuna. Mikäli väriaineaurinkokennoille asetetut ta-voitteet toteutuvat, ne saattavat yhdessä ohutkalvo-kennojen ohella heikentää merkittä-västi ensimmäisen sukupolven aurinkokennojen valta-asemaa [1, 65, 66, 67, 81]. 6.1.1. Väriaineaurinkokennojen rakenne ja toimintaperiaate Koska väriaineaurinkokennojen toimintaperiaate eroaa ensimmäisen ja toisen sukupol-ven kennojen toimintaperiaatteesta, on myös niiden rakenne erilainen. Väriaineaurinko-kennot koostuvat kolmesta pääosasta, joita ovat valoaktiivinen työelektrodi WE, vasta-elektrodi CE, sekä näiden välissä oleva redox-väliaine. Työelektrodi WE koostuu huo-koisesta puolijohdekerroksesta, joka on kiinnitetty läpinäkyvään johtavaan alustaan. Puolijohdekerros voi olla materiaaliltaan esimerkiksi sinkkioksidi, tinadioksidi, tai titaa-nidioksidi, joista viimeksi mainittu on ylivoimaisesti yleisin. Kun tässä työssä puhutaan väriaineaurinkokennojen huokoisesta puolijohdekerroksesta, tarkoitetaan sillä aina titaa-nidioksidi-kerrosta, ellei toisin mainita. Happea sisältävien puolijohteiden käyttö huo-koisessa puolijohdekerroksen materiaalina on välttämätöntä, mikäli redox-väliaine on nestemäinen. Tällöin happea sisältävät puolijohteet säilyttävät kemiallisen stabiilisuu-tensa myös ollessaan alttiina valolle, toisin kuin monet muut puolijohteet. Edellä maini-tut happea sisältävät puolijohteet ovat lisäksi edullisia ja myrkyttömiä. Puolijohdeker-roksessa olevat partikkelit ovat kokoluokaltaan 15 – 30 nm. Läpinäkyvänä johtavana alustana, johon huokoinen puolijohdekerros liitetään, toimii useimmiten fluorilla seos-tettu tinadioksidi (FTO), mutta myös indium-tina-oksidi-kerroksen (ITO) käyttö on mahdollista. Koko työelektrodin paksuudeksi tulee tavallisesti 1 – 15 µ m. Johtava alus-ta on kiinni lasissa jota kautta valo tulee kennoon. Vastaelektrodi CE on rakenteeltaan muutoin samanlainen, mutta huokoinen puolijohdekerros puuttuu kokonaan. CE:n ta-pauksessa lasissa kiinni oleva johtava alusta on ainoastaan platinoitu. Kuva 6.1. havain-nollistaa työelektrodia, siihen kuuluvaa huokoista puolijohdekerrosta, sekä huokoisen puolijohde-kerroksen pinnalla olevissa partikkeleissa kiinni olevia väriainemolekyylejä. Kuvassa 6.1. on esitetty myös vastaelektrodi ja siihen kiinnittyneinä olevat platinahiuk-kaset, sekä elektrodien välissä oleva redox-väliaine. Elektrodien väliin kytketty säätö-vastus kuvaa ulkoista piiriä. Kennon eri osien havainnollistamiseksi mittasuhteita on vääristetty. Esimerkiksi työ- ja vastaelektrodi ovat oikeissa väriaineaurinkokennoissa
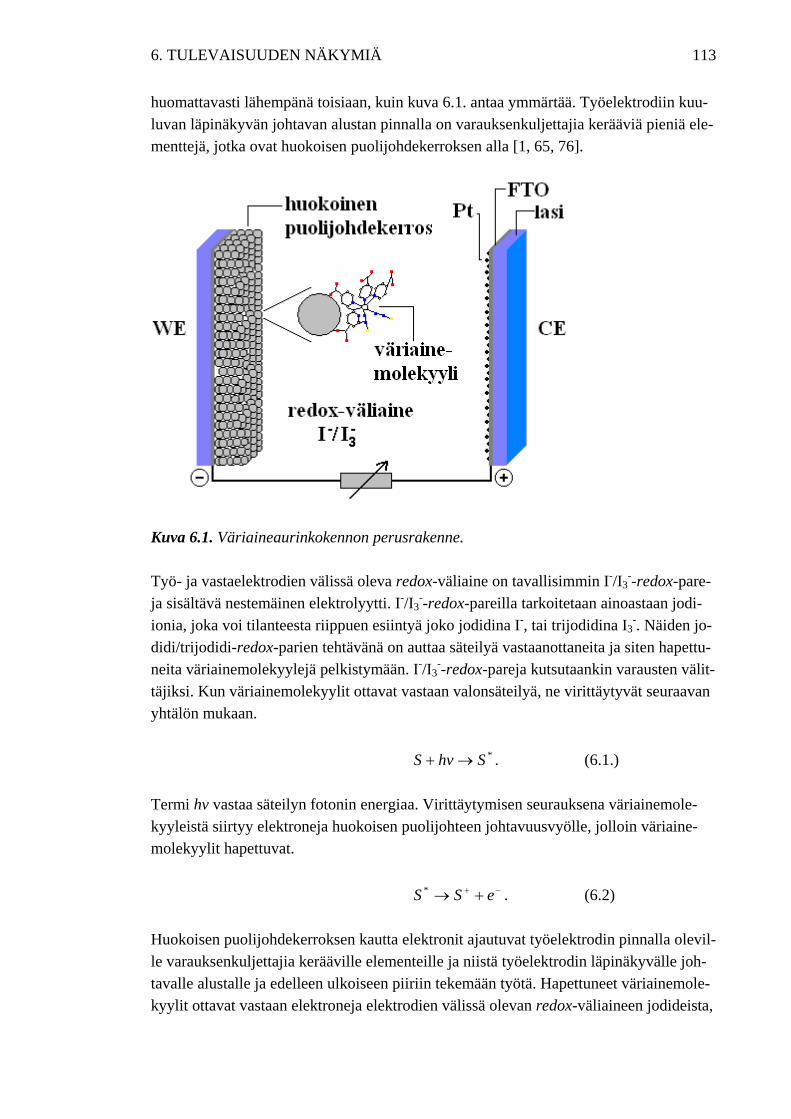
6. TULEVAISUUDEN NÄKYMIÄ 113
huomattavasti lähempänä toisiaan, kuin kuva 6.1. antaa ymmärtää. Työelektrodiin kuu-luvan läpinäkyvän johtavan alustan pinnalla on varauksenkuljettajia kerääviä pieniä ele-menttejä, jotka ovat huokoisen puolijohdekerroksen alla [1, 65, 76].
Kuva 6.1. Väriaineaurinkokennon perusrakenne. Työ- ja vastaelektrodien välissä oleva redox-väliaine on tavallisimmin I-/I3
--redox-pare-ja sisältävä nestemäinen elektrolyytti. I-/I3
--redox-pareilla tarkoitetaan ainoastaan jodi-ionia, joka voi tilanteesta riippuen esiintyä joko jodidina I-, tai trijodidina I3
-. Näiden jo-didi/trijodidi-redox-parien tehtävänä on auttaa säteilyä vastaanottaneita ja siten hapettu-neita väriainemolekyylejä pelkistymään. I-/I3
--redox-pareja kutsutaankin varausten välit-täjiksi. Kun väriainemolekyylit ottavat vastaan valonsäteilyä, ne virittäytyvät seuraavan yhtälön mukaan. *ShvS →+ . (6.1.) Termi hv vastaa säteilyn fotonin energiaa. Virittäytymisen seurauksena väriainemole-kyyleistä siirtyy elektroneja huokoisen puolijohteen johtavuusvyölle, jolloin väriaine-molekyylit hapettuvat. −+ +→ eSS * . (6.2) Huokoisen puolijohdekerroksen kautta elektronit ajautuvat työelektrodin pinnalla olevil-le varauksenkuljettajia kerääville elementeille ja niistä työelektrodin läpinäkyvälle joh-tavalle alustalle ja edelleen ulkoiseen piiriin tekemään työtä. Hapettuneet väriainemole-kyylit ottavat vastaan elektroneja elektrodien välissä olevan redox-väliaineen jodideista,
6. TULEVAISUUDEN NÄKYMIÄ 114
jolloin väriainemolekyylit palaavat perustilaan S ja jodidit hapettuvat trijodideiksi. Kos-ka puolijohdekerros on huokoinen, on se kauttaaltaan elektrolyytin vaikutuksen alaise-na. Tämä tarkoittaa hapettuneiden väriainemolekyylien nopeaa pelkistymistä, mutta vaarana on myös ulkoiseen piiriin tarkoitettujen elektronien rekombinaatio jodidien ja trijodidien kanssa. Tätä voidaan ehkäistä valmistamalla titaanista läpinäkyvän johtavan alustan päälle yhtenäinen puskurikerros. Tällöin edellä mainitun rekombinaation ei pitä-isi koitua merkittäväksi, mikäli kennossa käytetään perinteistä nestemäistä elektrolyyt-tiä, jossa redox-parien tiheys on kohtuullinen. Jodidien hapettumisesta trijodideiksi seu-raa, että vastaelektrodilla olevat platina-atomit alkavat vetää niitä puoleensa. Vastaelek-trodille ajautuessaan trijodidit pelkistyvät takaisin jodideiksi vastaanottamalla elektrone-ja platina-atomeilta. −−− →+ IeI 323 . (6.3)
Platina-atomien luovuttamien elektronien vuoksi vastaelektrodi varautuu positiivisesti, jolloin se vetää puoleensa ulkoisessa piirissä olevia, työelektrodilta lähteneitä elektrone-ja ja näin ulkoisessa piirissä kulkee sähkövirta. Vastaelektrodille tultuaan elektronit pel-kistävät hapettuneita platina-atomeja ja tilanne palautuu alkuperäisen kaltaiseksi [1, 65, 70]. Nestemäinen väliaine, jossa redox-parit ovat, on tavallisimmin orgaaninen liuos, kuten asetonitriili, tai jokin muu nitriililiuos. Näiden liuosten ongelmana on stabiilisuuden heikkeneminen pitkäaikaisessa käytössä. Ionisilla liuoksilla on korkeampi lämpö- ja ke-miallinen stabiilisuus, mutta myös suurempi viskositeetti verrattuna orgaanisiin liuok-siin. Suuremman viskositeetin vuoksi redox-parit liikkuvat ionisissa liuoksissa hitaam-min, minkä vuoksi niitä hyödyntävät kennot eivät kykene toimimaan riittävän tehok-kaasti korkeilla valon intensiteeteillä. Redox-parien lisääminen ei tavanomaisten väriai-neaurinkokennojen kohdalla paranna tilannetta, sillä se kasvattaa myös rekombinaatiota trijodidien ja ulkoiseen piiriin tarkoitettujen elektronien välillä. Ionisia ja muita stabii-limpia liuoksi käytettäessä onkin hyväksi ratkaisuksi osoittautunut huokoisen puolijoh-dekerroksen toteuttaminen sauvamaisten nanopartikkeleiden avulla perinteisten pallon muotoisten nanopartikkeleiden sijaan. Tällöin voidaan käyttää myös suuremman redox-paritiheyden omaavaa väliainetta ilman, että edellä mainittu rekombinaatio koituu mer-kittäväksi. On kuitenkin huomioitava, että ionisia liuoksia käyttävien kennojen hyöty-suhde laskee hyvin matalissa ja hyvin korkeissa lämpötiloissa. Paitsi että sauvamaisten titaanidioksidi-partikkeleiden avulla voidaan nopeuttaa elektronien siirtymistä ulkoiseen piiriin, on niiden havaittu myös lisäävän kennossa tapahtuvia heijastuksia. Parhaaksi ti-taanidioksidi-partikkeliksi on havaittu halkaisijaltaan noin 10 nm ja pituudeltaan useita satoja nanometrejä oleva sauvamainen partikkeli, missä yhdistyvät kyky heijastaa valon säteilyä, johtaa elektronit nopeasti ulkoiseen piiriin, sekä absorboida kennon valmistus-vaiheessa paljon väriainemolekyylejä.
