Embed Size (px)
DESCRIPTION
Michelsen Consulting. LABORATORIO DE SIMULADORES EN ADMINISTRACION Y GERENCIA. Gerencia de Operaciones y Recursos Humanos. Simpro. SIMPRO es una simulación de producción y operaciones a través de gente y máquinas. - PowerPoint PPT Presentation
Citation preview

LABORATORIO DE SIMULADORES EN
ADMINISTRACION Y GERENCIA
Michelsen Michelsen ConsultingConsulting
Simpro
Gerencia de Operaciones Gerencia de Operaciones y Recursos Humanosy Recursos Humanos
Descripción•SIMPRO es una simulación de producción y operaciones a través de SIMPRO es una simulación de producción y operaciones a través de gente y máquinas.gente y máquinas.
• Es también un texto muy práctico para desarrollar habilidades en Es también un texto muy práctico para desarrollar habilidades en administración de producción y operaciones.administración de producción y operaciones.
• Se cubren las técnicas de programación de producción, análisis Se cubren las técnicas de programación de producción, análisis marginal, lotes óptimos EOQ, puntos de reorden y ciclos sistemáticos de marginal, lotes óptimos EOQ, puntos de reorden y ciclos sistemáticos de órdenes. Se incorporan cálculos de eficiencia de producción en base a órdenes. Se incorporan cálculos de eficiencia de producción en base a costos estándar.costos estándar.
Práctica en el control de inventarios.
Aplicación de análisis incremental, programación de producción y modelos económicos.
Técnicas en manejo de operaciones.
Toma de decisiones con corto tiempo, pero con consecuencias a largo plazo.
Establecimiento de ventaja competitiva en base a bajo costo.
Los bajos costos se pueden lograr con administración eficiente y no siempre con la tecnología.
OBJETIVOS DE SIMPRO
El Mundo SIMPRO• Habiendo ganado un contrato anual, los clientes recogen las piezas Habiendo ganado un contrato anual, los clientes recogen las piezas ordenadas cada 3 días de producción. ordenadas cada 3 días de producción.
•La planta tiene dos líneas de producción, tres tipos de piezas-La planta tiene dos líneas de producción, tres tipos de piezas-productos (X,Y,Z) y ocho trabajadoresproductos (X,Y,Z) y ocho trabajadores reclutados de un pool de reclutados de un pool de 28.28.
•En la primera línea se prepara la materia prima y en la segunda se da En la primera línea se prepara la materia prima y en la segunda se da el acabado pudiéndose intercambiar los 3 productos de máquina a el acabado pudiéndose intercambiar los 3 productos de máquina a máquina. máquina. • Programa Programa diariodiario de producción. de producción. Las decisiones que se alimentan Las decisiones que se alimentan representan el programa diario de producción. representan el programa diario de producción.
•Problema central: asignación de mano de obra a ocho máquinas; Problema central: asignación de mano de obra a ocho máquinas; asignación de tres productos a dos líneas de ocho máquinas.asignación de tres productos a dos líneas de ocho máquinas.
•Alto énfasis en manejo de personal, programación de producción, Alto énfasis en manejo de personal, programación de producción, control de calidad y mantenimiento.control de calidad y mantenimiento.
•
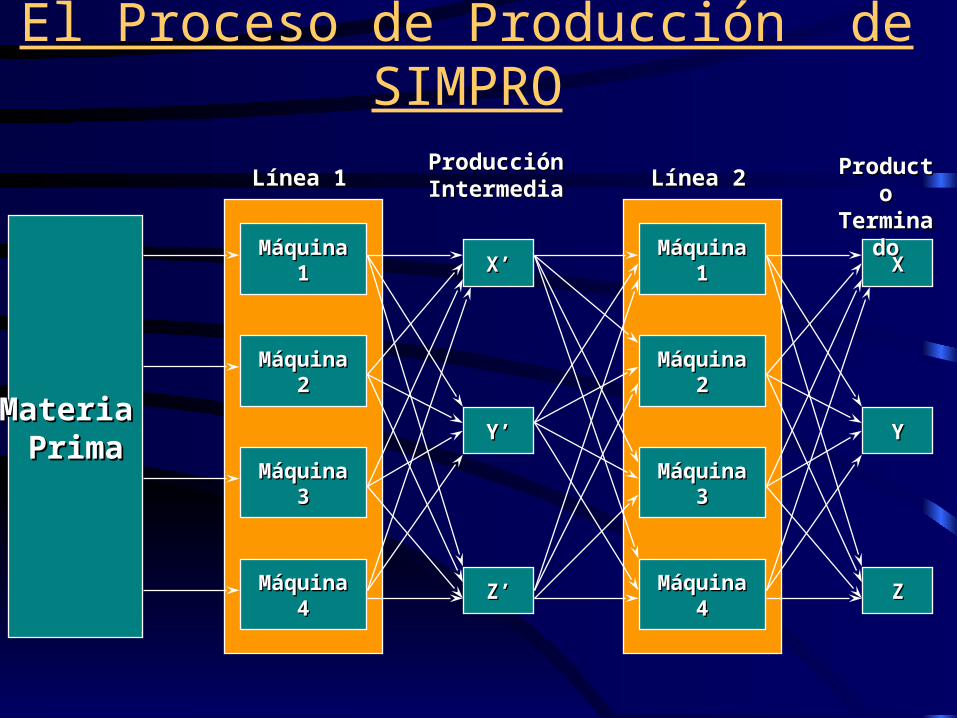
El Proceso de Producción de SIMPRO
Materia Materia PrimaPrima
MáquinaMáquina11
MáquinaMáquina22
MáquinaMáquina33
MáquinaMáquina44
X’X’
Y’Y’
Z’Z’
Línea 1Línea 1ProducciónProducciónIntermediaIntermedia
MáquinaMáquina11
MáquinaMáquina22
MáquinaMáquina33
MáquinaMáquina44
XX
YY
ZZ
Línea 2Línea 2 ProductoProductoTerminadoTerminado
• OBJETIVO GENERALOBJETIVO GENERAL
Abastecer la demanda de cada ciclo (cada 3 períodos) con los costos más bajos de producción posibles en cada período.
OBJETIVO GERENCIAL:
• Optimizar la producción para cumplir con la demanda requerida en cada periodo.
