Embed Size (px)
DESCRIPTION
Sanayide seri üretimlerde zamandan kazanmak amacı ile imalat işlemlerini pratik ve hızlı bir biçimde proseslerin uygulanabilmesi için prograsif kalıplar hazırlanarak imalat işlemlerinden zaman kazanılabilir. Örneğin parça üzerine havşa radyal matkapla açılabilir. İmalat işleminde zamandan işçilikten kolaylık sağlanarak havşa kalıbı hazırlanmıştır. ÖZET Anahtar kelimeler: İmalat işlemleri, kalıp, proses, radyal matkap 1.GİRİŞ
Citation preview

KAPI KOLU BAĞLANTI ELEMANI DELME KALIBI
Prof. Dr. KERİM ÇETİNKAYA
BETÜL ABA
ÖZET
Sanayide seri üretimlerde zamandan kazanmak amacı ile imalat işlemlerini pratik ve hızlı bir biçimde
proseslerin uygulanabilmesi için prograsif kalıplar hazırlanarak imalat işlemlerinden zaman kazanılabilir.
Örneğin parça üzerine havşa radyal matkapla açılabilir. İmalat işleminde zamandan işçilikten kolaylık sağlanarak
havşa kalıbı hazırlanmıştır.
Anahtar kelimeler: İmalat işlemleri, kalıp, proses, radyal matkap
1.GİRİŞ
Sanayi yönünden gelişmiş dünya ülkelerinde özdeş olan pek çok sayıda ve seri halde üretilmesi gereken
parçalar kullanma alanlarına göre sac metal kalıplarıyla üretilmektedir.[1] Bir çok uygulamada imalat zamanın
önemli kısmı delik delme işlemleri için harcanmaktadır.[2] Şerit gereçlerden seri halde üretim yapmak üzere
talaş kaldırma işlemi olmaksızın özel zımbalarla istenilen ölçü ve profilde parçalara havşa deliği açılmaktadır.[3]
Üretilen parça buzdolabı kapı kolunda bağlama elemanı olarak kullanılır. Kesme işlemlerinin bütününe yakını
geleneksel zımba-dişi kalıp sistemi ile yapılmaktadır. Üretilecek parça için özel olarak tasarlanan bu sistemin
bütününe kalıp denilmektedir. Delme, bir makas veya kesici takım ile, talaş kaldırmadan malzemenin bir hat
boyunca (açık veya kapalı kesme çizgisi) ayrılması olarak tanımlanır. Delme ve kesme işlemleri kalıp
içerisindeki çeşitli istasyonlarda, şerit malzemenin ilerlemesiyle oluşturulur ve kalıbın bir ucundan giren sac
metal plaka, kalıbın diğer ucundan bitmiş parça olarak çıkar.
Bu konu ile ilgili yapılan çalışmalar da ise yardımcı kaynaklardan araştırılmıştır. AUTOCAD programında
kalıbın imalat resimleri, görünüşleri, tolerans ve antetleri yapılmıştır. Daha sonra oluşturulan kalıp
SOLİDWORKS programında modellenerek animasyonu yapılmıştır. Üretilen parçanın kalıbının nasıl çalıştığı
ve nasıl üretildiğine dair ilgili firmaya gidilerek kalıbın ve parçanın resmi, videoları alınmıştır.
Bu çalışmada istenilen, parçanın kalıbı hidrolik prese bağlanarak parçanın üretimi gerçekleştirilmesi sonucu
AUTOCAD ve SOLİDWORKS programlarında çizilerek sac metal dersinin dönem ödevi yapmaktır.
