Embed Size (px)
Citation preview
Sonderteil
Materialfluss 2000
B 04654 Nr. 1/2 10. Januar 2000 DM 8,50
MID-HERSTELLUNG
BUSS-GESCHÄFTSFÜHRER ZIPPMANN:
„Jedes Verfahrenmuss weiterverfeinert werden“
Weitere Themen:
Automatisierung
Kunststoffverarbeitung
Energietechnik
Sensortechnik
C-Technik, Software,Kommunikation
Management
MM tagesaktuell:www.maschinenmarkt.de

Grundschüler üben sie seit Jahren, die Tageszeitungen
seit Sommer 1999, und auch bei Ihnen, liebe Leserin-
nen und Leser, steht sie vor der Tür: die neue deutsche
Rechtschreibung. Ab diesem Heft wird beim MM
Maschinenmarkt nach den neuen Regeln geschrieben
und korrigiert. Wir haben den Jahresanfang als
Umstelldatum deshalb gewählt, weil dieses führende
deutsche Industriemagazin in vielen Unternehmen und
in technischen Büchereien jahrgangsweise gebunden
wird und kein Stilbruch in den Jahresbänden stören
sollte.
Natürlich darf man an der Notwendigkeit dieser
Reform zweifeln. Eltern, die für Ihre Kinder Schwierig-
keiten befürchteten, haben ja ausgiebig geklagt. Wer
allerdings bis hierher gelesen hat, wird erstaunt erken-
nen, dass die Änderungen so gravierend gar nicht sind.
Freilich gibt es in der neuen deutschen Sprache ein
paar gewöhnungsbedürftige Worte, wie Tipp und
Stopp. Doch letzteres hatte ja vor der Anglisierung
unserer Sprache schon einmal ein zweites „p“. Weil
Wortstämme erhalten bleiben, sind Maschinenelemente
neuerdings in einer bestimmten Position zu platzieren,
und ein Fetttropfen hat wie der Fetttopf drei „t“ hinter-
einander (früher haben wir so etwas nur ersterem gön-
nen dürfen). Echt dick kommt es, wenn etwa Stü-cke,
Leis-tung oder Indust-rie richtig zu trennen sind. Apro-
pos trennen: Die Getrenntschreibung wird künftig zum
Normalfall. Sie werden also nicht mehr autofahren,
sondern Auto fahren. Ob Sie mit Ihrem Einkommen
haushalten oder Haus halten, wollen wir den Germani-
sten überlassen. Die haben ja auch schon herausgefun-
den, dass man „belämmerte Gämsen überschwänglich
verbläuen“ darf. Verstanden?
Macht nichts! Im MM Maschinenmarkt wird auch
künftig Maß gehalten, jedoch werden Oberflächen
nicht mehr rauh sein, sondern rau, wir werden über
Potenziometer und Messwerte berichten. Eines verspre-
chen wir Ihnen übrigens in die Hand:
Was Sachlichkeit, Richtigkeit und Gründ-
lichkeit der Recherche in wirtschaftlicher
wie in technischer Hinsicht angeht, wer-
den wir Sie wie gewohnt bedienen. In
diesem Punkt können Sie sich auf Ihren
MM verlassen. Sollte sich aber – aus
welchen Gründen auch immer – in unse-
ren Texten irgendwann doch mal ein
Schreibfehler einschleichen, rechnen wir
schlicht und einfach mit Ihrer Toleranz.
Neudeutsch
HELMUT GRÖSSL
Das IndustrieMagazin
LEITARTIKEL
Maschinenmarkt, Würzburg 106 (2000) 1/2 3

Das IndustrieMagazin
Leitartikel
Helmut GrösslNeudeutsch 3
Unternehmen und Branchen
Über 70% der deutschen Industrie-betriebe wollen den Stromversorgerwechseln 6Im Österreichischen Maschinenbau setzt sich der Aufwärtstrend fort 7Kommentar: Drei Klicks zum Ziel 7Korrespondentenbericht: Internet undDatensicherheit beherrschten die Exponet 1999 8Personen 11Steno 12Außenhandel 16
Hintergrund
Die Herstellung von 3D-Schaltungsträ-gern wird der Spritzgießtechnik Impulsegeben 18
Innovation
Technologien und Konzepte 20Kommentar: Die Karosserie aus Kunst-stoff kommt 20
Produktion und Betrieb
Materialfluß 2000
Die Anforderungen die Logistik werdenimmer größer. Wichtige Rollen spielen da-bei Welthandel und E-Commerce. Unter-nehmensübergreifende Informationssy-steme müssen die einzelnen Stufen vomLieferanten bis zum Endverbraucher ab-bilden. 22
Veränderungen in Gesellschaft, Wirt-schaft und Technik werden logistische Pro-zesse nachhaltig beeinflussen. Mit einerIntegrationsplattform können Unterneh-men ihre Logistiksysteme effizient gestal-ten. 28
Trotz zunehmender Bedeutung des Inter-nets sind die Postdienste nach wie vorwichtig. Sie werden auch künftig als Logi-stikdienstleister gefragt sein. Drei Szena-rien zeigen, wohin die Entwicklung gehenkann. 34
Automatisierung
Standardisierung war das oberste Ziel beider Automatisierung der Fertigungsliniefür den Opel Astra. Dafür wurde eine Richt-linie für Karosseriebau und Elektrik erar-beitet und eine systemnahe Software ent-wickelt. 38
MID-HerstellungVolker Zippmann, Geschäftsführerder Buss-Werkstofftechnik GmbH &Co. KG, Münzenberg: „Grundsätzlich
kann die MID-Herstellung auf Spritzgieß-maschinen geschehen, die am Markt
zur Verfügung stehen.“Seite 18
LogistikZur Bewälti-gung der glo-balen Waren-ströme sindunterneh-mensübergrei-ende Infor-mations- undKommunika-tionssystemeerforderlich.Seite 22
MotorenDie NachteileherkömmlicherDrehkolbenmo-toren vermeidenDrehkolbenfor-men auf Basisvon Epi- und Hy-pozykloiden mitRollenelementenals Dichtung. Seite 46
InventurEin Stichproben-Inventursystem redu-ziert den jährlichenInventuraufwandvon 21 000 auf 850Artikel.Seite 56
TemperaturmessungAufgrund ihrer kompakten Bauform
und der guten Langzeitstabilität lassensich mit Widerstandsthermometernpermanent Öltemperaturen in Ge-
trieben messen. Seite 50
INHALT
MM im Internet
Sichern Sie sich einen
Wissensvorsprung!
Lesen Sie den »Maschinenmarkt«
der kommenden Woche
ab Freitag davor im Internet:
http://www.maschinenmarkt.de
4 Maschinenmarkt, Würzburg 106 (2000) 1/2

Maschinenmarkt, Würzburg 106 (2000) 1/2 5
Kunststoffverarbeitung
Heißkanalsysteme erhöhen die Anwen-dungsflexibilität beim Zweikomponenten-Spritzgießen Das gilt auch für das Sand-wichverfahren, für das ein Koaxialnadel-verschluss entwickelt wurde. 42
Energietechnik
Die bisher bekannten Drehkolbenmaschi-nen haben die Dichtelemente vorzugswei-se im Drehkolben untergebracht, wodurchhohe Fliehkräfte und Reibverluste entste-hen. Deshalb werden andere Drehkolben-formen entwickelt, die diese Nachteilenicht haben. 46
Entwicklung und Konstruktion
Sensortechnik
Die Automatisierung von Industrieprozes-sen erfordert es, Temperaturen möglichstgenau zu messen. Eine Möglichkeit dazubieten Widerstandsthermometer, bei-spielsweise beim permanenten Messender Getriebeöltemperatur. 50
C-Technik, Software, Kommunikation
Themen und Trends 52
Produktionsplanung
Anstatt starrer Datenverarbeitung bietenmoderne PPS-Systeme flexible Methodenzur Arbeitserleichterung. Ein solches Sy-stem sorgt für den Ablauf der Unterneh-mensprozesse, vom Angebot bis zum Lie-ferschein. 54
Lagerlogistik
Nicht nur in Materialfluss- und Lager-technik steckt Rationalisierungspotential,sondern auch im Inventuraufwand. Dieserlässt sich mit einem intelligenten Stich-proben-Inventursystem reduzieren. 56
Management und Organisation
Marketing
Die Jahr für Jahr kontinuierlich steigen-den Messekosten und die knappen Mittelsollten Anlass sein, Messebeteiligungennicht mehr als Tradition oder unter Pres-tigegesichtspunkten zu sehen. 60
Produkte und Verfahren
Marktspiegel 89
Rubriken
Firmenschriften 21Dokumentation 64Termine 97Leserfax 98Stichwortverzeichnis 124Bücher IImpressum II
Vorschau, MM im Internet III

Hermes-BürgschaftDie Kritik an der Vergabepra-xis für Hermes-Exportbürg-schaften des Bundes ist nichtneu. Umwelt- und Dritte-Welt-Gruppen fordern schon seitJahren, dass riskante Großan-lagen und Waffengeschäftekeine staatlichen Ausfuhr-Ga-rantien mehr erhalten sollten.Nach ihrer Darstellung wer-den viel zu häufig Exportge-schäfte abgesichert, die inden Ländern zu Menschen-rechtsverletzungen beitragen,Korruption ermöglichen oderdie Verschuldung erhöhen.
Im AufwindDie Chancen auf einen Um-schwung auf dem deutschenArbeitsmarkt stehen gut. Füreine günstige Thermik sorgenderzeit die ersten Vorbotendes lang ersehnten Konjunk-turaufschwungs und diedemographische Entspan-nung – ohne dass die Politiketwas dazu beitragen müsste.Staaten wie die Niederlandeund die Vereinigten Staatenwarten mit Arbeitsmarktstati-stiken auf, die beinahe eineVollbeschäftigung nahe legen.Ihre Rezepte sind bekannt.
Gebrochenes TabuEin Tabu ist gebrochen. End-lich hat die Tarifpolitik dasBündnis für Arbeit erreicht.Der Vorsitzende der IG-Me-tall, Klaus Zwickel, hat nach-gegeben. Damit erkennenerstmals alle Teilnehmer desBündnisses an, dass die Ar-beitskosten, entscheidendenEinfluss auf die Beschäftigunghaben. Die hochrangigenBündnispartner konnten sichdamit unter der Leitung vonBundeskanzler GerhardSchröder erstmals dieserzentralen Frage der Beschäfti-gungspolitik zuwenden.
Deutschland und den Nie-
derlanden, da in beiden Län-
dern wegen der starken
Marktfragmentierung der
Wettbewerb besonders hoch
ist. Nicht nur einheimische
Versorger „buhlen“ dabei
um die Gunst der Kunden,
zunehmend treten auch
ausländische Anbieter auf.
Europaweit ist die Libera-
lisierung in Deutschland.
Faulhaber-Gruppeübernimmt FTBDer Schwarzwälder Kleinst-
motorenhersteller, FTB Fein-
technik Bertsch, Villingen-
Schwenningen, wurde in die
internationale Faulhaber-
Gruppe integriert. Die Dr.
Fritz Faulhaber GmbH & Co.
KG, Schönaich, übernahm
alle Anteile von FTB. Die Ge-
schäftsführung blieb unver-
ändert in den Händen von
Gerhard Kocherscheidt. Da-
mit vervollständigt die Faul-
haber-Gruppe, mit einem
Gesamtumsatz von über
190 Mio. DM und mehr als
600 Mitarbeitern, ihr Ange-
bot im Bereich der Klein-
und Kleinstmotoren.
Der europäische Strom-
markt ist heftig in Bewegung
geraten. Entsprechend groß
ist die Bereitschaft vieler
Energienanwender, zu ei-
nem preisgünstigeren Ver-
sorger zu wechseln. Beson-
ders ausgeprägt ist diese
Bereitschaft nach einer Stu-
die des britischen Markt-
forschungsunternehmens
Datamonitor, London, in
6 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
UNTERNEHMEN UND BRANCHEN
Die deutschen Ausfuhren lagen im Oktober1999 um 2,9% und die Einfuhren um 3,9%höher als im Oktober des Vorjahres, wie dasStatistische Bundesamt mitteilt.
Der Umsatz für Halbleiter in Deutschland lagim November bei hohen Auftragseingängendeutlich über dem Vormonat, so der Fachver-band Bauelemente der Elektronik.
Die Produktion von Nutzfahrzeugen –erhoben vom Verband der Automobilindustriee.V. (VDA) stieg im November um 3% auf 36 800 Fahrzeuge im Vergleich zum Vorjahres-volumen an.
Nach Mitteilung des Statistischen Bundesamteswurden von Januar bis September 1999 vonden Eisenbahnen in Deutschland im fracht-
pflichtigen Verkehr insgesamt 212,6 Mio. tGüter transportiert, das sind 9% weniger als imentsprechenden Vorjahreszeitraum.
TRENDS
Über 70% der deutschen Industriebetriebewollen den Stromversorger wechseln
Nach Recherche von Data-
monitor wollen bis Ende
2000 rund 40% der industri-
ellen Energieanwender
hierzulande den Stromver-
sorger wechseln.
Für den gewerblichen Be-
reich rechnen die Londoner
Analysten mit einer „Wechs-
lerquote“ von 45% bis Ende
2005. Bezogen auf den
häuslichen Bereich dürfte
diese Quote dann bei etwa
32% liegen. Während der
private Kunde auch künftig
primär auf „einheimische“
Quellen setzt (90% des pri-
vaten Stromverbrauchs
decken auch 2005 inländi-
sche Anbieter ab), werden
industrielle Energieanwen-
der in wachsendem Maße
auf das Angebot ausländi-
scher Anbieter zurückgrei-
fen. 71% des Industrie-
stroms sollen laut Datamo-
nitor im Jahr 2005 aus ein-
heimischen Quellen stam-
men, immerhin 20% aus
ausländischen. In den Nie-
derlanden ist das Interesse
am Lieferantenwechsel ähn-
lich groß wie in Deutsch-
land: Im Industriesektor
liegt der Anteil bei 65%
(2005), wobei 70% des
Stroms von ausländischen
Anbietern geliefert werden.
Eher gering ist das Interesse
an einem Versorgerwechsel
dagegen in Frankreich.
Die Reko Kunststofftechnik und Maschinenbau GmbH ist
aufExpansionkurs. Für rund 13 Mio. DM soll in Markthei-
denfeld auf einer Fläche von gut 7500 m2
ein neues Büro-
und Produktionsgebäude entstehen. „Mit der Investition
tragen wir dem Wachstum Rechnung“, bestätigte der Vor-
standsvorsitzende Dieter Stevens die positive Bilanz.
Bild
: Rek
o

Nach einem erfolgreichen
Jahr 1998, das einen Zu-
wachs des Branchenumsat-
zes um 10% brachte, wird
die österreichische Maschi-
nen- und Stahlbauindustrie
1999 noch eines drauflegen.
Clemens Malina-Altzinger,
Vorsteher des Fachverban-
des der Maschinen- und
Stahlbauindustrie (FMS),
rechnet für 1999 mit einem
Branchenwachstum um 2%
auf 122 Mrd. Schilling: im
Jahr 2000 könnte es sogar
noch das eine oder andere
Prozent mehr werden. Be-
sonders erfolgreich waren
1999 die rund 800 öster-
reichischen Maschinenbau-
betriebe im Asiengeschäft.
Die herben Rückschläge der
Asienkrise konnten bemer-
kenswert schnell wegge-
steckt und die Exporte in
den ersten sechs Monaten
des Jahres 1999 um 26%
gesteigert werden. Spitzen-
werte wurden im Japanex-
port mit einem Plus von 77%
erzielt, gefolgt von China
(plus 35%), das als Export-
markt zunehmend an Be-
deutung gewinnt. Auch in
Europa konnte die Branche
weiter Boden gutmachen
(plus 13,5%). Nicht ganz so
gut lief es in den konjunk-
turschwachen Ländern Ost-
europas, wo ein Minus von
8% bei den Ausfuhren zu
verzeichnen war.
Eine frohe Botschaft gab es
auch für die Beschäftigten:
Hatte bereits 1998 ein klei-
nes Beschäftigungsplus von
0,5%, so ist nach ersten
Schätzungen die Zahl der
Mitarbeiter mit 61 200 auch
1991 stabil geblieben. Einen
Grund für die stabile Situa-
tion beim Personalstand or-
tet Malina-Altzinger im Mo-
dell der flexiblen Arbeitszeit.
Auf Schwankungen in der
Produktion könne nun bes-
ser reagiert werden und die
Unternehmen müssen sich
nicht mehr an der untersten
Personalgrenze bewegen.
Maschinenmarkt, Würzburg 106 (2000) 1/2 7
UNTERNEHMEN UND BRANCHEN
KOMMENTAR
Wenn Journalisten das Web durchstreifen, dann ha-ben sie ganz bestimmte Vorstellungen von einer
vorbildlichen Online-Information: Vom Stichwort „Pres-se“ oder „Medien“ auf der Homepage eines Unter-nehemns dürfen es maximal drei Klicks sein, bis eine ge-suchte Pressemitteilung zum Download zur Verfügungsteht, so ein Ergebnis einer aktuellen Umfrage der Initia-tive Industriekultur, Frankfurt/Main.
In der Medienarbeit sehen 80 Prozent der Befragtenden Zweck des Internet-Auftritts, wie eine gesonderteUntersuchung bei 500 Unternehmen ergab. Aber dieetwa 80 Prozent, die Presseinformationen per Internet an-bieten, tun dies nicht optimal. „Nur zehn Prozent,“ so Rich-ard Bachinger, Geschäftsführer der Initiative industrie-kultur, „informieren die Presse gut, schnell und über-sichtlich.“
Diese Diskrepanz liegt nicht zueltzt darin begründet,dass zwar 77 Prozent der Befragten mit ihren Web-SitesMedien- beziehungsweise Öffentlichkeitsarbeit machenmöchten, aber nur 62 Prozent ihren Abteilungen für Pres-se- und Öffentlichkeitsarbeit die Zuständigkeit für die On-line-Präsenz übertragen. Und dabei wäre doch alles soeinfach: Drei Klicks genügen, wie die Studie ermittelt hat,um Journalisten zufrieden zu stellen. Urs
Drei Klicks zum Ziel
Im österreichischen Maschinenbau setzt sich der Aufwärtstrend fort

MAN steigert Umsatzim laufenden JahrDie Auftragsentwicklung
bei der MAN AG, München,
hat sich in den vergangenen
zwei Monaten beschleunigt,
während der Umsatz zuletzt
etwas schwächer wuchs als
noch im ersten Quartal des
Geschäftsjahres 1999/2000
(30. Juni). Der Maschinen-
bau- und Nutzfahrzeugkon-
zern hält daher an der Pro-
gnose fest, im laufenden
Geschäftsjahr Umsatz und
Auftragseingang zu steigern
und ein Ergebnis auf dem
Niveau des Vorjahres zu
erzielen.
8 Maschinenmarkt, Würzburg 106 (2000) 1/2
UNTERNEHMEN UND BRANCHEN
Internet und Datensicherheitbeherschten die Exponet 1999
KORRESPONDENTENBERICHT
VON DR. HANS DIEBALL, NEUSS
Zum neunten Mal fand sie in den Düssel-dorfer Messehallen statt: Exponet, die in-ternationale Fachmesse für Telekommuni-kation, Internet, Enterprise Computingund Netzwerke. Vom 5. bis 7. Oktober1999 hatte sie auf einer im Vergleichzum Vorjahr fast verdoppelten Hallen-fläche von rund 60 000 m≈ (brutto) dieBesucher erwartet: Fast 50 000 (48 900)fanden sich ein – über 20% mehr als imVorjahr (39 000). Das Konzept der Expo-net als professionelle, lösungsorientierteMesse und Kompetenz-Forum für High-end-Anwender und Investoren mit über-regionalem Charakter hat sich damit er-neut bestätigt. Die Mehrzahl der Besu-cher kam aus entfernteren GegendenDeutschlands als Nordrhein-Westfalenoder dem Ballungsraum Rhein/Ruhr (vonhier etwa nur 40%). Rund 700 Aussteller(Vorjahr: 608) waren mit ihren Erzeugnis-sen, Dienstleistungen und Systemlösun-gen vertreten. Das während der Exponetwiederum breitgefächerte Vortrags- undDiskussionsangebot entsprach zugleichdem Trend, dass heute vorwiegend wirt-schafts- und unternehmenspolitischeThemen den IT-Anwender bewegen,weniger dagegen die dahinter steckendeTechnologie. Themen wie etwa „HöhereKundenbindung und effizientere Ge-schäftsprozesse durch Internet-Compu-ting“, „Free Call Online – der direkte Wegaus dem Internet zum Kunden“ oder„Wandel im Handel durch Internet“ wur-den dabei abgehandelt. Auch über
Risiken und Stolpersteine bei E-Cash undOnline-Shopping referierten Experten,etwa über Themen wie „Sicherheitsa-spekte im E-Business” oder „Kryptologieim E-Business“.
In der diesmal von drei auf fünf Hallenvergrößerten Ausstellungsfläche warauch eine Vielzahl recht namhafter Glo-bal Player vertreten, fast dem Who- is-who der Branche entsprechend: vonAlcatel bis Uunet, Viag Interkom und X-link. Sie zeigten IT-Gesamtlösungen inden Bereichen Netzwerke, Telekommuni-kation, Internet und Software. Den leich-ten Einstieg in professionelle Internet-auftritte will die Gauss Interprise AG inHamburg mit ihrer VIP Versatile InternetPlatform ermöglichen. Mit der neuen Ver-sion 3.0 des VIP Content Managers wirdsogar dem unerfahrenen Anwender ver-heißen, in kürzester Zeit Inhalte erstellenund in Webseiten einfügen zu können.
Es muss natürlich nicht immer eineigenes Internet-Angebot sein, das auf-gebaut wird. Die Atrada Trading NetworkAG in Erlangen bietet stattdessen ihrenOnline-Shop an. Anbieter können in die-sen ihr Logo einbinden und die Firmen-darstellung integrieren. Kostenlos ist auchder Eintrag der Produkte. Dafür wird beierfolgreichen Verkäufen eine Provisionvon 3 bis 5% erhoben.
Zahlreiche multinationale Unterneh-men nutzen heute Videoconferencing,wobei sie auf das kostengünstige ISDNmit Kanalbündelung setzen. Auch dabeisollte es gelten, sensible Informationenzu schützen. Die Dica Technologies AG inBerlin bietet hierzu das Verschlüsselungs-system Dica 7800-3 an. Zugangskontrolle,Verschlüsselung von Dateien auf Daten-trägern, Passwort-Management und si-chere Übertragung von Daten über öf-fentliche Leitungen sollten ebenfalls zuden Sicherheitskonzepten eines jeden E-Business-Angebots gehören. Hierzu gibtes von der Hamburger Skytale Data Secu-rity Solutions GmbH & Co. jetzt ein neuesDatensicherheitspaket, die ProtectorSuite 3.3. An Firewall-Lösungen für immermehr gestiegene Sicherheitsansprüchedurfte es natürlich ebenfalls nicht fehlen.Die Genua GmbH in Kirchheim bei Mün-chen stellte zum Beispiel hierzu ihr neuesGenua-Gate Release 3.0 vor.
Haniel-Tochter expandiert in USADer Haniel-Tochter Belfor
gelang der Eintritt in den
amerikanischen Markt für
Brand- und Wasserscha-
densanierung. Belfor USA
erwarb 80% der Enterprise
International Inc., Den-
ver/ USA. In einem zweiten
Schritt wurde kürzlich
zudem die Disaster Reco-
very Services erworben.
Für das Geschäftsjahr 2000
erwartet die Gesellschaft
einen Umsatz von etwa
50 Mio. Dollar, so die Belfor
International GmbH, Duis-
burg.
Atlas-Schuheauf ErfolgskursDer Umsatz des Sicherheits-
schuhherstellers Atlas-
Schuhfabrik Gebr. Schab-
sky GmbH & Co. KG, Dort-
mund, stieg in den letzten
zehn Jahren rasant von
9 Mio. DM auf 60 Mio. DM
im Jahr 1999. Bereits kurz
nach der Firmengründung
in Unna produzierte das
Familienunternehmen
schon Sicherheitsschuhe
für die heimische Stahl- und
Bergbauindustrie. Andere
Industriezwiege sollten
rasch folgen. Heute produ-
ziert Atlas in Dortmund-
Wickede rund 800000 Paar
Sicherheitsschuhe pro Jahr.
Ohne Netz kein Internet: Deshalb waren
Netzwerke und Netzwerkkomponenten
ein wichtiges Thema der Exponet 1999 in
Düsseldorf.
Bild
: Dät
wyl
er

Das IndustrieMagazin
Aufwind hält anfür TecnomatixTecnomatix Technologies
Ltd., ein Anbieter von Cape-
Tools (Computer Aided Pro-
duction Engineeering) für
die digitale Fabrik, gab die
Ergebnisse für das dritte
Quartal bekannt. Im Ver-
gleich zum gleichen Zeit-
raum 1998 ist der Umsatz
um 30% auf 17,5 Mio. Dollar
gestiegen. Das Betriebser-
gebnis erhöhte sich um
84%. Die deutsche Nieder-
lassung Tecnomatix Auto-
matisierungssysteme
GmbH, Neu-Isenburg, hat
mit einem Umsatzplus von
23% für das dritte Quartal
gegenüber 1998 wieder er-
heblich zum positiven Ge-
samtergebnis beigetragen.
rund 30 Mio. DM. Die Messe
Sinsheim GmbH plant und
führt eigene Veranstaltun-
gen durch, ist Schauplatz
einiger Veranstaltungen der
P. E. Schall GmbH und ver-
mietet das Gelände. Allein
1999 veranstaltete die
Schall-Gruppe 19 techni-
sche Fachmessen.
Maschinenmarkt, Würzburg 106 (2000) 1/2 9
UNTERNEHMEN UND BRANCHEN
Expansionskursim AußenhandelDie Dynamik im Außenhan-
del mit den Ländern der
nordamerikanischen Frei-
handelszone (Nafta) setzte
sich im ersten Halbjahr bei
einer leicht rückläufigen
Entwicklung der deutschen
Gesamtausfuhren und -ein-
fuhren in abgeschwächter
Form fort, so das Statisti-
sche Bundesamt. Die Wa-
renlieferungen in die Verei-
nigten Staaten, Kanada und
Mexiko erreichten einen Ge-
samtwert von 53,9 Mrd. DM.
Gleichzeitig stiegen die Ein-
fuhren aus diesen Partner-
ländern um 6,5% auf 39,3
Mrd. DM.
Schall-Firmengruppewar 1999 erfolgreichPaul Eberhard Schall, ge-
schäftsführender Gesell-
schafter der Schall-Firmen-
gruppe, blickt auf ein erfolg-
reiches Messejahr 1999
zurück. Mit seinen privaten
Messegesellschaften P. E.
Schall GmbH und der Messe
Sinsheim GmbH, der Schall
Kongress GmbH, dem Mes-
sedienstleister Pescha sowie
Pescha Raumdesign, erzielte
er einen Gesamtumsatz von
Sage Groupübernimmt SesamDer Anbieter betriebswirt-
schaftlicher PC-Software für
kleine und mittelständische
Unternehmen, die britische
Sage Group, konnte im Ge-
schäftsjahr 1999 (30. Sep-
tember) den Umsatz um 60%
steigern. Der Betriebsge-
winn stieg um 57% und der
Gewinn vor Steuern kletter-
te um 56% nach oben. Dar-
über hinaus hat das Unter-
nehmen den Schweizer
Anbieter betriebswirtschaft-
licher Software, Sesam,
übernommen. Ziel ist es,
den Kunden über das Inter-
net-Portal www.sage.com die
notwendigen Hilfsmittel an
die Hand zu geben, um den
Einstieg ins Internet ver-
wirklichen zu können.
BT investiertin Mjölby-FabrikUm die wachsende Nachfra-
ge nach Lagertechnikgerä-
ten befriedigen zu könne,
wird BT in den kommenden
drei Jahren über 20 Mio.
DM in seine Mjölby-Fabrik
investieren. Die Investitio-
nen konzentrieren sich auf
elektrische Flurförderzeuge.
Vor kurzem wurde bereits
ein Investitionsprogramm
für Handhubwagen abge-
schlossen. „BT ist heute
Weltmarktführer in Lager-
technik. Die Entscheidung,
die Produktionskapazität zu
erweitern, wurde getroffen
im Hinblick auf einen ex-
pandierenden Weltmarkt
und unser Ziel, Marktanteile
zu gewinnen“, so Carl-Erik
Ridderstrale, Präsident und
CEO von BT Industries.

Das IndustrieMagazin
Nach fünf erfolgreichen Be-
schaffungsreisen nach Fas
East bereitet der BME Infor-
mationsveranstaltungen
und Reisen zu weiteren Län-
dern vor. Im Fokus stehen
folgende Länder: Far East
(Termin 12. bis 26. Februar),
Türkei (12. bis 20. Februar),
Japan (20. bis 26. Februar),
Südafrika (März) und Indien
(April). Informationen über
E-Mail [email protected].
tung im Zusammenhang
von Kosteneinsparungen
und Lieferantenoptimierung
zu. Der Bundesverband
Materialwirtschaft, Einkauf
und Logistik (BME) dehnt
deshalb seine internationa-
len Serviceleistungen aus.
10 Maschinenmarkt, Würzburg 106 (2000) 1/2
UNTERNEHMEN UND BRANCHEN
Global Sourcingfür EinkaufsmanagerDem internationalen Ein-
kauf kommt auch im Mittel-
stand eine wichtige Bedeu-
Rekordsummenfür Schwarzarbeit„Auch 1999 ist den Hand-
werksbetrieben durch
Schwarzarbeit wieder eine
Rekordsumme verloren ge-
gangen“, erklärte Landes-
handwerkspräsident Klaus
Hackert. Die Schwarzar-
beitsbekämpfung sei ein
Dauerthema, bei dem man
allenfalls kleine Fortschritte
habe erzielen können. Der
Baden-Württembergische
Handwerkstag (BWHT)
schätzt, dass das Schwarz-
arbeitsvolumen im Hand-
werk inzwischen 15 Mrd.
DM überschritten hat.
PSI und VDEharbeiten zusammenDie PSI AG und der Verein
Deutscher Eisenhüttenleute
(VDEh) haben die Gründung
eines Joint-venture verein-
bart, an dem PSI mit 58%
und der VDEh mit 42% be-
teiligt sein werden. Die PSI
wird ihren Geschäftsbereich
„Produktion“, der VDEh sei-
ne Tochtergesellschaft BFI-
BT mit allen Assets zum 1.
Januar 2000 in die neue PSI
Business Technology for In-
dustries AG (PSI-BT AG) ein-
bringen. Ziel des Joint-ven-
ture ist eine Bündelung der
Kräfte beider Anbieter.
1995 = 100 DeutschlandVeränderungen gegenüber dem Vorjahresmonat in Prozent
Verbraucherpreisindexfür Telefondienstleistungen
Qu
elle
: S
tati
stis
ch
es
Bu
nd
es
am
t
MMGrafik
-11,5
Okt99
Sep99
Aug99
Juli99
Juni99
Mai99
Apr99
Mär99
Feb99
Jan99
Dez98
Nov98
Okt98
Sep98
-1,4-2,2 -2,2 -2,4
-10,8
-8,9
-11,2 -11,4-12,4 -12,5 -12,6
-12-11,4

Dr. Christoph
Grote über-nimmt zum 1. Januar 2000als Mitgliedder Geschäfts-
leitung im Einkaufsbüro Deut-scher Eisenhändler, E/D/E,den Bereich „Strategische Mit-gliederentwicklung“. Dr. Grotehat sich in der Vergangenheitvor allem mit Kundenbin-dungssystemen für den Pro-duktionsverbindungshandelbefasst.
Christian Hirsch hat zum 1. Dezember die Leitung derGeschäftsstelle München bei der Baan DeutschlandGmbH übernommen. Er istverantwortlich für die Kun-denbetreuung beziehungs-weise Neukundengewinnungin Bayern.
Féliks Kovre
leitet die neu-eröffnete deut-sche Teklynx-Niederlassungin Erkrath.
Teklynx ist ein führender An-bieter von Software für dieProduktkennzeichnung sowievon NT- und multiplattform-fähigen Lösungen für dieGestaltung und Erzeugungvon Barcodeetiketten inner-halb von ERP-Anwendungen.Das Unternehmen erwirt-schaftet einen jährlichen Um-satz von etwa 18 Mio. DM.
Dr. Fred-
Robert Heiker
übernimmtzum 1. Januar2000 die Leitung des
zentralen Servicebereichs„Zentrale Forschung“ derBayer AG. Er löst Prof. Dr.Hans J. Rosenkranz ab, derzum gleichen Zeitpunktseinen Pensionsurlaub antritt.
Friedrich U. Arnold, Vor-standsmitglied der LeistritzAG, Nürnberg, wurde vomVorstand der Fachgemein-schaft Pumpen im VDMA zum
neuen Vorsitzenden gewählt.Er tritt die Nachfolge von Dr.Erich Holzhüter an, der nach14 Jahren im Vorstand derFachgemeinschaft Pumpenausschied.
Andreas
Dohmen wur-de von New-bridge Net-works die Ge-samtverant-
wortung übertragen für Ver-trieb, Marketing und Kun-denmanagement in Europa,dem Nahen Osten und Afrika.In seiner neuen Position alsExecutive Vice President undGeneral Manager konzentriertsich Andreas Dohmen vorallem auf den Ausbau der Be-ziehungen zu Key Accounts.
Dr. Georg
Holzhey, Ge-schäftsführerder Haindl Papier GmbH& Co. KG ist
neuer Präsident des Verban-des Deutscher Papierfabriken(VDP). Er löst Hans-MichaelGallenkamp, geschäftsführen-der Gesellschafter der FelixSchoeller Holding GmbH &Co. KG, an der Spitze desVerbandes ab.
Falk-Hayo
Sanders istneuer Partnerder Unterneh-mensberatungMSR Consul-
ting Group. Vom Kölner Büroaus unterstützt er speziellUnternehmen aus dem Inve-stitionsgüterbereich in derEntwicklung, Implementie-rung und Optimierung vonService- und Kundenbin-dungskonzepten.
John Andrew Stacey wurdevom Aufsichtsrat der Tech-notrans AG, Sassenberg, zumdritten Vorstandsmitglied be-stellt. Er wird zunächst für dieinternationalen Tochtergesell-schaften und Akquisitionenim Ausland zuständig sein.
Maschinenmarkt, Würzburg 106 (2000) 1/2 11
UNTERNEHMEN UND BRANCHEN
PERSONEN
Das IndustrieMagazin
Tubopropmaschinen, undzwar täglich außer Samstag.
Die Rheinmetall AG, Düssel-dorf, hat zum Jahreswechseldie Aktienmehrheit an denJagenberg AG erworben. Damit geht auch die unterneh-merische Führung von derSachsenring Automobiltech-nik AG, Zwickau, an Rheinme-tall über. Jagenberg erzieltemit Verpackungsmaschinenzuletzt einen Jahresumsatzvon rund 1 Mrd. DM und be-schäftigt 3400 Mitarbeiter.
Die J. Wagner GmbH, Mark-dorf, hat zwei Pulverbe-schichtungsanlagen in außer-gewöhnlicher Dimension beider Brüggen Oberflächen-und Systemlieferant GmbH,Herzlake, installiert. Zumersten Mal werden damitLkw-Wechselaufbauten auto-matisch pulverbeschichtet.Mit einer Höhe von 7300 mm,einer Breite von 3800 mm und einer Länge von 9000mm stellt die Automatikkabi-ne einen neuen technischenSuperlativ dar.
Viewlocity, Atlanta/USA,eine Tochtergesellschaft desschwedischen IT-Hauses Fron-tec, operiert seit kurzem mitSitz in München und Bremenauch auf dem deutschenMarkt. Das Unternehmen ent-wickelt E-Business-Lösungenzur Unterstützung von SupplyChain Trading Communities.
Die SLF Spindel- und Lager-technik Fraureuth GmbH, prä-sentierte vom 9. bis 12. No-vember 1999 erfolgreich ihrumfangreiches Produktpro-gramm auf der Bearing ’99 inShanghai, der weltweit einzi-gen Messe, auf der nur Wälz-lagerhersteller ihre Erzeugnis-se vorstellen. „Unser Messe-stand wurde sehr gut fre-quentiert“, freut sich SLF-Ge-schäftsführer Frank Schlegel,der nicht nur Partner ausAsien, sondern aus der gan-zen Welt begrüßen konnte.
Die WEE – Electrotest
Engineering GmbH, Wert-heim, fasst im Zuge einer Neu-organisation ihrer Aktivitätendas eigene Geschäft und dasihrer Tochterfirmen unterdem Dach der neugegründe-ten WEE Electrotest AG,Krailling, zusammen. Seit derGründung im Jahr 1993 wur-de WEE nach eigenen Anga-ben zum Weltmarktführer beiKabel- und Backplane-Test-systemen.
Cognos, Frankfurt/Main, baut seine langjährige Partner-schaft mit SAP auf den Gebie-ten Data Warehouse und Bu-siness Intelligence weiter aus.Im Januar eröffnet das Soft-warehaus als erster Business-Intelligence-Anbieter ein Com-pentence Center im neuenSAP-Partnerport in Walldorf,um sein SAP-Know-how vorOrt zu bündeln.
Die Steidle GmbH, Spezialistfür Minimalmengen-Kühl-schmierung (MMKS) hat einanderes Firmengebäude in Le-verkusen bezogen. Gebliebenist allerdings die Homepage
Der 3M-Geschäftsbereich
Electronic Handling & Protec-tion ist Anfang Novemberletzten Jahres mit der SMJ-Eurostat-Gruppe, einemführenden Hersteller vonSicherheitssystemen gegenElektrostatik, eine Partner-schaft auf europäischer Ebe-ne eingegangen. Danach wirdSJM einige 3M-Produktgrup-pen fertigen und in 14 Län-dern Westeuropas vertreiben.
Die Rehfuss Antriebstech-
nik, Albstadt, teilt mit, dassihr langjähriger Geschäftspart-ner MAK Aandrijvingen bvseinen Firmensitz von Amster-dam nach Al Lelystad verlegthat. Nachdem das bisherigeFirmengebäude zu kleingeworden war, wurde aufeinem 10 000 m2 großenGrundstück nahe der Auto-bahn A6 ein neues Lager-,Montage- und Bürogebäudeerrichtet. Zugleich hat mandie Arbeitsabläufe neu orga-nisiert und die Montage fürGetriebemotoren großzügigergestaltet.
Die Tecnomatix Inc., Herz-liya/Israel, einer der führen-den Anbieter von computer-gestützten Fertigungslösun-gen (Cape), hat den CIM-Spe-zialisten Unicam Software Inc.übernommen. Damit wurdeauch die deutsche UnicamMitglied der Tecnomatix-Gruppe und firmiert nun alsTecnomatix Unicam GmbH,Lindau.
Die CAS Computer-Arbeits-
platz-Systeme GmbH, einAnbieter von Softwarelösun-gen zur optimierten Lagerver-waltung, -steuerung, Dispo-sition und Bestandsanalyse,verlegt am 14. Januar ihrenFirmensitz von Niefern nachPforzheim. Bezogen werdengrößere Firmenräume aufdem Gelände des neuen Soft-warezentrums Innotec.
Die Intertool und
Schweißen finden im Jahr2000 zum zweiten Mal ge-meinsam statt. Vom 24. bis27. Mai werden in den Hallen12, 14, 16, 17, 18, 19 und 25
(www.steidle-mmks.de), dieumfangreiche Informationenzur MMKS-Problematik und in-teressante Links zu bieten hat.
Die SZ Testsysteme AG,Amerang bei Wasserburg, hateinen weiteren führendenamerikanischen Halbleiterher-steller als Kunden gewonnen.Das Unternehmen, das na-mentlich nicht genannt wer-den will, orderte für umge-rechnet 4,6 Mio. DM mehrereMixed-Signal-Testsysteme, mitdenen Power-Management-Schaltkreise für die Telekom-munikations- und Computer-industrie geprüft werden.
Slovak Airlines, ein nochjunges Luftfahrtunternehmen,bietet seit kurzem eine neueFlugverbindung zwischenMünchen und Bratislava anmit direktem Anschluss nachKosice, die vor allem Ge-schäftsreisende ansprechendürfte. Dies ist die erste Flug-verbindung zwischen West-europa und der slowakischenRepublik. Geflogen wirdneunmal pro Woche mit Saab-
12 Maschinenmarkt, Würzburg 106 (2000) 1/2
UNTERNEHMEN UND BRANCHEN
STENO KIENBAUM-GEHALTSSTUDIE
Die zwischenzeitlich 37. Ausgabe ihrer Vergütungs-studie für leitende Angestellte hat die Kienbaum Ver-
gütungsberatung, Gummersbach, jetzt vorgelegt. Die Stu-die, an der sich 1999 669 Unternehmen mit 6750 Posi-tionsmeldungen beteiligten, zeigt, daß die Gehälter von1998 auf 1999 in den alten Bundesländern um 3,6% undin den neuen Bundesländern 5,5% gestiegen sind.
Im Bundesdurchschnitt verdienen Manager der erstenEbene nun 199 000 DM und auf der zweiten Ebene150 000 DM. Damit liegen die Vergütungen der erstenEbene rund 33% über denjenigen der zweiten Ebene. Beider Verteilung der Bruttomonatsgehälter findet man einegroße Bandbreite. Während 42% der Führungskräfte aufder zweiten Ebene bis 10 000 DM monatlich beziehen,verdienen 62% auf der ersten Ebene mehr als 12 000 DM.In der Regel werden diese Monatsgehälter 12- oder 13-mal ausbezahlt. 11% der Führungskräfte erhalten 14 odermehr Monatsgehälter.
Zusätzlich ist die Mehrzahl der Führungskräfte in einBonussystem einbezogen. Für 1998 wurden 76% derFührungskräfte auf der ersten und 67% auf der zweitenEbene variabel vergütet.
Was Bosse verdienen

der Messe Wien moderneFertigungstechniken zu sehensein. Durch die Zusammenle-gung der beiden Fachschauenentstand die größte Metall-bearbeitungs- und Verbin-dungstechnikfachmesseÖsterreichs. Das Themen-spektrum reicht vom Umfor-men und Antragen über das Schweißen, Kleben undVeredeln bis hin zum Be-schichten.
Die Dr. Hönle GmbH, Pla-negg, einer der führendenUV-Gerätehersteller, gibt sei-ne Umfirmierung in eineAktiengesellschaft bekannt.Für das laufende Jahr ist derGang an die Börse geplant.Außerdem sollen Mitarbei-teraktien ausgegeben wer-den. Die Vorteile der industri-ellen UV-Technologie lassensich in vielen Bereichen nut-zen, sei es in der Druckindu-strie, der Oberflächentechnikoder bei der Nahrungsmittel-herstellung.
Bei der esd GmbH, Hanno-ver, freut man sich über einenGroßauftrag von Daimler-Chrysler Aerospace Airbus,Hamburg. Diese umfasst dieEntwicklung eines Testsy-stems für das Kabineninfor-mationssystem im neuen Air-bus A340-600. Der Auftraghat ein Volumen von über 2 Mio. DM und soll bis zumFrühjahr 2000 realisiert sein.
Die Würth-Gruppe, Künzels-au, übernahm am 1. Januar100% der Anteile an der EGGElektrogroßhandel AG, derHolding der Eschborner Uni-Elektro-Gruppe. Mit der bis-her größten Akquisition in derFirmengeschichte verstärktWürth den GeschäftsbereichElektrogroßhandel in Deutsch-land und schließt damit zuden Marktführern auf. DasSortiment von Uni-Elektroreicht vom Installationsmate-rial bis hin zu Haushaltsgerä-ten.
Die Timesys AG, Düsseldorf,Spezialist für Zutrittskontrolleund Personalzeitmanagement,hat ihr Niederlassungsnetz
um einen neuen Standort imFrankfurt erweitert. Zudemwill das Unternehmen seineAktivitäten noch stärker aufdie Bereiche der Arbeitszeit-flexibilisierung und Personal-zeitmanagement konzentrie-ren und damit den Erfolg derSoftware-Komplettlösung„Zeit ´98“ unterstreichen. Dieneue Geschäftsstelle ist unterTel. (0 61 72) 63 69 60 er-reichbar.
Bflow AG heißt die Neugrün-dung zweier früherer SAP-Mitarbeiter: www.bflow.comwill zum weltweit größtenBroker für Knowledge & Com-ponents im Internet werden.Das Unternehmen mit Sitz inunmittelbarer Nähe zu SAPplant ein expansives Wachs-tum und strebt Ende 2000den Börsengang an. Bflowsieht sich als globale Platt-form für E-Business- und ERP-Lösungen.
Das DIN Deutsche Institut fürNormung, Berlin, lädt am 28.März ein nach Berlin zu einerGemeinschaftstagung mitdem russischen NormenamtGosstandart. Die Tagung wid-met sich dem Thema „Exportenach Russland“. Das russischeSystem zur Pflichtzertifizie-rung ist sehr unübersichtlich,weshalb die Tagung eine opti-male Möglichkeit darstellt,sich im Detail über die Bestim-mungen zu informieren. Wei-tere Auskünfte im Internet un-ter ww.din.de/tagungen/din-gosu1.
Mit dem Kauf der Deutschen
Leasing AG, Bad Homburg,im Frühjahr 1999 haben dieSparkassen die Vorausset-zung für einen bundesweiteinheitlichen Auftritt im Spar-kassen-Leasing geschaffen.Die zur Gruppe Deutsche Lea-sing gehörende LGS Leasing-gesellschaft der SparkassenGmbH übernahm am 1. Janu-ar das komplette Sparkassen-Leasing der Süd-LeasingGmbH. Es handelt sich dabeium rund 8000 laufende Ver-träge über Objekte mit einemAnschaffungswert von 920Mio. DM.
Maschinenmarkt, Würzburg 106 (2000) 1/2 13
UNTERNEHMEN UND BRANCHEN