OBJETIVOS ESPECÍFICOS:
1. Realizar una asignación adecuada de mano de obra
2. Capacitar constantemente a los obreros, hasta que lleguen a su máxima eficiencia.
3. Minimizar costos
4. Realizar una adecuada programación de la producción
Areas de Decisión
• En cada periodo: Inversión en mantenimiento
Inversión en calidad
Planificación del personal
Programación de la producción
Planificación de compras
Decisiones específicas
Las decisiones conciernen:Las decisiones conciernen:
• al control de inventario,al control de inventario,• la asignación de personal a máquinas, la asignación de personal a máquinas, •la compra de materia prima, la compra de materia prima, •el control de calidad, el control de calidad, •mantenimiento de máquinas, mantenimiento de máquinas, •contratación de personal, contratación de personal, •entrenamiento de personal, entrenamiento de personal, •asignación de productos a máquinas, asignación de productos a máquinas, •programación de horas de mano de obra por trabajador. programación de horas de mano de obra por trabajador.
Temario: Decisiones cubiertas•1. ¿Cómo deberá organizarse su equipo para lograr una gestión más efectiva y cuales serán sus objetivos y estrategias?
•2. ¿Cuánto deberá invertir en mantenimiento de planta para no tener paradas de máquinas y cuánto deberá invertir en control de calidad para no tener productos terminados rechazados?
•3 ¿Cuántas unidades de materia prima y cuando deberá ordenar para tener lo suficiente para producir según la demanda por producto?
•5. ¿Qué obreros deberá asignar y a qué máquinas para hacer más eficiente el trabajo?
•6. ¿Qué obreros deberán trabajar y cuáles deberán tener entrenamiento?
•7. ¿Qué productos deberá asignar a qué máquinas y cuántas horas deberán trabajar, será necesario el sobretiempo?
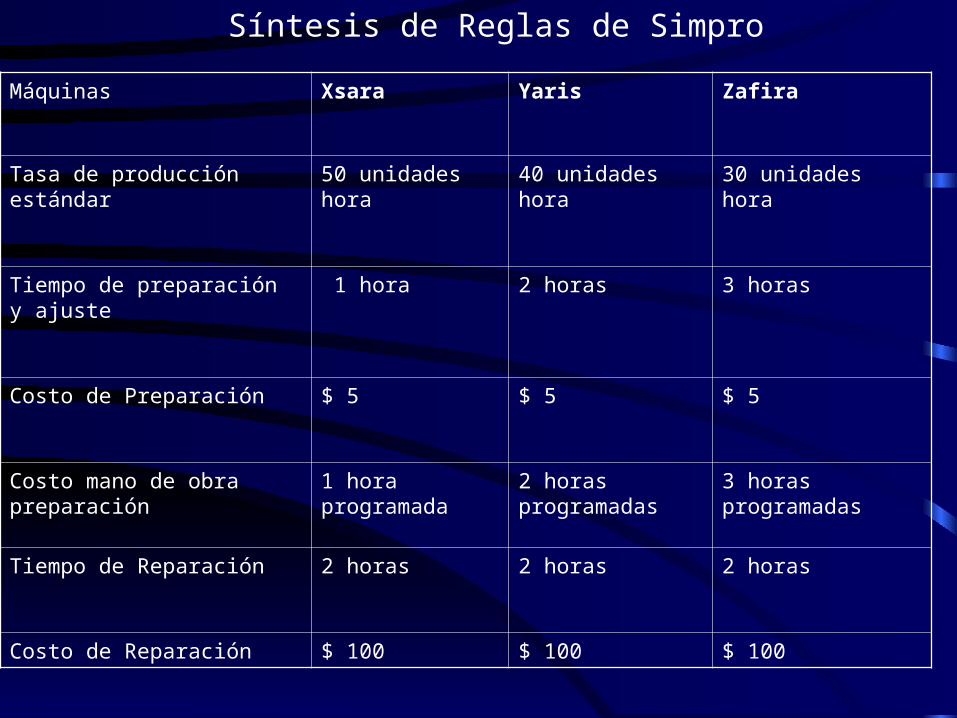