6. TULEVAISUUDEN NÄKYMIÄ 115
Suurin kaikkien nestemäisten elektrolyyttien kohdalla esiintyvä ongelma on niiden tai-pumus syövyttää kennon tiivisteitä ajan myötä, mikä johtaa nestemäisten väliaineiden haihtumiseen ja vuotamiseen. Sopivalla ja riittävän huolellisella tiivistämisellä on ilmiö-tä mahdollista estää, mutta useista kennoista koostuvissa moduuleissa muodostuu kaik-kien kennojen huolellinen tiivistäminen hyvin työlääksi. Väriaineaurinkokennojen kau-pallistuminen edellyttää paitsi stabiilisuutta, myös edullisia materiaali- ja valmistuskus-tannuksia ja moduulien yksinkertaista rakennetta. Tämän vuoksi nestemäisten elektro-lyyttien korvaamiseksi on yritetty kehittää kiinteitä elektrolyyttejä, joihin on sopivalla seostamisella aikaansaatu hapetin/pelkistin-pareja, joilla on sama tehtävä, kuin orgaanis-ten liuosten redox-pareilla. Eräs lupaava kiinteä väliaine on kuparijodi, minkä ongelma-na on ollut rekombinaatio ulkoiseen piiriin tarkoitettujen elektronien kanssa. Tätä haitta-vaikutusta on kuitenkin onnistuttu lieventämään lisäämällä ultraohut puskurikerros huo-koisen puolijohdekerroksen päälle ennen väriainemolekyylien lisäämistä. Puskuriker-roksen materiaalina voi olla esimerkiksi magnesium- tai sinkkioksidi. Puskurikerroksen vaikutus perustuu siihen, että huokoisen puolijohdekerroksen johtavuusvyöllä olevilla elektroneilla ei ole riittävästi energiaa ylittää sitä ja päästä kuparijodiin. Sinnikkäästä kehitystyöstä huolimatta jää kiinteitä elektrolyyttejä, samoin kuin ionisia liuoksia elektrolyytteinä käyttävien kennojen hyötysuhde huomattavasti pienemmäksi nestemäisiä elektrolyyttejä hyödyntävien kennojen hyötysuhteista. Myös kiinteiden elektrolyyttien kohdalla merkittävä ongelma on hapettuneita väriainemolekyylejä pel-kistävien ionien hidas liikkuminen väliaineessa. Toinen kiinteiden elektrolyyttien ongel-ma on, ettei elektrolyytti täytä huokoista puolijohdekerrosta samaan tapaan, kuin neste-mäinen elektrolyytti. Tämä hankaloittaa säteilystä hapettuneiden väriainemolekyylien pelkistymistä, vaikka ne sijaitsevatkin aivan huokoisen puolijohdekerroksen pinnalla. Kiinteiden ja nestemäisten elektrolyyttien lisäksi on kehitetty myös hyytelömäisiä elek-trolyyttejä. Niiden avulla on saavutettu lähes yhtä hyvä hyötysuhde ja jopa parempi sta-biilisuus, kuin perinteisillä nestemäisillä elektrolyyteillä. Joidenkin hyytelömäisten elek-trolyyttien hyötysuhdetta on onnistuttu kasvattamaan lisäämällä niihin nanosilikaattihiu-taleita, jotka helpottavat redox-parien liikkumista väliaineessa. Väriaineaurinkokenno-jen tulevaisuuden kannalta kiinteiden elektrolyyttien kehittäminen on joka tapauksessa välttämätöntä [1, 65, 67, 68, 69, 71, 72, 76]. Väriaineaurinkokennoissa elektronit irtoavat huokoisen puolijohteen johtavuusvyölle, mutta elektronin jälkeen jättämä aukko on huokoisen puolijohteen sijaan väriainemole-kyylissä. Täten väriainemolekyylien kohdalla ei voida puhua valenssi- ja johtavuusvöis-tä samaan tapaan kuin ensimmäisen ja toisen sukupolven kennojen kohdalla. Tästä syystä elektronien ja aukkojen välillä ei tapahdu myöskään samanlaista rekombinaatio-ta. Elektronit saattavat kuitenkin rekombinoitua väliaineessa olevien varausten välittäji-en kanssa. Syy juuri I-/I3
--redox-parien käyttöön väliaineessa on niiden vähäisempi re-kombinaatio vapaiden elektronien kanssa verrattuna moniin muihin varausten välittäjiin. Varausten välittäjien aikaansaamiseksi voidaan väliaineeseen lisätä myös erilaisia jodi-
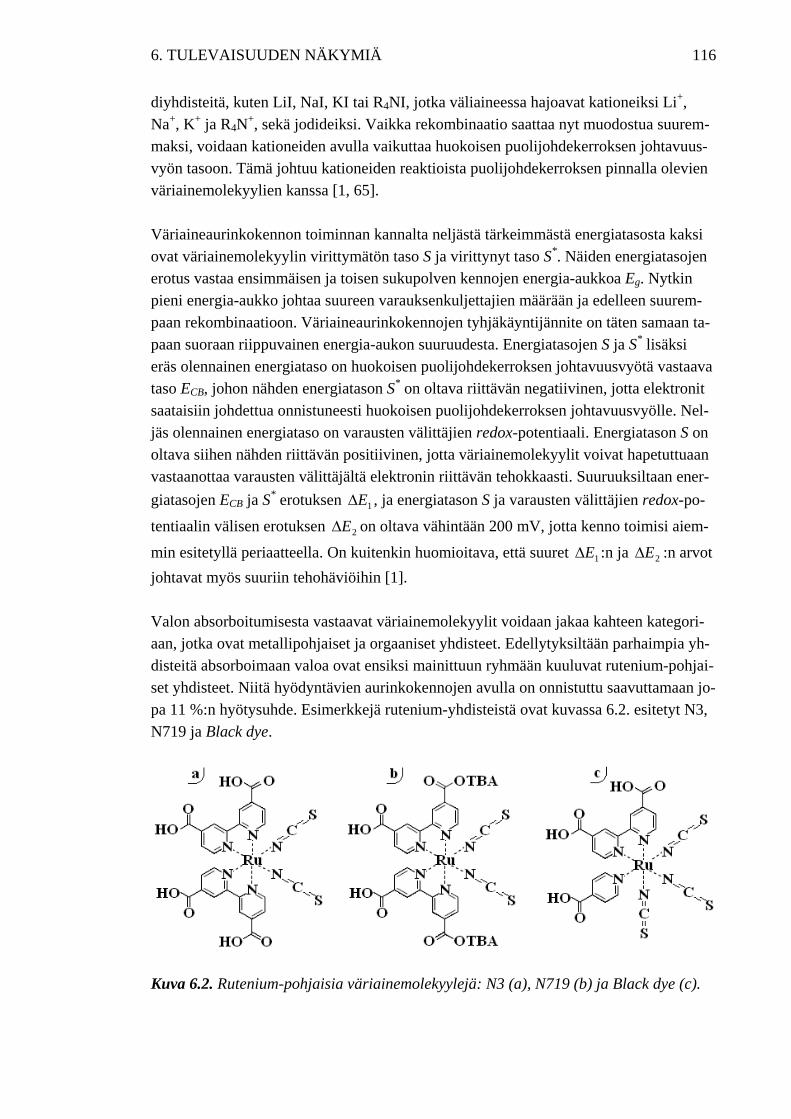
6. TULEVAISUUDEN NÄKYMIÄ 116
diyhdisteitä, kuten LiI, NaI, KI tai R4NI, jotka väliaineessa hajoavat kationeiksi Li+, Na+, K+ ja R4N+, sekä jodideiksi. Vaikka rekombinaatio saattaa nyt muodostua suurem-maksi, voidaan kationeiden avulla vaikuttaa huokoisen puolijohdekerroksen johtavuus-vyön tasoon. Tämä johtuu kationeiden reaktioista puolijohdekerroksen pinnalla olevien väriainemolekyylien kanssa [1, 65]. Väriaineaurinkokennon toiminnan kannalta neljästä tärkeimmästä energiatasosta kaksi ovat väriainemolekyylin virittymätön taso S ja virittynyt taso S*. Näiden energiatasojen erotus vastaa ensimmäisen ja toisen sukupolven kennojen energia-aukkoa Eg. Nytkin pieni energia-aukko johtaa suureen varauksenkuljettajien määrään ja edelleen suurem-paan rekombinaatioon. Väriaineaurinkokennojen tyhjäkäyntijännite on täten samaan ta-paan suoraan riippuvainen energia-aukon suuruudesta. Energiatasojen S ja S* lisäksi eräs olennainen energiataso on huokoisen puolijohdekerroksen johtavuusvyötä vastaava taso ECB, johon nähden energiatason S* on oltava riittävän negatiivinen, jotta elektronit saataisiin johdettua onnistuneesti huokoisen puolijohdekerroksen johtavuusvyölle. Nel-jäs olennainen energiataso on varausten välittäjien redox-potentiaali. Energiatason S on oltava siihen nähden riittävän positiivinen, jotta väriainemolekyylit voivat hapetuttuaan vastaanottaa varausten välittäjältä elektronin riittävän tehokkaasti. Suuruuksiltaan ener-giatasojen ECB ja S* erotuksen 1E∆ , ja energiatason S ja varausten välittäjien redox-po-
tentiaalin välisen erotuksen 2E∆ on oltava vähintään 200 mV, jotta kenno toimisi aiem-
min esitetyllä periaatteella. On kuitenkin huomioitava, että suuret 1E∆ :n ja 2E∆ :n arvot johtavat myös suuriin tehohäviöihin [1]. Valon absorboitumisesta vastaavat väriainemolekyylit voidaan jakaa kahteen kategori-aan, jotka ovat metallipohjaiset ja orgaaniset yhdisteet. Edellytyksiltään parhaimpia yh-disteitä absorboimaan valoa ovat ensiksi mainittuun ryhmään kuuluvat rutenium-pohjai-set yhdisteet. Niitä hyödyntävien aurinkokennojen avulla on onnistuttu saavuttamaan jo-pa 11 %:n hyötysuhde. Esimerkkejä rutenium-yhdisteistä ovat kuvassa 6.2. esitetyt N3, N719 ja Black dye.
Kuva 6.2. Rutenium-pohjaisia väriainemolekyylejä: N3 (a), N719 (b) ja Black dye (c).