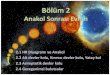
Şekil1:Parça imalat işlemleri
şekil 2:İşlem türleri
2. MALZEME METOT VE YÖNTEM
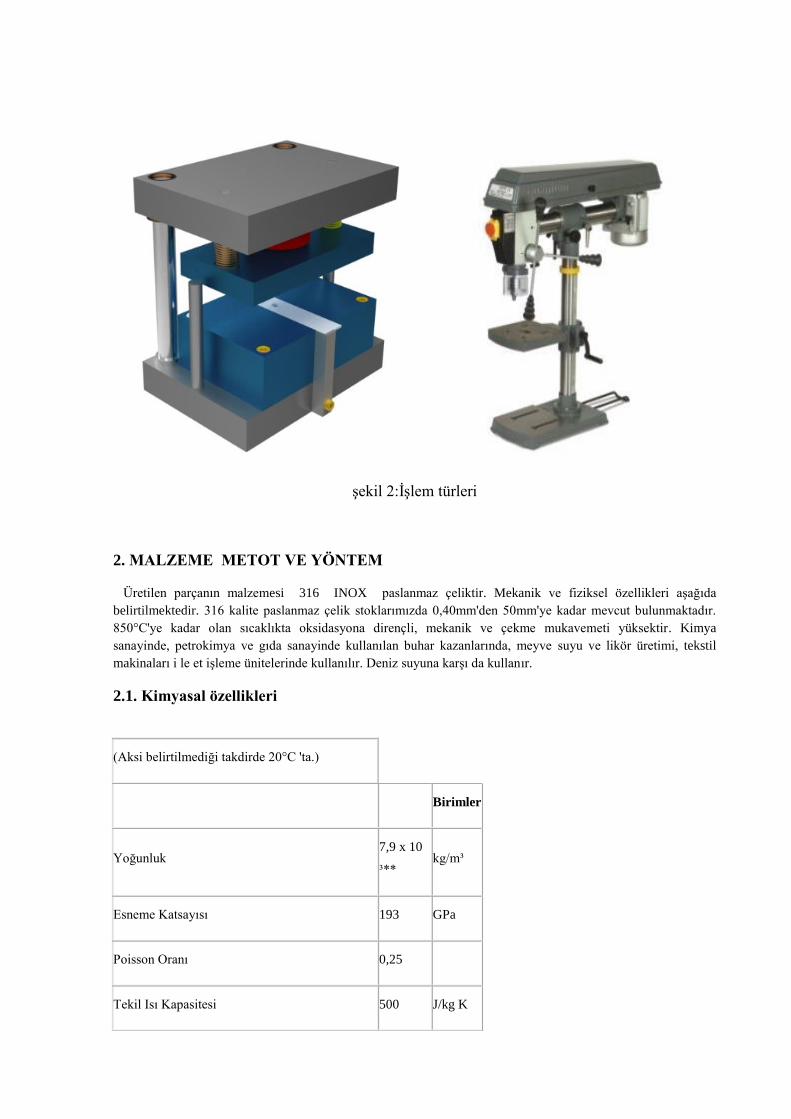
Üretilen parçanın malzemesi 316 INOX paslanmaz çeliktir. Mekanik ve fiziksel özellikleri aşağıda
belirtilmektedir. 316 kalite paslanmaz çelik stoklarımızda 0,40mm'den 50mm'ye kadar mevcut bulunmaktadır.
850°C'ye kadar olan sıcaklıkta oksidasyona dirençli, mekanik ve çekme mukavemeti yüksektir. Kimya
sanayinde, petrokimya ve gıda sanayinde kullanılan buhar kazanlarında, meyve suyu ve likör üretimi, tekstil
makinaları i le et işleme ünitelerinde kullanılır. Deniz suyuna karşı da kullanır.
2.1. Kimyasal özellikleri
(Aksi belirtilmediği takdirde 20°C 'ta.)
Birimler
Yoğunluk 7,9 x 10
³** kg/m³
Esneme Katsayısı 193 GPa
Poisson Oranı 0,25
Tekil Isı Kapasitesi 500 J/kg K
2.2. Fiziksel özellikler
*magnetik değildir, soğuk işlendiğinde hafifçe magnetikleşebilir.
* Bu rakam malzemenin gerçek yoğunluğudur. Faturalama amacı ile teorik kütle 8,07kg/m²/mm kalınlık baz
alınarak hesaplanır (Bu değişik toleransları hesaba katmaktadır.)