Síntesis de Reglas de Simpro
Máquinas Xsara Yaris Zafira
Tasa de producción estándar 50 unidades hora 40 unidades hora 30 unidades hora
Tiempo de preparación y ajuste 1 hora 2 horas 3 horas
Costo de Preparación $ 5 $ 5 $ 5
Costo mano de obra preparación 1 hora programada 2 horas programadas 3 horas programadas
Tiempo de Reparación 2 horas 2 horas 2 horas
Costo de Reparación $ 100 $ 100 $ 100
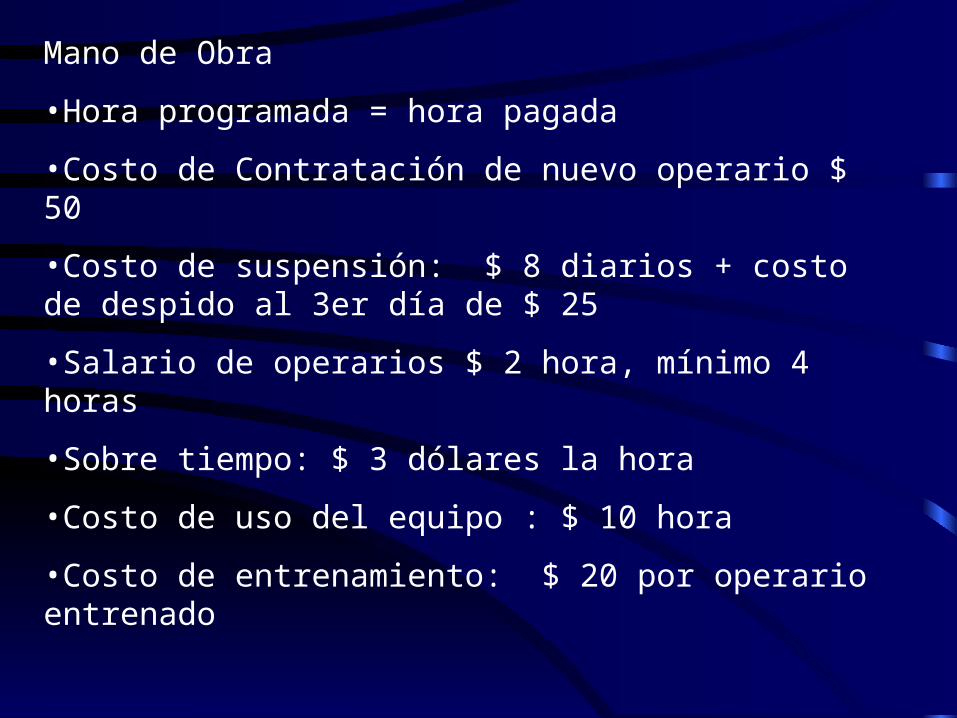
Mano de Obra
•Hora programada = hora pagada
•Costo de Contratación de nuevo operario $ 50
•Costo de suspensión: $ 8 diarios + costo de despido al 3er día de $ 25
•Salario de operarios $ 2 hora, mínimo 4 horas
•Sobre tiempo: $ 3 dólares la hora
•Costo de uso del equipo : $ 10 hora
•Costo de entrenamiento: $ 20 por operario entrenado
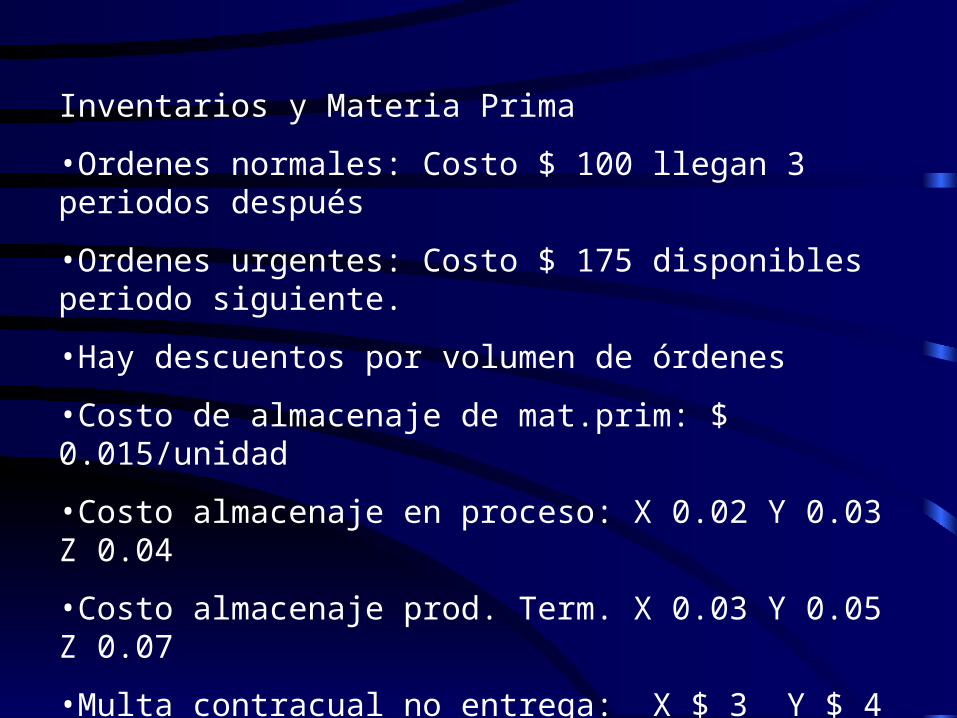
Inventarios y Materia Prima
•Ordenes normales: Costo $ 100 llegan 3 periodos después
•Ordenes urgentes: Costo $ 175 disponibles periodo siguiente.
•Hay descuentos por volumen de órdenes
•Costo de almacenaje de mat.prim: $ 0.015/unidad
•Costo almacenaje en proceso: X 0.02 Y 0.03 Z 0.04
•Costo almacenaje prod. Term. X 0.03 Y 0.05 Z 0.07
•Multa contracual no entrega: X $ 3 Y $ 4 Z $ 5
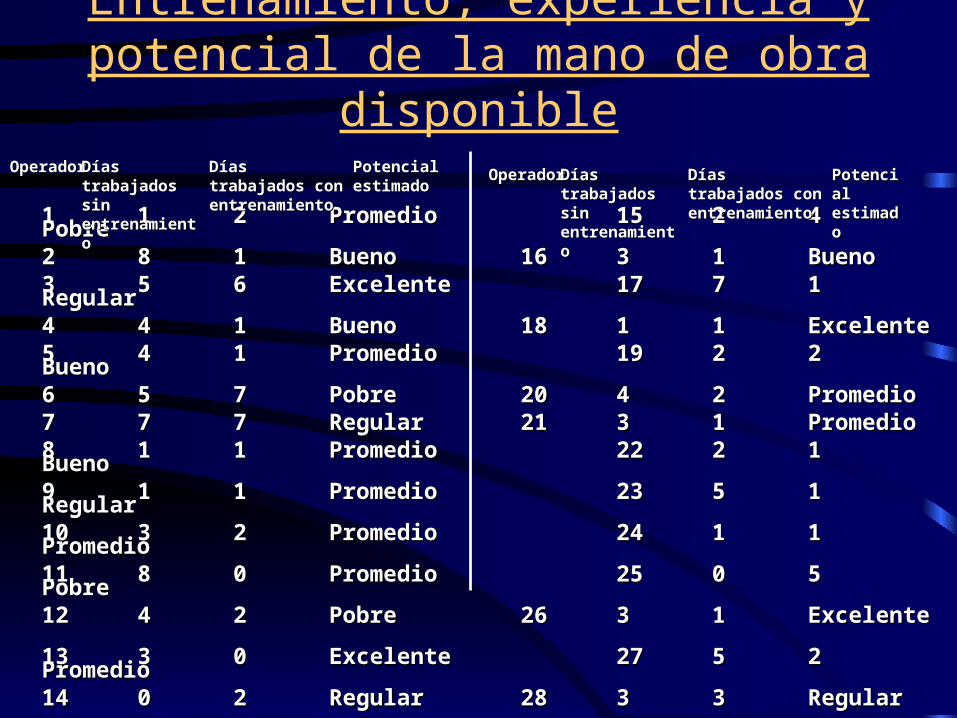
Entrenamiento, experiencia y potencial de la mano de obra disponible
11 11 22 PromedioPromedio 1515 22 44 PobrePobre22 88 11 BuenoBueno 1616 33 11 BuenoBueno33 55 66 ExcelenteExcelente 1717 77 11 RegularRegular44 44 11 BuenoBueno 1818 11 11 ExcelenteExcelente55 44 11 PromedioPromedio 1919 22 22 BuenoBueno66 55 77 PobrePobre 2020 44 22 PromedioPromedio77 77 77 RegularRegular 2121 33 11 PromedioPromedio88 11 11 PromedioPromedio 2222 22 11 BuenoBueno99 11 11 PromedioPromedio 2323 55 11 RegularRegular1010 33 22 PromedioPromedio 2424 11 11 PromedioPromedio1111 88 00 PromedioPromedio 2525 00 55 PobrePobre1212 44 22 PobrePobre 2626 33 11 ExcelenteExcelente1313 33 00 ExcelenteExcelente 2727 55 22 PromedioPromedio1414 00 22 RegularRegular 2828 33 33 RegularRegular