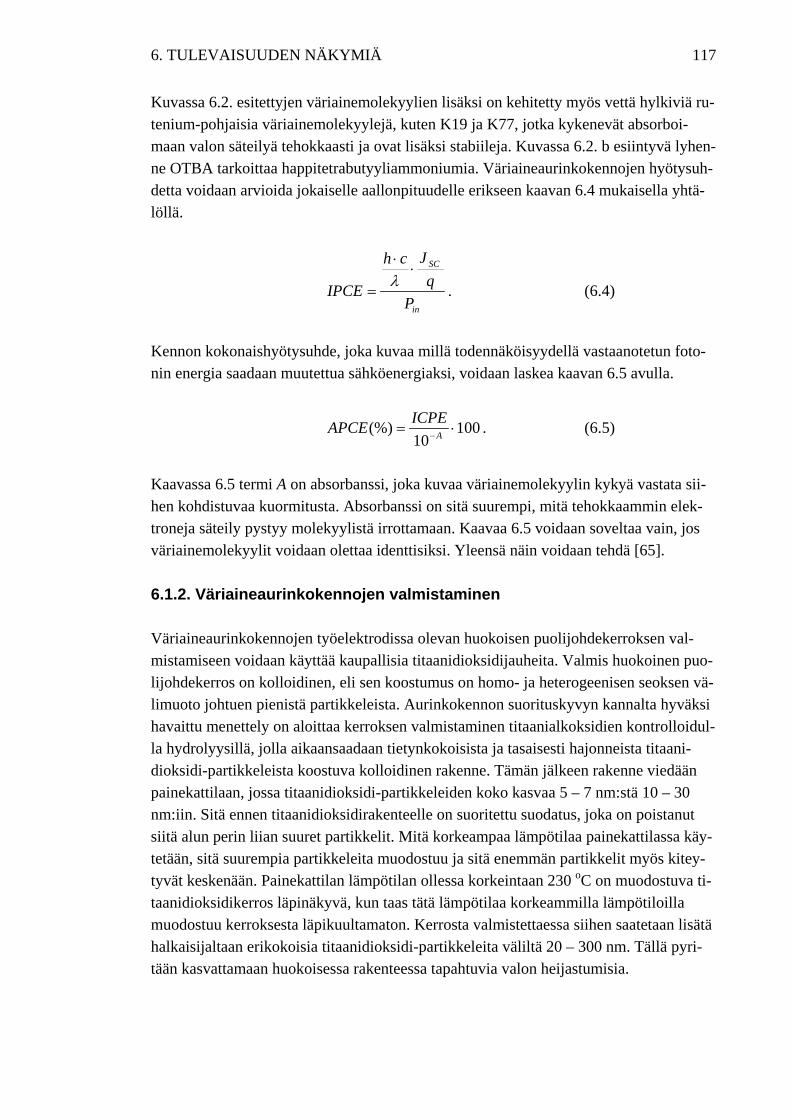
6. TULEVAISUUDEN NÄKYMIÄ 117
Kuvassa 6.2. esitettyjen väriainemolekyylien lisäksi on kehitetty myös vettä hylkiviä ru-tenium-pohjaisia väriainemolekyylejä, kuten K19 ja K77, jotka kykenevät absorboi-maan valon säteilyä tehokkaasti ja ovat lisäksi stabiileja. Kuvassa 6.2. b esiintyvä lyhen-ne OTBA tarkoittaa happitetrabutyyliammoniumia. Väriaineaurinkokennojen hyötysuh-detta voidaan arvioida jokaiselle aallonpituudelle erikseen kaavan 6.4 mukaisella yhtä-löllä.
in
SC
Pq
Jch
IPCE⋅
⋅
=λ . (6.4)
Kennon kokonaishyötysuhde, joka kuvaa millä todennäköisyydellä vastaanotetun foto-nin energia saadaan muutettua sähköenergiaksi, voidaan laskea kaavan 6.5 avulla.
10010
(%) ⋅= −A
ICPEAPCE . (6.5)
Kaavassa 6.5 termi A on absorbanssi, joka kuvaa väriainemolekyylin kykyä vastata sii-hen kohdistuvaa kuormitusta. Absorbanssi on sitä suurempi, mitä tehokkaammin elek-troneja säteily pystyy molekyylistä irrottamaan. Kaavaa 6.5 voidaan soveltaa vain, jos väriainemolekyylit voidaan olettaa identtisiksi. Yleensä näin voidaan tehdä [65]. 6.1.2. Väriaineaurinkokennojen valmistaminen Väriaineaurinkokennojen työelektrodissa olevan huokoisen puolijohdekerroksen val-mistamiseen voidaan käyttää kaupallisia titaanidioksidijauheita. Valmis huokoinen puo-lijohdekerros on kolloidinen, eli sen koostumus on homo- ja heterogeenisen seoksen vä-limuoto johtuen pienistä partikkeleista. Aurinkokennon suorituskyvyn kannalta hyväksi havaittu menettely on aloittaa kerroksen valmistaminen titaanialkoksidien kontrolloidul-la hydrolyysillä, jolla aikaansaadaan tietynkokoisista ja tasaisesti hajonneista titaani-dioksidi-partikkeleista koostuva kolloidinen rakenne. Tämän jälkeen rakenne viedään painekattilaan, jossa titaanidioksidi-partikkeleiden koko kasvaa 5 – 7 nm:stä 10 – 30 nm:iin. Sitä ennen titaanidioksidirakenteelle on suoritettu suodatus, joka on poistanut siitä alun perin liian suuret partikkelit. Mitä korkeampaa lämpötilaa painekattilassa käy-tetään, sitä suurempia partikkeleita muodostuu ja sitä enemmän partikkelit myös kitey-tyvät keskenään. Painekattilan lämpötilan ollessa korkeintaan 230 oC on muodostuva ti-taanidioksidikerros läpinäkyvä, kun taas tätä lämpötilaa korkeammilla lämpötiloilla muodostuu kerroksesta läpikuultamaton. Kerrosta valmistettaessa siihen saatetaan lisätä halkaisijaltaan erikokoisia titaanidioksidi-partikkeleita väliltä 20 – 300 nm. Tällä pyri-tään kasvattamaan huokoisessa rakenteessa tapahtuvia valon heijastumisia.

6. TULEVAISUUDEN NÄKYMIÄ 118
Heijastusten kasvattamiseksi saatetaan titaanidioksidikerroksen pinnalle lisätä myös erillinen suuremmista titaanidioksidi-partikkeleista koostuva kerros. Eräs uudenaikainen tapa on lisätä kerrokseen ulkomitoiltaan mikrometrin luokkaa olevia kohtia, joista kukin koostuu toisiaan hyvin lähellä olevista, halkaisijaltaan 10 - 15 nm:n olevista titaanipar-tikkeleista. Nämä kohdat luodaan titaanidioksidikerroksen sisälle lähelle kerroksen pin-taa. Tällä tavoin on kennon oikosulkuvirrantiehyttä onnistuttu kasvattamaan jopa 36 %, mikä puolestaan on johtanut 52 % parempaan hyötysuhteen. Optimaalisen titaanimäärän selvittäminen on tärkeää, sillä liian suuri titaanin määrä hidastaa redox-väliaineen pää-syä titaanidioksidikerrokselle. Viimeisinä vaiheina titaanidioksidikerroksen valmistuk-sessa ovat ylimääräisten sakkojen poistaminen, sekä rakenteen tiivistäminen siten, että titaanidioksidipitoisuus on noin 11 % [1, 65, 70]. Edellä kuvattu prosessi tuottaa liuosmaisen titaanidioksidikerroksen, joka ei sellaise-naan ole käyttökelpoisia työelektrodin osaksi. Kaksi yleisintä menetelmää, joilla tällai-sesta rakenteesta aikaansaadaan valmis, työelektrodille kelpaava huokoinen puolijohde-kalvo, ovat Doctor Blading- ja silkkipainotekniikka. Ensiksi mainitussa tekniikassa ti-taanidioksidikerros lujitetaan aluksi sopivalla määrällä polyetyleeniglykolia ja muodos-tunut kerros lisätään läpinäkyvän johtavan alustan päälle, jonka jälkeen kerrosta sintra-taan ilmassa 30 minuutin ajan lämpötilan olleessa 450 oC. Silkkipainotekniikassa ker-roksen koostumuksesta saadaan erilaisten kemiallisten käsittelyjen jälkeen muodostettua tahnamainen ja muodostunut kerros lisätään alustan päälle käyttäen silkkipainokonetta. Tämän jälkeen suoritetaan vielä sintraus ilmassa lämpötilan ollessa 500oC ja sintrauk-seen käytetyn ajan 1 tunti. Riippumatta kumpi kahdesta tekniikasta on käytössä, on val-miin titaanidioksidikerroksen huokoisuus 60 – 70 %. Korkea huokoisuus luonnollisesti helpottaa redox-väliaineen diffuusiota kerroksessa. Puolijohdekerroksen huokoisuudesta on myös se hyöty, että kerroksen pinta-alaa saadaan kasvatettua, jolloin pinnalle voi-daan aikaansaada suurempi väriainemolekyylien tiheys. Alustaan kiinnitetty titaanidiok-sidikerros upotetaan vielä huoneenlämpöiseen titaanitetrakloridi-liuokseen. Tämän jäl-keen kerrokselle suoritetaan 30 minuuttia kestävä sintraus lämpötilan olleessa 450 oC. Tämän menettelyn on havaittu parantavan valmiissa kennossa syntyvien varauksenkul-jettajien määrää, mikä mahdollisesti johtuu titaanidioksidi-partikkeleiden välisten liitos-ten parantumisesta [1, 65]. Kun huokoinen puolijohdekerros on saatu lopullisesti valmiiksi, on viimeinen vaihe työ-elektrodin luomisessa valoa absorboivien väriainemolekyylien lisääminen sen pinnalle. Tämä toteutetaan upottamalla titaanidioksidikalvo väriaineseokseen, joka on etanoli-, tai tertiääributanoliasetonitriililiuos, jossa väriaineseoksen osuus on 50 %. Seuraavaksi kal-voa säilytetään 12 – 18 tuntia huoneenlämmössä, minkä seurauksena kalvo värittyy voi-makkaasti. Tämän jälkeen titaanidioksidikalvosta poistetaan absorboitumatta jääneet vä-riainemolekyylit pesemällä kalvo alkoholilla tai asetonitriilillä. Koska vastaelektrodi on rakenteeltaan huomattavasti yksinkertaisempi työelektrodiin verrattuna, sisältyy myös sen valmistamiseen vähemmän vaiheita. Noin 200 nm:n paksuiselle läpinäkyvälle johta-
6. TULEVAISUUDEN NÄKYMIÄ 119
valle alustalle sattumanvaraisesti luotujen platina-atomien tehtävänä on paitsi toimia redox-väliaineessa olevien trijodidien pelkistiminä, myös heijastaa valonsäteitä. Platina-atomien kykyä pelkistää trijodideja jodideiksi voidaan parantaa muodostamaa vastaelek-trodin pinnalle platina-kolloideja. Tämä saadaan aikaan lisäämällä valmiin vastaelektro-din pinnalle pieniä määriä H2PtCl6-alkoholiliuosta ja lämmittämällä elektrodia tämän jälkeen 10 minuuttia 385 oC:n lämpötilassa. Vastaelektrodin tehokas toiminta parantaa kennon täytekerrointa ja on siten koko kennon kannata tärkeää. Työ- ja vastaelektrodi voidaan liittää toisiinsa esimerkiksi erityisellä suljentamateriaalilla. Mikäli käytetään nestemäistä elektrolyyttiä, se lisätään kennorakenteen juuri ennen sen lopullista sulke-mista [1, 70]. 