Embed Size (px)
Citation preview

Mannesmann 롤피어싱 공정의 유한요소해석
1) 경상대학교 기계공학과 대학원 2) 경상대학교 연구교수 #) 경상대학교 기계항공공학부/항공기부품기술연구소
E-mail:[email protected]
Korean Society for Technology of Plasticity
심상현1), 이민철2), 전만수#
www.afdex.com
AFDEX

목차
▣ 서 론
▣ 결론
⊙ 연구목적
⊙ 문헌조사
▣ 본 론
⊙ 연구대상
⊙ 해석조건
⊙ 해석결과

1) Kazutake Komori, Kouta Mizuno, “Study on plastic deformation in cone-type rotary
piercing process using model piercing mill for modeling clay”, Journal of Materials
Processing Technology, pp. 4994–5001, 2009
2) Ken-ichiro Mori, Hidenori Yoshimura, Kozo Osakada, Kazutake Komoria, Kouta
Mizunob, “Simplified three-dimensional simulation of rotary piercing of seamless pipe
by rigid- plastic finite-element method”, Journal of Materials Processing Technology,
Vol. 80-81, pp. 700-706, 1996
3) Kazutake Komori, “Simulation of Mannesmann piercing process by the three-
dimensional rigid-plastic finite-element method”, International Journal of Mechanical
Sciences, Vol. 47, pp. 1838–1853, 2005
4) B. Li, S.H. Zhang, G.L. Zhang, H.Q. Zhang, “Prediction of 3-D temperature field
of TP2 copper tubes in three-roll planetary rolling process”, journal of materials
processing technology 2 0 5 ( 2 0 0 8 ) 370–375
5) Z. Pater, J. Kazanecki, J. Bartnicki , “Three dimensional thermo-mechanical simulation
of the tube forming process in Diescher’s mill”, Journal of Materials Processing
Technology, Vol. 177, pp.67–170, 2006
6) W. A. Khudheyer, D. C. Barton, T. Z. Blazynski, “A comparison between macroshear
redundancy and loading effects in 2- and 3-roll rotary tube cone piercers, Journal of
Materials Processing Technology, Vol. 65, pp. 191-202, 1997
문헌 조사

7) Kazutake Komor, Minoru Suzuki, Simulation of deformation and temperature in
press roll piercing, Journal of Materials Processing Technology, Vol. 169, pp.
249–257, 2005
8) Sudhir Chiluveru, “Computational Modeling of Crack Initiation in Crossroll Piercing”
9) Dr.-Ing. Karl-Heinz Brensing, Düsseldorf Dipl.-Ing. Baldur Sommer, Salzgitter
Großrohre GmbH, “Steel Tube and Pipe Manufacturing Processes”
문헌 조사

⊙ 용접파이프(Welded pipes)와 무용접파이프(Seamless pipes)
○ 용접파이프는 박판 또는 후판재를 굽혀서 기본적인 형상을 성형하고 연결부위를 따라 용접하여 만들고
무영접파이프는 봉재를 길이방향으로 피어싱하여 만듬.
○ 용접파이프는 제조원가가 작고 제조가 용이하기 때문에 광범위하게 사용하나 신뢰성이 떨어지고 강도
가 낮은 문제로 인해 고압 및 고신뢰성이 요구되는 목적으로 무영접파이프가 주로 사용되고 있다.
연구 목적
⊙ 사면체요소망과 강열점소성 유한요소법을 이용한 Mannesmann 롤피어싱 공정
○ 기존의 선행연구에서는 육면체요소망이 안고 있는 요소망재구성상의 한계에 기인하는 것으로 추정되는
주요 부위의 형상의 변화가 크게 나타나며, 부피변화 등에 관한 정보가 분명하지 않음.
○ 사면체요소망과 강열점소성 유한요소법을 이용한 Mannesmann 롤피어싱공정의 유한요소해석을 실시
하고 그 타당성에 대해서 검증하고 함.