OperadorOperador Días trabajados Días trabajados sin entrenamientosin entrenamiento
Días trabajados con Días trabajados con entrenamientoentrenamiento
Potencial Potencial estimadoestimado
OperadorOperador Días trabajados Días trabajados sin entrenamientosin entrenamiento
Días trabajados con Días trabajados con entrenamientoentrenamiento
Potencial Potencial estimado estimado
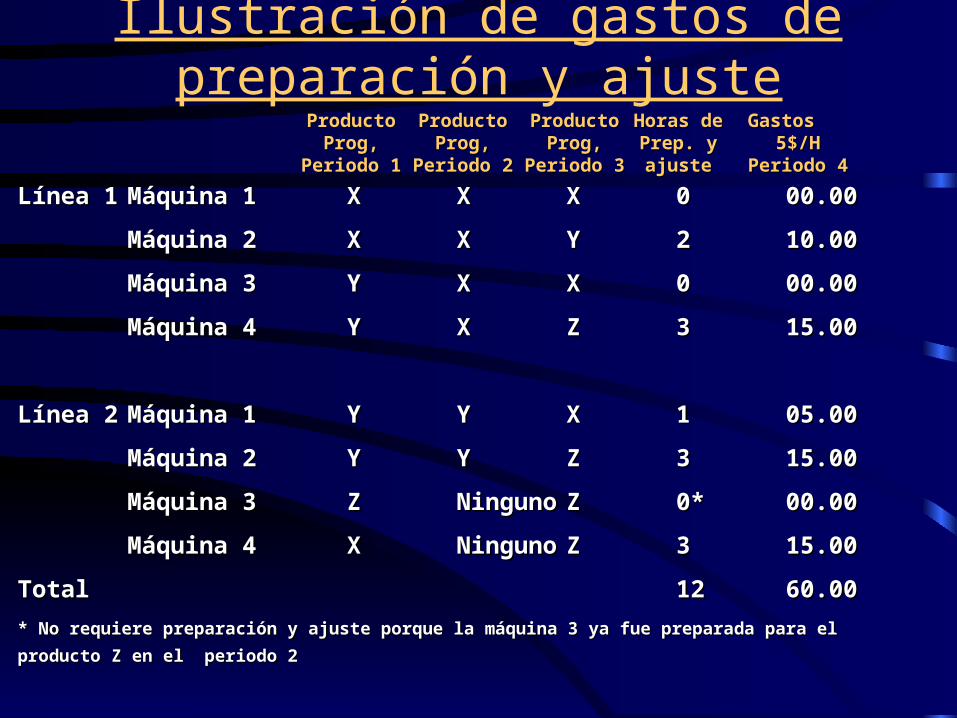
Ilustración de gastos de preparación y ajuste
Línea 1Línea 1 Máquina 1Máquina 1 XX XX XX 00 00.0000.00
Máquina 2Máquina 2 XX XX YY 22 10.0010.00
Máquina 3Máquina 3 YY XX XX 00 00.0000.00
Máquina 4Máquina 4 YY XX ZZ 33 15.0015.00
Línea 2Línea 2 Máquina 1Máquina 1 YY YY XX 11 05.0005.00
Máquina 2Máquina 2 YY YY ZZ 33 15.0015.00
Máquina 3Máquina 3 ZZ NingunoNinguno ZZ 0*0* 00.0000.00
Máquina 4Máquina 4 XX NingunoNinguno ZZ 33 15.0015.00
TotalTotal 1212 60.0060.00
* No requiere preparación y ajuste porque la máquina 3 ya fue preparada para el producto Z en el periodo 2* No requiere preparación y ajuste porque la máquina 3 ya fue preparada para el producto Z en el periodo 2
Producto Producto Prog, Prog,
Periodo 1Periodo 1
Producto Producto Prog, Prog,
Periodo 2Periodo 2
Producto Producto Prog, Prog,
Periodo 3Periodo 3
Horas de Horas de Prep. y Prep. y ajusteajuste
Gastos Gastos 5$/H 5$/H
Periodo 4Periodo 4
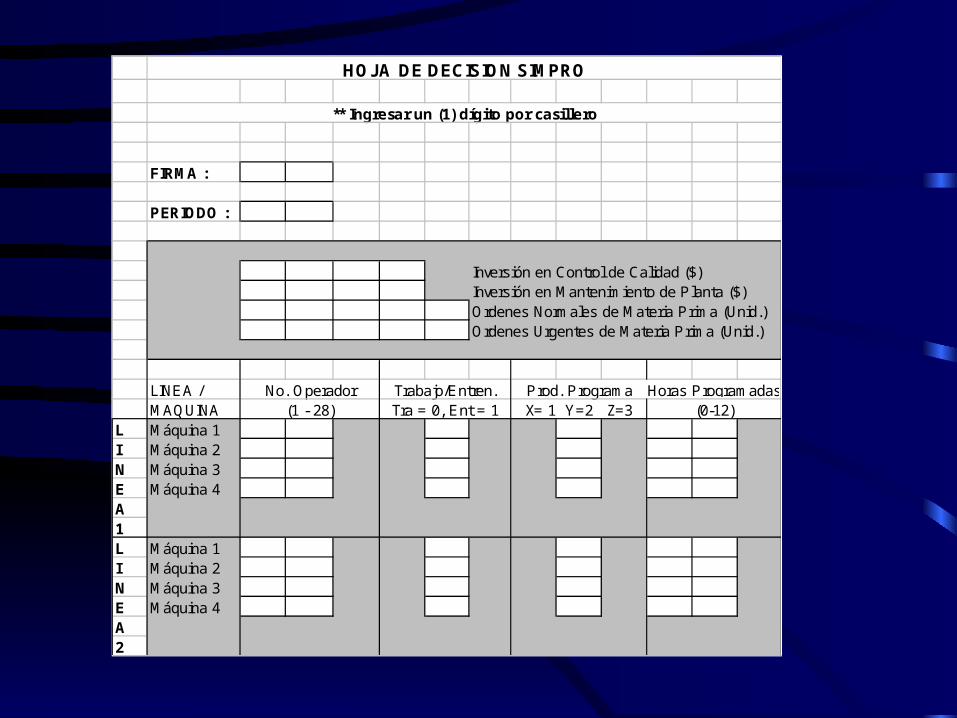
HOJA DE DECISION SIMPRO
** Ingresar un (1) dígito por casillero
FIRMA :
PERIODO :
Inversión en Control de Calidad ($)Inversión en Mantenimiento de Planta ($)Ordenes Normales de Materia Prima (Unid.)Ordenes Urgentes de Materia Prima (Unid.)