6.1.3. Väriaineaurinkokennojen tulevaisuuden näkymät Ennen vuotta 2010 on väriaineaurinkokennojen kohdalla saavutettu jo yli 11 %:n hyöty-suhde kennon pinta-alan ollessa alle 0,2cm2. Väriaineaurinkokennojen kaupallistumista on hidastanut se, ettei niistä ole onnistuttu muodostamaan kokonaisia moduuleja, joiden hyötysuhde olisi samaa suuruusluokkaa pienempien kennojen hyötysuhteiden kanssa. Kennojen hyötysuhteen on havaittu heikkenevän nopeasti niiden pinta-alan kasvaessa, mikä on seurausta läpinäkyvänä johtavana alustana hyvin yleisesti käytetyn FTO-ker-roksen suurehkosta resistanssista, joka pinta-alan kasvaessa johtaa suureen täytekertoi-meen. Syynä FTO:n käyttöön on sen kyky kestää huokoisen puolijohdekerroksen val-mistamisen aikana käytettyjä korkeita lämpötiloja. Toinen yleisesti käytetty materiaali läpinäkyvän johtavan kerroksen luomiseen on indium-tina-oksidi (ITO), millä on pa-rempi sähkönjohtavuus, joka kuitenkin menetetään korkeissa lämpötiloissa. Muodosta-malla johtava kerros sekä FTO-, että ITO-kerroksista on väriaineaurinkokennon pinta-alaa kyetty kasvattamaan jopa 21 cm2:iin siten, että kohtalaisen hyvä hyötysuhde on vie-lä saavutettu. Tällöin FTO-kerros suojaa lasikerroksen päälle ensimmäisenä luotua ITO-kerrosta huokoisen puolijohdekerroksen luomisen aikana. Väriaineaurinkokennojen yh-distämistä kokonaisiksi moduuleiksi haittaa lisäksi se, että metallisia ritilöitä ei voida käyttää keräämään syntyneitä elektroneja, koska metalli reagoi elektrolyytissä olevien redox-parien kanssa. Tilannetta voidaan parantaa suojaamalla metalliset ritilät sopivalla materiaalilla [1, 69, 73]. Johtuen väriaineaurinkokennojen hyvästä hyötysuhteesta kennopinta-alan ollessa pieni, ei niiden käytölle taskulaskinten ja kellojen kaltaisissa sovelluskohteissa ole käytännös-sä enää mitään estettä. Hyötysuhteen heikkeneminen kennopinta-alan kasvaessa, sekä kiinteitä elektrolyyttejä käytettäessä, ovat haasteita, jotka toistaiseksi estävät väriaineau-rinkokennojen laajan mittakaavan soveltamisen. Pelkästään näiden haasteiden voittami-nen ei kuitenkaan riitä, vaan väriaineaurinkokennojen hyötysuhdetta on joka tapaukses-sa parannettava vähintään 15 %:iin, ennen kuin kennojen laajempaa kaupallista tuotan-toa voidaan aloittaa. Tämä edellyttää tehokkuutta myös väriainemolekyyleiltä. Kuvassa 6.2. c esitettyä Black dye-molekyyliä pidetään hyvin lupaavana, koska se kykenee ab-
6. TULEVAISUUDEN NÄKYMIÄ 120
sorboimaan hyvin laajan alueen auringon säteilyn spektristä, mukaan lukien huomatta-van osan infrapuna-alueesta. Suurin alue, jolta perinteiset väriainemolekyylit kykenevät valoa absorboimaan auringon säteilyn spektristä, on 500 – 600 nm, mikä tarkoittaa 20 mA/cm2:n suuruista oikosuljetun virran tiheyttä. Black dye-molekyylien avulla voitai-siin suurinta aallonpituusaluetta kasvattaa 700 – 900 nm:iin. Tällöin oikosulkuvirran ti-heys kasvaisi arvoon 28 mA/cm2, mikä tarkoittaisi 15 %:n hyötysuhdetta. Kennoissa vaikuttavien epäideaalisuuksien vuoksi tähän ei kuitenkaan ole päästy. Myös aiemmin kuvattu tapa lisätä huokoiseen puolijohdekerroksen erikokoisia puolijohdepartikkeleita on eräs tapa parantaa kennon kykyä absorboida valoa pitkän aallonpituuden alueelta [1]. Vuodesta 2000 alkanut kiinnostus orgaanisia, eli vetyyn ja hiilleen pohjautuvia väriaine-molekyylejä kohtaan on tuottanut merkittäviä hyötysuhteen parannuksia niitä käyttäviin kennoihin. Vedyn ja hiilen lisäksi orgaaniset väriainemolekyylit voivat sisältää muun muassa happea, typpeä ja rikkiä. Kehitystyöstä huolimatta orgaaniset väriainemolekyy-lit häviävät edelleen hyötysuhteessa rutenium-pohjaisia ja muita metallipohjaisia yhdis-teitä väriainemolekyyleinä käyttäville kennoille. Orgaanisten väriainemolekyylien hyö-tyjä ovat niiden helppo muokattavuus, edullisemmat valmistuskustannukset, sekä tehok-kaampi valon absorboimiskyky. Viimeksi mainitun seikan vuoksi valoa absorboivia vä-riainemolekyylejä ei määrällisesti tarvitse lisätä huokoiseen puolijohdekerrokseen kovin paljon, mikä samalla vähentää kerrokselta vaadittavaa paksuutta. Orgaanisten väriaine-molekyylien haittana on pieni huokoisen puolijohdekerroksen johtavuusvyötä vastaavan energiatason ECB ja energiatason S* välinen erotus 1E∆ , minkä vuoksi kaikki syntyneet vapaat elektronit eivät välttämättä ajaudu johtavuusvyölle. Riittävän suuri energia-auk-ko 1E∆ , samoin kuin riittävän suuri väriainemolekyylien virittymättömän tason S ja va-
rausten välittäjien redox-potentiaalin erotusta vastaava energia-aukko 2E∆ ovat edelly-tyksiä kennon toiminnan kannalta olennaisten hapettumis- ja pelkistymisreaktioiden ta-pahtumiselle. Toisaalta liian suuret 1E∆ :n ja 2E∆ :n arvot aiheuttavat tehohäviöitä, min-
kä vuoksi 1E∆ :n kasvattaminen ei välttämättä ole toivottava ratkaisu elektronien johta-vuusvyölle saamisen helpottamiseksi. Orgaanisten, samoin kuin muiden väriainemole-kyylien ominaisuuksien parantaminen onkin haastava tehtävä ja eräs huomattava väriai-neaurinkokennoihin liittyvä tutkimusalue [1, 65]. Myös väriaineaurinkokennojen hyötysuhdetta on yritetty parantaa muodostamalla kah-desta yksittäisestä kennosta koostuva tandem-rakenne. Samoin kuin aikaisemmissa lu-vuissa käsiteltyjen tandem-rakenteiden kohdalla, yritetään nytkin alemmassa kennossa saada absorboiduksi suhteellisesti suuremman energian omaavat fotonit. Tämä tarkoit-taa, että myös kennojen energia-aukot poikkeavat toisistaan. Väriaineaurinkokennojen tapauksessa tämä edellyttää erilaisten väriainemolekyylien käyttöä. Toistaiseksi tandem-väriaineaurinkokennoilla on onnistuttu saavuttamaan vain lieviä hyötysuhteen paran-nuksia verrattuna yksittäisiin kennoihin. Tämä johtuu ensisijaisesti väriainemolekyylien tehottomuudesta. Toinen merkittävä tandem-kennojen hyötysuhdetta pienentävä tekijä

6. TULEVAISUUDEN NÄKYMIÄ 121
on ylemmän kennon vastaelektrodi, josta ei voida tehdä täysin läpinäkyvää johtuen muun muassa sen pinnalla olevista platina-atomeista [74]. Ainoa todellinen väriaineaurinkokennojen stabiilisuuteen liittyvä ongelma on neste-mäisten elektrolyyttien haihtuminen ja vuotaminen ajan myötä, mikä on syynä kiintei-den elektrolyyttien kehittämiseen. Nestemäisiä elektrolyyttejä voidaan kuitenkin käyttää hyvällä menestyksellä kuvan 6.3. kaltaisissa putkimaisissa väriaineaurinkokennoissa.
Kuva 6.3. Putkimaisen väriaineaurinkokennon poikkileikkaus. [76] Putkimaiset väriaineaurinkokennot sisältävät kaksi sisäkkäistä lasiputkea työelektrodin ollessa uloimman putken sisäpinnalla ja vastaelektrodin sisemmän putken ulkopinnalla. Putkirakenteen johdosta rakenteen sulkemiseksi riittää pelkästään päiden sulkeminen, eli suljettavan pinta-alan osuus rakenteen kokonaispinta-alasta on nyt huomattavasti pie-nempi verrattuna tavanomaisiin, tasaisen pinnan omaaviin kennorakenteisiin. Putkien päiden sulkemisen voidaan olettaa olevan myös teknisesti helpompaa, kuin suorakulmi-on muotoisten kennojen reunojen sulkemisen. Merkittävä putkimaisten väriaineaurinko-kennojen hyöty on myös niiden kyky absorboida valoa monesta suunnasta, minkä vuok-si ne kykenevät absorboimaan tehokkaasti diffuusia säteilyä. Tulevan valon suunnasta riippumaton tehokas valon absorboituminen tekee myös auringon seurantajärjestelmän tarpeettomaksi. Toistaiseksi tällaisten väriaineaurinkokennojen hyötysuhde jää murto-osaan tasaisten väriaineaurinkokennojen hyötysuhteista, minkä vuoksi kennoissa käytet-tävät materiaalit ja kennojen valmistusprosessit vaativat vielä tutkimus- ja kehitystyötä osakseen, ennen kuin putkimaiset väriainekennot voivat olla todellinen vaihtoehto [76]. Huolimatta tasomaisten väriaineaurinkokennojen kohdalla edelleen esiintyvistä stabiili-suusongelmista liittyen nestemäisiin elektrolyytteihin, ovat tasomaisille kennoille tehdyt stabiilisuustestit osoittaneet, että muutoin väriaineaurinkokennoteknologia kestää vähin-tään tyydyttävästi todellisten käyttöolosuhteiden aiheuttamat rasitukset. Tämä on koko
6. TULEVAISUUDEN NÄKYMIÄ 122
teknologian tulevaisuuden kannalta erittäin lohdullinen asia, vaikka putkimaisten ken-nojen parissa ei onnistuttaisikaan tekemään läpimurtoa [1, 75].