Der italienische Werkzeug-
maschinenbau erwartet im
Jahr 2000 eine Wachstums-
verlangsamung der Produkti-
on. Die anhaltend rückläufi-
gen Bestelleingänge am In-
landsmarkt werden sich ne-
gativ auf die Absatzentwick-
lung auswirken, heißt es
beim Herstellerfachverband
Ucimu. Hingegen habe sich
das Exportklima seit Jahres-
mitte 1999 verbessert. Im
dritten Quartal vergangenen
Jahres legten die Auftrags-
eingänge aus dem Ausland
um 18 Prozent zu. Branchen-
kenner rechnen zur Jahrtau-
sendwende mit einem Ex-
portwachstum auf dem Ni-
veau des Jahres 1999 (plus
fünf Prozent) und mit einer
Die britische Nachfrage nach
Industriewerkzeugen wächst
wieder. Dabei zeichnen sich,
wie die Fachmesse „Tooling“
(26. bis 28. Oktober 1999 im
NEC Birmingham) belegte,
gute Geschäftschancen ab.
Immer mehr deutsche Werk-
zeughersteller etablieren in-
zwischen eigene Niederlas-
sungen in Großbritannien.
Die britische Nachfrage
nach Industriewerkzeugen
verspricht wieder Zuwächse.
Nach teilweise schwierigen
Monaten beginnen sich die
Auftragsbücher der briti-
schen Hersteller und der aus-
ländischen Niederlassungen
zu füllen. Dieser Sachverhalt
spiegelte sich auch auf der
Tooling ’99 wider, die mit
rund 250 Ausstellern die bis-
lang größte seit 1992 war. In-
teressant ist auch der wach-
sende Anteil deutscher Aus-
steller. Sie stellten mit inzwi-
schen fast zehn Prozent das
mit Abstand größte ausländi-
sche Ausstellerkontingent.
Ursache für diese rege Betei-
ligung ist zum einen die große
Bedeutung der Messe für den
britischen Markt, zum ande-
ren das von deutscher Seite
auf der Messe ausgemachte
Potenzial.
Die Absatzchancen für
Werkzeuge in Großbritanni-
en haben sich während der
Modernisierungsprozess un-
terzogen (Flugzeugbau). Bei-
de Branchen gelten mit ihren
weitverzweigten Zuliefernetz-
werken denn auch als die
wichtigsten Abnehmerbran-
chen.
90er Jahre merklich verbes-
sert. Zum einen erlebten be-
stimmte Industriezweige eine
gewisse Renaissance, was in
erster Linie auf die Übernah-
me bestehender Betriebe
durch ausländische Investo-
ren zurückzuführen ist (Au-
tomobilbau). Zum anderen
haben sich aber auch unver-
ändert in britischer Hand be-
findliche Branchen einem
16 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
Britische Werkzeugnachfragesteigt wieder an
AUSSENHANDEL
aktuell
Die Korrespondenten derBundesstelle für Außen-handelsinformation (BfAI)in Köln berichten über dasweltweite Geschehen inetwa 50 ausgewähltenBranchen. Die Volltexte der auf dieser Seite inKurzform abgedrucktenBerichte lassen sich derBfAI-Datenbank „Länder +Märkte“ entnehmen undüber das Internet(www.bfai.com) oder als
„BfAI-Unternehmerbriefe“in Form aktueller Daten-bankausdrucke abrufen.Das gesamte Informations-angebot der Kölner Bun-desstelle ist in der monat-lich neu erscheinenden„CD-ROM zur Außenwirt-schaft“ abgespeichert, dieim Abonnement bezogenwerden kann. Weitere Auskünfte über die BfAI-Infoline: Tel. (02 21) 20 57-235.
BfAI-Info-Service
Die kanadische Kunststoffin-
dustrie soll im Jahr 2000
nach Ansicht von Branchen-
analytikern im Vergleich zum
Vorjahr real um sechs Pro-
zent wachsen. Die wesentli-
chen Nachfrageimpulse dürf-
ten dabei von der Automo-
bilindustrie ausgehen, die in
wachsendem Umfang Bautei-
le aus Kunststoffen verwen-
det, um das Fahrzeuggewicht
zu senken.
Ebenfalls steigen soll die
Nachfrage der Verpackungs-
mittelindustrie – speziell
nach Materialien, die in Mi-
krowellenherden verwendet
werden können. Industrie
und Handel gehen davon aus,
dass die Nachfrage nach
Kunststoffprodukten bis weit
hinein in das bevorstehende
Jahrzehnt anhalten wird.
Der kanadische Markt für
Kunststofferzeugnisse wird
von verschiedenen Institutio-
nen unterschiedlich einge-
abrupten Verlangsamung
der Importdynamik.
„Wir erwarten vom Jahr
2000 zwar keine Krise, aber
sicher auch kein Wachstum“,
stellt Fachverbandsdirektor
Alfredo Mariotti fest. Nach
schätzt. Während die US
International Trade Admini-
stration recht optimistisch
das Absatzvolumen auf 15
Milliarden US-Dollar veran-
schlagt, rechnet das Bundes-
amt Statistics Canada kon-
servativ mit 8,5 Milliarden
kanadischen Dollar, wobei al-
lerdings die Unterschiede im
Wesentlichen auf einer diffe-
rierenden Produktnomen-
klatur beruhen.
Zu bedenken ist ferner,
dass die Produktionskapa-
zität der Chemie- und Kunst-
stoffindustrie in Kanada
durch eine neue Fabrikati-
onsanlage für Kunststoff-
behälter um rund 500 000
Tonnen per annum zuneh-
men wird. Das Projekt, des-
sen Investitionskosten auf
rund 440 Millionen kanadi-
sche Dollar veranschlagt wer-
den, soll im Lauf des Jahres
2002 seinen Betrieb aufneh-
men.
WerkzeugmaschinenbauItaliens exportiert mehr
zwölfmonatigen Rückgängen
der Exportaufträge leitete
das dritte Quartal 1999 eine
Trendwende für Italiens
Werkzeugmaschinenbauer
ein. Die Auftragsbelebung
aus dem Ausland fiel mit plus
18,2 Prozent kräftiger aus als
ursprünglich angenommen.
Die Ausfuhren sind im drit-
ten Quartal um sieben Pro-
zent gewachsen.
Hingegen setzte sich am In-
landsmarkt der negative Auf-
tragstrend fort. Insgesamt la-
gen die Bestellungen inner-
halb der ersten neun Monate
um 11,8 Prozent unter dem
Vergleichsniveau des Vorjah-
res. Allerdings hat sich der im
ersten Halbjahr 1999 ver-
zeichnete, abrupte Auftrags-
rückgang im dritten Quartal
abgeschwächt. Der Auftrags-
index lag Ende September
1999 bei 68,8 und pendelte
damit auf dem Vergleichsni-
veau des Vorjahres ein.
Kanada erwartet steigendeKunststoffnachfrage

Bis zur nächsten Fa-
kuma in Friedrichs-
hafen sind es noch
281 Tage. Also viel zu
früh, um über Messe-High-
lights zu sprechen, wie
Dipl.-Ing. Günter Prautzsch,
Leiter Anwendungstechnik
Spritzgießmaschinen bei
der Krauss-Maffei Kunst-
stofftechnik GmbH, Mün-
chen, meint. „Wir werden
jetzt nicht über ungelegte
Eier gackern.“
Was schon „ausgebrütet“
war, hat der Münchner Ma-
schinenbauer auf der letzten
Fakuma präsentiert, zum
Beispiel eine Spritzgießma-
schine zur Herstellung drei-
dimensionaler Schaltungs-
träger aus thermoplasti-
schem Kunststoff, die auch
als 3D-MID oder kurz als
MID bezeichnet werden
(Molded Interconnect Devi-
ce). Zur Herstellung dieser
Teile sind erst wenige Ma-
schinen in Betrieb. Das soll
jedoch in Zukunft anders
werden. „Insgesamt steht
der MID-Herstellung ein
großes Wachstum bevor,
wenn der Markt das volle Po-
tenzial dieser Technologie
erkannt hat“, prophezeit
Dipl.-Ing. Ansgar Jaeger,
Leiter Anwendungstechnik
beim Maschinenbauer De-
mag Ergotech, Schwaig.
Begründet wird das mit
dem Spritzgießen, das sehr
flexibel in der Anwendung
ist. Es bietet laut Jaeger
„außerordentlich gute Chan-
cen“, sehr unterschiedliche
Funktionselemente in ein
Bauteil zu integrieren. Das
gilt auch bei der MID-Her-
stellung, weil sich der Spritz-
gießprozess rationell mit
Verfahren zum Erzeugen
elektrischer Leiterbahnen
kombinieren lässt. So kön-
wird in Deutschland auf etwa
10 bis 15 geschätzt.
Der MID-Markt ist noch
von überschaubarer Größe.
Das gilt national, wie auch
weltweit. Insgesamt wird der
Umsatz derzeit auf etwa 65
Millionen US-Dollar im Jahr
geschätzt. Das ist nicht viel,
weshalb Prautzsch von ei-
nem „embryonalen Markt“
spricht, den Krauss-Maffei
Kunststofftechnik mit der
auf der Fakuma vorgestell-
ten Maschine „zur Geburt“
verhelfen will.
Die Maschineninvestition
sind noch bescheiden. So
schätzt Jaeger, dass bis heu-
te nicht mehr als rund
20 Spritzgießmaschinen zur
reinen MID-Herstellung in
Deutschland verkauft wur-
den. Dass sich das in eini-
gen Jahren ändert, darüber
ist man sich einig. Ab 2010,
so Prautzsch, sei in der
Spritzgießtechnik die MID-
Herstellung „genauso Stan-
dard“ wie die Gasinjektions-
und Mehrkompomenten-Ver-
fahren.“ Jedoch werden Un-
terschiede bleiben.
„Es ist nicht zu erwarten,
dass zur MID-Herstellung
ähnlich viele Maschinen ver-
kauft werden wie für die
Gasinjektions- und Mehr-
komponententechnik“,
meint Jaeger. Mehr als in
den vergangenen Jahren
sind es jedoch mit Sicher-
heit. Dafür spricht, dass die
MID-Entwicklung inzwi-
schen „Fahrt“ aufgenommen
hat. Beschleunigend wirkte
vor allem das vom BMFT ge-
förderte Verbundprojekt
„Technologie räumlicher
spritzgegossener Schal-
tungsträger“, das 1996 auf-
gelegt und im vergangenen
Jahr abgeschlossen wurde.
Die Ergebnisse „fließen“
jetzt in die Praxis ein.
Wie wichtig dieses Projekt
war, zeigt die große Beach-
tung, die es in der Industrie
hatte. So nahmen außer vier
Forschungseinrichtungen
der Universität Erlangen-
Nürnberg auch 17 Unter-
nehmen daran teil. „Das Ver-
bundprojekt hat die MID-
Technologie zu einer größe-
ren Akzeptanz geführt“,
stellt Dipl.-Ing. Volker Zipp-
mann fest, Geschäftsführer
der Buss-Werkstofftechnik
GmbH & Co. KG, Münzen-
berg, die sich als Spritz-
gießer bereits seit 1984 mit
der MID-Herstellung be-
schäftigt.
Wichtig war jedoch auch,
dass große Unternehmen
wie W.C. Heraeus, Hanau, in
die Herstellung eingestiegen
nen damit Spritzgießteile
hergestellt werden, auf denen
die elektrische Schaltung di-
rekt aufgebracht ist, so dass
separate Leiterplatten entfal-
len. Dazu sind jedoch Anpas-
sungen nötig, die noch viele
potentielle Anwender scheu-
en , wie die Forschungsverei-
nigung 3D-MID e.V., Erlan-
gen, bemerkt.
Marktvolumenist noch klein
Vor allem „die langwieri-
gen Freigabeverfahren für
neue Prozesse und Materiali-
en bei großen Kunden, etwa
der Automobilindustrie“,
werden kritisiert. Hinzu kom-
men fehlende Kenntnisse,
die insbesondere Mitte der
achtziger Jahren die MID-
Entwicklung erschwerten.
Um das zu ändern, wurde
1992 die Forschungsvereini-
gung 3D-MID gegründet,
der heute 57 Mitglieder ange-
hören. Darunter sind 19
Spritzgießer, von denen je-
doch nicht alle in der MID-
Herstellung tätig sind. Die
Anzahl der Spritzgießer, die
darin ein Standbein haben,
18 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
HINTERGRUND
Wachsender MarktDie Herstellung von 3D-Schaltungsträgernwird der Spritzgießtechnik Impulse geben
Rittal-Anzeige
Ansgar Jaeger, Demag Ergo-
tech, Schwaig: „Es ist nicht
zu erwarten, dass zur MID-
Herstellung ähnlich viele Ma-
schinen verkauft werden
wie für die Gasinjektions- und
Mehrkomponententechnik.“
Bild
: Dem
ag E
rgo
tech
JOSEF KRAUS
Volker Zippmann,
Buss-Werkstofftechnik,
Münzberg: „Grundsätzlich
kann die MID-Herstellung
auf Spritzgießmaschinen ge-
schehen, die am Markt zur
Verfügung stehen.“
sind. Zusammen mit Buss-
Werkstofftechnik, entwi-
ckelt, fertigt und vermarktet
man Teile. Spritzgegossen
wird im Zweikomponenten-
Verfahren, das vor allem zu
Beginn der Entwicklung „als
Königsweg“ galt. Jedoch war
die Metallisierung viele Jah-
re problematisch, weil dazu
die Teile aus zwei Kunststof-
fen herzustellen sind, die be-
züglich der Galvanisierbar-
keit gegensätzliche, sonst al-
lerdings verträgliche Eigen-
schaften haben müssen.
Dieser Nachteil, so Zipp-
mann, sei aufgrund neuent-
wickelter Metallisierungs-
prozesse beseitigt worden.
Seit 1995 stellt Buss-
Werkstofftechnik spritzge-
gossene Schaltungsträger in
Serie her. Man war der erste
Spritzgießer in Deutschland,
der das im Zweikomponen-
ten-Verfahren machte. Dafür
wurde Buss-Werkstofftech-
nik von der Forschungsver-
einigung 3D-MID und dem
Fachverband Technische
Teile im GKV ausgezeichnet.
Zwei Verfahrenwerden favorisiert
Heute hat das Zweikom-
ponenten-Verfahren in der
MID-Herstellung aufgrund
der großen Gestaltungsfrei-
heit breitere Anwendung ge-
funden. Es gehört laut For-
schungsvereinigung 3D-MID
derzeit zu den am häufig-
sten angewandten Verfah-
ren, neben der Kombination
Spritzgießen und Heißprä-
gen. Diese Kombination ist
vor allem wegen der relativ
niedrigen Investitionen
attraktiv, weil die Teile auf
einer Standardmaschine
spritzgegossen, dann die
Leiterbahnen aus einer Me-
tallfolie auf die Oberflächen
gestanzt und geprägt wer-
den.
Zur MID-Herstellung zieht
man derzeit fünf Verfahren
in Betracht. Alle basieren
auf der Anwendung des
Spritzgießens im Standard-
oder Sonderverfahren. Dazu
sind keine Spezialmaschi-
nen erforderlich, wie Zipp-
mann berichtet. „Grund-
sätzlich kann die MID-Her-
stellung auf Spritzgießma-
schinen geschehen, die am
Markt zur Verfügung ste-
hen.“ Das gilt zum Beispiel
auch für das Hinterspritzen
von Leiterbahnfolien, für
das eine Maschinenausstat-
tung ausreichend ist, wie sie
für Kunststoffteile mit De-
korfolien verwendet werden.
Das Hinterspritzen von
Leiterbahnfolien gibt es erst
seit kurzer Zeit. Relativ neu
auf dem Markt ist auch die
Kombination Spritzgießen
und Laserbearbeitung, mit
der sich sehr feine Leiter-
bahnstrukturen erzeugen
lassen. Für dieses Verfahren
wurden von der LPKF AG,
Garbsen bei Hannover, auf
der vergangenen Productro-
nica in München dotierte
Lacke vorgestellt, die laut
LPKF „so frisch entwickelt“
sind, dass eine Abschätzung
noch nicht möglich ist.
Anders sieht es dagegen
bei der Kombination Spritz-
gießen und Heißprägen aus.
Sie ist unter den Verfahren
am stärksten verbreitet. Mit
der auf der Fakuma vorge-
stellten Krauss-Maffei-
Maschine wurde nun in
Zusammenarbeit mit
den Bolta-Werken in
Gottmadingen am Bodensee
eine Prozessvariante ins
Spiel gebracht, von der sich
Prautzsch viel verspricht:
vor allem um etwa 30 Pro-
zent niedrigere Herstel-
lungskosten und drastisch
reduzierte Ausschussraten.
„Mit unserem Prozess“, sagt
er, „vermeiden wir viele Stör-
größen.“
Verfahrenstechnisch än-
derte sich bei dieser Maschi-
ne nichts. Jedoch laufen alle
Vorgänge in einem Werkzeug
ab, so dass eine zusätzliche
Prägepresse entfällt. Da-
durch wird der komplette
Prozess von einer einzigen
Maschinensteuerung erfasst
und reguliert. „Das ist viel
zusätzlicher Nutzen für ver-
gleichsweise wenig Mehrauf-
wand“, betont Prautzsch.
Ungeteilt ist diese Ansicht
jedoch nicht. Vor allem aus
wirtschaftlicher Sicht gibt
es Bedenken. Gründe dafür
sind einerseits laut Jaeger
„die deutlich unterschiedli-
chen Taktzeiten“ für den
Spritzgieß- und Heißpräge-
prozess. Andererseits steht
er dem „Mehraufwand für
ein kombiniertes Spritzgieß-
Präge-Stanz-Werkzeug“ kri-
tisch gegenüber. Bei Demag
Ergotech setzt man deshalb
auf einen maschinell zweige-
teilten Prozess. Eine separa-
te Prägepresse reiche aus,
um Teile von bis zu zehn
Spritzgießmaschinen oder
aus einem Mehrfach-Spritz-
gießwerkzeug weiterzuverar-
beiten, erläutert Jäger.
Qualitätsvorteilemüssen da sein
Bei der Herstellung klei-
ner Serien ist die zweistufige
Lösung unbestritten. Liegt
jedoch die Stückzahl über
1,5 Millionen Teile im Jahr,
„werden wir auf jeden Fall
die kostengünstigere Lösung
bieten“, betont Prautzsch.
Darunter kann es unter-
schiedlich sein. „Für Serien
mit 0,5 bis 1,5 Millionen
Stückzahlen pro Jahr wer-
den wir unter Umständen
keine Kostenvorteile, auf je-
den Fall aber Qualitätsvor-
teile geltend machen kön-
nen“, so Prautzsch.
Ob das ausreichend ist,
darüber wird die nächste
Fakuma Aufschluss geben
können. Generell gibt es je-
doch noch bei allen Verfah-
ren weiteren Entwicklungs-
bedarf, wie Zippmann meint.
„Jedes Verfahren muss wei-
ter verfeinert werden“, stellt
er fest. Ganz besonders gelte
das „für den Bereich Mikro-
MID“. Zum Spritzgießen
kleinster Schaltungsträger
seien neue Technologien im
Werkzeugbau erforderlich.
Auch bei Spritzgießma-
schinen für Mikroteile muss
laut Zippmann die Entwick-
lung beschleunigt werden.
Ob das geschieht, darüber
kann man sich wohl bald in-
formieren. So findet Ende
Februar an der Universität
Erlangen-Nürnberg die Ta-
gung „3D-MID – räumliche
spritzgegossene Schaltungs-
träger – kunststofftechni-
sche Aspekte“ statt, zu der
auch Maschinenbauer
eingeladen sind. MM
HINTERGRUND
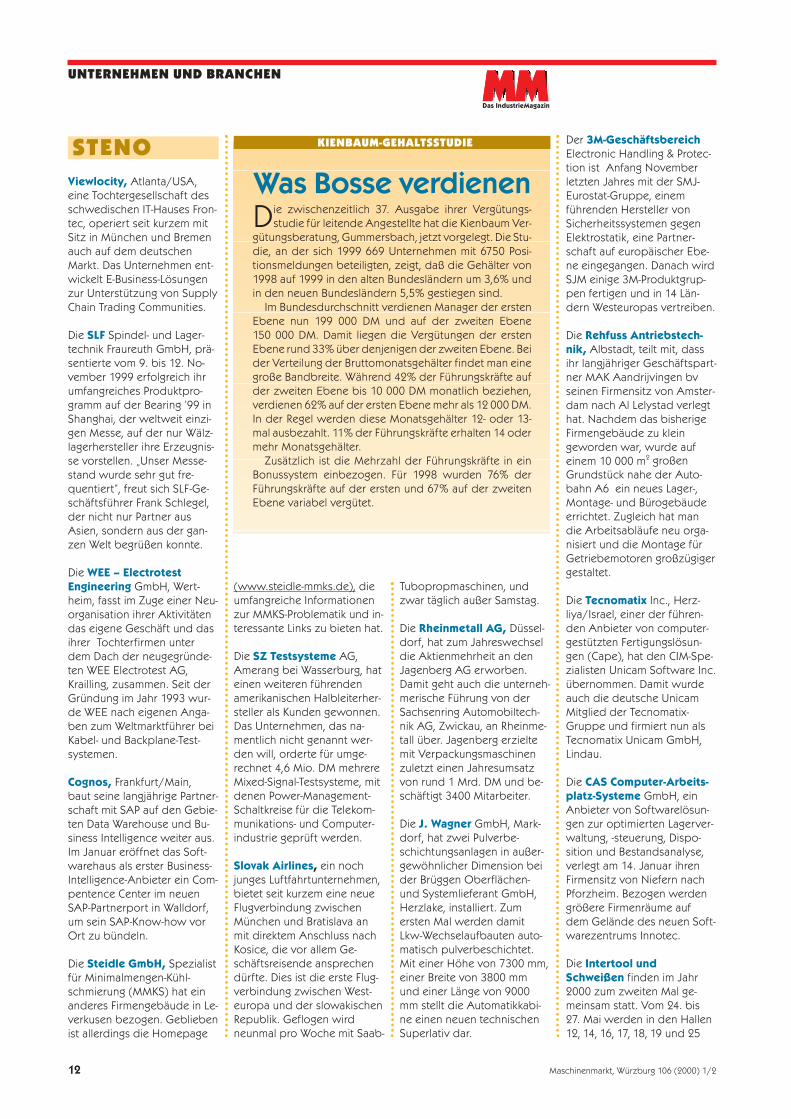
50
MillionenDollar
30
20
10
0
Um
satz
1998 1999 2000
USA EU Japan
Europa ist in der MID-Herstellung führend.
Bild
: 3D
-MID
Maschinenmarkt, Würzburg 106 (2000) 1/2 19
Bild
: Bus
s

Industrieroboter von ABB
Flexible Automation, Fried-
berg, und Finishing-Systeme
des Anbieters Vobhag
GmbH, Bocholt, sind in der
Lage, die Bearbeitungszeiten
für das Fräskantenverrun-
den, den Holzfeinschliff, das
Außen- und Innenkanten-
schleifen sowie das Glätten
der Oberfläche gegenüber
der manuellen Bearbeitung
drastisch zu reduzieren. Die
beiden Anlagenhersteller
treten gemeinsam auf und
konzipieren komplette Bear-
beitungszellen für die Ober-
flächen- und Profilbearbei-
tung von Möbeln, die aus
sechsachsigen Gelenkrobo-
tern, Schleifsystemen, Zu-
und Abfördereinrichtungen,
Sicherheitszäunen, Absperr-
gittern, Zelleneinhausun-
gen, zentralen Anlagensteue-
rungen und auf Wunsch aus
PC-basierten Programmpa-
keten zur Offline-Program-
20 Maschinenmarkt, Würzburg 106 (2000) 1/2
INNOVATION
Das IndustrieMagazin
Roboter spart 80% Zeitbei Oberflächenbearbeitung
Virtual Reality (VR) ist eine
Schlüsseltechnik für die
schnelle Entwicklung von
Produkten. Vor allem in der
Automobilindustrie haben
sich die künstlichen Welten
aus dem Rechner durchge-
setzt. Sie beschleunigen und
erleichtern die Arbeit unge-
mein. Denn dank der dreidi-
mensionalen Projektion
können Designer und Ent-
wickler auf die aufwendige
und langwierige Herstellung
von Kunststoff- oder Tonmo-
dellen verzichten. Forscher
am Fraunhofer-Institut für
Arbeitswirtschaft und Orga-
nisation IAO in Stuttgart
entwickelten die Software
Lightning, einen Baukasten
für virtuelle Welten. „Light-
ning ist ein frei konfigurier-
bares System, das mit unter-
schiedlichen 3D-Ein- und
Ausgabegeräten arbeiten
kann“, erklärt Roland Blach
aus dem IAO. „Dazu gehören
3D-Stereoprojektionswände
ebenso wie CAVE, Tracking-
systeme oder Datenhand-
schuhe.“ Die Vorteile: Mit
Lightning können unter-
schiedlichste interaktive 3D-
Szenarien erstellt werden,
die sich flexibel und leicht
erweiterbar in die Anwen-
dungsumgebungen der je-
weiligen Nutzer einpassen.
Die Anwendungsent-
wicklung ist einfach und er-
möglicht es auch Nutzern
mit geringen Vorkenntnis-
sen, virtuelle Welten für ihre
Arbeit zu nutzen. Die dreidi-
mensionalen Ansichten im
Maßstab 1:1 bescheren den
Konstrukteuren und Ingeni-
euren oft ganz neue Einsich-
ten. „Unser Anspruch war,
ein anpassungsfähiges Sy-
stem zu entwickeln, mit dem
die Entwicklung von VR-An-
wendungen in der Industrie
einfacher, kostengünstiger
und effizienter wird“, kom-
mentiert Blach weiter. „Und
je bedienerfreundlicher das
System ist, desto besser wird
die neue Technik von An-
wendern akzeptiert.“ Seit ei-
niger Zeit nutzt die Cenit AG
Systemhaus das VR-System
Lightning als Grundlage für
ihr neues Geschäftsfeld Vir-
tual Reality. und entwickelt
daraus verschiedene An-
wendungen, etwa für Daim-
ler Chrysler, BMW, Audi
oder Porsche.
Software-Baukasten für virtuelle Welten
Industrieroboter sind in der
Lage, die Produktionszeiten
und -kosten bei der Möbelbe-
arbeitung um bis zu 80% zu
verringern.
mierung der gesamten Be-
wegungsfolgen der Zelle
bestehen. Industrieroboter,
die mit immer gleicher Ge-
schwindigkeit, einer Wieder-
holgenauigkeit von unter
± 0,5 mm und permanent
gleicher Arbeitsrichtung
empfindliche Holzteile sta-
peln, an Maschinen anrei-
chen oder, wie hier geschil-
dert, Möbelteile gemeinsam
mit Bearbeitungsmaschinen
finishen, sind in der eu-
ropäischen und deutschen
Möbelindustrie derzeit ge-
fragte Helfer. Denn mit
Industrierobotem lassen
sich Arbeitszyklen präziser
vorbestimmen, Fertigungs-
vorgaben genauer erfüllen
sowie Qualität und Maßhal-
tigkeit der Möbelteile stei-
gern. Den Angaben der Anla-
genlieferanten zufolge las-
sen sich Einsparungen bei
der Produktionszeit und -ko-
sten von bis zu 80% realisie-
ren. Auch werden personelle
und bauliche Kapazitäten
besser genutzt. Aufgaben
mit komplexen Arbeitsinhal-
ten lassen sich beim Robo-
tereinsatz gut geschulten
Produktionskräften zuord-
nen. Außerdem werden vor-
handene Arbeitsflächen in
der Produktion durch engere
Maschinenaufstellung bes-
ser genutzt.
KOMMENTAR
Immer wieder hat sich die Substitution bei Werkstoffenpositiv für Kunststoffe ausgewirkt. Stand früher dabei
die Gewichtseinsparung im Vordergrund, ist es nun abermehr die rationelle Verarbeitung, die den Ausschlag gibt.
Vor allem in der Spritzgießtechnik schlummert nochein hohes Rationalisierungspotenzial. Das wurde auf derweltgrößten Kunststoffmesse, der K ’98 in Düsseldorf,deutlich und zeigt sich heute wieder im Automobilbau.Dort hat das Daimler-Chrysler-Projekt „Composite Con-cept Vehicle“ inzwischen feste Konturen angenommen.Rund 50 Fahrzeuge mit spritzgegossener Kunststoffka-rosserie wurden Ende vergangenen Jahres für Tests ge-baut. Die fertigungstechnischen Vorteile einer spritzge-gossenen Karosserie liegen auf der Hand: Im Vergleich zueinem Kompaktfahrzeug mit rund 80 Karosserieteilen ausStahl benötigt man nur noch sechs großflächige Kunst-stoffpanels. Die Montagezeit ist von 19 auf 6,5 Stundenreduziert. Außer einer Verringerung des Gewichts um dieHälfte werden auch 80 Prozent Kosten eingespart.
Mit Hilfe des Projekts sollen erst jedoch gepresste SMC-Karosseren ersetzt werden. Auch das ist wegen des Um-stiegs auf einen leichter zu verarbeitenden Kunststoff vor-teilhaft. Er zeigt, dass Kunststoffe nicht nur von anderernWerkstoffen profitieren. Der Markt erhält auch Impulse,weil untereinander Konkurrenz besteht. jk
Die Karosserieaus Kunststoff kommt

Maschinenmarkt, Würzburg 106 (2000) 1/2 21
FIRMENSCHRIFTEN
Gefahrstoffe sicherlagernDie Broschüre „Sicher la-
gern“ beschreibt auf acht Sei-
ten kurz und bündig unter-
schiedliche Gefahrgutlager
aus Stahlbeton F 90.
LK Bauelemente GmbH & Co. KG,
45731 Waltrop,
Tel. (0 23 09) 9 37-2 77,
Fax (0 23 09) 9 37-2 69,
E-Mail: [email protected]
Lichttechnik auf CD-ROMDer lichttechnische Katalog
auf CD-ROM „Eltec“ bietet
zusätzlich zu Produktinfor-
mationen ein Lichtberech-
nungsprogramm.
ETAP GmbH,
51381 Leverkusen,
Tel. (0 21 71) 70 75 70,
Fax (0 21 71) 70 75 75,
E-Mail: [email protected]
Arbeitssicherheitim GerüstbauRund um die Arbeitssicher-
heit im Gerüstbau geht es in
dem gleichnamigen Sicher-
heitshandbuch. Auf rund 70
Seiten informiert diese Bro-
schüre ausführlich über Un-
fallschwerpunkte, über ein-
schlägige Normen wie DIN
4420, Teil 1 bis Teil 3, über die
Aufgaben der Arbeitsvorbe-
reitung im Gerüstbau, über
den Gerüstaufbau und die er-
forderlichen Prüfungen so-
wie über die Demontage von
Gerüsten. Ein Literaturver-
zeichnis rundet die Informa-
tionen ab.
Thyssen Hünnebeck Gerüst GmbH,40855 Ratingen,Tel. (0 21 02) 9 37-4 33,Fax (01 21 02) 3 79 61,E-Mail: [email protected],Internet: www.thyssen-huenne-beck.com
Magnetfolien für viele ZweckeDie Broschüre „Magnetische
Kennzeichnungs-Systeme“
gibt einen Überblick über das
entsprechende Produktange-
bot. Vorgestellt werden bei-
spielsweise Magnetschilder
mit Aufdruck oder zum
Selbstbeschriften, magneti-
sche Etikettenhalter, unter-
schiedliche Magnettaschen,
beispielsweise für Maschi-
nenwartungsprotokolle, fer-
romagnetische, selbstkle-
bende Folien für nichtma-
gnetische Untergründe wie
Holz oder Kunststoff.
MMs Münchener Magnet Service
GmbH, 82065 Baierbrunn,
Tel. (0 89) 7 93 20 16,
Fax (0 89) 7 93 80 94,
E-Mail: mail@mms-muenchner-
magnet-service.de
Dienstleistungen für TextilienInformationen rund um die
textile Mietdienstleistung
enthält die Imagebroschüre
„System“.
Larosé Hygiene-Service-GmbH,
51149 Köln,
Tel. (0 22 03) 10 04-0,
Fax (0 22 03) 10 04-3 29,
E-Mail: [email protected],
Internet: www.larose.de