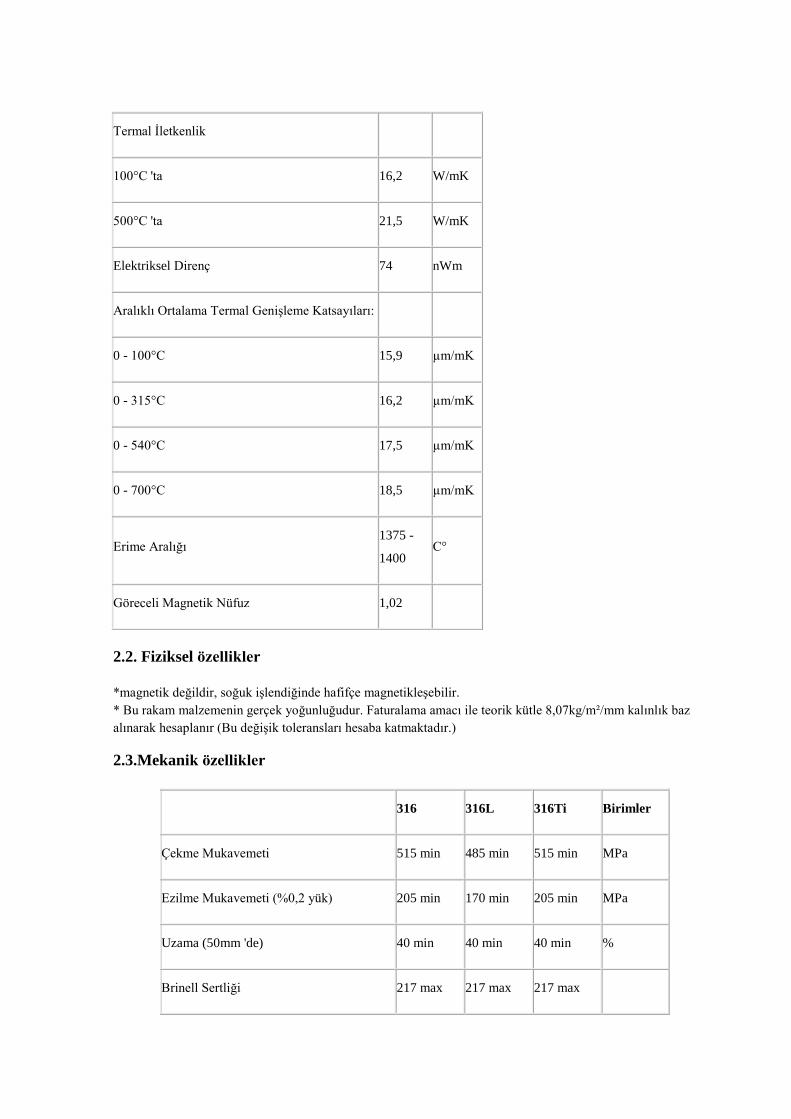
2.3.Mekanik özellikler
Termal İletkenlik
100°C 'ta 16,2 W/mK
500°C 'ta 21,5 W/mK
Elektriksel Direnç 74 nWm
Aralıklı Ortalama Termal Genişleme Katsayıları:
0 - 100°C 15,9 µm/mK
0 - 315°C 16,2 µm/mK
0 - 540°C 17,5 µm/mK
0 - 700°C 18,5 µm/mK
Erime Aralığı 1375 -
1400 C°
Göreceli Magnetik Nüfuz 1,02
316 316L 316Ti Birimler
Çekme Mukavemeti 515 min 485 min 515 min MPa
Ezilme Mukavemeti (%0,2 yük) 205 min 170 min 205 min MPa
Uzama (50mm 'de) 40 min 40 min 40 min %
Brinell Sertliği 217 max 217 max 217 max
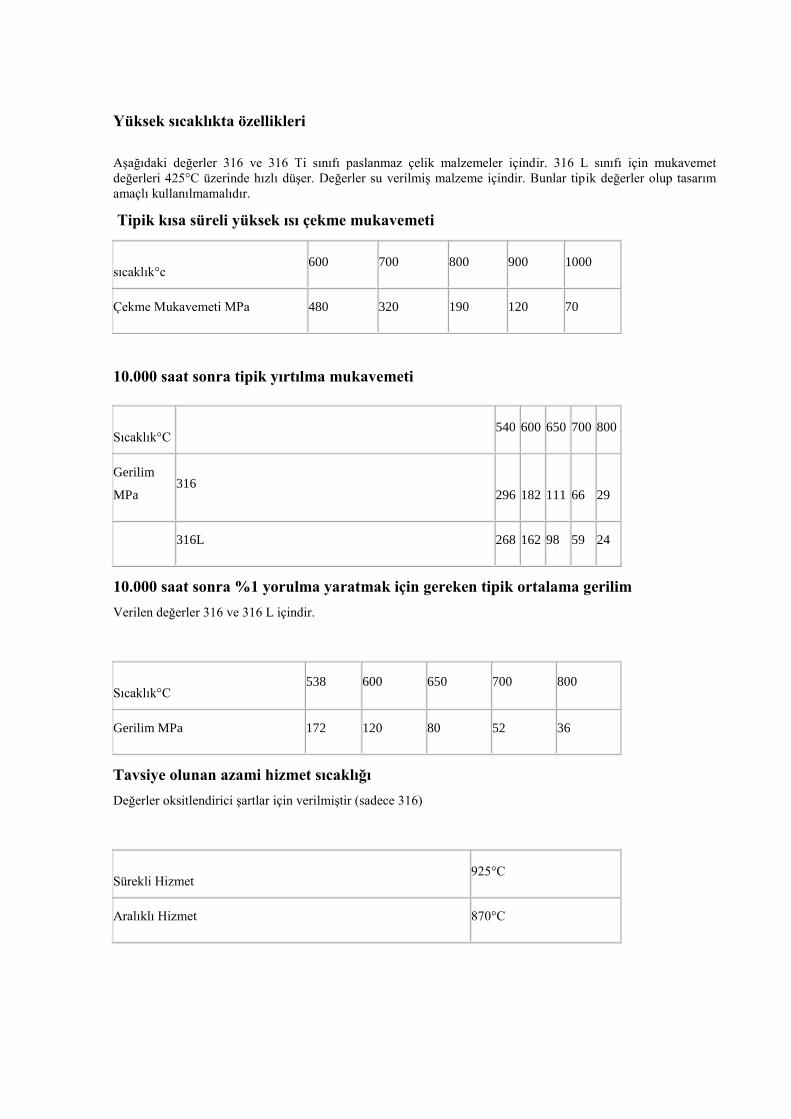
Yüksek sıcaklıkta özellikleri
Aşağıdaki değerler 316 ve 316 Ti sınıfı paslanmaz çelik malzemeler içindir. 316 L sınıfı için mukavemet
değerleri 425°C üzerinde hızlı düşer. Değerler su verilmiş malzeme içindir. Bunlar tipik değerler olup tasarım
amaçlı kullanılmamalıdır.
Tipik kısa süreli yüksek ısı çekme mukavemeti
sıcaklık°c 600 700 800 900 1000
Çekme Mukavemeti MPa 480 320 190 120 70
10.000 saat sonra tipik yırtılma mukavemeti
Sıcaklık°C 540 600 650 700 800
Gerilim
MPa 316
296 182 111 66 29
316L 268 162 98 59 24
10.000 saat sonra %1 yorulma yaratmak için gereken tipik ortalama gerilim