6.2. Muita tulevaisuuden näkymiä Alaluvussa 6.1 käsitellyt väriaineaurinkokennot ovat tutkituin kolmannen sukupolven aurinkokennotyyppi. Ne luokitellaan usein orgaanisiksi kennoiksi johtuen siitä, että vä-riainemolekyylit, sekä käytetty elektrolyyttiliuos ovat usein orgaanisia. Ympäri maail-maa kehitellään väriaineaurinkokennojen lisäksi muitakin kolmannen sukupolven ken-noja ja lähestymistapoja kennojen kehittämiselle on useita. Esimerkkejä kehitystyön kohteena olleista rakenteista ovat uudet orgaaniset, sekä polymeeriset rakenteet, joista saadaan kevyitä, taipuisia ja läpikuultavia kennoja. Näitä kennoja voidaan pitää erään-laisina väriaineaurinkokennojen variaatioina.. Tällaisia rakenteita olisi mahdollista in-tegroida esimerkiksi vaatteisiin tai osaksi ikkunapintoja. Teollisessa tuotannossa myös materiaalintarve, sekä syntyvät jätemäärät olisivat vähäisiä. Näiden kennojen kehitystyö on kuitenkin vielä kesken, mutta hinnaltaan edullinen ja käyttömahdollisuuksiltaan mo-nipuolinen kenno voi olla kannattava ratkaisu huolimatta pienestä hyötysuhteesta [77]. Tässä alaluvussa ei käsitellä varsinaisesti kennotyyppejä, vaan tarkastelu keskittyy kah-teen aurinkokennoteollisuuden kannalta mielenkiintoiseen kehitysnäkymään, joita ovat nanotekniikan hyödyntäminen, sekä impedanssisovitukseen perustuva menetelmä, jossa aurinkokennojärjestelmästä on kaikissa tilanteissa saatavissa suurin mahdollinen teho. 6.2.1. Nanotekniikan merkitys aurinkokennojen hyötysuhteen parantamisessa Merkittävin ensimmäisen ja toisen sukupolven aurinkokennojen hyötysuhdetta heiken-tävä tekijä on, että auringon säteilyn fotoneista saadaan hyödynnettyä vain ne, joiden energia ylittää valoa absorboivan materiaalin energia-aukkoa vastaavan energiamäärän. Lisäksi niillä fotoneilla, joiden energia on suurempi, kuin energia-aukko, muuttuu yli-jäämäenergia lämmöksi. Hyödynnettäessä mahdollisimman tehokkaasti myös niitä fotoneja, joiden energia ylit-tää energia-aukkoa vastaavan energian, on ylijäämäenergia kyettävä muuttamaan läm-mön sijasta sähköenergiaksi. Tämä on mahdollista niin kutsuttujen Hot Carrier-aurin-kokennojen avulla. Tällaisessa kennossa absorptiokerros sisältää nanopartikkeleita, jot-ka rikkovat absorptiokerroksen säännönmukaisuuden. Tällä tavoin vaikeutetaan valon absorptioprosessissa sellaisten fononien syntymistä, jotka kuluttavat absorboitujen foto-nien ylijäämäenergian lämmöksi. Kun fononeja syntyy vähemmän, pidennetään aikaa, jonka kuluessa absorption seurauksena syntyneille elektronille ja aukolle alun perin tul-lut fotonin ylijäämäenergia menetetään fononeille. Tämän lisäksi ylijäämäenergian
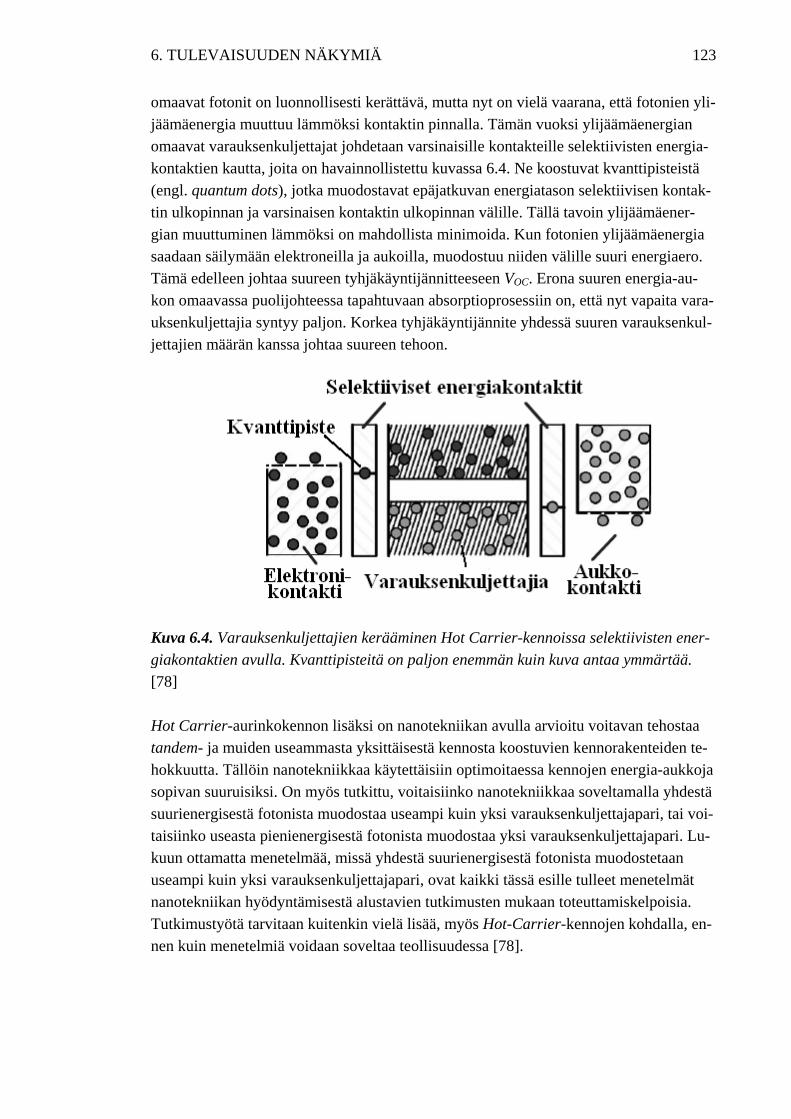
6. TULEVAISUUDEN NÄKYMIÄ 123
omaavat fotonit on luonnollisesti kerättävä, mutta nyt on vielä vaarana, että fotonien yli-jäämäenergia muuttuu lämmöksi kontaktin pinnalla. Tämän vuoksi ylijäämäenergian omaavat varauksenkuljettajat johdetaan varsinaisille kontakteille selektiivisten energia-kontaktien kautta, joita on havainnollistettu kuvassa 6.4. Ne koostuvat kvanttipisteistä (engl. quantum dots), jotka muodostavat epäjatkuvan energiatason selektiivisen kontak-tin ulkopinnan ja varsinaisen kontaktin ulkopinnan välille. Tällä tavoin ylijäämäener-gian muuttuminen lämmöksi on mahdollista minimoida. Kun fotonien ylijäämäenergia saadaan säilymään elektroneilla ja aukoilla, muodostuu niiden välille suuri energiaero. Tämä edelleen johtaa suureen tyhjäkäyntijännitteeseen VOC. Erona suuren energia-au-kon omaavassa puolijohteessa tapahtuvaan absorptioprosessiin on, että nyt vapaita vara-uksenkuljettajia syntyy paljon. Korkea tyhjäkäyntijännite yhdessä suuren varauksenkul-jettajien määrän kanssa johtaa suureen tehoon.
Kuva 6.4. Varauksenkuljettajien kerääminen Hot Carrier-kennoissa selektiivisten ener-giakontaktien avulla. Kvanttipisteitä on paljon enemmän kuin kuva antaa ymmärtää. [78] Hot Carrier-aurinkokennon lisäksi on nanotekniikan avulla arvioitu voitavan tehostaa tandem- ja muiden useammasta yksittäisestä kennosta koostuvien kennorakenteiden te-hokkuutta. Tällöin nanotekniikkaa käytettäisiin optimoitaessa kennojen energia-aukkoja sopivan suuruisiksi. On myös tutkittu, voitaisiinko nanotekniikkaa soveltamalla yhdestä suurienergisestä fotonista muodostaa useampi kuin yksi varauksenkuljettajapari, tai voi-taisiinko useasta pienienergisestä fotonista muodostaa yksi varauksenkuljettajapari. Lu-kuun ottamatta menetelmää, missä yhdestä suurienergisestä fotonista muodostetaan useampi kuin yksi varauksenkuljettajapari, ovat kaikki tässä esille tulleet menetelmät nanotekniikan hyödyntämisestä alustavien tutkimusten mukaan toteuttamiskelpoisia. Tutkimustyötä tarvitaan kuitenkin vielä lisää, myös Hot-Carrier-kennojen kohdalla, en-nen kuin menetelmiä voidaan soveltaa teollisuudessa [78].
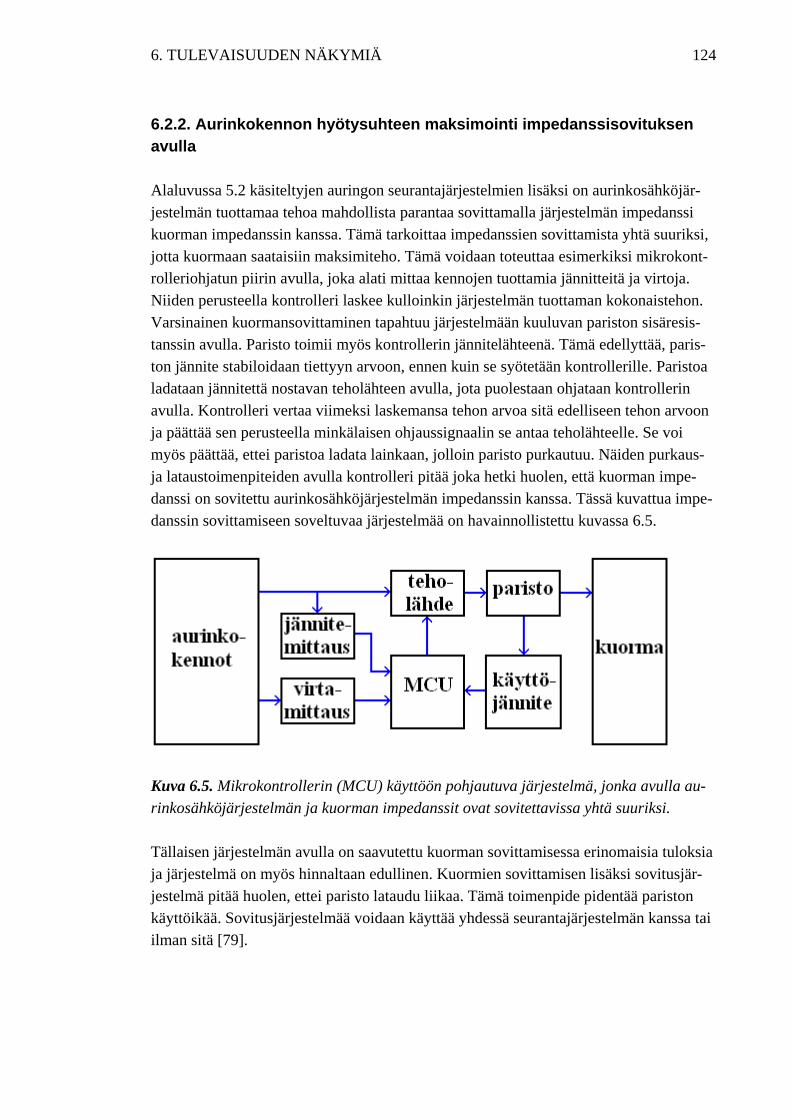
6. TULEVAISUUDEN NÄKYMIÄ 124
6.2.2. Aurinkokennon hyötysuhteen maksimointi impedanssisovituksen avulla Alaluvussa 5.2 käsiteltyjen auringon seurantajärjestelmien lisäksi on aurinkosähköjär-jestelmän tuottamaa tehoa mahdollista parantaa sovittamalla järjestelmän impedanssi kuorman impedanssin kanssa. Tämä tarkoittaa impedanssien sovittamista yhtä suuriksi, jotta kuormaan saataisiin maksimiteho. Tämä voidaan toteuttaa esimerkiksi mikrokont-rolleriohjatun piirin avulla, joka alati mittaa kennojen tuottamia jännitteitä ja virtoja. Niiden perusteella kontrolleri laskee kulloinkin järjestelmän tuottaman kokonaistehon. Varsinainen kuormansovittaminen tapahtuu järjestelmään kuuluvan pariston sisäresis-tanssin avulla. Paristo toimii myös kontrollerin jännitelähteenä. Tämä edellyttää, paris-ton jännite stabiloidaan tiettyyn arvoon, ennen kuin se syötetään kontrollerille. Paristoa ladataan jännitettä nostavan teholähteen avulla, jota puolestaan ohjataan kontrollerin avulla. Kontrolleri vertaa viimeksi laskemansa tehon arvoa sitä edelliseen tehon arvoon ja päättää sen perusteella minkälaisen ohjaussignaalin se antaa teholähteelle. Se voi myös päättää, ettei paristoa ladata lainkaan, jolloin paristo purkautuu. Näiden purkaus- ja lataustoimenpiteiden avulla kontrolleri pitää joka hetki huolen, että kuorman impe-danssi on sovitettu aurinkosähköjärjestelmän impedanssin kanssa. Tässä kuvattua impe-danssin sovittamiseen soveltuvaa järjestelmää on havainnollistettu kuvassa 6.5.