LINEA / No. Operador Trabajo/Entren. Prod. Programa Horas ProgramadasMAQUINA (1 - 28) Tra = 0, Ent = 1 X= 1 Y=2 Z=3 (0-12)
L Máquina 1I Máquina 2N Máquina 3E Máquina 4A1L Máquina 1I Máquina 2N Máquina 3E Máquina 4A2
PERIODO 1 (INICIAL)PERIODO 1 (INICIAL)
(cómo se recibe la empresa)(cómo se recibe la empresa)
SIMPROSIMPRO
DEMODEMO
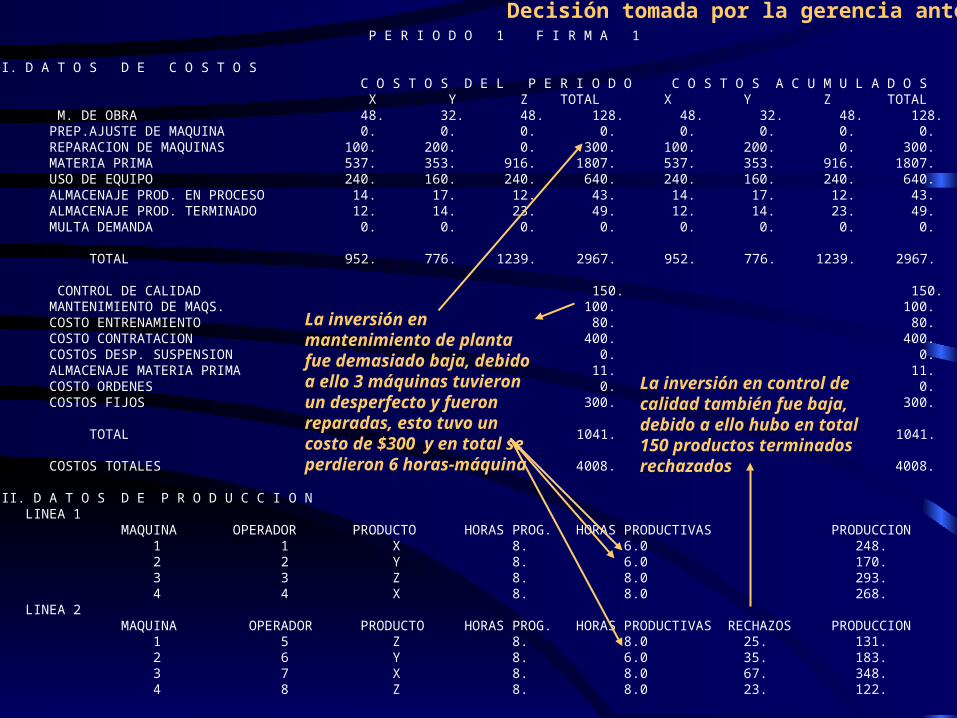
P E R I O D O 1 F I R M A 1 I. D A T O S D E C O S T O S C O S T O S D E L P E R I O D O C O S T O S A C U M U L A D O S X Y Z TOTAL X Y Z TOTAL M. DE OBRA 48. 32. 48. 128. 48. 32. 48. 128. PREP.AJUSTE DE MAQUINA 0. 0. 0. 0. 0. 0. 0. 0. REPARACION DE MAQUINAS 100. 200. 0. 300. 100. 200. 0. 300. MATERIA PRIMA 537. 353. 916. 1807. 537. 353. 916. 1807. USO DE EQUIPO 240. 160. 240. 640. 240. 160. 240. 640. ALMACENAJE PROD. EN PROCESO 14. 17. 12. 43. 14. 17. 12. 43. ALMACENAJE PROD. TERMINADO 12. 14. 23. 49. 12. 14. 23. 49. MULTA DEMANDA 0. 0. 0. 0. 0. 0. 0. 0. TOTAL 952. 776. 1239. 2967. 952. 776. 1239. 2967. CONTROL DE CALIDAD 150. 150. MANTENIMIENTO DE MAQS. 100. 100. COSTO ENTRENAMIENTO 80. 80. COSTO CONTRATACION 400. 400. COSTOS DESP. SUSPENSION 0. 0. ALMACENAJE MATERIA PRIMA 11. 11. COSTO ORDENES 0. 0. COSTOS FIJOS 300. 300. TOTAL 1041. 1041. COSTOS TOTALES 4008. 4008. II. D A T O S D E P R O D U C C I O N LINEA 1 MAQUINA OPERADOR PRODUCTO HORAS PROG. HORAS PRODUCTIVAS PRODUCCION 1 1 X 8. 6.0 248. 2 2 Y 8. 6.0 170. 3 3 Z 8. 8.0 293. 4 4 X 8. 8.0 268. LINEA 2 MAQUINA OPERADOR PRODUCTO HORAS PROG. HORAS PRODUCTIVAS RECHAZOS PRODUCCION 1 5 Z 8. 8.0 25. 131. 2 6 Y 8. 6.0 35. 183. 3 7 X 8. 8.0 67. 348. 4 8 Z 8. 8.0 23. 122.