Materialfluss und Logi-
stik sehen sich weiterhin
mit steigenden Anforde-
rungen konfrontiert. Treibende Kraft
für Implementierung und Optimierung
logistischer Prozessketten vom Herstel-
ler bis zum Endkunden sind der erhöh-
te Kostendruck und das Zusammen-
wachsen größerer Wirtschaftsräume.
Damit verbunden ist die Forderung
nach der Bewältigung auch komplexer
Prozesse, nach Zuverlässigkeit und ei-
nem wirtschaftlichen Kosten-Nutzen-
Verhältnis.
Logistik beginnt heute im PC des in-
dustriellen und privaten Nutzers, wenn
er via Internet seinen Auftrag abschickt,
und reicht über eine termingerechte An-
lieferung bis hin zum Recycling von Alt-
produkten. Gefragt sind geringe Lager-
bestände, schnelle Kommissionier- und
Sortierverfahren sowie globale Distri-
butionskonzepte. Hersteller, Logistik-
dienstleister und Kunden partizipieren
nicht nur an den daraus resultieren-
den, teilweise erheblichen Kosten-
senkungen, sondern gleichermaßen an
mehr und individuellerer Lieferqua-
lität.
Dies alles funktioniert jedoch nur,
wenn unternehmensübergreifend kon-
fracht-Terminals in bisher ungekann-
ter Größenordnung und die Moderni-
sierung vorhandener Cargo-Zentren
auf Flughäfen. Weitere Maßnahmen,
mit denen die dramatische Zunahme
des Passagierverkehrs der letzten und
kommenden Jahre bewältigt werden
muss, sind neue Konzepte für einen
schnellen und zuverlässigen Transport
des Fluggepäcks. Hierzu sind innovati-
ve Fördersysteme und Identifikations-
techniken gleichermaßen notwendig.
Parallel dazu entwickelt sich der in-
terkontinentale See- und Binnenver-
kehr, der bezüglich des Containerver-
kehrs nach wesentlich erhöhten Um-
schlagleistungen und nach einer inno-
vativen Technik verlangt. Hier werden
zipierte Informations- und Kommuni-
kationssysteme die einzelnen Stufen
vom Lieferanten bis zum Verbraucher
zu einem informationstechnischen Ge-
samtprozess bündeln. Nur derjenige,
der das gesamte Instrumentarium
kennt und beherrscht, ist in der Lage,
die Logistik als strategisches Element
der Unternehmensführung einzuset-
zen und aus der Logistik Nutzen für sei-
ne Kunden und das eigene Unterneh-
men zu ziehen.
Der Welthandel wird auch in Zukunft
weiter wachsen. Zur Bewältigung der
daraus resultierenden globalen Waren-
ströme ist eine leistungsfähige Logistik
erforderlich. Exemplarisch dafür ste-
hen der Bau neuer Flughäfen mit Luft-
22 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
MATERIALFLUSS 2000
Logistik und Fördertechnikfür neue Anforderungen gewappnetDie Anforderungen an Material-
fluss und Logistik werden immer
größer. Eine wichtige Rolle spielt
dabei der Welthandel. Auch
die wachsende Bedeutung von
E-Commerce wirkt sich aus. Unter-
nehmensübergreifend konzipier-
te Informations- und Kommunika-
tionssysteme müssen die ein-
zelnen Stufen vom Lieferanten bis
zum Verbraucher bündeln. Her-
steller von Fördermitteln zeigen
sich für die Zukunft gut gerüstet.
HANS KAUFMANN
Dipl.-Kfm. Hans Kaufmann ist Mitglied des Vor-
standes der Mannesmann Dematic AG in 58286
Wetter, Tel. (0 23 35) 92-0, Fax (0 23 35) 92-76 76,
Internet: www.dematic.com.
Zur Bewälti-
gung des Con-
tainerum-
schlags werden
Elevating Trans-
fer Vehicles für
Container bis
14 t eingesetzt.
Bild
: Man
nesm
ann
Dem
atic

sich neben den vertraut wirkenden
Containerbrücken neue Technologien
zur Lagerung und Verteilung durchset-
zen, die bisher aus anderen Bereichen
bekannt waren. So arbeitet beispiels-
weise in Rotterdam ein System aus mitt-
lerweile 130 induktiv geführten Fahr-
zeugen (FTS) für den Containertrans-
port (Bild 1) – ein wegweisendes Modell
für Häfen, die mit dem Prädikat
„schnell“ neue Kundenkreise gewinnen
wollen.
Auf der informationstechnischen
Seite stehen im Seeverkehr weltweit
über Satellit kommunizierende Sen-
dungsverfolgungssysteme zur Verfü-
gung, die sich nicht mehr auf punktu-
elle Positionsbestimmungen beschrän-
ken, sondern auch den Zustand der Gü-
ter während des Transports erfassen.
Damit ist ein großer Schritt in Richtung
ganzheitliche Abbildung des Trans-
portprozesses getan.
Verkehrsdichtestatistikenwerden angeboten
Bezogen auf den Lkw-Verkehr laufen
vielversprechende Großversuche mit
Telematiksystemen, die in Zukunft
noch vervollkommnet werden müssen.
Telematik kann natürlich keine Staus
verhindern, doch bietet diese Techno-
logie Verkehrsdichtestatistiken und
Stauprognosen, anhand derer sich
Fahrzeitberechnungen und somit zu-
verlässigere Daten über Transportzei-
ten erstellen lassen. Weitere Features
sind eine optimale Routenplanung und
Fuhrparksteuerung in Echtzeit. Die mit
Hilfe von Telematik ermittelten Daten
werden zusätzlich zu den eigentlichen
Ladungsdaten an den übergeordneten
Logistikrechner transferiert, der anste-
hende Transportvorgänge in Produkti-
on und Versand entsprechend dispo-
niert, also puffert, bereitstellt oder dem
Lkw bei Ankunft online eine unbelegte
Rampe zuweist. Beruhend auf den dar-
aus resultierenden Zusatzinformatio-
nen kann der Empfänger die Planung
seiner Produktion, Mitarbeiter und La-
gerbestände wirtschaftlicher gestalten.
Zur Vernetzung dieser Informationen
mit dem Warenfluss sind Systeme für
Produktion, Lager und Kommissionie-
rung erforderlich, verbunden mit der
entsprechenden Logistiksoftware.
Das Internet wächst zu einer zentra-
len Infrastruktur der Wirtschaft heran
und bildet bereits einen virtuellen, glo-
balen Marktplatz, auf dem Unterneh-
men untereinander Geschäfte ab-
wickeln (E-Business) und Endverbrau-
cher weltweit einkaufen (E-Commerce).
In Deutschland überwiegen beim The-
ma E-Commerce derzeit noch die ver-
brauchernahen Branchen von Handel
und Industrie, also Versandhäuser für
Waren aller Art, Buch- und Musikclubs,
Reisen, Versicherungen sowie Finanz-
dienstleistungen und Unterhaltungs-
elektronik. Eine Untersuchung von VD-
MA und ZVEI zeigt, dass bisher knapp
30% der europäischen Unternehmen
internetbasierte E-Commerce-Applika-
tionen nutzen. Diese Zahl soll bis zum
Jahre 2000 auf 47% steigen. Die
Schlussfolgerung, dass für das Gros der
Unternehmen in Europa bis Ende 2001
die Anwendung des E-Commerce in al-
len Bereichen Norm sein wird, erscheint
plausibel. In diesem Szenario stellt sich
nicht mehr die Frage, ob ein Unterneh-
men am Internet und seinen Möglich-
keiten teilhaben will, sondern nur, wie
es für seine Branche und Märkte die
Vorteilen des Internet am effektivsten
nutzen will.
Dies bedeutet allerdings auch, dass
das Produkt- und Leistungsangebot, die
Abwicklung aller Geschäftsvorgänge
einschließlich Zahlungsverkehr und
After-Sales-Service nicht nur auf das
World-Wide-Web auszurichten, son-
dern grundlegend umzugestalten sind.
E-Commerce macht die ständige An-
passung unternehmensinterner Ab-
läufe, also letztlich auch sämtlicher
Logistikstufen, erforderlich.
Neben der Außenbeziehung zum
Endverbraucher wird E-Commerce tief-
greifende Veränderungen in Fertigung
und Montage und somit im Lager und
beim Transport bewirken. Beispiels-
weise dürfte sich der Zusammenbau
vieler Produkte innerhalb der Versor-
gungskette künftig immer weiter in
Richtung Auslieferungszeitpunkt ver-
schieben. Das Lager wird dadurch in ge-
ringerem Umfang Fertigteile verwalten,
stattdessen mehr Komponenten, die je-
weils binnen kürzester Frist in der Pro-
duktion zur Verfügung stehen müssen.
Auf diese Weise konzentrieren sich die
Bestände auf bestimmte Fertigungs-
stufen, in denen dann die Sortiments-
breite wesentlich geringer ist – ein Vor-
teil, der die Kapitalbindung reduziert.
In diesem Zusammenhang werden
dafür wesentlich höhere Leistungen im
Lager für die zeitnahe Auslieferung der
Waren erforderlich. Diese erhöhte Um-
schlagsleistung wird einerseits durch
in den Gängen übereinander verfah-
rend angeordnete Regalbediengeräte er-
reicht und andererseits durch Geräte
mit Mehrfachlastaufnahme: Während
einer Fahrt können drei Behälter ein-
und ausgelagert und in jedem Regal-
fach zwei Behälter hintereinander plat-
ziert werden, wodurch ein bisher uner-
reichter Umschlag verbunden mit ei-
nem sehr hohen Raumnutzungsgrad
realisiert wird (Bild 2). Beide Systeme
sind bereits heute schon erfolgreich im
Einsatz. In der manuellen Kommissio-
nierung werden sich die beleglosen Sy-
steme wie beispielsweise das Pick-to-
light-Verfahren (Bild 3) immer mehr
durchsetzen.
E-Commerce-Tauglichkeitmuss geprüft werden
Ein Unternehmen der Fördertech-
nikbranche, dessen Produkte des klas-
sischen Maschinenbaus einen hohen
Anteil an Elektrik, Elektronik und In-
formationstechnologie aufweisen, zählt
nicht auf den ersten Blick zu den An-
bietern, die für E-Commerce prädesti-
niert sind. Dennoch ist es für ein glo-
bales Unternehmen mit der umfas-
sendsten Produktpalette der Branche
unumgänglich, alle Produkte und Lei-
stungen auf ihre E-Commerce-Taug-
Maschinenmarkt, Würzburg 106 (2000) 1/2 23
MATERIALFLUSS 2000
Bild 1: Fahrerloses Transportfahrzeug für
den schnellen und flexiblen Container-
transport im Hafen Rotterdam.
Bild 2: Mehrlast-Regalbediengeräte er-
möglichen eine erhebliche Leistungsstei-
gerung im Versandhandel.

dert –, war eine geeignete Basis, diese
Software internetbasiert zugänglich zu
machen. Für den Anwender ergibt sich
dadurch ein weiterer Nutzen: Es entfal-
len der Installationsaufwand und der
für die CD erforderliche Speicherbedarf
auf der Festplatte.
24 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
MATERIALFLUSS 2000
Bild 3: Pick-to-light als zuverlässige Tech-
nik verringert die Fehlerquote und er-
höht die Kommissionierleistung.
lichkeit zu überprüfen – vor allem auch
deshalb, um diesen Vertriebskanal als
Teil der Geschäftsstrategie zu etablie-
ren.
Diese Aufgabe ist mit der entspre-
chenden Entschlossenheit durchaus
zu lösen, wenngleich einige Hürden wei-
terbestehen. Der E-Commerce weist als
noch nicht vollständig etablierte Ge-
schäftsgepflogenheit einige regulatori-
sche Defizite im Hinblick auf „nur“ elek-
tronisch signierte Verträge auf, die Fra-
ge der Haftung oder des Copyrights ist
juristisch nicht vollständig geklärt,
Zahlungen via Internet gelten zumin-
dest in der breiten Öffentlichkeit noch
nicht als ausreichend sicher, die Be-
weisbarkeit von Online-Transaktionen
ist nicht gewährleistet.
Trotzdem bietet Mannesmann Dema-
tic mittlerweile das neue Getriebemoto-
renprogramm via E-Commerce an (Bild
4). Der erstmals vor zwei Jahren prä-
sentierte Drive-Designer, ein Auswahl-
und Projektierungsprogramm für Kon-
struktion und Einkauf – es wurden bis-
her mehr als 10 000 CD-ROM angefor-
Diese neuen Kommunikationsmittel
beim Kunden eröffnen dem Hersteller
und dem Verkäufer allgemein nicht nur
eine Ausweitung seiner Absatzmärkte,
sondern setzen zugleich eine dem
schnelleren Bestellverfahren adäquate
Auslieferung voraus: Was der Besteller
mit einem „Click“ bestellt, will er auch
schnellstens erhalten. Hierfür ist in den
Unternehmen eine umfangreiche Logi-
stik-Infrastruktur zu schaffen, von Sor-
tier-, Kommissionier- und Identifikati-
onssystemen bis hin zu einer umwelt-
verträglichen City-Logistik.
Größerer Versendebedarfan Katalogen und Broschüren
Als direkte Folge des Surfens im In-
ternet entsteht darüber hinaus ein
größerer Versendebedarf an Katalogen
und Broschüren, den sogenannten
Flats. In der Tat vollzieht sich im Markt
der jährlich 500 Mrd. Briefsendungen
ein tiefgreifender Strukturwandel. Der
Anteil der traditionellen Briefsendun-
gen wird zugunsten dieser Flats abneh-
men. Weltweit werden daher neue Ver-

vice vor und nach dem Kauf bei den ein-
gesetzten Planungs- und Kommunika-
tionsmitteln gerecht werden. Zum an-
deren muss es seine Produktpalette auf
die Anforderungen seiner Kunden im
Hinblick auf deren eigene Kunden er-
Maschinenmarkt, Würzburg 106 (2000) 1/2 25
Bild 4: Das Unternehmen geht zum Kun-
den: Berechnung, Projektierung und
Bestellung von Getriebemotoren via
Internet.
Bild
er: M
anne
sman
n D
emat
ic
teilzentren für Post und Pakete erfor-
derlich, in die alle Systeme – von der
Briefsortierung und -verfolgung bis hin
zur Gangfolgesortierung für den Zu-
steller – voll integriert sind.
Gleichzeitig wirkt sich die Privatisie-
rung von Post- und Paketdiensten in ei-
nem verschärften Wettbewerb unter
den Anbietern aus. Bessere Leistungen
für den Verbraucher wie Schnelligkeit,
Zuverlässigkeit und Komfort sind nur
durch optimierte Logistik zu erreichen.
Die Kurier-, Express- und Paketdienst-
leister (KEP) gelten immer noch weltweit
als einer der größten Wachstumsmärk-
te. Allein in Deutschland nähert sich
das Marktvolumen der 30-Milliarden-
Grenze; es soll im Jahr 2000 um weite-
re 30% wachsen. Demnach wird dieser
Bereich seine Vorreiterstellung bezogen
auf Logistiknetzwerke halten.
Die Bewältigung der anstehenden
Aufgaben fordert ein Fördertechnikun-
ternehmen zweifach heraus. Zum einen
muss es als Unternehmen den Anfor-
derungen seiner Kunden in Hinblick
auf Lieferzeiten und angebotenen Ser-
MATERIALFLUSS 2000
weitern und innovative Lösungen bie-
ten.
Weil andererseits der Anteil der In-
formationstechnologie an vielen Logi-
stiksystemen mittlerweile auf weit
mehr als 30% gestiegen ist, wird in Zu-
kunft primär der Hersteller gut platziert
sein, der Automation und Systeminte-
gration über alle Steuerungsebenen –
sozusagen von der einfachen Licht-
schranke bis zum Warenwirtschaftssy-
stem – beherrscht, also Mechanik und
Logistiksoftware optimal zu einem
System integriert.
In diesem Zusammenhang kommt
der Informationstechnologie ein hoher
Stellenwert zu: Ein Unternehmen muss
in der Lage sein, sämtliche Geschäfts-
prozesse digital abzubilden, zu über-
wachen und zu steuern. Dazu müssen
die entsprechenden Daten aller an der
Wertschöpfungskette Beteiligten und
der Kunden auf elektronischem Wege
vernetzt und online abgerufen werden
können. Nur so werden die Unterneh-
men nachhaltig ihre Wettbewerbsfähig-
keit sichern können. MM

Das Fraunhofer-Institut
für Materialfluss und Lo-
gistik in Dortmund be-
schäftigt sich permanent mit der Frage,
welche Veränderungen in den Wert-
schöpfungsketten, in Handelsprozes-
sen und in der Logistikdienstleistung
sich auf die technischen Systeme, die
Optimierungsmöglichkeiten und die
Steuerungssysteme auswirken kön-
nen. Umgekehrt wirken sich die neuen
technischen Entwicklungen auch auf
die Strukturen der Unternehmen (Auf-
bau- und Ablaufstrukturen) aus und
fordern Anpassungsprozesse, die mit
entsprechenden Methoden eingeleitet
und in neue Systeme umgesetzt werden
müssen.
Für ein Fraunhofer-Institut ist es von
entscheidender Bedeutung, diese Ent-
wicklungen vorauszusehen und ent-
sprechende Wissenschaftler mit vorbe-
reitenden Arbeiten zu betrauen oder
notwendige Personalressourcen aufzu-
bauen. In der heutigen Zeit wird diese
Aufgabe zunehmend schwieriger, weil
die Veränderungsgeschwindigkeiten
und die Dynamik der Umwelt eines
Logistik-Forschungsinstitutes so groß
geworden sind, dass kaum ein Pla-
nungsvorlauf so genutzt werden kann,
wie es die wissenschaftliche Sorgfalt
fordert.
fassen. Dies hat Wildemann [1] getan,
indem er die Veränderung des Stellen-
wertes der Logistik in der Unterneh-
mensführung und –organisation be-
leuchtete. Das IML hat sich erlaubt, die-
sem Ergebnis (vier Phasen) eine fünfte
zur Zeit erkennbare Entwicklungspha-
se hinzuzufügen und die Aufgabenstel-
lung der Logistik neu zu formulieren:
„Beherrschung von Austauschprozes-
sen an Material und Informationen in
Kunde-Lieferant-Beziehungsnetzwerk-
en“.
Gestaltungszielmuss definiert werden
Die Gestaltungsaufgabe der Logistik
wird zwar unternehmensintern auch
neuen Grundsätzen unterworfen sein
Mit nachfolgenden Darstellungen
wird kein Ergebnis vorgestellt, das mit
wissenschaftlichen Methoden erarbei-
tet wurde, sondern ein Ausblick, der auf
Erfahrungen aus vielfältigen Projekten
mit der Industrie fußt, sich aus diversen
Forschungsprojekten mit Teilergebnis-
sen versorgt und letztlich eine subjekti-
ve Sammlung der aus vielen Diskussio-
nen gewonnenen Einschätzungen dar-
stellt. Es soll auch eine weiterführende
Diskussion angestoßen werden, um auf
diese Weise mehr Sicherheiten in der
Einschätzung der zukünftigen Fragen
an die Wissenschaft zu gewinnen.
Will man einen Blick in die zukünfti-
ge Entwicklung der Logistik wagen,
kann es sinnvoll sein, sich mit den Ent-
wicklungen der Vergangenheit zu be-
28 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
MATERIALFLUSS 2000
Zukünftige Vernetzungsaufgabenbestimmen Entwicklung der LogistikDie Gestaltungsaufgabe der Lo-
gistik wird eine überragende Be-
deutung in der unternehmens-
übergreifenden Gestaltung von
Wertschöpfungsnetzen finden.
Verschiedene Veränderungen in
Gesellschaft, Wirtschaft und
Technologie werden einen nach-
haltigen Einfluss auf logistische
Prozesse haben. Damit die Un-
ternehmen die Logistiksysteme
effizient gestalten können, wird
die Integrationsplattform Logi-
stik geschaffen.
AXEL KUHN
Prof. Dr.-Ing. Axel Kuhn ist Leiter des Fraunhofer-
Instituts für Materialfluss und Logistik Dort-
mund (Fraunhofer IML) sowie des Lehrstuhls für
Fabrikorganisation der Universität Dortmund in
44227 Dortmund, Tel. (02 31) 97 43-1 30, Fax
(02 31) 97 43-2 34.

(Prozessorientierung, Kundenorientie-
rung), aber vor allem eine neue, überra-
gende Bedeutung in der unterneh-
mensübergreifenden Gestaltung von
Wertschöpfungsnetzen finden. Wenn
man eine Gestaltungsaufgabe identifi-
ziert hat, muss man auch das Gestal-
tungsziel definieren. Neben den klassi-
schen Unternehmenszielen erscheint
folgende Zieldefinition zukünftiger Lo-
gistiklösungen als die plausibelste: Das
Ziel der Logistikentwicklung im Unter-
nehmen ist auf die Mobilisierung der
Erfolgsfaktoren Servicezeit, Service-
treue und Änderungsflexibilität ausge-
richtet. Diese Definition und sogenann-
te „Veränderungstreiber“ sind Ergeb-
nisse eines Arbeitskreises, der sich im
Auftrag der Bundesregierung 1998 mit
dem Forschungsbedarf der Logistik be-
fasst hat. Ein Ergebniskurzbericht und
Informationen über die Zusammenset-
zung dieses Arbeitskreises können
beim IML abgefordert werden.
Aufgaben und Zielsetzung einer Ent-
wicklung werfen sofort die Frage da-
nach auf, welche Veränderungen in Ge-
sellschaft, Wirtschaft und Technologie
einen nachhaltigen Einfluss auf unter-
nehmensinterne und -übergreifende
logistische Prozesse ausüben werden.
Diese Einflüsse wurden mit Verände-
rungstreiber bezeichnet [2]:
c Globalisierung versus Regionalisie-
rung: Die Globalisierung von Märkten
und die gleichzeitig zu beobachtenden
Regionalisierungsbestrebungen erfor-
dern neue Organisationsformen, die
aufgrund neuer Schnittstellen stärker
als bisher prozessorientiert ausgerich-
tet sein müssen.
c Kundenorientierung: Das Kunden-
verhalten verlangt individualisierte Pro-
dukte mit hohem Servicegrad. Die dazu
notwendigen kurzen Reaktionszeiten
in Produktionsnetzen verlangen nach
Methoden, um die Planung und den
Betrieb derartiger Netze effizienter zu
realisieren und zu betreiben.
c Kooperation, Dienstleistungsorien-
tierung. Die Zukunft gehört Koopera-
tionen in dynamischen Wertschöp-
fungspartnerschaften. Die Prozessver-
schmelzung und -auflösung zwischen
Allianzpartnern verlangt nach Model-
len und Methoden zur Beherrschung
der neuen Aufbau- und Ablauforgani-
sationen.
c Informations- und Kommunikati-
onstechnologien: Kooperation in wan-
delbaren Logistiknetzen setzt kompa-
tible intelligente Schnittstellen voraus.
Die Informationstechnologie der Logi-
stik wird verstärkt als Träger von Ge-
schäftsprozessabwicklungen Einsatz
finden. Dabei müssen zur Akzeptanz-
steigerung eine intuitive Bedienbarkeit,
die Verarbeitung unsicheren Prozess-
wissens und die Nachvollziehbarkeit
der Ergebnisse gewährleistet sein.
c Ressourcenverfügbarkeit: Die ab-
nehmende Verfügbarkeit von Ressour-
cen bestimmt maßgeblich die Logi-
stikstrategien und forciert damit die Bil-
dung geschlossener Kreisläufe in Pro-
duktionsverbünden sowie die Integrati-
on ökonomischer und ökologischer Be-
wertungsmaßstäbe, was zu einer wei-
tergehenden Dematerialisierung der
Logistik führt (Bestände/Materialfluss
durch Informationen ersetzen).
Veränderungstreiberwirken in zwei Richtungen
Die Veränderungstreiber wirken in
zwei Richtungen. Einerseits offenbaren
sie eine zu erwartende Entwicklung, die
einen nachhaltigen Einfluss auf die Lei-
stungsfähigkeit der Logistik in einem
marktorientierten Anforderungsprofil
ausübt (zum Beispiel Anforderungen,
die durch globales Wirtschaften an die
Logistik gestellt werden). Andererseits
dienen Veränderungstreiber aber auch
als Motor, mit dem die Entwicklung in
bestimmten Bereichen erst eine logisti-
sche Leistungsfähigkeit erreicht (zum
Beispiel Entwicklungen der I&K-Tech-
nologie, die neue Verfahren und Instru-
mente für die operative Logistik ermög-
lichen).
Wenn Unternehmen den Nutzen der
zukünftig veränderten Rahmenbedin-
gungen, Leistungen und Möglichkeiten
voll erschließen wollen, müssen sie ei-
ne Fülle von Wissen bündeln und die
Ergebnisse vieler Wissensdisziplinen
akquirieren. Dies wird nur durch neue
Formen der Kooperation beispielsweise
in Form von Wertschöpfungspartner-
schaften und durch eine geeignete Do-
kumentation und Kommunikation der
Ergebnisse einer solchen Zusammen-
arbeit möglich sein. Die Fähigkeit, kurz-
fristig Kooperationen einzugehen, wird
derzeit aber durch verschiedene Fakto-
ren behindert. Einerseits hemmen un-
terschiedliche Vorgehensweisen im
Rahmen der Auftragsabwicklung und
unterschiedliche Methoden der Logi-
stik bei den Unternehmen die Schaf-
fung von Transparenz, Effizienz und
Vertrauen in der überbetrieblichen Ge-
schäftsprozessabwicklung. Auf der an-
deren Seite stellen die unterschiedli-
chen DV-Systeme bei den potentiellen
Partnern eine Hürde für eine reibungs-
lose Kooperation dar.
Unternehmenskooperationenwerden unterstützt
Weil weder die Methoden noch die
Systeme global standardisiert werden
können, müssen Plattformen geschaf-
fen werden, die Kooperationen unter-
stützen und es gerade kleinen und mitt-
leren Unternehmen ermöglichen, ohne
größere Koordinations- und Kostenauf-
wände leichter mit einem oder mehre-
ren Partnern zu kooperieren.
Unterstellt man einmal, dass die Ver-
änderungstreiber richtig und vollstän-
dig erfasst wurden, dann müssten fol-
gende Handlungsbausteine die Ent-
wicklungsaufgaben der Logistik benen-
nen, mit denen die Unternehmen sich
heute zu befassen haben:
c Finanzlogistik: Kooperationen vor
dem Hintergrund der Globalisierung
verlangen nach Organisationsformen
und unterstützenden Systemen, die
stärker als bislang multinationale
Randbedingungen und damit einherge-
hende finanzwirtschaftliche Kriterien
berücksichtigen.
c Prozesslogistik: Geschäftsprozesse
müssen Unternehmensgrenzen häufi-
Maschinenmarkt, Würzburg 106 (2000) 1/2 29
MATERIALFLUSS 2000
Bild
: Ble
iche
rt
Geeignete
Fördermittel
tragen dazu
bei, dass die
Logistik ihre
Aufgaben
erfüllen kann.
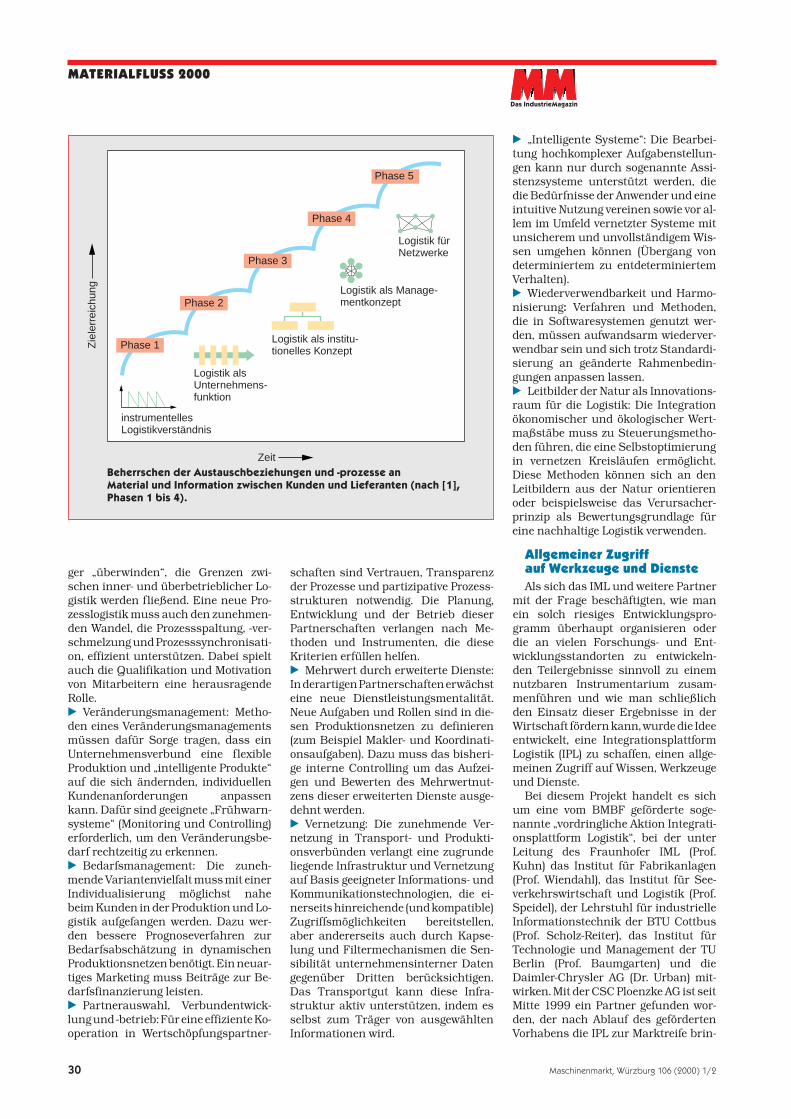
ger „überwinden“, die Grenzen zwi-
schen inner- und überbetrieblicher Lo-
gistik werden fließend. Eine neue Pro-
zesslogistik muss auch den zunehmen-
den Wandel, die Prozessspaltung, -ver-
schmelzung und Prozesssynchronisati-
on, effizient unterstützen. Dabei spielt
auch die Qualifikation und Motivation
von Mitarbeitern eine herausragende
Rolle.
c Veränderungsmanagement: Metho-
den eines Veränderungsmanagements
müssen dafür Sorge tragen, dass ein
Unternehmensverbund eine flexible
Produktion und „intelligente Produkte“
auf die sich ändernden, individuellen
Kundenanforderungen anpassen
kann. Dafür sind geeignete „Frühwarn-
systeme“ (Monitoring und Controlling)
erforderlich, um den Veränderungsbe-
darf rechtzeitig zu erkennen.
c Bedarfsmanagement: Die zuneh-
mende Variantenvielfalt muss mit einer
Individualisierung möglichst nahe
beim Kunden in der Produktion und Lo-
gistik aufgefangen werden. Dazu wer-
den bessere Prognoseverfahren zur
Bedarfsabschätzung in dynamischen
Produktionsnetzen benötigt. Ein neuar-
tiges Marketing muss Beiträge zur Be-
darfsfinanzierung leisten.
c Partnerauswahl, Verbundentwick-
lung und -betrieb: Für eine effiziente Ko-
operation in Wertschöpfungspartner-
c „Intelligente Systeme“: Die Bearbei-
tung hochkomplexer Aufgabenstellun-
gen kann nur durch sogenannte Assi-
stenzsysteme unterstützt werden, die
die Bedürfnisse der Anwender und eine
intuitive Nutzung vereinen sowie vor al-
lem im Umfeld vernetzter Systeme mit
unsicherem und unvollständigem Wis-
sen umgehen können (Übergang von
determiniertem zu entdeterminiertem
Verhalten).
c Wiederverwendbarkeit und Harmo-
nisierung:: Verfahren und Methoden,
die in Softwaresystemen genutzt wer-
den, müssen aufwandsarm wiederver-
wendbar sein und sich trotz Standardi-
sierung an geänderte Rahmenbedin-
gungen anpassen lassen.
c Leitbilder der Natur als Innovations-
raum für die Logistik: Die Integration
ökonomischer und ökologischer Wert-
maßstäbe muss zu Steuerungsmetho-
den führen, die eine Selbstoptimierung
in vernetzen Kreisläufen ermöglicht.
Diese Methoden können sich an den
Leitbildern aus der Natur orientieren
oder beispielsweise das Verursacher-
prinzip als Bewertungsgrundlage für
eine nachhaltige Logistik verwenden.
Allgemeiner Zugriffauf Werkzeuge und Dienste
Als sich das IML und weitere Partner
mit der Frage beschäftigten, wie man
ein solch riesiges Entwicklungspro-
gramm überhaupt organisieren oder
die an vielen Forschungs- und Ent-
wicklungsstandorten zu entwickeln-
den Teilergebnisse sinnvoll zu einem
nutzbaren Instrumentarium zusam-
menführen und wie man schließlich
den Einsatz dieser Ergebnisse in der
Wirtschaft fördern kann, wurde die Idee
entwickelt, eine Integrationsplattform
Logistik (IPL) zu schaffen, einen allge-
meinen Zugriff auf Wissen, Werkzeuge
und Dienste.
Bei diesem Projekt handelt es sich
um eine vom BMBF geförderte soge-
nannte „vordringliche Aktion Integrati-
onsplattform Logistik“, bei der unter
Leitung des Fraunhofer IML (Prof.
Kuhn) das Institut für Fabrikanlagen
(Prof. Wiendahl), das Institut für See-
verkehrswirtschaft und Logistik (Prof.
Speidel), der Lehrstuhl für industrielle
Informationstechnik der BTU Cottbus
(Prof. Scholz-Reiter), das Institut für
Technologie und Management der TU
Berlin (Prof. Baumgarten) und die
Daimler-Chrysler AG (Dr. Urban) mit-
wirken. Mit der CSC Ploenzke AG ist seit
Mitte 1999 ein Partner gefunden wor-
den, der nach Ablauf des geförderten
Vorhabens die IPL zur Marktreife brin-
schaften sind Vertrauen, Transparenz
der Prozesse und partizipative Prozess-
strukturen notwendig. Die Planung,
Entwicklung und der Betrieb dieser
Partnerschaften verlangen nach Me-
thoden und Instrumenten, die diese
Kriterien erfüllen helfen.
c Mehrwert durch erweiterte Dienste:
In derartigen Partnerschaften erwächst
eine neue Dienstleistungsmentalität.
Neue Aufgaben und Rollen sind in die-
sen Produktionsnetzen zu definieren
(zum Beispiel Makler- und Koordinati-
onsaufgaben). Dazu muss das bisheri-
ge interne Controlling um das Aufzei-
gen und Bewerten des Mehrwertnut-
zens dieser erweiterten Dienste ausge-
dehnt werden.
c Vernetzung: Die zunehmende Ver-
netzung in Transport- und Produkti-
onsverbünden verlangt eine zugrunde
liegende Infrastruktur und Vernetzung
auf Basis geeigneter Informations- und
Kommunikationstechnologien, die ei-
nerseits hinreichende (und kompatible)
Zugriffsmöglichkeiten bereitstellen,
aber andererseits auch durch Kapse-
lung und Filtermechanismen die Sen-
sibilität unternehmensinterner Daten
gegenüber Dritten berücksichtigen.
Das Transportgut kann diese Infra-
struktur aktiv unterstützen, indem es
selbst zum Träger von ausgewählten
Informationen wird.
30 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
MATERIALFLUSS 2000
instrumentellesLogistikverständnis
Logistik alsUnternehmens-funktion
Logistik als institu-tionelles Konzept
Logistik als Manage-mentkonzept
Logistik fürNetzwerke
Zeit
Zie
lerr
eich
ung
Phase 1
Phase 2
Phase 3
Phase 4
Phase 5
Beherrschen der Austauschbeziehungen und -prozesse an
Material und Information zwischen Kunden und Lieferanten (nach [1],
Phasen 1 bis 4).

gen und als Betreiber diese Plattform
kommerzialisieren will.
Bei den Handlungsbausteinen han-
delt es sich oft um Aufgaben, die über-
betriebliche Kooperationen konkreter
Wertschöpfungspartnerschaften ver-
bessern sollen. Die Vision der Integra-
tionsplattform Logistik ist es, allge-
meingültige Hilfsmittel für die Entwick-
lung und den Betrieb von Logistiksy-
stemen in Unternehmensverbünden
bereitzustellen.
Mit Hilfe der IPL sollen Unternehmen
und vor allem auch kleine und mittlere
Unternehmen (KMU) Logistiksysteme
in kurzer Zeit höchst effizient gestalten,
aufbauen, betreiben, verändern und ge-
gebenenfalls auflösen können, um ne-
ben innovativen Produkten und Prozes-
sen auch eine innovative Logistik als
Wettbewerbsfaktor aufweisen zu kön-
nen. Die Logistiksysteme von Unter-
nehmen, die sich der Integrationsplatt-
von Logistiksystemen und Anlagenlie-
feranten finden über die Plattform auf-
wandsarme Zugänge zu den Betreiber-
systemen.
Die inhaltliche Struktur der IPL be-
steht dabei aus drei Säulen, die mit Hil-
fe elektronischer Medien die Anwender
unterstützen: Die erste Säule ist die In-
formationsfunktion – das Bereitstellen
von Informationen. Ziel ist es, logisti-
sches Wissen komprimiert zugänglich
zu machen. Die Nutzung erfolgt unila-
teral, die IPL stellt also einem Nutzer lo-
gistisches Wissen für unterschiedliche
Anwendungen zur Verfügung. Es um-
fasst Publikationen, Anwendungsbe-
richte sowie praktisches Erfahrungs-
wissen, Beschreibungen existierender
Lösungen, Modelle, Modellierungsme-
thoden und -algorithmen. Zum Beispiel
können die zu logistischen Fragestel-
lungen vorhandenen VDI-Richtlinien
strukturiert in der IPL hinterlegt wer-
den. Zudem können Unternehmen die
Erfolge und Erfahrungen anderer auf
die Aufgabenstellung des eigenen Be-
triebs übertragen. Der in die IPL inte-
grierte Leitfaden und die Prozessbiblio-
thek unterstützen Anwender durch ei-
ne geführte, also effiziente und zielge-
richtete Suche.
Die zweite Säule ist die Dienstefunk-
tion – das Bereitstellen von Werkzeu-
gen. Dienste können einfache Werkzeu-
ge (Algorithmen) sein, die von der IPL
heruntergeladen oder online über die
IPL genutzt werden, oder komplexe
Dienstleistungen (beispielsweise Bera-
tungen), die entsprechende Dienstlei-
ster über die IPL anbieten. Dement-
sprechend erfolgt die Nutzung teilweise
unilateral oder auch bilateral, also über
vorgegebene Schnittstellen zwischen
Anbieter und Anwender. Die geführte
Suche erleichtert die Spezifikation der
Aufgabenstellung des Anwenders und
führt damit zu einer effizienteren An-
bahnung und Vermittlung der Dienste
sowie zur Verringerung der Transakti-
onskosten zwischen Anbieter und An-
wender.
Multilaterale Nutzungder Integrationsplattform
Die dritte Säule ist die Kommunika-
tionsfunktion – das Bereitstellen von
Hilfsmitteln für den Aufbau von Kom-
munikation. Mit dieser Funktion wer-
den laufende Kooperationen unter-
stützt, indem über zuvor vereinbarte
(beispielsweise über die von der IPL vor-
gegebenen Alternativen) Schnittstellen
die Logistiksysteme verschiedener Un-
ternehmen miteinander interagieren.
Hierzu werden Werkzeuge für die Kopp-
form bedienen, sind in höherem Maße
netzwerkfähig als andere mögliche
Systeme.
Die Integrationsplattform unter-
stützt über die Bereitstellung aktuellen
logistischen Wissens einen permanen-
ten Technologietransfer zwischen For-
schung, Entwicklung, Anbietern und
Anwendern von Logistiksystemen. For-
schungs- und Entwicklungsergebnisse
sind über die Plattform direkt zugäng-
lich und einordbar.
Auch Dienstleistersind Nutznießer
Nutznießer der Plattform sind nicht
nur die produzierenden Unternehmen
mit den Potentialen einer vereinheit-
lichten Arbeitsumgebung sondern viel-
mehr noch Dienstleister, die ihre
Beiträge und Leistungen anforderungs-
gerecht in diese Plattform einbringen
beziehungsweise anbieten. Ausstatter
32 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
MATERIALFLUSS 2000
Supply Chain Management (SCM)oder auch Logistikkettenverwaltungist ein Thema, mit dem sich immermehr Unternehmen auseinander set-zen müssen. Das war Anlass für dasFraunhofer-Institut für Materialflussund Logistik (IML) in Dortmund, dasFraunhofer-Institut für Produktions-technik und Automatisierung (IPA) inStuttgart und das Betriebswirtschaft-liche Institut der EidgenössischenTechnischen Hochschule in Zürich,das Supply Chain Management Com-petence & Transfer Center (scm-CTC)als Gemeinschaftsunternehmen zugründen. Ziele sind die Entwicklungund Umsetzung innovativer SCM-Lösungen sowie die Unterstützungvon Unternehmen im Umgang mitdiesem Thema.
Seine Unterstützung bietet bei-spielsweise auch das MainfränkischeElectronic Commerce Kompetenz-zentrum (Meck) in Würzburg an.Dort fand in der IHK Würzburg-Schweinfurt am 23. November 1999die Tagung „Supply Chain Manage-ment – Intelligente Logistik am Bei-spiel der Automobilindustrie“ statt.Mit insgesamt über 50 Teilnehmernbei widrigen Wetterverhältnissenwurde die Tagung nach Meinung
des Veranstalters ein voller Erfolg.Mit führenden Vertretern der Auto-mobilindustrie und Modullieferantenwurde mit dem Fachpublikum dasPro und Kontra von Supply ChainManagement diskutiert. Den einlei-tenden Vortrag hielt Prof. Dr. RainerThome vom Lehrstuhl für Betriebs-wirtschaftslehre und Wirtschaftsin-formatik der Universität Würzburg.Er ist seit vielen Jahren für sein Enga-gement im Bereich der Standardsoft-ware SAP R/3, von Mulitimedia, E-Commerce und Logistik bekannt.Thome richtete seinen Blick auf dieGeschäftsprozesse in Unternehmenund zeigte Lösungsansätze durchXML (Extended Markup Language)und semantische Integration auf. DerHandel im Internet kann zu erhebli-chen Einsparungen führen. Doch esgibt auch Wermutstropfen. Wennder gesamte Ablauf mit Hilfe heuti-ger Technologie optimiert wird, wer-den in Deutschland 6,7 Mio. Arbeits-plätze nicht mehr gebraucht, sagteThome in der seinem Vortrag folgen-den Diskussion. Ihm folgten weitereReferenten, denen die Teilnehmermit großem Interesse zuhörten. DerVeranstalter kündigte an, dass eineFortsetzung geplant ist. Tiro
Immer mehr Unternehmen wünschenInformationen über Prozessketten
SUPPLY CHAIN MANAGEMENT
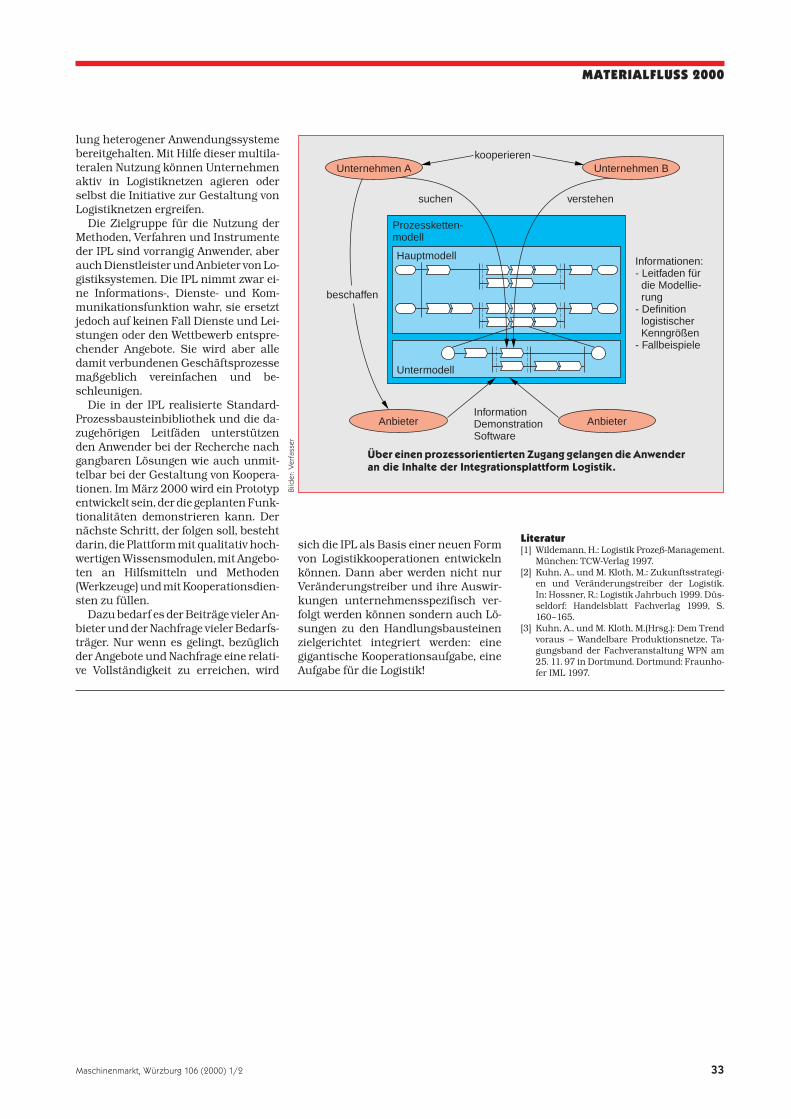
lung heterogener Anwendungssysteme
bereitgehalten. Mit Hilfe dieser multila-
teralen Nutzung können Unternehmen
aktiv in Logistiknetzen agieren oder
selbst die Initiative zur Gestaltung von
Logistiknetzen ergreifen.
Die Zielgruppe für die Nutzung der
Methoden, Verfahren und Instrumente
der IPL sind vorrangig Anwender, aber
auch Dienstleister und Anbieter von Lo-
gistiksystemen. Die IPL nimmt zwar ei-
ne Informations-, Dienste- und Kom-
munikationsfunktion wahr, sie ersetzt
jedoch auf keinen Fall Dienste und Lei-
stungen oder den Wettbewerb entspre-
chender Angebote. Sie wird aber alle
damit verbundenen Geschäftsprozesse
maßgeblich vereinfachen und be-
schleunigen.
Die in der IPL realisierte Standard-
Prozessbausteinbibliothek und die da-
zugehörigen Leitfäden unterstützen
den Anwender bei der Recherche nach
gangbaren Lösungen wie auch unmit-
telbar bei der Gestaltung von Koopera-
tionen. Im März 2000 wird ein Prototyp
entwickelt sein, der die geplanten Funk-
tionalitäten demonstrieren kann. Der
nächste Schritt, der folgen soll, besteht
darin, die Plattform mit qualitativ hoch-
wertigen Wissensmodulen, mit Angebo-
ten an Hilfsmitteln und Methoden
(Werkzeuge) und mit Kooperationsdien-
sten zu füllen.
Dazu bedarf es der Beiträge vieler An-
bieter und der Nachfrage vieler Bedarfs-
träger. Nur wenn es gelingt, bezüglich
der Angebote und Nachfrage eine relati-
ve Vollständigkeit zu erreichen, wird
sich die IPL als Basis einer neuen Form
von Logistikkooperationen entwickeln
können. Dann aber werden nicht nur
Veränderungstreiber und ihre Auswir-
kungen unternehmensspezifisch ver-
folgt werden können sondern auch Lö-
sungen zu den Handlungsbausteinen
zielgerichtet integriert werden: eine
gigantische Kooperationsaufgabe, eine
Aufgabe für die Logistik!
Literatur[1] Wildemann, H.: Logistik Prozeß-Management.
München: TCW-Verlag 1997.
[2] Kuhn, A., und M. Kloth, M.: Zukunftsstrategi-
en und Veränderungstreiber der Logistik.
In: Hossner, R.: Logistik Jahrbuch 1999. Düs-
seldorf: Handelsblatt Fachverlag 1999, S.
160–165.
[3] Kuhn, A., und M. Kloth, M.(Hrsg.): Dem Trend
voraus – Wandelbare Produktionsnetze, Ta-
gungsband der Fachveranstaltung WPN am
25. 11. 97 in Dortmund. Dortmund: Fraunho-
fer IML 1997.
Maschinenmarkt, Würzburg 106 (2000) 1/2 33
MATERIALFLUSS 2000
Unternehmen Akooperieren
InformationDemonstrationSoftware
suchen
beschaffen
verstehen
Prozessketten-modell
Unternehmen B
Anbieter Anbieter
Hauptmodell
Untermodell
Informationen:- Leitfaden für die Modellie- rung- Definition logistischer Kenngrößen- Fallbeispiele
Über einen prozessorientierten Zugang gelangen die Anwender
an die Inhalte der Integrationsplattform Logistik.
Bild
er: V
erfa
sser

Länder, wie zum Beispiel Neuseeland,
privatisierten ihre Post auf der Grund-
lage ihrer eigenen, langfristigen Umset-
zung mit einer verminderten Rolle der
Regierung und deren Regulierungsvor-
gaben. Gegenüber der Herausforde-
rung der Privatisierung zum Ende des
Jahrhunderts wurden Postdienste in
der ganzen Welt mobil, um sich für den
kommenden Wettbewerb auf nationaler
und auf internationaler Ebene eine
gute Ausgangsposition zu verschaffen.
Diese neue Ausrichtung hatte auch
Änderungen für die Zulieferunterneh-
men wie zum Beispiel Siemens zur Fol-
ge, weil sie ebenfalls von der Entwick-
lung betroffen waren. Deren Rolle be-
stand nun darin, eng mit den Kunden
zusammenzuarbeiten, um sie in die La-
ge zu versetzen, alle betrieblichen und
technischen Anforderungen zu erfül-
len. Immer stärker trat dabei der
Wunsch nach ganzheitlichen Ansätzen
in der Automatisierung in den Vorder-
grund, und fallweise wurde die Funkti-
on als Systemintegrator oder die Pro-
jektsteuerung übernommen.
Durch die Privatisie-
rung der Postdienste ist
ein neuer Industrie- und
Dienstleistungsbereich mit veränder-
ten Vorzeichen entstanden. Im freien
Wettbewerb richten die Postdienste ih-
re Rolle, ihre strategische Position und
ihren eigentlichen Geschäftsauftrag
neu aus, um zu Wettbewerbsvorteilen
zu gelangen und letztendlich den Erfolg
zu sichern.
Vor zehn Jahren war die Welt der
Postdienste im Vergleich zu vielen an-
deren Industrien, wie zum Beispiel Te-
lekommunikation oder Datenverarbei-
tung, relativ starr. Anfang der 90er Jah-
re begann die Europäische Union mit
ihrer Arbeit am „Grünbuch“. Dies war
der Auftakt für die Aufhebung des Mo-
nopols und die Privatisierung der Post-
dienste in Westeuropa. Einige andere
34 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
MATERIALFLUSS 2000
Postdienstleister und ihre Lieferantengewinnen in der Logistik an BedeutungTrotz der zunehmenden Bedeu-
tung des Internets werden die
Postdienste immer wichtiger.
Sie werden künftig auch als Lo-
gistikdienstleister gefragt sein.
Anhand von drei Szenarien kann
aufgezeigt werden, wohin die
Entwicklung gehen kann. Das
hat ebenfalls Auswirkungen auf
die Technologielieferanten. Sie
können dazu beitragen, die Pro-
duktivität der Postdienste zu
steigern, aber auch als Dienstan-
bieter und -leister direkt in den
Markt eintreten.
HARALD WESTERHOLT
Dr. Harald Westerholt ist Vorsitzender der Ge-
schäftsführung der Siemens Electrocom GmbH
& Co. in 78467 Konstanz, Tel. (0 75 31) 86-31 01,
Fax (0 75 31) 86-23 35, E-Mail: Harald.Wester-
[email protected], Internet: www.kst.sie-
mens.de.
Bild
: Sie
men
s
Sortierzentrum der Deutschen
Post AG: eine „Brieffabrik“ mit
modernster Lese-, Sortier- und
Fördertechnik für die maschi-
nelle Sortierung von Groß-,
Maxi- und Standardbriefen.