Kuva 6.5. Mikrokontrollerin (MCU) käyttöön pohjautuva järjestelmä, jonka avulla au-rinkosähköjärjestelmän ja kuorman impedanssit ovat sovitettavissa yhtä suuriksi. Tällaisen järjestelmän avulla on saavutettu kuorman sovittamisessa erinomaisia tuloksia ja järjestelmä on myös hinnaltaan edullinen. Kuormien sovittamisen lisäksi sovitusjär-jestelmä pitää huolen, ettei paristo lataudu liikaa. Tämä toimenpide pidentää pariston käyttöikää. Sovitusjärjestelmää voidaan käyttää yhdessä seurantajärjestelmän kanssa tai ilman sitä [79].
125
7. JOHTOPÄÄTÖKSET
Sen jälkeen, kun aurinkosähkösovellusten potentiaalia maanpäällisessä energiantuotan-nossa 1970-luvun alussa alettiin tutkia, on aurinkokennoteollisuudesta tullut kypsä ja maailmanlaajuisesti merkittävä teollisuuden ala. Aurinkokennoilla on uusiutuvia ener-giamuotoja edustavana energialähteenä hyvä maine, sekä myös tiettyjä etuja joihinkin muihin uusiutuviin energialähteisiin verrattuna. Aurinkokennojen tuottama sähköteho ei esimerkiksi ole yhtä paikkariippuvaista, kuin tuulivoimaloiden tuottama sähköteho. Huolimatta aurinkokennoteknologian hyvistä puolista ja auringon valtavasta potentiaa-lista energian tuotannossa, vähentää aurinkokennojen korkea hinta huomattavasti niiden houkuttelevuutta energian tuotantomuotona. Varsinkin suuren mit-takaavan sovelluksis-sa jopa muut uusiutuvat energialähteet osoittautuvat usein kustan-nustehokkaammaksi ratkaisuksi. Useiden maiden pyrkimys energiatuotannon omavarai-suuteen, sekä yleinen ympäristömyönteinen ajattelu kuitenkin asettavat paineita myös aurinkokennoteknologi-an kehittymiselle. Aurinkokennoteollisuutta on sen alkuajoista asti hallinnut kiteinen piiteknologia, jonka haittapuolena on puhtaan piin tuottamisen kalleus. Tulevaisuudessa kiteinen piiteknolo-gia tulee yhä enemmän kärsimään myös piipulasta. Tulevaisuudessa kennoille asetetta-vien vaatimusten kasvaessa myös vaatimukset piin puhtaudelle kasvavat. Tällöin piin kierrättäminenkään ei tosi ratkaisua piipulaan. Kiteisiä piikennoja on mahdollista val-mistaa myös hyvin ohuiksi, mutta se edellyttää kennojen rakenteen huomattavaa moni-mutkaistumista. Tällöin kennojen valmistusprosessi hidastuu ja tulee kalliimmaksi, jol-loin vähäisemmän piin käytöstä saavutettu kustannusetu jää lopulta hyvin pieneksi. Toisen sukupolven aurinkokennojen hyötysuhde on pienempi, kuin kiteiseen piihin pe-rustuvilla aurinkokennoilla. Toisen sukupolven aurinkokennojen valmistaminen edellyt-tää lisäksi usein ympäristölle myrkyllisten aineiden käsittelyä. Toisen sukupolven aurin-kokennot voidaan kuitenkin valmistaa hyvin ohuiksi, sekä joustavien alustojen päälle. Nämä seikat mahdollistavat niiden käytön monenlaisissa erikoissovelluksissa. Lupaa-vimmat toisen sukupolven aurinkokennoteknologiat ovat amorfinen pii, kadmiumtelluu-ri, sekä kupari-indium-gallium-diselenidi. Näistä amorfisen piin markkinaosuus on suu-rin, koska se on päässyt kaupalliseen tuotantoon kahta muuta aikaisemmin. Amorfiseen piihin perustuvat kennot ovat kuitenkin aina kärsineet alhaisemmasta höytysuhteesta se-kä kadmiumtelluurikennoihin, että kupari-indium-gallium-diselenidikennoihin verrattu-
7. JOHTOPÄÄTÖKSET 126
na. Suurin syy amorfiseen piihin perustuvien kennojen alhaisempaan hyötysuhteeseen on ollut voimakkailla valon intensiteeteillä esiintyvä vauriomekanismi, vaikka sopivilla materiaalivalinnoilla ilmiötä on onnistuttu hieman lieventämään. Kadmiumtelluuri- ja kupari-indium-gallium-diselenidi-kennojen kaupallistumista on hi-dastanut kennoissa käytettävien materiaalien ominaisuuksien kehno hallinta, koska toi-sin kuin amorfisella piillä, niillä ei ole varsinaisia sovelluksia aurinkokennoteollisuuden ulkopuolella. Sinnikäs tutkimustyö on kuitenkin johtanut materiaalien ominaisuuksien parempaan ymmärtämiseen ja teollisuudessa on kadmiumtelluurikennojen kohdalla saa-vutettu 10 %:n ja kupari-indium-gallium-diselenidi-kennojen kohdalla jopa 12 %:n hyö-tysuhde vastaavan luvun ollessa amorfiseen piihin perustuville kennoille vain 8 %. Ver-rattuna amorfisesta piistä valmistettuihin kennoihin edellyttää kadmiumteelluuri-, sekä kupari-indium-gallium-diselenidi-kennojen valmistaminen hieman enemmän myrkyllis-ten aineiden käsittelyä. Tätä ongelmaa ei edelleenkään ole onnistuttu täysin poistamaan. Johtuen ensimmäisen sukupolven aurinkokennoja, eli kiteiseen piihin perustuvia aurin-kokennoja valmistavan teollisuuden kohtaamista piin käyttöön liittyvistä ongelmista, se-kä kolmannen sukupolven kennoihin liittyvistä stabiilisuusongelmista, edellyttää aurin-kokennoteknologialle asetettujen haasteiden täyttyminen tällä hetkellä erityisesti toisen sukupolven aurinkokennojen hyötysuhteen parantamista. Tämä ei ole mahdollista ilman taloudellisia panostuksia, minkä vuoksi toisen sukupolven kennoja valmistavien yritys-ten liikevaihto on saatava kasvamaan. Eräs keino liikevaihdon kasvamiselle on uusien sovelluskohteiden löytäminen toisen sukupolven kennoille. Tämä ei todennäköisesti tule kuitenkaan yksin riittämään, minkä vuoksi yrityksiä tulisi tukea myös yhteiskunnan ta-holta. Toisen sukupolven kennoteknologian kehittymistä auttaisi myös yhteiskunnan tutkimusorganisaatioille myöntämä entistä suurempi taloudellinen tuki, sekä tutkimus-organisaatioiden ja yritysten erittäin tiivis yhteistyö. Toisen sukupolven aurinkokenno-jen hyötysuhteen kasvattamiseksi tulisi tutkimustyötä suunnata erityisesti kennoissa käytettäviin materiaaleihin, sekä kennoissa käytettäviin optisiin parannusmenetelmiin. Toisen sukupolven kennojen hyötysuhdetta on mahdollista kasvattaa myös lisäämällä useita yksittäisiä kennoja päällekkäin. Tällöin kuitenkin kennojen suunnittelu tulee vai-keammaksi, koska yksittäisten kennojen energia-aukkojen suuruudet on sovitettava toi-siinsa nähden. Useasta kennosta koostuvien rakenteiden kohdalla myös valmistuspro-sessi monimutkaistuu ja materiaalikustannukset kasvavat. Aurinkokennoista saatavaa hyötyä on yritetty kasvattaa myös käyttämällä kookkaita op-tisia elementtejä säteilyn keskittämiseen. Nämä elementit voidaan liittää myös osaksi seurantajärjestelmää, jolloin optiset komponentit on aina suunnattu kohti aurinkoa. Täl-laisten järjestelmäkokonaisuuksien ongelmana on ollut valmistukseen liittyvien sääntö-jen ja standardien puuttuminen. Mikäli ongelma saadaan korjatuksi, merkitsee se tuo-tannon laajentumista ja hinnan alentumista. Aurinkokennojärjestelmistä saatavan hyö-
7. JOHTOPÄÄTÖKSET 127
dyn kasvaminen ei kuitenkaan ole mahdollista pelkästään säteilyä keskittävien järjestel-mäkokonaisuuksien avulla, vaan lisäksi itse kennotekniikan on kehityttävä. Eräs mahdollinen keino vastata aurinkokennoteollisuudelle asetettuihin haasteisiin on kehittää kolmannen sukupolven aurinkokennoteknologiaa. Teoriassa niiden avulla olisi mahdollista saavuttaa moninkertainen hyötysuhde verrattuna ensimmäisen ja toisen su-kupolven kennoihin. Toistaiseksi lupaavimmaksi kolmannen sukupolven kennoksi on osoittautunut väriaineaurinkokenno. Niiden kaupallinen tuotanto ei vielä ole alkanut johtuen muun muassa stabiilisuusongelmista, sekä kennojen höytysuhteen voimakkaasta heikkenemisestä kennojen pinta-alan kasvaessa. Väriaineaurinko- ja muiden kolmannen sukupolven kennojen ominaisuuksien parantuminen edellyttää ennen kaikkea nanotek-niikan kehittymistä. Nanotekniikasta arvioidaan olevan hyötyä myös ensimmäisen ja toisen sukupolven kennojen hyötysuhteen kasvattamisessa. Käytännössä tämä tarkoitta-isi myös sellaisten auringon säteilyn fotonien tehokkaampaa hyödyntämistä, joiden energia poikkeaa huomattavasti fotonien absorbointiin käytettävän materiaalin energia-aukosta. Yhteenvetona aurinkokennojen ominaisuuksien kehittämismenetelmistä voi-daan todeta, että lyhyellä aikavälillä tutkimustyötä tulisi suunnata toisen sukupolven kennojen ominaisuuksien kehittämiseen. Tämä tarkoittaisi erityisesti kennoissa käytettä-vien materiaalien ominaisuuksien tutkimista, sekä optisten hyötysuhteen parantamisme-netelmien kehittämistä. Pitkällä aikavälillä tutkimusta kannattaa kohdistaa nanotekniik-kaan ja sen tuomiin mahdollisuuksiin hyötysuhteen parantamisessa.
128
LÄHTEET
[1] Luque, A. & Hegedus, S. Handbook of Photovoltaic Science and Engineering, West Sussex England 2003, John Wiley & Sons. 1138 p.