Square billet
(<Φ450)
Round billet
( <Φ450 )
Tube Radial Forging
(Mandrel)
Hollow Ingot
( <Φ450 )
Open die Forging Radial Forging
황지 Press
절단 가열 Piercing Elongating 냉각 Sizing 교정
Mannesmann Process
연구 대상

연구 대상
⊙ Elongation process
⊙ Piercing process

연구 대상
⊙ Mannesmann 공정의 개략도 및 실물 사진

연구 대상
⊙ Diescher 피어싱 공정의 개략도

해석 조건
⊙ 금형 해석조건
종류 속도 마찰법칙 마찰상수 초기온도
Work roll 60 rpm 일정전단마찰법칙 1.0(=sticking) 100℃
Disk 6.8 rpm 일정전단마찰법칙 0.6 100℃
Mandrel - - 0.0 300℃
Pusher 20m/s - 0.0 0℃
⊙ 공정도 Work roll
Mandrel Disk Pusher
초기온도 주위 분위기 온도 소재-금형 열전달계수 소재-환경 열전달계수 열전도율
1180℃ 80℃ 10000 200 0.033
⊙ 소재 해석조건
2W/m K2W/m K 2W/m K

해석 조건 - 소재 유동응력곡선
Strain rate(/s)
Tru
es
tre
ss
(MP
a)
0 10 20 30 40 500
50
100
150
200
250
300
900
1000
1100
1200
℃
0.01
0.10
0.70
0.30
0.50
⊙ 소재 종류 : SUJ(100Cr6)
True stress-strain rate curves
℃
℃
℃
℃
0.01 900 129.6900 0.1230
0.10 900 144.1000 0.1230
0.30 900 175.8200 0.1070
0.50 900 178.5700 0.1070
0.70 900 160.6500 0.1310
0.01 1000 88.7360 0.1460
0.10 1000 98.5950 0.1460
0.30 1000 122.0400 0.1270
0.50 1000 122.0400 0.1290
0.70 1000 115.8300 0.1340
0.01 1100 58.9500 0.1690
0.10 1100 65.5000 0.1690
0.30 1100 82.7370 0.1430
0.50 1100 84.8060 0.1430
0.70 1100 82.7370 0.1480
0.01 1200 41.5750 0.2030
0.10 1200 46.1950 0.2030
0.30 1200 57.2260 0.1710
0.50 1200 57.2260 0.1780
0.70 1200 53.0900 0.1920
C n

해석 결과
⊙ After 1.0s
200 mm
해석 결과
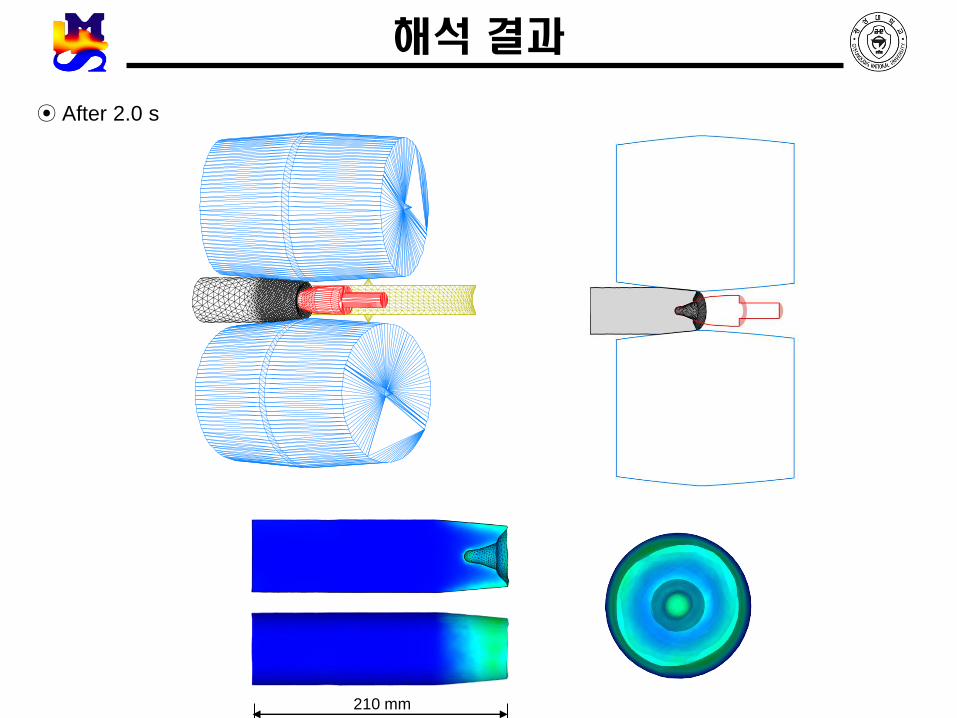
⊙ After 2.0 s
210 mm