Eine andere Einflussgröße hat je-
doch einen enormen Aufschwung ge-
nommen, die bedeutende Auswirkun-
gen besonders auf den Briefverkehr hat.
Vor zehn Jahren war das Internet über-
haupt kein Thema. Schon heute und be-
sonders zukünftig wird es eine der
Hauptantriebskräfte für die Verände-
rungen in unserem Leben, in der Wirt-
schaft und in der Postindustrie sein.
Diese Entwicklung wird unter anderem
von entscheidenden Veränderungen
der Verbraucherwerte und -verhalten in
Gang gehalten. Die Postdienste finden
sich nun mitten in einem dynamischen,
boomenden Markt, der jetzt in der glo-
balisierten und wertorientierten „Post-
welt“ als „Postlogistik“ und Supply
Chain Management bezeichnet wird.
Neuere Studien haben ergeben, dass
die absolute Anzahl an Nachrichten im
allgemeinen Sinne deutlich ansteigt,
was vor allem auf die gesteigerte Nut-
zung des Telefons und der E-Mail
zurückzuführen ist (Bild 1). Entgegen
früheren Erwartungen wird das Volu-
men an Brief- und Kuriersendungen in
einer ähnlichen Größenordnung wie
heute fortbestehen. Die Brief- und Ku-
riersendungen werden allerdings im
Laufe der Zeit, relativ betrachtet, einen
deutlich geringeren Anteil an der Ge-
samtkommunikation ausmachen. Ein
Ergebnis des elektronischen Handels
wird sich in dem starken Wachstum der
Warensendungen, die als Päckchen
oder Paket verschickt werden, äußern.
Realistischen Schätzungen zufolge
wird der Umfang an Sendungsarten in-
nerhalb der nächsten zwanzig Jahre
zwischen 5 und 15% pro Jahr steigen.
Grundlegende Veränderungensind zu erwarten
Diese Entwicklungen werden zu
grundlegenden Veränderungen in der
Postwelt führen. Neue Geschäftsmög-
lichkeiten werden neue, qualitativ
höherwertige Dienstleistungen wie Hy-
brid Mail, Nachforschung und Lauf-
wegverfolgung von Sendungen oder fle-
xible Lieferdienste ins Leben rufen.
Dies ist ein Umbruch von einer tech-
nologischen Ausrichtung hin zu einer
funktionellen, strategisch orientierten
Ausrichtung vieler Postdienste. Genau-
so wie sich die Werte innerhalb der Post-
dienstleistungen verändern, so wird
sich auch das Verständnis für die Rolle
der Technologie verändern. Dies führt
zu einer neuen Beziehung zwischen
Käufer und Lieferant. Durch den elek-
tronischen Handel verändert sich der-
zeit der physische Versandweg, und für
die Postunternehmen öffnen sich da-
durch neue Märkte. Es bestehen si-
cherlich, und insbesondere für die Post-
unternehmen, besondere Chancen, die
per Internet angeforderten Kataloge
oder Waren zu liefern. Zusätzliche Mög-
lichkeiten ergeben sich aber auch da-
durch, dass sich die Postunternehmen
gezielt in die Supply Chain mit weiter ge-
fächerten Logistikleistungen einbrin-
gen. Es gibt viele verschiedene Alterna-
tiven, mit komplexen und flexiblen Ab-
hol- und Bearbeitungsleistungen um-
zugehen. Die Möglichkeiten, den Liefer-
service zu verbessern und zu automati-
sieren, um auf diese Weise zum Markt-
führer zu werden, sind eine besondere
Herausforderung für Postdienste.
In dem Maße, in dem sich diese neu-
en Dienstleistungen und Märkte ent-
wickeln, müssen das Postzustellverfah-
ren und jede einzelne Etappe darin
möglicherweise neu definiert werden.
Um den Zustellungsbedarf auf rentable
Weise erfüllen zu können, werden die
Postdienste einen Blick auf komplexere
und flexiblere Organisationen werfen
müssen.
Abgeleitet aus den verschiedenen
strategischen Optionen der Postdien-
ste, ergeben sich neue Aufgaben für die
Zulieferunternehmen. Dies hängt im
Wesentlichen damit zusammen, dass
sich innerhalb der nächsten zehn Jah-
re ein völlig neues Bild der sich ent-
wickelnden Postindustrie ergeben wird.
Es wird wahrscheinlich nur ein paar
wenige sehr große, international tätige
und hoch diversifizierte Postdienstor-
ganisationen geben. Diese Anbieter spe-
zialisierter Dienstleistungen werden
sehr komplex aufgebaut sein und in in-
ternationalen Netzwerken arbeiten. Ei-
ne andere Gruppe von Postdiensten
wird ihre Stärken auf regionaler Ebene
ausweiten.
Eine dritte Gruppe wird in der Indu-
strie eine neue Rolle übernehmen. Es
wird eine größere Anzahl lokaler und
spezialisierter Postorganisationen ent-
stehen, die in den städtischen Märkten
eine große Rolle spielen werden, indem
sie auf die Kunden zugeschnittene,
lokale Dienstleistungen anbieten.
An der Postindustrie werden in zehn
Jahren sicherlich viele Unternehmen
beteiligt sein, aber die Postdienste wer-
den immer noch im gleichen Grundge-
schäft tätig sein wie heute – Abholung,
Sortierung, Beförderung, Zustellung –,
jedoch mit einer anderen Geschäfts-
oder Dienstleistungsaufgabe und
Handhabung. Diese zukünftige Organi-
sation, wie auch immer sie genannt
wird, sieht sich selbst als „Anbieter von
Postdiensten aller Art“.
Jede grundlegende Postfunktion –
Abholung, Sortierung, Beförderung,
Zustellung inklusive der erforderlichen
Informationstechnik – wird als separa-
ter Geschäftsteil betrachtet, der kombi-
niert oder einzeln herausgenommen
werden kann, in Abhängigkeit von
Tätigkeitsschwerpunkt und Situation
des Postdienstes. Als Anbieter von Post-
diensten werden sie in allen Bereichen
des Handels beteiligt sein. In Anbe-
tracht ihrer derzeit existierenden, tägli-
chen Verbindung mit jedem Haushalt
werden sie ihre Position basierend auf
diesem Netzwerk sicherlich ausbauen.
Neuer Geschäftszweigentsteht in der Industrie
Eine weitere interessante Entwick-
lung ist das Entstehen eines neuen Ge-
schäftszweigs in der Industrie, nämlich
des „Anbieters für spezialisierte Dienst-
leistungen“. Natürlich gibt es einige die-
ser Subunternehmer heute schon, aber
andere werden in den Markt drängen
und eine weitaus wichtigere Rolle für
die Postdienste in der Zukunft spielen.
Es könnten kleine Unternehmen sein,
die einen lokalen Bereich sehr gut ab-
decken können. Diese Unternehmen
könnten private Töchter von Post-
dienstunternehmen sein. Denkbar ist
auch, dass die Zulieferindustrie selbst
solche Serviceunternehmen gründet.
Alle Hauptbeteiligten werden die
Dienste dieser spezialisierten Anbieter
Maschinenmarkt, Würzburg 106 (2000) 1/2 35
MATERIALFLUSS 2000
Jahr
Vol
umen
TelexTele-gramm
Telefon
Kurier-sen-dungen
Brief-sen-dungen1850 1900 1950 2000
Bild 1: Entwicklung des Sen-
dungs- und Nachrichtenaufkom-
mens.
Postdienst
Abho-lung
Sortie-rung
Trans-port
Netz-werk
Zustel-lung
Trans-port-Dienst-leister
Bild 2:
Szenario
eins: regio-
naler Post-
dienst.
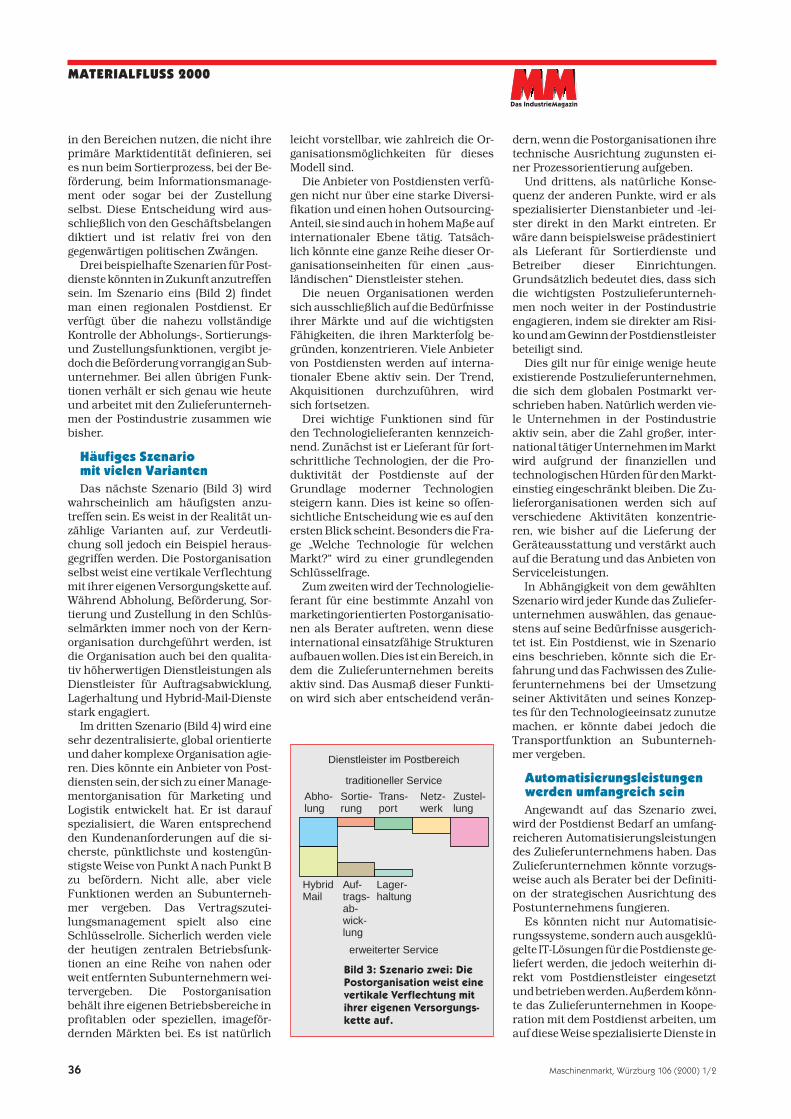
in den Bereichen nutzen, die nicht ihre
primäre Marktidentität definieren, sei
es nun beim Sortierprozess, bei der Be-
förderung, beim Informationsmanage-
ment oder sogar bei der Zustellung
selbst. Diese Entscheidung wird aus-
schließlich von den Geschäftsbelangen
diktiert und ist relativ frei von den
gegenwärtigen politischen Zwängen.
Drei beispielhafte Szenarien für Post-
dienste könnten in Zukunft anzutreffen
sein. Im Szenario eins (Bild 2) findet
man einen regionalen Postdienst. Er
verfügt über die nahezu vollständige
Kontrolle der Abholungs-, Sortierungs-
und Zustellungsfunktionen, vergibt je-
doch die Beförderung vorrangig an Sub-
unternehmer. Bei allen übrigen Funk-
tionen verhält er sich genau wie heute
und arbeitet mit den Zulieferunterneh-
men der Postindustrie zusammen wie
bisher.
Häufiges Szenariomit vielen Varianten
Das nächste Szenario (Bild 3) wird
wahrscheinlich am häufigsten anzu-
treffen sein. Es weist in der Realität un-
zählige Varianten auf, zur Verdeutli-
chung soll jedoch ein Beispiel heraus-
gegriffen werden. Die Postorganisation
selbst weist eine vertikale Verflechtung
mit ihrer eigenen Versorgungskette auf.
Während Abholung, Beförderung, Sor-
tierung und Zustellung in den Schlüs-
selmärkten immer noch von der Kern-
organisation durchgeführt werden, ist
die Organisation auch bei den qualita-
tiv höherwertigen Dienstleistungen als
Dienstleister für Auftragsabwicklung,
Lagerhaltung und Hybrid-Mail-Dienste
stark engagiert.
Im dritten Szenario (Bild 4) wird eine
sehr dezentralisierte, global orientierte
und daher komplexe Organisation agie-
ren. Dies könnte ein Anbieter von Post-
diensten sein, der sich zu einer Manage-
mentorganisation für Marketing und
Logistik entwickelt hat. Er ist darauf
spezialisiert, die Waren entsprechend
den Kundenanforderungen auf die si-
cherste, pünktlichste und kostengün-
stigste Weise von Punkt A nach Punkt B
zu befördern. Nicht alle, aber viele
Funktionen werden an Subunterneh-
mer vergeben. Das Vertragszutei-
lungsmanagement spielt also eine
Schlüsselrolle. Sicherlich werden viele
der heutigen zentralen Betriebsfunk-
tionen an eine Reihe von nahen oder
weit entfernten Subunternehmern wei-
tervergeben. Die Postorganisation
behält ihre eigenen Betriebsbereiche in
profitablen oder speziellen, imageför-
dernden Märkten bei. Es ist natürlich
dern, wenn die Postorganisationen ihre
technische Ausrichtung zugunsten ei-
ner Prozessorientierung aufgeben.
Und drittens, als natürliche Konse-
quenz der anderen Punkte, wird er als
spezialisierter Dienstanbieter und -lei-
ster direkt in den Markt eintreten. Er
wäre dann beispielsweise prädestiniert
als Lieferant für Sortierdienste und
Betreiber dieser Einrichtungen.
Grundsätzlich bedeutet dies, dass sich
die wichtigsten Postzulieferunterneh-
men noch weiter in der Postindustrie
engagieren, indem sie direkter am Risi-
ko und am Gewinn der Postdienstleister
beteiligt sind.
Dies gilt nur für einige wenige heute
existierende Postzulieferunternehmen,
die sich dem globalen Postmarkt ver-
schrieben haben. Natürlich werden vie-
le Unternehmen in der Postindustrie
aktiv sein, aber die Zahl großer, inter-
national tätiger Unternehmen im Markt
wird aufgrund der finanziellen und
technologischen Hürden für den Markt-
einstieg eingeschränkt bleiben. Die Zu-
lieferorganisationen werden sich auf
verschiedene Aktivitäten konzentrie-
ren, wie bisher auf die Lieferung der
Geräteausstattung und verstärkt auch
auf die Beratung und das Anbieten von
Serviceleistungen.
In Abhängigkeit von dem gewählten
Szenario wird jeder Kunde das Zuliefer-
unternehmen auswählen, das genaue-
stens auf seine Bedürfnisse ausgerich-
tet ist. Ein Postdienst, wie in Szenario
eins beschrieben, könnte sich die Er-
fahrung und das Fachwissen des Zulie-
ferunternehmens bei der Umsetzung
seiner Aktivitäten und seines Konzep-
tes für den Technologieeinsatz zunutze
machen, er könnte dabei jedoch die
Transportfunktion an Subunterneh-
mer vergeben.
Automatisierungsleistungenwerden umfangreich sein
Angewandt auf das Szenario zwei,
wird der Postdienst Bedarf an umfang-
reicheren Automatisierungsleistungen
des Zulieferunternehmens haben. Das
Zulieferunternehmen könnte vorzugs-
weise auch als Berater bei der Definiti-
on der strategischen Ausrichtung des
Postunternehmens fungieren.
Es könnten nicht nur Automatisie-
rungssysteme, sondern auch ausgeklü-
gelte IT-Lösungen für die Postdienste ge-
liefert werden, die jedoch weiterhin di-
rekt vom Postdienstleister eingesetzt
und betrieben werden. Außerdem könn-
te das Zulieferunternehmen in Koope-
ration mit dem Postdienst arbeiten, um
auf diese Weise spezialisierte Dienste in
leicht vorstellbar, wie zahlreich die Or-
ganisationsmöglichkeiten für dieses
Modell sind.
Die Anbieter von Postdiensten verfü-
gen nicht nur über eine starke Diversi-
fikation und einen hohen Outsourcing-
Anteil, sie sind auch in hohem Maße auf
internationaler Ebene tätig. Tatsäch-
lich könnte eine ganze Reihe dieser Or-
ganisationseinheiten für einen „aus-
ländischen“ Dienstleister stehen.
Die neuen Organisationen werden
sich ausschließlich auf die Bedürfnisse
ihrer Märkte und auf die wichtigsten
Fähigkeiten, die ihren Markterfolg be-
gründen, konzentrieren. Viele Anbieter
von Postdiensten werden auf interna-
tionaler Ebene aktiv sein. Der Trend,
Akquisitionen durchzuführen, wird
sich fortsetzen.
Drei wichtige Funktionen sind für
den Technologielieferanten kennzeich-
nend. Zunächst ist er Lieferant für fort-
schrittliche Technologien, der die Pro-
duktivität der Postdienste auf der
Grundlage moderner Technologien
steigern kann. Dies ist keine so offen-
sichtliche Entscheidung wie es auf den
ersten Blick scheint. Besonders die Fra-
ge „Welche Technologie für welchen
Markt?“ wird zu einer grundlegenden
Schlüsselfrage.
Zum zweiten wird der Technologielie-
ferant für eine bestimmte Anzahl von
marketingorientierten Postorganisatio-
nen als Berater auftreten, wenn diese
international einsatzfähige Strukturen
aufbauen wollen. Dies ist ein Bereich, in
dem die Zulieferunternehmen bereits
aktiv sind. Das Ausmaß dieser Funkti-
on wird sich aber entscheidend verän-
36 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
MATERIALFLUSS 2000
Dienstleister im Postbereich
traditioneller Service
erweiterter Service
Abho-lung
Sortie-rung
Trans-port
HybridMail
Auf-trags-ab-wick-lung
Lager-haltung
Netz-werk
Zustel-lung
Bild 3: Szenario zwei: Die
Postorganisation weist eine
vertikale Verflechtung mit
ihrer eigenen Versorgungs-
kette auf.
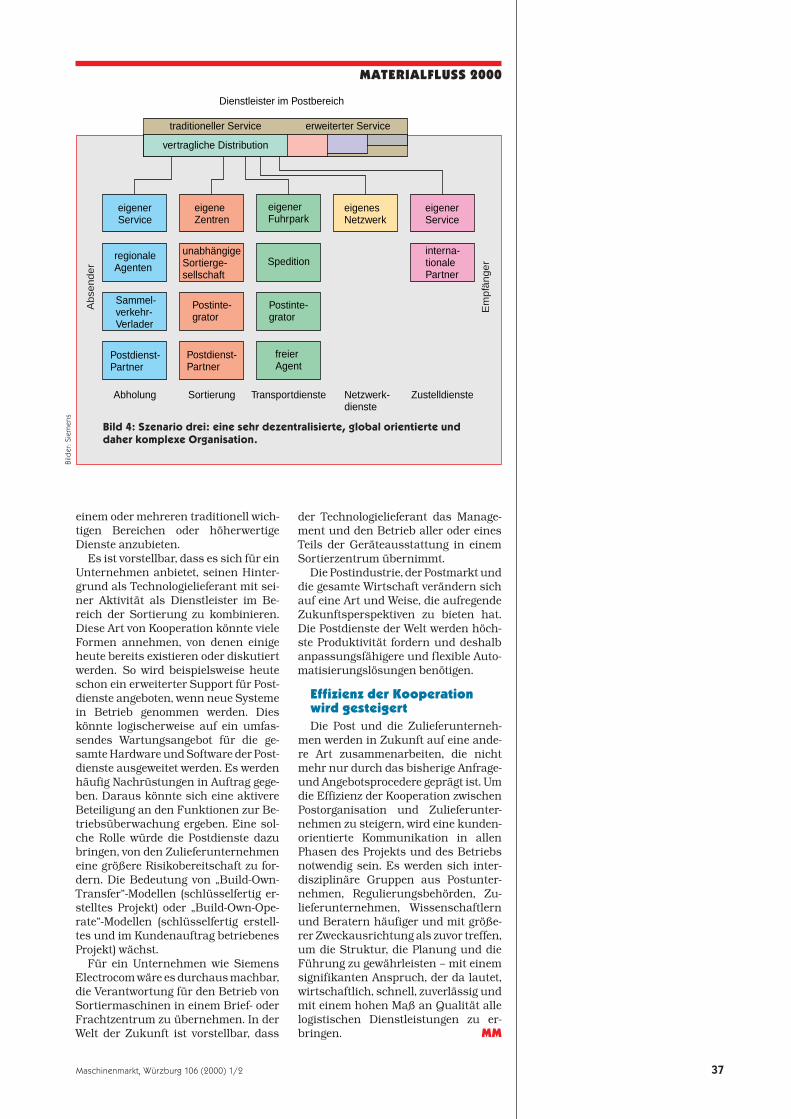
einem oder mehreren traditionell wich-
tigen Bereichen oder höherwertige
Dienste anzubieten.
Es ist vorstellbar, dass es sich für ein
Unternehmen anbietet, seinen Hinter-
grund als Technologielieferant mit sei-
ner Aktivität als Dienstleister im Be-
reich der Sortierung zu kombinieren.
Diese Art von Kooperation könnte viele
Formen annehmen, von denen einige
heute bereits existieren oder diskutiert
werden. So wird beispielsweise heute
schon ein erweiterter Support für Post-
dienste angeboten, wenn neue Systeme
in Betrieb genommen werden. Dies
könnte logischerweise auf ein umfas-
sendes Wartungsangebot für die ge-
samte Hardware und Software der Post-
dienste ausgeweitet werden. Es werden
häufig Nachrüstungen in Auftrag gege-
ben. Daraus könnte sich eine aktivere
Beteiligung an den Funktionen zur Be-
triebsüberwachung ergeben. Eine sol-
che Rolle würde die Postdienste dazu
bringen, von den Zulieferunternehmen
eine größere Risikobereitschaft zu for-
dern. Die Bedeutung von „Build-Own-
Transfer“-Modellen (schlüsselfertig er-
stelltes Projekt) oder „Build-Own-Ope-
rate“-Modellen (schlüsselfertig erstell-
tes und im Kundenauftrag betriebenes
Projekt) wächst.
Für ein Unternehmen wie Siemens
Electrocom wäre es durchaus machbar,
die Verantwortung für den Betrieb von
Sortiermaschinen in einem Brief- oder
Frachtzentrum zu übernehmen. In der
Welt der Zukunft ist vorstellbar, dass
der Technologielieferant das Manage-
ment und den Betrieb aller oder eines
Teils der Geräteausstattung in einem
Sortierzentrum übernimmt.
Die Postindustrie, der Postmarkt und
die gesamte Wirtschaft verändern sich
auf eine Art und Weise, die aufregende
Zukunftsperspektiven zu bieten hat.
Die Postdienste der Welt werden höch-
ste Produktivität fordern und deshalb
anpassungsfähigere und flexible Auto-
matisierungslösungen benötigen.
Effizienz der Kooperationwird gesteigert
Die Post und die Zulieferunterneh-
men werden in Zukunft auf eine ande-
re Art zusammenarbeiten, die nicht
mehr nur durch das bisherige Anfrage-
und Angebotsprocedere geprägt ist. Um
die Effizienz der Kooperation zwischen
Postorganisation und Zulieferunter-
nehmen zu steigern, wird eine kunden-
orientierte Kommunikation in allen
Phasen des Projekts und des Betriebs
notwendig sein. Es werden sich inter-
disziplinäre Gruppen aus Postunter-
nehmen, Regulierungsbehörden, Zu-
lieferunternehmen, Wissenschaftlern
und Beratern häufiger und mit größe-
rer Zweckausrichtung als zuvor treffen,
um die Struktur, die Planung und die
Führung zu gewährleisten – mit einem
signifikanten Anspruch, der da lautet,
wirtschaftlich, schnell, zuverlässig und
mit einem hohen Maß an Qualität alle
logistischen Dienstleistungen zu er-
bringen. MM
Maschinenmarkt, Würzburg 106 (2000) 1/2 37
MATERIALFLUSS 2000Bi
lder
: Sie
men
s
Bild 4: Szenario drei: eine sehr dezentralisierte, global orientierte und
daher komplexe Organisation.
Dienstleister im Postbereich
traditioneller Service erweiterter Service
eigenerService
eigeneZentren
eigenerFuhrpark
eigenesNetzwerk
eigenerService
Abholung Sortierung Transportdienste Netzwerk-dienste
Zustelldienste
regionaleAgenten
unabhängigeSortierge-sellschaft
Spedition
Sammel-verkehr-Verlader
Postinte-grator
Postinte-grator
Postdienst-Partner
Postdienst-Partner
freierAgent
interna-tionalePartner
vertragliche Distribution
Abse
nder
Em
pfä
nger

Bochum, Antwerpen,
Eisenach und Ellesmere
Port haben eines ge-
meinsam: Hier produziert die Adam
Opel AG den aktuellen Astra, Projekt-
name T 3000. Allein in Bochum wurden
rund 1,1 Mrd. DM investiert. Die Ferti-
gungsplaner bei Opel waren sich einig:
Die europäischen Werke sollten weiter
harmonisiert werden und der optimale
Anlauf der neuen Fahrzeuge musste
natürlich gewährleistet sein. Dies ist
nur durch Standardisierung möglich.
Hierzu erarbeiteten Spezialisten des
Bosch-Geschäftsbereichs Automa-
tionstechnik gemeinsam mit Ferti-
gungsplanern von Opel die Spezifi-
kation Karosseriebau Elektrik (SKE),
die den Maschinenlieferanten als
Konstruktionsrichtlinie für den elek-
trischen Teil dient. In bezug auf die
Umsetzung der Standardisierung spiel-
te die Entwicklung von systemnaher
Software wie MMI-MADAP eine wesent-
liche Rolle. MADAP steht für Maschi-
nen/Anlagen diagnostizieren, anzeigen,
protokollieren. Diese Philosophie, wie
eine speicherprogrammierbare Steue-
rung (SPS) anhand von Schrittketten
programmiert werden kann und Anla-
gen bedient und diagnostiziert werden
sollen, wandte Opel bereits bei der
Fertigung des Omega A an. Für das neue
Projekt musste MADAP „übersetzt“
werden auf moderne PC-Technik mit
gen vom Typ CL500 an die vier Opel-
Astra-Fertigungsstätten in Europa. In
jede einzelne können vier Zentralein-
heiten gesteckt werden, so dass damit
bis zu vier SPS in einer Steuerung mög-
lich sind. Aus diesem Grund summiert
sich die Anzahl der tatsächlich einge-
setzten CPU’s auf etwa 1000. Die Zen-
traleinheiten können dabei nicht nur
parallel arbeiten, sondern gleichzeitig
auch untereinander sowie mit intelli-
genten Baugruppen in der SPS kom-
munizieren.
Diese Merkmale kommen beim
Karosseriebau für den Astra voll zum
Tragen: Die zentrale Programmierung
der SPS sowie die Kommunikation mit
der MMI-MADAP-Software erfolgt über
Profibus-FMS. Der Profibus-DP sorgt
für den Datenaustausch zwischen SPS
auf der einen Seite sowie Schweißrobo-
tern, Schweißrobotersteuerungen und
Antrieben auf der Feldebene. Nachdem
die entsprechenden Funktionen fest-
gelegt worden waren, wurden standar-
disierte Softwarebausteine entwickelt
und diese für die Anlagenlieferanten
bereitgestellt.
Darüber hinaus ist die CL500 auch
offen für den MAP-Standard, den Opel
als Protokoll zwischen Steuerungs- und
Leitebene einsetzt. Auch in diesem
dem Betriebssystem Windows. Damit
gingen Opel und Bosch gemeinsam den
Weg, bekannte Vorteile aus der in der
Bürowelt bereits etablierten PC-Tech-
nik in die industrielle Automation zu
integrieren.
Zu den generellen Vorzügen der MAD-
AP-Software zählen:
c schnelle Anpassung an maschinen-
spezifische Aufgaben,
c reduzierter Projektierungs- und Pro-
grammieraufwand durch automatisch
erzeugte Diagnose ohne zusätzliche
Programmierung in der SPS,
c kürzere Inbetriebnahmezeiten,
c einheitliche Bedienoberflächen an
allen Anlagenteilen und
c die Integration in Standard-Netz-
werke.
Datenaustauscherfolgt über Profibus
Diese Vorteile wollte sich Opel bei der
Astra-Fertigung zunutze machen.
Gleichzeitig führte das Bestreben des
Automobilbauers, möglichst viele Indu-
striestandards einzusetzen und offene
Schnittstellen zu schaffen, zur Wahl des
Profibus-DP als genormte Schnittstelle
auf der Feldbusebene.
Bosch lieferte daraufhin rund 400
speicherprogrammierbare Steuerun-
38 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
AUTOMATISIERUNG
Rund 400 standardisierte SPSsteuern den KarosserierohbauStandardisierung war das
oberste Ziel bei der Automati-
sierung der Fertigungslinien für
den Opel Astra. Dafür wurde
eine Richtlinie für Karosseriebau
und Elektrik erarbeitet und eine
systemnahe Software entwickelt.
Damit lassen sich die rund 400
speicherprogrammierbaren
Steuerungen (SPS) anhand von
Schrittketten programmieren
und es können die Anlagen be-
dient und diagnostiziert werden.
RAINER HOPPMANN
Rainer Hoppmann ist zuständig für das Bran-
chenmanagement Automobilfertigung im Ge-
schäftsbereich Automationstechnik der Robert
Bosch GmbH, 64701 Erbach, Tel. (0 60 62) 78-
6 90, Fax (0 60 62) 78-4 56.
Bild 1: Funktionsschema des Automationskonzepts: Die SPS CL500 mit maximal vier
Zentraleinheiten kommuniziert über Profibus-DP mit Schweißrobotern, -steuerungen
und Antrieben. Der Datentransfer mit der MADAP-Software und zwischen den ein-
zelnen SPS erfolgt via Profibus-FMS.

Bild 3: Die SPS ist offen für intelligen-
te Kommunikation und kann bereits
im Grundgerät vier Zentraleinheiten
enthalten.
Bild
er: B
osc
h
Bereich sorgen standardisierte Soft-
warebausteine für die Aufbereitung der
Diagnosedaten und deren Weitergabe
an den Leitrechner. Neben Fehlermel-
dungen lassen sich somit auch Prozess-
daten wie die Qualität der Schweiß-
punkte von einem Prozessrechner in
einem festgelegten Standard ablegen.
Produktion stark abhängigvon einwandfreier Vernetzung
Gemäß dem in der Spezifikation
Karosseriebau Elektrik definierten
Automationskonzept für die Ferti-
gungsanlagen wurden während der
Planung die wesentlichen Komponen-
ten festgelegt, welche die Maschinen-
lieferanten verwenden mussten. Ziel in
dieser Phase war es, die Standardsoft-
ware so stabil wie möglich zu gestalten
und die Schulung des Instandhaltungs-
personals zu optimieren.
Bei der Realisierung des Konzeptes
legte Opel besonderen Wert auf die
Konformität aller Komponenten mit
dem Profibus-Standard. Denn die Pro-
duktion ist in starkem Maße von der
einwandfreien Vernetzung im Bereich
des Profibus-DP abhängig. Alle Vorteile
dieses Bussystems können somit bei
der Astra-Fertigung bestens genutzt
werden. Dazu zählen verringerter
Installationsaufwand gegenüber her-
kömmlicher Parallelverdrahtung sowie
der Einsatz intelligenter dezentraler
Komponenten und deren Diagnose-
möglichkeit.
Nach der Erstellung der Spezifika-
tion, der Lieferung aller Steuerungen
sowie der Weiterentwicklung von MAD-
AP übernahmen Mitarbeiter der Bosch-
Automationstechnik Schulungs- und
Supportaufgaben. Die Inhalte der SKE,
der Bibel zur Realisierung von Anlagen
mit zahlreichen Details zur elektri-
schen Ausrüstung, mußten sowohl den
OEM- als auch den Opel-Mitarbeitern
vermittelt werden. Dazu gehörten
neben den von Bosch eingesetzten Kom-
ponenten, die in die SKE aufgenommen
wurden, auch weiterführende Erklä-
rungen, zum Beispiel die Kennzeich-
nung von Betriebsmitteln und ähn-
liches.
Die gründliche Schulung aller Pro-
jektbeteiligten, vor allem des Instand-
haltungspersonals bei Opel, ist von
hoher Bedeutung: Aufgrund der
umfangreichen Kenntnisse und der
Standardisierung, die identische Fer-
tigungsprozesse des gleichen Projekts
aber an unterschiedlichen Standorten
ermöglicht, können die Mitarbeiter an
allen Maschinen in allen vier Ferti-
gungsstätten eingesetzt werden.
Analog zu den Schulungen bezog sich
auch der von Bosch gebotene Service
nicht nur auf die eigenen Kompo-
nenten. Neben der Unterstützung der
Maschinenbauer hinsichtlich der SPS-
Programmierung halfen die Service-
Mitarbeiter zudem bei der Erstellung
von Anwenderprogrammen gemäß der
Spezifikation Karosseriebau Elektrik
und überprüften später die Netzwerk-
Ausführungen. Der Einsatz des
MMI-MADAP-Softwarepakets sowie der
projektbegleitende Support trugen
wesentlich dazu bei, dass die Produk-
tion in kürzester Zeit auf die geplante
Fertigungskapazität hochgefahren wer-
den konnte. MM
Maschinenmarkt, Würzburg 106 (2000) 1/2 41
Bild 2: In dieser Anlage werden die aus dem Presswerk kommenden Karosserieteile
zur Rohkarosserie zusammengesetzt. Die mechanisch komplexe Anlage muss sehr fle-
xibel sein, da alle Varianten des Modells Astra hier zusammengesetzt werden.
Bild 4: Gute Schulung und die Verwen-
dung von Standards machen es möglich,
dass Instandhalter an allen Maschinen
eingesetzt werden können.
Das IndustrieMagazin
AUTOMATISIERUNG