[2] Lund, P. Uusien energiantuotantomuotojen asema energiataloudessa : tilannekatsa-us. Helsinki 1997, Kauppa- ja teollisuusministeriön tutkimuksia ja raportteja, ISSN 1236-2352; 14/1997. 74 p. [3] Energiastrategian toteutuminen : seurantaraportin taustaselvitys. Helsinki 1999, Kauppa- ja teollisuusministeriö, Kauppa- ja teollisuusministeriön julkaisuja, ISSN 1236-1623; 1/1999. 81, [156] p. [4] Kara, M., et al. Energia Suomessa : tekniikka, talous ja ympäristövaikutukset. Hel-sinki 1999, VTT Energia. 368 p. [5] Kadenm T., Wûrzner C., Dreckschmidt, F. & Möller, H-J. Crystalline Silicon for Photovoltaics. 3rd Sino-German Symposium The Silicon Age: Silicon for Microelect-ronics, Photonics and Photovoltaics 6(2009)3, pp. 748 – 757. [6] Park, H., Kwon, S., Lee, J., Lim, H., Yoon S. & Kim D. Improvement on surface texturing of single crystalline silicon for solar cells by saw-damage etching using an acidic solution. Solar Energy Materials and Solar Cells 93(2009)10, pp. 1773 – 1778. [7] Kalejs, J., Rand, J., Saitoh, T., Sinton, R., Stavola, M., Swanson, D., Tan, T., Weber, E., Werner, J., Sopori, B. & Al-Jassim, M. 14th Workshop on Crystalline Silicon Solar Cells & Modules: Materials and Processes, Winter Park, Colorado, USA, August 8 - 11, 2004. USA 2004, National Renewable Energy Laboratory. 289 p. [8] Amy de la Breteque, E. Thermal aspects of c-Si photovoltaic module energy rating. Solar Energy 83(2008)9, pp. 1425 - 1433. [9] Commercialization Status and Future Trends in Thin-film PV. USA 2009, Frost & Sullivan. 80 p.
129
[10] Guha, S. & Yang, J. High-Efficiency Amorphous Silicon and Nanocrystalline Silicon-Based Solar Cells and Modules. Troy, Michigan, USA, 2007, National Renewable Energy Laboratory, Annual Technical Progress Report, 30 January 2006 - 29 January 29, 2007. 56 p. [11] Hirose, E., Fujiwara, K., Ishihara, Y. & Todaka, T. Presumptive technique of power generation of amorphous silicon cell including various factors. Solar Energy Materials and Solar Cells93(2009)6-7, pp. 984 - 947. [12] Das, C., Doumit, A., Finger, F., Gordijn, A., Huepkes, J., Kirchhoff, J., Lambertz, A., Melle, T. & Reetz W., Performance of superstrate multijunction amorphous silicon-based solar cells using optical layers for current management. Solar Energy Materials and Solar Cells 93(2009)6-7, pp. 973 – 975. [13] Cohen, J. D. Innovative Characterization of Amorphous and Thin-Film Silicon for Improved Module Performance. Eugene, Oregon, USA, 2009, National Renewable Energy Laboratory, Technical Report 28 April 2005 – 15 September 2008. 76 p. [14] Munyeme, G., Chinyama, G. K., Zeman, M., Schropp, R. I. & van der Weg, W. F. Modelling the light induced metastable effects in amorphous silicon. Conference on photonic materials, Kariega Game Reserve, South Africa, May 2-6, 2007. Weinheim, 2008, WILEY-VCH Verlag GmbH & Co. pp. 606 – 608. [15] Sopori, B.L., Madjdpour, J., Chen, W. & Zhang, Y. Light-Trapping in a-Si Solar Cells: A Summary of the Results from PV Optics. Photovoltaics Program Review Mee-ting, Dencver, Colorado, USA, November 8-11, 1998. USA, 1999, National Renewable Energy Laboratory. 8 p. [16] Liao, X., Du, W., Cao X., Yang, X., Xiang, X., Zhang, S., Fan, Q., Deng, X. & Sun, K. Impacts of nano-structures in p- and i-layer on the performances of amorphous silicon solar cells. 3. Sino-German symposium “the silicon age: silicon for microelectro-nics, photonics and photovoltaics”, Hangzhou, China, June 9-14, 2008. Weinheim 2009, WILEY-VCH Verlag GmbH & Co. pp. 696 – 699. [17] Zhou, H., Yang, Y., Rupesinghe, N., Butler, T., Haneef, I., Hiralal P., Amaratunga Gehan, A.J., Colli A., Ahnood A. & Nathan A. Arrays of Parallel Connected Coaxial Multiwall-Carbon-Nanotube–Amorphous-Silicon Solar Cells. Advanced Materials 21(2009)38-39, pp. 3919-3923. [18] Morales-Acevedo, A. Thin film CdS/CdTe solar cells: Research perspectives. Solar Energy 89(2006)6, pp. 675-681.
130
[19] Ullal, H.S. & von Roedern, B. Thin Film CIGS and CdTe Photovoltaic Technolo-gies: Commercialization, Critical Issues, and Applications. 22nd European Photovoltaic Solar Energy Conference (PVSEC) and Exhibition, Milan, Italy, September 3-7, 2007. USA 2007, National Renewable Energy Laboratory. 7 p. [20] Ferekides, C.S. & Morel, D.L. Process Development for High Voc CdTe Solar Cells - Phase I Annual Technical Report October 2005 – September 2006. USA 2007, National Renewable Energy Laboratory, NREL/SR-520-41525. 26 p. [21] Lee J. Comparison of CdS films deposited by different techniques: Effects on CdTe solar cell. Applied Surface Science 252(2005)5, pp. 1398-1403. [22] Mendoza-Pérez, R., Aguilar-Hernández, J., Sastre-Hernández, J., Ximello-Quiebras, N., Contreras-Puente, G., Vigil-Galán, O., Moreno-García, E., Santana-Rodríguez, G. & Morales-Acevedo, A. Photoluminescence characteristics of CdS layers deposited in a chemical bath and their correlation to CdS/CdTe solar cell performance. Solar Energy 80(2006)6, pp. 682-686. [23] Mendoza-Pérez, R., Sastre-Hernández, J., Contreras-Puente, G. & Vigil-Galán, O. CdTe solar cell degradation studies with the use of CdS as the window material. Solar Energy Materials and Solar Cells 93(2009)1, pp. 79-84. [24] Zhou, J., Wu, X., Duda, A., Teeter, G. & Demtsu, S.H. The formation of different phases of CuxTe and their effects on CdTe/CdS solar cells. Thin Solid Films 515(2007)18, pp. 7364-7369. [25] Romeo, N., Bosio, A. & Romeo, A. An innovative process suitable to produce high-efficiency CdTe/CdS thin-film modules. Solar Energy Materials and Solar Cells 94(2010)1, pp. 2-7. [26] Meyers, P. Expanding the Limits of CdTe PV Performance Phase I Annual Report 7 February 2006 — 30 June 2007.USA 2007, National Renewable Energy Laboratory, NREL/SR-520-42421. 25 p. [27] Jones, E.W., Barrioz, V., Irvine, S.J.C. & Lamb, D. Towards ultra-thin CdTe solar cells using MOCVD. Thin Solid Films 517(2009)7, pp. 2226-2230. [28] Islam, A.B.M.O., Chaure, N.B., Wellings, J., Tolan, G. & Dharmadasa, I.M. Development of electrodeposited ZnTe layers as window materials in ZnTe/CdTe/ CdHgTe multi-layer solar cells. Materials Characterization 60(2009)2, pp. 160-163.

131
[29] Romeo, A., Khrypunov, G., Kurdesau, F., Arnold, M., Bätzner, D.L., Zogg, H. & Tiwari, A.N. High-efficiency flexible CdTe solar cells on polymer substrates. Solar Energy Materials and Solar Cells 90(2006)18-19, pp. 3407-3415. [30] Miyama, A., Dou, X., Yasuniwa, T., Umezawa, A., Nakanishi, H., Chichibu S. F. & Sugiyama, M. Fabrication of Zn-doped Cu(In,Ga)Se2 thin film solar cells prepared by Zn diffusion from the gas phase using dimethylzinc. Physica Status Solidi C 6(2009)5, pp. 1213-1216. [31] Mise, T. & Nakada, T. Microstructural properties of (In,Ga)2Se3 precursor layers for efficient CIGS thin-film solar cells. Solar Energy Materials and Solar Cells 93(2009)6-7, pp. 1000-1003. [32] Kamikawa-Shimizu, Y., Shimada, S., Watanabe, M., Yamada, A., Sakurai, K., Ishizuka, S., Komaki, H., Matsubara, K., Shibata, H., Tampo, H., Maejima K. & Niki S. Effects of Mo back contact thickness on the properties of CIGS solar cells. Physica Status Solidi A 206(2009)5, pp. 1063-1066. [33] Edoff, Marika. CIGS Thin Film Solar Cells, phase 2 Uppsala University Final report 2006-01-01 - 2007-06-14. Sweden 2007, Swedish Energy Agency, NEI-SE—693. 18 p. [34] Ernits, K., Brémaud, D., Buecheler, S., Hibberd, C.J., Kaelin, M., Khrypunov, G., Müller, U., Mellikov, E. & Tiwari, A.N. Characterisation of ultrasonically sprayed InxSy buffer layers for Cu(In,Ga)Se2 solar cells. Thin Solid Films 515(2007)15, pp. 6051-6054. [35] Igalson, M., Zabierowski, P., Prządo, D., Urbaniak, A., Edoff, M. & Shafarman, W. N. Understanding defect-related issues limiting efficiency of CIGS solar cells. Solar Energy Materials and Solar Cells 93(2009)8, pp. 1290-1295. [36] Čampa, A., Krč, J., Malmström, J., Edoff, M., Smole, F. & Topič, M. The potential of textured front ZnO and flat TCO/metal back contact to improve optical absorption in thin Cu(In,Ga)Se2 solar cells. Thin Solid Films 515(2007)15, pp. 5968-5972. [37] Birkmire, R.W., Shafarman, W.N., Eser, E., Hegedus, S.S., McCandless, B.E., Dobson, K.D. & Bowden, S. Processing Materials Devices and Diagnostics for Thin Film Photovoltaics: Fundamental and Manufacturability Issues Final Report 1 March 2005 – 30 November 2008. USA 2009, National Renewable Energy Laboratory, NREL/SR-520-45545. 109 p.
132
[38] Sites, J.R. Characterization and Analysis of CIGS and CdTe Solar Cells, December 2004 – July 2008. USA 2009, National Renewable Energy Laboratory, NREL/SR-520-44811. 55 p. [39] Tiwari, A. N. Flexible CIGS solar cells and mini-modules (Flexcim). Switzerland 2007, Swiss Federal Institute of Technology (ETHZ), Thin Film Physics Group, Labo-ratory for Solid State Physics, Zürich, Switzerland, SFOE--270059. 9 p. [40] Dhere, N. G. Toward GW/year of CIGS production within the next decade. Solar Energy Materials and Solar Cells 91(2007)15-16, pp. 1376-1382. [41] Ullal, H. S. Overview and Challenges of Thin Film Solar Electric Technologies. World Renewable Energy Congress X and Exhibition, Glasgow, United Kingdom, July 19-25, 2008. USA 2009, National Renewable Energy Laboratory. 7 p. [42] Kaneshiro, J., Gaillard, N., Rocheleau, R. & Miller, E. Advances in copper-chalco-pyrite thin films for solar energy conversion. Solar Energy Materials and Solar Cells 94(2010)1, pp. 12-16. [43] Seyrling, S., Calnan, S., Bücheler, S., Hüpkes, J., Wenger, S., Brémaud, D., Zogg, H. & Tiwari, A.N. CuIn1 − xGaxSe2 photovoltaic devices for tandem solar cell applica-tion. Thin Solid Films 517(2009)7, pp. 2411-2414. [44] del Cueto, J.A., Rummel, S., Kroposki, B. & Anderberg, A. Long-Term Perfor-mance Data and Analysis of CIS/CIGS Modules Deployed Outdoors. SPIE Optics+Pho-tonics 2008, San Diego, California, USA, August 10-14, 2008. USA 2008, National Renewable Energy Laboratory. 14 p. [45] Noufi, R. & Zweibel, K. High-Efficiency CdTe and CIGS Thin-Film Solar Cells: Highlights and Challenges. 2006 IEEE 4th World Conference on Photovoltaic Energy Conversion (WCPEC-4), Waikoloa, Hawaii, USA, May 7-12, 2006. USA 2006, Natio-nal Renewable Energy Laboratory. 6 p. [46] Delahoy, A.E. & Chen, L. Advanced CIGS Photovoltaic Technology Final Techni-cal Report 15 November 2001 — 13 February 2005. USA 2005, National Renewable Energy Laboratory, NREL/SR-520-38356. 31 p. [47] Saha, J. K., Ohse, N., Hamada, K., Matsui, H., Kobayashi, T., Jia, H. & Shirai, H., Fast deposition of microcrystalline Si films from SiH2Cl2 using a high-density micro-wave plasma source for Si thin-film solar cells. Solar Energy Materials and Solar Cells 94(2010)3, pp. 524-530.