해석 결과
⊙ After 3.0 s
228 mm

해석 결과
⊙ After 4.0s
262 mm
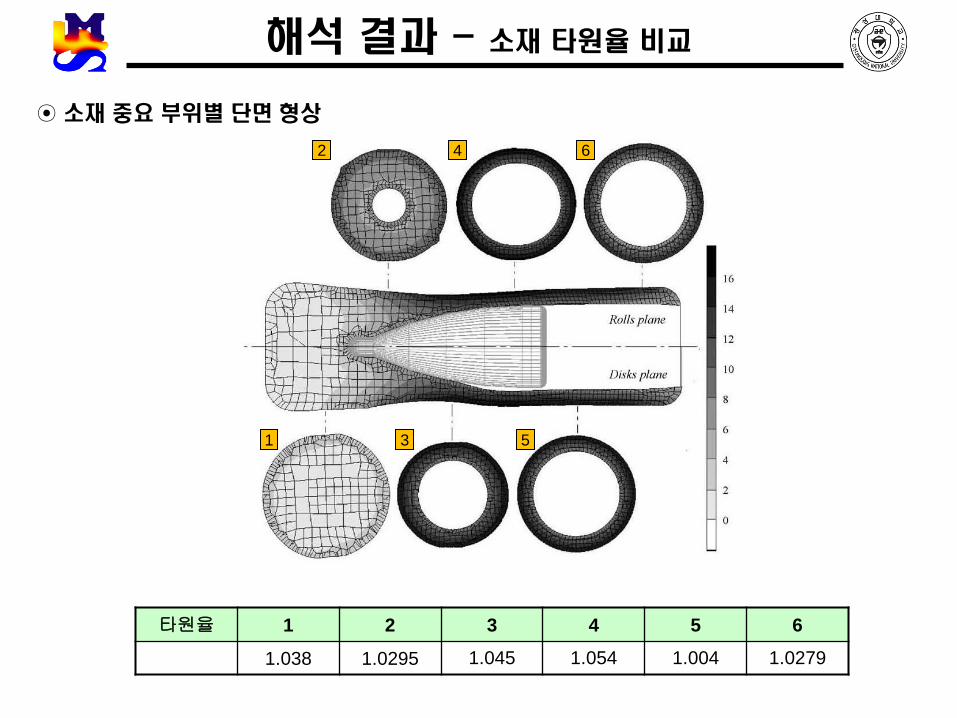
해석 결과 - 소재 타원율 비교
⊙ 소재 중요 부위별 단면 형상
타원율 1 2 3 4 5 6
1.038 1.0295 1.045 1.054 1.004 1.0279
1 3 5
2 4 6

해석 결과 - 소재 타원율 비교
⊙ 소재 중요 부위별 단면 형상
1 3 5
2 4 6
1 2 3 4 5 6
타원율 1.032 1.031 1.044 1.056 1.000 1.007
오차율(%) 0.57 0.15 0.10 0.19 0.40 2.03

해석 결과 – 유효변형률 분포
⊙ Efective strain 분포

해석 결과 – 유효변형률 분포
⊙ Efective strain 분포
7.0
6.1
5.1
4.3
3.5
2.6
1.7
0.9
0.0

해석 결과 – 유효변형률 분포
⊙ Efective strain 분포

해석 결과 – 소재 온도 해석
⊙ Temperature 분포
[℃]

해석 결과 – 실물과 해석결과 비교
⊙ 실물 사진
⊙ 해석 결과

해석 결과
⊙ Volume vs. Stroke
Stroke(s)
Vo
lum
eC
ha
ng
e(%
)
0 1.25 2.5 3.75 5-0.1
-0.05
0
0.05
0.1
ch
an
ge (
%)
Time (s)

해석 결과 – 애니메이션
⊙ 사면체 요소망과 강열점소성 유한요소법을 이용하여 Mannesmann 롤피어싱 공정의 시뮬레이션 실시하고
육면체 요소망을 이용한 선행연구 결과와 비교함.
⊙ 비교 결과 대부분 유사한 결과를 보였으나 육면체 요소망이 안고 있는 요소망재구성상의 한계에 기인하는
것으로 추정되는 모서리 부분에서의 형상이 차이가 남.
⊙ 사면체 요소망을 이용한 Mannesmann 롤피어싱 공정의 유한요소법 적용이 유용하다고 판단됨.
결론





