Das Spritzgießen von
Zweikomponententeilen
kann auf zwei verschie-
dene Arten geschehen. Zum einen wird
das Core-Back-Verfahren angewandt,
bei dem im wesentlichen durch Ver-
schieben eines Kerns die Kavität für die
zweite Komponente freigestellt wird.
Zum anderen eignet sich dazu das
Umsetzverfahren, bei dem der Vor-
spritzling (Komponente 1) in eine an-
dere Position gebracht wird. Hierzu
werden unterschiedlichste Techniken
benutzt, die sich wiederum in zwei
Gruppen einordnen lassen.
Bei der gebräuchlichsten Umsetz-
methode verbleibt der Vorspritzling auf
einem Element des Werkzeugs und
wird mit diesem bewegt. Das ist zum
Beispiel beim Einsatz eines Schie-
betischs auf der Aufspannplatte der
Maschine oder auf der Auswerferseite
des Werkzeugs der Fall. Auch können
Formkerne über eine Indexplatte
gedreht oder bei einer auswerfer-
seitigen Werkzeughälfte mittels
Drehtisch bewegt werden. Bei der
zweiten Verfahrensgruppe wird
der Vorspritzling auf den Kern des
Fertigspritzlings (Transfertechnik)
umgesetzt.
Für alle Zweikomponenten-
Verfahren stehen heute Heiß-
c Die optimale Anordnung der Kavi-
täten ermöglicht die Verwendung klei-
ner Werkzeuge.
Das Funktionsprinzip des Core-
Back-Verfahrens kann Bild 2 entnom-
men werden. Es darf allerdings nicht
unerwähnt bleiben, dass die Gesamt-
zykluszeit von den Kühlzeiten beider
Komponenten bestimmt wird. Daher ist
bei der Wirtschaftlichkeitsberechnung
die größere Zykluszeit im Vergleich zur
halben Anzahl der Fertigteil-Kavitäten
des Umsetzverfahrens zu bewerten. Bei
diesen Betrachtungen muss aber auch
die größere Anzahl an Werkzeugbewe-
gungen beim Umsetzverfahren berück-
sichtigt werden.
Universeller anwendbar als das
Core-Back-Verfahren ist selbstver-
ständlich das Versetzen der Arti-
kel. Das gebräuchlichste Verfahren
ist das Drehen um die Maschinen-
achse. Dies kann mit einem Dreh-
kanalsysteme zur Verfügung. Bild 1
zeigt eine Auswahl von Zweikomponen-
ten-Teilen, die angusslos mittels Heiß-
kanaltechnik gefertigt werden. Es ist er-
kennbar, dass die dargestellten Pro-
dukte aus unterschiedlichsten Anwen-
dungsbereichen kommen.
Kühlzeiten bestimmen Zyklusbeim Core-Back-Verfahren
Das Core-Back-Verfahren zeichnet
sich prinzipiell durch eine Reihe von
Vorteilen aus und sollte deswegen
bevorzugt angewandt werden, wenn es
vom Produkt her möglich ist. Die Vor-
teile sind:
c Die zweite Werkstoffkomponente
wird schnell angespritzt. Es ergibt sich
eine günstigere Verbundfestigkeit.
c Maschinen ohne Dreheinrichtung
oder Handling sind ausreichend.
c Die zentrische Lage der Kavitäten
minimiert die erforderliche Schließ-
kraft.
Das IndustrieMagazin
KUNSTSTOFFVERARBEITUNG
Heißkanaltechnik erhöht Flexibilitätbeim Zweikomponenten-SpritzgießenDie Heißkanaltechnik verbessert
das Zweikomponenten-Spritzgie-
ßen. Einerseits ist mit dem Ein-
bau von Heißkanalsystemen in
Spritzgießwerkzeuge die Schmel-
zeführung variantenreicher, an-
dererseits werden Zykluszeit und
Kunststoff eingespart. In der Re-
gel sind zwei Heißkanalverteiler
installiert. Nun wurde ein Koaxial-
nadelverschluss entwickelt, mit
dem auch im Sandwichverfahren
Zweikomponenten-Spritzgieß-
teile hergestellt werden können.
PETER BRAUN
Dr. Peter Braun ist Entwicklungslei-
ter bei der Ewikon Heißkanalsyste-
me GmbH & Co. KG in 35066 Fran-
kenberg, Tel. (0 64 51) 5 01-2 52,
Fax (0 64 51) 5 01-2 04, E-Mail:
Heißkanalsystem in einem
hochfachigen Spritzgieß-
werkzeug zur Herstellung von
Klammerhälften im Core-
Back-Verfahren. Oft-
mals ist die Anord-
nung der Heiß-
kanaldüsen
schwierig.
42 Maschinenmarkt, Würzburg 106 (2000) 1/2
Bild
: Ew
iko
n

teller erfolgen, der als Bestandteil der
Maschine interpretiert werden kann,
oder die Dreheinrichtung wird indivi-
duell in das Werkzeug eingebaut (Ind-
explatte). Dabei verbleibt der Vorspritz-
ling wie beim Core-Back-Verfahren auf
einem Element des Werkzeugs. Nach-
teilig ist bei diesem Verfahren, dass die
zur Verfügung stehende Werkzeug-
fläche nicht optimal genutzt werden
und es zu stark unsymmetrischen
Auftriebskräften kommen kann.
Außer der klassischen horizontalen
Drehachse nutzt man für bestimmte
Anwendungen auch die vertikale Dreh-
achse. Das ist zum Beispiel beim Over-
moulding oder beim Herstellen speziel-
ler Einschweiß-Verschlusskappen für
Getränkekartons der Fall [1].
Das Verbleiben des Vorspritzlings auf
einem Element des Werkzeugs kann
natürlich auch bei translatorischen
Bewegungen angewandt werden (Ver-
schiebetechnik). Hierbei gelten die
gleichen Merkmale wie bei den Dreh-
bewegungen.
Flexibler ist aber die Verwendung von
Handlingsystemen. Hierbei wer-
den die Vorspritzlinge von
der ersten Spritzposition in
die nächste versetzt, ohne
dass Maschinen- oder Werk-
zeugbewegungen stattfin-
den. Das Versetzen von einer
Kavität in die nächste muss
selbstverständlich mit
der notwendigen Präzi-
sion und Überwachung
erfolgen. Außer der Syn-
chronisation des Hand-
lingsystems mit dem
Spritzzyklus sind darü-
ber hinaus keine Son-
dereinrichtungen erfor-
derlich, weder für die Spritz-
gießmaschine noch für das
Werkzeug.
Beim Core-Back-Verfah-
ren muss immer eine Situati-
on vorliegen, bei der die Ka-
vität für die zweite Komponen-
te durch einen Schieber oder
den Kern gesperrt ist, denn die
beiden Komponenten werden
zeitlich hintereinander gespritzt
(Bild 2). Damit besteht kein Kon-
flikt zwischen den beiden Schmel-
zeströmen. Ein häufiges Problem
dabei ist die Positionierung der
Heißkanaldüsen für die beiden Kom-
ponenten (Platzbedarf), insbesonde-
re wenn es sich um kleine Produkte
handelt.
Normalerweise wird für jede Kom-
ponente ein unabhängiges Verteiler-
system eingesetzt. Unter der Voraus-
setzung, dass sich beide Komponenten
im gleichen Temperaturbereich verar-
beiten lassen, wird in seltenen Fällen
ein Heißkanalblock (außenbeheizt) ver-
wendet, um Bauraum einzusparen. Rei-
chen alle Maßnahmen nicht aus, muss
für die zweite Komponente mit einem
Unterverteiler gearbeitet werden.
Eine Sonderstellung in dieser Hin-
sicht nimmt die Anwendung der Nadel-
verschlusstechnik in der Bauform Koa-
xialnadelverschlußdüsen ein. Hier wer-
den beide Komponenten an einer Stelle
angespritzt, wobei die koaxial angeord-
neten Verschlussnadeln die Schmelze-
ströme gegeneinander absperren. In
Bild 3 ist die Funktionsweise erklärt.
Bild 4 zeigt zweischalige Tassen, die in
einem Werkzeug mit einer Koaxialna-
delverschlussdüse gefertigt wurden.
Um die Wanddickenunterschiede zwi-
schen dem Boden und den Seitenwän-
den der Tasse nicht zu groß werden zu
lassen, ist der Werkzeugkern aus zwei
unabhängig steuerbaren Teilen aufge-
baut.
Zwei Heißkanalsystemebeim Versetzungsverfahren
Beim Versetzen des Vorspritzlings
werden die zwei Werkstoffkomponenten
zeitgleich eingespritzt. Weil immer eine
räumliche Trennung vorliegt, benötigt
man zwei unabhängige Heißkanalsy-
steme, die nur bezüglich der Anschluss-
düsen geometrisch abgestimmt werden
müssen. Dies hängt von der Anordnung
der Kavitäten und der vorgesehenen
Spritzaggregate ab. Die Nestanordnung
selbst muss aber auch unter Berück-
sichtigung der Heißkanalabmessun-
gen gewählt werden, weil im all-
gemeinen einzeln temperierbare Heiß-
kanalblöcke anzuordnen sind.
Um besonders kompakte Heißkanal-
anordnungen und damit auch kom-
pakte Werkzeugaufbauten zu bekom-
men, bietet sich die Verwendung innen-
beheizter Systeme an. Die thermische
Selbstisolierung dieser Systeme gestat-
tet es, dass die Schmelzeführung der
unterschiedlichen Komponenten sehr
dicht geführt werden kann, ohne dass
sich die Temperaturen signifikant ge-
genseitig beeinflussen. So lassen sich
Heizleiterabstände von 35 mm reali-
sieren. Auch das Ausführen von Heiß-
kanalverteilerplatten direkt aufeinan-
der liegend mit hindurchtauchenden
Düsen ist möglich.
Unter Mehrkomponentenanwendun-
gen sind zum Beispiel nicht nur Anord-
nungen von hintereinander liegenden
Schichtungen oder das Anspritzen von
partiellen Dichtungen zu verstehen,
sondern auch das sogenannte Sand-
wichverfahren. Hierbei wird eine Struk-
tur mit Außen-Innen-Außenschicht er-
zeugt. In [2] findet man darüber hinaus
Schichtungen mit fünf und mehr Lagen.
Die Heißkanaltechnik hat in diesem
Segment in der Vergangenheit nur in-
sofern Einzug gehalten, indem im Grun-
de nur verlängerte Maschinendüsen
verwendet wurden. Das gilt zum Bei-
Maschinenmarkt, Würzburg 106 (2000) 1/2 43
KUNSTSTOFFVERARBEITUNG
Bild 1: Formteile aus unterschiedlichen
Kunststoffen. Sie wurden unter Verwen-
dung von Heißkanalsystemen in unter-
schiedlichen Zweikomponenten-Verfah-
ren gefertigt.
Bild 2: Beim Core-Back-Verfahren wer-
den die beiden Werkstoffkomponenten
nacheinander gespritzt, wobei zunächst
die Kavität für die zweite Komponente
verschlossen ist.
a Spritzgießen einer Box (dunkelgrün), b Dichtlippen-Anspritzen an der Box (rot)
a
b
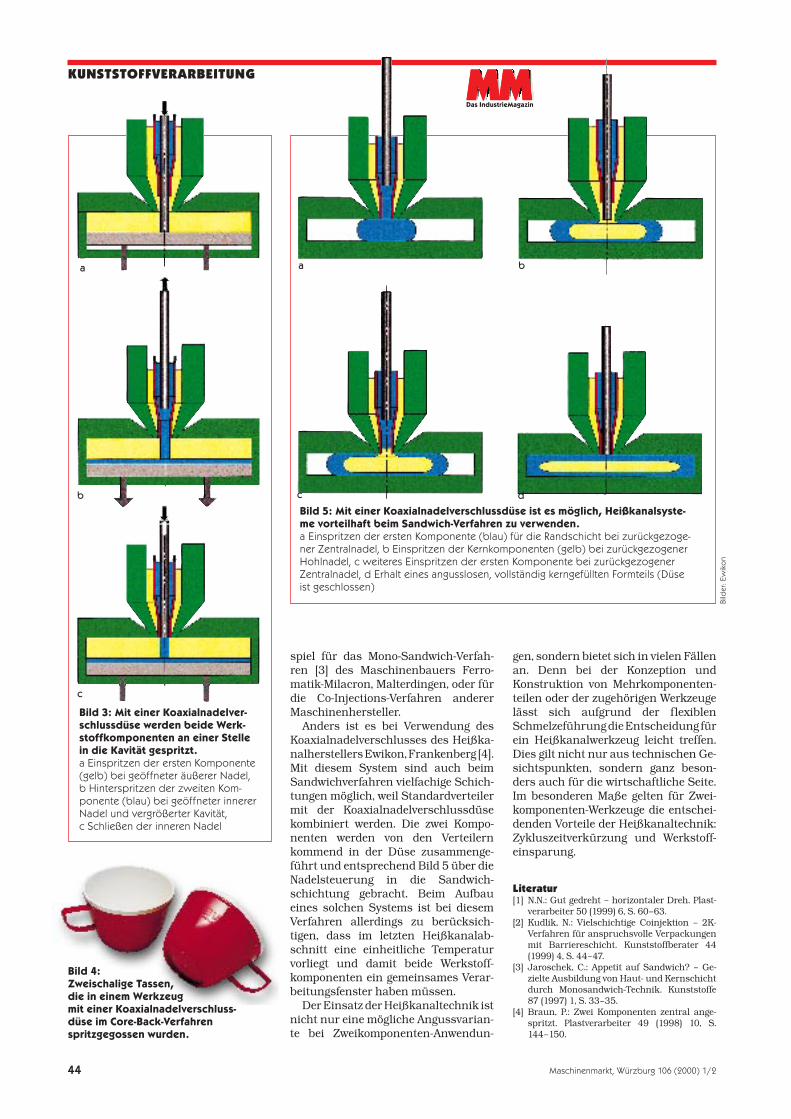
Bild 4:
Zweischalige Tassen,
die in einem Werkzeug
mit einer Koaxialnadelverschluss-
düse im Core-Back-Verfahren
spritzgegossen wurden.
Bild 5: Mit einer Koaxialnadelverschlussdüse ist es möglich, Heißkanalsyste-
me vorteilhaft beim Sandwich-Verfahren zu verwenden.
a Einspritzen der ersten Komponente (blau) für die Randschicht bei zurückgezoge-ner Zentralnadel, b Einspritzen der Kernkomponenten (gelb) bei zurückgezogenerHohlnadel, c weiteres Einspritzen der ersten Komponente bei zurückgezogenerZentralnadel, d Erhalt eines angusslosen, vollständig kerngefüllten Formteils (Düseist geschlossen)
gen, sondern bietet sich in vielen Fällen
an. Denn bei der Konzeption und
Konstruktion von Mehrkomponenten-
teilen oder der zugehörigen Werkzeuge
lässt sich aufgrund der flexiblen
Schmelzeführung die Entscheidung für
ein Heißkanalwerkzeug leicht treffen.
Dies gilt nicht nur aus technischen Ge-
sichtspunkten, sondern ganz beson-
ders auch für die wirtschaftliche Seite.
Im besonderen Maße gelten für Zwei-
komponenten-Werkzeuge die entschei-
denden Vorteile der Heißkanaltechnik:
Zykluszeitverkürzung und Werkstoff-
einsparung.
Literatur[1] N.N.: Gut gedreht – horizontaler Dreh. Plast-
verarbeiter 50 (1999) 6, S. 60–63.
[2] Kudlik, N.: Vielschichtige Coinjektion – 2K-
Verfahren für anspruchsvolle Verpackungen
mit Barriereschicht. Kunststoffberater 44
(1999) 4, S. 44–47.
[3] Jaroschek, C.: Appetit auf Sandwich? – Ge-
zielte Ausbildung von Haut- und Kernschicht
durch Monosandwich-Technik. Kunststoffe
87 (1997) 1, S. 33–35.
[4] Braun, P.: Zwei Komponenten zentral ange-
spritzt. Plastverarbeiter 49 (1998) 10, S.
144–150.
spiel für das Mono-Sandwich-Verfah-
ren [3] des Maschinenbauers Ferro-
matik-Milacron, Malterdingen, oder für
die Co-Injections-Verfahren anderer
Maschinenhersteller.
Anders ist es bei Verwendung des
Koaxialnadelverschlusses des Heißka-
nalherstellers Ewikon, Frankenberg [4].
Mit diesem System sind auch beim
Sandwichverfahren vielfachige Schich-
tungen möglich, weil Standardverteiler
mit der Koaxialnadelverschlussdüse
kombiniert werden. Die zwei Kompo-
nenten werden von den Verteilern
kommend in der Düse zusammenge-
führt und entsprechend Bild 5 über die
Nadelsteuerung in die Sandwich-
schichtung gebracht. Beim Aufbau
eines solchen Systems ist bei diesem
Verfahren allerdings zu berücksich-
tigen, dass im letzten Heißkanalab-
schnitt eine einheitliche Temperatur
vorliegt und damit beide Werkstoff-
komponenten ein gemeinsames Verar-
beitungsfenster haben müssen.
Der Einsatz der Heißkanaltechnik ist
nicht nur eine mögliche Angussvarian-
te bei Zweikomponenten-Anwendun-
44 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
KUNSTSTOFFVERARBEITUNG
Bild 3: Mit einer Koaxialnadelver-
schlussdüse werden beide Werk-
stoffkomponenten an einer Stelle
in die Kavität gespritzt.
a Einspritzen der ersten Komponente(gelb) bei geöffneter äußerer Nadel, b Hinterspritzen der zweiten Kom-ponente (blau) bei geöffneter innererNadel und vergrößerter Kavität, c Schließen der inneren Nadel
Bild
er: E
wik
on
a
c
b
a b
c d

Die vorliegende Doku-
mentation befaßt sich
mit neuen Drehkolben-
(Rotationskolben-)maschinen, kurz
DKM genannt, bei denen die Drehkol-
benform von Epi- und Hypozykloiden
abgeleitet (Bild 1) und dessen Dicht-
elemente (Dichtrollen) im feststehen-
den Gehäuse untergebracht sind[1].
In Bild 2 ist eine dreispitzige (drei-
bogige) Hypozykloide HZ3 darge-
stellt, die nach dem 1. BG dadurch
entsteht, wenn man einen beliebi-
gen Punkt P auf dem Rollkreis RK
mit dem Radius r betrachtet, der
sich innen am Festkreis FK mit
dem Radius 3r abrollt. Nach ei-
nem beliebigen Abrollwinkel αhat sich der Mittelpunkt des Roll-
kreises von MRKO
nach MRK1 und
die Gerade P0 MRKO nach P1 MRK1
bewegt, wobei der Drehwinkel
dieser Geraden β = 2α beträgt.
Pl ist somit ein Punkt der HZ3.
Diese HZ3 entsteht aber
auch nach dem 3. BG durch
den einen Endpunkt P einer Ge-
sind. Als Beweis dient das Parallelo-
gramm MHZ3 MRK1 P1 E1, wobei der Win-
kel β = –2α ist.
Nach zwei vollen Umdrehungen des
Exzenterpunktes E um den Mittelpunkt
MHZ3 hat sich die Gerade P E, von der Aus-
gangslage P0E0 ausgehend, einmal ge-
raden P E mit der Länge l = 2r, wenn der
andere Endpunkt E auf einem Exzen-
terkreis EK mit dem Radius e = r so ge-
führt wird, dass die Drehgeschwindig-
keit dieser Geraden halb so groß ist wie
diedes Exzenterpunktes E (α = 0,5β)und
die Drehrichtungen entgegengesetzt
Das IndustrieMagazin
ENERGIETECHNIK
Drehkolbenmaschinenauf Basis von Epi- und Hypozykloidenmit Rollenelementen als DichtungDie bisher bekannten Drehkol-
benmaschinen haben den
großen Nachteil, daß die Dicht-
elemente vorzugsweise im Dreh-
kolben untergebracht sind, wo-
durch hohe Fliehkräfte und so-
mit auch hohe Reibverluste ent-
stehen. Deshalb werden andere
Drehkolbenformen entwickelt,
die diese Nachteile nicht aufwei-
sen.
ERNST JURASCHKA
Dipl.-Ing. (FH) Ernst Juraschka ist Leiter des
Ingenieurbüros für Drehkolben-Technik in
Renningen, Tel. und Fax (0 71 59) 52 44.
Hubkolbenmotoren dominieren nach wie
vor die Motorentechnik, obwohl es im-
mer wieder neue Ansätze für Dreh-
kolbenmotoren gibt. Grundlage für die-
ses Drehkolbenkonzept, dass sich auch
für Pumpen und Verdichter eignet, sind
Epi- und Hypozykloide.
46 Maschinenmarkt, Würzburg 106 (2000) 1/2
Bild: MM-Archiv
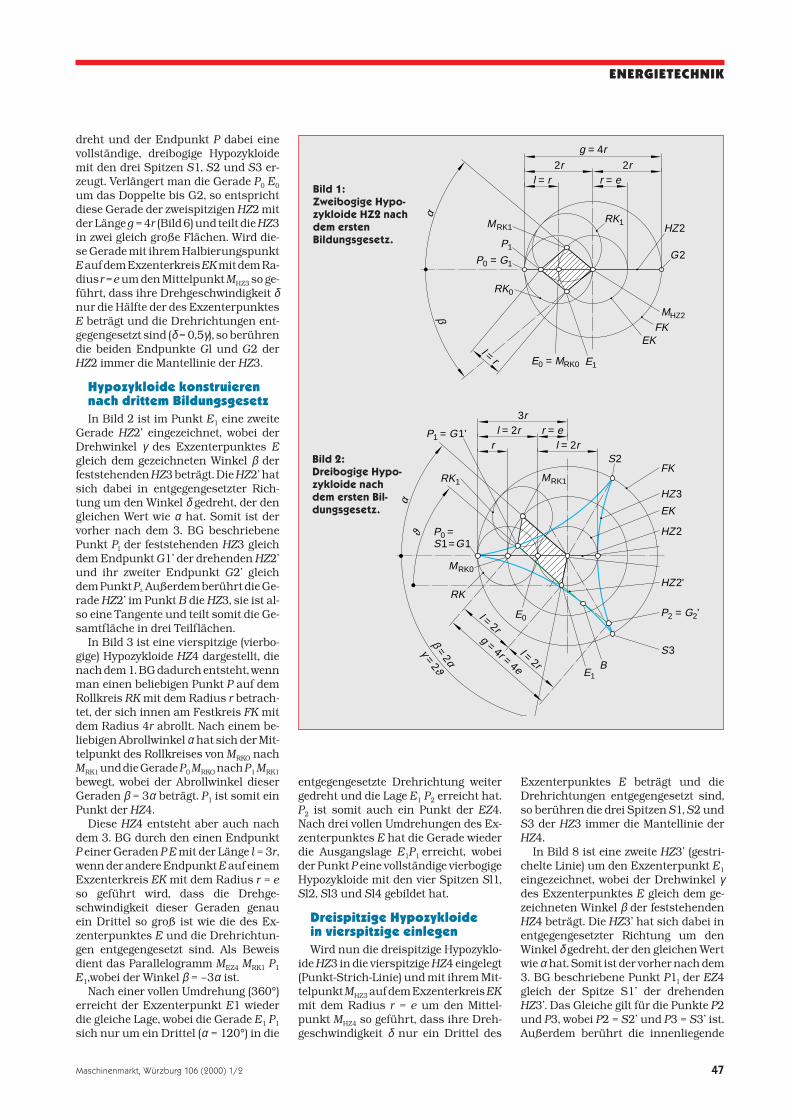
dreht und der Endpunkt P dabei eine
vollständige, dreibogige Hypozykloide
mit den drei Spitzen S1, S2 und S3 er-
zeugt. Verlängert man die Gerade P0 E0
um das Doppelte bis G2, so entspricht
diese Gerade der zweispitzigen HZ2 mit
der Länge g = 4r (Bild 6) und teilt die HZ3
in zwei gleich große Flächen. Wird die-
se Gerade mit ihrem Halbierungspunkt
E auf dem Exzenterkreis EK mit dem Ra-
diusr=e um den Mittelpunkt MHZ3 so ge-
führt, dass ihre Drehgeschwindigkeit δnur die Hälfte der des Exzenterpunktes
E beträgt und die Drehrichtungen ent-
gegengesetzt sind (δ= 0,5γ), so berühren
die beiden Endpunkte Gl und G2 der
HZ2 immer die Mantellinie der HZ3.
Hypozykloide konstruierennach drittem Bildungsgesetz
In Bild 2 ist im Punkt E1 eine zweite
Gerade HZ2’ eingezeichnet, wobei der
Drehwinkel γ des Exzenterpunktes E
gleich dem gezeichneten Winkel β der
feststehenden HZ3 beträgt. Die HZ2’ hat
sich dabei in entgegengesetzter Rich-
tung um den Winkel δ gedreht, der den
gleichen Wert wie α hat. Somit ist der
vorher nach dem 3. BG beschriebene
Punkt Pl der feststehenden HZ3 gleich
dem Endpunkt G1’ der drehenden HZ2’
und ihr zweiter Endpunkt G2’ gleich
dem Punkt P2. Außerdem berührt die Ge-
rade HZ2’ im Punkt B die HZ3, sie ist al-
so eine Tangente und teilt somit die Ge-
samtfläche in drei Teilflächen.
In Bild 3 ist eine vierspitzige (vierbo-
gige) Hypozykloide HZ4 dargestellt, die
nach dem 1. BG dadurch entsteht, wenn
man einen beliebigen Punkt P auf dem
Rollkreis RK mit dem Radius r betrach-
tet, der sich innen am Festkreis FK mit
dem Radius 4r abrollt. Nach einem be-
liebigen Abrollwinkel α hat sich der Mit-
telpunkt des Rollkreises von MRKO nach
MRK1 und die Gerade P0 MRKO nach P1 MRK1
bewegt, wobei der Abrollwinkel dieser
Geraden β = 3α beträgt. P1 ist somit ein
Punkt der HZ4.
Diese HZ4 entsteht aber auch nach
dem 3. BG durch den einen Endpunkt
P einer Geraden P E mit der Länge l = 3r,
wenn der andere Endpunkt E auf einem
Exzenterkreis EK mit dem Radius r = e
so geführt wird, dass die Drehge-
schwindigkeit dieser Geraden genau
ein Drittel so groß ist wie die des Ex-
zenterpunktes E und die Drehrichtun-
gen entgegengesetzt sind. Als Beweis
dient das Parallelogramm MEZ4 MRK1 P1
E1,wobei der Winkel β = –3α ist.
Nach einer vollen Umdrehung (360°)
erreicht der Exzenterpunkt E1 wieder
die gleiche Lage, wobei die Gerade E1 P1
sich nur um ein Drittel (α = 120°) in die
entgegengesetzte Drehrichtung weiter
gedreht und die Lage E1 P2 erreicht hat.
P2 ist somit auch ein Punkt der EZ4.
Nach drei vollen Umdrehungen des Ex-
zenterpunktes E hat die Gerade wieder
die Ausgangslage E1P1 erreicht, wobei
der Punkt P eine vollständige vierbogige
Hypozykloide mit den vier Spitzen Sl1,
Sl2, Sl3 und Sl4 gebildet hat.
Dreispitzige Hypozykloidein vierspitzige einlegen
Wird nun die dreispitzige Hypozyklo-
ide HZ3 in die vierspitzige HZ4 eingelegt
(Punkt-Strich-Linie) und mit ihrem Mit-
telpunkt MHZ3 auf dem Exzenterkreis EK
mit dem Radius r = e um den Mittel-
punkt MHZ4 so geführt, dass ihre Dreh-
geschwindigkeit δ nur ein Drittel des
Exzenterpunktes E beträgt und die
Drehrichtungen entgegengesetzt sind,
so berühren die drei Spitzen S1, S2 und
S3 der HZ3 immer die Mantellinie der
HZ4.
In Bild 8 ist eine zweite HZ3’ (gestri-
chelte Linie) um den Exzenterpunkt E1
eingezeichnet, wobei der Drehwinkel γdes Exzenterpunktes E gleich dem ge-
zeichneten Winkel β der feststehenden
HZ4 beträgt. Die HZ3’ hat sich dabei in
entgegengesetzter Richtung um den
Winkel δ gedreht, der den gleichen Wert
wie α hat. Somit ist der vorher nach dem
3. BG beschriebene Punkt P1l der EZ4
gleich der Spitze S1’ der drehenden
HZ3’. Das Gleiche gilt für die Punkte P2
und P3, wobei P2 = S2’ und P3 = S3’ ist.
Außerdem berührt die innenliegende
Maschinenmarkt, Würzburg 106 (2000) 1/2 47
ENERGIETECHNIK
MHZ2
MRK1
P1
RK0
P0 = G1
E1E0 = MRK0
G2
HZ2RK1
FKEK
l = r
l = r
2r
α
β
2rr = e
g = 4r
αϑ
βα
= 2γϑ
= 2
FK
RK
HZ3
EK
HZ2
S2
MRK0
MRK1
HZ2'
P2 = G2'
RK1
P0 =S1=G1
P1 = G1'
E1
E0
S3B
r l = 2rl = 2r r = e
3r
l = 2r
l = 2r
g = 4r = 4e
Bild 1:
Zweibogige Hypo-
zykloide HZ2 nach
dem ersten
Bildungsgesetz.
Bild 2:
Dreibogige Hypo-
zykloide nach
dem ersten Bil-
dungsgesetz.
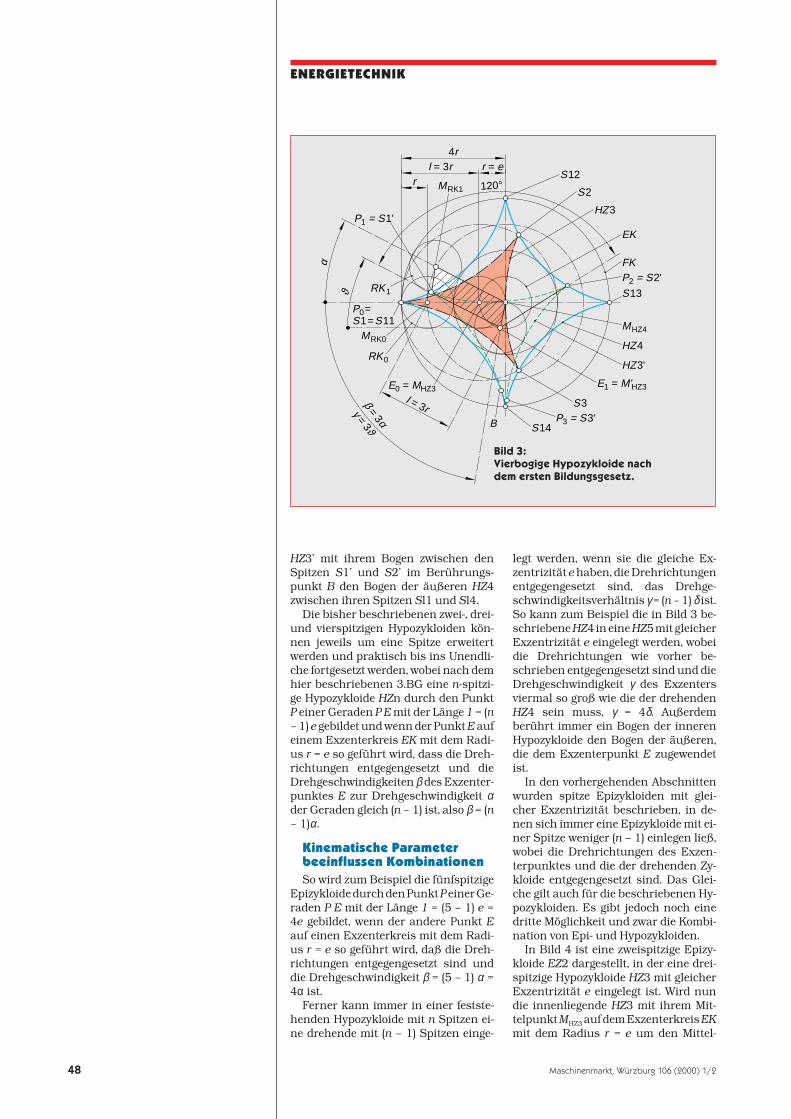
legt werden, wenn sie die gleiche Ex-
zentrizität e haben, die Drehrichtungen
entgegengesetzt sind, das Drehge-
schwindigkeitsverhältnis γ= (n – 1) δ ist.
So kann zum Beispiel die in Bild 3 be-
schriebene HZ4 in eine HZ5 mit gleicher
Exzentrizität e eingelegt werden, wobei
die Drehrichtungen wie vorher be-
schrieben entgegengesetzt sind und die
Drehgeschwindigkeit γ des Exzenters
viermal so groß wie die der drehenden
HZ4 sein muss, γ = 4δ. Außerdem
berührt immer ein Bogen der inneren
Hypozykloide den Bogen der äußeren,
die dem Exzenterpunkt E zugewendet
ist.
In den vorhergehenden Abschnitten
wurden spitze Epizykloiden mit glei-
cher Exzentrizität beschrieben, in de-
nen sich immer eine Epizykloide mit ei-
ner Spitze weniger (n – 1) einlegen ließ,
wobei die Drehrichtungen des Exzen-
terpunktes und die der drehenden Zy-
kloide entgegengesetzt sind. Das Glei-
che gilt auch für die beschriebenen Hy-
pozykloiden. Es gibt jedoch noch eine
dritte Möglichkeit und zwar die Kombi-
nation von Epi- und Hypozykloiden.
In Bild 4 ist eine zweispitzige Epizy-
kloide EZ2 dargestellt, in der eine drei-
spitzige Hypozykloide HZ3 mit gleicher
Exzentrizität e eingelegt ist. Wird nun
die innenliegende HZ3 mit ihrem Mit-
telpunkt MHZ3 auf dem Exzenterkreis EK
mit dem Radius r = e um den Mittel-
HZ3’ mit ihrem Bogen zwischen den
Spitzen S1’ und S2’ im Berührungs-
punkt B den Bogen der äußeren HZ4
zwischen ihren Spitzen Sl1 und Sl4.
Die bisher beschriebenen zwei-, drei-
und vierspitzigen Hypozykloiden kön-
nen jeweils um eine Spitze erweitert
werden und praktisch bis ins Unendli-
che fortgesetzt werden, wobei nach dem
hier beschriebenen 3.BG eine n-spitzi-
ge Hypozykloide HZn durch den Punkt
P einer Geraden P E mit der Länge 1 = (n
– 1) e gebildet und wenn der Punkt E auf
einem Exzenterkreis EK mit dem Radi-
us r = e so geführt wird, dass die Dreh-
richtungen entgegengesetzt und die
Drehgeschwindigkeiten β des Exzenter-
punktes E zur Drehgeschwindigkeit αder Geraden gleich (n – 1) ist, also β = (n
– 1)α.
Kinematische Parameterbeeinflussen Kombinationen
So wird zum Beispiel die fünfspitzige
Epizykloide durch den Punkt P einer Ge-
raden P E mit der Länge 1 = (5 – 1) e =
4e gebildet, wenn der andere Punkt E
auf einen Exzenterkreis mit dem Radi-
us r = e so geführt wird, daß die Dreh-
richtungen entgegengesetzt sind und
die Drehgeschwindigkeit β = (5 – 1) α =
4α ist.
Ferner kann immer in einer festste-
henden Hypozykloide mit n Spitzen ei-
ne drehende mit (n – 1) Spitzen einge-
48 Maschinenmarkt, Würzburg 106 (2000) 1/2
ENERGIETECHNIK
rr = el = 3r
4r
ϑ
α
l = 3r
E1 = M'HZ3E0 = MHZ3
RK0
RK1
MRK0
MRK1
HZ3'
HZ3
S2
S12
HZ4
MHZ4
S13
S3
B P3 = S3'S14
P0=S1=S11
P2 = S2'
P1 = S1'
FK
EK
120°
βα
= 3γϑ
= 3
Bild 3:
Vierbogige Hypozykloide nach
dem ersten Bildungsgesetz.
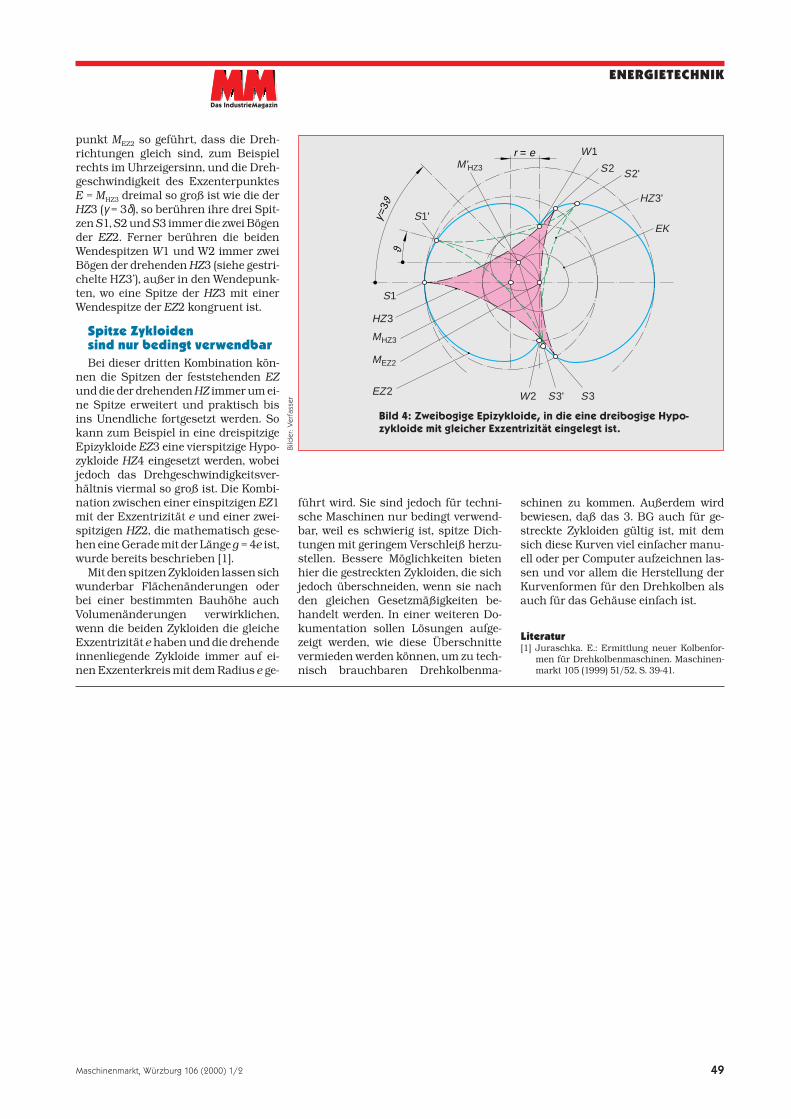
punkt MEZ2 so geführt, dass die Dreh-
richtungen gleich sind, zum Beispiel
rechts im Uhrzeigersinn, und die Dreh-
geschwindigkeit des Exzenterpunktes
E = MHZ3 dreimal so groß ist wie die der
HZ3 (γ = 3δ), so berühren ihre drei Spit-
zen S1, S2 und S3 immer die zwei Bögen
der EZ2. Ferner berühren die beiden
Wendespitzen W1 und W2 immer zwei
Bögen der drehenden HZ3 (siehe gestri-
chelte HZ3’), außer in den Wendepunk-
ten, wo eine Spitze der HZ3 mit einer
Wendespitze der EZ2 kongruent ist.
Spitze Zykloidensind nur bedingt verwendbar
Bei dieser dritten Kombination kön-
nen die Spitzen der feststehenden EZ
und die der drehenden HZ immer um ei-
ne Spitze erweitert und praktisch bis
ins Unendliche fortgesetzt werden. So
kann zum Beispiel in eine dreispitzige
Epizykloide EZ3 eine vierspitzige Hypo-
zykloide HZ4 eingesetzt werden, wobei
jedoch das Drehgeschwindigkeitsver-
hältnis viermal so groß ist. Die Kombi-
nation zwischen einer einspitzigen EZ1
mit der Exzentrizität e und einer zwei-
spitzigen HZ2, die mathematisch gese-
hen eine Gerade mit der Länge g = 4e ist,
wurde bereits beschrieben [1].
Mit den spitzen Zykloiden lassen sich
wunderbar Flächenänderungen oder
bei einer bestimmten Bauhöhe auch
Volumenänderungen verwirklichen,
wenn die beiden Zykloiden die gleiche
Exzentrizität e haben und die drehende
innenliegende Zykloide immer auf ei-
nen Exzenterkreis mit dem Radius e ge-
führt wird. Sie sind jedoch für techni-
sche Maschinen nur bedingt verwend-
bar, weil es schwierig ist, spitze Dich-
tungen mit geringem Verschleiß herzu-
stellen. Bessere Möglichkeiten bieten
hier die gestreckten Zykloiden, die sich
jedoch überschneiden, wenn sie nach
den gleichen Gesetzmäßigkeiten be-
handelt werden. In einer weiteren Do-
kumentation sollen Lösungen aufge-
zeigt werden, wie diese Überschnitte
vermieden werden können, um zu tech-
nisch brauchbaren Drehkolbenma-
schinen zu kommen. Außerdem wird
bewiesen, daß das 3. BG auch für ge-
streckte Zykloiden gültig ist, mit dem
sich diese Kurven viel einfacher manu-
ell oder per Computer aufzeichnen las-
sen und vor allem die Herstellung der
Kurvenformen für den Drehkolben als
auch für das Gehäuse einfach ist.
Literatur[1] Juraschka. E.: Ermittlung neuer Kolbenfor-
men für Drehkolbenmaschinen. Maschinen-
markt 105 (1999) 51/52, S. 39-41.
Maschinenmarkt, Würzburg 106 (2000) 1/2 49
ENERGIETECHNIK
Das IndustrieMagazin
MEZ2
MHZ3
M'HZ3
γϑ
ϑ=3
r = e
S1
S1'EK
S2 S2'
S3S3'W2
HZ3
EZ2
HZ3'
W1
Bild 4: Zweibogige Epizykloide, in die eine dreibogige Hypo-
zykloide mit gleicher Exzentrizität eingelegt ist.
Bild
er: V
erfa
sser