Verilen değerler 316 ve 316 L içindir.
Sıcaklık°C 538 600 650 700 800
Gerilim MPa 172 120 80 52 36
Tavsiye olunan azami hizmet sıcaklığı
Değerler oksitlendirici şartlar için verilmiştir (sadece 316)
Sürekli Hizmet 925°C
Aralıklı Hizmet 870°C
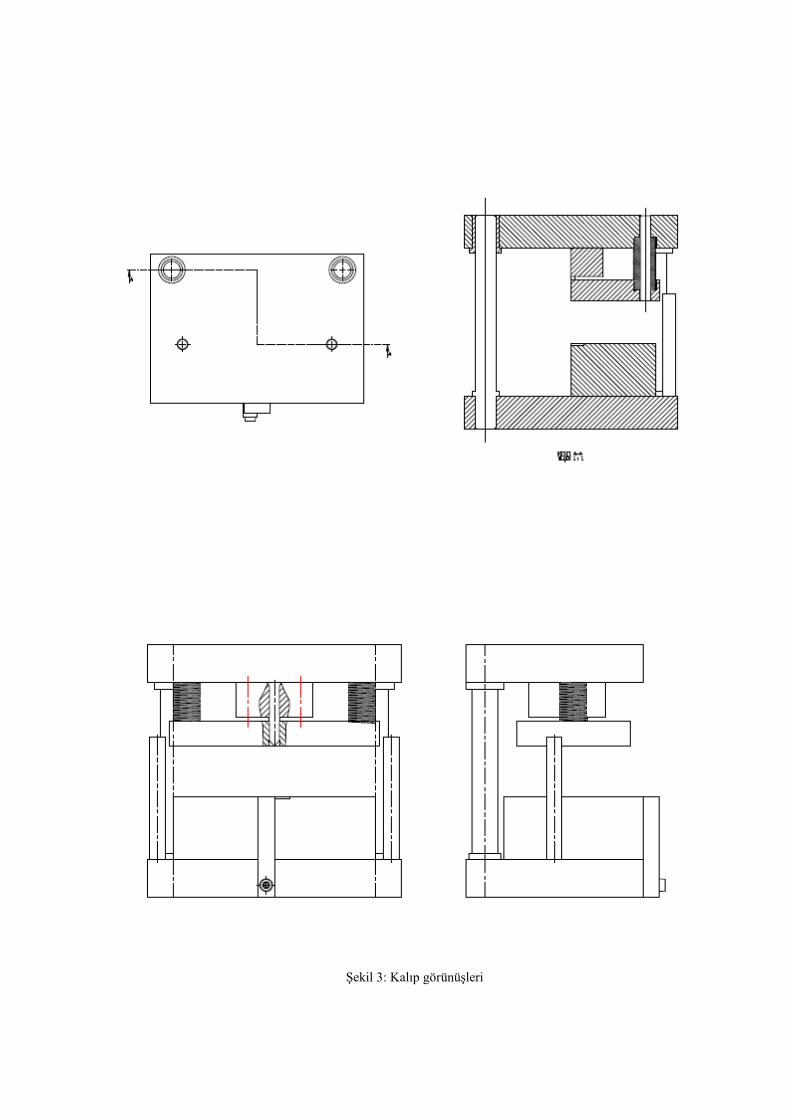
Şekil 3: Kalıp görünüşleri

3.BULGULAR VE TARTIŞMA
Bu uygulamada kullanılan parça SOLİDWORKS de modellenip animasyonu yapılmıştır. Bu parçanın üretim
aşamasında 2x2400x1200 saç plaka lazer kesimde parçadan haftalık üretimi karşılayacak 1000 adet kesilerek
pres de havşa kalıbı ile basılmıştır. Kullanılan pres 1000 tonluk dur. Pres kalıba kuvvet uyguladığında kalıbın
ömrü azalır. Kalıbın ömrünün uzun olması için ısıl işleme tabi tutulur. Kalıbın ezilip aşınmaması için serlik
yüksek bir malzeme kullanılmalıdır. Malzeme 2379 olarak tercih edildi . üretimin seri ve pratik bir şekilde
işlendiği gözlemlenmiştir.
Şekil 4: Parçanın son hali
4.SONUÇ
Bu çalışma sonucunda lazerle kesilmiş parçaların havşa deliği açmak için proses havşa kalıbına bağlanmıştır.
Yapılan çalışmada, katı model olarak tasarlanan bir sac metal parçanın, kalıbın katı model olarak tasarımı ve