Decisión tomada por la gerencia anterior
La inversión en mantenimiento de planta fue demasiado baja, debido a ello 3 máquinas tuvieron un desperfecto y fueron reparadas, esto tuvo un costo de $300 y en total se perdieron 6 horas-máquina
La inversión en control de calidad también fue baja, debido a ello hubo en total 150 productos terminados rechazados
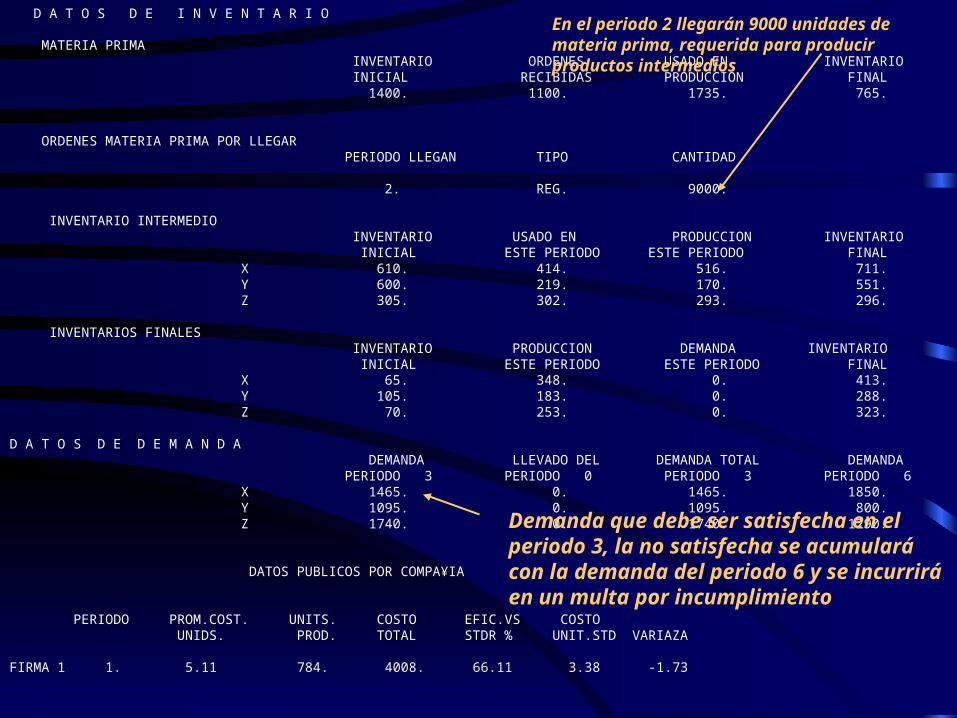
D A T O S D E I N V E N T A R I O MATERIA PRIMA INVENTARIO ORDENES USADO EN INVENTARIO INICIAL RECIBIDAS PRODUCCION FINAL 1400. 1100. 1735. 765. ORDENES MATERIA PRIMA POR LLEGAR PERIODO LLEGAN TIPO CANTIDAD 2. REG. 9000. INVENTARIO INTERMEDIO INVENTARIO USADO EN PRODUCCION INVENTARIO INICIAL ESTE PERIODO ESTE PERIODO FINAL X 610. 414. 516. 711. Y 600. 219. 170. 551. Z 305. 302. 293. 296. INVENTARIOS FINALES INVENTARIO PRODUCCION DEMANDA INVENTARIO INICIAL ESTE PERIODO ESTE PERIODO FINAL X 65. 348. 0. 413. Y 105. 183. 0. 288. Z 70. 253. 0. 323. D A T O S D E D E M A N D A DEMANDA LLEVADO DEL DEMANDA TOTAL DEMANDA PERIODO 3 PERIODO 0 PERIODO 3 PERIODO 6 X 1465. 0. 1465. 1850. Y 1095. 0. 1095. 800. Z 1740. 0. 1740. 1290. DATOS PUBLICOS POR COMPA¥IA PERIODO PROM.COST. UNITS. COSTO EFIC.VS COSTO UNIDS. PROD. TOTAL STDR % UNIT.STD VARIAZA FIRMA 1 1. 5.11 784. 4008. 66.11 3.38 -1.73
En el periodo 2 llegarán 9000 unidades de materia prima, requerida para producir productos intermedios
Demanda que debe ser satisfecha en el periodo 3, la no satisfecha se acumulará con la demanda del periodo 6 y se incurrirá en un multa por incumplimiento
HOJA DE DECISION SIMPRO
FIRMA : 0 1
PERIODO : 0 2
1 0 0 Inversión en Control de Calidad ($)1 0 0 Inversión en Mantenimiento de Planta ($)
7 0 0 Ordenes Normales de Materia Prima (Unid.)Ordenes Urgentes de Materia Prima (Unid.)
LINEA / No. Operador Trabajo/Entren. Prod. Programa Horas ProgramadasMAQUINA (1 - 28) Tra = 0, Ent = 1 X= 1 Y=2 Z=3 (0-12)
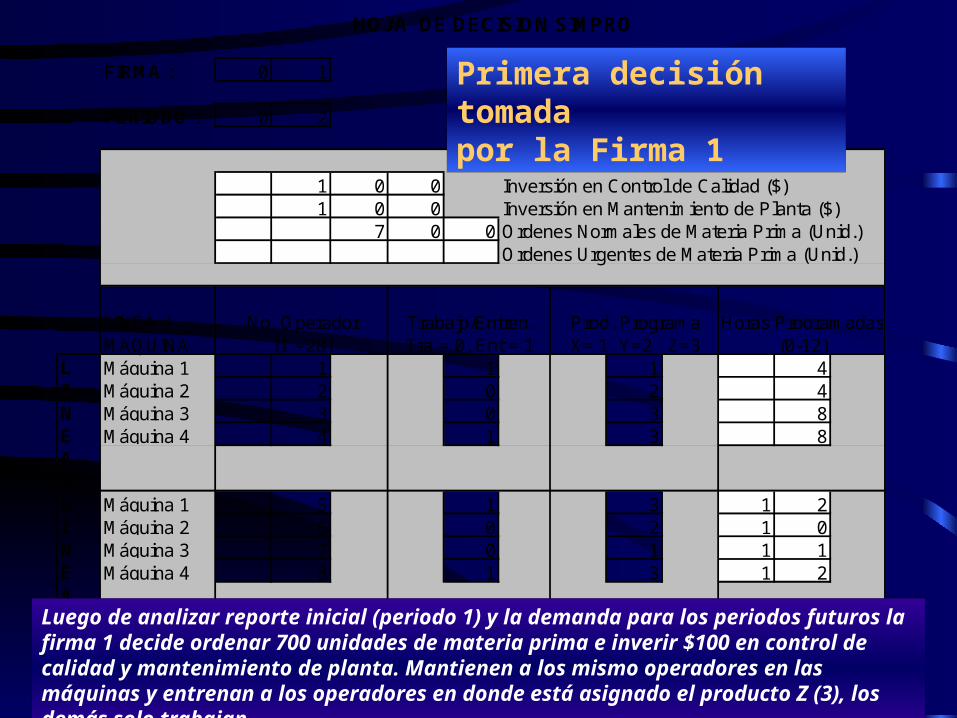
L Máquina 1 1 1 1 4I Máquina 2 2 0 2 4N Máquina 3 3 0 3 8E Máquina 4 4 1 3 8A1L Máquina 1 5 1 3 1 2I Máquina 2 6 0 2 1 0N Máquina 3 7 0 1 1 1E Máquina 4 8 1 3 1 2A2Luego de analizar reporte inicial (periodo 1) y la demanda para los periodos futuros la firma 1
decide ordenar 700 unidades de materia prima e inverir $100 en control de calidad y mantenimiento de planta. Mantienen a los mismo operadores en las máquinas y entrenan a los operadores en donde está asignado el producto Z (3), los demás solo trabajan.