Das Messen von Tem-
peraturen hat große
Bedeutung beim Auto-
matisieren von Industrieprozessen.
Ungenaue Temperaturmessungen ha-
ben oftmals weitreichende Konsequen-
zen zur Folge. So muß beispielsweise
auch in Getrieben von Windkraftan-
lagen die Öltemperatur permanent
überwacht werden, um Schäden an der
Anlage zu verhindern. Thermostate
können als Zweipunktregler die ent-
sprechenden Stellgrößen nur ein- oder
ausschalten. Möchte man den Meßwert
jedoch in Reglern weiterverarbeiten
um zum Beispiel mehrere Schaltpunk-
te zu verwirklichen, benötigt man Mess-
geräte, die die Temperatur in ein elek-
trisches Signal umformen. Man unter-
scheidet zwischen berührender und
berührungsloser Temperaturmessung.
Die im folgenden Beitrag beschriebe-
nen Widerstandsthermometer gehören
zur Gruppe der berührenden Tempera-
tursensoren.
Standards gewährleisten die Austauschbarkeit
Widerstandsthermometer nutzen die
Eigenschaft von Metallen ihren elektri-
schen Widerstand in Abhängigkeit von
der Temperatur zu verändern; mit stei-
© Klasse A gilt von –200 bis 650 °C,
nur für Drei- und Vierleiteranschluß.© Klasse B gilt generell von –200 bis
850 °C.
Widerstandsthermometer haben ge-
genüber Thermoelementen folgende
Vorteile.© Eine gute Langzeitstabilität ist gege-
ben.© Gute Reproduzierbarkeit der elektri-
schen Eigenschaften.© Einfache Austauschbarkeit auf-
grund international gültiger Normen.© Kostenvorteil durch das Verwenden
von Standard-Anschlussleitungen aus
Kupfer anstatt den bei Thermoelemen-
ten notwendigen Ausgleichsleitungen
oder die Verwendung von aufwendigen
Kompensationsverfahren.© Und nicht zuletzt die höhere Mess-
genauigkeit.
Danfoss produziert seit mehr als 50
Jahren Komponenten zur Druck- und
Temperaturmessung. Diese Erfahrung
macht sich natürlich auch in der Pro-
duktion der Temperaturfühler bemerk-
bar. Ein breites Programm an Wider-
standsthermometern für die unter-
schiedlichsten Applikationen fin-
det man im Danfoss-Produkt-
spektrum. Besondere Beach-
tung findet das universelle Wi-
derstandsthermometer Typ
MBT 5250, das im Maschinen-
und Anlagenbau, in der
Schiffsbetriebstechnik, in der
Kältetechnik, um nur einige An-
wendungen zu nennen, Einsatz
findet. Eingesetzt werden kann der
MBT 5250 zur Temperaturmes-
sung in Rohren und Behältern bei
einer Medientemperatur von –50 bis
200 °C. Das Besondere ist seine kom-
pakte Bauform und der einfache An-
schluß über einen DIN-43650-Winkel-
stecker. Der Messfühler ist durch ein
Schutzrohr aus Edelstahl (1.4571) vor
äußeren Einflüssen geschützt und
leicht auswechselbar. Somit ist eine se-
parate Tauchhülse nicht mehr notwen-
dig. Der Anschlusskopf ist um 360°
drehbar und deshalb auch an schwie-
rige Einbaustellen anzupassen. Auf-
grund der äußerst robusten Konstruk-
tion und Vibrationsbeständigkeit er-
füllt er alle bedeutenden Schiffszulas-
gender Temperatur nimmt der elektri-
sche Widerstand zu. Die relative Ände-
rung des elektrischen Widerstandes in
Abhängigkeit zur Temperatur bezeich-
net man als Temperaturkoeffizienten.
Wichtig für eine exakte Temperatur-
messung sind © möglichst gleichbleibende Eigen-
schaften des Metalls während der
Meßphase, © ein von äußeren Einflüssen unab-
hängiger Temperaturkoeffizient, © gute Reproduzierbarkeit der ermit-
telten Werte.
In der industriellen Messtechnik hat
sich Platin als Widerstandsmaterial
aufgrund der hohen Reproduzierbar-
keit etabliert. Auch die Austauschbar-
keit ist durch international gültige
Standards gewährleistet. Der Standard
für technische Widerstandsthermo-
meter wurde in der EN 60751 definiert.
Dort wird der Widerstandswert von
100 Ω bei 0 °C festgelegt, daher auch die
Bezeichnung Pt 100. Der durchschnitt-
liche Temperaturkoeffizient zwischen
0 und 100 °C beträgt
0,385 Ω/°C, das
heißt bei 100 °C
beträgt der Wider-
stand 138,5 Ω.
Danfoss-Wider-
standsthermo-
meter sind auch in Pt-1000-
Ausführungen erhältlich.
(1000 Ω bei 0 °C). Dies bie-
tet den Vorteil einer zehn-
mal höheren Empfind-
lichkeit.
In der EN-Norm wird
eine Referenztabelle für
Messtemperaturen von
–220 bis 850 °C angege-
ben sowie die zulässigen
Abweichungen festge-
legt. Diese zulässigen Ab-
weichungen werden nach
EN 60751 in zwei Tole-
ranzklassen (A und B) un-
terteilt.
Das IndustrieMagazin
SENSORTECHNIK
Direktes Messen der Öltemperaturvermeidet Schäden in GetriebenDie Automatisierung von Indu-
strieprozessen erfordert es, Tem-
peraturen möglichst genau zu
messen. Eine Möglichkeit dazu
bieten Widerstandsthermometer.
Kennzeichnend für diese Thermo-
meter sind die gute Langzeitstabi-
lität und die gute Reproduzierbar-
keit der elektrischen Eigenschaf-
ten. Aufgrund ihrer kompakten
Bauform lassen sie sich beispiels-
weise in Getriebe einbauen. Per-
manentes Messen der Öltem-
peratur vermeidet Schäden an
den Getrieben.
THOMAS DECHERT
Dipl.-Kfm. Thomas Dechert ist Produktmanager
Druck- und Temperaturmeßtechnik-Komponen-
ten bei der Danfoss Industrieautomatik GmbH,
70813 Korntal-Münchingen. Weitere Informatio-
nen: Tel. (0 71 50) 9 53-1 89, Fax (0 71 50) 9 53-
2 35, E-Mail: [email protected].
Temperaturfühler, der
nach dem Prinzip des
Widerstandsthermo-
meters arbeitet.
50 Maschinenmarkt, Würzburg 106 (2000) 1/2
Bild
: Dan
foss
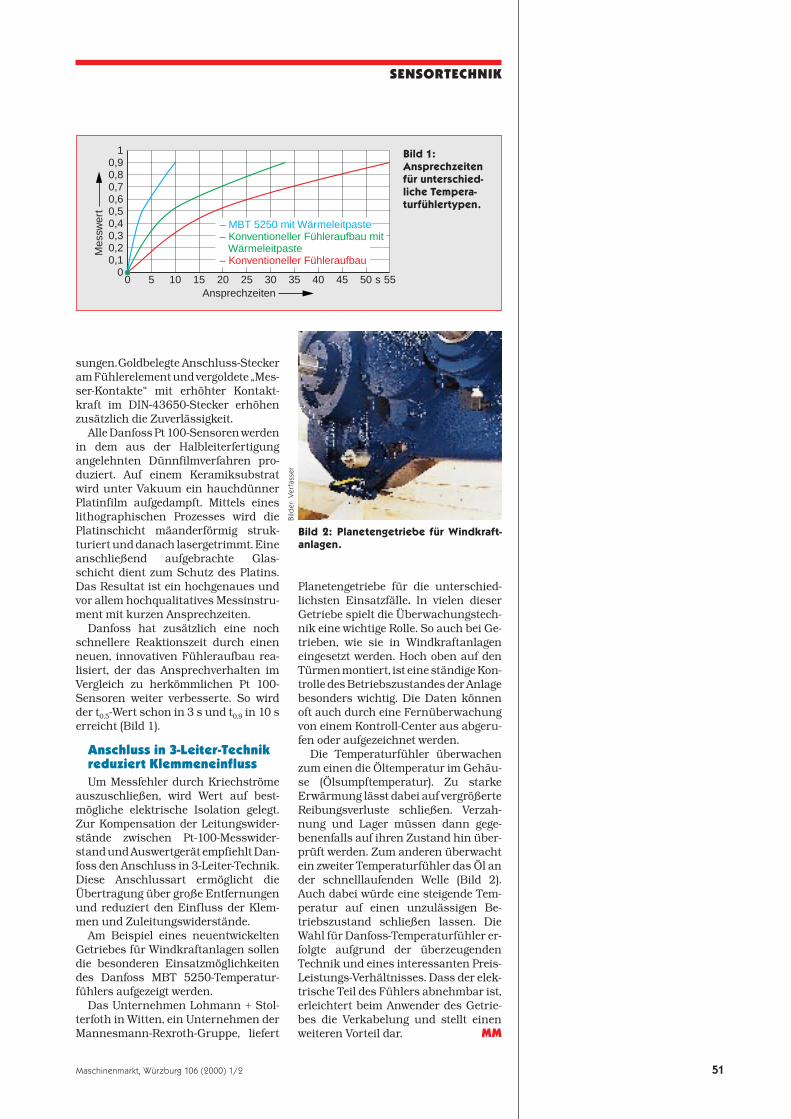
sungen.Goldbelegte Anschluss-Stecker
am Fühlerelement und vergoldete „Mes-
ser-Kontakte“ mit erhöhter Kontakt-
kraft im DIN-43650-Stecker erhöhen
zusätzlich die Zuverlässigkeit.
Alle Danfoss Pt 100-Sensoren werden
in dem aus der Halbleiterfertigung
angelehnten Dünnfilmverfahren pro-
duziert. Auf einem Keramiksubstrat
wird unter Vakuum ein hauchdünner
Platinfilm aufgedampft. Mittels eines
lithographischen Prozesses wird die
Platinschicht mäanderförmig struk-
turiert und danach lasergetrimmt. Eine
anschließend aufgebrachte Glas-
schicht dient zum Schutz des Platins.
Das Resultat ist ein hochgenaues und
vor allem hochqualitatives Messinstru-
ment mit kurzen Ansprechzeiten.
Danfoss hat zusätzlich eine noch
schnellere Reaktionszeit durch einen
neuen, innovativen Fühleraufbau rea-
lisiert, der das Ansprechverhalten im
Vergleich zu herkömmlichen Pt 100-
Sensoren weiter verbesserte. So wird
der t0,5-Wert schon in 3 s und t0,9 in 10 s
erreicht (Bild 1).
Anschluss in 3-Leiter-Technikreduziert Klemmeneinfluss
Um Messfehler durch Kriechströme
auszuschließen, wird Wert auf best-
mögliche elektrische Isolation gelegt.
Zur Kompensation der Leitungswider-
stände zwischen Pt-100-Messwider-
stand und Auswertgerät empfiehlt Dan-
foss den Anschluss in 3-Leiter-Technik.
Diese Anschlussart ermöglicht die
Übertragung über große Entfernungen
und reduziert den Einfluss der Klem-
men und Zuleitungswiderstände.
Am Beispiel eines neuentwickelten
Getriebes für Windkraftanlagen sollen
die besonderen Einsatzmöglichkeiten
des Danfoss MBT 5250-Temperatur-
fühlers aufgezeigt werden.
Das Unternehmen Lohmann + Stol-
terfoth in Witten, ein Unternehmen der
Mannesmann-Rexroth-Gruppe, liefert
Planetengetriebe für die unterschied-
lichsten Einsatzfälle.. In vielen dieser
Getriebe spielt die Überwachungstech-
nik eine wichtige Rolle. So auch bei Ge-
trieben, wie sie in Windkraftanlagen
eingesetzt werden. Hoch oben auf den
Türmen montiert, ist eine ständige Kon-
trolle des Betriebszustandes der Anlage
besonders wichtig. Die Daten können
oft auch durch eine Fernüberwachung
von einem Kontroll-Center aus abgeru-
fen oder aufgezeichnet werden.
Die Temperaturfühler überwachen
zum einen die Öltemperatur im Gehäu-
se (Ölsumpftemperatur). Zu starke
Erwärmung lässt dabei auf vergrößerte
Reibungsverluste schließen. Verzah-
nung und Lager müssen dann gege-
benenfalls auf ihren Zustand hin über-
prüft werden. Zum anderen überwacht
ein zweiter Temperaturfühler das Öl an
der schnelllaufenden Welle (Bild 2).
Auch dabei würde eine steigende Tem-
peratur auf einen unzulässigen Be-
triebszustand schließen lassen. Die
Wahl für Danfoss-Temperaturfühler er-
folgte aufgrund der überzeugenden
Technik und eines interessanten Preis-
Leistungs-Verhältnisses. Dass der elek-
trische Teil des Fühlers abnehmbar ist,
erleichtert beim Anwender des Getrie-
bes die Verkabelung und stellt einen
weiteren Vorteil dar. MM
Maschinenmarkt, Würzburg 106 (2000) 1/2 51
SENSORTECHNIK
5550 s454035302520151050
10,90,80,70,60,50,40,30,20,1
0
Ansprechzeiten
Mes
swer
t
– MBT 5250 mit Wärmeleitpaste– Konventioneller Fühleraufbau mit Wärmeleitpaste– Konventioneller Fühleraufbau
Bild 1:
Ansprechzeiten
für unterschied-
liche Tempera-
turfühlertypen.
Bild 2: Planetengetriebe für Windkraft-
anlagen.
Bild
er: V
erfa
sser

chen. Japan ist in
dieser Hinsicht
schon viel
weiter: Im
Land der
aufgehenden
Sonne bestreiten Note-
books heute schon rund 45%
des gesamten inländischen
PC-Markts.
Als Desktop-Ersatz werde
der tragbare Rechner eine im-
mer stärkere Bedeutung ge-
winnen, erklärt man dazu bei
Fujitsu Siemens. Beispiels-
weise arbeite ein mit einem
Notebook ausgestatteter Mit-
arbeiter erfahrungsgemäß in
der Woche drei bis vier Stun-
den länger als ein Desktop-
Besitzer.
Notebook-Boomdurch neue Techniken
Auch neue Techniken wie
das Hochgeschwindigkeits-
netz ADSL und UTMS, der
kommende Mobilfunk-Stan-
dard – beide Techniken wer-
den künftig der Datenkom-
munikation hohe Übertra-
gungsraten bringen – sollen
die Verbreitung des Note-
books weiter fördern.
Drei Serien seines neuen
Notebook-Programms prä-
sentierte Fujitsu-Siemens
bei der Vorstellung seiner Plä-
ne für die tragbaren Rechner:
Die Lifebook-Serie S (Bild 1)
ist nur 2,4 cm dick und mit
1,7 kg ein Leichtgewicht un-
ter den Notebooks mit dem
Pentium-III-Prozessor. Der
Computer bietet Raum für ei-
nen modularen Einschub.
Hier lassen sich Einheiten
für CD-ROM, CD-RW, DVD,
Superdisk, PC Card Bay, eine
zusätzliche Batterie oder
auch eine Digitalkamera
anschließen. Zudem besitzt
das Notebook mit 450-MHz-
Prozessor-Taktfrequenz ein
12,1-Zoll-TFT-Display, eine 6-
GByte-Festplatte, 64 MByte
RAM sowie ein eingebautes
Modem und einen Netzwerk-
anschluss für 10 und 100
MBit/s.
Das Lifebook B (Bild 2)
ist ausgestattet mit ei-
nem mobilen 400-MHz-
Celeron, 10,4-Zoll-TFT-
Touch-Screen und wiegt
nur 1,4 kg. Laut Hersteller
bringt es das Mini-Notebook
auf eine Akkulaufzeit von
drei Stunden. In seiner Spei-
cher- und Kommunikations-
ausstattung entspricht es
den Notebook-Computern
der S-Serie.
Europas führender Note-
book-Anbieter will Fujitsu
Siemens Computers wer-
den. Diese Absicht erklär-
te das neugegründete
Unternehmen kürzlich in
München. Zugleich präsen-
tierte man die ersten
Typen einer einheitlichen
Notebook-Modellreihe un-
ter dem Namen Lifebook.
MARTIN STÜBS
Anfang Oktober des ver-
gangenen Jahres von
Fujitsu und Siemens
gegründet, ist das Gemein-
schaftsunternehmen mit
Sitz in Amsterdam nach eige-
ner Aussage im Notebook-Be-
reich zur Zeit die Nummer
sechs in Europa. In Deutsch-
land will man schon bald die
Marktführerschaft überneh-
men: Vor ihrem Zusammen-
schluss erreichten die zwei
Partner im dritten Quartal
1999 mit fast 37 000 ver-
kauften Notebooks zusam-
men den zweiten Platz im
Markt. Mit 14,3% Anteil fehl-
ten den beiden Computer-
Partnern nur zwei Prozent-
punkte zum derzeitigen Spit-
zenreiter.
Seine ehrgeizigen Ziele for-
muliert das deutsch-japani-
sche Joint Venture vor dem
Hintergrund eines schnell
wachsenden Notebook-Mark-
tes. In drei bis vier Jahren, so
erwartet Fujitsu Siemens,
sollen Notebooks zahlen-
mäßig bereits 25% des ge-
samten PC-Markts ausma-
Neues Notebook-Programmvon Fujitsu Siemens Computers
Das IndustrieMagazin
THEMEN UND TRENDS
Die SAP AG hat neue Funk-tionen ihrer Internet-Lö-sung mysap.com für denelektronischen Handel vor-gestellt. Bereitgestellt wirddie Software über die rollenspezifischen Portaledes mysap.com-Work-place, zu dem Mitarbeiter,Kunden, Zulieferer undPartner Zugang haben. DieBeschaffungssoftware derE-Commerce-Lösung unter-stützt durch ihre erweiter-ten Beschaffungsfunktio-nen das „One-Step-Busin-ess“. Dabei handelt es sichum die Geschäftsabwick-lung zwischen Unterneh-men in einem einzigenSchritt. Dies kann entwe-der direkt oder über denmysap.com-Internetmarkt-platz erfolgen. Die SAP-Komponente Business-to-Business Procurement un-terstützt den parallelenEinsatz mehrerer Back-Offi-ce-Systeme, und zwar so-wohl von SAP als auch vonanderen Anbietern, sowieden Zugriff auf beliebigeKataloginhalte. Die Ver-triebslösung unterstütztden Verkauf an Endver-braucher, Geschäftspart-ner und Wiederverkäuferund ermöglicht es, dieMarktdurchdringung überdas Internet zu verbes-sern.
Kunden wie Volvo, Vi-steon Automotive Systems,Lockheed Martin, Missilesand Fire Control USA, Sta-toil sowie Osram Sylvaniahaben sich für das mys-ap.com-Angebot für denelektronischen Handel ent-schieden, um ihre Beschaf-fungskosten zu senken und Vertriebswege überdas Internet aufzubauen.
Interessenten könnendas mysap.com-Software-angebot via Ides (InternetDemonstration & Evaluati-on System von SAP) onlinetesten:http://ides.sap.com
Neue Dimension
E-COMMERCE MIT SAP
Bild 1: Nur 2,4 cm dick: die
Serie Lifebook S von Fujitsu
Siemens.
Bild 2:
Klein und leicht
ist die Mini-
Notebook-
Serie B.
Marktführerschaftangestrebt
52 Maschinenmarkt, Würzburg 106 (2000) 1/2

Das von den Maßen her
größte im Bunde ist das Ein-
steigermodell Lifebook C
(Bild 3), das wahlwei-
se mit einem
Prozessor
vom Typ
Mobile Ce-
leron (400 MHz)
und 12,1-Zoll-TFT-Dis-
play oder einem Mobile Pen-
tium II mit 366 MHz und ei-
nem TFT-Display mit 14-Zoll-
Diagonale daherkommt. Im
Gegensatz zu den „größeren“
Modellen wiegt es 2,7 kg, be-
sitzt nur 32 MByte RAM, eine
4,6-GByte-Festplatte und kei-
nen Ethernetanschluss.
Alle Rechner dieser neuen
Serien von Fujitsu Siemens
Computers bieten darüber
hinaus moderne Infrarot-
und USB-Schnittstellen.
Im Bereich der Notebooks
höchster Leistung hat das
deutsch-japanische Gemein-
schaftsunternehmen aller-
dings noch keine einheitliche
Produktlinie bekannt gege-
ben. Die noch von Siemens
und Fujitsu stammenden
Geräte der Serien 510 und
800 sowie E und X sollen bis
Mitte 2000 durch einheitli-
che Entwicklungen ersetzt
werden. MM
Auch in Österreich wird es ab
diesem Jahr die in Deutsch-
land bereits seit 1983 als
Branchenbarometer bewähr-
ten Lünendonk-Listen geben.
Sie registrieren und analy-
sieren jährlich die erfolg-
reichsten Unternehmen aus
den Branchen Software, IT-
Beratung, Systemintegration
und IT-Service.
In den Lünendonk-Listen
werden die Unternehmen je-
weils nach Umsatz- und Mit-
arbeiteruzahlen gelistet. Die
kostenlos veröffentlichten
Rankings sind Teil umfas-
sender Studien. Sie basieren
jeweils auf detaillierten und
vertraulichen Angaben von
25 bis 75 führenden Unter-
nehmen eines Marktseg-
ments der Informationstech-
nik. Die Studien beantworten
Fragen nach den wirtschaft-
lichen Perspektiven, den
wichtigsten Kundenbran-
chen und Märkten, Wettbe-
werbsfaktoren und Technik-
trends der IT-Anbieter.
Auf Anregung des Verban-
des der Österreichischen
Software-Industrie erarbeitet
die Lünendonk Consultancy
+ Research, Hamburg, solche
Rankings nun auch für den
österreichischen IT-Markt.
Zur Vorbereitung des ersten
Erhebungslaufs im Februar
führten das deutsche Markt-
forschungs- und Beratungs-
unternehmen bereits eine
erste Trendstudie mit 22 füh-
renden österreichischen IT-
Unternehmen durch.
Lünendonk Consultancy + Re-
search GbR, 22147 Hamburg, Tel.
(0 40) 64 86 16 21, Fax (0 40)
6 48 25 76, E-Mail: [email protected],
Internet: www.luenendonk.de
Maschinenmarkt, Würzburg 106 (2000) 1/2 53
THEMEN UND TRENDS
Bilder: Fujits
u Siemens
Bild 3: Mit 14-Zoll-Bildschirm-
diagonale ist die Notebook-
Serie C ausgestattet.
Lünendonk-Listen gibt es ab dem Jahr 2000auch für den österreichischen IT-Markt

ware nicht mehr gepflegt, so
dass Wünsche zur Erwei-
terung und Anpassung, vor
allem jedoch die zu erwar-
tende Euro-Umstellung dazu
zwangen, das kommende
Jahrtausend mit einem
neuen System zu beginnen.
Auch die sechs Arbeitssta-
tionen und der MX3006-Ser-
ver von Siemens schienen
angesichts der modernen PC-
Technik veraltet. Neue Mitar-
beiter waren nur schwer an
den Umgang mit der Unix-
Lösung zu gewöhnen, die
Produktionsplanung erfolgte
noch an der Tafel (Bild 1).
Bei den Recherchen nach
einem Nachfolgesystem stieß
man auf P2, ein PPS-System
mit einer weitgehenden Ein-
bindung in die „Microsoft-
Welt“. Das System bot die
Gewähr, nicht nur den alten
Leistungsstand ohne großen
Aufwand wiederherzustellen,
sondern in wichtigen Punk-
ten darüber hinaus zu gehen:
Die Zuschlagskalkulation im
Programm „Excel“ läßt sich
über Active-X- und OLE-
Schnittstellen in P2 über-
nehmen. Eine genaue Rück-
verfolgbarkeit jedes einzel-
nen Fertigteiles im Betrieb,
wie die ISO 9002 sie vorgibt,
lässt sich mit P2 realisieren,
Die Software wurde für 32-Bit
Windows entwickelt und
bietet daher schnelle Ant-
wortzeiten auf einem Win-
dows NT Server und Win-
dows-Clients. Alle Masken,
Formulare und Dokumente
von P2 können mit dem Ent-
wicklungssystem „Toolbook
II“ vom Anwender selbst an-
gepasst werden. Zur Erstel-
lung verschiedener Doku-
mente wie Rechnungen,
Lieferscheine, Bestellungen
oder Werksaufträge werden
die Daten aus P2 von Makros
an „Word“ übergeben und
nach Vorgaben des Kunden
formatiert. Auch die Kosten
spielten eine Rolle: Mit rund
70 000 DM fiel die ver-
anschlagte Investitionssum-
me für Software und beglei-
tende Dienstleistungen über-
schaubar aus. Drei vorhan-
dene PC ließen sich ohne
weiteres als Clients nutzen.
P2 werden nun automatisch
an einen Fax-Server über-
geben und zu Nachttarifen
zugestellt. Geringe Hard-
ware-Kosten und viel Eigen-
leistung bei der Einführung
hielten den Investitionsauf-
wand für die Umstellung
unter 100 000 DM.
Als dasUnternehmen1968
gegründet wurde, kannte
man noch keine Produkti-
onsplanung; die beiden pro-
duktiven Mitarbeiter und vier
Einspindler ließen sich auf
Zuruf managen. Heute sorgt
neben der Auftragsproduk-
tion mittlerer und großer
Serien von Drehteilen bis
90 mm Durchmesser ein ei-
genes Programm von Werbe-
und Geschenkartikeln für
die Auslastung des teuren
Maschinenparks. Achtzehn
Sechsspindel-Drehautoma-
ten von Schütte bearbeiten
Großserien von 20 000 bis zu
einer Million Teilen. Aufträge
laufen hier mindestens zehn
Tage, manchmal gar ein Vier-
teljahr. Dreiundzwanzig Ein-
spindler von Index eignen
sich mehr für die mittleren
Serien mit 1000 bis 20 000
Teilen, die drei Tage – aber
auch zwei Wochen – auf der
Maschine sein können. Von
120 Mitarbeitern sind rund
hundert „produktiv“; ein
Jahresumsatz von rund 17
Mio. DM verdeutlicht, dass
bei der Produktionsplanung
zur Auslastung der Maschi-
nen alle Register gezogen wer-
den müssen. Termintreue ist
neben der geforderten guten
Oberflächenqualitäten der
„Sichtteile“ ein unbedingtes
Muss. Für letztere sorgt das
Know-how der Mitarbeiter,
die sorgfältige Nacharbeit
und eine vollständig abge-
schlossene, umweltfreundli-
che Entfettungsanlage, wel-
che die Teile für Oberflächen-
behandlungen vorbereitet.
Produktionsplanungauf der Tafel
Für die Termintreue war
bis Jahresende 1997 ein PPS-
System aus dem Iserlohner
Rechenzentrum zuständig,
welches auf einer Unix-Anla-
ge von Siemens arbeitete.
Plötzlich aber wurde die Soft-
Dipl.-Päd. Ingo Deutschmann ist
Fachjournalist in 80469 München,
Tel. (0 89) 26 02 23 53, Fax
(0 89) 26 02 23 54, E-Mail: id@high-
tech.de, Internet: www.hightech.de.
Die elektronische Produk-
tionsplanung und -steue-
rung hilft in Fertigungs-
unternehmen nicht nur,
Qualität und Liefertreue
zu verbessern, sondern
reduziert auch den inter-
nen Verwaltungsaufwand.
Ein modernes PPS-System
sorgt für den Ablauf, von
der Angebotserstellung bis
zum Lieferschein. Ange-
bote und Auftragsbestäti-
gungen werden automa-
tisch an einen Fax-Server
übergeben und zu Nacht-
tarifen zugestellt.
INGO DEUTSCHMANN
Gerade mittelständi-
sche Unternehmen
profitieren vom Fort-
schritt der Software-Ent-
wicklung. Dies zeigt die Ablö-
sung eines Unix-basierten
PPS-Systems bei der Gerwin
& Schulte GmbH in Arns-
berg. Statt starrer Datenver-
arbeitung findet sich dort
nun flexible Arbeitserleichte-
rung: Auf der Basis von Win-
dows NT und Microsofts SQL
Server zieht das PPS-System
P2 der AP Automation + Pro-
ductivity AG in Karlsruhe die
elektronischen Fäden von
der Angebotserstellung bis
zum Lieferschein. Safa, ein
Zulieferunternehmen hoch-
wertiger Drehteile für die
Armaturen-, Leuchten- und
Automobilzuliefer-Industrie,
verbessert dadurch Qualität
und Liefertreue und redu-
ziert den internen Verwal-
tungsaufwand. Angebote und
Auftragsbestätigungen aus
Ruhestand für die PlantafelPPS-System unterstütztmittelständische Organisationsstrukturen
54 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
PRODUKTIONSPLANUNG
Bild 1: Die Plantafel bei der Safa Gerwin & Schulte GmbH wur-
de von einer modernen PPS-Lösung abgelöst.

Die Anschaffung von einem
Server und fünf weiteren
Arbeitsplätzen wurde durch
sinkende Preise für Stan-
dard-PC begünstigt.
Test und Schulungin kurzer Zeit
Man nahm sich drei
Monate Zeit, um P2 auf einem
Rechner auszuprobieren, wo-
bei man feststellte, daß P2 die
Arbeitsweise von Safa relativ
gut abbildete. Nach fünf
Tagen Schulung bei AP in
Karlsruhe, die hauptsächlich
den Modulen Vertrieb und
Arbeitsvorbereitung galten,
war der zuständige Mitarbei-
ter in der Lage, das System zu
bedienen und kleine Anpas-
sungen selbst vorzunehmen.
Nach zwei Monaten Parallel-
betrieb von beiden PPS-Syste-
men konnte die alte Anlage
plangemäß abgeschaltet wer-
den. Die Jahr-2000-Fähigkeit
war gegeben, und den Euro
kann Safa als parallele Wäh-
rung führen und zu beliebi-
gem Zeitpunkt bequem zur
Hauptwährung machen.
Neben diesen grundle-
genden Vorteilen steht und
fällt eine PPS-Installation mit
einer einfachen und über-
sichtlichen Abwicklung der
täglichen Arbeit (Bild 2).
Obwohl der Server nur mit
einem 200-MHz-getakteten
Pentium-Pro-Prozessor und
128-Mbyte-Hauptspeicher
ausgestattet ist, erreicht er
eine hohe Arbeitsgeschwin-
digkeit. Die Abwicklung des
Tagesgeschäftes wird jedoch
auch von anderen 125 Funk-
tionen erleichtert. Geht zum
Beispiel per Fax ein Folgeauf-
trag für eine Überwurfmutter
ein, so lässt sich in einer ein-
fachen Suchmaske von P2 so-
fort feststellen, welche eigene
Artikelnummer zu der Kun-
denbestellung gehört (Bild 3).
Durch Verknüpfung mit den
Stammdaten des Kunden
werden vereinbarte Preise,
Liefer- und Zahlungsbedin-
gungen aktiviert, im Modul
Materialwirtschaft/Arbeits-
vorbereitung muss nun die
Terminsituation überprüft
werden. Dabei stellt sich her-
aus, dass der Kunde bereits
6500 Stück dieses Artikels
bestellt hat, die zur Produk-
tion anstehen. Rasch sind die
4000 zusätzlichen Über-
wurfmuttern dazu gebucht,
der Fertigungsauftrag wird
entsprechend erhöht. Einer
Auftragsbestätigung steht
nichts mehr im Wege. Diese
erscheint mit den eingege-
benen Daten automatisch in
WinwordaufdemBildschirm.
Maschinenmarkt, Würzburg 106 (2000) 1/2 55
PRODUKTIONSPLANUNG
Nach kurzer Kontrolle kann
das Dokument gesendet wer-
den. Für den eigentlichen
Versand zu kostengünstigen
Nachttarifen sorgt jedoch ein
Fax-Server. Doch darum
braucht sich der Benutzer
nicht mehr zu kümmern.
Diese Technik wird ebenso
für Bestellungen, Anfragen
und Angebote genutzt. Auch
die übrigen Bereiche des PPS-
Systems wurden vom Soft-
warehaus AP gestaltet. So
erhält man zum Beispiel
schnell Auskünfte über La-
gerbewegungen oder die Aus-
lastung einer bestimmten
Maschinengruppe in beliebi-
gen Zeiträumen (Bild 4). Vor-
teilhaft ist auch, daß Mitar-
beiter mit Vorkenntnissen
in Windows-Anwendungen
rasch mit P2 zurechtkom-
men.
Rückmeldungenaus der Fertigung
Im Zuge der anstehenden
Zertifizierung des nach ISO
9002 aufgebauten Qualitäts-
sicherungssystems soll P2
eine vollkommene Rückver-
folgbarkeit jedes einzelnen
Produkts ermöglichen. Aus-
gehend vom Kundenteil sol-
len sich die Bearbeitungs-
maschinen, die betroffenen
Mitarbeiter und schließlich
das Vormaterial erschließen.
Dieses Projekt erfordert die
Erfassung von Daten in der
Produktion, Dies übernimmt
das BDE-Modul von P2. Zu-
sätzlich müssen neue Tabel-
len für Transportkisten und
Umlagerungen in P2 einge-
fügt werden und Warennum-
mern in Lieferscheinen und
auf Verpackungen ausgege-
ben werden,
Von der Flexibilität des
PPS-Systems profitiert Safa
auch, wenn es um die Daten-
übergabe an die Buchhal-
tung geht. Weil P2 alle Daten
im SQL-Server von Microsoft
ablegt, erspart ein Buchhal-
tungsprogramm auf der glei-
chen Grundlage jede Menge
Doppelarbeiten und -einga-
ben. Mit „P2 Finanz“ stellt das
Softwarehaus ein solches
modernes Finanzmodul zur
Verfügung. MM
Bild 2: Die Arbeitspläne umfassen mit der elektronischen Ver-
arbeitung nur wenige Arbeitsgänge.
Bild 3: In einer übersichtlichen Suchmaske lassen sich Kunden-
teile schnell finden.
Bild
er: A
P
Bild 4: Grafische Darstellung der Kapazitätsauslastung einer
Maschinengruppe.

Jahr sind auf diese Soft-
warelösung zurückzuführen.
Das Prinzip der Stichpro-
beninventur beruht unter
anderem darauf, dass auf we-
nige Artikel – erfahrungs-
gemäß etwa 5% der Gesamt-
menge – die Hälfte oder mehr
des gesamten Lagerwertes
entfällt. Diese wenigen – aber
höherwertigen – Positionen
werden in vollem Umfang ge-
zählt. Zusätzlich zählt man
einen geringen Prozentsatz
der übrigen – geringerwerti-
gen – Lagerpositionen im
Stichprobenverfahren. Das
Zählergebnis der Stichpro-
ben wird nach bewährten
mathematisch-statistischen
Verfahren hochgerechnet, so
dass sich ein Inventurergeb-
nis mit etwa 99prozentiger
Zuverlässigkeit ergibt. Einen
genaueren Wert erreicht man
auch durch eine Vollzählung
nicht, weil Zähl- und Bu-
chungsfehler nie ausge-
schlossen werden können.
Der Zählaufwand für die
Bernward Klein ist Leiter Europäi-
sches Bestandsmanagement bei der
Melitta Haushaltsprodukte GmbH,
Minden. Weitere Informationen: In-
stitut für Operations Research und
Management – Inform GmbH, 52076
Aachen, Tel. (0 24 08) 94 56-1 30,
Fax (0 24 08) 94 56-10, Internet:
www.inform-ac.com, E-Mail: info@in-
form-ac.com.
Bei einem Hersteller von
Haushaltsprodukten in
Minden ermöglicht ein in-
telligentes Stichprobenin-
ventursystem die Reduzie-
rung des jährlichen Inven-
turaufwands von 21 000
auf 850 Artikel. Das Prin-
zip der Stichprobeninven-
tur beruht unter anderem
darauf, dass auf wenige
Artikel die Hälfte oder
mehr des gesamten Lager-
wertes entfällt. Nur diese
Positionen werden in
ollem Umfang gezählt.
BERNWARD KLEIN
In der Logistik eines Unter-
nehmens steckt gewöhn-
lich Rationalisierungspo-
tential, das sich durch intelli-
genten EDV-Einsatz leicht
ausschöpfen lässt. Doch
nicht nur die Bereiche Mate-
rialfluss- und Lagertechnik
lassen sich mit innovativen
Informationstechnologien
optimieren; auch die – oft lä-
stigen – Pflichtübungen, wie
Genaue Werte findenComputergesteuertes Stichprobeninventursystemermöglicht jährlich große Einsparungen
56 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
LAGERLOGISTIK
höherwertigen Positionen
und die Stichprobenpositio-
nen liegt bei gleicher Zuver-
lässigkeit jedoch zwischen 5
und 10% des Aufwandes ei-
ner Vollzählung.
Nicht jedes Lagerist geeignet
Invent, ein computerge-
steuertes Stichprobeninven-
tursystem der Aachener In-
stitut für Operations Re-
search und Management –
Inform GmbH wird sowohl
für die Stichtagsinventur als
auch für die permanente In-
ventur in Industrie und Han-
del angeboten. Speziell für
Handelsunternehmen mit
offenen Warenwirtschafts-
systemen wurde eine Pro-
grammversion entwickelt,
die die abteilungs- und filial-
spezifischen Belange solcher
Unternehmen berücksich-
tigt. Ein Stichprobenverfah-
ren für automatische Lager –
mit einem nochmals redu-
zierten Erhebungsaufwand –
ist der Sequentialtest.
Nicht jeder Lagerbestand
ist jedoch durch statistisch-
mathematische Hochrech-
nung von Stichproben aus-
reichend genau oder rationell
zu erfassen. Das Lager für
Neufahrzeuge eines Automo-
bilwerkes ist ein ebenso
ungünstiges Beispiel wie der
Warenbestand von einem
Schmuckgroßhändler. Doch
auch solche Unternehmen
können die Stichproben-
inventur für Teilbereiche ih-
rer Lager einsetzen. Keine
Behörde schreibt vor, dass
alle Bestände nach ein und
derselben Methode aufge-
nommen werden müssen.
Selbst wenn nur Teile eines
Lagers über Stichproben in-
ventarisiert werden, lassen
sich erhebliche Einsparun-
gen erzielen. Dies gilt um so
mehr, wenn bestimmte lager-
spezifische Voraussetzungen
zutreffen:
c Die Verwaltung der Be-
stände nach Art, Menge und
Wert muss über ein EDV-
System erfolgen.
c Der Lagerbereich sollte
mindestens 1500 verschiede-
ne Artikel umfassen.
Bild
: Inf
orm
Von rund
21 000 Posi-
tionen
werden nur
noch etwa
10% gezählt.
die gesetzlich vorgeschriebe-
nen Inventuren, lassen sich
erheblich rationalisieren. Mit
bewährten mathematisch-
statistischen Verfahren kön-
nen Lagerbestände sicher
und genau bewertet werden,
ohne dass jedes einzelne Teil
gezählt werden muss [1]. Ein
Beispiel dafür ist bei Melitta
zu finden, das in seinem Un-
ternehmensbereich Haus-
haltsprodukte in Minden be-
reits auf langjährige Erfah-
rungen mit dem Einsatz
eines computergesteuerten
Stichprobenverfahrens zur
Rationalisierung des Inven-
turaufwands zurückblicken
kann. Einsparungen in Höhe
von rund 190 000 DM im

c 20% der wertmäßig höch-
sten Positionen sollten etwa
40 bis 60% des gesamten
Lagerwertes abdecken.
c Bei höchstens 20% der La-
gerpositionen sollten Abwei-
chungen zwischen Buch-
und Istbestand auftreten.
c Gegeneinander aufge-
rechnete Inventurdifferen-
zen dürfen wertmäßig bei 2%
liegen.
Investitionenschnell amortisiert
Mehr als 25 Mio. DM inve-
stiert Melitta jährlich in den
mit rund 1500 Mitarbeitern
größten Unternehmensbe-
reich Haushaltsprodukte der
Gruppe. Investitionen in For-
schung und Entwicklung zur
Qualitätsoptimierung und
Aktualisierung der vielfälti-
gen Markenprodukte ge-
hören dazu wie auch Investi-
tionen in moderne Produkti-
onsanlagen, in die Logistik
und in innovative Informati-
onstechnologien. Dass sich
Investitionen in EDV-Syste-
me durch den hohen Ratio-
nalisierungseffekt sehr kurz-
fristig amortisieren können
und darüber hinaus spürba-
re Verbesserungen bringen,
zeigt beispielhaft der Einsatz
des Stichprobeninventursy-
stems Invent. Dabei handelt
es sich um ein Programmsy-
stem, das mit mathematisch-
statistischen Methoden den
Inventuraufwand drastisch
gesenkt und dennoch die dis-
positive Sicherheit erhöht
hat.
Die Lager des Bereichs
Haushaltsprodukte in Min-
den umfassen mehr als
21 000 Positionen, die regel-
mäßig zum Stichtag am Jah-
resende inventarisiert wer-
den mussten. Ein Aufwand,
der mehr als 100 Mitarbeiter
insgesamt rund 3000 h in
Anspruch nahm und – folgt
man bisherigen Untersu-
chungen und Praxiserfah-
rungen – mit etwa 10 DM
Inventurkosten je Position
Gesamtkosten von rund
210 000 DM verursacht hat.
Neben diesen direkten Inven-
turkosten waren noch indi-
rekte Kosten infolge der
mehrtägigen Belastung be-
ziehungsweise des Still-
stands der Produktion zu
berücksichtigen, weil Roh-
material – wie beispielsweise
Papier und Folien – wie auch
Halb- und Fertigprodukte in-
nerhalb der Produktionsbe-
reiche für die verschiedenen
Haushaltsartikel gelagert
werden (Bild 1). In diesen so-
genannten „offenen Lagern“
finden sich natürlich die Mit-
arbeiter am besten zurecht,
die alltäglich dort wirken.
Folglich setzt man alljährlich
zwischen Weihnachten und
Neujahr diese Fachleute aus
den verschiedenen Produkti-
onsbereichen auch zur Er-
mittlung der Bestände ein.
Das ist lästig und ärgerlich
für die betroffenen Mitarbei-
ter, denn die Inventur hat Pri-
orität vor Urlaubswünschen.
Es ist unökonomisch für die
Produktion, denn während
der drei- bis viertägigen Zähl-
arbeiten dürfen die Bestände
nicht verändert werden; folg-
lich stehen die Produktions-
anlagen still.
Alles in allem ein riesiger
Aufwand: Die Abteilung Ma-
terialwesen ließ Zähllisten
vorbereiten, die Mitarbeiter
einweisen, Aufsichtsperso-
nen einteilen und zählen.
Dann erfolgten die Eingabe
der Zählergebnisse in die
EDV, die Auswertung und die
Überprüfung durch die Con-
trolling-Abteilung des Hau-
ses. Das Ergebnis: exakte
Inventarwerte für die Bilanz
und eine Erhöhung der dis-
Maschinenmarkt, Würzburg 106 (2000) 1/2 57
LAGERLOGISTIK
Bild 1: Weil sich mehrere offe-
ne Lager innerhalb der Pro-
duktion befinden, muss diese
während der Bestandsaufnah-
me ruhen.