133
[48] Gordon, I., Vallon, S., Mayolet, A., Beaucarne, G. & Poortmans, J. Thin-film mo-nocrystalline-silicon solar cells made by a seed layer approach on glass-ceramic subs-trates. Solar Energy Materials and Solar Cells 94(2010)2, pp. 381-385. [49] Mercaldo, L. V., Addonizio, M. L., Noce, M. D., Veneri, P. D., Scognamiglio, A. & Privato C. Thin film silicon photovoltaics: Architectural perspectives and technolo-gical issues. Applied Energy 86(2009)10, pp. 1836-1844. [50] Tomita, Y. Isomura, M., Microcrystalline-silicon thin films prepared by chemical transport deposition. Solar Energy Materials and Solar Cells 93(2009)6-7, pp. 816-819. [51] Matsui, T., Chang, C.W., Takada, T., Isomura, M., Fujiwara, H. & Kondo, M. Thin film solar cells based on microcrystalline silicon–germanium narrow-gap absorbers. So-lar Energy Materials and Solar Cells 93(2009)6-7, pp. 1100-1102. [52] Smirnov, V., Das, C., Melle, T., Lambertz, A., Hülsbeck, M., Carius, R. & Finger, F. Improved homogeneity of microcrystalline absorber layer in thin-film silicon tandem solar cells. EMRS 2008 spring conference symposium K: Advanced silicon materials research for electronic and photovoltaic applications, Strasbourg, France, May 26-30, 2008. Netherlands 2009, Elsevier Science B.V., Amsterdam, Netherlands. pp. 44-47. [53] Zhao, L., Zuo, Y.H., Zhou, C.L., Li, H.L., Diao, H.W. & Wang, W.J. A highly effi-cient light-trapping structure for thin-film silicon solar cells. Solar Energy84(2010)1, pp. 110-115. [54] Löffler, J., Wipliez, L.A., De Keijzer, M.A., Bosman, J. & Soppe, W.J. Depth Se-lective Laser Scribing for Thin-Film Silicon Solar Cells on Flexible Substrates. 34th IEEE Photovoltaic Specialists Conference, Philadelphia, USA, June 7-12, 2009. Nether-lands 2009, Energy research Centre of the Netherlands ECN, Petten, Netherlands. 5 p. [55] Krishnan, P., Schüttauf, J.W.A., van der Werf, C.H.M. Houshyani Hassanzadeh, B., van Sark, W.G.J.H.M. & Schropp, R.E.I. Response to simulated typical daily out-door irradiation conditions of thin-film silicon-based triple-band-gap, triple-junction so-lar cells. Solar Energy Materials and Solar Cells 93(2009)6-7, pp. 691-697. [56] Kurtz, S. Opportunities and Challenges for Development of a Mature Concentra-ting Photovoltaic Power Industry. USA 2009, National Renewable Energy Laboratory, NREL/TP-520-43208. 32 p. [57] Meusela, M., Baura, C., Siefera, G., Dimrotha, F., Betta, A.W. & Wartaa, W. Cha-racterization of monolithic III–V multi-junction solar cells—challenges and application. Solar Energy Materials and Solar Cells 90(2006)18-19, pp. 3268-3275.
134
[58] Slooff, L.H., Kinderman, R., Burgers, A. R., van Roosmalen, J.A.M., Büchtemann, A., Danz, R., Schleusener, M., Chatten, A. J., Farrell, D. & Barnham, K.W. J. The lumi-nescent concentrator: A bright idea for spectrum concentration?, Solar Energy 129(2007)3, 4p. [59] Verbunt, P. P. C., Kaiser, A., Hermans, K., Bastiaansen, C. W. M., Broer, D. J. & Debije, M. G. Controlling Light Emission in Luminescent Solar Concentrators Through Use of Dye Molecules Aligned in a Planar Manner by Liquid Crystals. Advanced Func-tional Materials 19(2009)17, pp. 2714-2719. [60] Chong, K. K., Siaw, F. L., Wong, C. W. & Wong, G. S. Design and construction of non-imaging planar concentrator for concentrator photovoltaic system. Renewable Energy 34(2009)5, pp. 1364-1370. [61] Löfgren, B. & Zettergren G. Polymer and Concentrator Photovoltaic Technologies - Energy Return Factors and Area Efficiency. Master’s Thesis in the Master Degree Programme. Sweden 2006. Chalmers Univ. of Technology, Göteborg (Sweden). Div. of Environmental Systems Analysis, CTH-ESA-R--2006-8. 54 p. [62] Mousazadeh, H., Keyhani, A., Javadi, A., Mobli, H., Abrinia, K. & Sharifi, A., A review of principle and sun-tracking methods for maximizing solar systems output. Re-newable and Sustainable Energy Reviews 13(2009)8, pp. 1800-1818. [63] Kelly, N. A. & Gibson, T. L. Improved photovoltaic energy output for cloudy con-ditions with a solar tracking system. Solar Energy 83(2009)11, pp. 2092-2102. [64] Improved photovoltaic energy output for cloudy con-ditions with a solar tracking system. USA 2009, Frost & Sullivan. 85 p. [65] Marinado, T. Photoelectrochemical studies of dye-sensitized solar cells using orga-nic dyes. Doctoral Thesis. Sweden 2009. Kungliga Tekniska Högskolan, School of Che-mical Science and Engineering, TRITA-CHE--2009-50. 84 p. [66] Lin, H., Li, X., Liu, Y. & Li, J. Progresses in dye-sensitized solar cells. Materials Science and Engineering. B, Solid-State Materials for Advanced Technology 161(2009) 1-3, pp. 2-7. [67] Sirimanne, P. M. & Perera, V. P. S. Progress in dye-sensitized solid state solar cells. Physica Status Solidi B (Basic Research) 245(2008)9, pp. 1828-1833.
135
[68] Kang, S. H., Kang, M-S., Choi, S-H., Kim, J-Y., Kim, H-S., Hyeon, T., Sung, Y-E. Improved charge transport in dye-sensitized solar cells employing viscous non-volatile electrolytes. Electrochemistry Communications 10(2008)9, pp. 1326-1329. [69] Berginc, M., Opara Krašovec, U., Hočevar, M., Topič, M. Performance of dye-sen-sitized solar cells based on Ionic liquids: Effect of temperature and iodine concentration. Thin Solid Films516(2008)20, pp. 7155-7159. [70] Tsai, T-Y., Lu, S-Y. A novel way of improving light harvesting in dye-sensitized solar cells - Electrodeposition of titania. Electrochemistry Communications 11(2009)11, pp. 2180-2183. [71] Zhao, L., Yu, J., Fan, J., Zhai, P., Wang, S. Dye-sensitized solar cells based on or-dered titanate nanotube films fabricated by electrophoretic deposition method. Electro-chemistry Communications 11(2009)10, pp. 2052-2055. [72] Lai, Y-H., Chiu, C-W., Chen, J-G., Wang, C-C., Lin, J-J., Lin, K-F., & Ho, K-C., Enhancing the performance of dye-sensitized solar cells by incorporating nanosilicate platelets in gel electrolyte. Solar Energy Materials and Solar Cells 93(2009)10, pp. 1860-1864. [73] Kumara, G. R. A., Kaneko, S., Konno, A., Okuya, M., Murakami, K., Onwona-agyeman, B. & Tennakone, K. Large Area Dye-sensitized Solar Cells: Material Aspects of Fabrication. Progress in Photovoltaics 14(2006)7, pp. 643-651. [74] Yamaguchi, T., Uchida, Y., Agatsuma, S. & Arakawa, H. Series-connected tandem dye-sensitized solar cell for improving efficiency to more than 10%. Solar Energy Ma-terials and Solar Cells 93(2009)6-7, pp. 733 – 736. [75] Kato, N., Takeda, Y., Higuchi, K., Takeichi, A., Sudo, E., Tanaka, H., Motohiro, T., Sano, T. & Toyoda, T. Degradation analysis of dye-sensitized solar cell module after long-term stability test under outdoor working condition. Solar Energy Materials and Solar Cells 93(2009)6-7, pp. 893-897. [76] Tachan, Z., Rühle, S. & Zaban, A. Dye-sensitized solar tubes: A new solar cell de-sign for efficient current collection and improved cell sealing. Solar Energy Materials and Solar Cells 94(2010)2, pp. 317-322. [77] Niemi, M., Lemmetyinen, H. Edullisia aurinkokennoja ohutkalvoista - valoa ilmas-totalkoisiin. Prosessori (2009)11, s. 39-41.
136
[78] Conibeer, G., Green, M., Corkish, R., Cho, Y., Cho, E-C., Jiang, C-W., Fangsu-wannarak, T., Pink, E., Huang, Y., Puzzer, T., Trupke, T., Richards, B., Shalav, A. & Lin, K-l. Silicon nanostructures for third generation photovoltaic solar cells. Thin Solid Films 511-512(2006), pp. 654-662. [79] Teng, T-P., Nieh, H-M., Chen, J-J., Lu, Y-C. Research and development of maxi-mum power transfer tracking system for solar cell unit by matching impedance. Rene-wable Energy35(2010)4, pp. 845-851. [80] Lapp, T. Aurinkovoimalan käyttö lisäenergian lähteenä Kiilto Oy:ssä. Diplomityö. Tampere 2009. Julkaisu - Tampereen teknillinen yliopisto. 100 s. + liitt. 3 s. [81] Ostamo, Jaakko. Aurinkokennojen fysiikka ja teknologia. [Irrallinen artikkeli]. 16.3.2009, 1 p. [viitattu 8.5.2010]. Saatavissa: http://www.helsinki.fi/~www_sefo/LuKseminaarit/kl2009/Ostamo-kooste.pdf [82] ELE-2150 Integroitujen piirien perusteet. 14.10.2007, Tampereen teknillinen ylio-pisto/Elektroniikan laitos. Luentokalvoja. 24 p. [83] Sopori, B., Swanson, D., Sinton, R. & Tan, T. 12th Workshop on Crystalline Sili-con Solar Cell Materials and Processes, Breckenridge, Colorado, USA, August 11 - 14, 2002. USA 2002, National Renewable Energy Laboratory. 22 p. [84] Korpela, A. SMG-4450 Aurinkosähkö.17.12.2008, Tampereen teknillinen yliopis-to, Sähkömagnetiikan laitos. Luentokalvoja. 6 pp.