Primera decisión tomadapor la Firma 1
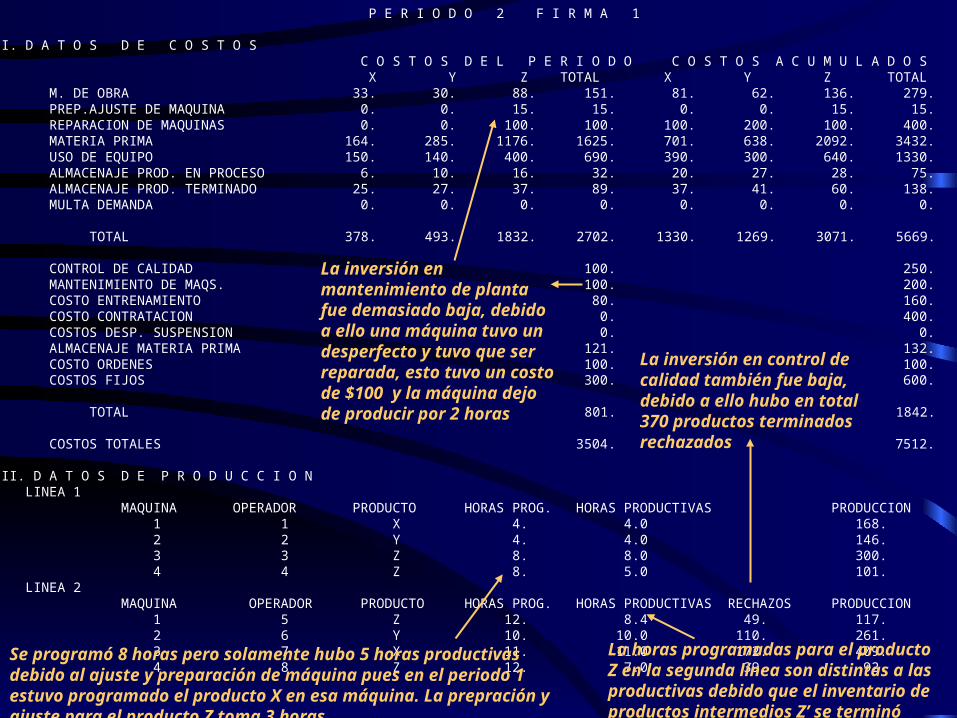
P E R I O D O 2 F I R M A 1 I. D A T O S D E C O S T O S C O S T O S D E L P E R I O D O C O S T O S A C U M U L A D O S X Y Z TOTAL X Y Z TOTAL M. DE OBRA 33. 30. 88. 151. 81. 62. 136. 279. PREP.AJUSTE DE MAQUINA 0. 0. 15. 15. 0. 0. 15. 15. REPARACION DE MAQUINAS 0. 0. 100. 100. 100. 200. 100. 400. MATERIA PRIMA 164. 285. 1176. 1625. 701. 638. 2092. 3432. USO DE EQUIPO 150. 140. 400. 690. 390. 300. 640. 1330. ALMACENAJE PROD. EN PROCESO 6. 10. 16. 32. 20. 27. 28. 75. ALMACENAJE PROD. TERMINADO 25. 27. 37. 89. 37. 41. 60. 138. MULTA DEMANDA 0. 0. 0. 0. 0. 0. 0. 0. TOTAL 378. 493. 1832. 2702. 1330. 1269. 3071. 5669. CONTROL DE CALIDAD 100. 250. MANTENIMIENTO DE MAQS. 100. 200. COSTO ENTRENAMIENTO 80. 160. COSTO CONTRATACION 0. 400. COSTOS DESP. SUSPENSION 0. 0. ALMACENAJE MATERIA PRIMA 121. 132. COSTO ORDENES 100. 100. COSTOS FIJOS 300. 600. TOTAL 801. 1842. COSTOS TOTALES 3504. 7512. II. D A T O S D E P R O D U C C I O N LINEA 1 MAQUINA OPERADOR PRODUCTO HORAS PROG. HORAS PRODUCTIVAS PRODUCCION 1 1 X 4. 4.0 168. 2 2 Y 4. 4.0 146. 3 3 Z 8. 8.0 300. 4 4 Z 8. 5.0 101. LINEA 2 MAQUINA OPERADOR PRODUCTO HORAS PROG. HORAS PRODUCTIVAS RECHAZOS PRODUCCION 1 5 Z 12. 8.4 49. 117. 2 6 Y 10. 10.0 110. 261. 3 7 X 11. 11.0 172. 409. 4 8 Z 12. 7.0 39. 92.
La inversión en mantenimiento de planta fue demasiado baja, debido a ello una máquina tuvo un desperfecto y tuvo que ser reparada, esto tuvo un costo de $100 y la máquina dejo de producir por 2 horas
La inversión en control de calidad también fue baja, debido a ello hubo en total 370 productos terminados rechazados
Se programó 8 horas pero solamente hubo 5 horas productivas debido al ajuste y preparación de máquina pues en el periodo 1 estuvo programado el producto X en esa máquina. La prepración y ajuste para el producto Z toma 3 horas.