positiven Sicherheit durch
die Aktualisierung der Mate-
rialbestände – aber kein
wirklicher Nutzen, der im Ver-
hältnis zum Aufwand und
den Kosten steht.
Im Unternehmen wurde
man auf Invent aufmerksam.
Diese Softwarelösung sollte
mit Hilfe der Fuzzy-Logic-
Technologie unter Anwen-
dung bewährter statistisch-
mathematischer Stichpro-
benverfahren bis zu 95% des
Inventuraufwands einspa-
ren und dabei die gleiche Ge-
nauigkeit bieten wie die Voll-
zählung der Bestände.
Planungsparameterwurden vorgegeben
Kurzfristig entschloss
man sich, die Aachener Spe-
zialisten mit einer Organisa-
tions- und Simulationsstu-
die zu beauftragen, um die
Einsatzmöglichkeit und
den Rationalisierungseffekt
des Stichprobeninventursy-
stems nachzuweisen. Auf der
Basis vorhandener Inventur-
daten wurden Analysen
durchgeführt und entspre-
chende Planungsparameter
vorgegeben. Das Ergebnis
dieser Vorstudie zeigte, dass
aufgrund der vorhandenen
sorgfältigen Bestandsfüh-
rung der Zählumfang von
21 000 auf etwa 850 Positio-
nen (etwa 4%) zu reduzieren
ist. Durch die Festlegung be-
triebsspezifischer Wert- und
Preisgrenzen wurden dann
jedoch 7,9% aller Positionen
einer Vollerhebung zugewie-
sen. Diese 1664 Positionen
decken etwa 63% des Ge-
samtlagerwertes ab. Von den
restlichen Positionen wur-
den noch 490 Sachnummern
der Stichprobenkontrolle zu-
gewiesen.
Der gesamte Zählaufwand
betrifft damit nur noch 2154
Positionen – etwa 10% ge-
genüber einer Vollerhebung.
Das Einsparungspotential,
das sich allein aus den In-
venturkosten von etwa 10 DM
je Position ergibt, errechnet
sich somit bei 18 846 nicht
zu zählenden Sachnummern
auf einen Betrag von rund
190 000 DM.
auf den IBM-Großrechner
3090, erzeugte aus den Co-
pics-Modulen der IBM eine
Schnittstelle zum System,
stellte die bei der Vorstudie
ermittelten Parameter ein
und gab den Verantwortli-
chen aus EDV-Abteilung und
Bestandscontrolling eine
umfassende Einweisung.
Ein Software-Wartungsver-
trag sichert die Aktualisie-
rung des Programms.
Nicht zuletzt musste der
Geschäftsleitung die Amorti-
sation der Investition aufge-
zeigt werden. Mehrere Fakten
konnten vorgelegt werden:
c Möglich ist eine Reduzie-
rung der zu zählenden Posi-
tionen von 21 000 auf 850 Ar-
tikel (4%). Aus dispositiven
Überlegungen werden jedoch
insgesamt 2154 Positionen
(10,3%) gezählt.
c Die kalkulatorischen In-
venturkosten werden durch
18 846 eingesparte Zählposi-
tionen à 10 DM um insgesamt
rund 190 000 DM gesenkt.
c Der Zählaufwand wird von
3230 auf insgesamt 380 h re-
duziert. Das entspricht rund
88% eingespartem Zeitauf-
wand, der wieder für die Pro-
duktion zur Verfügung steht.
Keine Einbußenan Sicherheit
Selbstverständliche Vor-
aussetzung war, dass nicht
die geringsten Einbußen an
dispositiver Sicherheit zuge-
lassen werden. Diese Einstel-
lung des Managements führ-
te zur Bestimmung von Mate-
rialpositionen, die bei der In-
ventur aufzunehmen sind,
obwohl das Stichprobenin-
ventursystem darauf verzich-
tet hat. Bei diesen Positionen
handelt es sich um Rohmate-
rialien und Teile, die für die
Produktion besonders wich-
tig sind (Bild 2).
Seit der Einführung
des Stichprobeninventursys-
tems lassen sich die alljähr-
lichen Inventuren leicht be-
wältigen. Ein paar Mitarbei-
ter zum Zählen der wenigen
Positionen finden sich im-
mer. Die Auswertung und
Hochrechnung der erfassten
Daten läuft weitgehend auto-
matisch ab, und die Genauig-
keit des Inventurergebnisses
von 99,8 Prozent ist belegbar
und entspricht voll und ganz
den Bilanzierungsrichtlinien
des Hauses. Eine anfängliche
Skepsis der Produktionsver-
antwortlichen hat sich
schnell gelegt, als sich zeigte,
dass die dispositive Sicher-
heit noch gesteigert werden
konnte.
Die Zuverlässigkeit des
Systems gewährleistet kor-
rekte Inventarbewertungen
(Bild 3). Die Genauigkeit ent-
spricht mindestens dem Er-
gebnis einer Vollzählung, die
aufgrund der Zählmengen
und möglicher Eingabefehler
fehlerbehaftet ist. Der Ge-
samtaufwand für die jährli-
che Inventur konnte durch
das Stichprobenverfahren
um 70% deutlich reduziert
werden.
Literatur[1] Schöller, S.: Hochgerechnet. Ma-
terial + Management 3 (1996) 1,S. 10–13.
In der Zeit der Entschei-
dungsfindung gab es einige
Überlegungen, die für die
Einführung eines Stichpro-
beninventursystems von Be-
deutung sind. So musste den
Wirtschaftsprüfern des Un-
ternehmens die Zuverlässig-
keit und Genauigkeit des Sy-
stems nachgewiesen werden.
Es musste gewährleistet sein,
dass die zur Stichprobe her-
anzuziehenden Lagerpositio-
nen zufällig ausgewählt wer-
den und dass die im An-
schluss an deren Aufnahme
durchzuführende Hochrech-
nung den Inventurwert so ge-
nau bestimmt, dass er den
tatsächlich im Lager vorhan-
denen Wert mit einer maxi-
mal möglichen Abweichung
von nur 1% widerspiegelt.
Dann musste beurteilt
werden, ob die Art der Be-
standsführung, des Materi-
als, des Wertes und der Men-
gen überhaupt die Voraus-
setzung für eine Stichpro-
beninventur erfüllten. So
muss beispielsweise eine ein-
deutige Zuordnung der La-
gerpositionen, der Preise und
Preiseinheiten sowie der
Buchbestände je Artikel oder
Lagerplatz an das System ge-
geben sein. Die Organisati-
onsstudie mit Simulation
und Einsatzanalyse doku-
mentierte in kurzer Zeit ein
verbindliches Ergebnis.
Weiterhin mussten die In-
tegration des Stichprobenin-
ventursystems in die vorhan-
denen EDV-Umgebung sowie
die spätere Adaption auf die
SAP-R/2 und SAP-RM sicher-
gestellt sein. Man installierte
das Softwaresystem über
SAP-Standardschnittstellen
innerhalb weniger Stunden
58 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
Bild
er: I
nfo
rm
Bild 3: Die fertige Ware wird
während der Produktion ge-
nau erfasst.
Bild 2: Verschiedene Rohmaterialien werden nach wie vor mehr-
mals im Jahr manuell gezählt, weil sie besonders wichtig sind.
LAGERLOGISTIK

Das IndustrieMagazin
Besucherzahl der jeweiligen
Messe© Zeitpunkt© Dauer© Renommee
Bevor Sie sich für eine Teil-
nahme entscheiden, lassen
Sie sich von der Messegesell-
schaft Vergangenheitsdaten
geben:© Entwicklung der Besu-
cherzahlen,© Herkunft der Besucher:
regional/überregional, Aus-
land,© Zielgruppeninformatio-
nen.
Die meisten Messeveran-
stalter führen schon im eige-
nen Interesse laufend Unter-
suchungen durch und geben
Auskunft über:
BranchenundWirtschafts-
stufen, Funktionen und
Befugnisse in Unternehmen
und die Betriebsgröße.
Der Zielsetzungnäher kommen
Fällt die Betrachtung posi-
tiv aus, formulieren Sie Ihre
Messeziele: Neukundenge-
winnung, Einführung neuer
Produkte, Informationen von
Meinungsbildnern, Produkt-
tests und Altkunden aktivie-
ren/bestätigen und ähnli-
ches.
Versuchen Sie später
unbedingt, die Ziele weiter zu
detaillieren, zum Beispiel:
Wir wollen 200 Neukunden
namentlich erfassen. Es soll-
ten X Proben verteilt werden.
Wir wollen mit 800 Altkun-
den sprechen. Verdeutlichen
Sie sich, daß auch die Mes-
sebesucher eine Zielsetzung
haben, der es gilt, möglichst
nahe zu kommen, beispiels-
weise: Informationsgewinn,
Erreichung eines gewissen
Know-how-Niveaus für eine
sichere Entscheidung, Bestä-
tigung, eine richtige Kaufent-
scheidunggetroffenzuhaben,
Abbau von Vorurteilen und
persönlicher Kontakt.
Der Messestand als
Schaufenster Ihres Unter-
nehmens: Ihre Messepräsen-
tationmuss, neben mehreren
hundert weiteren Ständen,
das Interesse der Besucher
auf sich ziehen. Besucher
kommen an Ihren Stand,
wenn sie etwas geboten be-
kommen. Der Stand soll dem
Firmenimage entsprechen,
das sich in der Öffentlichkeit
gebildet hat. Wenn Sie zu den
Marktführern gehören, ein
„Großer“ sind, werden Sie
nicht mit einer 20-m2-box
auskommen. Sind hochprei-
sige Produkte Ihr Metier, sor-
gen Sie für ein stimmiges Um-
feld.
Häufige Fehler bei der
Standgestaltung: © Zu viele Exponate: Bilden
Sie Schwerpunkte. Zeigen
Sie Schlüsselprodukte. So
vermeiden Sie den Eindruck
eines „Bauchladens“.© Tätigkeiten und Neuhei-
ten nicht erkennbar: Sie
gehören nach vorn. Machen
Sie sofort den Kundennutzen
deutlich.© Tante-Emma-Theken: The-
ken hemmen den Zutritt, bil-
den Barrieren. Schaffen Sie
einen offenen, hellen Stand.© Zu viele Informationen:
Umfangreiche Texttafelnwer-
den nicht gelesen. Beschrän-
ken Sie sich auf wenige mar-
kante Schlagworte. Verwen-
den Sie Bilder und Grafiken.
Lassen Sie ruhig Flächen frei,
sie vermitteln eine gewisse
Großzügigkeit.© Langweilige Videos und
Dias: maximale Länge zwei-
bis drei Minuten. Eine abge-
dunkelte, ruhige Zone ist rat-
sam.© Modell„Schwitzhütte“:Ein
geschlossenes Dach mit
Beleuchtung bringt nicht nur
das Personal zum Schwitzen.
Dipl.-Volkswirt Klaus Linke ist Mar-
ketingberater in 21339 Lüneburg,
Tel. und Fax (0 41 31) 6 66 76.
Allein in Deutschland gibt
es jährlich mehrere 100 Mes-
sen mit vielen Millionen
Besuchern. Dazu gehören
Verbraucher-, Fach-, Univer-
sal-, Regional-, Branchen-
messen wie Kongresse. Die
Jahr für Jahr kontinuierlich
steigenden Messekosten,
der Erfindungsreichtum der
Veranstalter und die knap-
pen Mittel sollten Sie ver-
anlassen, Messebeteiligun-
gen nicht mehr als Tradition
oder unter Prestigegesichts-
punkten zu sehen.
KLAUS LINKE
Eine Messebeteiligung
bindet personelle und
finanzielle Mittel in
ganz erheblichem Umfang.
Deshalb ist die sorgfältige
Auswahl Grundlage für Ihre
Entscheidung teilzunehmen
oder nicht. Wenn Sie sich als
Hauptziel vorgenommen
haben, den Marktanteil eines
eingeführten Produktes
durch Preisnachlässe zu
steigern, ist eine Messebetei-
ligung kaum zu empfehlen.
Ein neues Erzeugnis hin-
gegen lässt sich gut im Rah-
men einer Messe einführen,
besonders wenn es erklä-
rungsbedürftig ist.
Für Ihre Planung bedeutet
das zunächst, dass Sie Ihre
eigenen Vertriebsziele mit
denen der Messe abgleichen.
Folgende Entscheidungskri-
terien sind für eine Messeteil-
nahme ausschlaggebend:© Eigene Ziele© Ziele der Messe© Messemotto© Zielgruppe und Besucher-
struktur beziehungsweise
Auf Reisen gehenEntscheidungskriterien für Messebeteiligungenfinden und zielgerichtet analysieren
60 Maschinenmarkt, Würzburg 106 (2000) 1/2
MARKETING
Sind Männer und Frauengleich? Neue internationaleForschungsergebnissesprächen dagegen. Wiebereits in der Genesis be-tont, seien vielfältige seeli-sche und intellektuelle Un-terschiede zwischen denGeschlechtern auszuma-chen. Dies war die Ant-wort von Christa Mewes,Psychotherapeutin in Uel-zen, die auf Einladung derIndustrie- und Handels-kammer (IHK) Darmstadtund der Darmstädter Euro-pa-Union über das Thema„Und sie sind doch ver-schieden – Ergebnisse derneuen Geschlechterpsy-chologie“ sprach.
Besonders die amerika-nische Hirnforschung habejetzt die wissenschaftli-chen Ergebnisse der Ge-schlechterpsychologie be-stätigt, wie sie auch in Un-tersuchungen der Referen-tin selbst bereits belegtwurden. Das Gehirn vonMännern und Frauen seioffenbar erheblich ver-schieden und bewirke dieunterschiedlichen Bega-bungsrichtungen der Ge-schlechter, so die Verfasse-rin von etwa hundertBüchern. Die Geschwindig-keit des Blutflusses imweiblichen Gehirn liegezum Beispiel um 15 bis 20Prozent höher als im männ-lichen; Männer hätten imSchnitt einige MilliardenHirnzellen mehr als Frauen.Frauen hätten hingegenmehr Synapsen als dieMänner und Männer bau-ten ihre Hirnzellen dreimalso schnell wieder ab wieFrauen. Resümee der For-scher: „Das bedeutet, dassdas Gehirn von Jungenund Mädchen, von Män-nern und Frauen unter-schiedlich funktioniert. Dasist auch bei einem nicht-geschlechterspezifischenVerhalten wie im kogniti-ven Bereich der Fall.“
Mann und Frau
VORTRAGSREIHE:

Planen Sie ohne Dach, Lam-
pen lassen sich auch ohne
installieren.© Typisches Corporate Iden-
tity fehlt: Firmenfarben und
Optik mit Logo unbedingt
einhalten. Schnelle Wieder-
erkennung ist gerade auf
Messen gefragt.© Zu viel, zu wenig oder un-
geschultes Personal: Aus-
wahl und Vorbereitung des
Personals ist einer der wich-
tigsten Punkte Ihrer Messe-
vorbereitung. Damit steht
und fällt der Erfolg.
Schulen Sie Ihr Personal!
„Firmenrepräsentanten ste-
hen plaudernd, rauchend
oder Kaugummi kauend in
Grüppchen herum, belegen
zeitungslesend die Bespre-
chungszonen und finden es
ausgesprochen lästig, durch
Besucher gestört zu werden“,
reflektieren Kommunikati-
onsexperten ihre Messeein-
drücke. Übertrieben? Sicher
nicht. Gehen Sie mit offenen
Augen über die Messe und
beobachten Sie das Treiben
auf den Ständen. Oft grenzt
das Verhalten des Standper-
sonals regelrecht an Kun-
denabwehr. „Kann ich Ihnen
helfen?“, fragt der Repräsen-
tant eines Unternehmens,
während er die brennende
Zigarette in der hohlen Hand
auf dem Rücken verbirgt.
Beziehen Sie Ihr Standper-
sonal frühzeitig in das Ereig-
nis Messe ein. Sagen Sie, wie-
viel Geld Sie in das Projekt
stecken, denn dann wird das
Personal erkennen, welche
Verantwortung es trägt.
Messekatalogals Nachschlagewerk
Die Gesprächseröffnung
„Kann ich Ihnen helfen?“
funktioniert erfahrungs-
gemäß in sechs von zehn
Fällen nicht. Ein „ich schau
mich nur mal um“ liegt als
Antwort auf der Hand.
Beginnen Sie immer mit
einer offenen Frage, auf die
nicht mit Ja oder Nein geant-
wortet werden kann. Oder in
Form einer Schlagzeile. Ein
paar Beispiele: „Welche Infor-
mationen darf ich Ihnen zu
unserem neuen alkoholfrei-
en Bier geben?“
Maschinenmarkt, Würzburg 106 (2000) 1/2 61
MARKETING
Die rechtzeitige Einbeziehung des Standpersonals in das Ereig-
nis Messe ist eine Voraussetzung für einen gelungenen Messe-
auftritt.
Bild
: Lei
pzi
ger
Mes
se

„Guten Tag, Sie sehen hier
einen Teil unserer Auswahl.
Sind Sie Wiederverkäufer?“
„Guten Tag. Mein Name ist
Linke. Ich bin in der Ent-
wicklungsabteilung für neue
Produkte tätig. Was kann ich
für Sie tun?“ Was sollten Sie
außerdem trainieren?
Marktpositionen einzelner
Produkte,dasMesseziel,mög-
liche Kundeneinwände und
die passende Entkräftung,
Technik und Entwicklung,
Hintergründe, Fragetechnik,
Zwischenfragen, Kontroll-
fragen, Zielvereinbarungen:
Besuch, Angebot, Informa-
tionen und Dokumentation
des Gespräches, lesbar und
leicht auszuwerten.
Kontakte pflegenauf der Messe
Das können Sie im Vorfeld
einer Messe tun: Briefauf-
kleber, Beileger, Einladungs-
karten werden von vielen
Messegesellschaften zur Ver-
fügung gestellt. Ihr Firmen-
name, Halle und Standnum-
mer werden eingedruckt. Ver-
wenden Sie diese Elemente
vier bis sechs Wochen vor der
Messe.
Im Gegensatz zu vielen
Prospekten, die auf der Mes-
se verteilt werden, wandert
der Messekatalog erst nach
längerer Zeit in den Papier-
korb. Er dient zunächst als
Nachschlagewerk. Veranlas-
sen Sie deshalb einen Ein-
trag und prüfen Sie den kor-
rekten Abdruck von Adresse
und Telefonnummer.
Ein Brief mit Antwortkarte
ist eine weitere gute Möglich-
keit, um auf sich aufmerk-
sam zu machen. Rücksen-
dern können Sie einen Ein-
trittskartengutschein oder
ein Messepräsent anbieten.
Mit einer starken Einla-
dung überlassen Sie es nicht
allein dem Zufall, daß „schon
genügend Besucher an Ihrem
Stand vorbeischlendern wer-
den“. © Machen Sie neugierig,
aber sparen Sie mit Super-
lativen.© Sagen Sie, worum es geht,
aber halten Sie Argumente in
petto.
© Machen Sie den Nutzen
deutlich, liefern Sie Gründe,
Ihren Stand zu besuchen. © Sprechen Sie den Brief-
empfänger persönlich an.
Machen Sie Ihre Wertschät-
zung deutlich.© Gestalten Sie das Ant-
wortelement verbindlich: „Ja,
ich komme am ... um ... Uhr“© Schicken Sie einen Ein-
trittskartengutschein mit
Bestätigung:
„Wir freuen uns auf das
Gespräch mit Ihnen am ... um
... Uhr.“
Flankierende Maßnah-
men: Um Ihren Messeerfolg
zu sichern, sollten Sie folgen-
de Möglichkeiten in Betracht
ziehen:© Herausgabe einer Presse-
information sechs bis acht
Wochen vor der Messe, damit
Sie in die Vorberichterstat-
tung kommen.© Anzeigen schalten, die
neugierig machen,© Aktionsangebote verkün-
den, © Nachbereitungsaktionen
planen.
Ausstellen allein genügt
nicht: Messenacharbeit und
Messeerfolg liegen dicht bei-
einander. Auch wenn nach
anstrengenden Messetagen
„erst einmal die Luft raus ist“,
müssen Sie sofort Manöver-
kritik halten: Was war gut?
Nacharbeitenist erforderlich
Messeziele: Soll/Ist-Ver-
gleich, Verbesserungsvor-
schläge aufnehmen, Dank an
die Mitarbeiter, Zugesagtes
Informationsmaterial sofort
versenden, Kontakte selek-
tieren nach: Bedarf kurzfri-
stig – bevorzugt bearbeiten,
Termin vereinbaren; Bedarf
mittelfristig: Infomaterial
schicken, generelles Inte-
resse: Kontakt pflegen und
alle Adressen in die Daten-
bank aufnehmen.
Jeder erfolgreiche Verkäu-
fer weiß aus Erfahrung, dass
nicht nachgefaßte Angebote
ziemlich chancenlos sind.
Eine nicht konsequent nach-
gearbeitete Messe ist eine
unnütze Investition, also ver-
schenktes Geld. MM
62 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
MARKEKTING

Kaufmann, HansLogistik und Fördertechnik für neue Anforderungen
gewappnet
Maschinenmarkt 106 (2000) 1/2, Seite 22–25
Die Anforderungen an Materialfluss und Logistik werden im-mer größer. Eine wichtige Rolle spielt dabei der Welthandel.Auch die wachsende Bedeutung von E-Commerce wirkt sichaus. Unternehmensübergreifend konzipierte Informations-und Kommunikationssysteme müssen die einzelnen Stufenvom Lieferanten bis zum Verbraucher bündeln. Hersteller vonFördermitteln zeigen sich für die Zukunft gut gerüstet.
Kuhn, AxelZukünftige Vernetzungsaufgaben bestimmen Entwicklung
der Logistik
Maschinenmarkt 106 (2000) 1/2, Seite 28–33
Die Gestaltungsaufgabe der Logistik wird eine überragendeBedeutung in der unternehmensübergreifenden Gestaltungvon Wertschöpfungsnetzen finden. Verschiedene Verände-rungen in Gesellschaft, Wirtschaft und Technologie werdeneinen nachhaltigen Einfluss auf logistische Prozesse haben.Damit die Unternehmen die Logistiksysteme effizient gestal-ten können, wird die Integrationsplattform Logistik geschaf-fen.
Westerholt, HaraldPostdienstleister und ihre Lieferanten gewinnen in der
Logistik an Bedeutung
Maschinenmarkt 106 (2000) 1/2, Seite 34–37
Trotz der zunehmenden Bedeutung des Internets werden diePostdienste immer wichtiger. Sie werden künftig auch als Lo-gistikdienstleister gefragt sein. Anhand von drei Szenarienkann aufgezeigt werden, wohin die Entwicklung gehen kann.Das hat ebenfalls Auswirkungen auf die Technologielieferan-ten. Sie können dazu beitragen, die Produktivität der Post-dienste zu steigern, aber auch als Dienstanbieter und -leisterdirekt in den Markt eintreten.
Hoppmann, RainerRund 400 standardisierte SPS steuern den Karosseriebau
Maschinenmarkt 106 (2000) 1/2 , Seite 38–39
Standardisierung war das oberste Ziel bei der Automatisie-rung der Fertigungslinien für den Opel Astra. Dafür wurde ei-ne Richtlinie für Karosseriebau und Elektrik erarbeitet undeine systemnahe Software entwickelt. Damit lassen sich dierund 400 speicherprogrammierbaren Steuerungen (SPS) an-hand von Schrittketten programmieren und es können die An-lagen bedient und diagnostiziert werden.
Braun, PeterHeißkanaltechnik erhöht Flexibilität beim Zweikompo-
nenten-Spritzgießen
Maschinenmarkt 106 (2000) 1/2, Seite 40–42
Die Heißkanaltechnik verbessert das Zweikomponenten-Spritzgießen. Einerseits ist mit dem Einbau von Heißkanal-systemen in Spritzgießwerkzeuge die Schmelzeführung vari-antenreicher, andererseits werden Zykluszeit und Kunststoffgespart. In der Regel sind zwei Heißkanalverteiler installiert.Nun wurde ein Koaxialnadelverschluss entwickelt, mit demauch im Sandwichverfahren Zweikomponenten-Spritzgieß-teile hergestellt werden können.
64 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
DOKUMENTATION

Juraschka, ErnstDrehkolbenmaschinen auf Basis von Epi- und Hypo-
zykloiden mit Rollenelementen als Dichtung
Maschinenmarkt 106 (2000) 1/2, Seite 46–49
Die bisher bekannten Drehkolbenmaschinen haben dengroßen Nachteil, daß die Dichtelemente vorzugsweise imDrehkolben untergebracht sind, wodurch hohe Fliehkräfteund somit auch hohe Reibverluste entstehen. Deshalb wer-den andere Drehkolbenformen entwickelt, die diese Nachtei-le nicht aufweisen.
Dechert, ThomasDirekties Messen der Öltemperatur vermeidet Schäden
in Getrieben
Maschinenmarkt 106 (2000) 1/2, Seite 50–51
Die Automatisierung von Industrieprozessen erfordert es,Temperaturen möglichst genau zu messen. Eine Möglichkeitdazu bieten Widerstandsthermometer. Kennzeichnend fürdiese Thermometer sind die gute Langzeitstabilität und diegute Reproduzierbarkeit der elektrischen Eigenschaften. Auf-grund ihrer kompakten Bauform lassen sie sich beispiels-weise in Getriebe einbauen. Permanentes Messen der Öltem-peratur vermeidet Schäden an den Getrieben.
Deutschmann, IngoPPS-System unterstützt mittelständische Organisations-
strukturen
Maschinenmarkt 106 (2000) 1/2, Seite 54–55
Die elektronische Produktionsplanung und -steuerung hilftin Fertigungsunternehmen nicht nur, Qualität und Liefer-treue zu verbessern, sondern reduziert auch den internen Ver-waltungsaufwand. Ein modernes PPS-System sorgt für denAblauf, von der Angebotserstellung bis zum Lieferschein. An-gebote und Auftragsbestätigungen werden automatisch an ei-nen Fax-Server übergeben und zu Nachttarifen zugestellt.
Klein, BernwardComputergesteuertes Stichprobeninventursystem ermög-
licht jährlich große Einsparungen
Maschinenmarkt 106 (2000) 1/2, Seite 56–58
Bei einem Hersteller von Haushaltsprodukten in Minden er-möglicht ein intelligentes Stichprobeninventursystem die Re-duzierung des jährlichen Inventuraufwands von 21 000 auf850 Artikel. Das Prinzip der Stichprobeninventur beruht un-ter anderem darauf, dass auf wenige Artikel die Hälfte odermehr des gesamten Lagerwertes entfällt. Nur diese Positionenwerden in vollem Umfang gezählt.
Linke, KlausEntscheidungskriterien für Messebeteiligungen finden und
zielgerichtet analysieren
Maschinenmarkt 106 (2000) 1/2, Seite 60–62
Allein in Deutschland gibt es jährlich mehrere 100 Messenmit vielen Millionen Besuchern. Dazu gehören Verbraucher-,Fach-, Universal-, Regional-, Branchenmessen wie Kongresse.Die Jahr für Jahr kontinuierlich steigenden Messekosten, derErfindungsreichtum der Veranstalter und die knappen Mittelsollten Sie veranlassen, Messebeteiligungen nicht mehr alsTradition oder unter Prestigegesichtspunkten zu sehen.
66 Maschinenmarkt, Würzburg 106 (2000) 1/2
Das IndustrieMagazin
DOKUMENTATION
Verantwortlich für Leitartikel: Helmut Grössl; Unternehmen und Branchen: Ursula Hofmann,Jürgen Schreier; Außenhandel: Jürgen Schreier; Hintergrund: Josef Kraus; Innovation: Win-fried Schröder; Materialfluss: Rolf Tillert, Automatisierung: Rüdiger Kroh; Kunststoffverar-beitung: Josef Kraus; Energietechnik: Winfried Schröder; Sensortechnik: Udo Schnell; C-Technik, Software, Kommunikation: Ulrike Gloger, Rolf Tillert; Management und Organisati-on: Ursula Hofmann; Marktspiegel: Rolf Tillert, Rüdiger Kroh, Josef Kraus, Winfried Schrö-der, Ulrike Gloger, Udo Schnell; Termine: Claus-Martin Stotz; Bücher: Udo Schnell; Schlus-sredaktion: Udo Schnell, Frank Pfeiffer; alle Max-Planck-Straße 7/9, 97064 Würzburg.

Maschinenmarkt, Würzburg 106 (2000) 1/2 XX
Das IndustrieMagazin
MARKTSPIEGEL
6117 /G
2-01
Die Software Stock-Control
zeigt durch einfache und
übersichtliche Analyse des
Lagerzustandes und der Auf-
tragsstati Einsparungs- und
Verbesserungspotentiale im
Lager auf. So wird beispiels-
weise im Rahmen der Bele-
gungsanalysen untersucht,
welche Behälter in der
falschen Fachgröße stehen,
wo Artikel mit hoher Um-
schlagshäufigkeit weit ent-
fernt der Kommissionierzone
lagern oder Anbruchpaletten
Lagerplätze unnötig belegen.
Verschiede Analysen zur
ABC-Verteilung, Liegedauer
oder Pickzeiten der Artikel ge-
ben Auskunft über die Um-
schlagzahlen der Artikel und
die Leistungsfähigkeit des
Lagers. So stellt zum Beispiel
die Pickzeitenverteilung dar,
wie viel Zeit für die einzelnen
Entnahmen benötigt wurde.
Damit kann die Performance
bei der Kommissionierung
einfach nachvollzogen und
geregelt werden. Des weiteren
werden Auftragsanalysen be-
reitgestellt.
CAS Computer-Arbeitsplatz-Syste-me GmbH, 75223 Niefern, Tel. (0 72 33) 96 08-0, Fax (0 72 33) 96 08-20
Software analysiert Lagerzustände
Der ergonomisch gestaltete
Bürostuhl „alerto“ erhielt
jetzt als zusätzliche Ausstat-
tung Armlehnen, die sich in
Höhe und Breite sowie seitli-
che individuell arretieren las-
sen und somit das punktge-
naue Abstützen der Ellenbo-
gen gewährleisten. Dieses
wird von Ergonomen beson-
ders für „Tipparbeiten“ zur
Entlastung der Schulter- und
Nackenmuskulatur empfoh-
len. Darüber hinaus ist die
Sitzfläche tiefenvariabel und
lässt sich nach Bedarf um ei-
nige Zentimeter verlängern
oder verkürzen. Der Stuhl,
dessen Design von Henner
Werner stammt, enthält eine
anatomisch geformte, weich
federnde Sitzfläche. Der Len-
denwirbelbereich wird durch
ein „aufpumpbares“ Luftpol-
sterkissen in der Rückenleh-
ne abgestützt.
Mauser Office GmbH, 34513 Waldeck, Tel. (0 56 23) 5 81-3 81, Fax (0 52 23) 5 81-2 08
Bürostuhl mit verstellbaren Armlehnen
Auf den Austausch nicht
mehr verfügbarer Röhrenmo-
nitore wie zum Beispiel 12-
Zoll-Produkteinstellungen
oder auch auf die Moderni-
sierung älterer Anlagen hat
sich ein Hersteller von Flach-
displays spezialisiert. Von
15,6-kHz-CGA über Herkules
und EGA stehen anwender-
spezifische Lösungen zur
Verfügung. Ebenfalls sind
laut Herstellerangaben Son-
derfrequenzen realisierbar.
Die Displaygrößen reichen
von Bildschirmdiagonalen
von 5 Zoll bis zu 20 Zoll.
Stromversorgungen sind von
12V, 24 V oder 115/230 V ver-
fügbar. Die Einbaumechanik
kann zwischen Chassis, Ein-
baumodul oder Fronteinbau
gewählt werden, kundenspe-
zifische Anforderungen wer-
den berücksichtigt .
Reikotronic Reitemeyer, Kohpeiss
& Gronski GmbH, 50996 Köln-Ro-
denkirchen, Tel. (02 21) 93 55 53-0,
Fax (02 21) 93 55 53-3,
Internet: www.reikotronic.de
Flachdisplays ersetzen Röhrenmonitore

Maschinenmarkt, Würzburg 106 (2000) 1/2 XX
Das IndustrieMagazin
MARKTSPIEGEL
6112 /K
2-01
Aufgrund umfassender
Ausstattungspakete
kann eine Spritzgieß-
maschine der Baureihe
Allrounder C zur Duro-
plast- oder Feuchtpoly-
esterverarbeitung verwen-
det werden. So ermöglicht
das servogeregelte Hydrau-
liksystem mit zwei Pumpen
gleichzeitige Fahrbewegun-
gen. Steuerungsfunktionen
wie „erweiterte Fahrbewe-
gungen“ und „Prouktions-
steuerung“ sind integriert.
Die Plastifizierzylinder (mit
kompressionslosen Schne-
cken ohne Rückstromsperre)
haben eine Flüssigkeitstem-
perierung. Zur Ausstattung
gehören nach Angaben des
Herstellers auch zwei Tempe-
riergeräte für die unter-
schiedlichen Heizzonen der
Plastifizierzylinder.
Arburg GmbH + Co.,
72290 Loßburg,
Tel. (0 74 46) 33-0,
Fax (0 74 46) 33-33 65
E-Mail: [email protected]
Zur Montage direkt unter der
Spritzgießmaschine wurde
eine Stoffwanne konzipiert,
um die gefertigten Kleinteile
aufzufangen. Der Stoffboden
ist robust und abwaschbar,
außerdem schwer entflamm-
bar. Zum Befestigen werden
entweder Ketten und Spezial-
magnete verwendet oder ein
verstellbarer Rahmen mit
Stahlrohrfüßen (Feinjus-
tierung). Die Wanne ist stan-
dardmäßig je nach Aus-
führung 400, 450 oder
500 mm lang und 440, 490
oder 540 mm breit. Die Höhe
beträgt 250 mm. Teil des
Produktprogramms ist auch
ein Auffangtrichter, der aus
demselben Stoff hergestellt
ist und mit denselben Befe-
stigungselementen ausge-
rüstet werden kann.
Polet Industrieservice,
78048 Villingen-Schwenningen,
Tel. (0 77 21) 5 62 62,
Fax (0 77 21) 5 65 35,
E-Mail: polet.industrieservice@t-
onlne.de
Stoffauffangwanne für Kleinteilezur Montage an Spritzgießmaschinen
Mit zwei, sechs oder neun
Zonenreglern ist das
Gerät Temp-Master
zur Heißkanal-Tempe-
rierung ausgestattet.
Ausführungen mit
Ein- und Vierfach-
Regelung werden
bis Anfang 2000
fertiggestellt. Das
Gerät hat eine Mi-
kroprozessorsteuerung,
Halbleiterausgänge (Solid
State) und Digitalanzeigen.
Aufgrund des PIDD-Regelal-
gorithmus wird laut Herstel-
ler eine hohe Regelgenauig-
keit erreicht. Die Gerätekali-
brierung kann über eine
Software vorgenom-
men werden. Alarme
bei Temperaturüber-
oder -unterschrei-
tung lassen sich im
Bereich von 0 bis
25 °C program-
mieren.Esist mög-
lich, die Standby-
Temperatur im
Bereich von 0 bis 90% des
Sollwerts einzugeben.
Hasco-Normalien,
58505 Lüdenscheid,
Tel. (0 23 51) 9 57-0,
Fax (0 23 51) 9 57-2 37
E-Mail: [email protected]
Heißkanal-Temperaturreglerin 2-, 6- und 9-Zonen-Ausführung
Hydraulische Spritzgießmaschinefür die Duroplastverarbeitung

Maschinenmarkt, Würzburg 106 (2000) 1/2 XX
Das IndustrieMagazin
MARKTSPIEGEL
6115 /K
2-01
Das modulare Zuführsystem
Saturn 700 besteht im we-
sentlichen aus der integrier-
ten Anwendung eines Vibra-
tionswendelförderers, einer
sogenannten Disk (getakte-
tes Transportsystem), einem
Visionsystem und einem In-
dustrieroboter. Mit dem Vi-
brationswendelförderer wer-
den die als Schüttgut bereit-
gestellten Montageteile im
Einzellauf in die Disk-Einheit
transportiert. Eine Lageori-
entierung findet dabei nicht
statt – der Vibrationsförderer
benötigt demnach keine
Schikanen. Somit ist es mög-
lich, standardisierte Vibra-
tionsförderer einzusetzen.
Vom Vibrationswendelför-
derer gelangen die Montage-
teile in die Disk-Einheit und
dort findet der getaktete Tei-
letransport in den Arbeitsbe-
reich des Visionsystems
statt. Die Disk positioniert
die Teile ebenfalls ohne Lage-
orientierung und kann des-
halb auch als eine standardi-
sierte Einheit aufgebaut wer-
den. Über das Bildverarbei-
tungssystem erfolgt die Lage-
erkennung und Prüfung der
einzelnen Montageteile. Ge-
mäß der Auswertung erhält
der Roboter dann die Befehle
Greifen, Zentrieren, Wenden,
Übersetzen und Fügen oder
im Fehlerfall wird die Funkti-
on Aussortieren aktiviert. In
Bezug auf die Roboter kön-
nen je nach Aufgabenstel-
lung die verschiedensten
Geräte wie Scara-, Knickarm-
oder kartesische Roboter ver-
wendet werden. Somit sind
die vier Basismodule jeweils
als standardisierte, kosten-
günstige und gleichzeitig an-
wenderflexible Bausteine an-
zusehen, die dann im Saturn
700 zu einem universell ein-
setzbaren Zuführsystem zu-
sammengefügt werden.
Afag AG für automatische Ferti-
gungstechnik, CH-4950 Huttwil,
Tel. (00 41 62) 9 59-86 20,
Fax (00 41 62) 9 59-87 87, Internet:
www.afag.com
Modulares Zuführsystem mit Roboter
Ein Leichtförderband eignet
sich sowohl für den Stetig- als
auch für den Staubetrieb in
der Fertigung und Montage
sowie im Lebensmittel- und
Pharmabereich. Der Band-
körper besteht aus einem
eloxierten Aluminiumprofil
mit allseitigen T-Nuten. Da
zudem der Gurtlauf im Band-
körper integriert ist, lassen
sich ohne zusätzliche Adap-
ter Seitenführungen, Band-
stützen oder Näherungs-
schalter an den Profilen befe-
stigen. Lieferbar sind die
Leichtförderbänder mit
Bandlängen zwischen 350
und 5500 mm. Die Breiten-
abmessungen reichen dabei
von 50 bis zu 450 mm. Die
Bandstützen sind höhenver-
stellbar oder mit konstantem
Maß erhältlich. Verschiedene
Antriebsarten stehen zur
Auswahl. So gibt es die Trans-
portbänder mit Kopf- oder
Mittenantrieb mit 230- oder
400-V-Wechselspannung so-
wie in Niederspannungsaus-
führung mit einem 24-V-
Gleichspannungsmotor.
Intec Automationsprodukte für Industrietechnik GmbH, 93128 Regenstauf, Tel. (0 94 02) 93 29-0,Fax (0 94 02) 93 29-33
Leichtförderband mit Längenabmessungenzwischen 350 und 5500 mm

Maschinenmarkt, Würzburg 106 (2000) 1/2 XX
6115 /K
2-02
Speziell auf die Erfordernisse
in der Montage-, Ver-
packungs- und Palettiertech-
nik wurde eine kombinierte
Ausleger- und Rotationsein-
heit abgestimmt. Sowohl
Ausleger- als auch Rotations-
achse werden durch AC-Ser-
vo- oder Schrittmotoren an-
getrieben und sind somit frei
programmierbar. Am Dreh-
teller der Rotationsachse
können Nutzlasten von bis zu
10 kg bei einem Drehwinkel
von 360° oder einem Ausle-
gerhub von 800 mm bewegt
werden. Durch die räumliche
Trennung zwischen An-
triebseinheit und zugehöri-
ger Drehachse ist der werk-
stücknahe Arbeitsraum frei
von Störkonturen. Zusätzlich
besitzt der Drehteller der Ro-
tationsachse zwei pneuma-
tische und eine 12-polige
elektrische Durchführung.
Durch die Integration eines
direkten Wegmeßsystems
mit einer Auflösung von 10
µm ist eine sehr genaue Posi-
tionierung möglich.
G.A.S. Gesellschaft für Antriebs-
und Steuerungstechnik mbG,
78112 St. Georgen, Tel. (0 77 24)
88 01-12, Fax (0 77 24) 88 01-13, In-
ternet: www.g-a-s.de
Rotationseinheit für 10 kg Nutzlast
Eine Roboterzelle über-
nimmt das Entgraten von
Rohren nach dem Sägen. Ver-
wendet werden ein vertikaler
Knickarmroboter und ein
Entgratsystem. Nicht der Ro-
boter dreht das Werkstück
um 360°, damit die Hochlei-
stungsbürste alle Innen- und
Außenkanten sauber verrun-
det, sondern das Entgratsy-
stem beschreibt zwei Dreh-
richtungen. Zusätzlich zur
Rotation der Hochleistungs-
bürste dreht sich deren An-
triebseinheit um die eigene
Achse. Die Bahn des Robo-
ters wurde damit wesentlich
vereinfacht, gegebenenfalls
auftretende Wiederholunge-
nauigkeiten haben keinen
Einfluss auf das Entgrater-
gebnis und die Lastenausle-
gung konnte geringer ausfal-
len. Auch eine aufwendige
Sensorik zur Verknüpfung
von Roboter und Entgratsy-
stem ist nicht notwendig. Das
Werkstück muss während
des Entgratvorgangs weder
abgelegt noch gespannt wer-
den und ist nach 3 s von allen
Graten befreit.
RSA Entgrat- und Trenn-Systeme
GmbH & Co., 58513 Lüdenscheid,
Tel. (0 23 51) 9 95-5, Fax (0 23 51)
9 95-3 00, E-Mail: rsa.entgrat@
t-online.de
Entgratsystem mit zwei Drehrichtungenvereinfacht die erforderliche Roboterbahn
Das IndustrieMagazin
MARKTSPIEGEL