kalıpla ilgili hesaplamalar yapılarak üretilmiştir. . Hatayı minimum hale getirmek için yapılan çalışmalar oldukça
detaylı olmasına karşın üretiminden sonra sağladıkları kolaylıklar zamandan tasarruf etmemizi sağlar.
Kullanımı oldukça kolaydır ve iş gücünü en aza indirmeye yöneliktir. Bu parçanın üretimini radyal matkabında
yapmak için harcanan saat istenilen üretim sayısına ulaşılmaz . Havşa kalıbı ile bu süre azaltılmıştır. Gelişen
teknoloji iler ki zamanlarda daha tasarruflu üretim yapan kalıplar ortaya koyacaktır.
5. TEŞEKKÜR
*Bu çalışmada kalıp fotoğraflarında ve parçanın üretiminde referans olan NBR makina LTD. ve ARGE
çalışanlarına yardımlarından dolayı teşekkür ederiz.
*Araştırmayı ve araştırarak öğrenmemize katkıda bulunan sayın hocam Prof.Dr.KERİM ÇETİNKAYA
teşekkür ederiz.
6.KAYNAKLAR
*[1] www.saribd.com erişim tarihi(22.11.11)
*[2] benes j hole, “making trends run deep, fast and dry”. am mach 144(5):97–104 ), 2000
*[3] makina resmi atölye ve teknoloji ıı truva- istanbul.2003
*htt://ozgenpaslanmaz.com/teknik_bilgi/mekaniközellik.html ( erişim tarihi25.12.11)
*htt://ozgenpaslanmaz.com/teknik_bilgi/fizikselözellik.html ( erişim tarihi25.12.11
*http//academyinox.com/teknik_bilgiler.html