La horas programadas para el producto Z en la segunda línea son distintas a las productivas debido que el inventario de productos intermedios Z’ se terminó
D A T O S D E I N V E N T A R I O MATERIA PRIMA INVENTARIO ORDENES USADO EN INVENTARIO INICIAL RECIBIDAS PRODUCCION FINAL 765. 9000. 1666. 8099. ORDENES MATERIA PRIMA POR LLEGAR PERIODO LLEGAN TIPO CANTIDAD 5. REG. 700. INVENTARIO INTERMEDIO INVENTARIO USADO EN PRODUCCION INVENTARIO INICIAL ESTE PERIODO ESTE PERIODO FINAL X 711. 581. 168. 298. Y 551. 371. 146. 326. Z 296. 296. 402. 402. INVENTARIOS FINALES INVENTARIO PRODUCCION DEMANDA INVENTARIO INICIAL ESTE PERIODO ESTE PERIODO FINAL X 413. 409. 0. 822. Y 288. 261. 0. 549. Z 323. 208. 0. 531. D A T O S D E D E M A N D A DEMANDA LLEVADO DEL DEMANDA TOTAL DEMANDA PERIODO 3 PERIODO 0 PERIODO 3 PERIODO 6 X 1465. 0. 1465. 1850. Y 1095. 0. 1095. 800. Z 1740. 0. 1740. 1290.1
1
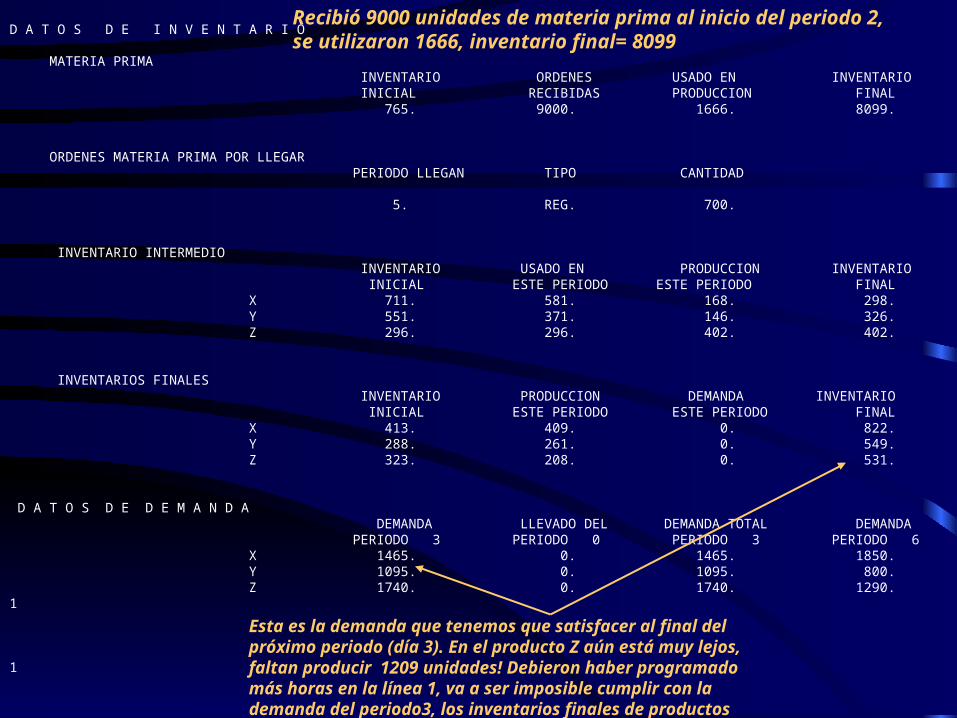
Esta es la demanda que tenemos que satisfacer al final del próximo periodo (día 3). En el producto Z aún está muy lejos, faltan producir 1209 unidades! Debieron haber programado más horas en la línea 1, va a ser imposible cumplir con la demanda del periodo3, los inventarios finales de productos intermedios son muy bajos.
Recibió 9000 unidades de materia prima al inicio del periodo 2,se utilizaron 1666, inventario final= 8099
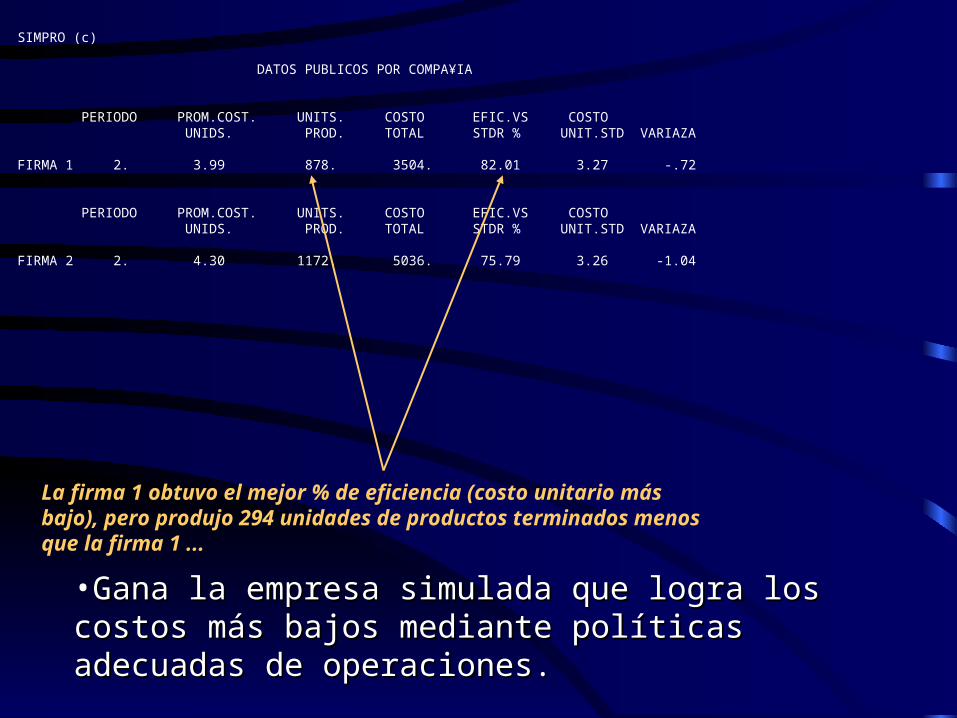
SIMPRO (c) DATOS PUBLICOS POR COMPA¥IA PERIODO PROM.COST. UNITS. COSTO EFIC.VS COSTO UNIDS. PROD. TOTAL STDR % UNIT.STD VARIAZA FIRMA 1 2. 3.99 878. 3504. 82.01 3.27 -.72 PERIODO PROM.COST. UNITS. COSTO EFIC.VS COSTO UNIDS. PROD. TOTAL STDR % UNIT.STD VARIAZA FIRMA 2 2. 4.30 1172. 5036. 75.79 3.26 -1.04
La firma 1 obtuvo el mejor % de eficiencia (costo unitario más bajo), pero produjo 294 unidades de productos terminados menos que la firma 1 ...
•Gana la empresa simulada que logra los costos más bajos Gana la empresa simulada que logra los costos más bajos mediante políticas adecuadas de operaciones.mediante políticas adecuadas de operaciones.
LECTURA RECOMENDADA MANUAL AVANZADO:
•22/4 A 29/4 CAP 1 Eficiencia del Operador
•29/4 a 6/5 CAP 2 Control y Planeamiento de Producción. Apéndice B Desarrollo de Reglas de Programación
•6/5 a 20/5 CAP 3 Adquisición de Insumos
•20/5 a 27/5 CAP 4 Control de Calidad
•276 a 3/6 CAP 5 Mantenimiento de Planta
CALENDARIO:
•REGISTRO DE DECISIONES TODOS LOS DOMINGOS HASTA MEDIA NOCHE DESDE EL 15 DE ABRIL HASTA EL 1 DE JULIO: ONCE DECISIONES
•RESULTADOS A RECOGERSE DE LA WEB LOS LUNES AL MEDIO DIA.
•SESION E INFORME FINAL: 4 DE JULIO
CONSULTAS
• CHAT ABIERTO [email protected]
• POR EMAIL [email protected]
• POR TELEFONO 01-241-6245 CELULAR 1-959 18419