Maschinenmarkt, Würzburg 106 (2000) 1/2 XX
Das IndustrieMagazin
MARKTSPIEGEL
6113 /S
2-01
Eine Niveausonde nimmt
laut Hersteller bei individuel-
ler Anwendung äußerst prä-
zise Messungen vor. Sie hat
einen Analogausgang von 4
bis 20 mA, eine Kabellänge
bis 15 m und misst Füllstän-
de in den Messbereichen 0,1
bis 2 m oder 0,2 bis 10 m.
Kombiniert man sie mit Aus-
werteelektronik und Lei-
stungskomponenten so wird
die Niveausensorik zu kom-
pletten Pumpensteuerungen
zusammengefügt, die anwen-
derspezifischen Anforderun-
gen vollauf gerecht werden,
heißt es.
Condor Werke Gebr. Frede GmbH& Co KG, 59320 Ennigerloh,Tel. (0 25 87) 89-0,Fax (0 25 87) 270,E-Mail:[email protected],Internet: www.condor-werke.com
Niveausensorik für Pumpensysteme lässt sich zur Steuerung erweitern
Die kapazitiven Niveauwäch-
ter KNQ erlauben, so der Her-
steller, das Überwachen von
Füllständen flüssiger Medi-
en und Schüttgütern. Auf-
grund der Bauform bietet der
Sensor wenig Angriffsfläche
für mechanische Zerstörung.
Die Adaption ist mit Schellen
oder direkt an den Behältern
möglich. Den Abgleich auf
das Medium, oder das Aus-
blenden der Behälterwand,
übernimmt der integrierte
Mikrocontroller. Die Fernka-
librierung erfolgt über eine
Leitung, die zum Program-
mieren und auch zur Signa-
lisierung eines unsicheren
Arbeitsbereiches dient.
ifm electronic GmbH, 45127 Essen,Tel. (02 01) 24 22-0, Fax (02 01) 24 22-2 00
Kapazitiver Niveauwächter für schwer zugängliche Montageorte
Bis 400 000 min-1
messen die neuen
Drehzahlsensoren
Eddy-NCDT. Sie
messen berüh-
rungslos unter
Ausnutzung des
Wirbelstromeffek-
tes und sind damit, wie es
heißt, verschleiß- und war-
tungsfrei. Haupteinsatzfeld
sind Turbolader für Verbren-
nungsmotore. Die Schaufel-
räder dürfen aus Aluminium
oder anderen Metallen sein.
Die Sensoren haben 3 mm
Durchmesser und lassen
sich in kleinste Tur-
bolader ohne
großen Auf-
wand mon-
tieren, heißt
es. Eine Modifi-
kation der Roto-
ren ist nicht nötig. Als Aus-
gang stehen 0 bis 10 V und 1
Impuls pro Schaufel oder pro
Umdrehung zur Verfügung.
Micro-Epsilon Messtechnik GmbH
& Co., 94496 Ortenburg,
Tel. (0 85 42) 1 68-0, Fax (0 85 42)
1 68-90,
E-Mail: [email protected]
Internet: www.micro-epsilon.com
Turbolader-Drehzahlsensoren messen verschleiß- und wartungsfrei

Maschinenmarkt, Würzburg 105 (1999) 1/2 XX
Das IndustrieMagazin
MARKTSPIEGEL
6111 /S
2-01
Für Anwenderbetriebe, die
Luft auf einem erhöhten
Druckniveau bis 45 bar
benötigen, gibt es ein kom-
plettes Nachverdichter-Pro-
gramm von 5 bis 45 kW. Die
dreizylindrigen Kolbenver-
dichter der jetzt vorgestellten
neuen Baureihe arbeiten mit
sehr niedrigen Drehzahlen
von 855 bis 1080 min–1 im
Leistungsbereich zwischen
30 und 45 kW. Der Vordruck
beträgt 13, der Enddruck ma-
ximal 45 bar, die Liefermen-
gen liegen zwischen 9,5 und
14,3 m3/min. Für eine opti-
mierte Kraftübertragung
vom Antriebsmotor auf den
Kompressorblock und ver-
ringerten Wartungsbedarf
sorgt ein Riemenantrieb.
Kaeser Kompressoren GmbH,96410 Coburg,Tel. (0 95 61) 6 40-4 52,Fax (0 95 61) 6 40-1 30
Dreizylindrige Kolbenkompressorstationzur Nachverdichtung auf maximal 45 bar
Doppelt wirkend, zweistufig
erzeugen die kreuzkopfge-
führten Kolbenverdichter
der VMHD-Baureihe ölfreie
Druckluft. Die robusten, auf
Langlebigkeit ausgelegten
Verdichter, so der Hersteller,
sind für einen Betriebsdruck
von 10,5 bis 20,5 bar kon-
struiert. Sie sind wasser-
gekühlt und arbeiten ener-
giekostengünstig mit einem
Minimum an Leerlaufzeiten,
weil sie nach Erreichen des
vorgegebenen Maximal-
drucks sofort abschalten.
Durch das doppeltwirkende
Verdichtungsprinzip liegt der
Wirkungsgrad dieser Ver-
dichter den Angaben zufolge
um rund 12 bis 15% über
dem Wert für vergleichbare
Schraubenkompressoren.
Compair Drucklufttechnik GmbH,
55469 Simmern,
Tel. (0 67 61) 83-23 78,
Fax (0 67 61) 83-24 09,
Internet: www.Compair.com
Kolbenverdichter für 13 bar Höchstdruckerzeugen ölfreie Druckluft
Ultradepth 11 ist ein ge-
wickeltes Tiefenfilter mit ei-
nem inneren und äußeren
Stützmantel sowie Endkap-
pen aus Edelstahl. Die Ab-
scheiderate beträgt nach An-
gaben des Herstellers mehr
als 99,9998% bezogen auf
eine Partikelgröße von
0,01 µm. Das bindemittel-
freie, dreidimensionale Tie-
fenmedium hat ein Hohlvolu-
men von 95%. Das garantiert
eine hohe Schmutzauf-
nahmekapazität bei niedri-
gem Differenzdruck und ei-
nem großen Durchsatz. Das
Filtermedium ist hydrophob.
Ultrafilter International AG,
42781 Haan,
Tel. (0 21 29) 5 69-0,
Fax (0 21 29) 5 69-1 00,
Internet: www.ultrafilter.com,
E-Mail: [email protected]
Gewickeltes Tiefenfilterscheidet 99,9998% bei 10-nm-Partikeln ab

Maschinenmarkt, Würzburg 106 (2000) 1/2 XX
Das IndustrieMagazin
MARKTSPIEGEL
6118 /T
2-01
Zu mehr Personenschutz an
der Packstelle trägt ein
Sicherheitshandabroller für
manuelles Kartonver-
schließen mit Selbstklebe-
bändern bei. Als Schutz vor
Verletzungen beim Arbeiten
mit selbstklebenden Pack-
bändern dient ein neu ent-
wickelter Sicherheitsriegel.
Er schützt vor dem Griff ins
Messer und verringert so die
Verletzungsgefahr. Erst beim
Abrollen des Klebebandes
auf dem Karton gibt der Si-
cherheitsriegel das Messer
zum Schneiden frei. Dadurch
ist der Handabroller beson-
ders sicher im Gebrauch. Zu-
sätzlich wurde das Gerät mit
einer fein dosierbaren Band-
bremse ausgestattet.
Supra Verpackung GmbH, 51149 Köln, Tel. (0 22 03) 1 08-0, Fax (0 22 03) 1 08-10
Klebebandabroller mit Messerschutz
Die automatische Kennzeich-
nungsanlage Unigrav-F ar-
beitet im Nadelprägeverfah-
ren und wurde speziell zur
Beschriftung von Flanschtei-
len konzipiert. In einem be-
stimmten Anwendungsfall
werden beispielsweise
Bremsscheiben automatisch
zugeführt, zwischen vier an-
getriebenen Walzen einge-
spannt, mittels Sensoren ih-
rer Typklasse zugeordnet
und anschließend beschrif-
tet. Entsprechend der ermit-
telten Typklasse wählt die
Steuerelektronik das zu-
gehörige Beschriftungslay-
out automatisch aus. Die zur
Auswahl stehenden Layouts
sind in einem Speicher hin-
terlegt und enthalten neben
festen und variablen Text-
komponenten auch Logos.
Joachim Richter, 66885 Altenglan, Tel. (0 63 81) 92 35-0, Fax (0 63 81) 92 35-99
Automatische Kennzeichnungsanlagezum Beschriften von Flanschteilen
Weil es Anwendungsfälle
gibt, in denen Lasten von
mehr als 10 t gehoben werden
müssen, Seilzüge jedoch aus
den verschiedensten Ge-
sichtspunkten heraus nicht
eingesetzt werden können,
wurde der Liftket-Kettenzug
der Bauform 13 entwickelt,
der je nach Ausführung ein-
strängig bis 6,3 t und
zweisträngig bis 12,5 t heben
kann. Seine flache Bauart ga-
rantiert ein Maximum an Ha-
kenweg. Der zwangsbelüftete,
zweistufige Hubmotor ist
außen angebracht und des-
halb leicht wechselbar. Er er-
möglicht nach Herstelleran-
gaben eine hohe Einschalt-
dauer, so dass der Elektro-
kettenzug für sehr große
Hubhöhen geeignet ist.
Hoffmann Fördertechnik Ges. mbH, 04808 Wurzen, Tel. (0 34 25) 89 24-0, Fax (0 34 25) 89 24-99
Elektrokettenzug kann bis zu 12,5 t heben

Maschinenmarkt, Würzburg 106 (2000) 1/2 XX
Das IndustrieMagazin
MARKTSPIEGEL
6118 /T
2-02
Das Akku-Hand-Umreifungs-
schweißgerät SF/A ist vielsei-
tig nahezu überall zu ver-
wenden, weil kein Kabel und
keine Steckdose seinen Ein-
satzbereich einschränkt. Es
eignet sich somit auch für
den Außeneinsatz. Je nach
verwendetem Sanderit-Um-
reifungsband lassen sich mit
dem mobilen Umreifungs-
gerät Spannkräfte von 400
bis 2000 N aufbringen. Sol-
che hohen Spannkräfte sind
nur möglich, weil der Antrieb
von einem leistungsstarken
Akkumulator (12 V, 2 Ah) ver-
sorgt wird. Die maximale
Spannkraft lässt sich dabei
individuell einstellen.
Sander GmbH, 42216 Wuppertal, Tel. (02 02) 45 99-0, Fax (02 02) 45 99-1 99
Akku-Hand-Umreifungsschweißgerätist vielseitig zu verwenden
Für Anwendungsfälle, in de-
nen es erforderlich ist, Roh-,
Hilfs- und Betriebsstoffe bei
einer bestimmten Tempera-
tur zu lagern, wurde der Pro-
tecto-Regalcontainer zur
temperierten Lagerung ent-
wickelt. Der Hersteller weist
darauf hin, dass bereits bei
der Planung eines temperier-
ten Lagers im Vorfeld einige
entscheidende Punkte
berücksichtigt werden soll-
ten, um eine praxisgerechte
Lösung zu erzielen. Dabei ist
beispielsweise die richtige
Einstufung der Medien in
die Wassergefährdungsklas-
se und VbF-Klasse wichtig.
Protectoplus Lager- und Umwelt-
technik GmbH,
24768 Rendsburg,
Tel. (0 43 31) 45 16-0,
Fax (0 43 31) 45 16-11,
Internet: www.protectoplus.de
Regalcontainer zur temperierten Lagerung
Der mobile Thermotransfer-
drucker PT400 bietet eine fle-
xible und kompakte Lösung
für industrielle Anwendun-
gen, die unmittelbar zur Ver-
fügung stehende Barcode-
Etiketten erfordern, wie In-
ventur oder die Etikettierung
von Lagerregalen. Dank sei-
ner Mobilität ist das Gerät ein
Integrationswerkzeug für un-
ternehmenseigene ERP-Sy-
steme (Enterprise Resource
Planning) und das Supply
Chain Management. Es ver-
fügt über einen Energiespar-
modus, der zwischen den
Druckaktivitäten automa-
tisch herunterschaltet.
Zebra Technologie Vertriebs-
GmbH,
63179 Obertshausen,
Tel. (0 61 04) 70 99-0,
Fax (0 61 04) 70 99-22
Tragbarer Thermotransfer-Etikettendruckerhat Schnittstelle zum ERP-System

Maschinenmarkt, Würzburg 106 (2000) 1/2 XX
Das IndustrieMagazin
MARKTSPIEGEL
611_ /_
2-03
Der Horizontal-Schlauch-
beutelautomat Flexo 500 S
löst mit einer Durchlassbrei-
te bis 500 mm die Aus-
führung Flexo 400 S ab. Wie
das Vorgängermodell bietet
die neue Maschine niedrige
Umrüstzeiten. Der Schlauch-
beutelautomat verpackt Pro-
dukte bis zu einer Höhe von
180 mm. Zur Standardaus-
stattung der Maschinenreihe
gehört ein Operator-Panel
zur Speicherung der Parame-
ter verschiedener Packgüter.
Neu bei der Ausführung
Flexo 500 S ist der Einsatz
der Simatic-S-7-Steuerung
von Siemens mit dem Opera-
tor-Panel OP7.
Hugo Beck GmbH & Co. KG,
72581 Dettingen,
Tel. (0 71 23) 72 08-40,
Fax (0 71 23) 8 72 68,
E-Mail: [email protected],
Internet: www.hugobeck.de
Horizontal-Schlauchbeutelautomatlässt sich in kurzer Zeit umrüsten
Der leichte Handcompu-
ter Team-Pad 7100-E ist
ein mobiles Datener-
fassungsgerät, das für
die Erfassung von
Barcodes mit einem
Scanner ausgestat-
tet ist. Es hat ein
großes Touch-
screen-Display.
Das Gerät er-
kennt gängige Codes,
wie beispielsweise EAN, UPC,
Code39, Code128, NW7, JAN
und ITF aus 5 bis 58 cm Ent-
fernung. Der Computer ar-
beitet mit MS-DOS-Betriebs-
system und verfügt
über hohe Leistungs-
reserven für an-
spruchsvolle Appli-
kationen. Er ver-
braucht laut Hersteller
wenig Strom und wird
von einem Lithium-Akku
mit 1400 mAh versorgt.
Eine Sicherheitsbatterie
schützt den Datenbestand.
PDS GmbH,
51149 Köln,
Tel. (0 22 03) 18 88-0,
Fax (0 22 03) 18 88-18,
E-Mail: [email protected],
Internet: www.pdsgmbh.de
Kennzeichen des Elektro-
Hochhubwagens, den es in
den Ausführungen L 14,
L 14 i, L 16 und L 16 i mit 1,4
und 1,6 t Tragfähigkeit gibt,
sind seine elektrische Len-
kung, die schmale Bauweise
und eine hohe Fahrge-
schwindigkeit. Im Vergleich
zu Vorgängerfahrzeugen
lässt sich der Hochhubwagen
mit der elektrischen Len-
kung mit rund 90% weniger
Kraftaufwand bedienen. Die
Bedienelemente sind logisch
angeordnet. So sind alle
Fahr- und Hubbetätigungen
in der Deichsel zusammenge-
fasst.
Linde AG, 63736 Aschaffenburg, Tel. (0 60 21) 99-0, Fax (0 60 21) 99-14 88
Schmal gebauter Elektro-Hochhubwagenist mit elektrischer Lenkung ausgestattet
Handcomputer mit Touchscreen-Bedienungund integriertem Barcode-Scanner

Maschinenmarkt, Würzburg 106 (2000) 1/2 XX
Das IndustrieMagazin
MARKTSPIEGEL
6118 /T
2-04
Mit der Version 5.2 wurde das
Warenwirtschaftssystem Ma-
nus um bestimmte Funktio-
nen erweitert. So gibt es jetzt
einen neuen, noch übersicht-
licher gestalteten Terminka-
lender, in dem Stamm- und
Bewegungsdaten miteinan-
der verknüpft sind. Durch die
Kennzeichnung der Termine
mittels Terminarten syste-
matisiert der Nutzer seine
Termine mit selbstwählba-
ren Kriterien. Dem Termin
können Verweise zu Kunden,
Lieferanten, Interessenten,
Artikeln, Leistungen und Ob-
jekten zugeordnet werden.
Daraus resultiert ein wesent-
licher Vorteil des Moduls: Ter-
minüberschneidungen wird
automatisch vorgebeugt,
wenn der Nutzer bei der Ein-
gabe der Verweise den Para-
meter „Terminkonflikt“ auf
„Ja“ setzt. In der Terminan-
zeige können nicht nur die ei-
genen Termine, sondern
auch die Termine eines an-
deren Nutzers angezeigt wer-
den.
M. K. Technics GmbH,
01259 Dresden,
Tel. (03 51) 20 46-9 10,
Fax (03 51) 20 46-9 11,
E-Mail: [email protected]
Umfassendes Warenwirtschaftssystemmit übersichtlichem Terminkalender
Die Tankmanagement-Soft-
ware Tankmaster bietet dem
Bediener die volle Kontrolle
über das Volumen von Tank-
anlagen. Die Software zeigt
Füllstand, Druck und Tempe-
raturwerte an und berechnet
Nettovolumina, Dichten und
Massen in Echtzeit. Die Be-
rechnungen enthalten Brut-
to- und Nettovolumina. Ein
OPC-Server (OLE for Process
Control) ermöglicht den
Transfer der Mess- und Kal-
kulationsdaten an bran-
chenübliche Microsoft-Offi-
ce-Programme und andere
SCADA-Systeme. Dies bedeu-
tet, dass man noch bessere
Voraussetzungen erhält,
rechtzeitig und effektiv Ent-
scheidungen zu treffen.
Saab Tank Control Deutschland
Vertriebs GmbH,
63674 Altenstadt,
Tel. (0 60 47) 6 79 90,
Fax (0 60 47) 6 83 26,
E-Mail: [email protected]
Tankmanagement-Softwareberechnet verschiedene Werte in Echtzeit
Das Supply-Chain-Optimie-
rungssystem Add One wurde
weiterentwickelt und bietet
nun zusätzlich spezielle Pro-
grammpakete gezielt für die
Bereiche Produktion, Mate-
rialwirtschaft und Waren-
wirtschaft im Handel an. Mit
seinem modular konzipier-
ten System zielt der Anbieter
in erster Linie auf die Opti-
mierung der Logistikketten
innerhalb der Unternehmen.
Damit eröffnet sich auch dem
unternehmerischen Mittel-
stand die Möglichkeit, mit ge-
ringem Investitions- und Or-
ganisationsaufwand die Teil-
bereiche Produktion, Materi-
al- und Warenwirtschaft oder
auch die gesamte Supply
Chain zu optimieren. Be-
nötigtes Material kann zuver-
lässig und termingerecht an-
gefordert werden.
Inform GmbH,
52076 Aachen,
Tel. (0 24 08) 94 56-1 30,
Fax (0 24 08) 94 56-10,
E-Mail: [email protected]
Supply-Chain-Optimierungssystemfür Logistikketten in Unternehmen

Ein KlassikerDieses Grundlagenbuch zum
Thema Systems Engineering
hat sich in den Jahren zum
festen Bestandteil von Lehr-
veranstaltungen und Vorträ-
gen etabliert. Eine 10. über-
arbeitete Auflage dieses
Standardwerks ist notwendig
geworden, um Ergänzungen
vorzunehmen und den aktu-
ellen Praxisbezug herzustel-
len.
Gegenstand des Buchs ist
ein methodischer Vorgehens-
leitfaden zur Abwicklung von
komplexen Vorhaben und
Projekten. Das von den Auto-
ren erarbeitete Vorgehen fußt
auf der in den USA ent-
wickelten Systems Enginee-
ring-Philosophie. Die Aufar-
beitung des komplexen The-
mas erscheint umfassend:
von der Systemgestaltung
über das Projektmanage-
ment bis zu den erforderli-
chen Techniken und Hilfs-
mitteln. Erfolgsrezept ist das
Denken in Wirkzusammen-
hängen und Prozessen; dies
unterscheidet das Vorgehen
im Systems Engineering von
den klassischen systemori-
entierten Ansätzen. Dass die
Methode Allgemeingültigkeit
besitzt, belegen die darge-
stellten Praxisbeispiele aus
dem Bereich der Produkti-
onsstättenplanung, der Or-
ganisationsanalyse, der Ent-
lohnungssysteme und der
Informatik.
Alles in allem ein umfas-
sendes Lehrbuch und Nach-
schlagewerk mit prakti-
schem Nutzen. STEFAN NÖKEN
ÜberblickDer Beschaffungsbereich im
Unternehmen ist bislang von
der Wissenschaft eher stief-
mütterlich behandelt wor-
den. Erst spät erkannte man,
dass auch der Einkauf einen
Beitrag zum Unternehmens-
erfolg leistet, der über die rei-
ne Kostenersparnis hinaus-
geht. Auf der Grundlage der
Marketingphilosophie sind
dazu Supply-Management-
Konzeptionen entwickelt
worden, die Wettbewerbsvor-
teile erzielen sollen.
Der Autor entwickelt in sei-
ner Dissertation ein Konzept
des kundenorientierten Sup-
ply Management, das die
Erkenntnisse verschiedener
Strategiekonzepte und insbe-
sondere der Kundenorientie-
rung berücksichtigt. Neben
der theoretischen Fundie-
rung bezieht er Ergebnisse ei-
ner nichtrepräsentativen em-
pirischen Studie in deut-
schen Unternehmen ein und
entwickelt dann ein Konzept
der Kundenorientierung in
der Beschaffung.
Während es sich im theo-
retischen Teil der Arbeit um
eine sehr systematische und
vollständige Aufarbeitung
bisheriger Beschaffungskon-
zepte, zudem eine gut ver-
ständliche, handelt, werden
die umsetzungsrelevanten
Aspekte der Aufbau- und Ab-
lauforganisation sowie der
Anforderungen an den kun-
denorientierten Supply-Ma-
nager recht knapp behandelt.
Das Buch ist daher eher et-
was für diejenigen Leser, die
sich einen Überblick über
Beschaffungskonzepte ver-
schaffen wollen. Was infolge
der Inflation angelsächsi-
scher Schlagworte durchaus
sinnvoll ist. ANDREAS PREISSNER
Speicherprogrammierbare
Steuerungen in der Praxis
Von W. Braun. Braunschweig,Wiesbaden: Vieweg, 1999. 333 S., kartoniert, 68 DM.
Dieses Buch zeigt anhand
von praxisnahen Aufgaben-
stellungen Einsatzmöglich-
keiten von Speicherprogram-
mierbaren Steuerungen am
Beispiel der SIMATIC-S7. Ne-
ben den „klassischen“ Pro-
grammiersprachen AWL,
FUP, KOP enthält das Buch
auch einige Programmbei-
spiele in der Ablaufsprache
GRAPH, in SCL und in Hi-
Graph – einer Sprache, die
nach der Methode der Zu-
standsgraphen arbeitet. Die
praxisnahen Beispielaufga-
ben mit ihren sehr ausführ-
lich dokumentierten Lösun-
gen sprechen Verknüpfungs-
steuerungen, Ablaufsteue-
rungen, Aufgaben mit Digita-
loperationen (Wortverarbei-
tung), die Analogwertverar-
beitung und Operationen mit
Datenbausteinen an.
Strategische WaffeUnternehmensübergreifen-
de Geschäftsabläufe über
das Internet abzuwickeln
bekommt eine zunehmende
strategische Bedeutung im
Wirtschaftsleben. Der Autor
nennt das Electronic-Busin-
ess gar eine scharfe strategi-
sche Waffe, um in der wach-
senden Dynamik der Märkte
erfolgreich zu sein. Deshalb
sollten sich Führungskräfte
damit beschäftigen, anstatt
das Thema nur an die Marke-
ting- oder IT-Abteilung zu de-
legieren.
Das Buch erklärt die
Grundlagen des E-Commer-
ce und E-Business: dies auch
anhand eines portraitierten
E-Commerce-Unterneh-
mens. Es erläutert Gründe,
Geschäftsmodelle und Bau-
steine des E-Commerce. An-
hand zahlreicher, teilweise
anonymisierter Fallstudien,
führt der Autor einprägsam
in die Praxis elektronischer
Geschäftsabläufe ein.
Dem Buch ist eine CD-
ROM des deutschen Pioniers
für Internet-Kaufhäuser, In-
tershop, beigelegt. Damit hat
der Anwender die Möglich-
keit, einen speziellen Ansatz
im E-Commerce Business-to-
Business näher zu studieren.
Die Lösung von Intershop ist
für Unternehmen interes-
sant, die verkaufsfertige be-
ziehungsweise modular zu-
sammengesetzte Produkte
anbieten.
Das Buch ist übersichtlich
gegliedert und so aufgebaut,
dass man es keineswegs im
Gesamtzusammenhang le-
sen muss, sondern durchaus
auch einzelne Kapitel sepa-
rat studieren kann – eine Tat-
sache, die vielbeschäftigten
Unternehmensleitern entge-
genkommt, denn an diese
wendet sich das Buch in er-
ster Linie. ULRIKE GLOGER
I Maschinenmarkt, Würzburg 106 (2000) 1/2
BÜCHER
Systems
Engineering
Von W. F. Daen-zer, F. Huber,Orell Füssli,1999, 644 S.,gebunden, 150 DM.
Electronic
Business-to-
Business
Von F. Mattes.Stuttgart: Schäf-fer-Poeschel,1999. 285 S.,gebunden, 98 DM.
Wettbewerbs-
vorteile durch
kundenorien-
tiertes Supply
Management
Von M. Kuhl, Le-verkusen, GWV,1999, 293 S., kar-toniert, 108 DM.
Grundlagen der Bauphysik
Von G. Hilbig. München: Fach-buchverlag Leipzig im Carl HanserVerlag, 1999. 496 S., kartoniert,69 DM.
Die drei Kernziele der Bau-
physik – das Reduzieren des
Heizenergieverbrauchs, das
Vermindern von Gebäude-
schäden durch Feuchte und
Schimmel sowie das Verrin-
gern des Lärmeinflusses auf
die Bewohner – sind Thema
dieses Buchs. Es erläutert die
dazu notwendigen Grundla-
gen sowie bewährte Berech-
nungs- und Bemessungsver-
fahren. Es werden Methoden
vermittelt, um die Wärmever-
luste und -gewinne an Ge-
bäuden quantitativ zu erfas-
sen, die Gebäudehülle gegen
Feuchteprobleme resistent
zu gestalten und die notwen-
digen schalltechnischen Ei-
genschaften zu gewährlei-
sten. Ziel ist es, den Leser an
die jeweiligen Probleme her-
anzuführen, ihm das Verste-
hen der wesentlichen physi-
kalischen Zusammenhänge
zu ermöglichen und Lö-
sungsmethoden anzubieten.
Maschinenmarkt, Würzburg 106 (2000) 1/2 XX
Das IndustrieMagazin
TERMINE
Kongresse, Kolloquien, Seminare
Seminar: Gruppen zielorientiert
führen und motivieren
Management Circle GmbH,Postfach 56 29, 65731 Eschborn,Tel. (0 61 96) 4 72 28 00,Fax (0 61 96) 4 72 28 88
Düssel-dorf 26. und27. 1.
2595 DM
Seminar: Professionelles
Krisenmanagement – Konzepte
und Erfahrungsberichte
Ueberreuter Managerakademie,Lurgiallee 6 – 8, 60439 Frankfurt/Main,Tel. (0 69) 5 80 90 50, Fax (0 69) 58 09 05 20
Wies-baden2. 2.
1890 DM
Seminar: Tendenzen in der
Maschinen- und Verfahrenstechnik
beim Herstellen von Kunststoffteilen
Kunststoffzentrum in Leipzig GmbH,Postfach 31 07 32, 04211 Leipzig,Tel. (03 41) 4 94 15 00, Fax (03 41) 4 94 15 55
Leipzig4. 2.
Preis aufAnfrage
Seminar: Produktzertifizierung
im Osteuropahandel – Russland
und Nachfolgestaaten
Technische Akademie Esslingen,Weiterbildungszentrum,Postfach 12 65, 73748 Ostfildern,Tel. (07 11) 3 40 08 23,Fax (07 11) 3 40 08 43
Dresden7. und8. 2.
960 DM
Tagung: Umsetzung der
Gefahrgutverordnung Straße
in die tägliche Praxis
TÜV-Akademie Rheinland GmbH, Am grauen Stein, 51105 Köln,Tel. (02 21) 8 06 30 00,Fax (02 21) 8 06 30 52
Köln8. 2.
520 DM
Seminar: Revision 2000 der
ISO 9000-Familie
Otti-Technologie-Kolleg,Wernerwerkstraße 4, 93049 Regensburg,Tel. (09 41) 2 96 88 20,Fax (09 41) 2 96 88 19
Regens-burg9. und10. 2.
1680 DM
Seminar: Rhetorik in Verkauf
und Marketing
Nürnberger Akademie für Absatzwirtschaft GmbH,Äußere Sulzbacher Straße 116, 90491 Nürnberg,Tel. (09 11) 9 19 76 90,Fax ((09 11) 91 97 69 20
Nürnberg9. bis 11. 2.
2490 DM
Seminar: Recherche im Internet
in Forschung und Entwicklung
Management Circle GmbH,Postfach 56 29, 65731 Eschborn,Tel. (0 61 96) 4 72 28 00,Fax (0 61 96) 4 72 28 88
München10. und 11. 2.
2695 DM
Seminar: Strombeschaffung
im liberalisierten Markt
Haus der Technik e. V.,Hollestraße 1, 45127 Essen,Tel. (02 01) 1 80 31,Fax (02 01) 1 80 32 69
Essen15. und16. 2.
1985 DM
Maschinenmarkt, Würzburg 106 (2000) 1/2 II
Das IndustrieMagazin
IMPRESSUM
Redaktion:Redaktionsanschrift: Max-Planck-Str. 7/9, 97064 Würzburg, Tel. (09 31) 4 18-23 40, Fax (09 31) 4 18-27 70Chefredakteur: Helmut Grössl, Tel. -22 03, Fax -27 70Redakteure: Bernhard Kuttkat (stellv. Chefredakteur), Tel. -24 15, Ulrike Gloger, Tel. -20 61,Ursula Hofmann, Tel. -22 14, Helmut Klemm, Tel. -22 57, Josef Kraus, Tel. -22 72, Rüdiger Kroh, Tel. -25 62, Frank Pfeiffer, Tel. -24 20, Reinhold Schäfer, Tel. -20 36, Udo Schnell, Tel. -24 72, Jürgen Schreier, Tel. -22 76, Winfried Schröder, Tel. -23 83, Claus-Martin Stotz, Tel. -22 25, Rolf Tillert, Tel. -25 64Layout: Manfred Bayerlein (Ltg.), Bruno Feser, Michael Scheidler, Manfred WernerChef vom Dienst: Udo SchnellKorrespondenten: Günther Adam, Bruchsal, Tel. (0 72 51) 21 34, Helmut Altner, Paris, Tel. (0 03 31) 39 16 62 32, Hermann Bohle, Brüssel, Tel. (0 03 22) 5 14 07 75, Dr. Hans Dieball, Neuss, Tel. (0 21 31) 3 94 77, Lothar Handge, Velbert, Tel. (0 20 53)8 35 89, Manik Mehta, New York, Tel. (2 01) 8 65 25 45, Katja Rosenbohm, Berlin, Tel. (0 30) 9 28 90 41, F. Paul Schwakenberg, Bonn, Tel. (0 22 23) 2 38 20, Martin Stübs,München, Tel.(0 89) 34 02 99 74.
Verlag:Anschrift: Vogel Verlag und Druck GmbH & Co. KG, Max-Planck-Straße 7/9, 97064 Würzburg, Tel. (09 31) *4 18-0, Fax (09 31) 4 18-20 22.Verlagsleiter: Ernst August Hestermann, Max-Planck-Str. 7/9, 97064 Würzburg.Anzeigen: Barbara Schüll, Max-Planck-Straße 7/9, 97064 Würzburg, verantw. für den Anzeigenteil. Z.Z. gilt Anzeigenpreisliste 061MM-Börse: Karl-Heinz Dotter, Tel. (09 31) 4 18-23 68, Fax (09 31) 4 18-26 66.Elektronische Medien: Michael Hepf, Tel. (09 31) 4 18-24 40, Fax (09 31) 4 18-26 11.Anzeigenverkauf Ausland: Siegfried Gülle, Tel. (09 31) 4 18-21 66, Fax (09 31) 4 18-26 40.Anzeigenverkaufsleitung: Thomas Bormann, Tel. (09 31) 4 18-27 57, Fax (09 31) 4 18-29 00.Anzeigenverwaltung: Waldemar Franz, Tel. (09 31) 4 18-20 78, Fax (09 31) 4 18-21 68.Vertrieb und Leserservice: DataM-Services GmbH, Fichtestr. 9, 97074 Würzburg, Heinrich Balling, Tel. (09 31) 41 70-4 70, Fax (09 31) 41 70-4 97.Abonnentenservice: dsb Abo-Services GmbH, 74168 Neckarsulm, Tel. (0 71 32)95 92 31, Fax (0 71 32) 95 91 01.Erscheinungsweise: Wöchentlich montags. Angeschlossen der Informationsgemeinschaftzur Feststellung der Verbreitung von Werbeträgern – Sicherung der Auflagen-wahrheitVerbreitete Auflage: 50 096 (Durchschnitt I/99 IVW)Bezugspreis: Einzelheft 8,50 DM/4,35 € (7,94 DM Nettopreis + –,56 DM Umsatzsteuer) + Versandkosten. Abonnement Gesamtausgabe Inland: jährlich 351,– DM/179,46 €. Abonnement Gesamtausgabe Ausland: jährlich 455,– DM/232,64 € (+ EG-Staaten ggf. 7% Ust.). Alle Abonnementpreise verstehen sich einschließlich Versandkosten.Bezugsmöglichkeiten: Bestellungen nehmen der Verlag und alle Buchhandlungen im In- und Ausland entgegen. Abbestellungen sind nach Ablauf der Mindestbezugszeit bei einer Kündigungsfrist von 2 Monaten jeweils zum Quartalsende möglich. Sollte dieFachzeitschrift aus Gründen, die nicht vom Verlag zu vertreten sind, nicht geliefert wer-den können, besteht kein Anspruch auf Nachlieferung oder Erstattung vorausbezahlterBezugsgelder.Bankverbindungen: Dresdner Bank AG, Würzburg (BLZ 790 800 52) 314 889 000; Bayerische Vereinsbank AG, Würzburg (BLZ 790 200 76) 2 506 173; Kreissparkasse, Würzburg (BLZ 790 501 30) 17 400; Postgirokonto, Nürnberg (BLZ 760 100 85) 99 91-8 53.Ausland: Postscheckkonto, Zürich 80-47 064; Postscheckkonto Niederlande Arnhem 2 66 23 95; Crédit Industriel d’Alsace et de Lorraine, Strasbourg, Kto. Nr. 101/01 212576.Herstellung: R. KrauthDruck: Vogel Verlag und Druck GmbH & Co. KG, 97064 WürzburgErfüllungsort und Gerichtsstand: WürzburgUnverlangte Manuskripte werden nur zurückgesandt, wenn Rückporto beiliegt. Fotokopieren veröffentlichter Beiträge ist gestattet zu innerbetrieblichen Zwecken, wenn auf jedes Blatt eine Wertmarke der Verwertungsgesellschaft Wort, Abt. Wissen-schaft, in 80336 München 2, Goethestraße 49, nach dem jeweils geltenden Tarifaufgeklebt wird.Inhaber und Beteiligungsverhältnisse: Persönlich haftende Gesellschafterin, Vogel Verlag und Druck Verwaltungs GmbH, Kommanditistin: Vogel Medien GmbH & Co. KG.Internet-Adresse: http://www.vogel.de
Verlagsbüros:Inland: Auskunft über zuständige Verlagsvertretungen unter Tel. (09 31) 4 18-23 39, Fax (09 31) 4 18-28 57.Ausland – Frankreich: DEF & COMMUNICATION, 10, rue Saint Jean, 75017 Paris, Tel. (01) 42 94 02 44, Fax (01) 43 87 27 29. – Belgien und Niederlande: S.I.P.A.S., PO Box 25, NL-1483 ZG De Ryp, Tel. (0 31) 2 99 67 13 03, Fax (0 31) 2 99 67 15 00. – Italien: Graziella Quaini Pubblicità, Via Meloria 7, 20148 Milano, Tel. (02) 39 21 61 80, Fax (02) 39 21 70 82. – Japan: S.G.S. International, Ltd., 5-2-23 Nishi Ikuta, Tama-Ku, Kawasaki 214, Tel. (0 44) 9 54-03 51, Fax (0 44) 9 66-96 88. – Taiwan: Taiwan Bright Int. Co. Ltd. 4 Fl-1, 200 Hsin Yi Road., Sec. 3, Taipei 106, Taiwan/ R.O.C., Tel. (02) 7 55 79 01/5,Fax (8 86) 2-7 55 79 00. – Türkei: Vogel Yayincilik, Piyalepasa Bulvari, Zincirlikuyu Cad. 231/3, Kasimpasa Beyoglu, TR-80380 Istanbul, Tel. (90) 2 12-2 97 17 24-32, Fax (90) 2 12-2 97 17 33 – Großbritannien: Crane Media Partners Ltd., 20-28 DallingRoad, Hammersmith, GB-London W6 0JB, Tel. (0 44) 20 82 37 86 01, Fax (0 44) 20 87 35 99 41/42. Österreich: Vogel Publishing Verlagsgesellschaft m. b. H., Büropark Donau, Inkustr. 1–7/ Stiege 5, 3400 Klosterneuburg, Tel. (0 22 43) 3 15 30-0, Fax (0 22 43) 3 15 30-77. – Dänemark, Norwegen und Schweden: MEDIA represen-tanterna AB, Drottninggatan 114 A, 11360 Stockholm, Tel. (08) 31 89 89, Fax (08) 31 06 26. –Schweiz: Hans Freimann, c/o Fachpresse AG Zürich, Technoparkstr.1, CH-8005 Zürich,Tel. (01) 4 452300, Fax (01) 4 45 23 01, Büro Westschweiz: Fachpresse AG Zürich: CP 900, Simplon 25, CH-1001 Lausanne, Tel. (0 21) 6 13 12 05, Fax (0 21) 6 16 49 59. –Ungarn: Vogel Publishing Kft., Hajdú u. 42–44, H-1139 Budapest, Tel. (0 36) 13 50 11 84/48 93, Fax. (0 36) 13 50 87 31. – USA und Canada: Vogel Europublishing, Inc., 632 Sunflower Court, San Ramon, CA 94583, Tel. (9 25) 6 48 11 70, Fax (9 25) 6 48 11 71.– Tschechien: Vogel Publishing s.r.o., Sokolovská 73, Karlin, CZ-186 21 Praha 8, Tel. (0 04 20) 2-21 80 88 24, Fax (0 04 20) 2-21 80 88 00. – Polen: MM EDYTOR S. C., ul.Powstanców 34, PL-40954 Katowice, Tel. (0 48) 3 22 56 32 77, Fax (0 48) 3 22 56 32 77.
ISSN 0341-5775

Werkzeugsteuerung
Ganzheitliche Automa-tisierungslösungen
beim Spanen sind ohneeffiziente Funktions-
überwachung derWerkzeuge nicht reali-sierbar. Die Nachteilekonventioneller Kon-
trollsysteme vermeidendigitale automatische
Werkzeugsteuerungen.
Verschleißschutz
Mit kombinierten Hartstoff-schichten können hohe
Bauteilanforderungenbezüglich Verschleiß- und
Korrosionsschutz erfülltwerden.
Wirbeln
Das Wirbeln hat sichbereits vor Jahren als
geeignet für dieTrockenbearbeitung
herausgestellt. Untersu-chungen bestätigen,
dass mit angepasstenParametern bei einem
weitaus breiteren Teile-spektrum als angenom-men zu einer trockenenProzessführung überge-
gangen werden kann.
Themen:
Spanende Fertigung
Werkzeuge
Oberflächenbehandlung
Verbindungstechnik
Elektronische Baugruppen
C-Technik, Software,Kommunikation
Management
Sie lesenaußerdem:
Messe-Special
Vom 15. bis 18. Februarfindet in Stuttgart dieMesse für Verbindungs-und Schweißtechnikstatt.
Ultraschallsensor
Metallisierte, glänzendeoder hochtransparenteFolien lassen sich miteinem Ultraschallsensordetektieren.
Wissensmanagement
Wissen ist ein entschei-dender Produktionsfak-tor. In gelungenem Wis-senmanagement liegtdeshalb der Schlüsselzum Geschäftserfolg.
Laserabtragen
Dr.-Ing. Peter Wrba, geschäfts-
führender Gesellschafter der
Gildemeister Lasertec GmbH,
Pfronten: „Die Wachstumschancen
sind überdurchschnittlich gut.“
VORSCHAU AUF MM 3 VOM 17. 1. 2000
III
im Internet
AktuellesNachrichten aus Wirtschaft undTechnik
Newsletter-AboKostenloser Online-Service derMM-Redaktion
MarktspiegelProduktinformationen
Firmen und ProdukteDatenbank mitProdukten und Firmenprofilen
MM-BörseDynamische Daten-bank für Gebraucht-maschinen
MM-ArchivMM-Inhalte der letzten vier Jahrgängeund des laufendenJahres
MM-IndustrialMagazinesIndustriemagazine in West-, Mittel-, Ost-europa und Asien
MM-ServiceProbehefte, Media-daten, Abonnements,Software, Seminare
MM-SpezialHyperlinks zu Messegesellschaften,Verbändeund Behörden
JobbörseAktueller Stellenmarkt
www.
maschinenmarkt.de
Das IndustrieMagazin